peningkatan kinerja sistem pengujian - repository bsi
TRANSCRIPT

PENINGKATAN KINERJA SISTEM PENGUJIAN
LABORATORIUM DENGAN INTEGRASI METODA
SIX SIGMA DAN MACROERGONOMIC
ORGANIZATIONAL QUESTIONNAIRE SURVEY
(MOQS) DI PT UNILAB PERDANA
TESIS
Oleh
DIAH ANDIANINGSARI
163.111.015
MAGISTER TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS TRISAKTI
JAKARTA
2015



ii
PERNYATAAN KEASLIAN TESIS
Saya yang bertanda tangan dibawah ini:
Nama : Diah Andianingsari
NIM : 163.111.015
Menyatakan dengan sesungguhnya bahwa Tesis dengan judul :
PENINGKATAN KINERJA SISTEM PENGUJIAN LABORATORUM
DENGAN INTEGRASI METODA SIX SIGMA DAN MACROERGONOMIC
ORGANIZATIONAL QUESTIONNAIRE SURVEY (MOQS) DI PT. UNILAB
PERDANA
yang saya buat ini adalah hasil karya saya sendiri, dan bukan merupakan
duplikasi, serta tidak mengutip sebagian atau seluruhnya karya orang lain, kecuali
yang telah disebutkan sumbernya dan sesuai dengan batasan serta tata cara
pengutipan. Apabila didapati pelanggaran atas pernyataan saya ini, maka saya
bersedia menerima sanksi sesuai peraturan yang berlaku.
Jakarta, 16 Januari 2015
DIAH ANDIANINGSARI

iv
ABSTRAK
Nama : Diah Andianingsari
Program Studi : Magister Teknik Industri
Judul : Peningkatan Kinerja Sistem Pengujian Laboratorium dengan
Integrasi Metode Six Sigma dan Macroergonomic
Organizational Questionnaire (MOQS) di PT Unilab Perdana
Industri jasa laboratorium lingkungan hidup saat ini berkembang pesat, hal ini
didukung karena adanya peraturan pemerintah yang mewajibkan kepada seluruh
industri, lembaga, perkantoran agar melakukan monitoring lingkungan hidup. PT.
Unilab Perdana (PT. UP) adalah perusahaan jasa laboratorium lingkungan hidup
yang menghasilkan produk berupa Laporan Hasil Pengujian.
Seiring dengan meningkatnya jumlah order, PT.UP memiliki beberapa
permasalahan yaitu belum mengetahui karakteristik mutu dan jumlah kecacatan,
belum dapat menentukan waktu standar dari proses pengujian dan adanya resiko
pekerjaan dari proses kerja dan lingkungan. Untuk itu PT. UP berupaya
meningkatkan kinerja sistem pengujian laboratorium dengan integrasi metode Six
Sigma dan MOQS. Pengukuran Six Sigma diperlukan untuk menghitung waktu
baku dari proses kerja, mengidentifikasi jenis kecacatan dan jumlah cacat,
sedangkan MOQS diperlukan untuk mengetahui elemen-elemen sistem yang
mempengaruhi resiko kerja.
Pemilihan objek penelitian didasarkan pada order terbanyak yaitu Permenkes
416/1990 dengan jumlah 1399, order ini memiliki nilai Sigma 2,9. Dengan
menggunakan diagram tulang ikan dan metode Failure Mode Effect Analyze
(FMEA) rendahnya nilai sigma dikarenakan beberapa faktor : ruang analisa
kurang nyaman, kekurangan peralatan pendukung gelas, belum merata pembagian
beban kerja analis, belum memiliki standar CRM trueness, pemakaian air suling
yang tidak memenuhi standar Daya hantar listrik (DHL) < 2 µmhos.
Pengolahan data kuesioner MOQS dengan perhitungan korelasi parsial dan
simultan, didapatkan 3 faktor yang berpengaruh pada sistem pengujian di
laboratorium yaitu masalah pekerjaan, kesempatan kerja dan masa depan.
Implementasi tindakan perbaikan untuk mengeliminasi faktor penyebab dari
analisis FMEA menggunakan metode Define Measure Analyze Improve Control
(DMAIC) didapatkan kenaikan nilai Sigma menjadi 3,5 Sigma. Kebutuhan waktu
proses pengujian Permenkes 416/1990 adalah 2 hari 18,6 jam.
Peningkatan kinerja dalam sistem pengujian laboratorium dengan integrasi Six
Sigma dan MOQS adalah redesign ruang analisa yang mengacu pada
PERMENLH NO. 6 tahun 2009, penambahan peralatan pendukung gelas,
pembagian kerja analis yang disesuaikan dengan beban kerja dan kapasitas,
memperbaharui standar CRM trueness secara berkala sesuai dengan masa
berlakunya, perbaikan instruksi kerja jaminan dan pengendalian mutu, dan
menerapkan sistem kualitas pengecekan terhadap DHL air suling sesuai dengan
standar.
Kata kunci : Laboratorium, Six Sigma, DMAIC, MOQS, FMEA

v
ABSTRACT
Name : Diah Andiangingsari
Study Program : Master of Industrial Engineering
Title : Performance Improvement System Integration Testing Laboratory
with Six Sigma methods and Macroergonomic Organizational
Questionnaire (MOQS) at PT Unilab Perdana
Environmental laboratory services industry is growing rapidly, it is supported
because of government regulations that require the entire industry, institutions,
offices to conduct environmental monitoring. PT. Unilab Perdana (PT. UP) is an
environmental laboratory services company which produce certified test reports.
Along with the increasing number of orders, PT.UP have some problems that is
do not know the quality characteristics and the amount of disability, can’t
determine the standard time of the testing process and have some risk of work
processes and work environments. Therefore PT. UP seeks to improve the
performance of laboratory testing system with the integration of Six Sigma
methods and MOQS.
Measurement of Six Sigma and MOQS is necessary to calculate the standard time
of the work process, identifying the type of disability and the number of defects,
and to know the system elements that affect the risk of work.
Selection order research is based on the most order which is Permenkes 416/1990
have 1399 order, this order has a value of 2.9 sigma. By using the fishbone
diagram and method of Failure Mode Effect Analyze (FMEA) low sigma value
due to several factors: analysis less comfortable rooms, lack of support equipment
analysis, analyst workload uneven, don’t have a standard CRM trueness, using
distilled water doesn’t meet the standards of the electrical conductivity of <2
µmhos.
MOQS questionnaire data processing which has been processed by the calculation
partial correlation and simultaneous, obtained three factors that affect the system
in laboratory testing that is about work, employment and future.
Implementation of corrective action to eliminate the causes of FMEA analysis
using the Define Measure Analyze Improve Control (DMAIC) have increasing
value to 3.5 Sigma. The time required for the testing process Permenkes 416/1990
is 2 days 18.6 hours.
Performance improvement in laboratory testing system with the integration of Six
Sigma and MOQS was redesigned space analysis refers to PERMENLH NO. 6 In
2009, the addition of a glass support equipment, division of labor analysts adapted
to the workload and capacity, standard CRM trueness renew at regular intervals in
accordance with the validity period, repair work instructions assurance and quality
control, and implement a system of checks on the quality of the electrical
conductivity of distilled water in accordance with the standards.
Keywords: Laboratory, Six Sigma, DMAIC, MOQS, FMEA

vi
HALAMAN PERSEMBAHAN
Setiap saat dan untuk setiap hal yang aku alami, aku percaya bahwa
semua yang terjadi adalah rencana yang indah dariMu. Terima kasih Allah karena
Engkau telah mengangkat kekuatiranku dan mengubahnya menjadi senyuman
walaupun aku tahu, ini baru permulaan dalam kehidupanku.
Allah Maha Kasih Sayang, Allah Maha Adil, Allah tidak pernah dan tidak
akan pernah berlaku dzalim. Allah senang kepada hamba-hambaNya yang tidak
pernah putus asa untuk memperoleh rahmat dan hidayahNya. Allah senang
kepada mereka yang senantiasa punya harapan untuk hidup yang lebih baik
dimasa yang akan datang.
Tesis ini saya persembahkan untuk orang-orang yang menyayangi,
mendukung dan menguatkan saya, terima kasih untuk segala doa, semangat,
pengorbanan, yang telah diberikan pada saya.
Kepada Suamiku tersayang, terima kasih atas segala bantuan dan
semangat yang luar biasa sehingga aku bisa menyelesaikan tesis ini. Teruntuk
anak-anakku tersayang Ammar, Ajeng, Abyasa yang telah menjadikanku pejuang,
maafkan Ibu karena telah membuat kalian kehilangan waktu bersama. Celotehan
kalian tesis,,,tesis,,,tesis,,, yang selalu dikerjakan,,,, adalah salah satu
penyemangatku untuk segara menyelesaikan tesis ini.
Teruntuk Ibuku dan kakakku mba Ellyn yang selalu menghangatkan
sekaligus membuatku ”tergugah” dengan pertanyaan, "Kapan lulus?". Cara itu
ternyata sukses memotivasi diriku.
Ibu Dorina dan Ibu Nora yang membimbing saya dalam menyelesaikan
tesis ini. Seluruh mantan staf aku di kantor Tiya, Dinar, Vman, Mj, Egi, Zaeni dan
lainnya yang membantu aku dalam menyelesaikan tesis ini. Terima kasih untuk
semua pihak yang tidak bisa dituliskan.

vii
KATA PENGANTAR
Alhamdulillah, puji syukur penulis panjatkan kehadirat Allah SWT atas
segala rahmat dan karunia, kemudahan, kelancaran, dan dengan izinNya sehingga
penulis dapat menyelesaikan tesis yang berjudul “PENINGKATAN KINERJA
SISTEM PENGUJIAN LABORATORUM DENGAN INTEGRASI
METODA SIX SIGMA DAN MACROERGONOMIC ORGANIZATIONAL
QUESTIONNAIRE SURVEY (MOQS) DI PT UNILAB PERDANA”.
Salawat serta salam semoga selalu tercurah kepada nabi Muhammad
SAW, kepada keluarga, sahabat dan umatnya hingga akhir zaman. Penulisan tesis
ini merupakan hasil kegiatan penelitian yang telah dilakukan penulis di
perusahaan jasa laboratorium lingkungan hidup. Tesis ini merupakan persyaratan
dalam menyelesaikan kuliah program Magister Teknik Industri di fakultas Teknik
Universitas Trisakti. Selama menjalankan proses tesis, penulis telah banyak
mendapatkan bantuan dan bimbingan dari berbagai pihak, baik bantuan moril
maupun materil. Oleh karena itu penulis ingin berterimakasih sebesar-besarnya
kepada:
1. Allah SWT atas segala rahmat dan lindunganNya kepada penulis.
2. Suamiku tercinta, yang selalu memberikan bantuan yang sangat besar,
mendampingi dan memberikan dorongan semangat untuk mendukung
sehingga terselesaikannya penulisan tesis ini.
3. Anak-anakku tersayang Ammar, Ajeng, Abyasa yang selalu menjadikanku
semangat untuk meraih asa.
4. Orang tuaku yang selalu memberiku doa dan semangat.
5. Ibu Dr. Ir. Dorina Hetharia, M.Sc, dan Ibu Dr. Ir. Nora Azmi, MT., selaku
pembimbing tesis yang selalu memberikan masukan, nasihat, dukungan, dan
waktunya.
6. Seluruh Dosen dan staf pengajar dan akademik di Magister Teknik Industri,
Terima kasih atas ilmu, saran dan waktunya dalam penyusunan tesis ini.

viii
7. Seluruh manajemen perusahaan yang telah ikut bekerjasama dan
memberikan waktu serta ijinnya dalam melakukan penelitian ini.
8. Rekan-rekan mahasiswa Magister teknik industri yang memberikan
masukan dan dorongannya.
9. Pihak-Pihak yang tidak dapat disebutkan satu persatu, yang telah membantu
penulis dalam menyelesaikan tesis ini, terimakasih atas bantuannya.
Semoga tesis ini menjadi tulisan yang bermanfaat bagi agama, bangsa, dan
siapapun yang membacanya.
Jakarta, Januari 2015
Diah Andianingsari

ix
DAFTAR ISI
HALAMAN PENGESAHAN ................................................................................i
HALAMAN PERNYATAAN KEASLIAN TESIS............................................iii
ABSTRAK.............................................................................................................iv
ABSTRACT.............................................................................................................v
HALAMAN PERSEMBAHAN...........................................................................vi
KATA PENGANTAR..........................................................................................vii
DAFTAR ISI..........................................................................................................ix
DAFTAR TABEL...............................................................................................xiii
DAFTAR GAMBAR...........................................................................................xv
DAFTAR LAMPIRAN.......................................................................................xvi
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ................................................................................... 1
1.2 Perumusan Masalah ......................................................................................... 2
1.3 Batasan Masalah.............................................................................................. 3
1.4 Tujuan Penelitian ............................................................................................ 4
1.5 Manfaat Penelitian ........................................................................................... 4
1.6 Sistematika Penulisan ....................................................................................... 5
BAB II TINJAUAN PUSTAKA
2.1. Metode Makro Ergonomi (Macroergonomic Methods) .................................7
2.2 Macroergonomic Organizational Questionnaire Survey (MOQS) ................9
2.2.1. Dasar Dan Aplikasi ...............................................................................9
2.2.2 Prosedur MOQS .....................................................................................9
2.3. Metode Penelitian Survey ..............................................................................11
2.3.1 Wawancara (Interview) .......................................................................12
2.3.2 Kuisioner (Angket) ..............................................................................12

x
2.3.3 Analisa Jalur...........................................................................................13
2.4. Six Sigma .......................................................................................................19
2.4.1. Pengertian Six Sigma ..........................................................................19
2.4.2 Konsep Six Sigma ...............................................................................19
2.4.3 Alat dalam six sigma ............................................................................21
2.4.3.1 Diagram Sebab akibat ...............................................................21
2.4.3.2 Lembar Periksa .........................................................................23
2.4.3.3 Diagram Pareto ........................................................................23
2.4.3.4 Diagram Alir .............................................................................24
2.4.3.5 Histogram .................................................................................25
2.5. Pengukuran Waktu Baku.................................................................................25
2.5.1. Langkah Penentuan Waktu standar ......................................................26
2.5.2. Faktor Penyesuaian dan Kelonggaran ..................................................27
2.5.2.1. Faktor Penyesuaian .................................................................28
2.5.2.2 Faktor Kelonggaran .................................................................30
2.5.3. Uji Kenormalan, Keseragaman, dan Kecukupan Data ........................32
2.5.3.1. Uji Kenormalan Data ..............................................................32
2.5.3.2. Uji Keseragaman Data .............................................................35
2.5.3.3. Uji Kecukupan Data ...............................................................36
2.5.4 Peta Kerja...............................................................................................37
2.5.4.1 Definisi Peta Kerja.....................................................................37
2.5.4.2 Lambang Lambang Peta Kerja .................................................37
2.5.4.3 Macam-macam Peta Kerja ........................................................39
2.6 Failured Mode Effect Analyze (FMEA) ..........................................................41
2.7 DMAIC ...........................................................................................................43
2.7.1 Define ...................................................................................................43
2.7.2 Measure ................................................................................................45
2.7.3 Analyze .................................................................................................46
2.7.4 Improve ................................................................................................47
2.7.5 Control .................................................................................................48
2.8. Peneliti Pendahulu ..........................................................................................50

xi
2.8.1 Pengaruh sistem kerja dengan pengukuran MOQS..............................50
2.8.2 Perbaikan sistem kerja dengan Six Sigma metode DMAIC..................51
2.8.3 Pengaruh lain yang mempengaruhi kinerja............................................51
2.8.4 Penelitian yang dilakukan............................................................................51
BAB III METODELOGI PENELITIAN
3.1. Kerangka Pemikiran........................................................................................58
3.2. Tahapan Penelitian .........................................................................................58
3.2.1. Studi Pustaka ........................................................................................61
3.2.2. Perumusan Permasalahan dan Hipotesa awal ......................................61
3.2.3. Tujuan penelitian ..................................................................................62
3.2.4. Analisis sistem MOQS dan Six Sigma ................................................62
3.3. Pengumpulan data dan pengolahan data ........................................................64
BAB IV PENGOLAHAN DATA
4.1 Tentang PT Unilab Perdana ...........................................................................65
4.1.1. Struktur Organisasi dan Tenaga Kerja ................................................66
4.1.2. Jam Kerja ............................................................................................66
4.1.3. Kelas dan Jabatan ................................................................................66
4.1.4. Struktur Upah ......................................................................................69
4.1.5. Struktur Sistem Kerja ......................................................................... 70
4.1.6. Pengukuran Kinerja saat Ini................................................................. 72
4.1.7. Kelemahan Tidak Adanya Pengukuran Kinerja................................... 72
4.1.8. Kebutuhan Pengukuran Kinerja Menurut Teori................................... 73
4.2. Macroergonomic Organizational Questionnaire Survey (MOQS) ...............74
4.2.1 Analisa Jalur ..........................................................................................77
4.3. Six Sigma .....................................................................................................84
4.3.1 Tahap Define .......................................................................................84
4.3.2 Tahap Measure .....................................................................................89
4.3.3 Tahap Analyze ......................................................................................91
4.3.4 Tahap Improve .....................................................................................94

xii
4.3.4.1 Ruangan analisa dengan mengacu ke kebutuhan standar
ruang analisa (mengacu ke Permen LH No 06/2009)................94
4.3.4.2 Kekurangan peralatan gelas.....................................................100
4.3.4.3 Beban kerja analis yang belum merata....................................101
4.3.4.4 Belum memiliki Standar CRM (Certified Reference
Material) dengan Fungsi Trueness.........................................103
4.3.4.5 Pemakaian Air Suling yang Belum Memenuhi Standar
Daya Hantar Listrik (<2 mikro mhos).....................................104
4.3.5. Tahap Control ....................................................................................110
4.3.5.1 Perhitungan FMEA setelah perbaikan.....................................110
4.3.5.2 Perhitungan nilai Sigma setelah perbaikan..............................111
4.3.6 Pengendalian Kualitas........................................................................113
BAB V ANALISA HASIL DAN PENGUJIAN
5.1 Analisis dan interprestasi analisis jalur .........................................................115
5.1.1 Korelasi Parsial ...................................................................................115
5.1.2 Korelasi Simultan ................................................................................116
5.1.3 Kontribusi variabel bebas terhadap variabel terikat ............................116
5.2 Six Sigma.......................................................................................................118
5.2.1 Penentuan parameter yang menjadi penelitian.....................................117
5.2.2 FMEA...................................................................................................118
5.2.3 Implementasi peningkatan nilai Six Sigma..........................................119
5.2.4 Sistem Peningkatan Kinerja Laboratorium..........................................119
5.3 Hubungan antara MOQS dan Six Sigma.......................................................121
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan ...................................................................................................125
6.2 Saran...............................................................................................................126
DAFTAR PUSTAKA.........................................................................................128

xiii
DAFTAR TABEL
Tabel 2.1 Perbandingan Antara Mikro Ergonomi Dengan
Makro Ergonomi ....................................................................................8
Tabel 2.2 Contoh Lembar Periksa .........................................................................23
Tabel 2.3 Nilai-Nilai Penyesuaian Menurut Westinghouse ..................................30
Tabel 2.4 Besarnya Kelonggaran Berdasarkan Faktor-Faktor yang
Berpengaruh ..........................................................................................34
Tabel 2.5 Contoh Hasil FMEA .............................................................................43
Tabel 2.6 Daftar Penelitian Terdahulu ..................................................................52
Tabel 4.1 Jam Kerja Perusahaan ...........................................................................66
Tabel 4.2 Kelas dan Jabatan Karyawan ...............................................................67
Tabel 4.3 Sub sistem teknologi .............................................................................70
Tabel 4.4 Sub sistem personal ...............................................................................71
Tabel 4.5 Summary Hasil Kuesioner PT Unilab Perdana .....................................74
Tabel 4.6 Tabulasi parameter kuesioner dengan skala likert 1 – 5 ......................76
Tabel 4.7 Konversi Data Ordinal menjadi data Interval .......................................79
Tabel 4.8 Rekapitulasi skor tiap responden ..........................................................80
Tabel 4.9 Hasil Analisa korelasi dan regresi .........................................................81
Tabel 4.10 Model Summary analisa jalur .............................................................82
Tabel 4.11 Tabel Kontribusi variabel bebas terhadap variabel terikat ..................84
Tabel 4.12 Tabel Waktu Standar bagian adminstrasi dan supporting ...................85
Tabel 4.13 Waktu standar analisa untuk tiap parameter .......................................86
Tabel 4.14 Parameter Analisa mengacu ke PERMENKES 416/IX/1990 .............87
Tabel 4.15 Pembagian Kerja Analis Air ...............................................................87
Tabel 4.16 Hasil Perhitungan C/T, Uptime, dan U/D ...........................................89
Tabel 4.17 Variabel kecacatan dan standar ..........................................................90
Tabel 4.18 Kecacatan order Permenkes 416 per bulan tahun 2013 ......................90
Tabel 4.19 Rekapan Kecacatan order permenkes 416 selama tahun 2013 ...........90
Tabel 4.20 Hasil perhitungan FMEA ....................................................................93

xiv
Tabel 4.21 Ringkasan FMEA dengan 5 besar penyebab ......................................92
Tabel 4.21 Hasil Pengukuran Udara Lingkungan Kerja .......................................98
Tabel 4.22 Hasil Pengukuran Pencahayaan seluruh ruangan ................................99
Tabel 4.23 Standar tingkat pencahayaan ruangan .................................................99
Tabel 4.24 List kekurangan peralatan pendukung analisa ..................................101
Tabel 4.25 Pembagian Parameter analisa analis .................................................101
Tabel 4.26 Perhitungan waktu beban kerja analis tahun 2013 ............................102
Tabel 4.27 Perhitungan beban kerja analis dibandingkan dengan waktu
tersedia tahun 2013 ...........................................................................102
Tabel 4.28 Tabel Standar Parameter Air Suling .................................................104
Tabel 4.29 Rekomendasi perbaikan dari 5 penyebab ..........................................105
Tabel 4.30 Perbaikan Pencahayaan Udara Lingkungan Kerja.............................106
Tabel 4.31 List kekurangan peralatan pendukung analisa...................................106
Tabel 4.32 Simulasi waktu beban kerja analis mengacu ke parameter
tahun 2013 ........................................................................................108
Tabel 4.33 Hasil implementasi waktu beban kerja analis dengan pembagian
beban baru ........................................................................................109
Tabel 4.34 Tabel Catatan pemeriksaan air suling ...............................................110
Tabel 4.35 Perhitungan RPN untuk tindakan perbaikan dari metoda FMEA .....111
Tabel 4.36 Tabel defect order Permenkes 416 periode Agustus – Nov 2014 .....111
Tabel 4.37 Persentase defect Permenkes 416 periode Agustus – Nov 2014 ......112
Tabel 4.38 Perhitungan nilai sigma periode Agustus – November 2014 ............112
Tabel 4.39 Pengendalian Kualitas........................................................................114
Tabel 5.1 Tabel Korelasi antar variabel ..............................................................117
Tabel 5.2 Kontribusi variabel bebas tehadap variabel terikat .............................116
Tabel 5.3 Faktor penyebab kegagalan dengan nilai RPN tertinggi .....................118
Tabel 5.4 Tabel saran tindakan perbaikan ...........................................................118
Tabel 5.5 Perhitungan nilai sigma implementasi per bulan ................................119

xv
DAFTAR GAMBAR
Gambar 2.1 Proses pergeseran six sigma ........................................................20
Gambar 2.2 Contoh Diagram Sebab akibat......................................................23
Gambar 2.3 Contoh Diagram Pareto ...............................................................24
Gambar 2.4 Contoh Histogram .......................................................................25
Gambar 2.5 Posisi Penelitian ........................................................................52
Gambar 3.1 Diagram Alir Penelitian ..............................................................59
Gambar 3.2 Keterkaitan antara MOQS dengan Six Sigma..............................60
Gambar 4.1 Business Proses PT Unilab Perdana.............................................68
Gambar 4.2 Diagram Input – Output Sistem Kerja .........................................70
Gambar 4.3 Diagran Jalur antar variabel terikat dan bebas ............................78
Gambar 4.4 Hasil perhitungan analisa diagram jalur ......................................83
Gambar 4.5 Kurva Sepuluh besar order Laboratorium Air 2013 ....................84
Gambar 4.6 Peta aliran proses .........................................................................88
Gambar 4.7 Diagram Analisa Tulang Ikan ....................................................92
Gambar 4.8 Jarak Standar Ruang Analisa .......................................................95
Gambar 4.9 Lay out ruangan Lt. 1 PT Unilab Perdana .................................96
Gambar 4.10 Layout Meja Kerja dan Ruang Analisa Laboratorium Air ..... ..97
Gambar 4.11 Usulan Lay Out Perbaikan Ruang Analisa
Laboratorium Air ....................................................................107
Gambar 5.1 Hubungan Kausal Elemen-elemen penelitian ...........................115
Gambar 5.2 Kurva faktor penyebab dengan nilai RPN .................................118
Gambar 5.3 Flowchart tindakan perbaikan untuk pembagian
beban kerja.................................................................................122

xvi
DAFTAR LAMPIRAN
Lampiran 1 Waktu standar proses pengujian laboratorium
Lampiran 2 NIOSH Generic Job Stress Questionnaire
Lampiran 3 Peraturan Menteri Lingkungan hidup No. 6 tahun 2009
Lampiran 4 Prosedur pelaksanaan persediaan bahan habis pakai
Lampiran 5 Instruksi kerja pengoperasian alat Milli-Q Direct
Lampiran 6 Instruksi kerja perawatan alat Milli-Q Direct
Lampiran 7 Trueness parameter logam
Lampiran 8 Trueness parameter total suspended solid
Lampiran 9 Prosedur pelaksanaan jaminan dan pengendalian mutu
Lampiran 10 Struktur Organisasi PT Unilab Perdana

1
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Persaingan bisnis dalam industri laboratorium saat ini cukup ketat dengan
banyaknya laboratorium baru yang bergerak dalam bidang yang sama.
Laboratorium pengujian di Indonesia yang telah terakreditasi oleh Komite
Akreditasi nasional berjumlah 1041 buah (BSN, 2014). Laboratorium lingkungan
adalah laboratorium yang mempunyai sertifikat akreditasi laboratorium pengujian
parameter kualitas lingkungan dan mempunyai identitas registrasi (PerMenLH
No. 6 tahun 2009). Sebagai penyedia jasa yang bergerak dalam bidang customer
satisfation maka parameter-parameter yang menjadi kunci kepuasan pelanggan
berdasarkan survey customer PT. Unilab Perdana (UP) tahun 2014 adalah akurasi
hasil pengujian, cepat tanggap dalam penyelesaian komplain pelanggan, waktu
penyelesaian Sertifikat Laporan Hasil Pengujian (LHP), kompetensi personil dan
ruang lingkup pengujian laboratorium. Salah satu bentuk peningkatan tingkat
kepuasan pelanggan khususnya dalam bisnis jasa laboratorium adalah
mempercepat waktu penyelesaian pelaporan hasil analisa karena dengan semakin
cepat berarti mereka sudah selangkah lebih maju dalam usaha memenangkan
persaingan bisnis.
Berdasarkan uraian di atas PT. UP adalah perusahaan swasta laboratorium
lingkungan hidup yang berdiri pada tahun 1990 oleh dua biro konsultan yaitu PT.
Unisystem Utama dan PT. Waseco Tirta. PT. UP telah mendapatkan sertifikat ISO
17025 : 2005 sejak tahun 2004 dengan No. Laboratorium Penguji 195 dan
sertifikat kompetensi laboratorium lingkungan hidup dari Kementrian Lingkungan
Hidup tahun 2009 dengan No.01. Perusahaan ini melayani jasa pengambilan dan
analisis contoh uji parameter lingkungan hidup secara fisika, kimia dan
mikrobiologi untuk semua jenis air, udara ambien, udara lingkungan kerja, tanah,
sedimen, lumpur, emisi cerobong, emisi kendaraan, dan Toxicity Characteristic

2
Leaching Procedure (TCLP). Hasil produk yang dikeluarkan adalah sertifikat
Laporan Hasil Pengujian (LHP) yang didasarkan dari Undang-Undang No. 32
tahun 2009 tentang perlindungan dan pengelolaan lingkungan hidup, yang
diturunkan pada Peraturan Pemerintah, Keputusan/Peraturan Menteri Kesehatan
dan Lingkungan Hidup, Keputusan/Peraturan Gubernur, Keputusan/Peraturan
Walikota/Bupati, wilayah industri. Target sasaran mutu di PT. UP untuk
penyelesaian waktu Sertifikat Laporan Hasil Pengujian selama 11 hari kerja
sampai saat ini belum tercapai secara keseluruhan. Melalui penelitian yang telah
dilakukan, PT. UP belum mampu mengetahui hambatan-hambatan yang menjadi
faktor keterlambatan penyelesaian Laporan Hasil Pengujian dan mengukur waktu
yang dibutuhkan untuk penyelesaian Sertifikat Laporan Hasil Pengujian.
Menurut Grahanintyas, Wignjosoebroto, dan Latiffianti, 2012 terdapat
keterkaitan antara produktivitas kerja, keselamatan dan kesehatan kerja,
manajemen, lingkungan kerja, perilaku perkerja dan stress kerja. Sedangkan
menurut Soyan, 2013 bahwa lingkungan kerja berpengaruh terhadap kinerja
pegawai sehingga jelas bahwa produktifitas kerja sangat dipengaruhi oleh
lingkungan kerja.
Dengan kondisi di PT. UP yaitu suatu laboratorium lingkungan hidup
dimana memiliki faktor-faktor yang cukup significan untuk dapat menyebabkan
kecelakaan kerja dan penyakit akibat kerja. Hal tersebut dapat dilihat dengan
kondisi laboratorium yaitu : pemakaian bahan kimia (gas dan padatan),
kebisingan, bau, sampel, Bahan Berbahaya dan Beracun (B3). Dengan
implementasi integrasi metoda Six Sigma dan MOQS diharapkan adanya
perbaikan kinerja di PT. UP.
Metoda Six Sigma merupakan suatu metode atau teknik pengendalian dan
peningkatan kualitas secara dramatik yang merupakan terobosan baru dalam
bidang menajemen kualitas (Gaspersz, 2003). Six sigma mempunyai beberapa
keunggulan dibandingkan dengan metoda lainnya, antara lain analisis berdasarkan
statistik, sangat luas bidang penerapannya, sistem mudah dipahami dan variabel
yang dimonitor tidak statis.

3
Kuesioner MOQS merupakan survei kuisioner untuk mengumpulkan
informasi tentang berbagai aspek atau variable dari suatu sistem kerja (Carayon
and Smith, 2000). Informasi dapat berupa tugas, kondisi organisasi, masalah
lingkungan, peralatan kerja, teknologi dan karakteristik individual dan juga
informasi tentang berbagai variable keluaran seperti kepuasan kualitas kerja,
stress fisik dan psikologis, kesehatan mental dan fisik, kinerja dan sikap (misalnya
niat untuk meninggalkan pekerjaan). Menurut Risma & Rusdiyanto, 2012, kondisi
organisasi, pekerjaan, lingkungan fisik, lingkungan sosial, peralatan dan
teknologi, serta karakteristik individual dapat menimbulkan stress kerja.
1.2 Perumusan Masalah
Sesuai kondisi di lapangan ditemukan beberapa faktor penyebab dari
masalah yang ditimbulkan antara lain :
1. Belum mengetahui karakteristik mutu dan jumlah kecacatan dari penerbitan
sertifikat Laporan Hasil Pengujian.
2. Belum dapat menentukan waktu standar dari proses pengujian
3. Adanya resiko pekerjaan dari proses kerja dan lingkungan.
Dari faktor-faktor penyebab permasalahan tersebut menyebabkan lemahnya
kinerja perusahaan maka pada penelitian ini akan diteliti “Bagaimana
peningkatan kinerja sistem pengujian laboratorium dengan integrasi Six Sigma
dan MOQS?”
1.3 Batasan Masalah
Pembatasan masalah diperlukan untuk membatasi permasalahan agar tidak
menyimpang dari tujuan dan menghindari kemungkinan meluasnya pembahasan
sehingga tujuan penelitian dapat dicapai dengan cepat dan baik. Ruang lingkup
dalam penelitian ini adalah Six Sigma yang dihubungkan dengan elemen-elemen
yang mempengaruhi resiko kerja pada PT. UP. Dengan penerapan Six Sigma dan
suatu pendekatan menggunakan metode DMAIC yang dihubungkan dengan
metode MOQS dilakukan untuk memecahkan permasalahan sesuai dengan point
1.2.

4
Pembatasan masalah yang dilakukan adalah sebagai berikut :
1. Penelitian dilakukan pada laboratorium lingkungan hidup PT. UP dari proses
awal masuk sampel di bagian customer service sampai cetak invoice.
2. Alat pengujian dalam keadaan lancar.
3. Tidak dilakukan perhitungan pengambilan data kuesioner MOQS terhadap
analis laboratorium air karena jumlah analis di laboratorium air hanya
berjumlah 14 orang
1.4 Tujuan Penelitian
Berdasarkan permasalahan yang dihadapi di PT. UP maka penelitian ini
bertujuan untuk menghasilkan peningkatan kinerja sistem pengujian laboratorium
dengan integrasi Six Sigma dan MOQS. Hasil peningkatan kinerja tersebut
diperoleh dengan tahapan sebagai berikut :
1. Mengidentifikasi jenis kecacatan dan jumlah cacat dari sertifikat Laporan
Hasil Pengujian.
2. Menghitung waktu proses dengan menggunakan peta aliran proses dari proses
yang dibutuhkan untuk penyelesaian Sertifikat Laporan Hasil Pengujian per
bagian.
3. Mengetahui elemen-elemen sistem yang mempengaruhi resiko kerja dengan
melakukan pengukuran makro ergonomi dengan metode MOQS.
1.5 Manfaat Penelitian
Hasil yang dicapai dari penelitian ini diharapkan dapat memberikan
manfaat sebagai berikut :
1. Bagi akademisi/peneliti
• Sebagai alat bantu dalam menyelesaikan masalah yang serupa.
• Ide dalam pengembangan bisnis laboratorium.
2. Bagi publik
• Wawasan ilmu pengetahuan dalam bidang kualitas dan makro ergonomi
perusahaan sehingga dapat menambah ilmu pengetahuan.

5
• Mengetahui aliran proses jasa laboratorium dalam penyelesaian sertifikat
laporan hasil pengujian.
3. Bagi PT. UP
• Sebagai alat untuk menyelesaikan masalah yang sedang dihadapi.
1.6 Sistematika Penulisan
Sistematika penulisan tesis adalah sebagai berikut :
BAB 1 PENDAHULUAN
Bab ini berisi mengenai latar belakang permasalahan atau isu
yang terjadi pada aktivitas bisnis laboratorium lingkungan PT.
UP saat ini, tujuan penelitian, batasan masalah, manfaat
penelitian dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Bab ini berisi tentang waktu baku, peta proses operasi, Six
Sigma, MOQS serta posisi penelitian.
BAB III METODELOGI PENELITIAN
Bab ini berisi tentang kerangka pemikiran penelitian, tahapan
penelitian, keterkaitan antara MOQS dan Six Sigma,
pengumpulan dan pengolahan data.
BAB IV PENGOLAHAN DATA
Bab ini berisikan sejarah PT. UP, struktur organisasi, bisnis
proses, kondisi pengukuran kinerja saat ini, kelemahan tidak
adanya pengukuran kinerja, kebutuhan pengukuran kinerja,
pengolahan kuisoner MOQS, pengolahan data Six Sigma, peta
aliran proses, penentuan jenis parameter yang akan diukur,
penentuan jenis kecacatan dan jumlah cacat, mengukur nilai
sigma sebelum dan setelah perbaikan melalui metode Six Sigma

6
dan MOQS. Hasil yang didapatkan digunakan untuk melakukan
pengukuran kinerja sistem pengujian laboratorium.
BAB V PEMBAHASAN
Berisi tentang analisis hasil metode Six Sigma dan MOQS
BAB VI KESIMPULAN DAN SARAN
Berisi tentang kesimpulan mengenai hasil peningkatan kinerja
Six Sigma dan MOQS serta saran.
DAFTAR PUSTAKA
Berisi sumber referensi yang digunakan oleh peneliti, baik dari
jurnal, buku maupun internet.
LAMPIRAN
Berisi tentang kuesioner MOQS, perhitungan waktu standar
proses pengujian, prosedur pelaksanaan persediaan bahan habis
pakai, PerMenLH No. 6/2009, Standar trueness logam dan total
suspended solid, instruksi kerja jaminan dan pengendalian mutu,
instruksi kerja perawatan dan pengoperasian alat milli-Q Direct.

7
BAB II
TINJAUAN PUSTAKA
2.1 Metode Makro Ergonomi (Macroergonomic Methods)
Makro ergonomi adalah suatu cabang ilmu yang pertama kali
diperkenalkan oleh Hal W. Hendrik pada era tahun 80’an. Cabang ergonomi ini
muncul diakibatkan oleh perkembangan teknologi yang begitu pesat, melebihi
kecepatan perkembangan organisasi, selain itu juga disebabkan terdapatnya
kelemahan dalam mikro ergonomi (Hendrick, 2001).
Makro ergonomi juga meneliti tentang pekerjaan, namun makro ergonomi
memeriksa pekerjaan dan sistem kerja secara lebih luas. Beberapa hal yang
dibahas dalam makro ergonomi adalah struktur organisasi, interaksi antara orang-
orang yang ada dalam organisasi dan aspek motivasi dari pekerja. Dengan kata
lain, ergonomi hanya melihat dari tingkat pekerjaan, namun makro ergonomi
melihat dari tingkat pekerjaan dan juga tingkat organisasi.
Hendrick mendeskripsikan ergonomi dalam sebuah seri dari tiga generasi :
a. Generasi pertama
Ergonomi berkaitan dengan kemampuan fisik, fisiologis, lingkungan, dan
karakteristik perpectual dalam merancang dan mengaplikasikan sistem antar
manusia dan mesin. Hal ini meliputi control, display, penyusunan ruang kerja
dan lingkungan kerja.
b. Generasi kedua
Generasi ini ditandai dengan ketika beralihnya perhatian para ahli dengan
berkembangnya sistem komputer. Disini para ahli ergonomi menekankan
penelitian pada bagaimana manusia menerima, mengapresiasikan, mengolah,
dan menyimpulkan data dan informasi. Hendrick menjelaskan bahwa generasi
kedua meningkatkan penekanan pada pengembangan dan aplikasi
penggunaan sistem antar teknologi dan pengguna.

8
c. Generasi ketiga
Generasi ini ditandai dengan masuknya unsur eksternal yaitu organisasi dan
sistem sosioteknik ke dalam ergonomi. Generasi ini menekankan perhatian
pada aspek penerapan pengetahuan tentang individu dan organisasi pada
perancangan, implementasi dan pengguna teknologi baru. Ataun dengan kata
lain, generasi ketiga fokus pada makro ergonomi, atau keseluruhan organisasi
sistem kerja dan berkonsentrasi pada pengembangan dan aplikasi dari
teknologi dihubungkan dangan organisasi.
Makro ergonomi dapat dimulai pada tingkat organisasi dari atas ke bawah.
Ergonomi dan makro ergonomi tidak bertentangan, dalam kenyataannya keduanya
saling melengkapi satu sama lain. Perbandingan antara kedua konsep ini dapat
dilihat pada Tabel 2.1.
Tabel 2.1. Perbandingan Antara Mikro Ergonomi Dengan Makro Ergonomi
Karakteristik Ergonomi Makro Ergonomi
Tingkat bahasan Mikro Makro
Unit kerja Tugas, sub-tugas Divisi kerja
Tujuan Mengoptimalkan pekerja Mengoptimalkan sistem kerja
Fokus Perincian Peninjauan secara luas
Alat pengukuran Umumnya mengukur secara
fisik seperti: luas, tenaga,
luminasi decibel, waktu
Umumnya organisasional dan
mengukur subjektivitas seperti
jumlah orang, rentang kendali,
perilaku dan moral
Sejarah penelitian 27 – 47 tahun 10 – 12 tahun
Sejarah aplikasi 17 – 27 tahun 8 – 9 tahun
Aplikasi keahlian Anatomi, psikologi,
psikologi, pesepsi, teknik
industri
Organisasi, psikologi
organisasi

9
2.2 Macroergonomic Organizational Questionnaire Survey (MOQS)
2.2.1 Dasar dan Aplikasi
Sebagaimana survei kuisioner dalam penelitian, Macroergonomic
Organizational Questionnaire Survey (MOQS) juga digunakan untuk
mengumpulkan informasi tentang berbagai aspek atau variable dari suatu sistem
kerja (Carayon and Smith, 2000). Informasi dapat berupa tugas, kondisi
organisasi, masalah lingkungan, peralatan kerja, teknologi dan karakteristik
individual. Sebagai tambahan, MOQS juga digunakan untuk mengumpulkan
informasi tentang berbagai variable keluaran seperti kepuasan kualitas kerja
(misalnya kepuasan kerja/job satisfaction), stress fisik dan psikologis, kesehatan
mental dan fisik, kinerja dan sikap (misalnya niat untuk meninggalkan pekerjaan).
MOQS dapat sangat bermanfaat dalam beberapa tahap seperti pada tahap
diagnosa, penilaian organisasi, evaluasi pengaruh suatu perubahan pada suatu
karakteristik kunci, serta memonitor opini pekerja terhadap implementasi sesuatu
yang baru. Keuntungan metode MOQS adalah menyediakan data terstruktur yang
dapat dengan mudah memberikan nilai, dapat dianalisis, dan dibandingkan
(Handbook of human factors and ergonomics methods, 2005).
2.2.2 Prosedur MOQS
Hal yang paling penting untuk diperhatikan dalam MOQS yaitu pada tahap
pengembangan kuisioner. Metode yang diterapkan dalam mengembangkan,
implementasi dan penyebaran kuisioner menjadi sangat penting dalam
menentukan kualitas dan kegunaan data yang dikumpulkan.
Carayon dan Hoonakker (2001) menekankan bahwa terdapat lima langkah
penting dalam mengembangkan suatu survei kuisioner yaitu:
1. Konseptualisasi
Menentukan konsep apa yang akan diukur dengan MOQS, antara lain :
• Elemen sistem kerja mana yang akan dievaluasi: tugas (task), kondisi
organisasi, lingkungan fisik, peralatan dan teknologi serta karakteristik
individual.

10
• Elemen keluaran mana yang akan dievaluasi ; kualitas bekerja, stress fisik
dan psikologis, kesehatan fisik dan mental, kinerja serta sikap.
Serta menentukan tujuan utama penelitian dan mencocokannya dengan
konsep yang akan diukur dengan kuisioner penelitian.
2. Operasionalisasi.
Menentukan dimensi dari setiap konsep yang akan diukur, memeriksa apakah
terdapat elemen yang tumpang tindih dan melakukan pemeriksaan ulang
setiap dimensi.
3. Sumber Kuisioner.
Menelaah jenis survei kuisioner yang telah ada yang memungkinkan untuk
digunakan dan sebagai landasan untuk penelitian. Adapun jenis survei
kuisioner dalam ergonomic makro yang telah dikembangkan antara lain:
- Office worker survey (University of Wisconsin –Madison)
- NIOSH (Job Stress Questionnaire)
- Karasek’s Job Strain Questionnaire
4. Pembuatan Kuisioner.
Menentukan bentuk kuisioner yang akan digunakan, menentukan skala
pengukuran serta item pertanyaan, petunjuk pengisian, layout dan sebagainya.
5. Pengujian Awal Kuisioner.
Dalam hal ini menentukan siapa yang akan berpartisipasi dalam tahap
pengujian awal kuisioner yang bertujuan untuk memeriksa kejelasan setiap
pertanyaan, menguji format kuisioner serta menilai durasi waktu pengisian
kuisioner.
MOQS dalam pelaksanaannya akan melewati beberapa tahap yaitu
(Handbook of human factors and ergonomics methods, 2005):
1. Tahap Pengumpulan Informasi
Tahap ini meliputi pengumpulan informasi sebanyak-banyaknya tentang
sistem kerja yang diamati, siapa yang menjadi partisipan dalam survey serta
komitmen perusahaan / pihak manajemen dalam memperbaiki sistem
kerjanya.

11
2. Tahap Penetapan Tujuan
Tahap ini meliputi perumusan tujuan yang ingin dicapai dalam survey
tersebut serta manfaat yang dapat diperoleh oleh perusahaan. Tujuan
penelitian ini selanjutnya dikomunikasikan kepada pihak manajemen dalam
memperbaiki sistem kerjanya.
3. Tahap Pelaksanaan
Tahap ini meliputi penentuan kapan survey akan dilaksanakan, prosedur
pelaksanaan, serta metode untuk pengumpulan data survey.
4. Tahap Analisis dan Interpretasi
Tahap ini meliputi penggunaan metode dan software statistik untuk
menyajikan, mengolah, menganalisa, dan meginterpretasikan data hasil
survey kuisioner. Serta mengaitkan hasil olahan statistik tersebut dengan
tujuan penelitian.
5. Tahap Penyampaian Hasil
Tahap ini berkaitan dengan penyusunan format hasil penelitian untuk
menggambarkan keadaan sistem kerja yang diteliti.
- Kepada siapa hasil data dipresentasikan.
- Siapa yang akan membaca hasil penelitian.
- Bagaimana penyusunan laporan.
- Bagaimana kerahasiaan koresponden dapat terjamin.
6. Tahap Follow – Up Action
Merupakan tahap akhir dari hasil penelitian yaitu untuk merencanakan
kegiatan atau aksi berikutnya yang harus dilakukan sesuai dengan hasil
survey kuisioner yang diperoleh, seperti memberikan usulan perbaikan atau
implementasi suatu metode, teknologi dan komponen baru lainnya pada
sistem kerja yang diamati.
2.3 Metode Penelitian Survey
Penelitian survey dapat digunakan untuk maksud penjajakan (eksploratif),
deskriptif, penjelasan (explanatory), evaluasi, prediksi, dan penelitian operasional.
Penelitian survey dapat dilakukan langsung kepada populasi (penelitian populasi)

12
jika populasi terhingga dan objeknya tidak terlalu besar dan juga dapat dilakukan
dengan mengambil sampel dari satu populasi yang besar. Adapun instrumen yang
dapat digunakan dalam penelitian survey antara lain dengan wawancara
(interview) dan kuisioner (angket).
2.3.1 Wawancara (Interview)
Wawancara merupakan cara pengumpulan data dengan menanyakan
langsung kepada informan atau pihak lain yang kompeten dalam suatu
permasalahan. Pertanyaan yang diajukan biasanya disiapkan terlebih dahulu yang
diarahkan pada informasi untuk topik yang akan digarap. Dalam menggunakan
daftar pertanyaan yang telah disiapkan, penanya tidak semata-mata bergantung
pada pertanyaan tersebut, tetapi bila ada informasi yang menarik dan perlu
diketahui lebih lanjut, maka penanya boleh saja mengajukan pertanyaan diluar
daftar yang telah disiapkan. Dalam wawancara, hasil yang diperoleh dapat
dipertanggungjawabkan secara kualitatif dan memiliki nilai yang tinggi. Semua
kesalahpahaman dapat dihindari, pertanyaan yang disiapkan dapat dijelaskan oleh
informan dengan penjelasan tambahan dan tiap pertanyaan dapat dikembangkan
lebih lanjut. Di pihak lain, wawancara memiliki kelemahan, yaitu data yang
dikumpulkan akan terbatas dan bila harus dilakukan dalam suatu wilayah yang
luas akan memakan biaya dan waktu yang besar.
2.3.2 Kuisioner (Angket)
Kuisioner adalah sejumlah pertanyaan tertulis yang digunakan untuk
memperoleh informasi dari responden dalam arti laporan tentang pribadinya
dalam hal-hal lain yang diketahuinya (Nazir, 2005).
Bentuk angket secara umum dapat dibagi atas beberapa bentuk yaitu:
a. Angket dengan pertanyaan bebas (Angket tidak berstruktur)
Jawaban yang dapat diberikan berupa jawaban bebas, maksudnya adalah
uraian berupa pendapat, hasil pemikiran, tanggapan, dan lain-lain mengenai
segala sesuatu yang dipertanyakan setipa item angket.

13
b. Angket dengan pertanyaan terikat (Angket berstruktur)
Angket bentuk ini memberikan pertanyaan yang telah disediakan sejumlah
alternatif jawabannya. Sehingga jawaban yang didapatkan tidaj akan
berkisaran jauh dari alternatif yang telah diberikan.
c. Angket dengan jawaban singkat (Short answer item)
Angket ini berupa kombinasi / gabungan antara angket tidak berstruktur
dengan angket berstruktur. Kebebasan dalam menjawab merupakan faktor
yang menyebabkan hampir sama dengan angket tidak berstruktur. Sebaliknya
permintaan jawaban yang mengkhusus dan tertentu (terarah) dengan peluang
menjawab secara singkat, merupakan faktor yang menyebabkan hampir sama
dengan angket berstruktur.
2.3.3 Analisa Jalur
Menurut Ridwan dan Kuncoro (2006) dalam Elfrida (2009) analisa jalur
pertama kali dikembangkan oleh Sewall Wright, seorang ahli genetika pad tahun
1920. Analisa ini digunakan untuk menganalisis pola hubungan antar variabel
dengan tujuan untuk mengetahui pengaruh langsung maupun tidak langsung dari
varibel bebas terhadap variabel terikat.
Langkah-langkah analisa jalur adalah sebagai berikut:
a. Menentukan hipotesis dan model awal analisa jalur
Model sederhana yang digunakan adalah model skematis dan matematis,
dimana model skematis dibuat dalam suatu diagram jalur yang digunakan
untuk menggambarkan kerangka hubungan kausal antar variabel, sedangkan
model matematis merupakan model persamaan regresi yang juga menjelaskan
hubungan antara variabel bebas dengan variabel terikat.
b. Perhitungan skor tiap variabel
Langkah pertama pada tahap ini adalah tranformasi data ordinal menjadi data
interval dengan menggunakan MSI (Methods of Succesive Interval) dengan
aplikasi Microsoft Excel (2010) dan dilanjutkan dengan rekapitulasi skor.
Berikut langkah MSI dengan Microsoft Excel:

14
Untuk mengubah data ordinal menjadi data interval dengan menggunakan
bantuan Microsoft Excel diperlukan aplikasi tambahan atau file, yaitu
Succ97.xla atau Stat97.xla. File tersebut bisa didapatkan dari internet
dengan mengunduhnya ke dalam folder file. Jika file sudah tersedia di dalam
hardisk komputer atau laptop, maka langkah-langkah untuk konversi data
tersebut adalah sebagai berikut:
1. Buka excel
2. Klik file Succ97.xla

15
3. Klik enable macro
Muncul Menu baru yaitu Add In
4. Masukkan data yang akan diubah. Dapat diketikkan atau kopi
(dengan menggunakan perintah Copy - Paste) dari word atau SPSS di kolom
A baris 1

16
5. Pilih Add In >Statistics>Successive Interval, maka akan muncul
pop up berikut
6. Masukkan Data Input, dimana pada saat kursor di Data Range Blok
data yang ada sampai selesai

17
7. Beri tanda “V” pada Display Summary, untuk menampilkan
Summary
8. Kemudian pindah ke Cell Output, untuk menampilkan hasil
perhitungan, misalkan di kolom D4
9. Klik OK, akan muncul data hasil perhitungan sebagai berikut

18
10. Lakukan Editing sesuai dengan kebutuhan
c. Perhitungan analisa korelasi dan regresi
Selanjutnya dilakukan analisa korelasi dan regresi dengan aplikasi software
SPSS.
d. Perhitungan koefisien jalur
Berdasarkan hasil perhitungan regresi dan korelasi diatas, maka dapat
ditentukan bahwa:
Rij = nilai korelasi parsial antara variabel i dan j diperoleh dari tabel korelasi
ρij = koefisien jalur antara variabel i dan j diperoleh dari tabel regresi
Kemudian dapat digambarkan diagram jalur akhir lengkap dengan koefisien
korelasi dan koefisien jalur.

19
2.4 Six Sigma
2.4.1 Pengertian Six Sigma
Six Sigma merupakan suatu metode atau teknik pengendalian dan
peningkatan kualitas secara dramatik yang merupakan terobosan baru dalam
bidang menajemen kualitas (Gaspersz, 2003).
Suatu visi peningkatan kualitas menuju target 3,4 kegagalan per sejuta
kesempatan (DPMO-defects per million opportunities) untuk setiap transaksi
produk barang dan atau jasa (Gaspersz, 2003).
Sebuah program yang dirancang guna mengurangi cacat untuk membantu
mngurangi biaya, menghemat waktu, dan meningkatkan kepuasan pelanggan
(Heizer dan Render, 2009)
Sebuah sistem yang menyeluruh-suatu strategi, disiplin, dan sekumpulan
perangkat-untuk memperoleh dan mempertahankan kesuksesan dalam bisnis.
Suatu strategi karena berfokus pada kepuasan pelanggan total. Sebuah disiplin
karena mengikuti Six Sigma Improvement Model Formal yang dikenal sebagai
DMAIC (define, measure, analyze, Improve, control). Sekumpulan perangkat
terdiri dari tujuh perangkat (lembar periksa, diagram sebar, sebab-akibat, diagram
pareto, diagram alir, histogram, dan statistical process control/SPC).
2.4.2 Konsep Six Sigma
Menurut Gaspersz (2003) terdapat enam aspek kunci yang perlu
diperhatikan dalam aplikasi konsep six sigma, yaitu :
1. Identifikasi pelanggan
2. Identifikasi produk
3. Indentifikasi kebutuhan dalam memproduksi produk untuk pelanggan
4. Definisi proses
5. Hindarkan kesalahan dalam proses dan hilangkan semua pemborosan yang
ada
6. Meningkatkan proses secara terus menerus menuju target Six Sigma
Apabila konsep ini akan diterapkan dalam bidang manufacturing,maka ada
6 aspek yang harus diperhatikan, yaitu :

20
1. Identifikasi karakteristik produk yang akan memuaskan pelanggan (sesuai
dengan kebutuhan dan ekspetasi pelanggan).
2. Mengklasifikasikan semua karakteristik kualitas sebagai CTQ (critical to
quality) individual.
3. Menentukan apakah setiap CTQ dapat dikendalikan melalui pengendalian
material, mesin, proses-proses kerja, dll.
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ.
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan
standar deviasi untuk setiap CTQ).
6. Mengubah desain produk dan atau standar proses sedemikian rupa agar
mampu mencapai nilai target six sigma.
Menurut Gaspersz dan Fontana (2011) CTQ adalah persyaratan kinerja
pelanggan produk atau jasa sedangkan defect (kecacatan) adalah setiap peristiwa
yang tidak memenuhi spesifikasi CTQ. Defect opportunity adalah setiap peristiwa
yang dapat diukur yang menyediakan kesempatan atau tidak memenuhi
persyaratan pelanggan.
Pendekatan pengendalian proses 6 sigma mengijinkan adanya pergeseran
nilai target rata-rata (mean) setiap CTQ individual dari proses industri sebesar ±
1,5 sigma sehingga menghasilkan 3,4 DPMO (defects per million opportunities –
kegagalan per sejuta kesempatan). Proses 6 sigma dengan distribusi normal
bergeser 1,5 sigma ditunjukkan dalam gambar berikut:
(Sumber: Vincent Gaspersz, 2003)
Gambar 2.1 . Proses pergeseran six sigma

21
Keterangan
1. Sigma merupakan ukuran pencapaian target menuju tingkat kegagalan nol,
semakin tinggi pencapaian tingkat sigma akan semakin baik, karena
tingkat DPMO akan menurun
2. USL = batas spesifikasi atas (upper specification limit), LSL = batas
spesifikasi bawah (lower specification limit) yang ditetapkan oleh
manajemen berdasarkan kebutuhan pelanggan
3. Formula untuk menghitung kapabilitas proses : Cp = {(USL-LSL)/(6 x
standar deviasi)}
4. Formulasi untuk menentukan nilai maksimum toleransi penyimpangan
proses dari target adalah : maks standar deviasi= maks S= {1/(2xtarget
pencapaian sigma)} x (USL-LSL). Misalkan, target pencapaian adalah 6
sigma, maka toleransi penyimpangan proses dari nilai target adalah : maks
standar deviasi = maks S = {1/(2 x 6)} x (USL-LSL) = 0,0833 x (USL –
LSL). Range antara USL dan LSL merupakan batas toleransi yang
ditetapkan oleh manajemen berdasarkan kebutuhan atau persyaratan dari
pelanggan.
2.4.3 Alat dalam six sigma
2.4.3.1 Diagram Sebab akibat
Diagram sebab akibat disebut juga sebagai diagram tulang ikan (fishbone
diagram) atau diagram Ishikawa yang telah ditemukan oleh Prof. Kaoru Ishikawa.
Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan
dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab
suatu masalah, ketidaksesuaian, kesenjangan (Gaspersz, 2003). Setiap tulang
mewakili kemungkinan sumber kesalahan (Heizer dan Render, 2009).
Diagram ini dapat digunakan dalam situasi:
1. Terdapat pertemuan diskusi dengan menggunakan brainstorming untuk
mengidentifikasi mengapa suatu masalah terjadi.
2. Diperlukan analisis lebih terperinci terhadap suatu masalah
3. Terdapat kesulitan untuk memisahkan penyebab dari akibat.

22
Langkah-langkah diagram sebab akibat:
1. Dapatkan kesepakatan tentang masalah yang terjadi dan ungkapkan masalah
itu sebagai suatu pertanyaan masalah (problem question).
2. Bangkitkan sekumpulan penyebab yang mungkin, dengan menggunakan
teknik brainstorming atau membentuk anggota tim yang memiliki ide-ide
berkaitan dengan masalah yang sedang dihadapi.
3. Gambarkan diagram, dengan pertanyaan masalah ditempatkan pada sisi kanan
(membentuk kepala ikan) dan kategori utama seperti: material, metode,
manusia, mesin, pengukuran, dan lingkungan ditempatkan pada cabang utama
(membentuk tulang-tulang besar dari ikan).
4. Tetapkan setiap penyebab dalam kategori utama sesuai dengan menempatkan
pada cabang yang sesuai.
5. Untuk setiap penyebab yang mungkin, tanyakan “mengapa?” untuk
menemukan akar penyebab, kemudian daftarkan akar-akar penyebab pada
cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang
kecil dari ikan). Untuk menempatkan akar penyebab, kita dapat menggunakan
teknik bertanya how, when, why, who, (five whys).
6. Interpretasi diagram sebab akibat dengan melihat penyebab-penyebab yang
muncul secara berulang, kemudian dapatkan kesepakatan melalui konsensus
tentang penyebab. Selanjutnya fokuskan perhatian pada penyebab yang
dipilih melalui konsensus tersebut.
7. Terapkan hasil analisis dengan menggunakan diagram sebab-akibat dengan
cara mengembangkan dan mengimplementasikan tindakan korektif, serta
memonitor hasil-hasil untuk menjamin bahwa tindakan korektif yang
dilakukan efektif karena telah menghilangkan akar penyebab dari masalah
yang dihadapi. Gambar diagram sebab akibat terdapat pada Gambar 2.2

23
(Sumber: Thomas Pyszdek, 2002)
Gambar 2.2. Diagram Sebab-Akibat
2.4.3.2 Lembar Periksa
Sebuah lembar periksa (check sheet) adalah suatu formulir yang dirancang
untuk mencatat data (contoh jam, cacat). Pencatatan dilakukan sehingga saat data
diambil, polanya dapat dilihat dengan mudah. Lembar periksa membantu analis
menentukan fakta atau pola yang mungkin dapat membantu analisis selanjutnya.
Contohnya adalah gambar yang menunjukkan suatu perhitungan jumlah daerah
dimana cacat terjadi, atau sebuah lembar periksa yang menunjukkan jenis keluhan
pelanggan (Heizer dan Render, 2009). Contoh lembar periksa terdapat pada
Tabel 2.2.
Tabel 2.2 Contoh Lembar Periksa
Jam
Cacat 1 2 3 4 5 6 7 8
A III I I I I III I
B II I I I II III
C I II II IIII
2.5.4.3 Diagram Pareto
Diagram pareto (Pareto Chart) adalah sebuah metode untuk mengelola
kesalahan, masalah atau cacat guna membantu memusatkan perhatian untuk upaya

24
penyelesaian masalahnya. Diagram ini ditemukan oleh Vilfredo Pareto dan Joseph
M. Juran mempopulerkan pekerjaan Pareto dengan menyatakan 80%
permasalahan perusahaan merupakan hasil dari penyebab yang 20% (Heizer dan
Render, 2009). Analisis Pareto mengindikasikan masalah yang dapat
menghasilkan imbalan tertinggi.Gambar diagram Pareto terdapat pada Gambar 2.3
(Sumber: Thomas Pyszdek, 2002)
Gambar 2.3. Contoh Diagram Pareto
2.4.3.4 Diagram Alir
Diagram alir (flow chart) menyajikan sebuah proses atau sistem dengan
kotak menggunakan keterangan dan garis-garis yang saling berhubungan.
Diagram alir juga menggambarkan langkah-langkah dalam sebuah proses.
Diagram ini cukup sederhana, tetapi merupakan perangkat yang sangat baik untuk
mencoba memahami sebuah proses atau menjelaskan sebuah proses (Heizer dan
Render, 2009). Interpretasi diagram alir proses dengan menghitung waktu total
tunggu, total waktu kerja, identifikasi kesempatan menciptakan biaya rendah atau
tampa biaya dalam prose tersebut kemudian identifikasi aktivitas-aktivitas tidak
bernilai tambah (non value adding activities) serta aktivitas-aktivitas yang tidak
saling berkait (Gaspersz, 2003).

25
2.4.3.5 Histogram
Histogram menunjukkan cakupan nilai sebuah perhitungan dan frekuensi
dari setiap nilai yang muncul. Histogram juga menunjukkan peristiwa yang paling
sering terjadi dan juga variasi dalam pengukurannya. Statistika deskriptif seperti
rata-rata dan standar deviasi dapat dihitung untuk menjelaskan distribusinya.
Sebuah gambaran visual dari distribusi juga dapat memberikan informasi
mengenai penyebab variasinya (Heizer dan Render, 2009).
(Sumber: Thomas Pyszdek, 2002)
Gambar 2.4. Contoh Histogram
2.5. Pengukuran Waktu Baku
Untuk dapat memperoleh waktu penyelesaian, suatu kegiatan harus
dilakukan pengukuran waktu. Secara garis besar pengukuran waktu dapat
dibedakan menjadi dua, yaitu pengukuran waktu secara langsung dan tidak
langsung.
a. Pengukuran waktu secara langsung.
Pengukuran waktu secara langsung terdiri dari dua, yaitu pengukuran yang
dilaksanakan dengan menggunakan jam henti (stop watch time study)
ditempat pekerjaan tersebut berlangsung dan work sampling
(Wignjosoebroto, 2003).

26
b. Pengukuran waktu secara tidak langsung.
Metoda ini baik sekali diaplikasikan untuk pengukuran pada pekerjaan yang
berlangsung singkat dan berulang-ulang. Dari hasil pengukuran akan
diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang
mana waktu ini akan digunakan sebagai standar penyelesaian pekerjaan bagi
semua pekerja yang akan melaksanakan pekerjaan yang sama (Sritomo,2008).
Ciri–ciri pengukuran waktu kerja dengan jam henti (stopwatch)
(Sutalaksana dkk, 2006) adalah:
a. Elemen kegiatan suatu kegitan dapat diketahui kegiatannya dengan pasti.
b. Kegiatan kerja dilakukan berulang – ulang.
c. Waktu penyelesaiannya dalam waktu satu siklus relative cepat.
d. Sangat relevan digunakan untuk mengukur tenaga kerja langsung.
2.5.1 Langkah Penentuan Waktu standar
Langkah-langkah dalam melakukan pengukuran (Sritomo,2008) adalah:
a. Penetapan tujuan pengukuran
Tujuan melakukan kegiatan harus ditetapkan lebih dahulu. Dalam proses
pengukuran waktu, hal yang penting yang harus diketahui dan ditetapkan
adalah untuk apa hasil pengukuran digunakan, berapa tingkat tingkat
ketelitian dan keyakinan dari hasil pengukuran tersebut.
b. Langkah pendahuluan sebelum melakukan pengukuran
• Mendefinisikan kegiatan kerja yang akan diukur
• Memilih operator, dimana operator yang dipilih bukan pekerja cepat atau
pekerja lambat, melainkan termasuk pekerja normal, yaitu yang
kemampuannya rata-rata.
• Pelatihan operator, ditujukan agar operator dapat mengenal sistem kerja
yang telah dibakukan untuk mencapai kemampuan maksimum.
• Menguraikan pekerjaan menjadi elemen-elemen kerja yang lebih kecil
dengan mempertimbangkan keterbatasan dan syarat-syarat pemilihan
elemen. Elemen-elemen ini yang akan diukur waktunya. Waktu yang
diperoleh dinamakan waktu siklus.

27
• Menyiapkan alat-alat pengukuran meliputi jam henti, kalkulator dan alat-
alat tulis.
c. Pelaksanaan pengamatan dan pengukuran
• Mengukur dan mencatat waktu pengamatan setiap elemen kegiatan
dengan jumlah pengulangan tertentu. Dalam tahap ini jumlah pengukuran
adalah sembarang, sebagai pengukuran pendahuluan. Tujuan melakukan
pengukuran pendahuluan adalah untuk mengetahui berapa kali
pengukuran harus dilakukan untuk tingkat keyakinan dan tingkat
ketelitian tertentu yang telah ditetapkan sebelumnya.
• Jika pengamatan dalam kontinu, maka data yang diperoleh harus diubah
dahulu menjadi data terputus-putus.
• Melakukan uji kenormalan, keseragaman, kecukupan data.
d. Perhitungan waktu standar
Perhitungan waktu standar dilakukan dengan cara:
• Hitung waktu siklus (WS) dengan rumus
WS = ∑ Xi / N
• Menentukan faktor penyesuaian (P)
• Menghitung waktu normal (WN) dengan rumus
WN = WS x P
• Menentukan faktor kelonggaran (allowance) A
• Menghitung waktu standar (wst) dengan rumus
Wst = WN + (WN x A)
2.5.2 Faktor Penyesuaian dan Kelonggaran
Menurut Sutalaksana dkk (2006) ketidakwajaran harus diwajarkan untuk
mendapatkan waktu normal. Untuk memudahkan pemilihan konsep wajar,
seorang pengukur dapat mempelajari bagaimana bekerjanya operator yang
dianggap normal itu. Konsep bekerja wajar adalah jika seorang operator yang
dianggap berpengalaman bekerja tanpa usaha-usaha yang berlebihan sepanjang
hati kerja, menguasai cara kerja yang ditetapkan, dan menunjukkan kesungguhan

28
dalam menjalankan pekerjaannya. Berdasarkan hal tersebut maka untuk
mendapatkan waktu standar diperlukan faktor penyesuaian dan kelonggaran.
2.5.2.1 Faktor Penyesuaian
Selama pengukuran waktu kerja dilakukan baik pengukuran secara
langsung maupun tidak langsung, pengukur harus mengamati kewajaran kerja
yang ditunjukan oleh tenaga kerja yang sedang menjadi obyek penelitian.
Ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesungguhan, sangat
cepat seolah-olah diburu waktu atau karena menemukan kesulitan-kesulitan
seperti karena kondisi ruangan yang buruk. Sebab-sebab seperti ini mempengaruhi
kecepatan kerja yang berakibat terlalu singkat atau terlalu panjangnya waktu
penyelesaian. Hal ini jelas tidak diinginkan karena waktu baku yang dicari adalah
waktu yang diperoleh dari kondisi dan cara kerja yang baku yang disesuaikan
dengan wajar.
Andaikan ketidakwajaran ada, maka pengukur harus mengetahuinya dan
menilai sejauh mana hal itu terjadi. Penilaian perlu dilakukan karena berdasarkan
inilah penyesuaian dilakukan. Biasanya penyesuaian dilakukan dengan
mengalikan waktu siklus rata-rata atau waktu elemen rata-rata dengan suatu harga
yang disebut faktor penyesuaian (P). Besarnya P ditentukan sedemikian rupa
sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya
atau yang normal. Bila pengukur berpendapat bahwa operator bekerja di atas
normal (terlalu cepat) maka harga P-nya akan lebih besar dari satu (P > 1),
sebaliknya jika operator dipandang bekerja dibawah normal maka harga P lebih
kecil satu (P < 1). Seandainya pengukur berpendapat bahwa operator bekerja
dengan wajar maka harga P-nya sama dengan satu (P = 1).
Dalam menentukan faktor penyesuaian dapat dilakukan dengan beberapa
cara, yaitu : dengan menggunakan cara persentase, scumard, objektif, sintesa dan
westing house (Sutalaksana dkk, 2006). Dalam penulisan ini akan dibahas lebih
lanjut penggunaan cara westing house. Cara ini mengarahkan penilaian pada
empat faktor yang dianggap menentukan kewajaran dan ketidakwajaran dalam
bekerja yaitu:

29
1. Keterampilan, yaitu kemampuan mengikuti cara kerja yang ditetapkan dan
dibagi menjadi enam kelas yaitu super skill, exellent skill, good skill, average
skill, fair skill, dan poor skill.
2. Usaha, yaitu kesungguhan yang ditunjukan atau diberikan operator ketika
melakukan pekerjaannya dan dibagi menjadi enam kelas yaitu excessive
effort, exellent effort, good effort, average effort, fair effort dan poor effort.
3. Kondisi kerja, yaitu kondisi fisik lingkungan seperti keadaan pencahayaan,
temperatur, dan kebisingan ruangan dan dibagi menjadi enam kelas yaitu
ideal, exellent, good, average, fair, dan poor.
4. Konsistensi, yaitu waktu penyelesaian yang ditunjukkan pekerja selalu
berubah-ubah dari satu siklus ke siklus lainnya dan dibagi menjadi enam
kelas yaitu perfect, excellent, good, average, fair dan poor.
Adapun langkah-langkah penentuan faktor penyesuian cara westing house
adalah sebagai berikut :
1. Tentukan atau nilai dari kondisi kerja, keterampilan operator, konsistensi
bekerja, dan usaha dalam bekerja ke dalam kelas-kelas diatas.
2. Cocokkan kelas-kelas yang telah ditentukan dengan Tabel 2.12 untuk
mendapatkan faktor penyesuaian dari kelas-kelas yang telah ditentukan.
3. Jumlahkan nilai-nilai yang didapat dari tabel.
4. Hitung faktor penyesuaian P = 1 – (total nilai).

30
Tabel 2.3 Nilai-Nilai Penyesuaian Menurut Westinghouse
2.5.2.2 Faktor Kelonggaran
Kelonggaran diberikan untuk tiga hal yaitu kebutuhan pribadi,
menghilangkan rasa lelah (fatique), dan hambatan-hambatan yang tidak
terhindarkan (Sutalaksana dkk, 2006). Ketiganya merupakan hal-hal yang secara
nyata dibutuhkan oleh pekerja dan yang selama pengukuran tidak diamati, diukur,
dicatat ataupun dihitung. Karenanya sesuai pengukuran dan setelah mendapatkan
waktu normal, kelonggaran perlu ditambahkan.
1. Kelonggaran untuk kebutuhan pribadi
Yang termasuk ke dalam kebutuhan pribadi adalah hal-hal seperti minum, ke
kamar kecil, bercakap-cakap dengan teman, sekedar untuk menghilangkan
ketegangan dan kejenuhan. Besarnya kelonggaran yang diberikan untuk
Faktor Kelas Lambang Penyesuaian
A1 +0,15
A2 +0,13
B1 +0,11
B2 +0,08
C1 +0,06
C2 +0,03
Average D 0,00
E1 -0,05
E2 -0,10
F1 -0,16
F2 -0,22
A1 +0,13
A2 +0,12
B1 +0,10
B2 +0,08
C1 +0,05
C2 +0,02
Average D 0,00
E1 -0,04
E2 -0,08
F1 -0,12
F2 -0,17
Ideal A +0,06
Excellent B +0,04
Good C +0,02
Average D 0,00
Fair E -0,03
Poor F -0,07
Perfect A +0,04
Excellent B +0,03
Good C +0,01
Average D 0,00
Fair E -0,02
Poor F -0,04
Poor
Excessive
Poor
Excellent
Good
Fair
Superskill
Excellent
Good
Fair
Keterampilan
Usaha
Kondisi Kerja
Konsistensi

31
kebutuhan pribadi seperti itu berbeda-beda dari satu pekerjaan ke pekerjaan
lainnya.
2. Kelonggaran untuk menghilangkan rasa lelah
Rasa lelah tercermin antara lain turunnya hasil produksi baik jumlah maupun
kualitas. Karenanya salah satu untuk menentukan besarnya kelonggaran ini
adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat
pada saat-saat mana hasil produksi menurun.
3. Kelonggaran untuk hambatan tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari hambatan.
Ada hambatan yang dapat dihindarkan dan tidak dapat dihindarkan karena
berada diluar kekuasaan pekerja untuk mengendalikannya. Untuk hambatan
yang tidak dapat dihindarkan walaupun harus diusahakan serendah mungkin,
hambatan akan tetap ada dan karenanya harus diperhitungkan dalam
perhitungan waktu baku. Beberapa contoh yang termasuk keadaan yang tidak
dapat dihindarkan adalah:
• Menerima atau meminta petunjuk pengawas.
• Melakukan penyesuaian-penyesuaian mesin.
• Mesin berhenti karena matinya aliran listrik.
• Kesalahan pemakaian alat atu bahan, dan lain-lain.
Adapun langkah-langkah penentuan faktor kelonggaran adalah sebagai berikut :
1. Tentukan parameter-parameter kerja sesuai yang tertera pada Tabel 2.13.
2. Cocokkan parameter-parameter kerja yang telah ditentukan dengan Tabel
2.14 untuk mendapatkan faktor kelonggaran dari parameter-parameter kerja
yang telah ditentukan.
3. Jumlahkan nilai-nilai yang didapat dari tabel 2.13.
4. Tambahkan dengan kelonggaran untuk hambatan tak terhindarkan (biasanya
5%).

32
2.5.3 Uji Kenormalan, Keseragaman, dan Kecukupan Data
2.5.3.1 Uji Kenormalan Data
Pengujian kenormalan data terbagi dua cara yaitu dengan cara parametrik
dan nonparametrik. Pada penulisan ini, pengujian yang akan dilakukan adalah
cara nonparametrik dengan menggunakan aplikasi program SPSS 11.5 tentang
pengujian statistik non parameter dengan uji Kolmogorov-Smirov (Wahana
Komputer, 2004). Adapun prosedur pada uji ini adalah sebagai berikut:
1. Jalankan program aplikasi SPSS 11.5
2. Masukkan data dalam tabel data SPSS.
3. Klik menu Analyze, dan pilih Nonparametric Test
4. Pilih menu 1-Sample K-S
5. Pilih variable yang akan diuji, lalu klik ‘>’ maka variable tersebut pindah ke
Test Variable List
6. Untuk Test Type atau tipe uji, karena dalam kasus akan diuji distribusi
normal, maka pilih klik pilihan menu Normal, sedang uji pilihan lain
diabaikan.
7. Tekan OK untuk mengakhiri pengisian prosedur analisis. Terlihat SPSS
melakukan pekerjaan analisis dan terlihat output SPSS, sebagai contoh
berikut :
NPar Tests
Descriptive Statistics
N Mean
Std.
Deviation
Minimu
m
Maximu
m
VARIA
BEL 10 11.2300 .73944 10.00 12.30

33
One-Sample Kolmogorov-Smirnov Test
VARIA
BEL
N 10
Normal
Parameters(a,b)
Mean 11.2300
Std. Deviation .73944
Most Extreme
Differences
Absolute .142
Positive .138
Negative -.142
Kolmogorov-Smirnov Z .451
Asymp. Sig. (2-tailed) .987
a Test distribution is Normal.
b Calculated from data.
8. Lakukan analisis terhadap hasil. Analisa dilakukan terhadap tampilan hasil
Asymp. Sig. (2-tailed). Jika nilainya > 0,05, maka Ho diterima dan jika
nilainya < 0,05, maka Ho ditolak. Pada contoh diatas nilainya adalah 0,987 (
> 0,05), maka Ho diterima atau distribusi populasi variable adalah normal.

34
Tabel 2.4 Besarnya Kelonggaran Berdasarkan Faktor-Faktor yang Berpengaruh
Contoh Pekerjaan
A. Tenaga yang Dikeluarkan Ekivalen Beban Pria Wanita
1 Dapat diabaikan Bekerja di meja, duduk tanpa beban 0,0 - 6 0,0 - 6
2 Sangat ringan Bekerja di meja, berdiri 0,00 - 2,25 kg 6 - 7,5 6 - 7,5
3 Ringan Menyekop, ringan 2,25 - 9,00 kg 7,5 - 12 7,5 - 16,0
4 Sedang Mencangkul 9,00 - 18,00 kg 12 - 19,0 16,0 - 30,0
5 Berat Mengayun palu yang berat 19,00 - 27,00 kg 19,0 - 30,0
6 Sangat Berat Memanggul beban 27,00 - 50,00 kg 30 - 50,0
7 Luar Biasa Berat Memanggul karung berat di atas 50 kg
B. Sikap Kerja
1 Duduk Bekerja duduk, ringan
2 Berdiri diatas dua kaki Badan tegak, ditumpu dua kaki
3 Berdiri diatas satu kaki Satu kaki mengerjakan alat kontrol
4 Berbaring Pada bagian sisi,belakang atu depan badan
5 Membungkuk Badan dibungkukkan bertumpu pada kedua kaki
C. Gerakan Kerja
1 Normal Ayunan bebas dari palu
2 Agak Terbatas Ayunan terbatas dari palu
3 Sulit Membawa beban berat dengan satu tangan
4 Anggota Badan Terbatas Bekerja dengan satu tangan di atas kepala
5 Seluruh Anggota Badan Terbatas Bekerja dilorong pertambangan yang sempit
D Kelelahan Mata *) Pencahayaan Baik
1 Pandangan yang terputus-putus Membawa Alat ukur 0,0 - 6,0
2 Pandangan yang hampir terus menerus Pekerjaan-pekerjaan yang teliti 6,0 - 7,5
3Pandangan terus menerus dengan fokus
yang beruabah-ubahMemeriksa cacat pada kain 7,5 - 12,0
4Pandangan terus menerus dengan fokus
tetapPemeriksaan yang teliti 12,0 - 19,0
E Keadaan temperatur tempat kerja **) Temperatur (oC) Kelemahan Normal Berlebihan
1 Beku Dibawah 0 di atas 10 di atas 12
2 Rendah 0 - 13 10 - 0 12 - 5
3 Sedang 13 - 22 5 - 0 8 - 0
4 Normal 22 - 28 0 - 5 0 - 8
5 Tinggi 28 - 38 5 - 40 8 - 100
6 Sangat Tinggi di atas 38 diatas 40 diatas 100
F Keadaan Atmosfer ***)
1 Baik Ruang berventilasi baik, udara segar 0
2 CukupVentilasi kurang baik, ada bau-bauan (tdk
berbahaya)0 - 5
3 Kurang Baik Adanya debu beracun, atau tidak tetapi banyak 5 - 10
4 BurukAdanya bau-bauan berbahaya, menggunakan alat
pernapasan10 - 20
G Keadaan lingkungan yang baik
1 0
2 0 - 1
3 1 - 3
4 0 - 5
5 0 - 5
6 5 - 10
7 5 - 15
*) Kontras antara warna hendaknya diperhitungkan
**) Tergantung juga pada keaadaan ventilasi
***) Dipengaruhi juga oleh ketinggian tempat kerja dari permukaan laut dan keadaan iklim
Catatan pelengkap : kelonggaran untuk kebutuhan pribadi pria (0 - 2,5%), wanita (2 - 5 %)
Siklus Kerja berulang-ulang 0 - 5 detik
Siklus kerja berulang-ulang 5 - 10 detik
Bersih, sehat, cerah dengan kebisingan rendah
Keadaan-keadaan yang luar biasa (bunyi, kebersihan dan lain-lain
Terasa adanya getaran lantai
Jika faktor-faktor yangberpengaruh dapat menurunkan kualitas
Sangat Bising
Buruk
16,0 - 30,0
7,5 - 16,0
6,0 - 7,5
0,0 - 6,0
Faktor Kelonggaran (%)
4,0 - 10
2,5 - 4,0
2,5 - 4,0
1,0 - 2,5
0 - 1,0
10 - 15
0
0 - 5
0 - 5
5 -10

35
2.5.3.2 Uji Keseragaman Data
Pengujian keseragaman data dilakukan untuk mengetahui homogenitas
(keseragaman) data, apakah berasal dari populasi yang sama, dan data extrim atau
berada diluar batas harus dielimiasi atau dihilangkan dan tak perlu disertakan
dalam perhitungan. Adapun langkah-langkah uji keseragaman data adalah sebagai
berikut (Sutalaksana dkk, 2006):
a. Membagi data dalam subgrup atau kelas, rumus umum yang digunakan
adalah Jumlah kelas = 1 + 3,3 log N , dimana N adalah jumlah data.
Jumlah data yang diambil sebanyak 32 data (Barness, 1980).
b. Menghitung harga rata-rata dari harga rata-rata sub grup dengan rumus :
X = ∑ Xi Dimana : Xi = harga rata-rata dari sub grup ke i
k k = jumlah sub grup yang terbentuk
c. Menghitung Standar Deviasi (σ) sebenarnya dari waktu penyelesaian,
dengan rumus
dan
dimana : N = Jumlah data pengamatan pendahuluan yang telah dilakukan
Xi = waktu penyelesaian yang teramati selama pengukuran pendahuluan
yang telah dilakukan
d. Menghitung standar deviasi dari distribusi harga rata-rata sub grup
dimana n = besarnya sub grup

36
e. Menentukan batas kontrol atas (BKA) dan batas kontrol bawah (BKB)
dengan rumus
Dimana Z = koefisien pada distribusi normal sesuai dengan tingkat
kepercayaan yang dipergunakan, misalnya, jika tingkat kepercayaan 95%
maka Z = 2, dan jika tingkat kepercayaan 99% maka Z = 3.
f. Membuat grafik uji keseragaman data
Batas-batas kontrol inilah yang merupakan batas apakah suatu sub grup
seragam atau tidak seragam. Apabila nilai rata-rata yang diperoleh berada
diantara masing-masing batas kontrol maka data-data yang kita peroleh
tersebut adalah seragam.
2.5.3.3 Uji Kecukupan Data
Kecukupan data sangat dipengaruhi oleh besarnya faktor-faktor sebagai
berikut (Sutalaksana dkk, 2006).
• Tingkat ketelitian (dalam persen), adalah penyimpangan maksimum dari
hasil pengukuran terhadap nilai yang sebenarnya.
• Tingkat kepercayaan (dalam persen), adalah besarnya keyakinan atau
besarnya probabilitas bahwa data yang kita dapatkan terletak dalam tingkat
ketelitian yang telah ditentukan.
Jika seorang peneliti menetapkan tingkat ketelitian 10% dan tingkat
keyakinan 95% terhadap data yang akan diperolehnya, maka artinya peneliti
memperbolehkan rata-rata hasil pengukurannya menyimpang sejauh-jauhnya 10%
dari nilai rata-rata yang sebenarnya (nilai populasi yang dicari) dan kemungkinan
berhasil mendapatkan hal ini adalah 95%. Adapun rumus untuk memperhitungkan
kecukupan data adalah sebagai berikut :

37
dimana:
N = jumlah pengamatan yang telah dilakukan
p = tingkat ketelitian
Z = koefisien pada distribusi normal sesuai dengan tingkat kepercayaan
Berikut adalah nilai Z/p untuk beberapa tingkat ketelitian dan kepercayaan:
• Nilai Z/p untuk tingkat ketelitian 5% dan kepercayaan 95% adalah 40
• Nilai Z/p untuk tingkat ketelitian 10% dan kepercayaan 95% adalah 20
• Nilai Z/p untuk tingkat ketelitian 10% dan kepercayaan 99% adalah 30
Bila jumlah kecukupan data belum mencukupi maka kemudian dilakukan
pengukuran pendahuluan tahap kedua, jika tahap kedua selesai maka dilakukan
lagi hal yang sama diatas, bila data tersebut masih belum mencukupi maka
dilakukan lagi tahap keempat demikian seterusnya.
2.5.4 Peta-Peta Kerja
2.5.4.1 Definisi Peta Kerja
Peta-peta kerja merupakan suatu alat yang menggambarkan kegiatan
kerja secara sistematis dan jelas (biasanya kerja produksi). Melalui peta kerja ini
dapat dilihat semua langkah atau kejadian yang dialami oleh suatu benda kerja
dari mulai masuk ke pabrik sampai dengan menjadi produk akhir (jadi) baik
produk lengkap atau bagian dari produk lengkap (Sutalaksana, dkk, 2006).
2.5.4.2 Lambang-lambang Peta Kerja
Menurut sejarah, peta-peta kerja yang ada sekarang dikembangkan oleh
Gilberth. Pada saat itu ia mengusulkan 40 lambang dalam proses pembuatan peta
kerja. Pada tahun berikutnya jumlah lambang-lambang yang digunakan
disederhanakan , sehingga tinggal 4 macam. Pada tahun 1947, American Society
of Mecahnical Engineers (ASME) membuat standar lambang yang terdiri dari 5
macam lambang, (Sutalaksana, dkk, 2006) yaitu:

38
1. Operasi
Operasi merupakan kegiatan yang banyak terjadi dalam suatu proses.
Peristiwa operasi ini pada umumnya terjadi disuatu mesin atau stasiun kerja,
contoh :
� Pekerjaan menyerut kayu dengan mesin serut
� Pekerjaan mengeraskan logam
� Pekerjaan merakit
Dalam prakteknya, lambang ini juga digunakan untuk menyatakan
kegiatan administrasi, misalnya kegiatan perencanaan dan aktivitas perhitungan.
2. Pemeriksaan
Peristiwa pemeriksaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualitas maupu kuantitas. Lambing ini
digunakan jika kita melakukan pemeriksaan terhadap objek atau membandingkan
objek tertentu dengan suatu standar. Sebagai contoh :
� Mengukur dimensi benda
� Memeriksa warna benda
� Membaca alat ukur tekanan uap pada suatu mesin uap
3. Transportasi
Peristiwa transportasi terjadi apabila benda kerja, pekerja atau
perlengkapan kerja mengalami perpindahan tempat yang bukan merupakan bagian
dari suatu operasi, contoh:
� Benda mengalami operasi berikutnya.
� Suatu kerja diangkut dari mesin bubut ke tempat kerja mesin skrap
untuk obyek dipindahkan dari lantai bawah ke lantai atas lewat
elevator.
4. Menunggu
Peristiwa menunggu terjadi apabila benda kerja, pekerja atau peralatan
kerja tidak mengalami kegiatan apapun selain menunggu. Kejadian ini
menunjukan bahwa obyek ditinggalkan untuk sementara tanpa pencatatan sampai
diperlukan kembali. Contoh:

39
� Obyek menunggu untuk diproses atau diperiksa
� Peti menggu untuk dibongkar
� Bahan mengunggu untuk diangkut ke tempat lain
5. Penyimpanan
Proses penyimpanan terjadi apabila benda kerja disimpan untuk jangka
waktu yang cukup lama. Lambing ini digunakan untuk menyatakan suatu obyek
yang mengalami penyimpanan permanent, yaitu ditahan atau dilindungi terhadap
pengeluaran tanpa ijin tertentu, contoh :
� Dokumen-dokumen atau catatan-catatan disimpan dalam brankas
� Bahan baku disimpan dalam gudang
Selain kelima lambang standar diatas, ada satu lambang tambahan yang
digunakan untuk dua aktivitas secara bersamaan yaitu aktivitas operasi dan
pemeriksaan. Aktivitas gabungan ini dilambangkan dengan tanda
2.5.4.3 Macam-macam Peta Kerja
Pada dasarnya peta-peta kerja bisa dibagi dalam dua kelompok
berdasarkan jenis kegiatanya, yaitu :
� Peta-peta kerja yang digunakan untuk menganalisa kegiatan secara
keseluruhan, terdiri dari peta proses operasi, peta aliran proses, peta proses
kelompok kerja, dan diagram aliran.
� Peta-peta kerja yang digunakan untuk menganalisa kegiatan kerja setempat,
terdiri dari peta pekerja dan mesin dan peta tangan kiri dan tangan kanan.
Berikut adalah penjelasan dari Peta Proses Produksi
Peta proses produksi merupakan suatu diagram yang menggambarkan
langkah-langkah proses yang akan dialami bahan baku, mengenai urut-urutan
operasi dan pemeriksaan. Kegunaan dari peta proses produksi adalah :
� Menunjukkan jumlah pekerja yang dibutuhkan.
� Menunjukkan jumlah kebutuhan mesin dan penganggarannnya.
� Menunjukkan perkiraan jumlah kebutuhan bahan baku (dengan
memperhitungkan effisiensi setiap operasi/pemeriksaan)
� Sebagai alat untuk menentukan tataletak pabrik

40
� Sebagai alat untuk melakukan perbaikan cara kerja yang sedang digunakan.
� Sebagai alat untuk latihan kerja.
� Menunjukan urutan fabrikasi dan rakitan dari tiap komponen.
� Menunjukan komponen yang dibeli.
� Menunjukan urutan proses fabrikasi.
� Menunjukan urutan proses perakitan.
Sedangkan langkah-langkah pembuatan peta proses operasi, adalah sebagai
berikut:
� Melakukan identifikasi semua komponen yang dibuat dan yang akan dibeli
� Menentukan operasi yang diperlukan untuk melakukan proses fabrikasi bagi
setiap komponen dan urutan dari operasi yang harus dilakukan.
� Menentukan urutan proses perakitan, baik bagi komponen yang dibeli
maupun bagi komponen yang melewati proses fabrikasi.
� Temukan komponen dasar, yaitu komponen yang memulai proses perakitan.
� Letakkan komponen kedua ke sebelah dari komponen pertama, dan letakkan
komponen disebelah kiri dari komponen kedua, begitu seterusnya sampai
seluruh komponen yang digunakan selesai digambar.
� Gambarkan sebuah garis horizontal, yang dimulai dari lingkaran operasi
terakhir dari komponen kedua kearah komponen pertama
� Letakkan seluruh komponen yang dibeli pada garis horizontal
� Tuliskan waktu standar, nomor operasi, dan deskripsi dari operasi yang ada
pada lingkaran operasi yang ada.
Analisa Suatu Peta Proses Operasi
Ada empat hal yang perlu diperhatikan atau dipertimbangkan agar
diperoleh suatu proses kerja yang baik melalui analisa peta operasi, yaitu analisa
terhadap bahan-bahan, operasi, pemeriksaan dan terhadap waktu penyelesaian
suatu proses. Keempat hal tersebut dapat diuraikan sebagai berikut:
1. Bahan-bahan
Bahan baku yang dipergunakan untuk membuat komponen yang ada harus
dipertimbangkan, apakah mudah untuk diperoleh, mudah diproses, sesuai

41
dengan fungsi, reliabilitas, pelayanan, waktunya dan murah dalam proses
pengadaannya.
2. Operasi
Semua jenis operasi yang mungkin dilaksanakan seperti proses pengolahan,
pembuatan, pengerjaan dengan mesin atau metode perakitannya, beserta
alat-alat dan perlengkapan yang digunakan harus dipertimbangkan.
3. Pemeriksaan
Proses pemeriksaan bisa dilakukan dengan teknik sampling atau satu persatu
dari semua obyek yang dibuat.
4. Waktu
Waktu penyelesaian dapat dipersingkat dengan mempertimbangkan semua
alternatif mengenai metode, peralatan dan tentunya penggunaan
perlengkapan-perlengkapan khusus.
2.6 Failured Mode Effect Analyze (FMEA)
FMEA adalah sebuah analisis sistematis untuk detail apapun yang
diperlukan untuk menunjukkan bahwa tidak ada kegagalan tunggal yang akan
menyebabkan kejadian yang tidak diinginkan. FMEA bertujuan untuk
mengidentifikasi proses desain dan potensi kegagalan sebelum terjadi dan untuk
meminimalkan risiko kegagalan dengan baik dengan cara mengusulkan perubahan
desain atau, mengusulkan prosedur operasional (IMCA, 2002). Pada dasarnya
FMEA bertujuan :
� Identifikasi peralatan atau subsistem, mode operasi dan peralatan.
� Mengidentifikasi mode kegagalan potensial dan penyebabnya.
� Evaluasi efek pada sistem setiap mode kegagalan.
� Mengidentifikasi langkah-langkah untuk menghilangkan atau mengurangi
risiko yang terkait dengan masing-masing mode kegagalan.
� Mengidentifikasi percobaan dan pengujian yang diperlukan untuk
membuktikan kesimpulan.

42
� Memberikan informasi kepada operator dan pengelola sehingga mereka
mengerti kemampuan dan keterbatasan sistem untuk mencapai kinerja
terbaik.
Berikut adalah langkah-langkah penyusuan FMEA (Institute for Healthcare
Improvement, 2004) :
1. Langkah Satu : Pilih sebuah proses untuk mengevaluasi dengan
FMEA
2. Langkah Kedua : Merekrut tim multidisiplin
3. Langkah Tiga : Memiliki tim bertemu bersama untuk daftar semua
langkah-langkah dalam proses
4. Langkah Empat : Memiliki mode kegagalan daftar tim dan penyebab
5. Langkah Kelima : Untuk setiap modus kegagalan , memiliki tim
menetapkan nilai numerik (dikenal sebagai Risk Priority Number, atau
RPN) untuk kemungkinan terjadinya, kemungkinan deteksi, dan tingkat
keparahan.
� Kemungkinan kejadian : Seberapa besar kemungkinan bahwa modus
kegagalan ini akan terjadi ? Menetapkan skor antara 1 dan 10, dengan 1
berarti "sangat tidak mungkin terjadi "dan 10 berarti" sangat mungkin
terjadi”.
� Kemungkinan deteksi : Jika modus kegagalan ini terjadi, bagaimana
mungkin itu bahwa kegagalan akan terdeteksi ? Menetapkan skor antara 1
dan 10, dengan 1 berarti "sangat mungkin terdeteksi" dan 10 berarti"
sangat tidak mungkin untuk dideteksi . "
6. Severity : Jika modus kegagalan ini terjadi, bagaimana mungkin itu
bahaya yang akan terjadi? Menetapkan skor antara 1 dan 10, dengan 1
berarti "sangat tidak mungkin bahwa kerusakan akan terjadi" dan 10
berarti "sangat mungkin bahwa kerusakan parah akan terjadi”. Langkah
Enam : Evaluasi hasil
7. Langkah Tujuh : Gunakan RPN untuk merencanakan upaya
perbaikan
Contoh hasil laporan FMEA terdapat pada Tabel 2.5.

43
Tabel 2.5 Contoh Hasil FMEA
Sumber : Wieke Rossaria Dewi,Nasir Widha Setyanto,Ceria Farela Mada T.
2.7 Metode DMAIC
Metode Six Sigma DMAIC merupakan suatu sistem manajemen yang
dapat menghasilkan kajian proyek yang baku yang siap diimplementasikan.
DMAIC terdiri dari Define, Measure, Analyze, Improve, Control (Go Lean Six
Sigma, 2012).
2.7.1 Define
Tahap Define adalah tahap pertama dari proses perbaikan Lean Six Sigma.
Pada fase ini, para pemimpin (leader) proyek menciptakan sebuah "Proyek
Charter", membuat tampilan tingkat tinggi dari proses, dan mulai memahami
kebutuhan pelanggan. Ini adalah fase kritis Lean Six Sigma di mana tim Anda
menentukan garis besar upaya tim dan kepemimpinan (eksekutif) dari organisasi
tim. Berikut adalah beberapa hal yang harus di define pada tahap ini:
1. Mendefinisikan masalah dengan mengembangkan "Pernyataan Masalah"
Pada tahap ini tim harus memiliki akses ke beberapa data yang ada untuk

44
menunjukkan ada masalah yang sedang berlangsung. Mereka akan
memperbaiki data selama pengumpulan data, tetapi mereka harus
mengkonfirmasi bahwa ada indikasi masalah .
Setelah menetapkan adanya masalah proses, tim harus membuat pernyataan
masalah. Pernyataan masalah meliputi :
- Severity : Seberapa besar masalahnya? Hal ini dapat terdiri dari persentase
waktu dari kesalahan, jumlah akhir pesanan per bulan, dll. Jadilah spesifik
untuk menempatkan data ke dalam perspektif.
- Dampak Bisnis : Dampak apa yang dirasakan oleh bisnis atau mengapa
harus ada yang peduli tentang pemecahan masalah ini ? Akan memecahkan
masalah dalam hasil pendapatan yang lebih besar atau penghematan biaya ?
- Lokasi khusus : Apa departemen atau unit apa yang terlibat?
Konfirmasi sumber daya yang tersedia dengan apakah ada orang yang dekat
dengan masalah ini yang bisa menghabiskan waktu bekerja pada masalah ini
? Apakah ada seseorang dalam posisi kepemimpinan yang ingin melihat
masalah ini diselesaikan ? Hal ini penting untuk memiliki beberapa bentuk
pemimpin tim (juga dikenal sebagai Black Belt atau Green Belt), serta
seseorang dalam posisi kepemimpinan, yang disebut Sponsor atau Proyek
Champion, terlibat dengan proyek ini. Anggota tim bisa berasal dari bagian
yang berbeda tetapi semua harus memiliki hubungan ke bagian proyek.
2. Tentukan tujuan dengan mengembangkan "Pernyataan Tujuan"
Pernyataan tujuan harus merupakan refleksi langsung dari Pernyataan
Permasalahan. Pernyataan ini mendefinisikan terukur, terikat waktu ketika
tim dan proyek akan dianggap berhasil.
3. Tentukan proses dengan mengembangkan peta proses.
Penggunaan SIPOC yang merupakan singkatan Pemasok, Input, Process,
Output dan Pelanggan. Setelah peta proses selesai, tim dapat memilih area
kunci dari proses untuk mendalamai lebih jauh ke proses yang lebih detail. Ini
disebut Pemetaan Detil. Hal ini dapat dilakukan dalam jalur yang mewakili
departemen, atau dapat dilakukan sebagai aliran –chart sederhana.

45
4. Tentukan pelanggan anda dan kebutuhannya
Fokus dari setiap proyek adalah pelanggan. Pelanggan didefinisikan sebagai
individu atau kelompok yang menerima barang atau jasa dari proses.
Pelanggan dapat eksternal untuk organisasi atau komponen internal
organisasi. Selama melakukan penentuan fase, tim harus menghubungi
pelanggan untuk lebih memahami kebutuhan mereka dari proses, atau "Voice
of Customer". Setelah mewawancarai atau survei pelanggan, tim harus
menerjemahkan informasi menjadi persyaratan terukur yang akan
memberikan wawasan tim tentang bagaimana meningkatkan proses atau
memecahkan masalah.
2.7.2 Measure
Pengukuran sangat penting pada berjalannya proyek dan sebagai tim
berfokus pada pengumpulan data awalnya mereka memiliki dua fokus :
menentukan titik awal atau dasar dari proses dan mencari petunjuk untuk
memahami akar penyebab proses. Pengumpulan data membutuhkan waktu dan
usaha, ada baiknya untuk mempertimbangkan baik pada awal proyek. Tahapan
untuk melalukan measure adalah :
1. Tentukan bagaimana proses dilakukan. Pertama, tim Anda harus
menetapkan kondisi saat ini, atau "dasar" dari proses sebelum melakukan
perubahan. Baseline menjadi standar yang perbaikan apapun diukur. Ini
adalah langkah kunci sebagai data yang dikumpulkan akan digunakan
sepanjang berjalannya proyek Anda.
2. Carilah apa yang mungkin menyebabkan masalah. Untuk melakukan ini , tim
Anda mengumpulkan data dan review untuk mencoba mengungkap alasan ,
atau " akar penyebab " pemborosan dalam proses atau cacat sebagai akibat
dari proses.
3. Buat rencana untuk mengumpulkan data. Setelah tim menentukan bagaimana
menemukan kedua baseline dan akar data, mereka harus
mempertimbangkan di mana untuk mendapatkan data , berapa banyak untuk
mendapatkan dan yang akan melakukan pengumpulan tersebut. Sebuah

46
rencana pengumpulan data wellthought keluar sangat penting karena data
yang dikumpulkan harus akurat dan dapat diandalkan.
4. Pastikan data dapat diandalkan. Dengan mendefinisikan, menguji dan
menyempurnakan pengukuran mereka sepanjang hidup proyek, tim akan
mampu membuat keputusan yang baik pada informasi suara. Hal ini
memastikan tindakan korektif masa depan didasarkan pada fakta dan data,
bukan asumsi dan pendapat.
2.7.3 Analyze
Tahap analyze yaitu identifikasi penyebab masalah. Fase ini sering terkait
dengan Tahap Measure. Sebagai data yang dikumpulkan, tim dapat terdiri dari
orang yang berbeda yang akan mengumpulkan data yang berbeda atau data
tambahan. Sebagai tim meninjau data yang dikumpulkan selama Tahap Measure,
mereka mungkin memutuskan untuk menyesuaikan rencana pengumpulan data
untuk memasukkan informasi tambahan. Hal ini terus berlanjut sebagai tim
menganalisis kedua data dan proses dalam upaya untuk mempersempit dan
memverifikasi akar penyebab pemborosan dan cacat.
Setelah membuat, memverifikasi dan memeriksa proses rinci peta yang
dibuat dalam Tahap Measure, tim akan dapat daftar permasalahan atau titik
masalah dalam proses. Hal ini memungkinkan tim untuk mengambil manfaat dari
kebijakan bersama peserta proses. Kemudian, tim dapat menentukan nilai dari
setiap langkah dengan melakukan analisis proses dengan melakukan "Analisis
Proses" yang terdiri dari:
• "Analisis Time": berfokus pada waktu kerja yang sebenarnya dilakukan dalam
proses versus waktu yang digunakan untuk menunggu. Apakah tim
menemukan adalah bahwa sementara orang adalah 99% sibuk, "hal-hal"
adalah 99% menganggur.
• "Analisis Nilai Tambah": menambahkan dimensi lain dari penemuan dengan
melihat proses melalui kacamata pelanggan untuk mengungkap biaya
berbisnis.

47
• "Value Stream Mapping": menggabungkan proses data dengan peta langkah
nilai tambah untuk membantu menentukan di mana pemborosan dapat
dihapus.
Setelah pengumpulan data , tim akan dapat menampilkan data dengan
menggunakan diagram dan grafik untuk indikasi visual untuk masalah dalam
proses. Transformasi angka ke dalam visual memungkinkan tim untuk dengan
mudah berkomunikasi temuan mereka untuk kepemimpinan dan peserta proses
lainnya .
Tim mampu mengembangkan teori sekitar kemungkinan penyebab
masalah dengan brainstorming bersama-sama . Dengan menggunakan alat yang
disebut "Cause & Effect Diagram" , tim dapat melakukan brainstorming yang
terstruktur yang dapat membantu mereka mempersempit ke beberapa penyebab
penting dari waktu yang hilang , cacat dan limbah dalam proses.
Sebelum pindah ke tahap berikutnya (improve), tim harus memastikan akar
penyebab yang diusulkan yang menciptakan masalah ini dengan memverifikasi
data mereka melalui analisis proses, analisis data, observasi proses dan analisis
komparatif.
Setelah tim telah meneliti data lebih lanjut , mereka akan memiliki detail
tambahan di sekitar kinerja proses dan potensi untuk perbaikan. Tim dapat
memperbarui bagan mereka dengan informasi tambahan sehingga mereka
memiliki cerminan lebih akurat dari status proyek.
2.7.4 Improve
Setelah tim proyek puas dengan data mereka dan menetapkan bahwa
analisis tambahan tidak akan menambah pemahaman mereka tentang masalah,
saatnya untuk beralih ke pengembangan pemecahan. Tim ini kemungkinan besar
akan mengumpulkan ide-ide perbaikan selama proyek berlangsung, namun upaya
perbaikan terstruktur dapat menyebabkan solusi inovatif dan elegan.
Upaya tim pada tahap ini adalah untuk menghasilkan ide sebanyak
mungkin didasarkan pada gagasan bahwa dari Kuantitas, muncul Kualitas.

48
Generasi ide kreatif terdiri dari sejumlah cara dimaksudkan untuk mengarahkan
tim ke solusi yang out-of-the-box.
Dalam banyak kasus, tim proyek dapat menggunakan daftar perbaikan
proses mereka, tetapi ketika mereka dipaksa untuk memilih antara pilihan yang
saling bertentangan, ada alat seperti "Weighted Kriteria Matrix", yang membantu
tim Anda membuat keputusan terbaik.
Dengan solusi dalam pikiran untuk mengurangi loop ulang, limbah dan
menunggu waktu, tim dapat menggambar peta perbaikan proses, juga dikenal
sebagai "To-Be Maps." Peta ini baru sangat membantu dalam membimbing upaya
tim terhadap proses baru, dan dapat digunakan sebagai acuan bagi karyawan baru
yang dilatih pada proses baru.
Dalam rangka untuk memastikan keputusan yang tepat dibuat, tim dapat
menggunakan siklus pengujian mini yang dikenal sebagai "PDCA" atau Rencana
Apakah Periksa Act, yang dapat membantu memperbaiki ide-ide sementara
mengumpulkan umpan balik pemangku kepentingan yang berharga. Siklus ini
adalah cara yang bagus untuk mengetahui apakah perbaikan kecil yang layak
dengan cara dampak cepat dan rendah.
Mencapai keberhasilan pelaksanaan membutuhkan perencanaan yang
cermat. Tim harus mempertimbangkan logistik, pelatihan, dokumentasi dan
rencana komunikasi. Semakin banyak tim menghabiskan waktu pada
perencanaan, semakin cepat mereka mencapai jumlah adaptasi terhadap perbaikan
oleh peserta proses mereka. Setelah tim ini mampu menunjukkan bahwa solusi
telah menghasilkan peningkatan yang terukur, maka tim bisa melanjutkan ke
Tahap Control.
2.7.5 Control
Fase ini merupakan versi mini dari manajemen proses. Tim telah
membangun bentuk infrastruktur selama masa proyek, dan selama Tahap
pengendalian mereka mulai mendokumentasikan persis bagaimana mereka ingin
menyampaikan struktur itu kepada karyawan yang bekerja dalam proses.

49
Empat prinsip Nilai, Flow, Tarik dan Kesempurnaan harus tetap fokus
pada setiap organisasi. Sebagai tim Continuous Improvement menyerahkan hasil
setiap proyek, mereka harus melakukan upaya untuk menyampaikan Fokus
tersebut kepada karyawan yang menggunakan proses yang baru saja diperbarui.
Proses ini dapat terus ditingkatkan.
• Nilai: Tentukan apa langkah-langkah yang diperlukan (yang dari "Nilai")
kepada pelanggan
• Arus: Hapus pemborosan dalam sistem untuk mengoptimalkan proses untuk
mencapai halus kecepatan
• Tarik: Pastikan proses merespon permintaan pelanggan ("Tarik" = inginkan)
• Kesempurnaan: Terus mengejar "Perfection" dalam proses.
Dalam rangka menjaga fokus ini, tim harus mempersempit beberapa
pengukuran penting yang mereka ingin mempertahankan untuk pemantauan
kinerja proses. Pemantauan ini disertai dengan rencana tanggapan yang
menunjukkan tingkat di mana proses harus beroperasi dan apa yang harus
dilakukan dalam hal proses harus melebihi level tersebut. Hal ini dapat
menyebabkan lanjutan proses perbaikan.
Pada titik ini, tim harus memperbarui dokumentasinya: peta proses,
dokumen checklist, lembar contekan, dll lebih baik dokumentasi akhir mereka,
akan lebih mudah bagi peserta proses untuk mengadopsi cara baru dalam
melakukan sesuatu. Salah satu cara untuk meningkatkan kekuatan dan "bang
untuk uang" Six Sigma adalah upaya untuk menerapkan keuntungan dari satu
proyek ke bagian lain dalam organisasi. Pengalihan ini dari ide-ide perbaikan
dapat berasal dari usaha besar dan kecil tapi dengan cepat melipatgandakan
dampak untuk setiap bisnis.
Berbagi keberhasilan proyek menyebabkan momentum yang lebih besar
dari perubahan dalam organisasi. Bahkan jika proyek tersebut tidak dapat
dialihkan ke daerah lain, mungkin ada bagian-bagian itu yang bisa diadaptasi dan
berbagi. Pemasaran dan publikasi setiap keberhasilan meningkatkan kecepatan
dengan keuntungan di masa depan dapat terwujud.

50
2.8 Penelitian Terdahulu
Didapatkan sembilan dari penelitian sebelumnya yang terkait dengan
peningkatan kinerja sistem pengujian laboratorium dengan integrasi metode Six
Sigma dan MOQS dapat dilihat pada Tabel 2.6.
2.8.1 Pengaruh sistem kerja dengan pengukuran MOQS
Menurut Simanjuntak risma adelia dan Rusdianto (2012) adanya pengaruh
hubungan kondisi organisasi, kondisi pekerjaan, lingkungan fisik, lingkungan
sosial, peralatan & teknologi, karakteristik individual terhadap stress kerja secara
simultan memiliki nilai (R) sebesar 0.905 dan hubungan yang terjadi kuat. Hal ini
diperkuat oleh Khandan Mohammad, dkk (2012) adanya pengaruh faktor iklim
keselamatan kerja terhadap tingkah laku, lingkungan kerja dan tanggap darurat
pada sistem organisasi dengan pendekatan makro ergonomi. Menurut Purnomo
hari dan Ferdianto kqqeesuma (2011) metode makro ergonomi digunakan untuk
mendesain komponen sistem kerja yang akan digunakan dalam menyusun
kuesioner dan analisis jalur yang digunakan untuk menganalisis pola hubungan
antar variabel untuk mengetahui pengaruh langsung maupun tidak langsung dari
komponen sistem kerja terhadap produktivitas kerja. Hasil yang diperoleh adalah
adanya pengaruh faktor organisasi terhadap produktifitas, regulasi, budaya,
personality, pekerjaan, lingkungan kerja, peralatan kerja dan manajemen kerja,
sehingga faktor organisasi berkontribusi secara signifikan terhadap produktifitas
kerja. Menurut William loushine todd (2012) dalam penelitiannya di sebuah klinik
kesehatan, hasil menunjukkan bahwa manajemen berkeyakinan cedera dapat
dihindari dengan mengikuti aturan kerja, sedangkan pekerja percaya bahwa cedera
adalah, "hanya bagian dari pekerjaan perawat dan faktor kelelahan akibat bekerja
dengan cepat”. Menurut Hasta Karnadi Nugroho, Hari Purnomo (2012) hasil
penelitian menunjukkan bahwa adanya pengaruh komponen sistem kerja yaitu
organisasi, proses pembelajaran, pelayanan akademik, lingkungan kelas, kualitas
akademik, sarana dan prasarana terhadap kepuasan mahasiswa terkait
implementasi ISO 9001:2008 ditinjau dari aspek ergonomi makro.

51
2.8.2 Perbaikan sistem kerja dengan Six Sigma metode DMAIC
Menurut Wieke Rossaria Dewi, Nasir Widha Setyanto, Ceria Farela Mada T
(2012), hasil penelitian menunjukkan bahwa implementasi metode Lean Six Sigma
DMAIC sebagai upaya meminimasi tiga pemborosan yaitu waiting, defect,
overproduction pada PT. Prime Line Internasional. Menurut Haeryip Sihombing,
dkk (2011) peningkatan mutu molding injeksi dengan metode Six Sigma DMAIC
dapat dilakukan dengan cara pembersihan terhadap screw dan barrel, penggunaan
PP dan material khusus untuk pembersihan screw dan barrel melalui proses
purgin, penyetingan atau penetapan parameter optimum.
2.8.3 Pengaruh lain yang mempengaruhi kinerja
Menurut Grahanintyas Dewinta, Wignjosoebroto Sritomo, dan Latiffianti Effi
(2012) dalam penelitiannya yang berjudul Analisa keselamatan dan kesehatan kerja
dalam meningkatkan produktivitas kerja Pabrik teh Wonosari PTPN XII
memberikan hasil bahwa faktor keselamatan kerja memiliki pengaruh terhadap
lingkungan kerja (psikologis dan sosial) dan perilaku kerja, faktor kesehatan kerja
memiliki pengaruh terhadap lingkungan kerja fisik, psikologis, sosial, perilaku
kerja dan stres kerja. Menurut Noviansyah dan Zunaidah (2011) dalam
penelitiannya adanya pengaruh stres kerja dan motivasi kerja terhadap kinerja.
Hasil penelitian menunjukkan bahwa stres kerja dan motivasi rendah membuat
frustasi / underpressure yang dapat menyebabkan penurunan kinerja sehingga stres
kerja lebih banyak dipengaruhi dari motivasi kerja terhadap kinerja karyawan.
2.8.4 Penelitian yang dilakukan
Pada penelitian ini dilakukan pengukuran MOQS dan Six Sigma untuk
melihat keterkaitan dari pengaruh makro ergonomi di suatu perusahaan dengan
kinerja kualitas yang dicapai, sehingga diharapkan adanya peningkatan kinerja
sistem pengujian laboratorium dari hasil pengukuran MOQS dan Six Sigma di PT.
UP.

52
SIX SIGMA
MOQS KINERJA
Gambar 2.5 Posisi Penelitian
Simanjuntak risma adelia dan Rusdianto
2012 Pengaruh sistem kerja terhadap stress
kerja dengan penilaian MOQS
- MOQS
- Analisis korelasi parsial
Wieke Rossaria Dewi, dkk
2012 Implementasi metode Lean Six Sigma
sebagai upaya meminimasi waste
pada PT. Prime Line Internasional
- Lean Six Sigma, DMAIC
- FMEA, Seven Waste
Khandan Mohammad, dkk
2012
Evaluasi faktor iklim keselamatan dengan
pendekatan makro ergonomi
- MOQS
- Alpha Cronbach
Haeryip Sihombing, dkk
2011
Peningkatan mutu molding injeksi
dengan metode Sig Sigma DMAIC
- Six Sigma, DMAIC
Purnomo Hari dan Ferdianto Kesuma
2011
Desain sistem kerja pada pengrajin
Mendong dengan pendekatan
makroergonomi
- Makroergonomi
- Analisis jalur Grahanintyas Dewinta, Wignjosoebroto
Sritomo, dan Latiffianti Effi
2012
Analisa keselamatan dan kesehatan
kerja dalam meningkatkan
produktivitas kerja Pabrik teh
Wonosari PTPN XII
- Structural Equation Modelling
(SEM)
Hasta Karnadi Nugroho, Hari Purnomo
2012
Evaluasi kinerja terkait implementasi ISO
9001:2008 ditinjau dari aspek
makroergonomi
- Makroergonomi
- ISO 9001:2008
- Analisa Jalur
Loushine Todd William
2012
Pendekatan makroergonomi faktor iklim
keselamatan kerja : Studi Kasus Fasilitas
Kesehatan
- Makroergonomi
Noviansyah dan
Zunaidah
2011
Pengaruh Stres Kerja Dan Motivasi
Kerja Terhadap Kinerja
- Analisis Multikolinearitas
Penelitian ini
2015
Peningkatan kinerja sistem pengujian laboratorium dengan integrasi
Six Sigma dan MOQS di PT. Unilab Perdana
- Six Sigma (DMAIC)
- FMEA
- MOQS

53
Tabel 2.6 Daftar Penelitian Terdahulu
No. Nama Judul
Penelitian
Objek
Penelitian
Metode Hasil
1. Simanjuntak
Risma Adelina,
Rusdianto, 2012
Pengaruh sistem
kerja terhadap
stress kerja
dengan penilaian
MOQS
Karyawan PT.
Industri
Sandang
Nusantara Unit
Cilacap
MOQS, analisis
korelasi parsial
Adanya pengaruh hubungan kondisi organisasi,
kondisi pekerjaan, lingkungan fisik, lingkungan
sosial, peralatan & teknologi, karakteristik individual
terhadap stress kerja secara simultan memilki nilai
(R) sebesar 0.905 dan hubungan yang terjadi kuat.
2 Khandan
Mohammad,
MSc, Shahram
Vosoughi*,
MSc, Maryam
Maghsoudipour,
MD, 2012
Evaluasi faktor
iklim
keselamatan
dengan
pendekatan
makro ergonomi
Perusahaan di
Iran
MOQS, Alpha
Cronbach
Hasil penelitian menunjukkan bahwa rata-rata skor
iklim keselamatan adalah 154/84; dan 68,7% dari
pekerja memiliki tingkah laku keselamatan positif.
Selain itu, kami menemukan hubungan yang
signifikan antara usia pada iklim keamanan (P
<0,05). Tertinggi dan terendah bobot yang diperoleh
dengan entropi, milik lingkungan kerja yang aman
dan tanggap darurat dalam organisasi dengan bobot
0,197 dan 0,144.

54
No. Nama Judul
Penelitian
Objek
Penelitian
Metode Hasil
3 Purnomo Hari
dan Ferdianto
Kesuma, 2011
Desain sistem
kerja pada
pengrajin
Mendong
dengan
pendekatan
makroergonomi
UKM Deriji
Craft terletak
di Sleman,
Yogyakarta
Analisis Jalur,
Makroergonomi
Hasil penelitian diperoleh pengaruh faktor organisasi
terhadap produktivitas sebesar 39.44%, regulasi
sebesar 2.46%, budaya sebesar 56.85%, personality
sebesar 37.95%, pekerjaan sebesar 13.91%,
lingkungan kerja sebesar 12.32%, peralatan kerja
sebesar 9.55%, dan manajemen kerja sebesar 0.69%.
Hasil analisis lebih lanjut diperoleh variabel faktor
organisasi dengan presentase 58.22 %, berkontribusi
secara signifikan terhadap produktivitas kerja.
4 Loushine Todd
William, 2012
Pendekatan
makroergonomi
faktor iklim
keselamatan
kerja : Studi
Kasus Fasilitas
Kesehatan
Klinik
kesehatan
Makroergonomi Sebuah studi kasus grounded theory dilakukan untuk
mengumpulkan manajemen puncak, pengawas, dan
persepsi elemen sistem kerja perawat. Hasil
menunjukkan bahwa manajemen berkeyakinan
cedera dapat dihindari dengan mengikuti aturan
kerja, sedangkan pekerja percaya bahwa cedera
adalah, "hanya bagian dari pekerjaan perawat dan
faktor kelelahan akibat bekerja dengan cepat”.

55
No. Nama Judul
Penelitian
Objek
Penelitian
Metode Hasil
5 Hasta Karnadi
Nugroho, Hari
Purnomo, 2012
Evaluasi kinerja
terkait
implementasi
ISO 9001:2008
ditinjau dari
aspek
makroergonomi
Fakultas teknik
industri
Universitas
Islam
Indonesia
Yogyakarta
Sistem Kerja,
Analisis Jalur,
Makroergonomi,
ISO 9001:2008
Hasil penelitian menunjukkan bahwa terdapat
komponen sistem kerja terhadap kepuasan
mahasiswa terkait implementasi ISO 9001:2008
ditinjau dari aspek ergonomi makro. Adanya
pengaruh gabungan dari semua aspek terhadap
kepuasan mahasiswa dengan nilai sebesar 93,7%.
Hasil penelitian menunjukkan bahwa kontribusi
aspek organisasi (X1) secara langsung berkontribusi
terhadap tingkat kepuasan mahasiswa sebesar 4,28%,
proses pembelajaran (X2) sebesar 2,79%, pelayanan
akademik (X3) sebesar 7,45 %, lingkungan kelas
(X4) sebesar 11,70%, kualitas akademik mahasiswa
(X5) sebesar 9,73%, dan sarana dan prasarana (X6)
sebesar 89,11%.

56
No. Nama Judul
Penelitian
Objek
Penelitian
Metode Hasil
6 Wieke Rossaria
Dewi, Nasir
Widha Setyanto,
Ceria Farela
Mada T, 2012
Implementasi
metode Lean Six
Sigma sebagai
upaya
meminimasi
waste pada PT.
Prime Line
Internasional
Proses
produksi
DMAIC, FMEA,
lean six sigma,
seven waste
Terdapat tiga waste yang paling berpengaruh yaitu
waiting 95.81% dan nilai level sigma sebesar 0,00,
defect 2,64% dan nilai level sigma sebesar 2,84, serta
overproduction 0,76% dan nilai level sigma sebesar
3,55. Rekomendasi untuk waiting adalah dengan
pengaturan ulang pengiriman setiap product order
(PO). Rekomendasi untuk defect adalah dengan
peningkatan inspeksi dan juga membuat SOP.
Sedangkan rekomendasi untuk overproduction
adalah memperbaiki metode pemotongan kain dan
juga meningkatkan komunikasi dengan pihak
pemesan.
7 Haeryip
Sihombing, dkk,
2011
Peningkatan
mutu molding
injeksi dengan
metode Sig
Sigma DMAIC
Proses injeksi
molding
Six Sigma
DMAIC,
Perbaikan yang dilakukan adalah pembersihan
terhadap screw dan barrel, penggunaan PP dan
material khusus untuk pembersihan screw dan barrel
melalui proses purgin, penyetingan atau penetapan
parameter optimum.

57
No. Nama Judul
Penelitian
Objek
Penelitian
Metode Hasil
8 Grahanintyas
Dewinta,
Wignjosoebroto
Sritomo, dan
Latiffianti Effi,
2012
Analisa
keselamatan dan
kesehatan kerja
dalam
meningkatkan
produktivitas
kerja Pabrik teh
Wonosari PTPN
XII
Pekerja Pabrik
teh Wonosari
PTPN XII
Structural
Equation
Modelling (SEM)
Faktor yang berpengaruh terhadap keselamatan kerja
adalah lingkungan kerja dari segi psikologis dan
sosial dengan nilai signifikasi sebesar 1.986 dan
perilaku kerja dengan nilai signifikansi sebesar
2.013. Faktor yang mempengaruhi kesehatan kerja
adalah lingkungan kerja segi fisik dengan nilai
signifikansi sebesar 5.104, lingkungan kerja dari segi
psikologis dan sosial dengan nilai signifikansi
sebesar 3.808 dan perilaku kerja dengan nilai
signifikansi sebesar 1.973. Faktor kesehatan kerja
mempengaruhi stress kerja dengan nilai signifikansi
sebesar 2.169
9 Noviansyah
dan
Zunaidah, 2011
Pengaruh Stres
Kerja Dan
Motivasi Kerja
Terhadap
Kinerja
Karyawan
PT.
Perkebunan
Minanga Ogan
Baturaja
Analisis
Multikolinearitas
Hasil penelitian menunjukkan
bahwa stres kerja dan motivasi rendah membuat frustasi
/ underpressure yang dapat menyebabkan penurunan
kinerja sehingga stres kerja lebih banyak dipengaruhi
dari motivasi kerja terhadap kinerja karyawan.

58
BAB III
METODELOGI PENELITIAN
3.1 Kerangka Pemikiran
Ruang lingkup kegiatan penelitian yang akan dilakukan dalam rangka
melakukan peningkatan kinerja sistem pengujian laboratorium dengan integrasi
Six Sigma dan MOQS di PT. UP adalah dimulai dari sampel masuk hingga cetak
invoice yang akan diproses dilantai produksi seperti tersaji pada Gambar 3.1.
Dimana didalam proses penerimaan sampel sampai dengan proses pencetakan
invoice memiliki sejumlah permasalahan, yang terlihat pada tahap measure.
Sehubungan dengan hal tersebut diatas terdapat beberapa pertanyaan
yang diharapkan dapat terjawab dari hasil penelitian ini yaitu: bagaimana
peningkatan kinerja sistem pengujian laboratorium pengujian dengan merancang
suatu langkah-langkah perbaikan dengan integrasi Six Sigma dan MOQS.
Tinjauan pustaka dilakukan dengan mempelajari beberapa konsep dan
alat bantu yang terkait dengan tujuan penelitian melalui buku, referensi, jurnal-
jurnal, dan laporan penelitian terdahulu. Selanjutnya dilakukan analisis sistem
yang akan diuraikan lebih lanjut pada tahapan penelitian. Berdasarkan hasil
penelitian dapat dirumuskan kesimpulan dan saran.
3.2 Tahapan Penelitian
Tahapan penelitian yang dilakukan tertuang pada Gambar 3.1. Hubungan
keterkaitan antara hasil kuisoner MOQS dan nilai Sigma dapat digambarkan pada
Gambar 3.2.

59
Gambar 3.1 Diagram Alir Penelitian

60
Gambar 3.2. Keterkaitan antara MOQS dan Six Sigma

61
3.2.1 Studi Pustaka
Studi pustaka ini dilakukan melalui membaca literatur-literatur yang ada
kaitannya dalam rangka memecahkan masalah. Adapun tujuan studi pustaka ini
adalah untuk memperoleh ide tentang permasalahan yang akan dirumuskan,
menggali teori, metode dan teknik penelitian.
3.2.2 Perumusan Permasalahan dan Hipotesa awal
Berdasarkan uraian tersebut diatas, tahap penting yang diperlukan untuk
memperbaiki permasalahan awal dengan tahap analisis yang bertujuan untuk
melakukan peningkatan kinerja sistem pengujian laboratorium dengan integrasi
Six Sigma dan MOQS sehingga diharapkan dapat menjawab pertanyaan sebagai
berikut:
1. Belum mengetahui karakteristik mutu dan jumlah kecacatan yang telah
dihasilkan.
2. Belum dapat menentukan waktu standar dari proses pengujian.
3. Adanya resiko pekerjaan dari proses kerja dan lingkungan.
3.2.3 Tujuan penelitian
Berdasarkan permasalahan yang dihadapi di PT. UP maka penelitian ini
bertujuan untuk menghasilkan peningkatan kinerja sistem pengujian laboratorium
dengan integrasi Six Sigma dan MOQS di PT. UP. Tahapan penelitian yang
dilakukan adalah:
1. Mengidentifikasi jenis kecacatan dan jumlah cacat.
2. Menghitung waktu proses dengan menggunakan peta aliran proses dari proses
yang dibutuhkan untuk penyelesaian Sertifikat Laporan Hasil Pengujian per
bagian.
3. Mengetahui elemen-elemen sistem yang mempengaruhi resiko kerja dengan
melakukan pengukuran makro ergonomi dengan metode MOQS.

62
3.2.4 Analisis sistem MOQS dan Nilai Six Sigma
Pada sistem Six Sigma akan menggunakan 5 tahap yaitu DMAIC (define,
measure, analyze, improve, control) sedangkan pada sistem MOQS dimulai
dengan penyusunan survey, tabulasi data, uji data, analisa korelasi dan regresi.
Metode Six Sigma akan berfokus perbaikan jenis kecacatan dan jumlah cacat nilai
RPN terbesar dan kuisoner MOQS. Dengan mengintegrasikan kedua metode
tersebut maka didapatkan bahwa kuisoner MOQS akan terintegrasi dengan sistem
Six Sigma pada tahap improve (lihat Gambar 3.2).
A. Tahap Define
Pada tahap ini akan dilakukan langkah-langkah sebagai berikut:
1. Menghitung waktu baku proses produksi di PT Unilab Perdana. Metoda yang
digunakan adalah dengan menggunakan stop watch. Data yang didapatkan
ditabulasikan untuk dilakukan uji kenormalan, uji kecukupan data dan uji
keseragaman data. Setelah data lolos dari uji-uji tersebut, dilanjutkan dengan
perhitungan waktu baku dengan mempertimbangkan faktor-faktor
penyesuaian dengan metoda Westinghouse dan nilai kelonggaran. Uji
kenormalan menggunakan sofware SPSS dengan uji One-Sample
Kolmogorov-Smirnov.
2. Memilih order (input produksi) yang akan dijadikan penelitian
Order adalah input produksi di PT UP, dimana order terdiri beberapa varian
sesuai dengan permintaan Customer. Pengambilan data diambil sistem
software database Foxpro yang digunakan untuk menjalankan business
process PT UP.
3. Menghitung waktu proses operasi dengan peta aliran proses.
B. Tahap Measure
Pada tahap ini terdiri dari 2 jenis alur penelitian yaitu alur Six Sigma dan
alur MOQS, berikut adalah masing-masing alur tersebut:

63
1. Six Sigma
Melakukan pengukuran/pengambilan data kecacatan dan melakukan
perhitungan perhitungan DPMO (defect part per million) pada paramater
terpilih. Dilanjutkan dengan tabulasi untuk menentukan kecatatan dengan
pengaruh terbesar.
2. MOQS
Untuk tahap penyusunan kuesioner akan menggunakan data kuesioner dari
NIOSH (National Institute for Occupational Safety and Health) lihat
Lampiran 2, kemudian dilanjutkan dengan penyebaran kuisioner kepada
analis laboratorium air. Dari hasil kuesioner dibuatkan tabulasi data. Analisa
korelasi dan regresi dilakukan untuk mengetahui hubungan setiap parameter.
C. Tahap Analyze
Melakukan analisa akar penyebab (root couse) dari kecacatan terbesar
dengan memasukkan faktor-faktor dari pengolahan data MOQS.
D. Tahap Improve
Memetakan penyebab-penyebab dari kecacatan dengan menggunakan
metode FMEA untuk mendapatkan faktor-faktor dengan nilai RPN 5 terbesar,
untuk selanjutnya dibuatkan rekomendasi dan tindakan perbaikan untuk setiap
faktor terpilih. Melakukan perhitungan kembali terhadap nilai RPN dan nilai
Sigma setelah dilakukan perbaikan.
E. Tahap Control
Pada tahap akhir yaitu kontrol dengan membuat suatu sistem tindakan
pencegahan terhadap implementasi dari usulan perbaikan.
F. Kesimpulan dan Saran

64
3.3 Pengumpulan data dan pengolahan data.
Dalam penelitian ini berbagai data dan informasi dikumpulkan untuk
diolah lebih lanjut. Pengumpulan data, informasi dan pengetahuan ini dilakukan
dengan cara:
a. Melakukan studi literatur melalui penelusuran literatur-literatur yang
berkaitan dengan bidang yang akan dikaji.
b. Melakukan studi tentang dokumentasi yang diperoleh dari instansi terkait.
c. Menelusuri laporan-laporan penelitian yang relevan dengan bidang kajian.
d. Memperoleh pengetahuan dari pakar melalui wawancara, diskusi, pengisian
panduan wawancara.
e. Melakukan studi pada PT. UP
Adapun data-data yang dikumpulkan adalah:
a. Profil singkat perusahaan.
b. Lokasi dan alamat perusahaan.
c. Kondisi dan lingkungan tempat kerja perusahaan.
d. Produk yang dihasilkan.
e. Deskripsi proses produksi.

65
BAB IV
PENGOLAHAN DATA
4.1 Tentang PT Unilab Perdana
PT. Unilab Perdana (PT.UP) didirikan pada tanggal 30 Oktober 1990
dihadapan Notaris Ny Sri Soetengsoe Abdoel Sjoekoer, SH di Jakarta. Tercantum
dalam Akta No. 109 yang disetujui oleh Mentri Kehakiman RI No :
C2.6625.HT.01.01.TH.91 dan diterbitkan dalam Berita Negara R.I No. 3844
tanggal 14 Agustus 1992. Perubahan Anggaran Dasar dalam Akta No. 161 tanggal
8 Oktober 1996 Notaris Drs. Trisasono, SH, yang disetujui Mentri Hukum dan
HAM No : C-31429 HT 01.04 Th 2005, dan diterbitkan dalam Berita Negara R.I
Nomor : 71 Tahun 2007, tanggal 19 Januari 2007. Perubahan Anggaran dasar PT.
UP yang tertera dalam Akta No. 34 tanggal 09 Desember 2005 Notaris B.R.Ay.
Mahyastoeti Notonagoro, Sarjanah Hukum yang telah disetujui Menteri Hukum
dan HAM No : C-07012HT.01.04.TH.2006 dan diterbitkan dalam Berita Negara
R.I Nomor : 72 tahun 2007, tanggal 19 Januari 2007. Kepemilikan PT. UP adalah
perusahaan swasta dalam negeri yang dimiliki oleh 10 orang pemegang saham
dengan tiga orang dewan komisaris dan dipimpin oleh seorang direktur.
Laboratorium Lingkungan PT. UP beralamat di Gedung Unilab Jl. Ciledug
Raya No. 10 Cipulir – Kebayoran Lama, Jakarta 12230 dengan no. telepon 021-
7253322 (Hunting) fak (021) 7253323, e-mail [email protected]. PT.
UP telah terakreditasi oleh Komite Akreditasi Nasional (KAN) dengan No. LP-
195-IDN dan memiliki registrasi oleh Kementrian Lingkungan Hidup dengan No.
0001/LPJ/LABLING-1/LRK/KLH.
PT. UP bergerak pada jasa sampling dan analisis lingkungan hidup.
Kemampuan Laboratorium PT. UP dapat melakukan pemeriksaan kualitas fisika,
kimia dan biologi yaitu:
1. Contoh air terdiri dari 7 jenis contoh air: air bersih (air tanah), air minum,
air permukaan, air laut, air limbah, air industri, air reverse osmosis (RO).

66
2. Udara terdiri dari 4 jenis contoh: udara ambien, udara lingkungan kerja,
emisi cerobong, emisi kendaraan.
3. Padatan, terdiri dari 4 jenis contoh: sludge, sedimen (subtrat dasar), tanah,
TCLP (Total Characteristic Leaching Procedure) untuk pemeriksaan bahan
berbahaya dan beracun (B3).
4.1.1 Struktur Organisasi dan Tenaga Kerja
Perusahaan PT. UP dipimpin oleh seorang direktur yang dibantu oleh
kepala laboratorium. Memiliki 2 orang manajer yaitu manajer teknis laboratorium
dan orang, karyawan kontrak berjumlah 64 orang dan karyawan harian lepas
berjumlah manajer mutu laboratorium. Berikut struktur organisasi perusahaan PT.
UP yang terdapat pada Gambar 4.1.
Jumlah tenaga kerja pada PT. UP saat ini mencapai 154 karyawan, terdiri
atas: karyawan tetap berjumlah 62 28 orang. Seluruh karyawan merupakan
karyawan perusahaan dengan frekuensi penggajian satu kali dalam sebulan dan
tidak terdapat karyawan outsourcing.
4.1.2. Jam Kerja
Jam kerja perusahaan adalah lima hari dalam seminggu yaitu senin sampai
jumat dengan hari sabtu dan minggu sebagai hari libur, kecuali untuk pekerjaan
satpam. Jam kerja dan istirahat perusahaan dapat dilihat pada tabel 4.1
Tabel 4.1. Jam Kerja Perusahaan
Hari kerja Senin-jumat
Jam kerja 08.00 – 17.00
Istirahat 12.00 – 13.00
4.1.3. Kelas dan Jabatan
Kelas dan jabatan karyawan diatur menurut ketentuan Surat Keputusan
Direksi No: 03/SKEP-DIR/UP/I/2013 seperti dalam Tabel 4.2

67
Tabel 4.2 Kelas dan Jabatan Karyawan
NO KELOMPOK PEKERJAAN GOLONGAN FUNGSI TUGAS DAN
JABATAN
I General Manager Manajer Utama 1
Administrasi – Keuangan, 2
Marketing, Kepala Lab 3
II Manajer Manajer Madya 1
Manajer Tehnik, Manajer Mutu, 2
Akuntansi & Keuangan, 3
Administrasi & Umum, Marketing. Manajer Muda 1
2
3
III Deputi Manajer Deputi Manajer Utama 1
Teknis, Keuangan, Administrasi 2 Marketing. 3
Deputi Manajer Senior 1
2
3
Deputi Manajer Junior 1
2
3
IV Penyelia/Supervisor Supervisor Utama 1
Penyelia Lab Air, Lab Udara, Sampling 2
Supervisor Administrasi Umum, Akuntansi 3
Keuangan, Marketing , Customer Service,
Perawatan Alat & Bangunan, Sales, LHP Supervisor Senior 1
2
3
Supervisor Junior 1
2
3
V Pelaksana Pelaksana Utama 1
Analis, Teknisi, Akuntansi, Keuangan, 2
Administrasi Umum, Customer Service, 3
Marketing Sales, Surveyor. Pelaksana Senior 1
2
3
Pelaksana Yunior 1 2
3
Pelaksana Pertama 1
2 3
VI Tenaga Pembantu Tenaga Pembantu Utama 1 Surveyor, Driver, Helper, Office boy, 2
Satpam. 3
Tenaga Pembantu Senior 1
2
3
Tenaga Pembantu Junior 1
2
3

68
Gambar 4.1 Business Proses PT Unilab Perdana

69
4.1.4 Struktur Upah
Pembayaran upah dilakukan satu kali setiap bulan, yaitu pada tanggal 25
setiap bulannya. Struktur upah untuk karyawan terdiri dari Gaji Pokok dan
Tunjangan-tunjangan. Struktur upah di PT. UP terdiri dari :
a. Gaji Pokok
Penetapan gaji pokok didasarkan atas kelas karyawan di perusahaan.
Kenaikan gaji pokok dilakukan setahun sekali dibulan Januari.
b. Tunjangan Transport
Tunjangan transport diberikan berdasarkan kehadiran karyawan dan
besarnya diputuskan melalui keputusan direksi.
c. Tunjangan Makan
Tunjangan makan diberikan berdasarkan kehadiran karyawan dan besarnya
diputuskan melalui keputusan direksi.
d. Tunjangan Hari Raya
Tunjangan Hari Raya diberikan satu tahun satu kali dan besarnya adalah
satu bulan gaji bagi karyawan yang telah mempunyai masa kerja 12 bulan.
Bagi karyawan yang mempunyai masa kerja kurang dari 12 bulan, besarnya
THR diperhitungkan secara proporsional.
e. Bonus Tahunan
Bonus tahunan diberikan sekali dalam setahun setiap bulan Maret. Besarnya
bonus tahunan ditentukan melalui keputusan direksi.
f. Jasa Produksi
Jasa produksi diberikan stahun dua kali setiap bulan Juni dan Desember.
Pemberian jasa produksi diberikan jika produksi laboratorium masih terus
berlangsung, besarnya ditentukan melaluui keputusan direksi.

70
4.1.5 Struktur Sistem Kerja
Struktur sistem kerja perusahaan ditinjau dari tiga perspektif subsistem :
Gambar 4.3 Diagram Input – Output Sistem Kerja
Sub Sistem Teknologi
Beberapa klasifikasi teknologi sebagai salah satu komponen struktur
sistem kerja yaitu: berdasarkan production technology, knowledge-based
technology, the way to reduce uncertainly, work-flow integration. Berikut adalah
sub sistem teknologi PT. UP terlihat pada Tabel 4.3.
Tabel 4.3. Sub sistem teknologi
Dasar Klasifikasi Klasifikasi
production technology Complexitiy :
Vertical differentiation :Moderate
Horizontal Differentiation : High
Formalization : High
Centralization : High
knowledge-based technology Routine Technology
Task Variability : Routine
Problem : Well defined
the way to reduce uncertainly Long-Link Technology
work-flow integration Automation of Equipment

71
Sub Sistem Personal
Terdapat tiga karakteristik yang penting bagi struktur organisasi yaitu
degree of professionalism, Demographic characteristic, Psycosocial Aspect of the
workforce. Hal ini terdapat pada Tabel 4.4 Sub sistem personal
Karakteristik Klasifikasi
Degree of Professionalism Pendidikan dan Training diperlukan dalam
pekerjaan.
Demographic characteristic Tidak ada perbedaan antara perempuan dan
laki-laki
Psycosocial Aspect of The
Workforce
Karyawan sehat baik secara fisik maupun
psikologis.
Dilakukan psikotest untuk penempatan
kerja yang sesuai.
Sub Sistem Desain Sistem Kerja
Organisasi merupakan sekelompok orang yang bekerja sama untuk
mencapai suatu tujuan tertentu, sedangkan struktur organisasi adalah kerangka
antar hubungan dari orang-orang atau unit-unit organisasi yang masing-masing
memiliki tugas, tanggung jawab dan wewenang tertentu. Struktur organisasi harus
menunjukkan satuan-satuan organisasi dan garis wewenang sehingga terlihat jelas
batasan-batasan tugas, wewenang dan tanggung jawab dari setiap personil dalam
organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan
koordinasi untuk mencapai tujuan perusahaan.
Struktur organisasi yang digunakan PT. UP adalah berbentuk campuran
lini dan fungsional. Struktur organisasi bentuk lini dapat dilihat dengan adanya
pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada
unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu
secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak
vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hirarki yang

72
ada. Struktur organisasi fungsional dapat dilihat dengan adanya
pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan
tanggung jawab yang tegas pada setiap bidang yaitu : produksi, personalia, dan
pemasaran berdasarkan fungsinya masing-masing dalam struktur organisasinya.
Hal ini dibuat sesuai dengan kebutuhan serta kelancaran dan kemajuan usaha
organisasi dalam mencapai tujuan perusahaan.
4.1.6 Pengukuran Kinerja saat Ini
Dalam memberikan jasa layanan kepada customer, PT. UP menggunakan
standar prosedur pengujian, namun tidak pernah dilakukan pengukuran terhadap
kinerja pengujian. Data-data yang berkaitan dengan kegiatan laboratorium
dilakukan pencatatan dan disimpan sebagai arsip, namun tidak pernah digunakan
sebagai bahan untuk evaluasi kinerja laboratorium.
4.1.7 Kelemahan Tidak Adanya Pengukuran Kinerja
Laboratorium lingkungan PT. UP sebagai perusahaan pemeriksaan jasa
kualitas lingkungan sangat penting untuk melakukan pengukuran kinerja
laboratorium. Untuk itu beberapa kelemahan PT. UP yang belum melakukan
pengukuran kinerja adalah sebagai berikut :
1. Tidak mengetahui bagaimana kualitas dan kinerja pengujian laboratorium.
2. Tidak mengetahui pengaruh makro ergonomi terhadap kualitas pengujian
yang dilakukan.
3. Tidak mampu menjamin pemanfaatan sumberdaya yang maksimal dalam
memberikan layanan pengujian laboratorium.
4.1.8 Kebutuhan Pengukuran Kinerja Menurut Teori
Six Sigma adalah filsafat dan metodologi untuk meningkatkan kualitas
dengan menganalisis data statistik yaitu menemukan akar penyebab masalah
kualitas dan menerapkan kontrol kualitas. Secara statistik, Six Sigma mengacu
pada proses di mana kisaran antara rata-rata pengukuran kualitas proses dan batas
spesifikasi terdekat setidaknya adalah enam kali standar deviasi dari proses Sigma

73
(Bursule, dkk, 2012). Menurut Kumar, V. et al., 2009 dalam Draghiji, 2010
kualitas tidak hanya senjata strategis untuk bersaing di pasar saat ini, tetapi berarti
juga memuaskan konsumen, bukan hanya melindungi konsumen dari gangguan.
Oleh karena itu, keuntungan spesifik perusahaan adalah untuk mengidentifikasi
keinginan konsumen kemudian bersaing pada satu atau lebih dari dimensi
kualitas.
Makro ergonomi merupakan hasil dari pengembangan mikro ergonomi
yang didalamnya menambahkan suatu konsep baru mengenai manajemen yang
berkelanjutan dan lebih mementingkan aspek sosio-teknologi. Konsep dari
ergonomi makro adalah top-down sociotechnical dengan sistem pendekatan
terhadap sistem kerja dan aplikasi dari desain sistem kerja keseluruhan yang
meliputi manusia dengan pekerjaanya, manusia dengan alat/mesin dan manusia.
Menurut Carayon (2001), Questionnaire Survey digunakan untuk mengumpulkan
informasi tentang berbagai variabel ergonomi atau variabel sistem kerja termasuk
tugas, kondisi organisasi, isu-isu lingkungan, peralatan, teknologi dan
karakteristik individu. Selain itu, Macroergonomic Organizational Questionnaire
Survey juga digunakan untuk mengumpulkan informasi mengenai berbagai
hasil/output seperti kualitas kehidupan kerja (misalnya kepuasan kerja), stress
fisik dan psikologis, kesehatan fisik dan mental, kinerja dan sikap (misalnya niat
untuk meninggalkan pekerjaan itu).
Adanya kekhawatiran tentang kegagalan implementasi Six Sigma, karena
model implementasi kurang efektif dalam pelaksanaan program Six Sigma
(Bursule, dkk, 2012). Untuk itu dengan adanya integrasi Six Sigma dan MOQS
diharapkan dapat meningkatkan kualitas laboratorium pengujian untuk
mendapatkan hasil sertifikat laporan hasil pengujian yang baik.
4.2 Macroergonomic Organizational Questionnaire Survey (MOQS)
MOQS dapat menjadi alat yang berguna pada beberapa tahap seperti pada
tahap diagnosa, penilaian organisasi, mengevalusi dampak dari perubahan
karakteristik kunci, serta memantau opini pekerja selama implementasi hal baru.

74
Survey dilakukan dengan cara menyebarkan kuesioner, dengan responden
dari departemen laboratorium teknis. Masing-masing diambil empat belas sampel
responden secara acak. kuesioner diambil dari NIOSH (lihat lampiran B). Berikut
hasil kuesioner Departemen laboratorium dilihat pada Tabel 4.5
Tabel 4.5 Summary Hasil Kuesioner PT Unilab Perdana
1 2 3 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 2 3 4 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
1 A 2 23 1 4 2 3 2 4 2 4 2 2 4 2 4 3 4 2 2 2 3 3 3 1 2 2 2 1 2 2 1 2 1 2 1 1 1 1 1 1
2 B(Nurani) 1 24 2 4 2 4 1 5 3 5 5 2 4 2 4 3 4 2 1 3 4 3 4 1 4 2 3 2 1 3 1 1 2 1 1 3 2 3 5 4
3 C(Darma) 2 22 2 3 5 3 1 4 4 2 2 2 2 2 2 2 2 2 2 1 1 1 4 1 3 2 1 2 1 1 1 2 1 1 1 3 1 2 3 2
4 D (sopian) 2 34 1 4 2 4 1 4 2 4 4 1 4 2 4 2 4 2 1 4 4 4 4 3 2 2 3 3 3 2 1 1 1 1 2 2 1 3 2 3
5 E(Nurlaila) 1 23 2 4 2 2 2 4 2 5 4 1 4 2 4 2 5 1 1 4 2 4 4 2 1 2 1 2 1 1 1 1 1 1 1 2 1 1 1 1
6 F(yasin) 2 31 1 5 1 1 1 4 1 5 3 1 4 1 5 2 5 1 1 4 4 4 4 1 2 2 1 3 1 1 1 1 1 1 1 2 1 2 2 1
7 G 2 24 2 4 2 3 2 4 2 4 4 2 4 2 4 4 4 4 4 3 4 4 4 3 3 4 5 4 3 1 2 2 2 3 3 4 2 5 2 2
8 H(Mutia) 1 24 2 4 2 4 2 4 1 7 4 2 4 2 4 3 4 2 2 4 4 4 3 1 1 3 3 4 2 1 1 1 1 2 2 3 1 2 1 1
9 I(Mei) 1 25 1 3 1 4 3 3 4 5 4 1 2 2 3 2 4 2 2 4 2 2 2 1 1 3 4 3 3 1 1 1 2 2 1 3 1 3 3 3
10 J(putrianingsih) 1 21 2 4 2 3 2 3 2 4 4 2 4 3 3 2 3 3 2 3 3 4 4 3 3 2 3 3 2 3 2 3 2 2 1 3 2 2 2 2
11 K 1 21 2 4 1 2 1 4 2 4 4 2 4 2 4 2 4 2 2 4 4 4 2 1 1 2 2 2 1 1 1 1 1 1 1 3 1 1 2 1
12 L(Hadi Suyono) 2 24 2 4 2 3 2 4 2 4 4 2 4 2 4 4 4 4 4 3 4 4 4 3 3 4 5 4 3 1 2 2 2 3 3 4 2 5 2 2
13 M 1 21 2 4 3 3 2 4 2 4 4 2 4 2 4 3 4 4 3 4 4 2 4 2 2 3 4 3 2 1 2 2 2 2 2 3 2 2 1 2
14 N (Harisman) 2 25 2 3 2 4 2 4 2 4 4 2 3 2 3 3 4 2 2 4 3 3 4 1 1 2 3 2 2 1 1 1 3 1 1 2 2 3 2 4
RespondenResponden
1. Latar
Belakang 2. Konflik di Pekerjaan
3. Kesempatan
Kerja4. Kesehatan Umum
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 1 2 3 4 5 6 7 8 9 10 1 2 5
1 A 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 3 4 2 4 4 2 4 1th 8 bln analis 1
2 B(Nurani) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 2 3 4 3 2 4 3 4 2 4 4 5th10bln analis 1
3 C(Darma) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 2 1 1 1 1 1 2 2 2 3 4 2 2 4 3 4 2th2bln analis 1
4 D (sopian) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 4 1 1 3 2 3 4 4 2 4 18th4bln helper 1
5 E(Nurlaila) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 3 2 2 4 4 2 3 4 2 4 3bl analis kontrak
6 F(yasin) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 5 2 1 2 4 2 5 4 2 4 5th helper 2
7 G 1 1 1 1 1 1 1 2 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 2 2 1 3 4 2 4 4 2 4 2th2bln analis 1
8 H(Mutia) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 2 2 4 4 2 4 4 3 4 3th analis
9 I(Mei) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 2 3 1 1 4 5 1 3 5 2 4 5th1bl analis 1
10 J(putrianingsih) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 4 4 1 4 2 3 5 2bln analis 1
11 K 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 4 4 1 2 4 2 5 2bln analis 1
12 L(Hadi Suyono) 1 1 1 1 1 1 1 2 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 2 2 1 3 4 2 4 4 2 4 2th2bln analis 2
13 M 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 3 2 1 3 4 2 4 4 2 4 7bln analis 2
14 N (Harisman) 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 2 1 3 3 2 4 3 1 2 4 2 3 2thn4bln analis 3
RespondenResponden
6. Bagaimana perasaan Anda tentang diri
anda sendiri7. Informasi Pekerjaan Umum5. Kondisi Kesehatan
1 2 3 4 5 6 7 8 9 10 1 2 3 4 1 2 3 4 5 1 2 3 4 5 6 7
1 A 4 4 3 4 3 4 4 4 4 3 2 2 2 1 1 2 2 2 2 0 0 0 0 0 0 0
2 B(Nurani) 4 4 2 4 2 2 2 4 3 4 2 2 3 3 1 1 3 1 2 0 0 0 0 0 1 0
3 C(Darma) 5 5 5 5 5 5 5 5 5 5 3 2 2 3 1 1 1 1 1 0 0 0 0 0 1 0
4 D (sopian) 3 1 3 2 3 4 3 2 3 3 3 1 1 2 1 1 1 2 3 0 0 0 1 0 1 0
5 E(Nurlaila) 4 3 2 3 2 2 3 5 4 4 1 1 1 1 1 2 1 2 3 0 0 0 0 0 0 0
6 F(yasin) 2 1 3 2 2 4 4 2 2 4 2 2 3 2 1 1 1 2 2 0 1 1 1 1 0 0
7 G 5 4 3 4 4 4 4 4 3 4 2 2 2 2 1 2 1 2 2 0 0 0 1 0 1 0
8 H(Mutia) 3 3 2 4 4 3 3 4 3 4 2 1 1 2 1 1 1 2 3 0 0 0 0 0 0 0
9 I(Mei) 3 2 2 4 4 3 4 3 2 2 3 2 3 4 2 4 2 3 3 1 0 0 1 1 0 0
10 J(putrianingsih) 4 4 3 4 3 4 4 3 4 4 2 2 1 1 1 1 1 1 1 0 0 0 1 0 1 0
11 K 3 3 2 3 3 3 3 4 2 4 1 1 1 2 3 3 3 2 2 0 0 0 0 0 1 0
12 L(Hadi Suyono) 5 4 3 4 4 4 4 4 3 4 2 2 2 2 1 2 1 2 2 0 0 0 1 0 1 0
13 M 4 4 3 4 3 3 4 4 3 4 2 2 2 2 1 1 1 1 3 0 0 0 1 0 1 0
14 N (Harisman) 4 4 3 4 4 3 3 4 3 4 2 2 3 3 2 1 2 2 2 0 0 0 1 1 1 0
RespondenResponden8. Persyaratan Job (pekerjaan)
9. Kepuasan
Kerja10. Tuntutan Mental 11. Kegiatan non work

75
Sedangkan berikut adalah Tabel 4.6 tabulasi parameter kuesioner dengan
skala Likert 1 – 5, yang akan digunakan sebagai bahan pembahasan.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 1 2 3 4 5 6 7 8 9 10
1 A 0 0 0 2 1 2 0 0 0 1 0 3 2 0 0 0 3 0 0 2 3 0 0 0 2 2 1 1 1 1 1 1 1 2 1 1 2 2 2 1 2 1
2 B(Nurani) 0 0 0 1 2 0 2 1 3 2 2 3 3 1 3 2 2 3 2 3 2 0 1 1 3 2 2 1 2 1 1 1 1 2 2 1 2 2 2 2 2 1
3 C(Darma) 0 0 0 2 0 0 1 0 2 0 3 3 0 0 0 0 3 2 0 2 2 0 0 0 2 2 2 1 1 1 1 1 1 1 2 2 1 2 2 2 1 1
4 D (sopian) 0 0 0 2 1 0 0 0 0 0 0 1 1 0 0 0 1 0 0 2 3 0 0 0 0 2 2 1 2 2 1 2 1 2 1 1 2 1 1 1 2 1
5 E(Nurlaila) 0 0 0 2 0 0 0 0 2 0 0 2 3 0 0 0 3 0 0 0 3 0 0 0 0 1 1 1 1 1 1 1 2 2 1 1 2 1 1 1 2 2
6 F(yasin) 1 0 0 2 0 0 0 0 0 0 0 3 3 0 0 0 3 0 0 3 3 0 0 1 1 1 1 1 1 1 1 1 2 2 2 1 1 1 2 2 2 1
7 G 1 0 0 2 0 2 2 2 2 2 2 1 2 2 2 2 1 2 2 3 3 0 1 2 2 2 1 1 1 1 1 1 1 2 2 1 2 2 2 1 1 1
8 H(Mutia) 0 0 0 2 0 0 0 1 2 0 0 3 3 0 0 0 2 2 1 3 3 0 0 0 0 2 1 1 1 1 1 1 1 2 1 1 1 2 1 1 1 1
9 I(Mei) 0 0 0 2 1 0 1 2 3 1 3 3 2 1 0 0 2 1 3 1 2 1 1 1 1 2 1 1 1 1 1 1 1 1 1 2 2 1 2 2 1 1
10 J(putrianingsih) 0 0 0 2 0 2 0 0 0 0 0 3 3 0 0 0 3 1 1 3 3 0 1 1 2 1 2 2 1 1 1 1 1 2 2 2 2 2 1 2 1 2
11 K 0 0 0 2 0 0 0 0 0 0 0 1 2 0 0 0 2 0 0 2 3 0 0 0 1 2 1 1 1 1 1 1 2 2 1 1 2 1 1 2 2 1
12 L(Hadi Suyono) 0 0 0 2 1 2 2 2 2 2 2 1 2 2 2 2 1 2 2 3 3 0 1 2 2 2 1 1 1 1 1 1 1 2 2 1 2 2 2 1 1 1
13 M 0 0 0 2 0 1 0 1 0 0 1 2 3 0 1 0 3 1 0 2 3 0 0 0 1 2 1 1 1 1 1 1 2 2 2 1 2 2 2 1 2 1
14 N (Harisman) 0 0 0 2 2 0 0 0 1 1 0 3 3 0 0 0 0 1 1 0 2 0 0 1 0 1 1 1 1 1 1 1 1 2 2 1 1 2 2 1 1 1
RespondenResponden13. Lingkungan Fisik12. Informasi Kesehatan Lainnya
1 2 3 4 5 6 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 1 2 3 4 5
1 A 2 2 3 1 3 1 3 4 1 1 3 3 1 3 3 1 3 3 1 1 3 3 3 2 2 2 2 2
2 B(Nurani) 4 1 3 2 3 3 3 2 1 3 3 2 1 2 1 2 2 2 1 1 4 1 1 2 2 2 2 2
3 C(Darma) 1 5 3 1 1 3 1 1 1 4 1 1 4 3 1 4 3 1 1 3 4 1 1 2 1 2 2 2
4 D (sopian) 2 1 4 2 3 4 3 2 1 1 1 1 3 1 3 3 3 3 1 1 2 1 1 2 2 2 2 2
5 E(Nurlaila) 5 2 5 1 4 2 4 4 4 1 1 1 1 1 1 1 1 1 1 2 2 1 1 2 2 2 2 2
6 F(yasin) 3 2 4 1 4 3 3 3 3 3 1 1 4 3 3 3 3 3 1 1 1 1 1 2 2 2 2 2
7 G 4 3 5 3 2 2 3 3 2 2 2 1 1 3 4 3 3 2 1 2 4 4 1 2 2 2 2 2
8 H(Mutia) 4 2 5 1 5 2 1 2 1 1 3 1 1 3 1 1 3 1 1 1 1 2 1 1 2 1 2 2
9 I(Mei) 3 2 4 4 4 3 2 2 2 1 1 1 2 2 3 2 2 2 1 3 3 2 1 2 2 2 2 2
10 J(putrianingsih) 4 2 4 2 4 2 3 3 2 2 2 1 2 3 4 3 1 1 1 1 4 2 2 2 2 2 2 2
11 K 3 1 4 1 4 2 4 3 3 2 2 1 1 2 1 3 3 2 1 1 4 1 1 2 2 2 2 2
12 L(Hadi Suyono) 4 3 5 3 2 2 3 3 2 2 2 1 1 3 4 3 3 2 1 2 4 4 1 2 2 2 2 2
13 M 3 2 4 3 4 2 4 3 2 3 2 2 1 2 2 4 3 2 1 3 4 3 3 2 2 2 2 2
14 N (Harisman) 3 4 3 3 4 2 3 1 1 2 1 2 2 1 1 2 1 1 1 2 3 1 1 2 2 2 2 2
RespondenResponden
14. Masalah di tempat
kerja17. Pembatasan Kerja15. Dukungan Sosial 16. Bahaya Kerja
1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5 6 7 8 9 10 11 12 13 14 1 2 3 4 5
1 A 3 3 4 3 5 3 2 3 3 4 5 6 6 4 6 5 7 4 6 5 4 3 3 6 2 3 3 3 2 3
2 B(Nurani) 4 1 2 3 4 4 3 3 2 4 3 6 7 6 4 6 6 1 6 4 4 6 2 7 4 2 2 2 2 5
3 C(Darma) 1 1 5 5 5 5 2 3 9 3 3 6 4 6 7 7 7 4 4 5 7 1 7 1 4 1 1 1 1 5
4 D (sopian) 2 3 2 4 4 2 2 4 2 2 3 4 6 4 3 5 6 4 3 5 5 1 1 5 1 4 1 1 3 2
5 E(Nurlaila) 2 3 3 3 4 4 3 3 3 4 4 4 6 5 6 5 7 2 2 4 4 3 1 7 1 5 4 5 5 4
6 F(yasin) 2 2 2 4 1 4 2 3 1 1 4 5 6 2 6 5 6 2 3 5 5 1 3 3 1 2 1 2 2 2
7 G 3 3 4 4 4 4 3 2 2 2 2 3 6 5 6 2 6 4 5 6 6 6 5 6 3 2 3 4 4 2
8 H(Mutia) 3 2 2 3 4 4 3 2 1 1 2 7 7 4 7 6 7 1 6 6 4 5 3 7 1 3 3 4 4 4
9 I(Mei) 2 2 3 4 3 3 2 3 2 2 3 6 5 6 6 6 7 3 3 6 2 1 6 3 1 2 3 3 3 4
10 J(putrianingsih) 3 4 2 3 4 2 3 3 3 3 2 6 6 6 6 4 7 4 6 6 4 2 2 7 1 3 3 4 4 4
11 K 2 2 4 2 4 4 3 2 2 2 2 7 7 6 6 5 7 1 1 7 3 1 1 7 1 4 4 4 4 4
12 L(Hadi Suyono) 3 3 4 4 4 4 3 2 2 2 2 3 6 5 6 2 6 4 5 6 6 6 5 6 3 2 3 4 4 2
13 M 3 3 3 4 4 4 2 2 2 2 2 6 7 5 6 4 6 4 6 6 4 6 2 6 2 4 4 4 4 4
14 N (Harisman) 2 2 4 3 2 3 3 2 2 2 2 3 4 5 4 4 6 5 4 4 5 4 5 2 2 3 4 3 4 3
RespondenResponden19. Pekerjaan Anda
20. Masa Depan
Pekerjaan Anda18. Beban Kerja Dan Tanggung Jawab

76
Tabel 4.6 Tabulasi parameter kuesioner dengan skala likert 1 – 5
Dari tabel tersebut diatas maka didapatkan 10 parameter atau variabel
dengan total pertanyaan 96 pertanyaan. Berikut adalah 10 parameter:
1. Konflik di pekerjaan
2. Kesempatan kerja
3. Kesehatan umum
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 2 3 4 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
1 A 4 2 3 2 4 2 4 2 2 4 2 4 3 4 2 2 2 3 3 3 1 2 2 2 1 2 2 1 2 1 2 1 1 1 1 1 1
2 B(Nurani) 4 2 4 1 5 3 5 5 2 4 2 4 3 4 2 1 3 4 3 4 1 4 2 3 2 1 3 1 1 2 1 1 3 2 3 5 4
3 C(Darma) 3 5 3 1 4 4 2 2 2 2 2 2 2 2 2 2 1 1 1 4 1 3 2 1 2 1 1 1 2 1 1 1 3 1 2 3 2
4 D (sopian) 4 2 4 1 4 2 4 4 1 4 2 4 2 4 2 1 4 4 4 4 3 2 2 3 3 3 2 1 1 1 1 2 2 1 3 2 3
5 E(Nurlaila) 4 2 2 2 4 2 5 4 1 4 2 4 2 5 1 1 4 2 4 4 2 1 2 1 2 1 1 1 1 1 1 1 2 1 1 1 1
6 F(yasin) 5 1 1 1 4 1 5 3 1 4 1 5 2 5 1 1 4 4 4 4 1 2 2 1 3 1 1 1 1 1 1 1 2 1 2 2 1
7 G 4 2 3 2 4 2 4 4 2 4 2 4 4 4 4 4 3 4 4 4 3 3 4 5 4 3 1 2 2 2 3 3 4 2 5 2 2
8 H(Mutia) 4 2 4 2 4 1 7 4 2 4 2 4 3 4 2 2 4 4 4 3 1 1 3 3 4 2 1 1 1 1 2 2 3 1 2 1 1
9 I(Mei) 3 1 4 3 3 4 5 4 1 2 2 3 2 4 2 2 4 2 2 2 1 1 3 4 3 3 1 1 1 2 2 1 3 1 3 3 3
10 J(putrianingsih) 4 2 3 2 3 2 4 4 2 4 3 3 2 3 3 2 3 3 4 4 3 3 2 3 3 2 3 2 3 2 2 1 3 2 2 2 2
11 K 4 1 2 1 4 2 4 4 2 4 2 4 2 4 2 2 4 4 4 2 1 1 2 2 2 1 1 1 1 1 1 1 3 1 1 2 1
12 L(Hadi Suyono) 4 2 3 2 4 2 4 4 2 4 2 4 4 4 4 4 3 4 4 4 3 3 4 5 4 3 1 2 2 2 3 3 4 2 5 2 2
13 M 4 3 3 2 4 2 4 4 2 4 2 4 3 4 4 3 4 4 2 4 2 2 3 4 3 2 1 2 2 2 2 2 3 2 2 1 2
14 N (Harisman) 3 2 4 2 4 2 4 4 2 3 2 3 3 4 2 2 4 3 3 4 1 1 2 3 2 2 1 1 1 3 1 1 2 2 3 2 4
4. Kesehatan Umum2. Konflik di Pekerjaan3. Kesempatan
KerjaResponden
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6
1 A 2 2 2 3 4 2 4 4 2 4 4 4 3 4 3 4 4 4 4 3 2 2 3 1 3 1
2 B(Nurani) 3 4 3 2 4 3 4 2 4 4 4 4 2 4 2 2 2 4 3 4 4 1 3 2 3 3
3 C(Darma) 2 2 2 3 4 2 2 4 3 4 5 5 5 5 5 5 5 5 5 5 1 5 3 1 1 3
4 D (sopian) 4 1 1 3 2 3 4 4 2 4 3 1 3 2 3 4 3 2 3 3 2 1 4 2 3 4
5 E(Nurlaila) 3 2 2 4 4 2 3 4 2 4 4 3 2 3 2 2 3 5 4 4 5 2 5 1 4 2
6 F(yasin) 5 2 1 2 4 2 5 4 2 4 2 1 3 2 2 4 4 2 2 4 3 2 4 1 4 3
7 G 2 2 1 3 4 2 4 4 2 4 5 4 3 4 4 4 4 4 3 4 4 3 5 3 2 2
8 H(Mutia) 2 2 2 4 4 2 4 4 3 4 3 3 2 4 4 3 3 4 3 4 4 2 5 1 5 2
9 I(Mei) 3 1 1 4 5 1 3 5 2 4 3 2 2 4 4 3 4 3 2 2 3 2 4 4 4 3
10 J(putrianingsih) 4 1 1 4 4 1 4 2 3 5 4 4 3 4 3 4 4 3 4 4 4 2 4 2 4 2
11 K 4 1 1 4 4 1 2 4 2 5 3 3 2 3 3 3 3 4 2 4 3 1 4 1 4 2
12 L(Hadi Suyono) 2 2 1 3 4 2 4 4 2 4 5 4 3 4 4 4 4 4 3 4 4 3 5 3 2 2
13 M 3 2 1 3 4 2 4 4 2 4 4 4 3 4 3 3 4 4 3 4 3 2 4 3 4 2
14 N (Harisman) 3 3 2 4 3 1 2 4 2 3 4 4 3 4 4 3 3 4 3 4 3 4 3 3 4 2
6. Bagaimana perasaan Anda tentang diri
anda sendiri8. Persyaratan Job (pekerjaan)
14. Masalah di tempat
kerjaResponden
1 2 3 4 5 6 7 8 9 10 11 12 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5
1 A 3 4 1 1 3 3 1 3 3 1 3 3 1 3 3 3 3 3 4 3 5 3 2 3 3 4 5 3 3 3 2 3
2 B(Nurani) 3 2 1 3 3 2 1 2 1 2 2 2 1 4 1 1 4 1 2 3 4 4 3 3 2 4 3 2 2 2 2 5
3 C(Darma) 1 1 1 4 1 1 4 3 1 4 3 1 3 4 1 1 1 1 5 5 5 5 2 3 9 3 3 1 1 1 1 5
4 D (sopian) 3 2 1 1 1 1 3 1 3 3 3 3 1 2 1 1 2 3 2 4 4 2 2 4 2 2 3 4 1 1 3 2
5 E(Nurlaila) 4 4 4 1 1 1 1 1 1 1 1 1 2 2 1 1 2 3 3 3 4 4 3 3 3 4 4 5 4 5 5 4
6 F(yasin) 3 3 3 3 1 1 4 3 3 3 3 3 1 1 1 1 2 2 2 4 1 4 2 3 1 1 4 2 1 2 2 2
7 G 3 3 2 2 2 1 1 3 4 3 3 2 2 4 4 1 3 3 4 4 4 4 3 2 2 2 2 2 3 4 4 2
8 H(Mutia) 1 2 1 1 3 1 1 3 1 1 3 1 1 1 2 1 3 2 2 3 4 4 3 2 1 1 2 3 3 4 4 4
9 I(Mei) 2 2 2 1 1 1 2 2 3 2 2 2 3 3 2 1 2 2 3 4 3 3 2 3 2 2 3 2 3 3 3 4
10 J(putrianingsih) 3 3 2 2 2 1 2 3 4 3 1 1 1 4 2 2 3 4 2 3 4 2 3 3 3 3 2 3 3 4 4 4
11 K 4 3 3 2 2 1 1 2 1 3 3 2 1 4 1 1 2 2 4 2 4 4 3 2 2 2 2 4 4 4 4 4
12 L(Hadi Suyono) 3 3 2 2 2 1 1 3 4 3 3 2 2 4 4 1 3 3 4 4 4 4 3 2 2 2 2 2 3 4 4 2
13 M 4 3 2 3 2 2 1 2 2 4 3 2 3 4 3 3 3 3 3 4 4 4 2 2 2 2 2 4 4 4 4 4
14 N (Harisman) 3 1 1 2 1 2 2 1 1 2 1 1 2 3 1 1 2 2 4 3 2 3 3 2 2 2 2 3 4 3 4 3
18. Beban Kerja Dan Tanggung Jawab20. Masa Depan
Pekerjaan Anda15. Dukungan Sosial 16. Bahaya Kerja
Responden

77
4. Perasaan diri sendiri
5. Persyaratan pekerjaan
6. Masalah di tempat kerja
7. Dukungan Sosial
8. Bahaya Kerja
9. Beban Kerja dan Tanggung Jawab
10. Masa depan Pekerjaan anda.
4.2.1 Analisa Jalur
Model merupakan gambaran dari suatu sistem yang sedang diamati. Dalam
topik ini, model yang digunakan adalah model skematis dan matematis dimana
model skematis merupakan suatu diagram jalur yang digunakan untuk
menggambarkan kerangka hubungan satu variabel terhadap variabel lainnya.
Sedangkan model matematis merupakan model persamaan regresi yang juga dapat
menjelaskan hubungan antara variabel bebas dengan variabel terikat.
Untuk variabel terikat yang diambil adalah beban kerja dan tanggung jawab kerja
dengan asumsi variabel ini berhubungan langsung dengan kinerja kualitas di PT
Unilab Perdana.
Berikut adalah model skematis hubungan variabel terhadap variabel lainnya
terdaat pada Gambar 4.4

78
Gambar 4.3 Diagran Jalur antar variabel terikat dan bebas
Dimana:
rij = nlai korelasi parsial antara variabel i dan j
ρij = koefisien jalur antara variabel i dan j
ε = pengaruh variabel lainnya
R2
ij = koefisien determinasi antara variabel i dan j
Sehingga persamaan regresi yang akan digunakan untuk menunjukkan hubungan
antar varibel adalah sebagai berikut:
Y = ρyX1 X1 + ρyX2 X2 + ρyX3 X3 + ρyX4 X4 + ρyX5 X5 + ρyX6 X6 + ρyX7 X7
+ ρyX8 X8 + ρyX9 X9 +ρy ε
Untuk menghitung analisa jalur maka data ordinal yang telah didapatkan harus
ditranformasikan ke data interval. Tranformasi data menggunakan MSI (Methods
of Succesive Interval) dengan aplikasi menggunakan Microsoft Excell.

79
Tabel 4.7 Konversi Data Ordinal menjadi data Interval
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 2 3 4
1 A 2,58 2,46 2,72 2,46 2,69 2,48 2,49 1,00 2,67 2,95 2,91 3,23 2,28 2,91 2,38 2,29 1,66 2,44 2,44 1,78
2 B(Nurani) 2,58 2,46 3,95 1,00 4,49 3,50 3,74 4,49 2,67 2,95 2,91 3,23 2,28 2,91 2,38 1,00 2,33 3,60 2,44 3,06
3 C(Darma) 1,00 4,27 2,72 1,00 2,69 4,16 1,00 1,00 2,67 1,00 2,91 1,00 1,00 1,00 2,38 2,29 1,00 1,00 1,00 3,06
4 D (sopian) 2,58 2,46 3,95 1,00 2,69 2,48 2,49 2,80 1,00 2,95 2,91 3,23 1,00 2,91 2,38 1,00 3,60 3,60 3,60 3,06
5 E(Nurlaila) 2,58 2,46 1,82 2,46 2,69 2,48 3,74 2,80 1,00 2,95 2,91 3,23 1,00 4,49 1,00 1,00 3,60 1,82 3,60 3,06
6 F(yasin) 4,27 1,00 1,00 1,00 2,69 1,00 3,74 1,66 1,00 2,95 1,00 4,82 1,00 4,49 1,00 1,00 3,60 3,60 3,60 3,06
7 G 2,58 2,46 2,72 2,46 2,69 2,48 2,49 2,80 2,67 2,95 2,91 3,23 3,38 2,91 3,94 3,77 2,33 3,60 3,60 3,06
8 H(Mutia) 2,58 2,46 3,95 2,46 2,69 1,00 4,82 2,80 2,67 2,95 2,91 3,23 2,28 2,91 2,38 2,29 3,60 3,60 3,60 1,78
9 I(Mei) 1,00 1,00 3,95 3,95 1,00 4,16 3,74 2,80 1,00 1,00 2,91 1,96 1,00 2,91 2,38 2,29 3,60 1,82 1,82 1,00
10 J(putrianingsih) 2,58 2,46 2,72 2,46 1,00 2,48 2,49 2,80 2,67 2,95 4,82 1,96 1,00 1,66 3,26 2,29 2,33 2,44 3,60 3,06
11 K 2,58 1,00 1,82 1,00 2,69 2,48 2,49 2,80 2,67 2,95 2,91 3,23 1,00 2,91 2,38 2,29 3,60 3,60 3,60 1,00
12 L(Hadi Suyono) 2,58 2,46 2,72 2,46 2,69 2,48 2,49 2,80 2,67 2,95 2,91 3,23 3,38 2,91 3,94 3,77 2,33 3,60 3,60 3,06
13 M 2,58 3,61 2,72 2,46 2,69 2,48 2,49 2,80 2,67 2,95 2,91 3,23 2,28 2,91 3,94 3,11 3,60 3,60 1,82 3,06
14 N (Harisman) 1,00 2,46 3,95 2,46 2,69 2,48 2,49 2,80 2,67 1,66 2,91 1,96 2,28 2,91 2,38 2,29 3,60 2,44 2,44 3,06
Responden2. Konflik di Pekerjaan
3. Kesempatan
Kerja
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 2 3 4 5 6 7 8 9 10
1 A 1,00 2,04 1,00 1,79 1,00 2,14 2,28 1,00 2,40 1,00 2,28 1,00 1,00 1,00 1,00 1,00 1,00 1,00 2,39 2,40 2,19 3,02 2,39 2,78 2,69 1,00 2,80
2 B(Nurani) 1,00 3,95 1,00 2,45 2,19 1,00 3,06 1,00 1,00 2,41 1,00 1,00 3,20 2,60 2,95 4,10 3,62 2,14 4,10 3,60 1,00 3,02 3,77 2,78 1,00 3,39 2,80
3 C(Darma) 1,00 2,87 1,00 1,00 2,19 1,00 1,00 1,00 2,40 1,00 1,00 1,00 3,20 1,00 2,08 3,28 2,14 1,00 2,39 2,40 2,19 3,02 2,39 1,00 2,69 2,43 2,80
4 D (sopian) 2,88 2,04 1,00 2,45 3,19 3,23 2,28 1,00 1,00 1,00 1,00 2,27 2,08 1,00 2,95 2,29 2,84 2,99 1,00 1,00 2,19 1,00 3,77 2,78 2,69 1,00 2,80
5 E(Nurlaila) 2,06 1,00 1,00 1,00 2,19 1,00 1,00 1,00 1,00 1,00 1,00 1,00 2,08 1,00 1,00 1,00 1,00 2,14 2,39 2,40 3,50 3,02 2,39 1,79 2,69 1,00 2,80
6 F(yasin) 1,00 2,04 1,00 1,00 3,19 1,00 1,00 1,00 1,00 1,00 1,00 1,00 2,08 1,00 2,08 2,29 1,00 3,95 2,39 1,00 1,00 3,02 2,39 4,27 2,69 1,00 2,80
7 G 2,88 2,87 3,16 3,94 4,27 3,23 1,00 2,67 2,40 2,41 3,38 3,16 4,49 2,60 3,94 2,29 2,14 1,00 2,39 1,00 2,19 3,02 2,39 2,78 2,69 1,00 2,80
8 H(Mutia) 1,00 1,00 2,27 2,45 4,27 2,14 1,00 1,00 1,00 1,00 2,28 2,27 3,20 1,00 2,08 1,00 1,00 1,00 2,39 2,40 3,50 3,02 2,39 2,78 2,69 2,43 2,80
9 I(Mei) 1,00 1,00 2,27 3,16 3,19 3,23 1,00 1,00 1,00 2,41 2,28 1,00 3,20 1,00 2,95 3,28 2,84 2,14 1,00 1,00 3,50 4,82 1,00 1,79 4,49 1,00 2,80
10 J(putrianingsih) 2,88 2,87 1,00 2,45 3,19 2,14 3,06 2,67 3,60 2,41 2,28 1,00 3,20 2,60 2,08 2,29 2,14 2,99 1,00 1,00 3,50 3,02 1,00 2,78 1,00 2,43 4,49
11 K 1,00 1,00 1,00 1,79 2,19 1,00 1,00 1,00 1,00 1,00 1,00 1,00 3,20 1,00 1,00 2,29 1,00 2,99 1,00 1,00 3,50 3,02 1,00 1,00 2,69 1,00 4,49
12 L(Hadi Suyono) 2,88 2,87 3,16 3,94 4,27 3,23 1,00 2,67 2,40 2,41 3,38 3,16 4,49 2,60 3,94 2,29 2,14 1,00 2,39 1,00 2,19 3,02 2,39 2,78 2,69 1,00 2,80
13 M 2,06 2,04 2,27 3,16 3,19 2,14 1,00 2,67 2,40 2,41 2,28 2,27 3,20 2,60 2,08 1,00 2,14 2,14 2,39 1,00 2,19 3,02 2,39 2,78 2,69 1,00 2,80
14 N (Harisman) 1,00 1,00 1,00 2,45 2,19 2,14 1,00 1,00 1,00 3,71 1,00 1,00 2,08 2,60 2,95 2,29 3,62 2,14 3,44 2,40 3,50 1,66 1,00 1,00 2,69 1,00 1,00
Responden4. Kesehatan Umum
6. Bagaimana perasaan Anda tentang diri anda
sendiri
1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 1 2 3 4 5 6 7 8 9 10 11 12
1 A 3,10 3,09 2,46 2,90 2,08 3,19 3,42 2,78 3,31 1,82 1,82 2,26 1,00 1,00 2,44 1,00 2,58 4,16 1,00 1,00 3,28 3,39 1,00 3,16 2,29 1,00 2,94 3,41
2 B(Nurani) 3,10 3,09 1,00 2,90 1,00 1,00 1,00 2,78 2,26 3,13 3,63 1,00 1,00 2,01 2,44 3,74 2,58 2,00 1,00 2,99 3,28 2,43 1,00 1,99 1,00 1,89 1,79 2,23
3 C(Darma) 4,27 4,49 3,95 4,49 4,27 4,49 4,82 4,16 4,27 4,82 1,00 4,27 1,00 1,00 1,00 3,74 1,00 1,00 1,00 3,95 1,00 1,00 3,27 3,16 1,00 3,94 2,94 1,00
4 D (sopian) 2,08 1,00 2,46 1,00 2,08 3,19 2,19 1,00 2,26 1,82 1,82 1,00 2,19 2,01 2,44 4,82 2,58 2,00 1,00 1,00 1,00 1,00 2,61 1,00 2,29 2,75 2,94 3,41
5 E(Nurlaila) 3,10 2,11 1,00 1,78 1,00 1,00 2,19 4,16 3,31 3,13 4,82 2,26 3,38 1,00 3,42 2,49 3,94 4,16 3,83 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
6 F(yasin) 1,00 1,00 2,46 1,00 1,00 3,19 3,42 1,00 1,00 3,13 2,63 2,26 2,19 1,00 3,42 3,74 2,58 2,97 3,00 2,99 1,00 1,00 3,27 3,16 2,29 2,75 2,94 3,41
7 G 4,27 3,09 2,46 2,90 3,08 3,19 3,42 2,78 2,26 3,13 3,63 3,16 3,38 2,74 1,82 2,49 2,58 2,97 2,20 2,14 2,20 1,00 1,00 3,16 3,28 2,75 2,94 2,23
8 H(Mutia) 2,08 2,11 1,00 2,90 3,08 2,09 2,19 2,78 2,26 3,13 3,63 2,26 3,38 1,00 4,82 2,49 1,00 2,00 1,00 1,00 3,28 1,00 1,00 3,16 1,00 1,00 2,94 1,00
9 I(Mei) 2,08 1,66 1,00 2,90 3,08 2,09 3,42 1,78 1,00 1,00 2,63 2,26 2,19 3,83 3,42 3,74 1,66 2,00 2,20 1,00 1,00 1,00 2,16 1,99 2,29 1,89 1,79 2,23
10 J(putrianingsih) 3,10 3,09 2,46 2,90 2,08 3,19 3,42 1,78 3,31 3,13 3,63 2,26 2,19 2,01 3,42 2,49 2,58 2,97 2,20 2,14 2,20 1,00 2,16 3,16 3,28 2,75 1,00 1,00
11 K 2,08 2,11 1,00 1,78 2,08 2,09 2,19 2,78 1,00 3,13 2,63 1,00 2,19 1,00 3,42 2,49 3,94 2,97 3,00 2,14 2,20 1,00 1,00 1,99 1,00 2,75 2,94 2,23
12 L(Hadi Suyono) 4,27 3,09 2,46 2,90 3,08 3,19 3,42 2,78 2,26 3,13 3,63 3,16 3,38 2,74 1,82 2,49 2,58 2,97 2,20 2,14 2,20 1,00 1,00 3,16 3,28 2,75 2,94 2,23
13 M 3,10 3,09 2,46 2,90 2,08 2,09 3,42 2,78 2,26 3,13 2,63 2,26 2,19 2,74 3,42 2,49 3,94 2,97 2,20 2,99 2,20 2,43 1,00 1,99 1,83 3,94 2,94 2,23
14 N (Harisman) 3,10 3,09 2,46 2,90 3,08 2,09 2,19 2,78 2,26 3,13 2,63 3,61 1,00 2,74 3,42 2,49 2,58 1,00 1,00 2,14 1,00 2,43 2,16 1,00 1,00 1,89 1,00 1,00
15. Dukungan SosialResponden
8. Persyaratan Job (pekerjaan) 14. Masalah di tempat kerja

80
Selanjutnya dibuatkan rekapitulasi skor untuk semua variabel dengan cara
menjumlahkan setiap pertanyaan pada masing-masing variabel dan masing-
masing responden. Berikut adalah tabel hasil rekapitulasi.
Tabel 4.8 Rekapitulasi skor tiap responden
1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5
1 A 1,00 1,00 2,30 2,60 2,95 3,52 3,19 2,76 2,30 4,49 1,89 1,00 2,43 3,53 3,94 3,71 3,09 2,36 2,30 1,96 1,82
2 B(Nurani) 1,00 1,00 3,38 1,00 1,00 4,82 1,00 1,00 2,30 3,01 2,99 2,60 2,43 2,38 3,94 2,17 2,19 1,69 1,78 1,96 3,77
3 C(Darma) 1,00 3,16 3,38 1,00 1,00 1,00 1,00 3,95 4,82 4,49 4,49 1,00 2,43 4,49 3,15 2,17 1,00 1,00 1,00 1,00 3,77
4 D (sopian) 1,00 1,00 1,78 1,00 1,00 2,30 3,19 1,00 3,52 3,01 1,00 1,00 3,83 2,38 2,28 2,17 3,86 1,00 1,00 2,54 1,00
5 E(Nurlaila) 1,00 2,17 1,78 1,00 1,00 2,30 3,19 1,95 2,30 3,01 2,99 2,60 2,43 3,53 3,94 2,88 4,82 3,55 4,49 4,82 2,58
6 F(yasin) 1,00 1,00 1,00 1,00 1,00 2,30 2,09 1,00 3,52 1,00 2,99 1,00 2,43 1,00 1,00 2,88 2,19 1,00 1,78 1,96 1,00
7 G 1,00 2,17 3,38 3,38 1,00 3,52 3,19 2,76 3,52 3,01 2,99 2,60 1,00 2,38 2,28 1,00 2,19 2,36 3,19 3,42 1,00
8 H(Mutia) 1,00 1,00 1,00 2,07 1,00 3,52 2,09 1,00 2,30 3,01 2,99 2,60 1,00 1,00 1,00 1,00 3,09 2,36 3,19 3,42 2,58
9 I(Mei) 1,00 3,16 2,30 2,07 1,00 2,30 2,09 1,95 3,52 1,99 1,89 1,00 2,43 2,38 2,28 2,17 2,19 2,36 2,30 2,54 2,58
10 J(putrianingsih) 1,00 1,00 3,38 2,07 2,29 3,52 4,49 1,00 2,30 3,01 1,00 2,60 2,43 3,53 3,15 1,00 3,09 2,36 3,19 3,42 2,58
11 K 1,00 1,00 3,38 1,00 1,00 2,30 2,09 2,76 1,00 3,01 2,99 2,60 1,00 2,38 2,28 1,00 3,86 3,55 3,19 3,42 2,58
12 L(Hadi Suyono) 1,00 2,17 3,38 3,38 1,00 3,52 3,19 2,76 3,52 3,01 2,99 2,60 1,00 2,38 2,28 1,00 2,19 2,36 3,19 3,42 1,00
13 M 1,00 3,16 3,38 2,60 2,95 3,52 3,19 1,95 3,52 3,01 2,99 1,00 1,00 2,38 2,28 1,00 3,86 3,55 3,19 3,42 2,58
14 N (Harisman) 1,00 2,17 2,30 1,00 1,00 2,30 2,09 2,76 2,30 1,66 1,89 2,60 1,00 2,38 2,28 1,00 3,09 3,55 2,30 3,42 1,82
16. Bahaya Kerja 18. Beban Kerja Dan Tanggung Jawab20. Masa Depan
Pekerjaan AndaResponden
1 A 40,49 8,32 23,94 22,66 28,15
2 B(Nurani) 46,54 11,41 37,54 27,58 21,26
3 C(Darma) 32,08 6,06 28,17 22,31 44,03
4 D (sopian) 37,83 13,84 34,50 21,22 19,09
5 E(Nurlaila) 38,60 12,07 20,33 24,12 22,78
6 F(yasin) 33,61 13,84 23,68 24,51 18,20
7 G 46,43 12,57 50,83 21,26 30,58
8 H(Mutia) 44,37 12,57 29,96 25,39 23,62
9 I(Mei) 37,04 8,24 35,82 23,53 20,01
10 J(putrianingsih) 39,58 11,41 41,85 23,20 28,46
11 K 37,19 11,79 22,47 21,69 20,24
12 L(Hadi Suyono) 46,43 12,57 50,83 21,26 30,58
13 M 45,83 12,07 38,91 22,39 27,31
14 N (Harisman) 39,39 11,53 32,03 19,83 27,08
8. Persyaratan Job
(pekerjaan)
6. Bagaimana perasaan Anda
tentang diri anda sendiri
4. Kesehatan
Umum
3. Kesempatan
Kerja
2. Konflik di
PekerjaanResponden

81
Dari tabel diatas, selanjutnya dilakukan analisa korelasi dan regresi dengan
menggunakan software SPSS versi 18, sehingga diperoleh hasil sebagai berikut:
Tabel 4.9 Hasil Analisa korelasi dan regresi
1 A 9,52 30,20 8,85 32,76 11,54
2 B(Nurani) 13,81 25,17 6,38 28,64 11,39
3 C(Darma) 12,01 25,26 8,54 32,99 7,77
4 D (sopian) 14,28 24,57 4,78 25,69 9,40
5 E(Nurlaila) 17,38 21,92 5,95 31,13 20,25
6 F(yasin) 15,24 32,36 4,00 21,22 7,93
7 G 17,23 29,44 9,93 28,27 12,17
8 H(Mutia) 17,58 20,37 5,07 21,52 14,65
9 I(Mei) 18,06 22,20 8,54 24,01 11,98
10 J(putrianingsih) 16,00 27,43 8,75 28,03 14,65
11 K 12,73 28,16 6,38 23,43 16,60
12 L(Hadi Suyono) 17,23 29,44 9,93 28,27 12,17
13 M 15,74 31,65 12,08 25,86 16,60
14 N (Harisman) 15,90 19,19 6,48 22,27 14,19
20. Masa Depan
Pekerjaan Anda
18. Beban Kerja Dan
Tanggung Jawab
16. Bahaya
Kerja
15. Dukungan
Sosial
14. Masalah di
tempat kerjaResponden
kon_peke
(X1)
kes_kerj
(X2)
kes_umum
(X3)
per_diri
(X4)
psy_peke
(X5)
mas_kerj
(X6)
duk_sos
(X7)
bah_kerj
(X8)
beban_ke
(Y)
masa_dep
(X9)
Pearson Correlation 1 ,368 .654* ,133 -,033 ,318 ,115 ,431 ,035 ,317
Sig. (2-tailed) ,195 ,011 ,651 ,911 ,268 ,694 ,124 ,905 ,270
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,368 1 ,197 ,008 -.587* ,443 ,145 -,354 -.535
* ,229
Sig. (2-tailed) ,195 ,500 ,977 ,027 ,113 ,620 ,215 ,049 ,431
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation .654* ,197 1 -,218 ,254 ,444 ,202 .587
* ,053 -,133
Sig. (2-tailed) ,011 ,500 ,453 ,380 ,111 ,488 ,027 ,858 ,651
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,133 ,008 -,218 1 -,335 ,045 -,079 -,330 ,008 -,006
Sig. (2-tailed) ,651 ,977 ,453 ,242 ,879 ,788 ,248 ,978 ,985
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation -,033 -.587* ,254 -,335 1 -,233 ,087 .561
*.610
* -,211
Sig. (2-tailed) ,911 ,027 ,380 ,242 ,424 ,767 ,037 ,021 ,468
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,318 ,443 ,444 ,045 -,233 1 -,323 ,029 -,432 ,347
Sig. (2-tailed) ,268 ,113 ,111 ,879 ,424 ,260 ,922 ,123 ,224
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,115 ,145 ,202 -,079 ,087 -,323 1 ,411 ,176 -,241
Sig. (2-tailed) ,694 ,620 ,488 ,788 ,767 ,260 ,145 ,548 ,407
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,431 -,354 .587* -,330 .561
* ,029 ,411 1 ,429 ,142
Sig. (2-tailed) ,124 ,215 ,027 ,248 ,037 ,922 ,145 ,126 ,628
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,035 -.535* ,053 ,008 .610
* -,432 ,176 ,429 1 -,042
Sig. (2-tailed) ,905 ,049 ,858 ,978 ,021 ,123 ,548 ,126 ,886
N 14 14 14 14 14 14 14 14 14 14
Pearson Correlation ,317 ,229 -,133 -,006 -,211 ,347 -,241 ,142 -,042 1
Sig. (2-tailed) ,270 ,431 ,651 ,985 ,468 ,224 ,407 ,628 ,886
N 14 14 14 14 14 14 14 14 14 14
masa_dep
(X9)
*. Correlation is significant at the 0.05 level (2-tailed).
per_diri
(X4)
psy_peke
(X5)
mas_kerj
(X6)
duk_sos
(X7)
bah_kerj
(X8)
beban_ke
(Y)
Correlations
kon_peke
(X1)
kes_kerj
(X2)
kes_umum
(X3)

82
Tabel 4.10 Model Summary analisa jalur
Variables
Entered
Variables
Removed Method
1 bah_kerj,
mas_kerj,
per_diri,
masa_dep,
duk_sos,
kon_peke,
psy_peke,
kes_umum,
kes_kerja
. Enter
b. Dependent Variable: beban_ke (Y)
Variables Entered/Removedb
Model
a. All requested variables entered.
R Square
Change F Change df1 df2
Sig. F
Change
1 .779a ,606 -,279 4,46375 ,606 ,685 9 4 ,708
a. Predictors: (Constant), bah_kerj, mas_kerj, per_diri, masa_dep, duk_sos, kon_peke, psy_peke, kes_umum, kes_kerj
Model Summary
Model
R R Square
Adjusted R
Square
Std. Error of
the
Estimate
Change Statistics
Sum of
Squares df Mean Square F Sig.
Regression 122,811 9 13,646 ,685 .708a
Residual 79,700 4 19,925
Total 202,511 13
ANOVAb
Model
1
a. Predictors: (Constant), bah_kerj, mas_kerj, per_diri, masa_dep, duk_sos, kon_peke, psy_peke, kes_umum, kes_kerj
b. Dependent Variable: beban_ke
Standardized
Coefficients
B Std. Error Beta
(Constant) 14,706 26,008 ,565 ,602
kon_peke -,084 ,680 -,103 -,124 ,907
kes_kerj -,597 2,209 -,338 -,270 ,800
kes_umum ,210 ,380 ,520 ,552 ,611
per_diri ,491 1,126 ,250 ,436 ,685
duk_sos ,172 ,857 ,184 ,201 ,850
psy_peke ,285 ,279 ,489 1,021 ,365
masa_dep ,556 ,800 ,492 ,695 ,525
mas_kerj -,769 1,082 -,482 -,711 ,516
bah_kerj -,468 2,586 -,275 -,181 ,865
a. Dependent Variable: beban_ke (Y)
Coefficientsa
Model Unstandardized
Coefficients
t Sig.
1

83
Untuk koefisien jalur dapat dihitung dari hasil simulasi SPSS dimana Nilai R2
adalah 0,606, sehingga koefisien jalur (ρij ε) adalah
= (1-R2)1/2
= (1 – 0,606)1/2
= 0,628
Sehingga persamaan menjadi :
Y = −0,084 X1 – 0,597 X2 + 0,21 X3 + 0,491 X4 + 0,172 X5 + 0,285 X6
+ 0,556 X7 – 0,769 X8 – 0,468 X9 + 0,628
Sehingga dapat digambarkan diagram jalurnya sebagai berikut
Gambar 4.4 Hasil perhitungan analisa diagram jalur
Dari diagram diatas dapat ditentukan kontribusi variabel bebas terhadap variabel
terikat, berikut tabel kontribusinya.

84
Tabel 4.11 Tabel Kontribusi variabel bebas terhadap variabel terikat
Dari tabel kontribusi terlihat bahwa variabel yang paling berpengaruh adalah
varibael mas_kerja (X8) atau masalah pekerjaan, kemudian variabel kesempatan
kerja (X2) dan masa depan (X7).
4.3 Six Sigma
4.3.1 Tahap Define
A. Penentuan jenis parameter
Dari hasil rekapitulasi order tahun 2013 yang diambil dari sistem Foxpro
maka jumlah order total untuk Lab Air 2013 adalah 8394 order, dimana untuk
order berdasarkan Permenkes 416 adalah sejumlah 1399 order. Lihat diagram
berikut, garafik 10 besar order Laboratorium Air 2013
Gambar 4.5 Kurva Sepuluh besar order Laboratorium Air 2013
VariabelKoefisen
Jalur (ρ)
Kontribusi
(ρ2)
kon_peke (X1) -0,084 0,71%
kes_kerj (X2) -0,597 35,65%
kes_umum (X3) 0,210 4,39%
per_diri (X4) 0,491 24,10%
duk_sos (X5) 0,172 2,97%
psy_peke (X6) 0,285 8,11%
masa_dep (X7) 0,556 30,95%
mas_kerj (X8) -0,769 59,12%
bah_kerj (X9) -0,468 21,90%

85
Berdasarkan data rekap tahun 2013 untuk order UJI AIR BERSIH
(PERMENKES 416/IX/1990) merupaka order terbesar dengan 1399 order. Dari
hasil pareto tersebut maka selanjutnya dibuatkan VSM untuk order tersebut. (lihat
Gambar 4.3)
B. Pengukuran Waktu Standar
Berikut hasil pengukuran waktu standar untuk proses produksi PT UP dari
order IN sampai dengan order OUT.
1. Waktu Standar bagian adminstrasi dan supporting
Tabel 4.12 Tabel Waktu Standar bagian adminstrasi dan supporting
Sumber : Hasil Pengukuran
1 Cetak invoice (terima, cek, input,
kroscek, print)0,92
2 Manual 25,2
3 Different (print BAP & SPT) 0,77
4 LHP 6,74
5 PCU 2,48
6 Terbit OC 8,20
7 Val idator 2,05
8 Tanda Tangan 1,02
9 Preparasi Sampel 8,14
10 Veri fikas i laboratorium a i r 3,19
11 Verifikasi laboratrium udara 3,24
12 Validasi database 1,54
13 Pembuatan datasheet lab. air 2,16
14 Pembuatan datasheet lab. udara 3,60
No. PekerjaanWaktu Standar
(menit)

86
2. Waktu standar untuk analisa tiap parameter
Tabel 4.13 Waktu standar analisa untuk tiap parameter
Sumber : Hasil Pengukuran
Adapun untuk Order berdasarkan Permenkes 416 adalah merupakan
analisa air yang terdiri dari beberapa parameter (lihat Tabel 4.14)
1 Alkalinity 6,32 35 pH 15,74
2 Alumunium (Al) 4,14 36 Salinitas 2,78
3 Ammonia 3,90 37 Sendimen AAS 27,06
4 Bau dan Rasa 0,75 38 Seng (Zn) 31,76
5 Barium (Ba) 31,76 39 Sianida 7,63
6 Besi (Fe) 31,76 40 Silika 12,64
7 Boron (B) 31,76 41 Sulfat 5,81
8 COD 10,90 42 Sulfida 4,33
9 DHL 3,85 43 TDS 1,92
10 DO 7,45 44 TCLP (Preparasi) 19,32
11 Fenol 7,28 45 TCLP Boron 36,94
12 Fluorida 5,36 46 TCLP Fluorida 22,62
13 Kadminum (Cd) 31,76 47 TCLP Nitrat 21,99
14 Kalium (K) 31,76 48 TCLP Nitrit 21,74
15 Kalsium (Ca) 31,76 49 TCLP Sianida 22,10
16 Kekeruhan 3,60 50 Tembaga (Cu) 31,76
17 Kesadahan 4,18 51 Timbal (Pb) 31,76
18 Klorida 4,96 52 TKN 22,25
19 Klorin 6,46 53 TOC 44,50
20 Kobalt (Co) 31,76 54 Total Phospat 23,32
21 Krom (Cr) 31,76 55 TSS Gravimetri 58,59
22 Kromheksavalen 2,85 56 TSS Spektrometri 3,84
23 Magnesium (Mg) 4,14 57 Warna 2,56
24 MBAS 13,54
25 Mangan (Mn) 31,76
26 Minyak Lemak 6,67
27 Minyak Mineral 139,12
28 Natrium (Na) 31,76
29 Nikel (Ni) 31,76
30 Nitrat 5,29
31 Nitrit 2,27
32 Orto Phospat 12,83
33 Perak (Ag) 31,76
34 Permanganat (KMNO4) 5,12
No. ParameterWaktu Standar
(menit)No. Parameter
Waktu Standar
(menit)

87
Tabel 4.14 Parameter Analisa mengacu ke PERMENKES 416/IX/1990
NO PARAMETER SATUAN BAKU *)
MUTU METODE
A. FISIKA
1 Bau - Tdk.berbau Organoleptik
2 Zat padat terlarut (TDS) mg/L 1500 SNI 06-6989.27-2005
3 Kekeruhan NTU 25 SNI 06-6989.25-2005
4 Rasa - Tdk.berasa Organoleptik
5 Suhu (lab) **) oC Udara ±3oC SNI 06-6989.23-2005
6 Warna **) Pt-Co 50 SNI 6989.80:2011
B. KIMIA
1 Air Raksa (Hg) mg/L 0,001 APHA Ed. 22nd 3114.B, 3500-Hg-2012
2 Arsen (As) mg/L 0,05 APHA Ed. 22nd 3114.B, 3500-As 2012
3 Besi (Fe) **) mg/L 1,0 APHA Ed. 22nd 3010.A, 3120.B, 3500-Fe-2012
4 Fluorida (F) **) mg/L 1,5 APHA Ed. 22nd 4500-F.D-2012
5 Kadmium (Cd) **) mg/L 0,005 APHA Ed. 22nd 3010.A, 3120.B, 3500-Cd-2012
6 Kesadahan total (CaCO3) **) mg/L 500 SNI 06-6989.12-2004
7 Khlorida (Cl) **) mg/L 600 SNI 06-6989.19-2009
8 Khromium heksavalen (Cr VI) **) mg/L 0,05 SNI 6989.71-2009
9 Mangan (Mn) **) mg/L 0,5 APHA Ed. 22nd 3010.A, 3120.B, 3500-Mn-2012
10 Nitrat (NO3-N) **) mg/L 10 APHA Ed. 22nd 4500-NO3.E-2012
11 Nitrit (NO2-N) **) mg/L 1,0 SNI 06-6989.9-2004
12 pH (26 °C) **) - 6,5 - 9,0 SNI 06-6989.11-2004
13 Selenium (Se) mg/L 0,01 APHA Ed. 22nd 3114.B, 3500-Se-2012
14 Seng (Zn) **) mg/L 15 APHA Ed. 22nd 3010.A, 3120.B, 3500-Zn-2012
15 Sianida (CN) **) mg/L 0,1 APHA Ed. 22nd 4500-CN. E-2012
16 Timbal (Pb) **) mg/L 0,05 APHA Ed. 22nd 3010.A, 3120.B, 3500-Pb-2012
17 Sulfat (SO4) **) mg/L 400 SNI 06-6989.20-2009
18 Surfactan anion (MBAS) mg/L 0,5 SNI 06-6989.51-2005
19 Nilai Permanganat (KMnO4)**) mg/L 10 SNI 06-6989.22-2004
C. MIKROBIOLOGI
1 Total Koliform MPN/100ml 50 APHA Ed. 22nd 9221.B-2012
Sedangkan untuk pembagian analis di laboratorium air adalah sebagai
berikut:
Tabel 4.15 Pembagian Kerja Analis Air
Sumber : Data Pembagian Kerja Analis
ph CaCO3 Klorida COD TSS Sulfat Nitrat Ammonia Logam terlarut Flourida TCLP
suhu MM, MN, ML MBAS Fenol Total fosfat Cr6+
Nitrit TKN Logam total Sianida pH
TDSWarna
FTUOrto Pospat Silika
Chlorine
Na, K, Ca, Mg,
Ba, AgTOC
C organik
DHL Bau Alkali Sulfida BOD Sulfat Susunan kation
Salinitas Rasa Asidimetri DO Klorida
KMnO4 Karbonat Kemasaman
Logam
DARMA
Distribusi
Parameter
N total
P2O5
K2O
Input Hasil
Analisis Lab Air
dan Udara
KTK
Tekstur
HADIIRIN
AIR Tanah
SEVI KIKI DINI ABU SILVI CICI REDA MILZAM/SHERLY ULFA/MIRANTI

88
A. Peta Kerja
Dari hasil pengukuran waktu baku diatas maka selanjutnya di masukkan ke
dalam peta aliran proses (Gambar 4.7) berikut:
Gambar 4.6 Peta aliran proses order Permenkes 416 PT. Unilab Perdana
Dari diagram peta tersebut tersebut terlihat bahwa total waktu yang
dibutuhkan untuk menyelesaikan order Permenkes 416/1990 adalah 3998,48
menit atau 66,6 jam atau 2,78 hari (2 hari 18,6 jam).
Setelah didapatkan data penyelesaian satu order Permenkes 416/1990,
maka dapat dihitung kapasitas perhari yang dapat dikerjakan oleh laboratorium,
hal ini terdapat pada Tabel 4.16.
PETA ALIRAN PROSES
KegiatanSekarang Usulan Beda
Total
Uraian KegiatanLambang
Analisa
Wa
ktu
(mn
t)
Jml Jml JmlWkt WktWkt
1. Penerimaan Contoh Uji
4. Penyiapan Contoh Uji
2. Penomoran Contoh Uji
13.Verifikasi
15. Validasi 1
17. Penerbitan LHP
19. Validasi 2
21. LHP Approval
23. Cetak Invoice & BAP
24. Penyimpanan Dokumen
9. Analisa Sample (paralel tiap parammeter)
3. Sampel dibawa ke R penyiapan contoh uji
5. Pembuatan Data Sheet
8,2
2,48
8,14
31,76
3,24
1,54
6,74
2,05
1,02
26,89
Jum
lah
Jara
k (m
)6. Sample menunggu esok hari 900
Ap
a
Dim
an
a
Ka
pa
n
Sia
pa
Ba
ga
ima
na
Ga
bu
ng
an
Uru
tan
Te
mp
at
Ora
ng
Pe
rba
ika
n
Catatan
Tindakan
Ubah
25 0,5
20 0,4
11. Hasil analisa dibawa ke ruang verifikasi
12. Menunggu Verifikasi 120
0,28
2,48
10. Menunggu Hasil Analisa Lengkap 2880
14. Hasil verifikasi dibawa ke ruang validasi
16. Hasil Validasi dibawa ke ruang LHP
18. LHP dibawa ke ruang validator 2
No Peta :
Orang Bahan
Sekarang Usulan
Dipetakan oleh : - ...............
- ...............
Tanggal dipetakan :
Pekerjaan : Analisa order Permenkes 416
Penyimpanan
Delay
Transportasi
Inspeksi
Operasi
8 0,2
10
24
20. LHP dibawa ke ruang Ruang approval
22. LHP dibawa ke ruang cetak invoce & BAP
8
8
0,2
0,2
0,3
0,5
9
3
8
1
3
89,25
6,73
2,5
3900
-
-
3998,4824
7. Analis Mengambil sample di ruang sampel
8. Analisa Membawa sampel ke Ruang analisa
1,54

89
Tabel 4.16 Hasil Perhitungan C/T, Uptime, dan U/D
Sumber : Hasil Pengukuran
Keterangan:
- Waktu standar : hasil pengukuran waktu standar PT. UP.
- Jumlah Man Power : banyaknya tenaga kerja yang in charge pada pekerjaan
tersebut.
- Waktu tersedia (mnt/hari): alokasi waktu tersedia dalam 1 hari dimana, 1 hari
= 8 jam kerja/hari
- Kapapasitas perhari adalah waktu tersedia per hari dibagi dengan waktu
standar.
- Load work adalah jumlah beban kerja dalam setahun berdasarkan parameter
beban kerja masing-masing.
- Jumlah hari kerja tersedia/tahun dimana 1 tahun 365 hari, 52 minggu, 1
minggu 5 hari kerja (Senin-Jum’at).
- Kap Aktual/hari adalah load work dibagi dengan jumlah hari tersedia dalam
setahun.
- Uptime adalah persentase kapasitas yang digunakan (aktual kap/hari dibagi
dengan kap. Perhari teoretis)
.
4.3.2 Tahap Measure
PT. UP merupakan laboratorium pengujian lingkungan hidup dengan
komoditi air, udara, biota dan tanah. Output yang dihasilkan adalah Laporan Hasil
Pengujian (LHP). Sebelum LHP dikirimkan ke customer, ada tahapan pengecekan
Cetak Invoice 1,69 1,00 480,00 285 9.679 order 261 37 13,03%
LHP 6,74 3,00 1440,00 214 58.074 sampel 783 74 34,72%
PCU 2,48 2,00 960,00 387 58.074 sampel 522 111 28,74%
Terbit OC 8,20 2,00 960,00 117 9.679 order 522 19 15,84%
va l i das i 2 Va l idator 2,05 1,00 480,00 234 58.074 sampel 261 223 95,03%
Tanda Tangan 1,02 3,00 1440,00 1412 58.074 sampel 783 74 5,25%
Preparasi Sampel 8,14 2,00 960,00 118 58.074 sampel 522 111 94,33%
Verifikas i laboratori um a ir + udara 3,19 2,00 960,00 301 58.074 sampel 522 111 36,97%
Validasi 1 database 1,54 1,00 480,00 312 58.074 sampel 261 223 71,39%
Analisa (logam-ICP) 31,76 1,00 480,00 15 1.399 sampel 261 5 35,47%
UptimePekerjaanWaktu Standar
(menit) (C/T)
Jumlah
Man Power
Waktu tersedia
mnt/hari
Kap. perhari
(teoretis)
Load work tahun
2013
Jumlah hari kerja
tersedia/tahun
Aktual Kap./hari
(U/D)

90
yang dilakukan. Pada tahap ini LHP dinyatakan OK jika telah memenuhi kriteria-
kriteria sebagai berikut:
Tabel 4.17 Variabel kecacatan dan standar
Sumber : Prosedur Kualitas PT Unilab Perdana
Adapun untuk jenis cacat Lab air tahun 2013 untuk Order berdasarkan
Permenkes 416 dapat dilihat pada Tabel 4.18.
Tabel 4.18 Kecacatan order Permenkes 416 per bulan tahun 2013
Sumber : Data Pengamatan
Jika disetahunkan jenis kecacatan maka terlihat pada Tabel 4.19.
Tabel 4.19 Rekapan Kecacatan order permenkes 416 selama tahun 2013
Sumber : Hasil Perhitungan
a. Perhitungan Nilai Sigma
Untuk Lab Air, Order PERMENKES 416 adalah sebagai berikut
No Jenis Kecacatan Standar Metode
1 Fisik Kertas: Sobekan tidak rata Sobekan kertas rata pada ujung Visual
2 Print out Format LHP tidak meleset Print out tepat di tengah posisi kertas Visual
3 Kesesuaian berita acara pekerjaan dengan surat perintah kerja Sesuai dengan Berita acara pekerjaan Visual
4 Kesesuaian kesetimbangan Anion-Kation Setimbang anion-kation perhitungan dan metode analisis
5 Kesesuaian hasil analisa dengan indikasi pengamatan data lapangan Sesuai antara data insitu dan hasil analisa perhitungan dan metode analisis
Januari Februari Maret April Mei Juni Juli Agustus September Oktober November Desember
1 Fisik Kertas: Sobekan tidak rata 9 2 3 5 6 5 7 2 2 2 3 4
2 Print out Format LHP meleset 10 8 8 3 3 12 10 2 2 2 3 9
3Kesesuaian berita acara dengan surat
perintah kerja 17 6 6 10 16 16 16 3 3 3 6 8
4Kesesuaian kesetimbangan Anion-
Kation 29 22 20 18 17 27 28 7 8 6 15 17
5Kesesuaian hasil analisa dengan indikasi
pengamatan data lapangan 16 18 11 10 16 20 24 6 6 5 8 8
No Jenis KecacatanBulan
No. Faktor Kesalahan Jumlah persentase
1 Kesesuaian kesetimbangan Anion-Kation 214 36%
2Kesesuaian hasil analisa dengan indikasi pengamatan
data lapangan 148 25%
3 Kesesuaian berita acara dengan surat perintah kerja110 19%
4 Print out Format LHP meleset72 12%
5 Fisik Kertas: Sobekan tidak rata50 8%
594 100%Total

91
- Jumlah unit yang diperiksa : 1399 (jumlah order Permenkes 416 tahun
2013)
- DPU = defect / unit
= 594 / 1399
= 0,4256
- TOP = jumlah unit diperiksa x opportunities(CTQ)
= 5 x 1399
= 6995
- DPO = banyak cacat yang ditemukan/( jumlah unit diperiksa x CTQ)
= 594/ 6995
= 0,08492
- DPMO = DPO x 1.000.000
= 0,08492x 1.000.000
= 84920
- Nilai SIGMA = normsinv ((1.000.000 – DPMO) / 1.000.000 + 1,5
= 2,9
4.3.3 Tahap Analyze
Pada tahap ini dilakukan analisa terhadap hasil dari proses measure,
dimana pada tahap tersebut dihasilkan kecacatan yang paling sering yaitu untuk
paramater kesesuaian kesetimbangan anion-kation. Pada tahap ini akan dilakukan
analisa untuk mencari akar penyebab dengan menggunakan diagram tulang ikan

92
Gambar 4.7 Diagram Analisa Tulang Ikan
Setelah dilakukan analisa terhadap hasil root caused maka dilakukan tahap
penentuan faktor dominan yang mempengaruhi terhadap defect. Penentuan faktor
dominan menggunakan metoda FMEA (Failure Mode Effect Analyze) lihat Tabel
4.21. Dari tabel tesebut terlihat bahwa faktor ruangan mempunyai Nilai RPN 600,
berikut adalah 5 besar dengan nilai RPN terbesar.
Tabel 4.21 Ringkasan FMEA dengan 5 besar penyebab
Sumber : Hasil Perhitungan
No Penyebab Kegagalan RPN
1 Ruangan analisa kurang nyaman 600
2 Kekurangan peralatan (gelas ukur, nesler, pipet) 500
3 Beban kerja analis yang belum merata 360
4Belum memiliki standar CRM (Certified Reference Material)
dengan fungsi trueness280
5Pemakaian air suling yang tidak memenuhi standar daya hantar
listrik (< 2 mikro mhos)270

93
Tabel 4.20 Hasil perhitungan FMEA
Sumber : Hasil Perhitungan
Pemakaian air suling yang tidak memenuhi standar
daya hantar listrik (< 2 mikro mhos)3
Pengecekan dilakukan tetapi tidak
efektif9 270
Belum memiliki standar CRM (Certified Reference
Material) dengan fungsi trueness7 Belum dilakukan pengecekan 4 280
Ruangan analisa kurang nyaman 6 Belum dilakuakan pengecekan 10 600
Waktu analisa tidak tepat (melebihi batas waktu) 2 Pengecekan dengan lembar kontrol 10 200
Keterlambatan preparasi samnpel, sehingga terjadi juga
keterlambatan pemberian pengawet6 Pengecekan dengan lembar kontrol 4 240
Keterlambatan analisa terhadap sampel 5 Pengecekan dengan lembar kontrol 4 200
Keterlambatan pemberian pengawet ketika sampling 6 Pengecekan dengan lembar kontrol 4 240
Kesalahan perhitungan faktor pengenceran 3 Diperiksa oleh validator 2 60
Salah input data analisaa pada LDA dan database 2 Diperiksa oleh validator 2 40
Kompetensi analis yang kurang dan berbeda-beda 6Uji kompetensi analis tiap tahun
dan training2 120
Beban kerja analis yang belum merata 6 Sudah ada pembagian kerja 6 360
Belum ada verifikasi validator 3 Training untuk validator 3 90
Kekurangan peralatan (gelas ukur, nesler, pipet) 5 Belum dilakukan pengecekan 10 500
Standar kebersihan alat ukur belum ada 2 Belum dilakukan pengecekan 10 200
Perawatan peralatan belum berjalan sesuai jadawal 4 Schedule perawatan tidak berjalan 6 240
Belum konsisten uji kinerja peralatan 3 Uji kinerja tidak berjalan efektif 5 150
Pembuatan kontrol % recovery tidak sesuai dengan
standar yaitu 5 – 10% per bacth sample.3 Diperiksa oleh validator 4 120
Process Function Potential Failure Mode Potential Effect(s) of Failure S e v Potential Cause(s)/ Mechanism(s) of Failure O c c u r Current Control Detection R P N
Order Permenkes 416Ketidaksesuain Kesetimbangan
Anion Kation
Kesetimbangan Anion Kation
lebih atau kurang dari standar10

94
4.3.4 Tahap Improve
4.3.4.1 Ruangan analisa dengan mengacu ke kebutuhan standar ruang
analisa (mengacu ke Permen LH No 06/2009).
A. Gambaran Umum Lay Out Ruangan Laboratorium
Berikut adalah Kondisi Akomodasi dan Laboratorium Lingkungan yang
dipersyaratkan sesuai dengan Permen LH No 06/2009.
1. Laboratorium lingkungan harus memiliki ruangan yang memenuhi persyaratan
sesuai peruntukannya, antara lain :
a. Ruang penyimpanan contoh uji termasuk contoh uji arsip disesuaikan
dengan kebutuhan dengan suhu 4oC ± 2
oC.
b. Ruang timbang yang bebas debu dilengkapi meja bebas getar dengan suhu
ruangan 20oC ± 3
oC dan kelembaban 45% - 65% serta disarankan untuk
menggunakan pintu ganda.
c. Ruang preparasi contoh uji dilengkapi meja dengan ukuran minimal lebar
90 cm, tinggi 80 cm dan panjang disesuaikan kebutuhan.
d. Ruang instrumen dengan suhu ruangan 20oC ± 3
oC dan kelembaban 45% -
65%, misalnya untuk:
• Spektrofotometer UV-Vis disarankan berukuran minimal 6 m2
• AAS/ICP/Hg-analyzer disarankan berukuran minimal 7,5 m2
yang
dilengkapi dengan exhaust fan dan penyimpanan gas harus berada di
luar ruangan
• GC/GC-MS/HPLC/IC disarankan berukuran minimal 6 m2 yang
dilengkapi dengan exhaust fan dan penyimpanan gas harus berada di
luar ruangan
e. Ruang mikrobiologi yang dilengkapi dengan ruang steril dan bebas debu
(Laminar Air Flow Cabinet) untuk pengujian mikroorganisme.
f. Ruang penyimpanan bahan kimia atau standar acuan atau bahan acuan
dengan suhu ruangan dan kelembaban disesuaikan dengan persyaratan.
g. Lemari asam harus digunakan untuk preparasi menggunakan bahan kimia
pekat atau pelarut organik yang mudah menguap.

95
2. Jarak minimum antar meja kerja harus dipertimbangkan untuk kenyamanan
dalam melakukan kegiatan laboratorium. Posisi meja kerja sedapat mungkin
tidak mengganggu kegiatan personel lain.
Gambar 4.8 Jarak Standar Ruang Analisa
Adapun jarak antar meja kerja, disarankan sebagai berikut:
(a) Pekerja di salah satu sisi meja, tidak ada pekerja lain yang lewat
dibelakangnya maka jarak minimum 1020 mm.
(b) Pekerja di salah satu sisi meja, namun ada pekerja lain yang lewat
dibelakangnya maka jarak minimum 1200 mm.
(c) Pekerja di salah satu sisi meja pada dua meja yang sejajar, tidak ada pekerja
lain yang lewat dibelakangnya maka jarak minimum 1350 mm.
(d) Pekerja di salah satu sisi meja pada dua meja yang sejajar, namun ada pekerja
lain yang lewat dibelakangnya maka jarak minimum 1800 mm.
Secara umum PT. UP menempati gedung Unilab yang terdiri dari 2 lantai.
Lantai 1 diperuntukan untuk kegiatan Laboratoium dan lantai 2 diperuntukkan
sebagai ruang administrasi dan pertemuan. Untuk lantai 1 secara umum terdiri
dari :
a. Laboratorium Air
b. Laboratorium Udara
c. Customer Service
d. Preparasi sampel

96
Berikut adalah lay out Ruangan Laboratorium Lantai 1
Gambar 4.9 Lay out ruangan Lt. 1 PT Unilab Perdana
Sedangkan lay out meja kerja berserta jarak antar meja, dapat terlihat pada
Gambar 4.10 :
D E N A H P T . U n i l a b P e r d a n a S k a l a 1 : 1 0 0
P a r k i r
P T . U N I L A B P E R D A N A
L a n t a i 1U p
U p
L a b U d a r a
L a b A I R
A A S
P r e p a r a s i
S a m p l e
R u a n g P a n a s
W c
D o w n
P C U
C SW C
T i m b a n g a n
R u a n g
A n a l i s
A d m .
L a b .
R u a n g
C u c i
P a n t r i
P e n y i m p a n a n
S a m p l e
T a n a h
R u a n g A s a m
W C
W C

97
Gambar 4.10 Layout Meja Kerja dan Ruang Analisa Laboratorium Air
B. Hasil pengukuran udara lingkungan kerja
Adapun hasil pengukuran kondisi ruangan laboratorium air adalah sebagai
berikut:
a. Temperatur : 26-27 oC
b. Kelembaban : 61-64 % RH
c. Hasil Pengujian Kimia
Layout Denah Ukuran Ruang Lingkup Kerja Lt. 1
Skala 1 : 50
Jalan
Ruang
Panas
Ruang
Asam
Ruang
Analisis
Lab AIR
Ruang
Analisis
Lab UDARA
Ruang
Input Data
Analis
Ruang Cuci
Ruang
Adm. Lab Ruang
Timbangan
Ruang ICP,
AAS, GC
MS
18 m
6 m
9 m
3 m
3 m
3 m4,5 m
1,5 m 1,5 m1,5 m 1,5 m 1,5 m
Meja
I
Meja
II
Meja
III
Meja
IVMeja
V
Meja
VI
Meja
VII
Meja
VIII
Meja
IX
Meja
X

98
Tabel 4.21 Hasil Pengukuran Udara Lingkungan Kerja Laboratorium Air
NO PARAMETER SATUAN
BAKU MUTU
*) HASIL METODE
NAB KTD
1 Debu mg/m3 10 - 0,129 SNI 19-7119.3-2005
2 Nitrogen Dioksida (NO2) **) BDS 3 5 0,0110 18-2/IK/ULK-NO2
3 Sulfur Dioksida (SO2) **) mg/m3 - 0,25 0,018 18-1/IK/ULK-SO2
4 Oksidan (Ox) **)
• Pekerja berat BDS 0,05 -
0,0095 18-4/IK/ULK-O3
• Pekerja sedang BDS 0,08 -
• Pekerja keras BDS 0,10 -
• Pekerja berat, sedang, dan
keras ( ≤ 2 jam)
BDS 0,20 -
5 Timah Hitam (Pb) mg/m3 0,05 - 0,00004 SNI 19-7117.4-2005
6 Amonia (NH3) **) mg/m3 17 24 0,017 18-3/IK/ULK-NH3
7 Hidrogen Sulfida (H2S) **) BDS 1 5 0,0034 18-5/IK/ULK-H2S
Keterangan :
*) =Peraturan Menteri Tenaga Kerja dan Transmigrasi No. PER.
13/MEN/X/2011 Lampiran II. NAB Faktor Kimia Di Udara Tempat Kerja
**) =Parameter terakreditasi oleh KAN No. LP-195-IDN
NAB = Nilai Ambang Batas Faktor Kimia di Udara Lingkungan Kerja
KTD = Kadar tertinggi diperkenankan
BDS = Bagian dalam sejuta (bagian uap / gas per juta volume dari udara
terkontaminasi)
Sedangkan kondisi pencahayaan seluruh ruangan adalah sebagai berikut:
I. Udara Lingkungan Kerja
No. identifikasi contoh : 0002-9/CH/08/2013
Uraian contoh : Cahaya Lingkungan Kerja **)
Tanggal pengambilan : 05 Agustus 2013
Tanggal diterima di Lab : 05 Agustus 2013
Tanggal pengujian : 05 Agustus 2013 sampai 27 September 2013

99
Tabel 4.22 Hasil Pengukuran Pencahayaan seluruh ruangan
NO. LOKASI HASIL
( LUX )
BAKU MUTU
*)
(LUX)
STATUS
1 Lab air 165 300 Belum memenuhi
2 Lab udara 183 300 Belum memenuhi
3 R. Preparasi sampel 196 200 Belum memenuhi
4 R. Cuci alat gelas 99 300 Belum memenuhi
5 R. Admin umum (Bu Dewi) 102 300 Belum memenuhi
6 R. Akuntansi 62 300 Belum memenuhi
7 R. Manajer mutu 116 300 Belum memenuhi
8 R. Marketing 34 300 Belum memenuhi
9 R. Business development 46 300 Belum memenuhi
10 R. LHP 41 300 Belum memenuhi
11 R. Direktur 109 300 Belum memenuhi
12 R. Ka. Lab 715 300 Memenuhi
13 R. Adm. Lab (M. Teknis) 162 300 Belum memenuhi
14 R. CS 222 300 Belum memenuhi
15 R. PCU 236 300 Belum memenuhi
16 R. Adm. Sampling 44 300 Belum memenuhi
17 R. Peralatan 58 300 Belum memenuhi
18 Ruang Pantry 42 100 Belum memenuhi
19 Ruang Panas 195 200 Belum memenuhi
METODE SNI 16-7062-2004
Sumber : Hasil Pengukuran
Berikut adalah standar penerangan ruangan kerja sesuai dengan Kepmen.
*) KEPUTUSAN MENTERI KESEHATAN REPUBLIK INDONESIA
Nomor 1405/MENKES/SK/XI/2002 Lampiran II/V/A
Tentang : Persyaratan Kesehatan Lingkungan Kerja Perkantoran dan Industri
(Intensitas Cahaya di ruang kerja)
Tabel 4.23 Standar tingkat pencahayaan ruangan
JENIS KEGIATAN TINGKAT PENCAHAYAAN
MINIMAL (LUX) KETERANGAN
Pekerjaan Kasar &
tidak terus menerus
100 Ruang penyimpanan & ruang peralatan/intensitas
yang memerlukan pekerjaan yang kontinyu
Pekerjaan kasar &
terus menerus
200 Pekerjaan dengan mesin dan kontinyu
Pekerjaan rutin 300 Ruang administrasi, ruang control, pekerjaan mesin
& perakitan/penyusun
Pekerjaan agak halus 500 Pembuatan gambar atau berkerja dengan mesin
kantor pekerja pemeriksaan atau pekerjaan dengan
mesin
Pekerjaan halus 1000 Pemilihan warna, pemrosesan tekstil, pekerjaan
mesin halus & perakitan halus
Pekerjaan amat halus 1500
Tidak menimbulkan bayangan
Mengukir dengan tangan, pemeriksaan pekerjaan
mesin dan perakitan yang sangat halus
Pekerjaan terinci 3000
Tidak menimbulkan bayangan
Pemeriksaan pekerjaan, perakitan sangat halus

100
C. Sistem ventilasi setiap ruangan.
Sistem ventilasi laboratorium PT UP terdiri dari exhoust fan, yang terletak
di ruang analisa BOD, ruang Asam dan ruang Lab Udara. Fungsi dari alat ini
adalah untuk mengeluarkan uap-uap dari bahan kimia yang berbau dan berbahaya
bagi kesehatan.
Dari data-data tersebut diatas maka dapat disimpulkan beberapa hal sebagai
berikut:
a. Sistem ventilasi udara berjalan dengan baik (hasil pengukuran untuk zat NO2
dan SO2) jauh dari ambang batas normal.
b. Penerangan area kerja kurang baik, hasil pengukuran menyatakan dibawah
standar (<300 lux).
c. Kelembaban ruangan cenderung tinggi, tetapi masih dibawah ambang batas.
d. Temperatur ruangan nyaman.
e. Jarak meja III dengan Meja IV pada Ruang Lab Air tidak sesuai standar
dimana jaraknya 1,5 m, yang seharusnya 1,8 m
4.3.4.2 Kekurangan peralatan gelas
Peralatan laboratorium terbagi menjadi beberapa kategori yaitu:
a. Peralatan Utama, merupakan peralatan yang digunakan untuk analisa secara
langsung seperti alat gas chromatography, ICP, AAS, TOC analyzer,
spektrofotometer, buret digital
b. Peralatan Pendukung, merupakan peralatan yang digunakan untuk analisa
secara tidak langsung, seperti gelas ukur, botol sample, labu ukur, pipet
ukur/tetes, kuvet, dan lain-lain.
Dari identifikasi dan input dari analis laboratorium, kekurangan peralatan
pendukung yang harus dipenuhi terdapat pada Tabel 4.24.

101
Tabel 4.24 List kekurangan peralatan pendukung analisa
No Nama Alat Aktual Qty Kekurangan
1 Erlenmeyer 250 ml 160 pcs 60 pcs
2 Labu ukur 25 ml 367 pcs 90 pcs
3 Labu ukur 50 ml 82 pcs 12 pcs
4 Spatula SS 16 pcs 10 pcs
5 Tabung Nessler 50 ml 100 pcs 50 pcs
6 Tabung Durham 1537 pcs 250 pcs
7 Tabung Ulir 16x150 mm 2385 pcs 600 pcs
Sumber : List Kebutuhan alat PT Unilab Perdana
4.3.4.3 Beban kerja analis yang belum merata
Pembagian kerja analis laboratorium air saat ini telah berjalan seperti
pada Tabel 4.25 berikut:
Tabel 4.25 Pembagian Parameter analisa analis
Sumber : Hasil Perhitungan
Dengan memasukkan nilai beban kerja berdasarkan waktu standar dan
jumlah parameter dianalisa tahun 2013, maka diperoleh waktu beban kerja
masing-masing analis yang terdapat pada Tabel 4.30. Hasil tabulasi beban kerja
masing-masing analis terdapat pada Tabel 4.26
ph CaCO3 Klorida COD TSS Sulfat Nitrat Ammonia Logam terlarut Flourida TCLP
suhu MM, MN, ML MBAS Fenol Total fosfat Cr6+
Nitrit TKN Logam total Sianida pH
TDSWarna
FTUOrto Pospat Silika Chlorine
Na, K, Ca, Mg,
Ba, AgTOC
C organik
DHL Bau Alkali Sulfida BOD Sulfat Susunan kation
Salinitas Rasa Asidimetri DO Klorida
KMnO4 Karbonat Kemasaman
Logam
DARMA
Distribusi
Parameter
N total
P2O5
K2O
Input Hasil
Analisis Lab Air
dan Udara
KTK
Tekstur
HADIIRIN
AIR Tanah
SEVI KIKI DINI ABU SILVI CICI REDA MILZAM/SHERLY ULFA/MIRANTI

102
Tabel 4.26 Perhitungan waktu beban kerja analis tahun 2013
Sumber : Hasil Perhitungan
Tabel 4.27 Perhitungan beban kerja analis dibandingkan dengan waktu
tersedia tahun 2013
Waktu Baku Waktu Baku Waktu Baku
(menit) (menit) (menit)
ph CaCO3 4,18 4421 18480 Klorida 4,96 6488 32180
suhu MM, MN, ML 6,67 11335 75604 MBAS 13,54 12818 173556
TDS1,92 11199 21502 Warna 2,56 5280 13517 FTU 2,56 5384
13783
DHL 3,85 866 3334 Bau
Salinitas 2,78 853 2371 Rasa
KMnO4 5,12 5899 30203
29,41 332955 14,16 111222 21,06 219519
0,75
17506
Beban Kerja
2013 (menit)
total
parameter
2013
Beban Kerja
2013
(menit)
SEVI KIKI DINIBeban Kerja
2013
(menit)
total
parameter
2013
15,74
total parameter
2013
275544
4828 3621
Waktu Baku Waktu Baku Waktu Baku
(menit) (menit) (menit)
COD 10,9 11153 121568 TSS 3,84 12293 47205 Sulfat 5,81 7004 40693
Fenol 7,28 7223 52583 Total fosfat 23,32 1916 44681 Cr6+
12,64 9118 115252
Orto Pospat 12,83 152019502
Silika 12,64 2443084
Alkali 6,32 0 0
Asidimetri 4,18 0 0
18,18 174151 39,99 111388 41,59 159028,92
Beban Kerja
2013 (menit)
total parameter
2013
Beban Kerja
2013
(menit)
total
parameter
2013
ABU SILVI IRINBeban Kerja
2013
(menit)
total
parameter
2013
Waktu Baku Waktu Baku Waktu Baku
(menit) (menit) (menit)
Nitrat 5,29 10846 57375,34 Ammonia 3,9 9966 38867 Logam terlarut
Nitrit 2,27 9883 22434,41 TKN 22,25 41 912 Logam total
Chlorine 6,45 7622 49162
Na, K, Ca,
Mg, Ba, Ag
Sulfida 4,33 7386 31981
7,56 79809,75 36,93 120923 31,76 353870
total parameter
2013
Beban Kerja
2013
(menit)
total
parameter
2013
Beban Kerja
2013 (menit)
total
parameter
2013
Beban Kerja
2013 (menit)CICI REDA
31,76 11142 353870
MILZAM/SHERLY
No AnalisBeban kerja
2013 (menit)
Waktu tersedia
selama 1 tahunKurang/lebih
1 SEVI 332955 125280 -207675
2 KIKI 111222 125280 14058
3 DINI 219519 125280 -94239
4 ABU 174151 125280 -48871
5 SILVI 111388 125280 13892
6 IRIN 159029 125280 -33749
7 CICI 79810 125280 45470
8 REDA 120923 125280 4357
9 MILZAM/SHERLY 176935 125280 -51655

103
Dari tabel tesebut jika dilihat berdasarkan beban kerja terdapat
ketimpangan dimana ada analis yang mempunyai beban berlebih dari waktu
yang tersedia. Terlihat bahwa untuk analis Sevi, Dini, Abu, Irin, dan
Milzam/Sherly beban kerja berlebih selama tahun 2013, dan sebaliknya untuk
analis Kiki, Silvi, Cici, dan Reda, dimana beban kerja kurang selama tahun
2013.
4.3.4.4 Belum memiliki Standar CRM (Certified Reference Material) dengan
Fungsi Trueness
Bahan acuan (reference material) adalah suatu bahan atau zat yang
salah satu atau lebih sifat-sifatnya telah diukur dan diperoleh datanya akurat.
Bahan acuan memiliki sifat homogen dan cukup stabil, dengan hirarki
tergantung dari tingkat akurasi dan posisinya dalam mata rantai ketelusuran
(APHA, 2012). Bahan acuan primer bersertifikat (Certified Primary Reference
Material) adalah suatu bahan acuan primer yang nilai dari salah satu atau lebih
sifat-sifatnya ditetapkan dengan prosedur teknis yang valid serta tiap-tiap nilai
tersebut akurasinya memiliki ketelusuran dan ketidakpastian dengan tingkat
kepercayaan tertentu dan disertifikasi oleh badan sertifikasi, misal: NIST,
IRRM, BAM, NPL, LGL dan lain-lain. Bahan acauan bersertifikat yang
diproduksi oleh NIST, secara komersial disebut standar acuan bersertifikat
(standard reference material, SRMs). (Instruksi kerja jaminan dan pengendalian
mutu, 2003).
Saat ini Standar CRM yang dimiliki oleh PT. UP adalah CRM
sekunder, bahan padatan murni (pro analisis), gas murni bersertifikat, CRM
primer yang digunakan untuk pembuatan kurva kalibrasi, sedangkan standar
primer CRM trueness belum dimiliki. Fungsi CRM trueness adalah untuk
memeriksa apakah kurva kalibrasi yang dibuat sudah valid dan dapat ditelusur.
Dengan tidak adanya standar CRM trueness PT. UP belum memenuhi ketentuan
jaminan mutu laboratorium. Hal ini dapat berakibat konsentrasi sampel yang
dihitung menggunakan kurva kalibrasi belum valid. Belum validnya kurva

104
kalibrasi dapat mempengaruhi hasil analisis kesetimbangan kation dan anion
pada saat memeriksa laporan hasil pengujian.
4.3.4.5 Pemakaian Air Suling yang Belum Memenuhi Standar Daya Hantar
Listrik (<2 mikro mhos)
Dalam melakukan kegiatan analisa di laboratorium menggunakan
peralatan pendukung dan bahan kimia pendukung. Salah satu bahan kimia
pendukung adalah air suling. Air suling digunakan sebagai faktor utama dalam
analisis untuk membuat pereaksi, blanko, dan larutan pengenceran. Air suling
didapatkan dari suatu proses pemurnian dan penjernihan air sesuai dengan
peruntukannya sebagai air suling dalam proses analisis. Air suling yang
digunakan harus memenuhi standar kualitas sesuai dengan Tabel 4.28, yaitu
sebagai berikut:
Tabel 4.28 Tabel Standar Parameter Air Suling
No Deskripsi Nilai acuan Metode
1 Warna Tidak berwarna visual
2 Bau Tidak berbau organoleptik
3 DHL (Daya Hantar Listrik) < 2 mikro mhos SNI 6989.78:2011
Sumber : Prosedur Mutu PT Unilab Perdana
Dari beberapa parameter tersebut diatas maka untuk parameter DHL
belum diterapkan prosedur mutu untuk kualitas air suling hasil pengolahan
internal. DHL adalah parameter yang menyatakan kandungan jumlah anion dan
kation yang terkandung di dalam air (APHA, 2012). Semakin besar nilai DHL
maka semakin banyak kandungan anion dan kation yang berarti semakin besar
mempengaruhi proses analisa. Jika parameter DHL tidak dilakukan pemeriksaan
pada proses pengujian di laboratorium maka apabila konsentrasi DHL tinggi akan
menambah konsentrasi dari sampel yang diperiksa.
Air suling yang digunakan PT. UP didapatkan dari sumber internal
yaitu hasil penyulingan dari air PAM atau air tanah. Adapun alat yang digunakan
adalah water purification type Milli-Q, dari brand Merck, kapasitas 16 liter/jam.

105
Berikut rekomendasi perbaikan untuk faktor-faktor tersebut diatas
Tabel 4.29 Rekomendasi perbaikan dari 5 penyebab
Sumber : Hasil Perhitungan
A. Redesign ruangan analisa dengan mengacu pada PermenLH No. 6/2009
Tindakan perbaikan yang harus dilakukan untuk memperbaiki
kekurangan kondisi pada laboratorium air adalah :
1. Perbaikan sistem penerangan dengan penambahan daya lampu sehingga
memenuhi standar yaitu 300 Lux. Berikut adalah hasil pengukuran setelah
dilakukan tindakan perbaikan.
II. Udara Lingkungan Kerja
No. identifikasi contoh : 0004-5/CH/09/2014
Uraian contoh : Cahaya Lingkungan Kerja **)
Tanggal pengambilan : 9 September 2014
Tanggal diterima di Lab : 9 September 2014
Tanggal pengujian : 9 September 2014 sampai 2 Oktober 2014
2. Perbaikan jarak antar meja III dengan meja IV sehingga memenuhi standar
dengan cara merelokasi pintu akses antar ruang. Gambar lay out setelah akses
pintu ditutup terdapat pada Gambar 4.12.
No Penyebab Kegagalan RPN Saran Tindakan perbaikan
1 Ruangan analisa kurang nyaman 600Redesign ruangan analisa dengan mengacu
ke Permen LH No 06/2009
2Kekurangan peralatan (gelas ukur,
nesler, pipet)500 Penambahan peralatan yang diperlukan
3Beban kerja analis yang belum
merata360
Pembagian kerja analis berdasarkan beban
kerja dan kapasitas
4
Belum memiliki standar CRM
(Certified Reference Material)
dengan fungsi trueness
280Pengadaan Standar CRM dengan fungsi
trueness
5
Pemakaian air suling yang tidak
memenuhi standar daya hantar listrik
(< 2 mikro mhos)
270
Terapkan sistem kualitas pengecekan
untuk kedatangan air suling sesuai dengan
standar ( <2 mikro mhos)

106
Tabel 4.30 Perbaikan Pencahayaan Udara Lingkungan Kerja
NO. LOKASI HASIL
( LUX )
BAKU MUTU
*)
(LUX)
STATUS
1 Lab air 315 300 Memenuhi
2 Lab udara 329 300 Memenuhi
3 R. Preparasi sampel 211 200 Memenuhi
4 R. Cuci alat gelas 319 300 Memenuhi
5 R. Admin umum (Bu Dewi) 338 300 Memenuhi
6 R. Akuntansi 302 300 Memenuhi
7 R. Manajer mutu 317 300 Memenuhi
8 R. Marketing 341 300 Memenuhi
9 R. Business development 302 300 Memenuhi
10 R. LHP 328 300 Memenuhi
11 R. Direktur 309 300 Memenuhi
12 R. Ka. Lab 315 300 Memenuhi
13 R. Adm. Lab (M. Teknis) 362 300 Memenuhi
14 R. CS 327 300 Memenuhi
15 R. PCU 336 300 Memenuhi
16 R. Adm. Sampling 340 300 Memenuhi
17 R. Peralatan 330 300 Memenuhi
18 Ruang Pantry 105 100 Belum memenuhi
19 Ruang Panas 252 200 Belum memenuhi
METODE SNI 16-7062-2004
Sumber : Hasil Pengukuran
B. Penambahan peralatan yang diperlukan
Berdasarkan identifikasi dan input dari analis dan supervisor
laboratorium, kekurangan peralatan pendukung dan gelas yang harus dipenuhi
terdapat pada Tabel 4.31.
Tabel 4.31 List kekurangan peralatan pendukung analisa
No Nama Alat Aktual Qty Kekurangan
1 Erlenmeyer 250 ml 160 pcs 60 pcs
2 Labu ukur 25 ml 367 pcs 90 pcs
3 Labu ukur 50 ml 82 pcs 12 pcs
4 Spatula SS 16 pcs 10 pcs
5 Tabung Nessler 50 ml 100 pcs 50 pcs
6 Tabung Durham 1537 pcs 250 pcs
7 Tabung Ulir 16x150 mm 2385 pcs 600 pcs
Sumber : List Kebutuhan alat PT Unilab Perdana

107
Gambar 4.11 Usulan Lay Out Perbaikan Ruang Analisa Laboratorium Air
C. Pembagian kerja analis berdasarkan beban kerja dan kapasitas
Pembagian beban kerja analis yang belum merata perlu disesuaikan
pembagian beban kerja berdasarkan waktu standar dan jumlah parameter yang
akan dilakukan. Berikut usulan pembagian beban kerja dengan mangacu data
tahun 2013.
1. Parameter TDS dipindah dari Sevi ke KIKI
2. Parameter FTU dipindah dari Dini ke Silvi
3. Parameter Fenol dipindah dari Abu ke Cici
Hasil simulasi beban kerjanya (berdasarkan data 2013) terdapat pada Tabel 4.32.

108
Tabel 4.32 Simulasi waktu beban kerja analis mengacu ke parameter
tahun 2013
Sumber : Hasil Perhitungan
Terlihat bahwa beban kerja Sevi, Kiki, Dini, Cici, Irin, Milzam/Sherly
masih overload, untuk itu dapat dilakukan usulan berikut:
a. Penambahan analis sejumlah 2 orang untuk menangani overload dari Sevi,
Kiki, Dini, irin, dan Cici dengan total 282755 menit, atau dengan menambah
jam kerja (overtime)
b. Untuk Sherly/milzam, dapat dilakukan overtime untuk menambah jam kerja
dan tidak memungkinkan untuk penambahan analis dikarenakan
keterbatasan alat, dimana perlu investasi yang besar untuk menambah alat
Hasil implementasi pembagian beban kerja analis laboratorium air
selama 3 bulan (Agustus, September, Oktober 2014) terdapat pada Tabel 4.33.
No Analis
Beban kerja
simulasi
(menit)
Waktu tersedia
selama 1 tahunKurang/lebih
1 SEVI 311453 125280 -186173
2 KIKI 132724 125280 -7444
3 DINI 173556 125280 -48276
4 ABU 121568 125280 3712
5 SILVI 125171 125280 109
6 IRIN 159029 125280 -33749
7 CICI 132393 125280 -7113
8 REDA 120923 125280 4357
9 MILZAM/SHERLY 176935 125280 -51655
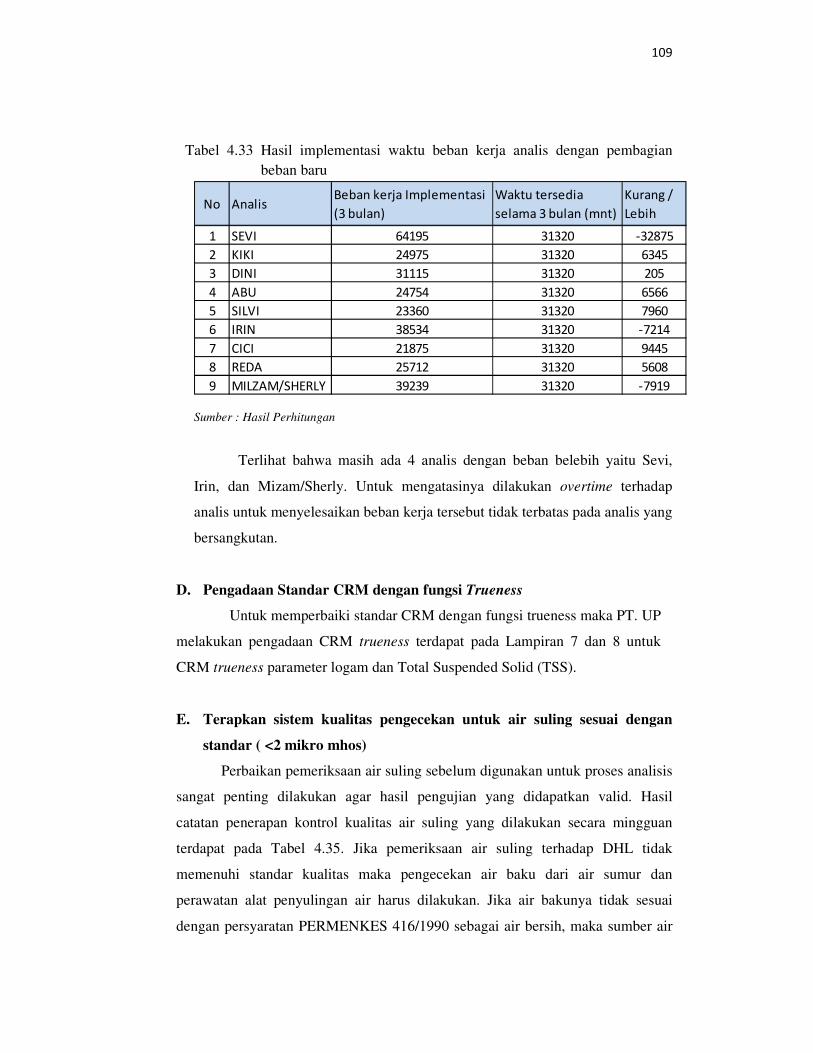
109
Tabel 4.33 Hasil implementasi waktu beban kerja analis dengan pembagian
beban baru
Sumber : Hasil Perhitungan
Terlihat bahwa masih ada 4 analis dengan beban belebih yaitu Sevi,
Irin, dan Mizam/Sherly. Untuk mengatasinya dilakukan overtime terhadap
analis untuk menyelesaikan beban kerja tersebut tidak terbatas pada analis yang
bersangkutan.
D. Pengadaan Standar CRM dengan fungsi Trueness
Untuk memperbaiki standar CRM dengan fungsi trueness maka PT. UP
melakukan pengadaan CRM trueness terdapat pada Lampiran 7 dan 8 untuk
CRM trueness parameter logam dan Total Suspended Solid (TSS).
E. Terapkan sistem kualitas pengecekan untuk air suling sesuai dengan
standar ( <2 mikro mhos)
Perbaikan pemeriksaan air suling sebelum digunakan untuk proses analisis
sangat penting dilakukan agar hasil pengujian yang didapatkan valid. Hasil
catatan penerapan kontrol kualitas air suling yang dilakukan secara mingguan
terdapat pada Tabel 4.35. Jika pemeriksaan air suling terhadap DHL tidak
memenuhi standar kualitas maka pengecekan air baku dari air sumur dan
perawatan alat penyulingan air harus dilakukan. Jika air bakunya tidak sesuai
dengan persyaratan PERMENKES 416/1990 sebagai air bersih, maka sumber air
No AnalisBeban kerja Implementasi
(3 bulan)
Waktu tersedia
selama 3 bulan (mnt)
Kurang /
Lebih
1 SEVI 64195 31320 -32875
2 KIKI 24975 31320 6345
3 DINI 31115 31320 205
4 ABU 24754 31320 6566
5 SILVI 23360 31320 7960
6 IRIN 38534 31320 -7214
7 CICI 21875 31320 9445
8 REDA 25712 31320 5608
9 MILZAM/SHERLY 39239 31320 -7919

110
tersebut dapat diganti atau dilakukan pengolahan terlebih dahulu sebelum masuk
kedalam alat penyulingan air suling. Jika penyebabnya dari alat penyulingan air
maka harus dilakukan perawatan seperti penggantian resin, penggantian filter,
pembersihan alat, dll.
Tabel 4.34 Catatan pemeriksaan air suling.
Sumber : Hasil analisa PT Unilab Perdana
4.3.5 Tahap Control
4.3.5.1 Perhitungan FMEA setelah perbaikan
Setelah dilakukan implementasi terhadap rekomendasi tersebut diatas,
berikut adalah Tabel 4.35 perhitungan FMEA dengan perbaikan.
No Tgl Pengecekan DHL (mikro mhos) Keterangan
1 05/08/2014 1,1 OK
2 12/08/2014 0,8 OK
3 19/08/2014 0,7 OK
4 26/08/2014 1,5 OK
5 02/09/2014 1,8 OK
6 09/09/2014 1,8 OK
7 16/09/2014 1,0 OK
8 23/09/2014 1,2 OK
9 30/09/2014 1,5 OK
10 07/10/2014 1,3 OK
11 14/10/2014 1,2 OK
12 21/10/2014 1,6 OK
13 28/10/2014 1,6 OK
14 04/11/2014 1,5 OK
15 11/11/2014 1,7 OK
16 18/11/2014 1,8 OK
17 26/11/2014 1,6 OK
18 02/12/2014 1,8 OK

111
Tabel 4.35 Perhitungan RPN untuk tindakan perbaikan dari metoda FMEA
Sumber : Hasil Perhitungan
Terlihat bahwa nilai RPN dari hasil tindakan perbaikan terjadi penurunan yang
signifikan.
4.3.5.2 Perhitungan nilai Sigma setelah perbaikan
Pelaksanaan implementasi sesuai dengan tahap improve telah dilakukan
selama 4 bulan. Hasil tabulasi defect kualitas untuk order Permenkes 416
terdapat pada Tabel 4.37.
Tabel 4.36 Tabel Defect Order Permenkes 416 periode Agustus – November
2014
No Jenis Kecacatan Bulan
Agustus September Oktober November
1 Fisik Kertas: Sobekan tidak rata 2 2 2 3
2 Print out Format LHP meleset 2 2 2 3
3 Kesesuaian berita acara dengan surat
perintah kerja 3 3 3 6
4 Kesesuaian kesetimbangan Anion-
Kation 5 4 3 5
5 Kesesuaian hasil analisa dengan
indikasi pengamatan data lapangan 5 4 5 6
Sumber : Laporan Cacat PT Unilab Perdana
Actions
TakenSev Occ Det RPN
Pemakaian air suling yang tidak
memenuhi standar daya hantar
listrik (< 2 mikro mhos)
3
Pengecekan
dilakukan tetapi
tidak efektif
9 270
Terapkan sistem kualitas
pengecekan untuk kedatangan
air suling sesuai dengan
standar ( <2 mikro mhos)
Yes 10 3 1 30
Ruangan analisa kurang nyaman 6
Belum dilakukan
pengecekan
terhadap
kesesuaian
10 600
Redesign ruangan analisa
dengan mengacu ke Permen
LH No 06/2009
Yes 10 6 4 240
Waktu analisa tidak tepat
(melebihi batas waktu)7
Pengecekan dengan
lembar kontrol4 280
Tingkatkan kontrol terhadap
kontrol sheet oleh supervisor
laboratorium
Yes 10 7 2 140
Beban kerja analis yang belum
merata6
Sudah ada
pembagian kerja6 360
Pembagian kerja analis
berdasarkan beban kerja dan
kapasitas
Yes 10 6 3 180
Kekurangan peralatan (gelas ukur,
nesler, pipet)5
Belum dilakukan
pengecekan10 500
Penambahan peralatan yang
diperlukanYes 10 5 2 100
Process
Function
Potential
Failure Mode
Potential Effect(s)
of FailureS e v
Potential Cause(s)/ Mechanism(s) of
FailureO c c u r Current Control Detection R P N Recommended Action(s)
Action Results
Order
Permenkes
416
Ketidaksesuain
Kesetimbangan
Anion Kation
Kesetimbangan
Anion Kation
lebih atau kurang
dari standar
10

112
Jika ditabulasikan dengan pembobotan persentase defect Permenkes 416 terdapat
pada tabel 4.37.
Tabel 4.37 Persentase Defect Permenkes 416 periode Agustus – November 2014
Sumber : Hasil Perhitungan
Sedangkan data yang diamati (order Permenkes 416) selama 4 bulan tersebut
sejumlah 611 order. Perhitungan nilai sigma selama 4 bulan pengamatan
terdapat pada Tabel 4.39.
Tabel 4.38 Perhitungan nilai sigma periode Agustus – November 2014
Sumber : Hasil Perhitungan
Setelah dilakukan tindakan perbaikan selama 4 bulan maka total nilai sigma
mengalami kenaikan, yaitu:
No. Faktor Kesalahan Jumlah persentase
1 Kesesuaian kesetimbangan Anion-Kation 17 24%
2Kesesuaian hasil anal isa dengan indikasi pengamatan
data lapangan 20 29%
3 Kesesuaian berita acara dengan surat perintah kerja15 21%
4 Print out Format LHP meleset9 13%
5 Fisik Kertas: Sobekan tidak rata9 13%
70 100%Total
Agustus September Oktober November
1 Fisik Kertas: Sobekan tidak rata 2 2 2 3
2 Print out Format LHP meleset 2 2 2 3
3Kesesuaian berita acara dengan surat
perintah kerja 3 3 3 6
4Kesesuaian kesetimbangan Anion-
Kation 5 4 3 5
5Kesesuaian hasil analisa dengan indikasi
pengamatan data lapangan 5 4 5 6
Jumlah Order 123 154 166 168
total defect 17 15 15 23
DPU 0,1382 0,0974 0,0904 0,1369
TOP 615 770 830 840
DPO 0,0276 0,0195 0,0181 0,0274
DPMO 27642,28 19480,5195 18072,29 27380,952
Tingkat sigma 3,4 3,6 3,6 3,4
No Jenis KecacatanBulan

113
- Jumlah unit yang diperiksa : 611
- DPU = total defect / unit
= 70 / 611
= 0,1146
- TOP = jumlah unit diperiksa x opportunities(CTQ)
= 5 x 611
= 3055
- DPO = banyak cacat yang ditemukan/( jumlah unit diperiksa x CTQ)
= 70 / 3055
= 0,022913
- DPMO = DPO x 1.000.000
= 0,022913 x 1.000.000
= 22913
- Nilai SIGMA = normsinv ((1.000.000 – DPMO) / 1.000.000 + 1,5
= 3,5
4.3.5. Pengendalian Kualitas
Pada tahap ini adalah tahap melakukan pengendalian kualitas terhadap
hasil implementasi dimana didapatkan beberapa tahap kontrol yang dilakukan, hal
ini terdapat pada Tabel 4.39 yaitu:

114
Tabel 4.39 Pengendalian Kualitas
No. Improve Control
1 Redesign ruangan analisa dengan
mengacu kepada kebutuhan standar
ruang analisa.
Kesesuaian ruang analisa
laboratorium dengan Permen LH No
06/2009.
2 Penambahan peralatan yang
diperlukan untuk membantu
kelancaran analisa seperti gelas ukur,
nesler dan pipet.
Kesesuaian peralatan alat gelas
dengan kebutuhan analisis.
3 Pembagian kerja analis berdasarkan
beban kerja dan kapasitas
Perencanaan pembagian kerja analis
berdasarkan beban kerja dan
kapasitas sampel.
4 Pengadaan standar CRM dengan
fungsi trueness
Memperbaharui standar CRM
trueness secara berkala sesuai
dengan masa berlakunya. Perbaikan
instruksi kerja jaminan dan
pengendalian mutu
5 Terapkan sistem kualitas pengecekan
untuk air suling sesuai dengan standar
( <2 mikro mhos)
Pemeriksaan air suling yang
digunakan sebagai reagent water
dengan melakukan analisis DHL dan
pH setiap minggu.

115
BAB V
PEMBAHASAN
5.1 Analisis dan interprestasi analisis jalur
Berikut adalah hubungan kausal antara elemen-elemen dengan beban kerja
dan tanggung jawab.
Gambar 5.1 Hubungan Kausal Elemen-elemen penelitian
5.1.1 Korelasi parsial
Korelasi parsial menunjukkan tingkat hubungan atas keterkaitan antara
dua variabel, baik antara sesama variabel bebas maupun antara satu variabel bebas
dengan satu variabel terikat. Jenis hubungan ini dapat dilihat dari nilai atau level
(2-tailed), dimana nilainya > 0,05 mempunyai korelasi yang significant.
Kesempatan Kerja
(X2)
Kesehatan Umum
(X3)
Bagaimana
perasaan Anda
tentang diri anda
sendiri (X4)
Beban Kerja Dan
Tanggung Jawab
(Y)
Konflik di
pekerjaan
(X1)
Y = 0,628
y
0,3680,654
0,133
-0,0330,318
0,115
0,431
0,317
0,197
0,008
-0,587
0,443
0,145
-0,354
0,229
-0,218
0,2540,444
0,587
-0,133
-0,335
-0,233
-0,323
0,411
0,142
0,045
-0,079
-0,033-0,006
0,561
-0,211
0,029
0,347 -0,241
0,606
0,202
0,087
Dukungan sosial P
(X5)
Persyaratan Job
(pekerjaan)
(X6)
Masa Depan
Pekerjaan Anda
(X7)
Bahaya Kerja
(X9)
Masalah di
tempat kerja
(X8)

116
5.1.2 Korelasi simultan
Korelasi ini menunjukkan tingkat hubungan atau keterkaitan antara
seluruh varibael bebas ( X1, X2, ...., X9) dengan variabel terikat (Y). Hubungan
ini dapat dilihat dari nilai R2 (koefisien determinasi) yaitu sebesar 0,606 atau
60,0 %. Hal ini menunjukkan bahwa variabel beban kerja dan tanggung jawab (y)
secara simultan memiliki hubungan yang positif. Nilai koefisien determinasi 60,6
% merupakan perubahan variabel terikat (y) disebabkan oleh variabel bebas
lainnya, sedangkan 39,4 % disebabkan oleh variabel bebas lain yang tidak diamati
atau dianggap tetap. Dengan demikian dapat disimpulkan bahwa kesembilan
variabel tersebut secara significan memilki pengaruh terhadap beban kerja dan
tanggung jawab pekerjaan.
5.1.3 Kontribusi variabel bebas terhadap variabel terikat
Untuk melihat pengaruh yang diberikan oleh variabel bebas terhadap
variabel terikat, dapat terlihat pada tabel berikut:
Tabel 5.2 Kontribusi variabel bebas tehadap variabel terikat
Dari tabel kontribusi terlihat bahwa variabel yang paling berpengaruh
adalah variabel masalah pekerjaan (X8) atau, kemudian variabel kesempatan kerja
(X2) dan masa depan (X7). Pengolahan data MOQS yang digunakan adalah
variabel X8, X2, X7, hal ini didasarkan dari faktor permasalahan ditempat kerja
yaitu : lingkungan kerja, beban kerja yang belum merata, peralatan kerja dan
bahan/material analisa yang belum terstandarisasi.

117
Berikut tabulasi korelasi antar variabel:
Tabel 5.1 Tabel Korelasi antar variabel
kon_peke (X1)kes_kerj
(X2)
kes_umum
(X3)
per_diri
(X4)
psy_peke
(X5)
mas_kerj
(X6)
duk_sos
(X7)
bah_kerj
(X8)
beban_ke
(Y)
masa_dep
(X9)
Pearson Correlation 1,000 0,368 .654* 0,133 -0,033 0,318 0,115 0,431 0,035 0,317
Sig. (2-tailed) 0,195 0,011 0,651 0,911 0,268 0,694 0,124 0,905 0,270
Pearson Correlation 0,368 1,000 0,197 0,008 -.587* 0,443 0,145 -0,354 -.535* 0,229
Sig. (2-tailed) 0,195 0,500 0,977 0,027 0,113 0,620 0,215 0,049 0,431
Pearson Correlation .654* 0,197 1,000 -0,218 0,254 0,444 0,202 .587* 0,053 -0,133
Sig. (2-tailed) 0,011 0,500 0,453 0,380 0,111 0,488 0,027 0,858 0,651
Pearson Correlation 0,133 0,008 -0,218 1,000 -0,335 0,045 -0,079 -0,330 0,008 -0,006
Sig. (2-tailed) 0,651 0,977 0,453 0,242 0,879 0,788 0,248 0,978 0,985
Pearson Correlation -0,033 -.587* 0,254 -0,335 1,000 -0,233 0,087 .561* .610* -0,211
Sig. (2-tailed) 0,911 0,027 0,380 0,242 0,424 0,767 0,037 0,021 0,468
Pearson Correlation 0,318 0,443 0,444 0,045 -0,233 1,000 -0,323 0,029 -0,432 0,347
Sig. (2-tailed) 0,268 0,113 0,111 0,879 0,424 0,260 0,922 0,123 0,224
Pearson Correlation 0,115 0,145 0,202 -0,079 0,087 -0,323 1,000 0,411 0,176 -0,241
Sig. (2-tailed) 0,694 0,620 0,488 0,788 0,767 0,260 0,145 0,548 0,407
Pearson Correlation 0,431 -0,354 .587* -0,330 .561* 0,029 0,411 1,000 0,429 0,142
Sig. (2-tailed) 0,124 0,215 0,027 0,248 0,037 0,922 0,145 0,126 0,628
Pearson Correlation 0,035 -.535* 0,053 0,008 .610* -0,432 0,176 0,429 1,000 -0,042
Sig. (2-tailed) 0,905 0,049 0,858 0,978 0,021 0,123 0,548 0,126 0,886
Pearson Correlation 0,317 0,229 -0,133 -0,006 -0,211 0,347 -0,241 0,142 -0,042 1,000
Sig. (2-tailed) 0,270 0,431 0,651 0,985 0,468 0,224 0,407 0,628 0,886
Korelasi dibawah nilai 0,05, atau korelasi tidak signifikan
masa_dep
(X9)
*. Correlation is significant at the 0.05 level (2-tailed).
per_diri
(X4)
psy_peke
(X5)
mas_kerj
(X6)
duk_sos
(X7)
bah_kerj
(X8)
beban_ke
(Y)
Correlations
kon_peke
(X1)
kes_kerj
(X2)
kes_umum
(X3)

118
5.2 Six Sigma
5.2.1 Penentuan parameter yang menjadi penelitian
Penentuan paramater yang akan dijadikan obyek penelitian didasarkan
pada kuantitas terbanyak selama tahun 2013. Dari Kurva 4.4 terlihat bahwa order
Permenkes 416 merupakan parameter order terbesar selama tahun 2013 yaitu
sebesar 1399 order dari total order 8394 order selama tahun 2013, atau sebesar
16,7%.
5.2.2 Implementasi Metode FMEA
Proses improve dilakukan dengan menggunakan metoda FMEA (Tabel
4.21). dan jika dibuat grafik antara nilai RPN dan parameter seperti berikut:
Gambar 5.2 Kurva faktor penyebab dengan nilai RPN

119
Terlihat bahwa ada 5 faktor terbesar yang akan difollow up, yaitu sebagai berikut:
Tabel 5.3 Faktor penyebab kegagalan dengan nilai RPN tertinggi
Sedangkan tindakan perbaikan yang akan dilakukan adalah sesuai dengan tabel
berikut:
Tabel 5.4 Tabel saran tindakan perbaikan
5.2.3 Implementasi peningkatan nilai Six Sigma
Setelah dilakukan implementasi perbaikan, berikut adalah perhitungan
nilai sigma untuk 4 bulan (Tabel 4.39) dari nilai sigma sebelum perbaikan adalah
2,9. Jika dirata-ratakan untuk 4 bulan tersebut diatas adalah 3,5 dimana ada
peningkatan nilai 0,6 atau 20,1%.
No Penyebab Kegagalan RPN
1 Ruangan analisa kurang nyaman 600
2 Kekurangan peralatan (gelas ukur, nesler, pipet) 500
3 Beban kerja analis yang belum merata 360
4Belum memiliki standar CRM (Certified Reference
Material) dengan fungsi trueness280
5Pemakaian air suling yang tidak memenuhi standar daya
hantar listrik (< 2 mikro mhos)270
No Penyebab Kegagalan RPN Saran Tindakan perbaikanRPN
perbaikan
1 Ruangan analisa kurang nyaman 600Redesign ruangan analisa dengan mengacu
ke Permen LH No 06/2009240
2 Kekurangan peralatan (gelas ukur, nesler, pipet) 500 Penambahan peralatan yang diperlukan 100
3 Beban kerja analis yang belum merata 360Pembagian kerja analis berdasarkan beban
kerja dan kapasitas180
4Belum memiliki standar CRM (Certified Reference
Material) dengan fungsi trueness280
Pengadaan Standar CRM dengan fungsi
trueness140
5Pemakaian air suling yang tidak memenuhi standar
daya hantar listrik (< 2 mikro mhos)270
Terapkan sistem kualitas pengecekan
untuk kedatangan air suling sesuai dengan
standar ( <2 mikro mhos)
30

120
Tabel 5.5 Perhitungan nilai sigma implementasi per bulan
5.2.4 Sistem Peningkatan Kinerja Laboratorium
Saran tindakan dari hasil pemetaan FMEA telah diimplementasikan
kecuali untuk redesign ruang analisa belum bisa dilakukan dikarenakan akan ada
perluasan gedung PT Unilab Perdana. Untuk itu perluasan gedung, khususnya
desain ruang analisa akan mengacu ke Permen LH No 06/2009 Lampiran I
tentang Persyaratan Tambahan Laboratoium Lingkungan (Lampiran D).
Untuk nilai RPN setelah dilakukan tindakan perbaikan Lihat Tabel 4.36
Untuk menjaga kontinuitas perbaikan tetap berjalan, maka akan dijalankan sistem
dan kontrol untuk masing-masing perbaikan sebagai berikut:
1. Penambahan peralatan yang diperlukan
Untuk menjaga sistem tetap berjalan maka disiapkan sistem dan kontrol
sebagai berikut:
a. Setiap analis diwajibkan untuk menjaga kebersihan dan kelayakan dari
peralatan yang digunakan.
b. Setiap analis diwajibkan untuk melaporkan setiap terjadi kerusakan pada
peralatan pendukung.
c. Setiap analis diwajibkan untuk selalu meminta penggantian peralatan yang
rusak.
d. Inventarisasi peralatan dilakukan tiap bulan.
Agustus September Oktober November
1 Fisik Kertas: Sobekan tidak rata 2 2 2 3
2 Print out Format LHP meleset 2 2 2 3
3Kesesuaian berita acara dengan surat
perintah kerja 3 3 3 6
4Kesesuaian kesetimbangan Anion-
Kation 5 4 3 5
5Kesesuaian hasil analisa dengan indikasi
pengamatan data lapangan 5 4 5 6
Jumlah Order 123 154 166 168
total defect 17 15 15 23
DPU 0,1382 0,0974 0,0904 0,1369
TOP 615 770 830 840
DPO 0,0276 0,0195 0,0181 0,0274
DPMO 27642,28 19480,5195 18072,29 27380,952
Tingkat sigma 3,4 3,6 3,6 3,4
No Jenis KecacatanBulan

121
e. Stok peralatan di gudang dengan mempertimbangkan jumlah dan nilai
barang, sehingga jika terjadi kerusakan alat akan segera diambil
penggantinya dari stok gudang.
f. Membuat instruksi kerja untuk kontrol stok peralatan gudang untuk
disubmit ke dalam sistem manajemen laboratorium ISO 17025. Instruksi
kerja tersebut akan berisi tentang minimal stok, laporan inventori peralatan
tiap bulan dan personnil incharge nya (Lampiran 4)
2. Pengadaan Standar CRM dengan fungsi trueness.
Untuk menjaga sistem tetap berjalan maka disiapkan sistem dan kontrol
sebagai berikut:
a. Memperbaharui standar tersebut secara berkala sesuai dengan masa
berlakunya (Lampiran 7 dan 8).
b. Untuk memudahkan pengadaan standar CRM trueness maka dibuat daftar
pengadaan CRM trueness setiap paramater uji.
c. Perbaikan instruksi kerja pengendalian dan jaminan mutu laboratorium.
3. Penerapan sistem kualitas pengecekan untuk kedatangan air suling sesuai
dengan standar (< 2 mikro mhos). Untuk menjaga sistem tetap berjalan maka
disiapkan sistem dan kontrol sebagai berikut:
a. Lakukan perawatan dan kontrol alat sesuai dengan petunjuk perawatan dan
penggunaan alat Milli-Q Direct (Lampiran 5 dan 6).
b. Buatkan prosedur mutu untuk kontrol kualitas air yang dihasilkan,
masukkan ke dalam sistem manajemen ISO 17025 (Lampiran 9)
c. Lakukan analisa hasil kualitas air secara berkala, dan lakukan pengolahan
data hasil analisa untuk dikaji dan diambil langkah-langkah perbaikan
yang diperlukan.
4. Pembagian kerja analis
Pembagian kerja analis telah disimulasikan dengan berdasarkan beban kerja
untuk tiap parameter sehingga dapat dilihat analis yang kurang atau berlebih
beban kerjanya dan dapat disesuaikan sesuai dengan kebutuhan. Adapun
langkah-langkah penentuan beban kerja analis yang dapat dilakukan tiap
bulan atau tiap 3 bulan. Berikut langkah-langkahnya:

122
1. Ambil data order perkiraan 1 bulan kedepan dengan jumlah parameter
yang akan dianalisa.
2. Lakukan pembagian parameter untuk tiap analis.
3. Lakukan perhitungan beban kerja tiap analis sesuai dengan parameter
yang telah dibagi.
4. Simulasikan beban kerja sehingga beban kerja analis merata.
Gambar 5.3 Flowchart tindakan perbaikan untuk pembagian beban
kerja

123
5.3 Hubungan antara MOQS dan Six Sigma
Pengukuran MOQS dan Six Sigma adalah untuk melihat keterkaitan dari
pengaruh makro ergonomi di suatu perusahaan dengan kinerja kualitas yang
dicapai. Dari hasil pengukuran MOQS dan Six Sigma di PT. UP diharapkan akan
adanya peningkatan kinerja sistem pengujian laboratorium.
Hasil pengukuran MOQS terhadap 14 orang analis yang telah diolah
menggunakan metode MSI, korelasi parsial dan korelasi simultan menunjukkan
variabel yang paling berpengaruh adalah variabel mas_kerja (X8) atau masalah
pekerjaan, kemudian variabel kesempatan kerja (X2) dan masa depan (X7).
Berdasarkan hasil kuisoner MOQS terhadap kinerja sistem pengujian
laboratorium maka dapat ditarik kesimpulan bahwa akibat dari adanya variabel
masalah pekerjaan di tempat kerja maka akan timbul dari pekerja untuk mencari
pekerjaan di tempat yang lain (variabel kesempatan kerja) dan mempertanyakan
apakah ada harapan jenjang karir di tempat pekerjaan sekarang (variabel masa
depan).
Pada kuisoner MOQS dari NIOSH untuk masalah pekerjaan terdapat
pertanyaan mengenai:
• Perencanaan untuk memecahkan masalah.
• Perasaan bertanggung jawab untuk masalah.
• Berharap bisa mengubah masalah.
• Diskusi dengan atasan atau rekan kerja tentang masalah.
Pada kuisoner MOQS dari NIOSH dari variabel kesempatan kerja terdapat
pertanyaan mengenai:
• Kemudahan mencari pekerjaan yang cocok
• Kemudahan untuk mencari pekerjaan di tempat yang lain
• Kemungkinan pindah dari daerah tempat pekerjaan yang sekarang
Pada kuisoner MOQS dari NIOSH dari variabel masa depan terdapat
pertanyaan mengenai:
• Kepastian tentang karir dan keterampilan di perusahaan
• Kepastian tentang tanggung jawab di perusahaan
• Kepastian tentang mencari pekerjaan di tempat yang lain.

124
Berdasarkan pengukuran dan pengolahan data kuisoner MOQS dengan
hasil pengukuran Six Sigma menggunakan FMEA variabel yang paling dominan
adalah variabel masalah pekerjaan yang dapat dipengaruhi oleh faktor-faktor
pekerjaan dan tempat kerja yaitu :
1. Pembagian beban kerja yang tidak merata, hal ini dapat terlihat saat
melakukan analisis sampel mengenai cara-cara penghilangan gangguan
dimana setiap sampel memiliki karakteristik yang berbeda, melakukan
faktor pengenceran yang tepat sehingga tidak dilakukan secara berulang-
ulang, teknik analisis setiap parameter yang berbeda (ada yang memerlukan
waktu cepat ada juga yang lama).
2. Lingkungan kerja ruangan analisa yang kurang nyaman yaitu kurangnya
ukuran ruang gerak analis untuk melakukan proses analisis.
3. Pemakaian air suling yang belum memenuhi standar kualitas Daya Hantar
Listrik SNI 6989.78:2011.
4. Belum memiliki standar CRM (Certified Reference Material) dengan fungsi
trueness.
5. Kekurangan peralatan alat gelas dengan belum dilakukan kontrol stock
peralatan alat gelas (Lampiran 4).

125
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Pengukuran MOQS dan Six Sigma adalah untuk melihat keterkaitan dari
pengaruh makro ergonomi di suatu perusahaan dengan kinerja kualitas yang
dicapai, sehingga diharapkan adanya peningkatan kinerja sistem pengujian
laboratorium dari hasil pengukuran MOQS dan Six Sigma di PT. UP.
Berdasarkan dari hasil penelitian yang dilakukan terhadap PT. UP untuk
memperbaiki beberapa masalah yang timbul yaitu mengenai karakteristik mutu
dan jumlah kecacatan yang telah dihasilkan, menentukan waktu standar dari
proses pengujian dan mencegah resiko pekerjaan dari proses kerja dan lingkungan
laboratorium. Berikut ini beberapa hasil penelitian terhadap peningkatan kinerja
sistem pengujian laboratorium dengan integrasi metode Six Sigma dan MOQS di
PT. UP, yaitu:
1. Karakteristik mutu untuk peningkatan kinerja sistem pengujian laboratorium
terdiri dari : fisik kertas yaitu sobekan tidak merata, print out format LHP
meleset, kesesuaian berita acara dengan surat perintah kerja, kesesuaian
kesetimbangan anion dan kation, kesesuaian hasil analisa dengan indikasi
pengamatan data lapangan.
2. Waktu aliran proses untuk pengujian Permenkes 416/1990 adalah 3998,48
menit atau 66,6 jam atau 2,78 hari (2 hari 18,6 jam).
3. Pencegahan terhadap resiko pekerjaan dari proses kerja dan lingkungan dapat
diketahui dengan melakukan kuesioner MOQS terhadap pekerja yang
langsung bekerja di laboratorium.
4. Hasil pengukuran kuesioner MOQS terdapat variabel yang dominan dimana
variabel tersebut sangat berpengaruh terhadap beban kerja dan tanggung
jawab yaitu variabel “masalah pekerjaan, kesempatan kerja dan masa depan”.

126
5. Hasil perhitungan faktor yang berpengaruh terhadap kinerja sistem pengujian
di laboratorium dihitung menggunakan metode FMEA didapatkan 5 faktor
yang dominan, yaitu ruangan analisa kurang nyaman, kekurangan peralatan,
beban kerja analis yang belum merata, belum memiliki standar CRM dengan
fungsi trueness dan pemakaian air suling yang tidak memenuhi standar daya
hantar listrik (< 2 mikro mhos).
6. Redesign ruangan analisa belum dapat dilakukan karena pihak manajemen
perusahaan berkeinginan untuk memperluas area laboratorium dengan
membuat tambahan gedung baru.
7. Peningkatan kinerja dalam sistem pengujian laboratorium dengan integrasi
Six Sigma dan MOQS adalah redesign ruang analisa yang mengacu pada
PERMENLH NO. 6 tahun 2009, penambahan peralatan alat gelas, pembagian
kerja analis yang disesuaikan dengan beban kerja dan kapasitas,
memperbaharui standar CRM trueness secara berkala sesuai dengan masa
berlakunya, perbaikan instruksi kerja jaminan dan pengendalian mutu,
terapkan sistem kualitas pengecekan terhadap kedatangan air suling sesuai
dengan standar (<2 mikro mhos).
8. Setelah dilakukan perbaikan peningkatan kinerja dalam sistem pengujian di
laboratorium selama 4 bulan (Agustus – Desember 2015) maka terjadi
kenaikan nilai Sigma pada Order Permenkes 416/1990 dari 2,9 menjadi 3,5.
6.2 Saran
Peningkatan kinerja sistem pengujian laboratorium dengan integrasi metode
Six Sigma dan MOQS di PT.UP sangat penting untuk dilakukan. Berikut ini
beberapa saran agar kinerja sistem pengujian di laboratorium tetap terjaga dan
dapat melakukan perbaikan terus-menerus (continous improvement) yaitu:
1. Merealisasikan perluasan gedung laboratorium dengan desain ruang analisa
sesuai dengan standar peraturan yang berlaku.
2. Melakukan implementasi prosedur tentang kontrol inventori peralatan,
jaminan dan pengendalian mutu.

127
3. Mengimplementasikan prosedur mutu dan instruksi kerja pengecekan air
suling.
4. Menindaklanjuti perbaikan hasil perhitungan FMEA terhadap faktor-faktor
lain yang berpengaruh.
5. Sistem peningkatan yang telah dilakukan dapat dikembangkan lebih lanjut
berdasarkan kebutuhan yang ada di perusahaan sejenis.

128
DAFTAR PUSTAKA
AWWA. 2012. Standard Methods for the Examination of Water and Wastewater.
2012. Edisi ke-22. APHA
Barnes, Ralph M. 1980. Motion and Time Study: Design and Measurement of
Work. Sevent Edition, John Wiley & Sons, Inc. Singapore.
Carayon dan Hoonakker. 2001. Macroergonomic Organizational Questionnaire
Survey (MOQS), Center for Quality and Productivity Improvement,
University of Madison-Winconsin.
Elfrida. 2009. Penilaian dan perbaikan sistem kerja dengan Macro Ergonomics
Quesioner Survey. Skripsi tidak diterbitkan. Medan, Universitas Sumatera
Utara.
Gaspersz Vincent. 2003. Total Quality Management. PT Gramedia Pustaka
Utama.
Gaspersz Vincent. 1997. Manajemen kualitas penerapan konsep-konsep kualitas
dalam manajemen bisnis total. PT Gramedia Pustaka Utama.
Grahanintyas Dewinta, Wiggnjosoebroto, dkk. 2012. Analisa keselamatan dan
kesehatan kerja (K3) dalam meningkatkan produktivitas kerja (Studi
Kasus: Pabrik Teh Wonosari PTPN XII). Jurnal Teknik Pomits Fakultas
Teknik Industri ITS, Vol.1, No. 1.
Go Lean Six Sigma. 2012. The Basics of Lean Six Sigma.
Go Lean Six Sigma. 2012. DMAIC : The 5 Phases of Lean Six Sigma.
Heizer jay, Render Barry. 2009. Manajemen Operasi. Buku 1 Edisi sembilan.
Salemba Empat.
Institute for Healthcare Improvement. 2004. Failure Modes and Effects Analysis
(FMEA).
Lixia Chen & Bo Meng. Juni 2010. The Application of Value Stream Mapping
Based Lean Production System. International Journal of Business and
Management, Vol. 5, Np. 6.

129
Neville Stanton (et al.). 2005. Handbook of Human Factors and Ergonomics
Methods. CRC Press.
NIOSH Quesioner. NIOSH Generic Job Stress Questionnaire. CDC workplace
safety and health. Division of applied research and technology
organizational Science and human factors Branch, cincinnati, OH 45226
Nurmianto. 2004 E. Ergonomi, Konsep Dasar dan Aplikasinya. Edisi Kedua,
Guna Widya.
Permen LH 06/2009. Laboratorium Lingkungan Menteri Negara Lingkungan
Hidup.
Qun Zhang, dkk. February 2012. Lean Six Sigma: A Literature Review,
International Journal of Conteporary research Business, Vol 3, No 10,
Sadikin F.X. 2005. Tip dan Trik Meningkatkan Efisiensi, Produktivitas, dan
Profitabilitas, Andi Yogyakarta.
Simanjuntak Adelia Risma, Rusdianto. 2012. Pengaruh sistem kerja terhadap
stress kerja dengan penilaian MOQS. Jurnal Teknologi Technoscientia
Jurusan Teknik Industri , Institut Sains & Teknologi AKPRIND
Yogyakarta ISSN: 1979-8415 Vol. 5 No. 1
Sudjana. 2000. Statistika I dan II, Edisi ke-6, Bandung.
Sutalaksana I.Z, Anggawisata R, Tjakraatmadja J.H, Teknik Tata Cara Kerja,
Departemen Teknik Industri ITB, Bandung, 2006.
The International Marine Contractors Association. April 2002. Guidance on
Failure Modes & Effects Analyses. IMCA M 166.
Wahana Komputer. 2003. Pengolahan Data Statistik dengan SPSS 11.5, Salemba
Infotek.
Wignjosoebroto S. 2003. Ergonomi Studi Gerak dan Waktu, Guna Widya.
Wieke R.D,Nasir W.S, Ceria F.M.T. Implementasi Metode Lean Six Sigma
sebagai Upaya Meminimasi Waste pada PT Prime Line International.
Program Studi Teknik Industri, Universitas Brawijaya