tecnología aplicada a las leches de conservación prolongada
TRANSCRIPT

Tecnología aplicada a las leches de conservación prolongada
IBQ. Cabrera Becerra María Karla Virginia
IA. Ibarra Lira Azucena Josafath
QA. Beatriz Alejandra Rodríguez Rodríguez

Leches de conservación prolongada
• Productos obtenidos de leche, sometidos atratamiento térmico que por un proceso deremoción de agua se alarga su vida de anaquel.
Remoción parcial Remoción parcial Remoción total

Definiciones
• Concentración: Proceso por el que se disminuye lacantidad de agua de la leche manteniendo una ciertacantidad de humedad por el proceso de evaporación,osmosis inversa, ultrafiltración, adición de solidoslácteos u otros procesos.
• Evaporación: Proceso térmico por el cual se eliminagradualmente agua de la leche en forma de vapor,obteniendo un producto concentrado. Dicho procesopuede ir acompañado de la aplicación de vacío.
• Deshidratación: Método de conservación de la lecheque consiste en reducir su contenido de agua hasta unlimite máximo de 4%
(NOM-155-SCFI-2012)

Leche evaporada

Historia
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.
Nicolas Appert
Fue el primero en crear leche concentrada.
Demostró que prolonga la vida de anaquel
1822
Gail Borden Jr.
Patentó la evaporación con vapor
1856
E.C. Howard
Patentó la concentración por evaporación bajo vacío
1913

Definición NOM-243-SSA1-2010.
• Leche evaporada: Producto obtenido mediante la eliminaciónparcial del agua de la leche por el calor, o por cualquier otroprocedimiento que permita obtener un producto con la mismacomposición y características de la leche sin modificación en laproporción de caseína y la proteína de la leche.
NOM-155-SCFI-2012• Leche evaporada: La que ha sido obtenida por eliminación parcial
del agua de la leche hasta obtener una determinada concentraciónde sólidos de leche no grasos y grasa butírica, estandarizada o no,para cumplir con las especificaciones de la tabla 4.
• Leche concentrada: La que se obtiene por remoción parcial de aguade la leche, ya sea por ultrafiltración, ósmosis inversa, o por laadición de productos propios de la leche hasta alcanzar laconcentración deseada, para cumplir con las especificaciones de latabla 4.
NOM-243-SSA1-2010. NOM-155-SCFI-2012.

Objetivos de la Evaporación
• Reducir volumen y peso de un producto
• Facilitar transporte y almacenado
• Inducir consistencia
• Incrementar estabilidad
• Reducir actividad acuosa
• Alargar vida de anaquel
• Evitar el desarrollo de microorganismos
• Reducir costo del secado
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009.

Evaporación• Remover el agua
mediante ebullición
• La tecnología para estos productos no ha cambiado en los últimos 25 años, lo que ha cambiado es la eficiencia y capacidad de los evaporadores.
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009.

Diagrama general de proceso
Se recibe y selecciona
Tratamiento preliminar
Clarificación
Descremado
Estandarización
Precalentamiento
115-128°C ,1-6 min
Enfriamiento a 70°C
Evaporación al vacío
45-70°C
Homogenización
65 °C
1. PI = 15-25 Mpa
2. P2 = 5-10 Mpa
UHT
140 °C, 3-15 seg
EmpacadoTetra Pak y otros envaces
Enlatado
Esterilización
100-120 °C, 15-20 min
Enfriamiento a 60°C
Almacenado
Temperatura ambiente
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009.

Requerimientos para una óptima evaporación
• Tasa rápida de transferencia de calor
• Baja temperatura de operación
• Separación eficiente del vapor y líquido
• Uso eficiente de energía
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009.

Envasado
• Latas metálicas o de estaño.
Se añade una capa de polímero para prevenir la disolución del estaño o el hierro en el producto.
• Tetra Pak,
• Envases de aluminio
• Envases de poliestireno
Marcelín Rodríguez y Vélez Ruíz. 2012. Dairy Powders and Concentrated Products. 2009.

Cambios generales inducidos en el producto
• Densidad (1070kg/m3)
• Acidez
• pH (disminuye 0,3 unidades cuando se remueve la mitad de agua, 0.5 unidades cuando se remueve la tercera parte del agua) 6.2
• Actividad de agua (0.987)
• Viscosidad aparente (17mPa*s)
Marcelín Rodríguez y Vélez Ruíz. 2012.

Composición química de la leche evaporada
Leche evaporada
entera
Leche evaporada
desnatada
Humedad 72.7-74.7 79.5
Grasa 7.5-8.0 0.3
Proteínas 6.5-7.1 7.6
Carbohidratos 9-10 11
Cenizas/minerales 1.3-1.6 1.6
Marcelín Rodríguez y Vélez Ruíz. 2012.

Defectos
• Cambio de color (Maillard)
• Cambio de sabor (sabor a cocido)
• Coagulación (de la caseína por calor)
• Gelación o engrosamiento
• Separación de grasa
• Falta de esterilización
• Endurecimiento y separación de minerales
Marcelín Rodríguez y Vélez Ruíz. 2012.

Evaporado
Equipos

Evaporado al vacío
Calienta de 45 a 70 °C y reduce degradación térmica
• Para pequeñas cantidades • Gasto mayor de energía
Evaporación de un solo efecto
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

• Dos o más unidades operan a presiones bajas por lo que se llega a puntos de ebullición más bajos en cada efecto
• El vapor de la última etapa es condensado
Evaporación efecto múltiple• Reutilización del vapor generado en la evaporación
• Termocompresión• Compresión mecánica de vapor
• Se combinan varios evaporadores en un proceso, utilizando el vapor del paso anterior como fuente para proveer calor para la evaporación de la siguiente etapa.
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

Evaporado de circulación• Se utiliza cuando se requiere un bajo nivel de concentración o se
procesan pequeñas cantidades• Se calienta la leche a 90°C • Se puede recircular hasta alcanzar el grado de concentración
deseado.
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

• Se mete a una cámara de vacío en donde forma una capa delgada en la superficie.
• Al girar la leche en la pared el agua se evapora y el vapor sale a un condensador.
• Aire y gases no condensables se extraen por bomba de vacío.
• La leche evaporada pierde velocidad y cae al fondo.
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

Evaporado por película descendente
• La leche se introduce encima de una superficie de calentamiento dispuesta verticalmente
• Se forma una delgada capa que fluye sobre la superficie caliente hacia dentro de la pared de un tubo vertical.
Obtener una distribución uniforme de la leche sobre la superficie de
calentamiento.
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

Concentrado
Equipos
Uso industrial limitadoLogra un producto con las mismas propiedades de la concentración por evaporación, pero sin necesidad del cambio de fase y del calor
Dairy Powders and Concentrated Products. 2009

Concentración por congelamiento
• Parte del agua se transforma en cristales de hielo sólido usando un sistema de refrigeración.
• Los cristales de hielo son separados empleando un filtro, o una centrífuga
Dairy Powders and Concentrated Products. 2009

Filtración por membrana Osmosis Inversa (RO)
• Concentración de las soluciones por eliminación de agua mediante el uso de membranas permeables
Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

Dairy Powders and Concentrated Products. 2009. Dairy Processig handbook. 1995.

Leche Condensada

Objetivo.
Evaporación del agua de la leche a través de la presión reducida, a la que se le ha agregado sacarosa y/o dextrosa u otro englucorante natural.
Conservación de la leche mediante la disminución de su contenido de agua y por la adición de azúcar.

La alta concentración de azúcar aumenta la presión osmótica.
Alto contenido energético.
62.5% concentración mínima de sacarosa y 64.5% concentración máxima
Características.

Proceso de elaboración.

Proceso de elaboración.

PROPIEDADLECHE
FRESCALECHE
DESNATADALECHE
EVAPORADALECHE CONDENSADA
AZUCARADA
pH 6.7 6.7 6.2 6.6
Viscosidad aparente (mPa*s)
1.9 1.65 17 15 - 60
Densidad (kg*m-3) 1029 1035 1070 1070
Propiedades fisicoquímica de diferentes tipos de leche

PRODUCTO
HUMEDAD GRASA PROTEINAS CARBOHIDRATOS CENIZAS/MINERALES
Leche entera 87 3.7 3.3 4.8 0.7
Leche desnatada 90 <0.1 3.4 4.9 0.75
Leche condensada azucarada
27 9 8 55 1.8
Leche condensada azucarada desnatada
28 0.3 10 59 2.3
Composición química de la leche, leche evaporada y leche condensada (g/100g)

Defectos.
Viscosidad excesiva.
Decoloración.
Cambios químicos y microbiológicos.
Arenosidad.
Sedimentación de azúcar.
Crecimiento de moho.

Leche en polvo
Andy Mahr, 2011

Leche en polvo o deshidratada
La que ha sido sometida a un proceso de deshidratación, estandarizada o no, para cumplir
con las especificaciones descritas.
(NOM-155-SCFI-2012)

Leche en polvo semidescremada
Debe contener entre 12% y 14% de grasa butírica y debe cumplir con todas las
especificaciones descritas en la norma.
(NOM-155-SCFI-2012)
Vida de anaquel 3 años
Leche entera
6 meses

Uso recomendado por tratamiento
ClasificaciónTratamiento
térmico
Proteína sin desnaturalizar
(mg/g)
Aplicación recomendada
Low-heatMáximo 70 ºC por 2 minutos
≥ 6.00Cottage, quesos, cultivo iniciador, helado y bebidas con chocolate
Medium-heat70 – 78 ºC por 20 minutos
1.51-5.99Helado, productos cárnicos
High-heat88 ºC por 30 minutos
≤ 1.5Panadería, productos cárnicos, helado

Obtención de leche en polvo
Recepción de la leche
EstandarizaciónTratamiento
térmico
ConcentraciónSecadoHomogenización
Enfriamiento Empacado Almacenamiento

Diagrama de flujo

Calidad inicial
No debe tener mas de 48 horas desde el momento de la ordeña.
Contenido bajo de bacterias.
Puede ser sometida a
bactofugación.
(Alais, 1986)

Precalentamiento

Secado por aspersión
• Objetivo: Crear la máxima superficie posible de la cual tendrá lugar la evaporación.
• Producción de partículas con tamaño, forma y densidad deseados
Gotas homogéneas
Mismo tiempo de secado
Humedad uniforme
Geankoplis, 1998)

Ventajas
• Corto tiempo de secado
• Tiempo breve en la atmosfera caliente
• Baja temperatura de la partícula
• Polvos estables listos para envasado y transporte
(Geankoplis, 1998)

Problemas del secado por aspersiónFísico-químicos.• Reducción de la solubilidad de la leche.Problemas químicos• Oxidación de la materia grasa• Cambio de color• Sabor a cocidoBioquímicos• Acción de enzimas (lipasas)• Destrucción y reactivación eventualMicrobiológicos• Bacterias y toxinas persistentes en el producto. (Incluye etapas de
manipulación o procesado posterior al tratamiento térmico)Nutricionales• Disminución del valor nutrimental

Secador por aspersión

Recuperación de polvo fino
Ciclón

Atomizadores

Formación de partículas
(Mondragón, 2013)

Perdida de humedad
• Aumento de calor sensible (0-1)
• Velocidad de secado constate (1-2)
• Se alcanza punto de humedad critica (3)
• Formación de costra (3-4)
(Mondragón, 2013)

Cilindros rotatorios

Cilindros rotatorios

Características
• Color uniforme, blanco o cremoso claro
• Olor y sabor fresco y puro (reconstitución)
• Ausencia de impurezas macroscópicas
• Índice de solubilidad
• Entera: 1 ml
• Desnatada: 1.25 ml

Vida de anaquel
3 años
6 meses
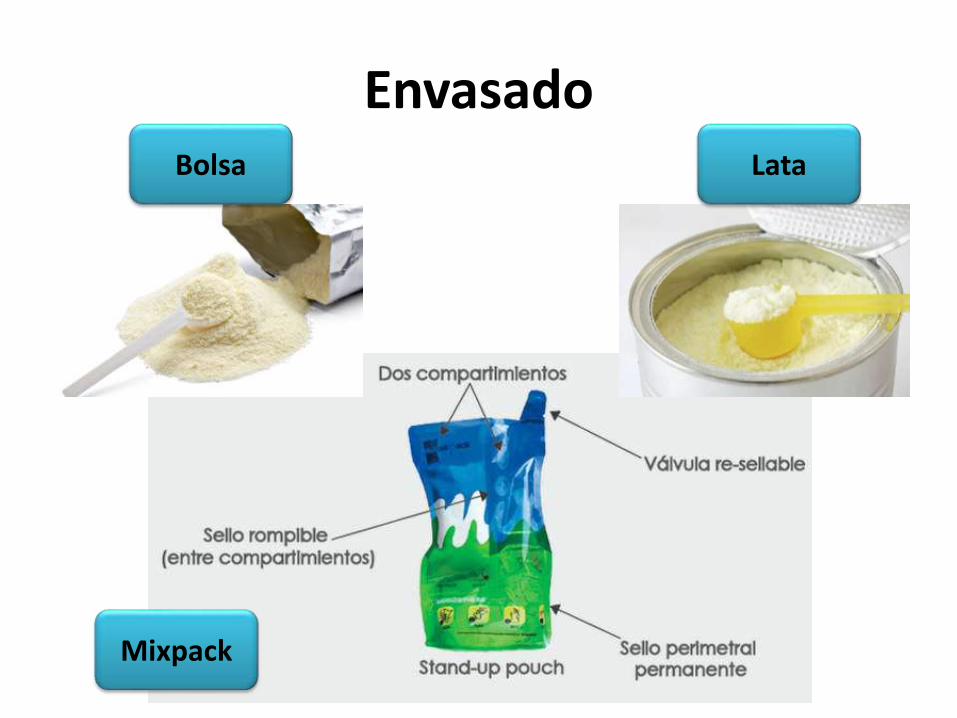
EnvasadoLata
Mixpack
Bolsa

Normatividad

ESPECIFICACIONES LIMITE MAXIMO
Coliformes totales 10 UFC/g
Staphylococcus aureus <100 UFC/g
NOM 185. Especificaciones microbiológicas del producto lácteo condensado azucarado

Microorganismo Límite máximo Productos
Organismos
Coliformes
totales
<100 UFC/g o mL Helados y sorbetes. Quesos de suero
<50 UFC/g o mL Bases o mezclas para helados.
<20 UFC/g o mLEn punto de venta: Leche, fórmula láctea, producto lácteo combinado;
pasteurizados.
<10 UFC/g o mL
En planta: Leche, fórmula láctea, producto lácteocombinado; pasteurizados o
deshidratados.
Mantequilla, cremas, leche condensada azucarada, leche fermentada o
acidificada, dulces a base de leche.
Staphylococcus
aureus
<10 UFC/ mL por
siembra directaLeche, fórmula láctea y producto lácteo combinadopasteurizado.
<100 UFC/g o mL
Mantequilla, cremas, leche condensada azucarada, leche fermentada o
acidificada, dulces a base de leche.
Quesos madurados y quesos procesados
1000 UFC/g Quesos frescos y quesos de suero
Salmonella spp Ausente en 25g o mL
Leche, fórmula láctea, producto lácteo combinado:pasteurizados y
deshidratados.
Quesos frescos, madurados y procesados. Quesos desuero.
Cremas, leche fermentada o acidificada, dulces a base de leche*, helados,
sorbetes y bases para helados.
Mantequillas.
Escherichia coli
100 UFC/g o mL Quesos frescos.
< 3 NMP/g o mLLeche utilizada como materia prima para la elaboración de quesos.
Leche, fórmula láctea, producto lácteo combinado;deshidratados.
< 10 NMP/g Quesos madurados y procesados.
NOM 243. Límites máximos de contenido microbiano para leche y derivados lácteos.

Microorganismo Límite máximo Productos
Listeria
monocytogenes
Ausente en
25g o mL
Leche, fórmula láctea, producto lácteo combinado;pasteurizados **
Quesos. Quesos de suero.
Helados, bases para helados y sorbetes.**.
Vibrio
cholerae ***
Ausente en 25gQuesos frescos.
Helados, sorbetes y bases para helados.
Ausente en 50g Quesos de suero.
Enterotoxina
estafilococcicaNegativa
Leche, fórmula láctea y producto lácteo combinado;deshidratados y la que se
emplee como materia primapara elaboración de quesos.
Quesos frescos, madurados y procesados.
Helados, sorbetes y bases para helados.
Toxina
botulínica**Negativa Quesos frescos, madurados y procesados, envasados al alto vacío.
Mohos y
levaduras
500 UFC/g o mL Quesos frescos, madurados*** y quesos de suero.
100 UFC/g o mL Quesos procesados.
50 UFC/g o mL Bases o mezclas para helados.
Mesofílicos
aerobios
200,000 UFC/g o mL Helados y sorbetes.
100,000 UFC/g o mL Bases para helado.
NOM 243. Límites máximos de contenido microbiano para leche y derivados lácteos.

NOM-155-SCFI-2012Tipo de grasa Proceso
primario
Proceso secundario Sabor
Grasa butírica
Entera
Semidescrema
da
Parcialmente
descremada
Rehidratada
Reconstituida
Deslactosada
Pasteurizada
Ultrapasteurizada
Microfiltrada
Evaporada
Condensada azucarada
Deshidratada o en polvo
Concentrada
Con sabor
a…
Sabor a…

7.2 La leche evaporada, condensada azucarada, en polvo o deshidratada y concentrada debe cumplir con las siguientes especificaciones
Siempre y cuando cumplan con lo especificado para leche parcialmente descremada en la tabla 4:
• Leche evaporadas, condensada azucarada y concentrada semidescremada: entre 5% m/m y 6% m/m de grasa butírica
• Leche en polvo semidescremada: entre 12% m/m y 14% m/m de grasa bUtírica

Tabla 4. EspecificacionesEspecificaciones Entera
Parcialmente
descremadaDescremada Método de prueba
Leche evaporada y/o concentrada sin sabor
Grasa Butírica % (m/m) 7.5 mínimo 2 mínimo
7 máximo
1 máximo NOM-086-SSA1-1994 ver
inciso 8.7
Sólidos totales provemientes de
la leche % (m/m)
25 mínimo 20 mínimo 20 mínimo NOM-116-SSA1-1994
Proteínas de la leche expresadas
en sólidos lácteos no grasos %
(m/m)1
34 mínimo 34 mínimo 34 mínimo NOM-155-SCFI-2012 ver
inciso 8.5
Caseína expresada en sólidos
lácteos no grasos, % (m/m)
29 mínimo 29 mínimo 29 mínimo NOM-155-SCFI-2012 Ver
inciso 8.2
Leche evaporada y/o concentrada con sabor
Grasa Butírica % (m/m) 7.5 mínimo 2 mínimo
7 máximo
1 máximo NOM-086-SSA1-1994 ver
inciso 8.7
Sólidos totales provemientes de
la leche % (m/m)
23 mínimo 19 mínimo 19 mínimo NOM-116-SSA1-1994
Proteínas de la leche expresadas
en sólidos lácteos no grasos %
(m/m)1
34 mínimo 34 mínimo 34 mínimo NOM-155-SCFI-2012 ver
inciso 8.5
Caseína expresada en sólidos
lácteos no grasos, % (m/m)
27 mínimo 27 mínimo 27 mínimo NOM-155-SCFI-2012 Ver
inciso 8.2
1. % Proteína m/m = [Proteína % / sólidos no grasos]100
2. En leche la relación caseína proteica debe ser de al menos 80% m/m

Tabla 4. EspecificacionesEspecificaciones Entera
Parcialmente
descremadaDescremada Método de prueba
Leche condensada azucarada 2
Grasa Butírica % (m/m) 8 mínimo 2 mínimo
7 máximo
1.5 máximo NOM-086-SSA1-1994 ver
inciso 8.7
Sólidos totales provemientes de
la leche % (m/m)
28 mínimo 24 mínimo 24 mínimo NOM-116-SSA1-1994
Proteínas de la leche expresadas
en sólidos lácteos no grasos %
(m/m)1
34 mínimo 34 mínimo 34 mínimo NOM-155-SCFI-2012 ver
inciso 8.5
Caseína expresada en sólidos
lácteos no grasos, % (m/m)
27 mínimo 27 mínimo 27 mínimo NOM-155-SCFI-2012 Ver
inciso 8.2
Leche condensada azucarada con sabor 2
Grasa Butírica % (m/m) 8 mínimo 2 mínimo
7 máximo
1.5 máximo NOM-086-SSA1-1994 ver
inciso 8.7
Sólidos totales provemientes de
la leche % (m/m)
23 mínimo 17 mínimo 17 mínimo NOM-116-SSA1-1994
Proteínas de la leche expresadas
en sólidos lácteos no grasos %
(m/m)1
34 mínimo 34 mínimo 34 mínimo NOM-155-SCFI-2012 ver
inciso 8.5
Caseína expresada en sólidos
lácteos no grasos, % (m/m)
27 mínimo 27 mínimo 27 mínimo NOM-155-SCFI-2012 Ver
inciso 8.2
1. % Proteína m/m = [Proteína % / sólidos no grasos]100
2. En los sólidos totales de la leche condensada no azucarada se le resta el contenido de azúcar adicionada
3. En leche la relación caseína proteica debe ser de al menos 80% m/m

Tabla 4. Especificaciones
Especificaciones EnteraParcialmente
descremadaDescremada Método de prueba
Leche en polvo con o sin sabor
Grasa Butírica % (m/m) 26 mínimo 1.5 mínimo
Inferior a 26
1.5 máximo NMX-F-744-COFOCALEC-
2011 ver inciso 8.7
Humedad % m/m 4 máximo 4 máximo 4 máximo NOM-243-SSA1-2010
Proteínas de la leche expresadas
en sólidos lácteos no grasos %
(m/m)1
34 mínimo 34 mínimo 34 mínimo NOM-155-SCFI-2012 ver
inciso 8.5
Caseína expresada en sólidos
lácteos no grasos, % (m/m)
27 mínimo 27 mínimo 27 mínimo NOM-155-SCFI-2012 Ver
inciso 8.2
1. % Proteína m/m = [Proteína % / sólidos no grasos]100
2. En leche la relación caseína proteica debe ser de al menos 80% m/m

Especificaciones Entera Parcialmente
descremada
descremada Métodos de
prueba
En polvo (deshidratada) con o sin sabor
Grasa butírica %
(m/m)
26 mín. 1.5 mín. inferior a
26
15 máx. NMX-F-744-
COFOCALEC-2011 y
ver inciso 8.7
Humedad % m/m 4 máx. 4 máx. 4 máx. NOM-243-SSA1-
2010
Proteínas propias de
la leche, expresada
como sólido lácteos
no grasos % (m/m)
34 mín. 34 mín. 34 mín. Véase inciso 8.5
Caseína expresada en
sólidos lácteos no
grasos % (m/m)
27 mín. 27 mín. 27 mín. Véase inciso 8.2
Tabla 4. Especificaciones

Especificaciones de leche en polvo
(NOM-155-SCFI-2012)

¿Alguna pregunta?


Bibliografía
• M. Marcelín Rodríguez y J. F. Vélez Ruíz. Proceso de elaboración y propiedades fisicoquímicas de las leches condensada azucarada y evaporada. Temas selectos de Ingeniería de Alimentos 6-1 (2012): 13-28
• Dairy Powders and Concentrated Products. Edited by A. Y. Tamine. Dairy Science and Technology Consultant, Ayr, UK. 2009. Pp 28-156
• Dairy Processig handbook. Tetra Pak ProcessingSystems AB S-221 86, Lund Sweden. Edited byTeknotext AB. 1995. Pp 133-138
• NOM-243-SSA1-2010.

• NORMA Oficial Mexicana NOM-155-SCFI-2012, Leche-Denominaciones, especificaciones fisicoquímicas, información comercial y métodos de prueba.
• ROSA MONDRAGÓN, J. ENRIQUE JULIA, ANTONIO BARBA, JUAN CARLOS JARQUE. El proceso de secado por atomización: Formación de gránulos y cinética de secado de gotas. Boletín de la sociedad Española de Cerámica y Vidrio. Vol. 52, 159-168. España. 2013.
• Wkren L, McCabe -Julian C. Smith - Peter Harriott. Operaciones unitarias en Ingeniería Química. 4ª Edición. McGraw-Hill. España. 1998, 483
• Christie J. Geankoplis. Procesos de transporte y operaciones unitarias. 3ª edición. CECSA. Universidad de Minnesota. 1998.
• Westergaard Vagn, Tecnología de la leche en polvo, Evaporación y secado por atomización. Niro. Dinamarca. 2004