wood fibre reinforced polypropylene composites: effect of fibre geometry and coupling agent on...
TRANSCRIPT
Applied Composite Materials 10: 365–379, 2003.© 2003 Kluwer Academic Publishers. Printed in the Netherlands.
365
Wood Fibre Reinforced Polypropylene Composites:Effect of Fibre Geometry and Coupling Agent onPhysico-Mechanical Properties
ANDRZEJ K. BLEDZKI� and OMAR FARUKInstitut für Werkstofftechnik, Kunststoff- und Recyclingtechnik, University of Kassel,Mönchebergstr. 3, D-34109 Kassel, Germany. e-mail: [email protected]
(Received 13 February 2003; accepted 26 June 2003)
Abstract. Wood fibre reinforced polypropylene composites at fibre content 50% by weight havebeen prepared and different types of wood fibres (hard wood fibre, soft wood fibre, long wood fibreand wood chips) were treated with coupling agent (MAH-PP) to increase the interfacial adhesion withthe matrix to improve the dispersion of the particles and to decrease the water sorption properties ofthe final composite.
The present study investigated the tensile, flexural, charpy impact and impact properties of woodfibre reinforced polypropylene composites as a function of coupling agent and fibre length andstructure.
From the results it is observed that wood chips-PP composites showed better tensile and flexuralproperties comparative with the other wood fibre-PP composites with the addition of 5%MAH-PP, which is around 65% and 50% for tensile strength and flexural strength respectively. Hardwood fibre-PP composites showed better impact characteristic values comparative to other woodfibre-PP composites with the addition of 5%MAH-PP and damping index decreased about to 60%.Charpy impact strength also increased up to 60% with the addition of 5%MAH-PP for long woodfibre-PP composites. Water absorption and scanning electron microscopy of the composites are alsoinvestigated.
Key words: wood fibre-polypropylene composites, maleated polypropylene, fibre length andgeometry, mechanical properties, water absorption.
1. Introduction
Recent studies based on wood fibre-thermoplastic composites have described theuse of wood fibres as low cost reinforcing filler in several thermoplastics [1–3].These composites have received attention from industry due to the thermoplasticnature of wood fibre-thermoplastic composites, which allows processing of thecomposites using traditional processing techniques and recycling of the resultantproducts or wastes at the end of their useful life.
A recent review report describes the reinforcement of natural and wood fibresinto polymer considering fibre structure, modification of fibre, processing, prop-
� Corresponding author.
366 ANDRZEJ K. BLEDZKI AND OMAR FARUK
erties, applications and recent developments of natural and wood fibre reinforcedpolymer composites [4].
Wood or lignocellulosic-filled polymer composites have received a lot of atten-tion particularly on the types of fibre, filler characteristics, types of coupling agentsand so forth. The utilisation of wood or in general lignocellulosic material as rein-forcing component in polymer composites has become more attractive particularlyfor price driven/high volume applications [5–14].
Still concerning the geometry of the cellulosic fibre, man-made fibres emergingfrom a spinneret are cylindrical with approximately constant diameter and specificarea. This is not the case for cellulosic fibres that present many defects caused bytwisting [15] in the stacking of the cellulose chains. These defects are apparent as“knees” at the fibre surface and constitute points where the fibre may rapture moreeasily. In addition, an important parameter is the aspect ratio (length/diameter),which has an influence on the mechanical properties of the composite [16]. Bledzkiet al. [17] described that the aspect ratio of wood including its physical structure,mechanical properties and density change from species to species. For example,soft wood fibres (spruce) are more flexible compared to fibres derived from aspenor birch (hard woods).
There has been much work done in the last two decades to bring togetherwood fibre, which is an irregular, hygroscopic, thermally sensitive and polar poly-mer. On the other hand, polypropylene, which is an apolar, hydrophobic, highlycrystalline polymer, requiring relatively high temperature to melt together with acompounding partner.
The technology of polymer blends and alloys offers nowadays a whole rangeof chemical compatibilisers and processing aids. The effect of those processingaids includes changing surface tensions, promoting fibre wettability, lubricating,facilitating the fusion of individual resin particles, so lowering the thermal load(temperature and heating time) during processing, and creating possible physicalor chemical bonds between components.
Many publications have discussed the effectiveness of MAH-PP as a couplingagent in natural and wood fibre reinforced polymer composites [18–27]. MAH-PPis experimented with wood fibre reinforced polymer composites dependence onconcentration of MAH-PP, different filler content of wood fibre, strength propertiesexposure to boiling and cyclic water and oven drying tests, evaluated in an acceler-ated weather test, shore D hardness test, IR absorption and FTIR studies. The MAHtreated wood-polymer composites showed 2–3 times more hardness [20] than thatof the untreated composites and MAH treatment restricted swelling and water andsteam absorption in the composites. It was also compared the properties with othermaleated polymer (SEBS-MAH). SEBS-g-MA [21] gave Shore hardness of 78with respect to 70 for PP and increased simultaneously Young’s modulus (100%),yield stress (20%) and notched Izod impact strength (24%).
In this work, we have studied the uses of MAH-PP as the coupling agent inorder to prepare different types of wood fibre (hard wood fibre, soft wood fibre,
WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 367
long wood fibre and wood chips) reinforced polypropylene composite with an aimto be used in automotive and building materials.
2. Experimental
2.1. MATERIALS
2.1.1. Polymeric Matrix
Polypropylene (Stamylan P17M10) was provided as granules by DSM, Gelsenkir-chen, Germany. Its melting temperature was 173 ◦C and melting index was10.5 dg/10 min at 230 ◦C. Its density at room temperature was 0.905 g/cm3.
2.1.2. Coupling Agent
A commercially available maleic anhydride-polypropylene copolymer (MAH-PP)was used as a coupling agent for fibre treatment and it was obtained from ClariantCorp., Frankfurt, Germany. It was used 5% by weight relative to the wood fibrecontent and was expected to improve the compatibility and adhesion between thewood fibre and the PP matrix.
2.1.3. Wood Fibres
Standard hard wood fibre (Lignocel HBS 150-500) and soft wood fibre (LignocelBK 40-90) with particle size of 150 µm–500 µm, were supplied by J. Rettenmaier& Söhne GmbH + Co., Germany.
Long wood fibre (particle size 4 mm–25 mm) was obtained from Johnson Con-trols, Lüneburg, Germany and wood chips were supplied by Werzalit AG + Co.KG,Oberstenfeld, Germany.
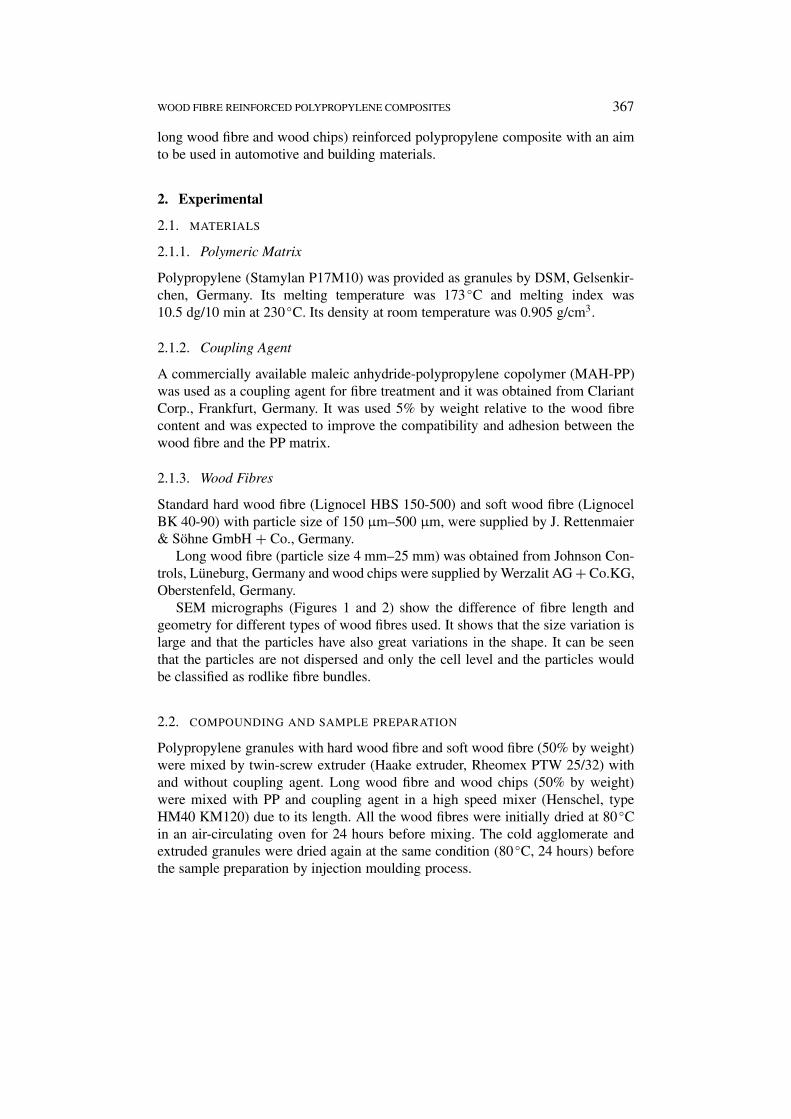
SEM micrographs (Figures 1 and 2) show the difference of fibre length andgeometry for different types of wood fibres used. It shows that the size variation islarge and that the particles have also great variations in the shape. It can be seenthat the particles are not dispersed and only the cell level and the particles wouldbe classified as rodlike fibre bundles.
2.2. COMPOUNDING AND SAMPLE PREPARATION
Polypropylene granules with hard wood fibre and soft wood fibre (50% by weight)were mixed by twin-screw extruder (Haake extruder, Rheomex PTW 25/32) withand without coupling agent. Long wood fibre and wood chips (50% by weight)were mixed with PP and coupling agent in a high speed mixer (Henschel, typeHM40 KM120) due to its length. All the wood fibres were initially dried at 80 ◦Cin an air-circulating oven for 24 hours before mixing. The cold agglomerate andextruded granules were dried again at the same condition (80 ◦C, 24 hours) beforethe sample preparation by injection moulding process.
368 ANDRZEJ K. BLEDZKI AND OMAR FARUK
Figure 1. SEM micrographs of different used wood fibres before blending [(a) hard woodfibre, (b) soft wood fibre, (c) long wood fibre and (d) wood chips].
2.3. TESTING
Tensile and flexural tests were performed at a test speed of 2 mm/min accordingto EN ISO 527 and EN ISO 178 for different wood fibre-PP composites with andwithout coupling agent on a Zwick UPM 1446. All tests were performed at roomtemperature (23 ◦C) and at a relative humidity of 50%.
An EN ISO 179 charpy impact test was carried out using 10 unnotched samples.In each case a standard deviation < 15% (drop weight) was used to calculate thecharpy impact strength.
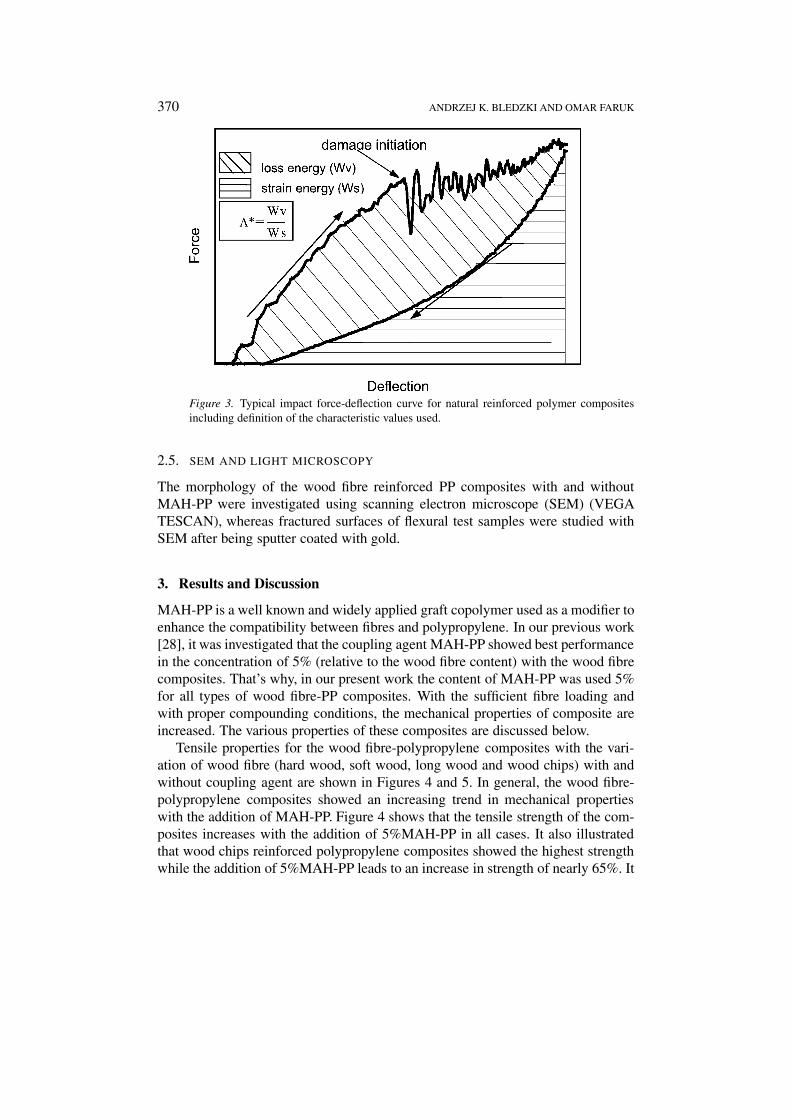
To measure the impact characteristics values, the specimens were tested byusing a low-velocity falling weight impact tester (EN ISO 6603-2) at room tem-perature in non-penetration-mode. The impactor had a mass of 0.75 kg and theimpact energy was 0.96 Joules. The results of the impact test can be described bytwo separate issues (Figure 3):

WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 369
Figure 2. SEM micrographs of (a) hard wood fibre, (b) soft wood fibre, (c) long wood fibreand (d) wood chips.
(a) Force-deflection curve: the force-deflection curve refers to all the materialsbehaviours including the damage initiation defined by the first significant dropof the force.
(b) Characteristic values: loss energy (Wv) as a measure of dissipated energy andstrain energy (Ws) as a measure of the stored energy, and the damping index(�∗) as ratio of loss energy to strain energy.
2.4. WATER UPTAKE
The water uptake of wood fibre-PP composite samples was measured as a functionof time according to DIN 53495. Specimens (50 × 50 × 4 mm) were put in awater filled container at 23 ◦C for varying lengths (1–48 hours) of time. The weightgained by the immersed samples was used to determine the water uptake by thesamples.
370 ANDRZEJ K. BLEDZKI AND OMAR FARUK
Figure 3. Typical impact force-deflection curve for natural reinforced polymer compositesincluding definition of the characteristic values used.
2.5. SEM AND LIGHT MICROSCOPY
The morphology of the wood fibre reinforced PP composites with and withoutMAH-PP were investigated using scanning electron microscope (SEM) (VEGATESCAN), whereas fractured surfaces of flexural test samples were studied withSEM after being sputter coated with gold.
3. Results and Discussion
MAH-PP is a well known and widely applied graft copolymer used as a modifier toenhance the compatibility between fibres and polypropylene. In our previous work[28], it was investigated that the coupling agent MAH-PP showed best performancein the concentration of 5% (relative to the wood fibre content) with the wood fibrecomposites. That’s why, in our present work the content of MAH-PP was used 5%for all types of wood fibre-PP composites. With the sufficient fibre loading andwith proper compounding conditions, the mechanical properties of composite areincreased. The various properties of these composites are discussed below.
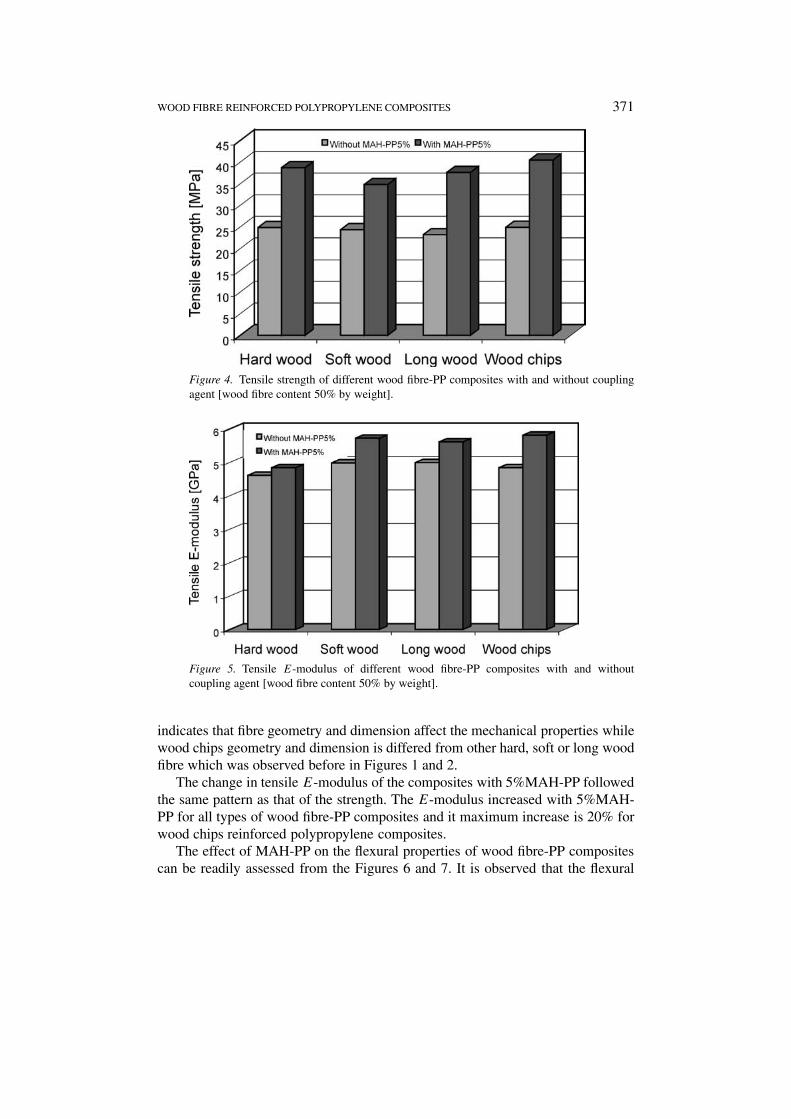
Tensile properties for the wood fibre-polypropylene composites with the vari-ation of wood fibre (hard wood, soft wood, long wood and wood chips) with andwithout coupling agent are shown in Figures 4 and 5. In general, the wood fibre-polypropylene composites showed an increasing trend in mechanical propertieswith the addition of MAH-PP. Figure 4 shows that the tensile strength of the com-posites increases with the addition of 5%MAH-PP in all cases. It also illustratedthat wood chips reinforced polypropylene composites showed the highest strengthwhile the addition of 5%MAH-PP leads to an increase in strength of nearly 65%. It
WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 371
Figure 4. Tensile strength of different wood fibre-PP composites with and without couplingagent [wood fibre content 50% by weight].
Figure 5. Tensile E-modulus of different wood fibre-PP composites with and withoutcoupling agent [wood fibre content 50% by weight].
indicates that fibre geometry and dimension affect the mechanical properties whilewood chips geometry and dimension is differed from other hard, soft or long woodfibre which was observed before in Figures 1 and 2.
The change in tensile E-modulus of the composites with 5%MAH-PP followedthe same pattern as that of the strength. The E-modulus increased with 5%MAH-PP for all types of wood fibre-PP composites and it maximum increase is 20% forwood chips reinforced polypropylene composites.
The effect of MAH-PP on the flexural properties of wood fibre-PP compositescan be readily assessed from the Figures 6 and 7. It is observed that the flexural

372 ANDRZEJ K. BLEDZKI AND OMAR FARUK
Figure 6. Flexural strength of different wood fibre-PP composites with and without couplingagent [wood fibre content 50% by weight].
strength (Figure 6) of the composites showed an increasing tendency with theaddition of MAH-PP. Long wood fibre-PP composites showed the higher flexuralstrength compare to the other wood fibre-PP composites without 5%MAH-PP. Butwith the addition of 5%MAH-PP, the flexural strength of wood chips-PP compos-ites increased the most at which is around 50%. Figure 7 showed that the flexuralE-modulus of the hard wood fibre and soft wood fibre-PP composites were slightlydecreased with the addition of 5%MAH-PP. For wood chips and long wood fibre-PP composites, the flexural E-modulus was slightly increased with the addition of5%MAH-PP. May be fibre length and structure of these two wood fibres plays arole in the interaction between wood fibre and polypropylene.
Figure 8 shows the variation of charpy impact strength of wood fibre-PP com-posites with the addition of 5%MAH-PP. From the figure, it is seen that the charpyimpact strength of the hard wood fibre-PP composites are found to be higher thanthe other wood fibre-PP composites. However with the addition of 5%MAH-PPcomposites, charpy impact strength increased the most for long wood fibre-PPcomposites at around 60%.
The impact resistance is the ability of a material and its structure to surviveimpact induced damages during an impact issues. The force-deflection curve asmeasured in a drop weight impact test refers to associate damage initiation by thefirst significant change in the slope of the curve.
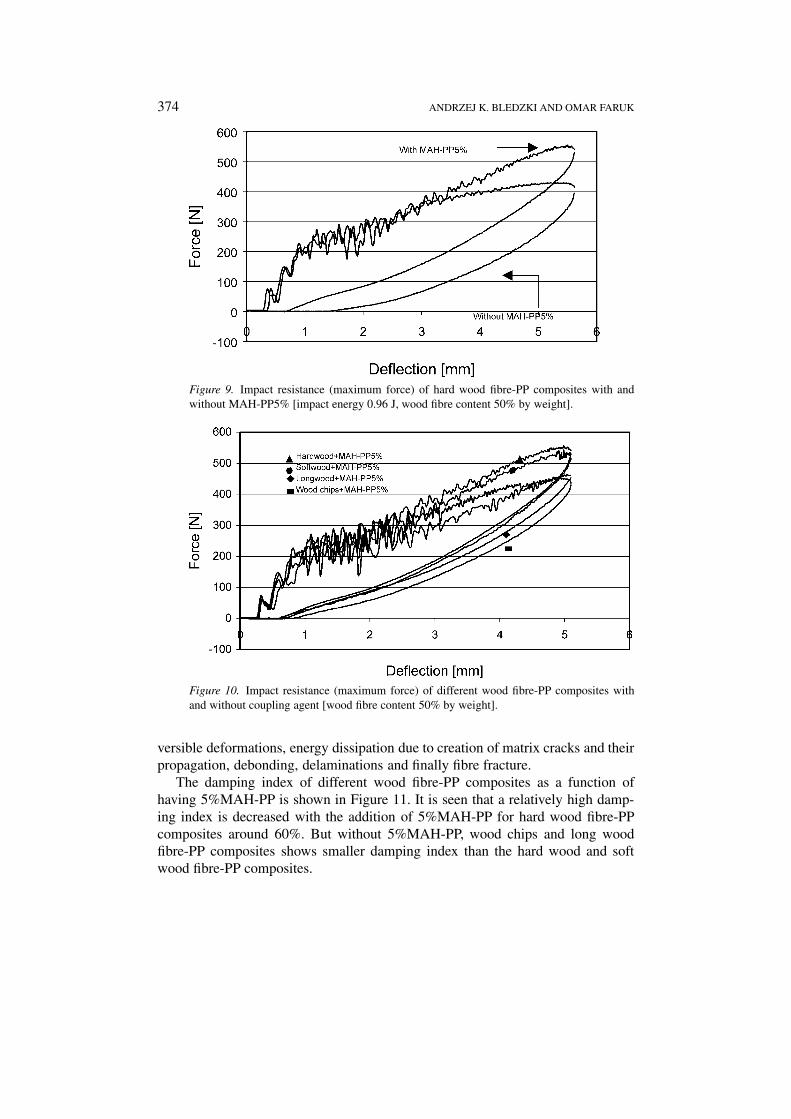
Impact resistance of hard wood fibre-PP composites with and without couplingagent is shown in Figure 9. The improvement in impact resistance of compositeusing 5%MAH-PP as a coupling agent is very significant. Figure 10 illustrated theimpact resistance of different wood fire-PP composites with 5%MAH-PP and it is

WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 373
Figure 7. Flexural E-modulus of different wood fibre-PP composites with and withoutcoupling agent [wood fibre content 50% by weight].
Figure 8. Charpy impact strength of different wood fibre-PP composites with and withoutcoupling agent [wood fibre content 50% by weight].
clearly observed that hard wood fibre-PP composites with 5%MAH-PP shows thehighest impact resistance comparative to other wood fibre-PP composites.
Damping index for all samples were calculated by taking the ratio of dissi-pated energy (loss energy) to the stored energy (strain energy) to measure theimpact characteristic values. The loss energy involves energy which based on irre-
374 ANDRZEJ K. BLEDZKI AND OMAR FARUK
Figure 9. Impact resistance (maximum force) of hard wood fibre-PP composites with andwithout MAH-PP5% [impact energy 0.96 J, wood fibre content 50% by weight].
Figure 10. Impact resistance (maximum force) of different wood fibre-PP composites withand without coupling agent [wood fibre content 50% by weight].
versible deformations, energy dissipation due to creation of matrix cracks and theirpropagation, debonding, delaminations and finally fibre fracture.
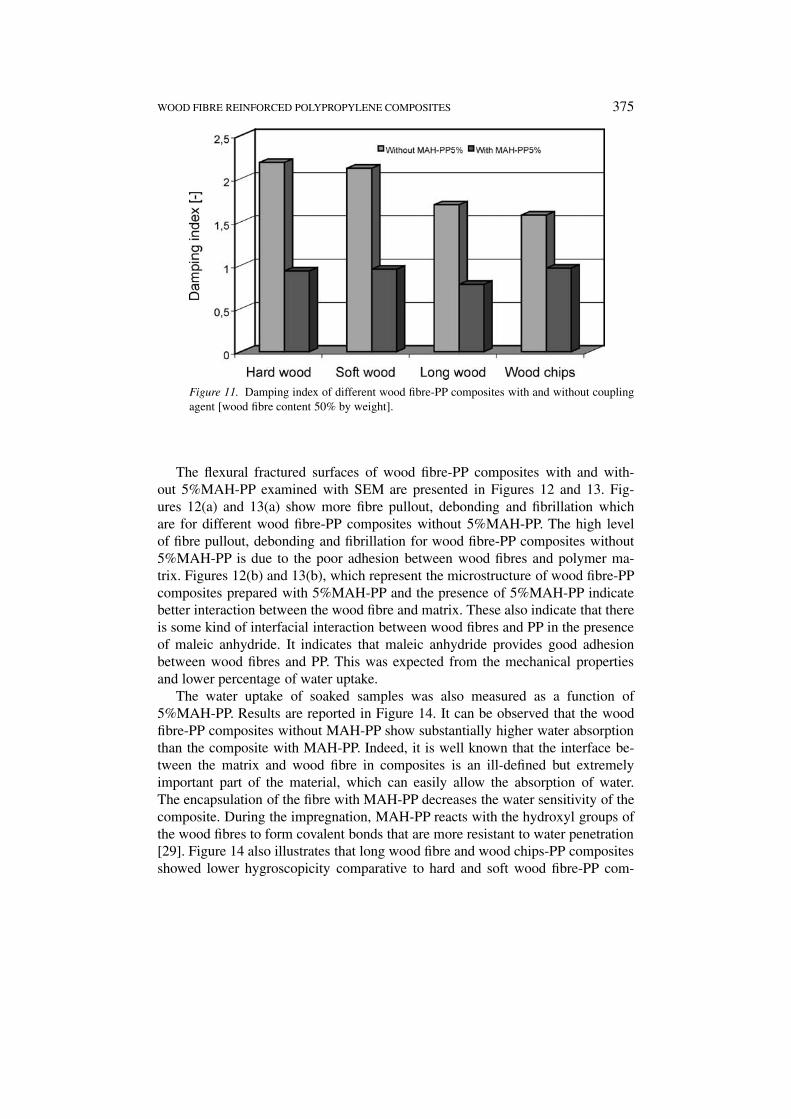
The damping index of different wood fibre-PP composites as a function ofhaving 5%MAH-PP is shown in Figure 11. It is seen that a relatively high damp-ing index is decreased with the addition of 5%MAH-PP for hard wood fibre-PPcomposites around 60%. But without 5%MAH-PP, wood chips and long woodfibre-PP composites shows smaller damping index than the hard wood and softwood fibre-PP composites.
WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 375
Figure 11. Damping index of different wood fibre-PP composites with and without couplingagent [wood fibre content 50% by weight].
The flexural fractured surfaces of wood fibre-PP composites with and with-out 5%MAH-PP examined with SEM are presented in Figures 12 and 13. Fig-ures 12(a) and 13(a) show more fibre pullout, debonding and fibrillation whichare for different wood fibre-PP composites without 5%MAH-PP. The high levelof fibre pullout, debonding and fibrillation for wood fibre-PP composites without5%MAH-PP is due to the poor adhesion between wood fibres and polymer ma-trix. Figures 12(b) and 13(b), which represent the microstructure of wood fibre-PPcomposites prepared with 5%MAH-PP and the presence of 5%MAH-PP indicatebetter interaction between the wood fibre and matrix. These also indicate that thereis some kind of interfacial interaction between wood fibres and PP in the presenceof maleic anhydride. It indicates that maleic anhydride provides good adhesionbetween wood fibres and PP. This was expected from the mechanical propertiesand lower percentage of water uptake.
The water uptake of soaked samples was also measured as a function of5%MAH-PP. Results are reported in Figure 14. It can be observed that the woodfibre-PP composites without MAH-PP show substantially higher water absorptionthan the composite with MAH-PP. Indeed, it is well known that the interface be-tween the matrix and wood fibre in composites is an ill-defined but extremelyimportant part of the material, which can easily allow the absorption of water.The encapsulation of the fibre with MAH-PP decreases the water sensitivity of thecomposite. During the impregnation, MAH-PP reacts with the hydroxyl groups ofthe wood fibres to form covalent bonds that are more resistant to water penetration[29]. Figure 14 also illustrates that long wood fibre and wood chips-PP compositesshowed lower hygroscopicity comparative to hard and soft wood fibre-PP com-

376 ANDRZEJ K. BLEDZKI AND OMAR FARUK
Figure 12. SEM micrographs of fractured surface of hard wood fibre-PP composites [(a) with-out 5%MAH-PP, (b) with 5%MAH-PP].
Figure 13. SEM micrographs of fractured surface of wood chips-PP composites [(a) without5%MAH-PP, (b) with 5%MAH-PP].
posites. MAH-PP reduced the hygroscopicity by as much as 75% for soft woodfibre-PP composites.
4. Conclusions
Four types of wood fibre (hard wood fibre, soft wood fibre, long wood fibre andwood chips) were used to prepare wood fibre reinforced polypropylene composites.The effect of coupling agent and fibre length and geometry on the performance ofwood fibre-PP composites has been investigated. From this present investigation,the following points can be drawn.
– Wood chips-PP composites showed better tensile and flexural properties com-parative with the other wood fibre-PP composites with the addition of5%MAH-PP.

WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 377
Figure 14. Water uptake of different wood fibre-PP composites with and without couplingagent [wood fibre content 50% by weight].
– A maximum increase in tensile and flexural strength of about 65% and 50%respectively was observed with the addition of 5%MAH-PP for woodchips-PP composites.
– Hard wood fibre-PP composites showed better impact values compared toother wood fibre-PP composites with the addition of 5%MAH-PP.
– Damping index decreased by 60% with the addition of 5%MAH-PP for hardwood fibre-PP composites.
– Charpy impact strength also increased up to 60% with the addition of5%MAH-PP for long wood fibre-PP composites.
– Long wood fibre and wood chips-PP composites showed lower hygroscopicitycomparative to hard and soft wood fibre-PP composites.
– 5%MAH-PP reduced the hygroscopicity with a maximum reduction of around75% for soft wood fibre-PP composites.
References
1. Simonsen, J., in Proceedings of Wood Fiber-Plastics Composites Conference, Madison, WI,USA, May 1995, p. 47.
2. Oksman, K. and Clemens, C., ‘Mechanical Properties and Morphology of Impact ModifiedPolypropylene-Wood Flour Composites’, Journal of Applied Polymer Science 67, 1998, 1503.
3. Huang, Y., ‘Influence of Modified Wood Fibers on the Mechanical Properties of Wood Fiber-Reinforced Polyethylene’, Journal of Applied Polymer Science 66, 1997, 1561.
4. Bledzki, A. K., Sperber, V. E. and Faruk, O., ‘Natural and Wood Fibre Reinforcement inPolymers’, Rapra Review Reports 13(8), 2002, 1.
5. Renstrom, R.,‘Entrepreneur Invests in Wood-Flour Market’, Plastics News (USA) 12(51),2001, 31.

378 ANDRZEJ K. BLEDZKI AND OMAR FARUK
6. Felix, J. M. and Gatenholm, P., ‘The Nature of Adhesion in Composites of Modified CelluloseFibres and Polypropylene’, Journal of Appied Polymer Science 42, 1991, 609.
7. Chengzhi, C., Almdal, K., Poulsen, L. and Plackett, D.,‘Conifer Fibers as Reinforcing Materialsfor Polypropylene-Based Composites’, Journal of Appied Polymer Science 80(14), 2001, 2833.
8. Van, D. V. K. and Kiekens, P., ‘Influence of Fibre and Matrix Modifications on Mechanical andPhysical Properties of Flax Fibre Reinforced Polypropylene’, Macromolecular Materials andEngineering 286(4), 2001, 237.
9. Jacoby, P., Sullivan, R. and Crostic, W., ‘Wood Filled High Crystallinity Polypropylene’,Plastics in Building Construction 25(8), 2001, 8.
10. Eichhorn, S. J., Baillie, C. A., Zafeiropoulos, N., Mwaikambo, L. Y., Ansell, M. P.,Dufresne, A., Entwhistle, K. M., Herrera, F. P. J., Escamilla, G. C., Groom, L., Hughes, M.,Hill, C., Rials, T. G. and Wild, P. M., ‘Review. Current International Research into CellulosicFibres and Composites’, Journal of Materials Science 36(9), 2001, 2107.
11. Rana, A. K. and Jayachandran, K., ‘Jute Fiber for Reinforced Composites and Its Prospects’,Molecular Crystals & Liquid Crystals 353, 2000, 35.
12. Ismail, H. and Mega, L., ‘Effects of a Compatibilizer and Silane Coupling Agent on theMechanical Properties of White Rice Husk Ash Filled Polypropylene/Natural Rubber Blend’,Polymer Plastic Technology and Engineering 40(4), 2001, 463.
13. Joseph, K., Thomas, S. and Pavithran, C., ‘Effect of Chemical Treatment on Short Sisal FibreReinforced Polyethylene Composites’, Polymer 37, 1996, 5139.
14. Maldas, D. and Kokta, B.V., ‘Effect of Recycling on the Mechanical Properties of Wood Fi-bre/Polystyrene Composites. II. Saw dust as a Reinforcing Filler’, Polymer Plastic Technologyand Engineering 29, 1990, 419.
15. Rowland, S. P. and Roberts, E. J., J. Polym. Sci., Poly. Chem. Ed. 10, 1972, 2447.16. Singh, B. and Gupta, M., in Proceedings of the International Symposium on Biocomposites and
Blends Based on Jute and Allied Fibres, India, 1994, p. 111.17. Bledzki, A. K., Reimane, S. and Gassan, J., ‘Thermoplastics Reinforced with Wood Fillers:
a Literature Review’, Polymer-Plastic Technology and Engineering 37, 1998, 451.18. Rowell, R. M., Lange, S. E. and Jacobson, R. E., ‘Weathering Performance of Plant-
Fiber/Thermoplastic Composites’, Molecular Crystals & Liquid Crystals 353, 2000, 85.19. Marcovich, N. E., Reboredo, M. M. and Aranguren, M. I., ‘Modified Woodflour as Thermoset
Fillers Part I. Effect of the Chemical Modification and Percentage of Filler on the MechanicalPproperties’, Polymer 42, 2001, 815.
20. Patil, Y. P., Gajre, B., Dusane, D., Chavan, S. and Mishra, S., ‘Effect of Maleic AnhydrideTreatment on Steam and Water Absorption of Wood Polymer Composites Prepared from WheatStraw, Cane Bagasse, and Teak Wood Sawdust Using Novolac as Matrix’, Journal of AppliedPolymer Science 77(13), 2000, 2963.
21. Nitz, H., Reichert, P., Romling, H. and Mulhaupt, R., ‘Influence of Compatibilizers on SurfaceHardness Water Uptake and Mechanical Properties of Polypropylene Wood Flour CompositesPrepared by Reactive Extrusion’, Macromolecular Materials and Engineering 276, 2000, 51.
22. Ellis, W. D. and O’Dell, J. L., ‘Wood-Polymer Composites Made with Acrylic Monomers,Isocyanate, and Maleic Anhydride’, Journal of Applied Polymer Science 73(12), 1999, 2493.
23. Coutinho, F. M. B., Costa, T. H. S. and Carvalho, D. L., ‘Polypropylene-Wood Fibre Compos-ites: Effect of Treatment and Mixing Conditions on Mechanical Properties’, Journal of AppliedPolymer Science 65(6), 1997, 1227.
24. Rowell, R. M., Simonsen, J. and Jacobson, R. E., ‘Wood-Fiber Reinforcement of Styrene-Maleic Anhydride Copolymers’, Journal of Applied Polymer Science 68(10), 1998, 1567.
25. Oksman, K. and Lindberg, H., ‘Influence of Thermoplastic Elastomers on Adhesion inPolyethylene-Wood Flour Composites’, Journal of Applied Polymer Science 68(11), 1998,1845.

WOOD FIBRE REINFORCED POLYPROPYLENE COMPOSITES 379
26. Kazayawoko, M., Balatinecz, J. J. and Woodhams, R. T., ‘Diffuse Reflectance Fourier Trans-form Infrared Spectra of Wood Fibers Treated with Maleated Polypropylenes’, Journal ofApplied Polymer Science 66(6), 1997, 1163.
27. Marcovich, N. E., Reboredo, M. M. and Aranguren, M. I., ‘Composites Made fromLignocellulosics and Thermoset Polymers’, Molecular Crystals & Liquid Crystals 353,2000, 95.
28. Bledzki, A. K., Faruk, O. and Huque, M., ‘Physico-Mechanical Studies of Wood FibreReinforced Composites’, Polymer-Plastic Technology and Engineering 41(3), 2002, 435.
29. Gauthier, R., Joly, C., Coupas, A. C., Gauthier, H., and Escoubes, S., ‘Interfaces in Poly-olefin/Cellulosic Fiber Composites: Chemical Coupling, Morphology, Correlation with Ad-hesion and Aging in Moisture’, Polymer Composites 19, 1998, 287.