injection moulded microcellular wood fibre–polypropylene composites
TRANSCRIPT
www.elsevier.com/locate/compositesa
Composites: Part A 37 (2006) 1358–1367
Injection moulded microcellular wood fibre–polypropylene composites
Andrzej K. Bledzki *, Omar Faruk
Institut fur Werkstofftechnik, Kunststoff- und Recyclingtechnik, University of Kassel, Monchebergstrasse 3, D-34109 Kassel, Germany
Received 13 June 2003; received in revised form 26 March 2004; accepted 10 August 2005
Abstract
The polymer–wood fibre composites utilize wood fibres as a reinforcing filler in the polymer matrix and are known to be advantageousover the neat polymers in terms of the materials cost and some mechanical properties such as stiffness and strength. These wood fibrecomposites are microcellular processed to create a new class of materials with unique properties. Recent studies have demonstrated thefeasibility of developing microcellular structures in polymer–wood fibre composites.
An experimental investigation was conducted to research the microcellular behaviour in the injection moulding foam processing ofpolypropylene–wood fibre composites using chemical foaming agents. The effects of fibre type (hard and soft wood fibre) and differentchemical foaming agents (endothermic, exothermic and endo/exothermic) on the density, physico-mechanical properties, surface rough-ness and cell morphology of foamed PP–wood fibre composites are studied. A compatibiliser maleic anhydride polypropylene copolymer(MAH-PP) was used with the intension of improving the mechanical properties of foamed composites.
The structures of the foamed composites were examined using scanning electron microscopy and optical microscopy to determine thecell size, shape and distribution of cells to account for this behaviour. The density of microfoamed hard wood fibre–PP compositesreduced around 30% and decreased up to 0.741 g/cm3 with the using of exothermic chemical foaming agent. Optical microscopy showedthat the cells are round and cell sizes are affected by chemical foaming agents. Tensile and flexural tests are performed on the foamedcomposites to investigate the dependence of these properties on the density (specific properties) of foamed specimens and compared withnon-foamed composites and MAH-PP has improved the physico-mechanical properties up to 80%. Chemical foaming agents have alsoan effect on surface roughness of the composites which decreased surface roughness of the foamed composites compared to the non-foamed composites. Water absorption and thickness swelling of the composites investigated also.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Wood–polypropylene composites; Microcellular foaming; Chemical blowing agent; E. Injection moulding
1. Introduction
Wood fibre reinforced plastic profiles are growing rap-idly in non-structural wood-replacement applications likedecking. But most processors of wood composites arenow evaluating the newer alternative of foamed compositesthat are lighter and feel more like real wood. Foamed woodcomposites also accept screws and nail more like real woodthan do their non-foamed counterparts. What is more,
1359-835X/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.compositesa.2005.08.010
* Corresponding author. Fax: +49 561 8043692.E-mail address: [email protected] (A.K. Bledzki).
internal pressures created by foaming give better surfacesmoothness than non-foamed profiles [1].
The earliest known foamed and wood-filled thermoplas-tics were based on polystyrene. In the past three years,more foamed wood composites have begun to appear.They are based on ABS, ASA, SAN, PVC, and PP, and in-clude monolayer, co-extruded, and even tri-extruded pro-files. Now foamed wood composites are popping up inbigger profiles with more complex shapes and materialvariations. Density reductions range from 5% to 50% andwood filler levels from 3% to 60%. Denser foam profilescan be joined like conventional wood and do not needend caps or edging to hide the open ends.

A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367 1359
The processing of microcellular-foamed structures inpolymer/wood fibre composites through a batch foamingprocess [2–6], continuous extrusion process [7–11] wasinvestigated.
Zhang et al. [12] has been experimented two system con-figurations (tandem extrusion system vs. single extrudersystem) for wood fibre/polymer composites to demonstratethe system effect on the cell morphology and foamproperties.
The microcellular foaming in an injection moulding pro-cess was also introduced containing natural fibre (flax fibre)as well as wood fibre [13–15].
Injection moulding is one of the most commerciallyimportant fabrication processes for moulding a broad spec-trum of thermoplastics. A great deal of attention has beengiven to defining the engineering aspects of the operationfor maximizing production rates and for controlling partstrength, brittleness, shrinkage, and appearance character-istics [16,17].
There are several variables to consider when operatingan injection-moulding machine. Some of these variablescan affect the physical properties of the foam. It is wellestablished for example that the mould temperature andcooling time are important variables in this regard. How-ever there are many other factors that can be adjusted,including such variables as screw speed, compression pres-sure, cycle time to name a few, which might also have aneffect on one or more foam properties.
Foamed polymers can be produced by utilizing either achemical or a physical foaming agent. Chemical foamingagents are substances which decompose at processing tem-peratures thus liberating gases like CO2 and/or Nitrogen.Solid organic and inorganic substances are used as chemi-cal foaming agents. The solid residues react as nucleationcentres. This leads to a finer cell structure and a better sol-ubility of the gas in the polymer melt. There are several dif-ferent types of chemical foaming agents, which differmostly in the type of gas that is generated and the typeof reaction that generates that gas. The reaction that pro-duces the gas can either absorb energy (endothermic) orrelease energy (exothermic).
Requirements to an ideal chemical foaming agent (CFA)[18] are:
� Decomposition reaction has to be in a defined tempera-ture range, according to used polymer.� Avoid very fast reaction (explosion) by decomposition
of the CFA.� Prevention of a heat build-up or burning.� Easy mixing and uniform dispersion of the CFA in the
polymer.� High gas yield and feasibility of the CFA.� CFA should not be corrosive for tools.� No discoloration and plate out of the polymer.
It has been proven [18] that chemical foaming agentswill reduce the melt viscosity significantly. After the decom-
position of the chemical foaming agent, the generated gas isdissolved in the polymer melt. At the high pressures in theextruder or injection moulding machine, the gas will stay inthe polymer melt until the pressure drops at the die, there-fore, the chemical foaming agent acts as processing aid dur-ing the processing of wood plastic composites. After theprofile exits the die the dissolved gas is decompressed andstarts forming cells. This leads to a weight reduction andimproved workability of the profile. The chemical foamingagents influence the viscoelastic properties of the matrixand the cell morphology of foamed plastics in differentmanners, because of the differences in their thermal decom-position behaviours.
A recent report [19] reviewed the different processingsystem about microcellular wood fibre reinforced polymercomposites. It was also described the recent developmentsof microcellular natural and wood fibre reinforced polymercomposites.
The effect of chemical foaming agents [20] on processingand properties of wood plastic composites gain interest dueto their better properties such as insulation values, shrink-age and distortion. Stiffness can be influenced positivelywhich was discussed also considering the benefits of usingchemical foaming agents, consistent process control andnucleating effects.
This study will explore the effects of chemical foamingagents on physico-mechanical properties of both types ofwood fibre–PP microfoamed composites and influence ofcoupling agent on properties also.
2. Experimental
2.1. Materials
2.1.1. Polymeric matrix
Polypropylene (Stamylan P17M10) was provided asgranules by DSM, Gelsenkirchen, Germany. Its meltingtemperature was 173 �C and melting index was 10.5 g/10 min at 230 �C. Its density at room temperature was0.905 g/cm3.
2.1.2. Wood fibres
Hard wood fibre (Lignocel HBS 150-500) and soft woodfibre (Lignocel BK 40–90) with particle size 150–500 lm issupplied by J. Rettenmaier & Sohne GmbH & Co., Ger-many. Both the fibres are commercial product with a mix-ing of different wood.
2.1.3. Compatibiliser
A commercially available maleic anhydride-polypropyl-ene copolymer (Licomont AR 504 FG) with acid number(37–43 mg KOH/g) was used as a compatibiliser for fibretreatment and it was obtained from Clariant Corp., Frank-furt, Germany. It was used 5% by weight relative to thewood fibre content and was expected to improve the com-patibility and adhesion between the wood fibre and the PPmatrix.
1360 A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367
2.1.4. Chemical foaming agents
To get foamed wood fibre reinforced composites, 3 typesof chemical foaming agents have been used in this researchwork which was obtained from Clariant MasterbatchGmbH & Co., OHG, Ahrensburg, Germany. In all caseschemical foaming agents were used 4% (master batch) byweight relative to the wood–PP composites. The character-istics of these chemical foaming agents are stated in Table 1.
2.2. Processing and foaming
The processing of wood fibre–PP microfoaming can bedivided into 3 steps. The processing steps are:
2.2.1. Agglomeration of polypropylene with wood fibre
Hard and soft wood fibres with PP were mixed by highspeed mixer (Henschel Mixer, type HM40 KM120) withand without coupling agent. Both the hard and soft woodfibres were dried at 80 �C in an air circulating oven for 24 h(moisture content <1%) before mixing.
2.2.2. Homogenisation of agglomerate granuleswith chemical foaming agents
Then cold agglomerate granules mixed with differenttypes of chemical foaming agents and before foaming ininjection moulding, the mixed granules were dried againat the same stated system.
2.2.3. Foaming and preparation of specimen
in an injection moulding processThe specimens (size: 200 · 90 · 4 mm) of both types of
wood fibres foamed composites were prepared by injectionmoulding at melting temperature 150–180 �C, mould tem-perature of 80–100 �C and under a injection pressure20 kN/mm2. The processing temperature was fixed at atemperature where the dispersed gas bubbles create thenecessary expansion after injection. The expansion pressuresprayed the melt against the cold wall of the mould, creat-ing the typical structure that includes solid skin and cellularcore.
Table 1Different types of chemical foaming agents
Commercialname
Reactiontype
Decompositiontemperature(�C)
Effectivecomponents(%)
Hydrocerol 530 Exothermic 170 47.5–51.5Hydrocerol AB40E Exo-/endothermic 160 38–42Hydrocerol BIH20 Endothermic 150 20
Table 2Data of decomposition temperature (peak max.) and decomposition rate (pea
CFA Decomposition of Peak 1
Onset (�C) Endset (�C) Peak max. (�C) Peak widt
Exothermic 166.1 168.8 167.5 2.7Endothermic 144.1 166.4 157.8 22.3Endo/exothermic 158.2 172.6 164.6 14.3
2.3. Measurements
All physico-mechanical tests were performed accordingto standard testing methods. The tensile and flexural test(Zwick Machine, UPM 1446) were tested at a test speedof 2 mm/min according to EN ISO 527 and EN ISO 178for both wood fibre–PP composites, respectively. Theinvestigations were carried out with 5 samples in each seriesand standard deviation (<10%) was used to measure prop-erties. All the tests were investigated at room temperature(23 �C) and at a relative humidity of 50%.
The densities of non-foamed and microfoamed speci-mens were measured according to DIN 53479 and 15 rep-licates were used for each variable studied and the meanvalue was taken. The void content was calculated accord-ing to ASTM D 2734-70 for foamed composites.
The surface roughness of the wood fibre–PP compositeswere measured according to ISO 4287/1 with a laser sensorauto focus measurement systems.
2.4. Water uptake
The water uptake of microfoamed and non-foamedsamples were measured as a function of time accordingto DIN 53495. Specimens (50 · 50 · 4 mm) were put atthe bottom of a water filled container at 23 �C for varyinglengths (1–12 days) of time. The weight gained by the im-mersed samples was used to determine the water uptakeby the samples.
2.5. SEM and light microscopy
The morphology of the wood fibre reinforced microcellu-lar PP composites and the cell size, shape and distributionof voids in microfoamed composites were investigated usingscanning electron microscope (SEM) (VEGA TESCAN)and an light microscope. Cross-sections of sanded andpolished surfaces were studied with light microscope,whereas fractured surfaces of flexural test samples werestudied with SEM after being sputter coated with gold.
2.6. Thermal analysis of CFAs
The thermal decomposition behaviours of CFAs (i.e.,decomposition temperature and decomposition rate) werecharacterised using a TGA (Mettler Toledo Star System,TG 50) at a heating rate of 10 �C/min in a nitrogen atmo-sphere. The results are summarised in Table 2. The decom-position temperatures of the CFAs listed in Table 2 were
k width) of CFAs as determined by TGA
Decomposition of Peak 2
h (�C) Onset (�C) Endset (�C) Peak max. (�C) Peak width (�C)
185.2 235.3 214.0 50.1
A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367 1361
characterised as the peak position of the decomposition ofthe CFAs. The decomposition rate of the CFAs was ob-tained by measuring the width of the decomposition peaks.
3. Results and discussion
3.1. Structure
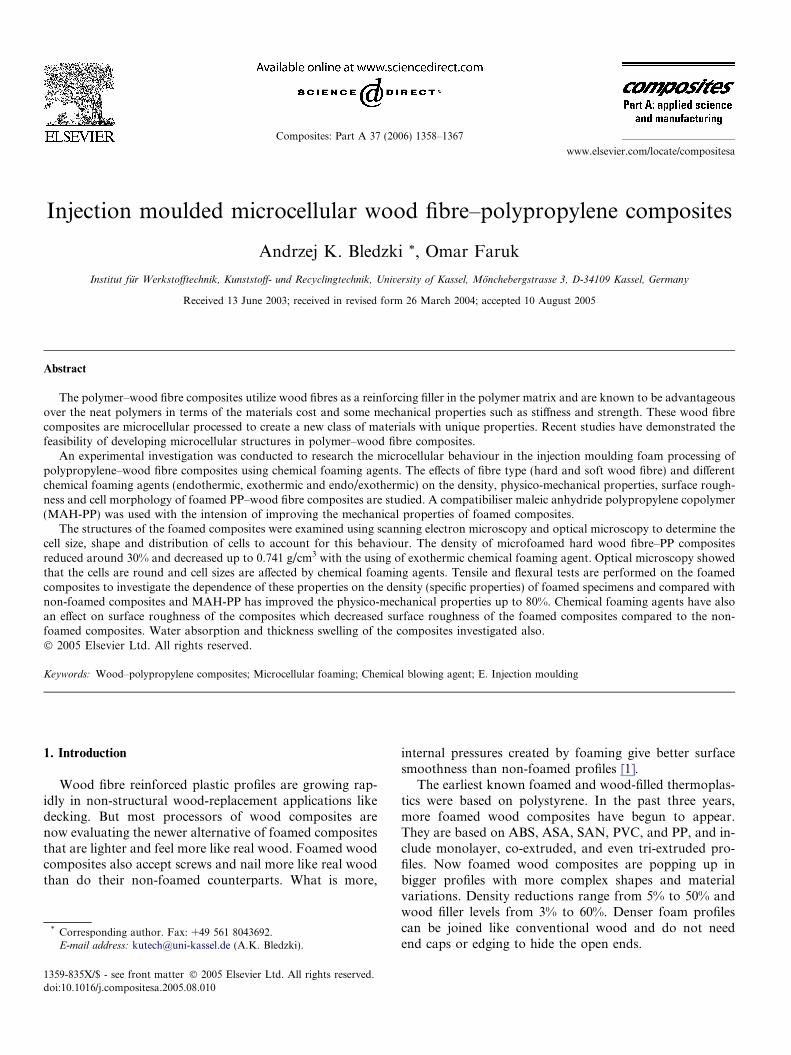
The microfoam structure of foamed composites contain-ing both wood fibres were influenced by the chemical foam-ing agent in injection moulding process. The foaming areaand distribution of cells were shown in light micrographsfor hard wood fibre–PP microfoamed composites inFig. 1. The micrographs illustrated that the foamed struc-
Fig. 1. Light micrographs of hard wood fibre–PP microfoamed compos-ites ((a) Exothermic, (b) endothermic and (c) endo/exothermic, wood fibrecontent 30 wt%, magnification 12.5:1).
ture, near the injecting point like a three layer sandwichstructure which contained a middle layer with distributedcells and identified a compact outer hull. In between thefoaming area and surface layer, there developed a transi-tion zone where microcells ride from injecting point tothe side area. It is also clearly significant that the foamingarea (middle layer) of the composites containing endother-mic foaming agent was thinner compared with other CFAcomposites.
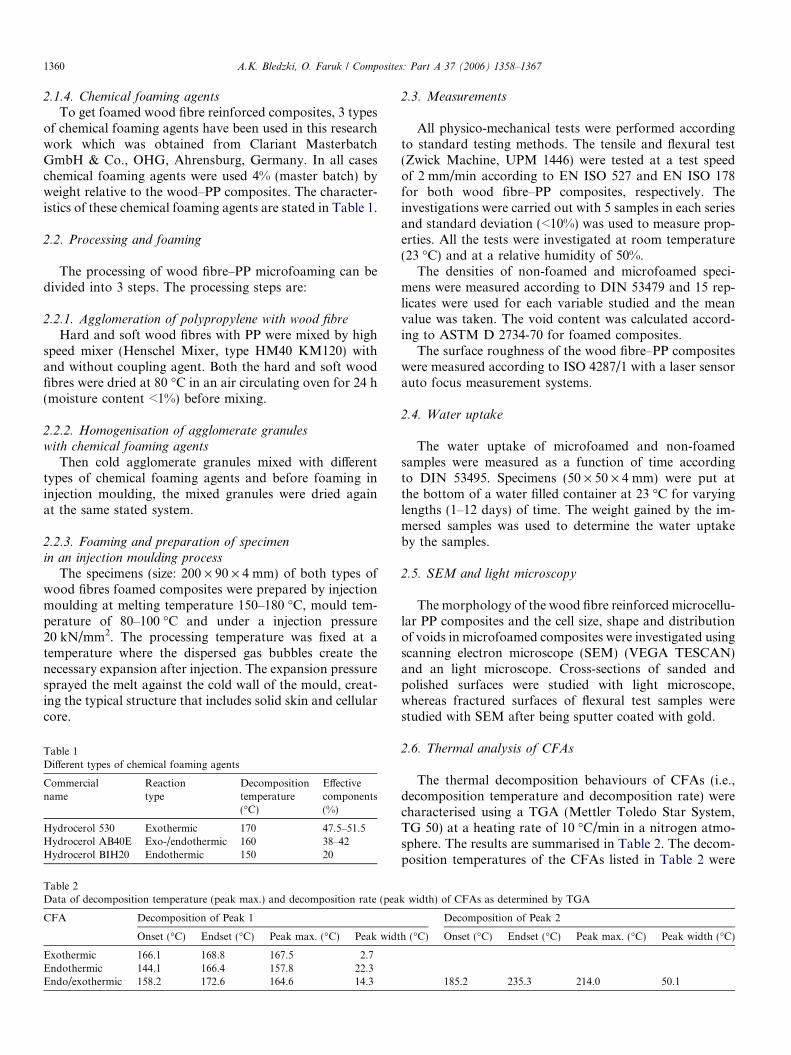
The microcells were distorted in this transition zonealong the direction of flow at the boundary layer to thecooled down edge skin. Such deformation of the microcellsarises preferentially at spraying poured thin-walled shapedparts with long flow way which is observed in Fig. 2 for softwood fibre–PP composites.
Also the chain molecules of the thermoplastics arealigned by shears of the melt in direction of flow. This ori-entation has large influence on the structure and mechani-cal characteristics of the construction unit [21–25].
The difference in the cell morphology of wood–PPfoamed composites with various CFAs may result fromthe decomposition behaviours of CFAs and/or the natureof gas given off upon their thermal decomposition. CFAswith a slow decomposition rate (i.e., peak width) have beenreported to initially nucleate a small number of bubbles[26]. As more gas is generated, it migrates preferentiallyto the existing bubbles rather than nucleating new bubbles,
Fig. 2. Flow direction in soft wood fibre–PP microfoamed compositesstructure ((a) Higher front flow speed 70 mm/s and (b) lower front flowspeed 40 mm/s, wood fibre content 30 wt%, magnification 12.5:1).

Fig. 3. Cell size measurement of hard wood fibre–PP microfoamedcomposites ((a) Exothermic, (b) endothermic and (c) endo/exothermic,wood fibre content 30 wt%).
1362 A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367
leading to the growth of large irregular bubbles [26]. Basedon these findings, the small number of cells with endother-mic foaming agent could be attributed to the slowestdecomposition rate of the foaming agent (Table 2). An-other reason is that, may be the effective components part(Table 1) and the carrier polymer of the foaming agentplays a big role to the expansion of gas. The rest of effectivecomponents part is carrier polymer. Foaming agents withpolymer carriers may result in the development of fine cellmorphology in the foamed samples, because the polymercarriers can facilitate the dispersion of active foamingagents in the polymer matrix [27]. The thinnest outer zoneis to be registered with exothermic foaming agent. This isprobably due to the characteristics of the produced expan-sion of gas from foaming agent. The exothermic foamingagent exhibit also a closer and finer foam structure withsimultaneous better cell distribution and foaming powerintensity than those of the other foaming agent. Furtherthe irregular orientation of the fibres points out that thereaction takes place here like an explosion due to fastestdecomposition rate. This provides for smaller closer blis-ters and prevents the fibre to orient itself in the directionof flow.
The size of the microcells in a surface of fractured spec-imens was documented by means of the SEM. Fig. 3 showsthe cell size of hard wood fibre–PP composites and it illus-trated that chemical foaming agents plays a big role for thecell size and distribution. The biggest cell sizes were ob-served containing endothermic foaming agent, on the con-trary exothermic foaming agent showed the finest cells.
Firstly, endothermic foaming agent posses a slower ther-mal decomposition rate than the other foaming agents.Secondly, endothermic reaction delivers water. The solubil-ity of the water in the hydrophobic polymer matrix is verylow and the water molecules show the tendency to close to-gether instead of dispersing in the polymer matrix. Thisleads to the emergence of large cells, because the water isalso an effective foaming agent. In addition, some foaminggases show the tendency that the gas molecule follow thecells which is already developed, instead of a new cell toproduce [27].
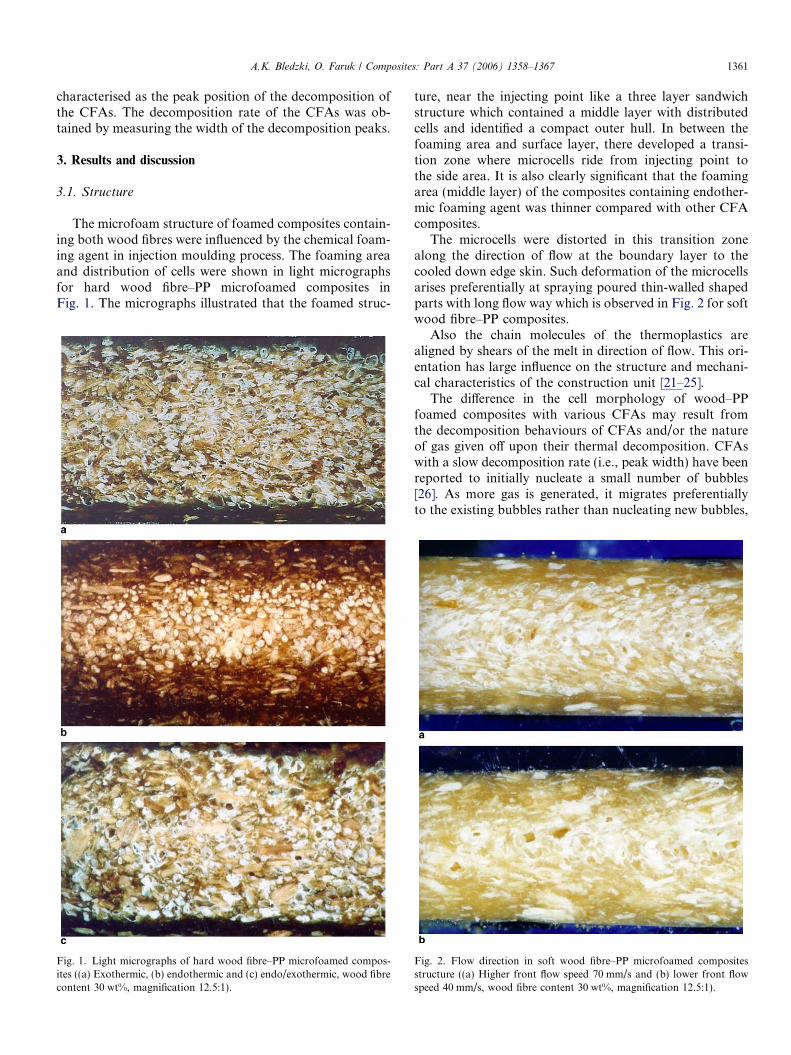
From the light micrographs, the cumulative fraction ofcell diameter, distance and polydispersity of the both woodfibre–PP microfoamed composites were measured with thecomputer software Digitrace. Fig. 4 illustrates the cumula-tive fraction of cell diameter containing all CFAs for bothwood fibre–PP microfoamed composites with 30 wt%wood fibre content. Cumulative fraction of cell distancesof microfoamed composites were described in the Fig. 5.From these figures, it can be seen that exothermic foamingagent shows better cell distribution and form compared toother CFAs. It is also notable that maximum cells diameterlies in between 100 and 200 lm.
But it is also seen that with endo/exothermic foamingagent, soft wood fibre-PP microfoamed composites showbetter cell diameter compared to hard wood fibre–PPmicrofoamed composites. May be soft wood fibres bulk
density (170–230 g/l) affects the structure which is lowerto hard wood fibres bulk density (190–270 g/l).
Polydispersity of a foamed composite means the unifor-mity of size and distribution of cell. It was decided if poly-dispersity is 1, that means all microcells diameter is same.Fig. 6 shows the polydispersity of the both wood fibre–PPmicrofoamed composites containing all CFAs. Both woodfibre–PP microfoamed composites having exothermicfoaming agent reached the best polydispersity comparedto other foaming agents. Polydispersity of soft woodfibre–PP composites with endothermic foaming agent dif-fered significantly to hard wood fibre–PP composites dueto the different cell diameter which was observed in Fig. 4.
0
10
20
30
40
50
60
70
80
90
100
0 25 50 75 100 125 150 175 200
Cell diameter [µm]
Cell diameter [µm]
Cu
mu
lati
ve f
ract
ion
[%
]
0
10
20
30
40
50
60
70
80
90
100
Cu
mu
lati
ve f
ract
ion
[%
]
Exothermic
Endo/exothermic
Endothermic
0 50 100 150 200 250
Exothermic
Endo/exothermic
Endothermic
b
a
Fig. 4. Cumulative fraction of cell diameter of wood fibre–PP microfoa-med composites ((a) Hard wood fibre, (b) soft wood fibre and wood fibrecontent 30 wt%).
0
10
20
30
40
50
60
70
80
90
100
0 500 1000 1500 2000 2500 3000 3500 4000
Cell distance [µm]
0 500 1000 1500 2000 2500 3000 3500 4000
distance [µm]
Cu
mu
lati
ve f
ract
ion
[%
]
0
10
20
30
40
50
60
70
80
90
100
Cu
mu
lati
ve f
ract
ion
[%
]
Exothermic
Endo/exothermic
Endothermic
Exothermic
Endo/exothermic
Endothermic
b
a
Fig. 5. Cumulative fraction of cell distance of wood fibre–PP microfoa-med composites ((a) Hard wood fibre, (b) soft wood fibre and wood fibrecontent 30 wt%).
0.00
0.50
1.00
1.50
2.00
2.50
Pol
ydis
pers
ity [/
]
Reference Exothermic Endo/exothermic Endothermic
Wood fibre content 30%
Hard wood+PP
Soft wood+PP
Fig. 6. Polydispersity of microfoamed wood fibre–PP composites.
A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367 1363
3.2. Density
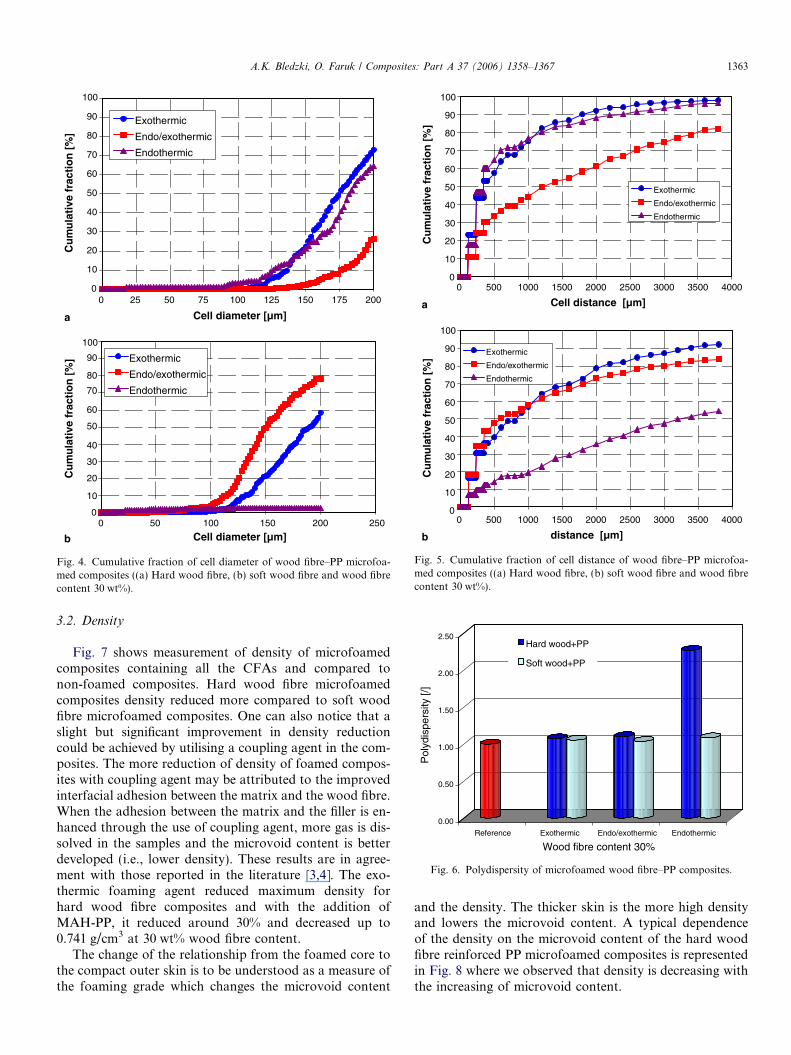
Fig. 7 shows measurement of density of microfoamedcomposites containing all the CFAs and compared tonon-foamed composites. Hard wood fibre microfoamedcomposites density reduced more compared to soft woodfibre microfoamed composites. One can also notice that aslight but significant improvement in density reductioncould be achieved by utilising a coupling agent in the com-posites. The more reduction of density of foamed compos-ites with coupling agent may be attributed to the improvedinterfacial adhesion between the matrix and the wood fibre.When the adhesion between the matrix and the filler is en-hanced through the use of coupling agent, more gas is dis-solved in the samples and the microvoid content is betterdeveloped (i.e., lower density). These results are in agree-ment with those reported in the literature [3,4]. The exo-thermic foaming agent reduced maximum density forhard wood fibre composites and with the addition ofMAH-PP, it reduced around 30% and decreased up to0.741 g/cm3 at 30 wt% wood fibre content.
The change of the relationship from the foamed core tothe compact outer skin is to be understood as a measure ofthe foaming grade which changes the microvoid content
and the density. The thicker skin is the more high densityand lowers the microvoid content. A typical dependenceof the density on the microvoid content of the hard woodfibre reinforced PP microfoamed composites is representedin Fig. 8 where we observed that density is decreasing withthe increasing of microvoid content.

1,01
0,850,84
1,13
0,960,95
0,760,74
0,930,93
0,78 0,77
0,910,90
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
1.05
1.1
1.15
Den
sity
[g/c
m³ ]
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
1.05
1.1
1.15
Den
sity
[g/c
m³ ]
Endothermic Exothermic Endo/exothermic
HW30%+PP (without foaming)HW30%+PP (foaming)HW30%+PP+MAH-PP5% (foaming)HW50%+PP(without foaming)HW50%+PP (foaming)HW50%+PP+MAH-PP5% (foaming)
0,99
0,840,83
1,13
0,93 0,93
0,77 0,77
0,930,91
0,77 0,77
0,930,91
Endothermic Exothermic Endo/exothermic
SW30%+PP (without foaming)SW30%+PP (foaming)SW30%+PP+MAH-PP5% (foaming)SW50%+PP (without foaming)SW50%+PP (foaming)SW50%+PP+MAH-PP5% (foaming)
a
b
Fig. 7. Density of non- and microfoamed hard wood fibre–PP composites.
0,7589
0,7759
0,847926,2
24,5
17,5
0.7
0.72
0.74
0.76
0.78
0.8
0.82
0.84
0.86
Exothermic Endo/exothermic Endothermic
Chemical foaming agent
Den
sity
g[c/m
³]
0
5
10
15
20
25
30
Mic
rovo
id c
onte
nt [%
]
Fig. 8. Density–microvoid content relationship for hard wood fibre–PPmicrofoamed composites (fibre content 30 wt%).
0Nonfoamed Endothermic
5
10
15
20
25
30
Exothermic Endo/exothermic
Nonfoamed Endothermic Exothermic Endo/exothermic
HW30%+PP70% HW30%+PP70%+M AH-PP5%
HW50%+PP50% HW50%+PP50%+M AH-PP5%
0
5
10
15
20
25
30
Scepifi
csnetile
str
tgne([
hP
M)a
/g/c
³m
]S
cepifi
csnetile
str
tgne([
hP
M)a
/g/c
³m
]
SW30%+PP70% SW30%+PP70%+M AH-PP5%
SW50%+PP50% SW50%+PP50%+M AH-PP5%
a
b
Fig. 9. Specific tensile strength of non- and microfoamed wood fibre–PPcomposites. ((a) Hard wood fibre and (b) soft wood fibre).
1364 A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367
3.3. Mechanical properties
The mechanical characteristic values of both types ofwood fibre–PP microfoamed composites differed only smallcomparison between all types of chemical foaming agent.In the case of hard wood and soft wood fibre–PP compos-ites, specific tensile strength follows a trend in differentwood fibre contents that tensile strength reduced propor-tionately in the foamed composites which is illustrated inthe Fig. 9.
Specific tensile strength for all wood fibre–PP compos-ites samples were calculated by taking the ratio of tensilestrength to its density. With the addition of compatibiliser
MAH-PP (5 wt%) in the foamed composites, specific tensilestrength increased 80% at hard wood fibre content 30 wt%with exothermic foaming agent. It is remarkable that, hardwood fibre (30 wt%) composites with exothermic foamingagent and MAH-PP showed the lowest density and finestcellular structure. This interprets there upon that; the morefinely cellular composites are exhibiting the better mechan-ical properties.
In our previous work [28], it was investigated that thecompatibiliser MAH-PP showed best performance in theconcentration of 5 wt% with the wood fibre–PP composites.
The specific flexural strength for both wood fibre–PPfoamed and non-foamed composites are illustrated inFig. 10 and which is parallel to the specific tensile strengthjust described. Again we have to say that specific flexuralstrength decreased with the increase of wood fibre contentand similar to specific tensile strength decreased in foamedcomposites and increased with the addition of MAH-PP5%which is observed for all chemical foaming agents.
3.4. Water absorption
Polypropylene is water-rejecting polymer and showsno swelling in aqueous environment [29]. The wood fibrereinforced PP microfoamed composites showed a waterabsorption effect which is observed in Figs. 11 and 12. Withthe foamed specimens, the water content and the thicknessswelling were much higher than the non-foamed compos-ites containing all CFAs after one storage duration of 12

0
10
20
30
40
50
60
Scepifi
cfl
xeru
last
rhtgne
([P
M)a/g
c/³
m]
Nonfoamed Endothermic Exothermic Endo/exothermic
Nonfoamed Endothermic Exothermic Endo/exothermic
HW30%+PP70% HW30%+PP70%+M AH-PP5%
HW50%+PP50% HW50%+PP50%+M AH-PP5%
0
5
10
15
20
25
30
Scepifi
cfl
xeru
last
rhtgne
([P
M)a/g
c/³
m]
SW30%+PP70% SW30%+PP70%+M AH-PP5%
SW50%+PP50% SW50%+PP50%+M AH-PP5%
a
b
Fig. 10. Specific flexural strength of non- and microfoamed wood fibre–PP composites ((a) Hard wood fibre and (b) soft wood fibre).
0
5
10
15
20
25
30
0 2 4 6 8 10 12 14
Soaking time [days]
Wat
er u
ptak
e [%
]
HW+PP (Non foamed)HW+PP (Endo/exo)HW+PP+MAH-PP5% (Endo/exo)HW+PP (Endo)HW+PP+MAH-PP5% (Endo)HW+PP (Exo)HW+PP+MAH-PP5% (Exo)
Fig. 11. Water uptake of non- and foamed hard wood fibre–PPcomposites (wood fibre content 50 wt%).
0
1
2
3
4
5
6
7
8
9
0 4 8 10 12 14
Soaking time [days]
Sw
ellli
ng [%
]
HW+PP (Non foamed)
HW+PP (Endo/exo)
HW+PP+MAH-PP5%(Endo/exo)HW+PP (Endo)
2 6
Fig. 12. Swelling of non- and microfoamed hard wood fibre–PP compos-ites (wood fibre content 50 wt%).
A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367 1365
days. The composites with endo/exothermic foaming agentshow highest water uptake and thickness swelling com-pared to other CFAs. In the case of endo/exothermicfoamed composites, the fibres exhibit the tendency foragglomerate formation (Fig. 1(c)) and the wood fibres insome places stored together. This provides for more waterabsorption.
Water absorption results are plotted in figure by wateruptake vs. soaking time. The foamed wood fibre–PP com-posites without compatibiliser showed remarkably higherwater absorption and thickness swelling than do the non-foamed wood fibre–PP composites due to the presence ofvoid content which is similar to other wood–PVC compos-ites [30]. The composites with MAH-PP5% show lowerwater absorption compare to the without MAH–PP5%wood fibre–PP foamed composites. It indicate�s that thecompatibiliser plays some important role to repel the watermolecules.
3.5. Surface roughness
About microfoamed products, many researchers andfoaming agents manufacturers were registered that micro-foaming possess smooth surface compared to non-foamedproducts [31]. But there is no practical investigation wasobserved before and these results are to be an attempt toprove that.
Fig. 13 shows the laser censor surface photographs ofhard wood fibre-PP non- and microfoamed compositeswith 30 wt% wood fibre content. The upper and lowerpeak (number of peaks, area of the peaks) indicates thesurface roughness of the composites and from the figureit is clearly observed that microfoamed composites con-taining all CFAs show lower surface roughness comparedto non-foamed composites. This is reached by outer non-foamed zone and a smaller surface structuring due to themicrocellular foam structure and also the resulting inter-nal pressure of the microfoam. Roughness irregularity(number of upper and lower peaks) and arithmeticalroughness mean deviation (mean deviation of area ofthe peaks) of the foamed composites were illustrated inFig. 14 compared to non-foamed composites. The surfaceroughness of the composites significantly reduced due tothe microfoaming and containing endothermic foamingagent, microfoamed composites reduced surface rough-ness highest around 70% to non-foamed composites. This
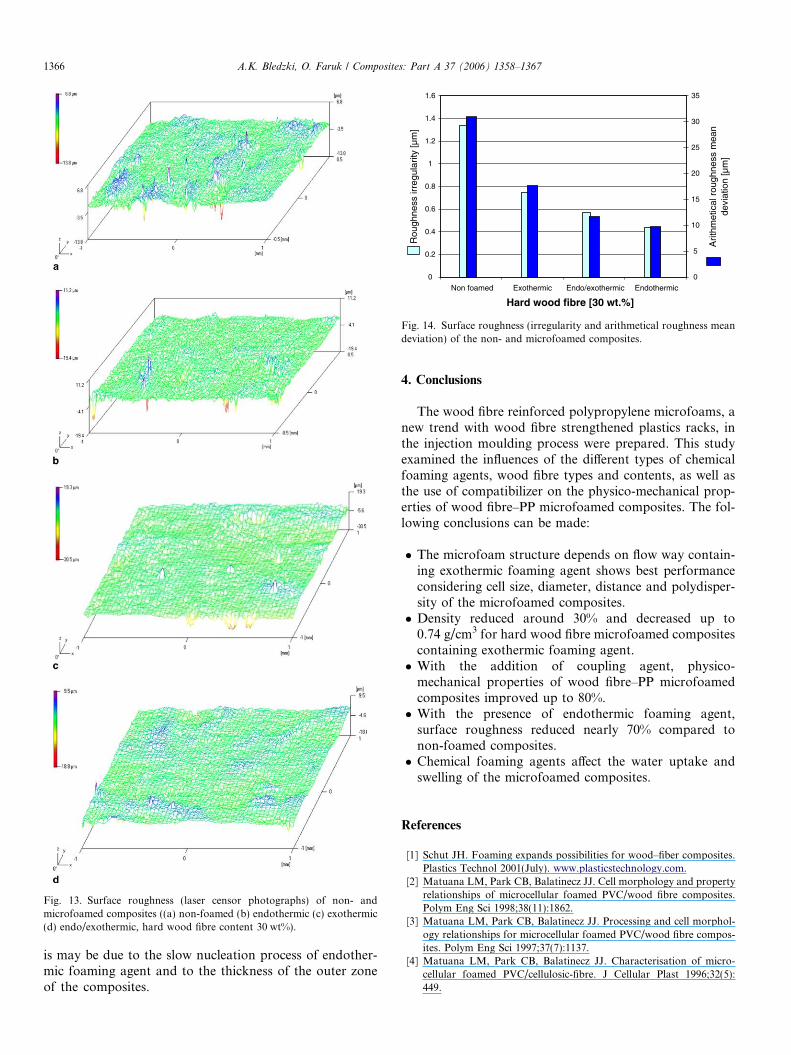
Fig. 13. Surface roughness (laser censor photographs) of non- andmicrofoamed composites ((a) non-foamed (b) endothermic (c) exothermic(d) endo/exothermic, hard wood fibre content 30 wt%).
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Non foamed Exothermic Endo/exothermic Endothermic
Hard wood fibre [30 wt.%]
tiralugerrissenhguo
R[
yµ
]m
0
5
10
15
20
25
30
35
tirA
temh
mssenhguorlaci
naetaivedi
[n o
µ]
m
Fig. 14. Surface roughness (irregularity and arithmetical roughness meandeviation) of the non- and microfoamed composites.
1366 A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367
is may be due to the slow nucleation process of endother-mic foaming agent and to the thickness of the outer zoneof the composites.
4. Conclusions
The wood fibre reinforced polypropylene microfoams, anew trend with wood fibre strengthened plastics racks, inthe injection moulding process were prepared. This studyexamined the influences of the different types of chemicalfoaming agents, wood fibre types and contents, as well asthe use of compatibilizer on the physico-mechanical prop-erties of wood fibre–PP microfoamed composites. The fol-lowing conclusions can be made:
� The microfoam structure depends on flow way contain-ing exothermic foaming agent shows best performanceconsidering cell size, diameter, distance and polydisper-sity of the microfoamed composites.� Density reduced around 30% and decreased up to
0.74 g/cm3 for hard wood fibre microfoamed compositescontaining exothermic foaming agent.� With the addition of coupling agent, physico-
mechanical properties of wood fibre–PP microfoamedcomposites improved up to 80%.� With the presence of endothermic foaming agent,
surface roughness reduced nearly 70% compared tonon-foamed composites.� Chemical foaming agents affect the water uptake and
swelling of the microfoamed composites.
References
[1] Schut JH. Foaming expands possibilities for wood–fiber composites.Plastics Technol 2001(July). www.plasticstechnology.com.
[2] Matuana LM, Park CB, Balatinecz JJ. Cell morphology and propertyrelationships of microcellular foamed PVC/wood fibre composites.Polym Eng Sci 1998;38(11):1862.
[3] Matuana LM, Park CB, Balatinecz JJ. Processing and cell morphol-ogy relationships for microcellular foamed PVC/wood fibre compos-ites. Polym Eng Sci 1997;37(7):1137.
[4] Matuana LM, Park CB, Balatinecz JJ. Characterisation of micro-cellular foamed PVC/cellulosic-fibre. J Cellular Plast 1996;32(5):449.

A.K. Bledzki, O. Faruk / Composites: Part A 37 (2006) 1358–1367 1367
[5] Matuana LM, Mengeloglu F. Microcellular foaming of impact-modified rigid PVC/wood-flour composites. J Vinyl Addit Technol2001;7:67.
[6] Matuana LM, Rachtanapun P, Selke SEM. Microcellular foam ofpolymer blends of HDPE/PP and their composites with wood fiber.J Appl Poly Sci 2003;88:2842.
[7] Matuana LM, Mengeloglu F. Studies on the foamability of rigidPVC/wood-flour composites. SPE ANTEC Tech. Papers, vol. 3,2001. p. 2997.
[8] Park CB, Rizvi CB, Zhang H. Fine-celled foaming of woodfiber-plastic composites. In: The Fifth International Conference onWoodfiber-Plastic Composites, Wisconsin, USA, 1999. p. 105.
[9] Matuana LM, Balatinecz JJ, Park CB. Foaming of woodfiber-plasticcomposites. In: The Fifth International Conference on Wood fiber–Plastic Composites, Poster, Wisconsin, USA, 1999. p. 318.
[10] Matuana LM, Mengeloglu F. Foaming of rigid PVC/wood-flourcomposites through a continuous extrusion process. J Vinyl AdditTechnol 2001;7(3):142.
[11] Matuana LM, Li Q. Foam extrusion of high density polyethylene/wood-flour composites using chemical foaming agents. J Appl PolySci 2003;88:3139.
[12] Zhang H. Rizvi GM, Lin WS, Guo G, Park CB. Development of anextrusion system for fine-celled foaming of wood-Fiber compositesusing a physical blowing agent. SPE ANTEC Tech Papers, vol. 2,2001. p. 1746.
[13] Bledzki AK, Faruk O. Microcellular foaming of polypropylenecontaining wood fibre in an injection moulding process. SPE ANTECTech. Papers, vol. 2, 2002. p. 1897.
[14] Bledzki AK, Faruk O, Zhang W. Microcellular natural and woodfibre reinforced polypropylene composites. In: Fifth InternationalAVK-TV conference for Reinforced Plastics and Thermoset Mould-ing Compounds, Baden-Baden, Germany, 2002. p. D5-1.
[15] Faruk O, Bledzki AK. Microcellular wood fibre reinforced polypro-pylene composites in an injection moulding process. Cell Polym2002;21(6):417.
[16] Baer E. Engineering design for plastics, SPE Polymer Science andEngineering Series. New York: Reinhold; 1964.
[17] Bernhardt EC. Processing of thermoplastics materials, SPE PlasticsEngineering Series. New York: Reinhold; 1959.
[18] Luebke G, Holzberg T. New developments of chemical foamingagents for wood plastic composites. In: Fourth International Woodand Natural Fibre Composites Symposium, Kassel Germany, 2002.p. 15-1.
[19] Bledzki AK, Sperber VE, Faruk O. Natural and wood fibrereinforcement in polymers. Rapra Rev Rep 2002;13(8):1–144.
[20] Luebke G. Advantages of the use of chemical foaming agents inwood-plastic composites. In: Blowing Agents and Foaming ProcessesConference, Frankfurt, Germany, 2001; Paper 2: 012.
[21] Tadmor Z. Molecular orientation in injection molding. J Appl PolySci 1974;18:1753–72.
[22] Uejo H, Hoshino S. Structure of biaxially oriented polypropylenefilm. J Appl Polym Sci 1970;14:317–28.
[23] Wiegand H, Vetter H. Molecular orientation in injection mouldedparts as consequence of the processing, part 1: basics, measuringmethods, orientation with single axis. Kunststoffe 1966;56(11):761–9,276 [in German].
[24] Wiegand H, Vetter H. Molecular orientation in injection mouldedparts as consequence of the processing. Kunststoffe 1967;57(4):276–84 [in German].
[25] Ischebeck HU. Assessment of quality and damage clearing-up atplastic finished parts with the help of the light microscopy. Kunstst-offe 1984;74(3):153–7 [in German].
[26] Klempner D, Frish KC. Handbook of polymeric foams and foamtechnology. New York: Hanser; 1991.
[27] Li Q, Matuana LM. Foam extrusion of high density polyethylene/wood-flour composites using chemical foaming agents. J Appl PolymSci 2003;88:3139–50.
[28] Bledzki AK, Faruk O, Huque M. Physico-mechanical studies ofwood fibre reinforced composites. Polym-Plast Technol Eng2002;41(3):435.
[29] Domininghaus H. The plastics and their properties. Dussel-dorf: VDI Verlag; 1998 [in German].
[30] Bledzki AK, Gassan J, Theis S. Wood-filled thermoplastic compos-ites. Mech Compos Mater 1998;34(6):705.
[31] Holzberg T, Luebke G. New foaming technology – wood fibrereinforced thermoplastic foams. In: Seventh Technical Conferenceon New Developments in Extrusion, Wuerzburg, Germany, 2002[in German].