rapport stage technicien
TRANSCRIPT
RAPPORT DU STAGE TECHNICIEN
Remerciement J'adresse mes sincères remerciements à tous mes enseignants qui m’ont
préparé théoriquement et pratiquement durant les deux premières années de
formations, ainsi que tout le corps administratif de l’école.
Je remercie ainsi tous les responsables de « le joint industriel » qui m’ont
accepté comme stagiaire au sein de leur établissement surtout mon encadreur
durant la période du stage Mr « Belhadj Nabil » ; directeur technique de la société.
Enfin, Je salue vivement tous les employés de la société pour la sympathie
qu'ils m'ont adressée au cours de cette période de stage, ainsi pour leurs précieuses
explications et aides.
SFAR SABEUR 2009/2010 Page 1
RAPPORT DU STAGE TECHNICIEN
Introduction
A l’issue des deux premières années d’étude que j’ai effectué au sein de
l’École Nationale d’ingénieur de Monastir (ENIM), je suis tenu à faire un stage
technique dans le principale objectif est de consolider le coté pratique de la
formation et d’appliquer les méthodes de conception et de dimensionnement
étudiées.
Ainsi, j’ai entrepris un stage Technique durant un au sein de la Société SARL
« Le joint industriel » dont l’activité est la fabrication des joints de culasse,
pochette complète pour automobile et industrie.
Dans ce rapport, je vais donner un aperçu sur « le joint industriel » ; sa
structure et ses activités principales. Puis je vais détailler l’étude
SFAR SABEUR 2009/2010 Page 2
RAPPORT DU STAGE TECHNICIEN
I. Société « le joint industriel »
1.Présentation de la société :
Raison sociale : le joint industriel « meilleur gaskets »
Date de création : octobre 1989
Date de mise en activité : janvier 1990
Forme juridique : SARL
Effectif : 73personnes
Secteur d’activité : industriel
Principaux produits : joints de culasse, pochette complète pour automobile
et les joints thermiques d’industrie.
Coordonnée : siège social ; 65, rue abderrazzek chraibi 1001 Tunis
Usine; ZI .5100 MAHDIA
TELEPHONE: 71 350 081 FAX: 71354 437
Adresse e-mail : le [email protected]
SFAR SABEUR 2009/2010 Page 3
RAPPORT DU STAGE TECHNICIEN
2.L’historique de la société :
La société « le joint industriel » est une société à responsabilité limitée, elle a
été crée en octobre 1989 par Mr ALI HADJ AYED. Elle était inscrite comme
étant une entreprise publique à caractère industriel et commercial, elle est
spécialisée à la fabrication des joints de culasse, pochette complète pour toutes les
automobiles et les joints d’industrie.
« Le joint industriel » a passé durant leur histoire par trois phases
économiques principales :
Première phase :
Du 1990 jusqu’au 1997
Pendant cette période « Le joint industriel » a occupé une grande place dans le
marché Tunisien, la demande de ses produits a était beaucoup plus importante que
sa capacité de production, pour cela la société n’a pas donné d’importance ni de la
qualité de ses produits ni de la politique du Marketing.
Deuxième phase :
Du 1997 jusqu’au 1999
Pendant cette période la société a passé par une crise vue la concurrence et
l’apparition des produits concurrents de bonne qualité, elle décidait de maitre à jour
ses activités pour améliorer la qualité et s’intégrer de nouveau dans le marché
SFAR SABEUR 2009/2010 Page 4
RAPPORT DU STAGE TECHNICIEN
La troisième phase :
À partir de 2000
La société a suivi une politique d’assainissement en trois étapes :
Assainissement technologique visant à :
- Varier la gamme des produits,
- Lancer des nouveaux produits (joints de culasse et
pochette complète pour les nouveaux modèles
d’automobile)
- Importer une technologie sophistiquée pour
assurer un produit de qualité qui répond aux
besoins d’une clientèle de plus en plus exigeante.
Assainissement social visant à :
- Sécuriser le personnel de l'entreprise
- Recruter la meilleure main d’œuvre
Assainissement financier visant à :
- Augmenter le capital de la société ;
- Résorber le déficit cumulé des années antérieures
Ces améliorations ont permit la certification de l’entreprise par l’ISO 9001,
aussi l’ont permit d’occuper une grande place dans le marché tunisien et l’export au
Sénégal et Portugal.
SFAR SABEUR 2009/2010 Page 5
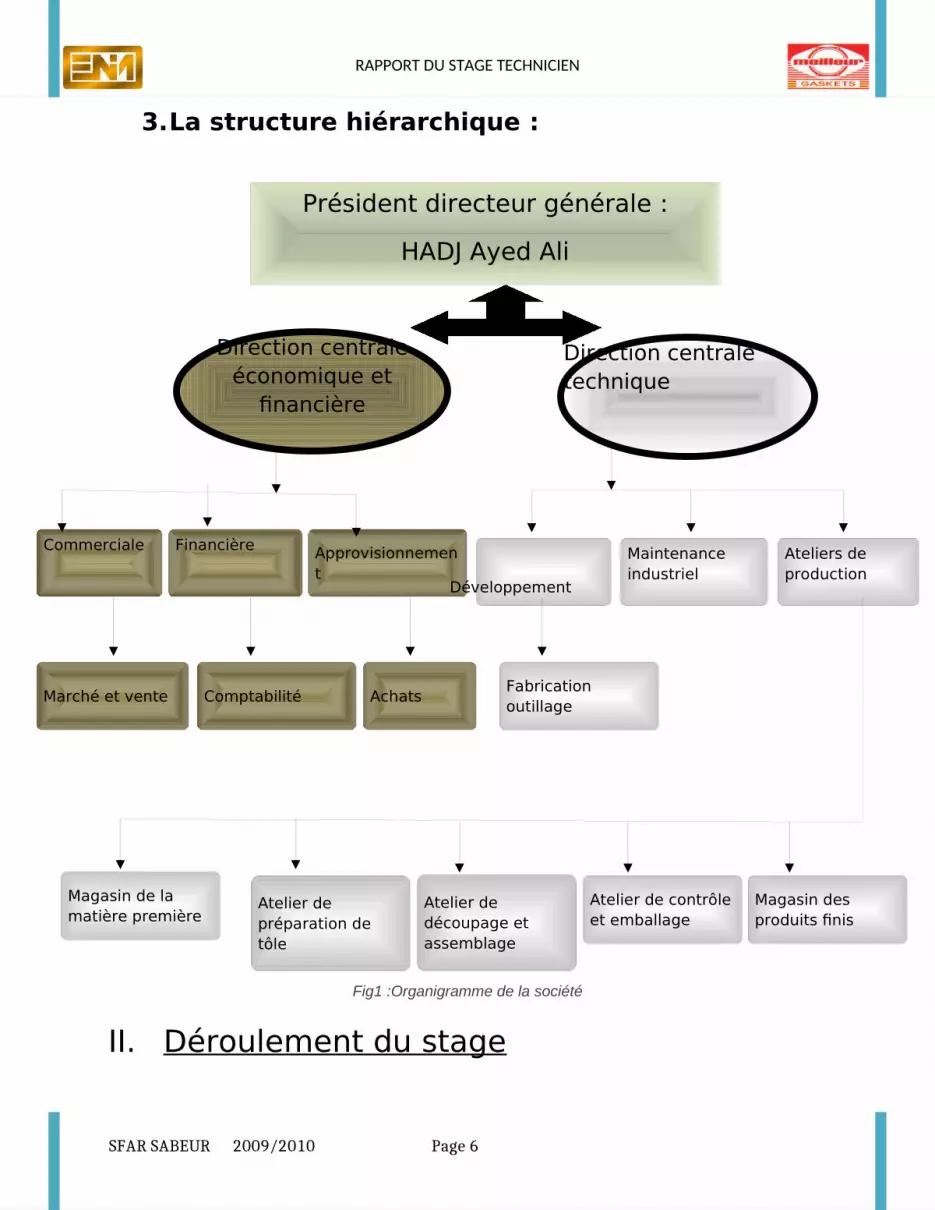
Approvisionnement
ComptabilitéMarché et vente Achats Fabrication outillage
Magasin de la matière première
Atelier de préparation de tôle
Atelier de découpage et assemblage
Atelier de contrôle et emballage
Magasin des produits finis
RAPPORT DU STAGE TECHNICIEN
3.La structure hiérarchique :
Fig1 :Organigramme de la société
II. Déroulement du stage
SFAR SABEUR 2009/2010 Page 6
Direction centrale technique
Direction centrale économique et
financière
Président directeur générale :HADJ Ayed Ali
Développement
Maintenance industriel
FinancièreCommerciale Ateliers de production
RAPPORT DU STAGE TECHNICIEN
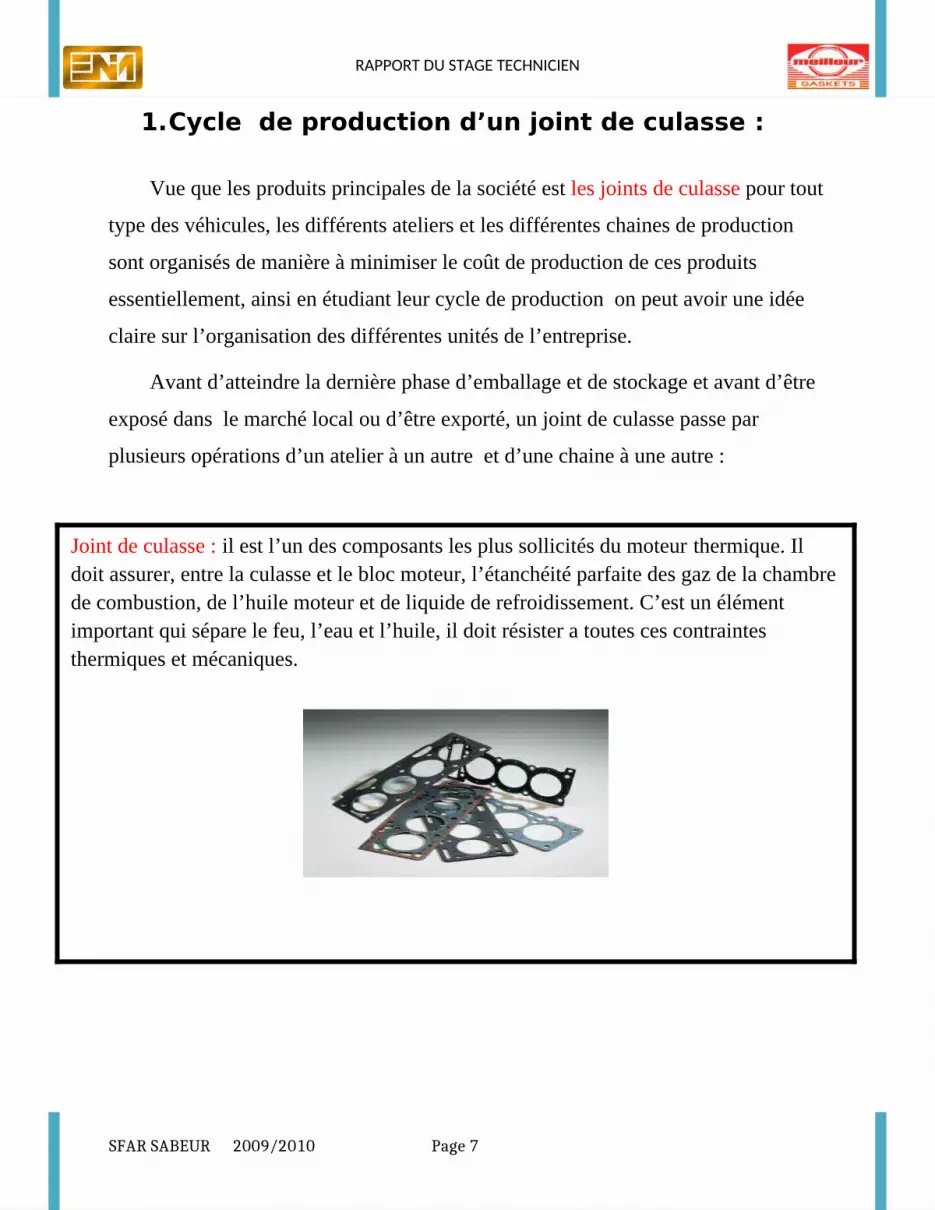
1.Cycle de production d’un joint de culasse :
Vue que les produits principales de la société est les joints de culasse pour tout
type des véhicules, les différents ateliers et les différentes chaines de production
sont organisés de manière à minimiser le coût de production de ces produits
essentiellement, ainsi en étudiant leur cycle de production on peut avoir une idée
claire sur l’organisation des différentes unités de l’entreprise.
Avant d’atteindre la dernière phase d’emballage et de stockage et avant d’être
exposé dans le marché local ou d’être exporté, un joint de culasse passe par
plusieurs opérations d’un atelier à un autre et d’une chaine à une autre :
SFAR SABEUR 2009/2010 Page 7
Joint de culasse : il est l’un des composants les plus sollicités du moteur thermique. Il doit assurer, entre la culasse et le bloc moteur, l’étanchéité parfaite des gaz de la chambre de combustion, de l’huile moteur et de liquide de refroidissement. C’est un élément important qui sépare le feu, l’eau et l’huile, il doit résister a toutes ces contraintes thermiques et mécaniques.
RAPPORT DU STAGE TECHNICIEN
Picotage et assemblage des papiers ‘sandwich’ :
Dans atelier dit « atelier de picotage » les ouvrier préparent la matière
première pour les joints de culasse .un rouleau de la tôle sera monté sur un bloc
cylindrique permettant d’alimenter la machine en matière première.
Cette tôle passe ensuite entre deux rouleaux cylindriques dont les surfaces
latérales présentant des picots (des griffes) permettant de picoter (griffer) de deux
cotés.
La tôle griffée sera par suite introduite entre deux feuilles en carton spéciale
(klingerite), passe entre deus laminoirs en premier temps pour l’assembler avec les
feuils et deux autres laminoirs en second temps pour assurer le bon tenu et pour
donner au produit l’épaisseur voulu ,ainsi la tôle de base des joints de culasse est
prête au découpage et à la mise en forme .
Pour une épaisseur (E) de la tôle en sandwich en utilise un papier d’épaisseur
(é) comme suit :
E=1 ,5mm ⟶ é=0,80 ; E=1 ,6mm ⟶ é=0,90 ; E=1 ,8mm ⟶ é=0,95SFAR SABEUR 2009/2010 Page 8
Alliage d’aluminium T57: un alliage à base d’aluminium (99% d’AL) qui a subit un traitement thermique, refroidit d’après un procédé de façonnage à haute température, puis vieilli artificiellement. Ce matériau présente :
Une bonne propriété d’usinage Une bonne résistance a la corrosion Une bonne conductivité thermique
L’épaisseur de la tôle est (0,26mm< e < 0,28mm)

RAPPORT DU STAGE TECHNICIEN
Fig2 :ligne de picotage
SFAR SABEUR 2009/2010 Page 9
Papier klingerite Tôle picotée
RAPPORT DU STAGE TECHNICIEN
Découpage des formes de joint de culasse :
Dans un atelier dit « atelier de découpage et d’assemblage » la tôle appelée
tôle sandwich passe sur des presse de découpage pour être découper sous formes
de plusieurs joints de culasse pour plusieurs types des moteurs thermiques (a 4
pistons ,a deux pistons ,a un seule piston ……..).
D’abord, la tôle sandwich doit être découpée en forme rectangulaire avec des
dimensions bien données pour minimiser les déchets lors de découpage et mise en
forme sous presse.
Ensuite, les plaques rectangulaires découpées passent par les presses pour être
découper et prendre la forme du joint à l’aide des outils de découpages (poinçon
matrice).
REMARQUES :
-Les outils de découpage des joints de culasse sont toujours développés par les
techniciens et les responsables d’amélioration de la production.
-les déchets de tôle restant âpres le découpage des joints de culasse ne seront pas
rejetés (exemple : des déchets sous forme des disques), mais ils sont stockés pour
les utiliser par la suite à la fabrication des joints collecteurs d’échappement. C’est
une très bonne idée qui fait gagner l’entreprise au niveau de la matière première.
SFAR SABEUR 2009/2010 Page 10
RAPPORT DU STAGE TECHNICIEN
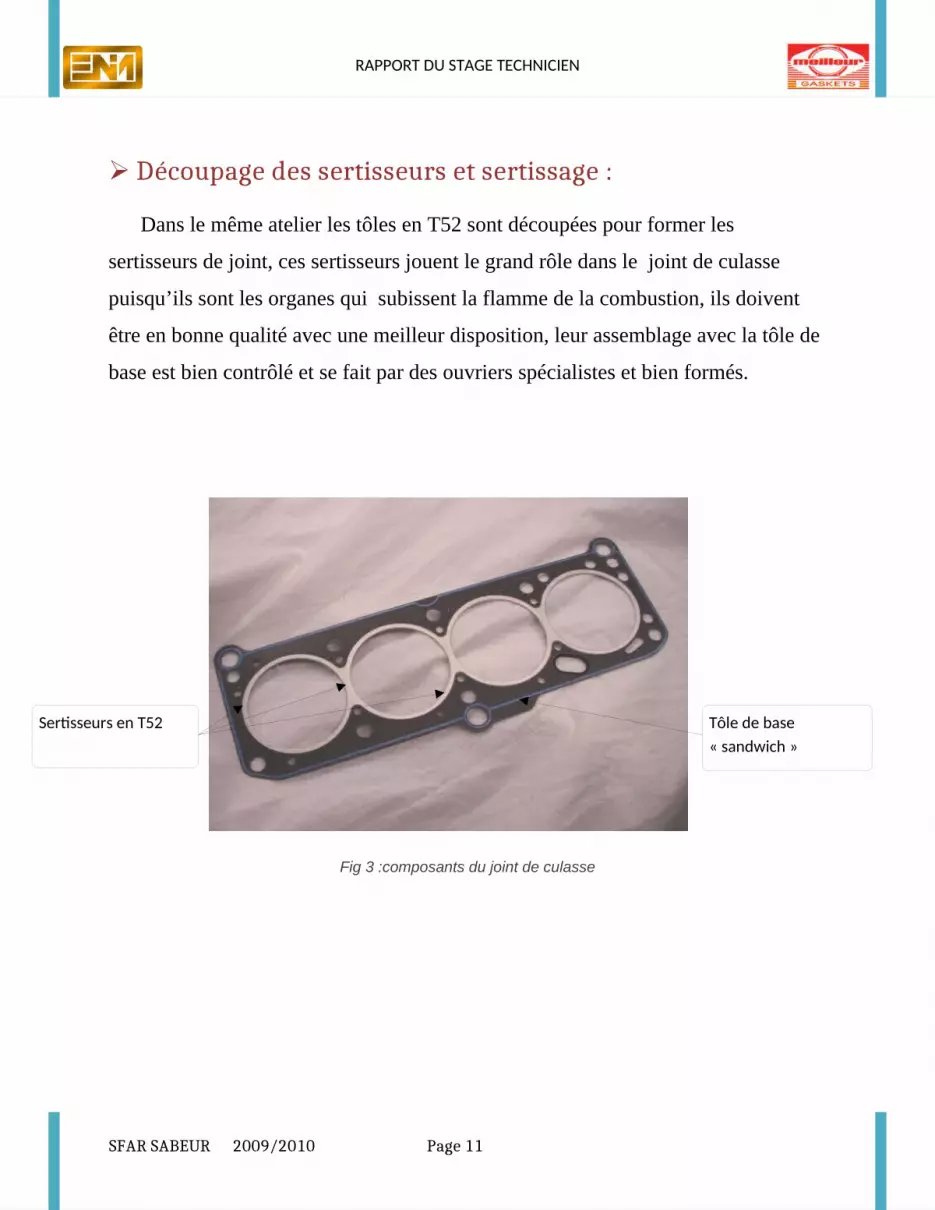
Découpage des sertisseurs et sertissage :
Dans le même atelier les tôles en T52 sont découpées pour former les
sertisseurs de joint, ces sertisseurs jouent le grand rôle dans le joint de culasse
puisqu’ils sont les organes qui subissent la flamme de la combustion, ils doivent
être en bonne qualité avec une meilleur disposition, leur assemblage avec la tôle de
base est bien contrôlé et se fait par des ouvriers spécialistes et bien formés.
Fig 3 :composants du joint de culasse
SFAR SABEUR 2009/2010 Page 11
Sertisseurs en T52 Tôle de base « sandwich »
RAPPORT DU STAGE TECHNICIEN
Contrôle des dimensions et des défauts :
Dans ce même atelier, avant de passer aux opérations suivantes, le joint sera
contrôlé ; dans cette étape le contrôle se fait essentiellement sur les défauts qui
peuvent être présentes sur le joint (défaillance des sertisseurs, grattage de la
matrice de base …..) , aussi sur les dimensions de joint (diamètre des sertisseurs
montés, entraxe …..) Avec des intervalles de dimensions tolérés exemple ; pour
un diamètre de sertisseur de 94mm une tolérance de 0 ,6 mm est prédéfini (IT =0,6
mm).
Marquage des joints :
Après l’opération du contrôle, les joints bien fabriqués passe par l’opération
de marquage ; c’est une opération qui consiste à imprimer la marque de l’entreprise
(meilleur GASKETS) sur la face du joint à l’aide d’une presse mécanique et d’un
poinçon qui porte ce signe.
Peinture de joint:
Dans l’« atelier de finition » le joint subit une opération de peinture (surtout les
joints destiné a l’export ) ,les joints sont mis dans des accroches passant dans une
chaine de peinture automatisée ,le long du trajectoire des joints une poudre d’époxy
est injectée sur leurs surfaces et par un phénomène d’électrolyse cette poudre sera
diffusée sur la matrice de base et les sertisseur et le joint sera peinturé de couleur
noir .
SFAR SABEUR 2009/2010 Page 12
RAPPORT DU STAGE TECHNICIEN
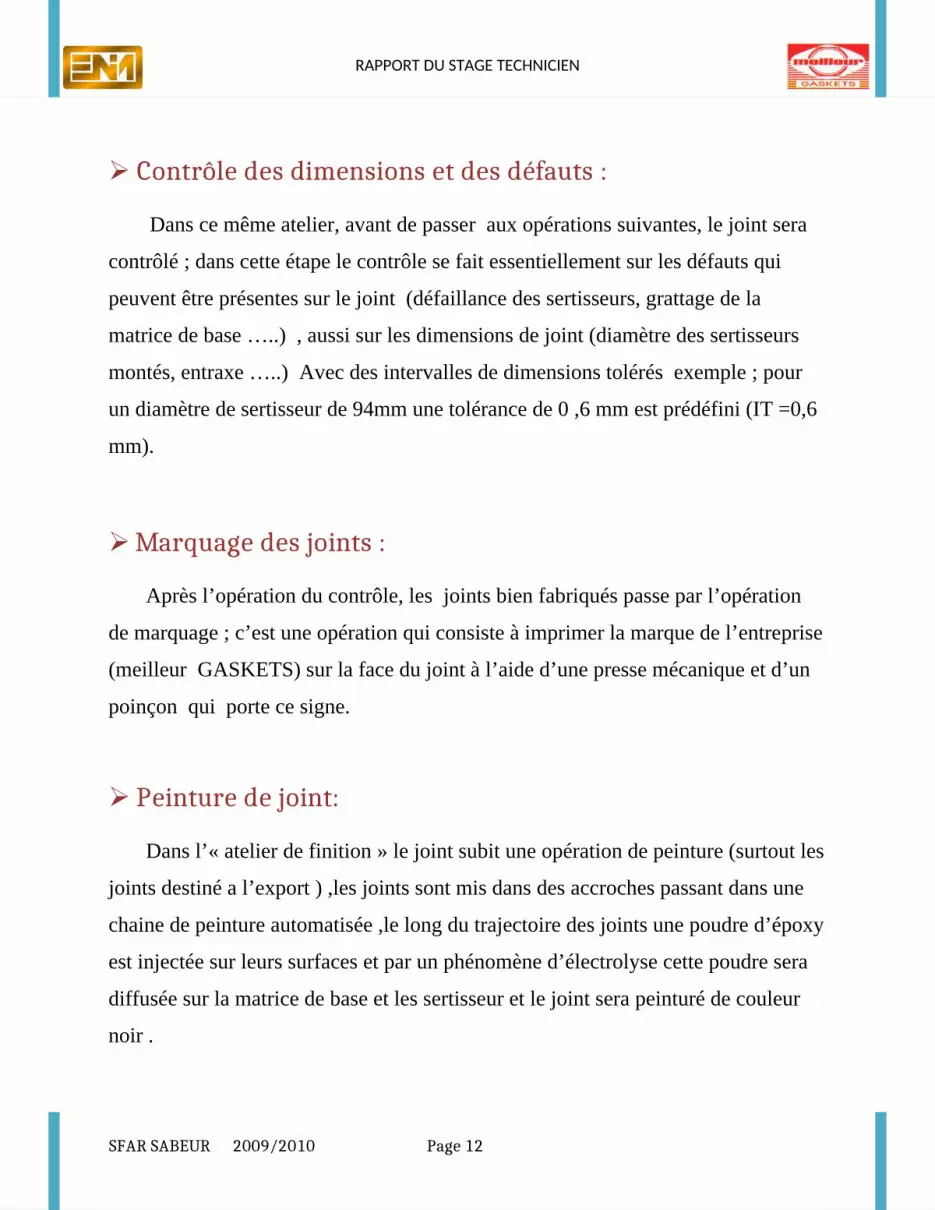
Sérigraphie de joint:
Dans un autre atelier dit « atelier de finition » une opération de sérigraphie se
fait pour le joint ; c’est un jet d’un produit autocollant permettant de tracer un
contour coloré sur le joint dans la raison de faciliter son utilisation (montage) et
d’améliorer son esthétique.
La sérigraphie consiste à reporter sur un support un motif dont le négatif est
fixé sur un écran en tissu appelé tamis. Pour cela, il faut fabriquer une image
négative sur un écran. La forme imprimante est constituée d’un tissu (poreux) de
fibres synthétiques ou métalliques tendu sur un cadre. Les parties non imprimantes
sont obturées par un photopolymère. Cette forme imprimante est appliquée contre
le support d’impression et le produit est versé sur la forme imprimante.
L’impression est réalisée en faisant pénétrer le produit avec une racle, à
travers les parties non obturées de l’écran, de façon qu’elle se dépose sur le support
à imprimer placé sous l’écran et que se crée ainsi l’image positive.
Fig 4 :machine de sérigraphie
SFAR SABEUR 2009/2010 Page 13
RAPPORT DU STAGE TECHNICIEN
Fig 5 :joints apres sérigraphie
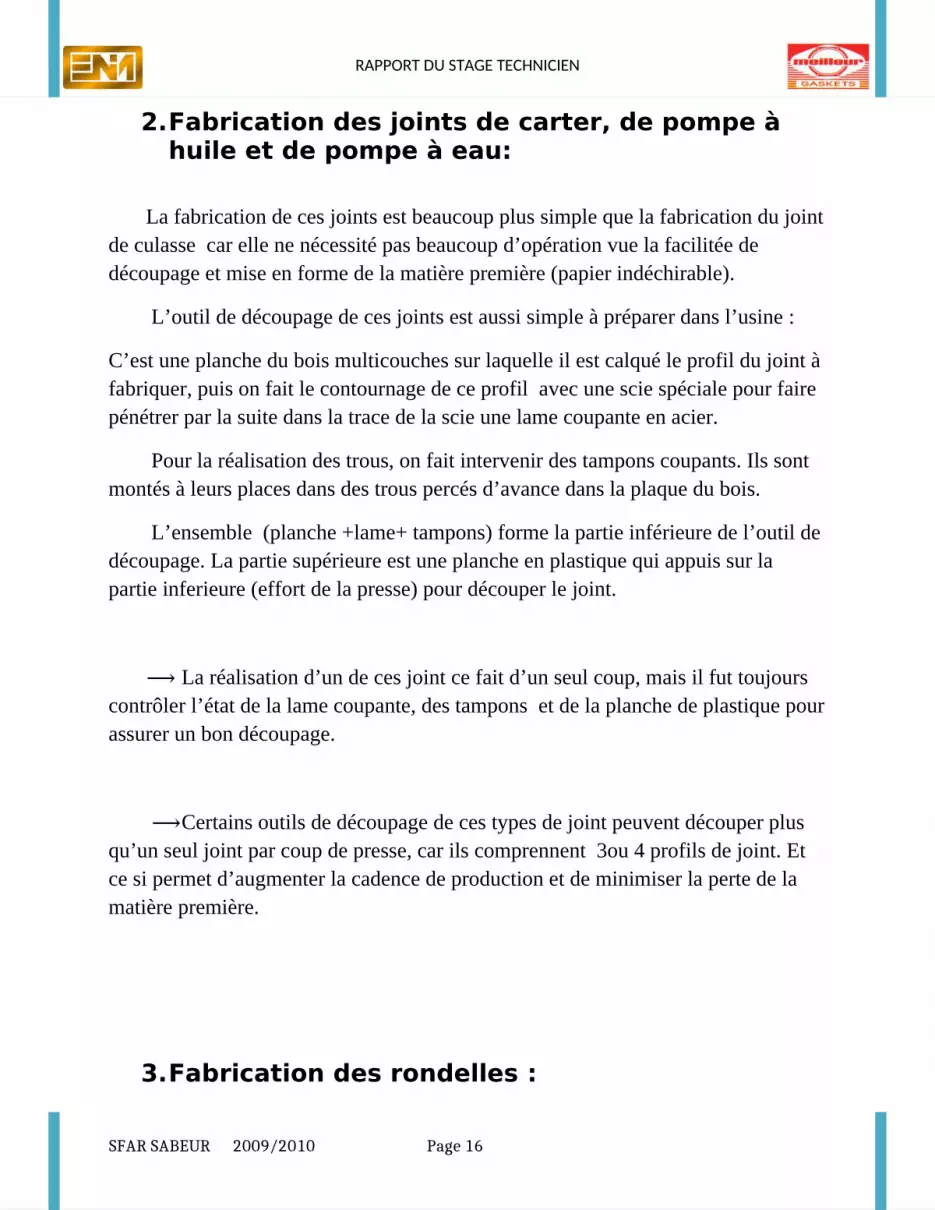
vernissage de joint:
Sur toute une chaine de vernissage les joint seront couverts d’une couche de
verni, ensuite ils seront séchés et prés a l’emballage.
Fig 6 :chaine de vernissage
SFAR SABEUR 2009/2010 Page 14

RAPPORT DU STAGE TECHNICIEN
contrôle et emballage:
Dans un atelier de contrôle et emballage, les produits finis seront contrôlés
pour la dernière foie, rejeter les produits prestants des défauts (même un défaut de
peinture)
Emballer les produits respectant la norme (deux emballages possibles ;
emballage pour marché local et emballage pour export).
Le joint de culasse sera emballé soit seule soit dans une pochette complète de
joint avec plusieurs accessoires (joint de collecteur, joint de transfert, joint
admission /échappement ……..)
Fig 7 :pochette de joint
SFAR SABEUR 2009/2010 Page 15
RAPPORT DU STAGE TECHNICIEN
2.Fabrication des joints de carter, de pompe à huile et de pompe à eau:
La fabrication de ces joints est beaucoup plus simple que la fabrication du joint de culasse car elle ne nécessité pas beaucoup d’opération vue la facilitée de découpage et mise en forme de la matière première (papier indéchirable).
L’outil de découpage de ces joints est aussi simple à préparer dans l’usine :
C’est une planche du bois multicouches sur laquelle il est calqué le profil du joint à fabriquer, puis on fait le contournage de ce profil avec une scie spéciale pour faire pénétrer par la suite dans la trace de la scie une lame coupante en acier.
Pour la réalisation des trous, on fait intervenir des tampons coupants. Ils sont montés à leurs places dans des trous percés d’avance dans la plaque du bois.
L’ensemble (planche +lame+ tampons) forme la partie inférieure de l’outil de découpage. La partie supérieure est une planche en plastique qui appuis sur la partie inferieure (effort de la presse) pour découper le joint.
⟶ La réalisation d’un de ces joint ce fait d’un seul coup, mais il fut toujours contrôler l’état de la lame coupante, des tampons et de la planche de plastique pour assurer un bon découpage.
⟶Certains outils de découpage de ces types de joint peuvent découper plus qu’un seul joint par coup de presse, car ils comprennent 3ou 4 profils de joint. Et ce si permet d’augmenter la cadence de production et de minimiser la perte de la matière première.
3.Fabrication des rondelles :
SFAR SABEUR 2009/2010 Page 16
RAPPORT DU STAGE TECHNICIEN
Pour minimiser la perte en matière première, les techniciens à l’entreprise ont conçus des outils de découpage et de fabrication des rondelles en aluminium.
La matière première utilisée pour la fabrication de ces rondelles est les déchets de tôle restés après découpage des sertisseurs.
Ils existent deux types de rondelles qu’on fabrique à l’usine de l’entreprise
-Des rondelles plates (aluminium).
-des rondelles toriques (aluminium+papier absorbant).
4.travaux au quels j’ai participé : Avant de parler de ces travaux, il faut mieux décrire l’usine et les différentes machines qui y compris. L’usine contient les machines suivantes :
-Une machine de picotage
- 8 presses mécaniques (25 tonnes)
- 2 presses mécaniques (80 tonnes)
- 2 presses mécaniques (100 tonnes)
- 4presses hydrauliques (150 tonnes)
- 2 presses hydrauliques (200 tonnes)
- Une découpeuse mécanique(Bykak)
-Un tour universel
-Une mini perceuse
-Une machine de peinture et sérigraphie
SFAR SABEUR 2009/2010 Page 17
RAPPORT DU STAGE TECHNICIEN
Pendant la période de stage j’ai participé au quelque travaux dans l’usine parmi lesquels je site :• Des travaux de découpage et de poinçonnage des joints de culasse et des joints de carter et de pompe .Ces travaux sont réalisés sur des presses hydrauliques et des presses mécaniques différentes.⟶Ce travail ne nécessite pas beaucoup d’expériences et de connaissances mais il nécessite de la rapidité de la prudence pour augmenter la cadence de production et diminuer le risque d’accident. • Des travaux de réparation et de modification des outils de découpage des joints de culasse (démontage, réparation et montage des poinçons matrices) soit pour le changement des ressorts ou de quelques éléments standards soit juste pour leurs nettoyage.⟶ Ce travail ne nécessite un peut d’expériences et de connaissances, et beaucoup de prudence car ces outils de découpage (poinçon matrice) sont un peut complexes, volumineux et lourds (en acier). Et ils coutent cher.• Travail de montage et de fixation des outils de découpage sur des presses.⟶ C’est un travail qui nécessite de la prudence et de la précision au niveau de réglage de la course du poinçon par rapport à la matrice pour ne pas endommager l’outil de découpage.• Des travaux de contrôle de stockage et d’emballages des joints SFAR SABEUR 2009/2010 Page 18
RAPPORT DU STAGE TECHNICIEN
⇨Ces travaux m’ont permet de connaitre plus le procédé de fabrication des joints et de m’intégrer dans le système de production (connaitre les machines, les personnels, les contraintes ……).5.Tache réalisée (conception ‘CAO’ d’un outil de
découpage des joints de culasse) :
historique :
Comme il est indiqué au niveau de l’historique de l’entreprise, « Le joint
industriel » a passé durant leur histoire par trois phases économiques principales :
Première phase : Du 1990 jusqu’au 1997 :
Dans cette phase la production de l’entreprise a été grande mais elle n’a pas été
de bonne qualité vue que les outils de découpage utilisés ont été fabriqués à l’usine
de l’entreprise (planche de bois multi couche+lame d’acier +planche en
plastique).ces outil découpent des produit de moyenne qualité. Mais acceptable vue
l’absence de la concurrence.
Deuxième phase : Du 1997 jusqu’au 1999
Pendant cette période la société a passé par une crise vue la concurrence et
l’apparition des produits concurrents de bonne qualité, elle décidait de maitre à
jour ses activités pour améliorer la qualité et s’intégrer de nouveau dans le
marché.
La troisième phase : À partir de 2000 l’entreprise a pensée à améliorer la
qualité des produits en améliorant les procédés de fabrication et surtout les outils de
SFAR SABEUR 2009/2010 Page 19
RAPPORT DU STAGE TECHNICIEN
découpage des joints. Pour cela elle a remplacé les outils en bois avec des outils en
acier (poinçon matrice) fabriques à l’extérieur de l’entre prise (chez STEO). Et
avec ces outil que la qualité des produits est amélioré et la société a pris de
nouveau sa place dans le marché national et à l’étranger.
Problématique :
En 2007, le président directeur général Mr. ALI HADJ AYED, a créé une
nouvelle usine « MECANIKA » spécialisée à la fabrication des outillages
industrielles (outils de découpage, moules d’injection, etc.).
Dans ce cadre, les techniciens de l’entreprise ont voulu préparer une
bibliothèque des dossiers techniques des outils de découpage fabriqués avant la
création de « MECANIKA », pour les utiliser par cette dernière au cas de
refabrication ou la réparation d’un outil ou d’une pièce d’un outil.
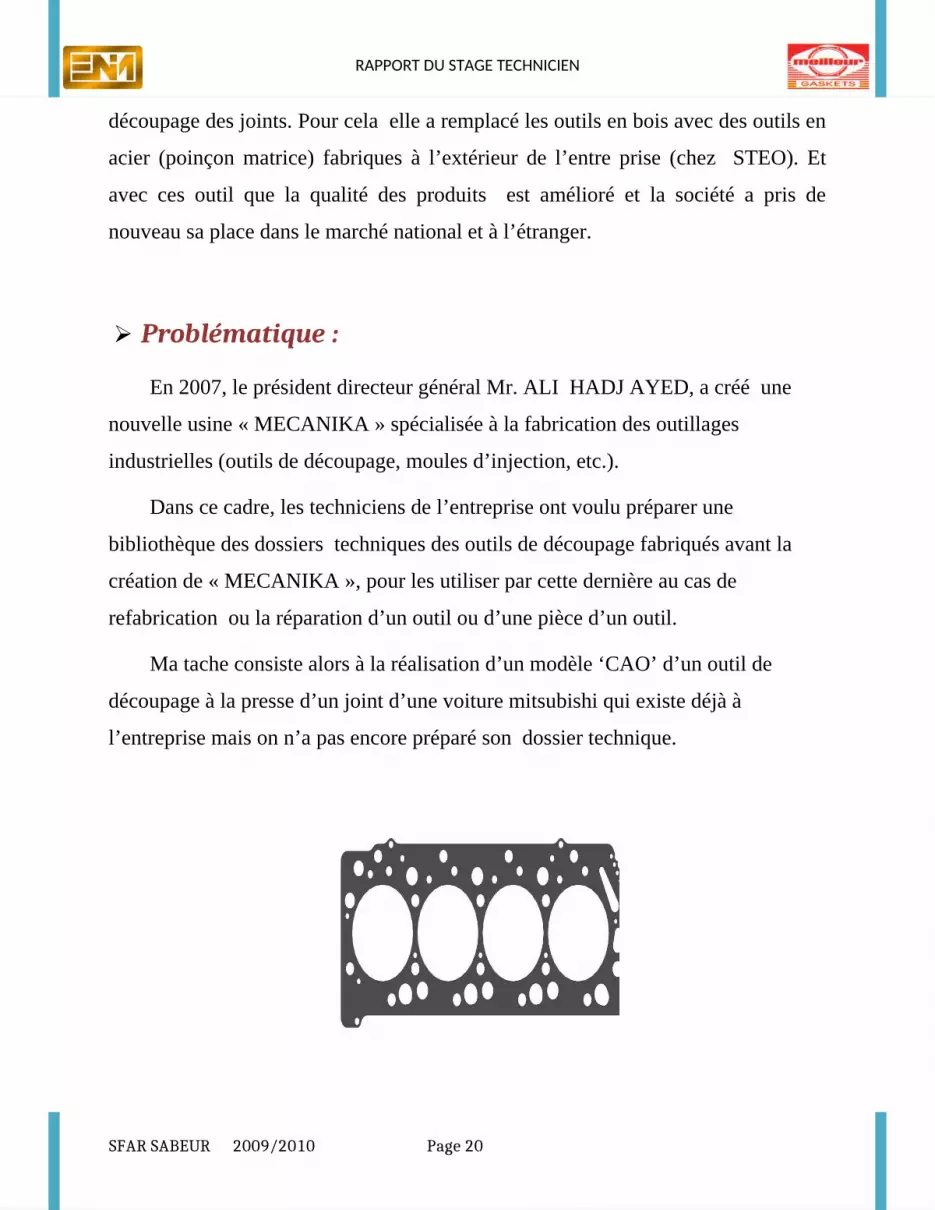
Ma tache consiste alors à la réalisation d’un modèle ‘CAO’ d’un outil de
découpage à la presse d’un joint d’une voiture mitsubishi qui existe déjà à
l’entreprise mais on n’a pas encore préparé son dossier technique.
SFAR SABEUR 2009/2010 Page 20

RAPPORT DU STAGE TECHNICIEN
Fig 8 : joint de mutsibushi
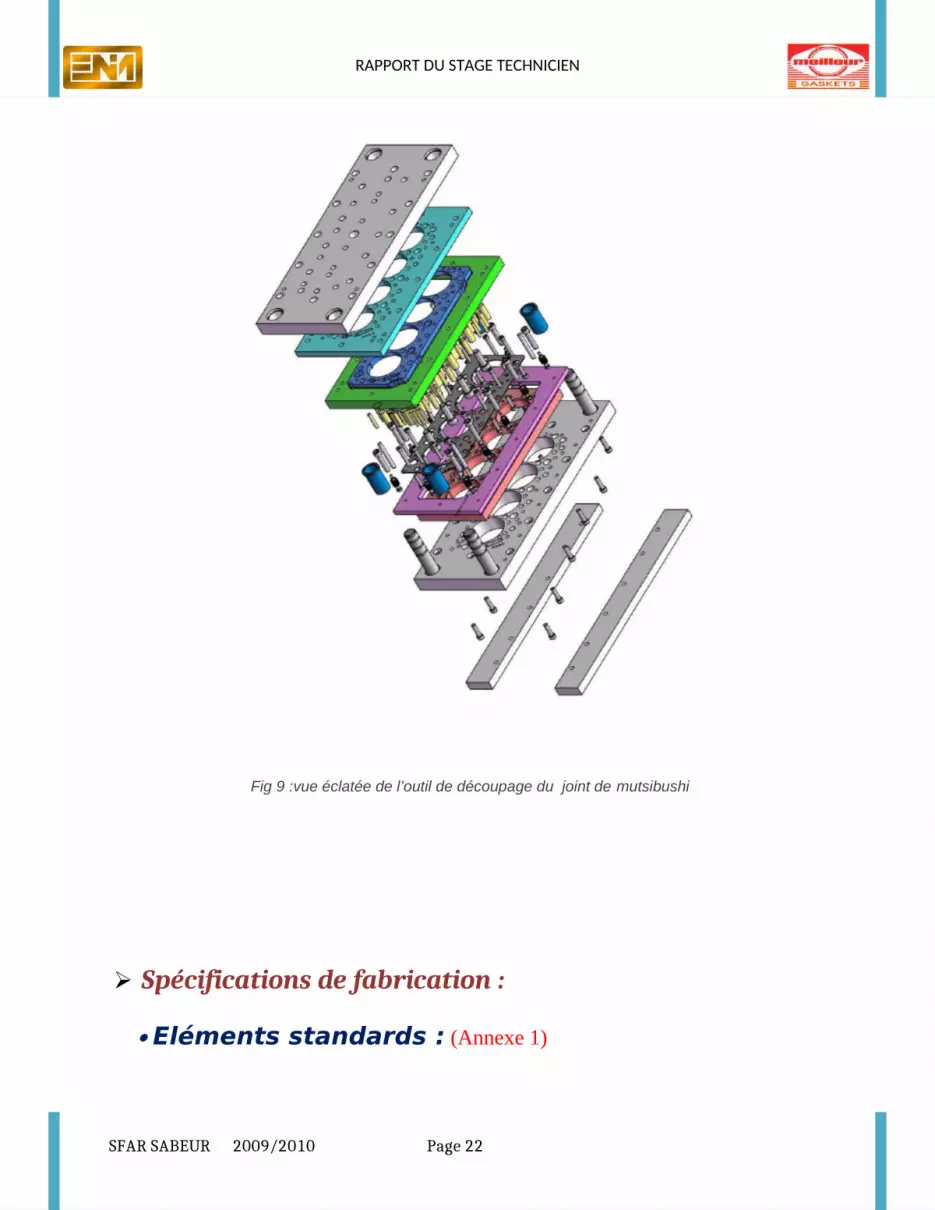
Mon travail consiste donc à démonter l’outil de découpage, de prendre les
mesures de ses différentes pièces, de réaliser ces pièces sur le logiciel de CAO
(SOLIDE WORKS) et de faire l’assemblage de ces pièces sur se logiciel.
SFAR SABEUR 2009/2010 Page 21
RAPPORT DU STAGE TECHNICIEN
Fig 9 :vue éclatée de l’outil de découpage du joint de mutsibushi
Spécifications de fabrication :
• Eléments standards : (Annexe 1)
SFAR SABEUR 2009/2010 Page 22
RAPPORT DU STAGE TECHNICIEN
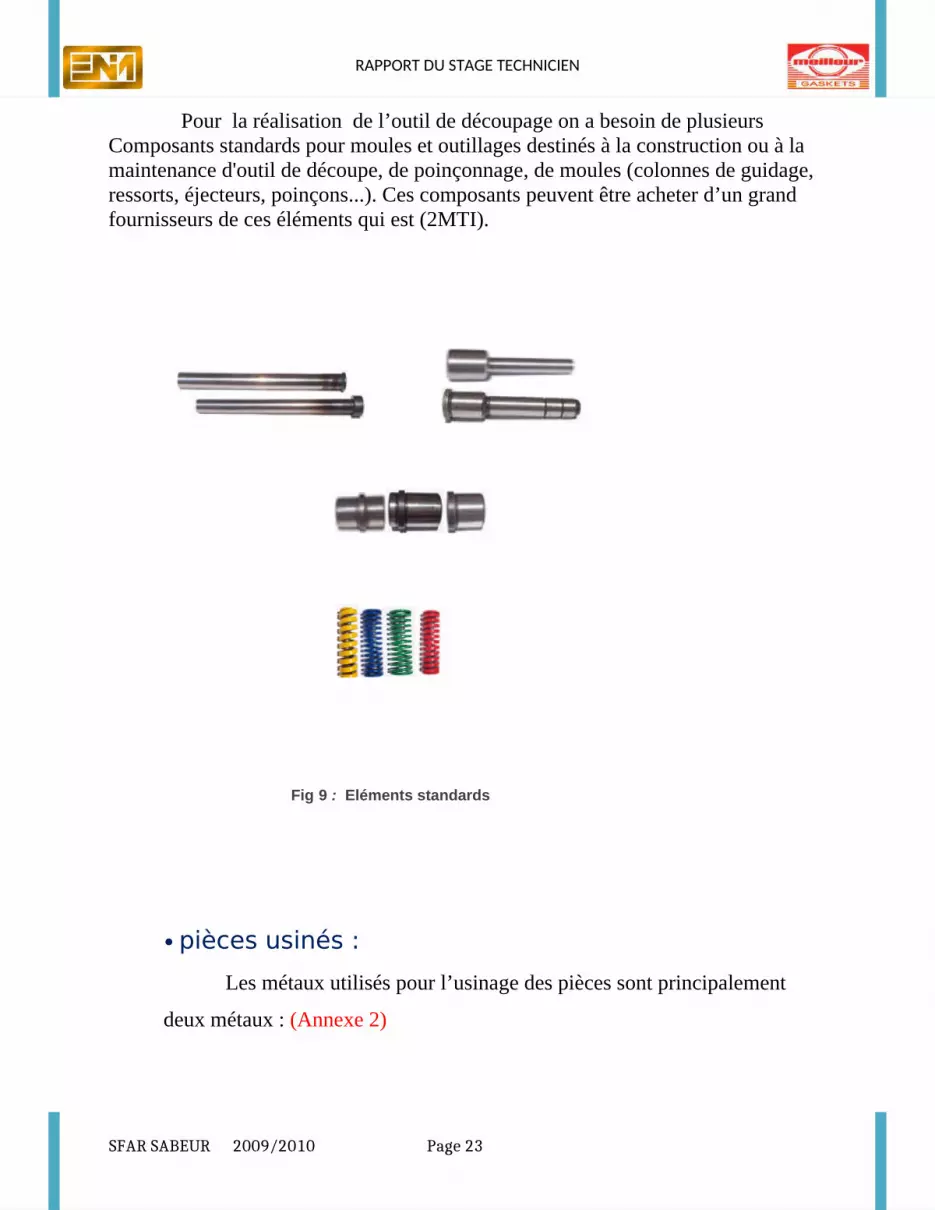
Pour la réalisation de l’outil de découpage on a besoin de plusieurs Composants standards pour moules et outillages destinés à la construction ou à la maintenance d'outil de découpe, de poinçonnage, de moules (colonnes de guidage, ressorts, éjecteurs, poinçons...). Ces composants peuvent être acheter d’un grand fournisseurs de ces éléments qui est (2MTI).
Fig 9 : Eléments standards
• pièces usinés : Les métaux utilisés pour l’usinage des pièces sont principalement
deux métaux : (Annexe 2)
SFAR SABEUR 2009/2010 Page 23
RAPPORT DU STAGE TECHNICIEN
Z38CDV5 : C’est un acier traité utilisé pour la fabrication des pièces de découpage qui ont un contacte directe avec la tôle à découper (poinçon, matrice, sert Flon).
C45 ou XC48 : Ce sont des aciers de construction le plus utilisée dans ce type des outils de découpage pour les pièces massives et qui n’ont pas de contacte directe avec la tôle à découper (tasseau, semelle supérieure, semelle inferieure).
Pour les ajustements et les intervalles de tolérance des pièces usinés on suit les intervalles de tolérance définis par la norme (ISO 2768 mk). (Annexe 3)
Pour la rugosité des pièces usinées est définis comme suit :
• (Ra=0,8) : pour les surfaces en contacte directe avec la tôle à découper.
• (Ra=1,6) : pour les surfaces perpendiculaires à celles qui ont un contacte directe avec la tôle à découper. Surfaces au niveau des quelles s’effectue le cisaillement de la tôle.
• (Ra= 3,2) : pour les autres surfaces.
Dossier technique : (Annexe 4)
𝚰𝚰𝚰.Conclusion générale
SFAR SABEUR 2009/2010 Page 24
RAPPORT DU STAGE TECHNICIEN
Ce stage a été une occasion pour m’intégrer dans un milieu professionnel.
Il m’a permet, en premier lieu, de voir le déroulement du travail dans l’entreprise
d’une façon plus sérieuse et plus professionnelle. En deuxième lieu, d’avoir une
responsabilité en face de la tache que j’ai réalisée (cette tache qui m’a permet de
découvrir et manipuler un nouveau logiciel « SOLID WORKS») .Et en troisième
lieu, d’avoir une expérience au niveau de communication, des techniques d’entretien
et de gestion de la production.
Ce stage m’encourage forcement à l’intégration à la vie industrielle qui
demande des connaissances au niveau théorique, intellectuel et pratique, et joue un
grand rôle à l’enrichissement et au développement de mes connaissances.
D’une façon plus générale, je trouve que ce stage à beaucoup changer m’a
vision à propos du travail dans la future.
AnnexeAnnexe 1 : www.2MTI .com
SFAR SABEUR 2009/2010 Page 25
RAPPORT DU STAGE TECHNICIEN
Annexe 2 : Aciers pour outillage
40CMD8 42CD4 XC48 Z155CDV12Z Z200C12 Z38CDV5 16NC6 20MV6 35NCD16 30MCV8 ACIER AU PLOMP S 300Pb ACIER STUB ACIER A CLAVETTE ACIER ETIRE E24 FONTE (FT25, GS500)
Annexe 3 : écarts pour éléments usinés :
Annexe 4 : quelques mises en plan :
SFAR SABEUR 2009/2010 Page 26