des avancées dans le suivi de cuisson des pièces composites advances in the monitoring of the...
TRANSCRIPT

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
1
Des avancées dans le suivi de cuisson des pièces composites
Advances in the monitoring of the composite part curing
F. Collombet
1*, G. Luyckx
2, C. Sonnenfeld
3, Y-H. Grunevald
4, Y. Davila
1, M. Torres
1, X. Jacob
4, K-T. Wu
7,
B. Douchin1, L. Crouzeix
1, R. Bazer-Bachi
1, T. Geernaert
3, J. Degrieck
2, F. Berghmans
3
1 Université de Toulouse, INSA, UPS, Institut Clément Ader, 133 C Av. de Rangueil, F-31077 Toulouse.
2 Universiteit Gent, Sint-Pietersnieuwstraat 41, B-9000 Gent. 3 Vrije Universiteit Brussel, Pleinlaan 2, B-1050 Brussel.
4 Composites, Expertise & Solutions, 4 Rue G. Vallerey, F-31320 Castanet Tolosan.
5 Laboratory of Human Being Physics Applied to the Environment, 118 Rte de Narbonne, F-31062 Toulouse. 6 Industrial Materials Institute, 75 Bd de Mortagne, Boucherville, Québec, J4B6Y4, Canada.
*correspondant ([email protected])
Résumé
Ce papier présente une partie des résultats obtenus dans le cadre du projet appelé "Instrumentation Multi-capteur des
Matériaux et structures composites (I2MC)" soutenu par la fondation RTRA STAE de Toulouse. L’objectif principal du
papier est de montrer la complémentarité de différents capteurs comme les capteurs ultrasons flexibles (FUT) et les
fibres optiques micro-structurées (MOF) et DTG®, afin d’identifier l'état initial de la structure composite par la mesure
des déformations résiduelles. Avec les FUTs, si aucune déformation ne peut être évaluée, l’instant où le transfert entre
le matériau composite et la fibre optique est effectif est établi. On peut déterminer le début du temps de gel et les
déformations résiduelles transversales correspondantes mesurées par les fibres optiques à réseaux de Bragg (FORBGs)
de type MOF. Couplées avec les mesures des FORBGs de type DTGS®, incorporées dans des capillaires pour éviter
l'influence des déformations résiduelles transversales, on obtient une information d'ensemble complète des déformations
résiduelles induites.
Abstract This paper introduces a part of the results spinning off the project called “Instrumentation with Multi-sensor for
Composite Materials and structures (I2MC)” supported by RTRA STAE foundation. The main goal of the paper is to
show the complementarity of different devices such as flexible ultrasonic transducers (FUT) and micro-structured
(MOF) and DTG® optical fibers, in order to infer the initial state of the composite structure by means of its residual
strains. With the FUT measurements no strain can be estimated but the time when the transfer between the composite
material and the optical fiber is effective. Even the onset of the gelation and the corresponding transverse residual
strains measured by the MOF FBG could be quantified. Combined with the measurements of DTGs® embedded in
capillaries to avoid the influence on the measurement of transverse residual strains, a complete overview of the induced
residual strains can be obtained.
Mots Clés : Suivi de cuisson, Fibres optiques à réseaux de Bragg, Transducteurs ultrasonores flexibles
Keywords: Cure cycle monitoring, Fiber Bragg grating, Flexible Ultrasonic Transducers
1. Introduction
Le projet I2MC pour “Instrumentation Multi-capteurs des Matériaux et structures Composites”,
soutenu par la fondation RTRA STAE, a rassemblé l’expertise d’équipes universitaires et
industrielles de Midi Pyrénées pour l’étude d’instrumentations enfouies ou pas au sein des
structures composites. Cette étude a tiré profit de la boite à outils appelée “Evaluateur
Technologique Multi-Instrumenté” (ETMI) pour évaluer la réponse de l’instrumentation enfouie en
conditions représentatives sur toute la plage de vie de la structure industrielle [1].
Dans cette étude, nous montrons la valeur ajoutée d’une multi-instrumentation pour le suivi des
conditions de cuisson en autoclave et la connaissance de l’état initial au sein d’une pièce composite
complexe. L’objectif principal est de présenter le caractère complémentaire des différentes
instrumentations comme les transducteurs ultrasonores flexibles [2], les fibres optiques micro-
structurées [3] et DTG® (Draw Tower Gratings) pour en déduire la connaissance de l’état initial du
matériau par la détermination des déformations résiduelles de cuisson.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
2
Un ensemble de transducteurs ultrasonores flexibles est placé de part et d’autre de la pièce
composite et du moule pour suivre l’évolution du matériau au travers de l’épaisseur de la structure
composite. Les mesures des ondes ultrasonores révèlent l’évolution physique des plis au cours du
temps. L’évolution du temps de vol et de l’atténuation des signaux est analysée au cours du cycle de
cuisson. Différentes phases de cuisson sont identifiées avec une signature unique dès le contact du
matériau composite avec le moule puis de la réticulation de la résine jusqu’à la phase de
consolidation de la matière. A ce stade de l’étude, une utilisation en temps réel du monitoring n’a
pas été réalisé, mais cela pourrait l’être, en utilisant les mêmes outils numériques (identification de
modèles de l’état physique du matériau). Les premières mesures et le traitement utilisé ne
fournissent pas d’information locale mais des informations en moyenne, à l’échelle de l’épaisseur
de la pièce composite.
D’une part par rapport aux méthodes présentées plus loin, aucune valeur de déformation ne peut
être mesurée, mais les mesures ultrasonores permettent le suivi de l’état du matériau dès le début du
process de cuisson et fournissent l’instant où le transfert de déformation est possible entre le
matériau composite et les capteurs fibres optiques.
D’autre part, on adjoint à cette instrumentation externe à la pièce, une instrumentation enfouie
constituée de fibres optiques à réseaux de Bragg, en particulier une fibre optique hautement
biréfringente de type micro-structurée (MOF). Les MOFs présentent une sensibilité plus élevée aux
déformations transverses que les fibres biréfringentes conventionnelles. En outre, la fibre MOF
présente une sensibilité très faible de la biréfringence modale à la température. Les mesures avec ce
type de fibres optiques sont complétées par la lecture de DTG®s entourés d’un capillaire pour les
isoler des effets transversaux dans le matériau composite [4]. Les DTGs® sont des fibres optiques à
réseaux de Bragg (FORBGs) à haute résistance et présentant de faibles atténuations dues aux micro-
courbures [5], ce qui les rendent excellents candidats au contrôle des conditions de cuisson.
Après la présentation des différentes technologies de capteur utilisées dans cette étude, on aborde de
façon détaillée leurs complémentarités dans le cas du suivi de cuisson.
2. Matériaux et Méthodes
2.1 La pièce composite instrumentée
La pièce composite étudiée est une plaque carbone-époxyde en M10/T300® d’Hexcel de
175 x 640 mm avec deux reprises de plis comme cela est illustré en Figure 1. La plaque composite
(appelée évaluateur à deux reprises de plis) est composée de trois zones de différentes épaisseurs.
En premier lieu, on distingue une zone fine constituée de 20 plis avec une séquence d’empilement
quasi-isotrope [0/45/0/-45/0/45/0/-45/0/90]s. Puis on dispose de deux zones épaisses, l’une avec
36 plis de séquence d’empilement [0/45/0/-45/0/45/0/-45/0/90/0/45/0/-45/0/45/0/-45]s, l’autre
constituée de 52 plis en extrémité avec la séquence d’empilement [(90/0/0/90/0/45/0/-45/0/45/0/-
45/0/90/0/45/0/-45/0/45/0/-45/0/90/90/0]s. Il y a une marche supplémentaire de 2,5 mm de long par
pli du 11ème
pli au 26ème
pli.
Ce type de structure est représentatif des singularités de conception actuellement rencontrées dans
le transport. Toutes les opérations de drapage et des procédures d’enfouissement sont réalisées
manuellement en salle grise, pour préserver les caractéristiques électroniques et optiques de tous les
dispositifs installés et garantir des conditions de mise en œuvre appropriées des matériaux. On
montre différentes illustrations de ces procédures sur la Figure 2.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
3
Figure 1 : Schéma de la structure composite carbone epoxy pour l’étude du suivi de cuisson.
Le profil de température présenté en Figure 3 est la température enregistrée par le thermocouple
placé entre la face supérieure du moule et la face inférieure de la pièce (noté TC4).
Le cycle de polymérisation commence à température ambiante (25ºC) avec une vitesse de chauffe
de 2ºC/mn jusqu'à atteindre 90ºC. À cette température, on impose un plateau de 45 mn. Puis on
reprend une vitesse de chauffe de 2ºC/mn, pour imposer un plateau à 120ºC pendant 2 heures. A la
fin du second plateau, la phase de refroidissement est réalisée avec une vitesse de -1ºC/min pour
revenir à température ambiante. Depuis le début du cycle jusqu'à la fin du premier plateau de
température, une pression 2 bar est appliquée. Puis la pression croit à 5 bar jusqu'à la fin du cycle de
polymérisation. Pendant tout le cycle autoclave, un vide de 0.9 bar est maintenu.
Figure 2 : Evaluateur à deux reprises de plis (différentes situations pendant la phase de drapage).
Figure 3 : Cycle de cuisson choisi.
2.2 Multi-Instrumentation - transducteurs ultrasoniques flexibles (FUT)
Le principe des FUT
Les FUT utilisés dans cette étude sont fabriqués à partir de films composites piézo-électriques
déposés par la technique sol-gel. Ces transducteurs disposent d’une membrane métallique, de films
composites piézo-électriques et d’une électrode supérieure comme on le montre sur la Figure 4. La

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
4
membrane métallique peut servir d’électrode inférieure et les deux électrodes définissent la zone
active du transducteur. Les ondes ultrasonores sont générées par l’application d’une tension
électrique entre les deux électrodes, entre lesquelles est placée la couche piézoélectrique composite.
Elles voyagent au sein des plis du matériau composite et sont partiellement réfléchies sur chaque
interface. En recevant une impulsion électrique, le transducteur produit une onde ultrasonore. Les
paramètres de l’onde ultrasonore sont uniques et dépendent seulement de la composition atomique
et de l’état physique de chaque matériau [6, 7].
Les transducteurs flexibles ont été conçus sous la forme d’éléments piézoélectriques circulaires de
diamètre 4 mm travaillant autour d’une fréquence centrale de 5 MHz. Puis la feuille d’acier
inoxydable est coupée en capteurs individuels de 12,7 mm de long. Les variations de temps de vol
et d’amplitude des échos sont reliées aux variations viscoélastiques du matériau durant le cycle de
cuisson. Pour que ces transducteurs opèrent, des adaptations du moule métallique doivent être
réalisées (cf. Figure 4). L’objectif est de bien séparer les différents échos ultrasonores réfléchis
depuis le moule aluminium de 15 mm d’épaisseur et les différents échos provenant de la plaque
composite, comme on le montre sur les Figures 5 et 6. L’épaisseur du moule est augmentée à
l’endroit du placement des cinq transducteurs (cf. Figure 7). Des trous de diamètre 30 mm sont
percés dans le moule pour permettre le placement de barreaux métalliques de 55 mm de long
assemblés à l’aide d’une colle époxy. Pour chaque paire de transducteurs, l’un est collé sous le
barreau et l’autre est placé sur la partie supérieure de la pièce composite. Les transducteurs
supérieurs sont surmontés d’une pyramide de silicone de 115 x 55 x 15 mm3 (voir Figures 4 et 7).
Une telle adaptation est conçue pour tenter de laisser une empreinte aussi faible que possible sur la
plaque composite quand la pression est appliquée au sein de l’autoclave.
Figure 4 : Vue des cinq paires de transducteurs ultrasonores flexibles et des ajustements du moule associés.
Durant tout le cycle de polymérisation, les transducteurs sont stimulés pour produire différents
échos qui voyagent au travers de l’épaisseur de la structure composite. Un système d’acquisition
multivoies les pilote alternativement en émission/réception ou réception. Quand les transducteurs
inférieurs travaillent en mode écho impulsion, les transducteurs supérieurs servent uniquement
d’enregistreurs, et vice et versa. Dans ce travail, seuls les échos obtenus par émission depuis le
transducteur côté moule (transducteur inférieur) sont analysés (cf. Figure 5). Le signal reçu par le
transducteur inférieur est simple à interpréter et à traiter. Sur le côté supérieur, le film de Téflon
d’épaisseur 1 mm ne pouvant pas empêcher efficacement l’énergie ultrasonore de se propager dans

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
5
le support du transducteur (plaque d’aluminium de 6 mm d’épaisseur), des échos multiples dans la
plaque d’aluminium sont enregistrés. Les signaux obtenus dans cette configuration (émission par les
transducteurs supérieurs) sont difficiles à exploiter de façon directe pour le suivi de cuisson, et
nécessitent des traitements qui seront réalisés ultérieurement afin de compléter les résultats
présentés. La haute vitesse d’acquisition du système électronique d’émission/réception permet
d’effectuer la moyenne des échos par impulsion sur 50 mesures et d’enregistrer plusieurs signaux
moyennés par minute. Cet échantillonnage est assez rapide pour assurer une bonne résolution
s’agissant de l’identification de l’évolution des propriétés.
Figure 5 : Définition des signaux générés par le transducteur inférieur.
Dans la configuration illustrée Figure 5, l’écho de label Lm+c généré par le transducteur inférieur
traverse le barreau de 55 mm de long et la pièce composite, et est reçu finalement par le
transducteur supérieur. L’écho de label Lm+3c traverse aussi le barreau de 55 mm de long, et, après
un aller-retour dans la pièce composite, est reçu par le transducteur supérieur. L’amplitude de cet
écho est faible dans la plupart des cas. L’écho de label L2m traverse le barreau de 55 mm de long est
réfléchi sur l’interface moule métallique/composite, puis est reçu par le transducteur inférieur.
L’écho de label L2m+2c, généré par le transducteur inférieur, traverse le barreau de 55 mm de long, et
le composite, est réfléchi sur l’interface entre le composite et le transducteur supérieur, puis est reçu
par le transducteur inférieur. Ce dernier est trop faible et est noyé dans le bruit, et ne peut pas être
enregistré tout au long du cycle de cuisson (cf. Figure 6). Seuls les échos Lm+c et L2m peuvent être
facilement détectés tout au long du cycle et ont été utilisés pour le suivi de cuisson.
Figure 6 : Signaux obtenus à partir d’échos générés par les transducteurs inférieurs.
Configuration des capteurs FUT
L’ensemble des capteurs ultrasonores flexibles mis en place pour le suivi de la polymérisation au
travers de la pièce composite est montré figure 7.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
6
Figure 7 : Vue des cinq paires de transducteurs en position sur la pièce composite étudiée.
Comme on le voit sur la Figure 7, une paire de transducteurs est placée respectivement au centre de
la zone épaisse de 52 plis, au centre et à 55 mm en dessous de l’axe central de la plaque dans la
zone courante (de 20 plis), sur la zone épaisse de 36 plis (50 mm après la fin de la reprise de plis), et
finalement sur la zone épaisse 50 mm avant la fin de la plaque.
2.3 Multi-Instrumentation : Fibres optiques à réseau de Bragg
Principe des FORBs
Un réseau de Bragg (RB) est une variation périodique de l’indice de réfraction au cœur d’une fibre
optique. Quand un spectre d’une lumière blanche est introduit au sein d’une fibre sur laquelle un
réseau de Bragg est inscrit, une bande étroite du spectre de lumière seulement est réfléchie (cf.
Figure 8). Le spectre réfléchi est centré autour de la longueur d’onde de Bragg B donné par
l’équation 1 :
2B effn
(1)
dans laquelle neff est l’indice de réfraction effectif de la fibre à l’endroit du réseau de Bragg, et est
le pas du réseau de Bragg.
Les paramètres (neff, ) du réseau sont dépendants de la déformation et de la température. Le
principe de la mesure de la déformation est illustré en Figure 8.
P Unstrained FBG,0 0 ,02B FBGn
2B FBGn
L0
L
P
ΛFBG,0
Strained FBGΛFBG
P Unstrained FBG,0 0 ,02B FBGn
2B FBGn
L0
L
P
ΛFBG,0ΛFBG,0ΛFBG,0ΛFBG,0
Strained FBGΛFBG
Figure 8 : Principe de la mesure de déformation d’une fibre à réseau de Bragg.
Pour la plupart des FORB monomodes, l’approximation de la déformation centrée peut être utilisée
pour déterminer la réponse théorique en déformation. En considérant les axes principaux

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
7
mécaniques et optiques d’une fibre optique, les relations suivantes fonction de la déformation sont
présentées sous la forme de l’équation 2 :
(2)
où 1’, 2’, 3’ sont les composantes de la déformation principale par rapport aux systèmes de
coordonnées de la fibre (cf. Figure 8). Le signe « prime » est utilisé pour éviter une confusion avec
le système de coordonnées du pli UD de la pièce composite. Classiquement, les composantes 4’,
5’ et 6’ ne sont pas considérées dans la réponse du capteur [8]. Dans l’équation (2), ΔλB est la
variation de la longueur d’onde de Bragg, λB la valeur moyenne de la longueur d’onde de Bragg
initiale, et p11 et p12 sont les coefficients optiques. Il est évident d’après l’équation (2) que
l’extension axiale (3’ > 0, ε1' = 2’ = -3’) ou la contraction uniforme (1’ = 2’ < 0) entraineront
une réflexion du pic de Bragg en décalant de façon homogène les longueurs d’onde dans le sens
d’une augmentation ou d’une diminution.
Une fibre optique enfouie dans une pièce composite sera sensible au champ complet de déformation
au sein du matériau composite, ce qui rend compliquée la distinction des effets transverses et des
effets axiaux apparaissant sous l’effet de chargements complexes ou durant le cycle de cuisson.
En conséquence, les auteurs [4] ont proposé d’utiliser une fibre optique encapsulée dans un
capillaire de façon à n’être sensible qu’aux déformations axiales durant la cuisson.
Le capteur encapsulé dans un capillaire
Le principe d’une fibre optique dans un capillaire est montré en Figure 9. Dans ces conditions, un
état de contrainte purement axial est établi. Dans ce cas, les déformations transverses de la
déformation sont dues à l’effet Poisson (1’ = 2’ = -3’). Par substitution dans l’équation (2), les
variations de longueur d’onde en fonction de la déformation axiale sont données dans
l’équation (3) :
B,2 ' B,1' 2 2eff 12 eff 11 12 3'
B,2 ' B,1'
1 1(1 )
2 2n p n p p
(3)
Figure 9 : Une fibre optique dans un capillaire isolée des déformations transverses – schéma de principe (en haut) et
vue du placement durant le drapage (en bas).
Il est à noter qu’avant le scellement du capillaire, la fibre optique est pré-déformée à l’intérieur du
capillaire d’environ 1000 10-6
. Cela permet à la fibre optique isolée de mesurer des déformations de
contraction.
Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
8
Ce qui précède permet une lecture très simple dans le cas d’un environnement thermique stable, ce
qui n’est pas le cas pour des applications de suivi de cuisson. Par conséquent, on doit penser à une
compensation en température pour les décalages en longueur d’onde mesurés par les capteurs dans
le capillaire. Dans ce cas, c’est assez facile à faire en utilisant les acquisitions effectuées par
différents thermocouples enfouis dans la pièce composite au voisinage du capteur encapsulé.
Cependant, on doit garder en tête que pour des pièces composites épaisses, des variations de
température peuvent exister, ce qui ne facilite pas la compensation en température.
Les capteurs à fibre optique microstructurée
L’utilisation de fibres optiques microstructurées permet de s’affranchir de la compensation en
température. Ce type de capteur est donc tout à fait adapté pour cette étude. Le paramètre mesuré
disposant d’une invariance en température est appelé la séparation des pics de longueur d’onde (cf.
équation 4) :
(4)
Ce paramètre est directement lié uniquement aux variations de déformation apparaissant dans la
direction transverse de la fibre. Cela constitue une mesure complémentaire à celle des capteurs
encapsulés.
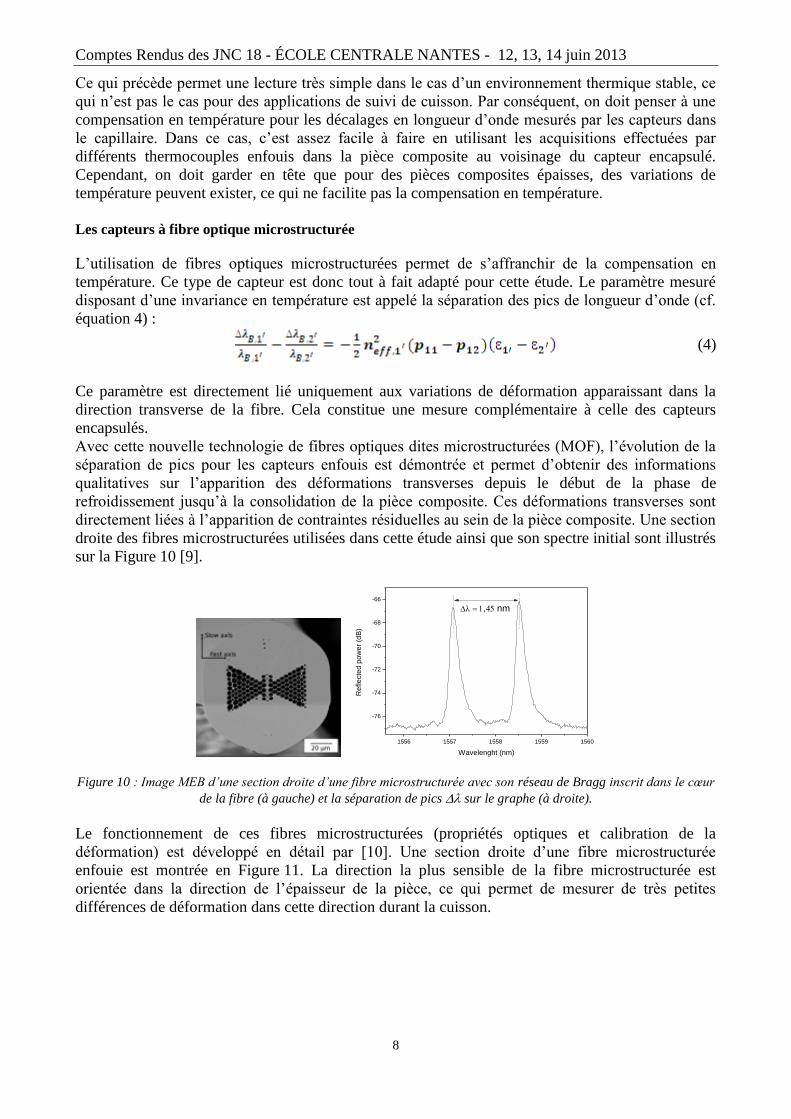
Avec cette nouvelle technologie de fibres optiques dites microstructurées (MOF), l’évolution de la
séparation de pics pour les capteurs enfouis est démontrée et permet d’obtenir des informations
qualitatives sur l’apparition des déformations transverses depuis le début de la phase de
refroidissement jusqu’à la consolidation de la pièce composite. Ces déformations transverses sont
directement liées à l’apparition de contraintes résiduelles au sein de la pièce composite. Une section
droite des fibres microstructurées utilisées dans cette étude ainsi que son spectre initial sont illustrés
sur la Figure 10 [9].
1556 1557 1558 1559 1560
-76
-74
-72
-70
-68
-66
Re
fle
cte
d p
ow
er
(dB
)
Wavelenght (nm)
nm
Figure 10 : Image MEB d’une section droite d’une fibre microstructurée avec son réseau de Bragg inscrit dans le cœur
de la fibre (à gauche) et la séparation de pics sur le graphe (à droite).
Le fonctionnement de ces fibres microstructurées (propriétés optiques et calibration de la
déformation) est développé en détail par [10]. Une section droite d’une fibre microstructurée
enfouie est montrée en Figure 11. La direction la plus sensible de la fibre microstructurée est
orientée dans la direction de l’épaisseur de la pièce, ce qui permet de mesurer de très petites
différences de déformation dans cette direction durant la cuisson.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
9
Figure 11 : Section droite de la fibre microstructurée enfouie dans la structure composite.
Placement des capteurs fibres optiques à réseau de Bragg enfouis
Le placement des DTG®
s (dans les capillaires) et des fibres microstructurées utilisées pour le suivi
de cuisson est illustré sur la Figure 12.
Figure 12 : Réseau de fibres enfouies dans la structure composite.
Trois capteurs DTG® sont placés respectivement dans la zone épaisse, dans la reprise de plis et dans
la zone courante respectivement notés FBG1, FBG2 et FBG3). Toutes les fibres sont prétendues
dans les capillaires. La distance entre les différentes fibres optiques est de 50 mm.
Deux fibres optiques microstructurées sont enfouies, l’une au milieu de la zone courante, et l’autre
au milieu de la zone épaisse de 52 plis (cf. Figure 12). Toutes les fibres optiques sont enfouies dans
la direction des fibres de renfort de leur pli respectif. Pour les DTG®s, cela signifie qu’ils sont
enfouis entre deux plis orientés à 0°. Les fibres microstructurées sont placées entre deux plis à 90°
dans le plan de symétrie.
3. Résultats expérimentaux et discussion
3.1 Résultats des capteurs FUT
Le temps de vol et l’amplitude des échos des signaux ultrasonores sélectionnés sont analysés durant
le cycle de cuisson. Un exemple d’une comparaison de l’évolution des propriétés acoustiques et de
la température mesurée par un thermocouple placé dans la zone étudiée est montré sur la Figure 13.
Les capteurs ultrasonores correspondants sont placés de chaque côté de la zone constituée de
20 plis. Le temps de vol et la température ont des évolutions similaires, en cohérence avec les
paramètres de pilotage de l’autoclave. La variation du temps de vol des échos traversant le moule
est utilisée pour illustrer l’évolution de la température du moule métallique dans l’autoclave.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
10
Figure 13 : Signal du capteur FUT (écho L2m) et la température (TC4 dans la zone courante) en fonction du temps.
La Figure 14 montre l’évolution du temps de vol (noté TOF) et de l’atténuation durant la cuisson.
Cinq phases distinctes sont notées Si (i = 0 à 4).
Figure 14 : Evolution du temps de vol et de l’atténuation dans la pièce composite durant le cycle de cuisson avec V
variable [sans unité], L2m TOF [ms] = 0.02*V+19.2, TOF dans le composite [ms] = 0.2*V+2.2, atténuation [dB] =
4*V-12, TC4 [°C] = 10*V+15, pression = 0.45*V.
S0 correspond à la phase pendant laquelle la température croit depuis la température ambiante (TA)
jusqu’à ce que la résine commence à se ramollir et que les préimprégnés se mettent en place sur le
moule. Le temps de vol au travers du préimprégné décroit et l’énergie ultrasonore se propage au
travers des préimprégnés grâce au couplage entre les capteurs et la pièce composite et au
ramollissement des interfaces entre préimprégnés, mais surtout sous l’effet de l’augmentation de la
pression jusqu’à 2 bar au sein de l’autoclave. S1 est la phase où la température continue
d’augmenter jusqu’90°C, la viscosité de la matrice décroit, d’où la diminution de la vitesse du son
et l’augmentation du temps de vol. Cette augmentation du temps de vol est causée par le
ramollissement partiel de la résine et l’imprégnation irrégulière des fibres. Au début de cette phase,
l’atténuation ultrasonore dans le composite croit jusqu'à atteindre le point P1 où la matrice est
fondue puis décroit avec la température. S2 correspond à la phase où la température est constante et
égale à 90°C. Le temps de vol aurait dû rester constant, mais en fait il décroit, du fait d’une
augmentation de la viscosité de la matrice [11]. Un tel plateau en température est utilisé pour
favoriser un ramollissement homogène du composite, mais une température qui reste constante ne

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
11
veut pas dire que l’état du matériau n’évolue pas. Des tests complémentaires devraient être réalisés,
par exemple avec de la résine seule, pour vérifier cette évolution. S3 est la phase où la température
croit de 90°C à 120°C pendant que les réactions de polymérisation apparaissent. L’atténuation
atteint un maximum au Point de Gel, puis chute drastiquement pendant la polymérisation. La
dernière phase S4 correspond au refroidissement depuis 120°C jusqu’à la TA. Le temps de vol
diminue (la vitesse du son augmente), et l’atténuation décroit.
Comme le montre la Figure 14, le suivi du temps de vol et de l’atténuation des échos permet de
déduire de façon fiable l’état initial de la pièce composite durant sa fabrication. Les transducteurs
ultrasonores flexibles sont capables d’acquérir et de transmettre une information qualitative
concernant les phénomènes physiques survenant durant le cycle de cuisson.
Les phases de cuisson sont identifiées avec une signature unique en commençant par le couplage
entre le composite et le moule, en passant par la réticulation de la résine, et en finissant par la
consolidation du composite. Avec ces signatures reconnaissables, la faisabilité de l’utilisation des
FUTs pour estimer l’évolution de la polymérisation d’un composite est prouvée.
Les différentes étapes du processus de fabrication peuvent être clairement définies, grâce aux
transducteurs, mais il serait aussi intéressant d’obtenir des mesures quantitatives précises des
contraintes résiduelles. C’est pourquoi, dans ce travail, nous choisissons des fibres optiques comme
instrumentation complémentaire.
3.2 Résultats sur les fibres optiques
Grâce aux résultats obtenus par les transducteurs, nous pouvons distinguer deux phases principales
durant le cycle de cuisson. La première phase correspond à la situation où le composite n’existe pas
encore, ce qui signifie qu’il n’y a pas de transfert établi entre la fibre optique, les fibres de renfort et
la résine. Dans la seconde phase, le composite existe, et nous pouvons suivre la formation des
déformations résiduelles pendant la constitution du matériau composite. La Figure 15 montre les
résultats de mesures réalisées par les fibres optiques à réseau de Bragg microstructurées. Les
variations en longueur d’onde de la fibre sont illustrées avec les couleurs rouge et noir. Le pilote
principal de ces variations est la température. Cependant, grâce à l’équation (4), nous savons que la
séparation des pics (en vert) est seulement pilotée par la déformation induite dans le capteur. En
conséquence, cela donne une idée claire du moment où les déformations résiduelles apparaissent.
Le début de la déformation résiduelle par contraction chimique est en correspondance avec les
mesures des transducteurs. Un pic de séparation de 22 pm correspond à une variation de
déformation transverse macroscopique de contraction, mesurée par la fibre microstructurée, de
l’ordre de -130 10-6
. On montre que la plupart des déformations résiduelles dans la direction
transverse apparaissent dans la phase de refroidissement. Cela est essentiellement causé par la
différence de coefficients de dilatation thermique entre les fibres de carbone et la matrice.
Figure 15 : Différentes mesures (MOF FBG et FUT) durant le cycle de cuisson d’une structure composite.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
12
Une évolution différente du décalage de la longueur d’onde (déformation axiale) est constatée pour
les DTG® encapsulés (cf. Figure 16). Les mesures des transducteurs nous indiquent que nous
devrions ignorer les effets constatés avant la 125ème
minute du cycle de cuisson, puisque le
composite n’existe pas encore. Cependant, nous devons mentionner que la phase d’initiation de la
polymérisation est une zone d’ombre dans laquelle les évènements sont difficiles à expliquer.
L’analyse des courbes montre que toutes les fibres optiques sont chargées en compression, qui
mesurent plus ou moins la même déformation axiale (130 10-6
environ). Des différences peuvent
être causées par les différentes séquences d’empilement à l’endroit des fibres optiques (zone
épaisse, zone courante, reprise de plis), ou aussi dues aux variabilités présentes dans le matériau
composite (variations du drapage, fractions volumiques de fibre d’un endroit à l’autre de la pièce,
…). Notons que toutes les mesures ont été compensées en température en utilisant les données du
thermocouple le plus proche des différents DTG®
(ici TC4).
Figure 16 : Décalage des déformations mesurées par les DTG®
encapsulés dans des capillaires.
4. Conclusion
Dans ce papier, nous avons traité et démontré la valeur ajoutée de l’utilisation d’une
instrumentation enfouie, et plus généralement de la complémentarité des instrumentations. Par-delà
la difficulté de travailler dans un environnement autoclave, l’enjeu était de suivre l’état physique de
pièces composites durant leur fabrication. Les mesures ultrasonores par transducteurs flexibles ont
permis de dégager clairement les différentes étapes du cycle de cuisson. Ces mesures ont conduit à
déterminer le moment du cycle où le transfert de déformation s’est effectué entre la fibre optique et
la matériau composite. A ce stage de l’étude, les variations des propriétés du moule avec la
température ont pu être corrigées et l’efficacité des transducteurs montrés. Les capacités des
transducteurs ultrasonores n’ont pas été complétement exploitées. L’acquisition des mesures en
temps réel devrait être précieuse grâce aux compléments d’analyse en cours pour la modélisation de
la variation des propriétés acoustiques et la quantification des paramètres clés de modèles
physiques.
Dans ce papier, nous avons montré que la séparation des pics due à la biréfringence des fibres
microstructurées permettait de s’affranchir de l’influence de la température. Le début de la
polymérisation et les déformations résiduelles transverses correspondantes ont pu être quantifiés.
Combinées aux mesures par DTG® encapsulés, une détermination complète des déformations
induites complètes a été obtenue.
La connaissance de l’état initial d’une structure composite permettrait une détermination plus fiable
de sa durée de vie.

Comptes Rendus des JNC 18 - ÉCOLE CENTRALE NANTES - 12, 13, 14 juin 2013
13
5. Remerciements
Les auteurs remercient le IWT-SBO pour son soutien dans le cadre du Projet “Self Sensing
Composites - SSC” (contrat N° 120024) ainsi que le The COST TD1001. Les auteurs remercient la
fondation RTRA-STAE pour son soutien dans le cadre du projet “Instrumentation Multi-capteurs
des Matériaux et structures Composites” et la TPE Composite Expertise & Solutions.
Bibliographie
[1] F. Collombet et al. Contribution of the embedded optical fiber with Bragg grating in composite
structures for tests-simulations dialogue. Mechanics of Advanced Materials and Structures,
2006; 13: pp. 429-439.
[2] M. Kobayashi, C-K. Jen. Piezoelectric thick bismuth titanate/PZT composite film transducers
for smart NDE of metals. Smart Materials Structures 2004; 13: pp. 951-956.
[3] C. Sonnenfeld et al. Microstructured Optical Fiber Sensors Embedded in a Laminate Composite
for Smart Material Applications. Sensors 2011, 11, pp. 2566-2579; doi: 10.3390/s110302566.
[4] G. Luyckx et al. Residual strain-induced birefringent FBGs for multi-axial strain monitoring of
CFRP composite laminates. NDT & E International.2013, 54 (0): pp. 142-150.
[5] C. Chojetzki et al. High-reflectivity draw-tower fiber Bragg gratings - arrays and single
gratings of type II. Optical Engineering 2005, 44(6): 060503.
[6] M. Kobayashi, C.-K. Jen and D. Lévesque. Flexible ultrasonic transducers. IEEE Trans.
Ultrason. Ferroelect. Freq. Contr., Vol. 53, 2006, pp.1478-1486.
[7] M. Kobayashi, K.-T. Wu, L. Song, C.-K. Jen and N. Mra. Structural Health Monitoring of
Composites Using Integrated Ultrasonic Transducers. Proc. of SPIE, Vol. 6934, 2008, 693407-
1.
[8] D. Pinnow. Elasto-optical materials. In: Pressley RJ, editor. Hand book of lasers; 1971.
[9] T. Geernaert et al. Bragg Grating Inscription in GeO2-Doped Microstructured Optical Fibers, J.
Lightwave Technol., vol. 28, N° 10, pp. 1459-1467, March. 2010.
[10] C. Sonnenfeld et al. Cure Cycle Monitoring of Laminated Carbon Fiber-Reinforced Plastic by
Fiber Bragg Gratings in Micro-structured Optical Fiber,” presented at the ICCM19, Montréal,
Canada, 2013.
[11] B.-C. Yoseph et al. Sensors for Cure monitoring of Composite Materials, Review of Progress
in Quantitative Nondestructive Evaluation, pp. 1039-1046, 1993.