practica 3 (deformacion por aplastamiento en frÍo de una probeta ferrosa)
TRANSCRIPT
PRACTICA Nº 3
I.-TITULO:
“DEFORMACIÓN POR APLASTAMIENTO EN FRÍO DE UNA PROBETA FERROSA”
II.-OBJETIVOS:
2.1 Determinar el límite de deformabilidad de una probeta ferrosa.
2.2 Comprobar los defectos superficiales de la probeta deformada por aplastamiento
III.-FUNDAMENTO TEÓRICO:
3.1.CONFORMADO: Es la transformación de un cuerpo sólido a formas deseadas
mediante la deformación Plástica considerando la ductilidad.
METODOS:
1--PROCESO DE TRABAJO EN CALIENTE.- Por trabajo ( o labrado) en caliente se
entienden aquellos procesos como laminado o rolado en caliente, forja, extrusión en caliente
y prensado en caliente, en los cuales el metal se caldea en el grado suficiente para que
alcance una condición plástica y fácil de trabajar.
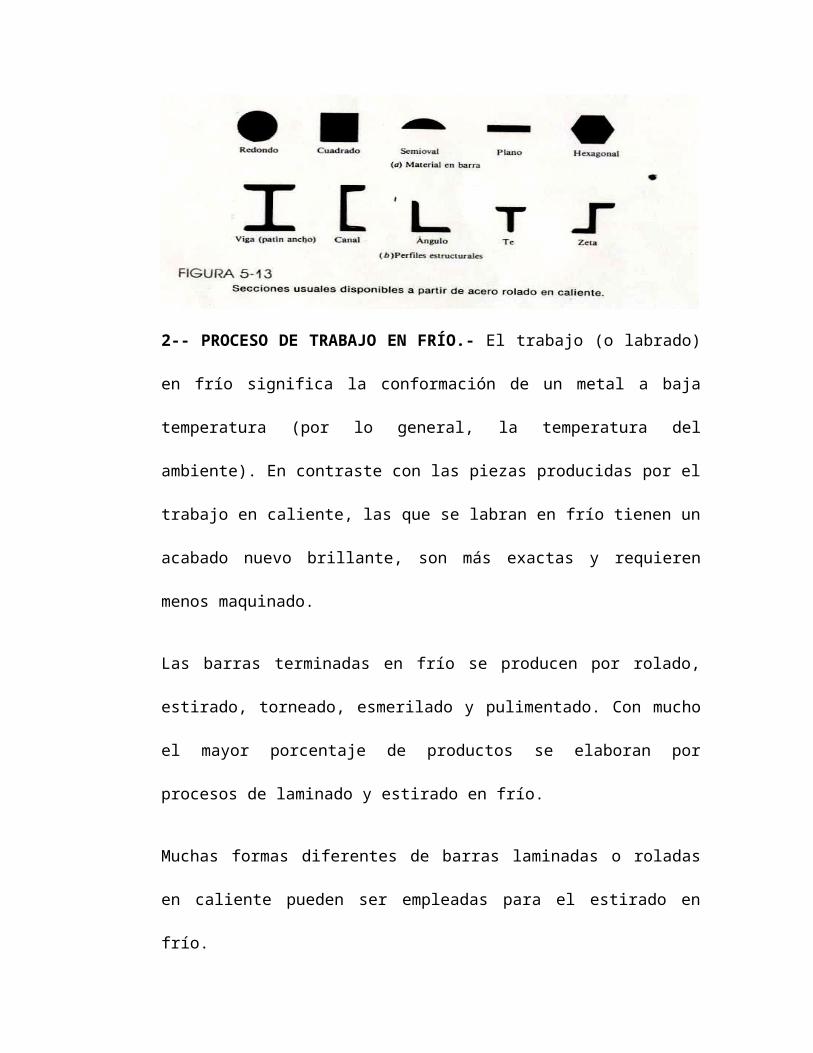
El laminado en caliente se usa por lo general para obtener una barra de material con forma y
dimensiones particulares.
El extrusionado es el proceso por el cual se aplica una gran presión a un lingote metálico
caliente, haciendo que fluya en estado plástico a través de un orificio restringido.
El forjado o forja es el trabajo en caliente de metales mediante martinetes, prensas o
máquinas de forja. En común con otros procesos de labrado en caliente, la forja produce
una estructura de grano refinado que da por resultado una mayo resistencia y ductilidad. Las
piezas forjadas tienen mayor resistencia por el mismo peso.
2-- PROCESO DE TRABAJO EN FRÍO.- El trabajo (o labrado) en frío significa la
conformación de un metal a baja temperatura (por lo general, la temperatura del ambiente).
En contraste con las piezas producidas por el trabajo en caliente, las que se labran en frío
tienen un acabado nuevo brillante, son más exactas y requieren menos maquinado.
Las barras terminadas en frío se producen por rolado, estirado, torneado, esmerilado y
pulimentado. Con mucho el mayor porcentaje de productos se elaboran por procesos de
laminado y estirado en frío.
Muchas formas diferentes de barras laminadas o roladas en caliente pueden ser empleadas
para el estirado en frío.
El rolado y el estirado en frío tienen el mismo efecto sobre las propiedades mecánicas. El
labrado en frío da por resultado un gran incremento en la resistencia de fluencia, acrecienta
la resistencia última y la dureza, y disminuya la ductilidad.
3.2.CONFORMADO EN FRIÓ: Es la conformación sin precalentamiento, con deformaciones
limitadas , fuerzas elevadas y mayor exactitud respecto a las dimensiones.
3.2.1.- CLASIFICACIÓN DE LOS PROCESOS DE FORJA
Se puede definir la forja como el procedimiento de trabajar los metales, para darles
formas útiles mediante el martillado o prensado. Es la forma mas antigua de trabajar los
metales encontrándose sus antecedentes en la labor de los herreros y en las fraguas de
los tiempos bíblicos y mitológicos.
La mayoría de las operaciones de forja se realizan en caliente, aunque algunos metales
se pueden forjar en frío. Existen dos clases fundamentales de forja. Uno incluye los
diversos tipos de martillos o martinetes de forja, que ataca la superficie del metal con
golpes rápidos, y la otra la prensa de forja que somete al metal a una fuerza de
compresión de poca velocidad.
A continuación presentamos algunos métodos de forja.

3.3.FORJA LIBRE O RECALCADO: Consiste en deformar una probeta considerando el
aplastamiento(aumento de sección, disminución de altura), finaliza cuando hay
aparición de grietas.
3.4.LIMITE DE CONFORMABILIDAD: Se determina mediante el aplastamiento (Recalcado)
de una probeta de dimensiones definidas de acuerdo a ala norma DIN 1654 que
determina:
Hasta que inmediatamente antes o justo cuando empiezan a aparecer las primeras
grietas, se mide su reducción de altura, la altura final y por cálculos las relaciones
limites de deformación antes indicadas.
3.5.-DEFECTOS SUPERFICIALES: La visibilidad de los defectos de superficie se logra a
simple vista, si no se puede usar materiales fluorescentes con luz ultravioleta.

a)Grietas Longitudinales: Se presentan en la misma dirección del conformado.
b)Grietas de Cizallamiento: Se presentan en un ángulo de 45 grados. Puede ser
causa de un recocido defectuoso o heterogeneidad estructural
ACERO : AISI 1045
Todas las propiedades disponibles del acero al carbono 1045 se presentan a continuación.
Propiedades de diseño
El 1045 es un acero al carbono de aleación media, usado cuando la resistencia y la dureza deseada
es mayor que en la condición laminada. Extrema precisión en el tamaño, rectitud y concentricidad se
combinan para minimizar el desgaste en aplicaciones de alta velocidad. Barras torneadas,
rectificadas y pulidas de barras pueden ser mecanizadas de forma asimétrica con una mínima
distorsión.
Aplicaciones
Usado en engranajes, ejes, árboles, pernos, espárragos y piezas de máquinas.
Tratamiento térmico
Adecuado para endurecimiento por llama o inducción.
IV.-MATERIALES, HERRAMIENTAS
4.1.Materiales:
-Probeta de Acero AISI 1045
-Cinta Elastica (50 cm).
-Alambre (50 cm).
4.2.Herramientas:
-Tenazas.
-Martillo.
-Yunque.
-Vernier.
-Escuadra de 45 grados
V.-PROCEDIMIENTOS:
5.1 Habilitar probetas de diámetro de media pulgada y de altura de ¾ de pulgada .
5.2 Sujetar la probeta con tenaza, alambre, alambrón, cinta elástica, y colocar sobre el
yunque.
5.3 Martillar en forma perpendicular sobre la probeta alternando las caras de las probetas
durante el martillado.
5.4 Al aparición de las primeras grietas superficiales detener el martilleo.
5.5 Medir la altura y diámetro final de la probeta.
5.6 Efectuar los cálculos de las relaciones de deformación
5.7. Reconocer los defectos superficiales.
VI.-CIRCUITO EXPERIMENTAL:
a) Tomar las medidas iniciales de la probeta (Acero 1045); altura , diámetro
b) Colocar la probeta en el yunque y proceder a realizar el martillado
D0
h0=1.5D0

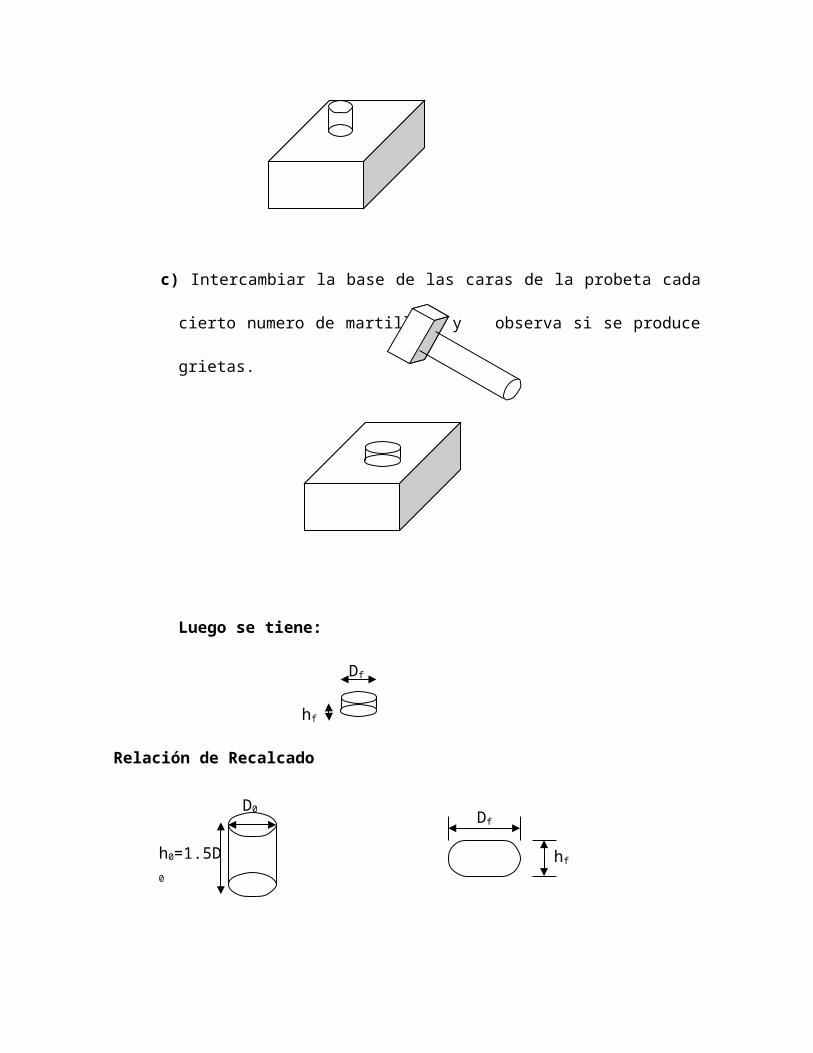
c) Intercambiar la base de las caras de la probeta cada cierto numero de martillado y
observa si se produce grietas.
Luego se tiene:
Df
hf
Relación de Recalcado
a) Relación de Recalcado(S)
b) Relación de altura (r)
D0
h0=1.5D0
Df
hf

c) Deformación por Recacaldo (eh )
d) Grado de deformación por recalcado (εh)
e) Relación de Secciones (a)
f) Deformación Media (em)
VII CUESTIONARIO:
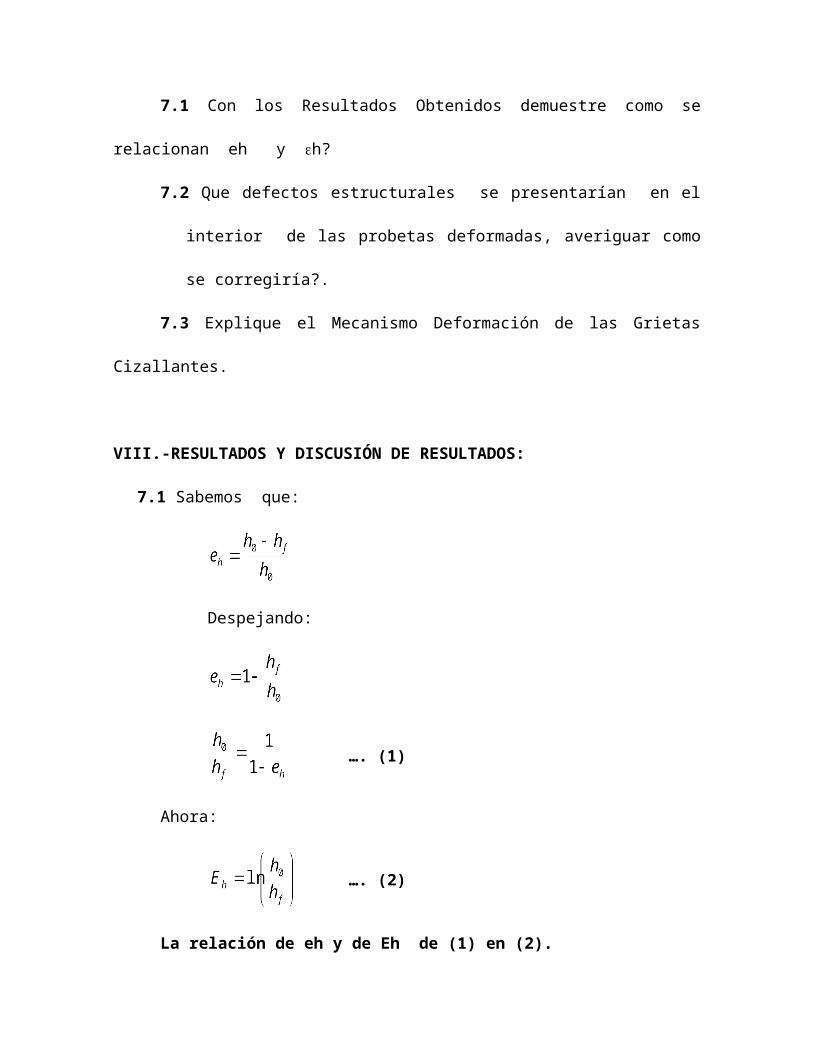
7.1 Con los Resultados Obtenidos demuestre como se relacionan eh y h?
7.2 Que defectos estructurales se presentarían en el interior de las probetas deformadas,
averiguar como se corregiría?.
7.3 Explique el Mecanismo Deformación de las Grietas Cizallantes.
VIII.-RESULTADOS Y DISCUSIÓN DE RESULTADOS:
7.1 Sabemos que:
Despejando:

…. (1)
Ahora:
…. (2)
La relación de eh y de Eh de (1) en (2).
entonces:
Eh = 0.462
7.2 Los defectos estructurales que se presenta comúnmente en el interior de la probeta son los
siguientes:
-Deformación de los granos
-Tensiones residuales
-Movimiento de dislocaciones
-Vacancias.
Para corregir estos defectos se lleva al material a un recocido
7.3 Cuando se a esfuerzo un material elastico se almacena energia potencial en el material.
Parte de esta energia se gasta en la formación de las superficies de la grieta.

La coalescencia de ciertos números de dislocaciones de borde que quedan sobre el mismo
plano de deslizamiento producira la aparición de una grieta sobre un plano normal alplano
de deslizamiento. Para una grieta cizallante ocurrirá sobre un plano cizallante de 45º
PROBETA DEFORMADA:
CALCULOS:
h0 = 28.5 mm Ao= 283.5 mm2 D0 = 19.0 mm Af= 740.2 mm2 hf = ? Df = ?
hf1 = 17.39 mm Df1 = 30.4 mmhf2 = 18.22 mm Df2 = 31.41 mmhf3 = 18.27 mm Df3 = 30.4 mm
hf = 17.96 mm Df = 30.7 mm
Relación de Recalcado(S)
S = ho/do = 1.5
Relación de altura (r)
r = hf/ho = 0.63
Deformación por Recacaldo (eh )
eh = ( ho - hf)/ho = 1 – hf/ho = 1 – r = 0..37
Grado de deformación por recalcado (εh)
Eh = Ln ( ho/hf ) = Ln (1/r) = 0.462
Relación de Secciones (a)
a = Af/Ao = 2.611
Deformación Media (em)
em = (Af – Ao )/Af = - Ao / Af = 1 – 1/a = 0.617
IX.-CONCLUSIONES Y RECOMENDACIONES:
9.1.- CONCLUSIONES
1. En la presente práctica podemos ver macroscópicamente el límite de deformabilidad de un
material (en este caso acero 1045)

2. Mediante el recalcado podemos apreciar los defectos superficiales de de un material cuando
llega a su límite de deformabilidad como: grietas longitudinales y grietas Cizallantes (estas
se aprecian microscópicamente).
9.2.- RECOMENDACIONES
1. Las medidas de la probeta deben ser como mínimo y recomendable de ½ pulg. de
diámetro para hacer más fácil el ensayo.
2. La probeta debe estar bien sujeta al yunque, para que esta no se mueva al realizar el
ensayo.
3. El martillado debe de ser en el centro de la probeta , para que deformación de no sufra una
mala orientación.
4. La probeta durante el ensayo debe ser volteada hacia su otra cara para que el martillado
deforme uniformemente por sus dos extremos.
5. Obtener un promedio de las medidas de los diámetros en cada uno de sus extremos , en el
centro y su altura, ya que siempre no se va a deformar uniformemente y realizar buenos
cálculos.
X.-BIBLIOGRAFIA:
- http://www.monografias.com/trabajos10/restat/INTRODUCCION#INTRODUCCION
- Robert E. Red Hill “Principios de Metalurgica Fisica” Editorial Continetal S.A DEC.V.Mexico Impreso en España Edicion II.
- .George E. Dieter (1967) “Metalurgica Mecanica”; Editorial Juan Bravo ,38, Madrid, España.
- http://www.metalmecanica.com/pragma/documenta/metalmecanica/ secciones/MM/ES/MAIN/R/REFERENCIA1/documento_HTML.jsp?idDocumento=12327
- http://www.monografias.com/trabajos/aceros/aceros.shtml