ilba pemotongan dengan gas kelompok 6
TRANSCRIPT
PEMOTONGAN LOGAM DENGAN GAS
ADI PURWANTO (4214100090)RIYAN BAGUS P. (4214100091)
M. ARIF FACHRUDDIN (4214100096)M. AZZAM SATRIAWANSYAH (4214100097)IQBAL NAUFAL FAUZAN (4214100098)

Prinsip pemotongan dengan gas adalah memotong besi atau baja dengan menggunakan panas yang dihasilkan dari pembakaran reaksi kimia berupa gas.
Proses pemotongan logam dengan gas adalah memotong dengan cara memanaskan logam sampai mendekati cair, kemudian ditekan dengan semburan gas pada tekanan tertentu sehingga logam yang akan mencair tersebut terbuang sehingga logam terpotong.


1. Alat◦ a. Tabung gas oksigen
b. Tabung gas acetylenec. Regulator oksigend. Regulator acetylenee. Slang gas oksigen dan acetylenef. Branderg. Lighter (pemantik api)
2. Bahan◦ a. Gas oksigen (O2)
b. Gas acetylene (C2H2)c. Benda kerja
Alat-alat dan bahan yang dibutuhkan dalam pemotongan:
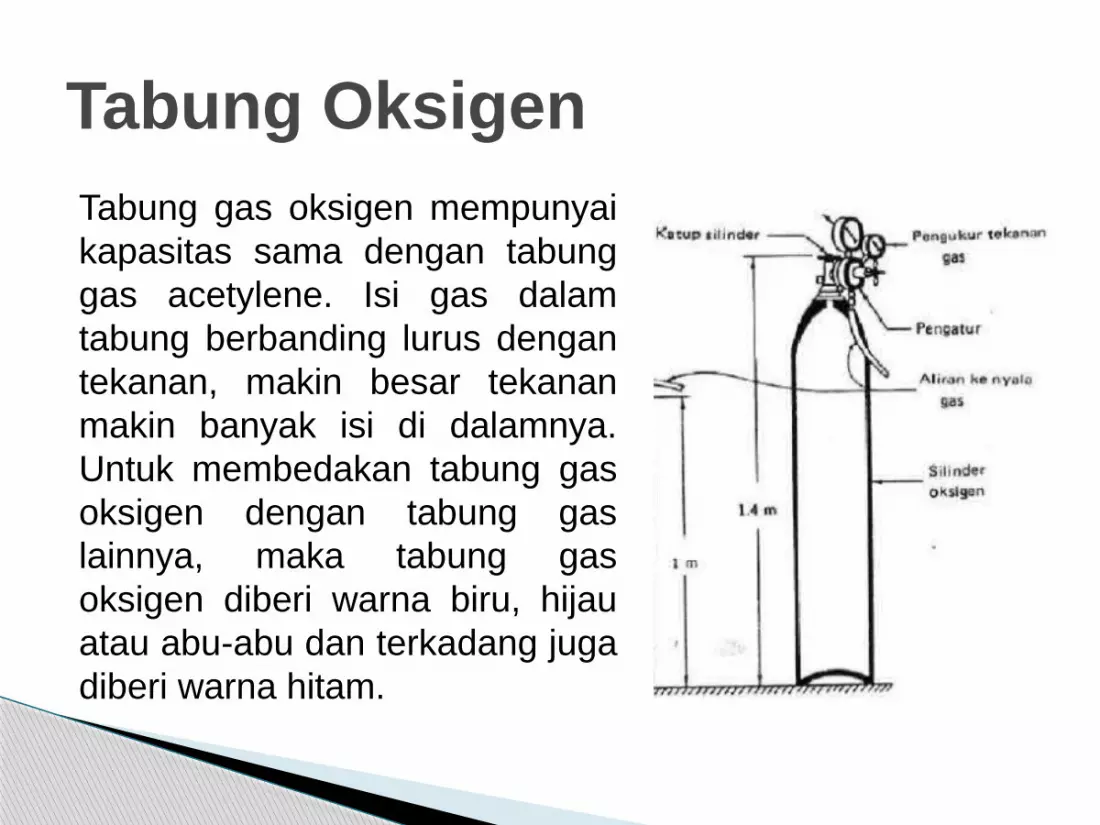
Tabung gas oksigen mempunyai kapasitas sama dengan tabung gas acetylene. Isi gas dalam tabung berbanding lurus dengan tekanan, makin besar tekanan makin banyak isi di dalamnya. Untuk membedakan tabung gas oksigen dengan tabung gas lainnya, maka tabung gas oksigen diberi warna biru, hijau atau abu-abu dan terkadang juga diberi warna hitam.
Tabung Oksigen
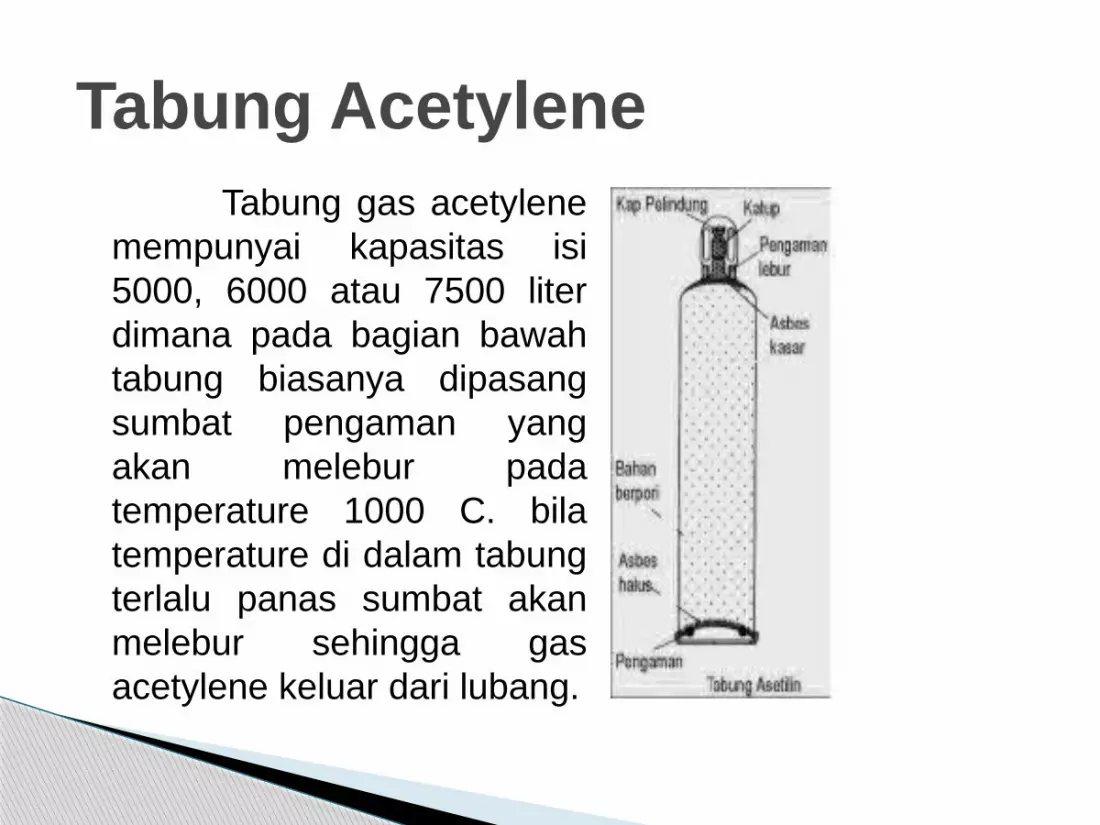
Tabung gas acetylene mempunyai kapasitas isi 5000, 6000 atau 7500 liter dimana pada bagian bawah tabung biasanya dipasang sumbat pengaman yang akan melebur pada temperature 1000 C. bila temperature di dalam tabung terlalu panas sumbat akan melebur sehingga gas acetylene keluar dari lubang.
Tabung Acetylene
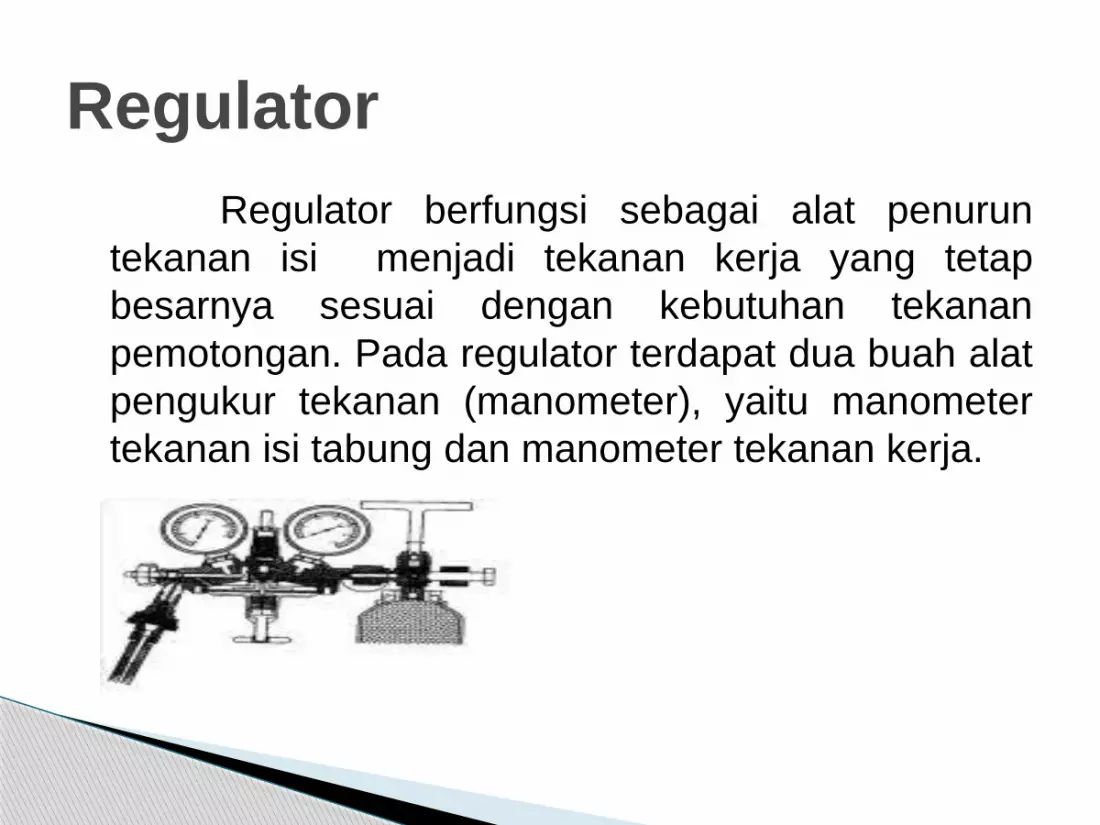
Regulator berfungsi sebagai alat penurun tekanan isi menjadi tekanan kerja yang tetap besarnya sesuai dengan kebutuhan tekanan pemotongan. Pada regulator terdapat dua buah alat pengukur tekanan (manometer), yaitu manometer tekanan isi tabung dan manometer tekanan kerja.
Regulator

Selang Gas
Selang gas digunakan untuk menyalurkan gas acetylene dan gas oksigen ke brander. Selang gas terbuat dari karet. Sebagaimana tabung gas dan regulator gas, selang gas juga dibedakan dengan perbedaan warna yaitu warna merah untuk gas acetylene dan warna hijau untuk gas oksigen.

Brander las adalah alat untuk mencampur gas asetilin dengan zat asam serta alat pengatur pengeluaran hasil campuran gas tersebut ke mulut brander.
Brander Potong

Suatu komponen pada ujung brander potong yang berfungsi sebagai torch (obor) dimana pada nozzle ini terdapat lubang-lubang gas yang terdiri dari lubang gas untuk pemanasan awal dan lubang gas oksigen potong
Nozzle atau Tip

Tabel Pemilihan Ukuran Nozzle

Lighter (Pemantik Api)
Lighter atau pemantik api atau korek api digunakan untuk menyalakan gas campuran acetylene dan oksigen yang dipakai sebagai pemanas awal pada proses pemotongan dengan gas. Lighter yang digunakan adalah lighter khusus untuk menyalakan brander. Lighter harus bergagang panjang untuk menghindari terbakarnya tangan pada saat menyalakan brander.
Prosedur Pemotongan Prosedur umum yang harus dilakukan pada
tahap persiapan dan mengakhiri pekerjaan pemotongan dengan Oxy-acetylene hampir sama dengan prosedur persiapan dan mengakhiri pada pengelasan

Cara menyalakan dan mengatur nyala api pemanas 1. Menutup semua kran yang terdapat
pada brander potong dan pastikan semua kran benar – benar tertutup
2. Mengatur tekanan kerja gas acetylene dengan cara sebagai berikut :• Membuka katup tabung acetylene sepenuhnya
agar gas acetylene dalam tabung mengisi regulator
• Membuka katup regulator acetylene dan mengatur tekanan kerjagas acetylene sesuai dengan ukuran brander potong yang digunakan.
• Membuka kran acetylene pada brander, hingga gas acetylene mengalir keluar melalui ujung moncong brander. Atur kembali tekanan kerja gas acetylene pada regulator hingga stabil sesuai tekanan kerja yang diijinkan. Tutup kembali kran acetylene pada brander.

3. Mengatur tekanan kerja gas oksigen dengan cara sebagai berikut :
• Membuka katup tabung oksigen sepenuhnya agar gas acetylene dalam tabung mengisi regulator.
• Membuka katup regulator oksigen dan mengatur tekanan kerja gasoksigen sesuai dengan ukuran brander yang digunakan
• Membuka kran oksigen pemanas pada brander, hingga gas oksigen mengalir keluar melalui ujung moncong brander. Atur kembali tekanan kerja gas oksigen pada regulator hingga stabil sesuai tekanan kerja yang diijinkan. Tutup kembali kran oksigen pemanas pada brander

4. Buka sedikit kran acetylene pada brander (± 1/8 putaran) hingga terdengar gas acetylene mengalir keluar dari ujung moncong brander.
5. Arahkan moncong brander ke area yang aman, kemudian gunakan korek api las untuk menyalakan api acetylene. Atur nyala api acetylene hingga terbentuk nyala yang tidak berjelaga dan tidak terlalu besar.

Gambar Menyalakan nyala api pemanas acetylene

6. Membuka kran oksigen pemanas sedikit demi sedikit, perhatikan perubahan api las pada ujung moncong brander. Atur pembukaan kran acetylene dan oksigen hingga diperoleh api las yang diinginkan. Apabila api las mati, nyalakan dan atur kembali dengan cara menutup terlebih dahulu kran oksigen pemanas sebelum menyalakan api acetylene.

7. Tekan tuas potong sesaat untuk mengalirkan oksigen potong,lepaskan tuas potong dan atur kembali nyala api pemanas sampai didapatkan nyala api netral.
Gambar Nyala Api Potong Netral dan Carburizing

8. Untuk mengecek apakah nyala api sudah netral atau belum, buka kran/tuas oksigen pemotong secara cepat kemudian tutup. Apabila inti api tidak berubah, berarti nyala api sudah netral, jika nyala api berubah berarti belum netral, aturlah lagi hingga meencapai nyala api netral.

1. Pemotongan dimulai dengan cara memanaskan tepi benda kerja yang akan dipotong. Tuas potong dalam keadaan bebas (tidak ditekan) sehingga oksigen potong tidak mengalir keluar melalui nozzle. Jarak ujung nozzle ke permukaan benda kerja diatur ± 10 mm, nozzle diposisikantegak lurus terhadap benda kerja
Langkah Pemotongan
2. Setelah benda kerja dipanaskan hingga berwarna merah kekuningan, tuas potong pada brander ditekan untuk mengalirkan oksigen potong. Keluarnya oksigen potong bertekanan tinggi melalui nozzle akan mengeluarkan suara yang cukup keras.
3. Pemotongan benda kerja segera dimulai, tekan nozzle ke bawah dan gerakkan perlahan dengan kecepatan yang konstan mengikuti garis potong.

Gambar Pemanasan Awal dan Pemotongan

Pemotongan pada Logam Tebal Apabila akan melakukan pemotongan
benda kerja yang tebalnya lebih dari 50 mm, maka pemotongan diawali dengan melakukan pemotongan pada sudut bawah dari benda kerja.

Gambar Pemotongan Logam Tebal
Pemotongan pada Besi Tuang Pada saat melakukan pemotongan benda
kerja yang terbuat dari bahan besi tuang, perlu diperhatikan hal-hal berikut ini.
◦ Nyala api pemanas disetel carburizing (kelebihan acetylene).
◦ Disamping itu pergunakan nozzle dengan ukuran yang lebih besar daripada ukuran nozzle yang digunakan untuk memotong benda kerja dari bahan baja pada ketebalan yang sama
Misalnya :◦ Untuk pemotongan benda kerja dari bahan baja dengan
ketebalan 12mm, digunakan nozzle dengan ukuran 1,2 mm. Pada saat kita akan melakukan pemotongan benda kerja dari bahan besi tuang dengan ketebalan 12 mm, maka digunakan nozzle dengan ukuran 2 mm.
Pada saat melakukan pemotongan sepanjang garis potong, nozzle harus digerakkan sambil diayunkan

Gambar Pemotongan besi tuang

Bidang potongan tajam dan bersih, membentuk garis-garislurus, sisi potong halus dan siku. Kotoran-kotoran yang ada mudah dibersihkan. Garis-garis potong vertikal dan lurus.
Kondisi seperti ini disebabkan karena kecepatan Nozzle terlalu rendah. Tepi atas Potongan membentuk lengkungan, bagian bawah dan bidang potong susah dibersihkan.Kondisi ini dapat dihindarkan dengan cara mempercepat gerakan nozzle , atau menambah tekanan oksigen
Tepi atas tidak tajam dan bergerigi, terdapat penggalian serta tepi bawah lengkung.Kondisi ini disebabkan Karena kecepatan nozzle yang terlalu tinggi. langkah Pencegahan adalah dengan Mengurangi kecepatan gerakan nozzle.
Lengkungan dan pencairan tepiatas potongan berlebihan danterjadi penggalian. Kondisi ini disebabkan arus oksigen yang berlebihan, dapat diatasi Dengan engurangi tekanan oksigen,atau menyetel jarak antara nozzle dengan pelat.
Hasil potongan rapi dan rata
Tepi atas lengkung
Terdapat penggalian, tepi atas danbawah lengkung
Bagian atas mencair lengkung,terjadi penggalian, tepi bawah siku.

Terdapat penyisihan rigi-rigi dantepi atas membulat, tetapi bidangpotong terlihat baik. Kondisi inidisebabkan karena posisi nozzle terlalu tinggi, dapat diatasidengan cara menyetel ketinggian nozzle pada jarak yang sesuai.
Tepi atas terdapat rigi-rigi yang teratur, terdapat takikan lebar pada puncak dengan penggalian arah ke bawah.Hal ini disebabkan oleh tekanan potong oksigen yang terlalu tinggi, sehingga dapat diatasi dengan cara menurunkan tekanan oksigen potong.
Kondisi ini disebabkan oleh pemanasan yang berlebihan,dapat diakibatkan oleh nyala api pemanas yang terlalu besar.Untuk mengatasi hal ini dapat dilakukan dengan cara mengganti nozzle yang lebih kecil, menyetel kembali tekanan gas dan nyala api pemanas
Tepi atas lengkung dan bergerigi
Tepi atas mengerigi teratur danterjadi penggalian
Tepi atas lengkung, cairan logam menetes, terak melekat dan bidang potong miring
Untuk memotong plat pada pembangunan kapal
Memotong pipa yang ada pada kapal Dan berbagai kesalahan kontruksi
Pengaplikasian Di Bidang Marine

