reologia w technologii betonu - kaproc.rb.polsl.pl reologia.pdf · technologia wykonywania posadzek...
TRANSCRIPT

IX SYMPOZJUM NAUKOWO-TECHNICZNE GÓRAŻDŻE CEMENT S.A.
Katedra Procesów Budowlanych Wydział Budownictwa Politechniki Śląskiej w Gliwicach
GÓRAŻDŻE CEMENT HEIDELBERGCEMENT Group
REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007

KOMITET PROGRAMOWY Przewodniczący:
prof. dr hab. inż. JANUSZ SZWABOWSKI Politechnika Śląska inż. ANDRZEJ BALCEREK Prezes Zarządu, Dyrektor Generalny Górażdże CEMENT S.A.
Członkowie:
mgr inż. CZESŁAW NIERZWICKI Dyrektor Handlowy, Członek Zarządu Górażdże CEMENT S.A. dr hab. inż. JACEK GOŁASZEWSKI Politechnika Śląska doc. dr inż. EDWARD KON Instytut Techniki Budowlanej w Warszawie dr hab. inż. ZBIGNIEW GIERGICZNY Górażdże CEMENT S.A.
Sekretariat sympozjum: BARBARA PAJER Katedra Procesów Budowlanych Wydział Budownictwa Politechniki Śląskiej ul. Akademicka 5, 44-100 Gliwice tel. (0-32) 237-22-94 fax (0-32) 237-27-37 e-mail: [email protected]
2

SPIS TREŚCI
REOLOGIA W TECHNOLOGII BETONU
I sesja Przewodniczący sesji - prof. dr hab. inż. Janusz Szwabowski Politechnika Śląska
1. Wpływ rodzaju popiołu lotnego na właściwości mieszanki betonowej - str. 5 - dr hab. inż. Zbigniew Giergiczny, mgr inż. Tomasz Pużak, Górażdże Cement S.A.
2. Kruszywa z recyklingu betonu a konsystencja mieszanki betonowej - str. 15
- dr hab. inż. Zbigniew Giergiczny, Górażdże Cement S.A., mgr inż. Artur Golda, Betotech
Sp. z o.o. Dąbrowa Górnicza
3. Beton po europejsku - str. 27
- doc.dr inż. Edward Kon, Instytut Techniki Budowlanej w Warszawie
4. Technologia wykonywania posadzek fibrobetonowych - str. 37 - dr inż. Artur Łagosz, AGH Kraków
5. Tendencje rozwojowe betonów samozagęszczalnych – badania i wymagania -str.53 - dr inż. Maria Kaszyńska, Politechnika Szczecińska
II sesja Przewodniczący sesji - dr hab. inż. Zbigniew Giergiczny Górażdże Cement S.A.
1. Objętość zaczynu cementowego w mieszance a reologiczne efekty działania
superplastyfikatorów - str. 65 - dr hab. inż. Jacek Gołaszewski, Politechnika Śląska
2. Badania losowości dystrybucji włókien w mieszankach na spoiwach
cementowych - str. 77
- dr inż. Tomasz Ponikiewski, Politechnika Śląska
3. Wpływ składu zaczynu na efektywność domieszki napowietrzającej - str. 87 - dr inż. Beata Łaźniewska, Politechnika Śląska
4. Właściwości reologiczne betonów samozagęszczalnych wysokiej
wytrzymałości - str. 105
- dr inż. Maciej Urban, Politechnika Krakowska
3

4

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Zbigniew Giergiczny1
Tomasz Pużak2
WPŁYW RODZAJU POPIOŁU LOTNEGO NA WŁAŚCIWOŚCI MIESZANKI BETONOWEJ
1. Wprowadzenie Popioły lotne jako uboczne produkty spalania węgla są ważnym i cennym surowcem dla przemysłu materiałów budowlanych, zwłaszcza dla producentów cementu i betonu. Ma to swoje odzwierciedlenie w obowiązujących normach, które precyzyjnie określają wymagania dla popiołu stosowanego jako dodatek do cementu [1] lub betonu [2]. W ostatnich latach, oprócz typowych popiołów lotnych powstałych ze spalania pyłu z węgla kamiennego lub brunatnego, powstają nowe rodzaje popiołów, które są mieszaniną produktów równoczesnego spalania węgla i procesu odsiarczania gazów (popioły połączone z produktami suchych metod odsiarczania spalin i popioły z palenisk fluidalnych). Są to materiały które nie spełniają obowiązujących norm, ale jednocześnie stosowane jako dodatek do betonu (popioły z palenisk fluidalnych) na podstawie aprobat technicznych [3,4].
Przedmiotem badań autorów było określenie wpływu rodzaju popiołu lotnego na kształtowanie się właściwości mieszanki betonowej. W badaniach stosowano dwa rodzaje popiołu lotnego; krzemionkowy spełniający wymagania normy PN-EN 450-1:2006 oraz popiół z paleniska fluidalnego. Do przygotowania mieszanki betonowej zastosowano cementy: cement portlandzki CEM I 32,5R, cement portlandzki żużlowy CEM II/B-S 32,5R oraz cement hutniczy CEM III/A 32,5N –LH/HSR/NA.
2. Charakterystyka materiałów stosowanych w badaniach
W tablicy 1 przedstawiono skład chemiczny zastosowanych w badaniach popiołów lotnych. Popioły fluidalne różnią się zasadniczo od popiołów krzemionkowych powstających podczas spalania węgla w kotłach konwencjonalnych, które głównie składają się z kulistych, szklistych ziaren (rys.1a). 1 dr hab. inż., prof. nadzw. Politechniki Opolskiej; Górażdże Cement S.A.; [email protected] 2 mgr inż., Górażdże Cement S.A.; [email protected]
5

a) b) Rys.1 Różne rodzaje popiołu lotnego – a) popiół lotny krzemionkowy; b) popiół fluidalny
W popiołach fluidalnych brak jest fazy szklistej, bowiem stopienie materiału nie następuje w temperaturze panującej w paleniskach fluidalnych (ok. 850o C). Ziarna popiołu lotnego fluidalnego pokazano na rys.1b. Podczas spalania węgla w złożu fluidalnym w temperaturze około 850°C składniki mineralne paliwa ulegają następującym przemianom: do temperatury 300÷350°C zachodzi dehydroksylacja minerałów ilastych, powyżej 500÷550°C zdehydroksylowane minerały ilaste rozkładają się tworząc amorficzne glinokrzemiany o względnie dużej powierzchni właściwej. Najczęściej jest to częściowo zdehydroksylowany illit, korzystniejszy byłby bardziej reaktywny metakaolinit [5]. Produkty odsiarczania są zwykle całkowicie utlenione i występują najczęściej w postaci anhydrytu [6]. Zawartość siarczków jest śladowa i występują one głównie w postaci FeS2 i CaS. Obecność dużych ilości reliktów zdehydroksylowanych minerałów ilastych np. wspomnianego już illitu oraz fazy amorficznej będącej produktem rozkładu minerałów ilastych ma duże znaczenie dla aktywności pucolanowej tych odpadów. Materiały te osiągają dużą reaktywność w wyniku aktywacji termicznej, bowiem podczas prażenia w odpowiedniej temperaturze takich minerałów ilastych jak kaolinit, montmorillonit, illit lub chloryt, następuje usunięcie z ich struktury grup wodorotlenowych i wody międzypakietowej. Wywołane w ten sposób zmiany strukturalne są tak duże, że prowadzą do powstawania faz amorficznych, co z kolei wpływa bardzo korzystnie na aktywność pucolanową [7-10]. Także zawartość w popiołach fluidalnych anhydrytu, kalcytu, nie związanego tlenku wapniowego CaO wpływa korzystnie na ich właściwości wiążące [6]. Ze względu na niską temperaturę panującą w reaktorze fluidalnym oraz krótki czas przebywania paliwa i sorbentu w obszarze wysokich temperatur, nie związany tlenek wapniowy jest bardzo reaktywny i nie powoduje niekorzystnych zmian objętości [11,12]. Skład chemiczny popiołów lotnych przedstawiono w tabeli 1.
6

Tablica 1. Skład chemiczny popiołów lotnych Zawartość składnika, [% mas.] Rodzaj
popiołu St.pr. SiO2 Al2O3 Fe2O3 CaOw. CaO MgO SO3 Na2O K2O Cl-
Krzemion. 2,3 51,5 27,8 7,5 0,1 3,7 2,5 0,7 1,1 3,0 0,007 Fluidalny 2,3 38,0 29,8 4,6 1,6 14,2 1,8 3,9 Nie badano 0,025
Określone podstawowe parametry jakościowe stosowanych popiołów według wymagań zawartych w normie PN-EN 450-1:2006 pokazano w tablicy 2.
Tablica 2. Właściwości popiołów lotnych Aktywność pucolanowa
[%] Popiół Strata
prażenia[%]
SO3[%]
CaOwolne[%]
Cl- [%] Po 28
dniach Po 90 dniach
Miałkość, pozostałość na sicie 45
µm [%]
Gęstość [g/cm3]
Krzemionkowy 2,24 0,67 0,07 0,007 78,43 93,2 34,0 2,13 Fluidalny 2,26 3,94 1,59 0,025 92,37 95,0 34,0 2,66
W tablicy 3 przedstawiono właściwości fizyczne i mechaniczne cementów zastosowanych w badaniach.
Tablica 3. Właściwości cementów Rodzaj cementu
Właściwość CEM I 32,5R CEM II/B-S
32,5R
CEM III/A 32,5N-LH-NA/HSR
Zmiany objętości, Le Chatelier; [mm] 0,2 0,6 0,5
Początek czasu wiązania; [minuty] 169 216 253
Wytrzymałość na ściskanie po 2 dniach; [N/mm2] 22,2 18,1 9,8
Wytrzymałość na ściskanie po 28 dniach; [N/mm2] 47,1 49,8 44,4
3. Oznaczenie wodożądności użytych w badaniach popiołów lotnych Wodożądność stosowanych w badaniach popiołów lotnych oznaczono według procedury podanej w „Załączniku B” do normy PN-EN 450-1:2006 [1]. Miarą wodożądności jest rozpływ mieszanki kontrolnej na cemencie bez dodatku popiołu lotnego oraz z dodatkiem popiołu (30% cementu w mieszance kontrolnej jest zastąpione popiołem lotnym). Wyniki przeprowadzonych oznaczeń pokazano w tablicach 4 i 5.
7

Tablica 4. Wodożądność krzemionkowego popiołu lotnego
Rodzaj spoiwa Rozpływ [mm]
Ilość wody [ml]
Stosunek woda/spoiwo
CEM I 32,5R 175 225 0,5 70 % CEM I 32,5R
+ 30 % popiół 182 225 0,5
CEM II/B-S 32,5R 163 225 0,5 70% CEM II/B-S
32,5R + 30 % popiół
170 225
05
CEM III/A 32,5N 155 225 0,5 70% CEM III/A 32,5N
+ 30 % popiół V 160 225 0,5
Tablica 5. Wodożądność popiołu fluidalnego
Rodzaj spoiwa Rozpływ [mm]
Ilość wody [ml]
Stosunek woda/spoiwo
CEM I 32,5R 175 225 0,5 70 % CEM I 32,5R
+ 30 % popiół fluidalny
176 270
0,6
CEM II/B-S 32,5R 163 225 0,5 CEM II/B-S 32,5R
+ 30 % popiół fluidalny
170 275
0,61
CEM III/A 32,5N 155 225 0,5 CEM III/A 32,5N
+ 30 % popiół fluidalny
162 279 0,62
4. Wpływ dodatku popiołów lotnych na właściwości mieszanki betonowej W tablicy 5 pokazano skład badanych mieszanek betonowych. Popiół lotny dodawano w ilości 20 i 33% w stosunku do masy cementu. Ilość cementu w poszczególnych mieszankach obliczano zgodnie z zasadami określonymi w normie PN-EN 206-1[1] z uwzględnieniem wartości „k” równej 0,2 oraz 0.4. Stosunek wody do cementu wynosił 0.5 (obliczony przy uwzględnieniu wartości „k”). Ilość plastyfikatora dobierano tak, aby uzyskać opad stożka na poziomie 15÷18 cm. Przy dodatku popiołu fluidalnego zastosowano w poszczególnych mieszankach betonowych taką samą ilość superplastyfikatora, jak w przypadku dodatku popiołu krzemionkowego, którą następnie, w przypadku braku właściwej konsystencji zwiększano, aż do maksymalnej dawki zalecanej przez producenta (2% masy cementu).
8

Tablica 5. Skład mieszanek betonowych
Zawartość składnika, [kg/m3] Symbol mieszanki
Wartość „k” Cement Popiół Piasek Żwir 2-8 Żwir 8-16 SP Woda
I - 320 - 699 612 641 3,6 160 I/20- 1 0,2 308 62 676 592 620 2,7 160 I/20-2 0,4 296 59 681 596 625 2,6 160 I/33-1 0,2 300 99 663 580 608 2,6 160 I/33-2 0,4 283 93 671 587 615 2,6 160
C II - 320 - 699 612 641 3,3 160 II/20- 1 0,2 308 62 676 592 620 3,2 160 II/20-2 0,4 296 59 681 596 625 3,3 160 II/33-1 0,2 300 99 663 580 608 3,1 160 II/33-2 0,4 283 93 671 587 615 3,2 160
C III - 320 - 699 612 641 4,0 160 III/20- 1 0,2 308 62 676 592 620 3,5 160 III/20-2 0,4 296 59 681 596 625 3,5 160 III/33-1 0,2 300 99 663 580 608 3,0 160 III/33-2 0,4 283 93 671 587 615 3,1 160
Objaśnienia do tablicy 5: SP-superplastyfikator; I-CEM I 32,5R; II- CEM II/B-S 32,5R; III – CEM III/A 32,5N; 20,33 – procentowy udział popiołu lotnego w składzie mieszanki; 1- k=0.2; 2-k=0.4 W mieszankach betonowych oznaczono:
• konsystencję metodą opadu stożka według normy PN-EN 12350-2 [11] (po zarobieniu oraz po 45 minutach),
• zawartość powietrza według normy PN-EN 12350-7 [12], • temperaturę mieszanki betonowej.
W tablicy 6 zamieszczono wyniki badań mieszanek betonowych z użyciem popiołu krzemionkowego, natomiast w tablicy 7 mieszanek betonowych z użyciem popiołu fluidalnego. Ze względu na to, że w przypadku dodatku popiołu lotnego fluidalnego mieszanka betonowa praktycznie sztywniała, w celu uzyskania zakładanego opadu stożka (15÷18 cm) zdecydowano się na dozowanie maksymalnej ilości superplastyfikatora określonej przez producenta domieszki (2% masy cementu). Uzyskane wyniki przedstawiono w tablicy 8. Wprowadzenie do składu betonu, maksymalnie dopuszczalnej przez producenta ilości superplastyfikatora nie wpłynęło znacząco na zmianę konsystencji mieszanek betonowych zawierających popiół lotny fluidalny. W następnym etapie badań zdecydowano się zwiększyć ilość wody, aby osiągnąć opad stożka na zakładanym poziomie 15÷18 cm (przy ilości superplastyfikatora wynoszącej 2% w stosunku do masy cementu). Ilość wody w składzie mieszanek betonowych oraz uzyskane wyniki badań konsystencji zostały pokazane w tablicy 9.
Tablica 6. Właściwości mieszanki betonowej z popiołem lotnym krzemionkowym (V)
9

Symbol mieszanki
Opad stożka po zarobieniu
T0 ; cm
Opad stożka po 45 minutach T45
; cm
Zawartość powietrza; %
Temperatura mieszanki; OC
I 17 15 1,6 18,8 I/20- 1(V) 18 15 1,6 18,7 I/20-2(V) 18 16 1,7 18,0 I/33-1(V) 17 15 1,6 19,4 I/33-2(V) 18 16 1,6 18,6
II 18 16 1,9 19,1 II/20- 1(V) 16 15 1,7 18,6 II/20-2(V) 17 16 1,7 19,4 II/33-1(V) 17 17 1,7 18,8 II/33-2(V) 18 16 1,9 17,9
III 19 15 1,9 19,0 III/20- 1(V) 18 15 1,9 18,0 III/20-2(V) 18 15 1,9 18,8 III/33-1(V) 18 15 1,9 17,9 III/33-2(V) 17 14 1,7 18,9
Tablica 7. Właściwości mieszanki betonowej z popiołem fluidalnym (F)
Symbol mieszanki
Opad stożka po zarobieniu
T0 ; cm
Opad stożka po 45 minutach T45 ;
cm
Zawartość powietrza;
%
Temperatura mieszanki; OC
I 17 15 1,6 18,8 I/20- 1(F 1 0 1,5 19,9 I/20-2(F) 2 0 1,5 19,9 I/33-1(F) 0 0 1,7 20,0 I/33-2(F) 0 0 1,5 20,1
II 18 16 1,9 19,1 II/20- 1(F) 1 0 1,8 20,3 II/20-2(F) 2 0 1,8 20,1 II/33-1(F) 0 0 1,6 21,1 II/33-2(F) 0 0 1,9 21,0
III 19 15 1,9 19,0 III/20- 1(F) 1 0 1,7 19,8 III/20-2(F) 1 0 1,6 19,9 III/33-1(F) 0 0 1,5 19,2 III/33-2(F) 0 0 1,5 19,2
10

Tablica 8. Konsystencja mieszanki betonowej przy maksymalnym dozowaniu superplastyfikatora (2%)
Symbol mieszanki
Opad stożka po zarobieniu t0; cm
Opad stożka po 45 minutach t45; cm
I/20- 1(F) 3 1 I/20-2(F) 2 0 I/33-1(F) 1 0 I/33-2(F) 1 0
II/20- 1(F) 3 0 II/20-2(F) 2 0 II/33-1(F) 1 0 II/33-2(F) 0 0
III/20- 1(F) 3 1 III/20-2(F) 2 0 III/33-1(F) 0 0 III/33-2(F) 0 0
Tablica 9. Konsystencja mieszanek betonowych ze zwiększoną ilością wody (popiół
fluidalny)
Symbol mieszanki Opad stożka po zarobieniu T0
[cm]
Opad stożka po 45 minutach T45
[cm]
Ilość wody [kg]
Stosunek w/c
I/20- 1(F) 16 12 173 0,54 I/20-2(F) 16 14 174 0,54 I/33-1(F) 17 14 184 0,58 I/33-2(F) 16 12 183 0,57
II/20- 1(F) 15 12 173 0,54 II/20-2(F) 15 12 176 0,55 II/33-1(F) 17 11 187 0,58 II/33-2(F) 15 10 182 0,57
III/20- 1(F) 15 10 176 0,55 III/20-2(F) 17 11 179 0,56 III/33-1(F) 18 10 193 0,60 III/33-2(F) 15 12 195 0,61
5. Omówienie wyników badań W badaniach zastosowano dwa rodzaje popiołów lotnych; krzemionkowy ze spalania węgla kamiennego oraz popiół fluidalny ze spalania węgla brunatnego. Stosowane popioły różnią się składem chemicznym (tablica 1) i mineralnym [6]. Popiół lotny krzemionkowy spełnia wymagania normy PN-EN 450-1 [2] dla popiołu lotnego stosowanego jako dodatek do betonu. Podstawowym jego składnikiem fazowym jest faza szklista, a ziarna posiadają postać sferyczną (rys.1a). Natomiast popiół fluidalny jest produktem powstałym w skojarzonym procesie spalania węgla i równoczesnego odsiarczania i przedstawia sobą amorficzne lub słabo
11

skrystalizowane produkty całkowitej lub częściowej dehydroksylacji substancji ilastej łupku stanowiącego skałę płonną w węglu, anhydrytu jako produkt odsiarczania, nieprzereagowany sorbent, np. CaCO3, niezwiązane CaO, niespalony węgiel (bywa, że powyżej 5,0%) (rys. 1b). Popiół fluidalny z definicji nie spełnia wymagań zawartych w normie PN-EN 450-1 [2].
Wprowadzenie popiołu lotnego krzemionkowego do składu zapraw (betonu) obniża wodożądność układu (tablica 4), natomiast dodatek popiołu lotnego fluidalnego zwiększa znacznie wodożądność (tablica 5). Zależność ta dotyczy współpracy wszystkich trzech użytych w badaniach cementów.
a) b)
Rys. 2 Opad stożka mieszanki betonowej z dodatkiem a) popiołu lotnego krzemionkowego b) popiołu lotnego fluidalnego
a) b) Rys. 3 Opad stożka mieszanki betonowej z dodatkiem popiołu lotnego fluidalnego a) po zadozowaniu maksymalnej dawki superplastyfikatora b) po zadozowaniu maksymalnej
dawki superplastyfikatora oraz dodatkowej ilości wody
12

Skutkuje to pogorszeniem właściwości reologicznych mieszanek betonowych. Mieszanka betonowa z dodatkiem popiołu lotnego krzemionkowego (wskaźnik w/(c +k·p) = 0.5) posiada opad stożka na poziomie 16-19 cm (tablica 6), natomiast opad stożka przy dodatku popiołu fluidalnego wynosi od 0 do 2 cm (mieszanka sztywnieje; tablica 7). Zilustrowano to na rys. 2. Zawartość powietrza w mieszance betonowej, z dodatkiem obydwu rodzajów popiołu lotnego, była na podobnym poziomie (tablica 6 i 7).
W mieszankach z popiołem fluidalnym stwierdzono podwyższoną ich temperaturę (tablica 7), spowodowaną prawdopodobnie hydratacją reaktywnego CaO wolnego ze składu popiołu. Temperatura mieszanki betonowej z popiołem lotnym fluidalnym była o ok. 1÷2 ºC wyższa od temperatury mieszanki betonowej z popiołem lotnym krzemionkowym (tablica 6 i 7). W przypadku wykonywania betonów masywnych może to skutkować powstaniem dodatkowych naprężeń termicznych.
Po upływie 45 minut opad stożka, w przypadku dodatku popiołu krzemionkowego, wynosi od 14 do 16 cm (spadek ok. 2 – 3 cm), natomiast mieszanka betonowa z dodatkiem popiołu fluidalnego jest sztywna. Konsystencja mieszanki betonowej z popiołem fluidalnym nie ulega także istotnej zmianie po wprowadzeniu maksymalnej ilości superplastyfikatora (tabela 8; rys. 3a).
Efektywnym rozwiązaniem okazał się wariant polegający na zadozowaniu maksymalnej ilości plastyfikatora ze zwiększoną zawartością wody (tabela 9; rys. 3b). Spadek konsystencji po 45 minutach był w tym przypadku znacznie większy niż dla mieszanki betonowej z dodatkiem krzemionkowego popiołu lotnego (tablica 6 i 9). Zwiększona ilość wody (wzrost współczynnika w/c z poziomu 0.5 do poziomu 0.54 ÷ 0.61) oznaczać może pogorszenie trwałości stwardniałego betonu. Jest to przedmiotem dalszych badań zespołu.
6. Podsumowanie
Popiół lotny jako składnik betonu modyfikuje właściwości mieszanki betonowej. Wpływ popiołu lotnego na takie właściwości mieszanki betonowej, jak wodożądność, konsystencja i jej temperatura, uzależniony od składu chemicznego i fazowego popiołu lotnego oraz od rodzaju instalacji z jakiej pochodzi. Popiół lotny krzemionkowy spełniający wymagania normy PN-EN 450-1:2006 dla kategorii A (strata prażenia) i kategorii N (pozostałość na sicie 45µm), powoduje obniżenie wodożądności mieszanki betonowej, co skutkuje uzyskaniem pożądanej konsystencji przy niższej zawartości wody (przy niższym wskaźniku w/c).
Natomiast dodatek popiołu lotnego fluidalnego, będącego mieszaniną popiołu lotnego otrzymanego w temperaturze ok. 850ºC oraz produktu odsiarczania w postaci anhydrytu i nie przereagowanego sorbentu (kamień wapienny, wolne CaO), prowadzi do negatywnych zmian we właściwościach mieszanki betonowej. Mieszanka z dodatkiem fluidalnego popiołu lotnego charakteryzuje się podwyższoną wodożądnością oraz tendencją do szybkiego wiązania wody (hydratacja reaktywnego CaO, brak fazy szklistej), co skutkuje podwyższoną jej temperaturą. Uzyskanie wymaganej konsystencji, w przypadku popiołu lotnego fluidalnego, wymaga dozowania dodatkowej ilości wody i plastyfikatora. Może to skutkować niższą trwałością stwardniałego betonu.
13

Literatura
[1] PN-EN 197-1:2002 Cement- Część1. Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku”
[2] PN-EN 450-1:2006 „Popiół lotny do betonu. Część 1: Definicje, specyfikacje i kryteria zgodności”
[3] Zestaw wyrobów do modyfikacji betonu: dodatek Flubet I domieszka Betostat. Aprobata Techniczna ITB AT-15-5257/2001. Warszawa, 2001.
[4] Zestaw materiałów i dodatek FLUBET i domieszka BETOSTAT do modyfikacji betonu stabilizacji kruszyw cementem. Aprobata Techniczna IBDiM Nr AT/2002-04-1249. Warszawa 2002.
[5] Sabir B., Wilg S., Baj J.: Metakaolin and calcined clays as pozzolans for concrete: a review. Cement and Concrete Composites, vol. 23, 2001, pp. 441 – 454.
[6] Giergiczny Z.: Rola popiołów lotnych wapniowych I krzemionkowych w kształtowaniu właściwości współczesnych spoiw budowlanych i tworzyw cementowych. Politechnika Krakowska, seria: Monografie 325, Kraków, 2006.
[7] He Ch., Makovicky E., Osbaek B. : Thermal stability and pozzolanic activity of calcined kaolin. Applied Clay Science 9 (1994), pp 165 - 187.
[8] Caldarone M.A., Gruber K.A. : High Reactivity Metakaolin for High Performance Concrete. Proceedings Fifth International Conference : Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete, Milwaukee, Wisconsin, USA, 1995.
[9] He Ch., Makovicky E., Osbaek B. : Thermal treatment and pozzolanic activity of Na – and Ca - montmorillonite. Applied Clay Science, 10, 351 - 368, (1996).
[10] Pytel Z., Małolepszy J.: Wpływ warunków prażenia gliny kaolinowej na jej własności pucolanowe. Cement Wapno Beton, nr 3, 1999, str. 80 - 83.
[11] PN-EN 12350-2 „Badania mieszanki betonowej – Badanie konsystencji metodą opadu stożka”
[12] PN-EN 12350-7 „Badania mieszanki betonowej – Badanie zawartości powietrza - metody ciśnieniowe”
THE INFLUENCE OF FLY ASH TYPE ON THE PROPERTIES OF CONCRETE MIXTURE Summary
The addition of fly ash into concrete composition modifies the properties of fresh concrete
mixture as well as hardened concrete. The efficiency of this influence depends on the amount and quality added fly ash (fineness, chemical and mineral composition).
Silica fly ash, fulfilling the requirements of PN-EN 450-1:2006 and with high content of glass phase, implemented into concrete composition, decreases water demand of the mixture and thus, allows to reach desired consistency with lower w/c ratio. However, fluidized fly ash implemented into concrete receipt significantly increases the temperature and water demand of the mixture (hydration of active CaO of fly ash composition). The process produces low effectiveness of plasticizers and dosage of larger amounts of water to reach desired concrete consistency.
14

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Artur Golda1
Zbigniew Giergiczny2
WPŁYW DODATKU KRUSZYWA Z RECYKLINGU NA KONSYSTENCJĘ MIESZANEK BETONOWYCH
1. Wprowadzenie Stosowanie kruszywa pochodzącego z odpowiednio przetworzonego gruzu budowlanego staje potrzebą ekonomiczno - ekologiczną. Obecnie w krajach Unii Europejskiej powtórnie przetwarzane jest średnio 28% odpadów budowlanych, z czego większość znajduje zastosowanie jako niwelacje terenu oraz podbudowy.
68%
43%26%
22%
2%
2%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Belgia Wielka Brytania Unia Europejska
Jako kruszywo do betonu
Jako podbudowy i niwelacjeterenu
Rys. 1. Wykorzystanie gruzu budowlanego w krajach Unii Europejskiej
Niewielkie wykorzystanie gruzu budowlanego do produkcji betonu towarowego spowodowane jest w dużej mierze opóźnieniem we wprowadzeniu przez kraje UE normy EN 933-11 „Test for geometrical properties of aggregates Part 11: Classification test for constituents of coarse recycled aggregates ujednolicającej wytyczne stosowania kruszyw z recyklingu. 1 Mgr inż. Betotech Sp. z o.o. Dąbrowa Górnicza.; [email protected] 2 Dr hab. inż. prof. ndzw. Politechniki Opolskiej, Górażdże Cement S.A.; [email protected]
15

Obecnie najpowszechniej stosowane niemieckie wytyczne dotyczące oceny właściwości kruszyw z recyklingu. Wprowadzają one podział na cztery podstawowe rodzaje: TYP I, TYP II, TYP III oraz TYP IV (tabela 1), dla których określają także obszar zastosowania ( tabela 2)
Tabela 1 Właściwości kruszywa z recyklingu wg wytycznych niemieckich [1,2] Zawartość [%]
Rod
zaj k
rusz
ywa
Bet
on, n
atur
alne
kr
uszy
wo
Cegła
Tynk
Inne
min
eral
ne
skła
dnik
i1
Asf
alt
Zani
eczy
szcz
enia
2
Mak
sym
alna
zaw
artość
ro
zpus
zcza
lnyc
h ch
lork
ów [%
] mas
y
Min
imal
na gęs
tość
w
stan
ie su
chym
kg/
dm3
Mak
sym
alna
nas
iąkl
iwość
mas
owa
[%]
TYP I Kruszywo z betonu
≥90 ≤10 ≤10 ≤2 ≤1 ≤0,2 2,000 10
TYP II Kruszywo z elementów budowlanych
≥70 ≤30 ≤30 ≤3 ≤1 ≤0,5 2,000 15
TYP III Kruszywo z elementów murowych
≥20 ≤80 ≤5 ≤5 ≤1 ≤0,5
≤0,4
1,800 20
TYP IV Kruszywo mieszane
≥80 ≤20 ≤1 ≤0,15 1,500 -
1 Na przykład beton lekki zaprawa budowlana, pumeks, beton komórkowy 2 Na przykład szkło, ceramika, papier, gips, plastik, metal, drewno Tabela 2 Maksymalna zawartość frakcji grubych kruszyw z recyklingu w zależności od
rodzaju betonu wg wytycznych niemieckich [1,2] Maksymalna zawartość frakcji grubych kruszyw z recyklingu w [%]
zawartości całkowitej kruszyw
Beton zbrojony Rodzaj
kr a uszyw Elementy wewnętrzne Elementy zewnętrzne Podbudowy stabilizacje1
TYP I 50 40 100 TYP II 40 - 100 TYP III 40 - 100 TYP IV - - 100
1 Obejmuje również frakcje drobne
16

Podczas projektowania i wykonywania mieszanek betonowych należy uwzględnić wpływ, jaki wywierają one na właściwości reologiczne (konsystencję, urabialność) i stwardniałego betonu [3-6]. Głównym problemem, z jakim można się spotkać, jest wysoka nasiąkliwość kruszyw z recyklingu (zwanych dalej RCA). Wrasta ona wraz ze stopniem rozdrobnienia odzyskiwanego gruzu betonowego. Pociąga to za sobą konieczność stosowania tego rodzaju kruszyw w stanie nasycenia wodą (podobnie jak w przypadku stosowania kruszyw lekkich o wysokiej nasiąkliwości) oraz zwiększenia minimalnego wymiaru ziarna. Mieszanki z zastosowanym kruszywem z recyklingu w stanie suchym charakteryzują się bardzo dużymi spadkami konsystencji (w porównaniu do mieszanek z kruszywem naturalnym) w czasie do 15 minut od pierwszego kontaktu wody z cementem [3]. Zmiany konsystencji są szczególnie widoczne w przypadku stosowania domieszek uplastyczniających oraz upłynniających, które są absorbowane wraz z wodą zarobową przez kruszywo (rys. 2).
0
20
40
60
80
100
120
140
160
180
2 5 15 30 60
czas [min]
war
tość
opa
du s
tożk
a [m
m] Kruszywo
naturalne + 0,9%m.c.superplastyfikator
Kruszywonaturalne + 50%kruszywa RCA
Kruszywonaturalne + 50%kruszywo RCA +0,9% m.c.superplastyfikator
Rys. 2. Zmiana konsystencji mieszanek betonowych z RCA w czasie Zachowanie konsystencji powiązane jest również z maksymalnym wymiarem ziarna kruszywa RCA stosowanego przy produkcji mieszanek betonowych ( rys. 3).
Na zmianę konsystencji (pogorszenie) wraz ze wzrostem rozdrobnienia kruszywa RCA ma wpływ ilość zaczynu cementowego (frakcje drobne) oraz ilość zaprawy we frakcjach o uziarnieniu powyżej 4 mm (tabela. 3).
17

0
20
40
60
80
100
120
140
2 5 15 30 60
czas [min]
war
tość
opa
du s
tożk
a [m
m]
Kruszwo RCADmax 8 mmKruszywo RCADmax 16 mm
Rys. 3. Zmiana konsystencji mieszanek betonowych z RCA w czasie w zależności od uziarnienia
Tabela. 3 Zawartość zaczynu oraz zaprawy w poszczególnych frakcjach RCA
Frakcja Zawartość 0/0,3 65% - masa zaczynu 0/4 20% - masa zaczynu 4/8 60% - masa zaprawy
8/16 40% - masa zaprawy 16/31,5 20% - masa zaprawy
Zaczyn jako najbardziej porowaty składnik kruszywa odpowiada w największym stopniu za absorpcje składników ciekłych mieszanki. Z tego powodu, zarówno projekt normy EN 933-11, jak również wytyczne niemieckie, ograniczają zawartość frakcji drobnych bogatych w stwardniały zaczyn cementowy. Celem badań realizowanych przez autorów było określenie wypływu kruszyw z recyklingu na konsystencję mieszanek betonowych, które zaprojektowano i wykonano, zarówno bez, jak i z dodatkiem popiołu lotnego.
2. Materiały stosowane w badaniach
2.1. Kruszywo z recyklingu
Zastosowane w badaniach kruszywo z recyklingu otrzymano w wyniku przeróbki gruzu budowlanego pochodzącego z rozbiórki konstrukcji żelbetonowych. Proces przeróbczy składał się z usunięcia stali zbrojeniowej oraz poddania gruzu betonowego procesowi rozdrabniania w kruszarce szczękowej do frakcji 0/63mm. Materiał przesiewano na sitach w celu uzyskania kruszywa frakcji 2/8 mm oraz 8/16 mm.
18

Kruszywo z recyklingu zostało poddane badaniom cech geometrycznych oraz fizycznych zgodnie z normą PN-EN 12620:2003 Kruszywo do betonu oraz z wytycznymi niemieckimi [1,2]. Wyniki uzyskanych badań zostały przedstawione w tabelach 4 i 5.
2.2. Kruszywa naturalne
Kruszywa naturalne stosowano w celu uzupełnienia stosu okruchowego betonów
z RCA oraz jako składnik betonu porównawczego. Wyniki badań właściwości geometrycznych oraz fizycznych kruszywa frakcji 0/2, 2/8 i 8/16 zestawiono w tabeli 4.
Tabela.4. Właściwości kruszyw stosowanych w badaniach Kruszywo naturalne Kruszywo z recyklingu
Właściwość frakcja 0/2 frakcja 2/8 frakcja 8/16 2/8 8/16
Kategoria uziarnienia Gf85 Gc85/20 Gc85/20 Gc85/20 Gc85/20 Kategoria zawartości pyłów <0,063mm F3 f1,5 f1,5 f1,5 f1,5
Wskaźnik płaskości - Fl15 Fl15 Fl15 Fl20
Mrozoodporność - F1 F1 F16 F16
Tabela.5. Właściwości kruszywa RCA zgodnie z wytycznymi niemieckimi [1,2] Zawartość [%]
Frak
cja
krus
zyw
a
Bet
on, n
atur
alne
kr
uszy
wo
Cegła
Tynk
Inne
min
eral
ne
skła
dnik
i
Asf
alt
Zani
eczy
szcz
enia
Mak
sym
alna
zaw
artość
ro
zpus
zcza
lnyc
h ch
lork
ów
[%] m
asy
Min
imal
na gęs
tość
w
stan
ie su
chym
kg/
dm3
Mak
sym
alna
nas
iąkl
iwość
mas
owa
[%]
2/8 99 0,7 0 0,0 0,3 0,2 - 2,288 8,7
8/16 99 0,5 0 0,0 0,0 0,1 - 2,411 6,2
2.3. Popiół lotny
W pracy zastosowano popiół lotny krzemionkowy ze spalania węgla kamiennego. Popiół spełniał wymagania normy PN-EN 450-1:2006 Popiół lotny do betonu - Część 1: Definicje, specyfikacje i kryteria zgodności o właściwościach zestawionych w tabeli 6.
19

Tabela.6. Właściwości popiołu lotnego Wskaźnik aktywności
pucolanowej
Bad
ana
cech
a
po 2
8 dn
iach
po 9
0 dn
iach
Zaw
artość
ch
lork
ów
Stra
ty
praż
enia
Ozn
acze
nie
wol
nego
CaO
Gęs
tość
Bez
wo d
nik
kwas
u si
arko
weg
o SO
3
Ozn
acze
nie
miałk
ości
Wynik 83,6% 90,4% 0,015% 3,8% 0,04% 2,34 g/cm3 0,7% 18,9%
2.4. Cement
W badaniach stosowano cement portlandzki żużlowy CEM II/B-S 32,5 R spełniający wymagania normy PN-EN 197-1:2002 Cement – Część 1: Skład, wymagania i kryteria zgodności dotyczące cementów powszechnego użytku.
2.5. Domieszki chemiczne
W celu poprawy urabialności i konsystencji mieszanek betonowych zastosowano superplastyfikator na bazie sulfonianów naftalenowych oraz sulfonianów melaminowych. Dla potrzeb wykonania mieszanek betonów napowietrzonych zastosowano domieszkę napowietrzającą syntetyczno – naturalną. Zarówno, superplastyfikator, jak i domieszka napowietrzająca, spełniały wymagania normy PN-EN 934-2:2002 Domieszki do betonu, zaprawy i zaczynu Część 2 Domieszki do betonu Definicje, wymagania, zgodność, znakowanie, etykietowanie.
2.6. Mieszanki betonowe W celu oceny wpływu dodatku kruszyw z recyklingu na konsystencję mieszanek betonowych zaprojektowano:
• mieszanki zawierające kruszywo z recyklingu (tabela 7), • mieszanki zawierające kruszywo z recyklingu z dodatkiem popiołu lotnego (tabela
8), • mieszanki zawierające kruszywo z recyklingu, napowietrzone (tabela 9).
Opierając się na praktycznym doświadczeniu zaprojektowano receptury betonów z kruszywem RCA w taki sposób, aby odpowiadały one powszechnie stosowanym betonom zwykłym w klasach C25/30 ( tabela 7-9). W celu określenia wpływu dodatków i napowietrzenia zaprojektowano receptury betonów z dodatkiem popiołów lotnych oraz domieszką napowietrzającą. Receptury betonów napowietrzonych spełniały wymagania normy PN-EN 206-1 dla klasy ekspozycji XF [7]. Aby zminimalizować wpływ absorpcji wody i domieszek przez kruszywa grube z recyklingu, użyto ich w stanie pełnego nasycenia wodą. Mieszanki betonowe zostały poddane badaniom:
• opadu stożka zgodnie z PN-EN 12350-2:2001 Badanie mieszanki betonowej – Część 2: Badanie konsystencji metodą opadu stożka
20

• rozpływu placka zgodnie z PN-EN 12350-5:2001 Badanie mieszanki betonowej – Część 5: Badanie konsystencji metodą stolika rozpływowego.
Zawartość powietrza w mieszance betonowej została określona zgodnie z PN-EN 12350-:2001 Badanie mieszanki betonowej – Część 7: Badanie zawartości powietrza – Metody ciśnieniowe
4. Wyniki badań i ich omówienie
4.1. Konsystencja
Konsystencja mieszkanek betonowych maleje wraz ze wzrostem zawartości kruszywa RCA w całości stosu okruchowego. Zależność ta jest szczególnie widoczna w przypadku mieszanek betonowych wykonywanych bez dodatku popiołu lotnego (rys. 4). Dodatek popiołu lotnego do składu betonu, jak i jego napowietrzenie, w zasadniczy sposób wpływają na stopień konsystencji mieszanki betonowej. Mieszanki z dodatkiem popiołu lotnego lub napowietrzone charakteryzują się znacznie lepszą urabialnością, brakiem oznak segregacji składników oraz ograniczonym wpływem zawartości kruszywa RCA na konsystencję (rys. 5 – 6). Mieszanki betonowe napowietrzone i z dodatkiem popiołu lotnego charakteryzują się również znacznie lepszym zachowaniem konsystencji w czasie (rys. 7- 8).
Tabela. 7. Składy betonów bez dodatków mineralnych
Kruszywo [kg/m3]
Ozn
acze
nie
mie
szan
ki
labo
rato
ryjn
ej
Zaw
artość
ce
men
tu C
EM
II/B
-S 3
2,5
R
[kg/
m3 ]
Zaw
artość
wod
y [k
g/m
3 ]
N
atur
alne
R
CA
TY
P I
Supe
rpla
styf
ikat
or[%
m.c
.]
0% 310 160 1886 0 0,9 10% 310 160 1699 187 0,9 20% 310 160 1511 374 0,9 30% 310 160 1324 562 0,9 40% 310 160 1137 749 0,9 50% 310 160 950 936 0,9
21

Tabela. 8. Składy betonów z dodatkiem popiołu lotnego Kruszywo [kg/m3]
Ozn
acze
nie
mie
szan
ki
labo
rato
ryjn
ej
Zaw
artość
ce
men
tu C
EM
II/B
-S 3
2,5
R
[kg/
m3 ]
Zaw
artość
po
pioł
u lo
tneg
o [k
g/m
3 ]
Zaw
artość
wod
y [k
g/m
3 ]
N
atur
alne
R
CA
TY
P I
Supe
rpla
styf
ikat
or[%
m.c
.]
0% p 300 70 160 1814 0 0,9 10% p 300 70 160 1634 180 0,9 20% p 300 70 160 1454 360 0,9 30% p 300 70 160 1274 540 0,9 40% p 300 70 160 1090 720 0,9 50% p 300 70 160 913 900 0,9
Tabela. 9. Składy betonów napowietrzonych
Kruszywo [kg/m3]
Ozn
acze
nie
mie
szan
ki
labo
rato
ryjn
ej
Zaw
artość
ce
men
tu C
EM
II/B
-S 3
2,5
R
[kg/
m3 ]
Zaw
artość
wod
y [k
g/m
3 ]
N
atur
alne
R
CA
TY
P I
Supe
rpla
styf
ikat
or[%
m.c
.]
Dom
iesz
ka
napo
wie
trzając
a [%
m.c
.]
0% n 340 153 1771 0 1,1 0,21 10% n 340 153 1595 176 1,1 0,20 20% n 340 153 1419 352 1,1 0,25 30% n 340 153 1243 528 1,1 0,25 40% n 340 153 1068 704 1,1 0,3 50% n 340 153 892 880 1,1 0,33
22

Zmiana wilekości rozpływu w czasie dla miesznek bez dodatków mineralnych
0
100
200
300
400
500
600
700
5 min 15 min 30 min 60 min 90 min
czas [min]
rozpły
w [m
m] 0%
10%20%30%40%50%
Zmiana wilekości opadu stożka w czasie dla miesznek bez dodatków mineralnych
0
50
100
150
200
250
300
5 min 15 min 30 min 60 min 90 min
czas [min]
opad
stożk
a [m
m]
0%10%20%30%40%50%
Rys. 4. Zmiana konsystencji mieszanek betonowych bez dodatków mineralnych w czasie w zależności do zawartości RCA
Zmiana wilekości opadu stożka w czasie dla mieszanek z dodatkiem popiołu
lotnego
0
50
100
150
200
250
300
5 min 15 min 30 min 60 min 90 min
czas [min]
opad
stożk
a [m
m]
Zmiana wilekości rozpływu w czasie dla mieszanek z dodatkiem popiołu lotnego
700AA
Rys. 5. Zmiana konsystencji mieszw zależnoś
RCRC
0%10%20%30%40%50%0
100
200
300
400
500
600
5 min 15 min 30 min 60 min 90 min
czas [min]
rozpły
w [m
m]
anek betonowych z popiołem lotnym w czasie ci do zawartości RCA
23

Zmiana wilekości opadu stożka w czasie dla mieszanek napowietrzonych
0
50
100
150
200
250
5 min 15 min 30 min 60 min 90 min
czas [min]
opad
stożk
a [m
m]
0%10%20%30%40%50%
Zmiana wilekości rozpływu w czasie dla mieszanek napowietrzonych
0
100
200
300
400
500
600
700
5 min 15 min 30 min 60 min 90 min
czas [min]
rozpły
w [m
m]
RCA
Rys. 6. Zmiana konsystencji mieszanek betonowych napowietrzonych w czasie w zależności do zawartości RCA
Wielkość opadu stożka
200190
170
120
170
150140
50
190 190 190
150
15 30 60 90[min]
210
170
200
0
50
100
150
200
250
0
[mm
]
50% p50%50% n
Rys. 7. Zmiany opadu stożka w czasie mieszanek betonowych zawierających kruszywo
z recyklingu (50% p – z dodatkiem popiołu lotnego; 50% - bez dodatku popiołu, 50% n - napowietrzona)
Wielkość rozpływu
590560
480 460460 450420
360
550 550530
490
0 15 30 60 90[min]
630
520570
0
100
200
300
400
500
600
700
[mm
]
50% p50%50% n
Rys. 8. Zmiany konsystencji mieszanek betonowych zawierających kruszywo z recyklingu
– oznaczono metodą rozpływu
24

4.2. Zawartość powietrza Zawartość powietrza w mieszankach betonowych zależy, podobnie, jak konsystencja, od ilości kruszywa z recyklingu. Jednym z założeń podczas projektowania i wykonywania mieszanek betonowych było uzyskanie napowietrzenia na poziomie 5,0 ± 0,5%, co wymagało stałego zwiększania zawartości domieszki napowietrzającej wraz ze wzrostem ilości RCA (tabela 6). Zachowanie napowietrzenia w zależności od czasu wykazało nieznaczne zmniejszenie ilości powietrza w czasie do 60 min, w mieszankach z kruszywem z recyklingu (rys. 9). W mieszance betonu porównawczego zawartość napowietrzenia wzrosła o 0,2%, co odpowiada charakterystyce zastosowanej domieszki chemicznej dla betonów zwykłych.
Zmiana zawartości napowietrzenia w mieszankach betonowych z RCA
4
4,2
4,4
4,6
4,85
5,2
5,4
5,6
15 min 60 min
czas [min]
zaw
artość
pow
ietr
za [%
]
0%10%20%30%40%50%
Rys. 9. Zmiana napowietrzenia mieszanek betonowych
5. Podsumowanie
Stosowanie kruszywa z recyklingu w mieszankach betonowych staje się coraz powszechniejsze. Głównymi obszarami zastosowania RCA są stabilizacje oraz podbudowy. Przedstawione badania dowodzą, iż kruszywo to, po odpowiednim przygotowaniu, może być stosowane w mieszankach betonów konsystencji S3 – S4. Niezwykle istotnym aspektem, podczas projektowania i wykonywania mieszanek betonowych RCA jest uwzględnienia wpływu dodatków mineralnych oraz napowietrzenia na właściwości reologiczne (konsystencję, urabialność). Dodatek popiołów lotnych, jak również napowietrznie betonu, korzystnie wpływają na urabialność oraz konsystencję mieszanek. Mieszanki te wykazują również znacznie lepszą charakterystykę zachowania konsystencji w czasie, przez co stają się „bardziej przewidywalne” przy zmiennym czasie przerobu. Zwiększenie ilości RCA w stosie okruchowym mieszanki działa niekorzystnie na napowietrzenie, które ulega zmniejszeniu. Konieczna staje się korekta ilości domieszki
25

napowietrzającej w zależności od zawartości RCA. Zawartość powietrza w czasie w mieszankach RCA wykazuje tendencje spadkową. Zmiana ta jest jednak nieznaczna (w badaniach nie przekroczyła 0,6%). Możliwe jest więc dobranie domieszki napowietrzającej w takiej ilości, aby nie zostało przekroczone progowe napowietrzenie [7].
Literatura
[1] DIN 4226-100, Aggregates for Concrete and Mortar, February, 2002 [2] DAfStb-Guideline: Concrete with Recycled Aggregates. Sustainable Construction:
Use of Recycled Concrete Aggregate. 1998 [3] Golda A.; Król A : Drugie życie betonu. Budownictwo, Technologie, Architektura,
nr 4(36), 2006, s. 44-47 [4] Tsung-Yueh t.; Yuen-Yuen C.; Chao-Lung H.; Properties of HPC with recycled
aggregates. Cement and Conrete Research, vol. 36, 2006, pp. 943-950 [5] Kozłowski M.; Sawicki M.: Gospodarka odpadami. Recykling materiałów
budowlanych. Maksymalnie Budowlany Przewodnik dla Inwestora, nr 2, 2004, s. 24-28.
[6] Grodzicka A.; Siemaszko-Lotkowska D.; Wolska-Kotańska Cz.: Wybrane aspekty charakterystyki kruszyw pochodzących z recyklingu betonu i ich wykorzystanie. Materiały konferencji naukowo-technicznej „Budownictwo spełniające wymagania zrównoważonego rozwoju”. Mrągowo 2002, s. 141-150.
[7] PN-EN 206-1 Beton Część 1: Wymagania, właściwości, produkcja i zgodność [8] Giergiczny Z.: Rola popiołów lotnych krzemionkowych i wapniowych
w kształtowaniu właściwości współczesnych spoiw budowlanych i kompozytów cementowych. Seria Inżynieria Lądowa, Monografia 325, Kraków ,2006 s. 193.
INFLUENCE OF RECYCLED CONCRETE AGGREGATE ON CONSISTENCY FRESH CONCRETE MIXTURE
Summary This paper determines the influence of recycled concrete aggregate addition on the properties of concrete containing varying amount of recycled aggregates in its composition (change of coarse aggregate fractions from 10 to 50%). The experimental results shows positive influence of fly ash addition and air content on consistency of fresh concrete mixtures. The consistency of fresh concrete is related to amount of recycled aggregates.
26

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Edward Kon1
AKTUALNY STAN W ZAKRESIE NORMALIZACJI BETONU W zakresie technologii betonu mija 10 lat od wprowadzenia w Polsce pierwszej normy europejskiej którą była norma na popiół lotny do betonu. Od tego czasu zbiór norm dawnych, tworzonych przez dziesięciolecia, polskich stopniał do jednej normy na badania radiograficzne elementów betonowych, a druga istniejąca obecnie norma PN powstała niedawno i jest praktycznie normą europejską, jako że są to uzupełnienia krajowe do betonowej normy 206. Pozostałe wszystkie 148 norm dotyczących betonu i materiałów pokrewnych są już normami PN-EN.
Dokłada się starań aby normy były możliwie szybko wprowadzane w języku polskim. Polski Komitet Normalizacyjny finansuje jednak przede wszystkim tłumaczenia norm zharmonizowanych i terminologicznych i oczekuje we wprowadzaniu pozostałych norm większego zaangażowania, również finansowego, branży budowlanej. Ponieważ rozproszone środowisko przedsiębiorstw budowlanych nie wykazuje zainteresowania pracami normalizacyjnymi, to część norm, przede wszystkim na metody badań, pozostało na etapie uznania, czyli pozostało w języku oryginału.
Trzeba mieć w ogóle na uwadze, że dla wszystkich wspólnych norm europejskich istnieje okres gdy norma została przez Polski Komitet Normalizacyjny już uznana i wprowadzona do norm polskich z oznaczeniem U, ale do czasu opracowania przez Komitet Techniczny PKN i opublikowania drukiem pozostaje dostępna tylko w trzech językach urzędowych Europejskiego Komitetu Normalizacyjnego CEN a praktycznie posługujemy się wersją w języku angielskim.
Poniżej przedstawiono aktualny stan zbioru norm dotyczących betonu, jego technologii, systemów i materiałów naprawczych, technik badawczych, szczególnie uwzględniając nowości. Nie przedstawiamy norm dotyczących kruszyw i spoiw.
1. Normy podstawowe
Norma EN-206-1 Beton. Wymagania, właściwości, produkcja i zgodność została po kilkunastu latach prac CEN ustanowiona w końcu 2000 r. Normą polską stała się w czerwcu 2003. W stosunku do dotychczasowej normy krajowej całkowicie zmieniła
1 dr inż., Zakład Betonu Instytutu Techniki Budowlanej Przewodniczący Komitetu Technicznego PKN 274 „Beton”
27

podejście do produkcji i oceny betonu stawiając na plan pierwszy trzy podstawowe zagadnienia: trwałość betonu, produkcja betonu towarowego i ocena zgodności. Norma 206 jest jedyną w zbiorze norm dotyczących betonu kruszywowego, dla której dopuszcza się modyfikacje postanowieniami krajowymi. Przez najbliższe pięć lat nie przewiduje się prac nad zmianami w tej normie.
Normę rozszerzono przez dwie zmiany PN-EN 206-1:2003/A1 : 2005 i A2 : 2006. Modyfikacje krajowe zostały przez Komitet Techniczny 274 „Beton” opracowane w 2004 roku, w oparciu o inicjatywę Stowarzyszenia Producentów Betonu Towarowego i Stowarzyszenia Producentów Cementu jako PN-B-06265 Krajowe uzupełnienia 206-1:2003. Dokument ten pozwala stosować współczynnik k, regulujący stosowanie dodatków, również dla niektórych cementów z dodatkami, przesuwa granice klas betonu dla niektórych klas ekspozycji, modyfikuje w dół wartości minimalnych zalecanych zawartości cementu, wprowadza klasy odporności na ścieranie, podaje normowe betony recepturowe i zakresy stosowania różnych typów cementów.
Do funkcjonowania normy 206 uważa się za niezbędne stosowanie właściwych i skorelowanych sposobów wykonywania konstrukcji betonowych. Przepisy na to są zawarte w prenormie ENV 13670-1 Wykonywanie konstrukcji betonowych – część 1: Uwagi ogólne, która jako polski dokument została wydana przez PKN w 2002 r. staraniem SPBT i odpowiada dotychczasowym krajowym warunkom wykonania i odbioru. Prenorma ta, w czasie okresu próbnego uzyskała wysoką ocenę i w 2008 r. ma być przekształcona w EN.
Liczba 1 przy oznaczeniu normy 206 wskazuje na zamiar stworzenia następnych arkuszy normy. Mają to być odrębne normy dotyczące wymagań dla betonów drogowych i mostowych, hydrotechnicznych czy zbrojonych włóknami. Dotychczas jednak prace w tym kierunku pozostają na etapie zamiarów.
2. Badanie mieszanki betonowej i betonu Siedem norm na badanie mieszanki betonowej ustanowiono jako serię PN-EN 12350:2001 regulując zasady pobierania próbek, badanie konsystencji czterema metodami, w tym nową metodą stopnia zagęszczalności, oznaczanie gęstości i badanie zawartości powietrza metodami ciśnieniowymi. Przewiduje się dodanie niebawem do tego zestawu dwóch metod oceny konsystencji betonów samozagęszczalnych.
Osiem norm na badania betonu wprowadzono jako serię PN-EN 12390 w latach 2001-02, obejmując wymagania dotyczące próbek do badania i form, wykonywanie i pielęgnację próbek, ocenę wytrzymałości na ściskanie, zginanie i na rozciąganie przy rozłupywaniu, ocenę gęstości betonu w różnych stanach wilgotności, badanie głębokości penetracji wody i wymagania dla maszyn wytrzymałościowych. Trwają opracowywanie normy EN na badanie mrozoodporności betonu.
3. Badanie betonu w konstrukcji
Seria norm na badania betonu w konstrukcji powstawała od PN-EN 12504-1:2001 Odwierty rdzeniowe – wycinanie, ocena i badanie wytrzymałości na ściskanie, przez PN-EN 12504-2:2002 Badania nieniszczące. Oznaczanie liczby odbicia i PN-EN 12504-4:2005 Oznaczanie prędkości fali ultradźwiękowej do PN-EN 12504-3:2006 Oznaczanie siły wyrywającej (pull out). Ukoronowaniem tego zestawu jest długo oczekiwana norma
28

EN 13791:2007 U, nie posiadająca jeszcze wersji krajowej, na ocenę wytrzymałości na ściskanie betonu w konstrukcji i elementach prefabrykowanych, podająca zależności pomiędzy wynikami badań różnymi metodami a rzeczywistą klasą betonu w tym zależność wytrzymałości rzeczywistej od oznaczanej na odwiertach rdzeniowych. Omówiono zasady kalibracji i oceny wyników dla metod pośrednich, niszczących i nieniszczących, takich jak oznaczanie liczby odbicia, prędkości fali ultradźwiękowej czy siły wyrywającej. Norma jest niezbędna przy ocenie jakości betonu w ramach ekspertyz i badań sprawdzających konstrukcję.
4. Domieszki do betonu
Podstawowa norma na domieszki do betonu, zaprawy i zaczynu PN-EN 934-2 ustanowiona w 1999 r., została wydana w nowej rozszerzonej wersji w roku 2002. Towarzyszą jej PN-EN 934-6:2001 na pobieranie próbek, kontrolę i ocenę zgodności domieszek i PN-EN 934-4:2002 na domieszki do zaczynów iniekcyjnych do kanałów kablowych Normę PN-EN 934-3 na domieszki do zapraw do murów wprowadzono w 2004r. Zaawansowane jest przygotowanie normy EN 934-5 na domieszki do betonu natryskowego. Wciąż brak normy podstawowej EN 934-1, zawierającej wymagania podstawowe dla domieszek, lecz postęp prac wskazuje, że powinna być ustanowiona w 2008 r.
Dziewięć norm serii PN-EN 480 : 1999 - 2000 objęło metody badań domieszek podając betony wzorcowe, oznaczanie czasu wiązania, oznaczanie wody wydzielającej się samoczynnie, absorpcję kapilarną, analizę w podczerwieni, zawartość suchej substancji, chlorków i alkaliów, oraz ocenę charakterystyki porów powietrznych. Później ustanowiono PN-EN 480-13:2004 na wzorcową zaprawę do murów i PN-EN 480-14:2006 U, na badanie wpływu domieszek na korozję stali zbrojeniowej metodą elektro–chemiczną, nie mającą jeszcze polskiej wersji.
Plik norm serii 480 został w większości zweryfikowany w roku 2006 i mimo że w większości wprowadzane zmiany są niewielkie, został opublikowany, oprócz arkuszy 6, 7 i 10, jako całkowicie nowe wydanie. W kraju normy te funkcjonują jako normy uznane (U), czyli laboratoriom badawczym są dostępne w oryginalnej wersji językowej.
5. Normy na zaczyn iniekcyjny do kanałów kablowych. Osłony kabli
Normy na zaczyn iniekcyjny do kanałów kablowych jako normy PN-EN zostały opublikowane w 1998 r. W zweryfikowanej wersji, która zostanie ustanowiona jako EN w 2007 r. Wprowadzono liczne zmiany: EN 447 Zaczyn iniekcyjny do kanałów kablowych – Wymagania podstawoweNormę rozszerzono o ocenę przesiewu, badanie czasu wiązania i badanie gęstości. Usunięto rozróżnienie na zwykłe i specjalne zaczyny iniekcyjne. Umożliwiono stosowanie dodatku pyłu krzemionkowego. Wprowadzono zasady oceny zgodności .
W badaniu lepkości umownej wycofano urządzenie zanurzeniowe, wprowadzając badanie rozpływności zaczynu.
Dopuszczalną wielkość zmian objętościowych określono jako ± 0,5 %. Stosowane próbki ograniczono do sześcianów 40 mm, usuwając badanie na beleczkach i na walcach. EN 446 Zaczyn iniekcyjny do kanałów kablowych – Metody iniekcji
29

Normę skorelowano z ENV 13670-1 Wykonywanie konstrukcji betonowych wprowadzając trzy poziomy badań:
- badania typu - badania kontrolne dla konkretnego obiektu - inspekcję w czasie produkcji
Usunięto pojęcia iniekcji wtórnej i wypełnienia poiniekcyjnego. Nowy rozdział w normie opisuje specyfikację projektową, plan jakości i ewentualne wymagania specjalne. Podano zakres prób wstępnych umożliwiających modyfikacje wykonania iniekcji.
Usunięto stosowanie urządzenia do przesiewania. Rozszerzono opis pompy i mieszalnika. Ustalono wymagania dla inspekcji według klas zgodnie z ENV 13670-1 na wykonywanie konstrukcji betonowych. Podano zakres inspekcji przed, w czasie i po iniektowaniu według obu klas. EN 445 Zaczyn iniekcyjny do kanałów kablowych – Metody badań
Uproszczono stosowane metody badania eliminując metody niepraktyczne i weryfikując procedury. Wprowadzono badanie przesiewu celem eliminacji drobnych zbryleń.
Usunięto zanurzeniową próbę oceny lepkości, utrzymano metodę lejka wypływowego i wprowadzono metodę oceny rozpływu zaczynu. Wprowadzono trudny test „nachylonego przewodu” oceniający stabilność zaczynu i jego podatność na oddzielanie wody.
Usunięto badanie zmiany objętości metodą z pojemnikiem i badanie wytrzymałości na ściskanie na walcach.
Norma na osłony kabli sprężających została po raz pierwszy wprowadzona w 1999 r. obecnie została zharmonizowana i obowiązuje jako PN-EN 523 : 2004 Osłony kabli sprężających z taśm stalowych. Terminologia, wymagania, sterowanie jakością, z przyjęciem systemu atestacji zgodności 4.
6. Dodatki do betonu 6.1. Popiół lotny do betonu
CEN zdecydował przeprowadzić harmonizację normy EN 450 : 1994 „Popiół lotny
do betonu – Definicje, wymagania i kontrola jakości” z powodu wprowadzania technik współspalania różnych paliw jak dodawane do węgla biomasa, odpady drzewne i papiernicze, włókna, odpady komunalne, opony itp. Nowa norma dopuszcza wielkość dodatku do paliwa węglowego na poziomie do 20 % wagowo a udział popiołu lotnego ze spalania materiałów innych niż węgiel może wynosić nie więcej niż 10%.
Nowa norma, podobnie jak poprzednia, nie podaje wskazówek technologicznych, receptur będących wiedzą inżynierską, zasady stosowania popiołu pozostawia PN-EN 206-1 a definicja wskaźnika aktywności popiołu nie uległa zmianie
Przydatność popiołu do betonu ustala i dokumentuje producent popiołu działając w najbardziej wymagającym systemie oceny zgodności + 1. System ten obejmuje tak prowadzenie fabrycznej kontroli produkcji jak i stały nadzór badawczy i organizacyjny upoważnionej jednostki notyfikowanej. Wprowadzenie certyfikacji, jak w normie cementowej, umożliwia znakowanie popiołu europejskim znakiem CE.
Norma jest dwuczęściowa, jak norma cementowa. PN-EN 450-1: 2006 Popiół lotny do betonu – Definicje, wymagania i kryteria zgodności, PN-EN 450-2 : 2006 Popiół lotny do betonu – Ocena zgodności.
30

Wprowadzono podział popiołów na trzy kategorie pod względem wielkości strat prażenia (A - straty prażenia do 5%, B pomiędzy 2 a 5 %, C pomiędzy 4 a 9 % ) oraz na dwie kategorie miałkości - ( S do 12 % i N do 40 %). W załączniku zalecono metodę oznaczania zmian wodożądności pod wpływem dodatku popiołu kategorii S i postawiono wymaganie co do wielkości zmniejszenia wodożądności.
Dla popiołów ze współspalania dodano badania kontrolne krzemionki reaktywnej, sumy tlenków, tlenku magnezu, alkalii i związków fosforu, których nie wykonuje się jeżeli popiół pochodzi ze spalania samego węgla. Jednocześnie zwiększono częstotliwość oznaczeń większości cech popiołu.
Druga część normy to przewodnik po etapach i zasadach kontroli jakości. W części dotyczącej zadań producenta podano wymagania dla fabrycznej kontroli produkcji (księga jakości, systemy zarządzania i system dokumentowania danych) i zasady wewnętrznej kontroli jakości obejmującej dokumentację procesu i wykonywanie pomiarów jak również zasady samokontroli. W zadaniach jednostki certyfikującej podano zasady i częstotliwość inspekcji, raporty, badania typu oraz inspekcję zakładu produkcyjnego i inspekcję kontroli produkcji. Podano również postępowanie w przypadku nie uzyskania zgodności oraz procedurę działania jednostki rozjemczej.
Przygotowywany jest odrębny dokument techniczny będący przewodnikiem po zasadach oceny zgodności popiołu lotnego. Jest również prawie gotowe rozszerzenie normy 450-1 o badania fosforanów.
6. 2 Pył krzemionkowy do betonu
Wobec stosowania w betonach wysokowartościowych pyłu krzemionkowego, produktu ubocznego przy produkcji stopów żelazo – krzemowych, dawał się odczuć brak normy na pył krzemionkowy chociaż lata doświadczeń potwierdzały wysoką aktywność pucolanową pyłów i ich przydatność do modyfikowania betonu. Procedura uzgodnień z Mandatem Komisji Europejskiej trwała ponad 10 lat ale norma jest od razu zharmonizowana i tak jak dla popiołu lotnego dwuczęściowa: PN-EN 13263 – 1: 2006 „Pył krzemionkowy– Definicje, wymagania i kryteria zgodności”PN-EN 13263 – 2 : 2006 U „Pył krzemionkowy – ocena zgodności”
Norma 206-1 nie omawia technologii stosowania pyłu krzemionkowego. Ilość pyłu i jego wpływ na wytrzymałość i inne właściwości betonu określa się na podstawie badań wstępnych bądź dotychczasowych doświadczeń. Stosowanie pyłu krzemionkowego w technologii betonu jest usankcjonowane wprowadzeniem pojęcia współczynnika k który modyfikuje wartość współczynnika woda/cement wartością współczynnika woda/(cement + k x dodatek). Zastosowanie pyłu krzemionkowego pozwala zmniejszać ilość cementu, w takich granicach aby suma cement + k x pył nie była mniejsza niż wymagana minimalna zawartość cementu w danej klasie ekspozycji. Nie można również zmniejszyć zawartości cementu o więcej niż o 30 kg/m3 w betonach użytkowanych w tych klasach ekspozycji w których minimalna zawartość cementu jest określona na poziomie niższym niż 300 kg/m3.
Norma pył podaje wymagania dotyczące składu chemicznego pyłu krzemionkowego i wymagania wielkości powierzchni właściwej w granicach od 35,0 do 15,0 m2/g oraz wielkość wskaźnika aktywności na poziomie 100 %.
Dla pyłu krzemionkowego stosowanego do wyrobów budowlanych przyjęto wymagający system oceny zgodności 1+ w którym kontrola jakości odbywa się pod
31

nadzorem upoważnionej jednostki. Zasady są więc takie same jak omówione wyżej dla popiołów lotnych.
6. 3. Żużel wielkopiecowy jako dodatek do betonów
Do znormalizowanych dodatków do betonu dołączono mielony żużel ustanawiając PN-EN 15167-1:2006 Mielony żużel wielkopiecowy do betonu, zaprawy i zaczynu – cz.1 Definicje, specyfikacja i kryteria zgodności oraz część 2 obejmującą ocenę zgodności. Norma podaje wymagania chemiczne i fizyczne ale nie przedstawia technologii stosowania mielonego żużla w betonie. Wprowadzone są ograniczenia zawartości MgO, związków siarki, strat prażenia i chlorków. Powierzchnia właściwa powinna być większa niż 275 m2/kg. Przy kombinacji 50 % żużla i 50 % cementu, kontroli podlega czas wiązania, który nie powinien się wydłużyć o więcej niż 120 min. i wskaźnik aktywności, który nie powinien być niższy niż 45% i 70 % odpowiednio po 7 i 28 dniach.
Podano zasady oceny zgodności i częstotliwość badań w sytuacji rutynowej i w pierwszym okresie stosowania.
7. Woda zarobowa
Normę na wodę do betonu wprowadzono jako PN-EN 1008 :2004 Woda zarobowa do betonu. Specyfikacja pobierania próbek, badanie i ocena przydatności wody zarobowej do betonu, w tym wody odzyskiwanej z procesów produkcji betonu. Norma przejrzyście porządkuje wymagania co do właściwości chemicznych, metod badań, podaje schemat badania wody zarobowej i co najważniejsze podaje zasady stosowania wody odzyskiwanej przy produkcji i transporcie mieszanki betonowej.
8. Beton natryskowy
Europejskie normy badań betonu natryskowego ustanowiono w 2005r. ale zasadnicze normy na wymagania i wykonywanie rok później: PN-EN 14487-1 : 2006 U Beton natryskowy – cz.1: Definicje, specyfikacje i kryteria zgodności oraz EN 14487-2 : 2006 U Beton natryskowy – cz.2: Wykonywanie. Obecnie są przygotowywane do wydania krajowego a określają obowiązki zamawiającego w zakresie postawienia rozbudowanych wymagań i specyfikacji oraz obowiązki producenta w zakresie kontroli produkcji i oceny zgodności.
Normy specyfikują wymagania dla betonu świeżego, dojrzałego i ze zbrojeniem rozproszonym, dla materiałów składowych oraz szczegółowo ujęty obowiązujący zakres specyfikacji dla producenta. Objęte jest torkretowanie skał, ziemi, innego torkretu, deskowań, konstrukcji betonowych, stalowych i pokrytych zaprawą, materiałów izolacyjnych i drenaży oraz określono klasy ekspozycji środowiska.
Szczegółowo ujęto wymagania dla specyfikacji projektowej i dokumentacji w zależności od typu przedsięwzięcia, przez techniczne dane, procedury kontroli, zasady wzmacniania gruntu i wykonywania napraw. Norma omawia prace przygotowawcze, ochronę przed niekorzystnymi temperaturami, przygotowanie odpowiednich form i deskowań, przygotowanie podłoża, przygotowanie i kontrolę zbrojenia. Podano wymagania dla wyposażenia, dostaw mieszanki w procesie suchym i mokrym, samego procesu torkretowania, wykończenia powierzchni i pielęgnacji oraz dopuszczalnych
32

tolerancji. Wreszcie zakres inspekcji w trzech kategoriach oraz związane z tym działania w zależności od rodzaju podłoża. W załączniku jest obszerny przewodnik po dokumentacji czynności torkretowania.
Siedem norm badań betonu natryskowego jest przygotowywanych do publikacji krajowej w końcu tego roku: PN-EN 14488 – 1 : 2006 U Pobieranie próbek mieszanki i stwardniałego betonu, PN-EN 14488 – 2 : 2006 U Wytrzymałość na ściskanie młodego betonu natryskowego, PN-EN 14488–3:2006 U Wytrzymałość na zginanie próbek beleczkowych zbrojonych włóknem PN-EN 14488 – 4 : 2005 U Wytrzymałość łączenia w rdzeniach przy bezpośrednim rozciąganiu, PN-EN 14488 – 5 : 2006 U Oznaczanie zdolności absorbowania energii w próbkach płyt zbrojonych włóknem, PN-EN 14488 – 6 : 2006 U Grubość warstwy betonu na podłożu,PN-EN 14488– 7 : 2006 U Zawartość włókien w betonie zbrojonym włóknem.
9. Włókna do betonu
W 2006 ustanowiono oczekiwane normy na włókna stalowe i polimerowe do betonu: PN-EN 14889 – 1 i 2 : 2006 cz.1 Włókna stalowe, cz.2 Włókna polimerowe. Definicje, wymagania i zgodność.
Oprócz wymagań dla samych włókien, takich jak wymiary, wytrzymałość, dla włókien stalowych moduł sprężystości i rozciągliwość a dla polimerowych zrywanie i palność, wprowadza się drogę oceny wpływu włókien przez badanie właściwości betonu z włóknami przy zginaniu. Cechą która ma charakteryzować włókna jest informacja o ilości włókien przy której zostaje zachowana umowna wartość resztkowej wytrzymałości na zginanie przy określonym ugięciu i zarysowaniu próbki.
Jednocześnie wprowadzono normy na metody badań włókien w betonie. Pierwsza prEN 14845-1:2007 określa betony stosowane do badania włókien a druga PN-EN 14845- 2:2006 U definiuje sposób badania wpływu włókien na wytrzymałość betonu.
Nie jest przewidywana w najbliższym czasie norma technologiczna określająca wymagania i zasady wykonywania betonów zbrojonych włóknami.
10. Wyroby i systemy do napraw konstrukcji betonowych
Ku końcowi mają się prace nad wprowadzeniem obszernego zestawu norm na naprawy konstrukcji betonowych. Bazą są tu normy serii 1504 o wspólnym długim tytule: Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Definicje, wymagania, sterowanie jakością i ocena zgodności. PN-EN 1504-1 : 2006 Definicje, zastępuje analogiczną normę z 1998 r. PN-EN 1504-2 : 2006 Systemy ochrony powierzchniowej betonu PN-EN 1504-3 : 2007 Naprawy konstrukcyjne i niekonstrukcyjne PN-EN 1504-4 : 2006 Łączenie konstrukcyjne PN-EN 1504-5 : 2006 Iniekcja betonu PN-EN 1504-6 : 2006 Kotwienie stalowych prętów zbrojeniowych PN-EN 1504-7 : 2006 Ochrona zbrojenia przed korozją PN-EN 1504-8 : 2006 Sterowanie jakością i ocena zgodności
33

PN-EN 1504-10 : 2005 Stosowanie wyrobów i systemów na placu budowy oraz sterowanie jakością prac
Powyższe normy zawierają obszerną wiedzę na temat rodzajów materiałów naprawczych, systemów ich stosowania, wymagań co do właściwości w zależności od zakresu stosowania, kryteriów wyboru materiałów, technologii wykonywania, zasad inspekcji wykonywania robót, zasad oceny jakości prac czyli ogólnie sterowania jakością i oceną zgodności. Praktycznie proponowany zakres jest znacznie szerszy niż same naprawy betonu i dotyczy wielu prac związanych z konstrukcją betonową jak łączenie elementów, iniektowanie, kotwienie, ochrona powierzchniowa czy ochrona zbrojenia.
Brak wciąż normy EN 1504-9 Ogólne zasady stosowania materiałów i systemów, która powstanie w oparciu o funkcjonującą prenormę ENV 1504, nie wprowadzoną dotychczas jednakże do zbioru norm polskich chociażby przez uznanie.
Normom na materiały naprawcze towarzyszy duży zestaw 58 norm na metody badań, z czego 26 ma wersje krajowe jako PN-EN. Wiele z tych metod badawczych dotyczy technologii betonu w zakresie znacznie szerszym niż tylko techniki naprawy betonu. Przykładowo są to takie normy jak metoda pomiaru wnikania jonów chlorkowych, badanie odporności na silną agresję chemiczną, badanie ochrony przed korozją czy oznaczanie odporności na karbonatyzację.
Podajemy wykaz tych norm, gdyż mogą być przydatne w licznych pracach badawczych i kontrolnych. Mają one wspólny tytuł: Wyroby i systemy do ochrony i napraw konstrukcji betonowych. Metody badań. PN-EN 1542:2000 Pomiar przyczepności przez odrywanie PN-EN 1543:2000 Oznaczanie narastania wytrzymałości na rozciąganie polimerów PN-EN 1544:2007 U Oznaczanie pełzania syntetycznych wyrobów żywicznych (PC) przy długotrwałym obciążeniu rozciągającym prętów zbrojeniowych kotwienia PN-EN 1766:2001 Betony wzorcowe do badań PN-EN 1767:2002 U Analiza w podczerwieni PN-EN 1770:2000 Oznaczanie współczynnika rozszerzalności cieplnej PN-EN 1771:2005 U Oznaczanie iniekcyjności z zastosowaniem warstwy piasku PN-EN 1799:2000 Badanie przydatności konstrukcyjnych materiałów klejących do stosowania na powierzchniach betonowych PN-EN 1877-1:2002 U Reakcyjne działanie związane z żywicami epoksydowymi. cz. 1: Oznaczanie równoważnika epoksydowego PN-EN 1877-2:2002 U Reakcyjne działanie związane z żywicami epoksydowymi. cz. 2: Oznaczanie funkcji aminowych o całkowitej liczbie zasadowości PN-EN 1881:2007 U Badanie wyrobów kotwiących metodą wyrywania PN-EN 12188:2001 Oznaczanie połączenia stali ze stalą w celu określenia właściwości konstrukcyjnych materiałów klejących PN-EN 12189:2000 Oznaczanie czasu przydatności do użycia PN-EN 12190:2000 Oznaczanie wytrzymałości na ściskanie zaprawy naprawczej PN-EN 12192-1:2004 Analiza sitowa. cz. 1: Metoda badania suchych składników gotowych zapraw
34

PN-EN 12192-2:2002 U Analiza sitowa. cz. 2: Metoda badania wypełniaczy do spoiw polimerowych PN-EN 12614:2005 U Oznaczanie temperatury zeszklenia polimerów PN-EN 12615:2000 Oznaczanie wytrzymałości na ścinanie PN-EN 12617-1:2001 U cz. 1 Oznaczanie skurczu liniowego polimerów i systemów zabezpieczeń powierzchniowych (SPS) PN-EN 12617-2:2005 U cz.2 Rysy skurczowe polimerowych wyrobów iniekcyjnych: skurcz objętościowy PN-EN 12617-3:2004 cz. 3: Oznaczanie wczesnego skurczu liniowego konstrukcyjnych materiałów klejących PN-EN 12617-4:2004 cz. 4: Oznaczanie skurczu i wydłużenia PN-EN 12618-1:2004 U cz.1: Przyczepność i wydłużalność stosowanych do iniekcji wyrobów o ograniczonej plastyczności PN-EN 12618-3:2005 U cz.3: Oznaczanie przyczepności, z uwzględnieniem cyklu termicznego lub bez cyklu termicznego, wyrobów iniekcyjnych – Metoda ścinania skośnego PN-EN 12636:2001 Oznaczanie przyczepności betonu do betonu PN-EN 12637-1:2005 U Kompatybilność wyrobów iniekcyjnych – cz.1 Kompatybilność z betonem PN-EN 12637-3:2004 U Kompatybilność wyrobów iniekcyjnych – cz.3 Oddziaływanie materiałów iniekcyjnych na elastomery PN-EN 13057:2004 Oznaczanie odporności na absorpcję kapilarną PN-EN 13062:2004 U Oznaczenie tiksotropii wyrobów stosowanych do ochrony zbrojenia PN-EN 13294:2004 Oznaczanie czasu tężenia PN-EN 13295:2005 Oznaczanie odporności na karbonatyzację PN-EN 13395-1:2004 cz. 1: Badanie rozpływu zapraw tiksotropowych PN-EN 13395-2:2004 cz. 2: Badanie płynności zaczynu lub zaprawy PN-EN 13395-3:2004 cz. 3: Badanie płynności mieszanki betonowej stosowanej do napraw PN-EN 13395-4:2004 cz. 4: Stosowanie zapraw do napraw powierzchni sufitowych PN-EN 13412:2004 Oznaczanie modułu sprężystości przy ściskaniu. PN-EN 13396:2005 Pomiar wnikania jonów chlorkowych PN-EN 13529:2005 Odporność na silną agresję chemiczną PN-EN 13578:2004 U Kompatybilność z betonem wilgotnym PN-EN 13579:2004 Badanie schnięcia przy impregnacji hydrofobizującej PN-EN 13580:2004 Nasiąkliwość i odporność na alkalia przy impregnacji hydrofobizującej PN-EN 13581:2004 Oznaczanie ubytku masy betonu hydrofobizowanego przez impregnację po działaniu zamrażania-rozmrażania w obecności soli PN-EN 13584:2004 U Oznaczanie pełzania przy ściskaniu dla wyrobów stosowanych do napraw
35

PN-EN 13687-1:2002 U Oznaczanie kompatybilności termicznej. cz.1: Cykliczne zamrażanie-rozmrażanie przy zanurzeniu w soli odladzającej PN-EN 13687-2:2002 U Oznaczanie kompatybilności termicznej. cz.2: Cykliczny efekt burzy (szok termiczny) PN-EN 13687-3:2002 U Oznaczanie kompatybilności termicznej. cz.3: Cykle termiczne bez soli odladzającej PN-EN 13687-4:2002 U Oznaczanie kompatybilności termicznej. cz.4: Cykle termiczne na sucho PN-EN 13687-5:2002 U Oznaczanie kompatybilności termicznej. cz.5: Odporność na szok termiczny PN-EN 13733:2004 Oznaczanie trwałości konstrukcyjnych materiałów klejących PN-EN 13894-1:2004 U Oznaczanie wytrzymałości zmęczeniowej pod obciążeniem dynamicznym. cz. 1 Podczas pielęgnacji PN-EN 13894-2:2004 U Oznaczanie wytrzymałości zmęczeniowej pod obciążeniem dynamicznym. Cz. 2: Po utwardzeniu PN-EN 14068:2004 U Oznaczanie wodoszczelnosci spękań, wypełnionych iniekcyjnie, bez zmian w betonie PN-EN 14406:2005 U Oznaczanie współczynnika rozszerzalności i ocena rozszerzalności PN-EN 14497:2005 U Oznaczanie stabilności filtrowania PN-EN 14498:2005 U Zmiany objętości i masy wyrobów iniekcyjnych po cyklach suszenia w powietrzu i przechowywania w wodzie PN-EN 14630:2007 U Oznaczanie głębokości karbonatyzacji w betonie metodą fenolftaleinową PN-EN 15183:2006 U Badania ochrony przed korozją PN-EN 15184:2006 U Przyczepność otulonej stali do betonu przy ścinaniu (badanie wyrywania)
STANDARDS FOR CONCRETE Summary
Review of present situation in the field of European Standards for concrete technology,
covering concrete by itself and related materials, as additives, admixtures, fibers. Standards on materials and systems for repairing concrete are also presented, together with over 50 standards for test methods.
36

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Artur Łagosz1
TECHNOLOGIA WYKONYWANIA POSADZEK FIBROBETONOWYCH
1. Wstęp
Posadzki fibrobetonowe, to elementy konstrukcji podłóg o różnym przeznaczeniu i wykończeniu warstwy wierzchniej, stanowiące zasadniczą jej część odpowiedzialną za przenoszenie obciążeń stałych i zmiennych na warstwę nośną podłoża. Są skuteczną alternatywą dla płyt betonowych zbrojonych siatką zbrojeniową, a w praktyce całkiem skutecznie konkurują przy realizacjach posadzek bezdylatacyjnych, o powierzchniach nawet powyżej 1000m2. Pomimo powszechności technologii wykonania i projektowania posadzek tego typu, wciąż zdarzają się realizacje nie pozbawione wad projektowych, a jeszcze częściej wykonawczych. Przywrócenie projektowanych własności użytkowych takich posadzek jest niewspółmiernie bardziej kosztowne niż nakłady na właściwą realizację zadania szczególnie, gdy względy estetyczne posadzki odgrywają równorzędną z użytkowymi rolę – np. w halach sprzedaży supermarketów. Mając powyższe na uwadze, w artykule zostaną poruszone aspekty wykonawcze, których uwzględnienie może w pewnym stopniu przyczynić się do ograniczenia wadliwości realizowanych posadzek.
2. Wprowadzenie
Pojęciem posadzki zwykło się określać wierzchnią warstwę podłogi znajdującą swoje oparcie na podłożu. W budownictwie przemysłowym, szczególnie w halach magazynowych i logistycznych, fabrykach, hutach czy halach sprzedaży super- bądź hipermarketów, funkcję posadzki najczęściej pełną płyty betonowe. By spełniać swoje funkcje użytkowe wynikające głównie z obciążeń ruchem kołowym i pieszym, ich powierzchnie muszą wykazywać dużą odporność na ścieranie i udarność. Takie parametry powierzchni posadzki betonowej uzyskuje się na drodze różnych działań, spośród których najczęściej wybierane jest utwardzenie poprzez odpowiednie nałożenie, a następnie zacieranie suchej posypki utwardzającej [1,2]. 1 dr inż., Akademia Górniczo-Hutnicza im. Stanisława Staszica w Krakowie, Wydział Inżynierii Materiałowej i Ceramiki, Katedra Technologii Materiałów Budowlanych, e-mail: [email protected]
37

Walory użytkowe posadzki przemysłowej zasadniczo są związane z jakością wykonania i parametrami technicznymi jej warstwy bezpośrednio eksploatowanej. Należy jednak zwrócić uwagę, że nie na wiele się zda dobrze wykonana płyta betonowa, gdy nie poczyni się starań o właściwe przygotowanie podłoża, na którym będzie ona położona [3,4].
Podłoże, na którym położona jest płyta betonowe składa się zasadniczo z dwóch wyróżniających się warstw. Idąc od dołu jest to podłoże gruntowe oraz warstwa nośna podłoża. Podłoże gruntowe powinno wykazywać dobre i równomierne zagęszczenie na całej powierzchni, odpowiednią nośność, jak również właściwe odwodnienie. Ponieważ inwestycje związane z budową hal magazynowych czy produkcyjnych stosunkowo często prowadzone są na gruntach o niskiej nośności lub wręcz na gruntach nienośnych, związanych np. z rekultywacją terenów przemysłowych, tak też powszechnie stosowana jest praktyka zwiększenia jego nośności przez zagęszczanie, utwardzanie czy wzmacnianie geotkaninami. W przypadkach podłoża nienośnego stosuje się także wymianę na podłoże nośne [4].
Ułożona na podłożu gruntowym warstwa nośna przekazuje obciążenia z płyty posadzki. Jej rolą jest takie rozłożenie obciążeń eksploatacyjnych, szczególnie skupionych, aby możliwym było przekazanie ich na warstwę gruntu o stosunkowo niskiej nośności. Podbudowa w jej górnej warstwie wykonywana jest z materiałów charakteryzujących się dobrą zagęszczalnością, do których zalicza się i zarazem stosuje: żwiry, mieszanki żwirowo-piaskowe i piaski. W niektórych rozwiązaniach górną część podbudowy wykonuje się także z piasku stabilizowanego cementem lub innym spoiwem stosowanym do stabilizacji lub z tzw. chudego betonu (np. klasy wytrzymałościowej C8/10). Dolne warstwy mogą być wykonane z nieaktywnego kruszywa żużlowego, gruntów kamienistych, najlepiej dobrze uziarnionych [4,5].
Warstwę podłoża od płyty betonowej oddziela się jedną lub podwójną folią polietylenową o grubości powyżej 0,2 mm. Celem tego jest zapobieżenie przenikaniu wody z betonu do podłoża na etapie układania mieszanki betonowej przy formowaniu płyty betonowej. Uniemożliwia to również ewentualne przenikanie wilgoci z podłoża do płyty w trakcie jej eksploatacji. Podwójna warstwa folii pozwala na znaczne obniżenie siły tarcia pomiędzy płytą betonową a powierzchnią górną warstwy nośnej podłoża. Umożliwia to jej przemieszczanie na skutek pojawienia się zmian liniowych wywołanych zarówno procesami hydratacji cementu, odparowania wilgoci oraz zmian temperatury, i tym samym znacznie ogranicza uszkodzenia płyty wywołane powstającymi naprężeniami rozciągającymi [1,3].
Płyta betonowa posadzki przemysłowej stanowi zasadniczy element jej części konstrukcyjnej. Zwykle jest projektowana dla betonu klasy C20/25 lub C25/30. Zwykle jest wykonywana w postaci dużych powierzchni w jednym cyklu wykonawczym, a następnie zgodnie z zasadami wykonawczymi jest dzielona na mniejsze pola przez wykonanie tzw. dylatacji pozornych – cięcie płyty na pola wielkości najczęściej 6x6 m.
W zależności jednak od przeznaczenia, wpływów skurczowych, termicznych oraz przewidywanych obciążeń statycznych oraz dynamicznych – w tym rodzaju transportu do obsługi hali, w pierwszej fazie projektowania dobierana jest koncepcja realizacji płyty ze wskazaniem na wykonanie dylatacji przeciwskurczowych czy też wykonanie płyty jako elementu bezdylatacyjnego. W rozwiązaniach wymagających dylatacji przeciwskurczowych, zasadnicze dylatacje prowadzone są w osiach słupów podtrzymujących konstrukcję hali, by uniknąć skomplikowania siatki dylatacji. Wykonuje
38

się na pełną wysokość lub też nacinając płytę na około 1/3 jej grubości licząc od góry - tzw. dylatacje pozorne. Umożliwia to powstanie nieciągłości płyty w miejscu jej nacięcia wskutek skurczu. Niweluje tym samym niebezpieczeństwo pojawienia się pęknięć w miejscach przypadkowych, które zwykle prowadzą do lokalnego zniszczenia posadzki. Choć teoretycznie taka koncepcja realizacji posadzki wydaje się najbezpieczniejsza i zarazem najłatwiejsza do zrealizowania, to jednak możliwe jest uzyskanie niekontrolowanej siatki spękań, gdy wykonanie dylatacji z jakiegoś powodu się opóźni. Z drugiej strony zbyt wczesne wykonanie cięć dylatacyjnych prowadzi do uszkodzenia krawędzi wyciętych płyt, co w przypadku eksploatacji np. wózkami widłowymi na pełnych kołach, szczególnie twardych, prowadzi do dodatkowych wykruszeń. W krótkim okresie od rozpoczęcia eksploatacji może to wywołać konieczność naprawy posadzki.
Klasyczny sposób wykonywania płyt posadzkowych uwzględnia wykonanie dwupoziomowej siatki zbrojeniowej umieszczonej w odległości około 3 cm od powierzchni górnej i dolnej płyty. Realizacja takiej posadzki wymaga pracochłonnego przygotowania zbrojenia, odpowiedniego ułożenia na grubości płyty, a następnie na przeprowadzeniu prac betoniarskich na stosunkowo trudnym podłożu. Dodatkowo wymaga to użycia pomp do transportu mieszanki betonowej i wydłuża w czasie realizację dziennego pola posadzki. Na rys. 1 przedstawiono przykładowo fotografię z realizacji posadzki zbrojonej dwuwarstwowo prętami stalowymi.
Rys. 1. Realizacja posadzki z dwuwarstwową siatką zbrojeniową
Innym sposobem realizacji posadzki z klasycznym zbrojeniem jest zatapianie w rozścielanej i zagęszczanej mieszance betonowej wcześniej przygotowanej siatki zbrojeniowej. Pozwala to na przyspieszenie realizacji posadzki, bowiem bezpośrednio po przygotowaniu podłoża nośnego można rozpocząć prace związane z wykonywaniem posadzki betonowej. Mieszanka betonowa może być ponadto dostarczona bezpośrednio w miejsce jej ułożenia, co skutkuje zwiększeniem wydajności ekip realizujących daną posadzkę. Pojawia się jednak problem dokładności ułożenia siatki zbrojącej w przekroju płyty posadzkowej.
W związku w zaznaczonymi niedogodnościami głównie na etapie wykonawczym, nie jest przypadkiem, że większość posadzek betonowych projektowanych jest dla betonów ze zbrojeniem rozproszonym, nazywanych też fibrobetonami. Pozwalają one znacznie zwiększyć powierzchnię realizowanej posadzki w jednym cyklu wykonawczym, głównie
39

dzięki możliwości wprowadzenia specjalistycznego sprzętu do układania i zagęszczania mieszanki betonowej, jak przedstawiono na rysunku 2. Urządzenia tego typu, szczególnie nowsze modele, ułatwiają nie tylko szybką realizację ale pozwalają także na uzyskiwanie powierzchni o zdecydowanie większej dokładności w zakresie płaskości. Ponadto, zbrojenie rozproszone wnosi dodatkowe cechy bardzo korzystne z punktu widzenia eksploatacji posadzek [1]: • wielokrotny wzrost udarności, • zwiększenie odporności na obciążenia dynamiczne, • wzrost odporności na zmęczenie, • zwiększenie odporności na skokowe zmiany temperatury, • wzrost energii zniszczenia nawet kilkudziesięciokrotny, • zmniejszenie skurczu twardniejącego betonu, • zwiększenie wytrzymałości betonu na rozciąganie przy zginaniu.
Wymienione korzyści wynikające z zastosowania zbrojenia rozproszonego związane są z utrudnioną propagacją rys podczas obciążenia betonu.
Rys. 2. Realizacja posadzki z betonu z włóknem rozproszonym
Do wykonywania fibrobetonów stosowanych na posadzki betonowe najczęściej
stosowane są włókna stalowe. Produkowane są ze stali o bardzo wysokich własnościach wytrzymałościowych, czasem wielokrotnie przewyższające właściwości klasycznych prętów zbrojeniowych w tym względzie. Włókna z tworzyw sztucznych wykorzystywane są jako wspomagające, do ochrony świeżego betonu przed skurczem plastycznym. Spotyka się je zarówno przy realizacji posadzek z klasycznym zbrojeniem, jak również stalowym zbrojeniem rozproszonym [1,6].
Ilość i rodzaj zbrojenia rozproszonego związana jest z wieloma czynnikami konstrukcyjnymi płyty betonowej. Przy tradycyjnej realizacji posadzki, polegającej na wykonaniu dylatacji pozornej, najczęściej beton zawiera 20-25 kg/m3 włókien stalowych. Pozwala to na przenoszenie przez beton obciążeń zarówno zewnętrznych jak również wywołanych skurczem 25 kg/m3 włókien pozwala nie tylko na kontrolowanie skurczu wywołanego procesem hydratacji cementu, ale także wywołanego skurczem plastycznym, stąd ewentualne stosowanie włókien z tworzyw sztucznych nie jest potrzebne.
40

W oparciu o fibrobeton realizuje się także posadzki bezdylatacyjne, których po wykonaniu nie poddaje się wykonywaniu dylatacji pozornej - ciętej. Odpowiednią odporność płyty posadzki na pękanie związaną ze skurczem uzyskuje się dzięki zastosowaniu zdecydowanie większej ilości włókien - powyżej 40kg/m3. Dodatkowym czynnikiem pozwalającym na wykonanie posadzki bezspoinowej jest zastosowanie włókien o dużej smukłości: l/d=50-80 (stosunek długości włókien stalowych do ich średnicy).
W celu umożliwienia eksploatacji powierzchni posadzki, jej wierzchnia warstwa musi być wykończona w sposób gwarantujący odpowiednią trwałość uzyskiwaną dzięki stosowaniu na etapie realizacji płyty betonowej materiałów utwardzających. Są one najczęściej kompozycją wypełniaczy naturalnych i syntetycznych o wysokiej twardości i odpowiednio niskiej ścieralności, spoiwa cementowego oraz domieszek i barwników [1,2].
Zawarte w materiale spoiwo cementowe ma możliwość przereagowania dzięki wilgoci pobranej z powierzchni twardniejącej mieszanki betonowej. Choć nałożona warstwa materiału utwardzającego ma zwykle 2 do 3 mm grubości, to proces jej obróbki powoduje dodatkowo modyfikację właściwości betonu bezpośrednio znajdującego się pod tą warstwą, na głębokość około 5 mm. Nakładanie materiału utwardzającego może odbywać się ręcznie na zasadnie ręcznego rozsiewania, lub też półmechanicznie z wykorzystaniem wózka z dozownikiem. Posypka nakładana jest na powierzchnię płyty betonowej, która traci swoje właściwości plastyczne – gdy można wejść na jej powierzchnię bez obawy ugrzęźnięcia w betonie. Sposób nakładania suchej posypki przedstawiono na rysunku 3. Po nasyceniu wodą posypka poddawana jest zacieraniu w pierwszej kolejności zacieraczkami talerzowymi, a następnie łopatkowymi, aż do zupełnego stwardnienia powierzchni betonu. Etap ten zobrazowano także na rysunku 3.
Rys. 3. Nakładanie suchej posypki na twardniejący beton Duże obciążenia statyczne jak i dynamiczne związane dodatkowo z intensywną
eksploatacją mogą w niektórych warunkach wymagać nałożenia na płytę betonową zamiast materiału utwardzającego w postaci suchej posypki - kilku lub kilkunastomilimetrowej warstwy jastrychu o wysokich parametrach użytkowych. Ten sposób uzyskiwania odpowiedniej trwałości posadzki jest bardziej pracochłonny, bowiem wymaga nakładania grubszej warstwy materiału wymieszanego już z wodą. Gdy układanie jastrychu ma miejsce na etapie wykonywania posadzki betonowej, na tzw. mokry beton, wymaga to
41

niezwykle precyzyjnej synchronizacji w czasie dla zapewnienia trwałego połączenia betonu z jastrychem. Ten rodzaj wykończenia powierzchni betonu w posadzce, obok walorów użytkowych, pozwala na uzyskanie powierzchni niepylącej oraz estetycznej nawet w stosunkowo szerokiej gamie barw i odcieni.
Posadzka betonowa z wykończeniem mineralnym nie spełnia jednak kryteriów wszystkich potencjalnych użytkowników. Powierzchnie produkcyjne, a niekiedy także powierzchnie magazynowe np. branży spożywczej, wymagają łatwości w utrzymaniu czystości. Betonowe posadzki z utwardzeniem mineralnym nie zawsze sprawdzają się w takich warunkach eksploatacyjnych. Wówczas stosowane są posadzki żywiczne. Oczywiście warstwę konstrukcyjną stanowi wówczas płyta betonowa zbrojona, lub coraz częściej fibrobetonowa, która po stwardnieniu i częściowym odprowadzeniu wilgoci spełnia rolę podkładu posadzki żywicznej.
3. Wpływ czynników kształtujących jakość podbudowy na właściwości posadzki
betonowej
Odpowiednia nośność podbudowy posadzki jest uzyskiwana poprzez zagęszczenie materiałów wykazujących tzw. optymalną wilgotność - taką, przy której proces zagęszczenia będzie najbardziej efektywny. Zagęszczanie prowadzone jest w kilku warstwach, w sposób statyczny z wykorzystaniem walców, lub dynamiczny – z wykorzystaniem np. walców wibracyjnych lub płyt wibracyjnych. Efektywność wykonanych prac zwiększających nośność powinna być potwierdzona badaniami podbudowy, które powinny wykazać spełnienie przez nią wymogów wytrzymałości, określanych poprzez oznaczenie nośności np. płytą VSS oraz wskaźnika zagęszczenia (Is) [4].
Efekt braku właściwego zagęszczenia podłoża lub warstwy nośnej może się objawić na wiele sposobów już wkrótce po oddaniu wykonanej posadzki do eksploatacji. Charakterystyczny obraz uszkodzeń związanych z brakiem odpowiedniej nośności podłoża przedstawiono na rys. 4. Obrazuje on pęknięcie posadzki betonowej wywołane mierzalnym odkształceniem (wygięciem) płyty betonowej, jakie nastąpiło wkrótce po obciążeniu regałów do wysokiego składowania. Kierunek pęknięć jest bardzo charakterystyczny, bowiem biegnie równolegle do rzędów regałów, mniej więcej w połowie odległości między nimi. Dodatkowo, pęknięcia występują bezpośrednio pod regałami mniej więcej w połowie odległości między ich stopami i wychodzą na część komunikacyjną między regałami, ale o zmniejszonej rozwartości.
42
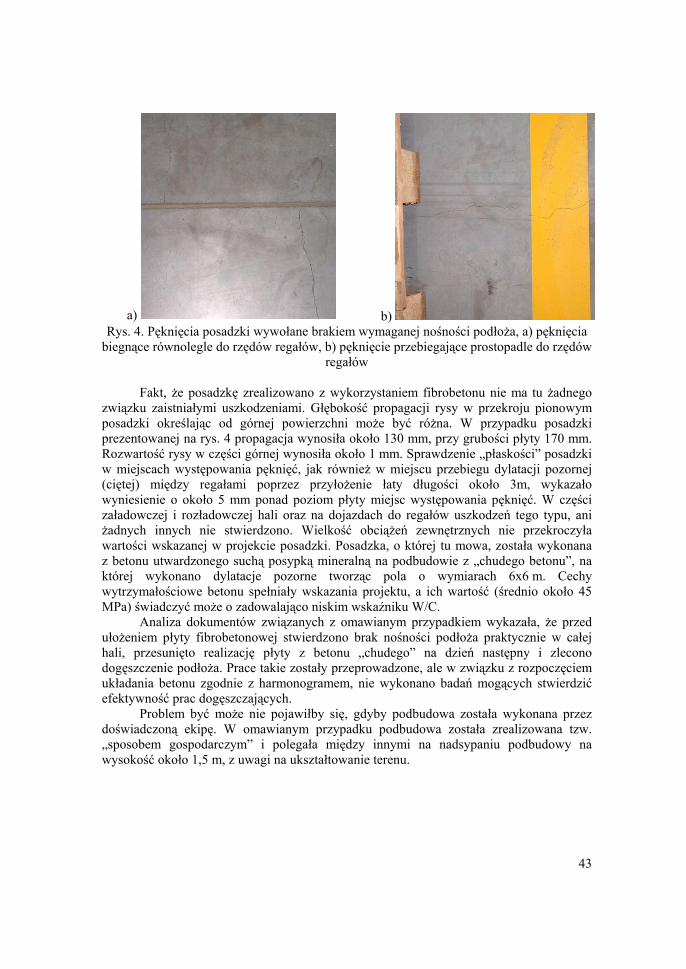
a) b) Rys. 4. Pęknięcia posadzki wywołane brakiem wymaganej nośności podłoża, a) pęknięcia
biegnące równolegle do rzędów regałów, b) pęknięcie przebiegające prostopadle do rzędów regałów
Fakt, że posadzkę zrealizowano z wykorzystaniem fibrobetonu nie ma tu żadnego
związku zaistniałymi uszkodzeniami. Głębokość propagacji rysy w przekroju pionowym posadzki określając od górnej powierzchni może być różna. W przypadku posadzki prezentowanej na rys. 4 propagacja wynosiła około 130 mm, przy grubości płyty 170 mm. Rozwartość rysy w części górnej wynosiła około 1 mm. Sprawdzenie „płaskości” posadzki w miejscach występowania pęknięć, jak również w miejscu przebiegu dylatacji pozornej (ciętej) między regałami poprzez przyłożenie łaty długości około 3m, wykazało wyniesienie o około 5 mm ponad poziom płyty miejsc występowania pęknięć. W części załadowczej i rozładowczej hali oraz na dojazdach do regałów uszkodzeń tego typu, ani żadnych innych nie stwierdzono. Wielkość obciążeń zewnętrznych nie przekroczyła wartości wskazanej w projekcie posadzki. Posadzka, o której tu mowa, została wykonana z betonu utwardzonego suchą posypką mineralną na podbudowie z „chudego betonu”, na której wykonano dylatacje pozorne tworząc pola o wymiarach 6x6 m. Cechy wytrzymałościowe betonu spełniały wskazania projektu, a ich wartość (średnio około 45 MPa) świadczyć może o zadowalająco niskim wskaźniku W/C.
Analiza dokumentów związanych z omawianym przypadkiem wykazała, że przed ułożeniem płyty fibrobetonowej stwierdzono brak nośności podłoża praktycznie w całej hali, przesunięto realizację płyty z betonu „chudego” na dzień następny i zlecono dogęszczenie podłoża. Prace takie zostały przeprowadzone, ale w związku z rozpoczęciem układania betonu zgodnie z harmonogramem, nie wykonano badań mogących stwierdzić efektywność prac dogęszczających.
Problem być może nie pojawiłby się, gdyby podbudowa została wykonana przez doświadczoną ekipę. W omawianym przypadku podbudowa została zrealizowana tzw. „sposobem gospodarczym” i polegała między innymi na nadsypaniu podbudowy na wysokość około 1,5 m, z uwagi na ukształtowanie terenu.
43

4. Folia oddzielająca podłoże od płyty betonowej – wpływ zaniechań w jej stosowaniu na parametry użytkowe posadzki
Wydaje się, że zastosowanie izolacji w postaci folii, mającej na celu przynajmniej
wyeliminowanie przenikania wilgoci z podłoża do płyty betonowej i odwrotnie jest nierozerwalnie wpisane w technologię układania posadzek betonowych. Zdarza się jednak, że projekt posadzki zakłada brak warstwy poślizgowej płyty mając na celu przeniesienie części naprężeń skurczowych na podłoże dzięki zwiększonej sile tarcia płyta-podłoże. W takich przypadkach najczęściej nie daje w zamian istotnych wskazań co do tego, jak zabezpieczyć płytę betonową na etapie realizacji przed utratą wilgoci do podłoża. Brak jakichkolwiek wskazań w tym względzie skutkuje realizacją bez izolacji przeciwwilgociowej, co sprawia, że w wielu przypadkach już w krótkim czasie po zrealizowaniu, powierzchnia posadzki wykazuje uszkodzenia, które w powierzchni posadzki betonowej mogą przyjąć formę jak przedstawiono na rysunku 5. Zdjęcie to pokazuje pęknięcie, jakich na posadzce nie posiadającej izolacji w postaci folii zwykle obserwuje się bardzo dużo. Mają one związek z plastycznym pękaniem twardniejącej płyty. Z uwagi na specyfikę przypadku, który w jest pokazywany w omawianym kontekście należy dodać, że nie jest to jedyna przyczyna obserwowanych uszkodzeń. W przypadku tym dodatkowym czynnikiem wywołującym nadmierny skurcz było zmniejszenie w stosunku do wytycznych projektu ilości zbrojenia rozproszonego, podczas gdy w założeniu wykonywano posadzkę bezspoinową. Dodatkowa siatka spękań w warstwie wierzchniej posadzki ma inną przyczynę powstania, i zostanie zaznaczona w jednym z dalszych rozdziałów.
Rys. 5. Pęknięcie posadzki wywołane skurczem plastycznym w związku z brakiem izolacji
poziomej oraz niezgodnym z projektem wykonaniem mieszanki betonowej
44
5. Wpływ czynników kształtujących właściwości betonu na jakość posadzki betonowej
5.1. Skład mieszanki betonowej
Zwykło się przyjmować, że w przypadku betonu na posadzkę wskaźnik W/C≤ 0,55 przy ilości cementu nie większej niż 350 kg/m3. Tak ustawione parametry mają na celu skuteczne ograniczenie skurczu betonu. Właściwości dostępnych na rynku cementów, jak również parametry mieszanki betonowej sprawiają, że betony o tak sprecyzowanej „specyfice” uzyskują zdecydowanie wyższą wytrzymałość, niż w projektach wykonawczych przyjmują projektanci, i zwykle spełniają wymagania przewidziane dla klasy C30/37 (średnia wytrzymałość na ściskanie wynosi ponad 40 MPa). Opisanie właściwości betonu przeznaczonego do wykonania posadzki jedynie parametrem określającym klasę wytrzymałości może w niektórych przypadkach skutkować wystąpieniem na niej wad. Nie ma bowiem wówczas pewności, że wykonawca weźmie pod uwagę parametry mające na celu ograniczenie skurczu płyty betonowej, poprzez wykonanie mieszanki o niewspółmiernie niższym wskaźniku W/C, niż to konieczne dla uzyskania projektowanej klasy wytrzymałości betonu.
Uzyskanie odpowiednio niskiego wskaźnika W/C okazuje się trudne także dla większych producentów betonu, np. gdy węzły nie posiadają stałej obsługi laboratoryjnej, a szczególnie własnego laboratorium. Praktyka autora pokazuje, że tylko część producentów betonu ustala parametry składu mieszanki betonowej w laboratorium, lub podejmuje inne kroki dla sprawdzenia, czy wymóg uzyskania ustalonego wskaźnika W/C został osiągnięty. Jest to niezwykle istotne, gdy realizacja dotyczy posadzki bezspoinowej na bazie fibrobetonu, dla której zaleca się uzyskanie wskaźnika W/C poniżej 0,5, a nawet 0,47. Dodatkowa trudność uzyskania omawianych tu parametrów mieszanki betonowej ma związek z wymaganiem przez firmy wykonawcze stosunkowo wysokiej klasy konsystencji, nawet S4 w sytuacji, gdy mieszanka zawiera kilkadziesiąt kilogramów smukłych włókien stalowych w każdym metrze sześciennym. To wymaga doboru odpowiednich domieszek upłynniających, które pozwalają na uzyskanie wymaganych parametrów, ale nie powodują sedymentacji składników, ani nie wpływają w sposób istotny na właściwości reologiczne zaczynu, a także wypływania na powierzchnię płyty niezwiązanej domieszki. Pojawienie się choćby jednego z tych elementów, niepożądanych dla właściwości mieszanki betonowej, może skutkować zasadniczo problem z uzyskaniem właściwego połączenia płyty posadzki betonowej z warstwą utwardzającą. Bywa, co dla niektórych producentów betonu jest trudne do przyjęcia, że firmy wykonawcze narzucają określoną domieszkę oraz sposób jej dozowania, dbając wyłącznie o zminimalizowanie potencjalnych zagrożeń dla jakości wykonywanej posadzki.
5.2. Składniki mieszanki betonowej
Do wykonania płyty betonowej lub fibrobetonowej posadzki zaleca się najczęściej stosowanie cementu CEM I. W wielu przypadkach wynika to z konieczności odniesienia się do zaleceń producenta suchej posypki utwardzającej, której właściwe parametry użytkowe mogą być uzyskane jedynie po zastosowaniu cementu charakteryzującego się stosunkowo szybkim przyrostem wytrzymałości. W ten sposób uzyskuje się zminimalizowanie różnic cech wytrzymałościowych połączonych „na mokro” materiałów
45

oraz wyeliminowanie między nimi naprężeń, które mogą przyczynić się do odspojenia warstwy utwardzającej.
Wykonywanie posadzek w warunkach wysokiej temperatury otoczenia, w okresie od czerwca do sierpnia, przy zastosowaniu do wykonania płyty betonowej cementu portlandzkiego bez dodatków, w znacznym stopniu utrudnia przeprowadzenie wszystkich operacji technologicznych związanych z wykończeniem powierzchni posadzki w technologii zacierania. Wynika to oczywiście ze skrócenia przedziałów czasowych, w których należy przeprowadzić określone czynności technologiczne układania, zagęszczania, poziomowania i zacierania posadzki betonowej. W tak trudnych warunkach część wykonawców posadzek prowadzi prace wyłącznie w nocy, zapewniając sobie np. szybki i regularny transport mieszanki betonowej przy niższej temperaturze otoczenia i samej mieszanki. Często spotyka się stosowanie w tym okresie domieszek opóźniających wiązanie, jak również stosowanie innego rodzaju cementu, jak CEM II/B-S lub CEM III/A. Stosowanie suchych posypek utwardzających lub jastrychów na mokro wymaga jednak sprawdzenia, czy układ spoiwo w płycie betonowej - spoiwo w suchej mieszance, będzie wystarczająco kompatybilny. Znaczne zróżnicowanie właściwości obu tych materiałów może się przyczynić do wystąpienia sytuacji powstania cienkiej sztywnej warstwy zatartej posypki na warstwie wolno twardniejącego betonu. Taka sytuacja o dużym zróżnicowaniu wytrzymałości części utwardzającej w stosunku do betonu w warstwie konstrukcyjnej skutkuje bądź odspojeniem warstwy wierzchniej w krótkim czasie po rozpoczęciu właściwej, bądź wystąpieniem w niej charakterystycznej siatki spękań, lub obu efektów równocześnie, nawet przy niepełnym obciążeniu eksploatacyjnym (rys. 5).
Ważne jest aby w przypadku, gdy zdecydowano się na zastosowanie cementu CEM III/A, dokładnie zweryfikować możliwość uzyskania wskaźnika W/C. Doświadczenia własne autora wielokrotnie pokazały, że przy danych domieszkach upłynniających, zadanym maksymalnym zakresie dozowania, pozwalającym uniknąć sedymentacji mieszanki betonowej oraz maksymalnej zawartości cementu i zadanej konsystencji, uzyskanie zadanego niskiego wskaźnika W/C staje się praktycznie niemożliwe. Najczęściej ma to związek z niewspółmiernie wyższą wodożądnością cementu CEM III/A w odniesieniu do cementu CEM I.
Bywa, że beton na posadzkę jest wykonywany na mieszance z dodatkiem popiołu lotnego. Niektórzy autorzy łączą ten fakt z uszkodzeniami posadzki w postaci odprysków zakładając, że ma to związek ze wzbogaceniem w popiół zaczynu cementowego wypływającego w czasie zagęszczania na powierzchnię [1]. Ponieważ obecność popiołu lotnego opóźnia twardnienie cementu, można ten fakt traktować jako równie istotny dla wytłumaczenia braku właściwego połączenia betonu z warstwą utwardzającą.
Znane są także praktyczne realizacje związane z utwardzaniem posadzki betonowej, gdy rodzaj cementu w mieszance mineralnej środka utwardzającego jest tego samego rodzaju i pochodzenia jak cement użyty do wytworzenia mieszanki betonowej. Takie zestawienie jest możliwe jeśli nie stosuje się gotowych mieszanek do utwardzenia posadzki, a jedynie półprodukty – mieszanki wypełniaczy, które mieszane są na budowie bezpośrednio przed ich „rozścieleniem” na twardniejącej płycie betonowej.
Wypełniaczem mieszanki betonowej są kruszywa o uziarnieniu do 16 mm, przy punkcie piaskowym na poziomie około 35%. Stosowanie kruszyw o nieustalonych w sposób właściwy parametrach może doprowadzić do zmiany krzywej uziarnienia mieszanki kruszyw i uzyskanie w ten sposób niekontrolowanego wzrostu wodożądności mieszanki betonowej. W praktyce przeniesie się to na wzrost wskaźnika wodno-
46

cementowego i zasadniczy wzrost skurczu płyty betonowej. Na rysunku 6 przedstawiono efekt spowodowany zastosowaniem kruszywa o zmiennym uziarnieniu, z tendencją do nagłego wzrostu punktu piaskowego mieszaniny kruszyw. Brak kontroli nad tą cechą spowodowało przy utrzymywaniu stałej konsystencji wzrost wskaźnika W/C w związku ze wzrostem powierzchni właściwej kruszywa. Płyta była wykonana w technologii fibrobetonu utwardzanego posypką mineralną, na której wykonano dylatacje pozorne, a na spodniej warstwie płyty w sposób właściwy ułożono folię.
Rys. 6. Pęknięcia posadzki wywołane skurczem w związku ze wzrostem wskaźnika W/C – jako efektem wzrostu punktu piaskowego mieszaniny kruszywa; po stronie prawej rysunku
uziarnienie betonu wraz z rysą skurczową widoczne na próbce rdzeniowej średnicy 140 mm
Zaleca się, aby w realizacji posadzek przemysłowych praktycznie nie stosować
kruszyw o uziarnieniu powyżej 16 mm. Uzyskuje się dzięki temu zmniejszenie niebezpieczeństwa utraty przyczepności warstwy utwardzającej do podłoża. Jednak wykonywanie posadzek bezspoinowych w technologii fibrobetonu, jako alternatywy dla posadzek z betonem sprężonym lub betonem ekspansywnym [7,8] wymaga dla ograniczenia spoiwa i zarazem skurczu zwiększenia wymiaru maksymalnych ziaren kruszywa. Należy jednak w sytuacji takiej pamiętać o tym, aby kruszywo to charakteryzowało się bardzo niską zawartością pyłów, szczególnie mających tendencję do przywierania do powierzchni jego ziaren (np. pyły węglanowe, zanieczyszczenia ilaste). W przeciwnym wypadku eksploatacja posadzki, szczególnie z zastosowaniem utwardzenia powierzchniowego, powoduje szybką jej degradację na skutek odklejania się warstwy utwardzającej od powierzchni dużych zabrudzonych ziaren kruszywa (rys. 7).
47

Rys. 7. Odspojenia warstwy utwardzającej od powierzchni płyty betonowej, jako efekt
zanieczyszczenia kruszywa pyłami (na zamieszczonym zdjęciu powierzchnia ziaren kruszywa po odczyszczeniu)
5.3. Jakość materiałów do powierzchniowego utwardzania i pielęgnacji posadzki
Do powierzchniowego utwardzania powierzchni posadzki stosuje się, jak już
wspomniano, mieszanki wypełniaczy trudnościeralnych i o dużej twardości zawierających spoiwo cementowe z domieszkami. Uzyskanie niższej ścieralności próbuje się uzyskać w niektórych rozwiązaniach w oparciu o wprowadzenie do składu wypełniacza składników innych niż kruszywa kwarcowe. Powszechnie stosuje się materiały otrzymywane syntetycznie, charakteryzujące się pokrojem ostrokrawędzistym lub np. kruszywa metaliczne. W czasie eksploatacji dodatki do kruszywa będą nadawać posadzce odpowiednią szorstkość i przyczepność. Należy jednak mieć na uwadze, że np. kruszywa syntetyczne należą do materiałów, które raczej rzadko wykazują zwilżalność powierzchni wodą. To sprawia, że jego zbyt duży udział w masie wypełniacza lub zbyt wysoki stopień rozdrobnienia w efekcie wpływa na obniżenie parametrów wytrzymałości powierzchni posadzki, jako efekt braku, poza fizyczną stroną, wiązania kruszywo-zaczyn. Bardzo często efektem nadmiernej ilości tego dodatku jest odklejanie się od powierzchni jego ziaren zaczynu cementowego już w początkowym okresie eksploatacji, co zdecydowanie nasila się w przypadku eksploatacji hali nie poddawanej regularnemu zmywaniu zabrudzeń użytkowych. Zdarza się także, że i sposób wykonania może mieć wpływ na szybkość złuszczania się posypki, np. gdy warstwa utwardzającego materiału została nasączona wilgocią zawierającą zbyt dużą ilość domieszek plastyfikujących lub upłynniających. Także sposób eksploatacji, związany na przykład z okresowymi zabrudzeniami czynnikami o odczynie kwaśnym, po pewnym okresie eksploatacji staje się przyczyną tego typu uszkodzeń. Przykład niedostatecznej przyczepności zaczynu do kruszywa syntetycznego o dużej twardości przedstawiono na rysunku 8.
48

Rys. 8. Odspojenie zaczynu cementowego od powierzchni wypełniacza o niezwilżalnej
powierzchni Czynnikiem kształtującym także jakość powierzchni utwardzonej może być rodzaj
zastosowanego preparatu do powierzchniowej impregnacji i/lub utwardzania. Impregnacja powierzchniowa jest konieczna z uwagi na zatrzymywanie wilgoci w betonie przynajmniej na czas twardnienia i tym samym opóźnienie występowania skurczu płyty betonowej do czasu, gdy posiada ona odpowiednio wysokie cechy wytrzymałościowe, jak również efektywnie współpracuje z zastosowanym zbrojeniem. Preparaty utwardzające, wprowadzające w powierzchniową warstwę posadzki aktywne składniki, które wiążą w fazy żelowe produkt hydratacji cementu – Ca(OH)2, nadają także powierzchni zdecydowanie większą szczelność. Jednak poprzez nadmierne utwardzenie warstwy utwardzającej, może w pewnych przypadkach dojść do sytuacji powstania bardzo wytrzymałej i zarazem kruchej warstwy na miękkim, nie utwardzonym podłożu, co sprzyja zarysowaniu powierzchni posadzki, jak również w pewnych warunkach jej odklejaniu od płyty betonowej.
5.4. Wykonawstwo posadzki Wiele przyczyn uszkodzeń posadzki ma związek z niewłaściwym wykonaniem niektórych prac podczas realizacji posadzki. Ponieważ w warunkach budowy najczęściej trudno jednoznacznie określić przyczyny powstałych uszkodzeń, dlatego też w pierwszej kolejności wskazuje się na możliwość popełnienia błędów podczas realizacji posadzki. I faktycznie, pewna część uszkodzeń posadzek ma związek bezpośrednio z ich wykonawstwem. Zdarza się dość często, że przyczyn obserwowanych uszkodzeń jest więcej niż jedna tak, że trudno jednoznacznie określić wagę każdej z osobna, co jest niezwykle istotne gdy dotyczy wykonawcy i jego dostawców. Podczas realizacji posadzek ze zbrojeniem klasycznym w postaci siatki wkładanej w zagęszczaną mieszankę zbrojeniową najczęściej pojawia się problem uzyskania właściwego umieszczenia w przekroju płyty prętów zbrojeniowych. Właściwie umieszczone zbrojenie klasyczne powinno znajdować się w odległości około 30 mm od górnej powierzchni oraz mniej więcej w tej samej odległości od powierzchni dolnej. Siatka zbrojeniowa nie zabezpiecza przed skurczem plastycznym, w związku z czym zaleca się stosowanie włókien sztucznych dla uniknięcia pojawienia się rys tego typu. Zabezpiecza
49

ona jednak w zadowalającym stopniu przed efektami skurczu wywołanego hydratacją i utratą wilgoci przez stwardniały beton, gdy spełnia on wymagania odnośnie składu. Niewłaściwe zamocowanie bądź umieszczenie zbrojenia w odległości znacznie większej od powierzchni górnej posadzki niż przewidywane 30 mm może wywołać już skurcz, prowadzący do powstania pęknięć. Na rysunku 9 przedstawiono nietypową realizację płyty betonowej ze zbrojeniem siatką niewłaściwie zamocowaną na posadzce bezdylatacyjnej o powierzchni około 1000 m2 każdego pola roboczego.
Rys. 9. Zakończona niepowodzeniem próba realizacji posadzki w układzie
bezdylatacyjnym z betonem nie zawierającym włókien, a siatkę zbrojeniową umieszczona w zbyt dużej odległości od powierzchni górnej posadzki
Często w trakcie realizacji posadzki zdarzają się pewne trudności w ocenie stanu
betonu odnośnie jego odpowiedniości do nanoszenia materiału utwardzającego. Zbyt późne rozpoczęcie prac z nakładaniem materiału utwardzającego skutkuje brakiem możliwości wytworzenia się trwałego połączenia warstwy utwardzanej z płytą posadzki. W ciągu kilku tygodni od wykonania, uderzenie powierzchni posadzki młotkiem skutkuje wydobywaniem się z niej głuchego dźwięku świadczącego o braku przyczepności warstwy utwardzającej do płyty betonowej. Takie spóźnienie może być niezamierzone, związane z uszkodzeniem choćby jednego urządzenia do zacierania. Ponieważ rozpoczętych prac nie da się już przerwać, w związku z czym mniejszy stan urządzeń do dyspozycji może być przyczyną wydłużenia prac nad wykończeniem posadzki, a zatem wystąpieniem miejsc, które poddano obróbce zbyt późno, gdy beton w płycie był stwardniały w zbyt dużym stopniu. Często nie uzyskuje się wówczas odpowiedniej gładkości powierzchni posadzki. Szorstka powierzchnia charakteryzuje się wówczas skłonnością do nadmiernego zabrudzenia oraz w stopniu znaczącym wpływa na zużycie kół np. wózków widłowych [9].
Zdarza się także, że właściwie wykończona powierzchnia posadzki jest uszkodzona przez ekipę wykonawczą na etapie usuwania sprzętu do zacierania z powierzchni. Jeśli z jakiegoś powodu, np. niestabilna konsystencja mieszanki betonowej, prace z zacieraniem nie będą przebiegały frontem zgodnym z dostawą mieszanki betonowej, wówczas może się zdarzyć, że proces zacierania zakończy się na takim polu nieco później niż na polach zewnętrznych. Nieprzewiezienie zacieraczki np. samobieżnej, a przejechanie nią przez powierzchnię już wykończoną, może spowodować zarysowania, które znacznie się uwydatnią po ich zabrudzeniu na etapie eksploatacji.
50

Literatura [1] Latoszek P., Powierzchniowo utwardzane monolityczne nawierzchnie przemysłowe
z fibrobetonów. Materiały Konferencji Dni Betonu, Tradycja i Nowoczesność, s. 727-734, Wisła, 2004.
[2] Industrial floors. Building materials. Informacje techniczne o produktach firmy Panbex.
[3] Mierzwa J. Zasady projektowania posadzek przemysłowych na gruncie. Materiały Budowlane 9, s.7-9 (2000).
[4] Sękowski J. Przygotowanie gruntu pod posadzki. Materiały Budowlane 9, s.12-17 (2000).
[5] Czarnecki L., Rydz Z., Przegląd posadzek przemysłowych. Materiały Budowlane 9, s.2-6 (2000).
[6] Materiały reklamowe i techniczne producentów i dystrybutorów włókien do betonu: CBP „ALCOR”, BEKAERT,
[7] Król M., Konstrukcje posadzek przemysłowych o dużych powierzchniach bezdylatacyjnych. Materiały Budowlane 9, s.20-24 (2000).
[8] Masłowski D., Betonowe, bezdylatacyjne posadzki aktywnie zbrojone. Materiały Konferencji Dni Betonu, Tradycja i Nowoczesność, s. 773-781, Wisła, 2004.
[9] Czarnecki L. Skwara J., Uszkodzenia i naprawy posadzek przemysłowych. Materiały Budowlane 9, s.74-80 (2000).
REALIZATION OF INDUSTRIAL FLOORS MADE OF FIBERS REINFORCED CONCRETE
Summary Usage of fiber – reinforced concrete is a way to make floors of different destinations and different surface layer finishing. It is main part which is responsible for both static and dynamic forces transmission into the ground. Fiber – reinforced concrete floors are effective alternative for concrete slabs reinforced with steel reinforcement fabric. It can be used in construction of jointless floors of the surface up to 1000 m2. Although the fiber – reinforced concrete floors technology is widely known and used, there are still some cases where mistakes are made both on design as well as on construction stage. If serious mistakes are made during fiber – reinforced concrete floor construction, the costs of reconditioning may be very high, even higher than costs of proper realization, especially in case when aesthetic aspects are important (e.g. floor in supermarkets). In present paper some aspects of fiber – reinforced concrete floor realization are discussed. If those aspects are taken into consideration, the number of failures can be reduced.
51

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Maria Kaszyńska1
TENDENCJE ROZWOJOWE BETONÓW SAMOZAGĘSZCZALNYCH –WYMAGANIA I BADANIA
1. Wprowadzenie
Betony samozagęszczalne nazywane najbardziej rewolucyjnym osiągnięciem w technologii betonu w ostatniej dekadzie są coraz powszechniej stosowane w większości krajów na świecie. Od pierwszych zastosowań w Japonii minęło już ponad 15 lat. Aktualnie betony samozagęszczalne stosowane są z dużym powodzeniem zarówno w prefabrykacji, jak też jako beton towarowy a także do napraw istniejących konstrukcji, szczególnie mostów, tuneli, garaży podziemnych, ścianek szczelnych itp. Przykładem rozwoju technologii betonów samozagęszczalnych może być niesamowity wzrost ich zużycia w ostatnich latach w USA gdzie do prefabrykacji użyto w 2000 roku 135.000 m3 betonu a w 2003 roku już 1,8 miliona m3 betonu [1]. Oprócz zwykłych betonów samozagęszczalnych stosuje się już wysokowartościowe betony samozagęszczalne, wysokowartościowe fibrobetony samozagęszczalne, czy też prowadzone są prace badawcze dotyczące lekkich betonów samozagęszczalnych. Początkowe doświadczenia i zalecenia dotyczące projektowania, otrzymywania i zastosowania tych betonów, różne w poszczególnych krajach, zostały zweryfikowane i doprowadziły do opracowania specjalnych wytycznych, w Europie „The European Guidelines for Self-Compacting Concrete” [10] a w USA raportu ACI 237R-07 „Self-Consolidaiting Concrete” [1] i norm ASTM dotyczących metodyki badań [2], [3]. W tych opracowaniach ujednolicono i poszerzono kryteria uznawania mieszanek za samozagęszczalne na podstawie przeprowadzanych testów doświadczalnych oraz wprowadzono dodatkowe metody badań szczególnie oceny segregacji betonu.
Rozróżnia się trzy podejścia przy oborze składników mieszanki betonowej a przez to jakby trzy rodzaje betonów samozagęszczalnych: pyłowy (powder type), z dodatkiem stabilizatora (viscosity agent type) oraz kombinowany (combination type). Jeszcze kilka lat temu dominował beton samozagęszczalny o niskim w/c, dużej zawartości frakcji pylastych i dużym dozowaniu superplastyfikatora tzw. „pyłowy” bazujący na japońskiej metodzie projektowania SCC. Aktualnie coraz częściej stosuje się beton dodatkowo z domieszką
1 Dr inż. Politechnika Szczecińska, al. Piastów 50, 70-311 Szczecin, [email protected]
53

VMA (viscosity modifying agent) zwiększającą lepkość mieszanki a przez to ją stabilizującą. Użycie środka stabilizującego ułatwia wykonanie mieszanki bez bleedingu i bez segregacji a właśnie z tym najczęściej były problemy. Niestety łączne stosowanie superplastyfikatora i domieszki stabilizującej a często jeszcze i domieszki napowietrzającej bardzo komplikuje proces projektowania składu i uzyskania odpowiednich właściwości mieszanki oraz utrzymania tych właściwości w wymaganym czasie potrzebnym na przetransportowanie mieszanki na plac budowy i jej ułożenie w konstrukcji. Ta zmiana podejścia została uwypuklona w europejskich wytycznych [10], w których wymagana urabialność i stabilność betonu samozagęszczalnego, definiowana jest nie przez trzy a przez cztery podstawowe właściwości: zdolność do płynięcia mieszanki i szczelnego wypełnienia form, wysoką lepkość wpływającą na stabilizacje mieszanki w czasie, zdolność do przepływu między prętami zbrojenia bez blokowania się grubego kruszywa, brak skłonności do segregacji i sedymentacji. Mieszanka tylko wtedy może być zaklasyfikowana jako samozagęszczalna, gdy wymagania odnośnie tych czterech cech są spełnione jednocześnie.
W referacie przedstawiono na podstawie literatury najnowsze osiągnięcia w dziedzinie technologii betonu samozagęszczalnego oraz omówiono najczęściej występujące problemy na podstawie przeprowadzonych badań własnych, [4,5,6,7]. Analizowano wpływ kompozycji spoiwa, domieszek chemicznych, proporcji kruszywa oraz temperatury dojrzewania na właściwości samozagęszczalne zaczynów, zapraw i mieszanek betonowych oraz na wytrzymałość na ściskanie betonów samozagęszczalnych.
2. Wymagania odnośnie właściwości i składu mieszanek samozagęszczalnych
Szczegółowe wymagania odnośnie właściwości mieszanki zależą od rodzaju konstrukcji, w której beton ma być użyty, jej kształtu, geometrii przekroju, ilości, wymiarów i rozmieszczenia zbrojenia, rodzaju sprzętu do układania betonu, sposobu betonowania i wykańczania. Projektując skład mieszanki zakłada się odpowiedni poziom samozagęszczalności scharakteryzowany klasami ustalonymi na podstawie testów doświadczalnych dotyczących podstawowych cech mieszanki.
Do oceny urabialności mieszanek samozagęszczalnych w praktyce stosowanych jest wiele specjalnych urządzeń i metod badawczych, na podstawie których ocenić można reologiczne właściwości zapraw i mieszanek a opracowane kryteria pozwalają na podstawie testów zaklasyfikować betony jako samozagęszczalne [1,10]. Odpowiednie testy do oceny czterech podstawowych właściwości mieszanek samozagęszczalnych przyjęte na podstawie wytycznych europejskich zestawiono w tablicy 1 wraz z przypisanymi im klasami: konsystencji, lepkości plastycznej, możliwości przepływu i segregacji.
Tablica 1. Podstawowe testy doświadczalne i odpowiadające im klasy, [10] Cecha Parametr pomiarowy Metoda Klasy
Rozpływ (Slump-Flow)
Maksymalna średnica rozpływu
Stożek Abramsa SF 1, SF 2, SF 3
Lepkość (Viscosity)
Czas rozpływu T500 Czas wypływu t
Stożek Abramsa V-funnel
VS 1, VS 2 VF 1, VF 2
Przepływ przez zbrojenie (Passing Ability)
Stosunek wysokości H2/H1
L-box PA 1, PA 2
Odporność na segregację (Segregation Resistance)
% mieszanki rozsegregowanej
Test przesiewu SR 1, SR 2
54

Klasa konsystencji (SF) jest rozróżniana na podstawie maksymalnej średnicy rozpływu mieszanki wypływającej ze stożka Abramsa. Klasa lepkości jest określana na podstawie czasu osiągnięcia średnicy rozpływu 500 mm (VS) lub w zależności od czasu wypływu z V-funnela (VF). Podstawą klasyfikacji przy ocenie możliwości przepływu mieszanki przez zbrojenie (PA) jest stosunku wysokości H2/H1 w badaniu L-box. Dla klasy PA1 stosunek H2/H1 ≥ 0,80 przy przepływie przez dwa pręty w L-boxie, a dla klasy PA2 stosunek H2/H1 ≥ 0,80 przy przepływie przez 3 pręty w L-boxie. Często stosowaną metodą badania właściwości samozagęszczalnych betonu jest stożek Abramsa w połączeniu z pierścieniem z prętów zbrojeniowych (metoda J-Ring), pozwalający ocenić rozpływ mieszanki oraz jej skłonność do blokowania grubego kruszywa. Do oceny samozagęszczalności w warunkach rozstawu prętów zbrojeniowych oraz zdolności mieszanki do samopoziomowania i skłonności do rozsegregowania i blokowania stosuje się również skrzynkę przelewową U-box, lub Kajima-box. Sposób wyznaczania powyższych parametrów oraz stosowany sprzęt jest już powszechnie znany więc nie będzie w referacie omawiany.
Uzyskanie mieszanek o odpowiedniej płynności, lepkości i dobrze się odpowietrzających nie jest aktualnie problemem, natomiast największe obawy budzi możliwość rozsegregowania się mieszanki podczas układania betonu a nawet już po ułożeniu ale jeszcze przed stwardnieniem. W ostatnich latach opracowano więc wiele różnych metod badań i oceny odporności mieszanki na segregację. Podstawą rozróżnienia klas segregacji (SR) według wytycznych europejskich jest test przesiewu, który w kraju jest jeszcze rzadko stosowany. W badaniu tym wyznacza się w procentach ilość mieszanki przechodzącej przez sito o otworach 5x5mm w stosunku do całkowitej ilości mieszanki przelewanej przez sito po uprzednim jej przetrzymaniu przez okres 15 minut w przykrytym pojemniku. Dla klasy SR 1 dopuszczalna segregacja wynosi ≤ 20% a dla klasy SR 2 ≤ 15%. Odporność na segregację jest najistotniejszym parametrem w przypadku mieszanek o rozpływie klasy SF3 (760-850mm) i/lub niskiej klasie lepkości lub jeśli warunki betonowania sprzyjają segregacji.
W tablicy 2 przedstawiono zalecane parametry dla poszczególnych klas właściwości betonów samozagęszczalnych w zależności od rodzaju konstrukcji, do której beton ma być użyty.
Tablica 2. Klasy właściwości betonów zalecane do poszczególnych zastosowań, [10] Maksymalny rozpływ
Lepkość plastyczna
SF 1 550-650 mm
SF 2 660-750 mm
SF 3 760-850mm
Odporność na segregację /Przepływ między zbrojeniem
VS 2 (T500>2s) VF 2 (t ≤ 8s)
Ustalone PA dla klas SF 1 i SF 2
VS 1 lub VS 2 VF 1 lub VF 2 lub ustalona
Ustalone SR dla klasy SF 3
VS 1 (T500≤2s) VF 1 (t= 9-25s)
Ustalone SR dla klasy SF 2 i SF 3
pochylnie
ściany i podpory
wysokie i smukłe
stropy i płyty
55

Zalecaną w USA metodą badania segregacji będącą odpowiednikiem europejskiego testu przesiewu jest kolumna segregacyjna. Jest to cylindryczna forma podzielona na 4 sekcje reprezentujące różne poziomy ułożonej w formie mieszanki. Mieszankę z górnej i dolnej sekcji przelewa się przez sito o oczku 4,75 mm przepłukując wodą a następnie waży kruszywo pozostałe na sicie i wyznacza się procent segregacji (S) z zależności:
S [%] = (CAB – CAT)/((CAB+CAT)/2) x 100 jeśli CAB>CAT
S [%] = 0 jeśli CAB<CAT gdzie: CAT – masa grubego kruszywa w górnej sekcji kolumny, CAB – masa grubego kruszywa w dolnej sekcji kolumny Wartość dopuszczalnego procentu segregacji nie jest ustalona jednoznacznie ale zakłada się, że segregacja do 10% jest dopuszczalna.
W zaleceniach amerykańskich jednym z podstawowych kryteriów oceny właściwości samozagęszczalnych mieszanki jest tzw. wskaźnik wizualnej stabilności VSI (Visual Stability Index) oceniający wizualnie, na podstawie rozpływu mieszanki wypływającej z stożka Abramsa, odporność betonu na segregację. Wskaźnik VSI jest bardzo przydatny przy ocenie stabilności mieszanek skłonnych do bleedingu, jednakże ocena zawsze jest subiektywna. Wprowadza się 4 klasy stabilności przedstawione w tablicy 3. Tablica 3. Wskaźnik wizualnej stabilności VSI oceny mieszanek samozagęszczalnych, [1] VSI Ocena mieszanki Kryteria
0 bardzo stabilna Brak oznak segregacji 1 Stabilna Nie ma otoczki zaprawy lub zgromadzonego stosu
kruszywa 2 Niestabilna Niewielkie ślady otoczki zaprawy (<10mm) lub
zgromadzonego kruszywa, lub jednego i drugiego. 3 bardzo niestabilna Wyraźna segregacja, oznaki dużej otoczki zaprawy
(>10mm) i stosu kruszywa w centrum rozpływu Mieszanka samozagęszczalna jest bardzo wrażliwa na niewielkie nawet zmiany
ilości i jakości składników oraz technologii wytwarzania, czasu mieszania, czasu transportu oraz sposobu układania. Stosuje się wiele metod projektowania składu mieszanek szeroko już omówionych w piśmiennictwie krajowym i zagranicznym. Wymagania przyjęte w poszczególnych krajach na bazie własnych doświadczeń znacznie się różnią, dlatego też występują duże rozbieżności i szerokie przedziały wartości zalecanych ilości składników w m3 betonu. Generalnie można stwierdzić, że w porównaniu do betonów tradycyjnie zagęszczanych charakteryzują się one niższą zawartością kruszywa grubego, większą zawartością zaczynu, niższym stosunkiem woda/pył, większym dozowaniem superplastyfikatora i ewentualnym dodatkiem domieszki stabilizującej. Typowy przedział zalecanych zawartości składników w mieszankach samozagęszczalnych przedstawiono w tablicy 4.
56
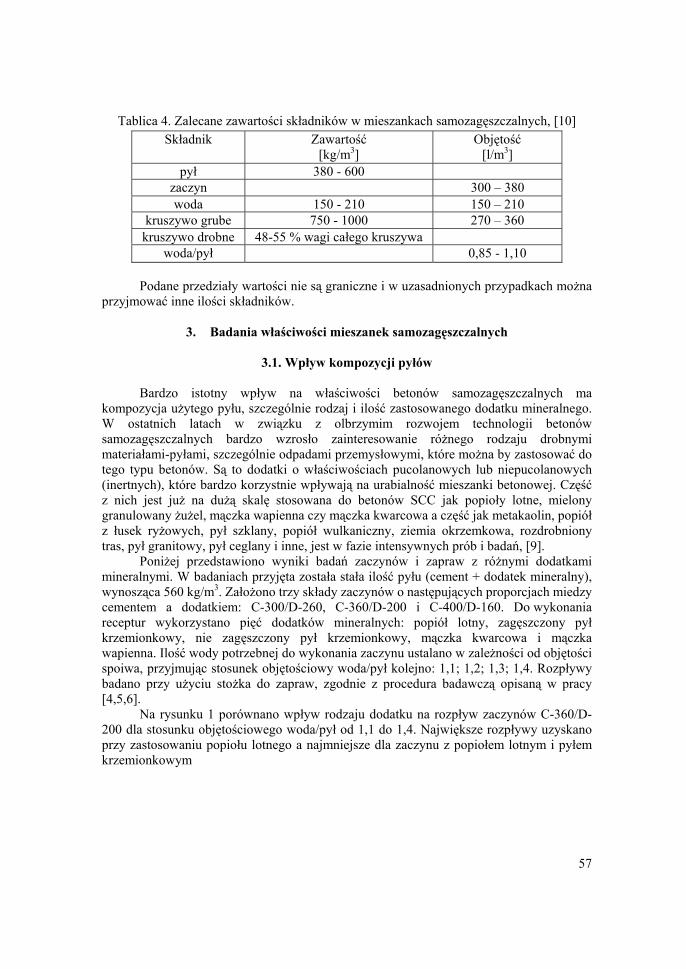
Tablica 4. Zalecane zawartości składników w mieszankach samozagęszczalnych, [10] Składnik Zawartość
[kg/m3] Objętość
[l/m3] pył 380 - 600
zaczyn 300 – 380 woda 150 - 210 150 – 210
kruszywo grube 750 - 1000 270 – 360 kruszywo drobne 48-55 % wagi całego kruszywa
woda/pył 0,85 - 1,10
Podane przedziały wartości nie są graniczne i w uzasadnionych przypadkach można przyjmować inne ilości składników.
3. Badania właściwości mieszanek samozagęszczalnych
3.1. Wpływ kompozycji pyłów
Bardzo istotny wpływ na właściwości betonów samozagęszczalnych ma kompozycja użytego pyłu, szczególnie rodzaj i ilość zastosowanego dodatku mineralnego. W ostatnich latach w związku z olbrzymim rozwojem technologii betonów samozagęszczalnych bardzo wzrosło zainteresowanie różnego rodzaju drobnymi materiałami-pyłami, szczególnie odpadami przemysłowymi, które można by zastosować do tego typu betonów. Są to dodatki o właściwościach pucolanowych lub niepucolanowych (inertnych), które bardzo korzystnie wpływają na urabialność mieszanki betonowej. Część z nich jest już na dużą skalę stosowana do betonów SCC jak popioły lotne, mielony granulowany żużel, mączka wapienna czy mączka kwarcowa a część jak metakaolin, popiół z łusek ryżowych, pył szklany, popiół wulkaniczny, ziemia okrzemkowa, rozdrobniony tras, pył granitowy, pył ceglany i inne, jest w fazie intensywnych prób i badań, [9].
Poniżej przedstawiono wyniki badań zaczynów i zapraw z różnymi dodatkami mineralnymi. W badaniach przyjęta została stała ilość pyłu (cement + dodatek mineralny), wynosząca 560 kg/m3. Założono trzy składy zaczynów o następujących proporcjach miedzy cementem a dodatkiem: C-300/D-260, C-360/D-200 i C-400/D-160. Do wykonania receptur wykorzystano pięć dodatków mineralnych: popiół lotny, zagęszczony pył krzemionkowy, nie zagęszczony pył krzemionkowy, mączka kwarcowa i mączka wapienna. Ilość wody potrzebnej do wykonania zaczynu ustalano w zależności od objętości spoiwa, przyjmując stosunek objętościowy woda/pył kolejno: 1,1; 1,2; 1,3; 1,4. Rozpływy badano przy użyciu stożka do zapraw, zgodnie z procedura badawczą opisaną w pracy [4,5,6].
Na rysunku 1 porównano wpływ rodzaju dodatku na rozpływ zaczynów C-360/D-200 dla stosunku objętościowego woda/pył od 1,1 do 1,4. Największe rozpływy uzyskano przy zastosowaniu popiołu lotnego a najmniejsze dla zaczynu z popiołem lotnym i pyłem krzemionkowym
57

CEMENT CEM I 42,5R
CEMENT 52,5R
11,11,21,31,41,5
0,0 2,0 4,0 6,0 8,0
Γ
w/p
popiół lotny
mączka wapienna
mączka kwarcowa
popiół lotny + pyłkrzemionkowy
11,11,21,31,41,5
0,0 2,0 4,0 6,0 8,0
Γ
w/p
popiół lotny
mączka kwarcowa
mączka wapienna
popiół lotny + pyłkrzemionkowy
Rys.1. Porównanie wpływu dodatku mineralnego na rozpływ zaczynów
Jeszcze większy wpływ na właściwości mieszanek samozagęszczalnych ma ilość i rodzaj zastosowanych domieszek. Na rys.2 porównano wpływ ilości i rodzaju superplastyfikatora na średnicę rozpływu zapraw o tym samym składzie ilościowym lecz różniących się rodzajem dodatku mineralnego
58

POPIÓŁ LOTNY
24,8
29,5
25,926,2
,4
1,1%1,2%1,3%1,4%
1,8%1,9%
24,0 25,0 26,0 27,0 28,0 ,0 30,0 31,0 32,0rozpływ [cm
ilość
MĄCZKA WAPIENNA
25,226,0
,4
27,227,3
27,828,5
1,3%1,4%1,5%1,6%
4,0rozpływ [cm]
ilość
sp [%
] 27
26,01,2%
28,828,51,7%1,8%
1,1%2 25,0 26,0 27,0 28,0 29,0 30,0
Sika ViscoCrete 3Glenium Ace 30
25,526,7
28,829,4
1,5%1,6%
sp [%
28,0 30,11,7%]
28
29]
Sika viscoCrete 3Glenium Ace 30
POPIÓŁ LOTNY + PYŁ KRZEMIONKOWY
22,2
23,6
26,5
25,3
27,4
28,4
1,3%
1,4%
1,5%
1,7%
1,8%
22 23 24 25 26 27 28 29rozpływ [cm]
ilość
sp]
24,91,6% [%
26
Sika ViscoCrete 3Glenium Ace 30
Rys.2. Rozpływy zapraw z różnymi superplastyfikatorami Badania wykazały, że superplastyfikator Glenium ACE 30 upłynnia mieszanki bardziej niż Sika Viscocrete 3 niezależnie od rodzaju dodatku mineralnego, dlatego nie można stosować zamiennie różnych superplastyfikatorów przy wcześniej ustalonej recepturze mieszanki.
59

3.2. Ocena stabilności mieszanki
Problem stabilności mieszanki i jej odporności na segregację w czasie całego procesu wykonania, transportu i układania budzi najwięcej kontrowersji. Na rys 3. przedstawiono przykładowe mieszanki, które w wyniku niewłaściwego doboru składników uległy rozsegregowaniu. Wyraźnie widoczne jest nagromadzenie kruszywa w centrum rozpłyniętej mieszanki a także wyciek na krawędzi rozpłyniętej mieszanki. W takim przypadku wskaźnik VSI = 3, mieszanka charakteryzuje się dużą niestabilnością.
Rys. 3. Przykłady rozsegregowanej mieszanki Bardzo przydatnym badaniem pozwalającym ocenić czy beton nie uległ rozsegregowaniu w czasie jest przecięcie próbki i ocena wizualna rozkładu grubego kruszywa w próbce. Na
60

rys. 4 porównano przekroje próbek lekkiego betonu samozagęszczalnego rozsegregowanego i dobrze zagęszczonego.
Rys. 4. Przykład betonu rozsegregowanego i dobrze zagęszczonego
3.3. Wpływ temperatury
Temperatura ma istotny wpływ na właściwości reologiczne mieszanek samozagęszczalnych oraz dojrzałych betonów. Analizowano wpływ temperatury początkowej mieszanki betonowej oraz temperatury przetrzymywania przez okres symulujący transport mieszanki na budowę oraz wpływ temperatury wywołanej ciepłem hydratacji w masywie betonowym. Przyjęto temperaturę początkową mieszanki: 10, 15, 20 i 30 0C a temperaturę przetrzymywania mieszanki 5, 15, 20, 25 i 30 0C. Rozpływ mieszanki badano po 10, 50, 80 i 110 minutach. Składy analizowanych mieszanek zestawiono w tablicy 5 a przyjęte cykle temperatury w tablicy 6.
Tablica 5. Skład mieszanek samozagęszczalnych
Kruszywo[kg/m3] Beton
Cement [kg/m3]
Popiół [kg/m3]
Woda [dm3/m3]
Sp [dm3/m3]
0-2 2-8 8-16
W/C
(W+Sp)/ (C+FA)
M3 360 200 150 11.2 749 458 458 0.42 0.29 M5 450 110 155 8.4 686 515 515 0.34 0.29
Tablica 5. Przyjęte cykle temperatury dla badanych mieszanek Mieszanka I II II IV V VI
Temp.Początkowa [0C] 10 15 20 20 25 30 Temp. Otoczenia [0C] 5 15 20 15 20 30
Na rysunku 5 pokazano jak zmieniały się rozpływy w czasie dla poszczególnych mieszanek wykonywanych i przetrzymywanych w różnych temperaturach. Badania wykazały, że mieszanki wykonane i przetrzymywane w temperaturze do 250C utrzymały swoje właściwości samozagęszczalne przez okres 110 minut. Natomiast mieszanka wykonana i przechowywana w temperaturze 300C aby uzyskać podobne rozpływy i czasy przepływu
61

musiała być wykonana z większa zawartością superplastyfikatora. Rozpływ mieszanki M5 zmniejsza się szybciej niż mieszanki M3, która zawiera więcej popiołu lotnego. Po 110 minutach przetrzymywania w wyższej temperaturze mieszanka M5 charakteryzuje się mniejszą średnicą maksymalnego rozpływu i odpowiednio dłuższym czasem wypływu z V-funnela. Problemy te są niezwykle istotne w okresie letnim, przy transporcie mieszanki na znaczne odległości.
Mieszanka 3
680
700
720
740
760
780
800
0 20 40 60 80 100 120Czas [min]
Roz
pływ
[mm
]
IIIIII
IVV
Mieszanka 5
680
700
720
740
760
780
800
0 20 40 60 80 100 120Czas [min]
Roz
pływ
[mm
]
IIIIIIIVV
Rys.5. Rozpływ mieszanek w zależności od temperatury początkowej i otoczenia
62

3.4. Podsumowanie W referacie zasygnalizowano najczęstsze problemy występujące przy
projektowaniu, wykonywaniu i układaniu betonów samozagęszczalnych. Technologia ta nadal jest bardzo rozwijana i udoskonalana. Coraz częściej betony modyfikuje się całą gamą domieszek chemicznych nie tylko upłynniający i stabilizujących ale napowietrzających, opóźniających twardnienie i innych. Niezwykle istotną sprawą jest odpowiednie napowietrzenie mieszanek z uwagi na wymaganą mrozoodporność. Długotrwałe mieszanie powoduję jednak inne niekorzystne zjawisko, beton „łapie” powietrze i w mieszance występują duże pory powietrzne.
Zalety tych betonów są jednak niepodważalne, dlatego wykonuje się już betony samozagęszczalne z włóknami a również lekkie betony samozagęszczalne. Otrzymanie lekkiego betonu samozagęszczalnego mimo posiadanego już dużego doświadczenia z otrzymywaniem dobrych betonów samozagęszczalnych nastręcza sporo problemów. Duża dynamika nasiąkliwości kruszywa lekkiego wynikająca z jego porowatej struktury stanowi znaczący problem przy komponowaniu mieszanek. Absorpcja wody przez pory lekkiego kruszywa może prowadzić do utraty samozagęszczalnych właściwości tych betonów. Z powodu znacznej różnicy pomiędzy gęstościami objętościowymi kruszywa lekkiego i otaczającej go matrycy cementowej kruszywo grube ma tendencje do wypływania na powierzchnię jeśli tylko zaczyn cementowy nie ma odpowiedniej lepkości, a co się z tym wiąże betony te wykazują jeszcze większą skłonność do segregacji składników niż w przypadku betonów samozagęszczalnych o normalnej gęstości, dla których zjawisko to jest jednym z głównych problemów w uzyskaniu wymaganych właściwości, [8].
Literatura [1] ACI 237R-07 – Self-Consolidating Concrete [2] ASTM C1611/C 1611M-05 Standard Test Method for Slump Flow of Self
Consolidating Concrete. [3] ASTM C1621/C 1621M-06 Standard Test Method for Passing Ability of Self-
Consolidating Concrete by J-Ring [4] Kaszyńska M.: Beton samozagęszczalny – rozwój technologii i wyniki badań –
Konferencja „Dni Betonu” – Tradycja i nowoczesność. Wisła 11-13.10.2004. [5] Kaszyńska M.: Self-Consolidating Concrete for Repair of Bridges – Journal of the
Transportation Research Board CD 11-S, 6th International Bridge Engineering Conference. Reliability, Security, and Sustainability in Bridge Engineering. Boston, Massachusetts, USA, lipiec, 2005,
[6] Kaszyńska M.: Early Age Properties of SCC, Combining the Second North American Conference on the Design and Use of Self-Consolidating Concrete and the Fourth International RILEM Symposium on Self-Compacting Concrete. Chicago, USA,2005.
[7] Kaszyńska M.: Effect of Temperature on Properties of Fresh Self-Consolidating Concrete –Archiwum Inżynierii Lądowej LII, 2, 2006, s.277- 287
[8] Kaszyńska M.: Lekkie betony wysokowartościowe samozagęszczalne – badania i ocena możliwości ich wykonywania. Inżynieria i Budownictwo 5/2007
[9] Rodriguez de Sensale G., Sabalsagaray B.S., Cabrera J., Marziotte L., Romay C.: Characterization of local fillers. The Second North America Conference On The
63

design And Use of Self – Compacting Concrete and Fourth International RILEM Symposium on Self – Compacting Concrete, 2005.
[10] The European Guidelines for Self-Compacting Concrete. Specifications, Production and Use, 2005.
NEW TRENDS IN SELF-CONSOLIDATING CONCRETE TECHNOLOGY - REQUIREMENTS AND RESEARCH
Summary The paper presents recent developments in the area of self-consolidating concrete technology and problems that have to be addressed, based on literature and author's testing results. The analysis includes the effect of binder composition, chemical admixtures, aggregate gradation and curing temperature on self-consolidating properties of the paste, mortar and concrete mix as well as on compressive strength of self-consolidating concrete. Artykuł opracowano w ramach Projektu Badawczego Ministerstwa Nauki i Szkolnictwa Wyższego nr 4 T07E 003 30.
64

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
__________________________________________________________________________ Gliwice 2007
Jacek GOŁASZEWSKI1
OBJĘTOŚĆ ZACZYNU CEMENTOWEGO W MIESZANCE
A REOLOGICZNE EFEKTY DZIAŁANIA SUPERPLASTYFIKATORÓW
1. Wprowadzenie
Stosowanie superplastyfikatorów pozwala na produkcję urabialnych mieszanek o małym w/c, co pozwala na otrzymywanie zapraw i betonów wysokowartościowych. Efektywne stosowanie superplastyfikatorów wymaga stworzenia możliwie szczegółowej bazy danych o ich wpływie na parametry reologiczne zapraw i mieszanek betonowych w zależności od czynników materiałowych tzn. właściwości składników i składu mieszanki oraz od czynników technologicznych [1-3].
Dotychczasowe badania dowodzą, że właściwości reologiczne zapraw i mieszanek betonowych mogą być wystarczająco dokładnie opisane za pomocą reologicznego równania stanu ciała Binghama o postaci:
τ = τo+γ ηpl (1) .
gdzie: τ (Pa) jest naprężeniem stycznym przy prędkości ścinania γ (1/s), a τo (Pa) i ηpl (Pas) oznaczają odpowiednio granicę płynięcia i lepkość plastyczną [4-10]. Granica płynięcia określa wielkość obciążenia koniecznego do wywołania płynięcia mieszanki. Z chwilą gdy naprężenia styczne przekroczą granicę płynięcia następuje płynięcie mieszanki, a opór płynięcia zależy od lepkości plastycznej; im większa jest lepkość plastyczna mieszanki tym mniejsza będzie prędkość jej płynięcia.
.
Na podstawie dotychczasowych badań ustalono, że wpływ superplastyfikatorów na właściwości reologiczne mieszanek zależy głównie od właściwości, ilości i momentu dodania superplastyfikatora, właściwości cementu oraz stosunku w/c [1-4,6,9,11]. Jednakże uzyskane zależności wpływu superplastyfikatora na właściwości reologiczne zaczynów cementowych, zapraw i mieszanek betonowych nie zawsze są jednoznaczne. W przypadku zaczynów cementowych zwiększenie dodatku superplastyfikatora powoduje zmniejszenie zarówno granicy płynięcia jak i lepkości plastycznej [2]. Zwiększenie dodatku
1 Dr hab. inż. Politechnika Śląska
65
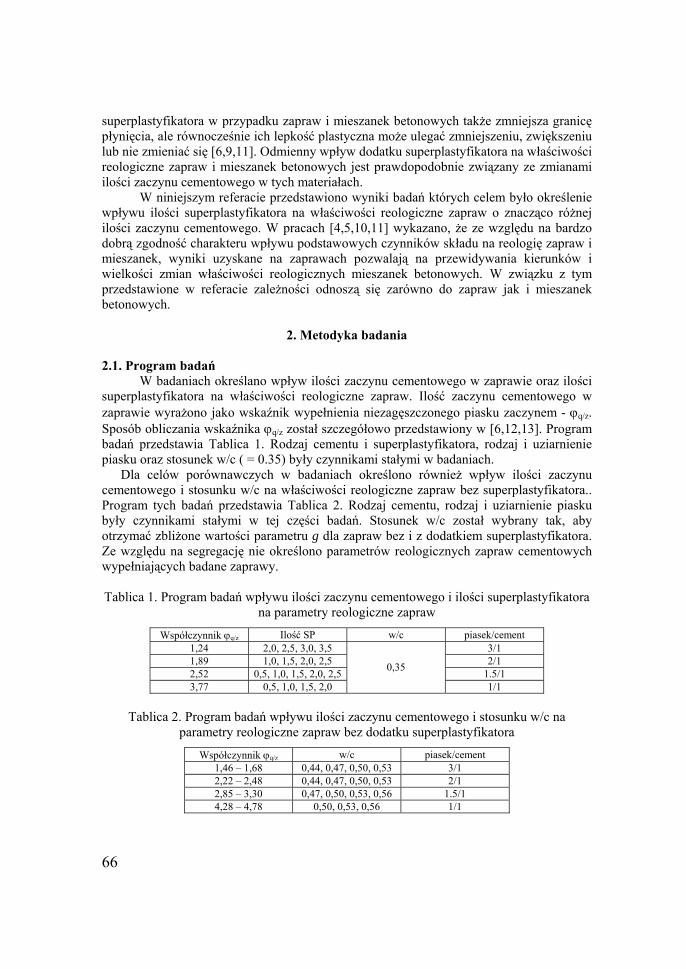
superplastyfikatora w przypadku zapraw i mieszanek betonowych także zmniejsza granicę płynięcia, ale równocześnie ich lepkość plastyczna może ulegać zmniejszeniu, zwiększeniu lub nie zmieniać się [6,9,11]. Odmienny wpływ dodatku superplastyfikatora na właściwości reologiczne zapraw i mieszanek betonowych jest prawdopodobnie związany ze zmianami ilości zaczynu cementowego w tych materiałach.
W niniejszym referacie przedstawiono wyniki badań których celem było określenie wpływu ilości superplastyfikatora na właściwości reologiczne zapraw o znacząco różnej ilości zaczynu cementowego. W pracach [4,5,10,11] wykazano, że ze względu na bardzo dobrą zgodność charakteru wpływu podstawowych czynników składu na reologię zapraw i mieszanek, wyniki uzyskane na zaprawach pozwalają na przewidywania kierunków i wielkości zmian właściwości reologicznych mieszanek betonowych. W związku z tym przedstawione w referacie zależności odnoszą się zarówno do zapraw jak i mieszanek betonowych.
2. Metodyka badania 2.1. Program badań
W badaniach określano wpływ ilości zaczynu cementowego w zaprawie oraz ilości superplastyfikatora na właściwości reologiczne zapraw. Ilość zaczynu cementowego w zaprawie wyrażono jako wskaźnik wypełnienia niezagęszczonego piasku zaczynem - ϕq/z. Sposób obliczania wskaźnika ϕq/z został szczegółowo przedstawiony w [6,12,13]. Program badań przedstawia Tablica 1. Rodzaj cementu i superplastyfikatora, rodzaj i uziarnienie piasku oraz stosunek w/c ( = 0.35) były czynnikami stałymi w badaniach.
Dla celów porównawczych w badaniach określono również wpływ ilości zaczynu cementowego i stosunku w/c na właściwości reologiczne zapraw bez superplastyfikatora.. Program tych badań przedstawia Tablica 2. Rodzaj cementu, rodzaj i uziarnienie piasku były czynnikami stałymi w tej części badań. Stosunek w/c został wybrany tak, aby otrzymać zbliżone wartości parametru g dla zapraw bez i z dodatkiem superplastyfikatora. Ze względu na segregację nie określono parametrów reologicznych zapraw cementowych wypełniających badane zaprawy.
Tablica 1. Program badań wpływu ilości zaczynu cementowego i ilości superplastyfikatora
na parametry reologiczne zapraw
Współczynnik ϕq/z Ilość SP w/c piasek/cement 1,24 2,0, 2,5, 3,0, 3,5 3/1 1,89 1,0, 1,5, 2,0, 2,5 2/1 2,52 0,5, 1,0, 1,5, 2,0, 2,5 1.5/1 3,77 0,5, 1,0, 1,5, 2,0
0,35
1/1
Tablica 2. Program badań wpływu ilości zaczynu cementowego i stosunku w/c na parametry reologiczne zapraw bez dodatku superplastyfikatora
Współczynnik ϕq/z w/c piasek/cement 1,46 – 1,68 0,44, 0,47, 0,50, 0,53 3/1 2,22 – 2,48 0,44, 0,47, 0,50, 0,53 2/1 2,85 – 3,30 0,47, 0,50, 0,53, 0,56 1.5/1 4,28 – 4,78 0,50, 0,53, 0,56 1/1
66

2.2. Pomiar parametrów reologicznych zapraw Pomiar parametrów reologicznych wykonano zgodnie z metodą Two Point
Workability Test (TPWT) za pomocą reometru Viskomat PC, opisanego w [6, 9]. Reometr ten, jego układ pomiarowy oraz zastosowany w badaniach sposób pomiaru parametrów reologicznych pokazano na rys. 1. Pomiar parametrów reologicznych mieszanki za pomocą TPWT polega na wyznaczeniu momentów oporu ścinania M stawianych przez jej próbkę odkształceniu wywołanemu ustalonymi, co najmniej dwoma znacząco różnymi prędkościami obrotowymi N sondy lub naczynia pomiarowego reometru, a następnie wyznaczeniu metodą najmniejszych kwadratów równania binghamowskiej krzywej płynięcia badanej mieszanki i wartości jej parametrów reologicznych. W TPWT równanie modelu Binghama (1) stosuje się w umownej, wprowadzonej przez Banfilla i Tattersalla [4] postaci:
M = g + h N (2)
gdzie: M - moment oporu ścinania; N - prędkość obrotowa sondy lub naczynia pomiarowego; g - graniczny opór ścinania; h - opór płynięcia lepkiego. W równaniu (2) parametr g odpowiada granicy płynięcia, a parametr h lepkości plastycznej. Wg Banfilla [5] dla reometru Viskomat PC τo = 7,91 g, a ηpl = 0,78 h (g i h odpowiednio w Nmm i Nmms), jednak wszystkie przedstawione w dalszej części wyniki wyrażono jako g i h.
Początek pomiaru - N = 120 1/min utrzymywana przez 3 min. Pomiar M przy malejącej prędkości N = 120-100-80-60-40-30-20 1/min. Całkowity czas testu - 4 min 20 s.
Rys. 1. Viskomat PC oraz procedura pomiaru parametrów reologicznych 2.3. Materiały i składy zapraw W badaniach stosowano piasek CEN wg PN EN 196:1996, cement CEM I 32.5 oraz superplastyfikator na bazie polikarboksylanów o właściwościach wg tabl. 3 i 4. Składy zapraw pokazano w tabl. 1 i 2.
Tablica 3. Właściwości cementu CEM I 32.5 Skład [%]
SiO2 CaO Al2O3 Fe2O3 MgO Na2Oe SO3 C3S C2S C3A C4AF Powierzchnia
właściwa [m2/kg] 19.5 62.2 6.3 2.5 1.9 0.83 2.7 57 11 10 9 350
Tablica 4. Właściwości superplastyfikatora
Składnik bazowy Gęstość [g/cm3] Stężenie [%] polimer karboksylowy 1.06 40
67

2.4. Procedura badania Zaprawy przygotowano zgodnie z PN EN 196:1996 dodając superplastyfikator razem z wodą zarobową. Pomiar parametrów reologicznych zgodnie z procedurą pokazaną na rys. 1 wykonywano po 10, 30 i 60 min od zakończenia mieszania.
3. Wyniki badań i ich dyskusja
Uzyskane zależności wpływu ilości superplastyfikatora na parametry reologiczne zapraw o różnej ilości zaczynu (wskaźniku ϕm/p) przedstawiono na rys. 2. Analiza wariancji wpływu ilości superplastyfikatora i ilości zaczynu w zaprawie (wskaźnika ϕm/p) przedstawiono w tabl. 5 i 6. Na tej podstawie można stwierdzić, że ilość zaczynu w zaprawie, ilość superplastyfikatora oraz współdziałanie tych czynników istotnie wpływają na parametry g i h zapraw oraz na ich zmiany w czasie.
Zwiększanie dodatku superplastyfikatora, podobnie jak zwiększanie ilości zaczynu w zaprawie (wskaźnika ϕm/p) powoduje nieliniowe zmniejszanie parametru g zapraw. Początkowo parametr g zapraw maleje znacząco aż do uzyskania pewnej minimalnej wartości, zależnej od ilości zaczynu w zaprawie. Dalsze zwiększanie dodatku superplastyfikatora nie wpływa już istotnie na zmniejszenie parametru g. Taki charakter wpływu superplastyfikatora na parametr g nie zależy od ilości zaczynu w zaprawie. Ilość ta wpływa jednak istotnie na zakres zmian parametru g w wyniku zwiększania dodatku superplastyfikatora. Jak pokazują wyniki badań, dla zapraw o małej objętości zaczynu zmiany parametru g w wyniku zwiększania ilości superplastyfikatora są duże i zmniejszają się wraz ze wzrostem objętości zaczynu w zaprawie. Jednocześnie, im mniejsza jest ilość zaczynu w zaprawie (wskaźnik ϕm/p), tym więcej trzeba dodać superplastyfikatora aby uzyskać określoną wartość parametru g. Warto zauważyć, że jeśli objętość zaczynu w zaprawie jest mała, uzyskanie zaprawy o zbliżonej wartości parametru g jak zaprawy o dużej objętości zaczynu jest trudna, nawet jeśli dodatek superplastyfikatora jest duży.
Parametr g wszystkich badanych zapraw, niezależnie on objętości zaczynu i ilości superplastyfikatora, zwiększa się z upływem czasu. Zakres tego wzrostu jest tym mniejszy im większa jest ilość zaczynu w zaprawie (wskaźnik ϕm/p) i/lub większa jest ilość dodanego superplastyfikatora. Na przykład, wzrost w czasie 50 min parametru g zapraw o ϕm/p = 1.89 z 1.0, 1.5, 2.0, 2.5, 3.0 % dodatkiem superplastyfikatora wynosi odpowiednio 31.4, 15.3, 10.7, 7.4 i 5.8 Nmm, co oznacza jego wzrost w stosunku do początkowej wielkości parametru g odpowiednio o 96, 86, 79, 69 i 61%. Jednocześnie dla zapraw o ϕm/p = 1.89, 2.52 i 3,77 z 1% dodatkiem superplastyfikatora wzrost parametru g w czasie 50 min wynosi odpowiednio 31.4, 5.8 i 1.9 Nmm, co oznacza wzrost w stosunku do początkowej wielkości parametru g odpowiednio o 96, 54 i 32%.
Charakter wpływu wzrastającego dodatku superplastyfikatora na parametr h zapraw, odmiennie od natury tego wpływu na parametr g, zależy od objętości zaczynu w zaprawie (wskaźnika ϕm/p).
W przypadku zapraw o większej zawartości zaczynu (ϕm/p = 2.52 i 3.77) wzrost ilości superplastyfikatora początkowo powoduje nieznaczny wzrost parametru h, a następnie, po osiągnięciu pewnego maksimum, jego zmniejszenie. Zakres tych zmian zwiększa się ze wzrostem objętości zaczynu w zaprawie, generalnie jednak nie jest on duży i tylko w niewielkim stopniu wpływa na właściwości reologiczne zapraw.
68

0
20
40
60
80
100
120
0 1 2 3 4Ilość superplastyfikatora, %
g, N
mm.
....
1,24
1,89
2,52
3,77
po 10 min
0
10
20
30
40
50
60
0 1 2 3Ilość superplastyfikatora, %
h, N
mm
s...
...
4
1,241,892,523,77
po 10 min
0
20
40
60
80
100
120
0 1 2 3 4Ilość superplastyfikatora, %
g, N
mm
.....
1,241,892,523,77
po 30 min
0
10
20
30
40
50
60
0 1 2 3Ilość superplastyfikatora, %
h, N
mm
s...
..
4
1,241,892,523,77
po 30 min
0
20
40
60
80
100
120
0 1 2 3 4Ilość superplastyfikatora, %
g, N
mm
......
1,24
1,89
2,52
3,77
po 60 min
0
10
20
30
40
50
60
0 1 2 3 4Ilość superplastyfikatora, %
h, N
mm
s...
...
1,241,892,523,77
po 60 min
Rys. 2. Wpływ ilości superplastyfikatora na parametry reologiczne zapraw
o różnej ilości zaczynu (stopniu wypełnienia stosu okruchowego piasku zaczynem ϕq/z) po 10, 30 i 60 min
69

Tablica 5. Analiza wariancji wpływu ilości zaczynu cementowego w zaprawie i ilości superplastyfikatora na g zapraw po 10, 30 i 60 min od zakończenia mieszania
g po 10 min g po 30 min g po 60 min Źródło wariancji F α F α F α A: Ilość zaczynu cementowego 571,113 0,000 537,527 0,000 528,348 0,000 B: Ilość SP 247,664 0,000 256,557 0,000 198,297 0,000 AB 86,426 0,000 102,579 0,000 65,083 0,000
α - poziom istotności czynnika
Tablica 6. Analiza wariancji wpływu ilości zaczynu cementowego w zaprawie i ilości superplastyfikatora na h zapraw po 10, 30 i 60 min od zakończenia mieszania
h po 10 min h po 30 min h po 60 min Źródło wariancji F α F α F α A: Ilość zaczynu cementowego 1292,672 0,000 873,777 0,000 839,162 0,000 B: Ilość SP 77,118 0,000 100,931 0,000 141,487 0,000 AB 89,380 0,000 132,719 0,000 181,703 0,000
α - poziom istotności czynnika
W przypadku zapraw o mniejszej zawartości zaczynu (ϕq/z = 1.24 i 1.89), wzrost ilości superplastyfikatora powoduje duży wzrost parametru h zapraw, tym większy im mniej jest zaczynu w zaprawie. Maksimum parametr h zapraw uzyskuje przy bardzo dużej ilości dodanego superplastyfikatora, a dalsze zwiększanie dodatku superplastyfikatora może powodować tylko niewielkie zmniejszenie się parametru h.
Maksymalna wartość parametru h zaprawy i ilość dodatku superplastyfikatora przy którym jest ona osiągana zależą od ilości zaczynu w zaprawie. Im ilość zaczynu w zaprawie jest mniejsza, tym maksymalna wartość jaką uzyskuje parametr h jest większa i występuje ona przy większej ilości dodanego superplastyfikatora. Należy zwrócić uwagę, że parametr h zapraw przy określonym dodatku superplastyfikatora ogólnie zwiększa się ze zmniejszeniem ilości zaczynu. Stosując mniejszą ilość zaczynu łatwiej więc uzyskać zaprawę o większym parametrze h. Może to mieć istotne znaczenie w przypadku zapraw samozagęszczalnych [12].
Kierunek zmian w czasie parametru h zależy przede wszystkim od ilości zaczynu w zaprawie, a w przypadku zapraw o małej ilości zaczynu także od ilości superplastyfikatora.
W przypadku zapraw o większej objętości zaczynu (ϕq/z = 2.52 i 3.77) parametr h zwiększa się z upływem czasu. Zwraca uwagę, że zakres tego wzrostu w stosunkowo niewielkim stopniu zależy od ilości superplastyfikatora. Na przykład, wzrost parametru h w czasie 50 min zapraw o ϕq/z = 1.89 z 1.0, 1.5, 2.0, 2.5, 3.0% dodatkiem superplastyfikatora wynosi odpowiednio 4.2, 3.9, 3.8, 3.4 i 2.8 Nmms, co oznacza jego wzrost w stosunku do początkowego parametru h odpowiednio o 29, 28, 22, 20 i 18%.
W przypadku zapraw o mniejszej ilości zaczynu (ϕq/z = 1.24 i 1.89) kierunek zmian parametru h zależy od ilości superplastyfikatora. Początkowo, kiedy dodatek superplastyfikatora jest mały, parametr h maleje z upływem czasu. Efekt ten zmniejsza się wraz ze wzrostem ilości superplastyfikatora. Po przekroczeniu pewnej szczególnej ilości superplastyfikatora, tym większej, im mniejsza jest ilość zaczynu w zaprawie, parametr h wykazuje wzrost w czasie. Na przykład, wzrost parametru h w czasie 50 min zapraw o wartości wskaźnika ϕq/z = 2.52 z 1.0, 1.5, 2.0, 2.5, 3.0 % dodatkiem superplastyfikatora wynosi odpowiednio -3.0, -3.3, -0.8, 4.0 i 6.1 Nmms, co oznacza jego zmianę w stosunku
70

do początkowego parametru h odpowiednio o -17, -15, -3, 14 i 22%. Należy zwrócić uwagę, że w przypadku zapraw o małej ilości zaczynu (ϕq/z = 1.24) nawet przy 3% dodatku superplastyfikatora parametr h wciąż maleje z upływem czasu.
Przedstawione powyżej wyniki badań niestety nie pozwalają na sformułowanie ogólnych zależności łączących wielkość parametrów g i h z ilością dodanego superplastyfikatora i wskaźnikiem wypełnienia stosu okruchowego piasku zaczynem ϕq/z. Analiza regresji uzyskanych wyników badań wskazuje jednak, że zmiany parametrów g i h zapraw w zależności od ilości superplastyfikatora mogą być opisane za pomocą następujących zależności:
g = Ag ⋅ SP Bg (3) h = Ah ⋅ SP2 + Bh ⋅ SP + Ch (4)
gdzie: SP - ilość superplastyfikatora, Ag, Bg, Ah, Bh, Ch - stałe materiałowe zależne głównie od objętości zaczynu w zaprawie i uziarnienia piasku (wskaźnika ϕm/p), właściwości cementu i superplastyfikatora oraz czasu. Wielkość stałych materiałowych oraz współczynników korelacji dla badanych zapraw przedstawiono w tablicy 7.
Uzyskane zależności wpływu stosunku w/c na parametry reologiczne zapraw o różnej ilości zaczynu (wskaźniku ϕq/z) przedstawiono na rys. 3. Analiza wariancji wpływu ilości zaczynu w zaprawie (wskaźnika ϕq/z) i stosunku w/c przedstawiono w tabl. 8 i 9. Na tej podstawie można stwierdzić, że ilość zaczynu w zaprawie, stosunek w/c oraz współdziałanie tych czynników istotnie wpływają na parametry g i h zapraw oraz na ich zmiany w czasie.
Oba parametry reologiczne zapraw zmniejszają się wraz ze wzrostem ilości zaczynu i wskaźnika w/c, a zakres tych zmian jest tym większy im mniejsza jest ilość zaczynu. Z upływem czasu zarówno parametr g jak i parametr h zapraw, niezależnie od wskaźnika w/c i objętości zaczynu zwiększają się. Jedynie zaprawy o małej ilości zaczynu i małym stosunku w/c wykazują nieznaczne zmniejszenie parametru h w czasie. Zakres zmian w czasie parametru g maleje, a parametru h zwiększa się wraz ze wzrostem stosunku w/c.
Porównując zależności uzyskane dla zapraw bez i z dodatkiem superplastyfikatora można stwierdzić, że charakter wpływu ilości superplastyfikatora na parametr g jest analogiczny jak charakter wpływu stosunku w/c. Równocześnie jednak, charakter wpływu
Tablica 7. Stałe materiałowe i współczynniki korelacji R2 dla równań (3), (4)
Wskaźnik ϕm/p
1.24 1.89 2.52 3.77 1.24 1.89 2.52 3.77 1.24 1.89 2.52 Stałe
materiałowe i R2
g i h po 10 min g i h po 30 min g i h po 60 min Ag 6.25 11.68 30.32 631.75 6.82 13 39.39 954.21 8.18 17.35 60.34 Bg -0.67 -1.04 -1.22 -2.27 -0.64 0.96 1.29 -2.38 -0.71 -1.09 -1.3 g
(3) R2
0.961 0.976 0.991 0.945 0.980 0.977 0.963 0.932 0.976 0.986 0.990 Ah -3.22 -3 -3.66 -12.24 -3.66 -4.06 -2.57 -22.72 -4.16 -3.75 -1.62 Bh 7.96 10.07 19.87 84.84 9.07 13.04 18.57 156.56 10.78 11.59 16.85 Ch 4.08 8.98 0.68 -93.69 5.18 9.22 -1.3 -217.2 4.78 12.54 -1.82
h (4)
R20.991 0.989 0.952 0.979 0.994 0.972 0.982 1.000 0.974 1.000 0.996
71

0
20
40
60
80
100
120
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
g, N
mm
.....
1.53 - 1.682.22 - 2.482.85 - 3.304.28 - 4.78
po 10 min
0
10
20
30
40
50
60
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
h, N
mm
s...
...
1.46 - 1.68
2.22 - 2.48
2.85 - 3.30
4.28 - 4.78
po 10 min
0
20
40
60
80
100
120
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
g, N
mm
.....
1.46 - 1.68
2.22 - 2.48
2.85 - 3.30
4.28 - 4.78
po 30 min
0
10
20
30
40
50
60
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
h, N
mm
s...
...1.46 - 1.68
2.22 - 2.48
2.85 - 3.30
4.28 - 4.78
po 30 min
0
20
40
60
80
100
120
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
g, N
mm
.....
1.46 - 1.68
2.22 - 2.48
2.85 - 3.30
4.28 - 4.78
po 60 min
0
10
20
30
40
50
60
0,41 0,44 0,47 0,5 0,53 0,56 0,59w/c
h, N
mm
s...
...
1.46 - 1.682.22 - 2.482.85 - 3.304.28 - 4.78
po 60 min
Rys. 3. Wpływ stosunku w/c na parametry reologiczne zapraw o różnej ilości zaczynu (stopniu wypełnienia stosu okruchowego piasku zaczynem ϕq/z)
po 10, 30 i 60 min
72

Tablica 8. Analiza wariancji wpływu ilości zaczynu cementowego w zaprawie i stosunku w/c na g zapraw po 10, 30 i 60 min od zakończenia mieszania
g po 10 min g po 30 min g po 60 min Źródło wariancji F α F α F α A: Ilość zaczynu cementowego 42,367 0,000 73,760 0,000 40,380 0,000 B: Stosunek w/c 46,682 0,000 82,732 0,000 38,240 0,000 AB 29,735 0,000 45,254 0,000 22,534 0,000
α - poziom istotności czynnika
Tablica 9. Analiza wariancji wpływu ilości zaczynu cementowego w zaprawie i stosunku w/c na h zapraw po 10, 30 i 60 min od zakończenia mieszania
h po 10 min h po 30 min h po 60 min Źródło wariancji F α F α F α A: Ilość zaczynu cementowego 67,962 0,000 69,755 0,000 130,494 0,000 B: Stosunek w/c 31,549 0,000 25,803 0,001 5,117 0,034 AB 24,143 0,000 20,374 0,00 27,529 0,000
α - poziom istotności czynnika ilości dodatku superplastyfikatora i wskaźnika w/c na parametr h jest odmienny. Zwiększenie stosunku w/c powoduje zmniejszenie parametru h, natomiast zwiększanie ilości superplastyfikatora powoduje najpierw wyraźny wzrost parametru h a dopiero po przekroczeniu pewnej ilości superplastyfikatora jego zmniejszenie. Przy określonej wielkości parametru g, parametr h zaprawy bez superplastyfikatora jest zawsze wyraźnie mniejszy niż parametr h zaprawy o mniejszym stosunku w/c lecz z dodatkiem superplastyfikatora.
Charakter wpływu rosnącego stosunku w/c na parametry reologiczne zaprawy tłumaczy się jednoczesnym zwiększeniem upłynnienia zaczynu i zwiększeniem rozproszenia ziaren kruszywa w wyniku zwiększenia objętości zaczynu. Zwiększenie ilości superplastyfikatora w zaprawie o określonym stosunku w/c powoduje deflokulację cementu i zwiększenie ilości wody wolnej w zaprawie, nie wpływając przy tym istotnie na zwiększenie rozproszenia ziaren kruszywa. Większa ilość wody wolnej powoduje upłynnienie zaczynu i jednocześnie wpływa na zmniejszenie spójności kapilarnej w zaprawie [6]. Efekty te powodują zmniejszenie się parametru g zaprawy, a charakter tych zmian może być interpretowany jako pozorne zwiększenie się objętości zaczynu w zaprawie. Zmniejszenie spójności kapilarnej nie wpływa jednak znacząco na parametr h zaprawy [6]. Zmiany parametru h w wyniku zwiększania ilości superplastyfikatora zależą więc przede wszystkim od zmian właściwości reologicznych zaczynu; wyjaśnienie ich mechanizmu wymaga jednak dalszych badań. Większa koncentracja ziaren kruszywa w zaprawie tłumaczy, czemu przy zbliżonej wartości parametru g zaprawa o małym wskaźniku w/c z superplastyfikatorem charakteryzuje się większym parametrem h od zaprawy bez lub z mniejszą ilością superplastyfikatora, ale jednocześnie o odpowiednio większym stosunku w/c.
Zachodzące z upływem czasu zmian parametrów reologicznych zapraw określonym w/c i określonym dodatku superplastyfikatora zależą od ilości zaczynu w tej zaprawie i są tym większe im mniejsza jest jego ilość. Na podstawie [6] można stwierdzić, że na efekty zmniejszania się ilości wody wolnej w zaczynie na skutek postępu procesu hydratacji cementu i stopniowego zanikania działania superplastyfikatora nakłada się wpływ zjawisk
73

kapilarnych w zaprawie. W zaprawie o mniejszej ilości zaczynu, a więc mniejszym stopniu rozproszenia ziaren kruszywa, zmniejszenie ilości wody wolnej prowadzi do szybszego zwiększenia się spójności kapilarnej zaprawy, a w konsekwencji do szybszego wzrostu parametru g.
4. Podsumowanie
Zakres, a w przypadku lepkości plastycznej również charakter wpływu superplastyfikatora na parametry reologiczne zapraw zależą od ilości zaczynu w zaprawie. Zwiększanie dodatku superplastyfikatora powoduje znaczące zmniejszenie granicy płynięcia zaprawy aż do pewnej wartości minimalnej. Wartość ta zależy od ilości zaczynu w zaprawie i maleje wraz ze zwiększaniem jego ilości. Granica płynięcia zaprawy zwiększa się z upływem czasu, a zakres tego wzrostu zmniejsza się wraz ze zwiększaniem dodatku superplastyfikatora i ilości zaczynu w zaprawie. Zwiększanie dodatku superplastyfikatora początkowo powoduje wzrost lepkości plastycznej zaprawy. W przypadku zapraw o dużej zawartości zaczynu wzrost ten jest niewielki; jego zakres znacząco zwiększa się jednak wraz ze zmniejszaniem ilości zaczynu w zaprawie. W przypadku zapraw o mniejszej ilości zaczynu lepkość plastyczna po osiągnięciu pewnego maksimum w wyniku dalszego zwiększania dodatku superplastyfikatora maleje. Efekt ten w przypadku zapraw o małej ilości zaczynu jest słaby lub w ogóle nie występuje. Lepkość plastyczna zapraw o dużej ilości zaczynu wzrasta z upływem czasu; zakres tych zmian jednak w niewielkim stopniu zależy od ilości superplastyfikatora. W przypadku zapraw o mniejszej ilości zaczynu, kierunek zmian ich lepkości plastycznej w czasie zależy od ilości dodanego superplastyfikatora. Gdy ilość superplastyfikatora jest mała lepkość plastyczna maleje w czasie. Po przekroczeniu pewnej ilości superplastyfikatora, tym większej im mniejsza jest ilość zaczynu w zaprawie, lepkość plastyczna tych zapraw wzrasta w czasie.
Charakter wpływu ilości superplastyfikatora i stosunku w/c na wartość granicy płynięcia zapraw jest podobny, jednocześnie jednak wpływ ten na lepkość plastyczną jest wyraźnie odmienny. Z tego względu nie jest możliwe dobranie takich składów zapraw bez i z dodatkiem superplastyfikatora, które przy podobnej granicy płynięcia charakteryzowałby się taką samą lepkością plastyczną.
Wpływ dodatku superplastyfikatora na właściwości reologiczne zapraw i mieszanek betonowych należy rozpatrywać w zależności od objętości zaczynu w zaprawie. W związku z tym jest trudno jednoznacznie przewidzieć wpływ dodatku superplastyfikatora na reologię zapraw i mieszanek betonowych tylko na podstawie badań wykonanych na zaczynach, bez uwzględnienia stopnia wypełnienia stosu okruchowego kruszywa zaczynem cementowym w tych zaprawie lub mieszance betonowej.
Literatura
[1] Aitcin P-C.: High Performance Concrete, EF&N SPON, London, 1998. [2] Ramachandran V S.: Concrete Admixtures Handbook. Properties, Science and
Technology. 2nd Edn, Noyes Publications, Park Ridge, USA, 1995. [3] Neville A M.: Właściwości betonu. Polski Cement, Kraków, 2000. [4] Tattarsall G H, Banfill P F G.: The Rheology of Fresh Concrete, Pitman Books
Limited, Boston, 1983.
74

[5] Banfill P F G.: The rheology of fresh mortar. Magazine of Concrete Research. Vol. 43 (154), 1991, 13-21.
[6] Szwabowski J.: Reologia mieszanek na spoiwach cementowych. Wydawnictwo Politechniki Śląskiej, Gliwice, 1999.
[7] Ferraris Ch.: Measurement of the Rheological Properties of High Performance Concrete: State of Art Report. Journal of Research of the National Institute of Standards and Technology, Vol. 104, No. 5, 1999, 461 - 478.
[8] Larrard de F.: Concrete Mixture Proportioning. A scientific approach. E&FN SPON, London and New York 1999.
[9] Gołaszewski J.: Kształtowanie urabialności mieszanek betonowych superplastyfikato-rami. Wydawnictwo Politechniki Śląskiej, Budownictwo z. 99, Gliwice, 2003.
[10] Banfill P.F.G.: The rheology of fresh cement and concrete - a review. Proceeding of 11th International Cement Chemistry Congress, Durban, South Africa 2003, 50 - 63.
[11] Gołaszewski J.: Rheology of mortars and rheology of fresh concrete. Cement Wapno Beton, No. 1, 2006, 17-28.
[12] Szwabowski J.: Reologia betonów samozagęszczalnych. IV Sympozjum Naukowo - Techniczne Reologia w Technologii Betonu, Gliwice, Poland 2002, 61-75.
[13] Kuczyński W.: Technologia betonu. Część 2. Projektowanie betonu. Arkady, Warszawa 1972.
CEMENT PASTE CONTENT IN MORTAR AND RHEOLOGICAL EFFECTS OF SUPERPLASTICIZER ACTION
Abstract
The results of investigation into the influence of polyether type superplasticizer addition on rheological parameters and its changes with time of different in cement paste volume fresh mortars are presented and discussed in the paper. Rheological parameters were measured using Two-Point Workability Test. Because of the similar nature of rheological behaviour of fresh mortar and concrete, presented in paper relationships for mortars can be also used to state the rheological properties of fresh concrete.
The obtained results show that the nature and range of superplasticizer influence on rheological parameters of mortar is strongly influenced by cement paste volume. Volume of cement paste is also a significant factor affecting range and direction of changes of the rheological parameters of superplasticized mortars with time. The results show, that the nature of influence of superplasticizer on rheological parameters of fresh cement paste and on fresh mortar may significantly differ each from other. These differences increase with decreasing volume of cement paste in mortar. On the ground of obtained results the empirical relations joining the rheological parameters of mortars with superplasticizer content were established. Analysis of results covers also comparison between influence of cement paste volume on rheology of mortars with and without superplasticizer.
It is concluded that effects of superplasticizer addition on rheology of fresh mortar and concrete should be also considered in respect to cement paste volume. It is difficult to unequivocally predict effects of superplasticizer content on rheology of mortar or fresh concrete basing only on tests made on cement paste, and not making allowance on degree of aggregate filling by cement paste in this mortar or concrete.
75

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Tomasz Ponikiewski1
BADANIA LOSOWOŚCI DYSTRYBUCJI WŁÓKIEN W MIASZANKACH NA SPOIWACH CEMENTOWYCH
1. Wprowadzenie
Problemem wynikający z zastosowania mieszanek na spoiwach cementowych modyfikowanych włóknami jest konieczność zapewnienia równomiernego rozłożenia włókien w objętości formowanego elementu. W dotychczasowych badaniach wykazywano wpływ wymiarów wytwarzanego elementu na ukierunkowanie włókien zawartych w mieszance betonowej. Jeżeli wysokość elementu jest niewiele większa od długości włókien to, w czasie formowania, włókna układały się w większości poziomo. Nierównomierne i kierunkowe rozmieszczanie się zbrojenia rozproszonego w trakcie zabiegów technologicznych przynosi pewne problemy, związane z losowością dystrybucji włókien w objętości betonu.
Analizowanie wpływu losowości włókien na urabialność oraz parametry wytrzymałościowe betonów jest jedną z nowych tendencji w badaniach betonów zwykłych i samozagęszczalnych. W niniejszym artykule zaprezentowano analizę przekrojów próbek elementów belkowych, wykonanych z betonu modyfikowanego włóknami stalowymi. Analizę wykonano przy pomocy programu komputerowego do analizy obrazu zgładów fibrobetonowych, opracowanego w ramach pracy dyplomowej [7]. Należy zaznaczyć, że analiza rozmieszczenia włókien w matrycy betonowej została wykonana na próbkach stwardniałych a metoda badań świeżych mieszanek z dodatkiem włókien jest w trakcie opracowywania przez autora.
Istota stosowania w mieszankach na spoiwach cementowych włókien stalowych, polipropylenowych i innych była już omawiana we wcześniejszych publikacjach [1][4][5][6]. Ogólna tendencja poprawy charakterystyk stwardniałego betonu zwykłego i samozagęszczalnego wraz ze wzrostem zawartości włókien w jego objętości, powoduje pogarszanie urabialności tychże mieszanek w trakcie ich formowania m.in. na skutek łączenia się włókien w większe skupiska, czyli tzw „jeże”.
1 dr inż., Katedra Procesów Budowlanych, Politechnika Śląska, e-mail: [email protected]
77

2. Założenia i metodyka badań Opracowany program komputerowy Quest for Fibre do analizy obrazu zgładów
fibrobetonowych, opiera się na doświadczalnej analizie przekrojów rdzeni lub innych próbek, wyciętych z badanych elementów. Na podstawie obliczeń śladów włókien w przekrojach, uzyskuje się wiarygodne informacje określające rzeczywistą strukturę zbrojenia rozproszonego w elemencie fibrobetonowym. Układ punktów, pokazujących przykładowe ślady włókien na przekroju poprzecznym, przygotowanym do komputerowej analizy obrazu przedstawiono na rys. 1a, według opracowań wcześniejszych [2], oraz wg działania programu Quest for Fibre na rys. 1b [7].
Rys. 1 Graficzny układ punktów, pokazujących ślady włókien na przekroju poprzecznym,
przygotowanym do komputerowej analizy obrazu wg [2] (a) i badań własnych (b). W latach 1999-2003 IPPT PAN prowadził badanie sponsorowanie w ramach
programu „NATO Science for Peace” [3]. Projekt prowadzono w celu ulepszenia metod oceny betonu oraz naprawy konstrukcji betonowych. W ramach badań zajmowano się betonami modyfikowanymi włóknami. Celem było znalezienie zależności pomiędzy ułożeniem włókien a powstawaniem rys w elementach fibrobetonowych. Jednorodność struktury utworzonej z włókien można określić m.in. z porównania liczby włókien w górnej i dolnej części przekroju badanego elementu.
W ramach projektu przedstawiono m.in. wzory określające ilość włókien przypadających na jednostkę przekroju poprzecznego, w zależności od układu włókien. Wzory te przedstawiają się następująco [3]:
przy układzie 1D: N1D = 4Vt/d2
przy układzie 2D: N2D = 8Vt/2 2d2
przy układzie 3D: N2D = 2Vt/d2
oznaczenia: Vt – procentowa objętość włókien, d –średnica włókien Wartości otrzymane ze wzorów dla struktur idealnych i ze zliczania włókien na obrazach rzeczywistych przekrojów można porównywać, celem oszacowania rzeczywistej objętości zbrojenia rozproszonego i utworzonej struktury włókien [3].
78

3. Opis programu komputerowego do analizy obrazu zgładów
W celu sprawnego analizowania obrazu betonu zawierającego rozproszone włókna, stworzono oprogramowanie, którego dokładność zależy wyłącznie od rozdzielczości wprowadzonego zdjęcia. Zadaniem programu jest odnalezienie przeciętych włókien oraz znalezienie ich pozycji względem badanej próbki. Program powstał w języku Microsoft Visual Basic∗. Istotę przygotowania elementów badawczych przedstawia rys. 2. W ten sposób przygotowuje się obrazy próbek betonowych, które poddaje się analizie komputerowej.
Rys. 2. Etapy tworzenia zgładu i przykładowy zgład na stanowisku fotograficznym
Całość działania programu sprowadza się do obsługi tablicy o wymiarach równych
rozdzielczości badanego obszaru obrazu. Każda z komórek tablicy zawiera informacje o kolorze, który w tym miejscu widnieje na fotografii. Praca programu podzielona jest na części – kroki rozpoznawania obrazu. Pierwszym krokiem jest określenie zakresu analizowanej części obrazu. W tym momencie powstaje tablica wirtualna (w dalszej części będziemy ją nazywać tablica kolorów), w której wartości komórek odpowiadają wartością koloru. Kolory zapisywane są w postaci RGB∗* (ang. Red Green Blue). Program dokonuje uproszczenia barw, przechodząc z kolorowej grafiki na skalę szarości. Jednocześnie w prosty i zarazem bardzo skuteczny sposób poprawiany jest kontrast grafiki, ma to kluczowe znaczenie w kolejnych etapach pracy programu. Komórki tablicy kolorów przechowują teraz jedynie liczby od 0 do 255, wartości określające kolor w skali szarości. Następny krok rozpoznania obrazu polega na odrzuceniu tych komórek, które przechowują wartość liczbową poniżej wyznaczonej przez użytkownika. Po tym zabiegu tablica kolorów staje się tablica logiczną, przechowuje ona jedynie wartości 0 lub 1, określając w ten sposób czy w danej komórce znajduje się cześć szukanego włókna czy nie. Ponieważ przejście z rzeczywistej palety barw na skalę szarości zawsze pociąga za sobą utratę pewnych informacji, kolejnym etapem jest wypełnienie konturów włókien, nadanie im bardziej zaokrąglonego kształtu. Na tym etapie tworzona jest nowa tablica, określająca
∗ Microsoft Visual Basic For 32-bit Windows Development, wydanie 5.0, ∗∗Model opisu kolorów, w którym każdy kolor powstaje z opisania natężenia tych trzech barw. Natężenie podaje się jako wielkość od 0 do 255.
79

ilość włókien i dane każdego z nich. Dane te to geometryczny środek włókna, jego wymiary (chwilowo jedynie poprzez rzutowanie na osie OX i OY) oraz jego pole. W kolejnym kroku postępowania program odrzuca te rozpoznane włókna, których pole jest zbyt małe bądź zbyt duże, aby mogło być pozytywnie rozpoznane. Dzieje się tak, ponieważ w rzeczywistości program rozpoznaje kruszywo, którego barwa jest zbliżona do białej. Następną operacją jest wyświetlenie rozpoznanych włókien na tle oryginalnej grafiki, gdzie można przystąpić do ręcznej ich korekty. Po zakończeniu korekty, zwykle jest to wykreślenie ze zbioru trzech do pięciu rozpoznanych włókien, program przechodzi w fazę przeliczania wyników. Poprzez obrót każdego z rozpoznanych włókien o kąt 180 stopni wokół środka układu współrzędnych, a następnie rzutowanie go na oś OX znajdywane są skrajne wymiary włókna. Wyznaczany jest nowy środek geometryczny, w oparciu o nowe wymiary włókna, oraz dokładna lokalizacja względem próbki. Program wyznacza również kąt przecięcia włókna, na podstawie stosunku minimalnego i maksymalnego promienia. Niestety rozpoznanie tej zależności w znacznym stopniu zależy od jakości wprowadzonej na wstępie grafiki. Następnym etapem jest przejście do wyświetlenia wyników analizy obrazu. Program przewiduje trzy rodzaje interpretacji rozmieszczenie włókien: • tabelaryczne zestawienie ilości włókien z uwzględnieniem kąta przecięcia każdego
z nich, • ogólne rozmieszczenie włókien w próbce, czyli przedstawienie za pomocą skali
szarości rozmieszczenie włókien, • szczegółowe rozmieszczenie włókien, czyli można określić na ile części ma być
podzielony bok próbki, w zakresie od dwóch do trzydziestu dwóch. Daje to podział próbki od czterech do tysiąca dwudziestu czterech pól, w których program podaje ilość włókien.
Ostatnim etapem pracy jest generowanie raportu z badań. Ponieważ po przeprowadzeniu badań kilku zgładów danego elementu możliwy staje się opis rozmieszczenia włókien w elemencie, program zawiera dodatek pozwalający na przeprowadzenie takiej analizy. Po wprowadzeniu przekrojów na listę, oraz uporządkowanie ich tak, by ich kolejność była zgodna z rzeczywistością, program przystępuje do obliczeń. Po przeprowadzeniu obliczeń użytkownik może przeanalizować wyniki. Sposób przedstawienia wyników dzieli się na dwie główne części: analizę lokalną oraz analizę globalną. Analiza lokalna przedstawia wynik analizy pojedynczego przekroju. Podobnie jak podczas analizy wyników głównego programu, można podzielić próbkę na części w zakresie od dwóch do trzydziestu dwóch. Podział może być wyodrębniać pola, wiersze lub kolumny. Użytkownik może wybrać sposób przedstawienia wyników od wyświetlania samego tekstu po kolorowe przedstawienie zawartości włókien w badanym polu. Analiza globalna przedstawia wynik badania całego elementu, składającego się podanych wcześniej przekrojów. Podobnie jak w przypadku analizy lokalnej użytkownik może wybrać stopień podziału elementu jak również sposób przedstawienia wyników.
4. Metoda analizy komputerowej
Przedstawiony poniżej wynik, jest częścią raportu z badania całego elementu, składającego się z dziewięciu przekrojów. Ponieważ pełny raport generowany przez program jest bardzo rozległy, poniżej przedstawiono tzw analizę lokalną jednego zgładu. Na rysunku 3 przedstawiono uzyskane obrazowe wyniki ilości włókien w wybranym przekroju betonu
80

dla podziału powierzchni 16 x 16 kwadratów. Na tej podstawie ustalamy rzeczywiste rozmieszczenie włókien jednostkowych w przekroju próbki betonowej.
Średnia arytmetyczna: 0,35 Odchylenie standardowe: 0,52 Włókien w przekroju: 91 Rzeczywisty podział boku: 0,93 cm Minimum Maksimum
Minimalna ilość włókien: 0
Maksymalna ilość włókien: 3
Rys. 3. Przekrój 1 dla podziału boku zgładu betonu 16 x 16 [7] Na rysunku 4 przedstawiono uzyskane obrazowe wyniki ilości włókien w wybranym przekroju betonu dla podziału powierzchni 1 x 16 wierszy. Na tej podstawie ustalamy sumaryczne rozmieszczenie włókien w poziomych przekrojach próbki betonowej, określając lokalną i globalną ich koncentrację przestrzenną w układzie poziomym.
Średnia arytmetyczna: 5,68 Odchylenie standardowe: 2,80 Włókien w przekroju: 91 Rzeczywisty podział boku: 0,93 cm Minimum Maksimum
Minimalna ilość włókien: 1
Maksymalna ilość włókien: 13
Rys. 4. Przekrój 1, dla podziału boku zgładu betonu 1 x 16, dane w wierszach [7] Na rysunku 5 przedstawiono uzyskane obrazowe wyniki ilości włókien w wybranym przekroju betonu dla podziału powierzchni 1 x 16 kolumn. Na tej podstawie ustalamy sumaryczne rozmieszczenie włókien w pionowych przekrojach próbki betonowej, określając lokalną i globalną ich koncentrację przestrzenną w układzie pionowym.
81

Średnia arytmetyczna: 5,68 Odchylenie standardowe: 3,64 Włókien w przekroju: 91 Rzeczywisty podział boku: 0,93cm Minimum Maksimum
Minimalna ilość włókien: 1
Maksymalna ilość włókien: 12
Rys. 5. Przekrój 1, dla podziału boku zgładu betonu 1 x 16, dane w kolumnach [7] Zastosowanie skali globalnej w znacznym stopniu zmniejsza przejrzystość wyników, ponieważ w zależności od stopnia podziału próbki ilość włókien w badanym polu waha się od 0 do 53 sztuk. Wyniki globalne uzyskuje się poprzez generowanie diagramu obrazującego ilość włókien w poszczególnych przekrojach oraz w całej strukturze badanego elementu betonowego (rys. 6).
Rys. 6. Diagram obrazujący sposób przedstawienia wyników analizy globalnej [7]
82

5. Wyniki analizy komputerowej Na rys. 7-9 przedstawiono wyniki dla wybranych trzech z dziewięciu przekrojów
badanego elementu fibrobetonowego dla podziału boku 32 x 32 części.
Średnia arytmetyczna: 0,46 Odchylenie standardowe: 0,47 Włókien w przekroju: 478 Rzeczywista wysokość pola podziału: 0,46cm Rzeczywista szerokość pola podziału: 0,46cm
Minimum Maksimum
Minimalna ilość włókien: 0
Maksymalna ilość włókien: 4
Rys. 7 Przekrój 1, dla podziału zgładu betonu 32 x 32 [7]
Średnia arytmetyczna: 0,33 Odchylenie standardowe: 0,43 Włókien w przekroju: 338 Rzeczywista wysokość pola podziału: 0,46cm Rzeczywista szerokość pola podziału: 0,46cm
Minimum Maksimum
Minimalna ilość włókien: 0
Maksymalna ilość włókien: 3
Rys. 8 Przekrój 2, dla podziału zgładu betonu 32 x 32 [7]
Średnia arytmetyczna: 0,32 Odchylenie standardowe: 0,36 Włókien w przekroju: 330 Rzeczywista wysokość pola podziału: 0,46cm Rzeczywista szerokość pola podziału: 0,46cm
Minimum Maksimum
Minimalna ilość włókien: 0
Maksymalna ilość włókien: 3
Rys. 9 Przekrój 3, dla podziału zgładu betonu 32 x 32 [7]
83

Na podstawie przedstawionych, przykładowych symulacji rozmieszczenia włókien w badanej próbce betonowej, stwierdzić można ogólne tendencje ich rozproszenia i poziom jednorodności tak modyfikowanej matrycy betonowej. Wykazano mniej lub bardziej równomierne rozmieszczenie włókien w badanym betonie, niezależne od kierunku formowania próbki. Nie wykazano nadmiernego zbliżania się włókien do siebie i tworzenia się tzw „jeży”. Można również obserwować położenie włókien względem ścian formy i ewentualne zakłócenia z tym związane.
Na bazie opracowanego oprogramowania do analizy rozmieszczenia włókien, przeprowadzono wstępne badania zależności wytrzymałości zapraw od jednostkowej ilości włókien w nich zawartych [8]. Dla rozpatrywanej modyfikacji zapraw włóknami stalowymi długości 6 i 12 mm, uzyskano wstępne wyniki. Wyraźny wzrost wytrzymałości na ściskanie obserwowano dla zapraw z włóknami długości 6 mm. Tylko w tym przypadku zaobserwowano wzrost wytrzymałości na ściskanie wraz ze wzrostem liczby zbrojenia rozproszonego w badanych przekrojach. Dla zapraw z włóknami długości 12 mm wytrzymałość fc zmienia się niewiele, nieproporcjonalnie do liczby włókien w przekrojach. Wydaje się, więc zasadne stosowanie zapraw z mniejszymi włóknami stalowymi prostymi lecz o dużym udziale objętościowym niż zapraw z włóknami długości 12 mm. Nie obserwowano wpływu ilości włókien na zmianę parametru fct,f1 w badanych zaprawach. Należy jednak zwrócić uwagę na rodzaj i wymiary geometryczne wykonywanego elementu betonowego jak również na inne procesy, które mogą mieć wpływ na parametry wytrzymałościowe fibrobetonu (sposób mieszania składników, podawanie mieszanki do formy, pielęgnacja betonu).
Rys. 10. Wpływ liczby włókien w przekrojach na parametry wytrzymałościowe [8].
8,3 7,87,87,46,3
42,9 40,8
szt.
40,437
24,2
6,3 66,96,56,4
36,8 37,33635,7 37,1
0
10
20
30
40
50
0 50 100 150 200 250 300]
350 400Liczba włókien w trzech przekrojach [
wytrzymałość na rozciąganie przy zginaniu fct,f1 dla zaprawy z włóknami 6 mm
wytrzymałość na ściskanie fc dla zaprawy z włóknami 6 mm
wytrzymałość na rozciąganie przy zginaniu fct,f1 dla zaprawy z włóknami 12 mm
wytrzymałośc na ściskanie fc dla zaprawy z włóknami 12 mm
fct,f1 [MPa]
fc [MPa]
84

6. Podsumowanie
Na bazie przeprowadzonych badań własnych, przy zastosowaniu opracowanej metody i oprogramowania do analizy rozmieszczenia włókien w zaprawach i betonach, uzyskano wstępne wyniki w rozpatrywanym zakresie badawczym.
Opracowany program komputerowy pozwala na analizę rozmieszczenia pojedynczych włókien w układzie globalnym i lokalnym próbek. Pozwala również na określanie tendencji w rozmieszczeniu włókien w zależności od kierunku formowania mieszanki betonowej, bliskości ścian form oraz układu góra – dół formy.
Wyniki analizy obrazu nie ujawniły tendencji włókien, bez względu na ich rodzaj, do przylegania do ścian formy. Zjawisko zwane potocznie „efektem ściany” nie jest zatem powiązane z kształtem włókien, zaobserwowano również znacznie mniejszą ilość włókien stalowych w bezpośrednim sąsiedztwie ścian formy, bez względu na ich kształt czy procentową zawartość w mieszance betonowej.
Wyniki analizy obrazu ujawniły brak osiadania włókien w mieszance betonowej, bez względu na ich procentowy udział, rozpatrywany w badaniach. Ilość włókien ułożonych w większości przypadków równolegle do podłużnych ścian formy pozwala wnioskować, iż zachowanie takie wynika z kierunku betonowania i rozpływania się włókien w formie. Ponadto zaobserwowano mniejsze ukierunkowanie włókien w skrajnych zgładach badanych próbek, co potwierdza związek układu włókien z kierunkiem betonowania.
Wykazano wstępne zależności (lub ich brak) pomiędzy ilością włókien stalowych w betonie a jego parametrami wytrzymałościowymi. Przedstawiona metoda i oprogramowanie stanowią wstęp do badań na temat zależności pomiędzy rozmieszczeniem włókien w elemencie betonowym a określeniem ich wpływu na parametry wytrzymałościowe.
Badanie wytrzymałości na rozciąganie przy zginaniu fct,f1 potwierdziło zasadę wysunięcia lub zerwania włókien z matrycy. Widoczny niewielki wzrost wytrzymałości na zginanie zaobserwowano w przypadku włókien stalowych długości 6 mm. Analiza rozpatrywanych przekrojów w próbce pokazuje duże zróżnicowanie liczby uzbrojenia badanych zgładów.
Badania wykonane na zaprawach z włóknami stalowymi prostymi długości 6 i 12 mm pokazują stopień trudności w zaprojektowaniu mieszanki samozagęszczalnej, która charakteryzowałaby się dużą płynnością i jednocześnie dobrymi parametrami wytrzymałościowymi. Maksymalny, zbadany udział objętościowy włókien 0,5% nie powoduje znaczącej poprawy wytrzymałości w stosunku do udziału 0,1%. Tak niewielkie różnice parametrów mechanicznych zbadanych fibrobetonów mogą być spowodowane rodzajem zastosowanego zbrojenia rozproszonego oraz niewielkim zakresem objętościowym uzbrojenia włóknistego w zaprawie. Rozmieszczenie i liczba włókien w analizowanych przekrojach nie dają jednoznacznej odpowiedzi o ich wpływie na parametry wytrzymałościowe. Wydaje się zasadne przeprowadzenie podobnych badań z innymi rodzajami włókien stalowych (np. haczykowate) o większych udziałach objętościowych (Vf >0,5%) w zaprawie z większą liczbą analizowanych przekrojów.
85

Literatura
[1] Barragán B., Zerbino R., Gettu R., Soriano M., de la Cruz C., Giaccio G., Bravo M.:
Development and application of steel fibre reinforced self-compacting concrete, 6th RILEM Symposium on Fibre-Reinforced Concretes (FRC) – BEFIB 2004, Varenna, Italy, 457 – 466.
[2] Brandt A.M, Cement-based Composites: Materials, Mechanical Properties and Performance, E & FN Spon, London 1995, ss. 470.
[3] Brandt A.M, Kasperkiewicz J.: Metody diagnozowania betonów i betonów wysokowartościowych na podstawie badań strukturalnych, Instytut Podstawowych Problemów Techniki, PAN, Warszawa 2003 r.
[4] Ding Y., Thomaseth D., Niederegger Ch., Thomas A., Lukas W.: The investigation on the workability and flexural toughness of fibre cocktail reinforced self-compacting high performance concrete, 6th RILEM Symposium on Fibre-Reinforced Concretes (FRC) – BEFIB 2004, Varenna, Italy, 467 – 478.
[5] Ponikiewski T., The rheological properties of fresh steel fibre reinforced self-compacting concrete, in: Proc. Int. Symp. `Brittle Matrix Composites 8`, A.M.Brandt, V.C.Li, I.H.Marshall, Warsaw 2006.
[6] Ponikiewski T., Aspekty doboru włókien z punktu widzenia technologii mieszanki betonowej, VI Seminarium reologiczne, Gliwice, 2004.
[7] Potysz P., Komputerowa analiza obrazu zgładów betonów modyfikowanych włóknami, Inżynierska praca dyplomowa, Promotor: dr inż. Tomasz Ponikiewski, Gliwice 2006.
[8] Smolik T., Prognozowanie parametrów mechanicznych fibrobetonu w aspekcie losowości rozproszenia włókien stalowych, Inżynierska praca dyplomowa, Promotor: dr inż. Tomasz Ponikiewski, Gliwice 2006.
THE INVESTIGATION OF CHANCE VARIATION OF FIBRES DISTRIBUTION IN CONCRETE MIX
Summary
The analysing on as well as parameters stamina gettability of concretes the influence of chance variation of fibres is in investigations of usual concretes and self-compacting one of new tendencies. It the analysis of sections of samples beam elements in present article was presented, executed from modified with steel fibres concrete. It the analysis was executed near help of computer programme to analysis of picture concrete cuts, worked out in frames of qualifying. It was one should was mark that the analysis of distribution of fibres in concrete matrix was executed on hardened samples and the method of investigations of fresh mixtures with addition of fibres is in track working out by author.
86

¶IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Wytyczne dla autorów dotyczące sposobu przygotowania referatów ¶ nagłówek sympozjum ¶ Beata Łaźniewska1
¶ 3 wiersze wolne (wysokości 10 pkt. z pojedynczą interlinią) ¶ ¶
WPŁYW SKŁADU ZACZYNU NA EFEKTYWNOŚĆ DOMIESZKI NAPOWIETRZAJĄCEJ
¶ 2 wiersze wolne (wysokości 10 pkt. z pojedynczą interlinią) ¶
1. Wstęp ¶
Wśród metod materiałowo-strukturalnej ochrony betonu przed szkodliwym działaniem mrozu można wyodrębnić dwie zasadnicze grupy zmierzające do [2, 10]: • uzyskania maksymalnie szczelnej, nieprzesiąkliwej struktury poprzez obniżenie
wskaźnika W/C, dzięki stosowaniu dodatków mineralnych i domieszek uplastyczniających,
• osiągnięcia mrozoodporności przez napowietrzenie.
Napowietrzenie mieszanki uzyskuje się poprzez wprowadzenie domieszki napowietrzającej do jej objętości, która ułatwia powstanie małych pęcherzyków powietrza. Domieszki napowietrzające można podzielić na trzy grupy [8]: • tłuszcze i oleje pochodzenia zwierzęcego lub roślinnego oraz kwasy tłuszczowe, • naturalne żywice, które w reakcji z wapnem dają sole kwasów żywicznych
rozpuszczalne w wodzie lub w reakcji z NaOH mydła kwasu żywicznego, • sole sodowe lub potasowe kwasów sulfonowych lub alkilosiarkowych.
Budowa cząstek wymienionych powyżej środków napowietrzających charakteryzuje się silnym spolaryzowaniem właściwości. Budowa tego typu powoduje, że cząsteczki koncentrują się w granicach faz. W przypadku zatężania tej substancji powierzchniowo czynnej na powierzchni (w warstwie powierzchniowo czynnej) zachodzi zmniejszenie napięcia powierzchniowego wody, w wyniku czego następuje podział większych pęcherzyków na mniejsze [10]. Uformowane pęcherzyki powietrza ulegają stabilizacji, gdyż tworzy się wokół nich rodzaj molekularnej „kolczugi”(rys. 1c), w której grupy hydrofilowe środka powierzchniowo czynnego skierowane ku fazie skondensowanej przeciwdziałają siłami odpychania elektrostatycznego łączeniu się pęcherzyków. Stwarza to najlepsze warunki do regularnego rozproszenia pęcherzyków powietrza w mieszance betonowej. Podczas dojrzewania betonu powstałe pory nie zostają wypełnione produktami hydratacji, ponieważ żel C-S-H może kształtować się tylko w wodzie. Z punku widzenia 1 Dr inż., Politechnika Śląska, Katedra Procesów Budowlanych, [email protected]
87

mrozoodporności betonu najlepiej, aby pęcherzyki miały średnice 0,05 – 0,1 mm oraz znajdowały się 0,15 – 0,20 mm od siebie w objętości mieszanki. Chociaż zagadnienie krytycznej wartości rozstawu porów w betonie w celu zapewnienia odporności betonu jest nadal nierozstrzygniętą kwestią.
a)
b)
c)
Rys. 1. Schemat wpływu środka napowietrzającego: a) obniżenie napięcia powierzchniowego wody, b) działanie dyspergujące, c) stabilizujące [10]
Stopień obniżenia napięcia powierzchniowego przez związki powierzchniowo czynne następuje zgodnie z równaniem Gibbsa (1) [1]:
cRT
dcd s
iΓ=
σ− (1)
gdzie: dσ – zmiana napięcia powierzchniowego, dc – miana stężenia danej substancji w roztworze, Γs
i – stężenie powierzchniowe (mol/m2), c – stężenie składnika, R – stała gazowa, T – temperatura.
Z równania (1) wynika, że zmiana napięcia powierzchniowego wynika z adsorpcji substancji na danej powierzchni. Zależność pianotwórczości od stężenia substancji pianotwórczej i napięcia powierzchniowego przedstawiono na rysunku 2.
Rys. 2. Wpływ stężenia substancji powierzchniowo czynnej na wartość napięcia powierzchniowego i pianotwórczość [1]
napięcie powierzchniowe
pianotwórczość
stężenie
88

2. Wpływ składu zaczynu cementowego na efektywność działania domieszki napowietrzającej
Jeżeli rozpatrywać efektywność działania domieszki napowietrzającej jako stopień
obniżenia napięcia powierzchniowego zaczynu, to efektywność ta zależy od właściwości zaczynu cementowego. Stopień obniżenia napięcia powierzchniowego, w wyniku wprowadzenia domieszki napowietrzającej do zaczynu, jest wypadkową oddziaływania wielu czynników materiałowych, technologicznych itp. [6]. Zaleca się zwiększenie dawki domieszki napowietrzającej ponad zalecaną w przypadkach, gdy [8]: • cement posiada zwiększoną powierzchnię właściwą, • cement charakteryzuje się niską zawartością alkaliów, • mieszanka zawiera popioły lotne, a zwłaszcza gdy zawierają one więcej
niedopalonego węgla, • kruszywo zawiera zwiększoną zawartość materiału bardzo drobnego, lub gdy
stosowane są zmielone barwniki, • temperatura betonu jest wysoka, • urabialność mieszanki jest niewielka, • woda zarobowa cechuje się wysoką twardością.
Uziarnienie cementu, dodatków mineralnych, ich powierzchnia właściwa, mają
znaczenie poprzez wpływ na zawartość wody dostępnej do wytworzenia stabilnych pęcherzyków powietrza. Drobno zmielony cement o dużej powierzchni właściwej wymaga większej ilości wody w celu odpowiedniego napowietrzenia mieszanki. Z drugiej strony obecność cząstek drobnych, np. pyłu krzemionkowego, powoduje utrudnienie wydostawania się pęcherzyków powietrznych z objętości mieszanki, co powoduje zwiększenie jej napowietrzenia, jak pokazano na rys. 3. Wobec tego, ustalenie optymalnej dawki domieszki napowietrzającej w przypadku mieszanek z drobnoziarnistymi dodatkami mineralnymi wymaga uprzednich badań doświadczalnych.
Istotny z punku widzenia końcowego efektu napowietrzenia oprócz ziarnienia jest także rodzaj dodatków mineralnych. W przypadku zastosowania dodatku mineralnego, jako zamiennika części cementu, obserwuje się obniżenie zawartości powietrza w mieszance betonowej w stosunku do mieszanki zawierającej wyłącznie cement portlandzki o zbliżonej urabialności [10].
89

Rys. 3. Wpływ rodzaju dodatku mineralnego na zawartość powietrza w
mieszance betonowej [2]
Rys. 4. Wpływ zawartości części organicznych w popiele lotnym na wymaganą
ilość domieszki napowietrzającej [2]
00
1
2
3
4
5
6
7
8
0,01 0,02 0,03 0,04 0,05 0,06
Zaw
artość
pow
ietrz
a w
mie
szan
ce %
CEM I
30% popiołu lotnego
33% żużla
8% pyłu krzemionkowegoCEM I
30% popiołu lotnego
33% żużla
8% pyłu krzemionkowego
Ilość AEA % m-c
0 0,4
600
500
400
300
200
1000,2 0,6 0,8 1,0 1,2Ilo
śćA
EA w
bet
onie
por
ówna
wcz
ym
bez
popi
ołu
lotn
ego
[%]
Zawartość części organicznych w popiele lotnym [%]
Popiół klasy F wg ASTM
Popiół klasy C wg ASTM
Popiół klasy F wg ASTM
Popiół klasy C wg ASTM
Jednakże największe problemy z właściwym napowietrzeniem występują w przypadku mieszanek zawierających popiół lotny, jako dodatek mineralny [6, 10]. Główną ich przyczyną jest to, że występujący w popiele lotnym węgiel może absorbować czynnik powierzchniowo aktywny, obniżając w ten sposób jego efektywność (rys. 4). W konsekwencji może być wymagana większa dawka domieszki napowietrzającej w celu uzyskania tego samego stopnia napowietrzenia mieszanki betonowej. Co więcej, jeżeli rozmieszczenie węgla w masie betonu jest nierównomierne, wówczas mogą powstać w betonie obszary o różnej zawartości powietrza. Opracowane zostały specjalne domieszki napowietrzające zawierające składniki polaryzujące, które selektywnie adsorbowane są przez węgiel. Nie może stanowić to jednak stanowić powszechnie stosowanego środka zaradczego na wspomniane trudności, gdyż uniemożliwiają to zmienne właściwości węgla występującego w popiele [8].
Kolejnym czynnikiem, który wykazuje znaczny wpływ na efekt napowietrzenia mieszanki, jest wskaźnik wodno-cementowy (rys. 5). Mieszanki o wysokiej zawartości cementu, około 500 kg/m3 i bardzo niskim wskaźniku cementowo-wodnym (0,30-0,32) wymagają szczególnie dużej dawki domieszki napowietrzającej, gdyż poprawne napowietrzenie jest możliwe pod warunkiem, że mieszanka zawiera dużo wody. Zbyt mała ilość wody obniża urabialność mieszanki i utrudnia równomierne jej napowietrzenie. Pęcherzyki powietrza muszą mieć stabilną powłokę wodną. Odpowiada to konsystencji plastycznej w typowych mieszankach betonowych. Istotne jest także, aby mieszanka betonowa nie była nazbyt płynna, ponieważ zbyt duża ilość wody w mieszance powoduje trudności ze stabilizacją wytworzonych pęcherzyków powietrza (rys. 6) [11], szczególnie w przypadku betonów samozagęszczalnych (SCC) [7, 9].
90

W przypadku mieszanek zawierających domieszki chemiczne, szczególnie superplasyfikator, często występuje problem odpowiedniego napowietrzenia [3, 4, 5, 12, 13]. Wprowadzenie domieszki napowietrzającej do mieszanki betonowej, która zawiera już inne domieszki chemiczne, poprzez ich interakcje, może spowodować pewne problemy z utrzymaniem stabilności już uzyskanego napowietrzenia [12. 13], ponieważ różne rodzaje środków napowietrzających tworzą odmienne struktury porowatości. Czyste, tj. nie mieszane z innymi, środki napowietrzające dają drobne pory o mniejszych odległościach pomiędzy sobą niż kombinacje różnych środków napowietrzających łącznie ze środkami redukującymi ilość wody zarobowej lub plastyfikującymi. Wprowadzenie superplastyfikatora wraz z domieszką napowietrzającą do objętości mieszanki betonowej powoduje niewielki wzrost wielkości wymiarów pęcherzyków powietrznych, co przyczynia się do ich wypływu z mieszanki oraz w konsekwencji wzrostu wskaźnika rozstawu porów powietrznych w betonie. W tej sytuacji konieczne jest zwiększenie dawki domieszki napowietrzającej.
Rys. 5. Wpływ w/c na wielkość pęcherzyków powietrza [2]
Rys. 6. Wpływ SP i konsystencji mieszanki na jakość napowietrzenia betonu [2]
r [µm]
w/c=0,3
100100
200200
300300
400400
00 2020 3030 4040 8080 100100
w/c=0,4
w/c=0,5
w/c=0,6
w/c=0,7
⎯L [µ
m]
odchylenie standardowewartość średnia
Konsystencja normalna
AEA AEA + reduktor wody
bez AEA
Mieszanka ciekła
AEA 1 + plast.
AEA 2 + plast.
Pow
ierz
chni
awłaśc
iwa
[mm
-1]
Śre
dnic
a po
rów
[ mm
]
0,15
0,20
0,30
0,60
0
10
20
30
40
50
Ponadto, gdy domieszki obniżające ilość wymaganej wody stosowane są wraz z domieszkami napowietrzającymi, przy danej zawartości procentowej powietrza, potrzebna jest zazwyczaj mniejsza ich ilość, nawet pomimo tego, że niektóre środki uplastyczniające nie mają właściwości napowietrzających. Można to wyjaśnić tym, że zmianie ulega otoczenie fizyczne lub chemiczne tak, że działanie domieszki napowietrzającej staje się bardziej efektywne.
W ramach podsumowania tego rozdziału wpływ składników zaczynu na efekt jego napowietrzenia zestawiono w poniższej tablicy:
91
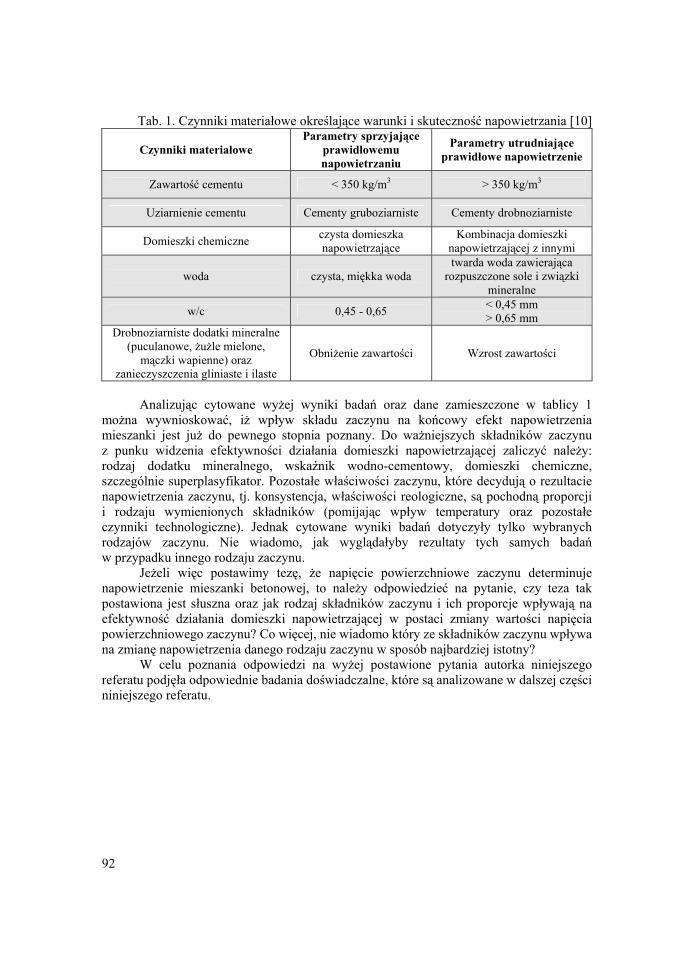
Tab. 1. Czynniki materiałowe określające warunki i skuteczność napowietrzania [10]
Czynniki materiałowe Parametry sprzyjające
prawidłowemu napowietrzaniu
Parametry utrudniające prawidłowe napowietrzenie
Zawartość cementu < 350 kg/m3 > 350 kg/m3
Uziarnienie cementu Cementy gruboziarniste Cementy drobnoziarniste
Domieszki chemiczne czysta domieszka napowietrzające
Kombinacja domieszki napowietrzającej z innymi
woda czysta, miękka woda twarda woda zawierająca
rozpuszczone sole i związki mineralne
w/c 0,45 - 0,65 < 0,45 mm > 0,65 mm
Drobnoziarniste dodatki mineralne (puculanowe, żużle mielone,
mączki wapienne) oraz zanieczyszczenia gliniaste i ilaste
Obniżenie zawartości Wzrost zawartości
Analizując cytowane wyżej wyniki badań oraz dane zamieszczone w tablicy 1
można wywnioskować, iż wpływ składu zaczynu na końcowy efekt napowietrzenia mieszanki jest już do pewnego stopnia poznany. Do ważniejszych składników zaczynu z punku widzenia efektywności działania domieszki napowietrzającej zaliczyć należy: rodzaj dodatku mineralnego, wskaźnik wodno-cementowy, domieszki chemiczne, szczególnie superplasyfikator. Pozostałe właściwości zaczynu, które decydują o rezultacie napowietrzenia zaczynu, tj. konsystencja, właściwości reologiczne, są pochodną proporcji i rodzaju wymienionych składników (pomijając wpływ temperatury oraz pozostałe czynniki technologiczne). Jednak cytowane wyniki badań dotyczyły tylko wybranych rodzajów zaczynu. Nie wiadomo, jak wyglądałyby rezultaty tych samych badań w przypadku innego rodzaju zaczynu.
Jeżeli więc postawimy tezę, że napięcie powierzchniowe zaczynu determinuje napowietrzenie mieszanki betonowej, to należy odpowiedzieć na pytanie, czy teza tak postawiona jest słuszna oraz jak rodzaj składników zaczynu i ich proporcje wpływają na efektywność działania domieszki napowietrzającej w postaci zmiany wartości napięcia powierzchniowego zaczynu? Co więcej, nie wiadomo który ze składników zaczynu wpływa na zmianę napowietrzenia danego rodzaju zaczynu w sposób najbardziej istotny?
W celu poznania odpowiedzi na wyżej postawione pytania autorka niniejszego referatu podjęła odpowiednie badania doświadczalne, które są analizowane w dalszej części niniejszego referatu.
92

3. Metodyka badań efektywności działania domieszki napowietrzającej w zależności od składu zaczynu
Należy we wstępie zaznaczyć, iż przedstawione wyniki badań dotyczą pierwszego
ich etapu, w którym rozpatruje się w pierwszej kolejności wpływ składników cementu, mogących determinować efektywność działania domieszki napowietrzającej, tj. rodzaj cementu, superplastyfikatora oraz w/c zaczynu cementowego. Tak więc skład zaczynów (tabl. 2, 3, 4) został dobrany tak, aby w dalszej analizie statystycznej można było zweryfikować istotność wpływu wymienionych składników zaczynu na efektywność działania domieszki napowietrzającej.
Tab. 2. Charakterystyka użytych cementów
Nazwa cementu Oznaczenie cementu
Pochodzenie cementu
Rodzaj dodatku mineralnego
Zawartość dodatków
Cement portlandzki CEM I 32,5R Górażdże CEMENT S.A. - -
CEM II/B-V 32,5R – HSR
Górażdże CEMENT S.A.
Pipiół lotny krzemionkowy 21-35
CEM II/B-S 32,5R
EKOCEM Dąbrowa Górnicza
Granulowany żużel
wielkopiecowy 21-35 Cement portlandzki
wieloskładnikowy
CEM II/B-M (V-LL) 32,5R
Górażdże CEMENT S.A. Popiól, wapień 21-35
Cement hutniczy CEM III/A
32,5N – LH/HSR/NA
EKOCEM Dąbrowa Górnicza
Granulowany żużel
wielkopiecowy 35-65
Tab. 3. Charakterystyka użytych domieszek
Rodzaj domieszki Opis produktu Oznaczenie Baza
Napowietrzająca (AEA)
Skoncentrowana domieszka napowietrzająca do betonów i
zapraw.
Addiment®
LPS A
Tensydy (anionowe środki
powierzchniowo czynne).
Superplastyfikator (SP)
Sika ViscoCrete 3 jest superplastyfikatorem trzeciej
generacji, odpowiednim zarówno do betonu jak i do
zapraw cementowych.
Sika® ViscoCrete
3
Wodny roztwór modyfikowanych
polikarboksylanów
Tab. 4. Skład badanych zaczynów
Rodzaj zaczynu w/s AEA SP 0,8 - - 0,5 - - zaczyn nienapowietrzony 0,5 - 1% m-s 0,8 0,2% m-s - 0,5 0,2% m-s - zaczyn napowietrzony 0,5 0,2% m-s 1% m-s
93

Po przygotowaniu danego zaczynu (tab. 4) w ilości około 50 ml poddawano go mieszaniu przez ok. 3 min. Po tym czasie dokonywano pomiaru temperatury zaczynu jak również otoczenia. Następnie przygotowywano zlewkę z zaczynem, którą umieszczano pod wylot stalagmometru (rys. 7) tak, aby jego koniec zanurzył się w cieczy. Po czym zasysano zaczyn, aby napełnić stalagmometr ponad poziom górnego przewężenia. Potem stopniowo zwalniano zacisk znajdujący się na wężu gumowym równocześnie obserwując opadający menisk zaczynu w stalagmometrze. Gdy menisk osiągał poziom górnego przewężenia rozpoczynano liczenie kropel i kończono je w momencie, gdy menisk osiągał poziom przewężenia dolnego. Każdy pomiar wykonywano sześciokrotnie, każdorazowo notowano temperaturę otoczenia (która jest bardzo istotna z punktu widzenia rezultatów badań) oraz czas pomiaru. W końcu obliczano napięcie powierzchniowe roztworów korzystając z następującej zależności [1]:
WR
RW
W
R
nn
ρρ
=σσ
(2)
gdzie: σR – napięcie powierzchniowe zaczynu [N/m], σW – napięcie powierzchniowe wody [N/m], nR – liczba kropel zaczynu, nW – liczba kropel wody, ρR – gęstość badanego zaczynu [kg/m3], ρW – gęstość wody [kg/m3].
Wielkość po lewej stronie równania (2) nazywa się względnym współczynnikiem
napięcia powierzchniowego σrel [1]:
relw
R σ=σσ (3)
a)
b)
Rys. 7. Stalagmometr Rys. 8. Widok kształtującej się kropli b) zaczynu, a) wody na kapilarze
stalagmometru
94

Gęstość wody ρW odpowiadającą danej temperaturze przyjmowano z tablic wielkości fizycznych. Porównywano jednak przyjmowane wartości z wynikami pomiaru gęstości wody przy pomocy piknometru, którego objętość była wyznaczona za pomocą wody destylowanej. Następnie obliczano gęstości badanych zaczynów z następującej zależności:
12
13w
cc mm
mmVm
−−
ρ==ρ (4)
W tym celu ważono osuszony piknometr wraz z korkiem (m1). Napełniano piknometr wodą destylowaną, zatykano i korek i nadmiar wody usuwano za pomocą bibuły. Następnie ważono piknometr napełniony wodą destylowaną (m2). W ten sam sposób piknometr wypełniony zaczynem (m3).
Stosowaną w pomiarach cieczą wzorcową była woda, której napięcie powierzchniowe można obliczyć z następującego wzoru:
[ ] ⎥⎦⎤
⎢⎣⎡⋅−−=σ −
mN10)18t(155.09.72 3 (5)
gdzie: t – temperatura otoczenia [˚C].
4. Rezultaty badań współczynnika napięcia powierzchniowego zaczynu
W pierwszym etapie badań porównano wpływ AEA i SP na stopień obniżenia napięcia powierzchniowego wody, jako składnika zaczynu. Domieszki były dozowane w tej samej ilości jak miało to nastąpić w przypadku zaczynów (tab. 4).
Na podstawie przeprowadzonych pomiarów, okazało się, że AEA w większym stopniu obniża napięcie powierzchniowe wody, ale jednak nie bardziej, niż w przypadku kombinacji tych domieszek (rys. 9).
czysta woda woda destylowana
woda+AEA (0,2%m-c)
woda + SP (1% m-c)
woda + SP (1% m-c) +
AEA (0,2% m-c)
0
10
20
30
40
50
60
70
80
90
1rodzaj roztworu, t = 20,7oC
napięc
ie p
owie
rzch
niow
e σ
103
[N/m
]
Rys. 9. Wpływ domieszki SP i AEA na wartość napięcia powierzchniowego wody
Na kolejnych rysunkach (rys. 10, 11, 12) zaprezentowano wyniki badań wpływu
rodzaju i proporcji składników zaczynu na efektywność działania domieszki napowietrzającej w postaci stopnia obniżenia napięcia powierzchniowego. Jeżeli porównamy wyniki badań przestawione na rys. 9 i 12, okazuje się, że SP w połączeniu z AEA najsilniej obniża napięcie powierzchniowe zaczynu, silniej niż zmiana wartości w/c
95

z 0,5 na 0,8 lub w przypadku dodania AEA do zaczynu o w/c = 0,8 (rys. 12). Istotnie, tak jak powiedziano we wstępie niniejszego referatu, w przypadku, gdy SP i AEA stosowane są łącznie następuje zwiększenie wymiaru pęcherzyków powietrza w mieszance betonowej (por. rys. 6).
Co się tyczy wpływu rodzaju cementu na napięcie powierzchniowe zaczynu, to wielkość jego wpływu zależy od układu pozostałych czynników. Na przykład wśród zaczynów nienapowietrzonych największą wartość napięcia powierzchniowego charakteryzuje się zaczyn z CEM II B-S, następnie z CEM I i CEM I +PK (rys. 10). Natomiast dla zaczynów napowietrzonych wpływ rodzaju cementu jest uzależniony od układu pozostałych składników. Jednak w każdy przypadku zaczyn z CEM II B-S wartość napięcia powierzchniowego jest największa (por. rys. 11). W przypadku zaczynu z CEM II B-V także odnotowywano większą wartość napięcia powierzchniowego, co potwierdza negatywny wpływ popiołu na efektywność działania domieszki napowietrzającej.
CE
M I
CE
M I
+PK
*C
EM II
B-V
CE
M II
B-M
CEM
II B
-SC
EM
III
0,5 SP 0,8 0,50
20
40
60
80
100
120
140
160
180
napięc
ie p
owie
rzch
niow
e σ
103
[N/m
]
rodzaj cem. W/C; SP
Rys. 10. Rezultaty badań napięcia powierzchniowego nienapowietrzonego zaczynu
CEM ICEM I +PK*
CEM II B-VCEM II B-M
CEM II B-SCEM III
0,5 SP;AEA
0,5;AEA
0,8;AEA
0
10
20
30
40
50
60
70
80
napięc
ie p
owie
rzch
niow
e σ
103
[ N
/m]
rodzaj cem.
W/C; SP Rys. 11. Rezultaty badań napięcia powierzchniowego napowietrzonego zaczynu
96

CE
M I
CE
M II
B-V
CE
M I
I B-S
0,50,8
0,5 SP0,8;AEA 0,5;
AEA 0,5SP;AEA
020406080100120140160180
napięc
ie
pow
ierz
chni
owe
103 σ
[N/m
]
rodzaj cem.
W/C; SP(serie w ksztalcie walca - zaczyn bez AEA;
serie w kształcie prostopadlościana -zaczyn z 0,02% AEA)
Rys. 12. Porównanie rezultatów badań napięcia powierzchniowego zaczynów
cementowych metodą stalagmometryczną
5. Analiza wyników badań istotności wpływu składu zaczynu na efektywność działania domieszki napowietrzającej
Przejdziemy teraz w tej części referatu do analizy istotności wpływu składników
zaczynu na efektywność działania domieszki napowietrzającej. Na rysunku 13 porównano rezultaty badań wpływu proporcji i rodzaju składników
zaczynu na zakres zmiany napięcia powierzchniowego. Okazuje się, że i w tym przypadku stosowanie jednoczesne AEA i SP powoduje największą zmianę napięcia powierzchniowego zaczynu. Jednak jeżeli rozpatrywać osobno wpływ składników zaczynu napowietrzonego i nienapowietrzonego, to w przypadku zaczynu nienapowietrzonego większy wpływ wykazuje rodzaj cementu (por. tab. 2) niż w przypadku zaczynu napowietrzonego. Rodzaj cementu jest czynnikiem najbardziej istotnym ze względu na napięcie powierzchniowe zaczynów nienapowietrzonych lecz mniej istotnym niż wpływ SP w przypadku zaczynów napowietrzonych. Chociaż w przypadku zaczynu napowietrzonego z SP, istotność wpływu rodzaju cementu okazała się być większa niż wpływ w/c. W przypadku zaczynu napowietrzonego z SP rodzaj cementu jest czynnikiem najbardziej istotnym (rys. 14), chociaż wpływ SP nie jest znacząco mniejszy niż wpływ rodzaju cementu. Charakter wpływu SP w zależności od rodzaju cementu przedstawiono na rys. 15.
97

119 89 71
10284
63
9695
60
9582
57
90
79
49
CEM I CEM II B-V CEM II B-M
rodz. cem.
war
tość
obn
iżen
ia n
apię
cia
pow
. 103
[N/m
] w s
tosu
nku
do z
aczy
nuo
w/c
= 0
,5
0,5-0,80,5-0,8,AEA0,5-0,5SP0,5-0,5AEA0,5-0,5AEA,SP
Rys. 13. Porównanie wpływu składu i proporcji zaczynu na jego napięcie powierzchniowe w stosunku do zaczynu nienapowietrzonego o w/c = 0,5
1
10
100
1000
10000
ln F
-F0,
05
1badany czynnik
cem. w/c=0,8 bez AEASP, w/c=0,5 bez AEA w/c bez AEA i SPcem. (zacz. z AEA bez SP)w/c (zacz. z AEA bez SP)SP (zacz. z AEA)cem. (zacz. z AEA z SP)w/c (zacz. z AEA z SP)
Rys. 14. Porównanie istotności wpływu składu zaczynu na napięcie powierzchniowe
0
100
200
300
F-F 0
,01
1badany czynnik
SP (cem I)SP (cem I + PK)SP (cem B-M)SP (cem B-V)SP (cem B-S)SP (cem III)
Rys. 15. Porównanie istotności wpływu SP na napięcie powierzchniowe napowietrzonego zaczynu w zależności od rodzaju cementu
98

6. Rezultaty badań napowietrzenia mieszani betonowej
Poprzedni rozdział niniejszego referatu przyniósł odpowiedzi na pytania postawione na początku referatu, które dotyczyły istotności wpływu składników zaczynu na efektywność działania domieszki napowietrzającej. Postawiono również tezę na początku referatu, że efektywność działania domieszki napowietrzającej w postaci stopnia obniżenia napięcia powierzchniowego zaczynu ma swoje odzwierciedlenie w danym napowietrzeniu mieszaki betonowej. W celu weryfikacji tak postawionej tezy w dalszym etapie badań przystąpiono do pomiarów zawartości powietrza (rys. 18) w mieszankach betonowych (tab. 5) wykonanych z tych samych zaczynów, które były stosowane do badań napięcia powierzchniowego (tab. 4). W celu uzyskania największej możliwej zgodności pomiędzy składem zaczynów uprzednio użytych do pomiaru napięcia powierzchniowego i składem zaczynów mieszanek betonowych podczas badań ilość wody stosowana do mieszanek była korygowana ze względu na wilgotność kruszywa. Istotne jest także, że temperatura otoczenia była ta sama, co ma niewątpliwie wpływ na napięcie powierzchniowe zaczynu.
Tab. 5. Skład badanych mieszanek betonowych
w/c AEA SP Objętość zaczynu w m3 betonu [m3]
Kruszywo otoczakowe pp [%]
0,5 0,2% m-s - 334 0-8 mm 38 0,5 0,2% m-s 1% m-s 334 0-8 mm 38
Na rysunku 16 przedstawiano rezultaty pomiaru zawartości powietrza
w poszczególnych mieszankach betonowych. Jak można wywnioskować na postawie analizy zaprezentowanych danych, wpływ SP jest znaczy ze względu na stabilność napowietrzenia, pomimo tego, iż w przypadku zaczynów napowietrzonych z SP odnotowywano mniejsze napięcie powierzchniowe zaczynu niż dla zaczynu napowietrzonego bez SP (por. rys. 10 i 11).
Jeżeli porównamy wartości współczynnika napięcia powierzchniowego napowietrzonych zaczynów cementowych ze stopniem napowietrzenia mieszanek, okazuje się, że istnieje pewna zależność pomiędzy badanymi wielkościami (rys. 17). Wraz ze wzrostem współczynnika napięcia powierzchniowego następuje zmniejszenie napowietrzenia mieszanki. Istotnie, wraz ze wzrostem wartości tego współczynnika powstawanie pęcherzyków powietrznych jest coraz „trudniejsze” wskutek rosnącego napięcia powierzchniowego zaczynu.
99

1113
7,5 8,7 9,3 9,7
1
1
3,5 1,3 1,2
3,8
0
2
4
6
8
10
12
14
16
CEM I CEM I +PK* CEM II B-V CEM II B-M CEM II B-S CEM III
rodz. cem.
napo
wie
trze
nie
mie
szan
ki [%
] w/c 0,5; AEA; SP w/c 0,5; AEA
Rys. 16. Wpływ SP (1% m-s) na napowietrzenie mieszanki betonowej zawierającej
AEA (0,2% m-s)
Analizując nadal dane zamieszczone na rys. 17, można wywnioskować ponadto, że w przypadku mieszanek bez SP, zależność pomiędzy współczynnikiem napięcia powierzchniowego jest silniejsza (prosta korelacji ma większe nachylenie).
Okazuje się, że spośród składników zaczynu badanych mieszanek betonowych SP wykazuje największy wpływ na ich stopień napowietrzenia, chociaż rodzaj dodatku mineralnego okazał się także istotny (tab. 6). Podobna sytuacja była odnotowana w przypadku napowietrzonego zaczynu (rys. 14), gdyż i w tym przypadku SP okazał się mieć największy wpływ na stopień obniżenia napięcia powierzchniowego.
0
2
4
6
8
10
12
14
16
45 48 51 54 57 60 63 66 69 72 75 78
napiecie powierzchniowe zaczynu 10 3 [N/m], AEA, SP
zaw
arto
sc p
owie
trza
w m
iesz
ance
[%] Zaczyn napowietrzony, w/c = 0,5,; SP
Zaczyn napowietrzony, w/c = 0,5
Rys. 17. Zależność pomiędzy napięciem
powierzchniowym zaczynu a napowietrzeniem mieszanki betonowej
Rys. 18. Aparat ciśnieniowy do pomiaru zawartości powietrza
100

Tab. 6. Istotność wpływu w/s i SP na napowietrzenie mieszanki betonowej Czynnik Wartość testu F Poziom istotności
wpływu rodzaj cem. 6,37 0,05
SP 13,47 0,02
7. Wnioski
Celem niniejszego referatu jest analiza wpływu składu zaczynu na efektywność
działania domieszki napowietrzającej. Przed przystąpieniem do badań własnych autorka analizowała cytowane w literaturze dotychczasowe wyniki badań dotyczące rozpatrywanego zagadnienia. Rezultaty tej analizy wykazały, że zagadnienie efektywności działania domieszek napowietrzających w zależności i od składu zaczynu nie jest do końca poznane i było rozpatrywane każdorazowo dla szczególnych przypadków mieszanki betonowej. Tak więc, nie wiadomo, które ze składników zaczynu wykazuje największy wpływ na efektywność domieszki napowietrzającej. W związku z tym przystąpiono do badań doświadczalnych, które w pierwszych ich etapie miały na celu rozstrzygnięcie istotności wpływu rodzaju cementu, SP oraz w/c na efektywność domieszki napowietrzającej. Na podstawie analizy wyników przeprowadzonych badań można wyciągnąć następujące wnioski: 1. Rodzaj cementu jest czynnikiem najbardziej istotnym ze względu na napięcie
powierzchniowe zaczynów nienapowietrzonych, lecz mniej istotnym niż wpływ SP w przypadku zaczynów napowietrzonych. Chociaż w przypadku zaczynu napowietrzonego z SP, istotność wpływu rodzaju cementu okazała się być większaniż wpływ w/c.
2. Zaczyny nienapowietrzone z CEM II B-S oraz z CEM I, CEM I + PK charakteryzują się największym napięciem powierzchniowym. Natomiast w przypadku zaczynów napowietrzonych, wielkość wpływu danego rodzaju cementu na efektywność domieszki napowietrzającej zależy od układu pozostałych czynników, chociaż napowietrzone zaczyny z cementem CEM II B-S oraz z CEM II B-V, CEM I + PK prawie w każdym przypadku charakteryzowały się największym napięciem powierzchniowym.
3. Wartość wskaźnika w/c jest czynnikiem mniej istotnym niż rodzaj cementu w przypadku zaczynu nienapowietrzonego. Także wartość tego wskaźnika jest wpływem najbardziej istotnym w przypadku napowietrzonego zaczynu cementowego bez SP niż rodzaj cementu. Natomiast w przypadku napowietrzonych zaczynów z SP wpływ w/c jest najmniejszy, gdyż w tym przypadku wpływ SP oraz rodzaju cementu jest znacznie większy.
4. Istotność wpływu SP na efektywność działania domieszki napowietrzającej zależy od rodzaju cementu, szczególnie od CEM I.
W referacie postawiono także tezę, że napięcie powierzchniowe zaczynu wpływa na
napowietrzenie mieszanek betonowych. W celu sprawdzenia słuszności tej tezy przeprowadzono pomiary napowietrzenia mieszanek betonowych wykonanych z tych samych zaczynów, które były uprzednio zastosowane do badań napięcia powierzchniowego. Następnie dokonano porównania rezultatów badań napowietrzenia
101

mieszanek betonowych oraz napięcia powierzchniowego zaczynu na kanwie którego wnioskować można: 1. Wraz ze wzrostem napięcia powierzchniowego następuje redukcja napowietrzenia
mieszanek betonowych, co potwierdza słuszność postawionej tezy. 2. W przypadku mieszanek betonowych bez SP zależność pomiędzy napięciem
powierzchniowym zaczynu a napowietrzeniem mieszanki jest silniejsza niż w przypadku mieszanek z SP.
3. Istotność wpływu SP jest większa niż w/c ze względu na efektywność dziania domieszki napowietrzającej w postaci napowietrzenia mieszanki betonowej.
4. W przypadku mieszanek z SP odnotowuję się mniejszą zawartość powietrza, pomimo iż zaczyn takiej mieszanki charakteryzuje się mniejszą wartością napięcia powierzchniowego niż zaczyn z czystą domieszką napowietrzającą. Przyczyną tego może być większa płynność mieszanki z SP, która wpływa na destabilizację wprowadzonego napowietrzenia. Zaprezentowane rezultaty weryfikacji istotności wpływu składu zaczynu na efekt
jego napowietrzenia w niniejszym referacie stanowią pierwszy etap badań własnych. W kolejnym etapie badań autorka ma zamiar zweryfikować istotność wpływu m.in. innych domieszek chemicznych, szczególnie modyfikujących lepkość mieszanki (VMA) oraz temperatury zaczynu na efektywność działania domieszki napowietrzającej, szczególnie w przypadku betonów nowej generacji.
Literatura
[1] Atkins P. W.: Chemia fizyczna. Wydawnictwo Naukowe PWN. Warszawa 2003 [2] Fagerlund G: Trwałość konstrukcji betonowych, Arkady, Warszawa 1997. [3] Giergiczny Z., Małolepszy J., Szwabowski J., Śliwiński J.: Cementy z dodatkami
mineralnymi w technologii betonów nowej generacji, wyd. Górażdże Cement, Opole 2002.
[4] Gołaszewski J.: Korygowanie wpływu domieszek napowietrzających na urabialność i wytrzymałość na ściskanie betonów wysokowartościowych, Konferencja Dni Betonu, Tradycja i Nowoczesność, Wisła 11-13 X, 2004.
[5] Gołaszewski J.: Kształtowanie urabialności mieszanki betonowej superplastyfikatorami, Wydawnictwo Politechniki Śląskiej 2003.
[6] Grodzicka A.: Bundyra-Oracz G.: Wpływ mikrostruktury na mrozoodporność SCC w obecności soli odladzającej, Konferencja Dni Betonu, Tradycja i nowoczesność, Wisła 11-13 X, 2004.
[7] Łaźniewska B.: Modelowanie mrozoodporności betonów samozagęszczalnych, rozprawa doktorska, Gliwice 2006.
[8] Neville A. M.: Właściwości betonu, Polski Cement, Kraków 2000. [9] Persson B.: Internal frost resistance and salt frost scaling of self-compacting
concrete. Cement and Concrete Research 33 (2003) 373-379. [10] Rusin Z.: Technologia betonów mrozoodpornych, Polski Cement Sp. z o. o.,
Kraków 2001. [11] Saucier F.; Pigeon M. and Plante P.: Air-Void Stability, Part III: Field Tests of
Superplasticized Concretes, ACI Materials Journal, V. 87, No. 1, Jan.-Feb. 1990, pp. 3-11.
102

[12] Szwabowski J.: Reologia a urabialność betonu samozagęszczalnego, Cement Wapno Beton 1/2004, str. 14-19.
[13] Szwabowski J.: Reologia mieszanek na spoiwach cementowych, Wydawnictwo Politechniki Śląskiej, Gliwice, 1999.
INFLUENCE OF CEMENT PASTE COMPOSITION ON RESULATS AIR-ENTRAINMENT
Summary Ensuring an adequate and stable air-void system in concrete is essential to guarantee proper resistance to freezing and thawing. This paper provides information regarding the effect of properties of fresh cement paste on the stability and size of the air bubbles. The size of the air bubbles depends on a surface tension of cement paste. When the surface tension is too low the cement paste is inadequate by air-entrained. Different cement pastes were investigated. Results of research showed whether SP, w/c and a kind of mineral addition are very important to achieve adequate porosity system of concrete, but dosage of SP is the most important for air-entrained concrete to value surface tension and stability of air bubbles system.
103

IX SYMPOZJUM NAUKOWO-TECHNICZNE REOLOGIA W TECHNOLOGII BETONU
Gliwice 2007
Maciej Urban1
REOLOGIA BETONÓW SAMOZAGĘSZCZALNYCH WYSOKIEJ WYTRZYMAŁOŚCI
1. Wprowadzenie
W chwili obecnej w Polsce coraz silniej zaznacza się wpływ wzrostu kosztów materiałów budowlanych i kosztów robocizny na koszty budowy. Istnieje kilka sposobów obniżenia tych kosztów. Jednym z nich jest bez wątpienia zastosowanie betonów wysokiej wytrzymałości (BWW). Zyskuje się wtedy znaczne obniżenie ciężaru własnego konstrukcji oraz redukcję ilości zastosowanej stali zbrojeniowej. Pomimo tego, że zarówno beton jak i stal do takiej konstrukcji muszą być wyższej wytrzymałości, a więc droższe, to summa summarum taka operacja się opłaca. Przykładem tego może być np. One Shell Plaza w Houston. Obiekt ten miał mieć początkowo 35 kondygnacji, a dzięki zastosowaniu betonu lekkiego wysokiej wytrzymałości (LBWW) udało się bez podniesienia kosztów inwestycji postawić obiekt 52 kondygnacyjny [1]. Minusem BWW jest jego kiepska urabialność. Wynika ona z konieczności zastosowania wysokojakościowych składników, tzn. sortowanego kruszywa łamanego ze skał o wysokiej wytrzymałości, dużych ilości wysokiej klasy cementu, pyłów krzemionkowych (PK), domieszek upłynniających w wysokich dawkach oraz konieczności zastosowania niskiego wskaźnika wodno-spoiwowego W/S. Łączny wpływ tych czynników prowadzi do powstania wysokolepkich mieszanek o wyraźnie dłuższych czasach wibracji dla danej wartości opadu stożka niż w mieszankach z betonu zwykłego (por. rys. 1). Jak poprawić urabialność takiego betonu bez wyraźnego pogorszenia jego cech? Najbardziej obiecującym sposobem wydaje się dodanie do BWW cechy samozagęszczalności. Że jest to możliwe, pokazano już np. w [3, 23, 26]. W pracy [3] pokazano również, że, przy umiejętnym doborze składu mieszanek, BSZWW mogą być nawet do 10% tańsze od BWW o zbliżonych parametrach. Przykłady globalnych oszczędności (tj. obniżenia kosztów gotowego obiektu w porównaniu do technologii tradycyjnej) można znaleźć np. w [2].
W dalszej części niniejszego artykułu zajęto się przyczynami powstawania podniesionej lepkości BWW oraz sposobami wykorzystania tego faktu do stosunkowo łatwego uzyskiwania BSZWW na bazie zarówno danych literaturowych jak i własnych 1 Dr inż.; Zakład Technologii Betonu, Politechnika Krakowska, ul. Warszawska 24, 31-155 Kraków; e-mail: [email protected]
105

doświadczeń autora w tym względzie. Okazuje się bowiem, że to co w BWW jest wadą, może okazać się zaletą przy uzyskiwaniu BSZWW [3] podobnie jak w przypadku lekkich betonów wysokiej wytrzymałości LBWW [4].
BWW
BSZ
BZ
η
τ
Rys. 1. Przedziały granicy płynięcia i lepkości plastycznej dla betonu zwykłego, BSZ i BWW (za [5]).
2. Parametry reologiczne mieszanki betonowej
Mieszankę betonową opisuje się najczęściej przy użyciu dwuparametrycznego modelu Binghama o następującym [6] przepisie funkcyjnym:
τ = τ0 + η γ& (1)
gdzie: τ – granica płynięcia [Pa], η – lepkość plastyczna [Pa s], γ& - gradient przemieszczenia [1/s] Wzór ten może być również zapisany w postaci
M = g + h ω (2)
We wzorze tym M – moment skręcający oś sondy [Nm], g – granica płynięcia [Nm], h – lepkość plastyczna [Nm s], ω – prędkość ścinania [1/s].
Oprócz tego w literaturze spotkać można doniesienia o nieliniowym zachowaniu się mieszanki betonowej w trakcie ścinania (szczególnie BSZ). Przypadki takie opisuje się najczęściej równaniem Hershela-Bulkley’a [7]
106

τ = τ0 + (ηn γ& )1/m (3)
Graficzną reprezentację prezentowanych zależności podano na rys. 2.
c)
a)
b)
Rys. 2. Wykresy modeli Binghama (b) i Hershela-Bulkley’a (a: 1/m >1, c: 1/m < 1)
W dalszej części artykułu posłużono się modelem Binghama jako prostszym i
znacznie częściej wykorzystywanym do aproksymacji wyników badań.
3. Wpływ poszczególnych parametrów składu BWW na parametry reologiczne mieszanki betonowej
3.1. Niskie W/S
Obniżenie W/S powoduje generalnie zmniejszenie odległości pomiędzy cząstkami fazy stałej w mieszance i w efekcie znaczący wzrost obydwu parametrów reologicznych. Zjawisko to można wytłumaczyć przy wykorzystaniu zmodernizowanego modelu CPM deLarrarda i Serdana [8]. Wg tego modelu granica płynięcia wzrasta na skutek zwiększenia się liczby i częstotliwości kontaktów międzyziarnowych w trakcie przepływu (tj. poprzez zwiększenie się efektywnej powierzchni tarcia i ilości zderzeń cząstek w jednostce czasu). Lepkość plastyczna rośnie z kolei na skutek wymuszenia przepływu cieczy pomiędzy przemieszczającym się szkieletem z fazy stałej. Tyle na ten temat CPM. Z prawa zachowania objętości wiemy, że gdy ilość ziaren fazy stałej w jednostce objętości rośnie, zmniejsza się równocześnie ilość przestrzeni dla fazy ciekłej i gazowej w mieszance. Mechanika płynów [9] uczy, że w takiej sytuacji zwiększa się ciśnienie w przepływającej między przemieszczającymi się ziarnami cieczy. Co więcej, przy dużych koncentracjach fazy stałej zjawisko to musi prowadzić do powstania przepływów turbulentnych. Dzieje się tak, gdyż ciecz po przeciśnięciu się przez wąskie szczeliny trafia w szerszy obszar międzyziarnowy o nieregularnym kształcie i dopływa do niego (i wypływa z niego) równocześnie z kilku kierunków i pod różnymi ciśnieniami. Dlatego też w [8] pokazano, że lepkość mieszanki betonowej zmienia się eksponencjalnie wraz ze wzrostem koncentracji
107

fazy stałej w zawiesinie. W efekcie przy wysokim i średnim W/C mieszanki betonowe na ogół można traktować jako binghamowskie, a przy niskim W/C (jak w BWW i BSZ) takie przybliżenie często nie zdaje egzaminu [10,11]. 3.2. Wysoka zawartość cementu wysokiej klasy (min. 42.5 R) o na ogół większej niż
średnia powierzchni właściwej Ponieważ cement jest materiałem ostrokrawędzistym, więc zwiększenie jego ilości
skutkuje na ogół zwiększeniem g. Wpływ tego składnika na zmianę h jest na ogół niewielki, gdyż udział objętościowy cementu w mieszance betonowej nie zwiększa się w sposób znaczący. Ze względu na to, że wzrostowi ilości cementu towarzyszy niemal zawsze obniżenie W/C, bardzo trudno jest rozdzielić wpływy obydwu tych czynników. Znacznie ważniejszy wydaje się być fakt zwiększenia powierzchni właściwej cementu w stosunku do stosunkowo grubiej mielonych cementów niskich klas wytrzymałościowych. W takiej sytuacji zwiększa się wodożądność spoiwa, co powoduje iż średnia odległość cząstek w zawiesinie maleje. Jest to więc efekt zbliżony do obniżenia W/C. 3.3. Zawartość pyłów krzemionkowych (PK)
Wpływ pyłów krzemionkowych (PK) na parametry reologiczne jest niejednoznaczny. Wg niektórych doniesień umiarkowany dodatek PK może powodować obniżenie h mieszanki betonowej [12] jak też jej podniesienie [13] lub też wpływ dodatku PK jest niejednoznaczny [14]. Podobne różnice pomiędzy tymi pracami występują także jeżeli chodzi o wartość g. Raportowane badania różnią się jednak znacznie pomiędzy sobą zarówno badanym materiałem (zaczyn cementowy [12,14], zaprawa [13]), rodzajem SP (tylko [12] zajmuje się najczęściej wykorzystywanymi do BSZ polikarboksylanami), zakresem W/C ([12] – 0.45 i 0.53, [13] – ok. 0.3 – 0.4 (przeliczone z proporcji objętościowych z uwzględnieniem PK), [14] – 0.35 – 0.55), jak też dawką PK ([12, 14] – 0 do 15%C, [13] – 0 i 30%). Dodatkowo w pracy [13] uwzględniono także wpływ C3A i SO3 (tj. najprawdopodobniej gipsu) czyli czynników po stronie cementu, od których zależy skuteczność SP [por. np. 15]. Kłopot z PK polega na tym, że jest to materiał bardzo wodożądny, więc przy niskim W/S (jak do BWW i BSZ) nie da się prowadzić badań bez SP, a w pracy [14] pokazano, że wpływ czynników od których zależy kompatybilność SP z cementem jest nie do pominięcia przy określaniu wpływu PK na parametry reologiczne mieszanki betonowej. Podobnie rzecz ma się z ilością SP – w pracy [16] uzyskano obniżenie lepkości mieszanki BSZ z PK, ale przy znacznie większej koniecznej dawce SP niż w mieszance kontrolnej (priorytetem w tym przypadku było osiągnięcie warunku samozagęszczalności).
Tyle wyniki badań. Biorąc pod uwagę omówiony wyżej zmodyfikowany CPM, wynika jasno, że dodając do układu bardzo drobnoziarnisty materiał (o powierzchni właściwej przeciętnie ok. 6-8 razy większej niż cement) g mieszanki powinno znacząco wzrosnąć ze względu na zwiększenie wodożądności. Z tym że nie należy oczekiwać wzrostu g proporcjonalnego do zwiększenia dawki ostrokrawędzistego cementu, gdyż kształt cząstek PK jest na ogół zbliżony do kuli [17]. Jeżeli zaś chodzi o h to wpływ PK może być tutaj różny, zależny od wielu czynników (w tym ww. wymienionych). Wyróżnić tutaj można kilka możliwych mechanizmów, z których najbardziej prawdopodobne wydają się być następujące: • PK działają jak smar ułatwiający wzajemne przemieszczanie się ziaren kruszywa po
sobie (lekkie obniżenie lepkości i granicy płynięcia – małe dawki);
108

• PK tak uszczelnią strukturę przestrzeni międzyziarnowych kruszywa i cementu, że powstanie w spoiwie mikroszkielet powodujący zmniejszenie turbulencji w przepływie cieczy (obniżenie lepkości i wzrost g);
• PK zwiększają lepkość cieczy międzyziarnowej z lub bez wyraźnego zmniejszenia turbulencji jej przepływu (mniejszy lub większy wzrost h i wyraźny wzrost g).
To, która z tych możliwości w konkretnym przypadku dojdzie do skutku zależy w głównej mierze od dawki PK oraz ilości i sposobu zadziałania SP. Np. Wallevik [5] podaje, że przy małych dawkach PK najczęściej dochodzi do niewielkiego obniżenia wartości obydwu parametrów reologicznych (więcej h niż g), a później, wraz ze wzrostem dawki zaczyna najpierw szybko rosnąć g, a potem także h, co przemawia za drugim z wymienionych mechanizmów przy mniejszych dawkach PK i trzecim przy większych.
Nie bez znaczenia pozostaje także jeszcze jeden czynnik: wielkość strat prażenia. W żadnej z ww. prac (tak jak w pracach autora, np. [3, 18]) nie został on uwzględniony, a w badaniach własnych autora nad popiołem lotnym [11, 19] okazało się, że przy zbliżonym uziarnieniu popiołów i zbliżonym ich składzie chemicznym czynnik ten z punktu widzenia reologii okazał się dominujący. 3.4. Wpływ dużych dawek superplastyfikatora (SP)
Najczęściej materiał ten powoduje obniżenie granicy płynięcia mieszanki betonowej bez większego wpływu na jej lepkość [5, 17]. Stwierdzenie to dotyczy jednak głównie domieszek starszej generacji (SNF, SMF, LGS). Domieszki steryczne typu polimerowego (szczególnie te o długich łańcuchach, tj. wysokiej masie cząsteczkowej), szczególnie w przypadku zastosowania ich wyższych dawek, mogą spowodować pewne zwiększenie lepkości mieszanki (np. [12] w interakcji z PK, [20] w interakcji z PL). W cyt. wyżej pracy [16] użyto mieszanki SP typu PE o różnych długościach łańcuchów, więc efekt ten nie został tam uwypuklony.
Dla skuteczności SP w danej sytuacji bardzo istotne są niektóre parametry składu chemicznego spoiwa (zawartość C3A, gipsu, C4AF, strat prażenia, Na20eq, pH roztworu, powierzchni właściwej ziaren spoiwa) [11, 12, 15, 19, 21]. Od ich kombinacji zależy jaka dawka SP będzie w danej sytuacji adekwatna i jaki uzyska się efekt finalny jeżeli chodzi o wielkości bezwzględne i wzajemne proporcje parametrów reologicznych g i h. 3.5. Możliwie wysoka zawartość łamanego kruszywa grubego (stosunkowo niski Pp)
Taki sposób kształtowania stosu okruchowego jest podyktowany chęcią podniesienia modułu sprężystości i wytrzymałości betonu [17]. Takie podejście prowadzi jednak do podniesienia zarówno g jak i h mieszanki. Wykorzystując model jw. można to zjawisko wytłumaczyć w sposób następujący: większa ilość kruszywa przekłada się na większą ilość kontaktów międzyziarnowych w jednostce czasu w czasie przy danej prędkości przepływu. Przekłada się to oczywiście na większe g, ale nie tylko. Zjawisko to wpływa również na mierzoną lepkość, gdyż każde zderzenie cząstek powoduje dodatkowe zapotrzebowanie na energię w celu podtrzymania założonej prędkości przepływu w reometrze w sytuacji konieczności przesunięcia powstałej przy zderzeniu przeszkody z wolniej poruszającej się cząstki. Zjawisko to jest tym silniejsze im grubsze kruszywo zastosujemy [10]. Z doświadczeń własnych autora wynika, że sama zmiana Pp z 26 do 36% (kruszywo do 16 mm) może zaowocować nawet 2 krotną zmianą g ([22]).
109

Uzyskanie bardzo wysokich wytrzymałości (rzędu 150 MPa) wymaga często zastosowania kruszywa grubego o D obniżonym do 8 mm [por np. 23], co zmniejsza nieco ten niekorzystny efekt.
4. Sposób uzyskiwania mieszanki betonowej BSZWW
W rozdziale tym omówiono krótko specyficzne dla BSZ parametry materiałowe
mające kluczowy wpływ na ostateczną wielkość parametrów reologicznych istotnych z punktu widzenia uzyskania BSZWW.
Generalnie rzecz biorąc sukces przy projektowaniu BSZ zależy przede wszystkim od tego, czy uda się odpowiednio ustalić proporcje pomiędzy parametrami g i h. Podany na rys.1. dla BSZ przedział τ i η nie oznacza bynajmniej, że dobra będzie każda mieszanka mieszcząca się w tym przedziale. Zbyt wysoka wartość któregokolwiek z ww. parametrów prowadzi bowiem do braku spełnienia podstawowego kryterium samozagęszczalności, czyli samoczynnego usunięcia dużych pęcherzyków powietrza z mieszanki na skutek działania na nie siły wyporu. Najczęściej im mieszanka jest „szybsza” (w sensie czasu t50 czy czasu V-funnela, co odpowiada mniej więcej niższej lepkości plastycznej), tym węższy jest przedział dopuszczalny na średnicę rozpływu stożka (czyli granicę płynięcia) i tym niższa jest maksymalna dopuszczalna wartość tego rozpływu [24]. Jak szerokie są te „widełki” zależy od wielu czynników, a w szczególności od różnicy w gęstości zaczynu i kruszywa (przeciwdziałanie sedymentacji) oraz użytej ilości i wielkości kruszywa grubego w mieszance (przeciwdziałanie segregacji poziomej, tj. blokowaniu przepływu na przeszkodzie z prętów zbrojeniowych).
Jeżeli zaś chodzi o specyfikę uzyskiwania BSZWW (w porównaniu do opisanych w poprzednim rozdziale BWW) to można tu wymienić czynniki opisane niżej. 1). Wyższa płynność - spełnienie tego warunku stwarza problemy ze stabilnością
mieszanki. Mieszanki tego typu łatwo sedymentują ze względu na konieczność użycia kruszywa o często znacznie wyższej gęstości niż zaczyn (łamany wapień lub bazalt [3, 24, 25]). Spełnienie tego warunku przy równocześnie bardzo niskim W/S i zawartości PK powoduje konieczność zastosowania SP typu PC lub PE w dużych dawkach, a to z kolei powoduje często dodatkowe podniesienie h.
2). Odpowiednia lepkość – na ogół musi być dość zbliżona do tej w BWW normalnej płynności aby przeciwdziałać tonięciu kruszywa grubego (rys. 1). Nie może być ona jednak zbyt wysoka gdyż uniemożliwi się wtedy usuwanie powietrza w trakcie przepływu. Tutaj wada BWW jest przekuwana częściowo na zaletę BSZWW, gdyż na ogół nie trzeba prowadzić dodatkowych specjalnych korekt tego czynnika.
3). Kryterium blokowania kruszywa na przeszkodzie z prętów zbrojeniowych – konieczne jest zmniejszenie ilości kruszywa w stosunku do BWW (a co za tym idzie podniesienie punktu piaskowego (Pp) i zwiększenie ilości spoiwa). Obniża to nieco wytrzymałość i moduł sprężystości BSZWW w stosunku do BWW [26, 27] ale poprawia płynność mieszanki i obniża tendencję kruszywa do sedymentacji.
Konieczność spełnienia tych wymagań prowadzi do powstania poważnych, nie zawsze łatwych do usunięcia trudności.
Pierwszym problemem jest sposób uzyskania samozagęszczalności. BSZ można bowiem podzielić na 3 rodzaje różniące się sposobem uzyskania wysokiej lepkości [25]: • zastosowanie domieszki lepkościotwórczej, • zastosowanie dodatku stabilizującego lepkość,
110

• zastosowanie obu ww. substancji równocześnie. W przypadku BSZWW sprawa jest na szczęście prosta: jedynym możliwym rozwiązaniem jest wykorzystanie dodatków gdyż najczęściej problemy występują ze zbyt wysoką, a nie ze zbyt niską lepkością ([3] i rys. 1)..
Drugi problem stanowi różnica w gęstości kruszywa grubego i otaczającego go zaczynu. Sposoby rozwiązania tego problemu można podać także trzy: 1. Uzyskanie mieszanki o stosunkowo wysokiej lepkości (w pobliżu górnej granicy, czas
t50 rzędu 8-10s) i dolnej granicy dla rozpływu stożka (55-60cm). Jest to stosunkowo tania metoda, ale przedział dopuszczalnych konsystencji jest dość wąski. Modyfikacja składu BWW polega w takiej sytuacji na zwiększeniu ilości zaczynu, podniesieniu Pp oraz dawki SP. W razie konieczności można w niewielkim zakresie skorygować W/S i PK/C. W ten sposób przy kruszywie o D=16mm można uzyskać betony o wytrzymałości do 100 - 110 MPa. Mankamentem takich betonów jest znaczna ilość cementu [3].
2. Zmniejszenie D kruszywa grubego. Powoduje to zmniejszenie tendencji kruszywa do sedymentacji bez pogorszenia odpowietrzania mieszanki [28]. W efekcie dostaje się na ogół mieszanki o odrobinę wyższym Pp i porównywalnej ilości cementu niż mieszanki zaprojektowane sposobem 1., ale na ogół przy nieco mniejszej ilości SP. Operacja ta (przy zapewnieniu optymalnej szczelności stosu) może spowodować także podniesienie wytrzymałości betonu [23]. Dodatkowo można wtedy nieco zwiększyć płynność mieszanki przy tej samej co wyżej lepkości (minimalnie większy dodatek SP) lub wykonać mieszankę o niższej lepkości (najczęściej obniżając nieco ilość PK [5]).
3. Zastosowanie drugiego dodatku stabilizującego mieszankę w połączeniu z rozwiązaniem z punktu pierwszego i / lub drugiego. Obniża on ilość niezbędnego cementu oraz często zmniejsza zapotrzebowanie na SP (obniża granicę płynięcia). Jeżeli dodatek ten ma przy tym ziarna kuliste i / lub jego powierzchnia właściwa jest mniejsza od powierzchni właściwej zastosowanego cementu, można uzyskać także niewielkie obniżenie lepkości. Stosowanie dodatku o uziarnieniu zbliżonym do cementu jest niecelowe gdyż niewiele wpłynie na wielkość parametrów reologicznych [29], a przy zachowaniu pierwotnego W/S może doprowadzić do obniżenia wytrzymałości betonu. Do BSZWW nadają się generalnie dwa typy takich dodatków. Pierwszym z nich jest mączka kamienna uzyskana albo przez domielenie pyłu powstałego podczas łamania kruszywa grubego [30], albo jako oddzielny produkt (np. mączka kwarcowa [23]). Drugą możliwością jest zastosowanie popiołu lotnego zwykłego [3] lub domielanego [26]. 3.a. Mączki kamienne. Jest to rozwiązanie lepsze, aczkolwiek droższe. Pozwala ono
bowiem na podniesienie gęstości zaczynu, a co za tym idzie przeciwdziała sedymentacji kruszywa bez wyraźnego podniesienia lepkości mieszanki (przy założeniu, że powierzchnia właściwa mączki nie jest znacząco wyższa od powierzchni właściwej cementu, ale jest od niej różna). Oprócz tego mączki takie doszczelniają strukturę betonu oraz pozwalają na uzyskanie ekstremalnie niskich wartości stosunku woda / frakcje pylaste (= cement + obydwa dodatki) przy satysfakcjonującym poziomie ilości wody i wartości wskaźnika W/(C + PK), co prowadzi do uzyskania betonów o znacznie wyższej wytrzymałości. W [23] uzyskano w ten sposób poziom wytrzymałości rzędu 150-160 MPa.
111

3.b. Popiół lotny. Jest to rozwiązanie pozwalające na obniżenie ceny BSZWW w stosunku do BWW, ale na ogół bez znaczącego podniesienia jego wytrzymałości [3]. Przy popiele niedomielanym można uzyskać dodatkowo obniżenie granicy płynięcia mieszanki bez zwiększania dawki SP [11]. W świetle tych wyników badań kluczowym czynnikiem dla reologii BSZ z takim dodatkiem jest zawartość w popiele strat prażenia (LOI). Nawet przy 2% LOI nie udało się uzyskać obniżenia lepkości (czego w świetle CPM należałoby oczekiwać), a w przypadku granicy płynięcia badane PL okazały się być obojętne przy poziomie LOI wynoszącym ok. 5% (rys. 3).
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0 0,1 0,2 0,3 0,4 0,5 0,6
D/C
g {N
m]
LOI =1,9%
LOI =5,1%
LOI =9,0%
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 0,1 0,2 0,3 0,4 0,5 0,6
D/C
h [N
ms]
Rys. 3. Parametry reologiczne BSZ z PL [11]
5. Podsumowanie
W przedstawionym studium zaprezentowano reologiczne aspekty uzyskiwania betonów samozagęszczalnych wysokiej wytrzymałości (BSZWW). Betony te stanowią bowiem cenną alternatywę dla tradycyjnych betonów wysokiej wytrzymałości. Dzięki opisanym wyżej zabiegom opartym o dogłębną znajomość wpływu poszczególnych składników mieszanki na reologię BSZWW, w niektórych przypadkach (podwójny dodatek pyłu krzemionkowego i popiołu lotnego, D kruszywa równe 16 mm) mogą być one od swych protoplastów przy tej samej wytrzymałości (rzędu 90-110MPa) nieco tańsze, a przy tym znacznie lepiej urabialne. W przypadku prawidłowego skorzystania z przedstawionych zaleceń dotyczących konstruowania składu w oparciu o podwójny dodatek pyłu krzemionkowego i mączki kamiennej i obniżeniu D kruszywa pon. 10 mm istnieje
112

możliwość wykonywania BSZWW o wytrzymałości przekraczającej 150 MPa, a więc zbliżonej już do betonów na proszkach reaktywnych (RPC).
6. Literatura
[1] Jasiczak J., Mikołajczak P.: Materiały Budowlane II. Skrypt Politechniki Poznańskiej, 2003.
[2] Okamura H., Ouchi M.: Self-Compacting Concrete. Journ. of Adv. Concr. Techn. JCI, v.1 (2003) No. 1 pp. 5-15
[3] Urban M.: Samozagęszczalne betony wysokiej wytrzymałości. Przegląd Budowlany 12/2006 s. 20-28
[4] Domagała L., Urban M.: Lekkie betony kruszywowe wysokich wytrzymałości o właściwościach samozagęszczalnych. Przegląd Budowlany 4/2004 s.35-39
[5] Wallevik O.H.: Rheology – A New Dimension in Concrete Technology. 16ibausil, Weimar, 2006, p. 2-1417 – 2-1430.
[6] Tattersall G.H., Banfill P.F.G.: The Rheology of Fresh Concrete. Pittmann, London 1983.
[7] Wilkinson W.L.: Ciecze nienewtonowskie. WNT, Warszawa l964 [8] de Larrard F., Serdan T.: Mixture Proportioning of HPC. Cem. & Concr. Res. V.32.
(2002) p.1699-1704 [9] Gryboś R.: Podstawy mechaniki płynów, t. 2. PWN, Warszawa 1998 [10] Banfill P.F.G.; The rheology of fresh cement and concrete – a review. 11th Int. Cem,
Chem. Congr. Dublin 2003 [11] Urban M.: Wpływ ilości i własności popiołu lotnego na samozagęszczalność betonu.
V KN-T MATBUD 2007 [12] Gołaszewski J., Szwabowski J.: Wpływ wybranych dodatków mineralnych na
właściwości reologiczne mieszanek betonów nowej generacji. IV KN-T MATBUD 2003, s.160-169.
[13] Saak A.W., Jennings H.M., Shah S.P.: Characterization of the rheological properties of cement paste for use in SCC. 1st Int. RILEM Symp. on SCC, Stockholm 1999, ed. RILEM Publ. S.A.R.L., p. 83-93
[14] Ivanov Y.P., Roshavelov T.T.: The effect of condensed silica fume on rheological behavior of cement pastes. Int. Conf. „Rheology of Fresh Cement and Concrete” Liverpool 1990. E&F.N.Spon, 1990, p.23-26.
[15] Yoshioka K., Tazawa E., Kawai K., Enohata T.: Adsorption characteristics of superplasticizers on cement component minerals. Cem.& Concr. Res. V.32 (2002) p. 1507-1513
[16] Takada K., Pelova G.L., Walraven J.C.: Influence of microfillers on proportioning of mortar in SCC. 1st Int. RILEM Symp. on SCC, Stockholm 1999, ed. RILEM Publ. S.A.R.L., p.537-548.
[17] Neville A.M.: Właściwości betonu. Polski Cement, Kraków 2000 [18] Urban M.: Remarks on designing of self-compacting concrete and on placing of
structural units using SCC. II Int. Sci. Conf. “Quality and Reliability in Building Industry”. Levoca 24-26.10.2001, p. 521-526
113

[19] Nowak-Michta A., Urban M.: Wpływ własności popiołu lotnego na parametry reologiczne mieszanki betonowej. V KN-T MATBUD 2007
[20] Urban M.: Wpływ niektórych czynników materiałowych na parametry reologiczne mieszanek betonowych z popiołem lotnym. IV KN-T MATBUD’2003, Kraków 2003, s. 385-392
[21] Gołaszewski J., Szwabowski J.: Wpływ powierzchni właściwej cementu na właściwości reologiczne zapraw z dodatkiem superplastyfikatorów. XX KN-T “Jadwisin’06”, Serock 17-19.05.06, s. 133-140
[22] Urban M.: Wpływ składu mieszanki betonowej na jej właściwości reologiczne. Dysertacja doktorska. Kraków, 2002
[23] Ma J., Dietz J.: Ultra High Performance Self-Compacting Concrete. Lacer 7/2002, p.33-42
[24] Yahia A., Tanimura M., Shimambukuro A., Shimoyama Y.: Effect of rheological parameters on self-compactability of concrete containing various mineral admixtures. 1st Int. RILEM Symp. on SCC, Stockholm 1999, ed. RILEM Publ. S.A.R.L., pp.523-535
[25] Domone P.L.: Self-compacting concrete: An analysis of 11 years of case studies. Cem. & Concr. Comp. V.28 (2006) p.197-208
[26] Xie Y., Liu B., Yin J., Zhou S.: Optimum mix parameters of HSSCC with ultrapulverized fly ash. Cem.& Concr. Res. V.32 (2002) p. 477-480
[27] Holschemacher K., Klug Y.: A database for the Evaluation of Hardened Properties of SCC. Lacer 7/2002, p. 123-134
[28] Petrou M.F., Wan B., Gadala-Maria F., Kolli V.G., Harris K.A.: Influence of mortar rheology on aggregate settlement. ACI Mat. Journ. v. 97 (2000), p.479-485
[29] Billberg P.: Fine mortar rheology in mix design of SCC. 1st Int. RILEM Symp. on SCC, Stockholm1999, ed. RILEM Publ. S.A.R.L., p.47-58
[30] Ho D.W.S, Sheinn A.M.M., Ng C.C, Tamm C.T.: The use of quarry dust for SCC applications. Cem.& Concr. Res. V.32 (2002) p. 505-511
RHEOLOGY OF HIGH-STRENGTH SELF-COMPACTING CONCRETE Summary
The article shows rheological aspects of obtaining high-strength self-compacting concrete
(HSSCC), as this concrete is a very precious alternative for traditional HSC. Owing to described here methods (based on deep rheological knowledge) it is possible to produce such concrete (having compressive strength level about 90 – 110 MPa) cheaper than traditional HSC with excellent SCC workability. On the second hand, described methods can allow to obtain HSSCC having compressive strength as high as 150 MPa.
114
Autorzy referatów:
1. dr hab. inż. Zbigniew Giergiczny, Górażdże CEMENT S.A.
2. mgr inż. Artur Golda, Betotech Sp. z o.o.
3. dr hab. inż. Jacek Gołaszewski, Politechnika Śląska
4. dr inż. Maria Kaszyńska, Politechnika Szczecińska
5. doc. dr inż. Edward Kon, Instytut Techniki Budowlanej
6. dr inż. Artur Łagosz, AGH Kraków
7. dr inż. Beata Łaźniewska, Politechnika Śląska
8. dr inż. Tomasz Ponikiewski, Politechnika Śląska
9. mgr inż. Tomasz Pużak, Górażdże CEMENT S.A.
10. dr inż. Maciej Urban, Politechnika Krakowska
115

Redakcja techniczna: Andrzej Wardęga
ISBN
Wszelkie prawa zastrzeżone
Artykuły zamieszczone w niniejszej publikacji poddane zostały procedurze recenzyjnej
Nakład 400 egz.
116