cold work assignment
TRANSCRIPT
A report on the Effects of Cold Working on Annealed Brass piece.
Executive Summary.
Abstract: Deformation of metals occurs as dislocation; movement within their atomic lattice of
defects takes place. Cold working is an ideal procedure for observing deformation in metals and
it is harder and has more strength than materials deformed at other temperatures.
Introduction: Cold working of metals also referred to as 'Work Hardening' is the strengthening
of a metal by plastic deformation. The mechanical properties of the metal such as yield's
strength (stress), harness, ductility, tensile strength and percentage elongation are affected.
There are different effects of this process on different alloys and metals.
This experiment examines the effects of cold working on annealed non‐ferrous alloy of copper
and zinc (brass) sample and computes the details of the changes in its mechanical properties.
The rolling press exerts compressive force on the material thereby increasing the tensile
strength and yield stress but deformation of the material occurs at a temperature below its
recrystallization temperature. On the other hand, when deformation takes place at a
temperature higher that the recrystallization temperature it is called 'Hot Work'. The other part
of the experiment looks into the reversal of the cold work process with respect to the
mechanical properties of the piece. The reversal process used here is referred to as ‘Annealing.’
Objectives:
To verify the effects of dislocations of the mechanical properties of the metal as it is
passed through the rolling mill in several turns.
Conduct tensile test after cold rolling and assess the annealed sample to determine its
capacity to undergo deformation at room temperature by cold rolling process.
To provide an opportunity for the student to know about material processing and
expedite a detailed approach in making choices related to the subject matter.
To understand the operation of a rolling mill and the Rockwell (B scale with 1/16" ball
penetrator) hardness tester.
Nomenclature.
The equations to be familiar with as used in this experiment:
Differential Temperature Equation:
ΔT = T2 ‐ T1
Where: T2 is the final temperature of the bar.
T1 is the initial temperature of the bar
%Deformation (% Cold work) Equation:
% Deformation = [(t1 ‐ tr)/t1] × 100
Where: t1 = initial thickness of the bar (prior to any rolling).
tr = thickness after each pass through the rolling mill (Lab notes)
Hardness testing (Rockwell hardness Test Formulae):
HR = E ‐ e
The 'HR' is determined by the following: F0 = Preliminary minor load in Kgf F1 = Additional major load in Kgf F = Total load in Kgf e = permanent increase in depth if penetration due to major load F1 measured in units of 0.002mm E = a constant depending on form of indenter 100 units of diamond indenter; 130 units for steel ball indenter. D = diameter of steel ball (www.gordonengland.co.uk) It should be noted that for this experiment, the average figures of the hardness A test figure is used.
Introduction
Background.
When a metal or alloy piece is cold rolled, changes occur to its physical and mechanical
properties. Primarily, there is a significant increase in the hardness and electrical resistivity with
the amount of cold working. The material structure and behavior can be described Micro‐
structurally and Macro‐structurally (Ashby, MF; Jones DHR, 2005).
The effects of rolling micro‐structurally includes the increase in the internal energy expended as small percentage of the energy expended in causing plastic deformation of the metal is stored in it (Approx. 5%) with the remainder dissipated as heat. This energy increases internally as the dislocation density and point defects density increases (www.csun.edu).
During plastic deformation, the number of dislocations increases dramatically the grain exhibits signs of elongation in the direction of working and heavy distortion macro‐structurally. Electrical conductivity and corrosion resistance may be modified as a result of plastic deformation. (William D. Callister, Jr. 2007).
The properties and structures may be restored to the pre‐cold work condition by heat treatment which involves two main processes: Recovery and Recrystallization; grain growth may follow these processes.
Recovery: involves re‐heating the work piece which bring about increased diffusion
and enhanced dislocated motion. (William D. Callister, Jr 2007). The dislocation
density is decreased by annihilation and low energy dislocation configurations are
formed. During this phase, some of the internal strain energy is relieved.
(web.pdx.edu).
Recrystallization: this is the formation of a new set of strain‐free and grains of
approximate equal dimensions in all directions. The grains have low dislocation
densities and are characteristic of the pre‐cold work condition. (William D. Callister,
Jr. 2007). The driving force of this process is the difference in internal energy
between strained and unstrained material (web.pdx.edu). Recrystallization involves
short range diffusion and the depth of the process is dependent on time and
temperature. Furthermore, as part of the phase the mechanical properties that
were changed as a result of cold working are restored to their initial values; metals
become softer, weaker yet more ductile (Askeland, DR; Fulay, PP. 2009). It is
therefore important to note that the recrystallization temperature as this is the
temperature at which recrystallization is completed in 1hour. This process occurs
faster in pure metals than in alloys.
Grain Growth: this occurs as a recrystallized material is further annealed at a
constant or a higher temperature. Grain growth is affected by the condition of the
boundary energy of the material because the grain boundary area reduces for a
particular material volume.
Exp
App
Fig.1
Fig.2
of m
periment
paratus:
A. 0
B. C
C. H
D. I
E. 6
1 Microme
2 Cold Roll
metals experim
0 ‐ 25mm Mi
Cold rolling m
Hardness tes
Infra‐red tem
6.27mm thic
etre Screw ga
ling Machine
ment.
crometer scr
machine.
sting machine
mperature sca
k rectangula
auge: this is u
e: This is the
rew gauge.
e in Rockwel
anner.
r brass meta
used for mea
main equipm
l B scale with
al piece
asuring the t
ment used in
h 1/16" ball p
hickness of t
carrying out
penetrator.
he bar.
t the cold woorking
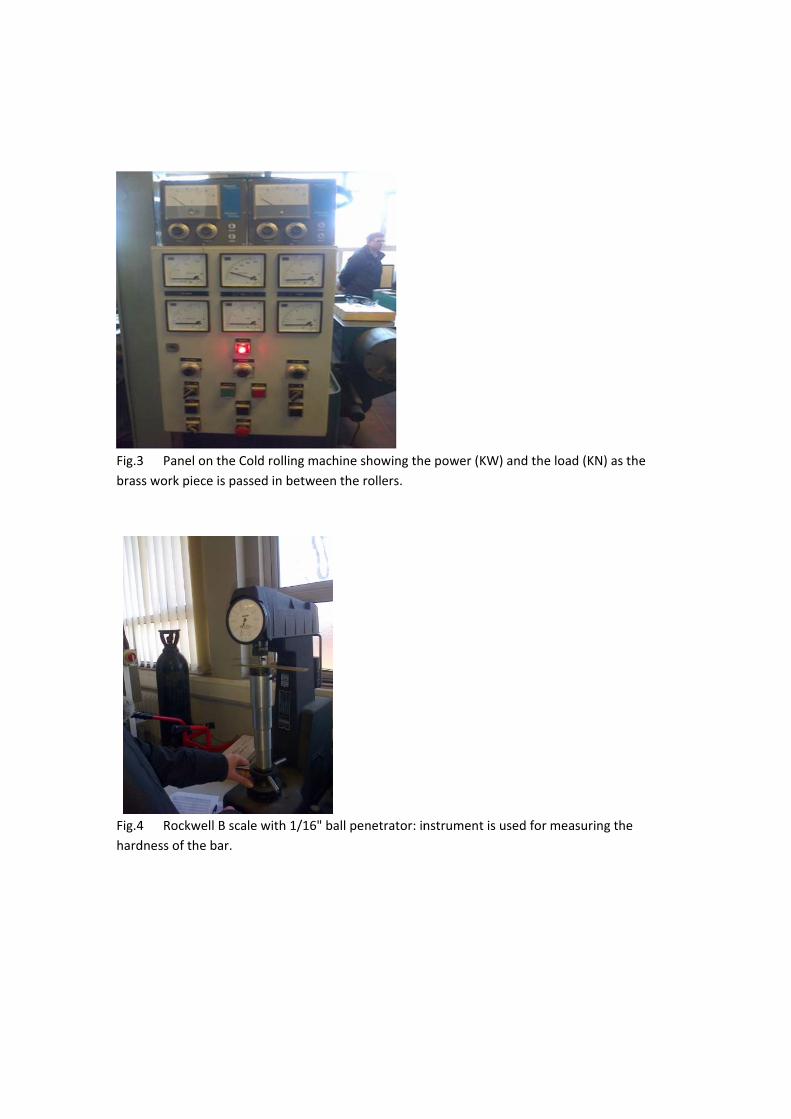
Fig.3
bras
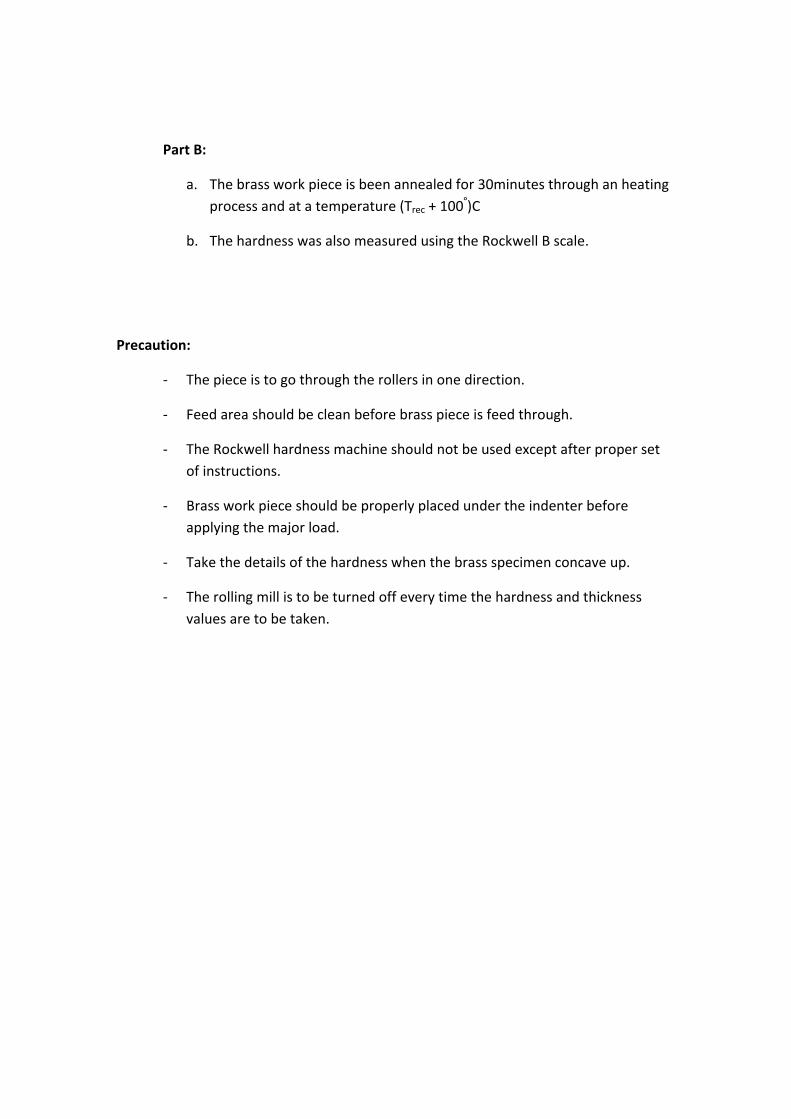
Fig.4
hard
3 Panel on
s work piece
4 Rockwel
dness of the b
n the Cold rol
e is passed in
l B scale with
bar.
lling machine
between the
h 1/16" ball p
e showing th
e rollers.
penetrator: in
e power (KW
nstrument is
W) and the lo
s used for me
ad (KN) as th
easuring the
he

Fig.5
bras
Proc
5 Infrared
s work piece
cedures:
Part A:
a. A
p
b. T
c. T
b
d. R
r
temperature
e after being
At commenc
piece were m
The room tem
The work pie
between eac
Roll for 13(th
rolling mill, t
The P
from
mon
The t
using
The m
Rock
e reading equ
cold rolled.
ing the expe
measured and
mperature o
ece is passed
ch roller is re
hirteen) pass
he following
Power (kW) a
m the panel o
itor this part
temperature
g the infra‐re
micrometer
kwell hardnes
uipment: use
riment, the i
d taken dow
f the working
through the
duced by 0.3
es and after
parameters
and compres
n the rolling
t of this part
e of the bar ju
ed temperatu
is used to me
ss test mach
ed for measu
initial thickne
n.
g laboratory
e rolling mill.
3mm.
each pass of
are noted:
ssion load (K
machine. A s
of the exper
ust after bein
ure reading e
easure the th
ine was used
uring the tem
ess and hard
was also not
Prior to each
f the metal b
N) of the rol
student was
riment proce
ng rolled out
equipment.
hickness of th
d to test for h
mperature of
ness of the m
ted.
h pass the ga
bar through t
ling mill was
designated t
dure.
of the rollin
he bar and th
hardness.
the
metal
ap
he
seen
to
g mill
he
Part B:
a. The brass work piece is been annealed for 30minutes through an heating
process and at a temperature (Trec + 100ᵒ)C
b. The hardness was also measured using the Rockwell B scale.
Precaution:
‐ The piece is to go through the rollers in one direction.
‐ Feed area should be clean before brass piece is feed through.
‐ The Rockwell hardness machine should not be used except after proper set
of instructions.
‐ Brass work piece should be properly placed under the indenter before
applying the major load.
‐ Take the details of the hardness when the brass specimen concave up.
‐ The rolling mill is to be turned off every time the hardness and thickness
values are to be taken.
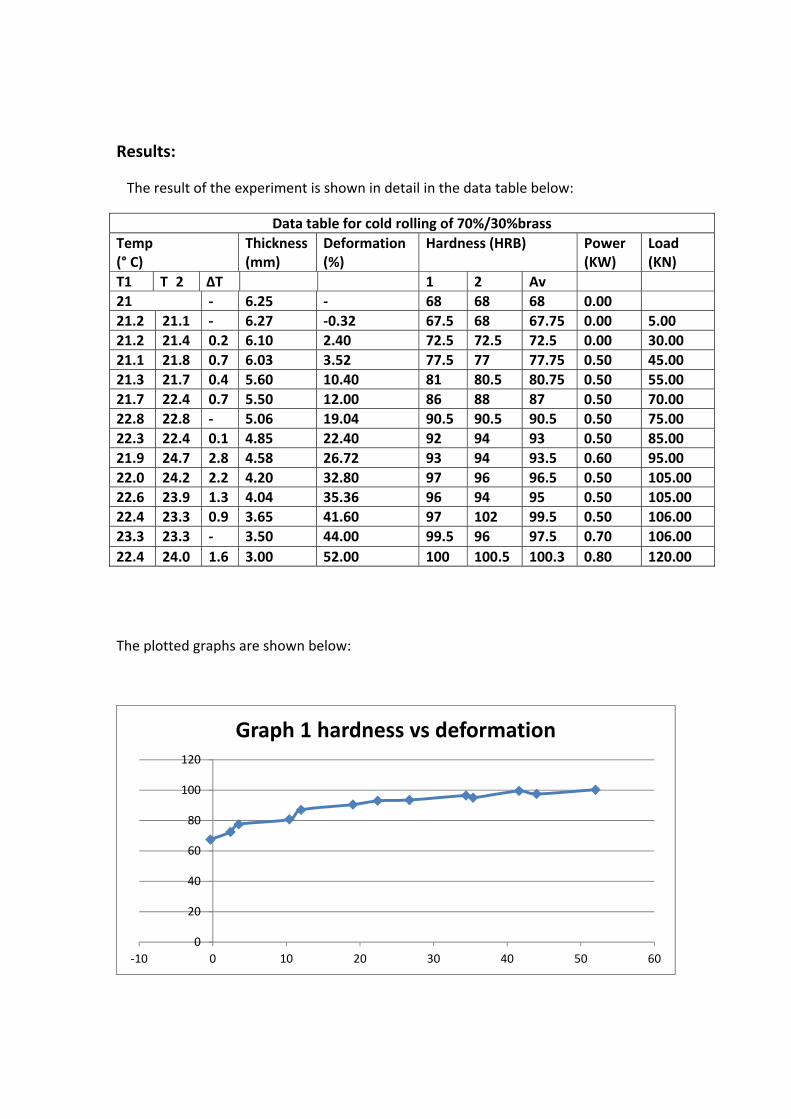
Results:
The result of the experiment is shown in detail in the data table below:
Data table for cold rolling of 70%/30%brass
Temp (° C)
Thickness (mm)
Deformation (%)
Hardness (HRB) Power (KW)
Load (KN)
T1 T 2 ΔT 1 2 Av
21 ‐ 6.25 ‐ 68 68 68 0.00
21.2 21.1 ‐ 6.27 ‐0.32 67.5 68 67.75 0.00 5.00
21.2 21.4 0.2 6.10 2.40 72.5 72.5 72.5 0.00 30.00
21.1 21.8 0.7 6.03 3.52 77.5 77 77.75 0.50 45.00
21.3 21.7 0.4 5.60 10.40 81 80.5 80.75 0.50 55.00
21.7 22.4 0.7 5.50 12.00 86 88 87 0.50 70.00
22.8 22.8 ‐ 5.06 19.04 90.5 90.5 90.5 0.50 75.00
22.3 22.4 0.1 4.85 22.40 92 94 93 0.50 85.00
21.9 24.7 2.8 4.58 26.72 93 94 93.5 0.60 95.00
22.0 24.2 2.2 4.20 32.80 97 96 96.5 0.50 105.00
22.6 23.9 1.3 4.04 35.36 96 94 95 0.50 105.00
22.4 23.3 0.9 3.65 41.60 97 102 99.5 0.50 106.00
23.3 23.3 ‐ 3.50 44.00 99.5 96 97.5 0.70 106.00
22.4 24.0 1.6 3.00 52.00 100 100.5 100.3 0.80 120.00
The plotted graphs are shown below:
0
20
40
60
80
100
120
‐10 0 10 20 30 40 50 60
Graph 1 hardness vs deformation
It is evident from the ‘Hardeness vs Deformation’ graph on the previous page that hardness
increases as deformation and as it is; yield stress which increases with the degree of cold work is
proportional to the hardness. Hardness is improved on as the mechanical properties of the
material is deformed.
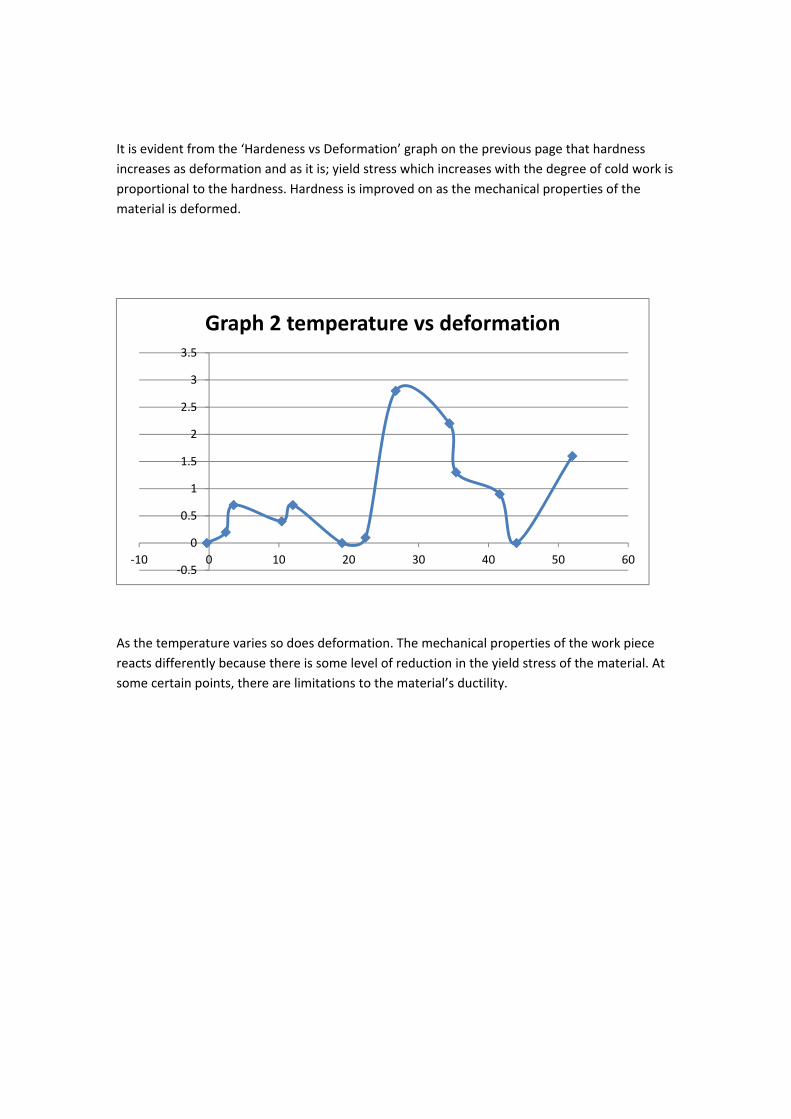
As the temperature varies so does deformation. The mechanical properties of the work piece
reacts differently because there is some level of reduction in the yield stress of the material. At
some certain points, there are limitations to the material’s ductility.
‐0.5
0
0.5
1
1.5
2
2.5
3
3.5
‐10 0 10 20 30 40 50 60
Graph 2 temperature vs deformation
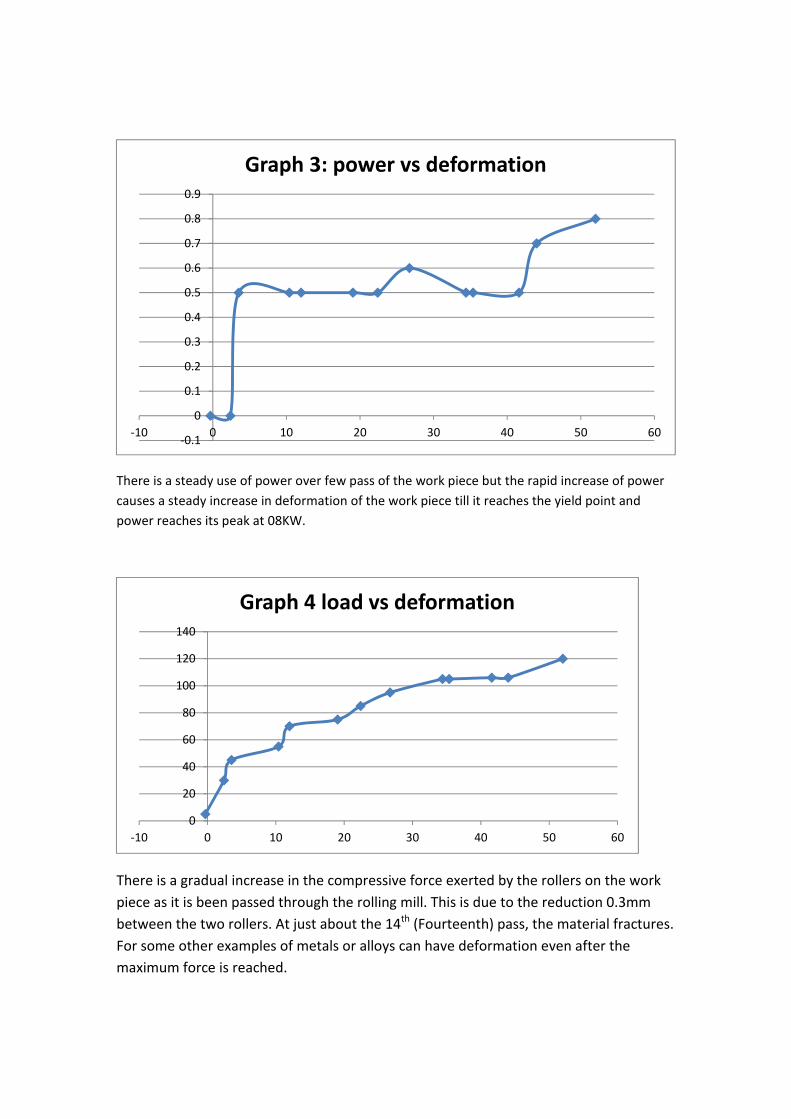
There is a steady use of power over few pass of the work piece but the rapid increase of power
causes a steady increase in deformation of the work piece till it reaches the yield point and
power reaches its peak at 08KW.
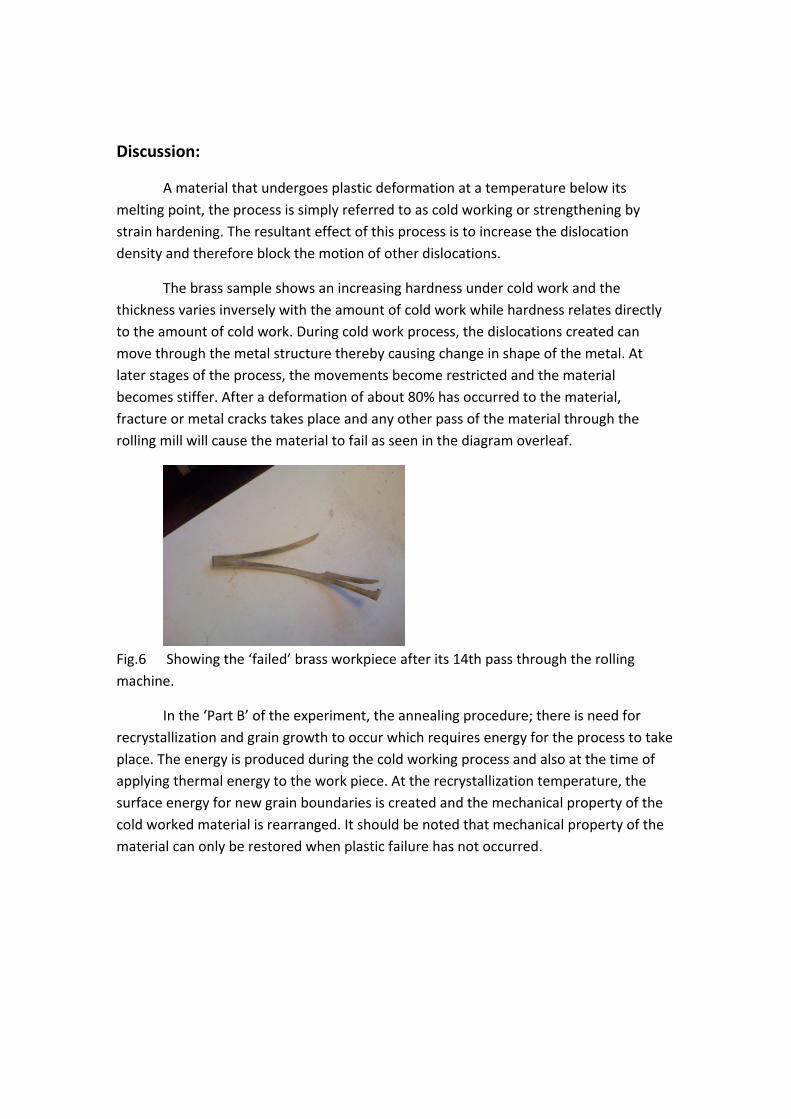
There is a gradual increase in the compressive force exerted by the rollers on the work
piece as it is been passed through the rolling mill. This is due to the reduction 0.3mm
between the two rollers. At just about the 14th (Fourteenth) pass, the material fractures.
For some other examples of metals or alloys can have deformation even after the
maximum force is reached.
‐0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
‐10 0 10 20 30 40 50 60
Graph 3: power vs deformation
0
20
40
60
80
100
120
140
‐10 0 10 20 30 40 50 60
Graph 4 load vs deformation
Discussion:
A material that undergoes plastic deformation at a temperature below its
melting point, the process is simply referred to as cold working or strengthening by
strain hardening. The resultant effect of this process is to increase the dislocation
density and therefore block the motion of other dislocations.
The brass sample shows an increasing hardness under cold work and the
thickness varies inversely with the amount of cold work while hardness relates directly
to the amount of cold work. During cold work process, the dislocations created can
move through the metal structure thereby causing change in shape of the metal. At
later stages of the process, the movements become restricted and the material
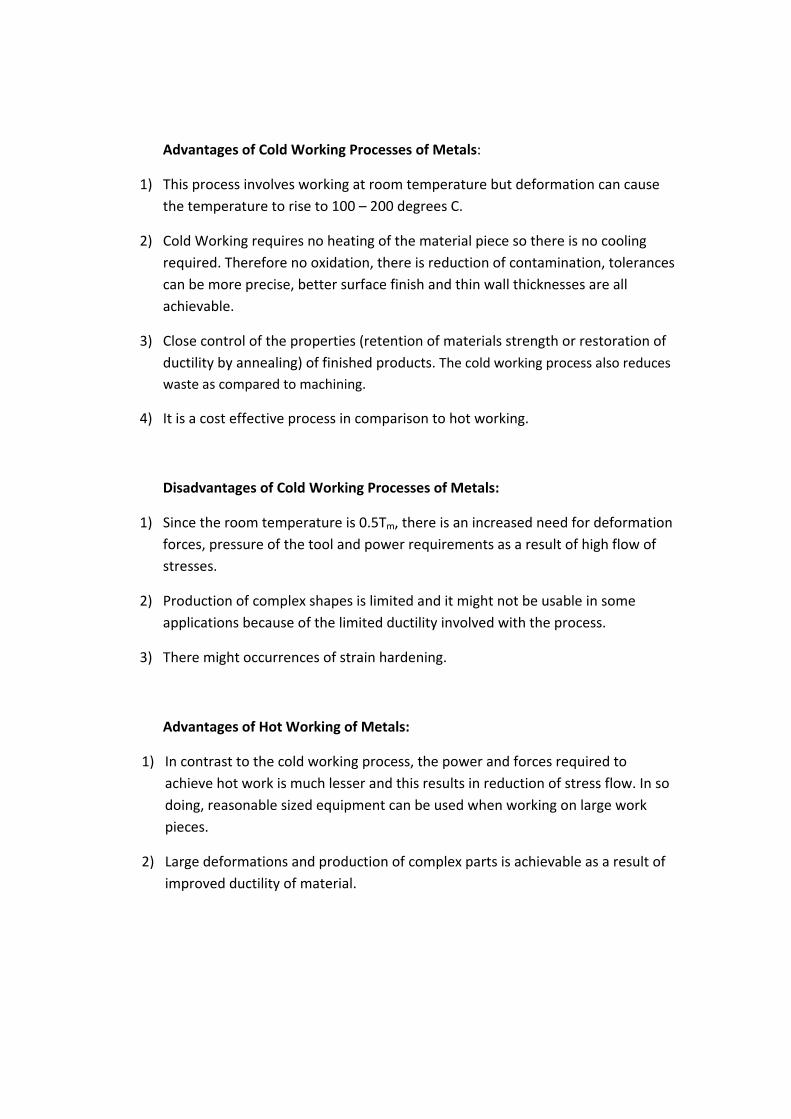
becomes stiffer. After a deformation of about 80% has occurred to the material,
fracture or metal cracks takes place and any other pass of the material through the
rolling mill will cause the material to fail as seen in the diagram overleaf.
Fig.6 Showing the ‘failed’ brass workpiece after its 14th pass through the rolling
machine.
In the ‘Part B’ of the experiment, the annealing procedure; there is need for
recrystallization and grain growth to occur which requires energy for the process to take
place. The energy is produced during the cold working process and also at the time of
applying thermal energy to the work piece. At the recrystallization temperature, the
surface energy for new grain boundaries is created and the mechanical property of the
cold worked material is rearranged. It should be noted that mechanical property of the
material can only be restored when plastic failure has not occurred.
Advantages of Cold Working Processes of Metals:
1) This process involves working at room temperature but deformation can cause
the temperature to rise to 100 – 200 degrees C.
2) Cold Working requires no heating of the material piece so there is no cooling
required. Therefore no oxidation, there is reduction of contamination, tolerances
can be more precise, better surface finish and thin wall thicknesses are all
achievable.
3) Close control of the properties (retention of materials strength or restoration of
ductility by annealing) of finished products. The cold working process also reduces
waste as compared to machining.
4) It is a cost effective process in comparison to hot working.
Disadvantages of Cold Working Processes of Metals:
1) Since the room temperature is 0.5Tm, there is an increased need for deformation
forces, pressure of the tool and power requirements as a result of high flow of
stresses.
2) Production of complex shapes is limited and it might not be usable in some
applications because of the limited ductility involved with the process.
3) There might occurrences of strain hardening.
Advantages of Hot Working of Metals:
1) In contrast to the cold working process, the power and forces required to
achieve hot work is much lesser and this results in reduction of stress flow. In so
doing, reasonable sized equipment can be used when working on large work
pieces.
2) Large deformations and production of complex parts is achievable as a result of
improved ductility of material.
Disadvantages of Hot Working of Metals:
1) Energy requirement is high and too much heat generated in the work space
which can reduce the strength of the material produced.
Lesser dimensional control.
2) Issues with contamination and oxidation are hardly reduced which can lead to
poor surface finish.
Applications of Cold Working of Metals:
There are various industry applications of cold rolling and usage of work hardened
process of metals and alloys in the metal working and steel manufacturing industry. This
includes but not limited to:
Productions of flat plate, sheet, I‐beams etc.
Used in production and rework applications with aluminum and mild
steel, it is commonly specified for aircraft service bulletins.
Some jewellery makers make use of cold working processes.

Conclusion
From the laboratory process, the brass work piece exhibited signs of plastic deformation
as it was elongated in the direction of rolling. Most metallic materials can be subjected to plastic
deformation within their component manufacturing cycle. Cold working of a metal improves its
strength in proportion to the input of cold work into it. (www.prezi.com). Plastic deformation is
permanent, and strength and hardness are measures of a material’s resistance to this
deformation. Strain hardening is often utilized commercially to ring about enhancing the
mechanical properties of metals during fabrication procedures. (Callister and Rethwisch, 2011).
With the increase in cold working, there is a decrease in grain size, corresponding to an increase in hardness with a subsequent decrease in ductility of the sample. Materials exhibiting unexpected early failure could have the advantages of cold working restored if the material were to be annealed, allowing grain structures to reform, restoring a degree of their ductility, before further cold working can occur.

References:
Ashby, M.F; Jones, DHR: Engineering Materials 1 – An introduction to properties,
Application and Design (3rd Ed.), 2005, Elsevier Butterworth Heinemann.
Callister, WD and Retchwisch, DG: Materials Science and Engineering (7th Ed.), 2007,
Quebecor Versailles USA.
Askeland, DR; Fulay, PP: Essential of Materials Science and Engineering (2nd Ed.),
Cengage Learning, 978‐0‐495‐43850‐2.Gourd, L.M: An Introduction to Engineering
materials. 1982, Edward Arnold, London.
Rockwell Hardness Testing, Gordon England, Rockwell hardness. [Online] 24 Sept. 2010,
http://www.gordonengland.co.uk/hardness/rockwell.htm
[Accessed; 12th December, 2013.]
Cold Working and Annealing Lab by Arielle Souza [Online] 19 November 2013.
http://prezi.com/qett‐83na74q/cold‐working‐and‐annealing‐lab/
[Accessed; 15th December 2013]
Tata; Steel for many purposes – Cold Working [Online]
http://resources.schoolscience.co.uk/Corus/16plus/steelch2pg2.html
[Accessed; 15th December 2013]
Cold Roll Lab Report by Sean Bise [Online] 25th October 2010
http://www.scribd.com/doc/43787890/cold‐roll‐lab‐report
[Accessed; 20th December 2013]
Cold Working of 70‐30 Brass [Online]
http://che.uri.edu/course/che333/Cold%20Working%20of%207030Brass.pdf
[Accessed; 27th December 2013]
Experiment 5 ‐ Cold Work, Recovery, Recrystallization and Grain Growth [Online]
http://www.csun.edu/~bavarian/Courses/MSE%20227/Labs/5‐Cold_Working_Brass.pdf
[Accessed; 27th December 2013]
Experiment #6 ‐‐ Mechanical Working, Recrystallization and Grain Growth
http://www.smccd.net/accounts/enriquez/Engr270Files/EXP6_Cold%20Work.pdf
[Accessed; 29th December 2013]