lab 1 foundry..docx
DESCRIPTION
foundryTRANSCRIPT

Program : Bachelor of Mechanical Engineering (Hons) Manufacturing
(EM221)
Bachelor of Engineering (Hons) Mechanical (EM220)
Course : Manufacturing Processes Laboratory
Course Code : MEM564
Laboratory Name : FOUNDRY
Lecturer Name : Mohd Ridhwan Redza
Title of Experiment : Sand Testing Preparation (Green Sand)
Group : EMD5M13
No.
Student Name Student ID Number Signature
1. USMAN BIN TAIB 2013233774
2. NURUL FARHANA BINTI OMAR 2013677274
3. SHAHEERA DIANA BINTI MOHD SHAROM 2013633416
4. WAN MUHAMMAD FAIZ BIN WAN AZLAN 2014256308
5. WAN MUHAMAD AQIL BIN WAN MOHD NORSANI
2013652164
Date of Practical Session Staff Certification (Signature)
Date of Report Submission Staff Certification (Signature)
KUMPULAN
30
FACULTY OF MECHANICAL ENGINEERING,
UNIVERSITI TECHNOLOGI MARA (UITM)
LABORATORY REPORT

Contents
Objectives..............................................................................................................................................3
Introduction...........................................................................................................................................3
Apparatus..............................................................................................................................................6
Industrial Apparatus..............................................................................................................................9
Procedure..............................................................................................................................................9
Results and Data Analysis....................................................................................................................10
Discussion............................................................................................................................................12
Conclusion...........................................................................................................................................13
Recommendations...............................................................................................................................14
References...........................................................................................................................................15

Objectives
1. To measure the properties of molding sand, green compression strength and permeability
of green sand.
2. To study about molding process.
Introduction
A basic understanding of the materials that constitute a green sand system and the
required equipment to prepare the material are extremely important to assure castings
quality. Green compression strength and permeability are important mechanical properties to
be considered in moulding preparation. Green sand is made up from silica sand, bentonite,
coal dust and water with ratio of 4 : 2 : 2 : 1.
There are four types of test for sand strength which is compression, shear, tensile,
and over-hang bar test. Based on these four test, compression test is most widely used and
very convenient for routine testing of all types of national bonded and synthetic moulding
sand. Green compression strength is define as stress required to rupture the sand specimen
under compressive loading. The sand specimen is then taken out of the specimen tube and
immediately put on the strength testing machine to determine the force required to cause the
compression failure. The green sand is generally range of 0.03 to 0.16 MPa.
Permeability is defined as property of sand which permits the steam and other gases
to pass through the sand mould. Permeability of moulding sand is controlled by several
factors such as sand particle size and shape, water content of the moulding mixture and clay
content of the moulding mixture. Coarse grained sands are more permeable than finer ones.
Figure 1 and 2 shows the effect on permeability based on grain size and water content.
Figure 1 : Effect of grain size permeability Figure 2 : Water content on permeability
Permeability is determined by measuring the quantity of air that passes through a
standard compression with rate in cc/min. Standard permeability is determined by measuring
the time necessary for 2000 cm3 of air to pass through the standard specimen while it is
confined in the specimen tube with three blows of standard rammer and under a pressure of
10 gm /cm2. If the time is determined the permeability number can be calculated from the
formula :
P= V .Hρ . A .T
where,
V : volume of air = 2000 cm3
H : height of sand specimen = 2 inches
P : pressure = 10 gm /cm2
A : cross sectional area of the sand specimen = 1¿2
T : time, sec, for 2000cm3 air to pass through specimen

The formula reduces to AFS Permeability :
P=3000.7T (sec )
The formula reduce to AFS Permeability for Ridscale-Dieter
P= 30557air pressure∈cm of water ×time∈(sec)
=30557p×t
for old machine working with Hg

Apparatus
Materials:
1) Green sand : Made of silica sand, bentonite, coal dust and water.
Equipment:
1
2

2) Permeability Machine : Measures the permeability of the compressed sand in
the specimen tube. A flow or air is passed through the
specimen to check its permeability. The permeability or
rate of the air that will pass through the specimen is in
cc/min.
3) Sand Rammer : To ram and compress the sand to reproduce ramming
conditions.
4) Universal Strength Testing Machine : To measure the strength of the green sand
when compresse
3
4

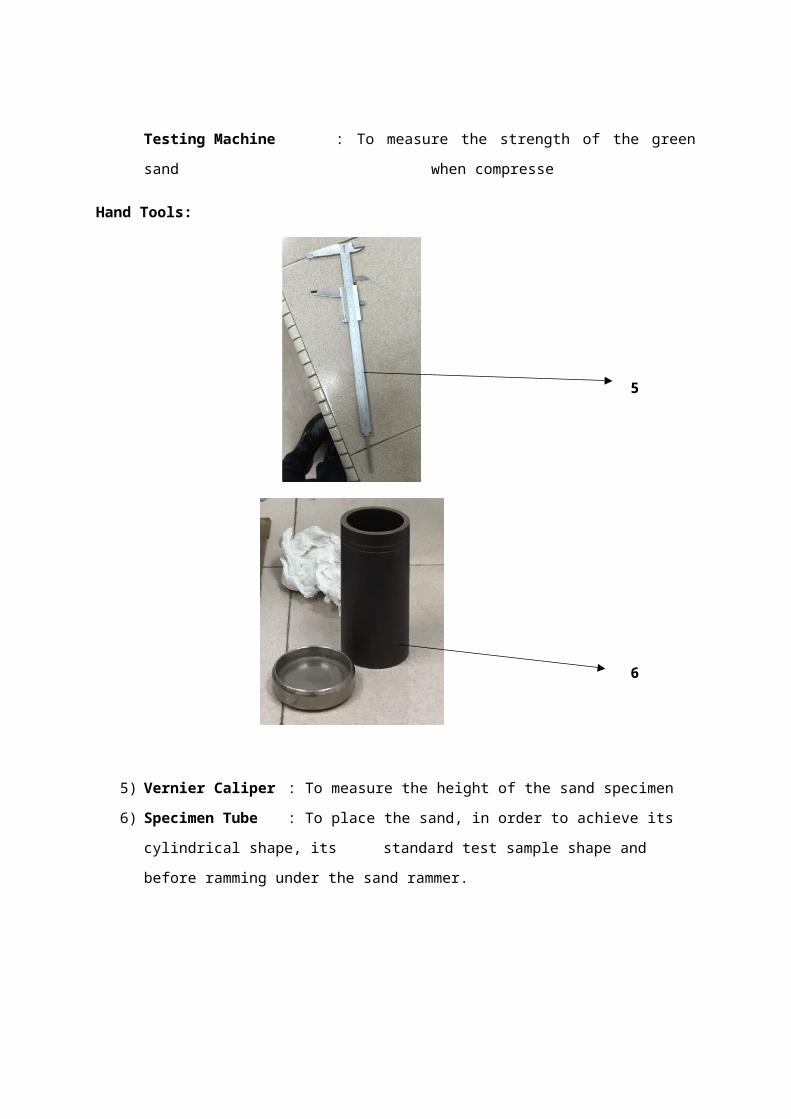
Hand Tools:
5) Vernier Caliper : To measure the height of the sand specimen
6) Specimen Tube : To place the sand, in order to achieve its cylindrical shape, its
standard test sample shape and before ramming under the sand rammer.
5
6

Industrial Apparatus
In the industry, the apparatus used varies than what is used in the faculty laboratory.
1) In this is experiment, the sand in rammed using a simple sand rammer. The
sand that is rammed is only for the shape of the specimen tube. In the industrial
use however, air sand rammers are used, such as the Kawasaki KPT-2 Industrial
Air Rammer. Air sand rammers can provide powerful blows to ram various
shapes of flasks and molds. This way a much larger production can be achieved
compared to the simple sand rammer in the faculty laboratory.
2) The universal sand strength testing machine is the faculty laboratory are not
electronic, therefore zero and parallax error can occur if the values are not read
properly. In industrial applications, the universal sand strength testing machines
are electronic, such as supplied by Simpson Analytics Electronic Universal Sand
Strength Model 42104. This eliminates zero and parallax error and a more
precise reading of results.
3) As for the permeability machine in the faculty laboratory, it is also not electronic,
and errors can occur when taking the readings. In industries, it is much more
advanced as it is electronic like the Simpson Analytics Absolute Permeability
Tester Model 42501. This way, the results obtained are much more accurate.
Procedure
1. The green sand was prepared by mixing it again with water to increase its water quantity in
the sand and placed it into a container.
2. The green sand was scooped onto electronic scale and the weight of the sand was recorded.
3. The casing was cleaned thoroughly to ensure there was no unwanted sand in it.
4. It was transferred into the casing with its bottom covered using a funnel.
5. The casing and the green sand was placed onto ramming device and rammed for 3 times to
compact the sand.
6. The cover was removed and the casing was placed into permeability machine and tested for
its permeability and the reading were recorded
7. The green sand was removed from its casing and the length of the specimen is measured
using Vernier calliper.
8. If the length was higher or lower than the limit which is 50.675 to 50.925 mm, steps 2 to 6
were repeated.
9. If the length is acceptable, the specimen was transferred into sand universal sand strength
testing machine. The strength of the specimen was recorded.
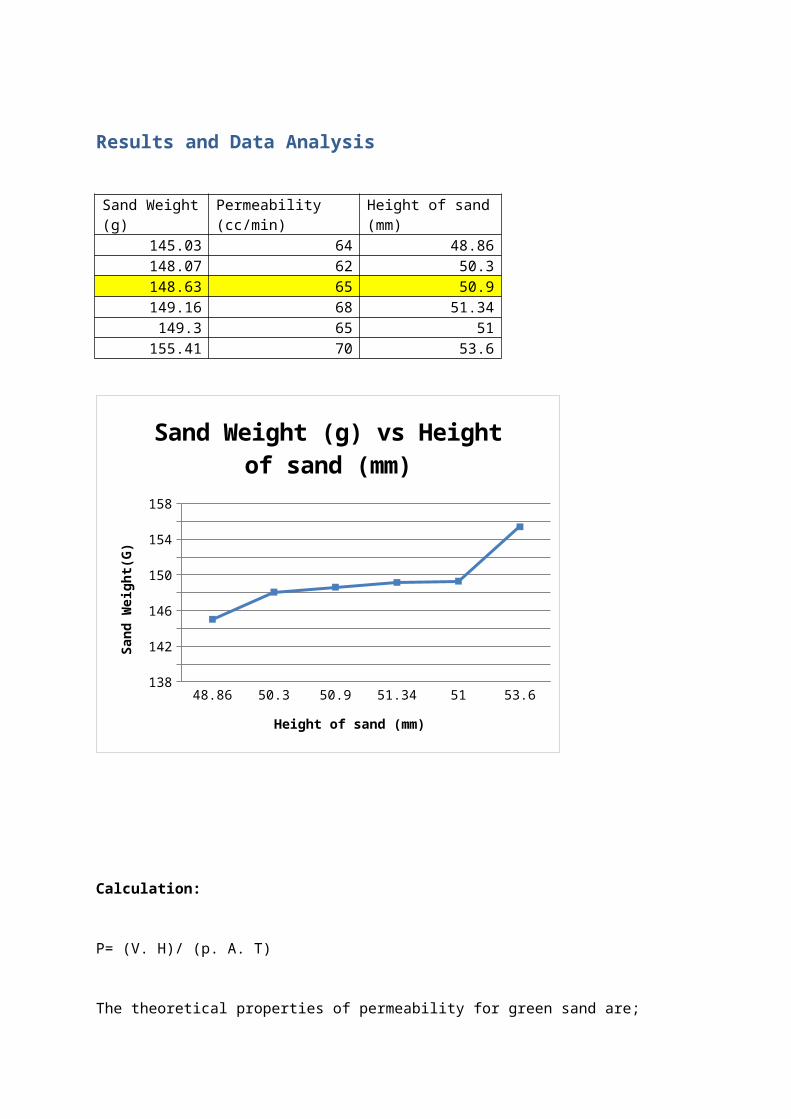
Results and Data Analysis
Sand Weight (g) Permeability (cc/min) Height of sand (mm)145.03 64 48.86148.07 62 50.3148.63 65 50.9149.16 68 51.34
149.3 65 51155.41 70 53.6
48.86 50.3 50.9 51.34 51 53.6138140142144146148150152154156158
Sand Weight (g) vs Height of sand (mm)
Height of sand (mm)
Sand
Wei
ght(
G)

Calculation:
P= (V. H)/ (p. A. T)
The theoretical properties of permeability for green sand are;
V: volume of air = 2000 cm³
H: height of sand specimen = 2 inches = 5.08cm
P: pressure = 10 gm/cm²
A: cross sectional area of the sand specimen =1in² = 6.4516 cm²
T: time, min, for 2000 cm³ air to pass through specimen = 1min
P= VxHPxAxT
P= 2000 x5.0810 x6.4516 x1
P=157.48 cc /min
Percentage Error of Permeability
Experimental Value,
Pexp (cc/min)
Theoretical Value,
Ptheory (cc/min)
Percentage
Error (%)
65 157.48 58.72
Percentage of error = Experimentalvalue – TheoreticalvalueTheoreticalvalue x 100
= 65– 157.48
157.48 x 100
= 58.72 %

Discussion
The experiment was executed to analyze the green compression strength and the
permeability of molding sand. Both of these properties are very important to determine the
optimum moisture content to produce a good green sand casting mold. Permeability is the
rate of air flow through the specimen. By getting the permeability value, we can determine
the type of molten metal that is most suitable to be used for the green cast molding. If the
permeability number between 0-50 cc/min, it is considered too low and the range between
150-300 cc/min considered too high. Permeability within the ranges of too low and too high
can lead to defects in the cast when poured into the mold later on. The optimum range for
the permeability for the green sand is 80-150 cc/min. The green compression strength on the
other hand, is referring to the stress required to rupture green sand specimen under
compression loading. The strength is obtained by using universal sand strength testing
machine. The ideal strength of green sand is generally in the range between 0.03 to 0.16
MPa.
From the graph of Mass of Green Sand(g) vs Height of Green Sand(mm), it is
observed that the height of green sand increases with respect to the mass. In addition to
that, the permeability of the green sand also increases. This happens because when the
mass increases, the volume will increase. Increasing the volume in the green sand will lead
to the decrease of the tight packing of green sand, thus increasing the permeability.
Based on the experimental results we obtained, the permeability of the green sand is
65 cc/min. The result is below the optimum range value. The value needs to be slightly
higher for a more optimum permeability. Based on the theoretical calculation however, the
permeability value is 157.79 cc/min. The permeability of experimental result is much lower
compared to theoretical value with a percentage error of 58.72%. These discrepancy in
values could be due to the errors that occurred in our experiment. As for the compression
strength, the value of strength is 0.0903 MPa, which in the range of ideal compression
strength.
From the result of green sand strength of 0.0903 MPa, we can then determine the
suitable material that can be used as the molten metal. The ideal molten metal must have
the melting temperature is between 500-1000°C for this strength. As the range of the melting
temperature is considered as low, the suitable material that can be used is non-ferrous metal
as the molten metal. Some examples of non-ferrous metal that can be used are Aluminium,
Zinc and Tin.
Addressing the discrepancy of the values that we obtained in the experimental and
theoretical values, it could be to the errors that could have occurred while performing this
experiment. One of them could be due to how the specimen been produced. In the process
of ramming the sand into the specimen sample tube, the sand rammer should perfectly clean
as if there were any leftover sand on it, it will affect the volume of green sand and also its
height. In addition to this, parallax error could have contributed in our discrepancy in results.
From this experiment, the parallax error could have occurred when taking the height of
specimen by using the vernier caliper. Apart from that, the parallax error also could have
occurred when taking reading on the universal sand strength testing machine. Besides this,
surrounding environment could have also affected the specimen. After the ramming test, the
specimen might have been left too long before conducting the permeability test and the
characteristic of the green sand specimen might have changed.
Conclusion
It is clearly proven in this experiment that the green compression strength and
permeability test is crucial in obtaining the most optimum sand mold before proceeding for
mold preparation and pouring of molten metal. If the sand specimen is not within the
optimum permeability range value of 80-150 cc/min, the cast will exhibit defects, like gas
defects as the air and steam are not able escape when the molten is poured into the mold.
As for the green compression strength, it is too crucial for the value to be in the optimum
range of 0.03-0.16 MPa as for it to be able to withstand compression loading and will not
rupture upon the pouring of molten metal. By knowing the strength of the green sand mold,
we can determine suitable melting point that the green sand mold can withstand and
subsequently what molten metal can be used for the cast. It is essential to prepare the most
suitable mold before proceeding to pour the molten metal suitable based on its strength and
permeability. Errors that have occurred in this experiment must be avoided in the future to
produce and obtain the most accurate results. Parallax error which is the most recurring
error in the experiment must be eliminated by making sure the readings are taken parallel to
eye level and in bright light. The preparation of the specimen also must be done properly
and with care to ensure it does not contaminated by environmental factors.

Recommendations
During conducting this experiment, there are few recommendations to improve the accuracy of this experiment :
a) Green sand produced must have right composition of silicon sand, bentonite, coal
dust and water for sand casting quality.
b) The sand specimen can be placed in closed area to prevent the loss of moisture that
will cause drying of the sand specimen.
c) The rammed sand specimen must be handled carefully and avoid too much force
during handling in order to get accurate height of the sample.
d) Carefully remove or take out the sand specimen from specimen tube to prevent the
specimen from rupture.
e) Right amount of water must be added to the sand to ensure the sand specimen is not
too wet or too dry for the bonding of the green sand.
f) Sand specimen must be rammed only three times to obtain accurate height for
strength testing.

References
1. American Foundry Society. (2001). Mold And Core Handbook Third Edition.
2. Bureau Of Indian Standards. (1997). Methods Of Physical Tests For Foundry Sands.
3. Pn Rao. Manufacturing Technology