tensile properties and work hardening behaviors of ultrafine grained carbon steel and pure iron...
TRANSCRIPT
Materials Science & Engineering A 581 (2013) 8–15
Contents lists available at SciVerse ScienceDirect
Materials Science & Engineering A
0921-50http://d
n CorrE-m
ningjian
journal homepage: www.elsevier.com/locate/msea
Tensile properties and work hardening behaviors of ultrafine grainedcarbon steel and pure iron processed by warm high pressure torsion
Jiang-li Ning a,b,n, Eglantine Courtois-Manara a, Lilia Kurmanaeva a, Artur V. Ganeev c,Ruslan Z. Valiev c, Christian Kübel a,d, Yulia Ivanisenko a
a Institute of Nanotechnology, Karlsruhe Institute of Technology (KIT), D-76021 Karlsruhe, Germanyb College of Metallurgy and Energy, Hebei United University, 46 Xinhua Road, Tangshan 063009, Hebei, Chinac Institute of Physics for Advanced Materials, Ufa State Aviation Technical University, 450000 Ufa, Russiad Karlsruhe Nano Micro Facility, Karlsruhe Institute of Technology (KIT), D-76021 Karlsruhe, Germany
a r t i c l e i n f o
Article history:Received 12 March 2013Received in revised form30 April 2013Accepted 3 May 2013Available online 4 June 2013
Keywords:Ultrafine grained materialsHigh pressure torsionTensile behaviorStrain hardening rateACOM TEM
93/$ - see front matter & 2013 Elsevier B.V. Ax.doi.org/10.1016/j.msea.2013.05.008
esponding author. Tel.: +86 150 7623 9578.ail addresses: [email protected],[email protected], [email protected] (J.-l. Ning).
a b s t r a c t
Using automated crystal-orientation mapping (ACOM) in TEM, we have shown the formation of anultrafine grained (UFG) structure with predominantly (490%) high angle grain boundaries in C45 steeland Armco iron after high pressure torsion (HPT) at 350 1C. The UFG C45 steel exhibits a combination ofhigh tensile strength and ductility and its mechanical properties were improved significantly comparedto the analogously processed Armco iron. The higher strength of the processed C45 steel is attributed tothe finer grain size, the highly fragmented cementite particles induced by the HPT deformation. Thedifference in ductility of the two materials is related to the distinct work hardening behaviors due to thedifferent microstructural characteristics.
& 2013 Elsevier B.V. All rights reserved.
1. Introduction
Processing by Severe Plastic Deformation (SPD) using techni-ques such as High Pressure Torsion (HPT), Equal Channel AngularPressing (ECAP) or Accumulative Roll-Bonding (ARB) [1,2] is veryattractive, because SPD can be directly applied to commercialmetals or alloys, e.g. steels, and the mechanical properties aresignificantly enhanced due to the strain-induced UltraFine Grained(UFG) or NanoCrystalline (NC) structures. For steels, this approachhas benefit of avoiding expensive alloying elements, skippingcomplicated and time consuming heat treatments like soft anneal-ing, quenching and tempering, and improving weldability due tothe reduced required content of carbon and other alloying ele-ments compared to high strength quenched and tempered steels[3,4]. Although the strength of UFG/NC materials is greatlyenhanced compared with their coarse grained counterparts, theductility is usually seriously deteriorated. The low ductility isattributed to a poor work hardening capability caused by theinability to accumulate dislocations because of the small grain sizeand saturation of dislocations [5—10]. Several approaches have
ll rights reserved.
been employed to improve the ductility of UFG/NC materials, suchas generating bimodal grain size distribution [10,11], introducingtwins [12,13], dispersing fine second-phase particles in the UFGmatrix [4,8,9,14—19], and controlling the grain boundary structure[20,21].
Previous studies have indicated that dispersed carbide particlesin an UFG ferritic matrix are very effective to increase the workhardening capability, and hence the ductility of carbon steels,without sacrificing the high strength of UFG steels [4,8,9,14—19].There are two main approaches to produce UFG steels: SPDtechniques and advanced thermo-mechanical processes. SPDtechniques are typically discontinuous methods and need quitelarge strain [4,7—9,16]. Advanced thermo-mechanical processesare continuous treatments where the phase transformation isessential for the refinement process [14,15,17—19]. Correspond-ingly, to generate finely dispersed carbide particles mainly twomechanisms are used: one is a microstructural evolution inducedby intense deformation, e.g. SPD, and connected to the transfor-mation of the initially present cementite lamellae in theferritic—pearlitic structure to cementite nanoparticles in UFGferritic structure [4,8,9,16], which can be called dynamic globular-ization [9]; the second mechanism is related to the phase trans-formation in steels [14,15,17—19], e.g. Tsuji et al. developed aprocess of cold rolling and subsequent annealing of the initialmartensitic structure to obtain ultrafine ferrite grains, with
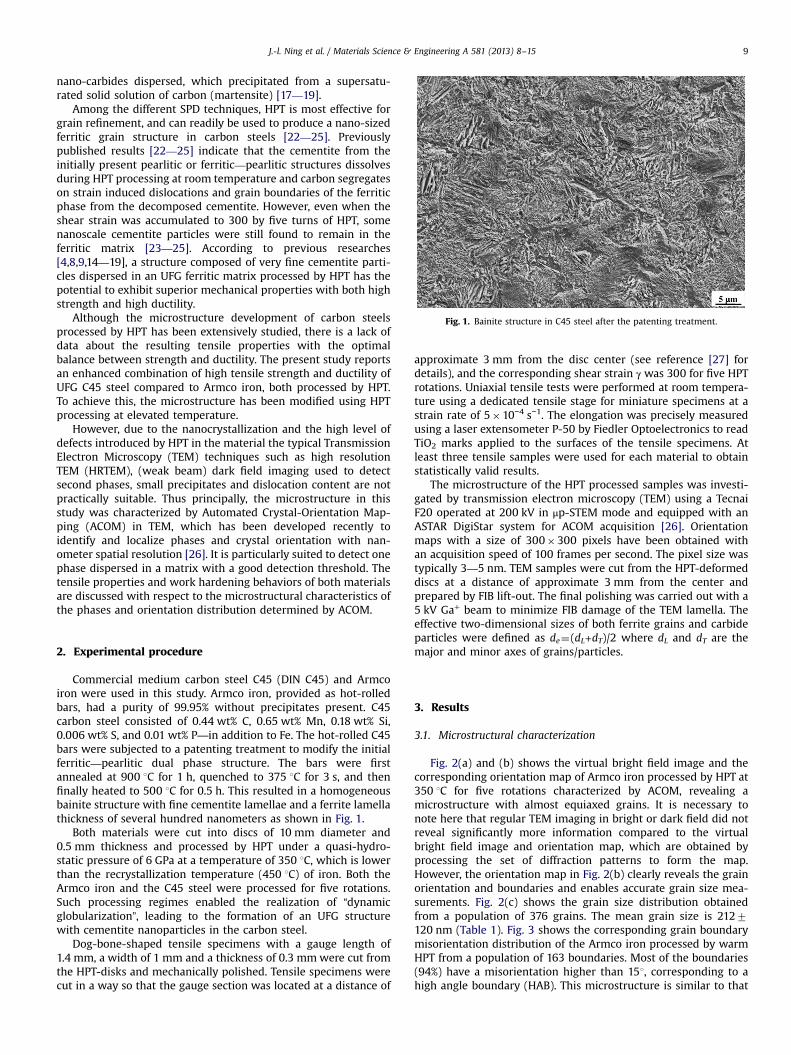
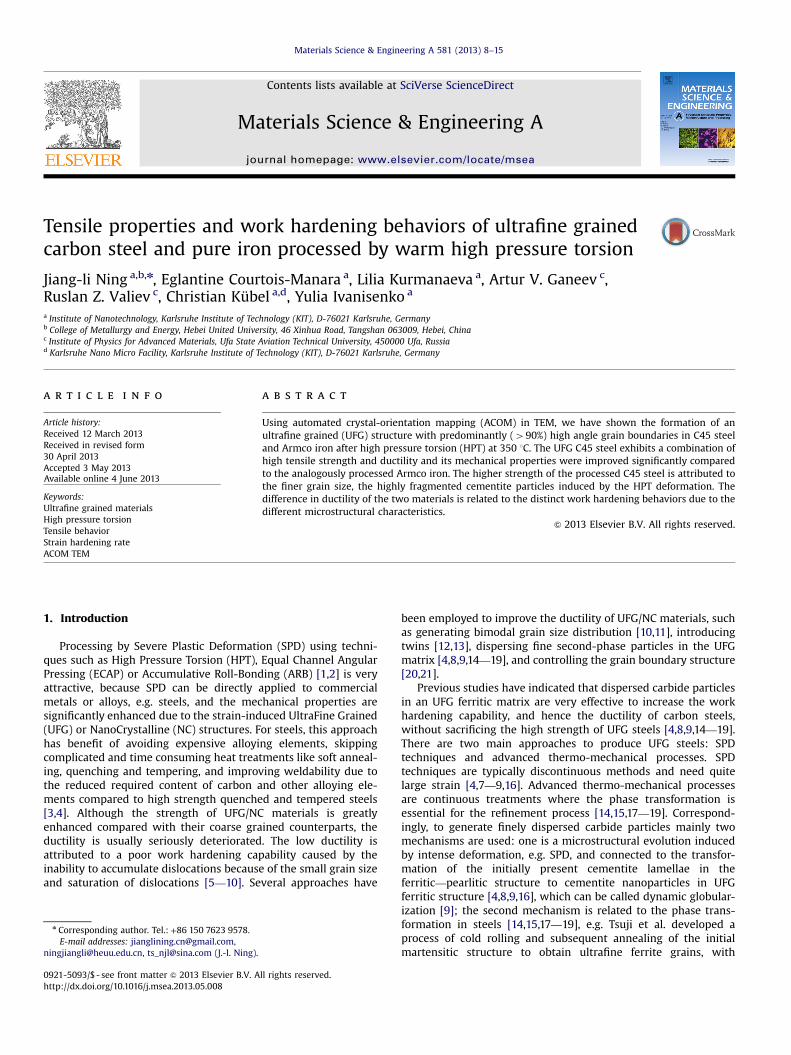
Fig. 1. Bainite structure in C45 steel after the patenting treatment.
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–15 9
nano-carbides dispersed, which precipitated from a supersatu-rated solid solution of carbon (martensite) [17—19].
Among the different SPD techniques, HPT is most effective forgrain refinement, and can readily be used to produce a nano-sizedferritic grain structure in carbon steels [22—25]. Previouslypublished results [22—25] indicate that the cementite from theinitially present pearlitic or ferritic—pearlitic structures dissolvesduring HPT processing at room temperature and carbon segregateson strain induced dislocations and grain boundaries of the ferriticphase from the decomposed cementite. However, even when theshear strain was accumulated to 300 by five turns of HPT, somenanoscale cementite particles were still found to remain in theferritic matrix [23—25]. According to previous researches[4,8,9,14—19], a structure composed of very fine cementite parti-cles dispersed in an UFG ferritic matrix processed by HPT has thepotential to exhibit superior mechanical properties with both highstrength and high ductility.
Although the microstructure development of carbon steelsprocessed by HPT has been extensively studied, there is a lack ofdata about the resulting tensile properties with the optimalbalance between strength and ductility. The present study reportsan enhanced combination of high tensile strength and ductility ofUFG C45 steel compared to Armco iron, both processed by HPT.To achieve this, the microstructure has been modified using HPTprocessing at elevated temperature.
However, due to the nanocrystallization and the high level ofdefects introduced by HPT in the material the typical TransmissionElectron Microscopy (TEM) techniques such as high resolutionTEM (HRTEM), (weak beam) dark field imaging used to detectsecond phases, small precipitates and dislocation content are notpractically suitable. Thus principally, the microstructure in thisstudy was characterized by Automated Crystal-Orientation Map-ping (ACOM) in TEM, which has been developed recently toidentify and localize phases and crystal orientation with nan-ometer spatial resolution [26]. It is particularly suited to detect onephase dispersed in a matrix with a good detection threshold. Thetensile properties and work hardening behaviors of both materialsare discussed with respect to the microstructural characteristics ofthe phases and orientation distribution determined by ACOM.
2. Experimental procedure
Commercial medium carbon steel C45 (DIN C45) and Armcoiron were used in this study. Armco iron, provided as hot-rolledbars, had a purity of 99.95% without precipitates present. C45carbon steel consisted of 0.44 wt% C, 0.65 wt% Mn, 0.18 wt% Si,0.006 wt% S, and 0.01 wt% P—in addition to Fe. The hot-rolled C45bars were subjected to a patenting treatment to modify the initialferritic—pearlitic dual phase structure. The bars were firstannealed at 900 1C for 1 h, quenched to 375 1C for 3 s, and thenfinally heated to 500 1C for 0.5 h. This resulted in a homogeneousbainite structure with fine cementite lamellae and a ferrite lamellathickness of several hundred nanometers as shown in Fig. 1.
Both materials were cut into discs of 10 mm diameter and0.5 mm thickness and processed by HPT under a quasi-hydro-static pressure of 6 GPa at a temperature of 350 1C, which is lowerthan the recrystallization temperature (450 1C) of iron. Both theArmco iron and the C45 steel were processed for five rotations.Such processing regimes enabled the realization of “dynamicglobularization”, leading to the formation of an UFG structurewith cementite nanoparticles in the carbon steel.
Dog-bone-shaped tensile specimens with a gauge length of1.4 mm, a width of 1 mm and a thickness of 0.3 mmwere cut fromthe HPT-disks and mechanically polished. Tensile specimens werecut in a way so that the gauge section was located at a distance of
approximate 3 mm from the disc center (see reference [27] fordetails), and the corresponding shear strain γ was 300 for five HPTrotations. Uniaxial tensile tests were performed at room tempera-ture using a dedicated tensile stage for miniature specimens at astrain rate of 5�10−4 s−1. The elongation was precisely measuredusing a laser extensometer P-50 by Fiedler Optoelectronics to readTiO2 marks applied to the surfaces of the tensile specimens. Atleast three tensile samples were used for each material to obtainstatistically valid results.
The microstructure of the HPT processed samples was investi-gated by transmission electron microscopy (TEM) using a TecnaiF20 operated at 200 kV in μp-STEM mode and equipped with anASTAR DigiStar system for ACOM acquisition [26]. Orientationmaps with a size of 300�300 pixels have been obtained withan acquisition speed of 100 frames per second. The pixel size wastypically 3—5 nm. TEM samples were cut from the HPT-deformeddiscs at a distance of approximate 3 mm from the center andprepared by FIB lift-out. The final polishing was carried out with a5 kV Ga+ beam to minimize FIB damage of the TEM lamella. Theeffective two-dimensional sizes of both ferrite grains and carbideparticles were defined as de¼(dL+dT)/2 where dL and dT are themajor and minor axes of grains/particles.
3. Results
3.1. Microstructural characterization
Fig. 2(a) and (b) shows the virtual bright field image and thecorresponding orientation map of Armco iron processed by HPT at350 1C for five rotations characterized by ACOM, revealing amicrostructure with almost equiaxed grains. It is necessary tonote here that regular TEM imaging in bright or dark field did notreveal significantly more information compared to the virtualbright field image and orientation map, which are obtained byprocessing the set of diffraction patterns to form the map.However, the orientation map in Fig. 2(b) clearly reveals the grainorientation and boundaries and enables accurate grain size mea-surements. Fig. 2(c) shows the grain size distribution obtainedfrom a population of 376 grains. The mean grain size is 2127120 nm (Table 1). Fig. 3 shows the corresponding grain boundarymisorientation distribution of the Armco iron processed by warmHPT from a population of 163 boundaries. Most of the boundaries(94%) have a misorientation higher than 151, corresponding to ahigh angle boundary (HAB). This microstructure is similar to that
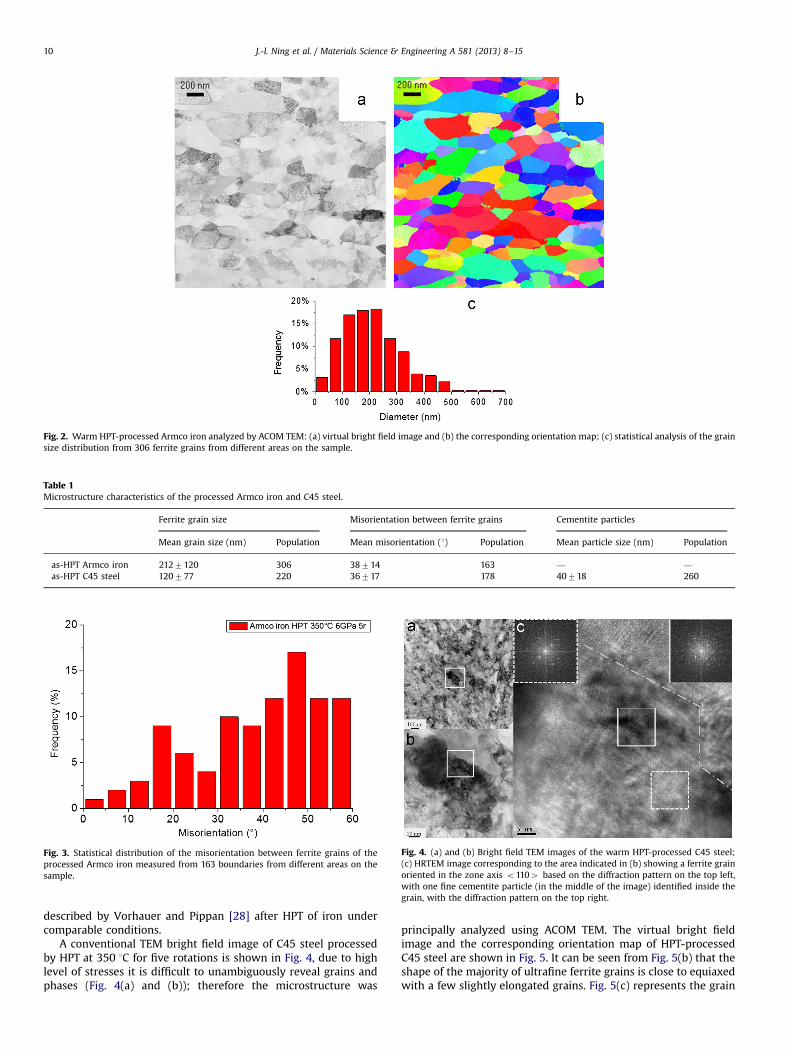
Fig. 2. Warm HPT-processed Armco iron analyzed by ACOM TEM: (a) virtual bright field image and (b) the corresponding orientation map; (c) statistical analysis of the grainsize distribution from 306 ferrite grains from different areas on the sample.
Table 1Microstructure characteristics of the processed Armco iron and C45 steel.
Ferrite grain size Misorientation between ferrite grains Cementite particles
Mean grain size (nm) Population Mean misorientation (1) Population Mean particle size (nm) Population
as-HPT Armco iron 2127120 306 38714 163 — —
as-HPT C45 steel 120777 220 36717 178 40718 260
Fig. 3. Statistical distribution of the misorientation between ferrite grains of theprocessed Armco iron measured from 163 boundaries from different areas on thesample.
Fig. 4. (a) and (b) Bright field TEM images of the warm HPT-processed C45 steel;(c) HRTEM image corresponding to the area indicated in (b) showing a ferrite grainoriented in the zone axis o1104 based on the diffraction pattern on the top left,with one fine cementite particle (in the middle of the image) identified inside thegrain, with the diffraction pattern on the top right.
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–1510
described by Vorhauer and Pippan [28] after HPT of iron undercomparable conditions.
A conventional TEM bright field image of C45 steel processedby HPT at 350 1C for five rotations is shown in Fig. 4, due to highlevel of stresses it is difficult to unambiguously reveal grains andphases (Fig. 4(a) and (b)); therefore the microstructure was
principally analyzed using ACOM TEM. The virtual bright fieldimage and the corresponding orientation map of HPT-processedC45 steel are shown in Fig. 5. It can be seen from Fig. 5(b) that theshape of the majority of ultrafine ferrite grains is close to equiaxedwith a few slightly elongated grains. Fig. 5(c) represents the grain
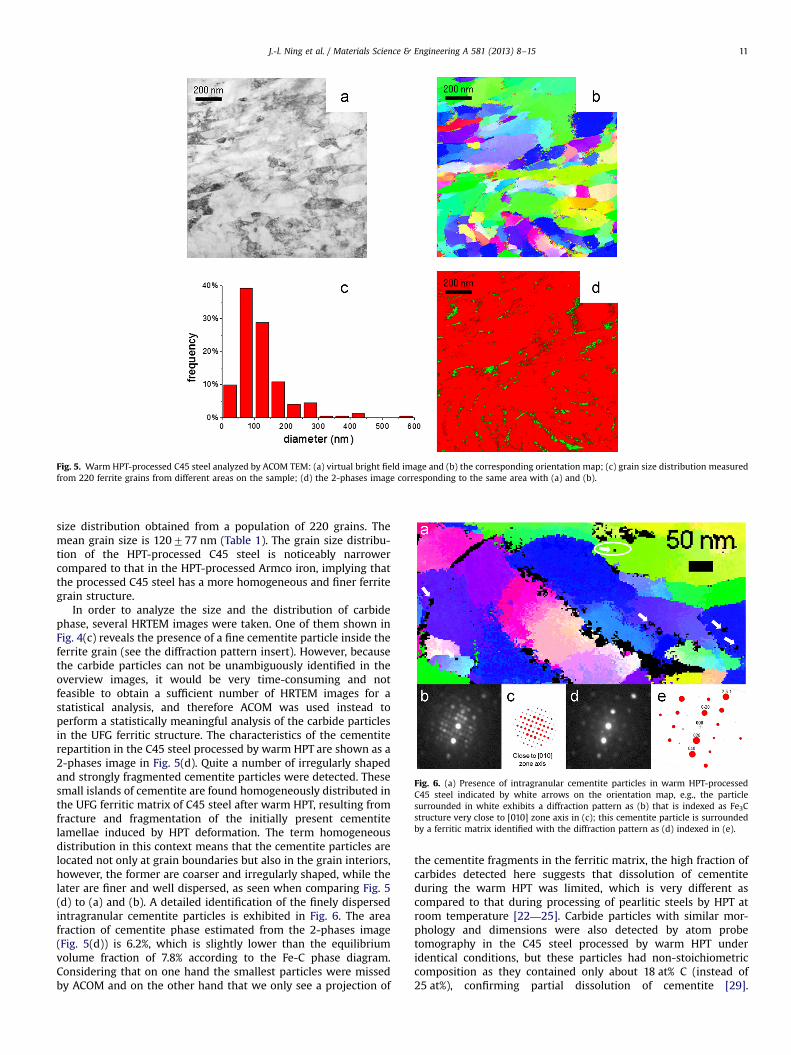
Fig. 5. Warm HPT-processed C45 steel analyzed by ACOM TEM: (a) virtual bright field image and (b) the corresponding orientation map; (c) grain size distribution measuredfrom 220 ferrite grains from different areas on the sample; (d) the 2-phases image corresponding to the same area with (a) and (b).
Fig. 6. (a) Presence of intragranular cementite particles in warm HPT-processedC45 steel indicated by white arrows on the orientation map, e.g., the particlesurrounded in white exhibits a diffraction pattern as (b) that is indexed as Fe3Cstructure very close to [010] zone axis in (c); this cementite particle is surroundedby a ferritic matrix identified with the diffraction pattern as (d) indexed in (e).
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–15 11
size distribution obtained from a population of 220 grains. Themean grain size is 120777 nm (Table 1). The grain size distribu-tion of the HPT-processed C45 steel is noticeably narrowercompared to that in the HPT-processed Armco iron, implying thatthe processed C45 steel has a more homogeneous and finer ferritegrain structure.
In order to analyze the size and the distribution of carbidephase, several HRTEM images were taken. One of them shown inFig. 4(c) reveals the presence of a fine cementite particle inside theferrite grain (see the diffraction pattern insert). However, becausethe carbide particles can not be unambiguously identified in theoverview images, it would be very time-consuming and notfeasible to obtain a sufficient number of HRTEM images for astatistical analysis, and therefore ACOM was used instead toperform a statistically meaningful analysis of the carbide particlesin the UFG ferritic structure. The characteristics of the cementiterepartition in the C45 steel processed by warm HPT are shown as a2-phases image in Fig. 5(d). Quite a number of irregularly shapedand strongly fragmented cementite particles were detected. Thesesmall islands of cementite are found homogeneously distributed inthe UFG ferritic matrix of C45 steel after warm HPT, resulting fromfracture and fragmentation of the initially present cementitelamellae induced by HPT deformation. The term homogeneousdistribution in this context means that the cementite particles arelocated not only at grain boundaries but also in the grain interiors,however, the former are coarser and irregularly shaped, while thelater are finer and well dispersed, as seen when comparing Fig. 5(d) to (a) and (b). A detailed identification of the finely dispersedintragranular cementite particles is exhibited in Fig. 6. The areafraction of cementite phase estimated from the 2-phases image(Fig. 5(d)) is 6.2%, which is slightly lower than the equilibriumvolume fraction of 7.8% according to the Fe-C phase diagram.Considering that on one hand the smallest particles were missedby ACOM and on the other hand that we only see a projection of
the cementite fragments in the ferritic matrix, the high fraction ofcarbides detected here suggests that dissolution of cementiteduring the warm HPT was limited, which is very different ascompared to that during processing of pearlitic steels by HPT atroom temperature [22—25]. Carbide particles with similar mor-phology and dimensions were also detected by atom probetomography in the C45 steel processed by warm HPT underidentical conditions, but these particles had non-stoichiometriccomposition as they contained only about 18 at% C (instead of25 at%), confirming partial dissolution of cementite [29].
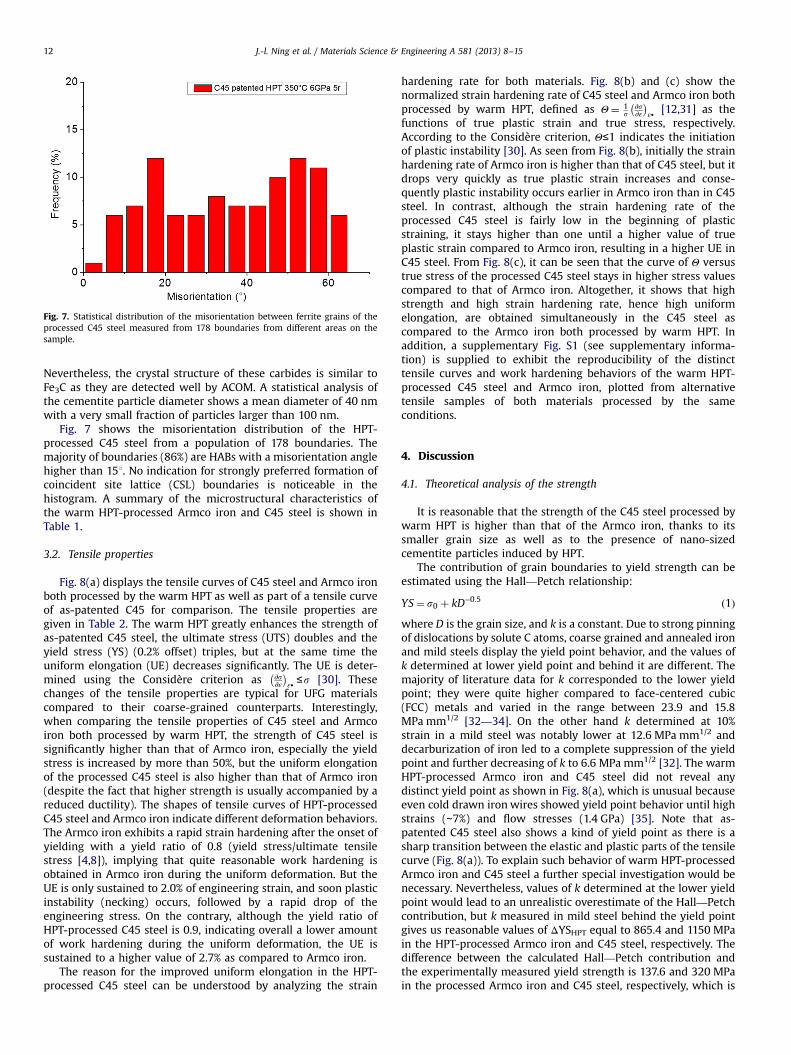
Fig. 7. Statistical distribution of the misorientation between ferrite grains of theprocessed C45 steel measured from 178 boundaries from different areas on thesample.
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–1512
Nevertheless, the crystal structure of these carbides is similar toFe3C as they are detected well by ACOM. A statistical analysis ofthe cementite particle diameter shows a mean diameter of 40 nmwith a very small fraction of particles larger than 100 nm.
Fig. 7 shows the misorientation distribution of the HPT-processed C45 steel from a population of 178 boundaries. Themajority of boundaries (86%) are HABs with a misorientation anglehigher than 151. No indication for strongly preferred formation ofcoincident site lattice (CSL) boundaries is noticeable in thehistogram. A summary of the microstructural characteristics ofthe warm HPT-processed Armco iron and C45 steel is shown inTable 1.
3.2. Tensile properties
Fig. 8(a) displays the tensile curves of C45 steel and Armco ironboth processed by the warm HPT as well as part of a tensile curveof as-patented C45 for comparison. The tensile properties aregiven in Table 2. The warm HPT greatly enhances the strength ofas-patented C45 steel, the ultimate stress (UTS) doubles and theyield stress (YS) (0.2% offset) triples, but at the same time theuniform elongation (UE) decreases significantly. The UE is deter-mined using the Considère criterion as ∂s
∂ε
� �ε� ≤s [30]. These
changes of the tensile properties are typical for UFG materialscompared to their coarse-grained counterparts. Interestingly,when comparing the tensile properties of C45 steel and Armcoiron both processed by warm HPT, the strength of C45 steel issignificantly higher than that of Armco iron, especially the yieldstress is increased by more than 50%, but the uniform elongationof the processed C45 steel is also higher than that of Armco iron(despite the fact that higher strength is usually accompanied by areduced ductility). The shapes of tensile curves of HPT-processedC45 steel and Armco iron indicate different deformation behaviors.The Armco iron exhibits a rapid strain hardening after the onset ofyielding with a yield ratio of 0.8 (yield stress/ultimate tensilestress [4,8]), implying that quite reasonable work hardening isobtained in Armco iron during the uniform deformation. But theUE is only sustained to 2.0% of engineering strain, and soon plasticinstability (necking) occurs, followed by a rapid drop of theengineering stress. On the contrary, although the yield ratio ofHPT-processed C45 steel is 0.9, indicating overall a lower amountof work hardening during the uniform deformation, the UE issustained to a higher value of 2.7% as compared to Armco iron.
The reason for the improved uniform elongation in the HPT-processed C45 steel can be understood by analyzing the strain
hardening rate for both materials. Fig. 8(b) and (c) show thenormalized strain hardening rate of C45 steel and Armco iron bothprocessed by warm HPT, defined as Θ¼ 1
s∂s∂ε
� �ε� [12,31] as the
functions of true plastic strain and true stress, respectively.According to the Considère criterion, Θ≤1 indicates the initiationof plastic instability [30]. As seen from Fig. 8(b), initially the strainhardening rate of Armco iron is higher than that of C45 steel, but itdrops very quickly as true plastic strain increases and conse-quently plastic instability occurs earlier in Armco iron than in C45steel. In contrast, although the strain hardening rate of theprocessed C45 steel is fairly low in the beginning of plasticstraining, it stays higher than one until a higher value of trueplastic strain compared to Armco iron, resulting in a higher UE inC45 steel. From Fig. 8(c), it can be seen that the curve of Θ versustrue stress of the processed C45 steel stays in higher stress valuescompared to that of Armco iron. Altogether, it shows that highstrength and high strain hardening rate, hence high uniformelongation, are obtained simultaneously in the C45 steel ascompared to the Armco iron both processed by warm HPT. Inaddition, a supplementary Fig. S1 (see supplementary informa-tion) is supplied to exhibit the reproducibility of the distincttensile curves and work hardening behaviors of the warm HPT-processed C45 steel and Armco iron, plotted from alternativetensile samples of both materials processed by the sameconditions.
4. Discussion
4.1. Theoretical analysis of the strength
It is reasonable that the strength of the C45 steel processed bywarm HPT is higher than that of the Armco iron, thanks to itssmaller grain size as well as to the presence of nano-sizedcementite particles induced by HPT.
The contribution of grain boundaries to yield strength can beestimated using the Hall—Petch relationship:
YS¼ s0 þ kD−0:5 ð1Þwhere D is the grain size, and k is a constant. Due to strong pinningof dislocations by solute C atoms, coarse grained and annealed ironand mild steels display the yield point behavior, and the values ofk determined at lower yield point and behind it are different. Themajority of literature data for k corresponded to the lower yieldpoint; they were quite higher compared to face-centered cubic(FCC) metals and varied in the range between 23.9 and 15.8MPa mm1/2 [32—34]. On the other hand k determined at 10%strain in a mild steel was notably lower at 12.6 MPa mm1/2 anddecarburization of iron led to a complete suppression of the yieldpoint and further decreasing of k to 6.6 MPa mm1/2 [32]. The warmHPT-processed Armco iron and C45 steel did not reveal anydistinct yield point as shown in Fig. 8(a), which is unusual becauseeven cold drawn iron wires showed yield point behavior until highstrains (∼7%) and flow stresses (1.4 GPa) [35]. Note that as-patented C45 steel also shows a kind of yield point as there is asharp transition between the elastic and plastic parts of the tensilecurve (Fig. 8(a)). To explain such behavior of warm HPT-processedArmco iron and C45 steel a further special investigation would benecessary. Nevertheless, values of k determined at the lower yieldpoint would lead to an unrealistic overestimate of the Hall—Petchcontribution, but k measured in mild steel behind the yield pointgives us reasonable values of ΔYSHPT equal to 865.4 and 1150 MPain the HPT-processed Armco iron and C45 steel, respectively. Thedifference between the calculated Hall—Petch contribution andthe experimentally measured yield strength is 137.6 and 320 MPain the processed Armco iron and C45 steel, respectively, which is
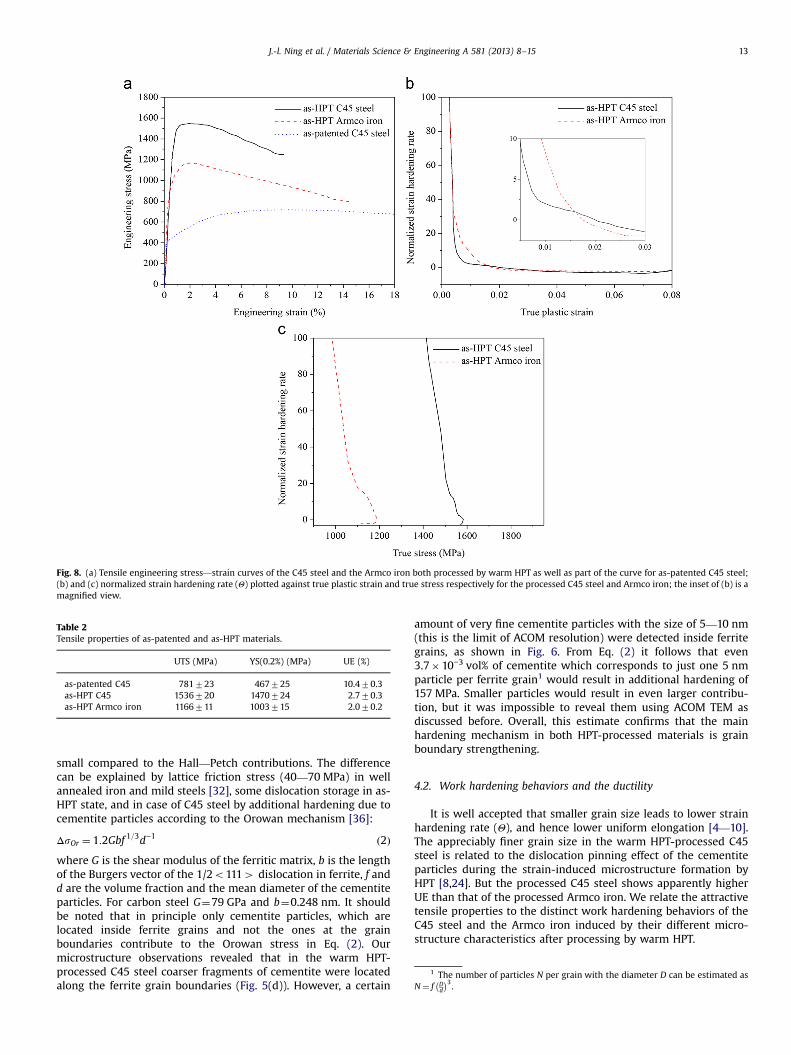
Fig. 8. (a) Tensile engineering stress—strain curves of the C45 steel and the Armco iron both processed by warm HPT as well as part of the curve for as-patented C45 steel;(b) and (c) normalized strain hardening rate (Θ) plotted against true plastic strain and true stress respectively for the processed C45 steel and Armco iron; the inset of (b) is amagnified view.
Table 2Tensile properties of as-patented and as-HPT materials.
UTS (MPa) YS(0.2%) (MPa) UE (%)
as-patented C45 781723 467725 10.470.3as-HPT C45 1536720 1470724 2.770.3as-HPT Armco iron 1166711 1003715 2.070.2
1 The number of particles N per grain with the diameter D can be estimated asN¼ f D
d
� �3.
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–15 13
small compared to the Hall—Petch contributions. The differencecan be explained by lattice friction stress (40—70 MPa) in wellannealed iron and mild steels [32], some dislocation storage in as-HPT state, and in case of C45 steel by additional hardening due tocementite particles according to the Orowan mechanism [36]:
ΔsOr ¼ 1:2Gbf 1=3d−1 ð2Þwhere G is the shear modulus of the ferritic matrix, b is the lengthof the Burgers vector of the 1/2o1114 dislocation in ferrite, f andd are the volume fraction and the mean diameter of the cementiteparticles. For carbon steel G¼79 GPa and b¼0.248 nm. It shouldbe noted that in principle only cementite particles, which arelocated inside ferrite grains and not the ones at the grainboundaries contribute to the Orowan stress in Eq. (2). Ourmicrostructure observations revealed that in the warm HPT-processed C45 steel coarser fragments of cementite were locatedalong the ferrite grain boundaries (Fig. 5(d)). However, a certain
amount of very fine cementite particles with the size of 5—10 nm(this is the limit of ACOM resolution) were detected inside ferritegrains, as shown in Fig. 6. From Eq. (2) it follows that even3.7�10−3 vol% of cementite which corresponds to just one 5 nmparticle per ferrite grain1 would result in additional hardening of157 MPa. Smaller particles would result in even larger contribu-tion, but it was impossible to reveal them using ACOM TEM asdiscussed before. Overall, this estimate confirms that the mainhardening mechanism in both HPT-processed materials is grainboundary strengthening.
4.2. Work hardening behaviors and the ductility
It is well accepted that smaller grain size leads to lower strainhardening rate (Θ), and hence lower uniform elongation [4—10].The appreciably finer grain size in the warm HPT-processed C45steel is related to the dislocation pinning effect of the cementiteparticles during the strain-induced microstructure formation byHPT [8,24]. But the processed C45 steel shows apparently higherUE than that of the processed Armco iron. We relate the attractivetensile properties to the distinct work hardening behaviors of theC45 steel and the Armco iron induced by their different micro-structure characteristics after processing by warm HPT.

J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–1514
The work hardening can be understood as the result of thecompetition of two dynamic processes: dislocation accumulationand dynamic recovery [37]. Armco iron after warm HPT exhibits alarger grain size than the C45 steel. This implies that during theearly stages of the tensile straining, the rate of the dislocationaccumulation in Armco iron is higher with ample room for storageand accumulation of additional crystalline defects, thus providinga higher value for Θ. But at high tensile strain with increasingdislocation density, dynamic recovery becomes dominant[8,17,38], resulting in a sharp decrease of Θ. Thus, the high rateof dynamic recovery at high tensile strain stages leads to adramatic drop of Θ, and localized deformation (necking) occursresulting in an UE of only 2.0%.
C45 steel after warm HPT presents a much finer grain sizecompared to Armco iron. Therefore, at the early stages of tensilestraining, Θ of the processed C45 steel is lower than that of Armcoiron. However, the strain hardening rate of Armco iron decreasesfaster than that of the processed C45 steel (Fig. 8(b)), and finallyC45 steel exhibits a higher UE than Armco iron. A brief explanationis that the fine cementite particles inside the ferrite grains of C45steel impede the dynamic recovery and preserve an appreciablecapability for dislocations accumulation by exerting a strongpinning effect on dislocations at high tensile strain stages [4],which results in a slower decrease of Θ as compared to Armcoiron.
Small in-grain cementite particles (especially the particles withthe size of less than 15 nm) have been observed by TEM [8] to exerta strong pinning effect on individual dislocations. When circum-venting these rigid cementite precipitates via Orowan looping,Geometrically Necessary Dislocations (GNDs) are generated aroundthe particles [8]. Both the dislocation pinning mechanism, and thegeneration of GND arrays contribute to maintain a higher Θ of theprocessed C45 steel at high tensile strain stages. The first mechan-ism reduces dynamic recovery and preserves a higher dislocationcontent during the tensile deformation. The second mechanismpromotes the accumulation of GNDs inside the ultrafine ferritegrains.
Numerous previous researches [4,8,9,16] pointed out that alarge volume fraction and a fine dispersion of cementite particleseffectively increase the work hardening rate by generating GNDsaround the particles [39—41]. Song et al. [8] employed a model toestimate the extra work hardening, Δs, due to the accumulateddislocations at particles and the calculated values roughlycoincided with the experimental results when consideringdynamic recovery. It was pointed out that the density of GNDswas large in steels with a large volume fraction and fine dispersionof cementite particles, and GNDs dominated the work hardeningrate when their density reached a notable fraction of the overalldislocation density. Noting a maximum fraction of 3.8% cementiteparticles (including the particles located at the ferrite grainboundaries) in [8], the work hardening rate of the HPT-processed C45 steel containing 6.2% cementite particles wouldbenefit appreciably from the accumulation of GNDs around theparticles.
Ashby [39] suggested a model for work hardening duringplastic deformation of non-homogeneous materials, and accordingto this model, work hardening is caused by two different disloca-tions storage mechanisms: Geometrically Necessary Dislocations(GNDs) and Statistically Stored Dislocations (SSDs), the densities ofwhich are represented by ρG and ρS. ρG is a characteristic for themicrostructure and depends on the geometric arrangement andsize of grains and phases, ρS is a characteristic for the material anddepends on the crystal structure, shear modulus, stacking-faultenergy, etc. In the present work, the storage of SSDs and GNDsgenerated to accommodate the difference in strain betweenneighboring grains contribute to the work hardening in both of
the HPT-processed Armco iron and C45 steel. However, the GNDsgenerated at the particle—matrix interface constituting the straingradients near the particles can only be present in the C45 steel,which results in an extra work hardening for the steel. Ashby [39]stated that equiaxed particles cause a density of GNDs described as
ρG ¼ 1λG
� �4γb
ð3Þ
where γ is the shear strain, b is Burgers vector, and the λG is calledthe geometric slip distance, which is defined as r/f for well-separated, equiaxed particles, where f is the volume fraction, andr is the particle radius. According to this model, in the HPT-processed C45 steel, λG due to the presence of fine cementiteparticles is an intrinsic characteristic of the microstructure and isindependent of the tensile strain. According to Eq. (3), therefore,during all stages of tensile straining, the fine particles in the C45steel always contribute to the increment of ρG, which intrinsicallycompetes with the dynamic recovery that reduces the value of ρG.Therefore, during the later stages of tensile straining, extra workhardening caused by the finely dispersed cementite particlesreduces the decreasing rate of Θ and sustains a pronounced UEfor the C45 steel.
It should be specified that the cementite particles located alongthe grain boundaries would have little contribution to the workhardening, compared with the particles in the ferrite grain inter-iors. One of the reasons [42] that UFG/NC materials do not exhibithigh strain hardening rate is because that dislocations are emittedfrom and annihilated at grain boundaries without accumulation inthe grain interiors. However, if second-phase particles are intro-duced in the grain interiors, dislocations will be forced to accu-mulate when they intersect or by-pass the particles, which shouldlead to strain hardening and consequently higher ductility. Zhaoet. al. [31] used HRTEM and X-ray analyses on a nanostructured7075 Al alloy after subsequent aging, and verified that the second-phase precipitates indeed acted to block and accumulate disloca-tions during tensile straining. The present study confirms thatintroducing fine second-phase (cementite) particles inside theferrite grains is an effective approach to improve the strengthand ductility of the UFG steels.
5. Conclusions
C45 steel and Armco iron were processed by HPT at 350 1C forfive rotations. The resulting microstructures were analyzed usingACOM in TEM, which allowed to obtain statistically valid informa-tion about grain size and misorientation of ferritic phase, and toidentify and analyze the cementite distribution in the C45 steel.It appears that warm HPT leads to strong ferrite grain refinement inboth materials and to a fragmentation and repartition of cementitein the C45 steel. The ferrite grain size in the HPT-processed C45steel is smaller compared to the same processed Armco iron, whichis related to the pinning effect of cementite particles.
The processed C45 steel exhibits attractive tensile propertiesshowing much higher tensile strength and also higher UE com-pared to the processed Armco iron. The higher strength of the C45steel is attributed to the finer grain size and the dispersedcementite particles induced by HPT. The different UE of the twomaterials is ascribed to the distinct work hardening behaviorsduring tensile deformation, which are related to the differentmicrostructural characteristics:
(1)
At the early strain stages, the processed C45 steel exhibits alow work hardening rate because of the small grain size; whilethe processed Armco iron displays a higher work hardeningrate due to the larger grain size.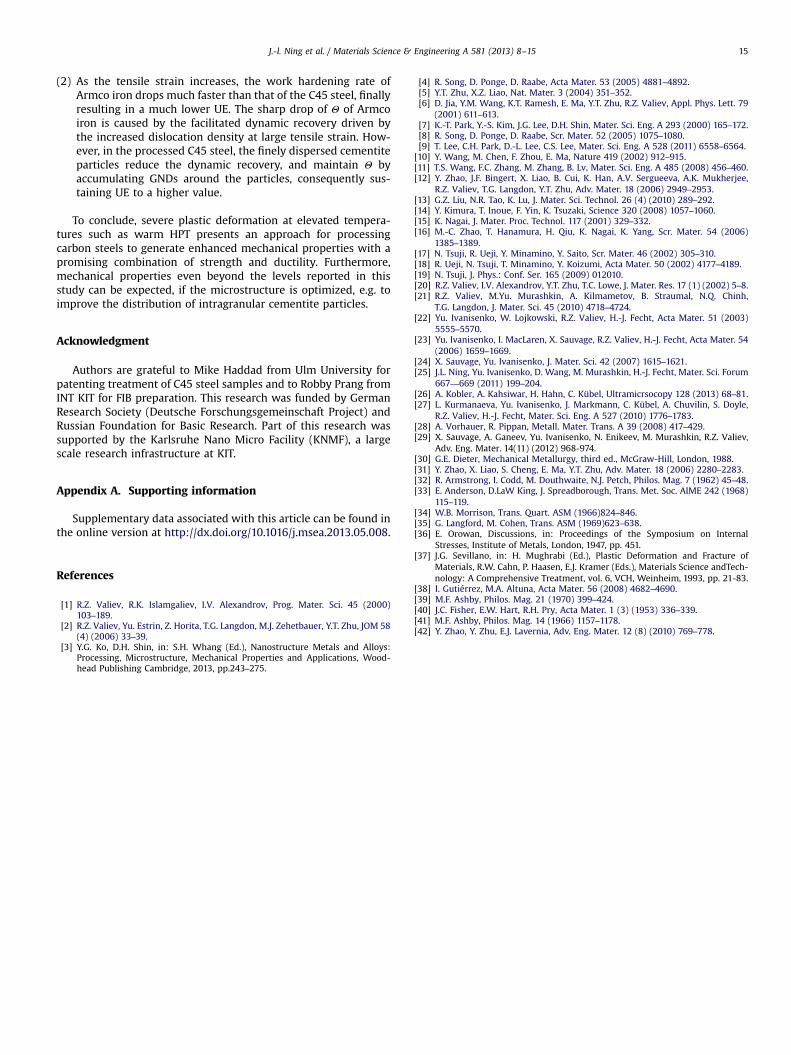
J.-l. Ning et al. / Materials Science & Engineering A 581 (2013) 8–15 15
(2)
As the tensile strain increases, the work hardening rate ofArmco iron drops much faster than that of the C45 steel, finallyresulting in a much lower UE. The sharp drop of Θ of Armcoiron is caused by the facilitated dynamic recovery driven bythe increased dislocation density at large tensile strain. How-ever, in the processed C45 steel, the finely dispersed cementiteparticles reduce the dynamic recovery, and maintain Θ byaccumulating GNDs around the particles, consequently sus-taining UE to a higher value.To conclude, severe plastic deformation at elevated tempera-tures such as warm HPT presents an approach for processingcarbon steels to generate enhanced mechanical properties with apromising combination of strength and ductility. Furthermore,mechanical properties even beyond the levels reported in thisstudy can be expected, if the microstructure is optimized, e.g. toimprove the distribution of intragranular cementite particles.
Acknowledgment
Authors are grateful to Mike Haddad from Ulm University forpatenting treatment of C45 steel samples and to Robby Prang fromINT KIT for FIB preparation. This research was funded by GermanResearch Society (Deutsche Forschungsgemeinschaft Project) andRussian Foundation for Basic Research. Part of this research wassupported by the Karlsruhe Nano Micro Facility (KNMF), a largescale research infrastructure at KIT.
Appendix A. Supporting information
Supplementary data associated with this article can be found inthe online version at http://dx.doi.org/10.1016/j.msea.2013.05.008.
References
[1] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov, Prog. Mater. Sci. 45 (2000)103–189.
[2] R.Z. Valiev, Yu. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer, Y.T. Zhu, JOM 58(4) (2006) 33–39.
[3] Y.G. Ko, D.H. Shin, in: S.H. Whang (Ed.), Nanostructure Metals and Alloys:Processing, Microstructure, Mechanical Properties and Applications, Wood-head Publishing Cambridge, 2013, pp.243–275.
[4] R. Song, D. Ponge, D. Raabe, Acta Mater. 53 (2005) 4881–4892.[5] Y.T. Zhu, X.Z. Liao, Nat. Mater. 3 (2004) 351–352.[6] D. Jia, Y.M. Wang, K.T. Ramesh, E. Ma, Y.T. Zhu, R.Z. Valiev, Appl. Phys. Lett. 79
(2001) 611–613.[7] K.-T. Park, Y.-S. Kim, J.G. Lee, D.H. Shin, Mater. Sci. Eng. A 293 (2000) 165–172.[8] R. Song, D. Ponge, D. Raabe, Scr. Mater. 52 (2005) 1075–1080.[9] T. Lee, C.H. Park, D.-L. Lee, C.S. Lee, Mater. Sci. Eng. A 528 (2011) 6558–6564.[10] Y. Wang, M. Chen, F. Zhou, E. Ma, Nature 419 (2002) 912–915.[11] T.S. Wang, F.C. Zhang, M. Zhang, B. Lv, Mater. Sci. Eng. A 485 (2008) 456–460.[12] Y. Zhao, J.F. Bingert, X. Liao, B. Cui, K. Han, A.V. Sergueeva, A.K. Mukherjee,
R.Z. Valiev, T.G. Langdon, Y.T. Zhu, Adv. Mater. 18 (2006) 2949–2953.[13] G.Z. Liu, N.R. Tao, K. Lu, J. Mater. Sci. Technol. 26 (4) (2010) 289–292.[14] Y. Kimura, T. Inoue, F. Yin, K. Tsuzaki, Science 320 (2008) 1057–1060.[15] K. Nagai, J. Mater. Proc. Technol. 117 (2001) 329–332.[16] M.-C. Zhao, T. Hanamura, H. Qiu, K. Nagai, K. Yang, Scr. Mater. 54 (2006)
1385–1389.[17] N. Tsuji, R. Ueji, Y. Minamino, Y. Saito, Scr. Mater. 46 (2002) 305–310.[18] R. Ueji, N. Tsuji, T. Minamino, Y. Koizumi, Acta Mater. 50 (2002) 4177–4189.[19] N. Tsuji, J. Phys.: Conf. Ser. 165 (2009) 012010.[20] R.Z. Valiev, I.V. Alexandrov, Y.T. Zhu, T.C. Lowe, J. Mater. Res. 17 (1) (2002) 5–8.[21] R.Z. Valiev, M.Yu. Murashkin, A. Kilmametov, B. Straumal, N.Q. Chinh,
T.G. Langdon, J. Mater. Sci. 45 (2010) 4718–4724.[22] Yu. Ivanisenko, W. Lojkowski, R.Z. Valiev, H.-J. Fecht, Acta Mater. 51 (2003)
5555–5570.[23] Yu. Ivanisenko, I. MacLaren, X. Sauvage, R.Z. Valiev, H.-J. Fecht, Acta Mater. 54
(2006) 1659–1669.[24] X. Sauvage, Yu. Ivanisenko, J. Mater. Sci. 42 (2007) 1615–1621.[25] J.L. Ning, Yu. Ivanisenko, D. Wang, M. Murashkin, H.-J. Fecht, Mater. Sci. Forum
667—669 (2011) 199–204.[26] A. Kobler, A. Kahsiwar, H. Hahn, C. Kübel, Ultramicrsocopy 128 (2013) 68–81.[27] L. Kurmanaeva, Yu. Ivanisenko, J. Markmann, C. Kübel, A. Chuvilin, S. Doyle,
R.Z. Valiev, H.-J. Fecht, Mater. Sci. Eng. A 527 (2010) 1776–1783.[28] A. Vorhauer, R. Pippan, Metall. Mater. Trans. A 39 (2008) 417–429.[29] X. Sauvage, A. Ganeev, Yu. Ivanisenko, N. Enikeev, M. Murashkin, R.Z. Valiev,
Adv. Eng. Mater. 14(11) (2012) 968-974.[30] G.E. Dieter, Mechanical Metallurgy, third ed., McGraw-Hill, London, 1988.[31] Y. Zhao, X. Liao, S. Cheng, E. Ma, Y.T. Zhu, Adv. Mater. 18 (2006) 2280–2283.[32] R. Armstrong, I. Codd, M. Douthwaite, N.J. Petch, Philos. Mag. 7 (1962) 45–48.[33] E. Anderson, D.LaW King, J. Spreadborough, Trans. Met. Soc. AIME 242 (1968)
115–119.[34] W.B. Morrison, Trans. Quart. ASM (1966)824–846.[35] G. Langford, M. Cohen, Trans. ASM (1969)623–638.[36] E. Orowan, Discussions, in: Proceedings of the Symposium on Internal
Stresses, Institute of Metals, London, 1947, pp. 451.[37] J.G. Sevillano, in: H. Mughrabi (Ed.), Plastic Deformation and Fracture of
Materials, R.W. Cahn, P. Haasen, E.J. Kramer (Eds.), Materials Science andTech-nology: A Comprehensive Treatment, vol. 6, VCH, Weinheim, 1993, pp. 21-83.
[38] I. Gutiérrez, M.A. Altuna, Acta Mater. 56 (2008) 4682–4690.[39] M.F. Ashby, Philos. Mag. 21 (1970) 399–424.[40] J.C. Fisher, E.W. Hart, R.H. Pry, Acta Mater. 1 (3) (1953) 336–339.[41] M.F. Ashby, Philos. Mag. 14 (1966) 1157–1178.[42] Y. Zhao, Y. Zhu, E.J. Lavernia, Adv. Eng. Mater. 12 (8) (2010) 769–778.