supply chain implications of concurrent engineering
TRANSCRIPT
IJPDLM30,7/8
566
International Journal of PhysicalDistribution & LogisticsManagement, Vol. 30 No. 7/8, 2000,pp. 566-597. # MCB UniversityPress, 0960-0035
Supply chain implications ofconcurrent engineering
C.J. Anumba, C.E. Siemieniuch and M.A. SinclairLoughborough University, Loughborough, UK
Keywords Supply chain, Information systems, Organizational design, Simultaneous engineering
Abstract One way in which the manufacturing and construction industries are moving is toadopt the philosophy of concurrent engineering (CE), better utilising the expertise of othercompanies in the supply chain. This paper draws on the results of several previous studies todiscuss from a conceptual rather than an empiric point of view some ergonomics issues involvedin CE from the perspective of supply chains. It outlines some generic attributes, and discussessome concepts of federated control systems within supply chains. The implications of these forinformation flows and the management of distributed knowledge within supply chains are thendiscussed. A key issue that arises from this is the need for trust in individuals external to thecompany if the CE philosophy is to work effectively. The paper then discusses the implications ofthis for the design of roles within the CE workgroup, concluding that the principles of socio-technical design for roles are appropriate for the design of these roles, ensuring that they have theright attributes for trustworthiness. This provides a link between these principles and businessneeds that is not often present in discussions of role design. Examples are drawn mainly frommanufacturing and the implications for construction supply chains highlighted, as appropriate.
1 IntroductionThis paper draws on findings from a number of projects carried out in themanufacturing domain. It conflates some of the findings from each to discusshow organisational structures and the definition of roles in the constructionindustry might be influenced and designed by consideration of the needs of thesupply chain, insofar as parallels can be drawn with manufacturing. We take asystems ergonomics viewpoint in this paper, with emphasis on the human andorganisational aspects.
Manufacturing projects which have contributed to this paper are describedbriefly in Table I; the references at the end of the paper provides sources formore detail. The construction context has been informed by research work in asuite of projects under the banner of `̀ Concurrent lifecycle design andconstruction (CLDC)'' (Anumba and Evbuomwan, 1997; Evbuomwan andAnumba, 1998; Kamara et al., 1999; Yang and Anumba, 1999).
In all of the manufacturing projects in Table I, important aspects forinvestigation within the supply chain context were assessment of theorganisational context, the requirement for tools, and the usability issuesinvolved. The methodology adopted for these investigations was user-centred,and ethnomethodological in approach. Over all the manufacturing projects,some 250 face-to-face interviews were carried out as part of the methodology;interviews occurred in each of the companies, in secluded circumstances. It wasarranged that two interviewers would be present with each interviewee; thesemi-structured interviews were tape-recorded and lasted typically for 40-60
The current issue and full text archive of this journal is available athttp://www.emerald-library.com
Supply chainimplications
of CE
567
minutes, with confidentiality guaranteed. The personnel involved ranged fromoperators on the shop floor to technical directors; from IT managers toaccountants; from sales and marketing to service engineering managers
2 Aspects of concurrent engineeringThe concurrent engineering (CE) concept as practised by manufacturingorganisations implies the almost simultaneous design of a product, itsdevelopment, and preparation for production, whether one-of-a-kind (e.g. ships)or volume (e.g. automobiles).
It is now widely accepted that for a company to produce world-classproducts, it is necessary that not only its own processes, but also those of thecompanies that comprise its supply chain must be world-class. Furthermore, itis not enough that the supply chain should comprise world-class companies;
Table I.Projects which have
contributed directly tothis paper
Title and descriptionSponsor/programme Date
Main industrialcollaborators
P.6599 EAGLE: European AdvancedGlobal Logistics EnterpriseInvestigated decision support tools forlogistics operations
EuropeanCommission/ESPRIT-3
1992-96 Van den BerghFoodsTesco
AC.070 TEAM ± Team-basedEuropean Automotive ManufacturingExplored the usage of broadbandCSCW technology by different sizes ofuser companies; also investigated thecontextual issues in virtual productlibraries
EuropeanCommission/ACTS
1995-97 The Rover GroupTRWFIATMagneti MarelliComputervision
R.2112 SMAC ± Suppliers andManufacturers in AutomotiveCollaborationDeveloped tools for CSCW in thesupply chain, and explored usabilityaspects of these
EuropeanCommission/RACE-2
1994-95 The Rover GroupTRWFIATMagneti MarelliComputervisionBritish Telecom
R.1079 CAR: CAD-CAM forAutomotive Industry in RACEIdentified organisational aspects ofcomputer-supported co-operativeworking in the supply chain, anddeveloped prototype tools for this styleof working
EuropeanCommission/RACE-1
1989-93 IADBritish TelecomPSAFord MotorCompanyIBM
GR/J 40348 SIMPLOFI ±Simultaneous Engineering throughPeople, Organisation and FunctionIntegration
UnitedKingdomEPSRC/DIP
1994-96 ICLThe Rover GroupINSTRONSAB-WABCOMarkhamMorris MechanicalHandling
IJPDLM30,7/8
568
they must also be bound together by communication channels that enable thewhole chain to respond with sufficient speed and flexibility to meet the steadilyincreasing competitive challenge in the marketplace. Finally, there is arequirement for self-improvement, for all companies in the supply chain.
The consequences of not being able to respond swiftly can be veryexpensive; some examples regarding the automotive industry follow:
Being six months late in bringing a new product to the market can result in a loss of 30 percent of profit for a product with a lifetime of five years, whereas increasing the developmentbudget by 50 per cent to get it out in time will cause a loss of profit of only 4 per cent(Reinertsen, 1983; Crawford, 1992).
An automotive manufacturer in Europe lost US$ 1.8 billion in profit alone (before regainingits market share) by being one year behind its competitors in introducing a new model to themarket (Holberton, 1991).
An automotive manufacturer in Europe (a different one) estimates that one day's delay in thedesign of a new model will result in a loss of sales revenue of US$ 150 thousand for areplacement vehicle, and over US$ 1.5 million for a vehicle penetrating a new market (Anon,1993).
Because Japanese automotive companies have faster development times with lower costs,they can run up to five times more exploratory vehicle programmes than a Europeanmanufacturer (Anon, 1993).
These comments indicate the importance of bringing new products to themarketplace as fast as possible; calendar time is now the prime resource to beeconomised, rather than costs or effort. It is to address this issue that theconcepts of `̀ concurrent engineering'' have arisen.
2.1 `̀ Drivers'' of the concurrent engineering approachCommercial products are a compromise between conflicting goals. The mostimportant conflict is that between the customers' performance criteria, the pricethat customers will pay, and the price of rival products. Most costs aredetermined during the design process; however, it is in control of themanufacturing processes that cost savings due to good design can be realised.For instance:
. . . until recently Japanese cars had a 40-50 per cent new design content whilst US cars hadaround 80 per cent. This means that approximately one half of a Japanese car had alreadybeen proven and thus carried the benefits of reduced costs and less engineering changes . . .[furthermore] . . . very little of the product costs are spent here [in design], but up to 85 percent could have been committed. Within this 85 per cent of committed cost is a contributionresulting from poor engineering change management . . . Some companies have put thisuncontrolled cost to be as high as 20-25 per cent of that needed to get the product to market(Nichols, 1990).
And:
It is well known that costs associated with a product are determined early in the course ofdevelopment . . . This rule means that 70 per cent of costs have been determined when only3-4 per cent of the effort of a project has been expended (Andreasson and Olesen, 1990).
Supply chainimplications
of CE
569
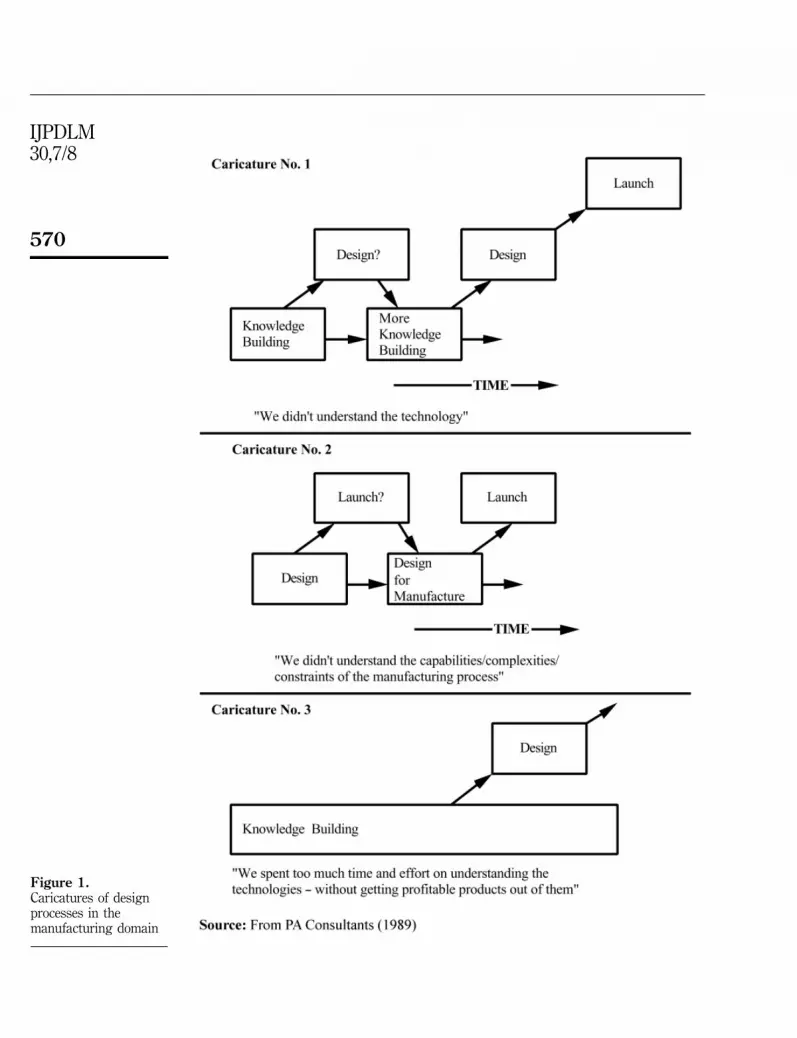
Design, then, must be efficient. But, as the caricatures in Figure 1 regarding themanufacturing domain indicate, it must also take account of manufacturingconstraints. There are three sets of constraints which must be considered inreaching any fixed design solution;
(1) functionality of the product;
(2) manufacturability of the product; and
(3) ease of assembly.
It is the last two which are included in `̀ design for manufacturability'', i.e. `̀ is thedesign appropriate for the requirements of volume manufacture?'' (note that thesame question can be asked of `̀ one-of-a-kind'' products, though under thesecircumstances the question becomes more one of `̀ can it be made at the givencost?''). This implies:
. all processes must be capable (in statistical process control terms) underexpected production volumes;
. all processes must be available to the organisation when required (notethat this does not require that the processes are all within theorganisation itself);
. all processes must be economic (in the sense of being within stated costparameters).
A design that satisfies these requirements is `̀ viable for manufacture''. But asthe earlier arguments indicate, it is not enough for the organisation to ensurethat it `̀ designs for manufacturability''. It must do this within the availablemarket window and the budget constraints applying to that window. It is toensure that this wider requirement is met that the philosophy of concurrentengineering has emerged.
2.2 The context of concurrent engineeringConcurrent engineering implies the co-ordination of the whole productintroduction process; the near-simultaneous design of a product, itsdevelopment, and preparation for regular volume production. There are anumber of definitions which emphasise this co-ordination aspect, for example:
[It] attempts to optimise the design of the product and manufacturing process to achievereduced lead times and improved quality and cost by the integration of design andmanufacturing activities, and by maximising parallelism in working practices (Broughton,1990).
[It] is an organisational strategy. The idea is to shorten the time of product design bysimultaneous planning of product and production (Eversheim, 1990).
[It] relies on a team approach and the adoption of certain specific techniques . . . Both the teamapproach and the use of disciplined techniques are essential; neither will provide the potentialgains without the other. In addition, records of changes to design, rig testing, experimentsand processes need to be kept meticulously (Hartley and Mortimer, 1990).
IJPDLM30,7/8
570
Figure 1.Caricatures of designprocesses in themanufacturing domain
Supply chainimplications
of CE
571
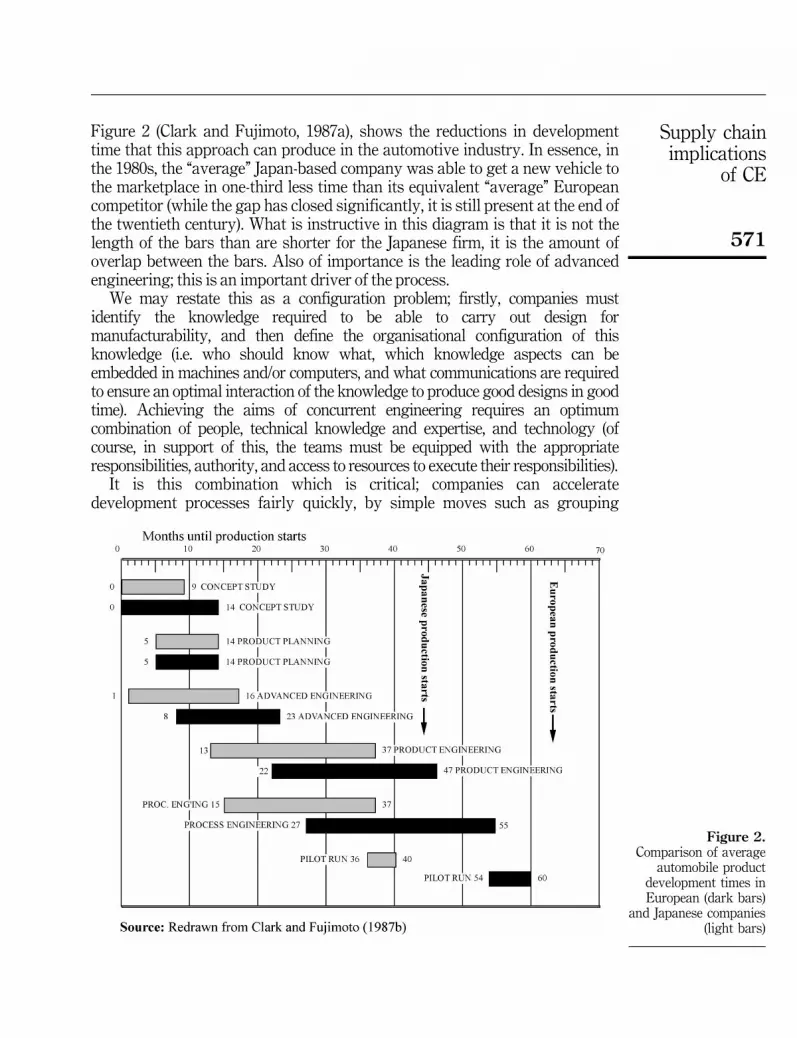
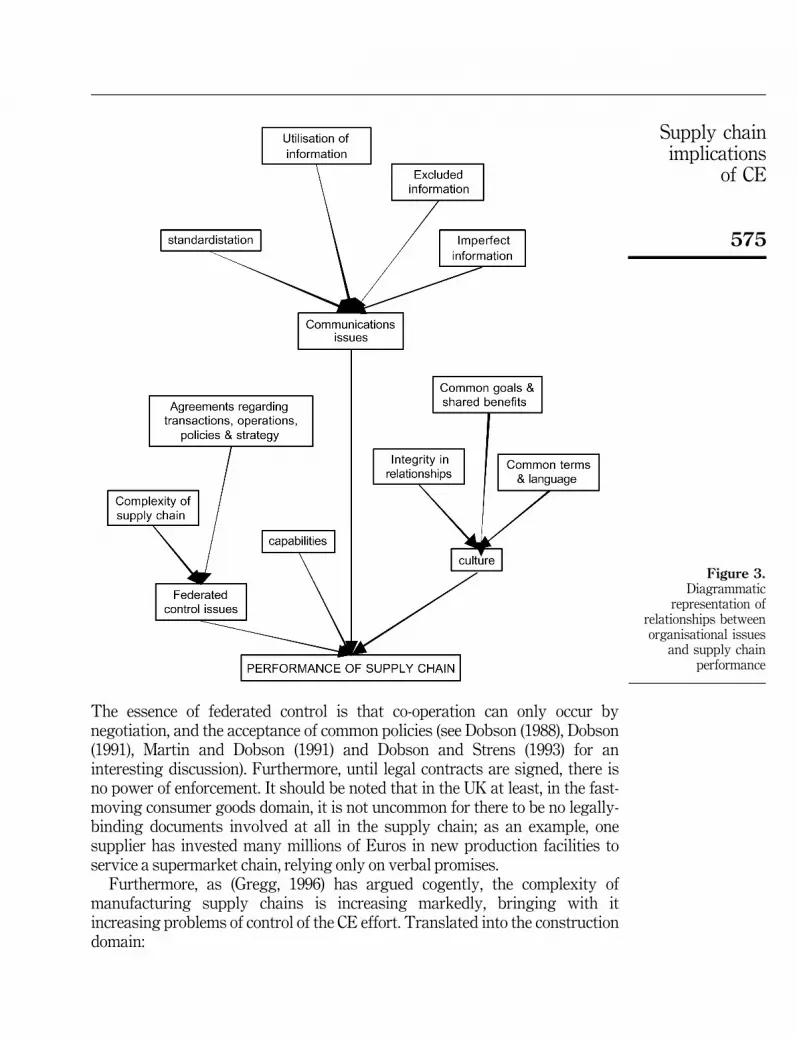
Figure 2 (Clark and Fujimoto, 1987a), shows the reductions in developmenttime that this approach can produce in the automotive industry. In essence, inthe 1980s, the `̀ average'' Japan-based company was able to get a new vehicle tothe marketplace in one-third less time than its equivalent `̀ average'' Europeancompetitor (while the gap has closed significantly, it is still present at the end ofthe twentieth century). What is instructive in this diagram is that it is not thelength of the bars than are shorter for the Japanese firm, it is the amount ofoverlap between the bars. Also of importance is the leading role of advancedengineering; this is an important driver of the process.
We may restate this as a configuration problem; firstly, companies mustidentify the knowledge required to be able to carry out design formanufacturability, and then define the organisational configuration of thisknowledge (i.e. who should know what, which knowledge aspects can beembedded in machines and/or computers, and what communications are requiredto ensure an optimal interaction of the knowledge to produce good designs in goodtime). Achieving the aims of concurrent engineering requires an optimumcombination of people, technical knowledge and expertise, and technology (ofcourse, in support of this, the teams must be equipped with the appropriateresponsibilities, authority, and access to resources to execute their responsibilities).
It is this combination which is critical; companies can acceleratedevelopment processes fairly quickly, by simple moves such as grouping
Figure 2.Comparison of average
automobile productdevelopment times inEuropean (dark bars)
and Japanese companies(light bars)
IJPDLM30,7/8
572
people in `̀ product teams'', and by the incremental introduction of integrateddatabases and applications; indeed, many companies have done this and havereported big gains. But so can competitors, and the gains initially achieved maybe temporary as (Braun, 1990) has so cogently discussed. What is required isnot just a regrouping of people, but a regrouping of knowledge as well. In thisrespect, a critical concept is that of the `̀ core competences of the organisation''(Prahalad and Hamel, 1990). This implies that the organisation can be seen as a`̀ knowledge engine'', using knowledge distributed across the organisation toproduce products. It is essential to bring about a reconfiguration of theorganisation's competences (design, manufacturing, marketing, etc.) thatenables fast, cost-effective development of appropriate, value-for-moneyproducts. These implications are now fashionably known as `̀ knowledgemanagement''; for greater accuracy, the domain should be entitled `̀ knowledgelifecycle management''. A discussion of the organisational issues implicit inthis, from a manufacturing perspective, with reference to supply chains, can befound in (Siemieniuch and Sinclair, 1999a). They are discussed in Section 5 ofthis paper.
However, what many of these authors have omitted to say is that there is notmuch benefit in one organisation carrying out concurrent engineering if all ofits suppliers are carrying out old-fashioned `̀ over the wall'' engineering. This isparticularly true of the construction industry, where a typical project involvesfive or more disparate disciplines and a chain of suppliers and subcontractors,collaborating for relatively short periods in the construction of a facility.Consequently, for the benefits properly to accrue, it is necessary to involve thewhole project team, including the suppliers, in this approach. We now discussaspects of supply chains.
3 Characteristics of supply chainsThe extent to which any supply chain performs its functions depends verymuch on its nature, and the market in which it operates Hoekstra and Romme(1992) (see also Wortmann (1992) offer a classification of supply chains withinthe manu facturing domain. Their classification applies to individualcompanies in a supply chain, but with a little adjustment it can be made to fitthe whole supply chain. Their classification (Hoekstra and Romme, 1992, p. 7),with slight adjustments for the wider context, is as follows:
. Make-and-ship-to-stock. Products are manufactured and distributed tostock points which are spread out and located close to the customer.
. Make-to-stock. End products are made and held in stock at the end of theproduction process and from there are sent directly to many customerswho are scattered geographically.
. Assemble-to-order. Only system elements or subsystems are held instock in the manufacturing centre, and the final assembly takes place onthe basis of a specific customer order.
Supply chainimplications
of CE
573
. Make-to-order. Only raw materials and components are kept in stock,and each order for a customer is a specific project.
. Purchase-and-make-to-order. No stocks are kept at all, and purchasingtakes place on the basis of the specific customer order; furthermore, thewhole project is carried out for one specific customer.
As will be appreciated, these different classes correlate fairly well withdifferent types of market, ranging from the large volume markets of retailgoods such as toiletries, and batteries, to `̀ one-of-a-kind'' markets such as deep-sea gas platforms and space satellites There is an evident analogy here to theconstruction industry, as has been indicated by several authors (e.g. Sanvidoand Medeiros, 1990; Anumba et al., 1995; Crowley, 1996; Egan, 1998).
It will be appreciated that in the large volume markets it is the supply issuesrather than the product development issues which assume greater importancemost of the time, whereas in the one-of-a-kind markets it is the productdevelopment issues which have pride of place. There is a corollary to this; thestructure of the company will necessarily have to adapt to these priorities. Asan illustration of this, the large supermarket chains in the UK in general have amuch larger proportion of resources devoted to supply and forecasting ratherthan product development, whereas engineering firms in the gas explorationindustry have a much larger proportion of resources devoted to engineeringand project management.
These classes are based on the concept of the `̀ customer order decouplingpoint'' (CODP) (Hoekstra and Romme, 1992). This is the point where thecompany or supply chain can no longer respond only to customer orders, andmust rely on forecasts. This is clearly a function of the lead time betweenreceipt of the order and the required time of delivery, and also of the supplychain's ability to respond. In principle, it is better to have a situation where theCODP is as close to the beginning of the supply chain as possible. If this can beachieved, then the company will design and manufacture only what is required,with the least delay between effort and reward. However, the organisationaloverhead required to accomplish this, coupled with the volatility of the end-customers in the marketplace, may mean that there is an optimum pointsomewhere else in the supply chain. With a little extension to the concepts, theycan be applied to the supply chain as a whole. However, an importantdistinction occurs here. In a company, whether devolved or not in its usualoperating mode, there is basically a hierarchical system of control. At the levelof the supply chain this is no longer the case, and one must consider it as afederated system of control (de facto, this is not always true when there is avery dominant company in the supply chain, but we ignore this case). Thisraises a number of issues of relevance to ergonomics if an efficient supply chainis to result, and the discussion of these is the purpose of the paper.
From a business perspective, the critical issues are, firstly, the outsourcingdecisions and secondly, the security and continuity of supply decisions. We
IJPDLM30,7/8
574
ignore the second class of decisions for this paper, and concentrate on the firstclass, since it is the engineering aspects that are the prime focus, rather thanlogistics issues.
The decision to outsource parts of the product is a critical one for companies(Prahalad and Hamel, 1990; Davis, 1992). The danger is that the firmoutsources its key expertise, only to find later that it is squeezed out of themarket by its erstwhile supplier. Equally, if a company goes it alone, and ineffect includes in its products some less-than-world-class design, it could losecredibility and hence market share. This is critical for firms in the constructionsector as virtually no project can be undertaken by a single organisationwithout some degree of outsourcing. Even in the design and build procurementmethod, in which one organisation takes responsibility for both design andconstruction (Anumba and Evbuomwan, 1997), there is still a considerablelevel of outsourcing of design, material supply and construction functions.Thus, supply chain strategy is important; so also is the maintenance ofrelationships within the supply chain once a commitment to a supply chain hasbeen made.
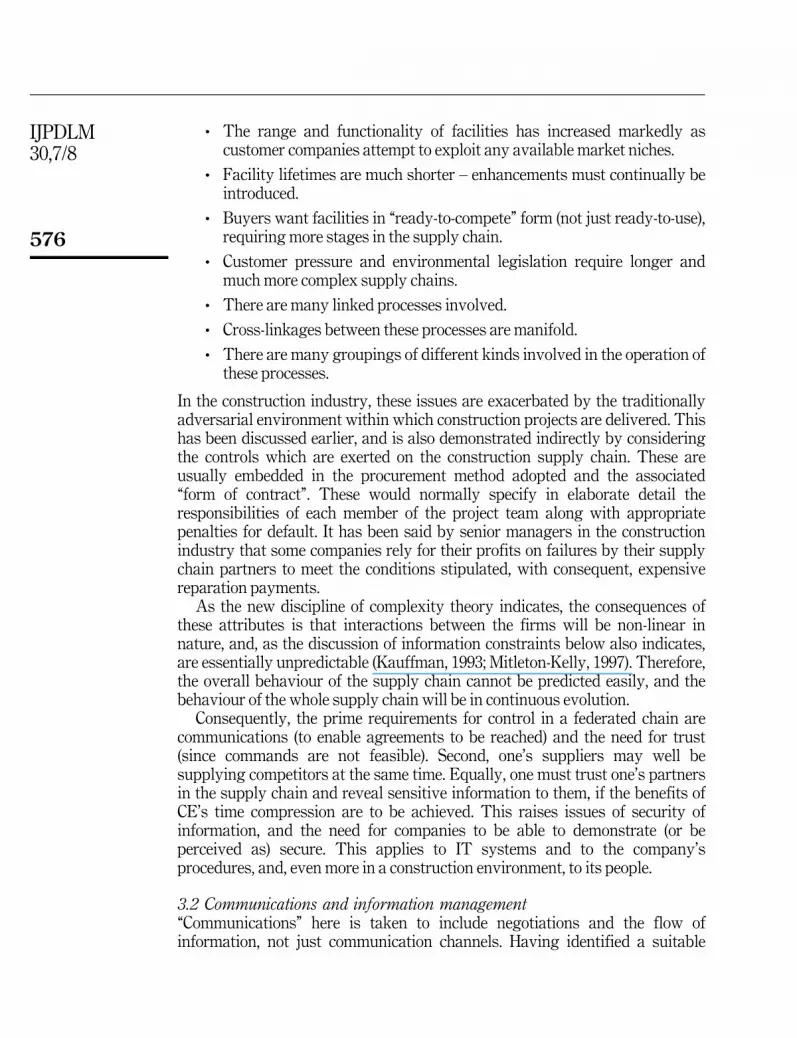
From a construction point of view, the problem becomes one of co-ordinatingthe efforts of architects, designers and engineers spread over severalcompanies, at many different sites to produce a viable product or facility in theshortest time, while protecting one's intellectual property rights and corecompetences. Construction supply chains have traditionally been fragmentedand this has resulted in inefficiencies in the project delivery process. Theindustry has largely depended on collaborative working between a number ofprofessional teams brought together, often in an ad hoc manner, for thetranslation of its clients' requirements into physical constructed facilities.Whilst this has entrenched the practice of collaborative working, it has alsoreinforced traditional disciplines to the extent that, on many projects, anadversarial environment prevails and the fundamental ethos of collaboration isnot fully evident. This has resulted in numerous problems for the constructionindustry with the result that the industry is highly inefficient compared toother sectors (Anumba et al., 1995). The ergonomics issues of importance arethose of control, communication, compatibilities and culture. We discuss thesebelow; to assist the reader, Figure 3 illustrates how these organisational issuescombine to affect the performance of the supply chain. Management of theseissues is necessary for effective performance.
3.1 Control issuesIn a single company there is basically an hierarchical system of control,whether it is paternalistic or has `̀ empowered its workforce''. At the level of thesupply chain this is no longer the case, and one must consider it as a federatedsystem of control, even when there is a very dominant company in the supplychain. This raises a number of issues if an efficient supply chain is to result,and we discuss some of the characteristics of federated control ± a longerdiscussion can be found in Sinclair et al. (1995).
Supply chainimplications
of CE
575
The essence of federated control is that co-operation can only occur bynegotiation, and the acceptance of common policies (see Dobson (1988), Dobson(1991), Martin and Dobson (1991) and Dobson and Strens (1993) for aninteresting discussion). Furthermore, until legal contracts are signed, there isno power of enforcement. It should be noted that in the UK at least, in the fast-moving consumer goods domain, it is not uncommon for there to be no legally-binding documents involved at all in the supply chain; as an example, onesupplier has invested many millions of Euros in new production facilities toservice a supermarket chain, relying only on verbal promises.
Furthermore, as (Gregg, 1996) has argued cogently, the complexity ofmanufacturing supply chains is increasing markedly, bringing with itincreasing problems of control of the CE effort. Translated into the constructiondomain:
Figure 3.Diagrammatic
representation ofrelationships betweenorganisational issues
and supply chainperformance
IJPDLM30,7/8
576
. The range and functionality of facilities has increased markedly ascustomer companies attempt to exploit any available market niches.
. Facility lifetimes are much shorter ± enhancements must continually beintroduced.
. Buyers want facilities in `̀ ready-to-compete'' form (not just ready-to-use),requiring more stages in the supply chain.
. Customer pressure and environmental legislation require longer andmuch more complex supply chains.
. There are many linked processes involved.
. Cross-linkages between these processes are manifold.
. There are many groupings of different kinds involved in the operation ofthese processes.
In the construction industry, these issues are exacerbated by the traditionallyadversarial environment within which construction projects are delivered. Thishas been discussed earlier, and is also demonstrated indirectly by consideringthe controls which are exerted on the construction supply chain. These areusually embedded in the procurement method adopted and the associated`̀ form of contract''. These would normally specify in elaborate detail theresponsibilities of each member of the project team along with appropriatepenalties for default. It has been said by senior managers in the constructionindustry that some companies rely for their profits on failures by their supplychain partners to meet the conditions stipulated, with consequent, expensivereparation payments.
As the new discipline of complexity theory indicates, the consequences ofthese attributes is that interactions between the firms will be non-linear innature, and, as the discussion of information constraints below also indicates,are essentially unpredictable (Kauffman, 1993; Mitleton-Kelly, 1997). Therefore,the overall behaviour of the supply chain cannot be predicted easily, and thebehaviour of the whole supply chain will be in continuous evolution.
Consequently, the prime requirements for control in a federated chain arecommunications (to enable agreements to be reached) and the need for trust(since commands are not feasible). Second, one's suppliers may well besupplying competitors at the same time. Equally, one must trust one's partnersin the supply chain and reveal sensitive information to them, if the benefits ofCE's time compression are to be achieved. This raises issues of security ofinformation, and the need for companies to be able to demonstrate (or beperceived as) secure. This applies to IT systems and to the company'sprocedures, and, even more in a construction environment, to its people.
3.2 Communications and information management`̀ Communications'' here is taken to include negotiations and the flow ofinformation, not just communication channels. Having identified a suitable
Supply chainimplications
of CE
577
grouping of companies within a construction domain, it is now necessary toenable them to form supply chains. Negotiations accomplish this, using thecommunication channels available. However, before discussing thesenegotiations, it is important to discuss firstly some classes of communications,and secondly some of the generic characteristics of supply chains.
First, it is possible to define at least four classes, as a series of levels:
(1) Transactional level ± information about designs must be communicated.
(2) Operational level ± there must be provision to co-ordinate and controlthe transactions (who meets, when and why).
(3) Policy execution level ± negotiate targets, agree operational procedures,etc.
(4) Strategy level ± define role and level of participation in supply chain,discuss market research information, and set other policy issues (e.g.define the type and scope of the contracts between companies).
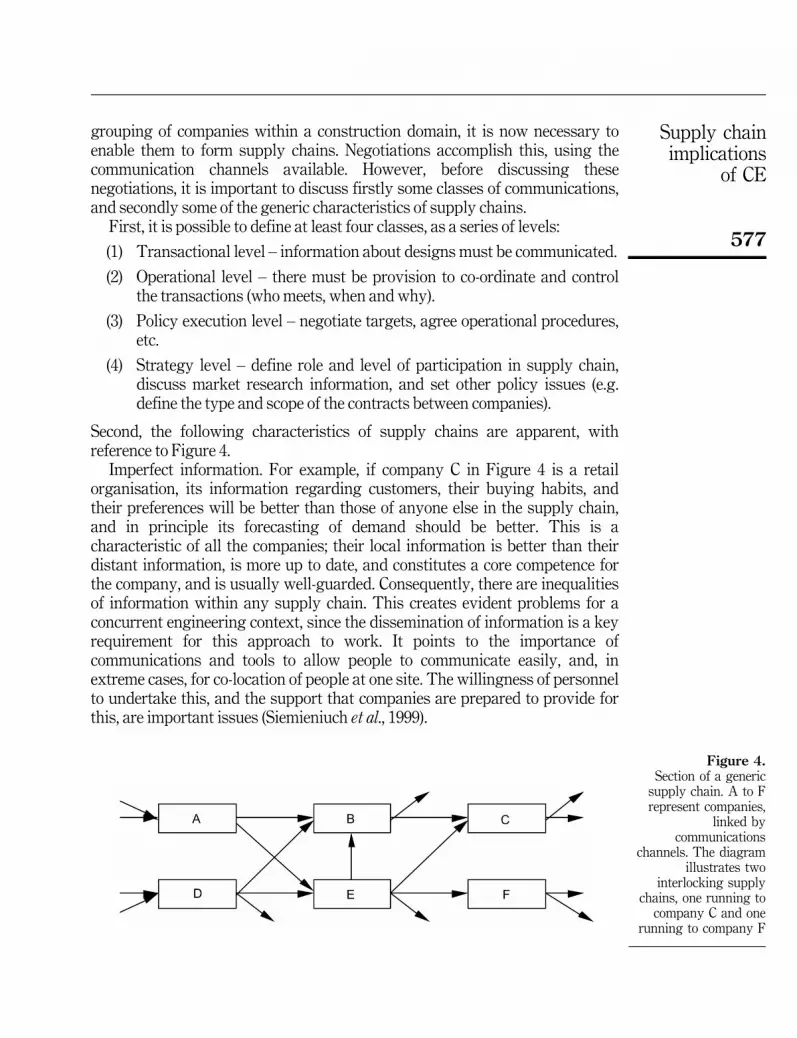
Second, the following characteristics of supply chains are apparent, withreference to Figure 4.
Imperfect information. For example, if company C in Figure 4 is a retailorganisation, its information regarding customers, their buying habits, andtheir preferences will be better than those of anyone else in the supply chain,and in principle its forecasting of demand should be better. This is acharacteristic of all the companies; their local information is better than theirdistant information, is more up to date, and constitutes a core competence forthe company, and is usually well-guarded. Consequently, there are inequalitiesof information within any supply chain. This creates evident problems for aconcurrent engineering context, since the dissemination of information is a keyrequirement for this approach to work. It points to the importance ofcommunications and tools to allow people to communicate easily, and, inextreme cases, for co-location of people at one site. The willingness of personnelto undertake this, and the support that companies are prepared to provide forthis, are important issues (Siemieniuch et al., 1999).
Figure 4.Section of a generic
supply chain. A to Frepresent companies,
linked bycommunications
channels. The diagramillustrates two
interlocking supplychains, one running to
company C and onerunning to company F
IJPDLM30,7/8
578
Excluded information. For example, company B will be unlikely to providecompany D with information regarding company A's new product ideas. Thismay be for legal reasons, contract reasons, or good commercial practice. Whilecompany D may be able to estimate what is happening on the basis of itsdiscussions with company B, in general it means that the situation of imperfectinformation is maintained, even enhanced. Equally, company D is unlikely toinform company B about the activities of its rival supplier, company E. Itimplies the need for formal distribution of particular tasks within the productintroduction process so that information is evaluated and used where it islegally allowed to be accessed, and only the relevant conclusions from thosetasks are passed on, while the expertise is retained. Of course, this is notpossible in reality, and leakage of information is always going to occur; it leadsto a new definition of security ± `̀ controlling leakage, not stopping it''. Anexample of this is discussed briefly in (Siemieniuch and Sinclair, 1999b)
Importance of information utilisation. Under circumstances of imperfectinformation, unexpected events will always occur. Companies must maximisetheir utilisation of the information available to them if they are to minimise theeffects of these errors, by the use of appropriate tools, methods and knowledge.Early communication, rapid agreement and joint decision making are criticalattributes of the supply chain (May et al., 1999). This can be assisted byagreements among the companies in the supply chain to extend the`̀ information window'' between them (e.g. to provide companies in the supplychain with longer term sensitive information about supply issues). This is self-evident; companies will not make the `̀ right'' decisions unless they perceive thesame context for the decisions. Information sharing is one of the objectives ofthe partnering arrangements that are being set up between client organisationsand firms in the construction industry, as well as between different sectors ofthe construction supply chain.
In practical terms some of the above issues show themselves as follows(Joyner et al., 1996; May et al., 1996a):
. A major automotive assembler has calculated that 30 per cent ofwarranty claims against its products are due to imported qualityproblems from its suppliers that could and should have been eliminatedduring design and choice of suppliers.
. The Japanese concept of the `̀ Geba'' is common in the automotiveindustry; where engineers from all suppliers are brought together atgiven stages of the design process to discuss the inter-related problemsthat have accrued, and to regain control over the design process.
. Difficulties in identifying parts ± suppliers and OEMs tend to usecompany-specific numbering systems, because there is no secure, open-access product data model.
. Differences in CAD applications, platforms and conventions of useamong companies. Legacy systems are a particular source of delays andnon-communication. The efforts towards the development of standards

Supply chainimplications
of CE
579
± industry foundation classes (IFCs) in the construction industry areparticularly relevant and will have major impact in the future.
. Drawings are not of satisfactory quality, or cannot be found in thedatabase ± for example, CAD geometry models are not always correct,and may follow local rules in their construction, leading to translatordifficulties (Mattei, 1995; 1996).
. The requirement for 3D models with supporting information, and forfast, reliable transmission of this ± to allow others to explore options assoon as possible, and to discover constraints. If information is sparse,then that which is transmitted should be capable of maximumelaboration. This is a widely recognised requirement. In construction,there is also an issue of the level of granularity of the graphicalrepresentation of a facility, as the visualisation requirements change inline with different stages in the project lifecycle.
. Ensuring that design information is up to date. Antiquated (and in somecases new IT-based) procedures for validation and version control maydelay release of important design changes, which may have alreadybeen discussed with other companies in the supply chain.
. Language difficulties (particularly with design data that has to travelacross national borders) and incomplete information on both the designand on the supplying company ± as discussed above, several levels ofdiscourse are required for adequate transmission and the establishmentof trust.
. Design problems are often filtered through sales or marketing personnel± ostensibly to maintain integrity and responsibilities, but causingdelays and reinterpretations of problems. Kamara et al. (1999) haveproposed a structured approach to the processing of client requirementson construction projects, as a means of ensuring that design solutionsmore adequately address the client's needs.
. Reliance on face-to-face meetings ± it has been estimated that on averagea one-hour meeting consumes four hours of otherwise useful time; moreimportantly, problems tend to be held over until a meeting can bearranged between the appropriate people, introducing considerabledelays. An illustration of this comes from the automotive industry inEurope. Several years ago a company had its design studios some 300kilometres from its production facilities, with poor transportationinfrastructures between them. It took over half a day for engineers totravel to a meeting. Therefore, meetings were not scheduled on Mondaysand Fridays. A similar problem exists on construction projects, wherethe provision of company cars is thought to be a major barrier to theutilisation of video conferencing and other systems that facilitate`̀ virtual co-location''.
IJPDLM30,7/8
580
. The effects of delays in the transmission of design information on leadtimes ± delivery dates do not change, whatever the delay. This problemhas led companies to adopt the strategy of planning productintroduction processes by weeks rather than by months; so that whenthese delays became intolerable, there are week-ends available to catchup with what should have been accomplished in the regular workingweek.
. Incompatibility of systems and applications ± causing problems of datainterpretation, and double-entry of data. Legacy systems and oldhardware (of which there are many in the construction industry) areparticular problems, for which investment represents the only viablesolution.
. Ontological issues ± a key problem in construction is the lack of acommon library of terms for aspects of the construction project and/orprocess. This inhibits communication across different sectors of thesupply chain and often leads to misunderstandings and delays.
3.3 Communication infrastructureIt is the realisation of the importance of this issue that has driven manystandardisation efforts. Perhaps the most important of these in the constructionindustry is the International Alliance for Interoperability (IAI) initiative in thedevelopment of IFCs for the construction industry, and the instantiation andelaboration of UN/EDIFACT, all now global initiatives. These, however, arenot enough in themselves. There is also a requirement for standards to ensureusable and efficient software and hardware infrastructures to support theinteroperability of IT systems in companies and in particular computer-supported co-operative working (CSCW). Finally, such standards are vitiatedwithout properly-trained people in the various companies in the supply chain toutilise both the tools and the information.
3.4 CultureMost of the cultural issues stem from the importance of trust in supply chains.Where one must operate with incomplete information, and use what is passedalong the supply chain, one must have trust in the companies with which onedeals, if co-operation is to flourish. This is particularly important wheredesigns are being discussed. It is also important in Figure 4; if company Fdiscusses costs of supplies with companies D and E, in principle company Fcould squeeze company E very hard to reduce prices, if it wished. In federatedsystems such as these, trust in one's collaborating companies is critical if acompetitive position in the marketplace is to be maintained, and it is thebuilding and maintenance of trust that is crucial to success. This is veryimportant for construction supply chains and relies on a number of things:
. Common understanding of terms and language. This problem exists inall supply chains (as well as construction supply chains) and is
Supply chainimplications
of CE
581
exacerbated in transnational supply chains, where both language andcultural differences occur (Kanoi, 1991; Mackay et al., 1992). Note theimplications of this; if terms are standardised, then the knowledgestructures that use them will require some standardisation as well; inturn, this implies some commonality of training in concepts and levels ofattainment.
. Common goals and shared benefits. Clearly, if one company has hiddengoals which will have an effect on the relationship between it and asecond company, this is likely to cause what seems to be aberrantbehaviour from the perspective of the second company. The inability ofthe second company to understand this behaviour is likely to destroytrust rather than build it, and it is evident that there must be acommitment to open discussion of goals, including long-term ones,between companies (Siemieniuch et al., 1999). Hence, the establishmentof common goals implies that the communication channels betweencompanies in the supply chain must occur at many levels; they cannot berestricted to director level, for example. Consequently, companiesentering supply chains will discover pressures to ensure that personnelat different levels have some degree of common understanding andmotivation towards the goals of the participation. Strongly centralisedcompanies with Taylorist philosophies are less likely to be successful insuch environments.
. Integrity in relationships. This is crucial at all levels; the personal level,the transactional level, the operational level, the policy execution leveland the strategic level. Inter-personal relationships are obviouslyimportant; but these are not enough. It is also necessary to ensure thatoperational procedures and organisational structures to use theprocedures will enable integrity to be demonstrated. Finally, a clearcommitment to ethical behaviour is required, in mission statements,policies, and goals. For smaller companies, they may find themselvesrisking the very existence of the company on somebody else's promise,and this will happen only if the level of trust is high.
4 The importance of trustWhere one must operate with incomplete information, and use what is passedalong the supply chain, one must have trust in the both the people and thecompanies with whom one deals, if co-operation is to flourish. What binds asupply chain together is not the technology of communications; this is just anenabler. Nor is it the technical quality and expertise that a company has tooffer; there are always other companies which can provide this. Delivery andprice are important, but the real glue is the organisational and human quality oftrust, both within and between organisations. This relies on a number ofthings:
IJPDLM30,7/8
582
. The establishment of common goals. It does not mean that all the goals ofall the companies in the supply chain have to be co-incident; merely thatthe important ones should be held in common (or at the very least theyform subsets of each other). This is a strategic issue; in the automotiveindustry, it is usually the case that the final assembler undertakes thestrategic co-ordination role, due to its size and economic power.
. Transparency about problems, and ways of working. This includes suchnotions as open-book accounting, internal processes, and so on. Thismay require the development of particular policies within companies inorder that they can provide appropriate information to the supply chain,and is therefore a strategic issue. For example, many Japaneseautomotive companies have their own standardised set of performancemetrics, which all companies in the supply chain are expected to use inorder to reveal inefficiencies in operations.
. A willingness to share benefits. How exactly cost reductions, IPR benefitsand the like are to be shared along the supply chain will again requirepolicies to be established, and is another strategic issue.
. A common understanding of terms and their usage (Kanoi, 1991; Mackayet al., 1992; Mantovani, 1996). This is important at the management andoperational level, and is a matter of training and practice, rather than amatter affecting either job and/or role design or policy.
. Respect for confidentiality. This is a standard requirement within allorganisations, whether or not they participate in supply chains, stronglyaffected by the organisational structure and role design, and at a moremechanical level by the design and implementation of the ITinfrastructure. It is a cornerstone of trust.
. Speedy and efficient execution of promises. This is another of thecornerstones of trust, and of effective supply chains. The importantdeterminants of this are organisational design; empowerment(responsibility, authority, and access to resources) of individuals and, byextension, teams; effective control of processes; and access to timely,relevant, knowledge and information. Issues of complexity, discussedabove, indicate that supply chains will not always behave predictably,and therefore `̀ surprises'' may be expected (e.g. traffic accidents,company take-overs, local insurrections, earthquakes). Recovering fromthese may require fast, out-of-the-ordinary action by members of thesupply chain, involving promises.
. Personal relationships, built up over time. This, together with the nextpoint, comprise the other two cornerstones of trust. Knowing your peers'capabilities, freedoms, empowerment, ineptitudes, biases, and foiblesprovides the unspoken context by which the actual dialogue istranslated into meaningful information for you to use. It is also the basison which you can rely on your peers, in your own and other companies
Supply chainimplications
of CE
583
in the supply chain, to take the right actions, without your involvementor control, to ensure the effective operation of the supply chain and itsprocesses. The quality of these personal relationships is affected verymuch by each organisation's human resource policies, and by itsapproach to the empowerment of individuals.
. Recognition of the `̀ favour bank''. This concept provides the basis for theefficient operation of concurrent engineering and of the supply chain ingeneral. As complexity predicts, the behaviour of complex supply chainsis unpredictable, and in a sparse information environment an engineer isalways liable to be surprised by some unfortunate event, which provides asevere problem to be solved, usually in a hurry. At this point, the engineermay call on others to provide help, resources, or alternatives. This may beaccomplished by people going outside the normal procedures (`̀bendingthe rules''), or allocating extra resources unofficially, to resolve theproblem situation. In so doing, they rescue the engineer, and `̀bank afavour'' to be redeemed when they themselves have a similar problem.The ability to be able to work in this unofficial manner is an integral partof supply chains, and is directly affected by the level of empowerment ofthe individual person, and is therefore an organisational design issue.
5 Implications for the design of roles in construction companiesThere is a multiplicity of philosophical approaches to the design of work andthe design of roles. We commence with a discussion of classical approaches tothe design of work.
5.1 Classical approaches to the design of workAt one extreme there is the `̀ scientific management'' or the work simplificationapproach more often known as Taylorism, in which the philosophicalassumptions are that the workforce is unable to think for itself and thereforerepetitive work is the most appropriate form of work. Therefore, control is bestexerted over individual functions carried out by individual workers; and onlyexperts are able to define the work and the pace of work correctly, as described,for example, by (Konz, 1979; 1990). This approach emphasises a technical view ofwork, with little recognition of human characteristics, except to minimise them.Then there are the job enlargement and job enrichment approaches, attributed tothe human relations and job characteristics theoretical standpoints, in which theunderlying assumptions accept that workers are people, and therefore the workershould be given some authority and autonomy over the work carried out. Hence,control over the work should be less obtrusive, and there are identifiablecharacteristics of jobs that should be present in order that the worker shouldexperience job satisfaction (Hackman and Oldham, 1976). There may also besome recognition of the importance of consulting the workers to ensure that thejobs as designed have some degree of ownership by the workforce. Thisapproach takes almost no cognisance of technological issues, which are oftendeemed to be the province of engineers and can be ignored. A third approach is
IJPDLM30,7/8
584
that of socio-technical design, in which the underpinning assumptions are thatgood jobs for people can only be achieved by joint optimisation of both the socialand technical aspects of the work in the particular environment. It is the workerswho best understand the interwoven nature of technology and social aspects oftheir work and therefore must play a significant part in the development of jobs;and that people work best when they have control of their own work (Davis,1982). As Ulich (1989) has said:
All three have been successful in identifying a set of job characteristics which now build thebase of concepts of the humanisation of work. These job characteristics are: taskcompleteness, variety of demands, significance of the job to the individual, opportunity for co-operation and social support, autonomy or control, and finally: possibilities to learn as one ofthe key elements of personality-promoting job design.
These are now widely accepted by those who practise job design, andmethodologies have been proposed to enable jobs possessing thesecharacteristics to be designed (e.g. Davis, 1982; Mumford, 1983a; Eason, 1988).
However, there are three problems:
(1) The degree to which a given job demonstrates these characteristics isnot easily defined.
(2) The way in which these characteristics relate to the businessenvironment of a particular firm is not discussed except in very generalterms, because it is taken as axiomatic that an improved quality ofworking life will inevitably result in better business performance (twoexceptions are Eason (1988) and the ESPRIT project 8162 QUALIT).
(3) These approaches do not consider the effects of co-operative behaviourrequired of companies operating in supply chains. It is the latter of thesethree problems which we consider in this paper, with particularreference to the problems of manufacturing and construction companiesoperating in a concurrent engineering environment, perhaps involvingvirtual engineering.
We discuss these under three headings; the organisational context, theworkgroup context, and at the individual job context. Furthermore, we discussthese in the context of a semi-autonomous project team working in a distributedCE environment; a concept that is familiar to construction project teams.Although it will be evident to the reader, we make the point here that the issuesdiscussed below are also among the prerequisites for knowledge lifecyclemanagement; these comprise the socio-technical infrastructure, complementingthe provision of an IT infrastructure and applications architecture.
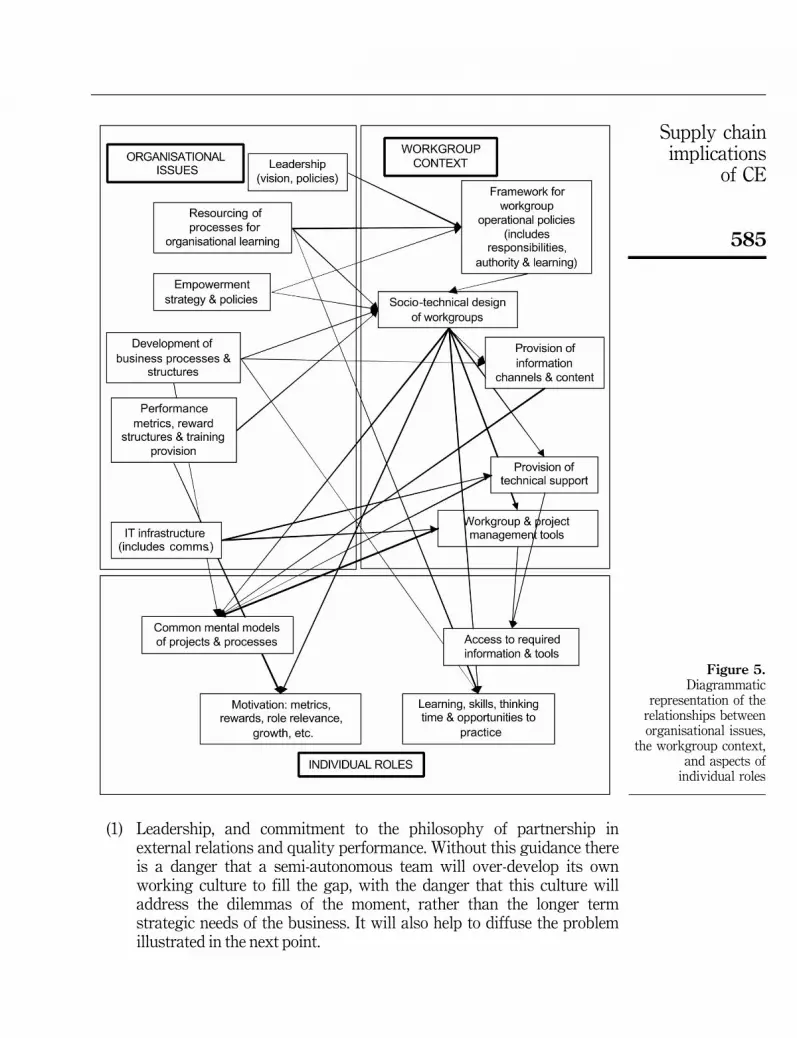
To assist the reader, we include a summary in Figure 5.
5.1 The organisational contextIt will make little difference how the roles are defined, if the organisation isunable to support them or to give appropriate leadership to the people whooccupy them. We list some of the important considerations:
Supply chainimplications
of CE
585
(1) Leadership, and commitment to the philosophy of partnership inexternal relations and quality performance. Without this guidance thereis a danger that a semi-autonomous team will over-develop its ownworking culture to fill the gap, with the danger that this culture willaddress the dilemmas of the moment, rather than the longer termstrategic needs of the business. It will also help to diffuse the problemillustrated in the next point.
Figure 5.Diagrammatic
representation of therelationships betweenorganisational issues,
the workgroup context,and aspects of
individual roles
IJPDLM30,7/8
586
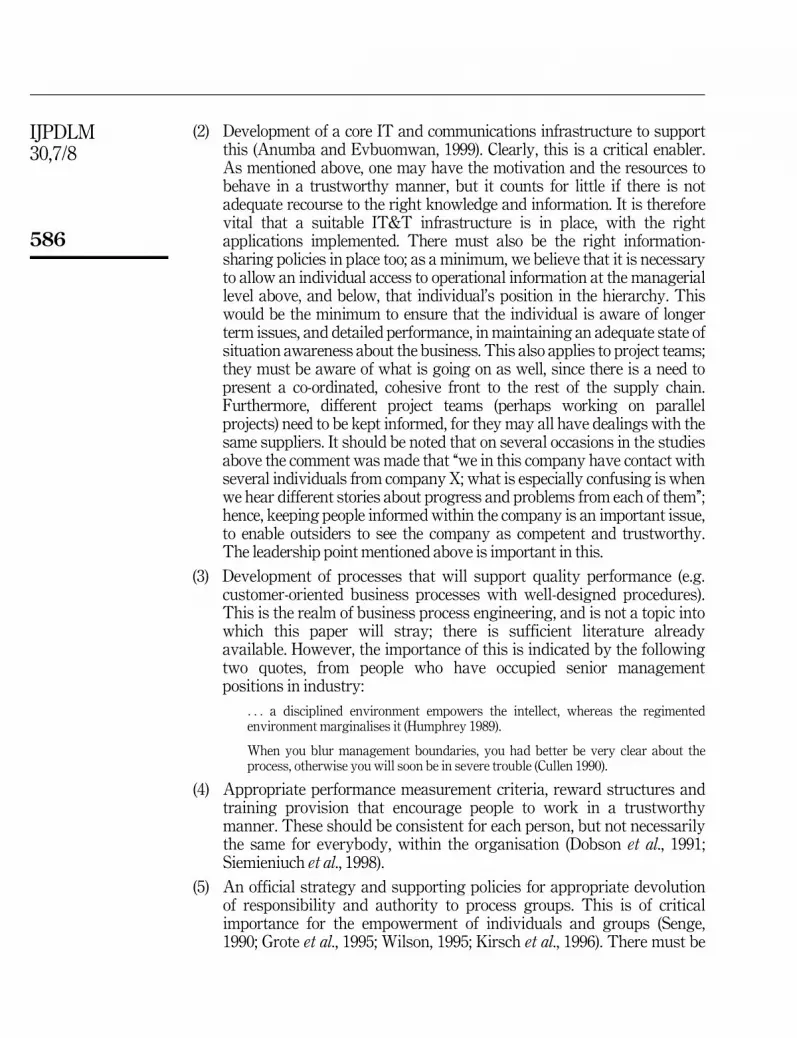
(2) Development of a core IT and communications infrastructure to supportthis (Anumba and Evbuomwan, 1999). Clearly, this is a critical enabler.As mentioned above, one may have the motivation and the resources tobehave in a trustworthy manner, but it counts for little if there is notadequate recourse to the right knowledge and information. It is thereforevital that a suitable IT&T infrastructure is in place, with the rightapplications implemented. There must also be the right information-sharing policies in place too; as a minimum, we believe that it is necessaryto allow an individual access to operational information at the manageriallevel above, and below, that individual's position in the hierarchy. Thiswould be the minimum to ensure that the individual is aware of longerterm issues, and detailed performance, in maintaining an adequate state ofsituation awareness about the business. This also applies to project teams;they must be aware of what is going on as well, since there is a need topresent a co-ordinated, cohesive front to the rest of the supply chain.Furthermore, different project teams (perhaps working on parallelprojects) need to be kept informed, for they may all have dealings with thesame suppliers. It should be noted that on several occasions in the studiesabove the comment was made that `̀we in this company have contact withseveral individuals from company X; what is especially confusing is whenwe hear different stories about progress and problems from each of them'';hence, keeping people informed within the company is an important issue,to enable outsiders to see the company as competent and trustworthy.The leadership point mentioned above is important in this.
(3) Development of processes that will support quality performance (e.g.customer-oriented business processes with well-designed procedures).This is the realm of business process engineering, and is not a topic intowhich this paper will stray; there is sufficient literature alreadyavailable. However, the importance of this is indicated by the followingtwo quotes, from people who have occupied senior managementpositions in industry:
. . . a disciplined environment empowers the intellect, whereas the regimentedenvironment marginalises it (Humphrey 1989).
When you blur management boundaries, you had better be very clear about theprocess, otherwise you will soon be in severe trouble (Cullen 1990).
(4) Appropriate performance measurement criteria, reward structures andtraining provision that encourage people to work in a trustworthymanner. These should be consistent for each person, but not necessarilythe same for everybody, within the organisation (Dobson et al., 1991;Siemieniuch et al., 1998).
(5) An official strategy and supporting policies for appropriate devolutionof responsibility and authority to process groups. This is of criticalimportance for the empowerment of individuals and groups (Senge,1990; Grote et al., 1995; Wilson, 1995; Kirsch et al., 1996). There must be
Supply chainimplications
of CE
587
provision of training, support, and (in most companies) a large degree ofculture change, in order that the empowered individuals and groups canoperate successfully.
(6) Proper resourcing of the processes. This includes sufficient humanresources of sufficient quality ± over-zealous downsizing undertaken bycompany strategists is a particular danger. It suffices to point out thatdownsizing often affects most those of middle years, in middlemanagement positions. The consequences of this are that:
. every time a person is removed and automation inserted, there is anet loss in problem-solving and innovative capability;
. the organisation's corporate memory is largely in the minds of themiddle-aged; corporate memory is important in many respects, butparticularly in ameliorating the effects and longevity of crises whichare inevitable in any lengthy, complex project; and
. a loss of corporate morale (e.g. Haigh, 1992) ± it has escaped fewpeople working in industry that one attempt at downsizing by seniormanagement is usually followed by another in the near future.
Furthermore, the destruction of the informal relationships andcommunication channels that have been built up and which play a majorpart in the efficient running of many businesses damages the efficiencyand working environment of those people remaining, withoutnecessarily giving them confidence for the future.
(7) Allocation of effort and resources to ensure that the processes within thecompany, and the company culture itself, have reached an appropriatelevel of maturity ± for example, level 5 (a `̀ learning organisation'') onCrosby's maturity (Crosby, 1979; Humphrey, 1989; Flanagan, 1996). Forconvenience, a brief description of these levels is shown in Table II.
5.2 The workgroup contextThis is predicated on the proposition that in most of western constructionindustry, the unit of human work has become the team, rather than theindividual operator, albeit within an adversarial environment. Structuring andresourcing of the organisation should ensure the following:
. Provision of organisational structures, roles and rewards that supportteam-working, job security, and worthwhile jobs (e.g. by using a socio-technical approach to their design). If responsibility and authority are tobe vested in teams, then it follows that the people in those teams shouldbe both enabled to execute their responsibilities, and to do so efficientlyand with good motivation. The important point here is that appropriatestructures, roles and rewards are necessary to enable the team to copeefficiently with the unexpected events, not the hum-drum, normaloperational activities. Both experience and the tenets of complexity
IJPDLM30,7/8
588
theory indicate that unexpected events will occur; in a CE environment,this is expected to be the case, frequently.
. Provision of policies for operation of the workgroup. These policies mustcover: group leadership; decision making; problem resolution; timekeeping; etc. Furthermore, as a particular issue, policies must cover themode of operation of the workgroup ± for example, as a crew (wherethere may be little or no overlap of skills within the group, and specificpeople are allocated to specific tasks) or a team (full overlap of skillswithin the group, allowing opportunistic allocation of people to tasks,depending on current conditions), or something in between. This is not asimple issue; for example, there may be contexts where a crew is themost desirable way to work; especially where responsibilities must beclear, and audit trails are a requirement of the business. Equally, if onewishes to maximise flexibility and speed of response, a team structuremight be best. Finally, there is the evolutionary effect of organisationallearning; as an example, one might quote the development of airbagsafety technology in the automotive industry; initially, when airbagswere a novelty, there might be only one or two people in the organisationwith the requisite knowledge. These people might be allocatedtemporarily to project groups, where they would occupy a crew-like role.With the passage of time, and training in the company, many peoplewould become experienced in this technology, and one could move toteam-like roles for airbag technology within project groups, becausemost people in a CE team would now know this technology.
. Devolution of responsibility and authority to the workgroup(summarised as `̀ sufficient authority to make mistakes, and the
Table II.Outline description oflevels of processmaturity; this refers tothe predictability of theprocess and itscontrolled, plannedevolution
1 Initial Ad hoc, even chaotic. First step is to achieve rudimentaryprediction of schedules and costs, by introducing a projectmanagement system. This implies scheduling, managementoversight, quality assurance, and change control procedures
2 Repeatable The organisation has achieved a stable process with a repeatablelevel of control by initiating rigorous project management ofcommitments, costs, schedules and changes. At this stage, theorganisation can meet its cost and time deadlines, more or less,and feels it has control over the process
3 Defined The organisation has defined the process as a basis forconsistent implementation and better understanding. Thedevelopment teams can be expected to use the process evenwhen crises occur, because it is comprehensive and trustworthy.
4 Managed The organisation has initiated comprehensive processmeasurements and analysis. This is when the most significantquality improvements in the development process begin.
5 Optimising The organisation now has a foundation for continuedimprovement and optimisation of the process. This usuallyinvolves a culture shift to a new paradigm of working
Supply chainimplications
of CE
589
responsibility to retrieve them'', within given limits). This has beendiscussed above; the important concomitant of this philosophy is thatthe business processes involved should be robust and well-defined;otherwise, the mistakes may become more than `̀ opportunities to learn'',with deleterious effects on the trust between organisations in the supplychain.
. Provision of appropriate communication channels, and sufficientcommunications content regarding policy, developments, plans, etc. toensure coherence, consistency, cohesion, co-ordination, continuity, andconformity in actions and decisions.
. Provision of appropriate technical resources and training (includingsupport from the IT&T infrastructure) to be able to execute the group'sprocesses efficiently on a regular basis. We refer here not just to primaryprocesses (e.g. design and documentation of a given component), but tosecondary processes as well (e.g. maintenance of the working area,participating in management meetings, etc.).
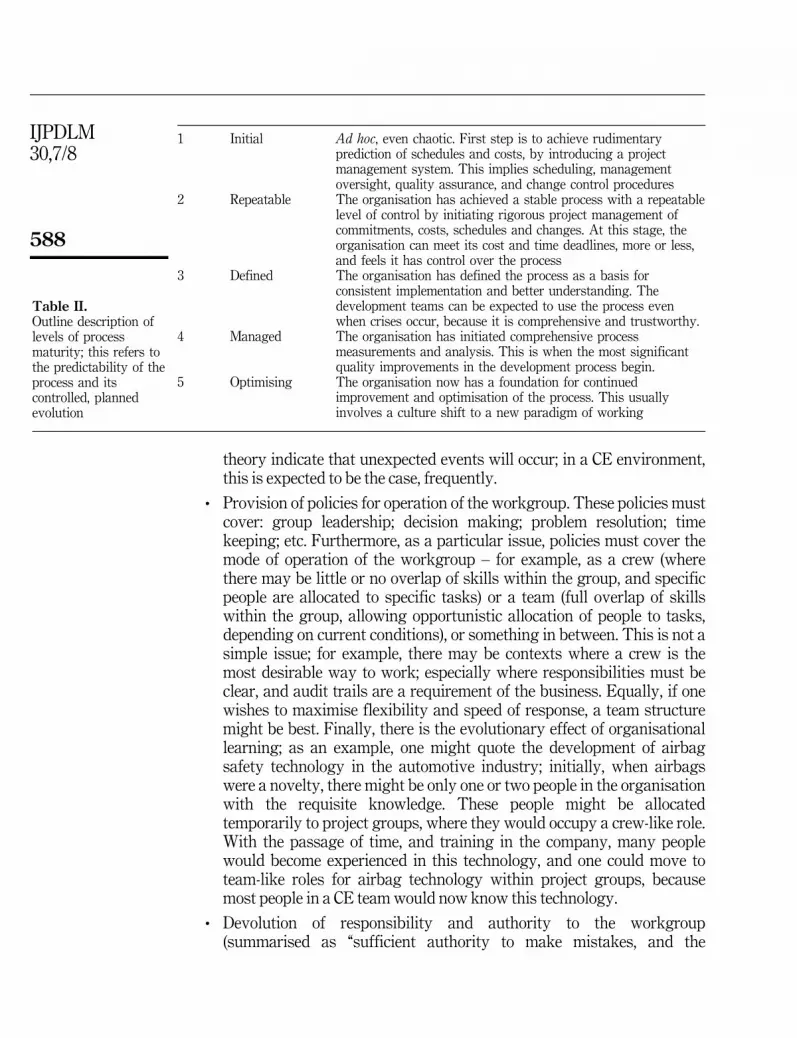
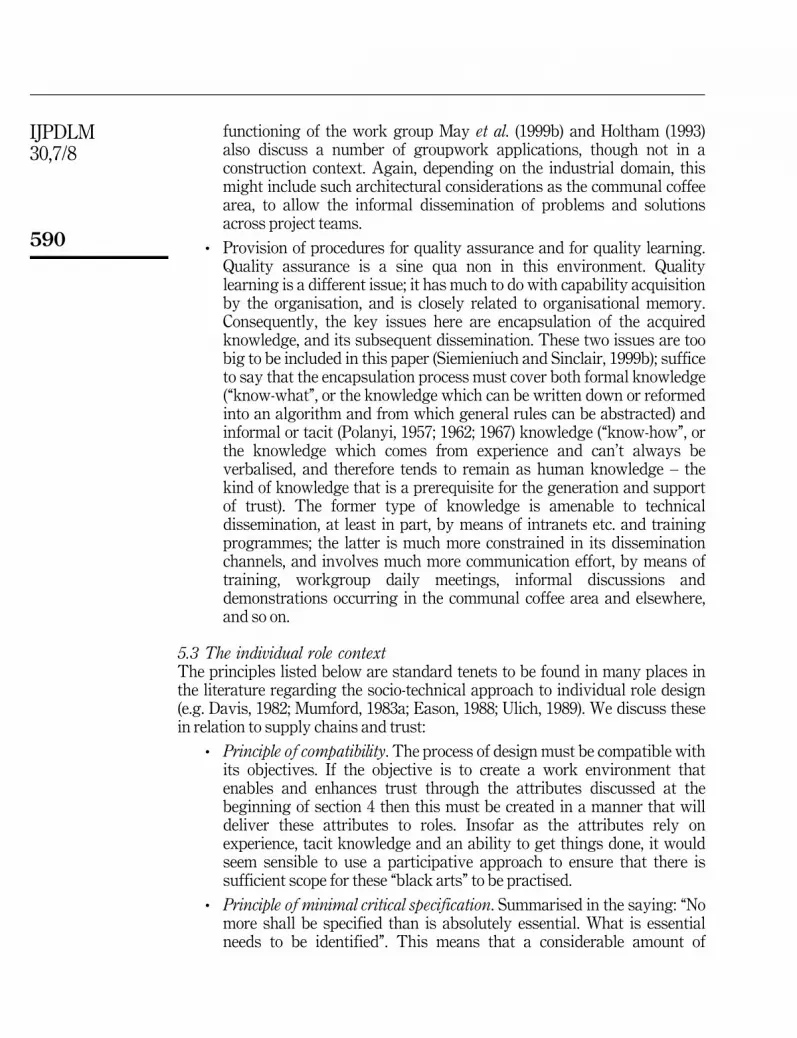
. Provision of project management tools and training, appropriate to theworkgroup's needs and responsibilities. Figure 6 illustrates some of theexternal interfaces of a workgroup, and some of the internalmanagement and negotiating capabilities that are required. Skills withinthe team would be required for all of the functions and interfaces shown.
. Provision of workgroup technical support. This includes job aids,manuals, software, etc.; those things which are necessary for everyday
Figure 6.Illustration of a `̀ Holon''
(a semi-autonomouswork group), showing
internal functionsnecessary for its
operation, externalinterfaces, and, by
implication, the skillsneeded within the
workgroup to servicethese interfaces and
internal functions
IJPDLM30,7/8
590
functioning of the work group May et al. (1999b) and Holtham (1993)also discuss a number of groupwork applications, though not in aconstruction context. Again, depending on the industrial domain, thismight include such architectural considerations as the communal coffeearea, to allow the informal dissemination of problems and solutionsacross project teams.
. Provision of procedures for quality assurance and for quality learning.Quality assurance is a sine qua non in this environment. Qualitylearning is a different issue; it has much to do with capability acquisitionby the organisation, and is closely related to organisational memory.Consequently, the key issues here are encapsulation of the acquiredknowledge, and its subsequent dissemination. These two issues are toobig to be included in this paper (Siemieniuch and Sinclair, 1999b); sufficeto say that the encapsulation process must cover both formal knowledge(`̀ know-what'', or the knowledge which can be written down or reformedinto an algorithm and from which general rules can be abstracted) andinformal or tacit (Polanyi, 1957; 1962; 1967) knowledge (`̀ know-how'', orthe knowledge which comes from experience and can't always beverbalised, and therefore tends to remain as human knowledge ± thekind of knowledge that is a prerequisite for the generation and supportof trust). The former type of knowledge is amenable to technicaldissemination, at least in part, by means of intranets etc. and trainingprogrammes; the latter is much more constrained in its disseminationchannels, and involves much more communication effort, by means oftraining, workgroup daily meetings, informal discussions anddemonstrations occurring in the communal coffee area and elsewhere,and so on.
5.3 The individual role contextThe principles listed below are standard tenets to be found in many places inthe literature regarding the socio-technical approach to individual role design(e.g. Davis, 1982; Mumford, 1983a; Eason, 1988; Ulich, 1989). We discuss thesein relation to supply chains and trust:
. Principle of compatibility. The process of design must be compatible withits objectives. If the objective is to create a work environment thatenables and enhances trust through the attributes discussed at thebeginning of section 4 then this must be created in a manner that willdeliver these attributes to roles. Insofar as the attributes rely onexperience, tacit knowledge and an ability to get things done, it wouldseem sensible to use a participative approach to ensure that there issufficient scope for these `̀ black arts'' to be practised.
. Principle of minimal critical specification. Summarised in the saying: `̀ Nomore shall be specified than is absolutely essential. What is essentialneeds to be identified''. This means that a considerable amount of
Supply chainimplications
of CE
591
discretion is left to a work group to develop its roles and activities asbest suits the operating environment in which it works ± in this case, forthe development of trust. The principle could be translated asidentifying only the responsibilities and the authority to be allocated, theresources required to execute these responsibilities, and the interfacesbetween members of the work group and their external environment.The rest of the role definition should be left to the group, so that theycould develop their own, trust-enhancing, ways of working.
. The socio-technical criterion. Operational uncertainties or variancesmust be controlled as close to their point of origin as possible. Thismeans that operators should be given the responsibility, authority, andresources to control these variances. The fewer the variances that are`̀ exported'' from the place where they arise, the fewer the levels ofsupervision and control that are required, and the more fulfilling theroles that are so defined. Clearly, if the practices implicit in the `̀ favourbank'' are to work effectively, this principle is fundamental to the designof the CE workgroup's roles.
. Principle of role completeness. People should not be given fractionated,repetitive tasks. It is more acceptable and efficient for each individual orgroup to have a `̀ whole'' task, which, from the perspective of theoperator, has identifiable starting and stopping points, requires theapplication of cognitive and manual skills, and whose objectives areeasily identified and are evidently in accordance with the overallobjectives of the organisation. These tasks should enable operators toretrieve errors or mishaps that occur during the performance of the role.Again, this is a fundamental principle for the design of roles to enhancetrust.
. Principle of minimum selectivity. Roles should be designed so that theycan be performed by the widest range of operators; i.e. that the pool ofpotential operators should not be unnecessarily restricted because of thedemands of the role. This is an obvious principle, which is not affected inits application and execution by the considerations in the discussionabove.
. Principle of boundary location. The boundaries between roles, andbetween workgroups, must be chosen with care. They should be locatedsuch that the level of communication and co-ordinated effort within theboundary (e.g. between members of the work group) is greater than thatacross the boundary (e.g. between the workgroup and its neighbouringworkgroups). Again, this is an obvious principle, unaffected by thediscussion above.
. Principle of information flow. Information systems should be designedso that information goes directly to the place or person where the
IJPDLM30,7/8
592
required action is taken. Much of the discussion in section 3 points to thenecessity for the application of this principle in role design.
. Principle of support congruence. Systems of role support should reinforcerequired behaviour. This refers to the organisational culture, theprovision of services and technical support, and facilitation of work bymanagement. Much of the discussion above has pointed to the need forthis principle; besides, it is a basic principle of ergonomics that suchsupport should be provided in all cases.
. Principle of minimum change. `̀ New'' is not necessarily `̀ better'',particularly if the new ways conflict with the old ways. The problems ofthe introduction of new roles and/or new working practices will be muchreduced by minimising the extent of changes from the old ways;particularly where these will cut across informal ways of working whichpeople use to support the supply chain. One of the main lessons to bederived from the discussion above is that `̀ downsizing'' and `̀ businessprocess engineering'' are to conducted with great care, and a completeabsence of managerial machismo. In the wrong hands, and with thewrong philosophy, the main damage these approaches can do to anorganisation (apart from their crushing effects on morale) are to thoseparts of organisational knowledge and organisational memory, and tothe informal ways of working that enable an organisation to be seen tobe coherent, efficient, reliable and trustworthy.
However, these principles in themselves will not produce appropriate CE rolesfor the organisation. The roles should be designed to ensure that they have thefollowing attributes:
. CE workgroup members have access to appropriate information onsuitable displays at the appropriate time.
. Workgroup personnel have appropriate common models of the supplychain, its technology (including, obviously, the company's contributionto this) and its processes.
. Workgroup members understand the purpose of the project, the natureof the design object(s), and the engineering requirements.
. Members of the group have developed cognitive skills to manipulateinformation and engineering knowledge to reach design decisions.
. Workgroup personnel have developed the necessary skills forcommunicating with other group members and outside personnel.
. The group has the means by which to execute decisions and to evaluatetheir consequences both internally and in the context of the supply chain.
. The group is given responsibility for goals and authority to entrainresources to attain these goals, and policies to assign theseresponsibilities and authorities within the group.

Supply chainimplications
of CE
593
. Opportunities to think, learn and develop new capabilities.
. Adequate motivation to carry out the tasks, based on clearresponsibilities and authority, relevant and sensitive performancemetrics, appropriate reward and recognition structures, andopportunities for individual growth.
6 ConclusionIn this paper we have focused on the implications of a concurrent engineeringenvironment for supply chains in general and for organisational interactionsand role design in particular. Concurrent engineering is a critical approach inany construction process, contributing most to time and cost reductions andorganisational efficiencies. Based on lessons learnt in studies of the supplychain context in a variety of manufacturing and engineering contexts, we havetried to extrapolate some of aspects for application within the constructionindustry. Many of the problems discovered and solutions mooted apply equallywell in several domains where supply chain interactions are critical to thesuccessful delivery of an end product, whether this be a car or a new building.
It is our belief that there is a direct, logical link between the consideration ofthe supply chain and the design of roles within it. In order to demonstrate thatthis link exists we have first discussed some generic characteristics of supplychain complexity issues, control issues and information issues and discussedhow the problems created by these issues depend on a basis of trust for theiramelioration. Then we have outlined organisational behavioural characteristicsthat underpin the development of trust, and discussed how organisations cancreate the right operational context for these behaviours to be shown byaddressing the design of roles within three important contexts: the organistionitself, the workgroup and the individual. This will enable companies to addressissues of structure and personal motivation.
The converse link would also appear to be valid (i.e. that there is a logicaltrace from organisational considerations to the performance of supply chains).Finally it is worth emphasising that investment in complex informationtechnology and communication support infrastructures will continue to be vitalin order to enhance and support individual, group and organisationalinteractions along the supply chain. However, on its own technology is notenough: attainment of commercial goals by effective usage of this (frequently)expensive technology infrastructure depends on creating the appropriateorganisational context, clearly stated and shared strategies and policies,recognisable roles and role boundaries, commonly-agreed working practicesand an environment that encourages trust. The aim of this paper was toprovide organisations with some guidance on how to tackle these frequentlyelusive `̀ soft'' issues.
From a conceptual viewpoint, we have tried to demonstrate that this linkexists by through considerations of the configuration of knowledge both withinthe organisation and in its supply chain, and of the importance of taking anorganisational learning/knowledge lifecycle management approach to this. We

IJPDLM30,7/8
594
have discussed some generic characteristics of supply chain complexity issues,control issues, information issues and discussed how the problems created bythese issues depend on a basis of trust for their amelioration. We have outlinedorganisational behavioural characteristics that underpin the development oftrust, and discussed how organisations can create the right operational contextfor these behaviours to be shown by addressing organisational issues ofstructure and personal motivation.
The implication of this is that there is a logical trace from organisationalconsiderations to the performance of supply chains. This implies that thecreation of modern, competitive companies in the construction domain willrequire more than investment in IT infrastructures and application suites.While this investment is undoubtedly a vital resource without whichcompanies will not survive in the future, it is also necessary that they create theright organisational infrastructures to complement their investment in IT.
References
Andreasson, M.M. and Olesen, J. (1990), `̀ The concept of dispositions'', Journal of EngineeringDesign, Vol. 1 No. 1, pp. 17-36.
Anon (1993), Marketing Rules of Thumb.
Anumba, C.J. and Evbuomwan, N.F.O. (1997), `̀ Concurrent engineering in design-build projects'',Construction Management and Economics, Vol. 15 No. 3, pp. 271-81.
Anumba, C.J. and Evbuomwan, N.F.O. (1999), `̀ A taxonomy for communication facets inconcurrent lifecycle design and construction'', Computer-aided Civil & InfrastructureEngineering, Vol. 14, pp. 37-44.
Anumba, C.J. et al. (1995), `̀ An approach to modelling construction as a competitivemanufacturing process'', Competitive Manufacturing ± Proceedings of the 12th AnnualConference of the Irish Manufacturing Committee, University College, Cork.
Braun, C.-F.V. (1990), `̀ The acceleration trap'', Sloan Management Review, Vol. 32 No. 1, pp. 49-58.
Broughton, T. (1990), `̀ Simultaneous engineering in aero gas turbine design and manufacture'',Proceedings of the 1st International Conference on Simultaneous Engineering, StatusMeetings, London.
Clark, K.B. and Fujimoto, T. (1987a), Overlapping Problem Solving in Product Development,Harvard Business School, Boston, MA.
Clark, K.B. and Fujimoto, T. (1987b), Product Development in the World Auto Industry: Strategy,Organisation and Performance, Brookings Institute Microeconomics Conference,Brookings Institute, Washington, DC.
Crawford, C.M. (1992), `̀ The hidden costs of accelerated product development'', Journal of ProductInnovation Management, Vol. 9 No. 3, pp. 188-99.
Crosby, P.B. (1979), Quality Is Free: The Art of Making Quality Certain, McGraw-Hill, New York,NY.
Crowley, A. (1996), `̀ Construction as a mnaufacturing process'', in Kumar, B. and Retik, A. (Eds),Information Representation and Delivery in Civil and Structural Engineering Design, Civil-Comp. Press, Edinburgh, pp. 85-91.
Cullen, T.H.L. (1990), The Public Inquiry into the Piper Alpha Disaster, HMSO, London.
Davis, E.W. (1992), `̀ Global outsourcing: have US managers thrown the baby out with thebathwater?'', Business Horizons, Vol. 35 No. 4, pp. 58-65.
Supply chainimplications
of CE
595
Davis, L.E. (1982), `̀ Organisational design'', in Salvendy, G. (Ed.), Handbook of Human Factors,Wiley, New York, NY, pp. 433-52.
Dobson, J. (1988), `̀ Modelling real-world issues for dependable software'', High Integrity Software,C.T. Sennett, Pitman, London, pp. 274-316.
Dobson, J. (1991), Information and Denial of Service, Database Security and Prospects V., NorthHolland, Amsterdam.
Dobson, J. and Strens, R. (1993), `̀ Organisation requirements definition for informationtechnology systems'', Department of Computing Science, University of Newcastle,Newcastle-upon-Tyne.
Dobson, J.E. et al. (1991), `̀ Determining requirements for CSCW: the ORDIT approach'',Collaborative Work, Social Communications and Information Systems, Elsevier SciencePublishers BV, Amsterdam.
Eason, K.D. (1988), Information Technology and Organisational Change, Taylor & Francis,London.
Egan, J. (1998), Rethinking Construction ± Report of the Construction Task Force on the Scope forImproving the Quality and Efficiency of UK Construction Industry, Department of theEnvironment, Transport & the Regions, London.
Evbuomwan, N.F.O. and Anumba, C.J. (1998), `̀ An integrated framework for concurrent lifecycledesign and construction'', Advances in Engineering Software, Vol. 29 Nos 7-9, pp. 587-97.
Eversheim, W. (1990), `̀ Trends and experience in applying simultaneous engineering inGermany'', Proceedings of the 1st International Conference on Simultaneous Engineering,Status Meetings, London.
Flanagan, G.A. (1996), `̀ Usability management maturity, part 1: self assessment ± how do youstack up?'', SigChi Bulletin, Vol. 28 No. 4, pp. 61-2.
Gregg, D. (1996), `̀ Emerging challenges in business and manufacturing decision support'', TheScience of Business Process Analysis, ESRC Business Process Resource Centre, Universityof Warwick, Coventry.
Grote, G. et al. (1995), `̀ Criteria for the complementary allocation of functions in automated worksystems and their use in simultaneous engineering projects'', International Journal ofIndustrial Ergonomics, Vol. 16 Nos 4-6, pp. 367-82.
Hackman, J.R. and Oldham, G.R. (1976), `̀ Motivation through the design of work: test of a theory'',Organisational Behaviour and Human Performance, Vol. 16, pp. 250-79.
Haigh, G. (1992), `̀ The fetish for sacking'', The Independent Monthly, Surrey Hills, Sydney,pp. 12-15.
Hartley, J. and Mortimer, J. (1990), Simultaneous Engineering, Industrial Newsletters,Toddington, Dunstable.
Hoekstra, S. and Romme, J. (1992), Integral Logistic Structure ± Developing Customer-orientedGoods Flow, McGraw-Hill, New York, NY.
Holberton, S. (1991), `̀ Let's do this in stages'', Financial Times, p. 8.
Holtham, C. (1993), Improving the Performance of Workgroups through Information Technology,City University Business School, London.
Humphrey, W.S. (1989), Managing the Software Process, Addison-Wesley, Reading, MA.
Joyner, S.M. et al. (1996), User and Organisational Requirements, HUSAT Research Institute,Elms Grove, Loughborough.
Kamara, J.M. et al. (1999), `̀ Client requirements processing in construction ± a new approachusing QFD'', ASCE Journal of Architectural Engineering, Vol. 5 No. 1, pp. 8-15.
Kanoi, N. (1991), `̀ Manufacturing modernisation ± Sony's approach'', First InternationalManufacturing Lecture, Institute of Manufacturing Engineers.

IJPDLM30,7/8
596
Kauffman, S.A. (1993), The Origins of Order: Self-organisation and Selection in Evolution, OxfordUniversity Press, Oxford.
Kirsch, C.O. et al. (1996), `̀ Design concepts of computer-aided integrated manufacturing systems:work-psychological concepts and empiric findings'', International Journal of IndustrialErgonomics, Vol. 17 No. 1, pp. 11-19.
Konz, S. (1979), Work Design, Grid Publishing, Cincinnati, OH.
Konz, S. (1990), Work Design: Industrial Ergonomics, Publishing Horizons, Scottsdale, AZ.
Mackay, R. et al. (1992), `̀ A view of human factors in integrated manufacturing from theperspective of the ESPRIT-CIME programme'', Proceedings of the 2nd InformationTechnology and People Conference (ITaP '93), Northwind Publications, and Publ.International Centre for Scientific and Technical Information, Moscow.
Mantovani, G. (1996), New Communication Environments, Taylor & Francis, Basingstoke.
Martin, M. and Dobson, J.E. (1991), `̀ Enterprise modelling and security policies'', DatabaseSecurity, IV: Status and Prospects, Elsevier Science Publishers BV, North-Holland.
Mattei, D. (1995), `̀ CAD/CAM/CAE vendors get in STEP'', Computer-Aided Engineering, PentonPublications, Cleveland, OH.
Mattei, D. (1996), `̀ Why solids data exchange is not solid'', Computer-aided Engineering, Vol. 15,pp. 28-9.
May, A. et al. (1996a), Suppliers and Manufacturers in Automotive Collaboration: FinalExperiment Running and Evaluation, HUSAT Research Institute, LoughboroughUniversity, Loughborough.
May, A.J. et al. (1999b), `̀ Virtual team working in the European automotive industry: user andorganisational requirements and a case study'', International Journal of Human Factors inManufacturing.
Mitleton-Kelly, E. (1997), Complex Adaptive Systems in an Organisational Context: Organisationsas Co-evolving Complex Adaptive Systems, ESRC Business Process Resource Centre,University of Warwick, Warwick.
Mumford, E. (1983), `̀ Participative systems design: practice and theory'', Journal of OccupationalBehaviour, Vol. 4, pp. 47-57.
Nichols, K. (1990), `̀ Getting engineering changes under control'', Journal of Engineering Design,Vol. 1 No. 1, pp. 5-16.
PA Consultants (1989), Manufacturing into the Late 1990s, PA Consulting Group, London.
Polanyi, M. (1957), Personal Knowledge, Routledge & Kegan Paul, London.
Polanyi, M. (1962), `̀ Tacit knowing: its bearing on some problems of philosophy'', Review ofModern Physics, Vol. 34, pp. 601-5.
Polanyi, M. (1967), The Tacit Dimension, Doubleday & Co, New York, NY.
Prahalad, C.K. and Hamel, G. (1990), `̀ The core competence of the corporation'', Harvard BusinessReview, Vol. 68 No. 3, pp. 79-91.
Reinertsen, D.G. (1983), `̀ Whodunit? The search for new-product killers'', Electronic Business,July, pp. 62-6.
Sanvido, V.E. and Medeiros, D.J. (1990), `̀ Applying computer-integrated manufacturing conceptsto construction'', Journal of Construction Engineering and Management, Vol. 116 No. 2,pp. 365-79.
Senge, P. (1990), The Fifth Discipline ± The Art and Practice of the Learning Organisation,Doubleday, New York, NY.

Supply chainimplications
of CE
597
Siemieniuch, C.E. and Sinclair, M.A. (1999a), `̀ Organisational aspects of knowledge lifecyclemanagement in manufacturing'', International Journal of Human-Computer Studies,Vol. 51, pp. 517-47.
Siemieniuch, C.E. and Sinclair, M.A. (1999b), Knowledge Lifecycle Management in ManufacturingOrganisations, Contemporary Ergonomics, Taylor & Francis, Leicester.
Siemieniuch, C.E. et al. (1998), `̀ Allocation of functions and manufacturing job design based onknowledge requirements'', Contemporary Ergonomics 98 ± Proceedings of the AnnualConference of the Ergonomics Society, Royal Agricultural College, Cirencester, Taylor &Francis, Leicester.
Siemieniuch, C.E. et al. (1999), `̀ The role of `partnership' in supply chain management for fast-moving con sumer goods: a case study'', International Journal of Logistics: Research andApplications, Vol. 2 No. 1, pp. 87-101.
Sinclair, M.A. et al. (1995), `̀ A discussion of simultaneous engineering and the manufacturingsupply chain, from an ergonomics perspective'', International Journal of IndustrialEngineering, Vol. 16 Nos 4-6, pp. 263-82.
Ulich, E. (1989), `̀ Humanisation of work ± concepts and cases'', in Fallon, B.J., Fister, H.P. andBrebner, J. (Eds), Advances in Industrial Organisational Psychology, Elsevier, Amsterdam,pp. 133-43.
Wilson, J.R. (1995), `̀ Simultaneous engineering for self directed work teams implementation: acase study in the electronics industry'', International Journal of Industrial Ergonomics,Vol. 16 Nos 4-6, pp. 353-66.
Wortmann, J.C. (1992), `̀ Production management systems for one-of-a-kind products'', Computersin Industry, Vol. 19, pp. 79-88.
Yang, H.M. and Anumba, C.J. (1999), Collaborative Decision Making in Construction ± PotentialArea for Fuzzy Systems?, Advances in Soft Computing, De Montfort University, Leicester.