special feature: gear cutting - paul horn
TRANSCRIPT

SPECIAL FEATURE: GEAR CUTTING
NO
022020
HORN
GEAR CUTTINGTool by tool – Tooth by tooth
PRODUCTS2020 innovations
NEW BUILDING IN THE USA
The HORN Group invests
ABOUT USThe HORN Group
expands internationally
02
DEAR READERS,
The last few months have seen us living in extraordinary times that are shrouded in uncertainty and insecurity, and dominated by cautiousness. The measures implemented were – and remain – only right and proper. But that now makes it all the more important for us to turn our attention towards the future. COVID-19 has had an enormous impact on industry and many other sectors, with a good number of firms having been forced into adopting reduced working hours or, in some cases, even more extensive measures. In spite of everything, we are arguing for the quickest possible return to some semblance of normality.
Our ability to supply our products has not been affected. Extensive pre-ventative measures have been put in place to ensure that your contacts can still be reached via the usual channels. Registered customers can also get hold of our products by visiting our online shop at eshop.phorn.de.
This edition of “world of tools” covers a wide range of topics. As well as providing insights into the international activities of the HORN Group, we also showcase our capabilities in the area of gear production and illustrate everything a tool has to go through at our end before it is used by you. Our innovations are also featured here as usual, even though the major AMB (Stuttgart) and IMTS (Chicago) trade fairs could not take place in September in the normal format.
With an eye on the future, we hope this edition provides you with some interesting new perspectives and wish you all the very best for the days that lie ahead.
Markus Horn, Lothar Horn and Matthias Rommel
03
GEARSTool by tool – Tooth by toothA 100-year-old process – Now in series production
PRODUCTSBevel gear cuttingGear tooth deburringThe DTM systemThe 220 internal coolant systemThe S117 systemDAH8The DSRV titanium milling cutterBroaching
ABOUT USThe HORN Group Interview with Lothar Horn and Andreas Vollmer New building in the USA The HORN Group expands internationally (Turkey) Interview with Walter Wiedenhöfer From the initial powder through to the finished insert
THE MINI SYSTEM IN ACTIONSpecial tools for difficult recesses
NO 02 2020
Imprint: world of tools©, the HORN customer magazine, is published twice per year and sent to customers and interested parties. Publication date: October 2020. Printed in Germany.
Publisher: Hartmetall-Werkzeugfabrik Paul Horn GmbH • Horn-Straße 1 • 72072 Tübingen, Germany Tel.: +49 (0) 7071 7004-0 • Fax: +49 (0) 7071 72893 • E-mail: [email protected] • Internet: www.phorn.de/en
Rights: Reprints, whether in whole or in part, only with the written permission of the publisher and text and image credit “Paul Horn Magazine world of tools©”. Additional text and image credits: Nico Sauermann, Paul Horn GmbH, HORN USA
Circulation: 22,600 in German, 6,500 in English and 3,500 in French
Editorial staff/texts: Nico Sauermann, Christian Thiele
Complete production: Werbeagentur Beck GmbH & Co. KG • Alte Steige 17 • 73732 Esslingen, Germany
04
12
22
40
| G
EARS
04
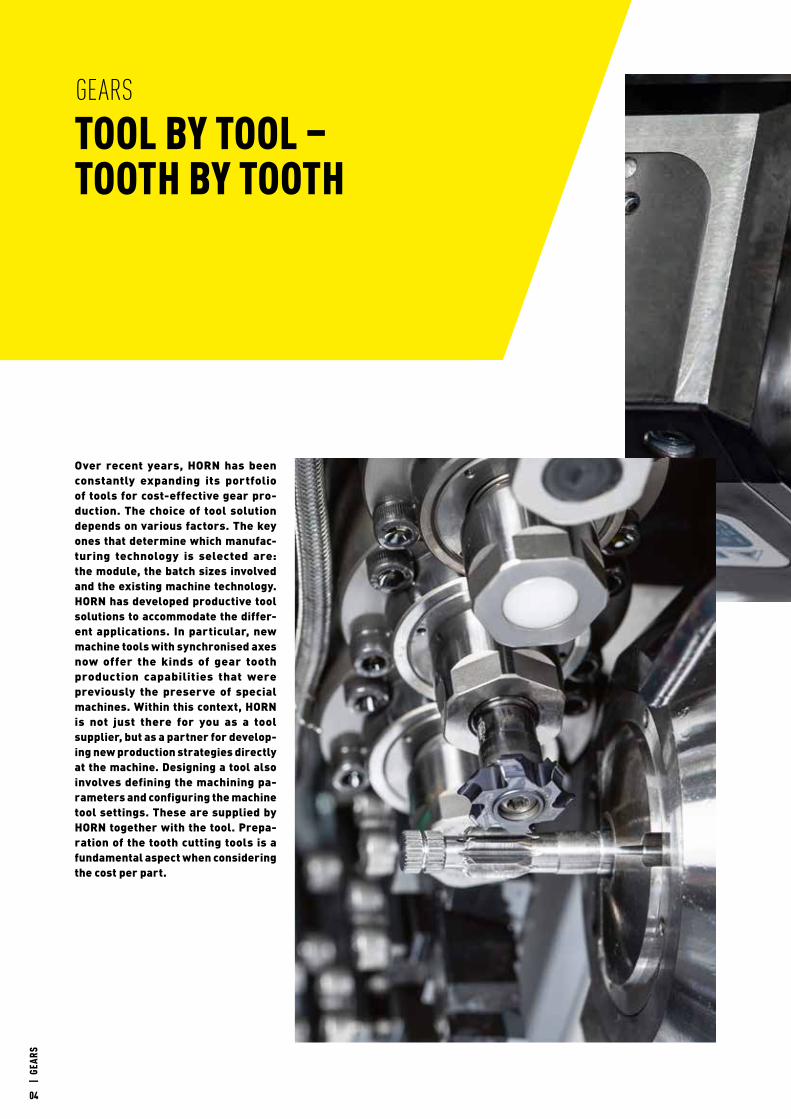
Over recent years, HORN has been constantly expanding its portfolio of tools for cost-effective gear pro-duction. The choice of tool solution depends on various factors. The key ones that determine which manufac-turing technology is selected are: the module, the batch sizes involved and the existing machine technology. HORN has developed productive tool solutions to accommodate the differ-ent applications. In particular, new machine tools with synchronised axes now offer the kinds of gear tooth production capabilities that were previously the preserve of special machines. Within this context, HORN is not just there for you as a tool supplier, but as a partner for develop-ing new production strategies directly at the machine. Designing a tool also involves defining the machining pa-rameters and configuring the machine tool settings. These are supplied by HORN together with the tool. Prepa-ration of the tooth cutting tools is a fundamental aspect when considering the cost per part.
TOOL BY TOOL – TOOTH BY TOOTH
GEARS

| G
EARS
05
The switch to a broaching tool cut the process time from three minutes to around one.
OPTIMISATION RESULTED IN HUGE TIME SAVINGS, LOW TOOL COSTS AND INCREASED ACCURACY.
Gear milling with the HORN circular milling systemFor one customer, the process of optimising an ac-tuator gear manufacturing process resulted in huge time savings, low tool costs and increased accuracy. Before switching over to the circular milling system, the user had to cut the gear teeth with outdated tools on special gear cutting machines. This meant high set-up costs and long lead times. HORN’s pro-posed solution consisted of the 613 tool system for gear milling. The process solution met the desired requirements: com-plete machining in a single clamp-ing, higher precision, improved tooth surface quality and the sought-after time savings. In spite of the high cut-ting pressure associated with the six teeth, the tools are extremely stable. The type 613 circular milling insert has a tool life of 1,000 workpieces. The involute profile of the cutting edges is precision-ground. The cutting speed is vc = 310 m/min (1,017 feet (ft)/min) and the feed rate is programmed to a value of 600 mm/min (23.622"/min). The tool mills each of the eight teeth per gear to the full depth of 2.1 mm (0.0827") in a single operation. A conventional milling direction is used.
Gear broaching with a broaching unit When HORN optimised a serration broaching pro-cess, it resulted in a threefold improvement on more than one level: a tool life three times longer and a process time three times shorter. The user was already pleased with the performance of the HORN broaching tools they had been using so far. However, they needed to optimise the machining time in light of the large batch sizes involved. Up until that point,
they had been using a conventional broaching method. In other words, a large number of individual strokes with an infeed of 0.1 mm were required to broach the tooth to the full depth. This resulted in a broaching process time of approximately three minutes for a total of eleven teeth. The HORN field sales force suggested switching from conventional broaching to the use of a broaching unit instead. The broaching

| G
EARS
06
In addition to crown and spur gears, thread whirling can also be used for the efficient production of involute teeth or splines.
THE CHOICE OF TOOL SOLUTION DEPENDS ON VARIOUS FACTORS.
unit is installed on the turret via the VDI interface. A cam is used to convert the rotary motion of the drive shaft into linear motion of the plunger. It enters the workpiece with the cutting edge and is lifted clear of the material by the integrated retraction device at the end of the broaching operation. The retrac-tion device prevents the cutting edge from becoming worn or breaking off while it is being retracted from the workpiece. By the end of the initial trials, the revised broaching process had already proven itself. Those in-volved in the project were able to increase the life of the Supermini N105 broaching tool from 30 serrations to 100 serrations. The pro-cess time fell from three minutes to around one.
Five-axis milling of large modulesFor sizes ranging from module 4 to 30, HORN offers gear cutting solutions for prototypes and small and medium-sized series on universal machining centres using standard tools, such as end mills, ball nose end mills, toroidal milling cutters, side milling cut-ters, cup wheel milling cutters and conical milling cutters from HORN’s standard range. Supported by the software, the standard tools are capable of producing every tooth profile geometry: spur gears with straight, helical or double-helical teeth; worm wheels; various bevel gears; and gear wheels such as Cyclo-Palloid gears. Rough milling is carried out using DGM, DSDS and DAH37-type high-feed mill-ing cutters or the M279 system. Tooth form flanks
and base profiles are machined using solid carbide end, torus and radius milling cutters from the DSM system. DGFF-type milling cutters take care of deburring and chamfering. Exchangeable head milling cutters from the DG system, specifically DGVZ milling cutters, are also used. Following hardening,
standard milling cutters made of special carbide grades carry out the final machining. All of these are cost-effective standard milling cutters with short delivery times. As a result of all this, complex gear teeth can be produced on universal, five-axis turn-mill centres. This saves enormous amounts of time and money compared to producing them on expensive gear cutting machines. The universal machining centres allow the respective blank geom-etries to be produced first and then – in the same clamping process – gears for a variety of scenarios (single-part production, prototype applications, or small and medium-sized series), followed by parts of a completely different kind.
Gear skivingHORN’s gear skiving product range is yet more testament to the company’s gear cutting expertise. The tool system encompasses products for the high-
| G
EARS
07
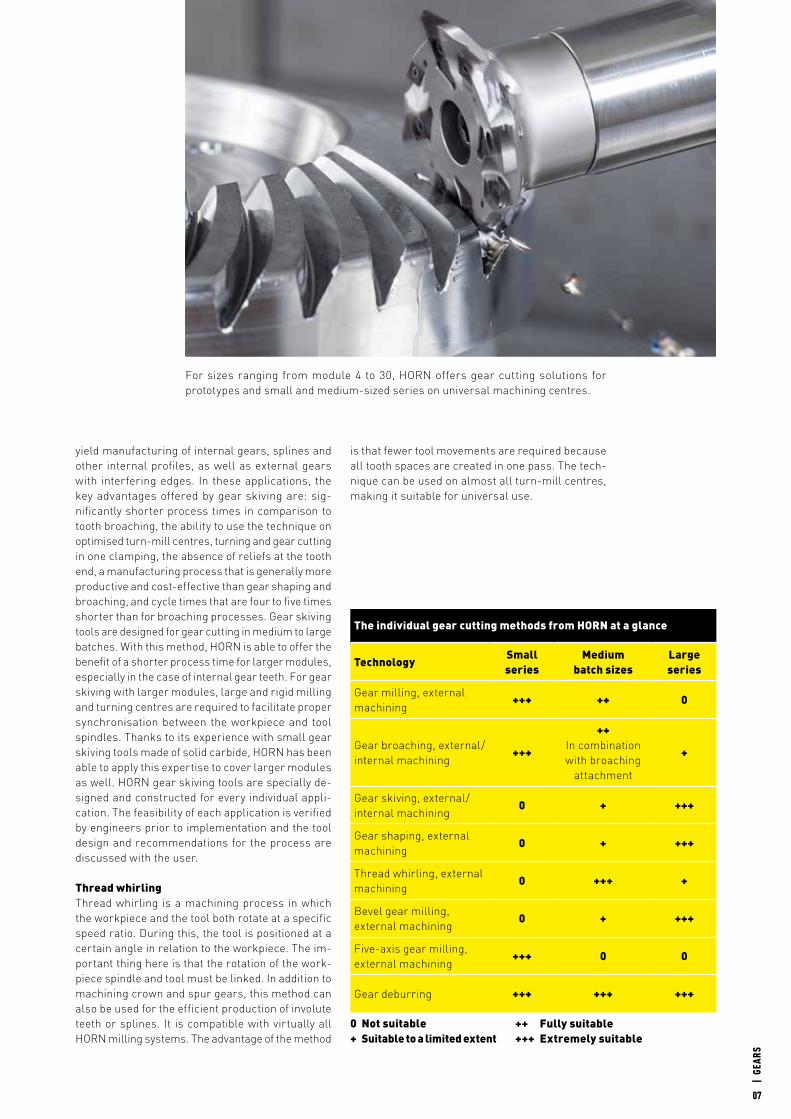
For sizes ranging from module 4 to 30, HORN offers gear cutting solutions for prototypes and small and medium-sized series on universal machining centres.
yield manufacturing of internal gears, splines and other internal profiles, as well as external gears with interfering edges. In these applications, the key advantages offered by gear skiving are: sig-nificantly shorter process times in comparison to tooth broaching, the ability to use the technique on optimised turn-mill centres, turning and gear cutting in one clamping, the absence of reliefs at the tooth end, a manufacturing process that is generally more productive and cost-effective than gear shaping and broaching, and cycle times that are four to five times shorter than for broaching processes. Gear skiving tools are designed for gear cutting in medium to large batches. With this method, HORN is able to offer the benefit of a shorter process time for larger modules, especially in the case of internal gear teeth. For gear skiving with larger modules, large and rigid milling and turning centres are required to facilitate proper synchronisation between the workpiece and tool spindles. Thanks to its experience with small gear skiving tools made of solid carbide, HORN has been able to apply this expertise to cover larger modules as well. HORN gear skiving tools are specially de-signed and constructed for every individual appli-cation. The feasibility of each application is verified by engineers prior to implementation and the tool design and recommendations for the process are discussed with the user.
Thread whirlingThread whirling is a machining process in which the workpiece and the tool both rotate at a specific speed ratio. During this, the tool is positioned at a certain angle in relation to the workpiece. The im-portant thing here is that the rotation of the work-piece spindle and tool must be linked. In addition to machining crown and spur gears, this method can also be used for the efficient production of involute teeth or splines. It is compatible with virtually all HORN milling systems. The advantage of the method
is that fewer tool movements are required because all tooth spaces are created in one pass. The tech-nique can be used on almost all turn-mill centres, making it suitable for universal use.
The individual gear cutting methods from HORN at a glance
Technology Smallseries
Medium batch sizes
Largeseries
Gear milling, external machining +++ ++ 0
Gear broaching, external/internal machining +++
++In combination with broaching
attachment
+
Gear skiving, external/internal machining 0 + +++
Gear shaping, external machining 0 + +++
Thread whirling, external machining 0 +++ +
Bevel gear milling, external machining 0 + +++
Five-axis gear milling, external machining +++ 0 0
Gear deburring +++ +++ +++
0 Not suitable+ Suitable to a limited extent
++ Fully suitable+++ Extremely suitable

08
| A
UTOM
OTIV
E
A 100-YEAR-OLD PROCESS – NOW IN SERIES PRODUCTION
“Lots of companies can sell, but it’s rare to find one that can develop manufacturing strategies and actively support the implementation process”, says Pascal Moulènes regarding the introduction of the gear skiving process. He then adds: “In 2015, we saw this process being used by a machine tool manufac-turer to mass-produce machine tool components.” This got the key people at Collins interested in how they could use it themselves and influenced their decisions when selecting new machining processes. After investing in modern machining centres capa-ble of supporting the technology, Pascal Moulènes and his team started looking for a supplier of gear skiving tools.
“At EMO 2017 in Hannover, we witnessed the pro-cess in action on the HORN stand and – given that we were already on the lookout for a new supplier of carbide gear skiving tools – we were very interested indeed”, explains Moulènes. Technical support for the project was provided by engineer Emmanuel Gervais. He is the primary contact at HORN when it comes to machining critical aerospace components and he also supports the development of new tool concepts by providing valuable expertise and experi-ence. Unsurprisingly, Gervais is based in the area of south-west France around Toulouse – the epicentre of the European aerospace industry.
Over a century ago, a man named Wilhelm von Pittler filed a patent application for a gear manufacturing process called power skiving. This was a revolutionary idea back in 1910. However it is only recently, with the advent of modern manufacturing, that it has become more widely adopted now that machining centres are equipped with systems for controlling and synchronising the spindle speed and with process optimisation software. It is only because of these systems that this extremely complex technology can be used. Collins Aerospace, based in Figeac (France), has been relying on this highly productive technique since 2019. Machine op-erator Jean-Paul Noyes, team leader Jean Pierre Destruel, process engineer Joel Bousquet and process developer Pascal Moulènes (the company’s specialist for gear-related matters) teamed up with tool partner HORN to implement the gear skiving process for various types of part.
The launch of HORN’s system of gear skiving tools demonstrates the company’s expertise in the field of gear production.
GEARS
| G
EARS
08

09
| A
UTOM
OTIV
E
Gear skiving has enabled Collins to make its process-es even more reliable while at the same time optimising the quality of its components.
Prior to the introduction of the gear skiv-ing process, the components were being manufactured with conventional cutting tools. “We were in the process of reor-ganising the production of our families of gears”, explains Pascal Moulènes. With the help of the new technology, Moulènes was able to optimise the production pro-cesses because fewer set-up operations were required and he also managed to eliminate the idle time between work
steps. In addition to reducing cycle times, the technology also increased compo-nent quality.
A new process“The gear skiving process was new to Collins and so we had to start by getting
to know it in detail. However, we were not in a position to carry out any lengthy test runs because of the sheer volume of orders”, clarifies Moulènes. Gervais therefore suggested carrying out the tests at the HORN test centre in Tübingen. “The optimum machining parameters for 16NCD13 (1.6657), a material that is relatively difficult to machine, were de-termined in Tübingen following multiple test series. The results were reproducible across all products and the quality was consistently high”, he says. HORN sent the test parts back to the Collins plant so the quality could be checked. The maximum permissible profile error for the gear teeth is a deviation of 0.03 mm (0.001"). The average deviation for the HORN test series was significantly lower than this. “HORN was able to supply the gear skiving tools with a concentricity correction system. Naturally, our primary aim was to achieve the appropriate level of part quality, but a long tool life was also very important to us”, adds machine operator Joel Bousquet.
THE MACHINING PARAME-TERS WERE DETERMINED IN TÜBINGEN.
| G
EARS
09

| G
EARS
10
A partnership spanning 30 years: Pascal Moulènes with Jean Paul Noyes (both from Collins) and Emmanuel Ger-vais from HORN France.
The introduction of the gear skiving pro-cess at Collins went without a hitch: “The initial tests proved immediately success-ful. We were able to take the cutting data that had been determined for the process in Tübingen and apply it with virtually no changes”, asserts Emmanuel Gervais. The machining time for the gear teeth alone was cut by more than half. The gear skiving process is subdivided into 14 rough machining, 2 pre-finishing and 2 finishing operations with a grinding al-lowance of 0.1 mm (0.004"). The hardening distortion associated with the subsequent heat treatment is not factored into the cutting profile of the tool. After hardening, the component then has to be ground. “We are currently using the same tool to manufacture five different components with the same module. So far, we have produced more than 300 parts in total. And the end of the tool life is not yet in sight”, says Pascal Moulènes.
Productive tool systemThe HORN tool range includes highly pro-ductive gear skiving tools for manufac-turing internal gears, splines and other
internal profiles, as well as external gears with interfering edges. In these applica-tions, the key advantages offered by gear skiving are: significantly shorter process times compared to broaching, the ability to use the technique on optimised turn-mill centres, turning and gear cutting in one clamping, and the absence of reliefs at the tooth end. Gear skiving tools are designed for gear cutting in medium to large batches. Each tool is individually adapted to the application and to the ma-terial being machined, with the various tool interfaces based on the number of teeth and the module.
HORN’s gear cutting portfolio comprises a wide range of tools for the production of various gear geometries with module 0.25 to module 30. Whether this involves teeth for spur gears, shaft/hub connec-tions, worm shafts, bevel gears, pinions or customised profiles, all these tooth profiles can be manufactured cost-ef-fectively with HORN tool solutions. Gear skiving technology only came into use when machining centres started support-ing the use of this complex technology

| G
EARS
11
Gear skiving can be easily programmed on modern CNC production centres.
MORE THAN 70,000 EMPLOYEES AT 300 LOCATIONS ACROSS THE GLOBE.
by offering systems for controlling and synchronising the spindle speed, as well as process optimisation software.
A global companyWith more than 70,000 employees based at 300 locations across the globe, Collins Aerospace is one of the biggest suppliers to the aerospace industry. Its customer base includes all of the major international corporations in this sector. The Collins plant in Figeac is one of the world’s leading manufacturers of propeller systems for civil and military aircraft, of cockpit and cabin equipment, and of horizontal tail actuators. At its plant in the south of France, it also manufactures the propellers for the Airbus A400M.
Collins Aerospace and HORN have been partners for 30 years. “It all began when we started using the Mini and Supermini systems to machine Inconel”, recalls Pascal Janot, who is in charge of tool procurement. Today, the team at Collins also uses HORN solutions for milling in addition to the Mini and Supermini systems. “Our company relies on HORN for the majority of parts where we need to cut grooves. But HORN does not just offer excellent tools. Thanks to its high-quality sup-port and services, the company is our preferred partner”, says Pascal Moulènes.
| PR
ODUC
TS
12
PRODUCTS
TOP INNOVATION:TOOLS FOR CUTTING BEVEL GEARS

| PR
ODUC
TS
13

14
| PR
ODUC
TS
COST-EFFECTIVE EVEN FOR SMALL SERIES
PRODUCTS
Cost-effective even for small seriesPaul Horn GmbH is expanding its range of gear cut-ting products. HORN’s new tool system for milling bevel gears allows their complete machining on universal turn-mill centres. The system was created in cooperation with machine manufacturer INDEX and means that users no longer need any special machines to manufacture gears of this kind. It also allows all functional surfaces to be produced togeth-
er with the gear teeth in one clamping. This enables high component precision, short lead-times, a very cost-efficient process and short machining times as a result of controlled machining cycles. With a universal turn-mill centre from INDEX, components with bevel gear teeth can be efficiently and flexibly manufactured, including in small quantities. This also makes the process attractive to small and medium-sized companies that would previously
HIGH PRECISION, SHORT LEAD-TIMES AND VERY COST EFFECTIVE.
have bought in gears or had them manufactured externally.
For the process, HORN relies on its S276 and S279 double-edged indexable inserts, which are screwed on tangentially. This makes it possible to achieve a stable insert seat, which is particularly important during form milling. The tool does not have to be remeasured after the inserts have been turned around or changed because the inserts are preci-sion-ground on the circumference. The milling body can be equipped to allow for different numbers of teeth and outer diameters when cutting gears. The process of developing the complete system (cycle, tool and workholding) called for a great deal of ex-pertise on the part of both the machine manufacturer and the tool manufacturer. To implement the pro-cess, various types of INDEX machine with a “bevel gear hobbing” cycle are required. HORN offers the milling cutter bodies with the HSK-T40 and HSK-T63 interfaces. The profiles of the inserts are module- dependent and precision-ground.

15
| PR
ODUC
TS
DEFINED GEAR DEBURRING
PRODUCTS
Defined chamfering deburrs gears in secondsPaul Horn GmbH has developed a pro-cess for precision deburring of gear teeth that represents a further advance in the world of gear production. Although gear teeth can be deburred relatively easily with brushes and discs, higher levels of precision and quality are being demand-ed, with the result that there is often no longer any scope for undefined chamfers at the tooth edges. So HORN has developed a technolo-gy – together with the associated production process – to enable the production of defined cham-fers. It can be used, for example, to create a 45-degree chamfer on both sides of a module 1 gear with 25 teeth in less than five seconds. A turn-mill centre with synchronised axes is required for this production process. However, users do not need any special workholding equipment. The solid carbide tools can be clamped in a standard collet, or in shrink-fit or hydraulic chucks.
The process is particularly suitable for machining gears in high volumes. The
LESS THAN FIVE SECONDS TO CREATE A DEFINED 45 DEGREE CHAMFER.
milling cutters are special tools and have to be individually designed for each gear tooth. Based on the application, HORN engineers will design the appropriate cutting edge geometry for the module, tip diameter and desired chamfer. HORN supplies the process data required for machining together with the cutter. Tool
costs are low and quickly pay for them-selves thanks to short machining times. The carbide substrate, tool coating and cutting edge geometry are all specially designed for each gear material. The actual machining process is the same for all materials. Chamfers can be milled into various steels, aluminium and plastics within seconds.

16
| PR
ODUC
TS
DTM MILLING SYSTEM FOR BRILLIANT- FINISH MACHINING
PRODUCTS
DTM milling system for brilliant-finish machiningHORN is expanding the DTM face milling system with inserts for brilliant-finish machining of non- ferrous metals and plastics. The DTS-type inserts, which are tipped with monocrystalline diamond (MCD), make it possible to mill virtually perfect surfaces and achieve flatness of less than 1 µm (0.00004"). The milling system is used in situations where the surface quality has to meet stringent requirements – in the case of a mirror finish, for example. The DTS type inserts are tailored to the DTM face milling sys-tem and achieve high levels of effi-ciency and cost-effectiveness in conjunction with the pre-cutting in-serts. Either PCD or CVD-D is used for pre-cutting, depending on the material being machined. All tools for brilliant-finish machining are designed with single edges as a general rule. The remaining insert seats feature roughing edges or compensating inserts. The MCD-tipped cutting edge is set to an axial projection of 0.02 mm (0.00079"). Due to the structural design, the PCD-tipped roughing inserts always pre-cut radially. This means it is virtually impossible for the MCD cutting edge to be overloaded or damaged.
The insert seats of the DTM milling body can be adjusted in the axial direction via an adjusting pin. Every ten-degree rotation of the pin adjusts the insert seat by 0.01 mm (0.00039"). This means that
THE INSERTS MAKE IT POSSIBLE TO MILL VIRTUALLY PERFECT SURFACES.
the axial run-out of the individual cutting edges can be adjusted with micrometre precision. The internal coolant supply ensures targeted cooling of the contact zone and enables efficient chip remov-al. The low mass of the aluminium body protects the spindle and reduces energy consumption in comparison with steel bodies. HORN offers a fine balancing option for the body in order to achieve high cutting speeds of up to 5,000 m/min (16,404
feet (ft)/min) and ensure that the tool runs quietly. The range of applications for brilliant-finish milling is huge. In the tool and mould-making industry in particular, the method saves on polishing work, while also increasing the quality of the surface and degree of flatness. It is therefore used in applica-tions where the surface of the mould is reflected in the parts being produced. This includes clear, transparent plastics or valve plate sealing surfaces, for example. MCD-tipped ball nose end mills are used to produce PET blow moulds or chocolate moulds. In addition to brilliant-finish milling, HORN’s tool portfolio also includes solutions for brilliant- finish turning with MCD tools.
17
| PR
ODUC
TS
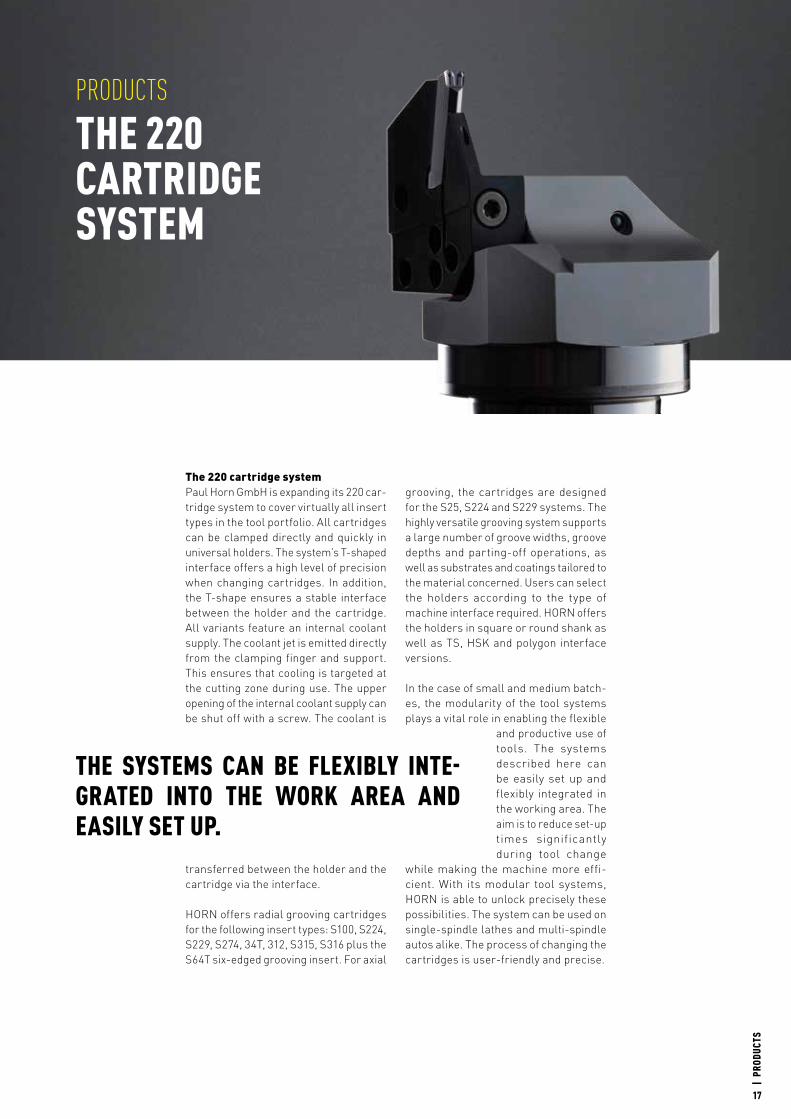
THE 220 CARTRIDGE SYSTEM
PRODUCTS
The 220 cartridge systemPaul Horn GmbH is expanding its 220 car-tridge system to cover virtually all insert types in the tool portfolio. All cartridges can be clamped directly and quickly in universal holders. The system’s T-shaped interface offers a high level of precision when changing cartridges. In addition, the T-shape ensures a stable interface between the holder and the cartridge. All variants feature an internal coolant supply. The coolant jet is emitted directly from the clamping finger and support. This ensures that cooling is targeted at the cutting zone during use. The upper opening of the internal coolant supply can be shut off with a screw. The coolant is
transferred between the holder and the cartridge via the interface.
HORN offers radial grooving cartridges for the following insert types: S100, S224, S229, S274, 34T, 312, S315, S316 plus the S64T six-edged grooving insert. For axial
THE SYSTEMS CAN BE FLEXIBLY INTE-GRATED INTO THE WORK AREA AND EASILY SET UP.
grooving, the cartridges are designed for the S25, S224 and S229 systems. The highly versatile grooving system supports a large number of groove widths, groove depths and parting-off operations, as well as substrates and coatings tailored to the material concerned. Users can select the holders according to the type of machine interface required. HORN offers the holders in square or round shank as well as TS, HSK and polygon interface versions.
In the case of small and medium batch-es, the modularity of the tool systems plays a vital role in enabling the flexible
and productive use of tools. The systems described here can be easily set up and flexibly integrated in the working area. The aim is to reduce set-up times significantly during tool change
while making the machine more effi-cient. With its modular tool systems, HORN is able to unlock precisely these possibilities. The system can be used on single-spindle lathes and multi-spindle autos alike. The process of changing the cartridges is user-friendly and precise.

18
| PR
ODUC
TS
PRODUCTS
Faster delivery times for the S117 systemPaul Horn GmbH is offering a new delivery service specifically for the S117 grooving system. With im-mediate effect, special versions can now be delivered within five working days. To facilitate this, HORN has further optimised its existing Greenline process so that users can quickly get their hands on the appro-priate tool holders in addition to the profiled insert itself. This ensures that the tool holder provides stable support even when insert profiles are complex. With the Greenline service, the customer receives the quota-tion – including a proposed drawing of the insert and hold-er – within two working days of submitting an enquiry along with a drawing of the compo-nent. After placing the order, the customer then receives the final drawing within 48 hours so that it can be approved. Following approval, HORN delivers the special tools within a further five working days. The Greenline service is available for quantities of between 3 and 20 inserts and 1 or 2 tool holders.
HORN offers the tools in profile widths of 10 mm (0.394"), 12 mm (0.472"), 16 mm (0.630"), 20 mm (0.787"), 26 mm (1.024"), 32 mm (1.260") and 45 mm (1.811"), and they are precision-ground to create the special shape required for the application concerned. The maximum profile depth is dependent on the required cutting width. The tool coating is specially selected for each application and is available for the
USERS RECEIVE THE PROFILED INSERT AND MATCHING TOOL HOLDER IN NEXT TO NO TIME.
material groups P, M, K and N. The square shank holders can be supplied in sizes ranging from 10 x 10 mm (0.394 x 0.394") to 32 x 32 mm (1.260 x 1.260") as standard. Greenline orders must be started at HORN within one half of a shift, on the next machine that becomes available. This tight time frame helps to maintain an hourly rhythm for entering orders into the system and
for the internal provision of raw materials. When or-der information is entered online, order-specific data (such as part quantities, tool type and coating) and other relevant parameters are automatically com-pared with the Greenline requirement criteria stored in the system. The system then decides whether or not the order qualifies for the Greenline service. The production route to be followed, including the time schedule, is also defined as part of this decision. The work preparation department starts processing the order data within an hour and then generates the production sequence and orders for the production department – providing the basis for the precisely timed hourly process.
FASTER DELIVERY TIMES FOR THE S117 SYSTEM

19
| PR
ODUC
TS
PRODUCTS
HIGH CHIP VOLUME WITH HIGH-FEED MILLING
High chip volume with high-feed millingHORN is pleased to present a new devel-opment for high-feed milling. The DAH82 and DAH84 systems from HORN repre-sent a new generation of products for this milling process. The precision-sintered insert has eight usable cutting edges, resulting in a low cost per edge and a high level of cost-effectiveness. Despite the negative mounting position, the positive cutting geometry ensures a smooth and soft cut combined with good chip removal. HORN offers the inserts in the substrate SA4B, which is suitable for universal use in various materials. The large ra-dius on the main cutting edge of the indexable in-sert results in a soft cut, ensures even distribution of the cutting forces and, in turn, extends the tool life. The maximum cutting depths supported are ap = 1.0 mm (0.039") (DAH82) and ap = 1.5 mm (0.059") (DAH84).
The DAH82 variant is available as an end mill and screw-in milling cutter with the following cutting edge diameters: 20 mm (0.787") (z = 2), 25 mm (0.984") (z = 3),
DESPITE THE NEGATIVE MOUNTING POSITION, THE POSITIVE CUTTING GEOMETRY ENSURES A SMOOTH AND SOFT CUT.
32 mm (1.260") (z = 4), 35 mm (1.378") (z = 4) and 40 mm (1.575") (z = 5). As an arbour milling cutter, it is available with cutting edge diameters of 40 mm (1.575") (z = 5), 42 mm (1.654") (z = 5) and 50 mm (1.969") (z = 6). For cutting edge diameters in excess of 50 mm (1.969"), the larger DAH84 indexable insert is used. This can be supplied as an arbour milling cutter with the following standard diameters: 50 mm (1.969") (z = 4), 52 mm (2.047") (z = 4), 63 mm (2.480") (z = 5), 66 mm
(2.598") (z = 5), 80 mm (3.150") (z = 6), 85 mm (3.346") (z = 6), 100 mm (3.937") (z = 7) and 125 mm (4.921") (z = 8). All tool bodies receive a special surface treatment. This results in high strength and hardness, thereby providing long-term protection against abrasive wear from chips.
20
| PR
ODUC
TS
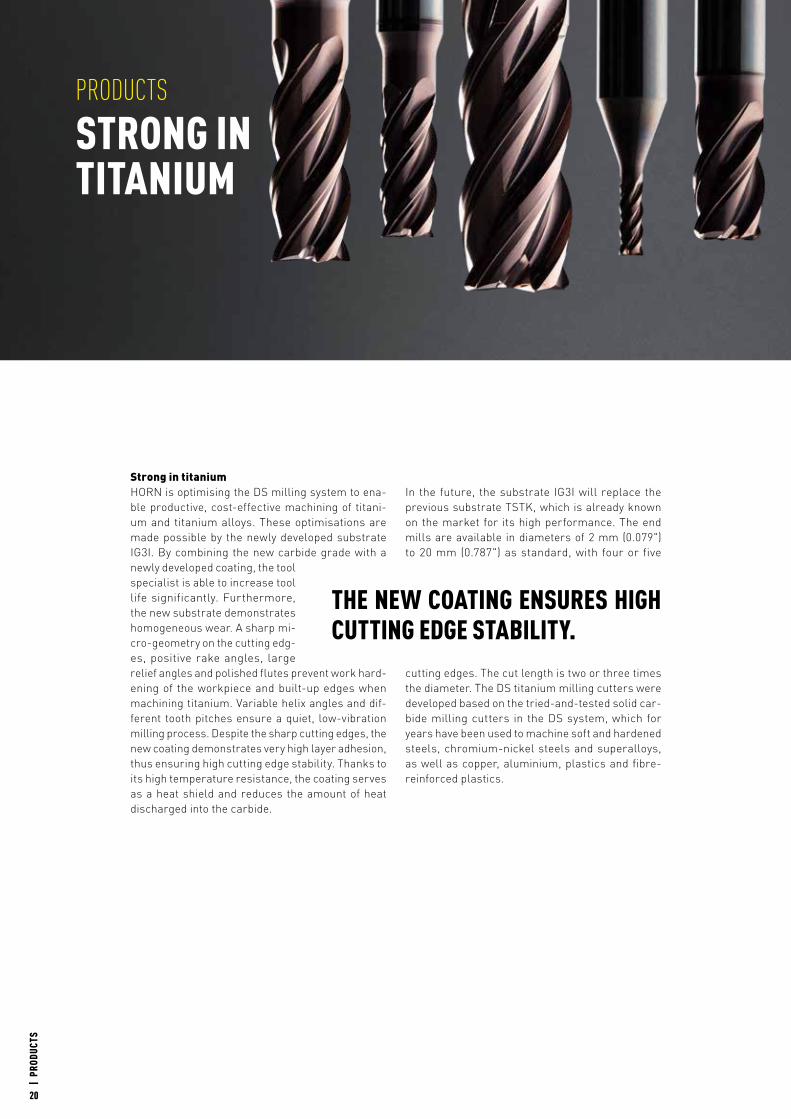
STRONG IN TITANIUM
PRODUCTS
Strong in titanium HORN is optimising the DS milling system to ena-ble productive, cost-effective machining of titani-um and titanium alloys. These optimisations are made possible by the newly developed substrate IG3I. By combining the new carbide grade with a newly developed coating, the tool specialist is able to increase tool life significantly. Furthermore, the new substrate demonstrates homogeneous wear. A sharp mi-cro-geometry on the cutting edg-es, positive rake angles, large relief angles and polished flutes prevent work hard-ening of the workpiece and built-up edges when machining titanium. Variable helix angles and dif-ferent tooth pitches ensure a quiet, low-vibration milling process. Despite the sharp cutting edges, the new coating demonstrates very high layer adhesion, thus ensuring high cutting edge stability. Thanks to its high temperature resistance, the coating serves as a heat shield and reduces the amount of heat discharged into the carbide.
THE NEW COATING ENSURES HIGH CUTTING EDGE STABILITY.
In the future, the substrate IG3I will replace the previous substrate TSTK, which is already known on the market for its high performance. The end mills are available in diameters of 2 mm (0.079") to 20 mm (0.787") as standard, with four or five
cutting edges. The cut length is two or three times the diameter. The DS titanium milling cutters were developed based on the tried-and-tested solid car-bide milling cutters in the DS system, which for years have been used to machine soft and hardened steels, chromium-nickel steels and superalloys, as well as copper, aluminium, plastics and fibre- reinforced plastics.

21
| PR
ODUC
TS
BROACHING SQUARE HOLES
PRODUCTS
Broaching square holesHORN is expanding its broaching product range with the addition of tool geome-tries for broaching square holes. Users can choose the appropriate size of tool from the N105, N110 and N117 systems according to the size of square they want to produce. The N105 and N110 systems are suitable for WAF sizes from 4 mm (0.157") to 13 mm (0.512"). For WAF sizes from 13 mm (0.512") to 22 mm (0.866"), the N117 system needs to be used instead.
HORN initially enhanced the prod-uct range back in 2019 by intro-ducing internally cooled tool hold-ers. The new tool holders allow coolant to flow through the insert seat as well as to the side of it for optimised cooling during broaching. In addition, the ge-ometries have been adapted for use in broaching units and for turret broach-ing. The targeted cooling reduces tool wear, in turn increasing the tool life and improving the quality of the workpiece surface. Thanks to the internal coolant
THE TARGETED COOLING REDUCES TOOL WEAR.
supply, cooling is ensured in the contact zone even when cutting deep grooves. What’s more, the stronger flushing action improves chip removal, reducing the risk of chip build-up.
The ability to carry out broaching on CNC machines offers the user sever-al advantages. Grooves can be cut in a
workpiece in a single clamping without having to reclamp the workpiece. This broaching process allows geometries of any kind to be produced, from gears, keyways, squares and helical grooves right through to curved grooves. It rep-resents a cost-effective alternative to conventional broaching because it can be used on virtually any CNC lathe.
| AB
OUT U
S
22
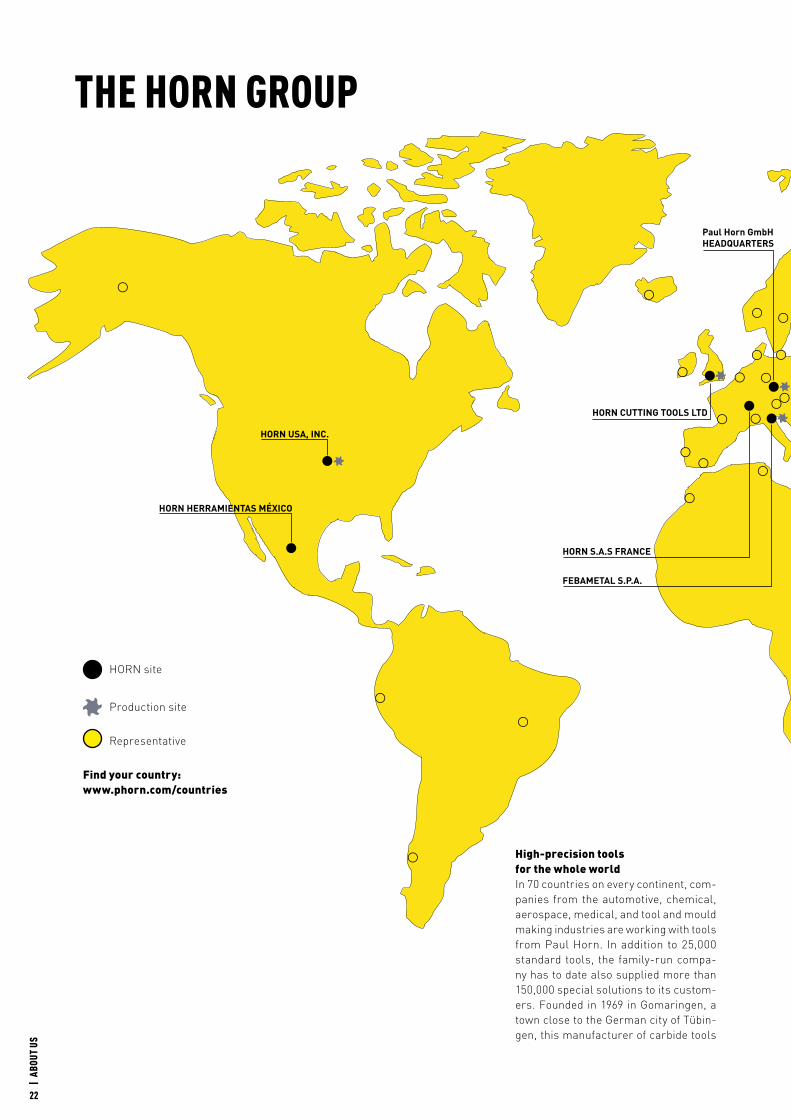
High-precision tools for the whole worldIn 70 countries on every continent, com-panies from the automotive, chemical, aerospace, medical, and tool and mould making industries are working with tools from Paul Horn. In addition to 25,000 standard tools, the family-run compa-ny has to date also supplied more than 150,000 special solutions to its custom-ers. Founded in 1969 in Gomaringen, a town close to the German city of Tübin-gen, this manufacturer of carbide tools
HORN RUS LLC
HORN (SHANGHAI) TRADING CO. LTD.
HORN USA, INC.
HORN HERRAMIENTAS MÉXICO
HORN S.A.S FRANCE
HORN CUTTING TOOLS LTD
SK TECHNIK SPOL.S.R.O.
Paul Horn GmbHHEADQUARTERS
HORN MAGYARORSZÁG KFT.
HORN TURKEY METAL İŞLEME EKİPMANLARI İTH.İHR.VE PAZ.LTD.ŞTİ.
FEBAMETAL S.P.A.
HORN site
Production site
Representative
THE HORN GROUP
Find your country: www.phorn.com/countries

| AB
OUT U
S
23
is now a technology leader in the production of precision tools for chal-lenging machining operations. HORN has production sites at its company headquarters in Tübingen as well as in the UK, Italy, the Czech Republic and the USA. In 2019, it achieved a turnover of 194 million euros in Germa-ny and approximately 300 million euros worldwide. The Group has 1,000 employees in Germany and a total of 1,500 worldwide. The company’s core expertise focuses on four pillars: in-house research and development, in-house coating technology, in-house carbide production and in-house man-ufacturing technologies. Annually, HORN produces millions and millions of inserts in batches of 100 pieces on average with a degree of automation of up to 97 per cent.
HORN RUS LLC
HORN (SHANGHAI) TRADING CO. LTD.
HORN USA, INC.
HORN HERRAMIENTAS MÉXICO
HORN S.A.S FRANCE
HORN CUTTING TOOLS LTD
SK TECHNIK SPOL.S.R.O.
Paul Horn GmbHHEADQUARTERS
HORN MAGYARORSZÁG KFT.
HORN TURKEY METAL İŞLEME EKİPMANLARI İTH.İHR.VE PAZ.LTD.ŞTİ.
FEBAMETAL S.P.A.

FOUNDER’S SON CHAMPIONS INTER-NATIONALISATION
ABOUT US
24
Mr Horn, you joined the company back in 1991. In 1993, it then started to go international with the founding of HORN France. What prompted this step?When I joined our company, there were three issues in particular that were a top priority for me: setting up an independent sales division, having a broad product range and establishing the company on a
more international footing. France was the obvious choice at the time because we had been working through a partner there for several years, were already familiar with the market and knew that we were not yet tapping its full potential.
Which countries came next? Working in chronological order, France was followed by: the UK in 1995, the USA in 1998, Hungary in 2001, Italy in 2008, the Czech Republic in 2010, China in 2012, Belgium in 2012, Sweden in 2013, Mexico in 2015 and Russia in 2018. In 2020, the HORN Group made its way into Turkey by establishing a wholly owned sales company there.
When is it right to create a new HORN Group com-pany and when is it is more appropriate to work with sales agencies? We have a presence in more than 70 countries world-wide – mostly via trading partners. When choosing which companies to work with, we always look for those that embody our philosophy of “customer fo-cus, quality and speed” and that know the customers and the market inside out. A prime example of this is DIHAWAG, our representative in Switzerland. We have enjoyed an equal partnership with them for almost five decades and are constantly taking the relationship further. When you notice a change in the nature of a partnership or the requirements of the market over the medium to long term, you sometimes end up reassessing the situation and establishing a presence of your own. The key priority is being able to serve customers in the best possible way.
How much of the HORN Group’s total turnover is generated by the international locations? In 2019, the annual turnover of the HORN Group as a whole was roughly 300 million euros. Of this, the amount contributed by our international locations was more than 100 million euros. In the current
coronovirus situation, it is becoming appar-ent that various markets outside of Germany are recovering significantly faster than the German market.
A new building project – including produc-tion facilities – is currently under way in the
USA and, in 2020, a HORN company was established in Turkey. What background information can you give us on these events? In Turkey, there was a change in circumstances in relation to our existing partner and so it made sense to take over the reins ourselves. We have had a presence in the USA via a HORN company since as far back as 1998. However, the premises could no longer accommodate the current workforce of approximately 120 and the production space at the existing site was also limited. The new building is opening up long-term capacity for us and providing the space we’ll need for the future.
THE NEW BUILDING IS OPENING UP LONG-TERM CAPACITY FOR US.
An interview with Lothar Horn, Managing Director of Paul Horn GmbH and son of company founder Paul Horn, on the HORN Group’s journey to internationalisation.
| AB
OUT U
S

25
| AB
OUT U
S
SHIFTING GLOBAL SANDS
ABOUT US
Mr Vollmer, thinking about things from a sales perspective, what is the current situation in Ger-many and worldwide as a result of the COVID-19 pandemic?We suddenly found ourselves in the extraordinary situation whereby we – by which I mainly mean the members of our sales force – were not allowed to visit customers and new prospects for the first time in the company’s history. This virtually blanket ban remained in place for a prolonged period. Of course, there were regional differences. A number of countries, such as China, quickly reverted to some kind of normality after experiencing the first wave and observing a strict lockdown. Other countries with alternative strategies saw a different picture emerge, which remains the case even now. Howev-er, the following is true across the board: globally, the coronavirus pandemic has led to slumps and setbacks of a kind that were not even vaguely on our radar at the end of 2019, even though a slight market slowdown was already starting to become apparent at the time.
How are you tackling these challenges? We made sure that our entire sales team could still be contacted in spite of everything – whether by telephone, e-mail or via other digital channels. Availability was – and is still being – maintained across the whole company, from production, design and sales right through to logistics. As a result, our customers and new prospects have still been able to access our services as usual in these difficult times, with the exception of on-site appointments. Having said that, I can categorically add that many businesses have now started reopening their doors for on-site appointments. Another channel that has played an important role within this context is our
eShop solution, which has been up and running for years. As well as allowing people to place orders, it also lets them download .step and .DXF files for production simulations.
What does the new HORN USA building mean for the local market there and for the HORN Group in general? The new building in the USA makes a clear statement and demonstrates our commitment to the Ameri-can market. After our home market of Germany, this is our strongest international market and has been for a long time. It is also one that holds huge potential for our solutions in the future. The new building provides us with the space we are going to need for this. We are very proud to be taking this step and are convinced that it will ultimately benefit our customers as well – in the form of increased production capacity, larger training rooms and our new demonstration centre, for example.
What are your expectations for the newly estab-lished HORN company in Turkey?The Turkish market is a very exciting one. Now that numerous big-name OEM companies and firms working in the supply industry (including from the automotive and aerospace sectors) have moved their production to Turkey, the country offers very good prospects for the future. We already had a presence in this market via a sales agency and, thanks to the close cooperation with them, are very familiar with the customers and requirements there. Even though the coronavirus pandemic is hampering the launch of the company a little, I am very confident that we’ll be able to get our tool solutions to market quickly with a view to creating added value for customers.
Andreas Vollmer joined Paul Horn GmbH in 1992. Today, he is the Sales Director and a member of the Management Board.

2626
HORN USA PLANS FOR FUTURE GROWTH WITH NEW FACILITY
ABOUT US
Strategic growth has long been a part of the success of Paul Horn GmbH. Since its founding in 1969, the company established its reputation for innovative solutions and quality workmanship in the production of high precision grooving, side turning, and slot milling tools for demanding
metalworking users. While supplying customers with the finest cutting tool products has always been at the forefront of company culture, progress has been measured by company expansion, whether through product development, company size, or geographic reach.
By 1993, Paul Horn GmbH had begun opening subsidiaries to expand sales, manufacturing, and support capabilities to international markets. One of those subsidiaries, HORN USA
Inc., was incorporated in 1997, beginning business operations in a modest office suite location in Franklin, Tennessee, and taking advantage of the 1998 edition of the International Manufacturing Technology Show to announce its official opening. Product specialists and sales managers traveled from Germany to Chicago to support their new colleagues in the United States during the exhibition. The trade show, promoted as the largest manufac-turing trade show in North America, proved to be the prime location to introduce HORN’s precision tools and technical capabilities to the region.
BY 1993, PAUL HORN GMBH HAD BEGUN TO EXPAND SALES.
As a subsidiary, HORN USA has found its greatest successes by mimicking the positive examples of its parent company. Just as Paul Horn GmbH has increased its manufacturing capacity for faster delivery and to better meet its customers’ requirements, HORN USA has also kept its finger on the pulse of customer needs while looking towards expansion.
| AB
OUT U
S

2727
Duane DrapeNational Sales Manager
HORN USA New Building – The culmination of 20 years of planning
I officially began my new position with HORN USA as a part of the new management team on July 1, 2002. One of our many goals was for HORN USA to own its own building. Through the years, we looked at property and space that would have been good for a 5-year period yet never felt comfortable to pull the trigger.
In typical HORN fashion, when the opportunity for our new home came available, we reviewed, evalu-ated, and determined that this was the answer for our future even if the new space was 2.5 times larger than we occupied at the time. We were able to stay in the same general location, keep all our employees, and build an ultramodern facility for future growth. The new North American headquarters building provides us with space and capabilities for at least 15 years of growth. It allows us to be a valuable contributor to the local economy and support HORN by having a full manufacturing position in North America for holders, grinding and coating.
I am proud to be a member of the HORN USA man-agement team and look forward to the next 15 years as we plan for the next great leap forward.
Andreas VollmerPresident
Making a dream come true – HORN USA 2020
I went to Franklin for the first time in 1997. After we decided to cover the North American market with our own sales structure and employees, many things had to be planned and organized. The HORN USA project was one of the critical decisions made to ensure the HORN Group's long-term future. It was a conscious decision to move deliberately into the market and establish a firm foundation. We knew that we had to be careful and make intelligent decisions to establish and grow HORN USA long term into a leading manufacturer of carbide tools in the US. We started in 1998 with only a sales and distribution structure, but it was clear that we needed to install a production facility at the earliest time possible, which we achieved in 2001.
After 22 years of continuous and successful develop-ment, we can now move into our own building. I am proud of all the people who dedicated their time and effort to making HORN USA an exceptional success story. With our new building, we have set another milestone for our future in the American market. We have created a modern, highly professional environ-ment for our employees, partners, and visitors. This is a clear demonstration that HORN stands for com-mitment and high-quality products made in the US.
| AB
OUT U
S

2828
Growing to Better Serve the CustomerWith the same eye towards growth as its parent company, HORN USA has steadily increased its presence in North America, expanding multiple times through the years by providing cus-tomer-centric service. National Sales Manager Duane Drape recalls that when he came on board in 1998, the company was poised for tremendous growth. “It felt a bit eerie as the facil-ity was mostly empty and the space quite vast for the limited number of employees.” But it didn’t take long for that space to be filled and expansion to become necessary.
In 2001, the company increased the size of its facility and in-stalled its first CNC grinding machines to emulate German production. The manufacture of precision cutting tools in the U.S. allowed for shorter delivery times of imperial sized prod-uct, metric items, and custom tooling, contributing to HORN USA’s tremendous sales growth.
Jason FarthingInside Sales and Marketing Manager
The past nineteen years have been a whirlwind. In 2001 I was a young adult and had no idea that my employment with HORN USA would turn into a career with a driven and passionate team.
Our new facility was a dream years ago that became an attainable goal. Now that it’s a reality, we will continue to hold each other to high standards and will find ways to serve our customers better.
HORN USA’s second expansion increased its foot-print in 2005. The space acquisition gave HORN USA room to double its manufacturing capacity to support the growing business across the U.S., Canada, and Mexico.
The third expansion, in 2013, increased the total area to approximately 40,000 square feet (3,715 square meters) under one roof. A modern training facility with ample seating capacity was included in the ex-tension and became a focal point for future progress.
Today, HORN USA manufactures standard and spe-cial products from the Supermini®, Mini, Mini Mill-ing, DR Reaming lines as well as the 312/315/314 range of products. Production consists of more than 25 CNC grinding machines as well as support equipment. The continued increase in demand for the products in North and Central America has led to further need for expansion.
Locking in the Ideal LocationIn the third quarter of 2020, all of the company’s production capabilities will be relocated to a new facility 0.5 miles (0.8 km) from the original office suite. Interestingly, this substantial expansion has been on the company’s radar for many years. In 2002, a new management team was established. One of the goals the team set during its first few months was to find a permanent location for HORN USA.
Large buildings in the light industrial zone are not commonplace in the immediate area of HORN USA, so it took a while to find the ideal opportunity. Finally, in 2016, 10.76 acres (43,544 square meters) with a 101,000-square-foot (9,383-square-meter) light in-dustrial building became available. In typical HORN fashion, the management team reviewed and evalu-ated the property and determined that because of its proximity to the existing plant, it provided the ideal solution to the next stage of expansion.
Chad KingOperations Manager
From the very beginning of my tenure with HORN USA I learned that what makes us different is the focus that we put on the customer’s needs and the loyalty reciprocated between the employees and HORN USA. Providing advanced, unique, and cost effective solutions for our customers and maintaining the knowledge required to do so is what has allowed HORN USA to flourish and grow over the years.
Our new building embodies both of these char-acteristics. The location of the building was chosen so we could maintain our current staff. The size and functionality of the building allows us to increase our output, expand our current capabilities, and gives us room for future growth so we can better serve our customers in North America. I am very excited about the future at HORN.
| AB
OUT U
S

2929
“Not only are we able to stay in the same general location, but it also allows us to keep all of our employees and maintain two-day delivery by UPS Ground to more than seventy percent of our customers,” Mr. Drape says. A modest administration area and warehouse areas were temporarily reconfigured and leased to smaller companies until HORN USA was prepared to undertake the much needed renovation to the facility.
In the third quarter of 2019, construction began to bring the facility to the standards expected of HORN USA. On top of the initial investment of $10,000,000 (EUR 8,798,000) for the land and existing structure, $16,000,000 (EUR 14,077,000) was di-rected toward building improvement and furnishings, along with $4,000,000 (EUR 3,519,000) in equipment. Nearly 400 people in all have been involved in the 14-month construction project.
Mr. Drape says, “The new HORN USA North American Head-quarter building is a state-of-the-art facility that provides us with the space and capabilities for at least 15 years of growth. It allows us to be a valuable contributor to the local economy and provides for HORN to have a full manufacturing position in North America for holders, grinding, and coating.” With the customer at the heart of all company development, providing the highest quality product and maintaining the best level of service and support has been the driving force for this move.
Advanced Training FacilitiesAccess to comprehensive training has been a long-standing key to the success of both HORN USA and its customers. The new facility offers substantially increased training capabilities. All
HORN USA Facts
Investment 26 Million Euro
Construction Time 14 Months
Total Area 118,403 sqft (11,000 m2)
Employees 120
John KollenbroichHead of Product Management
When I started with HORN USA over 20 years ago, I knew the products were world class and I was confident the company I was joining would be no different.
The new building has an exquisite and elegant design from the outside. The interior features and design show the employee is a top priority of the thought process. HORN is a company I am glad I joined, and I look forward to having many more years with them.
of the meeting and training rooms have been designed for flexibility beyond the classroom setting. These rooms are well suited for group training. Tables and seating can be rearranged to promote interactive learning, with screens easily viewable from any position in the room.
The training rooms have been set up to take full advan-tage of HORN Academy – an initiative of parent company Paul Horn GmbH, designed for both internal training and external training for distribution networks and end users. The internal training focuses mostly on applications or
| AB
OUT U
S
3030
Michelle WatsonHuman Resources Manager
In 2012 I started my job at HORN USA as their first Human Resources Manager. When I started, they told me they have been looking for property to build a new home for HORN USA. Here we are 8 years later with a new home to move into.
The new building is a perfect reflection of how HORN values their employee, customers, and vendors. The new building is state of the art.
even basic learning such as how to use Excel. External training is geared more towards tool usage, proper application, and choosing feeds and speeds.
The AV system allows live streaming of demo cuts and demonstrations of new product releases. Remote learning sessions allow live demonstrations to be viewed anywhere, broadcasted to any display device that can connect to the network. Demonstrations and training classes can be held live on site with as many as 240 people and can be shared via Zoom or any other meeting platform as well.
With an eye to the future, even before the impact of Covid-19, the company saw the need for strong remote training capabilities. Now, with the uncertainty of how face-to-face interaction may be affected moving forward, the new facilities help to alleviate any concerns. Mr. Drape explains, “We may never again get
Jim GarfieldRegional Sales Manager – Canada
Since 2010, I have been associated with HORN USA based in Canada. The HORN team is always professional, willing to share their knowledge.
I am extremely fortunate to be part of this HORN milestone. The new HORN facility will look like new building and function as the HORN USA office, what it really represents is a home. HORN USA is a family and it is fitting that a family move into a new home.
Jim GuyRegional Sales Manager – MW/NW
My career with HORN USA began 13 years ago. I came on board as an outside Applications/Sales Engineer.
I quickly realized that the culture here was different than the other companies I had worked for.
This had a different feel to it. It felt more like a family!
It felt as though I had a voice and could help grow and shape the future. Our new facility is nearing completion and we are ready for the future!
| AB
OUT U
S
31
George AshbyManufacturing Manager
HORN USA has always been a vision of greater things to come, growing and expanding to new heights. We began as a distribution center, to production, to gaining a reputation of precision quality and customer service. Our need grew for
more space. A vision of our building that will meet our exact requirements was has now become impeccably completed. We are very excited for what the next twenty years will bring.
to the level of customer visits that we have had in the past, but the need for effective training never goes away. The remote capabilities fill that void without missing a beat.”
Over a recent three-month span, HORN USA has held 40 online training sessions that have been attended by as many as 200 or more people at a time. Nearly 500 different attendees have already taken advantage of these training opportuni-ties. The company holds three training sessions each week in the building. Ex-ternal team members are also providing individualized training, either on site or remotely through the same platform that is used in house.
Always Forward ThinkingEven as HORN USA makes the move to its new facility, the company will continue to drive home the principles that have
helped it to prosper. First and foremost, it will serve the needs of its customers through top-notch training and support and the best quality products.
With the implementation of the new pro-duction area, once it reaches full capacity, HORN USA will be able to roughly triple the amount of product that it grinds in the U.S. It will also have the capability of in-house coating as well as toolholder manufacturing. The warehouse will have the capability to immediately ramp up to 350 picked line items per hour (from the existing full capacity of 175).
Even with 44,600 square feet (4,143 square meters) of production space, the facility holds an additional 27,000 square feet (2,508 square meters) for future growth in that area. The future is bright for this North American subsidiary, and it is prepared for the road ahead.
Mike CsizmarRegional Sales Manager – ME/NE
Joining HORN in 2003, when they were “just” a grooving company, I was told that this was “just” the beginning. That was an understatement.
The focus on providing engineered solutions to our customers and caring for the team members has proven to be a very successful formula. From a 7,000 sqft office suite in 1998, to this first class, state-of-the-art 110,000+ facility, we continue this philosophy and dedication to our customers and team.
| AB
OUT U
S
THE HORN GROUP EXPANDS INTER-NATIONALLY
ABOUT US
32
From now on, the same objectives that have been set by HORN for Germany and many other countries are to be pursued in Turkey: a technological edge for users coupled with sustainable customer rela-tionships. Every country is different and so HORN allows a lot of leeway at the regional level to accom-modate the local conditions that apply in each case. The new sales office is located in Istanbul and has an initial floor space of 450 m² (4,844 square feet). Bahadir Öge, one of the managing directors at HORN Turkey has the following to say: “The country offers excellent growth opportunities for our products. I am convinced that we will be able to achieve our medium and long-term aims, and that we will be able to consolidate our firm position as a technology leader in Turkey as well.”
Turkey covers an area of 783,562 km² (302,535 square miles) and had a population of approximately 83 mil-lion in 2019. Despite the fact that the machine sector has been in decline since 2019, the medium-term governmental outlook was positive. According to the
THE MOTTO HERE IS: “THINK GLOBALLY, ACT LOCALLY”.
Bahadir Öge, one of the managing directors of HORN Turkey.
| AB
OUT U
S
The HORN Group directly entered the Turkish market on 1st April 2020 by opening a sales company in the Republic of Turkey. Prior to that, the precision tools had been distributed from Tübingen via a trade partner based in the republic. To better unlock the potential of the Turkish market and accommodate the requirements of customers there, HORN decided that it should establish a presence of its own in the country in accordance with the motto “Think globally, act locally”.
33
VDMA (the German Mechanical Engineering Industry Association), real GDP was originally projected to grow annually by five per cent up to 2022. However, it remains unclear how this will be affected by the coronavirus crisis, not just in Turkey but across the global economy. Nevertheless, Öge remains confi-dent adding: “It is precisely at times like this that innovative tool solutions are required to improve and optimise machining processes in a purposeful way without having to invest in a new machine right away”.
| AB
OUT U
S
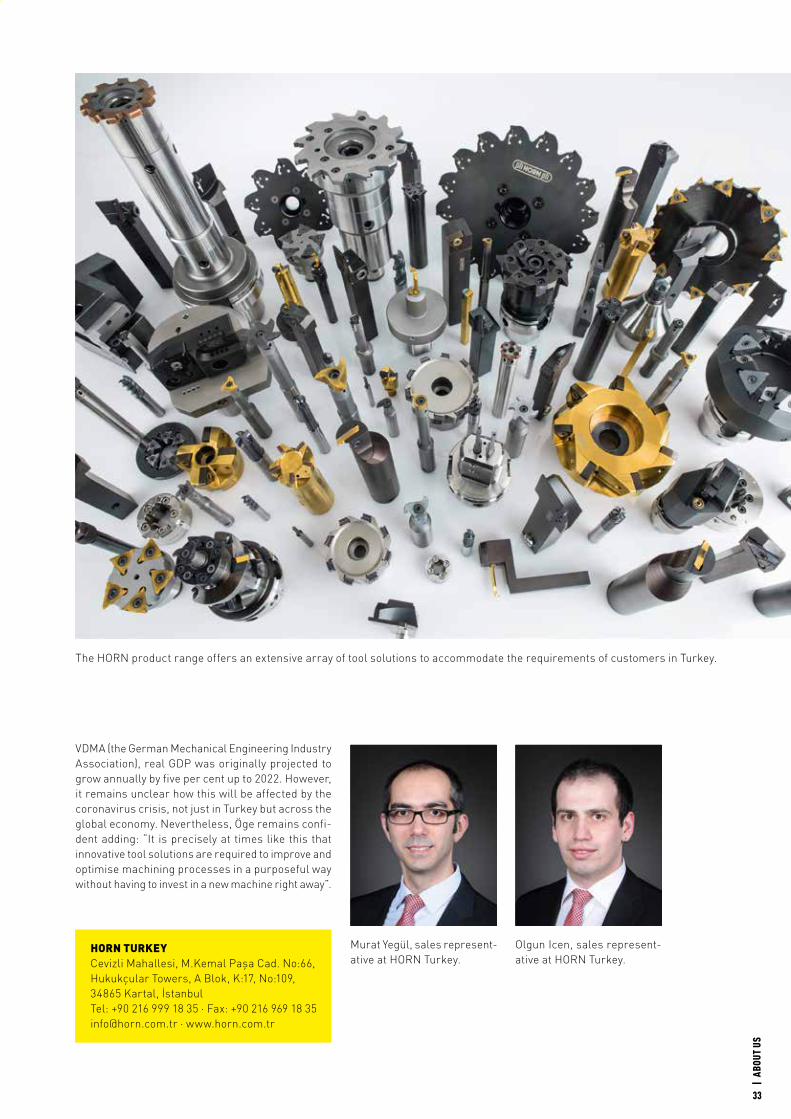
The HORN product range offers an extensive array of tool solutions to accommodate the requirements of customers in Turkey.
Murat Yegül, sales represent-ative at HORN Turkey.
Olgun Icen, sales represent-ative at HORN Turkey.
HORN TURKEYCevizli Mahallesi, M.Kemal Paşa Cad. No:66,Hukukçular Towers, A Blok, K:17, No:109,34865 Kartal, İstanbulTel: +90 216 999 18 35 · Fax: +90 216 969 18 [email protected] · www.horn.com.tr
QUICK-FIRE ROUND: MR WIEDENHÖFER ANSWERS OUR QUESTIONS ABOUT HORN HARTSTOFFE GMBH
ABOUT US
Mr Wiedenhöfer, what do you consider the strengths of Horn Hartstoffe GmbH to be?They mainly lie in the technical expertise that it has built up over decades in the manufacturing of carbide and cermet products. On top of that, the company possesses a breadth and depth of pro-duction know-how. In turn, this is all underpinned by our long-standing employees, who bring a wealth of experience to bear based on their many years
with us. Beginning with process-specific material preparation, this also encompasses tool design and toolmaking in our tool shop for the relevant shaping processes as well as the actual shaping itself, and extends all the way through to sintering and inspection.
What are the advantages of keeping the entire value chain in-house? Firstly, it means you can respond quickly to market
changes and demands, particularly as regards new products. Secondly, it enables you to adopt an integrated, coordinated approach when developing new products by allowing you to harness production know-how and feed it into the development process. In addition, it protects your know-how and keeps you independent of third parties.
What shaping processes do you use?Here at Horn Hartstoffe GmbH we use extrusion, green compact machining, isostatic/dry-bag press-ing (particularly for wear parts), injection moulding for complex shapes, and axial pressing with mul-ti-level tools and a multi-section die. As a result, all products can be manufactured using the optimum shaping process after taking account of financial and quality requirements.
What are the current issues and challenges?We are currently working on process chain optimi-sation to safeguard the high quality of our products, on expanding the sintering plant with additional pre-sintering and sintering furnaces, and on intro-ducing new production processes in our tool shop, e. g. carbide micromilling on five-axis machining centres. In addition, the next steps will be to convert
to and introduce new methods for measuring blanks with the aid of a multi-sensor meas-uring machine and to reduce the amount of development time required to introduce and switch over to other tools and new products.
What role does sustainability play at Horn Hartstoffe GmbH?The issue of sustainability has been a solid part of our company philosophy ever since we were founded in 1991. We use our raw materials responsibly, and recycle and recondition material within the value chain whenever the quality requirements allow for this. Our building is also operated energy efficiently, e. g. by using LED technology widely. We have ener-gy management certification and also use natural resources for ongoing building operations.
WE USE OUR RESOURCES RESPON-SIBLY.
Mr Walter Wiedenhöfer has been in charge of Horn Hartstoffe GmbH since December 2019 in his capacity as plant manager.
34
| AB
OUT U
S

35
| AB
OUT U
S
As for the hot topic of COVID-19, is it causing any bottlenecks? No – protective measures were implemented for em-ployees very early on, along with additional measures to keep the company functioning properly. These have proven successful and, for the time being, will remain in place until the end of 2020. Our ability to run the business has remained fully intact through-out. With a view to ensuring this, we increased our buffer stocks of raw materials, for example, so that we would be less at the mercy of the prevailing sit-uation. All measures were implemented very effec-tively by the staff, who were extremely disciplined in their approach.
When a new product is being developed, at what point do you get involved to ensure that it can be realised?We are involved right from the design phase in terms of the tool concept requirements. At this stage, we check what is possible and what is necessary at a production technology level. Sometimes, tests are also carried out to ensure feasibility.
In addition to tool blanks, you also produce wear parts and semi-finished products. What kinds of things does that involve? It is primarily a question of opening up a market beyond pure machining by offering additional new products and of harnessing synergies in the area of production know-how. Examples include carbide seals for the oil industry; die stamps; power tool and toolmaking applications; and semi-finished products in the form of round, square and flat car-bide rods (sintered and ground) or carbide blanks produced in accordance with customer drawings, to name but a few.
Paul Horn GmbH offers customers an additive contract manufacturing service. Does 3D printing also have a role to play in the case of carbide? We are increasingly receiving requests for inserts with functionally adapted properties, such as opti-mised fluid mechanics for targeted coolant supply, which – ultimately – can only be achieved with 3D printing. To this end, we are engaged in various R&D activities here in-house so that we can create the necessary techniques for the laser-based additive manufacturing of tungsten/cobalt products. As part of this, we consider the absence of cracks in, and
the density and homogeneity of, the material with a view to additively manufacturing near-net-shape products in the future. In connection with this, some highly significant developments can be observed on the market in terms of both materials and equip-ment. The technology is of particular interest when producing prototypes and small series.
What role does your internal tool shop play?Together with the process development department, the internal tool shop represents the strategic link between the R&D and production departments. This means that product ideas can be implemented promptly. It also allows us to respond very quickly to changes, production disruptions and the need for tool optimisation – all of which can sometimes arise unex-pectedly. Given that the tools for the various shaping processes have to exhibit extremely high levels of accuracy, i.e. tolerances of ± 1 µm (0.00004"), there are hardly any suppliers in existence on the market. For this reason, an in-house tool shop is absolute-ly vital. In parallel with this, a HORN-specific tool concept has also been established, which makes it much easier to turn the tools into reality. And, once again, it keeps us independent of third parties.
What are your aims for the future?My aims are to expand our axial pressing technology and capacity for manufacturing inserts with complex shapes and geometries and an integrated coolant supply, and to reduce the amount of development time required to get from the initial idea to the fin-ished product by relying on digitalised processes and an integrated database. Another key area that I will be focusing on is the expansion of the tool shop with the addition of new production processes and measurement facilities, including from the perspec-tive of “customer requirements/customer benefits”.
FROM THE INITIAL POWDER THROUGH TO THE FINISHED INSERT – ACHIEVING SUCCESS FROM INNER STRENGTH
ABOUT US
36
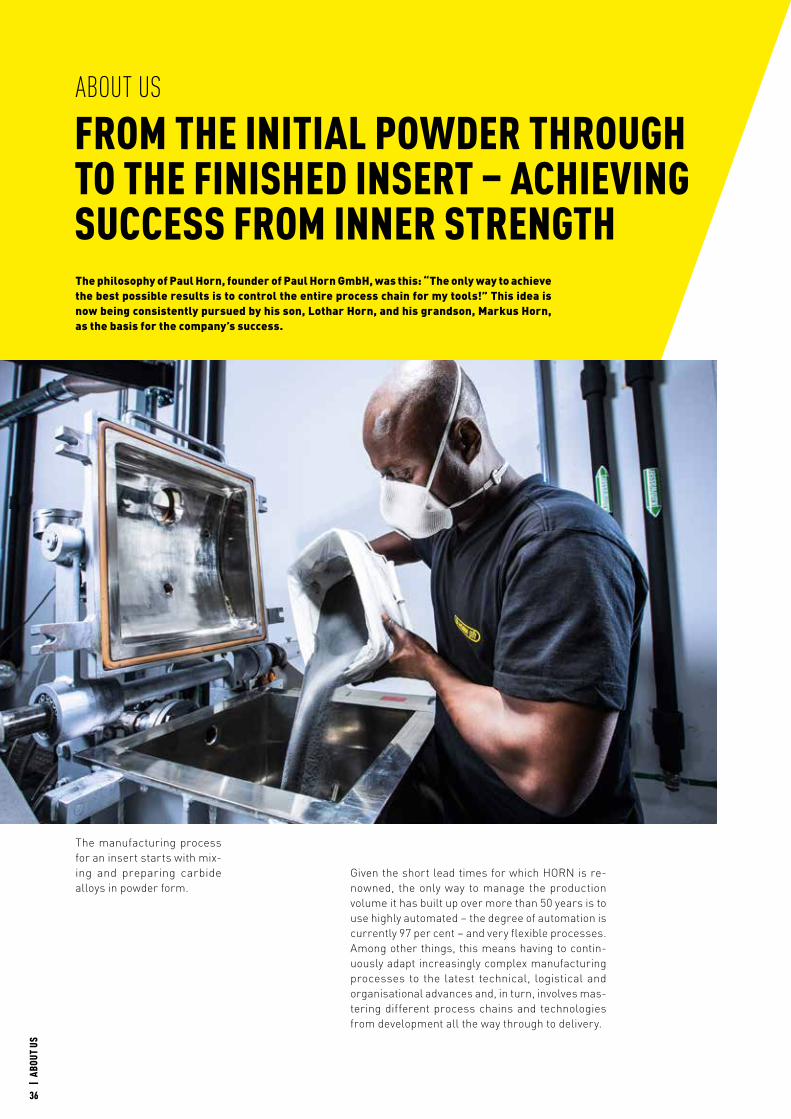
The philosophy of Paul Horn, founder of Paul Horn GmbH, was this: “The only way to achieve the best possible results is to control the entire process chain for my tools!” This idea is now being consistently pursued by his son, Lothar Horn, and his grandson, Markus Horn, as the basis for the company’s success.
Given the short lead times for which HORN is re-nowned, the only way to manage the production volume it has built up over more than 50 years is to use highly automated – the degree of automation is currently 97 per cent – and very flexible processes. Among other things, this means having to contin-uously adapt increasingly complex manufacturing processes to the latest technical, logistical and organisational advances and, in turn, involves mas-tering different process chains and technologies from development all the way through to delivery.
The manufacturing process for an insert starts with mix-ing and preparing carbide alloys in powder form.
| AB
OUT U
S

37
Horn Hartstoffe GmbHThe Horn Hartstoffe GmbH plant currently covers an area of 5,000 m² (53,820 square feet), of which 4,500 m² (48,438 square feet) is production space. With its various shaping processes, sintering equip-ment and powder preparation techniques, the com-pany’s carbide production represents the state of the art. Carbide production is structured according to material flow principles, with downstream processes organised in series.
Quality starts with toolmakingCost-efficient shaping processes require high-pre-cision injection moulding or pressing tools – quality products that are made by the in-house tool shop. In response to the increasing demands on car-bide production, capacity in this department has been updated accordingly, not only with regard to milling, eroding, surface and jig grinding but also in terms of other operating equipment. In the tool shop, the insert tool de-sign and chipbreaker geometry development processes run almost concurrently. Whenever a new idea is presented by the development department, the tool shop checks its feasibility.
From powder to green compactThe manufacturing process for an insert starts with mixing and preparing various substances – carbide
alloys in powder form, pressing aids and additives – to create mixtures that are ready for pressing. The carbide alloys are supplied in grain sizes of 0.6 (0.00002") to 6 µm (0.00024") and in batches with a weight of approx. 1,000 kg (2,205 lbs) for uniformity in the powder composition. Maximum precision is required during the weighing and dosing of important pressing aids and additives for subsequent shaping, as even slight differences (the pressing aids are weighed out with a tolerance of 0.01 g (0.00002 lbs)) can significantly change the final product. The mix-tures for pressing are then prepared for the various shaping processes in vertical carousel storage areas in accordance with the first-in/first-out principle.
Direct and indirect shaping processesA mixture for pressing is turned into inserts or tool shanks using direct and indirect shaping methods. Extrusion and isostatic presses are used for indirect shaping. The green compacts produced in this way are pre-sintered, then machined and final-sintered. In the case of direct shaping (axial pressing or injec-tion moulding), the only downstream processes are pre-sintering and then HIP (hot isostatic pressing) sintering.
Two ram extruders press the mixture to create extrusions whose cross-sections match those of Supermini tools or various rotating shanks. The extrusion, which is formed continuously, is automat-ically cut to a length corresponding to the support plate, transported for pre-sintering and then cut into sections appropriate for the tools before being profile-machined, cleaned and final-sintered.
In the case of isostatic pressing, the mixture is poured into a flexible bag, radially compacted at a pressure of around 2,000 bar with the help of a liquid and then shaped into a tool. A built-in set of scales enables the cylindrical pressure container to be filled automatically. This process produces round and oval cross-sections, with or without a bore, as well as
rotating shanks. At a pressure of around 2,000 bar, the pressing process for a rod measuring 500 mm (19.685") in length and 70 mm (2.756") in diameter takes around 90 seconds.
Since 2012, axial press systems (multi-level powder presses) have also been in use. The outstanding
Axial press systems make it possible to manufacture complex inserts extremely cost-effectively.
THE DEGREE OF AUTOMATION IS CURRENTLY 97 PER CENT.
| AB
OUT U
S

| AB
OUT U
S
38
design features of these systems are the servo-elec-tric drives for the upper and lower dies, as well as the hydraulic transverse press elements that act horizontally. They make it possible to manufacture complex inserts extremely cost-effectively. The automatic work process (which includes monitoring the weight of the fill quantity) is subject to process control to ensure that all parameters are monitored continuously.
Injection moulding of complex shapes Injection moulding supports a large number of de-grees of freedom – such as required for undercuts, free-form surfaces and a diverse range of chipbreak-ing geometries. Complex inserts of this kind are manufactured using injection moulding machines that feature automatic workpiece handling. The automation equipment, developed in cooperation with the HORN operating equipment manufacturing
department, removes the injection-moulded part from the machine and sets it down so that a laser can separate the sprue. HORN became the first tool manufacturer in the world to mass-produce indexa-ble inserts using an injection moulding process with high process reliability way back in 1992.
Pre-sintering and final sinteringAfter pressing or injection moulding, the green
compacts are still unstable and brittle. However, their consistency changes during the pre-sintering process thanks to the release of the pressing aids. This occurs at around 820°C (1,508°F) in a hydro-gen atmosphere. The parts, which have changed from green compacts to brown parts, can then be machined by grinding them with diamond tools. The pre-sintering and machining processes turn the green compact into a fully shaped brown part. This obtains its final strength by means of HIP sintering, a time-controlled and temperature-controlled heat treatment method. Sintering takes place at a tem-perature of between 1,300°C (2,372°F) and 1,500°C (2,732°F), depending on the carbide composition. Final sintering – the actual compacting process – is performed in a vacuum in a protective gas atmosphere in the sintering HIP furnace when the binding agent is in the liquid phase. This improves the microstructure of the carbide and the porous
brown parts turn into extremely strong and tough carbide inserts, whilst their volume is reduced by around 20 per cent.
Ongoing checks and in-process controlsEven though HORN utilises modern process technology and reliable working methods, every manufacturing step is still monitored, tested and checked. By employing compre-
hensive checks and the latest measuring and testing systems, our quality control measures ensure that the carbide blanks live up to the stringent require-ments placed on them. All sintered inserts are subject to 100 percent dimensional checks in fully automated measuring machines. They are then visually inspected for damage and deformations by specially trained employees. In our carbide labora-
SINTERING TURNS POROUS BROWN PARTS INTO EXTREMELY STRONG AND TOUGH CARBIDE INSERTS.
The sintering department at Horn Hartstoffe GmbH.

| AB
OUT U
S
39
tory, our employees test and monitor the physical and metallurgical properties of the carbides, from the starting material in powder form right through to the final-sintered carbide tool. Alongside materials analysis and testing and optimisation of the sintering process, batch-specific physical measurements are taken from samples and microscopic porosity and structure examinations are carried out.
Grinding machines with micrometre tolerancesHORN uses five-axis CNC machines of a bespoke configuration. These are converted and upgraded at our internal mechanical engineering department to suit our requirements. Upgrading a base machine to a high-tech machine essentially involves integrating additional functions for specific products – e.g. func-tions for measuring, dressing, clamping, positioning, turning and transporting – in a manner compatible with our automated grinding technology. Examples include standardised interfaces for mounting modu-lar assemblies and clamping equipment, a grinding wheel changer and an NC dividing head with a con-centricity of 1 µm (0.00004"). The ratio of standard
inserts to special inserts is roughly 50:50. More than 95 percent of inserts undergo grinding during pro-duction. Depending on the nature of the product and the requirements, accuracies of ± 1 µm (0.00004") have to be achieved in the course of this and/or the cutting edges have to be verified as fracture-free when magnified 200 times, such as in the case of the µ-Finish system. The grinding production area takes up the biggest amount of space and has the most machines of all the production facilities at HORN.
Self-regulating, cross-departmental order processing according to priorities The available production capacity levels are such that they de-mand an appropriately tailored environment and very fast order processing. To enable this to happen as effectively as possible with the small order quantities applicable to special inserts and tool holders, HORN developed something called the Green-line process. This is a company-wide, rapid order processing system that is self-regulating and requires minimal planning and administration. It means that production orders for insert batches of up to 50 never take more than three days to produce, and that – following other processes, including coating – the products are delivered within one week of the drawing having been approved by the customer. For tool holder production order sizes of up to five parts, the lead time is two weeks.
Coating department adds the final finishing touchesA coating of only a few thousandths of a millimetre in thickness can decisively influence tool wear along with all its associated effects on the machine, energy requirements, equipment and supplies. This is why HORN has been applying coatings for more than 30 years. For this, the company uses PVD sputter coating systems that have been specially tailored to HORN requirements.
The process of cathode sputtering generates topographically even surfaces in the micron range and enables the application of different coating materials. Between them, the nine systems (with coating capacities ranging from 1,400 to 6,000 inserts) are capable of applying all standard coatings – such as TiAIN, TiN
and TiAlCN – as well as coatings that have been developed in-house at HORN. Coatings are applied in the working chamber under vacuum. After plasma cleaning, the inserts are coated at around 480°C (896°F) with a carbide coat 1.5 µm (0.00004") to 10 µm (0.00039") thick, depending on the tool. This process lasts 7 to 14 hours, depending on the coating thickness. Once the process is complete, the thickness, adhesion, design, struc-ture and composition of the coating are tested and quantified using the latest procedures.
THE COATING IS THE FINAL FINISHING TOUCH FOR THE TOOL.
The journey from powder to insert shown here step by step.

40
THE MINI SYSTEM IN ACTION
| TH
E MIN
I SYS
TEM
IN A
CTIO
N
SPECIAL TOOLS FOR DIFFICULT RECESSES
“We have been relying on tools from Paul Horn GmbH for more than 30 years. The solution to our latest problem has once again reminded us of why”, explains Roland Burghart, who is in charge of turning at the Donaueschingen plant of SICK STEGMANN GmbH. The problem related to the creation of axial recesses in intricate sensor components made from titanium. HORN solved the task through a combination of measures, which included various special versions of its Mini system. Working in conjunction with HORN technical consultant Karl Schonhardt, the HORN designers devised a cut distribution for the difficult machining task. The quality requirements for the components are extremely demanding.
The workpieces are installed inside highly sensitive gas flow measurement sensors. At the heart of these measuring units lie the oscillating transducers. The sensors are used, for exam-ple, in gas pipelines, for measuring flare gas, for vapour flow measurement, as well as in biogas plants. Sensor technology from SICK is intended to protect people from accidents, avoid damage to the environment and supply accurate data. For this reason, the company demands a high standard of quality from its products. This starts with the individual parts and compo-nents. Tight tolerances, high surface quality and difficult to machine materials are all part of everyday life for the SICK employees working in the area of CNC manufacturing.
To ensure high corrosion resist-ance, the engineers from SICK selected the titanium alloy Ti 6Al-4V (Grade 5) for the transducers. This alloy accounts for approximately 50 per cent of worldwide demand for titanium. And that is because it offers a good bal-ance between high strength and low density. The mechanical properties of this titanium alloy are superior to those of pure titanium. One of the problems it poses during machining is that it has a tendency to work harden. When the friction becomes excessive due to the feed rate of the cutting edge being too low, work hardening of the material is induced. This shortens the life of the tools dramatically. When turning and milling titanium, it is vital to have sharp cutting edges, the right cutting parameters and the appropriate tool coating in order for the machining of this material to be productive.
THE TRANSDUCERS LIE AT THE HEART OF THE MEASURING UNITS.
A few members of the trans-ducer part family.

41
| TH
E MIN
I SYS
TEM
IN A
CTIO
N
For parting off, SICK relies on grooving systems from HORN.
Large part quantities require well- conceived tool solutions“The machining of titanium alloys no longer poses any major challenges for experienced machinists – when the ma-chining operations are straightforward”, says Schonhardt. However, in this case, the axial recesses and thread on the transducers called for an appropriate tool design and an intelligent machin-ing strategy. Burghart’s team produces various versions of the transducer in diameters ranging from 4 mm (0.157") to 12 mm (0.472"). “To accommodate different applications, we have several variants of the parts, all of which we produce here at the Donaueschingen plant. The members of the transducer part family are manufactured around the clock on a three-shift system. That is another reason why having a produc-tive tool system was so important to us”, explains Burghart.

| TH
E MIN
I SYS
TEM
IN A
CTIO
N
42
A 30-year partnership (from left to right): Production manager Markus Mucha with Roland Burghart (both from SICK) and Karl Schonhardt (HORN).
Special version of the Mini system“Based on our experience and many years of co-operation with Mr Schonhardt, HORN was always going to be the first port of call for this machining task”, affirms production manager Markus Mucha. To create the axial recesses, the HORN designers opted for the Mini 114 system. As well as being suit-able for numerous standard versions of the system, the blanks are also a good choice for grinding cus-tomised cutting edge profiles. Three different tools are used to create the profile for an axial recess. “Due to the recess contour, the very tight shape and geometric tolerances of the small workpiece, and the high surface quality to be achieved on the
face, a cut distribution proved necessary”, explains Schonhardt. From the time of the initial enquiry, it took around six months for the grooving process to be implemented for all variants of the part family. “The collaboration ran very smoothly. We initially started with three tools. These proved practical right away and produced very good sample prod-ucts. After that, we introduced the other variants”, comments Burghart.
The grooving process works as follows: The first tool cuts the first internal contour along the collar,
FROM THE TIME OF THE INITIAL EN-QUIRY, IT TOOK SIX MONTHS FOR THE PROCESS TO BE IMPLEMENTED.
leaving a finishing allowance on the face. The second tool copies the conical shape and inner diameter in two axes. The third cut is made – as a finishing op-eration – on the bottom face by tool number three. For this, the insert moves into the workpiece along two axes so that it can then machine the face by performing an axial motion. The face subsequently acts as a functional surface of the component and tight tolerances apply in respect of the surface qual-ity to be achieved. Further machining is carried out on the internal contour by producing an undercut for an internal thread on the outer diameter. HORN realised all machining operations with the Mini 114 grooving system. In terms of machines, SICK relies on the TRAUB TNL20 from INDEX.
The machine concept of the TRAUB TNL20 sliding/fixed headstock automatic lathe has been consist-ently aligned with the everyday requirements of users. For instance, the kinematics of the sliding headstock lathe allow productive machining to be carried out with two, three or four tools simulta-neously. The generously proportioned and verti-cally arranged work area ensures the necessary degrees of freedom and a high level of process reliability. The crucial gains in productivity with the sliding headstock automatic lathe are down to its excellent dynamics. The newly developed machine bed made of grey cast iron provides the basis for the machine’s superb vibration-damping properties. In addition, the rigidity and thermal sta-bility ensure a high standard of workpiece quality during both sliding and fixed headstock turning.
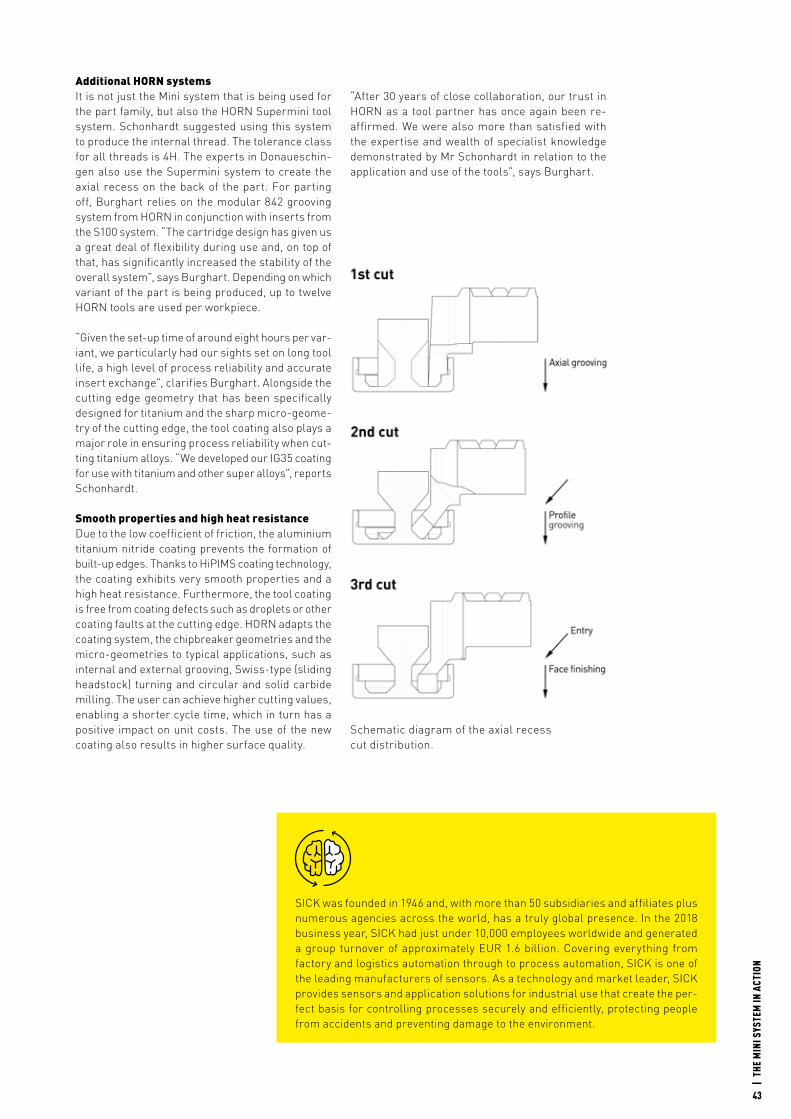
| TH
E MIN
I SYS
TEM
IN A
CTIO
N
43
Schematic diagram of the axial recess cut distribution.
Additional HORN systemsIt is not just the Mini system that is being used for the part family, but also the HORN Supermini tool system. Schonhardt suggested using this system to produce the internal thread. The tolerance class for all threads is 4H. The experts in Donaueschin-gen also use the Supermini system to create the axial recess on the back of the part. For parting off, Burghart relies on the modular 842 grooving system from HORN in conjunction with inserts from the S100 system. “The cartridge design has given us a great deal of flexibility during use and, on top of that, has significantly increased the stability of the overall system”, says Burghart. Depending on which variant of the part is being produced, up to twelve HORN tools are used per workpiece.
“Given the set-up time of around eight hours per var-iant, we particularly had our sights set on long tool life, a high level of process reliability and accurate insert exchange”, clarifies Burghart. Alongside the cutting edge geometry that has been specifically designed for titanium and the sharp micro-geome-try of the cutting edge, the tool coating also plays a major role in ensuring process reliability when cut-ting titanium alloys. “We developed our IG35 coating for use with titanium and other super alloys”, reports Schonhardt.
Smooth properties and high heat resistanceDue to the low coefficient of friction, the aluminium titanium nitride coating prevents the formation of built-up edges. Thanks to HiPIMS coating technology, the coating exhibits very smooth properties and a high heat resistance. Furthermore, the tool coating is free from coating defects such as droplets or other coating faults at the cutting edge. HORN adapts the coating system, the chipbreaker geometries and the micro-geometries to typical applications, such as internal and external grooving, Swiss-type (sliding headstock) turning and circular and solid carbide milling. The user can achieve higher cutting values, enabling a shorter cycle time, which in turn has a positive impact on unit costs. The use of the new coating also results in higher surface quality.
“After 30 years of close collaboration, our trust in HORN as a tool partner has once again been re-affirmed. We were also more than satisfied with the expertise and wealth of specialist knowledge demonstrated by Mr Schonhardt in relation to the application and use of the tools”, says Burghart.
SICK was founded in 1946 and, with more than 50 subsidiaries and affiliates plus numerous agencies across the world, has a truly global presence. In the 2018 business year, SICK had just under 10,000 employees worldwide and generated a group turnover of approximately EUR 1.6 billion. Covering everything from factory and logistics automation through to process automation, SICK is one of the leading manufacturers of sensors. As a technology and market leader, SICK provides sensors and application solutions for industrial use that create the per-fect basis for controlling processes securely and efficiently, protecting people from accidents and preventing damage to the environment.
DEUTSCHLAND, STAMMSITZ GERMANY, HEADQUARTERS—Hartmetall Werkzeugfabrik Paul Horn GmbHHorn-Straße 1D-72072 Tübingen
Tel +49 7071 / 70040Fax +49 7071 / 72893
Find your country: www.phorn.com/countries
world of tools 2/20
HORN