complete machining of gear blank and gear teeth
TRANSCRIPT

10FTM01
AGMA Technical Paper
Complete Machiningof Gear Blank andGear TeethBy Dr.-Ing. C. Kobialka,Gleason--Pfauter

Complete Machining of Gear Blank and Gear Teeth
Dr.-Ing. Claus Kobialka, Gleason--Pfauter
[The statements and opinions contained herein are those of the author and should not be construed as anofficial action or opinion of the American Gear Manufacturers Association.]
AbstractDemands for increased throughput, with smaller lot sizes at lower cost have led to the development of aninnovative approach to machining both: the gear bland and gear teeth on a single machine.
This paper will concentrate on the potentials and risks of combined process machines what are capable ofturning, hobbing, drilling, milling, chamfering and deburring of cylindrical gears. The samemachine conceptcan be used for singular operations of each manufacturing technology on the same design concept. Thisleads to reducedamountsof different spareparts, increasesachievableworkpiecequality andharmonizesonacommonuser friendliness. In theend theeconomical potential of combinedprocess technologyandavisionfor integrated heat treatment is shown.
Copyright 2010
American Gear Manufacturers Association500 Montgomery Street, Suite 350Alexandria, Virginia, 22314
October 2010
ISBN: 978--1--55589--976--9

3
Complete Machining of Gear Blank and Gear Teeth
Dr.-Ing. Claus Kobialka, Gleason--Pfauter
Introduction
Over the past years a large number of differentmachine tool builders have shown a tendency forcombination of different processes into onemachine [1]. The benefit and the limitations of sucha concept including gearing processes is character-ized by technical, commercial and local impacts.Increased flexibility and shortening down of leadtimes are the main driving factors of suchdevelopments.
Productivity in soft gearing processes
Due to increased flexibility requests on industrialserial production today batch sizes are decreasing[2]. In parallel the part complexity and the reques-ted workpiece quality is increasing. For meeting
both requests the process chain has to be analyzedfor shortening set up times (Figure 1).
In general the gear production of a forged or sawedblank part is characterizedby subsequentmanufac-turing processes like turning, milling and/or drilling,hobbing and in most applications a rotary chamfer-ing and deburring before heat treatment (Figure 2).Added by washing and marking operations asoptional operations there are at least 5 differentoperations in the green stage for dry machining ageared workpiece [3,4]. Due to wet cutting, thedemand on washing/cleaning and additional opera-tions there are existing up to 12 different operationsin gear manufacturing in today’s green stageproduction. The focus of process optimization wasin a first step the concentration on the 5 mostimportant process technologies like turning, milling,drilling, hobbing and chamfering/deburring.
Figure 1. Why combination technology?

4
Figure 2. Process chain in gearing
The so--called combination technology is based ona restructure of the existing process chain. In a firststep a common machine platform for all thisdifferent manufacturing technologies had to beidentified. This was realized by a L-formed mineralcast installation rack. Based on that a broad rangeof different subassembly components for continu-ous and interrupted cutting has to be added(Figure 3). In most cases the subassemblycomponent has tomeet divergent requests andwiththat come associated compromises. One examplefor that is the work piece drive. For turning a hightorque capacity in combination of highest rpm-
capability is state of the art. For gear operations, forexample, hobbing or shaping a high level ofcontinuous rotary movement is necessary. Formeeting both characteristics the torque capacity ofwell known turning spindles had to be reduced byfactor three. In parallel a universal interface fordifferent subassembly groups on the machine plat-form and installation basis had to be identified andto be realized. This standardization will ensure infuture that on the same platform additional manu-facturing technologies will be implemented or cansubstitute different configurations, based onapplications needed of technology enhancements.
Figure 3. What is combination technology?

5
As a result on that concept the total duration of aworkpiece that is remaining in different machines isreduced by the red marked idle times (Figure 4). Indaily production not all operations are optimized toone common time. In addition to that every opera-tions shows a smaller or larger stock or queue ofworkpieces in front of any machine, so that a largerthan necessary amount of workpiece material isstored in the production line. This is impactinglogistic efforts and costs as well as the workingcapital by the amount of workpiece material that isstored semi finished in the production line. Alongwith workpiece materials in different stages of theproduction lines, quality of the process has to beconsidered. This is due to thedifferent features andworkpiece clamping features change from turning
to gearing operations.
One additional aspect is the workpiece quality. Insubsequent operations the turned bearing seat isnot perfect adjusted to the gear due to a change inworkpiece clamping between turning and hobbingoperation.
As mentioned in Figure 1, a broad range of work-pieces is capable for combination technology. In theshown example a first focus is related to shaft typedgear production (see Figure 5). Due to the limitedno. of tool places on the turret a lengthening andcentering operation is requested before loading theshaft typed workpiece to a machine that is capablefor combination technology.
Figure 4. Benefits of multiple manufacturing in one clamping
Figure 5. Workpieces for combined process technologies

6
Based on that, external part geometries andfeatures can be manufactured.
Lengthening and centering of shaft typedworkpieces. For disk typed workpieces a corres-ponding driven tailstock with a special solution ofworkholding equipment is necessary.
Combination technology combines differentmanufacturing technologies into one numerical
control (Figure 6 and Figure 7). Due to the highnumber of operations and machine functions, themachinist has to have a high level of machine andprocess understanding. Turning is not hobbing,chamfering and deburring is not milling or drilling.This high request on experience and skill brings upthe question of the level of skill and the area ofmarket, where such a technology that will besuccessful installed.
Figure 6. Process Analysis for shaft typed workpiece
Figure 7. Process Analysis for disc typed workpiece
7
Based on individual skills the combination techno-logy is a high end request on a machinist s experi-ences and skills. Based on local documented skillsof production employees and an analysis of thatshows that combination technology will ensure pos-itive impacts to the higher salary areas of the world.In Asia-Pacific-region the labor costs for human re-sources and footprint of a machine will show signi-ficant benefit for well known, old structured processchains (see Table 1).
Table 1. Labor cost comparison
CountryLabor cost
per year per hourChina $1.70 $1.35
India 1.45 $1.15
West Europe $70.00 $55.55
Americas $65.00 $51.58
At the higher cost levels, like the situation in Europeand North America, the combination technologyshows beneficial characteristics.
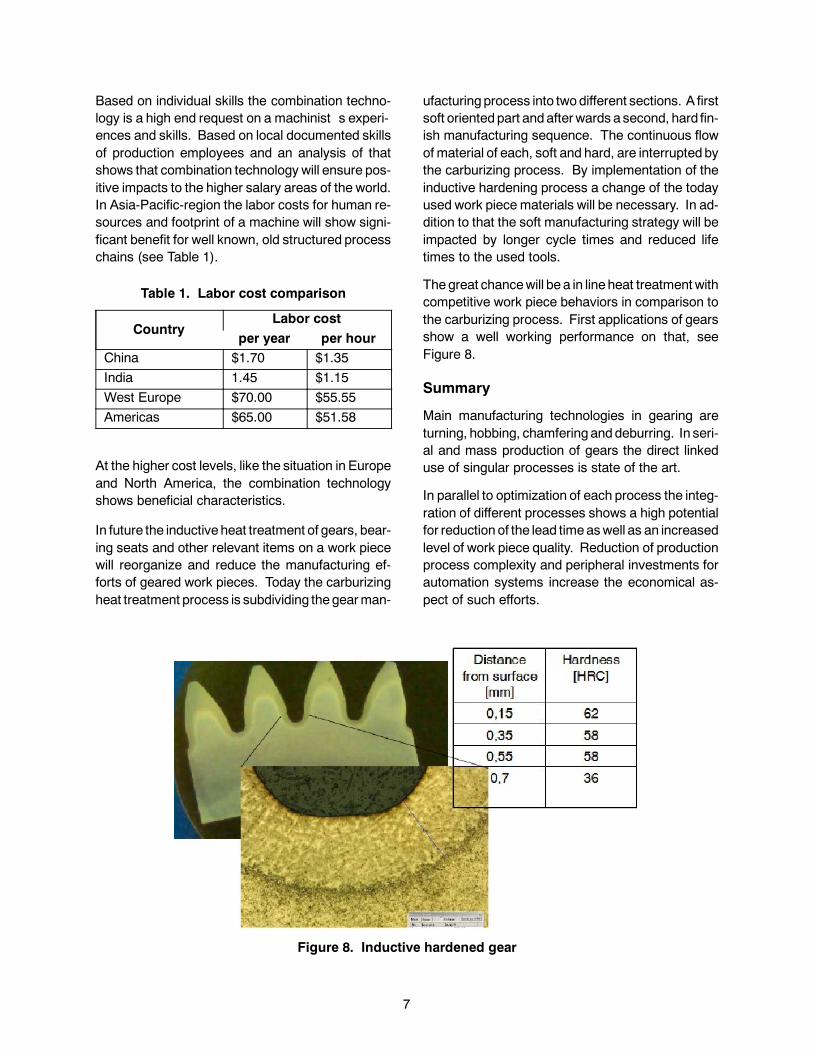
In future the inductive heat treatment of gears, bear-ing seats and other relevant items on a work piecewill reorganize and reduce the manufacturing ef-forts of geared work pieces. Today the carburizingheat treatment process is subdividing thegearman-
ufacturing process into twodifferent sections. A firstsoft orientedpart andafterwards a second, hard fin-ish manufacturing sequence. The continuous flowof material of each, soft and hard, are interruptedbythe carburizing process. By implementation of theinductive hardening process a change of the todayused work piece materials will be necessary. In ad-dition to that the soft manufacturing strategy will beimpacted by longer cycle times and reduced lifetimes to the used tools.
Thegreat chancewill be a in line heat treatment withcompetitive work piece behaviors in comparison tothe carburizing process. First applications of gearsshow a well working performance on that, seeFigure 8.
Summary
Main manufacturing technologies in gearing areturning, hobbing, chamfering anddeburring. In seri-al and mass production of gears the direct linkeduse of singular processes is state of the art.
In parallel to optimization of each process the integ-ration of different processes shows a high potentialfor reduction of the lead timeaswell as an increasedlevel of work piece quality. Reduction of productionprocess complexity and peripheral investments forautomation systems increase the economical as-pect of such efforts.
Figure 8. Inductive hardened gear

8
The discussion of local based human costs, the in-tegration of heat treatment and in final the possibilityfor inline inspection of gears ensures apossibility forhigh level gear production.
Final the complete machining of gear blank andgear teeth will impact manufacturing strategies infuture.
References
1. Statistisches Bundesamt/VDMA
2. Klaiber, M., “Maschinen- und Anlagenbau –Quo Vadis???” Lehrgang Praxis der Zahnrad-fertigung, Technische Akademie Esslingen,2009
3. Westkämper, Balve, Wiendahl, „Auftragsman-agement in wandlungsfähigen Un-ternehmensstrukturen“ PPS-Management,2008
4. Abele, N., “Wandlungsfähige Produktion-sprozesse”, Diskussionsforum, IWB, TUMünchen, 2008