portafolio de evidencias unidad 1
TRANSCRIPT
Instituto Tecnológico Superiorde Fresnillo.
Alumno:
Lucero Mireya García Ibarra.
Titular:
Ing. Blasa Ruedas Carrillo.
Tema:
Portafolio de evidencias.
Materia:
Administración del mantenimiento.
Carrera:
Ingeniería industrial
Grado/ grupo:
6to. Semetre .
Administración del mantenimiento.
Objetivo general del curso.
Comprender la evaluación y generalidades del sistemade departamento del mantenimiento en aplicartécnicas para administrar planes y programas deconservación de equipos e instalaciones con elobjeto de prevenir problemas y evitar fallos noplaneados en los procesos de producción de bienes yservicios para la mejora continua.
Temario:
Unidad I.
Introducción al mantenimiento industrial y generalidades,
1.1 concepto e importancia del departamento de mantenimiento industrial.
1.2 Principios de organización.1.3 Funciones y responsabilidades del departamento de
mantenimiento.1.4 Papel del mantenimiento industrial.
Unidad II.
Taxonomía de los tipos de mantenimiento y conservación industrial.
2.1. Concepto y aplicación de la conservación, preservación y mantenimiento con nueva tendencia.
2.2. Concepto de servicio de calidad.
2.3. Concepto y aplicación de mantenimiento preventivo y correctivo.
2.4. Mantenimiento y fiabilidad de los equipos.
Unidad III.
Planeación y programación del mantenimiento en las empresas.
3.1. Definición de administración y el proceso administrativo del mantenimiento industrial.
3.2. Planeación estratégica del mantenimiento industrial.
3.3. Determinación y propósito del periodo del mantenimiento.
3.4. Principios y métodos de programación (uso del PERT, CTM, GANT, REDES).
3.5. Determinación de costos de mantenimiento y reparación.
3.6. Presupuesto de mantenimiento.
Unidad IV
Sistemas de mantenimiento productivo total (MTP).
4.1. Definición del MPT.
4.2. Las seis grandes pérdidas.
4.3. Calcular la efectividad global del equipo.
4.4. Mantenimineto automático.
4.5. Reducción del tiempo de reparación maquinas y equipos.
4.6. Tendencia a la eliminación de almacenes de refacciones.
4.7. Control de existencias mínimas.
Unidad V.
Documentación del sistema de administración del mantenimiento.
5.1. Requisitos del mantenimiento de acuerdo a la norma ISO 90001 e ISO T5 16949.
5.2. La utilización del mantenimiento en una empresa.
5.6. Diseño de un sistema de mantenimiento en una empresa local.
Definición de mantenimiento.
Definición 1:
Es el conjunto de acciones que conserva en constante y perfecto estado las partes de un sistema operacional.
Definición 2:
Se entiende por mantenimiento la función empresarial a la que se le encomienda el control constante de las instalaciones , así como el conjunto de trabajo de reparación revisión, que son necesarios para garantizar el funcionamiento regular y el buen estado de conservación de las instalaciones productivas, serviciose instrumentos de los establecimientos.
Importancia del mantenimiento.La importancia que cada empresa le da al mantenimiento, depende delos fines y objetivos de la actividad a que se dedica.
PRINCIPIOS DE ORGANIZACIÓN.
a) Tipos de operación: el mantenimiento puede ser predominante en un área o campo, por ejemplo, edificios, maquinaria, tubería o equipo electrónico. Hasta el grado que predomine uno de estos campos, afectara el carácter del trabajo y la cantidad y tipo de supervisión.
b) Continuidad de las operaciones: las operaciones llevadas a cabo en 5 días, en un solo turno, contra operaciones de sietedías y de tres turnos, afectaran la magnitud de la fuerza de mantenimiento. Y la estructura de la organización de supervisión. La supervisión nocturna requiere coordinación total.
c) Situación geográfica: tipo de organización de mantenimiento más efectivo en una planta descentralizada.
d) Tamaño de la planta: afecta la cantidad de niveles de supervisión. Se pueden justificar muchas mas divisiones; en tanto que en una planta pequeña con frecuencia es necesario duplicar la responsabilidad de una sola persona.
Etapas de la organización.
Etapas de administración y confiabilidad de la fuerza de trabajo.
En una planta se ocuparan técnicos especializados y herramientas. En otra los técnicos especializados son escasos yse requerirá de un programa más amplio de adiestramiento o un programa más activo de sustitución de equipos.
Importancia del mantenimiento.
El costo del mantenimiento industrial, comprendidas las ramas dela construcción y actividades de servicio, es cada vez mayor.
Un buen servicio de conservación de instalaciones y equipos busca reducir al mínimo las suspensiones del trabajo, al mismo tiempo que hacer más eficaz el empleo de dichos elementos y de los recursos humanos, a efectos de conseguir los mejores resultados con el menor costo posible.
1.2. Principios de la organización delmantenimiento.
Se puede organizar:
Planificación, programación y control del mantenimiento.
Planificación: producir mayor cantidad al menor costo dentro de las normas de calidad del mercado. Este objetivo se logra por medio de una buena planificación y ejecución del mantenimiento.
Programación: el fin de la programación es mantener un balance desacuerdo entre la capacidad de trabajo y las labores por realizar.
Controlar: aumentar en importancia de acuerdo a la complejidad de la maquina y del equipo. Permite operar el programa al máximo de eficiencia posible dentro de las restricciones propias de cada empresa.
1.3. Funciones y responsabilidades des departamentode mantenimiento.
Las distintas actividades y funciones del departamento de mantenimiento deben encontrarse declaradas por escrito, ejemplos de algunas funciones son:
1. Seleccionar y adiestrar al personal calificado para que llevea cabo distintas redes y responsabilidades de la función, proporcionando reemplazos de trabajadores calificados.
2. Planear y programar el programa de mantenimiento.3. Disponer la relevación de maquinas de mantenimiento general,
como carros monta cargas, maquinas para el trabajo de producción para realizar las labores de mantenimiento.
4. Conservar, revisar y reparar maquinaria y equipos de producción, herramientas eléctricas portátiles y equipo para el manejo de materiales.
5. Conservar y reparar locales instalaciones, mobiliario equipo de oficina de cocina, de cocina y cafetería.
6. Instalar o restirar maquina de equipo, con miras de facilitarla producción.
7. Revisar las especificaciones estipuladas para la compra de nueva maquinaria, equipo y procesos, con objetos de asegurar que esté de acuerdo con las órdenes que se residen en mantenimiento.
8. Escoger y promover la publicación, en los plazos requeridos de los lubricantes necesarios para maquinaria y equipo.
9. Iniciar y sostener los programas de conservación para la adecuada utilización de aceites y grasas lubricantes, y de aceite de lubricación para desgastes.
10. Proporcionar servicio de limpieza en toda la fabrica.11. Proporcionar servicio de aseo del piso y sanitarios.12. Juntar seleccionar y deshacerse de desperdicios,
combustibles, metales y material que puede volverse a utilizar.
13. Preparar estadísticas.14. Solicitar herramientas, accesorios y piezas especiales
de repuesto para maquinas.
15. Preparar solicitudes de piezas de conserva para maquinaria y equipo.
16. Cerciorarse de que los inventarios de piezas de reserva y accesorios sean conservados en u nivel optimo.
17. Conservar en buen estado los dispositivos de seguridad ycuidar que se observen las normas de seguridad para calderas hornos y similares.
1.4. Papel del mantenimiento en lafábrica.
Hay algunos aspectos importantes de la organización general que afecta el papel del mantenimiento. Como son los cuatro siguientes:
1. Clase de fábricas.2. Clase de servicios.3. Clases de equipo.4. Clase de conocimiento.
Clase de fábrica.
Tipo básico: son locales de material comunes como hormigón, pisos. Decorativos, cuentan con calefacción y aire acondicionado, albergan cosas delicadas como cortinas y alfombras.
Tipo complejo: son proyectadas para albergar manufacturas o el equipo necesario para fabricar un producto como: jabones y cervecería, ocupan ollas especiales, tubería intrincada y sistemas de bombeo.
La responsabilidad del departamento de mantenimiento.
Es muy grande, pues se hace necesario hacer adaptaciones y además se ocupa: tipo multifabrica: hay fabricas pertenecientes a la misma fábrica que se dedican a procesar diferentes productos, el papel del mantenimiento, se determina por el gradode complejidad e importancia que le dé a cada producto.
Clase de servicios.
Servicios básicos:
Ejemplos: energía eléctrica, agua, gas.
Servicios complejos: eliminación de interferencias, abatir humo,disminuir esparcimiento de fondos.
Servicios especiales: instalaciones de tubería, conductora de petróleo, gas, así como eliminar desechos venenosos.
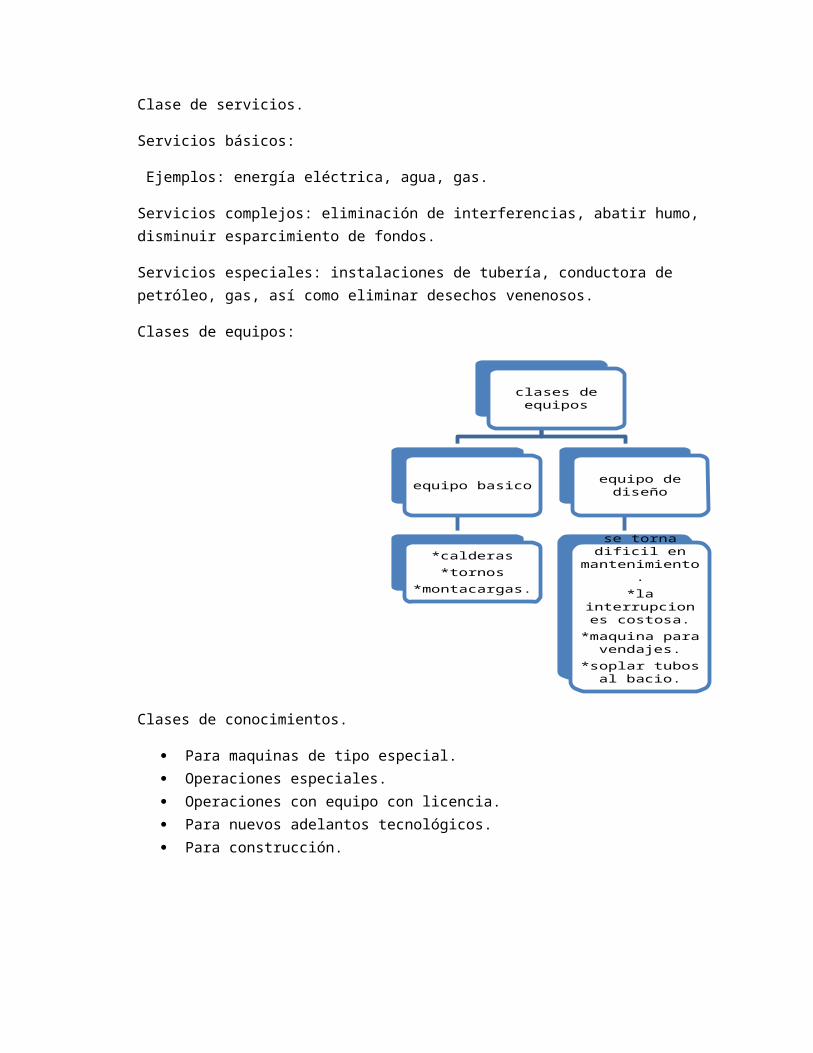
Clases de equipos:
Clases de conocimientos.
Para maquinas de tipo especial. Operaciones especiales. Operaciones con equipo con licencia. Para nuevos adelantos tecnológicos. Para construcción.
clases de equipos
equipo basico
*calderas*tornos
*montacargas.
equipo de diseño
se torna dificil en
mantenimiento.
*la interrupcion es costosa.
*maquina para vendajes.
*soplar tubos al bacio.

Unidad II
CONCEPTOS DE APLICACIÓN DE LA CONSERVACIÓN,PRESERVACIÓN Y MANTENIMIENTO COMO UNA NUEVATENDENCIA.
CONSERVACIÓN.
Un concepto similar al que existe en ecología, para laconservación de los recursos biológicos, debe aplicarse en laindustria para la conservación de los recursos físicos. Por loregular la idea que tenemos de la conservación es la de guardarcuidadosamente, o ser avaro, con un recurso; sin embargo, nadaesta más alejado de la realidad, ya que la conservación tarta deobtener la protección del recurso y, al mismo tiempo localidaddeseada del servicio que proporciona este.
Es por ello que los dos objetivos generales de la conservaciónson:
1. Mantener la calidad y cantidad de servicios que entrega unrecurso o sistema de recursos, dentro de los parámetrosesperados, durante su tiempo programado de funcionamiento.
2. Preservar dentro de los límites económicos establecidos elcosto de vida (LCC) de los recursos de la empresa.
PRESERVACION
El funcionamiento normal d cualquier sistema, maquina o equipotiende a determinar más su estado físico. Para que estos lleguen acumplir su tiempo de vida útil, es necesario pensar cuidadosamentecomo debe uno protegerlos, por ejemplo:
“si se trata de un grupo electrónico veremos que, entre cosas,necesita lubricación para disminuir el degaste, limpieza paraevitar daños debido al polvo y cambio de escobillas, baleos etc.Para esto debemos analizar cualquier recurso que deseamos protegery planear con cuidado los trabajo que realizaremos (a esta labor
se le llama preservación y está dirigida exclusivamente al recursoy no al servicio que este ofrece).
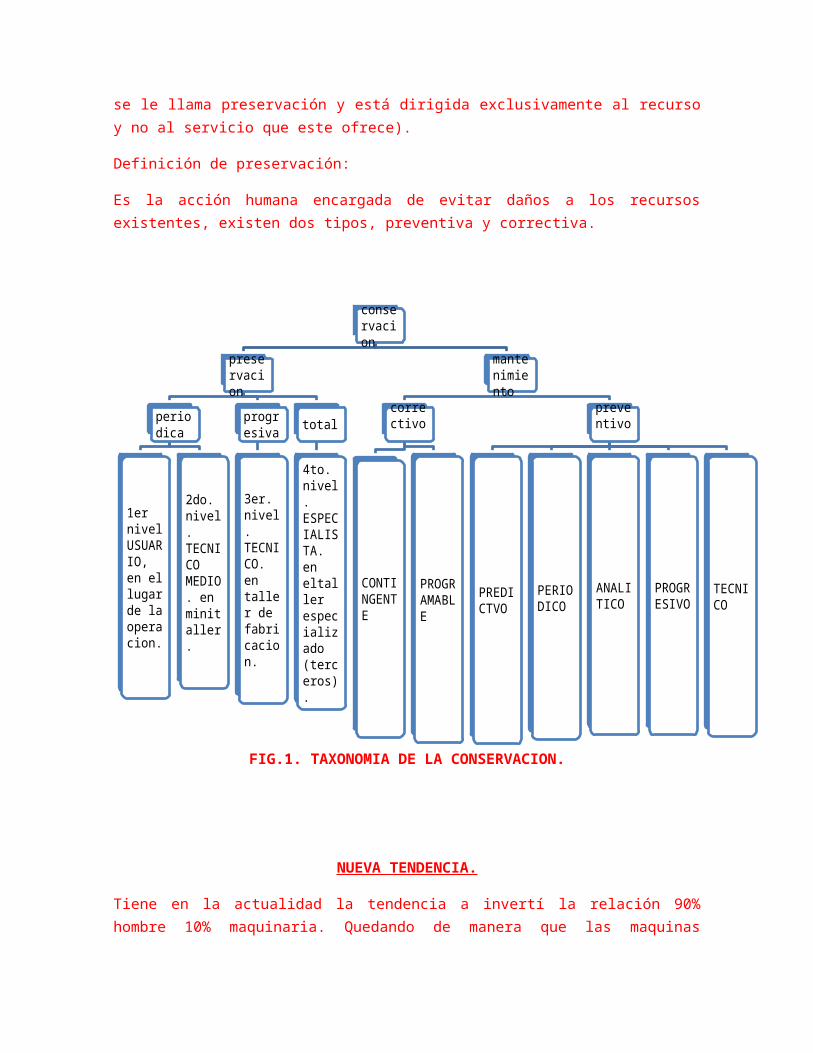
Definición de preservación:
Es la acción humana encargada de evitar daños a los recursosexistentes, existen dos tipos, preventiva y correctiva.
FIG.1. TAXONOMIA DE LA CONSERVACION.
NUEVA TENDENCIA.
Tiene en la actualidad la tendencia a invertí la relación 90%hombre 10% maquinaria. Quedando de manera que las maquinas
conservacion
preservacion
periodica
1er nivel USUARIO, en el lugar de la operacion.
2do. nivel. TECNICO MEDIO. en minitaller.
progresiva
3er. nivel. TECNICO. en taller de fabricacion.
total
4to. nivel. ESPECIALISTA. en eltaller especializado (terceros).
mantenimiento
correctivo
CONTINGENTE
PROGRAMABLE
preventivo
PREDICTVO
PERIODICO
ANALITICO
PROGRESIVO
TECNICO
intervienen en más o menos 90% y el resto lo realiza de mano deobra.
Obliga a la empresa moderna a basar sus utilidades en laeficiencia de la conservación de sus recursos, por lo que, lasempresas que elaboran productos similares con maquinas yprocedimientos similares, la que obtiene mejores resultados encalidad y precio de sus productos es aquella que ha logradoestablecer un eficaz sistema de conservación.
Bajo el enfoque moderno, el personal de conservación tienenecesidad de poseer, profundas y especializados conocimientos y nosolo debe dominar su técnica sino también la administración deesta, ya que con el tiempo puede llegar a dirigir esta funcióndesde altos niveles empresariales.
TAXONOMIA DE LOS TIPOS DE MANTENIMINETO YCONSERVACION INDUSTRIAL.
Tipos de mantenimiento.MANTENIMIENTO PREVENTIVO.
Este mantenimiento pretende reducir la reparación bajo una rutinade inspecciones periódicas y la renovación de los elementosdañados. Surge de la necesidad de reducir el correctivo y todo loque presenta.
Características del mantenimiento preventivo.1. Básicamente consiste en programar revisiones de los equipos,
apoyándose en el conocimiento de la maquina, en base a laexperiencia y los históricos obtenidos de las mismas.
2. Se hace un plan de mantenimiento para cada máquina, donde serealizaran las acciones necesarias, como engrasar, limpiezaetc.
Ventajas.1. Ayuda en gran medida a controlar la maquinaria
instalaciones.2. Contribuye a un correcto sistema de calidad y a la mejora.
3. Disminuye el correctivo y aumenta la productividad.4. Disminuye costo.5. Se concreta el mejor momento para realizar pagos de
instalaciones con producción.6. Un plan para cada máquina (no es el mismo uso de cada
máquina). Desventajas.1. Representa una inversión inicial en infraestructura y mano de
obra.2. Desarrollo de planes de mantenimiento se debe realzar por
técnicos especializados.3. Si no se hace un correctivo análisis de nivel de
mantenimiento preventivo, se puede sobrecargar el costo demantenimiento. Sin mejoras substanciales en ladisponibilidad.
4. Los trabajadores rutinarios cuando se prolongan en tiempo,producen falta de motivación en el personal.
MANTENIMIENTO CORRECTIVO.
Definición: es aquel que se ocupa de la reparación una vez que seha producido la falla, y el paro súbito de la maquinaria oinstalación.
Dentro de este tipo de mantenimiento podemos encontrar dosenfoques:
1) Mantenimiento paliativo o de campo (de arregle): este seencarga de la reposición del funcionamiento aunque no puedeeliminar la fuente que provoco la falla. De manerasimplificada se define como, la corrección de averías, confallas cuando se presenten.
2) Mantenimiento curativo (de reparación): se encarga de lareparación propiamente pero eliminando las causas que hanproducido la falla.
Características:
1. La principal función consiste en disminuir el correctivohasta el nivel óptimo de rentabilidad para la empresa.
2. El correctivo no se puede eliminar en su totalidad. Esimportante tener en cuenta que en algunas maquinas oinstalaciones el correctivo será el más rentable.
Ventajas:1. No se requiere inversiones en equipos y software de
mantenimiento.2. Se aprovecha totalmente de la vida útil de la pieza.3. No se necesita infraestructura excesiva, u grupo de operarios
competentes será suficiente, por lo tanto el costo de mano deobra será mínimo.
4. Es rentable en equipos que no intervienen de manerainstantánea en la producción, donde la implementación de otrosistema resultaría para economía.
Desventajas:1. Se producen paradas y daños sorpresivos, que afectan la
producción.2. Se produce una baja calidad en las reparaciones debido a la
rapidez en la intervención y la privacidad de reponer antesde reparar definitivamente.
MANTENIMIENTO PREDICTIVO.
Consiste en: análisis determinar el número de equipos objetivo,estudiar sus características fundamentales y modos potencialesde fallo. Normalización, traducir los modos de fallo aparámetros predictivos de supervisión y asignarles los limitesde aceptación o alarmas correspondientes. Sistematización,establece las pautas de comportamiento de la organización en laeventualidad de que un parámetro supere su valor de alarma;confirmación del diagnostico evaluación, acción.
Ventajas:1. De más continuidad en la operación. Puesto a que si en la
primera revisión se detecta algún cambio necesario, se
programa otra pequeña pausa para instalarlo, se puedemantener una continuidad entre revisiones
2. Más confiabilidad. Al utilizar aparatos y personalcalificado, los resultados deben de ser más exactos.
3. Requiere menos personal. Esto genera una disminución en elcosto de personal y en los procesos de contratación.
4. Los repuestos duran más. Como las revisiones son en base aresultados, y no a percepción, se busca que los repuestosduren exactamente el tiempo que debe de ser.
Desventajas:1. Siempre que hay un daño, necesita programación. Si el dueño
le urge que se repare, es posible que tenga que esperar hastala fecha que se defina como segunda revisión, por lo que lasurgencias deben darse mediante programaciones.
2. Requiere equipos especiales y costosos. Al buscarse medirtodo con precisión, los equipos y aparatos suelen ser de altocosto, por lo que necesitan buscarse las mejores opcionespara adquirirse.
3. Es importante contar con personal mas calificado. Aunque yamencionamos que el personal es menor, este debe contar conconocimiento más calificados; lo que eleva a su vez el costoy quizá, dependiendo el área, disminuyan las opciones.
4. Costosa su implementación. Por lo mismo de manejarse medianteprogramaciones de trabajo, si se unen los costos de todas lasveces que se paró la maquina y se reviso por cuestiones quese identificaron la primera vez, el costo esconsiderablemente alto.
SERVICIO DE CALIDAD.Calidad: solo puede definirse en función del sujeto y es el quejuzga la misma calidad.
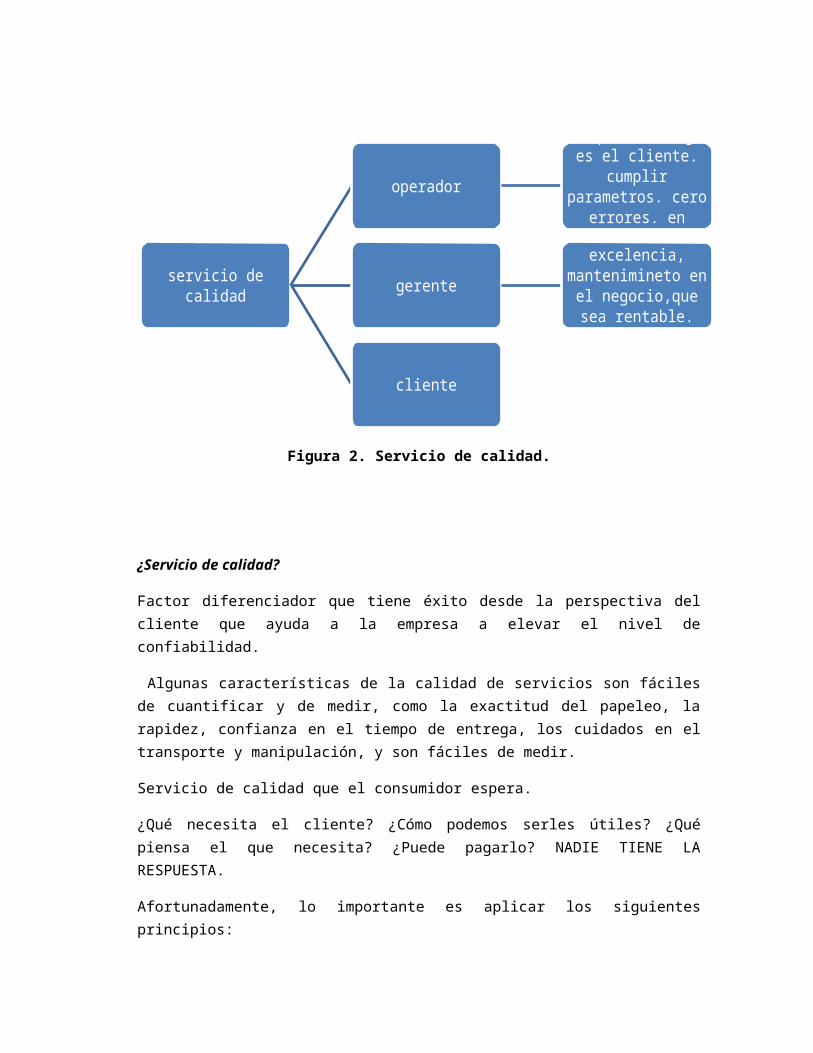
Figura 2. Servicio de calidad.
¿Servicio de calidad?
Factor diferenciador que tiene éxito desde la perspectiva delcliente que ayuda a la empresa a elevar el nivel deconfiabilidad.
Algunas características de la calidad de servicios son fácilesde cuantificar y de medir, como la exactitud del papeleo, larapidez, confianza en el tiempo de entrega, los cuidados en eltransporte y manipulación, y son fáciles de medir.
Servicio de calidad que el consumidor espera.
¿Qué necesita el cliente? ¿Cómo podemos serles útiles? ¿Quépiensa el que necesita? ¿Puede pagarlo? NADIE TIENE LARESPUESTA.
Afortunadamente, lo importante es aplicar los siguientesprincipios:
servicio de calidad
operador
el proceso sig. es el cliente.
cumplir parametros. cero
errores. en tiempo.
gerenteexcelencia,
mantenimineto en el negocio,que sea rentable.
cliente
1. Comprender las necesidades y deseos del consumidor, paraproporcionarle una vida mejor en el futuro.
2. Nadie puede adivinar las perdidas futuras debidas a uncliente insatisfecho. El costo de un producto defectuoso enla línea, es decir de estimar, pero el costo de un artículodefectuoso que llega a un cliente desafía las medidas. Poreso es importante poner atención en la fabricación.
Enlace directo con la calidad de los productos, el equipo con unbuen mantenimiento produce menos desperdicios, que el equipo conmantenimiento deficiente y 99% de piezas dentro de lastolerancias.
En términos generales un proceso fuera de control genera productosdefectuosos aumenta costos de producción, ahí menor rentabilidad ypone en peligro la súper vi vivencia de la organización.
Como conclusión la importancia del control de la calidad delmantenimiento se basa en que asegura reparaciones de alta calidad,estándares exactos máxima disponibilidad extensión del ciclo devida del equipo y tazas eficientes de producción y por ende unproducto en buenas condiciones para así satisfacer las exigenciasdel cliente.
Ejercicios para analizar los tipos de mantenimiento preventivo ycorrectivo.
INVERSOR
1. Usted observa que en la sala de fuerza de su centraltelefónica uno de los inversores ha dejado de funcionar porlo que el de reserva se está haciendo cargo de atender lademanda de energía. Usted procede a arreglar el inversordescompuesto y después de unas horas lo vuelve a poner enservicio y ahora el de reserva queda debidamente programadopara entrar en cualquier otra contingencia. Usted hizo untrabajo de mantenimiento _________correctivo______________¿Por qué ?__se repara cuando ya sufrió la falla, había uno de
repuesto y se cambia, no se predijo nada hasta que fallo_____.
TARJETA MALA.2. Atendiendo usted una central telefónica, observa que un
procesador regional ha dejado de funcionar, por lo que ustedprocede a revisarlo y encuentra una tarjeta mala, hace elcambio de esta y comprueba que el procesador quedofuncionando bien, de inmediato procede a enviar la tarjetamala al laboratorio para su arreglo. Como cataloga usted eltrabajo que le hará el mencionado laboratorio a la tarjetadañada, como de mantenimiento _____correctivo_____ ¿Por qué ?____se cambia hasta que falla la tarjeta y es porque se mandaa arreglar al laboratorio_____.
Unidad III.
Planeación y programación delmantenimiento en las empresas.
La actividad más importante que existe para el hombre es la deadministrar racionalmente los recursos existentes para conseguiruna revolución humana adecuada que permita guiarnos correctamentehacia nuestro destino.
Administrar racionalmente: es la creación de empresas que seanverdaderas fuentes de atención de las necesidades humanas, en lasque el hombre encuentre los satis factores psicológicos y físicosnecesarios para vivir en armonía.
Recursos de una empresa.
Proceso administrativo. PLANEACIÓN. ORGANIZACIÓN. INTEGRACIÓN. EJECUCIÓN CONTROL.
PLANEACIÓN: definición de Agustín Reyes Ponce:”la planeacióncosiste en fijar el curso concreto de acción que ha de seguirse,estableciendo los principios que habrán de orientarlo, lasecuencia de operaciones para realizarlo y la determinación deltiempo y número necesario para su realización”.
La planeación es una toma de decisiones constante que involucra losiguiente:
hobres ----------------humanos
maquinas-----------dinero --------------fisicos.productos ---------materiales----------
metodos--------------------tecnicos.
PLANEACIÓN.
OBJETIVOS: el objetivo orienta los esfuerzos del dirigente yaclara el panorama, facilitando la previsión de las acciones quehay que tomar para conseguirlo.
Ejemplo de objetivos:
Reducir en un 5% los accidentes de trabajo para fines del mes dejunio próximo.
Aumentar la producción anual en un 7% con respecto al añoanterior.
Políticas.Estas son normas que orientan las acciones gerenciales y quepueden ser escritas, verbales o simplemente sobreentendidas; su
OBJETIVOS POLITICAS PROCEDIMINETOS
PROGRAMAS PRESUPUESTO.
importancia está en la orientación a la orientación para lograr elobjetivo.
Ejemplo: todas las ventas se realicen de riguroso contad. Nodebe trabajarse tiempo extra, el incremento de la producción debelograrse en base a simplificación de métodos, incentivos o aumentode personal.
Procedimientos.El procedimiento es una serie de labores interrelacionadascronológicamente que constituyen la forma de efectuar un trabajo.
Ejemplo: puede ser el diagrama de proceso del ensamble decualquier pieza.
Programas.Son listas o graficas que muestran claramente lainterrelación de los recursos humanos, físicos y técnicos,enlazados con el tiempo.
Ejemplo: Diagrama Gantt (presentar el programa de 5”s”).
Sábado, 12 de Abril del 2014
Presupuesto.En este momento podemos actuar según lo planeado.
Los presupuestos se elaboran con base en los programasresultantes de la planeación expresados en unidadesmonetarias.
Ejemplo:
Presupuesto de gastos, etc.
Organización.Organizar es estructurar, dar formas e interrelacionar laspartes de algo previamente planeado.
PUESTOS. HOMBRES AUTORIDAD.
PUESTOS. Aquí es necesario analizar las necesidades delabores, el grado de habilidad, esfuerzo, responsabilidad ycondiciones de trabajo.
Ejemplo:
Descripción genérica del puesto. Hace las pruebas derecepción y entrega de los transformadores recibidos yarreglados por el taller, calculando, en caso necesario, losbobinados por reponer y dirigiendo la labor de 6 a 8 obrerosdedicados al bobinado.
Introducción: requiere preparación mínima de secundaria ytécnico electricista, etc.
Hombres: se procede a describir de la persona más adecuadapara ocuparlo, pues debemos analizar cuales atributos humanosson positivos y cuales negativos para el puesto.
Autoridad: llamamos autoridad a la facultad de conseguir laacción de terceros. La cual está formada por:
Autoridad formal. La queda la empresa. Autoridad informal (carisma). La que dan los
subordinados. Autoridad técnica. La que dan los conocimientos.
Responsabilidad.
Llamamos responsabilidad a la obligación que tiene unapersona de responder ante sus superiores por a su actuacióndurante el desempeño de sus labores.
Integración.Consiste en ocupar cada puesto de trabajo, con el recursohumano verdaderamente calificad, a través de la:
Selección. Inducción. Adiestramiento. Desarrollo.
Ejecución.Se propone alcanzar los objetivos establecidos en laplaneación y estructurados por la organización.
Control.Medir los resultados.
Comparar: medir resultados y compararlos con las normasestablecidas.
Analizar. Variaciones importantes y ver si es necesariorevisar procedimientos o métodos.
Corregir. Diagnosticar después de haber analizado paraproceder a corregir el defecto o eliminar la causa.
EJECUCIONmotivar (piramide Maslow)
dirigir, ordenes, instrucciones o reglas
Coordinar
Indicadores de control.De carga de trabajo:
Trabajos programados, en espera de ser asignados, enprocesos, rezagados, interrumpidos, terminados y requisitos.
De planeación:
Porcentaje de trabajos ejecutados entre trabajos programados.
De productividad.
Indicadores como, eficiencia, disponibilidad de equipos,nivel de conservación.
De costo.
Relación que existe entre los costos de conservación deinstalaciones, de equipos, reposición de equipos, reposiciónde equipos, cumplimiento de presupuesto.
TAREA: INVESTIGAR LAS FORMULAS DEINDICADORES DE PLANEACION, DEEFICIENCIA Y DE COSTO. INVESTIGAR YTRAER EL FORMATO DE UNA ORDEN DEMANTENIMIENTO DE MANTTO.
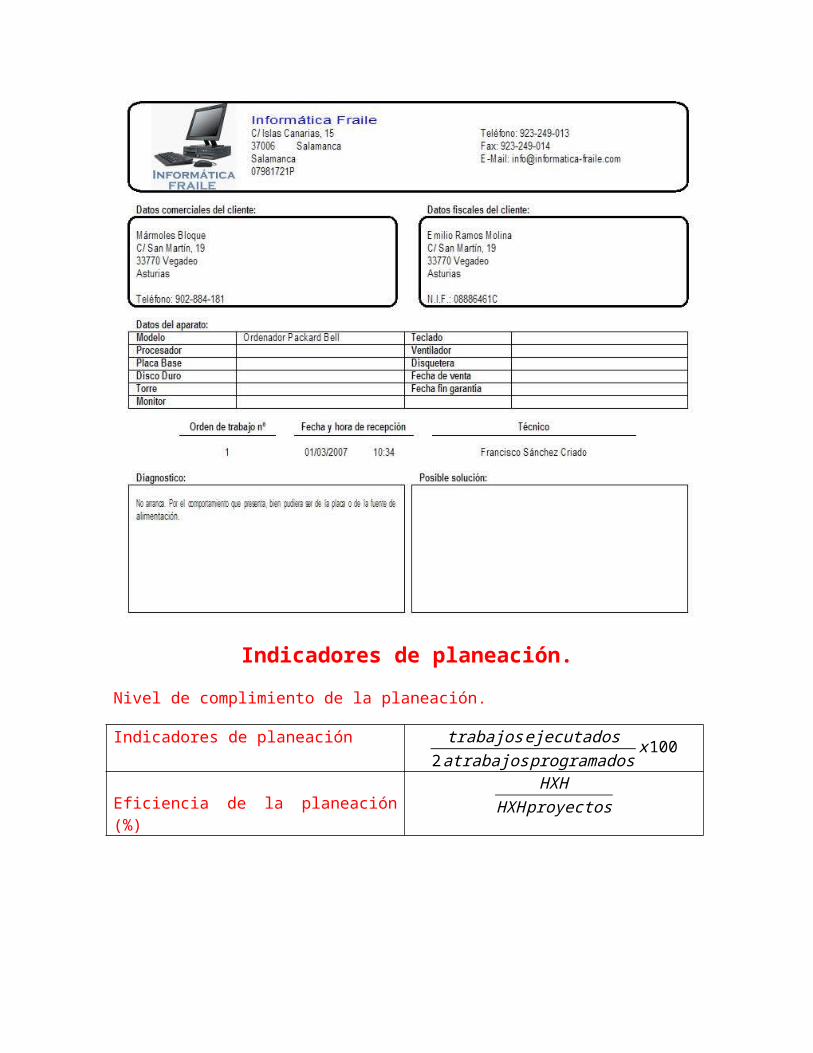
Indicadores de planeación.Nivel de complimiento de la planeación.
Indicadores de planeación trabajosejecutados2atrabajosprogramados
x100
Eficiencia de la planeación(%)
HXHHXHproyectos
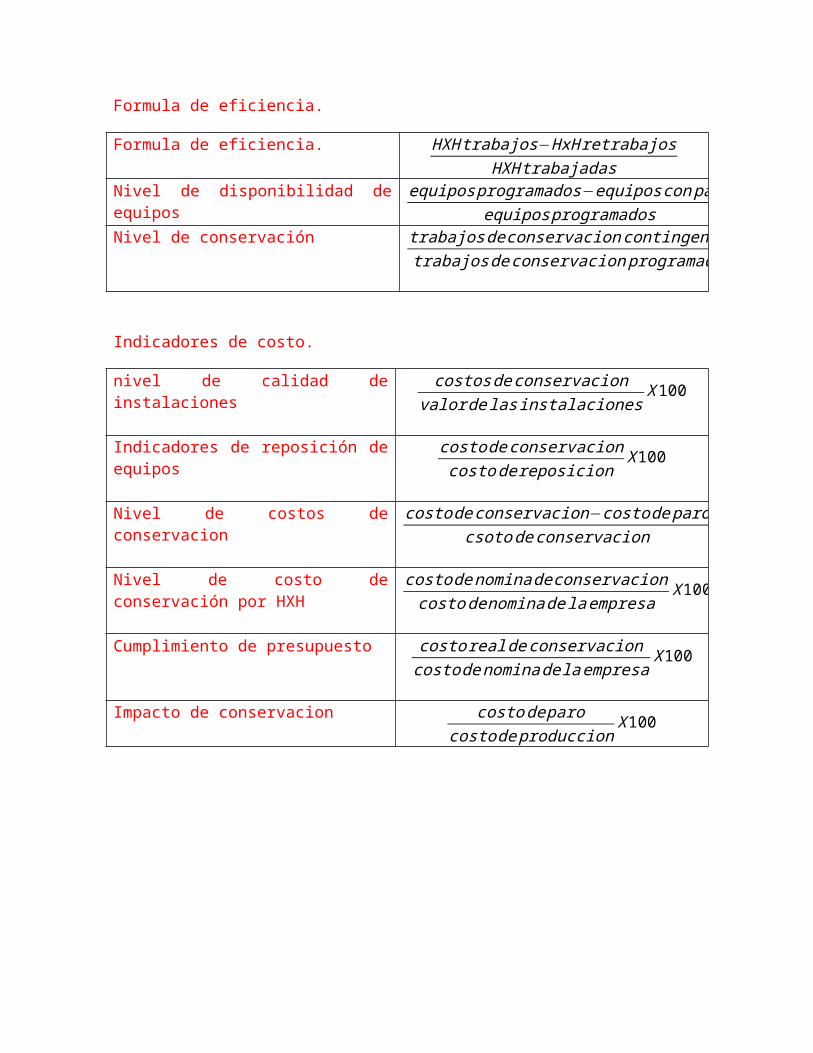
Formula de eficiencia.
Formula de eficiencia. HXHtrabajos−HxHretrabajosHXHtrabajadas
Nivel de disponibilidad deequipos
equiposprogramados−equiposconparoequiposprogramados
Nivel de conservación trabajosdeconservacioncontingentetrabajosdeconservacionprogramada
X100
Indicadores de costo.
nivel de calidad deinstalaciones
costosdeconservacionvalordelasinstalaciones
X100
Indicadores de reposición deequipos
costodeconservacioncostodereposicion
X100
Nivel de costos deconservacion
costodeconservacion−costodeparocsotodeconservacion
X100
Nivel de costo deconservación por HXH
costodenominadeconservacioncostodenominadelaempresa
X100
Cumplimiento de presupuesto costorealdeconservacioncostodenominadelaempresa
X100
Impacto de conservacion costodeparocostodeproduccion
X100
Sábado, 3 de mayo de 201403 de Abril del 2014.
PRINCIPIOS Y METODOS DE PROGRAMACION.
Cuando las revisiones son sobre todo de larga duración, queimplican barias jornadas/hombre, es posible disponer de unprograma desglosado como el utilizado en métodos como:
CPM. PERT GANTT
METODO CPM.
CPM.
Método de la ruta critica.
Su fundamento se basa más en la programación y control deplazos o duración de actividades, es una metodología que sebasa en definir las fases de una actividad global en términosde actividades individuales y eventos. Muestra las relacionesentre actividades, se calcula el tiempo para cada camino dela red y se asignan los recursos se determinan la rutacritica tiene holgura de tiempo para concluirlas o se puedenretrasar a diferencia de la ruta critica.
PERT.
Es el mismo procedimiento que sigue el CPM su metodología essolo determinar rutas criticas, semana de duración yholguras.
GANTT.
Son representaciones graficas mediante barras, de la duraciónde dichas actividades y de la dependencia entre unas y otras,el grado de avance de cada actividad. Permite planificar e
identificar de inmediato que tareas van realizándoseconforme a lo programado y cuales se retrasan para asípreparar reuniones de seguimiento, adoptar medidascorrectivas y preventivas
Unidad IV.Sistema de mantenimiento productivo total(MPT).
4.1. Definición del MPT.
ORIGEN.
El TPM (Mantenimiento Productivo Total) surgió en Japóngracias a los esfuerzos del Japan Institute of PlantMaintenance (JIPM) como un sistema destinado a lograr laeliminación de las seis grandes pérdidas de los equipos, a los efectosde poder hacer factible la producción "Just in Time", la cualtiene como objetivos primordiales la eliminación sistemáticade desperdicios.
» Estas seis grandes pérdidas se hallan directa oindirectamente relacionadas con los equipos dando lugara reducciones en la eficiencia del sistema productivo entres aspectos fundamentales:
» Tiempos muertos o paro del sistema productivo.
» Funcionamiento a velocidad inferior a la capacidad delos equipos.
» Productos defectuosos o malfuncionamiento de lasoperaciones en un equipo.
» } El TPM incorpora una serie de nuevos conceptos entrelos
» cuales caben destacar el Mantenimiento Autónomo, el cuales
» ejecutado por los propios operarios de producción, la
» participación activa de todos los empleados, desde losaltos
» cargos hasta los operarios de planta
» También agrega a conceptos antes desarrollados como el
» Mantenimiento Preventivo, nuevas herramientas tales como
» las Mejoras de Mantenibilidad, el MantenimientoPredictivo y
El Mantenimiento Correctivo.
» DefiniciónEs un sistema de organización donde la responsabilidadno recae sólo en el departamento de mantenimiento sinoen toda la estructura de la empresa "El buenfuncionamiento de las máquinas o instalaciones depende yes responsabilidad de todos".
El TPM es en la actualidad es uno de los sistemasfundamentales para lograr la eficiencia total, en base a la cuales factible alcanzar la competitividad total. La tendencia actual
a mejorar cada vez más la competitividad supone elevar en ungrado máximo la eficiencia en calidad, tiempo y coste de laproducción e involucra a la empresa en el TPM conjuntamentecon el TQM.
» VentajasAl integrar a toda la organización en los trabajos demantenimiento se consigue un resultado final másenriquecido y participativo.El concepto está unido con la idea de calidad total ymejora continua.
DesventajasSe requiere un cambio de cultura general, para que tengaéxito este cambio, no puede ser introducido por imposición,requiere el convencimiento por parte de todos los componentesde la organización de que es un beneficio para todos.La inversión en formación y cambios generales en laorganización es costosa. El proceso de implementaciónrequiere de varios años.
RESULTADOS.
» Ford, Kodak, Harley Davidson; son solamente unas pocasde las empresas que han implementado TPM con éxito.Todas ellas reportan una mayor productividad gracias aesta disciplina. Kodak por ejemplo, reporta que con 5millones de dólares de inversión, logró aumentar susutilidades en $16 millones de beneficio directamentederivado de implementar TPM.
CONCLUSIÓN
El resultado final de la incorporación del TPM deberá ser unconjunto de equipos e instalaciones productivas más eficaces,una reducción de las inversiones necesarias en ellos y unaumento de la flexibilidad del sistema productivo.
La alta administración debe crear un sistema que reconozca yrecompense la habilidad y responsabilidad de todos para elMPT. Una vez que los trabajadores adquieren el hábito delmantenimiento y limpieza de su lugar de trabajo, hanadquirido disciplina, lo cual al principio es muy difícilpero con el tiempo llega a ser un gran elemento para el MPT.
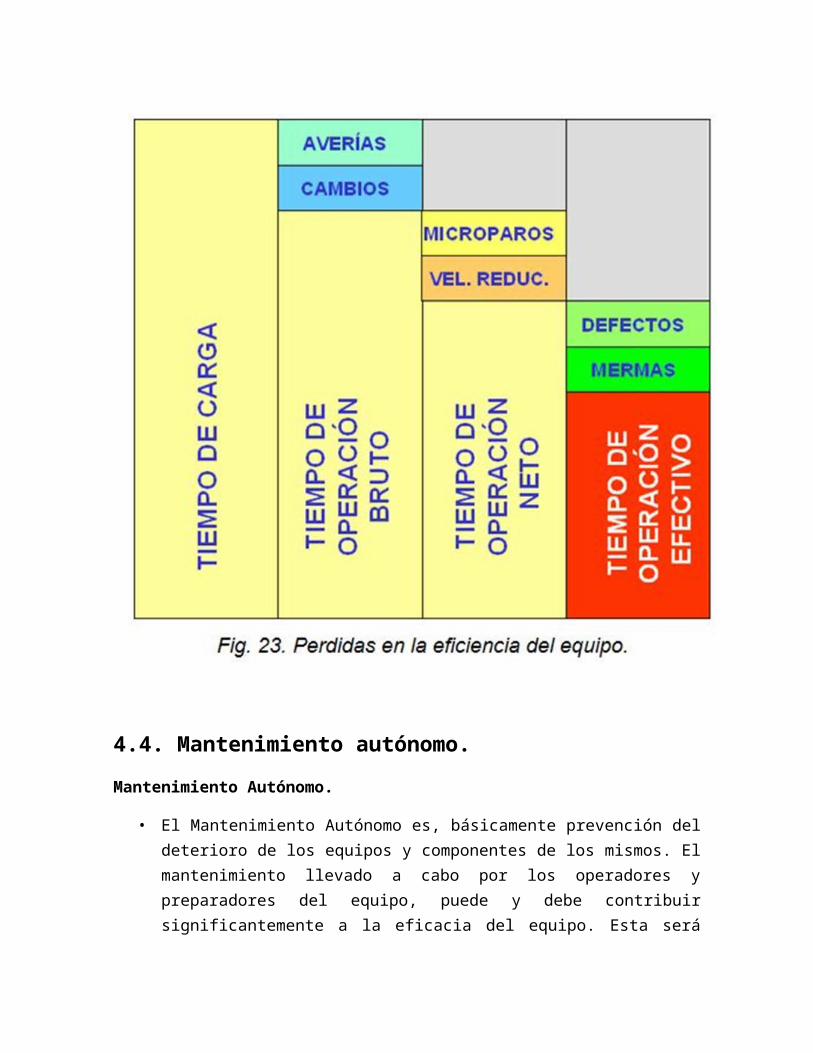
4.2. Las 6 grandes pérdidas.Un mantenimiento productivo total, busca reducir las 6grandes pérdidas de una empresa las cuales atacan a:
•La eliminación de Tiempos muertos o paro del sistemaproductivo.
•Funcionamiento a velocidad inferior a la capacidad de losequipos.
•Productos defectuosos o malfuncionamiento de las operacionesen un equipo.
1. Fallos del equipo, que producen pérdidas de tiempoinesperadas...
2. Puesta a punto y ajustes de las máquinas que producenpérdidas de tiempo al iniciar una nueva operación uotra etapa de ella. Por ejemplo, al inicio en lamañana, al cambiar de lugar de trabajo, al cambiar
una matriz o hacer un aju
ste.
3. Marchas en vacío, esperas y detenciones menoresdurante la operación normal que producen pérdidas detiempo, ya sea por la operación de detectores,buzones llenos, obstrucciones en las vías, etc.
4. Velocidad de operación reducida, que produce pérdidasde
tiempo al no obtenerse la velocidad de diseño delproceso.

5. Defectos en el proceso, que producen pérdidas detiempo al tener que rehacer partes de él o repararpiezas defectuosas o completar actividades noterminadas.
Pérdidas de tiempo propias de la puesta en marcha deun proceso nuevo, marcha blanca, periodo de prueba,etc.
Impresora de etiqueta Modelo: Asy/600/1000
• Estas pérdidas son las más conocidas aunque podemosencontrar otras que no causen gran problema pero que nosestén impidiendo obtener la efectividad deseada paraesto debemos de contar con una visión amplia de lo quesucede en la empresa y con un sistema de monitoreo ycontrol adecuado para poder detectar fallas y no dejarque se propaguen.
4.3. Calcular la efectividad global delequipo.
OEE - Efectividad Global Del Equip (Overall EquipmentEffectiveness).
• La efectividad global del equipo (OEE) es un indicadorque evalúa el rendimiento del equipo mientras está enfuncionamiento.
• Mide el porcentaje del tiempo en que una maquina producerealmente las piezas (con la calidad requerida),comparadas con el tiempo ideal que fue planeado parahacerlos.
• La diferencia entre real e ideal debe eliminarse, puestoque es potencialmente un desperdicio.
• La ventaja del OEE frente a otros ratios es que mide, enun único indicador, todos los parámetros fundamentalesen la producción industrial: la disponibilidad, elrendimiento y la calidad.
• Es posible saber si lo que falta hasta el 100% se haperdido por disponibilidad (no se produjo durante todoel tiempo que se podría haber producido), rendimiento(no se produjo a la velocidad que se podría haberproducido) o calidad (no se produjo con la calidad quese podría haber producido).
4.4. Mantenimiento autónomo.Mantenimiento Autónomo.
• El Mantenimiento Autónomo es, básicamente prevención deldeterioro de los equipos y componentes de los mismos. Elmantenimiento llevado a cabo por los operadores ypreparadores del equipo, puede y debe contribuirsignificantemente a la eficacia del equipo. Esta será
participación del "apartado" producción o del operadordentro del TPM, en la cual mantienen las condicionesbásicas de funcionamiento de sus equipos.
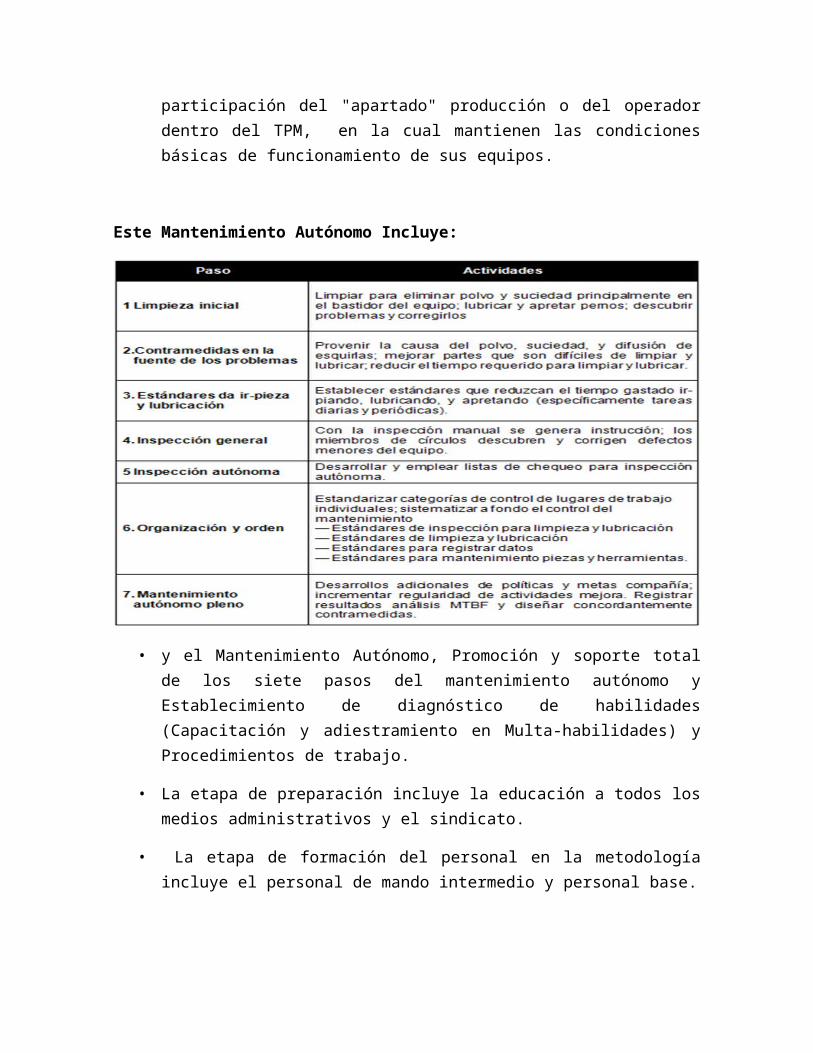
Este Mantenimiento Autónomo Incluye:
• y el Mantenimiento Autónomo, Promoción y soporte totalde los siete pasos del mantenimiento autónomo yEstablecimiento de diagnóstico de habilidades(Capacitación y adiestramiento en Multa-habilidades) yProcedimientos de trabajo.
• La etapa de preparación incluye la educación a todos losmedios administrativos y el sindicato.
• La etapa de formación del personal en la metodologíaincluye el personal de mando intermedio y personal base.
• El mantenimiento autónomo por los operadores es unacaracterística única del TPM; y es vital para sucompañía.
• Ésta acción es la más difícil y la que se lleva mástiempo en realizar, porque a los operadores y operariosde mantenimiento se les dificulta dejar su formahabitual de trabajo. Los operadores trabajan a tiempocompleto en la producción y el personal de mantenimientoasume por completo las responsabilidades de lasreparaciones. Además de las canonjías y ventajas quepara ellos representa su forma actual de trabajo.
• Se dice entonces quien está convencido no se anima aparticipar y quien no lo esta es tu enemigo.
• Cambiar tales actitudes son las razones por las que serequiere de mucho tiempo para progresar eficientementeen la implementación completa del TPM. Cambiar elambiente en una compañía lleva mucho tiempo.
• Al fomentar el TPM en su compañía, usted debe creer enla factibilidad de que, cada uno de sus colaboradorespueden adoptar la autonomía en su trabajo.
• En adición cada elemento tiene que ser entrenado en ladestreza de hacer el mantenimiento autónomo, actividadesbásicas como inspección, limpieza y lubricación de supropio equipo. (Mantenimiento Autónomo básico, el TPM esmucho más)
• La falta de las tareas de inspección del equipoproductivo, reaprietes, limpieza, remoción de rebaba,polvo, contaminantes y lubricación promueven las decausas de corrosión, tiempos perdidos y defectos decalidad.
• Sin embargo, la capacitación y el adiestramiento noterminan con el mantenimiento básico del equipo por éloperador.
4.5. Reducción del tiempo de reparación demaquinaria y equipo.Reducir los tiempos de preparación.
Los tiempos de preparación y ajuste del equipo comienzancuando la producción de un producto se completa, yterminan cuando se ha logrado una calidad estándar en elsiguiente producto.
Las actividades de preparación pueden clasificarse dividirseen:
Actividades de preparación externa. Son las que sepueden realizar indistintamente con el equipo parado oen funcionamiento.
Actividades de preparación interna. Solo se puedenrealizar cuando el equipo está parado.
Los siguientes métodos pueden usarse para convertir lasactividades de preparación internas en externas.
Realizar el pre-ensamblaje durante la preparación externa,y dejar únicamente el posicionamiento para la preparacióninterna.
Usar plantillas estándares o de colocación rápida. Valorarla preparación de una plantilla estándar para todos los
productos así como considerar el uso de plantillas de rápidoposicionamiento.
Optimizar el número de trabajadores y la división del trabajopara preparaciones largas y complicadas.
4.6. Tendencia a la eliminación de almacenesde refacciones.Al llevar a cabo el cumplimiento efectivo y satisfactorio delos programas de mantenimiento mínimos, pero eficientes, setrata ahora de eliminar los almacenes de refacciones, Estopermite que la eficiencia de la planta se incrementegrandemente, al tiempo que el esfuerzo aplicado sea mínimo,en todos los aspectos, redundando esto último en él la máximaexplotación de la infraestructura existente sin explotarradicalmente la misma.
De hecho, el objetivo implícito de la limpieza diaria esrealmente poner al descubierto las anormalidadesexistentes en las instalaciones como en el equipo ymaquinaria de manufactura. Del mismo modo, el objetivoimplícito del mantenimiento predictivo y preventivo esreducir los plazos de aplicación de programas demantenimiento correctivo, lo cual puede degenerar enparo o situación de emergencia.
Si el sistema de Mantenimiento Productivo Total fueseideal, todo lo anterior conduciría a la eliminación delos almacenes de refacciones debido a que las máquinas yequipos no fallarían ya por mantenerse siempre enexcelentes condiciones de operación y producción.
Es por ello que se habla de una tendencia a laeliminación de los almacenes de refacciones, y nunca sehabla (ni se hablará) de la eliminación completa deellos debido a que mientras hayan partes mecánicas,móviles, químicos agresivos y demás factores queproduzcan desgaste, si es posible que la máquina falle,fallará.
Es muy fácil suponer, la eliminación total de losalmacenes de refacciones en un departamento demantenimiento es y será, desde cualquier punto de vista,inalcanzable, y por ende, se tiene que recurrirúnicamente a la reducción de los mismos.
4.7. Control de existencia mínima.CONTROL DE EXIXTENCIAS es decir, el TPM conduce a lareducción continua del tiempo de preparación, a la tendenciaa la eliminación de los almacenes de refacciones, y estoúltimo propicia el control de existencias mínimas.
Control de Existencias Mínimas está enfocado a laconservación en los almacenes del departamento demantenimiento, de lo más estrictamente necesario. Evitar generar altos costosEvitar costos de oportunidadEvitar pagos de impuestos al final del periodo
Como su nombre lo indica -y además es de lo más naturalsuponer-, el Control de Existencias Mínimas está enfocado ala conservación en los almacenes del departamento demantenimiento, de lo más estrictamente necesario. ¿Por qué?pues la razón es tal vez más lógica que sencilla
Al no poder ser eliminados completamente los almacenes derefacciones, es un hecho que se cuenta con ellos en todomomento, pero, ¿Qué hay dentro de los almacenes? Una empresano puede arriesgarse a tener demasiadas refacciones de ciertotipo, porque no se utilizan y se corre el peligro de que seechen a perder por estar almacenadas durante mucho tiempo.
Es por ello que los almacenes del departamento demantenimiento deben contar con un control de existencias
riguroso, en orden de evitar que haya refacciones de más yque se echen a perder sin haber sido utilizadas (estogeneralmente sucede con los consumibles), lo cual, desdeluego, representa pérdidas para la empresa.
Como se ve, si el programa de Control de Existencias Mínimasno es empleado correctamente y con el grado deresponsabilidad y rigidez (así como de flexibilidad, claroestá) que requiere, puede ser un arma de doble filo muypeligrosa para los intereses no sólo de la empresa, sino desus trabajadores, vecinos y hasta del medio ambiente.
Unidad V.
Documentación del sistema de administracióndel mantenimiento.
5.1. Requisitos del mantenimiento de acuerdo ala norma ISO 90001 e ISO 16949.Propósito de la ISO/TS 16949
El propósito de la especificación técnica ISO/TS16949 es el desarrollo de un sistemade gestión de calidad con el objetivo de una mejoracontinua enfatizando en la prevención de errores y en lareducción de desechos de la fase de producción. TS 16949se aplica en las fases de diseño/desarrollo de un nuevo
producto, producción y, cuando sea relevante,instalación y servicio de productos relacionados con elmundo de la automoción.
. Está basado en el estándar ISO 9000.
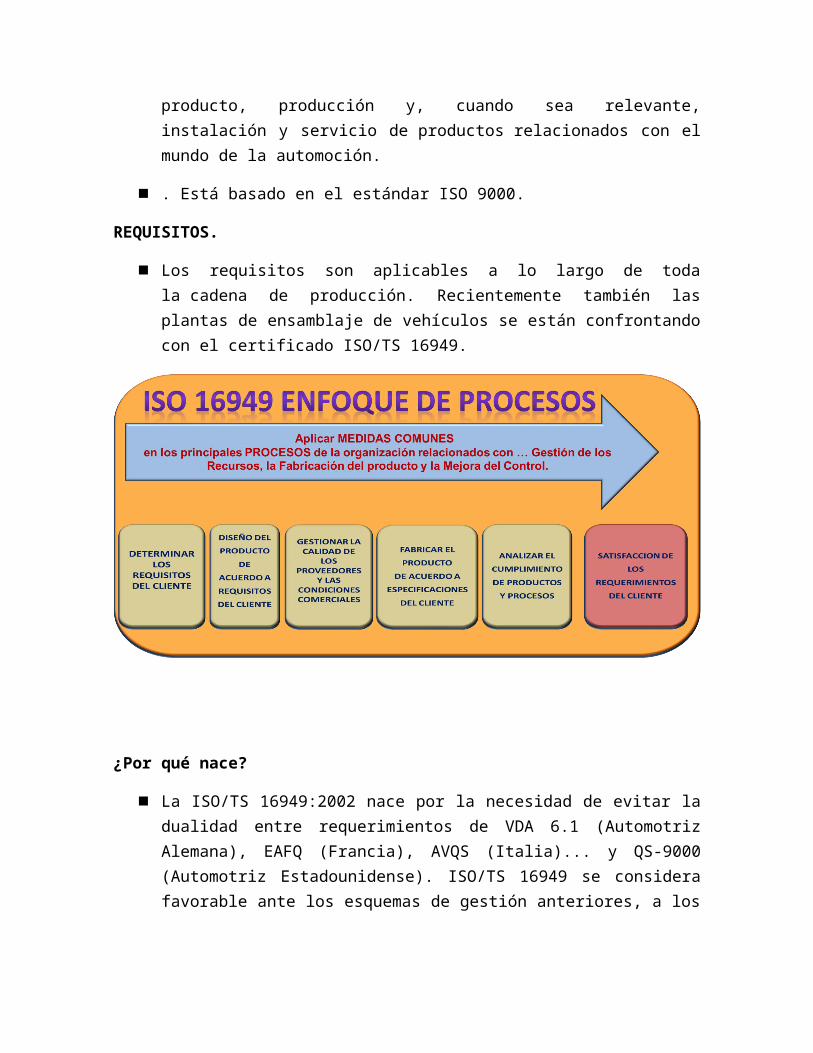
REQUISITOS.
Los requisitos son aplicables a lo largo de todala cadena de producción. Recientemente también lasplantas de ensamblaje de vehículos se están confrontandocon el certificado ISO/TS 16949.
¿Por qué nace?
La ISO/TS 16949:2002 nace por la necesidad de evitar ladualidad entre requerimientos de VDA 6.1 (AutomotrizAlemana), EAFQ (Francia), AVQS (Italia)... y QS-9000(Automotriz Estadounidense). ISO/TS 16949 se considerafavorable ante los esquemas de gestión anteriores, a los
que reemplaza. La versión actual de la especificación esISO/TS 16949:2009.
Posibilidad de obtener certificación integrada con
Al ser una certificación basada en ISO 9001 se puedenintegrar los sistemas de gestión medioambiental ISO14001 y Seguridad y Salud Laboral (OHSAS 18001) así comoGestión metrológica (ISO 10012).
Lo que el cliente obtiene.
Lo que el cliente obtiene
Una vez superado el proceso de Auditoría, si el sistemaimplantado se adecúa a los requisitos de la norma UNE-ISO/TS 16949, la organización obtiene:
El Certificado AENOR de Sistema de Gestión de Calidadpara la industria del automóvil.
La licencia de uso de la marca Sistema de Gestión deCalidad, de AENOR.
El Certificado IQNet, pasaporte para un accesointernacional de su certificación ISO 9001. Con él, sucertificado AENOR quedará reconocido por las entidadesde certificación líderes en el ámbito internacional.
La licencia de uso de la marca IQNet.
Logos o marcas relacionados.
REQUISITOS DE MANTENIMIENTO DE ACUERDO A LAS NORMAS”
Programa de Mantenimiento:
Una vez que ha logrado el éxito del registro de suSistema de Gestión a la norma TS 16949 y segurlos requerimientos para la aplicación de lanorma según la empresa a la que se esté aplicando elprograma de mantenimiento, el Sistema debe mantenerse deforma eficaz. La forma de hacerlo y mantenerlo eficienteen costos y libre de preocupaciones, es dejar que losAsesores Profesionales y Expertos de del mantenimientorealicen el trabajo.
Este trabajo es con el Programa de Mantenimiento en lanorma TS 16949. software de mantenimiento QSP puedeactualizar su documentación, definir herramientas deapoyo clave de capacitación para su personal, llevar acabo auditorías internas, definir acciones correctivasen maquinaria, herramientas, etc.
QSP puede llevar a cabo visitas a su instalaciones 2veces por año, 6 a 8 semanas antes de cada auditoria deseguimiento del mantenimiento por parte de su organismocertificador, revisar su Sistema y hacer los cambios quese requieran necesarios. Sí se necesita, podemosefectuar auditorías internas de 2 a 4 veces al año.aparte que sirve para ver si se cumple ya con loestablecido y se está haciendo lo que se debe de hacer ycuando se deba hacer.
Este plan de mantenimiento está diseñado para cubrirnecesidades particulares y puede incluir uno o más de lossiguientes pasos:
Revisar la Documentación Actual. (del programadel mantenimiento actual)
-Entrevistar a su personal clave para descubrir cambiosimportantes.
-Modificar el Manual y los Procedimientos, según seanecesario.
-Realizar Auditorías Internas, sí se requiere.
-Todas estas actividades se realizarán de 6 a 8 semanasantes de cada auditoria de seguimiento.
Metodología:
El asesor revisará en planta, conjuntamente con elpersonal responsable de cada una de las áreas, loselementos que apliquen de acuerdo a la norma ISO TS16949.
El asesor determinara el grado de conformidad en laestructura documental e implementación correspondiente,integrada por:
• Manual • Procedimientos.• Instrucciones de Trabajo• Registros.
El asesor evaluará de acuerdo a entrevistas con el personalde cada área, el grado de implementación y cumplimiento de
cada elemento de la norma ya documentado en baseal mantenimiento.
Conclusión.
La preparación de mantenimiento puede lograr que se logrecon éxito y cumplir con las normas las cuales les danprestigio a la empresa y confiabilidad a los clientes sobreel producto que se les ofrece, en el caso de lasinstituciones, da la confiabilidad de que es una instituciónde confianza y que se tienen instalaciones y equipos concalidad y ofreces un servicio de calidad. El propósito detoda organización es identificar y satisfacer las necesidadesy expectativas de sus clientes y otras partes interesadaspara lograr ventaja competitiva y hacer de una manera eficazy eficiente. Las normas ISO 9000 son una herramienta muy útilpara lograr el cambio cultural necesario. Las adaptaciones aun sistema de gestión de calidad debería ser una deserciónestratégica.
5.2. La utilización del mantenimiento en unaempresa.El software de gestión de mantenimiento es la forma proactivade programar el mantenimiento, por lo que incluso las máscotidianas tareas no se pasan por alto, lo que podríaprovocar reparaciones costosas en el largo plazo. Laprogramación y asignación de mantenimiento de rutina saca eltrabajo de conjetura de simplemente estar esperando que todoesté funcionando correctamente con los técnicos sobrecargadoshaciendo lo mejor que pueden, justo a la altura.
Un sistema de mantenimiento puede verse comoun modelo sencillo de entrada y salida. Las entradas dedicho modelo son mano de obra, administración,herramientas, refacciones, equipo, etc., y la salida es
equipo funcionando, confiable y bien configurado paralograr la operación planeada de la planta, entoda organización debe existir un SISTEMA DEMANTENIMIENTO, sin importar su tamaño.
Los sistemas de mantenimientos deben establecer bien lasactividades de planeación porque de ellas depende lacompresión de la magnitud del trabajo y elconocimiento de los recursos con que se cuenta para sufutura realización, además de permitir corregir erroresy aumentar la eficiencia de los planes de mantenimiento.
Uno de los motivos por lo que los técnicos demantenimiento están sobrecargados, es que demasiado amenudo se pasan el día apagando incendios cuando surgensituaciones de emergencia, cuando muchas de esassituaciones de emergencia nunca podría haber ocurrido siel mantenimiento de rutina se habría previsto y llevadoa cabo. El software de mantenimiento convierte lasbuenas intenciones en órdenes de trabajo con resultadosprevistos y fiables.
Software
Los gerentes de mantenimiento y supervisores puedentomar el control de sus departamentos de mantenimientocon este tipo de software, no sólo a través de laorganización que resulta, sino también a través deinevitables ahorros que se producen cuando lamaquinaria, los vehículos, las computadoras, y todos lostipos de instrumentos utilizados en el mundo de losnegocios son mantenidos apropiadamente

El mantenimiento programado regularmente, incluso el tipo quesólo requiere una rápida inspección visual, puede ayudar aprevenir grandes bloques de tiempo de inactividad cuando lossistemas deben ser actualizados o mantenidos programandoestas tareas durante las horas punta y teniendo los equiposen alto nivel de funcionamiento.
COSTOS.
Usted puede maximizar el tiempo que sus técnicos estáninvirtiendo cuando toda esta en mantenimiento, incluidoel mantenimiento preventivo, se ha programado evitando
así las horas extraordinarias, evitando la nefastasituación de no tener suficientes técnicos demantenimiento de servicio en cualquier momento
SIMPLIFICACIÓN DEL TRABAJO
Seleccionar el trabajo que se desee simplificar.Registrar las actividades actuales.
Analizar el procedimiento actual.
Elaborar el procedimiento mejorado.
Proponer el procedimiento mejorado.
Implantar el procedimiento mejorado.
Mantener el procedimiento mejorado.
5.3. Diseño de un sistema de mantenimiento enuna empresa local.
• Es importante que cada una de las empresas tengan supropi diseño debido a que cada una tiene diferentesnecesidades ocultas.
• Lo aprendí con el ejemplo de la empresa que encontré ycon lo largo del aprendizaje en la unidad.
• Se me dificulto comprender que las empresas tienendiferentes necesidades.
• Encontrando varios ejemplos y comparandolos.
• Todo lo que tiene que ver con el mantenimiento esimportante y más si involucra el crecimiento de algunaempresa local.
que aprendíComo lo aprendí
Que se me dificultoComo lo resolví
aprendizaje
En la simplificación del trabajo
1. SELECCIONAR EL TRABAJO A SIMPLIFICAR
ENFOQUE HUMANO: Considerado como el más importante,consiste en investigar sobre las reacciones humanas encontra, que ocasionará hacer el estudio delprocedimiento actual y la implantación del procedimientomejorado.
ENFOQUE TÉCNICO: Debe consultarse al personal técnicoque conoce a fondo los diferentes problemas que puedansuscitarse en los recursos físicos que intervienen en elprocedimiento, si éste sufre un cambio.
DISMINUCIÓN E LA MANO DE OBRA DE PRODUCCIÓN Y CONSERVACIÓNAUMENTO EN LA CALIDAD, CANTIDAD Y VARIEDAD DE PRODUCTOS MANUFACTURADOSAUMENTO DE LA MAQUINARIA AUTOMATICA DE PRODUCCIÓN Y CONSERVACIÓNDISMINUCIÓN DEL EMPLEO DE MATERIA
PRIMA
Diseño de mantenimiento en una empresa local.
Empresas TZ
Programa de Mantenimiento mensual para camiones pasajeros.
ENFOQUE ECONÓMICO: Existen trabajos de poca importancia o duración en los cuales sería antieconómico hacer cualquier estudio para mejorarlo, estos serán los primeros que se desechen durante la selección del trabajos a simplificar.
2. REGISTRAR LAS ACTIVIDADES ACTUALES
0PERACIONES
INSPECCIONES
TRANSPORTES
DEMORAS
ALMACENAMIENTO