flexible schicht- und personaleinsatzplanung
TRANSCRIPT

Hans Corsten(Herausgeber)
HandbuchProduktions-management
Strategie - Führung -Technologie - Schnittstellen
TECHNISCHE HOCHSCHULE DARMSTAWFor),bereirh 1
G e s a m t h-i b I i o t h e k
B et M eh )• w i rU;cha ' t sinv -.-"---toi-r-Jr. JWt,
SQ-J .gebiete:
GABLER

Inhaltsverzeichnis
Vorwort V
Abkürzungsverzeichnis XIII
Autorenverzeichnis XVII
Teil I: Grundlagen des Produktionsmanagement
Erstes KapitelAufgabenbereiche und Ziele des Produktionsmanagement
Hans CorstenGestaltungsbereiche des Produktionsmanagement 5
Dietger HahnZiele des Produktionsmanagement 23
Bernd KaluzaRahmenentscheidungen zu Kapazität und Flexibilität produktionswirtschaftlicherSysteme 51
Zweites KapitelAusgewählte Aspekte des Produktionsprogranunanagement
Reinhard Haupt/Doris PlanerAufgaben und Bestimmungsgrößen der Produktionsprogrammgestaltung 75
Günter SpechtPortfolioansätze als Instrument zur Unterstützung strategischerProgrammentscheidungen 93
Michael RoeverF o k u s s i e r t e P r o d u k t - u n d P r o g r a m m g e s t a l t u n g z u r K o m p l e x i t ä t s r e d u z i e r u n g . . . . 115
Erich Staudt/Bernd KriegesmannErfolgs- und Mißerfolgsfaktoren von Produktinnovationen 131
Hans-Horst SchröderWertanalyse als Instrument optimierender Produktgestaltung 151
VII

Drittes KapitelMaterialwirtschaftliche Probleme des Produktionsmanagement
Robert FielenIntegrierte Materialwirtschaft 173
Christof SchulteKonzepte der Materialbereitstellung 189
Günter RommelOutsourcing als Instrument zur Optimierung der Leistungstiefe 207
Wolfgang HeinemeyerDie Fortschrittszahlen als logistisches Konzept in der Automobilindustrie 221
Teil II: Führungsaspekte in Produktionssystemen
Viertes KapitelStrategiegerechtes Produktionsmanagement
Erich ZahnProduktion als Wettbewerbsfaktor 241
Hans Corsten/Thomas WillWettbewerbsstrategien und Produktionsorganisation 259
Werner Pfeiffer/Enno WeißTechnologieorientierte Wettbewerbsstrategien 275
Horst WildemannStrategische Investitionsplanung für neue Produktionstechnologien 293
Hermann Krallmann/Norbert GronauRechnerunterstützung für das strategische Produktionsmanagement 311
Fünftes KapitelProduktionsstrukturen
Hans-Jürgen WarneckeDas Gruppenprinzip als Grundlage dezentraler Produktionsstrukturen 333
Ulrich HallwachsFertigungsinseln und -segmente als dezentrale Strukturkonzepteder Produktion 351
Ulrich JürgensLean Production 369
VIII

Siegbert KernKoordination dezentraler Produktionseinheiten 381
Michael ReißImplementierung dezentraler Produktionskonzepte 403
Sechstes KapitelProduktionscontrolling
Hans-Jörg HoitschZiele und Aufgaben des Produktionscontrolling 421
Birgit FriedlAnforderungen an die Kostenrechnung bei neuen Fertigungstechniken 439
Anton BurgerKostenorientierte Produktionsplanung und -Steuerung beiflexiblen Fertigungssystemen 459
Lothar StreitferdtKostenmanagement im Produktionsbereich 477
Birgit FriedlKostenplanung und -Steuerung in der Entwicklung 497
Ernst TroßmannKennzahlen als Instrument des Produktionscontrolling 517
Teil III: CIM als Integrationsansatz
Siebtes KapitelRealisierungen, Entwicklungstendenzen und Wirtschaftlichkeitsaspektevon CIM-Konzepten
August-Wilhelm ScheerCIM - Stand und Entwicklungstendenzen 541
Günther MöckeschlClaus Götz/Martin OehlmannDie Leittechnik - der zentrale CIM-Baustein 555
Matthias Schumann/Hubert SchuleDV-Unterstützung für die CIM-Realisierung 571
Herbert Schulz/Ralph WieglandWirtschaftlichkeitsaspekte von CIM-Konzepten 589
Gert LangCIM-Realisierung in der KFZ-Zulieferindustrie ^ 6 0 7
yIX

Achtes KapitelCAx als CIM-Baustein
Günter SpurSysteme flexibler Automatisierung 621
Hans GrabowskiCAD/CAM-Kopplung 639
Hans-Jörg Bullinger/Tobias AnkeleZwischenbetrieblicher Konstruktionsdatenaustausch mit Hilfe vonCAD-Systemen 661
Christian SchulzSysteme rechnergestützter Arbeitsplanung CAP 677
Bernd Scholz-ReiterCASE als Werkzeug zur Integration von EDV-Anwendungen inder Produktion 695
Neuntes KapitelProduktionsplanungs und -Steuerungssysteme PPS-Systeme als CIM-Baustein
Günther ZäpfelEntwicklungsstand und -tendenzen von PPS-Systemen 719
Horst GlaserSteuerungskonzepte von PPS-Systemen 747
Reinhard Haupt/Eberhard NöferProduktionsplanung und -Steuerung dezentraler Einheiten , 763
Stephan ZelewskiExpertensysteme in der Produktionsplanung und -Steuerung 781
Rudolf P. G. HerterichLeitstände in der Produktionssteuerung 803
Joachim Milberg/Heinrich ZetlmayerSimulation zur Unterstützung von PPS-Systemen -Simulationsgestützte Produktionsregelung 821
Christopher Grünewald '•Integration der Instandhaltung in PPS-Systeme 835
Hans-Otto Günther/Manfred GronaltMontageplanung in der Elektronikfertigung 853
X

Hans Corsten/Constantin MayBesonderheiten der Produktion in der Verfahrensindustrie und ihre Auswirkungenauf PPS-Systeme 871
Teil IV: Übergreifende Aspekte des Produktionsmanagement
Zehntes KapitelHuman-Ressourcen-Management
Michael ReißIntegrierte Personal- und Organisationsarbeit im Produktionsmanagement 895
Franz Josef HeegArbeitsorganisation als Instrument des Human-Ressourcen-Management 913
Fred G. BeckerAnreizsysteme bei dezentralen Gruppenstrukturen 929
Hans-Otto Günther/Christine StraußFlexible Schicht- und Personaleinsatzplanung 943
Elftes KapitelQualitätsmanagement
Gerd F. KamiskelChristian MalornyTotal Quality Management - Führen und Organisieren benötigt eine ganzheitliche,qualitätsorientierte Perspektive 965
Hinrich FrankeProbleme des Qualitätsmanagements bei Zulieferungen 983
Anton DillingerComputer Aided Quality Assurance (CAQ) 997
Klaus PetrickZertifizierung von Qualitätsmanagementsystemen nach ISO 9000 1017
Zwölftes KapitelUmweltmanagement
Hartmut KreikebaumUmweltstrategien und ihre Umsetzung in Industrieunternehmungen 1035
Hans Corsten/Frank GötzelmannBetriebliche Umweltinformationssysteme 1051
XI

Harald DyckhofflAnja Darmstädter/Rolf SoukalRecycling 1069
Heinz Strebe!Umweltorientierte Forschung und Entwicklung 1087
Frank GötzelmannRückstands-Kooperationen 1103
Stichwortverzeichnis 1115
XII

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Flexible Schicht- und Personaleinsatzplanung H.O. Günther, C. Strauß Institut für Betriebswirtschaftslehre, Universität Wien, Brünner
Str. 72, A-1210 Wien A. Einleitung
Insbesondere seit dem Tarifkonflikt in der deutschen Metall-
industrie im Jahre 1984 sind in der Wirtschaft und z.T. auch in der
öffentlichen Verwaltung erhebliche Anstrengungen um die Ein-
führung flexibler Arbeitsformen festzustellen. Obwohl diese Be-
strebungen zwischen den Tarifparteien teilweise kontrovers beur-
teilt werden, haben sich dennoch in vielen Bereichen flexible Ar-
beitsformen durchgesetzt. Im folgenden stellen wir zunächst das
Spektrum arbeitsflexibilisierender Maßnahmen im Überblick dar
und grenzen anschließend die Anwendungsbereiche der flexiblen
Schicht- und Personaleinsatzplanung ab.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
1. Das Spektrum arbeitsflexibilisierender Maßnahmen Als Vorreiter flexibler Arbeitszeitformen sind vor allem Gleit-
zeitregelungen und Teilzeitarbeit anzusehen, die mittlerweile ei-
nen weiten Verbreitungsgrad und breite Akzeptanz gefunden ha-
ben. Andere Flexibilisierungsformen, wie z.B. Wechselschichtsy-
steme oder variabler Personaleinsatz sind in vielen Bereichen seit
langem gang und gäbe, haben heute jedoch angesichts veränderter
personalwirtschaftlicher Rahmenbedingungen an Bedeutung zu-
gewonnen. Daneben werden neuartige Arbeitszeitformen disku-
tiert, z.B. Cafeteriamodelle, bei denen die Arbeitnehmer Arbeits-
zeitblöcke nach bestimmten Auswahlregeln frei wählen können,
oder flexible Teilzeitarbeit. (Zum Anwendungsstand von Arbeits-
zeitflexibilisierungen in der verarbeitenden Industrie vgl.
Schneeweiß/Wild 1992; eine vergleichende Darstellung der Rege-
lungen flexibler Arbeitszeiten in verschiedenen europäischen
Ländern geben Schneeweiß/Weber/Wild 1992.) Um die verschiedenen arbeitsflexibilisierenden Maßnahmen
hinsichtlich ihrer Kapazitätswirkung zu kennzeichnen, bietet sich
die folgende Systematisierung an:

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
- Eine Flexibilisierungsform wird als quantitativ bezeichnet,
wenn der Personalbestand verändert wird bzw. wenn ein
Austausch von Arbeitskräften zwischen verschiedenen Ein-
satzbereichen erfolgt. Hierzu zählen auch der Einsatz von
Zeitarbeitskräften sowie die saisonale Steuerung von Einstel-
lungen und Nachbesetzungen.
- Von qualitativer Flexibilisierung kann gesprochen werden,
wenn die fachliche Eignung der Mitarbeiter differenziert wird,
um sie vielseitiger einsetzen zu können, oder wenn das Aus-
bildungsniveau im Hinblick auf die steigenden fachlichen
Anforderungen verbessert wird. Nichtzuletzt ist auch das
Gruppenarbeitsprinzip, das im Rahmen des "lean production"-
Konzepts wieder an Aktualität gewonnen hat, dieser Anpas-
sungsform zuzurechnen.
- Zeitliche Flexibilisierung dient als Oberbegriff für zwei An-
passungsformen: zum einen kann die Arbeitszeit bzw. die Per-
sonalkapazität innerhalb eines gegebenen Zeitabschnittes un-
terschiedlich verteilt werden (chronologische Flexibilisie-rung; z.B. durch die Anwendung des Jahresarbeitszeitkonzep-
tes); zum anderen kann die Dauer der Arbeitszeit bzw. das

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Ausmaß der Personalkapazität während eines Bezugszeitrau-
mes, z.B. einer Woche, eines Jahres oder während des Ar-
beitslebens erweitert oder verringert werden (chronome-trische Flexibilisierung).
In Abbildung 1 sind die wichtigsten Maßnahmen der Arbeits-
flexibilisierung aufgeführt und hinsichtlich der genannten Flexibi-
lisierungsformen eingeordnet (vgl. a. Faißt 1992).
Abbildung 1: Arbeitsflexibilisierende Maßnahmen

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
2. Anwendungsbereiche flexibler Schicht- und Perso-naleinsatzplanung Aus betriebswirtschaftlicher Sicht besteht die Aufgabe des
Arbeitszeitmanagements darin, die Betriebszeiten der Anlagen
und die Arbeitszeiten der Mitarbeiter sowie ihre jeweiligen Ein-
satzstellen so aufeinander abzustimmen, daß die betrieblichen
Anforderungen unter den gegebenen Randbedingungen (gesetz-
liche Regelungen, qualifikatorische Anforderungen, technische
Bedingungen, räumliche Gegebenheiten usw.) weitgehend erfüllt
werden. Insbesondere kommen flexible Schicht- und Personalein-
satzpläne unter den folgenden Bedingungen zum Tragen:
- Die Betriebszeiten der Anlagen gehen über die individuellen
Arbeitszeiten hinaus, so daß die Betriebsbereitschaft nur durch
wechselnde Schichtbesetzungen aufrechterhalten werden
kann.
- Der Kapazitätsbedarf ist zeitlichen Schwankungen unterwor-
fen, die am besten durch überlappende Schichtzeiten und
Konzentration der Personalanwesenheit auf bedarfsstarke Pe-
rioden ausgeglichen werden können.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
- Vorübergehende Personalausfälle, sei es aufgrund krankheits-
bedingter Abwesenheit oder z.B. aufgrund von geplanten Ar-
beitspausen, müssen überbrückt werden.
- Die Kapazitätsbelastung wechselt zwischen verschiedenen
Fertigungsstellen.
Zur Unterstützung der Schicht- und Personaleinsatzplanung
kommen verschiedene Verfahren in Frage, deren Anwendbarkeit
jedoch in starkem Maße von dem jeweiligen arbeitsorganisatori-
schen Umfeld abhängt. In der wissenschaftlichen Literatur sind
methodische Ansätze zur flexiblen Schicht- und Personaleinsatz-
planung bereits seit den 50er Jahren bekannt (s. z.B. Dantzig 1954
sowie den Literaturüberblick bei Günther 1989, S. 213f). Aller-
dings beziehen sich diese Ansätze fast ausnahmslos auf den
Dienstleistungsbereich, während flexible Arbeitsgestaltungen im
Produktionsbereich erst in jüngster Zeit verstärkte Aufmerksam-
keit gefunden haben (s. z.B. Günther 1989, Faißt/Schneeweiß/
Wolf 1992, Steinbach/Schneeweiß/Faißt 1992 sowie Bruck 1992).
Hinsichtlich der generellen Anforderungen an die Schicht-
und Personaleinsatzplanung sind Anwendungen in Service- und
in Produktionsbereichen zu unterscheiden. Die Unterschiede in

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
den Anforderungen ergeben sich vor allem aus der Tatsache, daß
im Servicebereich der Kapazitätsbedarf im allgemeinen
unmittelbar befriedigt werden muß, während im
Produktionsbereich, bedingt durch die Lagerfähigkeit von
Sachgütern, eine enge zeitliche Kopplung zwischen
Leistungserstellung und Leistungsverwertung nicht zwingend
erforderlich ist. Außerdem handelt es sich bei
Produktionsleistungen zumeist um mehrstufige Betriebsaufträge,
die in mehreren aufeinanderfolgenden Arbeitsgängen über meh-
rere Perioden hinweg in verschiedenen Fertigungsbereichen aus-
geführt werden. Dabei ist zudem eine zeitliche Unterbrechung der
Arbeitsgangfolgen und eine Lagerung der Zwischenprodukte in
den meisten Fällen möglich. In Servicebereichen fehlt hingegen
dieser komplexe arbeitsorganisatorische Verbund. Im Mittelpunkt
steht vielmehr die kontinuierliche Einsatzbereitschaft, die durch
ausreichende Kapazitätsbereitstellung gewährleistet werden muß.
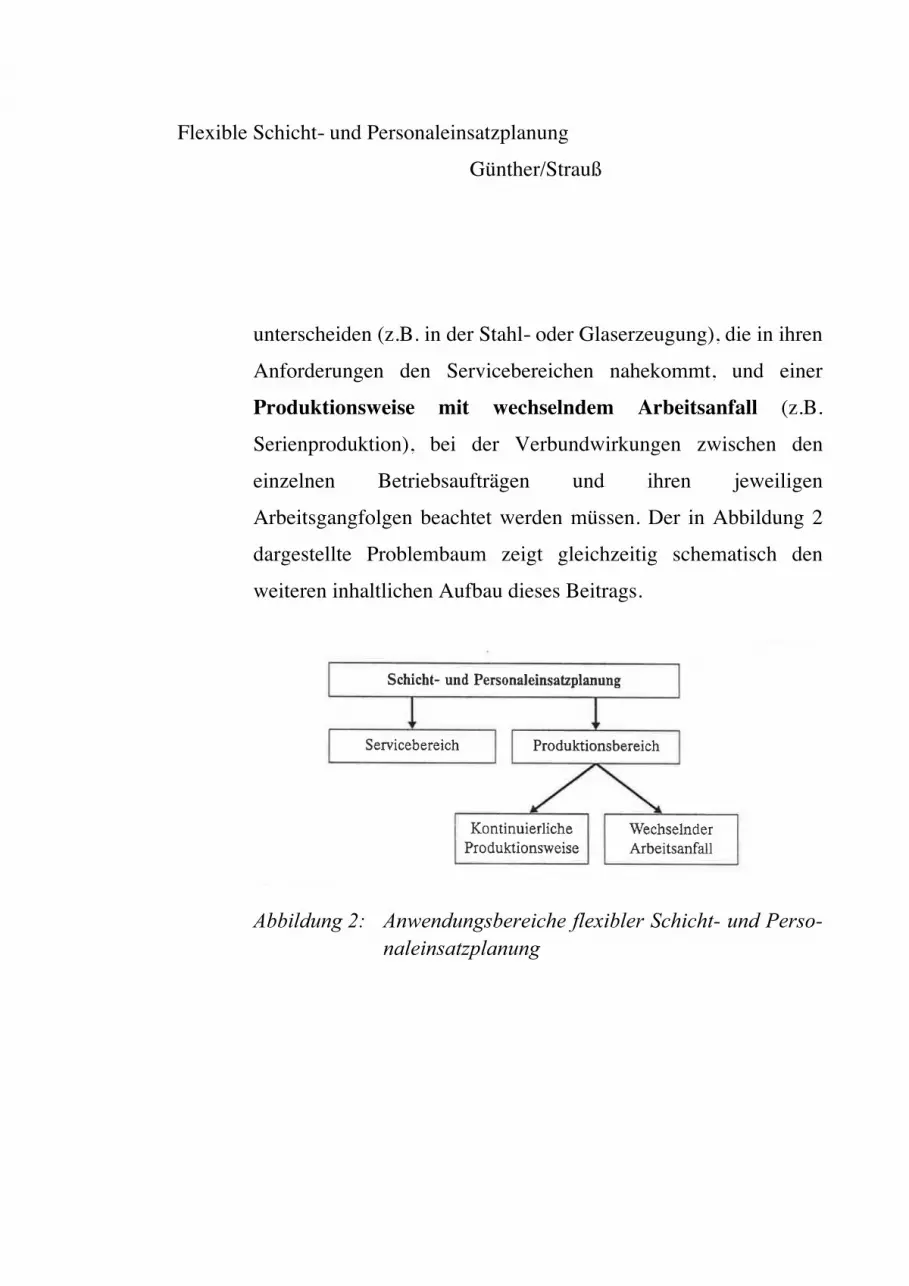
Die spezifischen Anwendungsbereiche der flexiblen Schicht-
und Personaleinsatzplanung sind in Abbildung 2 im Überblick
dargestellt. Dabei ist im Bereich der Produktion weiterhin zwi-
schen einer kontinuierlichen Produktionsweise zu
Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
unterscheiden (z.B. in der Stahl- oder Glaserzeugung), die in ihren
Anforderungen den Servicebereichen nahekommt, und einer
Produktionsweise mit wechselndem Arbeitsanfall (z.B.
Serienproduktion), bei der Verbundwirkungen zwischen den
einzelnen Betriebsaufträgen und ihren jeweiligen
Arbeitsgangfolgen beachtet werden müssen. Der in Abbildung 2
dargestellte Problembaum zeigt gleichzeitig schematisch den
weiteren inhaltlichen Aufbau dieses Beitrags.
Abbildung 2: Anwendungsbereiche flexibler Schicht- und Perso-naleinsatzplanung

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
B. Flexible Schicht- und Personaleinsatzplanung in Servicebereichen
1. Problemstellung Das wesentliche Charakteristikum von Dienstleistungen ist die
enge zeitliche Bindung zwischen dem Entstehen des Leistungs-
bedarfs und dem Erbringen dieser Leistung. Dienstleistungen
können nicht "auf Lager" produziert werden, sondern werden zu
einem bestimmten Zeitpunkt - meist auch an einem bestimmten
Ort - nachgefragt und erbracht. Ein anschauliches Beispiel bietet
die medizinische Versorgung in Krankenhäusern, wo bestimmte
Leistungen unverzüglich - dem jeweiligen Behandlungsfall ent-
sprechend - erbracht werden müssen. Hierzu wird einerseits eine
gewisse Anzahl von Fachkräften ständig verfügbar gehalten
(Anpassung des Kapazitätsangebots an die -nachfrage), während
man zeitlich unabhängige Maßnahmen innerhalb der regulären
Dienstzeiten disponiert (Anpassung der Kapazitätsnachfrage an
das -angebot).
Der Bankenbereich, Flugabfertigungen, Hotelrezeptionen,
Telefonauskünfte und -vermittlungen sowie Kassen in
Supermärkten sind andere typische Anwendungsgebiete für

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
flexible Schicht- und Personaleinsatzplanung in Servicebereichen.
Aber auch außerhalb des eigentlichen Dienstleistungssektors
finden sich Tätigkeiten mit Servicecharakter, z.B.
innerbetriebliche Transporte, Wartungsdienste und
Reparaturleistungen sowie die Überwachung automatischer
Prozesse im Produktionsbereich. Hinsichtlich ihrer
Anforderungen entsprechen diese letztgenannten Tätigkeiten dem
Servicebereich.
Bei Dienstleistungen steht die Einhaltung eines gewünschten Servicegrades sowie die Bewältigung von Überlastsituationen im Vordergrund. Als mittelfristig wirksame
Maßnahme muß die Dimensionierung der Personalstärke unter
Einbeziehung von Teilzeitarbeit erwogen werden, wobei in erster
Linie Kostenaspekte maßgeblich sind. Zum kurzfristigen
Ausgleich von Belastungsspitzen bietet es sich hingegen an, die
verfügbare Personalkapazität innerhalb der zulässigen Grenzen
bedarfsorientiert einzusetzen. Diese Aufgabe steht im Mittelpunkt
der Schicht- und Personaleinsatzplanung.
Vielfach lassen sich die einzelnen Mitarbeiter zu homogenen
Mitarbeitergruppen zusammenfassen, so daß bei der Modellierung

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
ein entsprechender Aggregationsgrad gewahrt werden kann (im-
pliziter Ansatz). In diesem Fall werden lediglich Kapazitätsein-
sätze betrachtet, während sich der individuelle Personaleinsatz
erst im Anschluß an die eigentliche Modellrechnung durch die
Lösung eines inhomogenen Gleichungssystems ergibt. Eine ex-
plizite Modellierung des Personaleinsatzes ist dann unumgäng-
lich, wenn die spezifischen Qualifikationen jedes einzelnen Mit-
arbeiters zu beachten sind und wenn zwischen den Arbeitseinsät-
zen komplexe Verbundwirkungen bestehen (z.B. bei der Perso-
naleinsatzplanung im Rahmen von Unternehmensprüfungen; s.
Drexl 1990). Die Vorteile der impliziten gegenüber der expliziten
Modellierungsform bestehen vor allem in dem wesentlich
geringeren Rechenaufwand. (Zur impliziten und expliziten
Modellierung s. Kossbiel 1992.)
In manchen Bereichen kann zusätzlich durch Verabredungs-systeme (appointment systems) die Kapazitätsnachfrage zeitlich
gesteuert werden. Im folgenden werden jedoch nachfragesteuern-
de Systeme ausgeklammert und lediglich Schichtplanungs- und
Personaleinsatzmodelle für unterschiedlich lange Betrachtungs-
zeiträume skizziert.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
2. Schichtplanungs- und Personaleinsatzmodelle a. Flexible Tagesschichtplanung
Die im betriebswirtschaftlichen Schrifttum vorzufindenden
Schichtplanungsmodelle (s. z.B. Günther 1989, Kap. 7) gehen
zumeist auf das klassische Modell von Dantzig aus dem Jahre
1954 zurück, das die stundenweise Besetzung von Zahlstellen an
Straßenbrücken zum Gegenstand hatte. In diesem Modell wird ei-
nerseits davon ausgegangen, daß der während eines Tages zu be-
friedigende Kapazitätsbedarf bt für jede Tagesstunde t∈T vorge-
geben ist. Andererseits werden die verschiedenen in Frage kom-
menden Schichtpläne s∈S durch Vektoren mit den Elementen
ast = 0 bzw. ast = 1 beschrieben. In dem Vektor (0,1,1,1,0,1,1) ist
beispielsweise festgehalten, daß nach diesem Schichtmuster die
erste und die fünfte Stunde arbeitsfrei sind, während die Einsen
besagen, daß die Tagesstunden t = 2, 3 und 4 sowie t = 6 und 7
reguläre Arbeitsstunden sind. Kürzere Arbeitspausen könnten oh-
ne weiteres durch halb- oder viertelstündliche Zeitintervalle bei
der Beschreibung der Schichtmuster erfaßt werden.
Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
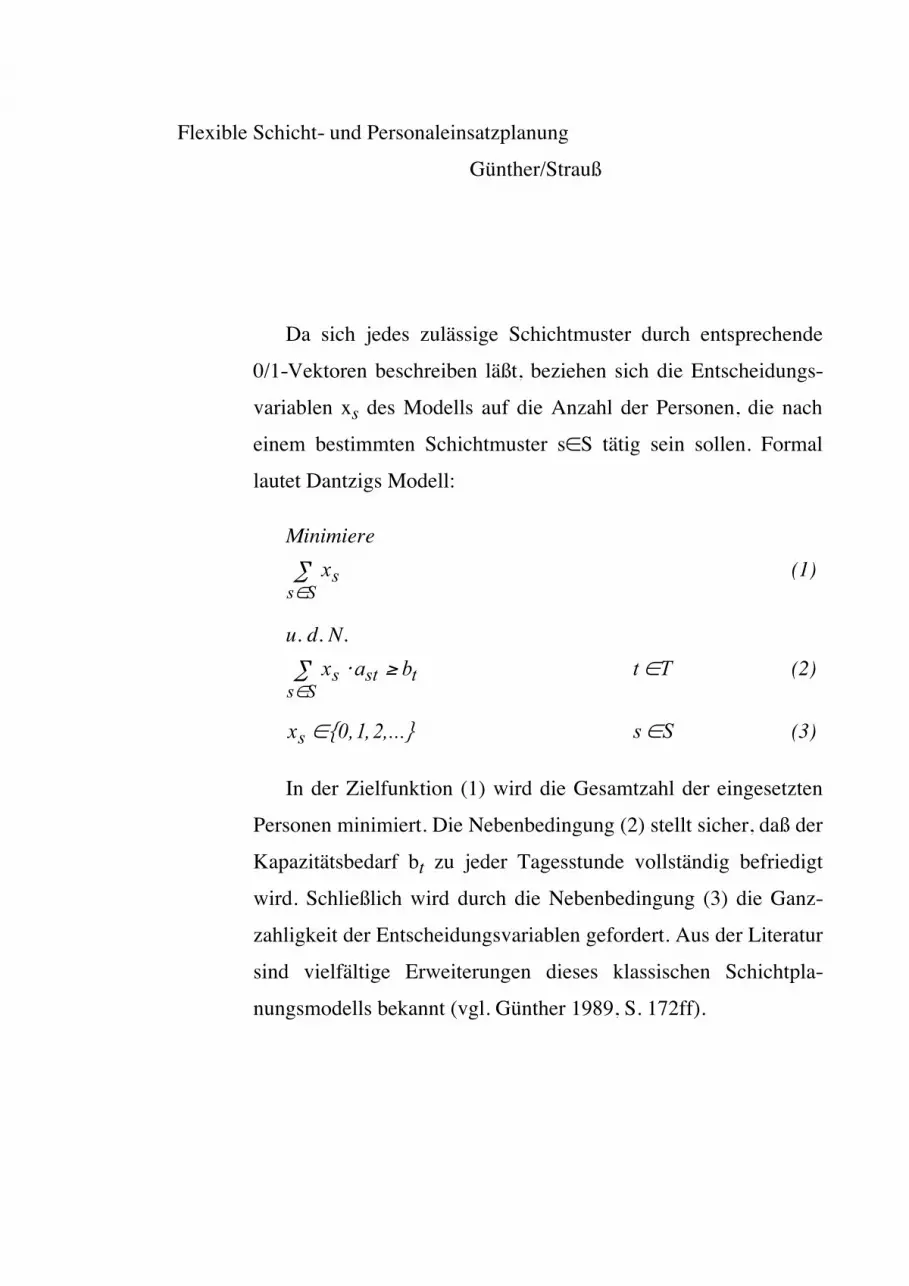
Da sich jedes zulässige Schichtmuster durch entsprechende
0/1-Vektoren beschreiben läßt, beziehen sich die Entscheidungs-
variablen xs des Modells auf die Anzahl der Personen, die nach
einem bestimmten Schichtmuster s∈S tätig sein sollen. Formal
lautet Dantzigs Modell:
Minimiere xs
s S∈∑ (1)
u. d. N. x a bs st t
s S⋅ ≥∑
∈ t T∈ (2)
xs ∈{ }0 1 2, , ,... s S∈ (3)
In der Zielfunktion (1) wird die Gesamtzahl der eingesetzten
Personen minimiert. Die Nebenbedingung (2) stellt sicher, daß der
Kapazitätsbedarf bt zu jeder Tagesstunde vollständig befriedigt
wird. Schließlich wird durch die Nebenbedingung (3) die Ganz-
zahligkeit der Entscheidungsvariablen gefordert. Aus der Literatur
sind vielfältige Erweiterungen dieses klassischen Schichtpla-
nungsmodells bekannt (vgl. Günther 1989, S. 172ff).

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
b. Flexible Wochenschichtplanung
Im Gegensatz zur flexiblen Tagesschichtplanung, bei der der
Ausgleich tageszeitlicher Bedarfsschwankungen im Vordergrund
steht, wird bei der flexiblen Wochenschichtplanung davon ausge-
gangen, daß die Kapazitätsanforderungen über einen mehrtägigen
Zeitraum unterschiedlich verteilt sind. Prinzipiell bieten sich hier
drei Lösungsmöglichkeiten an: (1) Bedarfsspitzen werden durch
den Einsatz von Zeitarbeitskräften oder Springern abgebaut.
(2) Die Personalkapazität wird dem maximalen Tagesbedarf an-
gepaßt, wobei allerdings vermeidbare Personalkosten entstehen.
(3) Im Rahmen der geltenden vertraglichen und rechtlichen Rah-
menbedingungen werden die arbeitsfreien Tage pro Woche nach
Bedarfsgesichtspunkten verteilt. Üblicherweise haben die Arbeit-
nehmer besonderes Interesse daran, daß die beiden ihnen zuste-
henden freien Tage pro Woche zeitlich aufeinanderfolgen. Daher
ist der Schichtplan so aufzustellen, daß er möglichst viele Paare
von freien Tagen enthält. Zur Entscheidungsunterstützung kann
hierbei auch auf lineare Optimierungsmodelle zurückgegriffen
werden (vgl. McClain/Thomas/Mazzola 1992, S. 417ff).
Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
c. Flexible Mehrwochenschicht- und -personaleinsatz-
planung Bei wechselndem Personalbedarf von Tag zu Tag bzw. von
Woche zu Woche müssen im Rahmen der Schichtplanung sowohl
die Verteilung der Arbeitstage während einer Arbeitswoche als
auch der Schichtzyklus festgelegt werden. Das folgende bewußt
einfach gehaltene Zahlenbeispiel zeigt die Anwendung einer heu-
ristischen Auswahlregel für die Zuordnung von aufeinanderfol-
genden freien Tagen und die Problematik der Erweiterung des
Wochenschichtplans zu einem Mehrwochenschichtplan.
In einer Telefonauskunftsstelle hat man die in Tabelle 1 fest-
gehaltene Verteilung des Personalkapazitätsbedarfs auf die ein-
zelnen Wochentage festgestellt (Buffa/Sarin 1987, S. 315ff). Ins-
gesamt entsteht ein Personalbedarf von 20 Tageseinheiten, wobei
Bedarfsspitzen am Wochenende entstehen. Die arbeitsfreien Tage
der einzusetzenden Mitarbeiter sollen so aufgeteilt werden, daß
man mit möglichst wenigen Mitarbeitern auskommt. Bei fünf Ar-
beitstagen pro Person und Woche sind dies im Idealfall 20/5 = 4
Mitarbeiter.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
benötigte Mo. Di. Mi. Do. Fr. Sa. So.
Arbeitskräfte 3 2 2 2 3 4 4
Tabelle 1: Personalbedarf im Wochenverlauf
Mit Hilfe einer einfachen Auswahlregel (vgl. a. Bedworth/
Bailey 1987, S. 387ff) wird schrittweise ein Wochenschichtplan
entwickelt (s. Tabelle 2), indem der ersten Schicht bzw. dem
ersten Mitarbeiter das Tagespaar mit dem geringsten Kapazitäts-
bedarf als arbeitsfrei zugeordnet wird (nämlich Dienstag und
Mittwoch; s. Zeile 1 in Tabelle 2). Im nächsten Schritt (Zeile 2 in
Tabelle 2) wird der nun verbleibende Kapazitätsbedarf ermittelt,
indem die fünf Arbeitstage des ersten Mitarbeiters von dem ur-
sprünglichen Kapazitätsbedarf abgezogen werden. Der zweite
Mitarbeiter erhält nun als arbeitsfrei das Tagespaar Mittwoch und
Donnerstag usw. Diese Vorgehensweise wird solange wiederholt,
bis keine weiteren arbeitsfreien Tagespaare mehr gefunden
werden können. Der weitere Lösungsgang ist der Tabelle 2 zu
entnehmen. (Darin sind die gewählten arbeitsfreien Tage durch
Fettdruck hervorgehoben.)

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Schritt Mo. Di. Mi. Do. Fr. Sa. So. 1 3 -2- -2- 2 3 4 4 2 2 2 -2- -1- 2 3 3 3 -1- -1- 2 1 1 2 2 4 1 1 1 -0- -0- 1 1
#Arbeitskräfte 3 2 2 2 3 4 4
Tabelle 2: Lösungsschritte der Wochenschichtplanung
In diesem einfachen Beispiel gelingt es, mit der theoretischen
Minimalzahl von vier Mitarbeitern einen zulässigen Wochen-
schichtplan aufzustellen. Die Lösung ist noch einmal in Tabelle 3
übersichtlich zusammengestellt.
Schicht Arbeitstage freie Tage
A Do. - Mo. Di., Mi. B Fr. - Di. Mi., Do. C Mi.- So. Mo., Di. D Sa. - Mi. Do., Fr.
Tabelle 3: Wochenschichtplan
In vielen Fällen besteht bei den Arbeitnehmern der Wunsch
nach wechselnden Schichtfolgen, da bestimmte arbeitsfreie Wo-

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
chentage beliebter sind als andere. Zudem bestehen auch arbeits-
rechtliche und tarifvertragliche Rahmenbedingungen, die u.U. rol-
lierende Schichtmuster vorschreiben. Anhand des gewählten Zah-
lenbeispiels kann man erkennen, daß bei der Aufeinanderfolge der
Schichten (A-B, B-C, C-D, D-A) ungünstige Effekte entstehen
können. Aus Tabelle 4 ist ersichtlich, daß bei diesem Schicht-
wechsel zwischen drei und acht aufeinanderfolgende Arbeitstage
anfallen.
Übergang von Schicht
auf Schicht
aufeinanderfolgende Arbeitstage
A B 6 B C 3 C D 8 D A 3
Tabelle 4: Schichtübergänge
C. Flexible Schicht- und Personaleinsatzplanung in Produktionsbereichen Anders als im Dienstleistungsbereich ist bei der Produktion
von Sachgütern die Leistungserstellung zeitlich nicht unmittelbar
an die Leistungsverwertung gebunden. Hierdurch entsteht ein

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
wechselnder Arbeitsanfall, der vor allem für die Serienproduktion
typisch ist. Eine Ausnahme bilden jedoch kontinuierlich ablaufen-
de Produktionsprozesse, auf die zunächst kurz eingegangen wer-
den soll.
1. Kontinuierliche Produktionsweise
Kontinuierliche Produktionsprozesse, wie sie z.B. in der
Stahl- oder Glaserzeugung vorherrschen, sind durch einen im
Zeitablauf gleichbleibenden Personalbedarf gekennzeichnet, wo-
bei die Betriebsbereitschaft i.d.R. über 24 Stunden an allen Wo-
chentagen aufrechtzuerhalten ist. Zweck der Schichtplanung ist
hier nicht der Ausgleich von Beschäftigungsschwankungen, son-
dern die Ermittlung rechtlich zulässiger und arbeitsphysiologisch
vertretbarer Schichtwechselpläne (vgl. u.a. Burgess/Busby 1992).
Bei der Entwicklung von Schichtplänen sind insbesondere die fol-
genden Grundregeln zu beachten (s. Knauth u.a. 1982):
- Berücksichtigung arbeitsrechtlicher und tarifvertraglicher
Vorgaben;

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
- Schichtfolgen sollen "vorwärtsrotieren", d.h. auf eine Früh-
schicht soll eine weitere Frühschicht, eine Spät- oder eine
Nachtschicht folgen, nicht jedoch umgekehrt;
- die Anzahl direkt aufeinanderfolgender Nachtschichten sollte
möglichst gering sein;
- die Anzahl der "vollen" freien Wochenenden (Samstag 0:00
bis Sonntag 24:00) sollte möglichst groß sein;
- zwischen zwei Freischichten sollten höchstens fünf Arbeitsta-
ge liegen;
- kürzere Schichtzyklen sollten bevorzugt werden;
- die Schichtpläne sollten für alle betroffenen Arbeitnehmer
gleich sein.
Tabelle 5 zeigt aus einer Fülle von möglichen Schichtmustern
exemplarisch einen Schichtplan mit fünfwöchigem Zyklus für
fünf Schichtbelegschaften (A bis E) bei einer durchschnittlichen
Wochenarbeitszeit von 33,6 Stunden. Mit F, S und N werden die
Frühschicht (6:00 bis 14:00), die Spätschicht (14:00 bis 22:00)
bzw. die Nachtschicht (22:00 bis 6:00) bezeichnet. Die durch-
schnittliche Wochenarbeitszeit von 33,6 Stunden kann durch Zu-

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
satzschichten auch erhöht werden, z.B. auf 38,4 Wochenstunden
bei drei Zusatzschichten innerhalb eines Schichtzyklus.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Schichtbelegschaft A B C D E 1. Montag F -frei- -frei- N S W Dienstag S F -frei- -frei- N o Mittwoch N S F -frei- -frei- c Donnerstag -frei- N S F -frei- h Freitag -frei- -frei- N S F e Samstag F -frei- -frei- N S Sonntag S F -frei- -frei- N
2. Montag N S F -frei- -frei- W Dienstag -frei- N S F -frei- o Mittwoch -frei- -frei- N S F c Donnerstag F -frei- -frei- N S h Freitag S F -frei- -frei- N e Samstag N S F -frei- -frei- Sonntag -frei- N S F -frei-
3. Montag -frei- -frei- N S F W Dienstag F -frei- -frei- N S o Mittwoch S F -frei- -frei- N c Donnerstag N S F -frei- -frei- h Freitag -frei- N S F -frei- e Samstag -frei- -frei- N S F Sonntag F -frei- -frei- N S
4. Montag S F -frei- -frei- N W Dienstag N S F -frei- -frei- o Mittwoch -frei- N S F -frei- c Donnerstag -frei- -frei- N S F h Freitag F -frei- -frei- N S e Samstag S F -frei- -frei- N Sonntag N S F -frei- -frei-
5. Montag -frei- N S F -frei- W Dienstag -frei- -frei- N S F o Mittwoch F -frei- -frei- N S c Donnerstag S F -frei- -frei- N h Freitag N S F -frei- -frei- e Samstag -frei- N S F -frei- Sonntag -frei- -frei- N S F
Tabelle 5: Schichtplan für fünf Schichtbelegschaften bei fünf-wöchigem Schichtzyklus (Knauth u.a. 1982)
Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Diese auf den ersten Blick sehr starren Schichtmuster bieten
dennoch Gestaltungsfreiräume, sofern dies mit den betrieblichen
Gegebenheiten vereinbar ist, z.B. Verlagerung der Schichtwech-
selzeiten, Verkürzung der Nachtschichten bei gleichzeitiger Aus-
dehnung der Früh- und Spätschicht oder die Anwendung von
Gleitzeitregelungen.
2. Produktionsprozesse mit wechselndem Arbeitsanfall
a. Problemstellung In vielen Bereichen der Industrie ist die Produktionsweise
durch zwei Merkmale geprägt: (1) die Nachfrage der Enderzeug-
nisse unterliegt ausgeprägten zeitlichen Schwankungen, die so-
wohl durch langfristige konjunkturelle als auch jahreszeitliche
Einflüsse sowie kurzfristig durch den unregelmäßigen Eingang
der Kundenaufträge geprägt sind; (2) wegen der Heterogenität des
Produktprogramms müssen flexible Fertigungsanlagen eingesetzt
werden, auf denen wechselweise unterschiedliche Produkte bear-
beitet werden. Daher werden üblicherweise - unterstützt durch
computergestützte Produktionsplanungs- und -steuerungssysteme

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
(PPS-Systeme) - terminlich und mengenmäßig spezifizierte Ferti-gungsaufträge als betriebsinterne Vorgaben gebildet, aus
denen sich ableiten läßt, welcher Kapazitätsbedarf in den
einzelnen Fertigungsstellen von Tag zu Tag bzw. von Woche zu
Woche eintreten wird.
Nur zufällig kommt es bei der in der Industrie vorherrschen-
den Wechselproduktion zu einer zeitlichen und örtlichen Gleich-
verteilung des Kapazitätsbedarfs. Um den zumeist unregelmäßig
verlaufenden Auslastungsschwankungen zu begegnen, ist es un-
umgänglich, das Fertigungspersonal wechselweise verschiedenen
Einsatzstellen zuzuordnen. Das hierbei zu bewältigende Pla-
nungsproblem ist in Abbildung 3 veranschaulicht. Konkret geht es
darum, in einem Produktionssystem, das aus mehreren unter-
schiedlichen Arbeitsstationen besteht, eine bestimmte Anzahl an
Arbeitsaufträgen in möglichst kurzer Zeit zu erledigen, wobei die
Gesamtleistung des Produktionssystems wesentlich davon ab-
hängt, wie die Personalkapazität der verschiedenen zur Verfügung
stehenden Personalkategorien auf die einzelnen Arbeitsstationen
aufgeteilt wird.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Abbildung 3: Zuordnung von Arbeitsaufträgen, Personalkate-gorien und Arbeitsstationen
Weiterhin läßt sich die hier betrachtete Problemstellung wie
folgt näher kennzeichnen:
Personalkategorien: Jeder Mitarbeiter verfügt über be-
stimmte Qualifikationsmerkmale (z.B. Ausbildung, Erfahrung,
Einarbeitung, körperliche Eignung). Aus den jeweiligen Qualifi-
kationsmerkmalen ergibt sich ein Qualifikationsprofil, das den
möglichen Einsatzbereich eines Mitarbeiters in der Fertigung be-
schreibt. Sämtliche Mitarbeiter, die dasselbe Qualifikationsprofil
aufweisen, werden zu einer Personalkategorie zusammengefaßt

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
(siehe Abbildung 4), wobei sich i.d.R. die Qualifikationsprofile
der einzelnen Personalkategorien hinsichtlich verschiedener
Qualifikationsmerkmale überlappen. Im folgenden werden nicht
mehr einzelne Mitarbeiter, sondern lediglich Kapazitäten aus
einer bestimmten Personalkategorie betrachtet. Auf diese Weise
läßt sich die Modellbildung wesentlich erleichtern.
Abbildung 4: Beispiel für die Qualifikationsprofile dreier Perso-nalkategorien
Arbeitsstationen: Hierbei handelt es sich um eigenständige
fertigungsorganisatorische Einheiten, in denen bestimmte Ferti-
gungsabschnitte unter Einsatz von Personal, Maschinen, Werk-
zeugen, Vorrichtungen usw. ausgeführt werden können. Personell
erfordert eine Arbeitsstation zu ihrem Betrieb eine bestimmte

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Bedienermannschaft (siehe Abbildung 5). Aufgrund der techni-
schen und arbeitsorganisatorischen Gegebenheiten muß jedes
Mitglied der Bedienermannschaft bestimmte Qualifikations-merkmale aufweisen. Die einzelnen Qualifikationsmerkmale las-
sen sich zu einem Anforderungsprofil zusammenfassen. Von je-
dem Anforderungsprofil werden in einer Arbeitsstation eine be-
stimmte Anzahl an Bedienern benötigt.
Abbildung 5: Beispiel für die Personalbesetzung einer Arbeits-station
Personalkategorien/Arbeitsstationen: Vielfach sind die Mit-
arbeiter so vielseitig ausgebildet, daß sie verschiedene Arbeits-
aufgaben übernehmen können. Hieraus folgt, daß eine
Personalkategorie i.d.R. in mehreren Arbeitsstationen eingesetzt

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
werden kann. Allgemein ist eine Personalzuordnung dann
zulässig, wenn das Qualifikationsprofil der betreffenden
Personalkategorie das Anforderungsprofil einer Arbeitsstation
erfüllt.
Arbeitsaufträge (jobs): Hierbei handelt es sich um Produkti-
onsaufträge, die sich auf die Herstellung einer bestimmten Menge
eines Produktes innerhalb einer gegebenen Terminspanne bezie-
hen. Arbeitsaufträge werden i.d.R. durch computergestützte Pro-
duktionsplanungs- und -steuerungssysteme generiert. Nachdem
die Verfügbarkeit des benötigten Fertigungsmaterials, der Werk-
zeuge und anderer Ressourcen sichergestellt ist, werden die Ar-
beitsaufträge zur Ausführung freigegeben. Jeder Arbeitsauftrag
(jedes Erzeugnis) wird nach einem vorgegebenen Arbeitsplan be-
arbeitet. Der Arbeitsplan gibt an, welche Arbeitsgänge auszufüh-
ren sind, in welcher Reihenfolge sie durchlaufen werden, an wel-
chen Arbeitsstationen sie erfolgen, wie lange die Arbeitsstationen
je Produkteinheit belegt sind und welche sonstigen Ressourcen
benötigt werden (siehe Abbildung 6).

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Abbildung 6: Arbeitsplan eines Arbeitsauftrags
Der systematischen Unterstützung der Personaleinsatzplanung
bei industrieller Wechselproduktion dient das folgende statische
Grundmodell, das als Problemlösungskomponente eines überge-
ordneten interaktiven Entscheidungsunterstützungssystems zu
verstehen ist. Dieses Modell trägt insbesondere den Anwendungs-
gegebenheiten im Produktionsbereich Rechnung. (Entscheidungs-
modelle für die Personalbereitstellungsplanung in
Dienstleistungsorganisationen finden sich u.a. bei Kossbiel 1992.)
Dynamische Erweiterungen des folgenden Grundmodells sind
möglich, werden im folgenden jedoch nicht wiedergegeben.
b. Statisches Grundmodell
Ausgegangen wird von einer Situation, bei der zwar unter-
schiedliche Erzeugnisse (Fertigungsaufträge) zu bearbeiten sind,
die Zusammensetzung des Auftragsprogramms jedoch wäh-
rend des zu betrachtenden Zeitraumes konstant bleibt. Nur bei

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Vorliegen dieser Voraussetzungen ist es sinnvoll, einen einmal
festgelegten Personaleinsatzplan zyklisch zu wiederholen. Im üb-
rigen läßt sich die hier betrachtete Problemstellung durch die fol-
genden Annahmen kennzeichnen:
- Die Personalausstattung des betrachteten Fertigungsbereichs
ist gegeben. Der Lohn eines Mitarbeiters beruht allein auf sei-
ner Qualifikationseinstufung, unabhängig davon, an welcher
Arbeitsstation er eingesetzt wird. Daher sind die Lohnkosten
nicht entscheidungsrelevant.
- Die Mitarbeiter können während des Planungszeitraumes be-
liebig innerhalb des betrachteten Fertigungsbereichs umge-
setzt werden.
- Flexible Arbeitszeiten sowie Absenteismus werden aus Ver-
einfachungsgründen nicht explizit erfaßt.
- Alle Mitarbeiter führen einen Arbeitsgang gleich schnell aus.
Einarbeitungs- und Lerneffekte werden nicht betrachtet. Die
Arbeitsgangdauern werden als deterministisch angesehen.
- In den Arbeitsplänen der Erzeugnisse wird von Rüstzeiten,
Übergangs-, Wartezeiten usw. sowie von alternativen Ar-
beitsplänen abgesehen.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Zur Aufstellung eines entsprechenden vereinfachten formalen
Grundmodells, das im praktischen Anwendungsfall um weitere
relevante Gesichtspunkte erweitert werden müßte, wird das
nachfolgende abstrahierte Entscheidungsmodell entwickelt (s.a.
Wittrock 1992). Bei der Modellformulierung wird die folgende
Notation verwendet:
i∈I Arbeitsstationen
j∈J, j∈J(i) Arbeitsaufträge (bzw. Arbeitsaufträge,
die in Arbeitsstation i bearbeitet wer-
den müssen)
q∈Q, q∈Q(i) Anforderungsprofile (bzw. Anfor-
derungsprofile, die in Arbeitsstation i
benötigt werden)
k∈K, k∈K(q) Personalkategorien (bzw. Personal-
kategorien, die über Anforderungs-
profil q verfügen)
bj Anzahl der zu bearbeitenden Arbeits-
aufträge vom Typ j

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
aij Belegungszeit der Arbeitsstation i
durch eine Einheit des Arbeitsauftrags j
diq Anzahl Maschinenbediener des
Anforderungsprofils q, die zum Betrieb
der Arbeitsstation i benötigt werden
PKk Personalkapazität der Personal-
kategorie k
Die Freiheitsgrade des zu lösenden Entscheidungsproblems
bestehen darin, die Personalkapazitäten aus den verschiedenen
vorhandenen Personalkategorien so den einzelnen Arbeitsstatio-
nen zuzuweisen, daß die Gesamtausbringung des Produktions-systems maximiert wird. Hieraus leiten sich die folgenden Ent-scheidungsvariablen ab:
xik der Arbeitsstation i∈ I zugeordnete
Personalkapazität der Kategorie k∈ K (xik ≥ 0)
z Gesamtkapazität des Fertigungssystems (z ≥ 0)

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Die Deckung des Kapazitätsbedarfs durch Personalbereit-
stellung aus den verschiedenen Personalkategorien k∈K(q), die
über das jeweilige Qualifikationsprofil q verfügen, wird durch die
folgende Bedingung gesichert: x b a d i I q Q iik j ij iq
j J ik K q≥ ⋅ ⋅ ∈ ∈∑∑
∈∈, ' ( )
( )( ) (4)
wobei mit q∈Q'(i) die Elemente aus der Potenzmenge der in Ar-
beitsstation i benötigten Anforderungsprofile bezeichnet werden.
Zur Erklärung der rechten Seite dieser Nebenbedingung sei
zunächst eine einzelne Arbeitsstation i∈I betrachtet. Sie wird von
bj Arbeitsaufträgen eines bestimmten Typs j∈J(i) durchlaufen.
Die Verweilzeit eines Arbeitsauftrags in dieser Station ergibt sich
als Produkt aus der Auftragsgröße bj und der zugehörigen Bele-
gungsdauer je Mengeneinheit aij. Durch die weitere
Multiplikation mit dem Parameter diq (Anzahl der benötigten
Maschinenbediener des Anforderungsprofils q) erhält man die
dem jeweiligen Anforderungsprofil entsprechende
Personalkapazität, die für die Erledigung eines bestimmten
Arbeitsauftrags bereitzustellen ist. Von allen benötigten
Anforderungsprofilen ist soviel an Personalkapazität

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
bereitzustellen, daß sämtliche Arbeitsaufträge j∈J(i), deren
Arbeitspläne die Bearbeitung in Arbeitsstation i vorsieht, dort
ausgeführt werden können.
Andererseits ist die Bereitstellung an Personalkapazität auf
PKk Einheiten der Personalkategorie k∈K begrenzt. Folglich muß
gelten:
x PK k Kik ki I
≤ ∈∑∈
(5)
Aus der bildhaften Vorstellung, daß sämtliche
Arbeitsaufträge, einem vorherrschenden Prozeßschema folgend,
die Arbeitsstationen des betrachteten Fertigungsbereichs
überwiegend in derselben Flußrichtung durchlaufen, drängt sich
die Zielsetzung auf, daß in der angenommenen Sequenz von
Arbeitsstationen diejenige den Engpaß bildet, die den geringsten
Durchfluß zuläßt. Will man die Produktionsleistung (gemessen
als der in Kapazitätseinheiten ausgedrückte Output des gesamten
Produktionssystems) maximieren, so sind die Kapazitäten der
einzelnen Arbeitsstationen hinsichtlich aller dort benötigten
Anforderungsprofile zu nivellieren. Zur Umsetzung dieser
Zielvorstellung dient die folgende Nebenbedingung:

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
zx
b a di I q Q i
ikk K q
j ij iqj J i
≤
∑
⋅ ⋅∑∈ ∈∈
∈
( )
( )
, ' ( ) (6)
in Verbindung mit der Zielfunktion:
Maximiere z (7)
Die Nebenbedingungen (4) bis (6) bilden in Verbindung mit
der Zielfunktion (7) ein lineares Optimierungsmodell, das mit
Hilfe der heute verfügbaren PC-Software bequem gelöst werden
kann. Aus der Lösung eines solchen Modells läßt sich zwar nicht
unmittelbar ableiten, an welchen Arbeitsstationen die Mitarbeiter
eingesetzt werden, und wann sie zu einer anderen Arbeitsstation
wechseln, doch ist aufgrund der gewählten Modellierung sicher-
gestellt, daß die als Ergebnis der Modellrechnung erhaltene Auf-
teilung der Personalkapazität stets in eine zulässige individuelle
Personalzuordnung aufgelöst werden kann. Erweiterungen des
dargestellten Entscheidungsmodells, z.B. um Gesichtspunkte der
flexiblen Schichtplanung oder zur Berücksichtigung einer dyna-
mischen Bedarfssituation, können ohne weiteres vorgenommen
werden.

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Abschließend soll die Formulierung des Entscheidungsmo-
dells anhand eines einfachen Zahlenbeispiels belegt werden, des-
sen Ausgangsdaten in den Tabellen 6 bis 8 zusammengestellt
sind. In den Tabellen 6 und 7 zeigen die Einträge 0 bzw. 1 an, ob
ein bestimmtes Qualifikationsmerkmal gegeben ist oder nicht.
Man kann aus den Tabellen 6 und 7 ablesen, daß das erste in Ar-
beitsstation 1 benötigte Anforderungsprofil, nämlich (0,1,1,0),
durch sämtliche Personalkategorien erfüllt wird, während der Per-
sonalkapazitätsbedarf hinsichtlich des zweiten benötigten Anfor-
derungsprofils (1,1,0,0) nur durch die Personalkategorien 1 und 3
gedeckt werden kann. In Arbeitsstation 2 erfüllen sämtliche Per-
sonalkategorien das zweite und die Personalkategorien 2 und 3
das erste der beiden benötigten Anforderungsprofile.
Personal- kategorie
Qualifikations- profil
Personalkapazität (Std./Woche)
1 1,1,1,0 200 2 0,1,1,1 180 3 1,1,1,1 60
Tabelle 6: Personalkategorien (Zahlenbeispiel)

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Arbeits- station
Anforderungs- profil
Bediener- mannschaft
1 0,1,1,0 1,1,0,0
2 Personen 1 Person
2 0,0,1,1 0,1,1,0
1 Person 3 Personen
Tabelle 7: Arbeitsstationen (Zahlenbeispiel)
Arbeits- Belegungszeit (Std./Stk.) Auftrags- auftrag Station 1 Station 2 anzahl
1 1,0 1,5 10 2 0,5 1,2 20 3 1,5 0,5 30
Tabelle 8: Arbeitsaufträge (Zahlenbeispiel)
Das Modell enthält die folgenden Nebenbedingungen, wobei
redundante Nebenbedingungen in Klammern gesetzt sind:
Deckung des Kapazitätsbedarfs (Arbeitsstation 1) (x1,1 + x1,2 + x1,3 ≥ 10 . 1,0 . 2 + 20 . 0,5 . 2 + 30 . 1,5 . 2 = 130)
x1,1 + x1,3 ≥ 10 . 1,0 . 1 + 20 . 0,5 . 1 + 30 . 1,5 . 1 = 65
x1,1 + x1,2 + x1,3 ≥ 195
Deckung des Kapazitätsbedarfs (Arbeitsstation 2)

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
x2,2 + x2,3 ≥ 10 . 1,5 . 1 + 20 . 1,2 . 1 + 30 . 0,5 . 1 = 54
(x2,1 + x2,2 + x2,3 ≥ 10 . 1,5 . 3 + 20 . 1,2 . 3 + 30 . 0,5 . 3 = 162)
x2,1 + x2,2 + x2,3 ≥ 216
Bereitstellung der Personalkapazität x1,1 + x2,1 ≤ 200
x1,2 + x2,2 ≤ 180
x1,3 + x2,3 ≤ 60
Nivellierung der Personalkapazitätsausstattung (Arbeitsstation 1) (z ≤ (x1,1 + x1,2 + x1,3) / 130)
z ≤ (x1,1 + x1,3) / 65
z ≤ (x1,1 + x1,2 + x1,3) / 195
Nivellierung der Personalkapazitätsausstattung (Arbeitsstation 2) z ≤ (x2,2 + x2,3) / 54
(z ≤ (x2,1 + x2,2 + x2,3) / 162)
z ≤ (x2,1 + x2,2 + x2,3) / 216

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Als eine von mehreren optimalen Lösungen erhält man: x1,1 = 200; x1,2 = 8,76; x1,3 = 0;
x2,1 = 0; x2,2 = 171,24; x2,3 = 60;
z = 1,07056
Insgesamt steht in dem betrachteten Zahlenbeispiel ein Ka-
pazitätsangebot von 440 einem gesamten Kapazitätsbedarf von
411 Einheiten gegenüber. Aufgrund der gewählten Zielfunktion
wird die Überschußkapazität von 29 Einheiten gleichmäßig auf
alle Arbeitsstationen bzw. die jeweiligen Anforderungsprofile
verteilt. Das Verhältnis von zugeteilter Kapazität und Kapazitäts-
bedarf entspricht jeweils dem Zielwert z = 1,07056; d.h. jeder Ar-
beitsstation steht eine Reservekapazität von ca. 7% zur Verfü-
gung.
D. Abschließende Bemerkungen
Arbeitsflexibilisierungen werden nicht nur von der Wirtschaft,
sondern auch von den Arbeitnehmern und gesellschaftlichen
Kräften immer stärker gefordert. Die Wirtschaft hat dabei zwei

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Interessenschwerpunkte: zum einen die Anpassung der Personal-
kapazität an den Kapazitätsbedarf (Beschäftigungsglättung) und
zum anderen die effiziente Nutzung kapitalintensiver Fertigungs-
anlagen durch die Ausdehnung der Betriebszeiten. Den Arbeit-
nehmern geht es darum, durch die Auflockerung der persönli-
chen Arbeitszeitzwänge die individuelle Lebensqualität zu ver-
bessern. Dazu gehören nicht nur die Mitgestaltung der Arbeitszeit,
sondern auch der gesicherte Arbeitsplatz, gesteigertes
Einkommen und ausgedehnte Freizeit. Die offenkundigen
Gegensätze zwischen den persönlichen Interessen des Einzelnen
und den wirtschaftlichen Zielsetzungen der Unternehmung
erfordern jedoch eine Einigung zwischen
Arbeitnehmervertretungen und Unternehmensleitung sowie die
Aushandlung betriebsindividueller Lösungen. Nichtzuletzt
erwartet die Öffentlichkeit von flexibler Arbeit eine
Humanisierung des Arbeitslebens und eine Verringerung der
Arbeitslosigkeit.
Mit der Verkürzung der Wochen- und Jahresarbeitszeit ver-
liert auch das traditionelle Verständnis der "Einheit von Person
und Arbeitsstelle" zunehmend an Bedeutung. Je mehr die Be-

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
triebszeiten der Unternehmung und die Arbeitszeiten des einzel-
nen Mitarbeiters divergieren, um so notwendiger werden Über-
einkünfte und Absprachen zwischen den Mitarbeitern und ihren
unmittelbaren Vorgesetzten über die Regelung der Arbeitszeit und
der täglichen Arbeitseinsätze. Diese Entwicklung trägt vor allem
neue Anforderungen hinsichtlich der Personalverantwortung an
die unteren und mittleren Managementebenen heran. Die damit
verbundene Flexibilisierung der Personalkapazität stellt jedoch
kein in sich geschlossenes Entscheidungsproblem dar, sondern
muß stets im Kontext einer mehrstufigen Unternehmensplanung
gesehen werden (vgl. Günther 1990). Der Erfolg der in Frage
kommenden Maßnahmen hängt wesentlich vom Grad der Integra-
tion in die Unternehmensgesamtplanung und von einer sorgfälti-
gen Abstimmung der Maßnahmen vor ihrer Realisierung ab.
Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Literatur
Bedworth, D. D.; Bailey, J. E.: Integrated Production Control Sy-
stems, 3nd ed., New York u.a. 1987
Bruck, A.: Entwurf eines Personalkapazitäts-Planungssystems
(PCPS) unter besonderer Berücksichtigung der Schicht- und Per-
sonaleinsatzplanung, in: Kapazitätsorientiertes Arbeitszeitma-
nagement, hrsg. v. Ch. Schneeweiß, Heidelberg 1992, S. 291-315
Buffa, E. S.; Sarin, R. K.: Modern Production/Operations Ma-
nagement, 8th ed., New York u.a. 1987
Burgess, W. J.; Busby, R. E.: Personnel Scheduling, in: Handbook
of Industrial Engineering, hrsg. v. G. Salvendy, 2nd ed., New
York u.a. 1992, S. 2154-2169
Dantzig, G. B.: A Comment on Edie's "Traffic Delays at Toll
Booths", Journal of the Operations Research Society of America,
2. Jg. (1954), S. 339-341
Drexl, A.: Planung des Ablaufs von Unternehmensprüfungen,
Stuttgart 1990

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Faißt, J.: Instrumente des Arbeitszeitmanagements, in: Kapazi-
tätsorientiertes Arbeitszeitmanagement, hrsg. v. Ch. Schneeweiß,
Heidelberg 1992, S. 41-59
Faißt, J.; Schneeweiß, Ch.; Wolf, F.: Bedarfsorientierte Schicht-
planung, in: Kapazitätsorientiertes Arbeitszeitmanagement, hrsg.
v. Ch. Schneeweiß, Heidelberg 1992, S. 195-214
Günther, H.-O.: Produktionsplanung bei flexibler Personalkapazi-
tät, Stuttgart 1989
Günther, H.-O.: Personalkapazitätsplanung und Arbeitsflexibili-
sierung, in: Integration und Flexibilität: Eine Herausforderung für
die Allgemeine Betriebswirtschaftslehre, hrsg. v. D. Adam u.a.,
Wiesbaden 1990, S. 303 - 334

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
Knauth, P.; Brockmann, W.; Schwarzenau, P.; Rutenfranz, J.:
Konstruktion von Schichtplänen für kontinuierliche Arbeitswei-
sen, in: Zeitschrift für Arbeitswissenschaft, 36. Jg., 8. Jg. n.F.,
(1982), Heft 1, S. 24-30
Kossbiel, H.: Personalbereitstellungsplanung bei Arbeitszeitfle-
xibilisierung, in: ZfB, 62. Jg. (1992), S. 175-198
McClain, J. O.; Thomas, L. J.; Mazzola, J. B.: Operations Ma-
nagement: Production of Goods and Services, 3rd ed., Englewood
Cliffs, New Jersey 1992
Schneeweiß, Ch. (Hrsg.): Kapazitätsorientiertes Arbeitszeitma-
nagement, Heidelberg 1992
Schneeweiß, Ch.; Weber, K.; Wild, B.: Arbeitszeitflexibilisierung
in Europa im Vergleich, in: Kapazitätsorientiertes Arbeitszeitma-
nagement, hrsg. v. Ch. Schneeweiß, Heidelberg 1992, S. 125-170
Schneeweiß, Ch.; Wild, B.: Auswertung einer Erhebung zur Ar-
beitszeitflexibilisierung in der verarbeitenden Industrie, in: Ka-

Flexible Schicht- und Personaleinsatzplanung
Günther/Strauß
pazitätsorientiertes Arbeitszeitmanagement, hrsg. v. Ch.
Schneeweiß, Heidelberg 1992, S. 61-87
Steinbach, J.; Schneeweiß, Ch.; Faißt, J.: Kapazitätsorientierte
Freischichtplanung, in: Kapazitätsorientiertes Arbeitszeitma-
nagement, hrsg. v. Ch. Schneeweiß, Heidelberg 1992, S. 215-237
Wittrock,R.J.: Operator Assignment and the Parametric Preflow
Algorithm, in: Management Science, 38. Jg. (1992), S.1354-1359