cell disruption for microalgae biorefineries
TRANSCRIPT

Biotechnology Advances xxx (2015) xxx–xxx
JBA-06890; No of Pages 18
Contents lists available at ScienceDirect
Biotechnology Advances
j ourna l homepage: www.e lsev ie r .com/ locate /b iotechadv
Research review paper
Cell disruption for microalgae biorefineries
E. Günerken a,b,⁎, E. D'Hondt a, M.H.M. Eppink b, L. Garcia-Gonzalez a, K. Elst a, R.H. Wijffels b,c
a VITO NV, Boeretang 200, 2400 Mol, Belgiumb Wageningen University, Bioprocess Engineering, AlgaePARC, P.O. Box 16, 6700 AA Wageningen, Netherlandsc University of Nordland, Faculty of Biosciences and Aquaculture, N-8049 Bodø, Norway
⁎ Corresponding author at: Flemish Institute for TechnoE-mail addresses: [email protected] (E. Günerk
(L. Garcia-Gonzalez), [email protected] (K. Elst), rene.wij
http://dx.doi.org/10.1016/j.biotechadv.2015.01.0080734-9750/© 2015 Elsevier Inc. All rights reserved.
Please cite this article as: Günerken E, et alj.biotechadv.2015.01.008
a b s t r a c t
a r t i c l e i n f oArticle history:Received 4 September 2014Received in revised form 6 January 2015Accepted 27 January 2015Available online xxxx
Keywords:Cell disruptionBead millingHigh pressure homogenizationHigh speed homogenizationUltrasonicationMicrowave treatmentPulsed electric field treatmentNon-mechanical cell disruptionMicroalgaeBiorefinery
Microalgae are a potential source for various valuable chemicals for commercial applications ranging fromnutraceuticals to fuels. Objective in a biorefinery is to utilize biomass ingredients efficiently similarly to pe-troleum refineries in which oil is fractionated in fuels and a variety of products with higher value. Down-stream processes in microalgae biorefineries consist of different steps whereof cell disruption is the mostcrucial part. To maintain the functionality of algae biochemicals during cell disruption while obtaininghigh disruption yields is an important challenge. Despite this need, studies onmild disruption of microalgaecells are limited. This review article focuses on the evaluation of conventional and emerging cell disruptiontechnologies, and a comparison thereof with respect to their potential for the future microalgaebiorefineries. The discussed techniques are bead milling, high pressure homogenization, high speed ho-mogenization, ultrasonication, microwave treatment, pulsed electric field treatment, non-mechanical celldisruption and some emerging technologies.
© 2015 Elsevier Inc. All rights reserved.
Contents
General introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Cell disruption. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
Mechanical methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Bead milling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0High pressure homogenization . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0High speed homogenization. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Ultrasonication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Microwave treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Pulsed electric field treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
Non-mechanical methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Enzymatic cell lysis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Chemical cell disruption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
New developments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Comparison . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
Mechanism of cell disruption . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Effect on product quality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Specific energy consumption (kWh/kg dry biomass) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Practical scalability . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0Gaps in data comparison . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
Future needs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
logical Research (VITO), Boeretang 200, VITO MAT Building, 2400 Mol, Belgium. Tel.: +32 485 202413.en), [email protected] (E. D'Hondt), [email protected] (M.H.M. Eppink), [email protected]@wur.nl (R.H. Wijffels).
, Cell disruption for microalgae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
2 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0
General introduction
Microalgae are considered as an industrially interesting source forthe sustainable production of numerous products because of signifi-cantly higher growth rates, photosynthetic efficiencies and processoptimization possibilities compared to conventional terrestrial plantsand are already used in many commercial applications including food,animal feed, cosmetics, pollution abatement, and therapeutics(Brennan and Owende, 2010; Butler, 2006; Chisti, 2007; de Stefanoet al., 2011; Harun et al., 2011; Hazar and Aydin, 2010; Huang et al.,2010; Li et al., 2008; Liu et al., 2008; Posten and Walter, 2012a,b;Rodolfi et al., 2009; Solovchenco et al., 2008; Spolaore et al., 2006;Thamsiriroj and Murphy, 2009; Tornabene et al., 1983; Usui andIkenouchi, 1997). Moreover, microalgae can be cultured in marginalareas in brackish or saline water resulting in a lower water and landfootprint (Tsukahara and Sawayama, 2005). Despite these advan-tages, microalgae also have their limitations. One of the major eco-nomic bottlenecks cited in the literature due to the high energydemand is downstream processing. The biorefinery concept, analo-gous to petroleum refineries, aims to fractionate biomass into fuelsand multiple added-value co-products simultaneously by focusingon downstream processes (Chisti, 2007; Clark et al., 2009; DOE,2010; IEA Bioenergy, 2009; Sánchez Mirón et al., 2003; SchmidStraiger, 2009). The main issue in designing a biorefinery is optimiz-ing the balance between products and energy to obtain a maximumfinancial profit (Anastas and Zimmerman, 2003). Products cannot berecovered effectively from microalgae using methods designed forproduct extrusion from crops such as soybeans since the microalgaemorphology is different from land crops. Microalgae cells are small,covered with a relatively thick cell wall and products are usually lo-cated in globules or bound to cell membranes, making extraction ofintracellular products challenging. Additionally, the cell wall structureof microalgae is complex and poorly understood (Gerken et al., 2013;
Fig. 1. Classification of the c
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
Scholz et al., 2014) and is known to have an important effect on thedisruption efficiency. However, there are no broad studies investigat-ing the relation between cell wall composition disruption efficiencyand energy consumption. Thus, inter- and intra-species variationsand variations observed from different cultivation conditions makepredictions or extrapolations very difficult. Some microalgal cells arevery easy to break so a mild or more energy efficient disruption tech-nique can be chosen. However, calculating a universal energy con-sumption value for a given cell disruption method and thereforemaking a direct comparison of different techniques is impossible.
Despite these challenges, efficient cell disruption is an essential pre-treatment step tomaximize product recovery frommicroalgae biomass.A feasible energy-efficient cell disruptionmethod should be establishedto ensure a low operating cost, high product recovery, and high qualityof the extracted products.
This review article focuses on the evaluation of the fundamentals,physics, and case studies of conventional cell disruption techniques, al-ready in use for microalgae, as well as emerging mild disruption tech-nologies. All techniques are evaluated and compared with respect tothe potential for the future microalgae biorefineries.
Cell disruption
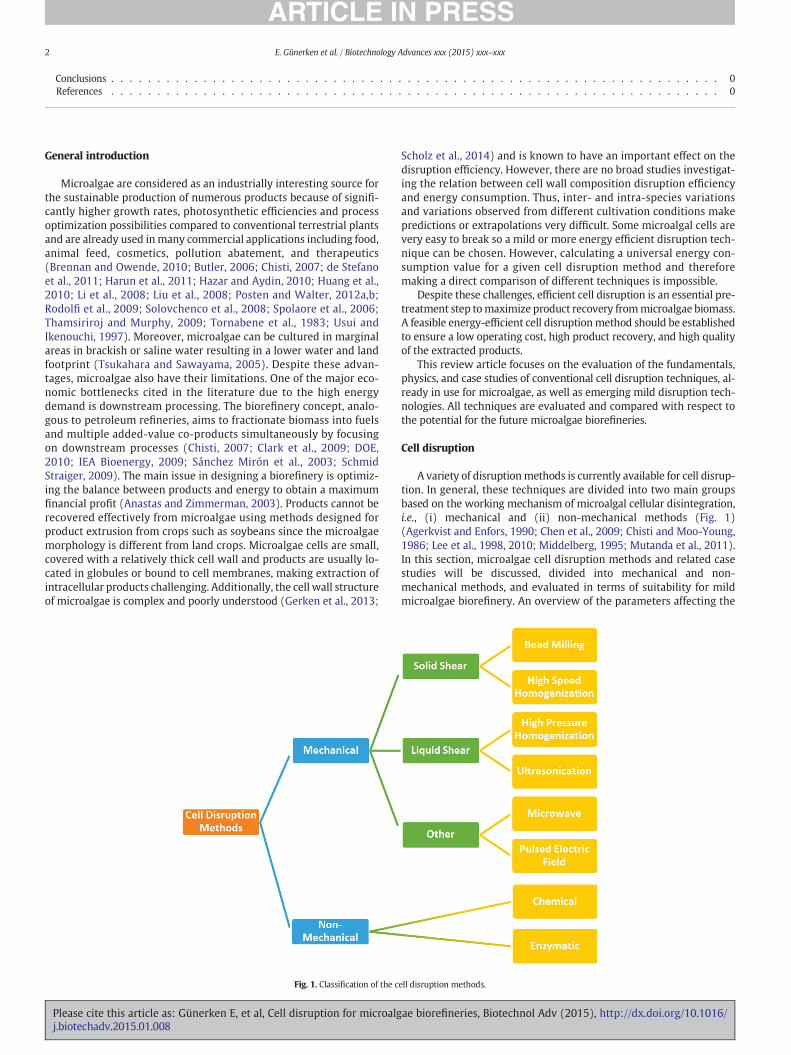
A variety of disruptionmethods is currently available for cell disrup-tion. In general, these techniques are divided into two main groupsbased on the working mechanism of microalgal cellular disintegration,i.e., (i) mechanical and (ii) non-mechanical methods (Fig. 1)(Agerkvist and Enfors, 1990; Chen et al., 2009; Chisti and Moo-Young,1986; Lee et al., 1998, 2010; Middelberg, 1995; Mutanda et al., 2011).In this section, microalgae cell disruption methods and related casestudies will be discussed, divided into mechanical and non-mechanical methods, and evaluated in terms of suitability for mildmicroalgae biorefinery. An overview of the parameters affecting the
ell disruption methods.
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
3E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
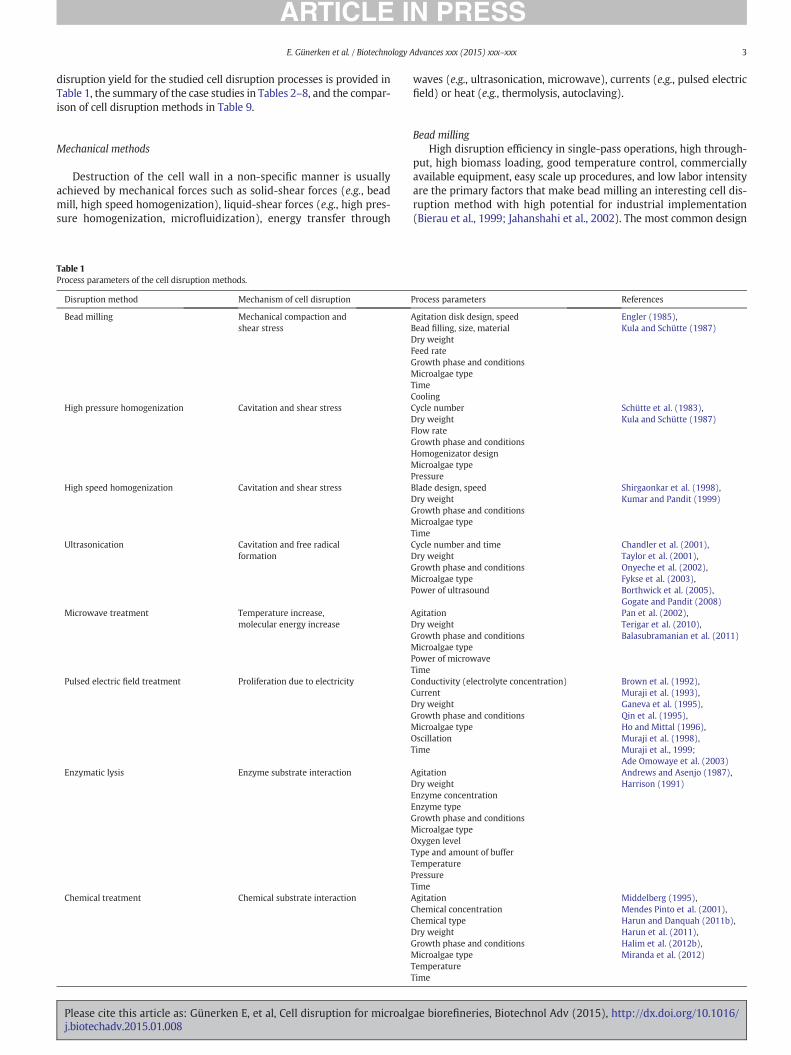
disruption yield for the studied cell disruption processes is provided inTable 1, the summary of the case studies in Tables 2–8, and the compar-ison of cell disruption methods in Table 9.
Mechanical methods
Destruction of the cell wall in a non-specific manner is usuallyachieved by mechanical forces such as solid-shear forces (e.g., beadmill, high speed homogenization), liquid-shear forces (e.g., high pres-sure homogenization, microfluidization), energy transfer through
Table 1Process parameters of the cell disruption methods.
Disruption method Mechanism of cell disruption
Bead milling Mechanical compaction andshear stress
High pressure homogenization Cavitation and shear stress
High speed homogenization Cavitation and shear stress
Ultrasonication Cavitation and free radicalformation
Microwave treatment Temperature increase,molecular energy increase
Pulsed electric field treatment Proliferation due to electricity
Enzymatic lysis Enzyme substrate interaction
Chemical treatment Chemical substrate interaction
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
waves (e.g., ultrasonication, microwave), currents (e.g., pulsed electricfield) or heat (e.g., thermolysis, autoclaving).
Bead millingHigh disruption efficiency in single-pass operations, high through-
put, high biomass loading, good temperature control, commerciallyavailable equipment, easy scale up procedures, and low labor intensityare the primary factors that make bead milling an interesting cell dis-ruption method with high potential for industrial implementation(Bierau et al., 1999; Jahanshahi et al., 2002). The most common design
Process parameters References
Agitation disk design, speedBead filling, size, materialDry weightFeed rateGrowth phase and conditionsMicroalgae typeTimeCooling
Engler (1985),Kula and Schütte (1987)
Cycle numberDry weightFlow rateGrowth phase and conditionsHomogenizator designMicroalgae typePressure
Schütte et al. (1983),Kula and Schütte (1987)
Blade design, speedDry weightGrowth phase and conditionsMicroalgae typeTime
Shirgaonkar et al. (1998),Kumar and Pandit (1999)
Cycle number and timeDry weightGrowth phase and conditionsMicroalgae typePower of ultrasound
Chandler et al. (2001),Taylor et al. (2001),Onyeche et al. (2002),Fykse et al. (2003),Borthwick et al. (2005),Gogate and Pandit (2008)
AgitationDry weightGrowth phase and conditionsMicroalgae typePower of microwaveTime
Pan et al. (2002),Terigar et al. (2010),Balasubramanian et al. (2011)
Conductivity (electrolyte concentration)CurrentDry weightGrowth phase and conditionsMicroalgae typeOscillationTime
Brown et al. (1992),Muraji et al. (1993),Ganeva et al. (1995),Qin et al. (1995),Ho and Mittal (1996),Muraji et al. (1998),Muraji et al., 1999;Ade Omowaye et al. (2003)
AgitationDry weightEnzyme concentrationEnzyme typeGrowth phase and conditionsMicroalgae typeOxygen levelType and amount of bufferTemperaturePressureTime
Andrews and Asenjo (1987),Harrison (1991)
AgitationChemical concentrationChemical typeDry weightGrowth phase and conditionsMicroalgae typeTemperatureTime
Middelberg (1995),Mendes Pinto et al. (2001),Harun and Danquah (2011b),Harun et al. (2011),Halim et al. (2012b),Miranda et al. (2012)
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
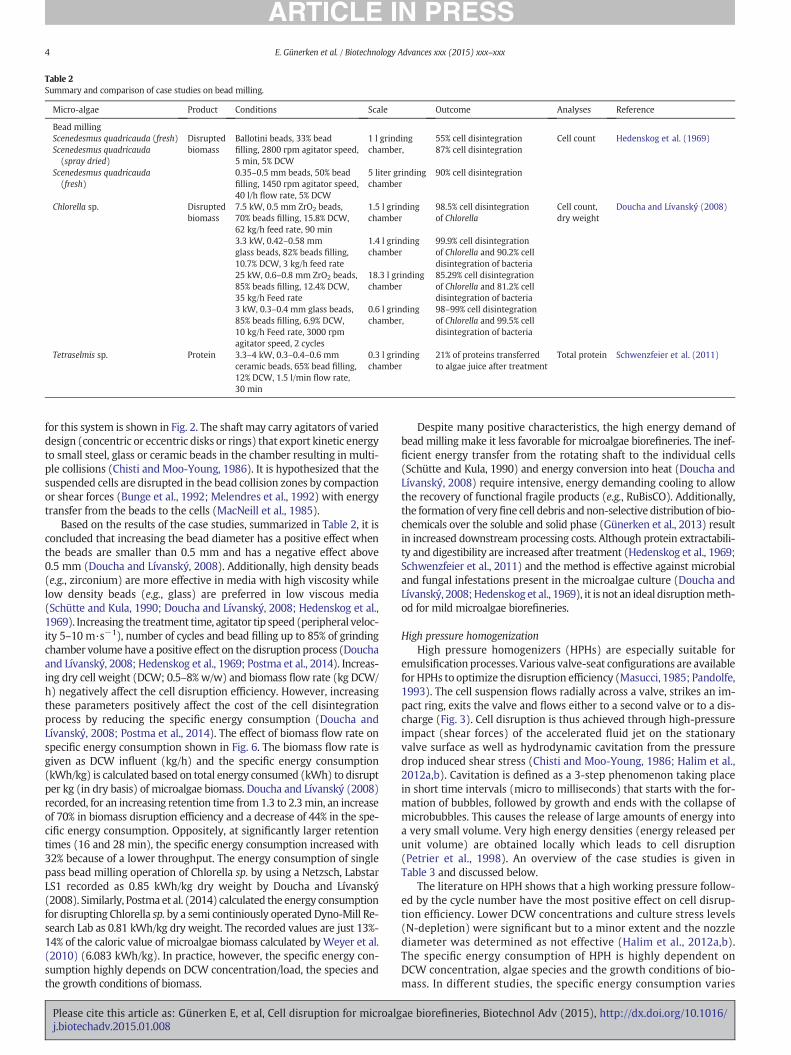
Table 2Summary and comparison of case studies on bead milling.
Micro-algae Product Conditions Scale Outcome Analyses Reference
Bead millingScenedesmus quadricauda (fresh) Disrupted
biomassBallotini beads, 33% beadfilling, 2800 rpm agitator speed,5 min, 5% DCW
1 l grindingchamber,
55% cell disintegration Cell count Hedenskog et al. (1969)Scenedesmus quadricauda(spray dried)
87% cell disintegration
Scenedesmus quadricauda(fresh)
0.35–0.5 mm beads, 50% beadfilling, 1450 rpm agitator speed,40 l/h flow rate, 5% DCW
5 liter grindingchamber
90% cell disintegration
Chlorella sp. Disruptedbiomass
7.5 kW, 0.5 mm ZrO2 beads,70% beads filling, 15.8% DCW,62 kg/h feed rate, 90 min
1.5 l grindingchamber
98.5% cell disintegrationof Chlorella
Cell count,dry weight
Doucha and Lívanský (2008)
3.3 kW, 0.42–0.58 mmglass beads, 82% beads filling,10.7% DCW, 3 kg/h feed rate
1.4 l grindingchamber
99.9% cell disintegrationof Chlorella and 90.2% celldisintegration of bacteria
25 kW, 0.6–0.8 mm ZrO2 beads,85% beads filling, 12.4% DCW,35 kg/h Feed rate
18.3 l grindingchamber
85.29% cell disintegrationof Chlorella and 81.2% celldisintegration of bacteria
3 kW, 0.3–0.4 mm glass beads,85% beads filling, 6.9% DCW,10 kg/h Feed rate, 3000 rpmagitator speed, 2 cycles
0.6 l grindingchamber,
98–99% cell disintegrationof Chlorella and 99.5% celldisintegration of bacteria
Tetraselmis sp. Protein 3.3–4 kW, 0.3–0.4–0.6 mmceramic beads, 65% bead filling,12% DCW, 1.5 l/min flow rate,30 min
0.3 l grindingchamber
21% of proteins transferredto algae juice after treatment
Total protein Schwenzfeier et al. (2011)
4 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
for this system is shown in Fig. 2. The shaftmay carry agitators of varieddesign (concentric or eccentric disks or rings) that export kinetic energyto small steel, glass or ceramic beads in the chamber resulting in multi-ple collisions (Chisti and Moo-Young, 1986). It is hypothesized that thesuspended cells are disrupted in the bead collision zones by compactionor shear forces (Bunge et al., 1992; Melendres et al., 1992) with energytransfer from the beads to the cells (MacNeill et al., 1985).
Based on the results of the case studies, summarized in Table 2, it isconcluded that increasing the bead diameter has a positive effect whenthe beads are smaller than 0.5 mm and has a negative effect above0.5 mm (Doucha and Lívanský, 2008). Additionally, high density beads(e.g., zirconium) are more effective in media with high viscosity whilelow density beads (e.g., glass) are preferred in low viscous media(Schütte and Kula, 1990; Doucha and Lívanský, 2008; Hedenskog et al.,1969). Increasing the treatment time, agitator tip speed (peripheral veloc-ity 5–10 m·s−1), number of cycles and bead filling up to 85% of grindingchamber volume have a positive effect on the disruption process (Douchaand Lívanský, 2008; Hedenskog et al., 1969; Postma et al., 2014). Increas-ing dry cell weight (DCW; 0.5–8% w/w) and biomass flow rate (kg DCW/h) negatively affect the cell disruption efficiency. However, increasingthese parameters positively affect the cost of the cell disintegrationprocess by reducing the specific energy consumption (Doucha andLívanský, 2008; Postma et al., 2014). The effect of biomass flow rate onspecific energy consumption shown in Fig. 6. The biomass flow rate isgiven as DCW influent (kg/h) and the specific energy consumption(kWh/kg) is calculated based on total energy consumed (kWh) to disruptper kg (in dry basis) of microalgae biomass. Doucha and Lívanský (2008)recorded, for an increasing retention time from 1.3 to 2.3min, an increaseof 70% in biomass disruption efficiency and a decrease of 44% in the spe-cific energy consumption. Oppositely, at significantly larger retentiontimes (16 and 28 min), the specific energy consumption increased with32% because of a lower throughput. The energy consumption of singlepass bead milling operation of Chlorella sp. by using a Netzsch, LabstarLS1 recorded as 0.85 kWh/kg dry weight by Doucha and Lívanský(2008). Similarly, Postma et al. (2014) calculated the energy consumptionfor disrupting Chlorella sp. by a semi continiously operated Dyno-Mill Re-search Lab as 0.81 kWh/kg dry weight. The recorded values are just 13%-14% of the caloric value of microalgae biomass calculated by Weyer et al.(2010) (6.083 kWh/kg). In practice, however, the specific energy con-sumption highly depends on DCW concentration/load, the species andthe growth conditions of biomass.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
Despite many positive characteristics, the high energy demand ofbead milling make it less favorable for microalgae biorefineries. The inef-ficient energy transfer from the rotating shaft to the individual cells(Schütte and Kula, 1990) and energy conversion into heat (Doucha andLívanský, 2008) require intensive, energy demanding cooling to allowthe recovery of functional fragile products (e.g., RuBisCO). Additionally,the formation of veryfine cell debris and non-selective distribution of bio-chemicals over the soluble and solid phase (Günerken et al., 2013) resultin increased downstream processing costs. Although protein extractabili-ty and digestibility are increased after treatment (Hedenskog et al., 1969;Schwenzfeier et al., 2011) and the method is effective against microbialand fungal infestations present in the microalgae culture (Doucha andLívanský, 2008;Hedenskog et al., 1969), it is not an ideal disruptionmeth-od for mild microalgae biorefineries.
High pressure homogenizationHigh pressure homogenizers (HPHs) are especially suitable for
emulsification processes. Various valve-seat configurations are availablefor HPHs to optimize the disruption efficiency (Masucci, 1985; Pandolfe,1993). The cell suspension flows radially across a valve, strikes an im-pact ring, exits the valve and flows either to a second valve or to a dis-charge (Fig. 3). Cell disruption is thus achieved through high-pressureimpact (shear forces) of the accelerated fluid jet on the stationaryvalve surface as well as hydrodynamic cavitation from the pressuredrop induced shear stress (Chisti and Moo-Young, 1986; Halim et al.,2012a,b). Cavitation is defined as a 3-step phenomenon taking placein short time intervals (micro to milliseconds) that starts with the for-mation of bubbles, followed by growth and ends with the collapse ofmicrobubbles. This causes the release of large amounts of energy intoa very small volume. Very high energy densities (energy released perunit volume) are obtained locally which leads to cell disruption(Petrier et al., 1998). An overview of the case studies is given inTable 3 and discussed below.
The literature on HPH shows that a high working pressure follow-ed by the cycle number have the most positive effect on cell disrup-tion efficiency. Lower DCW concentrations and culture stress levels(N-depletion) were significant but to a minor extent and the nozzlediameter was determined as not effective (Halim et al., 2012a,b).The specific energy consumption of HPH is highly dependent onDCW concentration, algae species and the growth conditions of bio-mass. In different studies, the specific energy consumption varies
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

Table 3Summary and comparison of case studies on high pressure homogenization.
Micro-algae Product Conditions Scale Outcome Analyses Reference
High pressure homogenizationNannochloropsissalina
Anaerobic digestionand biogas fromtreated biomass
100 bar, 2 passes,0.875% DCW
35 ml 32.6% increase in biogasproduction in comparisonwith untreated biomass
Biogas production Schwede et al. (2011)
Chlorococcum sp. Disrupted biomass 850 bar, 0.85%DCW, 4 passes
200 ml Over 90% cell disintegration,83% of colony diameterreduction after first pass
Intact cell count,average colonydiameter measurement
Halim et al. (2012b)
146.94 kWh/kg drybiomass energy consumption
Energy calculations byusing the data fromHalim et al. (2012b)
Lee et al. (2012)
Nannochloropsisoculata
Disrupted biomass,lipid
2760 bars, 0.1% (wet w/w)approx. 0.023–0.035% DCWcell concentration, 4 passes,nitrogen depleted culture
15 ml 67% cell disintegration,8.5 times more oil extractionthan undisrupted algae
Intact cell count,total lipid
Samarasinghe et al. (2012a)
Nannochloropsisoculata
Disrupted biomass 2100 bar, 0.15% (wet w/w)approx. 0.015–0.023% DCW,cell concentration, 100 μmNozzle, 3 passes
15 ml ≈100% cell disintegration Intact cell count Samarasinghe et al. (2012b)
Nannochloropsis sp. Protein 1500 bar, 1% DCW cellconcentration, 6 passes,nitrogen depleted culture
250 ml ≈91% Protein extraction Bradford proteinanalysis
Grimi et al. (2014)
5E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
from 0.25 kWh/kg (1% DCW, N-depleted) to 147 kWh/kg (0.85% DCW,no stress) (Grimi et al., 2014; Halim et al., 2012b; Lee et al., 2012). Thelowest recorded specific energy consumption is approximately 4.1% ofthe microalgae biomass' caloric value (6.083 kWh/kg).
Although HPH is, together with bead milling, the most preferredmethod for the industrial scale cell disruption of microalgae, there aresome disadvantages. The main drawback of using HPH in the mildmicroalgae biorefinery is the use of low dry cell weight concentrations(0.01–0.85% w/w). This increases the energy demand of downstreamprocessing and water footprint due to isolation of products from dilutestreams. Also the non-selective intracellular compound release, difficul-ties to break hard cell walls and the generation of very fine cell debrisare among main problems of HPH. Finally, the reduced digestibility ofproteins after treatment (Janczyk et al., 2005; Komaki et al., 1998) canindicate that HPH is not a mild technique and thus not suitable for theisolation of fragile functional compounds.
High speed homogenizationA high-speed homogenizer (HSH) is a stirring device at high rpm
and usually consists of a stator–rotor assembly, preferably made of
Table 4Summary and comparison of case studies on high speed homogenization.
Micro-algae Product Conditions Scale Outcome
High speed homogenizationNannochloropsis sp. Lipid 10,000 rpm for 1 min,
%6 DCW≈16 ml Wet extra
high speereached 7extractio
Nannochloropsis sp. Lipid 12,000 rpm, 1:50(g/ml) biomass:solvent,2% DCW
50 ml %38 ± 2extractio
Phaeodactylumtricornutum
Antioxidant 14,000 rpm, 30 s,1:1 (v/v) EtOH(or MetOH)/water solvent,approx. 0.12% DCW
5 ml EtOH: ≈3ascorbic aactivityMetOH: ≈ascorbic aactivity
Pavlova lutheri 14,000 rpm, 30 s,1:1 (v/v) EtOH(or MetOH)/water solvent,approx. 0.36% DCW
EtOH: ≈2ascorbic aactivityMetOH: ≈ascorbic aactivity
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
stainless steel, with a variety in designs of stators and rotors. The effec-tive cell disruption mechanisms are hydrodynamic cavitation, generat-ed by stirring at high rpm, and shear forces at the solid–liquidinterphase. When the impeller tip speed reaches a critical value(8500 rpm), hydrodynamic cavitation occurs due to a local pressure de-creases nearly down to the vapor pressure of the liquid (Kumar andPandit, 1999; Shirgaonkar et al., 1998). Subsequently, as the liquidmoves away from the impeller, the liquid pressure restores proportionalto the decrease in velocity and the distance from impeller tip and causesthe collapse of the cavities (Gogate, 2011). An overview of HSH casestudies is given in Table 4 and the main characteristics for the mildmicroalgae biorefinery are discussed below.
High speed homogenization is themost simple, very effective, butaggressive cell disruption method. Advantages are short contacttimes and the potential to process suspensions with relatively highdry cell weight concentration (2–6% w/w) thus reducing the waterfootprint and downstream process costs. Additionally, with HSHincreased extraction yields of different biochemicals were observed(Balasubramanian et al., 2013; González-Delgado and Kafarov,2012; Guedes et al., 2013; Khoo et al., 2011; Wang and Wang,
Analyses Reference
ction yield withd homogenization5.8–78% of dryn yield
Total lipid analysis Wang and Wang (2011)
(w/w) lipidn
Total lipid analysis Balasubramanian et al. (2013)
0 mg equivalentcid/l antioxidant
22.5 mg equivalentcid/l antioxidant
Total intracellularantioxidant determination(ascorbic acid equivalent)
Guedes et al. (2013)
2.5 mg equivalentcid/l antioxidant
20 mg equivalentcid/l antioxidant
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
6 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
2011). Unfortunately, the lowest energy consumption is 156.4% ofthe microalgae biomass' caloric value and protein denaturation dueto shear induced local and bulk temperature increase make thismethod less favorable for mild microalgae biorefinery.
UltrasonicationDuring an ultrasonic treatment, the energy of high frequency acous-
tic waves initiates a cavitation process and a propagating shock waveforms jet streams in the surrounding medium causing cell disruptionby high shear forces (Chisti and Moo-Young, 1986; Mendes Pintoet al., 2001). Numerous designs for ultrasonic systems (Fig. 4) are avail-able for different purposes such as micro/nano emulsion production,cell disruption and product extraction. For bacterial cell disruption, ul-trasonic disrupters operating at 20, 40 kHz and 1 MHz are proposed(Chandler et al., 2001; Fykse et al., 2003; Taylor et al., 2001), but nowa-days only large scale 18, 20, 24, and 30 kHz ultrasonication devices arein use due to energy consumption concerns. In literature the specific en-ergy consumption ranges from efficient disruption with 0.06 kWh/kg(Hielscher, 2011) over inefficient disruption with 36.67 kWh/kg
Table 5Summary and comparison of case studies on ultrasonication.
Micro-algae Product Conditions Scale
UltrasonicationStichococcus sp. Chlorophyll a 70 W, 90 s 3 cycles
with 5 min breaks3 ml
Chlorella sp.Scenedesmusdimorphus
Lipid 100 W, 2 min, 2 cycles 15 ml
Chlorellaprotothecoides
Botryococcus sp. Lipid 10 kHz, 5 min,0.5% DCW
100 ml
Chlorellavulgaris
Scenedesmus sp.
Nannochloropsissalina
Anaerobicdigestionand Biogas fromtreatedBiomass
200 W, 45 s,30 kHz
Analyticavolume ngiven
Chlorellavulgaris
Lipid 600 W, 30 s 34cycles with 5second breaks
Laborator(N50 ml),volume ngiven
Chlorella sp. Lipid 50 kHz, 15 min,0.5% DCW
100 ml
Nostoc sp.
Tolypothrix sp.
Chlorococcumsp.
Disruptedbiomass
130 W, 5 min,5 cycles, 0.85%DCW
200 ml
Scenedesmusobliquus
Fermentablesugars
200 W, 30 s 5 cycleswith 10 min breaks,approx. 7–10% DWC
5 ml
SynechocystisPCC 6803
Lipid 2 kW, 3 min, 52 °Coutflow temperature,approx. 0.2% DCW
Analyticavolume ngiven
2 kW, 30 s 15 cycles with30 s breaks, 26 °C outflowtemperature, approx.0.2% DCW
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
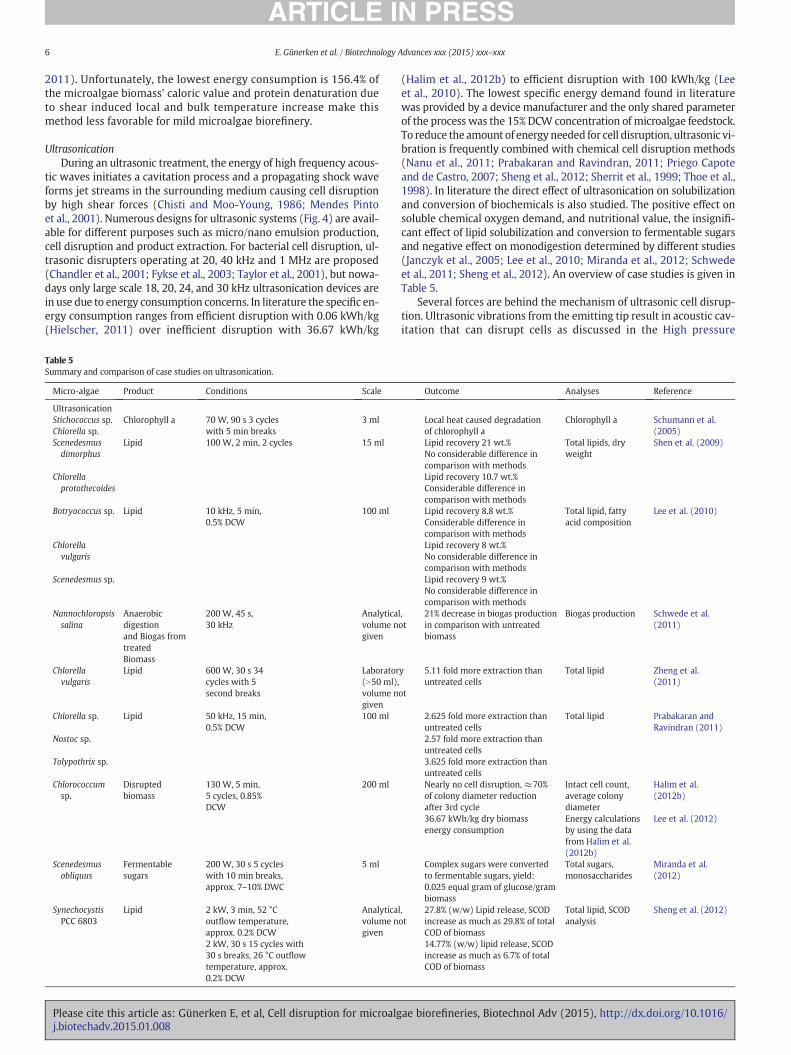
(Halim et al., 2012b) to efficient disruption with 100 kWh/kg (Leeet al., 2010). The lowest specific energy demand found in literaturewas provided by a device manufacturer and the only shared parameterof the process was the 15% DCW concentration of microalgae feedstock.To reduce the amount of energy needed for cell disruption, ultrasonic vi-bration is frequently combined with chemical cell disruption methods(Nanu et al., 2011; Prabakaran and Ravindran, 2011; Priego Capoteand de Castro, 2007; Sheng et al., 2012; Sherrit et al., 1999; Thoe et al.,1998). In literature the direct effect of ultrasonication on solubilizationand conversion of biochemicals is also studied. The positive effect onsoluble chemical oxygen demand, and nutritional value, the insignifi-cant effect of lipid solubilization and conversion to fermentable sugarsand negative effect on monodigestion determined by different studies(Janczyk et al., 2005; Lee et al., 2010; Miranda et al., 2012; Schwedeet al., 2011; Sheng et al., 2012). An overview of case studies is given inTable 5.
Several forces are behind the mechanism of ultrasonic cell disrup-tion. Ultrasonic vibrations from the emitting tip result in acoustic cav-itation that can disrupt cells as discussed in the High pressure
Outcome Analyses Reference
Local heat caused degradationof chlorophyll a
Chlorophyll a Schumann et al.(2005)
Lipid recovery 21 wt.%No considerable difference incomparison with methods
Total lipids, dryweight
Shen et al. (2009)
Lipid recovery 10.7 wt.%Considerable difference incomparison with methodsLipid recovery 8.8 wt.%Considerable difference incomparison with methods
Total lipid, fattyacid composition
Lee et al. (2010)
Lipid recovery 8 wt.%No considerable difference incomparison with methodsLipid recovery 9 wt.%No considerable difference incomparison with methods
l,ot
21% decrease in biogas productionin comparison with untreatedbiomass
Biogas production Schwede et al.(2011)
y
ot
5.11 fold more extraction thanuntreated cells
Total lipid Zheng et al.(2011)
2.625 fold more extraction thanuntreated cells
Total lipid Prabakaran andRavindran (2011)
2.57 fold more extraction thanuntreated cells3.625 fold more extraction thanuntreated cellsNearly no cell disruption, ≈70%of colony diameter reductionafter 3rd cycle
Intact cell count,average colonydiameter
Halim et al.(2012b)
36.67 kWh/kg dry biomassenergy consumption
Energy calculationsby using the datafrom Halim et al.(2012b)
Lee et al. (2012)
Complex sugars were convertedto fermentable sugars, yield:0.025 equal gram of glucose/grambiomass
Total sugars,monosaccharides
Miranda et al.(2012)
l,ot
27.8% (w/w) Lipid release, SCODincrease as much as 29.8% of totalCOD of biomass
Total lipid, SCODanalysis
Sheng et al. (2012)
14.77% (w/w) lipid release, SCODincrease as much as 6.7% of totalCOD of biomass
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

7E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
homogenization section, but cavitation also results in thermolysis ofwater around the bubbles forming highly reactive free radicals(H•, HO•, and HOO•) (Riesz et al., 1985) that react with the substancesin water. Bubble implosion and fragmentation during acoustic cavita-tion produce micro-regions of extreme conditions with estimatedtemperatures as high as 5000 °C and pressures up to 100 MPa. Duringtreatment, the sample temperature can increase significantly with 50to 90 °C (Borthwick et al., 2005; Chandler et al., 2001; Taylor et al.,2001; Zhang et al., 2007) and destroy proteins and other intracellularmetabolites (Borthwick et al., 2005; Gogate and Pandit, 2008; Sartoryand Grobbelaar, 1984; Schumann et al., 2005; Suslick, 1990). Accord-ing to Gogate and Pandit (2008) the mechanical mechanismsresulting from the intense turbulence associated with liquid circula-tion currents (Luche, 1999; Mason and Lorimer, 1988; Mason andLorimer, 2002) are more effective on the ultrasonic cell disruptionyield than the chemical changes such as the formation of free radicals.The formation of free radicals, however, is themain cause according toZhang andHua (2000) and Zhang et al. (2007). Themajor drawback ofultrasonication of microalgae biomass is the relatively low cell disrup-tion efficiency for some microalgae species and the local and overallheat production. Temperature control during treatment can improveproduct quality, however, the effectiveness of cell disruption de-creases significantly (Sheng et al., 2012). The possibility of combiningultrasonication with different solvent systems or other disruptionmethods to increase the efficiency and decrease the energy demand,remains interesting for the mild microalgae biorefinery concept.
Microwave treatmentMicrowave treatment at 2450MHz is known as the optimal value for
heating, drying and cell disruption (Vasavada, 1986). When a suspen-sion is exposed to microwaves, the microwaves interact selectivelywith the dielectric or polar molecules (e.g., water) and cause localheating as a result of frictional forces from inter- and intramolecularmovements (Amarni and Kadi, 2010). The free water concentration incells contributes to the microwave efficiency for cell disruption. Waterexposed to microwaves reaches the boiling point fast resulting in ex-pansion within the cell and an increase in the internal pressure(Chuanbin et al., 1998). The local heat and pressure combined with
Table 6Summary and comparison of case studies on microwave treatment.
Micro-algae Product Conditions Scale
Microwave treatmentChlorella sp. Lipid 2450 MHz, 100 °C,
5 min, 0.5% DCW100 ml
Nostoc sp.
Tolypothrix sp.
Chlorellavulgaris
Lipid 2450 MHz, 100 °C,5 min
Laboratory (N250 ml),Volume not given
SynechocystisPCC 6803
Lipid 1.4 kW, 57 °C, 1 min Analytical, Volumenot given
1.4 kW, 26 °C, 30 streatment 30 s pause
Scenedesmusobliquus
Lipid 1.2 kW, 2450 MHz, 7.6%DCW, 95 °C, 30 min
Laboratory (N50 ml),Volume not given
Botryococcus sp. Lipid 100 °C, 2450 MHz,5 min, 0.5% DCW
100 mlChlorella vulgarisScenedesmus sp.Dunaliella tertiolecta Pigments 56 °C, 50 W, 5 min,
0.16% DCW in acetone30 ml
Cylindrothecaclosterium
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
the microwave induced damage to the cell membrane/wall, facilitatesthe recovery of intracellular metabolites (Choi et al., 2006; Rosenbergand Bogl, 1987). To distinguish the effect of microwaves from micro-wave induced temperature increase, the yield of microwave treatmentcompared to a regular heat treatment at the same temperature and37.5–44.4% of total yield determined as related to microwaves(Balasubramanian et al., 2011). However, since only a fraction of thewater is held inside the cells, the majority of the radiation energy isabsorbed by the surrounding medium and lost as heat (Lee et al.,2012) causing protein aggregation and denaturation (Woo et al., 2000).
As shown in Table 6, the variations in species and the DCW (0.16–7.6%) concentrations make a direct comparison of the specific energyconsumption impossible. The potential of using high DCW concentra-tions compared to some other techniques is beneficial for the specificenergy consumption. However, since the disruptive effect is mainlybased on the absorption of microwave energy by water molecules andsubsequently the formation of heat and radicals (Amarni and Kadi,2010; Chuanbin et al., 1998), it can be derived that the effect of micro-wave treatment is higher on diluted suspensions in comparison withconcentrated suspensions. Advantages of microwave treatment are ef-fectiveness, even for robustness, and easy scaled-up (Balasubramanianet al., 2011) because of the simplicity of the technique (Lee et al.,2010). The temperature increase is more homogeneous compared toconventional heating, thus heat related denaturation occurs less readily(Pasquet et al., 2011). Depending on the microalgae species microwavetreatment is even more efficient than both ultrasonication and beadmilling (Prabakaran and Ravindran, 2011; Zheng et al., 2011). Addition-ally, disruption can be combined with selective extraction (microwaveassisted extraction, MAE) which is superior to ultrasonication and mi-crowave heating in terms of speed, efficiency and protection againstthermal denaturation (Balasubramanian et al., 2011; Pasquet et al.,2011).
Even though microwave assisted (extraction) processes have thepotential to increase the extraction yield and decrease the amount ofsolvent, there are also numerous problems. The technique is limited topolar solvents and not suitable for volatile target compounds (Zhenget al., 2011). The formation of free radicals, temperature increase andchemical conversion could interfere with the recuperation of fragile
Outcome Analyses Reference
2.25 fold more extractionthan untreated cells
Total lipid Prabakaran andRavindran (2011)
2.21 fold more extractionthan untreated cells5.33 fold more extractionthan untreated cells3.875 fold more extractionthan untreated cells
Total lipid Zheng et al. (2011)
1.13 fold more extraction thanuntreated cells, SCOD increaseas much as 14.5% of total CODof biomass
Total lipid, SCODanalysis
Sheng et al. (2012)
1.05 fold more extraction thanuntreated cells, SCOD increaseas much as 4.4% of total COD ofbiomass77% of recoverable oil(1.64 fold of only heating method)extracted
Total lipid,lipidcomposition
Balasubramanianet al. (2011)
28.6% (w/w) Lipid extraction Total lipid Lee et al. (2010)10% (w/w) Lipid extraction10.4% (w/w) Lipid extraction≈4.5 μg/l Chlorophyll-a,≈1.4 Chlorophyll-b,≈1.3 β,β-carotene extraction
Pigmentanalysis
Pasquet et al. (2011)
≈4.9 μg/l Chlorophyll-a,≈3.8 fucoxanthin extraction
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

8 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
functional compounds making microwave treatment less favorable formild microalgae biorefinery as a cell disruption method.
Pulsed electric field treatmentPulsed electricfield (PEF) or high intensity electricfield pulse (HELP)
uses an external electric field to induce a critical electrical potentialacross the cell membrane/wall. Cell disruption by PEF is caused by elec-tromechanical compression and electric field-induced tension inducingpore formation in the membrane/wall (electroporation) (BarbosaCánovas et al., 1999; Ho and Mittal, 1996; Tsong, 1990; Weaver andChizmadzhev, 1996; Zimmermann et al., 1985). The size and numberof the pores is directly related to the electric field strength and pulses.It has been demonstrated that pore formation can be reversible or irre-versible (Rols et al., 1990; Tsong, 1990; Weaver et al., 1988). Reversiblecell membrane/wall damage occurs if the total area of induced pores issmall in comparison to the total surface area of the membrane/wall.On the other hand, if the ratio of total pore area to total membrane/wall area exceeds a certain limit as a result of a process at relativelyhigher field strength, the membrane/wall is no longer able to repair it-self and is irreversibly damaged.
PEF does not only destroy the cell wall, but also affects themoleculesinside the cells. Though temperature increase is not the mechanism ofcell disruption, the increase in bulk temperature during treatmentleads to a reduced nutritional value and protein digestibility (Janczyket al., 2005), the decomposition of fragile compounds (Sheng et al.,2011) and an increased extraction of lipids (Eing et al., 2013; Shenget al., 2012; Zbinden et al., 2013) and proteins (Coustets et al., 2013).The specific energydemand, calculatedwith literature data, strongly de-pends on the concentration of the suspension and ranges from 0.42kWh/kg for 10% DCW (Eing et al., 2013) to 239 kWh/kg for 0.03%DCW (Sheng et al., 2011, 2012). An overview of the case studies isgiven in Table 7.
Pulsed electric field can be scaled-up easily and combined with dif-ferent biomass treatment methods. However, the solution, which willbe treated, must be free of ions, i.e., electrically non-conductive, thuslimiting the use of this cell disruption method in mild microalgaebiorefineries. PEF treatment of marine microalgae would require pre-washing and deionization to increase the electrical resistance of themedium surrounding the cells. Additionally, the energy consumptionand cell disruption yield vary dramatically related to the medium com-position. For example, the increased conductivity associated with therelease of compounds from disrupted microalgal cells causes local tem-perature increases and subsequently a decrease in cell disruption
Table 7Summary and comparison of case studies on pulsed electric field.
Micro-algae Product Conditions Scale O
Pulsed electric fieldSynechocystis PCC6803
Lipid 59.67–239 kWh/kg,36–54 °C outflowtemperature, 0.03% DCW
Analytical, volumenot given
DRl
Synechocystis PCC6803
Lipid 120 kWh/kg, 46 °C outflowtemperature, 0.037% DCW
Analytical, volumenot given
Ec
120 kWh/kg, 36 °C outflowtemperature, 0.037% DCW
1u
Nannochloropsissalina
Protein 15.44–30.89 kWh/kg, 37 °Coutflow temperature,0.0545–0.109% DCW
1.08 ml 4tu
Chlorella vulgaris 2.3 kWh/kg, 37 °C outflowtemperature, 0.73% DCW
Auxenochlorellaprotothecoides
Lipid 0.42–0.63 kWh/kg, 10% DCW 2.112 ml Ow
Ankistrodesmusfalcatus
Lipid 5.8 kWh/kg, 0.19% DCW 4 ml Oe
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
efficiency. The decrease in disruption efficiency due to the release of in-tercellular compounds makes this technique less suitable for the mildmicroalgae biorefinery.
Non-mechanical methods
Non-mechanical methods often involve cell lysis with chemicalagents, enzymes or osmotic shock (Agerkvist and Enfors, 1990; Chistiand Moo-Young, 1986; Lee et al., 1998; Lee et al., 2010; Middelberg,1995; Mutanda et al., 2011). These methods are perceived as more be-nign than mechanical processes since cells are often only perforated orpermeabilized rather than being shredded. For example, chemical andenzymatic methods rely on selective interaction with the cell wall ormembrane components that modifies the cell boundary layer andallows products to leach (Middelberg, 1995; Vogels and Kula, 1992).An overview of case studies for non-mechanical methods is given inTable 8.
Enzymatic cell lysisEnzymatic lysis is an excessively studied cell disruption method due
to its biological specificity, mild operating conditions, low energy re-quirements, low capital investment, and the prevention of aggressivephysical conditions such as high shear stress (Andrews and Asenjo,1987; Harrison, 1991). Since the discovery of lysozyme, many re-searchers have contributed to the understanding of the mechanismsand other basic aspects of lytic enzymes (Salazar and Asenjo, 2007).Glycosidases, glucanases, peptidases and lipases are the main enzymeclasses that have been investigated for cell lysis of differentmicroorgan-isms. During lysis, enzymes bind to specific molecules in the cell mem-brane/wall to hydrolyze the bonds resulting in cell membrane/walldegradation (McKenzie and White, 1991).
Enzymatic treatments on microalgae have been tested in functionof lipid extraction (Zheng et al., 2011) and the conversion of biomassinto biogas through the hydrolysis of polysaccharides, i.e., hemicellu-lose and saccharides of cell wall, and subsequent fermentation (Choiet al., 2010; Fu et al., 2010; Harun and Danquah, 2011a). The main pa-rameter influencing the disruption yield in enzymatic processes is thetype of enzyme (Zheng et al., 2011) because of the specificy of themechanism. The type of enzyme also largerly determines processcosts and therefore enzyme immobilization (Fu et al., 2010) couldbe a solution to allow the implemention of large scale processes. Incontrast to the specificy, other high value products can be convertedresulting in the loss of valuable end products such as astaxanthin
utcome Analyses Reference
W loss % 1.37–% 9.54,educed solvent need foripid extraction
Cell viability,Total lipids,Lipid composition
Sheng et al. (2011)
xtraction similar to untreatedells, SCOD increase 4.9%
Total lipid,SCOD analysis
Sheng et al. (2012)
.09 fold more extraction thanntreated cells, SCOD 1.4%fold more extraction with waterhan methanol extraction ofntreated cells
Bradford total protein,SDS-PAGE
Coustets et al. (2013)
ver 3 fold more extractionith ethanol
Water soluble drydontents,Carbohydrate,Lipids
Eing et al. (2013)
ver 2 fold more extraction withthyl acetate-methanol
Microscopicinvestigation,Total lipids,FAME analysis
Zbinden et al. (2013)
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
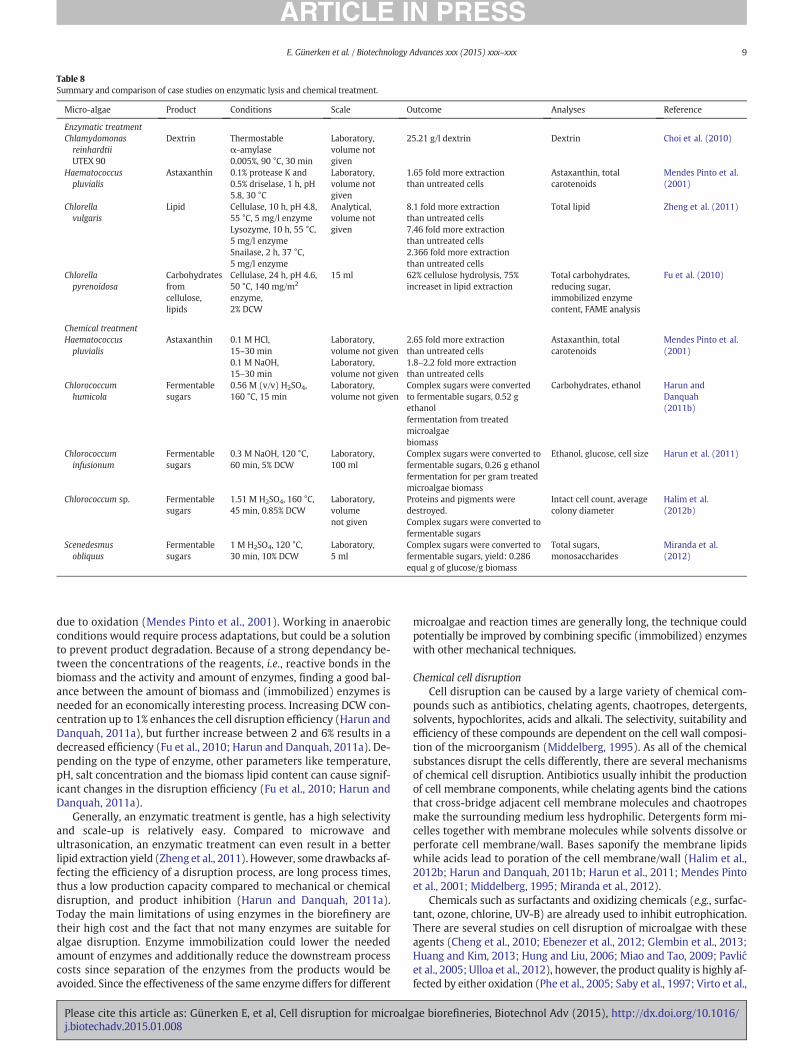
Table 8Summary and comparison of case studies on enzymatic lysis and chemical treatment.
Micro-algae Product Conditions Scale Outcome Analyses Reference
Enzymatic treatmentChlamydomonasreinhardtiiUTEX 90
Dextrin Thermostableα-amylase0.005%, 90 °C, 30 min
Laboratory,volume notgiven
25.21 g/l dextrin Dextrin Choi et al. (2010)
Haematococcuspluvialis
Astaxanthin 0.1% protease K and0.5% driselase, 1 h, pH5.8, 30 °C
Laboratory,volume notgiven
1.65 fold more extractionthan untreated cells
Astaxanthin, totalcarotenoids
Mendes Pinto et al.(2001)
Chlorellavulgaris
Lipid Cellulase, 10 h, pH 4.8,55 °C, 5 mg/l enzyme
Analytical,volume notgiven
8.1 fold more extractionthan untreated cells
Total lipid Zheng et al. (2011)
Lysozyme, 10 h, 55 °C,5 mg/l enzyme
7.46 fold more extractionthan untreated cells
Snailase, 2 h, 37 °C,5 mg/l enzyme
2.366 fold more extractionthan untreated cells
Chlorellapyrenoidosa
Carbohydratesfromcellulose,lipids
Cellulase, 24 h, pH 4.6,50 °C, 140 mg/m2
enzyme,2% DCW
15 ml 62% cellulose hydrolysis, 75%increaset in lipid extraction
Total carbohydrates,reducing sugar,immobilized enzymecontent, FAME analysis
Fu et al. (2010)
Chemical treatmentHaematococcuspluvialis
Astaxanthin 0.1 M HCl,15–30 min
Laboratory,volume not given
2.65 fold more extractionthan untreated cells
Astaxanthin, totalcarotenoids
Mendes Pinto et al.(2001)
0.1 M NaOH,15–30 min
Laboratory,volume not given
1.8–2.2 fold more extractionthan untreated cells
Chlorococcumhumicola
Fermentablesugars
0.56 M (v/v) H2SO4,160 °C, 15 min
Laboratory,volume not given
Complex sugars were convertedto fermentable sugars, 0.52 gethanolfermentation from treatedmicroalgaebiomass
Carbohydrates, ethanol Harun andDanquah(2011b)
Chlorococcuminfusionum
Fermentablesugars
0.3 M NaOH, 120 °C,60 min, 5% DCW
Laboratory,100 ml
Complex sugars were converted tofermentable sugars, 0.26 g ethanolfermentation for per gram treatedmicroalgae biomass
Ethanol, glucose, cell size Harun et al. (2011)
Chlorococcum sp. Fermentablesugars
1.51 M H2SO4, 160 °C,45 min, 0.85% DCW
Laboratory,volumenot given
Proteins and pigments weredestroyed.Complex sugars were converted tofermentable sugars
Intact cell count, averagecolony diameter
Halim et al.(2012b)
Scenedesmusobliquus
Fermentablesugars
1 M H2SO4, 120 °C,30 min, 10% DCW
Laboratory,5 ml
Complex sugars were converted tofermentable sugars, yield: 0.286equal g of glucose/g biomass
Total sugars,monosaccharides
Miranda et al.(2012)
9E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
due to oxidation (Mendes Pinto et al., 2001). Working in anaerobicconditions would require process adaptations, but could be a solutionto prevent product degradation. Because of a strong dependancy be-tween the concentrations of the reagents, i.e., reactive bonds in thebiomass and the activity and amount of enzymes, finding a good bal-ance between the amount of biomass and (immobilized) enzymes isneeded for an economically interesting process. Increasing DCW con-centration up to 1% enhances the cell disruption efficiency (Harun andDanquah, 2011a), but further increase between 2 and 6% results in adecreased efficiency (Fu et al., 2010; Harun and Danquah, 2011a). De-pending on the type of enzyme, other parameters like temperature,pH, salt concentration and the biomass lipid content can cause signif-icant changes in the disruption efficiency (Fu et al., 2010; Harun andDanquah, 2011a).
Generally, an enzymatic treatment is gentle, has a high selectivityand scale-up is relatively easy. Compared to microwave andultrasonication, an enzymatic treatment can even result in a betterlipid extraction yield (Zheng et al., 2011). However, somedrawbacks af-fecting the efficiency of a disruption process, are long process times,thus a low production capacity compared to mechanical or chemicaldisruption, and product inhibition (Harun and Danquah, 2011a).Today the main limitations of using enzymes in the biorefinery aretheir high cost and the fact that not many enzymes are suitable foralgae disruption. Enzyme immobilization could lower the neededamount of enzymes and additionally reduce the downstream processcosts since separation of the enzymes from the products would beavoided. Since the effectiveness of the same enzyme differs for different
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
microalgae and reaction times are generally long, the technique couldpotentially be improved by combining specific (immobilized) enzymeswith other mechanical techniques.
Chemical cell disruptionCell disruption can be caused by a large variety of chemical com-
pounds such as antibiotics, chelating agents, chaotropes, detergents,solvents, hypochlorites, acids and alkali. The selectivity, suitability andefficiency of these compounds are dependent on the cell wall composi-tion of the microorganism (Middelberg, 1995). As all of the chemicalsubstances disrupt the cells differently, there are several mechanismsof chemical cell disruption. Antibiotics usually inhibit the productionof cell membrane components, while chelating agents bind the cationsthat cross-bridge adjacent cell membrane molecules and chaotropesmake the surrounding medium less hydrophilic. Detergents form mi-celles together with membrane molecules while solvents dissolve orperforate cell membrane/wall. Bases saponify the membrane lipidswhile acids lead to poration of the cell membrane/wall (Halim et al.,2012b; Harun and Danquah, 2011b; Harun et al., 2011; Mendes Pintoet al., 2001; Middelberg, 1995; Miranda et al., 2012).
Chemicals such as surfactants and oxidizing chemicals (e.g., surfac-tant, ozone, chlorine, UV-B) are already used to inhibit eutrophication.There are several studies on cell disruption of microalgae with theseagents (Cheng et al., 2010; Ebenezer et al., 2012; Glembin et al., 2013;Huang and Kim, 2013; Hung and Liu, 2006; Miao and Tao, 2009; Pavlićet al., 2005; Ulloa et al., 2012), however, the product quality is highly af-fected by either oxidation (Phe et al., 2005; Saby et al., 1997; Virto et al.,
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

10 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
2005) or disruption agent contamination. Some emerging technologiesrelated to these chemicals, such as pressure-assisted ozonation (PAO) oradvanced oxidation processes (AOP) and peroxone treatment, exist(Huang et al., 2014; Nguyen et al., 2013), however, they are notdiscussed in detail in this review because they are not considered asmild for use in the future biorefinery because of their effect on productquality.
Solvent induced cell disruption. The use of solvents in literature on themicroalgae biorefinery is mainly focused on the extraction of specificbiochemicals, e.g., astaxanthin and c-phycocyanin. Some researchhowever combines extraction with disruption (Benavides andRito-Palomares, 2006; Benavides et al., 2008; Cisneros et al., 2004;Kang and Sim, 2007, 2008) or with cultivation in aqueous two phasesystems (Hejazi and Wijffels, 2004; Hejazi et al., 2004; Jin Young et al.,2004; Kleinegris et al., 2011; León, 2003; Mojaat et al., 2008).Kleinegris et al. (2011) showed that cell death was the mechanism ofthis extraction process which can affect the cell growth rate inrecultivation of treated batches (Jin Young et al., 2004). Additionally, di-rect contact of biomass with the organic phase led to aggregation andthe high concentration of cell fragments resulted in a difficult phase sep-aration and contamination in recultivation (Jin Young et al., 2004).
The data of solvent induced disruption is not displayed in Table 8due to the lack of specific cell disruption data. Despite this, it can be con-cluded that cell disruption with aqueous two-phase systems has poten-tial for the biorefinery as a relatively mild and selective extraction/celldisruption step. However, there are still some problems concerning ef-ficiency, toxicity and economic feasibility, and knowledge on the celldisruption characteristics is incomplete.
Acid & alkali treatment. Acid treatment has been applied to variousmicroalgae biomasses. Acid treatments at high temperatures (≈160°C) generally lead to a higher degree of cell disruption than the sametreatments at lower temperatures (≈120 °C) (Halim et al., 2012b;Harun and Danquah, 2011b; Mendes Pinto et al., 2001; Miranda et al.,2012). Harun et al. (2011) and Mendes Pinto et al. (2001) showedthat the average particle size in alkali-treated samples is decreased.Many small sized cell fragments were formed and microscopic studiesrevealed a less distinct cell wall structure indicating an effective cell dis-ruption. However, high temperatures (120 °C) are needed and alkali in-duced protein denaturation (Molina-Grima et al., 2003) making thistechnique less favorable for mild microalgae biorefinery.
For the recovery of unstable or fragile molecules, mild temperaturesand relatively low concentrations of chemicals are preferred. If thechemical treatment could be combined with other techniques for celldisruption, the resulting mild process would be more suitable for themicroalgae biorefinery. However, the effect of acid and alkali on cellconstitutes, such as denaturation effect of alkali on proteins and degra-dation of pigments by acid, are the problems that should be overcomebefore applying acid and alkali treatment in mild microalgaebiorefineries.
New developments
New developments as well as the new technologies in microalgaecell disruption are emerging rapidly including explosive decompres-sion, atomic force microscopy, laser treatment, microfluidizer, pulsedarc, high frequency focused ultrasonication and cationic polymer coatedmembranes. Studies related to the aforementioned methods are de-scribed below.
Dierkes et al. (2012) studied explosive decompression with CO2,propane or butane of a 18.11% DCW suspension of Haematococcuspluvialis for simultaneous cell disruption and lipid and astaxanthinextraction. As a result, 72.3–92.6% of astaxanthin and 80–100% oflipid was extracted. Because of the high DCW concentration in the in-fluent thus lowering the energy consumption per kg of disrupted
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
biomass, high extraction yields due to the effectiveness of the tech-nique, mild temperature and the use of gaseous products instead ofliquid, often aggressive chemicals, explosive decompression is apromising technique for the mild microalgae biorefinery. McMillanet al. (2013) used laser technologies to disrupt 30 μl of cell suspen-sions and showed that the method in analytical scale results inrapid cell disruption in comparison with other cell disruption tech-niques. The disruption is induced by high temperature and highshear and because this technique is not scalable, laser treatment inthis form is not a potential disruption method for mild microalgaebiorefinery.
A microfluidizer is a high shear fluid processors that functions as ahigh pressure homogenizer in which large pressure differences accel-erate cell suspension. The difference with the high pressure homoge-nizers is the generation of hydrodynamic impact by branching theflow and reconnecting the branches instead of using impact walls.This reduces cavitation making the method more mild than high pres-sure homogenization (Microfluidics Corp., 2012). The cells aredisrupted by shear and by explosive decompression of the gasentrapped in the sample liquid. Overall, the microfluidizer needs ahigher pressure thus more energy to disrupt the cells in comparisonto explosive decompression. Because of the possibility of treatinghigh DCW concentration samples, no solvent usage, mild temperatureand the potential for up-scaling, microfluidization is a promising tech-nique for mild microalgae biorefinery.
Boussetta et al. (2013) studied pulsed arch technology (i.e., pulsedelectric discharge) to disrupt grape seeds. Although this techniquewas not studied onmicroalgae, it is included as an emerging technology.By using high amplitude electricity discharges for short time courses (inμs level), big cavities are produced causing extreme pressure and tem-perature differences aswell as extreme shear stress. The energy require-ment was calculated as only 1/47 of the energy needed to disrupt grapeseeds with PEF. Although this technology is one of the most aggressivecell disruption technologies studied, it has the potential to be modifiedto a milder cell disruption method, since it has low sample-electriccharge interaction time and temperature/shear effects could be reducedby modifying the vessel design.
Wang et al. (2014) compared high frequency focused ultrasonication(3.2MHz, 40W)with the conventional ultrasonication (20 kHz, 100W)with Scenedesmus dimorphus (UTEX 417) and Nannochloropsis oculata(UTEX 2164) as model microalgae. The data showed that for the samecell disruption efficiency, high frequency focused ultrasonication had ahigher energy efficiency. Additionally, both techniques can be used inseries to acquire a better cell disruption efficiency.
Yoo et al. (2014) used a very gentle method wherein a membranewith a coated cationic polymer disturbs the local electrostatic equilibri-um of the amphiphilic microalgae cell membrane caused by direct con-tact with the tertiary-amine cations. The microalgal culture was simplyshaken together with the membrane resulting in the bursting of thecells.
Comparison
The methods of cell disruption were discussed individually permethod in the Cell disruption section. To evaluate the differences, acomparison of specific parameters is discussed in the following para-graphs. Themethods are compared qualitatively based on theirworkingmechanism, efficiency, product quality, process parameters, energy de-mand, and scalability. Themain characteristicswith a focus on industrialapplicability are summarized in Table 9.
Mechanism of cell disruption
When the methods are evaluated based on the mechanism of celldisruption, it is clear that the best known mechanical cell disruptiontechniques such as bead milling and high speed homogenization are
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
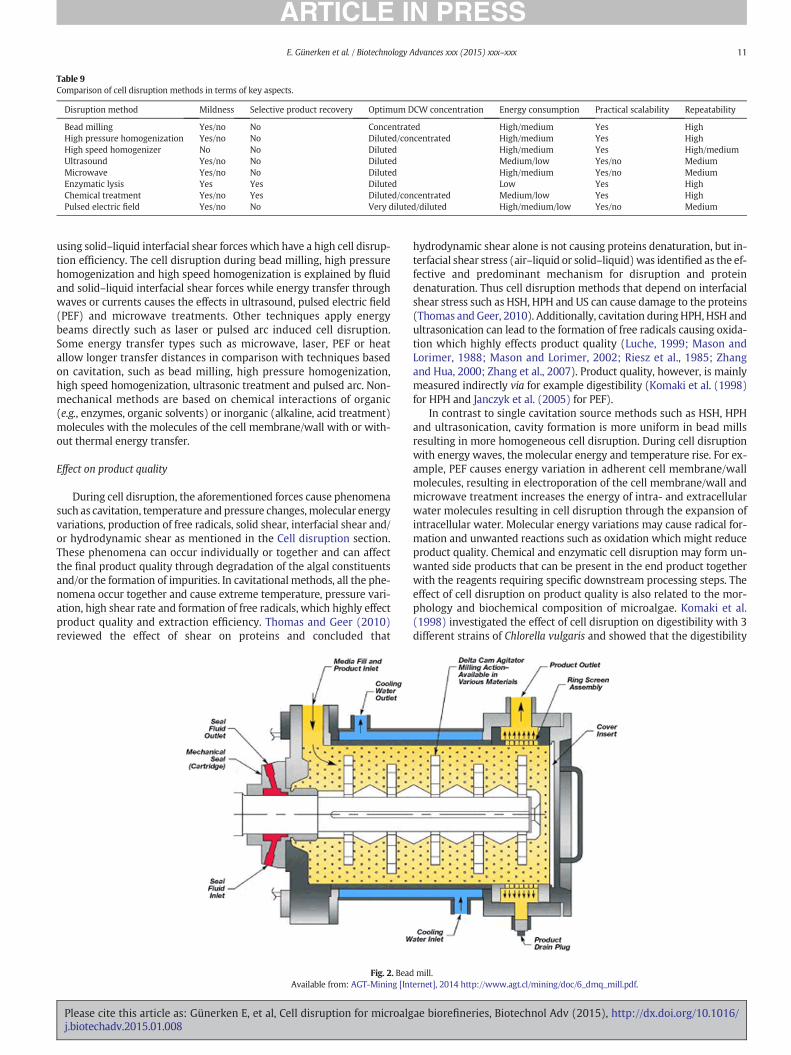
Table 9Comparison of cell disruption methods in terms of key aspects.
Disruption method Mildness Selective product recovery Optimum DCW concentration Energy consumption Practical scalability Repeatability
Bead milling Yes/no No Concentrated High/medium Yes HighHigh pressure homogenization Yes/no No Diluted/concentrated High/medium Yes HighHigh speed homogenizer No No Diluted High/medium Yes High/mediumUltrasound Yes/no No Diluted Medium/low Yes/no MediumMicrowave Yes/no No Diluted High/medium Yes/no MediumEnzymatic lysis Yes Yes Diluted Low Yes HighChemical treatment Yes/no Yes Diluted/concentrated Medium/low Yes HighPulsed electric field Yes/no No Very diluted/diluted High/medium/low Yes/no Medium
11E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
using solid–liquid interfacial shear forces which have a high cell disrup-tion efficiency. The cell disruption during bead milling, high pressurehomogenization and high speed homogenization is explained by fluidand solid–liquid interfacial shear forces while energy transfer throughwaves or currents causes the effects in ultrasound, pulsed electric field(PEF) and microwave treatments. Other techniques apply energybeams directly such as laser or pulsed arc induced cell disruption.Some energy transfer types such as microwave, laser, PEF or heatallow longer transfer distances in comparison with techniques basedon cavitation, such as bead milling, high pressure homogenization,high speed homogenization, ultrasonic treatment and pulsed arc. Non-mechanical methods are based on chemical interactions of organic(e.g., enzymes, organic solvents) or inorganic (alkaline, acid treatment)molecules with the molecules of the cell membrane/wall with or with-out thermal energy transfer.
Effect on product quality
During cell disruption, the aforementioned forces cause phenomenasuch as cavitation, temperature and pressure changes,molecular energyvariations, production of free radicals, solid shear, interfacial shear and/or hydrodynamic shear as mentioned in the Cell disruption section.These phenomena can occur individually or together and can affectthe final product quality through degradation of the algal constituentsand/or the formation of impurities. In cavitational methods, all the phe-nomena occur together and cause extreme temperature, pressure vari-ation, high shear rate and formation of free radicals, which highly effectproduct quality and extraction efficiency. Thomas and Geer (2010)reviewed the effect of shear on proteins and concluded that
Fig. 2. BeadAvailable from: AGT-Mining [In
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
hydrodynamic shear alone is not causing proteins denaturation, but in-terfacial shear stress (air–liquid or solid–liquid)was identified as the ef-fective and predominant mechanism for disruption and proteindenaturation. Thus cell disruption methods that depend on interfacialshear stress such as HSH, HPH and US can cause damage to the proteins(Thomas and Geer, 2010). Additionally, cavitation duringHPH, HSH andultrasonication can lead to the formation of free radicals causing oxida-tion which highly effects product quality (Luche, 1999; Mason andLorimer, 1988; Mason and Lorimer, 2002; Riesz et al., 1985; Zhangand Hua, 2000; Zhang et al., 2007). Product quality, however, is mainlymeasured indirectly via for example digestibility (Komaki et al. (1998)for HPH and Janczyk et al. (2005) for PEF).
In contrast to single cavitation source methods such as HSH, HPHand ultrasonication, cavity formation is more uniform in bead millsresulting in more homogeneous cell disruption. During cell disruptionwith energy waves, the molecular energy and temperature rise. For ex-ample, PEF causes energy variation in adherent cell membrane/wallmolecules, resulting in electroporation of the cell membrane/wall andmicrowave treatment increases the energy of intra- and extracellularwater molecules resulting in cell disruption through the expansion ofintracellular water. Molecular energy variations may cause radical for-mation and unwanted reactions such as oxidation which might reduceproduct quality. Chemical and enzymatic cell disruption may form un-wanted side products that can be present in the end product togetherwith the reagents requiring specific downstream processing steps. Theeffect of cell disruption on product quality is also related to the mor-phology and biochemical composition of microalgae. Komaki et al.(1998) investigated the effect of cell disruption on digestibility with 3different strains of Chlorella vulgaris and showed that the digestibility
mill.ternet], 2014 http://www.agt.cl/mining/doc/6_dmq_mill.pdf.
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

Fig. 3. High pressure homogenizator (Kumar et al., 2013).
12 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
of one strain remained unchangedwhile for the two others a significantdecrease was observed. Overall, the effect of cell disruption on productquality can be a direct indicator of the mildness of the cell disruptionprocess. Next to product quality, the selectivity of a disruption processhas an impact on product quality and thedownstreamprocess steps. Se-lectivity in the context of cell disruption is referred to as targeting spe-cific cell compounds. With respect to algae cell disruption, onlychemical treatment and enzymatic lysis are described as selective inthe state of the art.
Specific energy consumption (kWh/kg dry biomass)
The evaluation of literature data on energy consumption and cost ef-fectiveness of the different cell disruption techniques is economicallyrelevant and more straightforward and accurate than comparing celldisruption efficiencies or the increase of biomass utilization (e.g., extrac-tion efficiency, digestibility, mono-digestibility). To allow comparisonbetween the different techniques, in this review the specific energy
Fig. 4. Different designs oAvailable from: Apollo Ultrasonics [
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
consumption (kWh/kg) was calculated as total energy consumed(kWh) to disrupt 1 kg of dry microalgae biomass (= consumedenergy / (treated biomass ∗ cell disruption yield)). However, the com-parison is only valid if similar conditions are being used (microalgaestrain, stage of growth, fermentation system, DCW concentration etc.).Therefore, the comparison is more indicative than quantitative.
For the non-mechanical methods, energy consumption is changingproportionally to treatment time, temperature and stirring. The settingsof these parameters, and therefore the energy consumption, are relatedto the type of disruption agent, cell properties, morphology, fermenta-tion conditions (e.g., open pond, photobioreactor, temperature, medi-um) and stage of growth. Generally for mechanical methods, theenergy consumption and cost effectiveness are influenced by processparameters, DCW concentration, the scale, type of microalgae, fermen-tation conditions (e.g., open pond or photobioreactor) and stage ofgrowth, whereof the dry cell weight concentration has a strong influ-ence. To allow comparison between continuous and batch mechanicalprocesses, the biomass treatment rate, kg of dry biomass disrupted (ef-fluent) or treated (influent) per hour (kg/h) together with cell disrup-tion yield, can be used which depend on dry cell weight concentrationof the processed mixture (kg/L), flow rate (L/h) or batch volume andtreatment time (h) as important parameters for industrial cell disrup-tion. As shown in Tables 2–8, DCW concentrations between 0.015 and15.8%, flow rates (bead milling) between 1.5 and 282.25 L/h and treat-ment times from milliseconds to hours were used in different cell dis-ruption methods. PEF and ultrasonic treatment need relatively shorttreatment times (milliseconds to minutes), but use more diluted DCW(PEF = 0.03–0.2%; ultrasonic treatment = 0.2–0.85% DCW) whileothers, i.e., enzymatic lysis and bead milling, need treatment times ofminutes to days with higher DCW concentrations (enzymatic lysis =1–2%; bead milling = 5–15% DCW). Additionally, the disruption effi-ciencies for bead mill, high pressure homogenizer and high speed ho-mogenizer are positively affected by an increasing dry cell weightuntil a certain level (15–25%; see Bead milling, High pressurehomogenization and High speed homogenization sections and refer-ences therein), while other methods such as microwave treatment(see the Microwave treatment section) are negatively affected. Aggres-sive mechanical techniques, such as bead mill, high pressure homoge-nizer and high speed homogenizer, consume per method nearly thesame amount of energy to process a unit of volume, independent
f ultrasonic systems.Internet], 2014 http://www.apolloultrasonics.co.uk/sonifier.html.
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
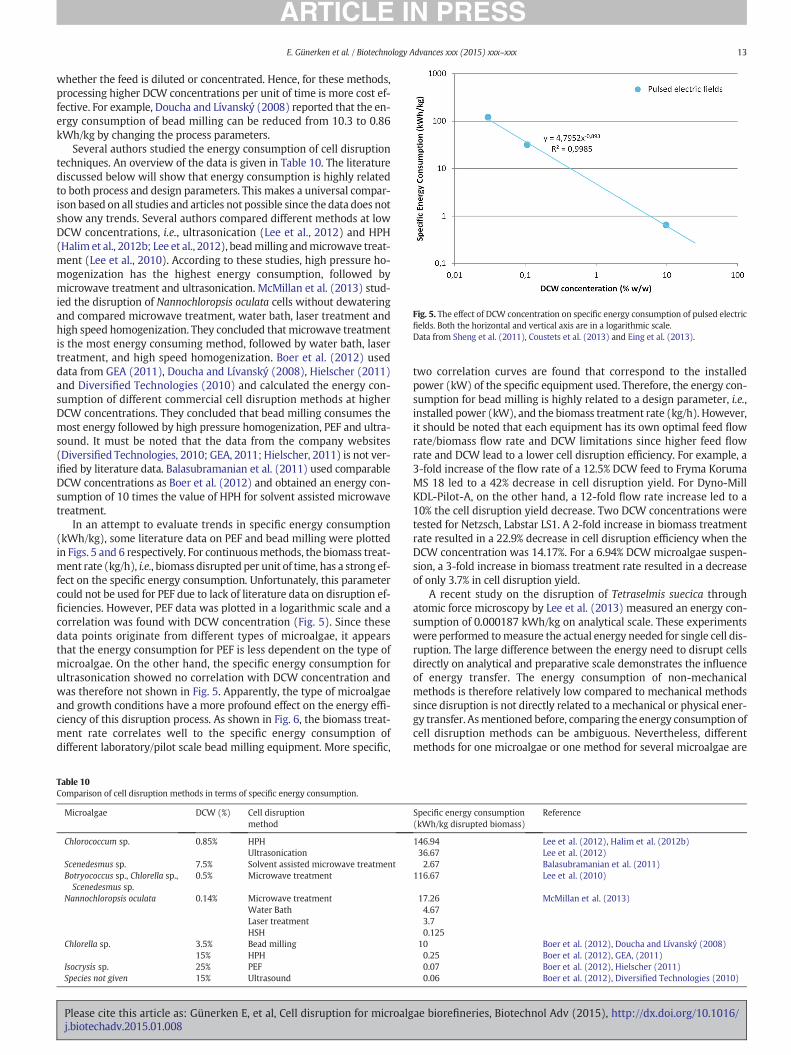
Fig. 5. The effect of DCW concentration on specific energy consumption of pulsed electricfields. Both the horizontal and vertical axis are in a logarithmic scale.Data from Sheng et al. (2011), Coustets et al. (2013) and Eing et al. (2013).
13E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
whether the feed is diluted or concentrated. Hence, for these methods,processing higher DCW concentrations per unit of time is more cost ef-fective. For example, Doucha and Lívanský (2008) reported that the en-ergy consumption of bead milling can be reduced from 10.3 to 0.86kWh/kg by changing the process parameters.
Several authors studied the energy consumption of cell disruptiontechniques. An overview of the data is given in Table 10. The literaturediscussed below will show that energy consumption is highly relatedto both process and design parameters. This makes a universal compar-ison based on all studies and articles not possible since the data does notshow any trends. Several authors compared different methods at lowDCW concentrations, i.e., ultrasonication (Lee et al., 2012) and HPH(Halim et al., 2012b; Lee et al., 2012), beadmilling andmicrowave treat-ment (Lee et al., 2010). According to these studies, high pressure ho-mogenization has the highest energy consumption, followed bymicrowave treatment and ultrasonication. McMillan et al. (2013) stud-ied the disruption of Nannochloropsis oculata cells without dewateringand compared microwave treatment, water bath, laser treatment andhigh speed homogenization. They concluded that microwave treatmentis the most energy consuming method, followed by water bath, lasertreatment, and high speed homogenization. Boer et al. (2012) useddata from GEA (2011), Doucha and Lívanský (2008), Hielscher (2011)and Diversified Technologies (2010) and calculated the energy con-sumption of different commercial cell disruption methods at higherDCW concentrations. They concluded that bead milling consumes themost energy followed by high pressure homogenization, PEF and ultra-sound. It must be noted that the data from the company websites(Diversified Technologies, 2010; GEA, 2011; Hielscher, 2011) is not ver-ified by literature data. Balasubramanian et al. (2011) used comparableDCW concentrations as Boer et al. (2012) and obtained an energy con-sumption of 10 times the value of HPH for solvent assisted microwavetreatment.
In an attempt to evaluate trends in specific energy consumption(kWh/kg), some literature data on PEF and bead milling were plottedin Figs. 5 and 6 respectively. For continuousmethods, the biomass treat-ment rate (kg/h), i.e., biomass disrupted per unit of time, has a strong ef-fect on the specific energy consumption. Unfortunately, this parametercould not be used for PEF due to lack of literature data on disruption ef-ficiencies. However, PEF data was plotted in a logarithmic scale and acorrelation was found with DCW concentration (Fig. 5). Since thesedata points originate from different types of microalgae, it appearsthat the energy consumption for PEF is less dependent on the type ofmicroalgae. On the other hand, the specific energy consumption forultrasonication showed no correlation with DCW concentration andwas therefore not shown in Fig. 5. Apparently, the type of microalgaeand growth conditions have a more profound effect on the energy effi-ciency of this disruption process. As shown in Fig. 6, the biomass treat-ment rate correlates well to the specific energy consumption ofdifferent laboratory/pilot scale bead milling equipment. More specific,
Table 10Comparison of cell disruption methods in terms of specific energy consumption.
Microalgae DCW (%) Cell disruptionmethod
Chlorococcum sp. 0.85% HPHUltrasonication
Scenedesmus sp. 7.5% Solvent assisted microwave treatmentBotryococcus sp., Chlorella sp.,Scenedesmus sp.
0.5% Microwave treatment
Nannochloropsis oculata 0.14% Microwave treatmentWater BathLaser treatmentHSH
Chlorella sp. 3.5% Bead milling15% HPH
Isocrysis sp. 25% PEFSpecies not given 15% Ultrasound
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
two correlation curves are found that correspond to the installedpower (kW) of the specific equipment used. Therefore, the energy con-sumption for bead milling is highly related to a design parameter, i.e.,installed power (kW), and the biomass treatment rate (kg/h). However,it should be noted that each equipment has its own optimal feed flowrate/biomass flow rate and DCW limitations since higher feed flowrate and DCW lead to a lower cell disruption efficiency. For example, a3-fold increase of the flow rate of a 12.5% DCW feed to Fryma KorumaMS 18 led to a 42% decrease in cell disruption yield. For Dyno-MillKDL-Pilot-A, on the other hand, a 12-fold flow rate increase led to a10% the cell disruption yield decrease. Two DCW concentrations weretested for Netzsch, Labstar LS1. A 2-fold increase in biomass treatmentrate resulted in a 22.9% decrease in cell disruption efficiency when theDCW concentration was 14.17%. For a 6.94% DCW microalgae suspen-sion, a 3-fold increase in biomass treatment rate resulted in a decreaseof only 3.7% in cell disruption yield.
A recent study on the disruption of Tetraselmis suecica throughatomic force microscopy by Lee et al. (2013) measured an energy con-sumption of 0.000187 kWh/kg on analytical scale. These experimentswere performed tomeasure the actual energy needed for single cell dis-ruption. The large difference between the energy need to disrupt cellsdirectly on analytical and preparative scale demonstrates the influenceof energy transfer. The energy consumption of non-mechanicalmethods is therefore relatively low compared to mechanical methodssince disruption is not directly related to a mechanical or physical ener-gy transfer. Asmentioned before, comparing the energy consumption ofcell disruption methods can be ambiguous. Nevertheless, differentmethods for one microalgae or one method for several microalgae are
Specific energy consumption(kWh/kg disrupted biomass)
Reference
146.94 Lee et al. (2012), Halim et al. (2012b)36.67 Lee et al. (2012)2.67 Balasubramanian et al. (2011)
116.67 Lee et al. (2010)
17.26 McMillan et al. (2013)4.673.70.125
10 Boer et al. (2012), Doucha and Lívanský (2008)0.25 Boer et al. (2012), GEA, (2011)0.07 Boer et al. (2012), Hielscher (2011)0.06 Boer et al. (2012), Diversified Technologies (2010)
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
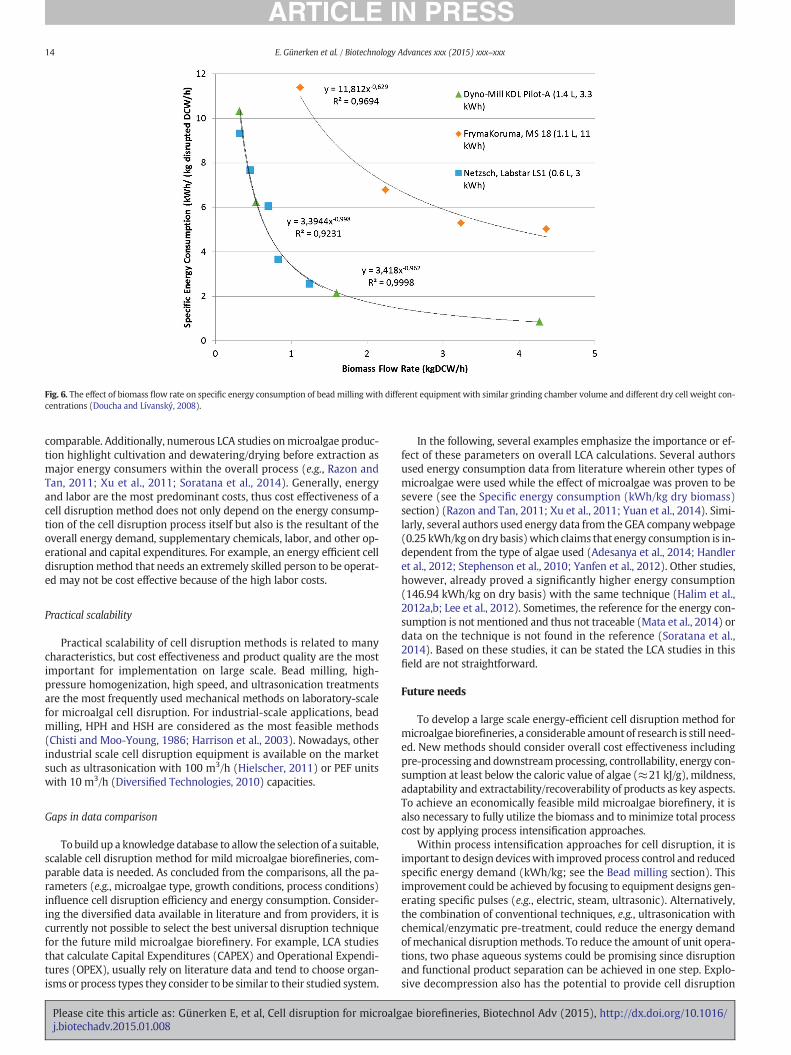
Fig. 6. The effect of biomass flow rate on specific energy consumption of bead milling with different equipment with similar grinding chamber volume and different dry cell weight con-centrations (Doucha and Lívanský, 2008).
14 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
comparable. Additionally, numerous LCA studies onmicroalgae produc-tion highlight cultivation and dewatering/drying before extraction asmajor energy consumers within the overall process (e.g., Razon andTan, 2011; Xu et al., 2011; Soratana et al., 2014). Generally, energyand labor are the most predominant costs, thus cost effectiveness of acell disruption method does not only depend on the energy consump-tion of the cell disruption process itself but also is the resultant of theoverall energy demand, supplementary chemicals, labor, and other op-erational and capital expenditures. For example, an energy efficient celldisruptionmethod that needs an extremely skilled person to be operat-ed may not be cost effective because of the high labor costs.
Practical scalability
Practical scalability of cell disruption methods is related to manycharacteristics, but cost effectiveness and product quality are the mostimportant for implementation on large scale. Bead milling, high-pressure homogenization, high speed, and ultrasonication treatmentsare the most frequently used mechanical methods on laboratory-scalefor microalgal cell disruption. For industrial-scale applications, beadmilling, HPH and HSH are considered as the most feasible methods(Chisti and Moo-Young, 1986; Harrison et al., 2003). Nowadays, otherindustrial scale cell disruption equipment is available on the marketsuch as ultrasonication with 100 m3/h (Hielscher, 2011) or PEF unitswith 10 m3/h (Diversified Technologies, 2010) capacities.
Gaps in data comparison
Tobuild up a knowledge database to allow the selection of a suitable,scalable cell disruption method for mild microalgae biorefineries, com-parable data is needed. As concluded from the comparisons, all the pa-rameters (e.g., microalgae type, growth conditions, process conditions)influence cell disruption efficiency and energy consumption. Consider-ing the diversified data available in literature and from providers, it iscurrently not possible to select the best universal disruption techniquefor the future mild microalgae biorefinery. For example, LCA studiesthat calculate Capital Expenditures (CAPEX) and Operational Expendi-tures (OPEX), usually rely on literature data and tend to choose organ-isms or process types they consider to be similar to their studied system.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
In the following, several examples emphasize the importance or ef-fect of these parameters on overall LCA calculations. Several authorsused energy consumption data from literature wherein other types ofmicroalgae were used while the effect of microalgae was proven to besevere (see the Specific energy consumption (kWh/kg dry biomass)section) (Razon and Tan, 2011; Xu et al., 2011; Yuan et al., 2014). Simi-larly, several authors used energy data from theGEA companywebpage(0.25 kWh/kg on dry basis)which claims that energy consumption is in-dependent from the type of algae used (Adesanya et al., 2014; Handleret al., 2012; Stephenson et al., 2010; Yanfen et al., 2012). Other studies,however, already proved a significantly higher energy consumption(146.94 kWh/kg on dry basis) with the same technique (Halim et al.,2012a,b; Lee et al., 2012). Sometimes, the reference for the energy con-sumption is not mentioned and thus not traceable (Mata et al., 2014) ordata on the technique is not found in the reference (Soratana et al.,2014). Based on these studies, it can be stated the LCA studies in thisfield are not straightforward.
Future needs
To develop a large scale energy-efficient cell disruption method formicroalgae biorefineries, a considerable amount of research is still need-ed. New methods should consider overall cost effectiveness includingpre-processing and downstreamprocessing, controllability, energy con-sumption at least below the caloric value of algae (≈21 kJ/g), mildness,adaptability and extractability/recoverability of products as key aspects.To achieve an economically feasible mild microalgae biorefinery, it isalso necessary to fully utilize the biomass and to minimize total processcost by applying process intensification approaches.
Within process intensification approaches for cell disruption, it isimportant to design deviceswith improved process control and reducedspecific energy demand (kWh/kg; see the Bead milling section). Thisimprovement could be achieved by focusing to equipment designs gen-erating specific pulses (e.g., electric, steam, ultrasonic). Alternatively,the combination of conventional techniques, e.g., ultrasonication withchemical/enzymatic pre-treatment, could reduce the energy demandof mechanical disruptionmethods. To reduce the amount of unit opera-tions, two phase aqueous systems could be promising since disruptionand functional product separation can be achieved in one step. Explo-sive decompression also has the potential to provide cell disruption
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

15E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
and hydrophilic/hydrophobic compounds separation in one step aswellas simultaneous reagent separation. This method has been excessivelystudied for bacteria and yeast, but was until recent generally ineffectiveonmicroalgae cells. Process intensification for explosive decompressionin a continuous operating mode should be studied in more detail. An-other aspect of process intensification is to design the cell disruptionprocess to empower the subsequent downstream process. An exampleis the emerging method of cationic polymer coated membrane treat-ment since the reagent is already separated from the products throughimmobilization. In summary, methods combining cell disruption andproduct separation in one unit operation should be developed with im-proved process control, reduced specific energy demand and zero dis-ruption agent contamination.
A considerable amount of research is still needed for somepromisingemerging methods, such as cationic polymer coated membrane treat-ment and explosive decompression, to achieve conventional cell disrup-tion method efficiencies. To support future research and to be able tocompare cell disruption efficiencies, a generic method for data collec-tion should be used systematically to produce comparable data. Thedata in literature should allow the calculation of at least specific energyconsumption for disrupting a unit of microalgae biomass (see the Beadmilling section). This could result in a higher level of understandingwhichwould accelerate the development of newmildmethods. This re-search area could also benefit from a better understanding in the rela-tionship between cell wall characteristics and disruption efficiencies.Additionally, the cell wall characteristics are influenced by themicroalgae type, growth conditions, growth phase and the existenceof stress factors which could be studiesmore thoroughly. To summarizethe latter, a structured methodology is needed to build up a knowledgedatabase to allow discrimination in the selection of a suitable full scaleinstallation.
Conclusions
Industrial microalgae biorefineries are not yet feasible due to highoperational costs. Cell disruption, because of the high energy demandand effect on the efficiency of subsequent steps, is the most crucialstep in biorefinery. In this review several methods have been describedfor microalgae cell disruption. Themain aspects of an industrially inter-esting microalgae cell disruption method include energy efficiency,mildness, selectivity, controllability and universality. Recent studies in-dicate that mechanical methods are optimal for industrial scale cell dis-ruption, but have high specific energy consumption. Non-mechanicalmethodsmight affect product quality to a minor extent, have lower en-ergy needs, might obtain a higher selectivity and may provide uniformcell disruption. However, treatment time is longer and at large scale rel-atively large treatment vessels are required, the demand for chemicalsis costly, a waste stream is generated and side products can be formeddue to the increased temperatures. Additionally, the process itself ismore difficult to control compared to mechanical methods. As a result,energy demanding mechanical methods such as high-pressure homog-enizers or beadmills are generally preferred for large-scale applications.However, these conventional mechanical methods require energy in-tensive cooling for the isolation of fragile compounds. On the otherhand, the efficiency of mild cell disruption methods dramaticallychanges from one microalgae species to another related to their cellmembrane/wall composition and morphology. Among the new devel-opments on microalgae cell disruption, laser and pulsed electric arctechnologies are not suitable for scale-up, microfluidizer is aggressivewith high shear and ultrasonication is known as not universal andstrongly dependent on type of microalgae and cultivation conditions.Other emerging technologies such as cationic polymer coated mem-brane treatment and explosive decompression are promising, but a con-siderable amount of research is needed to obtain acceptable disruptionefficiencies.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
References
Ade Omowaye BIO, Taiwo KA, Eshtiaghi NM, Angersbach A, Knorr D. Comparative evalu-ation of the effects of pulsed electric field and freezing on cell membranepermeabilisation and mass transfer during dehydration of red bell peppers. InnovFood Sci Emerg Technol 2003;4(2):177–88.
Adesanya VO, Cadena E, Scott SA, Smith AG. Life cycle assessment onmicroalgal biodieselproduction using a hybrid cultivation system. Bioresour Technol 2014;163:343–55.
Agerkvist I, Enfors SO. Characterization of E. coli cell disintegrates from a bead mill andhigh pressure homogenizers. Biotechnol Bioeng 1990;36(11):1083–9.
AGT-Mining [Internet]. ; 30 Jan 2014 [Available from: http://www.agt.cl/mining/doc/6_dmq_mill.pdf].
Amarni F, Kadi H. Kinetics study ofmicrowave-assisted solvent extraction of oil from olivecake using hexane: comparison with the conventional extraction. Innov Food SciEmerg Technol 2010;11(2):322–7.
Anastas PT, Zimmerman JB. Design through the Twelve Principles of Green Engineering.Environ Sci Technol 2003;37(5):95–101.
Andrews BA, Asenjo JA. Enzymatic lysis and disruption of microbial cells. Tibtechician1987;5:273–7.
Apollo Ultrasonics [Internet].; 30 Jan 2014 [Available from: http://www.apolloultrasonics.co.uk/sonifier.html].
Balasubramanian S, Allen JD, Kanitkar A, Boldor D. Oil extraction from Scenedesmusobliquus using a continuous microwave system — design, optimization, and qualitycharacterization. Bioresour Technol 2011;102:3396–403.
Balasubramanian RK, Yen Doan TT, Obbard JP. Factors affecting cellular lipid extractionfrom marine microalgae. Chem Eng J 2013;215–216:929–36.
Barbosa Cánovas GV, Góngora MM, Pothakamury UR, Swanson BG. Preservation of foodswith pulsed electric fields. San Diego, Calif: Academic Press; 1999.
Benavides J, Rito-PalomaresM. Simplified two-stage method to B-phycoerythrin recoveryfrom Porphyridium cruentum. J Chromatogr B Analyt Technol Biomed Life Sci 2006;844:39–44.
Benavides J, Aguilar O, Lapizco-Encinas BH, Rito-Palomares M. Extraction and purificationof bioproducts and nanoparticles using aqueous two-phase systems strategies. ChemEng Technol 2008;31:838–45.
Bierau H, Zhang Z, Lyddiatt A. Direct process integration of cell disruption and fluidisedbed adsorption for the recovery of intracellular proteins. J Chem Technol Biotechnol1999;74(3):208–12.
Boer K, Moheimani NR, Borowitzka MA, Bahri PA. Extraction and conversion pathways formicroalgae to biodiesel: a review focused on energy consumption. J Appl Phycol2012;24:1681–98.
Borthwick KAJ, Coakley WT, McDonnell MB, Nowotny H, Benes E, Gröschl M. Develop-ment of a novel compact sonicator for cell disruption. J Microbiol Methods 2005;60(2):207–16.
Boussetta N, Lesaint O, Vorobiev E. A study of mechanisms involved during the extractionof polyphenols from grape seeds by pulsed electrical discharges. Innov Food SciEmerg Technol 2013;19:124–32.
Brennan L, Owende P. Biofuels frommicroalgae—a review of technologies for production,processing, and extractions of biofuels and co-products. Renew Sust Energ Rev 2010;14:557–77.
Brown RE, Bartoletti DC, Harrison GI, Gamble TR, Bliss JG, Powell KT, et al. Multiple-pulseelectroporation: uptake of a macromolecule by individual cells of Saccharomycescerevisiae. Bioelectrochem Bioenerg 1992;28:235–2450.
Bunge F, Pietzsch M, Mfiller R, Slydatk C. Mechanical disruption of Arthrobacter sp. DSM3747 in stirred ball mills for the release of hydrantoin-cleaving enzymes. Chem EngSci 1992;47:225–32.
Butler N. The transition from fossil fuels. Cambridge: Sustainable Energy meeting; 2006.Chandler DP, Brown J, Bruckner-Lea CJ, Olson L, Posakony GJ, Stuluts JR, et al. Continuous
spore disruption using radially focused, high-frequency ultrasound. Anal Chem 2001;73:3784–9.
Chen P, Min M, Chen Y, Wang L, Li Y, Chen Q, et al. Review of the biological and engineer-ing aspects of algae to fuels approach. Int J Agric Biol Eng 2009;2(4):1–30.
Cheng YL, Juang YC, Liao GY, Tsai PW, Ho SH, Yeh KL, et al. Dispersed ozone flotation ofChlorella vulgaris. Bioresour Technol 2010;101:9092–6.
Chisti Y. Biodiesel from microalgae. Biotechnol Adv 2007;25:294–306.Chisti Y, Moo-Young M. Disruption of microbial cells for intracellular products. Enzyme
Microb Technol 1986;8:194–204.Choi I, Choi SJ, Chun JK, Moon TW. Extraction yield of soluble protein and microstructure
of soybean affected by microwave heating. J Food Process Preserv 2006;30(4):407–19.
Choi SP, Nguyen MT, Sim SJ. Enzymatic pretreatment of Chlamydomonas reinhardtii bio-mass for ethanol production. Bioresour Technol 2010;101:5330–6.
Chuanbin L, Jian X, Fengwu B, Zhiguo S. Trehalose extraction from Saccharomycescerevisiae after microwave treatment. Biotechnol Tech 1998;12(12):941–3.
Cisneros M, Eugenio A, Sada G. A simplified strategy for the release and primary recoveryof c-phycocyanin produced by Spirulina maxima. Chem Biochem Eng Q 2004;18(4):385–90.
Clark JH, Deswarte FEI, Farmer TJ. The integration of green chemistry into futurebiorefineries. Biofuels Bioprod Bioref 2009;3(1):72–90.
Coustets M, Al-Karablieh N, Thomsen C, Teissié J. Flow process for electroextraction oftotal proteins from microalgae. J Membr Biol 2013;246:751–60.
de Stefano L, de Stefano M, de Tommasi E, Rea I, Rendina I. A natural source of porousbiosilica for nanotech applications: the diatoms microalgae. Phys Status Solidi2011;8(6):1820–5.
Dierkes H, Steinhagen V, Bork M, Lütge C, Knez Z, inventor; Uhde High Pressure Technol-ogies GmbH, assignee. Cell lysis of plant or animal starting materials by a combina-tion of a spray method and decompression for the selective extraction and
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

16 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
separation of valuable intracellular materials. European Patent EP2315825 (B1). 2012Jan 25.
Diversified Technologies. Pulsed electric field pre-treatment of algae for oil extraction;2010 [Last accessed [30 Jan 2014]. Available from: http://www.divtecs.com/data/File/papers/PDF/pef_algae_10_web_nb.pdf].
DOE. United States Department of Energy, Office of Energy Efficiency and Renewable En-ergy Biomass Program. National Algal Biofuels Technology Roadmap 2010; 2010.
Doucha J, Lívanský K. Influence of processing parameters on disintegration of Chlorellacells in various types of homogenizers. Appl Microbiol Biotechnol 2008;81:431–40.
Ebenezer V, Nancharaiah YV, Venugopalan VP. Chlorination-induced cellular damage andrecovery in marine microalga, Chlorella salina. Chemosphere 2012;89:1042–7.
Eing C, Goettel M, Straessner R, Gusbeth C, Frey W. Pulsed electric field treatment ofmicroalgae—benefits for microalgae biomass processing. IEEE Trans Plasma Sci2013;41:2901–7.
Engler CR. Disruption of microbial cells. In: Moo-Young M, editor. Comprehensive bio-technology, vol. 2. Oxford: Pergamon Press; 1985. p. 305–24. [(Ch 20)].
Fu CC, Hung TC, Chen JY, Su CH, Wu WT. Hydrolysis of microalgae cell walls for produc-tion of reducing sugar and lipid extraction. Bioresour Technol 2010;101:8750–4.
Fykse EM, Olsen JS, Skogan G. Application of sonication to release DNA from Bacilluscereus for quantitative detection by real-time PCR. J Microbiol Methods 2003;55:1–10.
Ganeva V, Galutov B, Teissié J. Electric field mediated loading of macromolecules in intactyeast cells is critically controlled at the wall level. Biochim Biophys Acta 1995;1240:229–36.
GEA Algal Cell Disruption. ; 2011 [[Internet]. Last accessed [30 Jan 2014]. Available from:http://www.niroinc.com/gea_liquid_processing/algae_cells_disruption.asp].
Gerken HG, Donohoe B, Knoshaug EP. Enzymatic cell wall degradation of Chlorella vulgarisand other microalgae for biofuels production. Planta 2013;237(1):239–53.
Glembin P, Kerner M, Smirnova I. Cloud point extraction of microalgae cultures. Sep PurifTechnol 2013;103:21–7.
Gogate PR. Ultrasound technologies for food and bioprocessing. New York: Springer;2011.
Gogate PR, Pandit AB. Application of cavitational reactors for cell disruption for recoveryof intracellular enzymes. J Chem Technol Biotechnol 2008;83:1083–93.
González-delgado ÁD, Kafarov V. Microalgae based biorefinery: evaluation of severalroutes for joint production of biodiesel, chlorophylls, phycobiliproteins, crude oiland reducing sugars. Chem Eng Trans 2012;29:607–12.
Grimi N, Dubois A, Marchal L, Jubeau S, Lebovka NI, Vorobiev E. Selective extraction frommicroalgae Nannochloropsis sp. using different methods of cell disruption. BioresourTechnol 2014;153:254–9.
Guedes C, Amaro HM, GiãoMS, Malcata FX. Optimization of ABTS radical cation assay spe-cifically for determination of antioxidant capacity of intracellular extracts ofmicroalgae and cyanobacteria. Food Chem 2013;138:638–43.
Günerken E, Gonzalez LG, Elst K, Eppink M, Wijffels R. Disruption of Neochlorisoleabundans by bead milling as the first step in the recovery of intracellular metabo-lites. Curr Opin Biotechnol 2013;24(S1):S43.
Halim R, DanquahMK,Webley PA. Extraction of oil frommicroalgae for biodiesel produc-tion: a review. Biotechnol Adv 2012a;30(3):709–32.
Halim R, Harun R, Danquah MK, Webley P. Microalgal cell disruption for biofuel develop-ment. Appl Energy 2012b;91:116–21.
Handler RM, Canter CE, Kalnes TN, Lupton FS, Kholiqov O, Shonnard DR, et al. Evaluationof environmental impacts from microalgae cultivation in open-air raceway ponds:analysis of the prior literature and investigation of wide variance in predicted im-pacts. Algal Res 2012;1:83–92.
Harrison STL. Bacterial cell disruption: a key unit operation in the recovery of intracellularproducts. Biotechnol Adv 1991;9:217–40.
Harrison R, Todd P, Rudge S, Petrides D. Cell lysis and flocculation. In: Harrison R, editor.Bioseparations science and engineering. London: Oxford University Press; 2003. p.83–93.
Harun R, Danquah MK. Enzymatic hydrolysis of microalgal biomass for bioethanol pro-duction. Chem Eng J 2011a;168:1079–84.
Harun R, Danquah MK. Influence of acid pre-treatment on microalgal biomass forbioethanol production. Process Biochem 2011b;46:304–9.
Harun R, Jason WSY, Cherrington T, Danquah MK. Exploring alkaline pre-treatment ofmicroalgal biomass for bioethanol production. Appl Energy 2011;88:3464–7.
Hazar H, Aydin H. Performance and emission evaluation of a CI engine fueled withpreheated raw rapeseed oil (RRO)–diesel blends. Appl Energy 2010;87:786–90.
Hedenskog G, Enebo L, Vendlová J, Prokes B. Investigation of somemethods for increasingthe digestibility in vitro of microalgae. Biotechnol Bioeng 1969;11:37–51.
Hejazi MA, Wijffels RH. Milking of microalgae. Trends Biotechnol 2004;22:189–94.Hejazi MA, Kleinegris D, Wijffels RH. Mechanism of extraction of β-carotene from
microalga Dunaliellea salina in two-phase bioreactors. Biotechnol Bioeng 2004;88:593–600.
Hielscher Ultrasonics GmbH. Biodiesel from algae using ultra-sonication; 2011 [[Internet].Last accessed [30 Jan 2014]. Available from: http://www.hielscher.com/ultrasonics/algae_ extraction_01.htm].
Ho SY, Mittal GS. Electroporation of cell membranes: a review. Crit Rev Biotechnol 1996;16:349–62.
Huang WC, Kim JD. Cationic surfactant-based method for simultaneous harvesting andcell disruption of a microalgal biomass. Bioresour Technol 2013;149:579–81.
Huang G, Chen F, Wei D, Zhang X, Chen G. Biodiesel production by microalgal biotechnol-ogy. Appl Energy 2010;87:38–46.
Huang Y, Hong A, Zhang D, Li L. Comparison of cell rupturing by ozonation andultrasonication for algal lipid extraction from Chlorella vulgaris. Environ Technol2014;35(5–8):931–7.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
Hung MT, Liu JC. Microfiltration for separation of green algae from water. Colloids Surf BBiointerfaces 2006;51(2):157–64.
IEA Bioenergy: T42:2009:01. Biorefineries: adding value to the sustainable utilization ofbiomass; 2009.
Jahanshahi M, Sun Y, Santos E, Pacek AW, Franco TT, Nienow AW, et al. Operational inten-sification by direct product sequestration from cell disruptates: application of apellicular adsorbent in a mechanically integrated disruption-fluidised bed adsorptionprocess. Biotechnol Bioeng 2002;80(2):201–12.
Janczyk P, Wolf C, Souffrant W. Evaluation of nutritional value and safety of the greenmicro-algae Chlorella vulgaris treated with novel processing methods. Arch Zootech2005;8:132–47.
Jin Young A, Sang Jun S, Byung Woo K, Jin Suk L. Improvement of hydrocarbon recoveryby two-stage cell-recycle extraction in the cultivation of Botryococcus braunii. JMicrobiol Biotechnol 2004;14:932–7.
Kang CD, Sim SJ. Selective extraction of free astaxanthin from Haematococcus cultureusing a tandem organic solvent system. Biotechnol Prog 2007;23:866–71.
Kang CD, Sim SJ. Direct extraction of astaxanthin from Haematococcus culture using veg-etable oils. Biotechnol Lett 2008;30:441–4.
Khoo HH, Sharratt PN, Das P, Balasubramanian RK, Naraharisetti PK, Shaik S. Life cycle en-ergy and CO2 analysis of microalgae-to-biodiesel: preliminary results and compari-sons. Bioresour Technol 2011;102:5800–7.
Kleinegris DMM, Van Es M, Janssen M, Brandenburg W, Wijffels RH. Phase toxicity ofdodecane on the microalga Dunaliella salina. J Appl Phycol 2011;23:949–58.
Komaki H, Yamashita M, Niwa Y, Tanaka Y. The effect of processing of Chlorellavulgaris: K-5 on in vitro and in vivo digestibility in rats. Anim Feed Sci Technol1998;70:363–6.
Kula MR, Schütte H. Purification of proteins and the disruption of microbial cells.Biotechnol Prog 1987;3(1):31–42.
Kumar PS, Pandit AB. Modeling hydrodynamic cavitation. Chem Eng Technol 1999;22:1017–27.
Kumar BS, Sabera K, Irin PL. Increasing possibilities of nanosuspension. J Nanotechnol2013. http://dx.doi.org/10.1155/2013/346581. [Article ID 346581, 12 pp.].
Lee S, Yoon BD, Oh HM. Rapid method for the determination of lipid from the green algaBotryococcus braunii. Biotechnol Tech 1998;12:553–6.
Lee JY, Yoo C, Jun SY, Ahn CY, Oh HM. Comparison of several methods for effective lipidextraction from microalgae. Bioresour Technol 2010;101:S75–7.
Lee AK, Lewis DM, Ashman PJ. Disruption of microalgal cells for the extraction of lipids forbiofuels: processes and specific energy requirements. Biomass Bioenergy 2012;46:89–101.
Lee AK, Lewis DM, Ashman PJ. Force and energy requirement for microalgal cell disrup-tion: an atomic force microscope evaluation. Bioresour Technol 2013;128:199–206.
León R. Microalgae mediated photoproduction of β-carotene in aqueous–organic twophase systems. Biomol Eng 2003;20:177–82.
Li Y, Horsman M, Wu N, Lan CQ, Dubois Calero N. Biofuels from microalgae. BiotechnolProg 2008;24:815–20.
Liu ZY, Wang GC, Zhou BC. Effect of iron on growth and lipid accumulation in Chlorellavulgaris. Bioresour Technol 2008;99:4717–22.
Luche JL. Synthetic organic sonochemistry. New York: Plenum Press; 1999.MacNeill C, Sneeringer JR, Szatmary A. Optimization of cell disruption with bead mill.
Pharm Eng 1985;5:34–8.Mason TJ, Lorimer JP. Sonochemistry: theory, applications and uses of ultrasound in
chemistry. New York: John Wiley and Sons; 1988.Mason TJ, Lorimer JP. Applied sonochemistry: the uses of power ultrasound in chemistry
and processing. Weinheim: Wiley-VCH Verlag GmbH; 2002.Masucci SF. Improving the efficiency of high pressure homogenizers for cell disruption
applications [BSc Thesis] USA: MIT; 1985.Mata TM,Mendes AM, Caetano NS, Martins AA. Sustainability and economic evaluation of
microalgae grown in brewery wastewater. Bioresour Technol 2014;168:151–8.McKenzie HA, White FH. Lysozyme and alpha-lactalbumin: structure, function, and inter-
relationships. Adv Protein Chem 1991;41:173–315.McMillan JR, Watson IA, Ali M, Jaafar W. Evaluation and comparison of algal cell disrup-
tion methods: microwave, waterbath, blender, ultrasonic and laser treatment. ApplEnergy 2013;103:128–34.
Melendres AV, Unno H, Shiragami N, Honda H. A concept of critical velocity for cell dis-ruption by bead mill. J Chem Eng Jpn 1992;25:354–6.
Mendes Pinto MM, Raposo MFJ, Bowen J, Young AJ, Morais P. Evaluation of different celldisruption processes on encysted cells of Haematococcus pluvialis: effects ofastaxanthin recovery and implications for bio-availability. J Appl Phycol 2001;13:19–24.
Miao H, Tao W. The mechanisms of ozonation on cyanobacteria and its toxins removal.Sep Purif Technol 2009;66:187–93.
Microfluidics Corp.. M-110EH-30 electric–hydraulic laboratory microfluidizer processorfor continuous high shear fluid processing. Available from: http://www.microfluidicscorp.com/images/stories/pdf/m-110eh-30.pdf, 2012.
Middelberg APJ. Process scale disruption of microorganisms. Biotechnol Adv 1995;13(3):491–551.
Miranda JR, Passarinho PC, Gouveia L. Pre-treatment optimization of Scenedesmusobliquus microalga for bioethanol production. Bioresour Technol 2012;104:342–8.
Mojaat M, Foucault A, Pruvost J, Legrand J. Optimal selection of organic solvents for bio-compatible extraction of beta-carotene from Dunaliella salina. J Biotechnol 2008;133:433–41.
Molina-Grima E, Belarbi E-H, Fernández FGA, Medina AR, Chisti Y. Recovery of microalgalbiomass and metabolites: process options and economics. Biotechnol Adv 2003;20:491–515.
Muraji M, Tatebe W, Konishi T, Fujii T, Berg H. Effect of electrical energy on theelectropermeabilization of yeast cells. Bioelectrochem Bioenerg 1993;31:77–84.
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/

17E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
Muraji M, Tatebe W, Berg H. The influence of extracellular alkali and alkaline-earth ionson electropermeabilization of Saccharomyces cerevisiae. Bioelectrochem Bioenerg1998;46:293–5.
Muraji M, Taniguchi H, Tatebe W, Berg H. Examination of the relationship between pa-rameters to determine electropermeability of Saccharomyces cerevisiae.Bioelectrochem Bioenerg 1999;48:485–8.
Mutanda T, Ramesh D, Karthikeyan S, Kumari S, Anandraj A, Bux F. Bioprospecting forhyper-lipid producingmicroalgal strains for sustainable biofuel production. BioresourTechnol 2011;102:57–70.
Nanu AS, Marinescu NI, Ghiculescu G. Study on ultrasonic stepped horn geometry designand FEM simulation. Nonconv Technol Rev 2011;4:25–30.
Nguyen TL, Lee DJ, Chang JS, Liu JC. Effects of ozone and peroxone on algal separation viadispersed air flotation. Colloids Surf B Biointerfaces 2013;105:246–50.
Onyeche TI, Schläfer O, Bormann H. Ultrasonic cell disruption of stabilised sludge withsubsequent anaerobic digestion. Ultrasonics 2002;40:31–5.
Pan X, Niu G, Liu H. Comparison of microwave-assisted extraction and conventional ex-traction techniques for the extraction of tanshinones from Salvia miltiorrhiza bunge.Biochem Eng J 2002;12:71–7.
Pandolfe WD. Cell disruption by homogenization. APV Information Booklet; 1993.Pasquet V, Chérouvrier JR, Farhat F, Thiéry V, Piot JM, Bérard JB, et al. Study on the
microalgal pigments extraction process: performance of microwave assisted extrac-tion. Process Biochem 2011;46:59–67.
Pavlić Ž, Vidaković-Cifrek Ž, Puntarić D. Toxicity of surfactants to green microalgaePseudokirchneriella subcapitata and Scenedesmus subspicatus and to marine diatomsPhaeodactylum tricornutum and Skeletonema costatum. Chemosphere 2005;61(8):1061–8.
Petrier C, Jiang Y, Lamy M. Ultrasound and environment: sonochemical destruction ofchloromatic derivatives. Environ Sci Technol 1998;32:1316–8.
PheMH, DossotM, Guilloteau H, Block JC. Nucleic acid fluorochromes and flow cytometryprove useful in assessing the effect of chlorination on drinking water bacteria. WaterRes 2005;39:3618–28.
Posten C, Walter C. Microalgal biotechnology: potential and production. Berlin, Boston:De Gruyter; 2012a.
Posten C, Walter C. Microalgal biotechnology: integration and economy. Berlin, Boston:De Gruyter; 2012b.
Postma PR, Miron TL, Olivieri G, Barbosa MJ, Wijffels RH, Eppink MHM. Mild disintegra-tion of the green microalgae Chlorella vulgaris using bead milling, Bioresource Tech-nology; 2014. Available online 16 September 2014, ISSN 0960-8524, http://dx.doi.org/10.1016/j.biortech.2014.09.033.
Prabakaran P, Ravindran D. A comparative study on effective cell disruption methods forlipid extraction from microalgae. Lett Appl Microbiol 2011;53:150–4.
Priego Capote F, de Castro L. Ultrasound-assisted digestion: a useful alternative in samplepreparation. J Biochem Biophys Methods 2007;70:299–310.
Qin BL, Pothakamury UR, Vega M, Martin O, Barbosa Canovas GV, Swanson BG. Foodpasteurisation using high intensity pulsed electric fields. Food Technol 1995;49(12):55–60.
Razon LF, Tan RR. Net energy analysis of the production of biodiesel and biogas from themicroalgae: Haematococcus pluvialis and Nannochloropsis. Appl Energy 2011;88:3507–14.
Riesz P, Berdahl D, Christman L. Free radical generation by ultrasound in aqueous andnonaqueous solutions. Environ Health Perspect 1985;64:233–52.
Rodolfi L, Chini Zittelli G, Bassi N, Padovani G, Biondi N, Bonini M, et al. Microalgae for oil:strain selection, induction of lipid synthesis and outdoor mass cultivation in a low-cost photobioreactor. Biotechnol Bioeng 2009;102:100–12.
Rols MP, Dahhou F, Mishra KP, Teissié J. Control of electric field induced cell membranepermeabilization by membrane order. Biochemistry 1990;29:2960–6.
Rosenberg U, Bogl W. Microwave thawing, drying, and baking in the food industry. FoodTechnol 1987;41(6):85–91.
Saby S, Sibille I, Mathieu L, Paquin JL, Block JC. Influence of water chlorination on thecounting of bacteria with DAPI (40,6-diamidino-2-phenylindole). Appl EnvironMicrobiol 1997;63:1564–9.
Salazar O, Asenjo JA. Enzymatic lysis of microbial cells. Biotechnol Lett 2007;29:985–94.Samarasinghe N, Fernando S, Faulkner B. Effect of high pressure homogenization on aque-
ous phase solvent extraction of lipids from Nannochloris oculata microalgae. J EnergyNat Resour 2012a;1:1–7.
Samarasinghe N, Fernando S, Lacey R, FaulknerWB. Algal cell rupture using high pressurehomogenization as a prelude to oil extraction. Renew Energy 2012b;48:300–8.
Sánchez Mirón A, Cerón García MC, Contreras Gómez A, García Camacho F, Molina GrimaE, Chisti Y. Shear stress tolerance and biochemical characterization of Phaeodactylumtricornutum in quasi steady-state continuous culture in outdoor photobioreactors.Biochem Eng J 2003;16:287–97.
Sartory DP, Grobbelaar JU. Extraction of chlorophyll a from freshwater phytoplankton forspectrophotometric analysis. Hydrobiologia 1984;114:177–87.
Schmid Straiger U. Algae biorefinery—concept. National German workshop onbiorefineries. Worms; 2009.
Scholz MJ, Weis TL, Jinkerson RE, Jing J, Roth R, Goodenough U, et al. Ultrastructure andcomposition of the Nannochloropsis gaditana cell wall. Eukaryot Cell 2014;13(11):1450–64. http://dx.doi.org/10.1128/EC.00183-14.
Schumann R, Häubner N, Klausch S, Karsten U. Chlorophyll extraction methods for thequantification of green microalgae colonizing building facades. Int BiodeteriorBiodegrad 2005;55:213–22.
Schütte H, Kroner KH, Hustedt H, Kula MR. Experiences with a 20 liter industrial beadmill for the disruption of microorganisms. Enzyme Microb Technol 1983;5(2):143–8.
Schütte H, Kula M. Pilot- and process-scale techniques for cell disruption. Biotechnologyand Applied Biochemistry 1990;12:599–620.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
Schwede S, Kowalczyk A, Gerber M, Span R. Influence of different cell disruptiontechniques on mono digestion of algal biomass. World renewable energycongress—bioenergy technology (BE)—Sweden; 2011. p. 41–7.
Schwenzfeier A, Wierenga PA, Gruppen H. Isolation and characterization of solubleprotein from the green microalgae Tetraselmis sp. Bioresour Technol 2011;102:9121–7.
Shen Y, Pei Z, Yuan W, Mao E. Effect of nitrogen and extraction method on algae lipidyield. Int J Agric & Biol Eng 2009;2(1):51.
Sheng J, Vannela R, Rittmann BE. Evaluation of cell-disruption effects of pulsed-electric-field treatment of Synechocystis PCC 6803. Environ Sci Technol 2011;45:3795–802.
Sheng J, Vannela R, Rittmann BE. Disruption of Synechocystis PCC 6803 for lipid extraction.Water Sci Technol 2012;65:567–73.
Sherrit S, Dolgin BP, Bar-Cohen Y, Pal D, Kroh J, Peterson T. Modeling of horns for sonic/ultrasonic applications. Ultrasonics Symposium Proceedings IEEE, 1. ; 1999. p.647–51.
Shirgaonkar I, Lothe R, Pandit A. Comments on themechanism ofmicrobial cell disruptionin high-pressure and high-speed devices. Biotechnol Prog 1998;14:657–60.
Solovchenco AE, Khozin Goldberg I, Didi Cohen S, Cohen Z, Merzlyak MN. Effects of lightintensity and nitrogen starvation on growth, total fatty acids and arachidonic acid inthe green microalga Parietochloris incise. J Appl Phycol 2008;20:245–51.
Soratana K, Barr WJ, Landis AE. Effects of co-products on the life-cycle impacts ofmicroalgal biodiesel. Bioresource Technology 2014;159:157–66.
Spolaore P, Joannis Cassan C, Duran E, Isambert A. Commercial application ofmicroalgae. JBiosci Bioeng 2006;101:87.
Stephenson AL, Kazamia E, Dennis JS, Howe CJ, Scott SA, Smith AG. Life-cycle assessmentof potential algal biodiesel production in the United Kingdom: a comparison of race-ways and air-lift tubular bioreactors. Energy Fuel 2010;24:4062–77.
Suslick KS. The chemical effects of ultrasound. Science 1990;247:1439.Taylor MB, Belgrader P, Furman BJ, Pourahmadi BJ, Kovacs GTA, NorthrupMA. Lysing bac-
terial spores by sonication through a flexible interface in a microfluidic system. AnalChem 2001;73:492–6.
Terigar BG, Balasubramanian S, Boldor D, Xu Z, Lima M, Sabliov CM. Continuousmicrowave-assisted isoflavone extraction system: design and performance evalua-tion. Bioresour Technol 2010;101(7):2466–71.
Thamsiriroj T, Murphy JD. Is it better to import palm oil from Thailand to produce biodie-sel in Ireland than to produce biodiesel from indigenous Irish rape seed? Appl Energy2009;86:595–604.
Thoe TB, Aspinwall DK, Wise MLH. Review on ultrasonic machining. Int J Mach ToolsManuf 1998;38(4):239–55.
Thomas CR, Geer D. Effects of shear on proteins in solution. Biotechnol Lett 2010;33(3):443–56.
Tornabene TG, Holzer G, Lien S, Burris N. Lipid composition of the nitrogen starved greenalga Neochloris oleoabundans. Enzyme Microb Technol 1983;5:435–40.
Tsong TY. On electropration of cell membranes and some related phenomena.Bioelectrochem Bioenerg 1990;24:271–95.
Tsukahara K, Sawayama S. Liquid fuel production using microalgae. J Jpn Pet Inst 2005;48(5):251–9.
Ulloa G, Coutens C, Sánchez M, Sineiro J, Fábregas J, Deive FJ, et al. On the double role ofsurfactants as microalga cell lysis agents and antioxidants extractants. Green Chem2012;14:1044–51.
Usui N, Ikenouchi M. The biological CO2 fixation and utilization project by RITE(1):highly-effective photobioreactor system. Energy Convers Manag 1997;38(1):487–92.
Vasavada PC. Effect of microwave energy on bacteria. J Microw Power 1986;21(3):187–8.
Virto R, Mañas P, Álvarez I, Condon S, Raso J. Membrane damage and microbial inactiva-tion by chlorine in the presence and absence of a chlorine-denaturing substrate. ApplEnviron Microbiol 2005;71:5022–8.
Vogels G, Kula MR. Combination of enzymatic and/or thermal pretreatment with me-chanical cell disintegration. Chem Eng Sci 1992;47:123–31.
Wang G, Wang T. Characterization of lipid components in two microalgae for biofuel ap-plication. J Am Oil Chem Soc 2011;89:135–43.
Wang M, Yuan W, Jiang X, Jing Y, Wang Z. Disruption of microalgal cells using high-frequency focused ultrasound. Bioresour Technol 2014;153:315–21.
Weaver JC, Chizmadzhev YA. Theory of electroporation: a review. BioelectrochemBioenerg 1996;41:135–60.
Weaver JC, Harrison GI, Bliss JG, Mourant JR, Powell KT. Electroporation: high frequency ofoccurrence of a transient high permeability state in erythrocytes and intact yeast.FEBS Lett 1988;229:30–4.
Weyer KM, Bush DR, Darzins A, Willson BD. Theoretical maximum algal oil production.Bioenergy Res 2010;3(2):204–13.
Woo IS, Rhee IK, Park HD. Differential damage in bacterial cells by microwave radiationon the basis of cell wall structure. Appl Environ Microbiol 2000;66(5):2243–7.
Xu L, Brilman DWFW, Withag JAM, Brem G, Kersten S. Assessment of a dry and a wetroute for the production of biofuels from microalgae: energy balance analysis.Bioresour Technol 2011;102:5113–22.
Yanfen L, Zehao H, Xiaoqian M. Energy analysis and environmental impacts of microalgalbiodiesel in China. Energy Policy 2012;45:142–51.
Yoo G, Yoo Y, Kwon J, Darpito C, Mishra S, Pak K, et al. An effective, cost-efficient extrac-tionmethod of biomass fromwetmicroalgae with a functional polymericmembrane.Green Chem 2014;16:312–9.
Yuan J, Kendall A, Zhang Y. Mass balance and life cycle assessment of biodiesel frommicroalgae incorporated with nutrient recycling options and technology uncer-tainties. GCB Bioenergy 2014. http://dx.doi.org/10.1111/gcbb.12229. [Earlyview].
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/
18 E. Günerken et al. / Biotechnology Advances xxx (2015) xxx–xxx
Zbinden MDA, Sturm BSM, Nord RD, Carey WJ, Moore D, Shinogle H, et al. Pulsed electricfield (PEF) as an intensification pretreatment for greener solvent lipid extractionfrom microalgae. Biotechnol Bioeng 2013;110:1605–15.
Zhang G, Hua I. Cavitation chemistry of polychlorinated biphenyls: decomposition mech-anisms and rates. Environ Sci Technol 2000;34:1529–34.
Zhang P, Zhang G, Wang W. Ultrasonic treatment of biological sludge: floc disintegration,cell lysis and inactivation. Bioresour Technol 2007;98(1):207–10.
Please cite this article as: Günerken E, et al, Cell disruption for microalgj.biotechadv.2015.01.008
Zheng H, Yin J, Gao Z, Huang H, Ji X, Dou C. Disruption of Chlorella vulgaris cells for the re-lease of biodiesel-producing lipids: a comparison of grinding, ultrasonication, beadmilling, enzymatic lysis, and microwaves. Appl Biochem Biotechnol 2011;164:1215–24.
Zimmermann U, Vienken J, Halfmann J, Emeis CC. Electrofusion: a novel hybridizationtechnique. Adv Biotechnol Processes 1985;4:79–150.
ae biorefineries, Biotechnol Adv (2015), http://dx.doi.org/10.1016/