podręcznik programowania i obsługi wydanie 04/2007 · wskazówki dot. bezpiecze ństwa niniejszy...
TRANSCRIPT

Podręcznik programowania i obsługi Wydanie 04/2007
Frezowanie SINUMERIK 802D sl


Słowo wstępne
Opis 1
Software'owa otoczka gra-ficzna
2Ząłączenie, bazowanie do punktu odniesienia
3
Ustawianie 4
Praca sterowana ręcznie 5
Praca automatyczna 6
Programowanie obróbki 7
System 8
Programowanie 9
Cykle 10
Praca w sieci 11
Wykonanie kopii zapaso-wej danych
12
Diagnoza PLC 13
Aneks A
SINUMERIK 802D sl
Frezowanie
Podręcznik programowania i obsługi
04/2007 6FC5398-0CP10-3AA0
Obowiązuje dla Sterowanie Wersja oprogramowania SINUMERIK 802D sl T/M 1.4

Wskazówki dot. bezpieczeństwa Niniejszy podręcznik zawiera wskazówki, których musicie przestrzegać dla Waszego osobistego bezpieczeństwa jak też w celu uniknięcia szkód rzeczowych. Wskazówki dot. Waszego osobistego bezpieczeństwa są uwydatnio-ne trójkątem ostrzegawczym, wskazówki dot. tylko szkód rzeczowych są bez trójkąta. Zależnie od stopnia zagro-żenia wskazówki ostrzegawcze są przedstawiane w kolejności malejącej jak następuje.
NIEBEZPIECZEŃSTWO oznacza, że nastąpi śmierć albo ciężkie uszkodzenie ciała, gdy odpowiednie środki ostrożności nie zostaną podjęte.
OSTRZEŻENIE oznacza, że może nastąpić śmierć albo ciężkie uszkodzenie ciała, gdy odpowiednie środki ostrożności nie zo-staną podjęte.
OSTROŻNIE z trójkątem ostrzegawczym oznacza, że może wystąpić lekkie uszkodzenie ciała, gdy odpowiednie środki ostrożności nie zostaną podjęte.
OSTROŻNIE bez trójkąta ostrzegawczego oznacza, że może wystąpić szkoda rzeczowa, gdy odpowiednie środki ostrożności nie zostaną podjęte.
UWAGA oznacza, że może wystąpić niepożądany wynik albo stan, gdy odpowiednia wskazówka nie będzie przestrzega-na.
Przy wystąpieniu wielu stopni zagrożenia jest stosowana zawsze wskazówka ostrzegawcza najwyższego stopnia. Gdy we wskazówce ostrzegawczej ostrzega się przed szkodami osobowymi, wówczas w tej samej wskazówce może dodatkowo zostać zawarte ostrzeżenie przed szkodami rzeczowymi.
Personel kwalifikowany Przynależne urządzenie/system wolno ustawiać i eksploatować tylko w połączeniu z niniejszą dokumentacją. Uruchomienie i eksploatację urządzenia/systemu wolno jest prowadzić tylko wykwalifikowanemu personelowi. Personelem kwalifikowanym w rozumieniu wskazówek technicznych dot. bezpieczeństwa, zawartych w niniejszej dokumentacji, są osoby, które są uprawnione do uruchamiania, uziemiania i oznakowywania urządzeń, systemów i obwodów prądu, według standardów techniki bezpieczeństwa.
Użycie zgodnie z przeznaczeniem Przestrzegajcie co następuje:
OSTRZEŻENIE Urządzenie wolno stosować tylko do indywidualnych przypadków przewidzianych w katalogu i opisie technicz-nym i tylko w połączeniu z urządzeniami i komponentami obcymi dopuszczonymi albo zalecanymi przez firmę Siemens. Nienaganna i bezpieczna eksploatacja produktu zakłada należyty transport, należyte magazynowanie, ustawienie i montaż jak też staranną obsługę i utrzymanie.
Marki Wszystkie określenia oznaczone znakiem ochrony ® są zarejestrowanymi markami firmy Siemens AG. Pozostałe określenia w niniejszym druku mogą być markami, których używanie przez strony trzecie do swoich celów może naruszać prawa właścicieli.
Wykluczenie odpowiedzialności Sprawdziliśmy treść niniejszego druku na zgodność z opisanym sprzętem i oprogramowaniem. Mimo to nie mo-żemy wykluczyć rozbieżności, tak że nie dajemy gwarancji na pełną zgodność. Dane zawarte w niniejszym druku są regularnie sprawdzane, niezbędne korekty będą zawierane w kolejnych wydaniach.
Siemens AG Automation and Drives Postfach 48 48 90437 NÜRNBERG DEUTSCHLAND
Nr zamówieniowy dokumentu: 6FC5398-1CP10-3AA0 06/2007
Copyright © Siemens AG 2007.Zmiany zastrzeżone

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 3
Słowo wstępne
Podział dokumentacji Dokumentacja SINUMERIK jest podzielona na 3 płaszczyzny:
• Dokumentacja ogólna
• Dokumentacja użytkownika
• Dokumentacja producenta/serwisowa
Aktualizowany co miesiąc przegląd publikacji z każdorazowym podaniem dostępnego języka znajdziecie pod:
http://www.siemens.com/motioncontrol Postępujcie według punktów meny „Support“ → „Technische Dokumentation“ → „Druckschri-ften-Übersicht“.
Internetowe wydanie DOConCD, wydanie DOConWeb, znajdziecie pod:
http://www.automation.siemens.com/doconweb
Informacje dot. oferty szkoleniowej i dot. FAQ (frequently asked questions) znajdziecie w in-ternecie pod:
http://www.siemens.com/motioncontrol a tam pod punktem menu „Support“
Przeznaczenie Niniejszy druk jest przeznaczony dla programistów, projektantów, operatorów maszyn i urządzeń.
Pożytek Podręcznik programowania i obsługi pozwala adresatom na projektowanie, pisanie, sporzą-dzanie i testowanie programów i otoczek graficznych oraz usuwanie błędów.
Ponadto pozwala adresatom na obsługę sprzętu i oprogramowania maszyny.
Zakres standardowy W niniejszej dokumentacji opisano działanie zakresu standardowego. Uzupełnienia albo zmiany, które zostały dokonane przez producenta maszyny, są przez niego dokumentowa-ne.
W sterowaniu mogą być możliwe do realizacji dalsze funkcje, nie opisane w niniejszej doku-mentacji. Nie ma jednak roszczenia do tych funkcji w przypadku dostawy nowego sterowania albo wykonania usługi serwisowej.

Słowo wstępne
Frezowanie
4 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Ze względu na przejrzystość dokumentacja ta zawiera również nie wszystkie informacje szczegółowe dot. wszystkich typów produktu i nie może uwzględniać każdego możliwego przypadku ustawienia, pracy i utrzymania.
Technical Support W przypadku pytań technicznych proszę zwrócić się do następującej hotline: Europa / Afryka Azja / Australia Ameryka Telefon +49 180 5050 222 +86 1064 719 990 +1 423 262 2522 Fax +49 180 5050 223 +86 1064 747 474 +1 423 262 2289 Internet http://www.siemens.com/automation/support-request E-mail [email protected]
Wskazówka
Specyficzne dla krajów numery telefonów doradztwa technicznego znajdziecie w internecie: http://www.siemens.com/automation/service&support
Pytania do dokumentacji W przypadkach pytań dot. dokumentacji (propozycje, korekty) prosimy wysłać telefaks albo e-mail na następujący adres:
Fax +49 9131- 98 63315 E-mail [email protected]
Szablon telefaksu znajdziecie na końcu niniejszego dokumentu
Adres internetowy dla SINUMERIK http://www.siemens.com/sinumerik
Deklaracja zgodności WE Deklarację zgodności WE z dyrektywą EMC znajdziecie/otrzymacie
• w internecie:
http://suport.automation.siemens.com
pod numerem produktu/zamówieniowym 15257461
• we właściwym oddziale dziedziny A&D MC firmy Siemens AG

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 5
Spis treści Słowo wstępne.............................................................................................................................................3
1 Opis.............................................................................................................................................................11
1.1 Elementy obsługi i wyświetlania...................................................................................................11
1.2 Wyświetlenia statusu i błędów .....................................................................................................12
1.3 Definicja przycisków klawiatury pełnej CNC (format pionowy) ....................................................13 1.4 Definicja przycisków pulpitu sterowniczego maszyny..................................................................15
1.5 Układy współrzędnych .................................................................................................................16
2 Software'owa otoczka graficzna ..............................................................................................................21
2.1 Podział ekranu .............................................................................................................................21
2.2 Standardowe przyciski programowane........................................................................................24
2.3 Zakresy czynności obsługowych..................................................................................................25
2.4 System pomocy ...........................................................................................................................26
3 Załączenie, bazowanie do punktu odniesienia.......................................................................................29
3.1 Załączenie i bazowanie do punktu odniesienia ...........................................................................29
4 Ustawianie..................................................................................................................................................31
4.1 Wprowadzanie narzędzi i korekcji narzędzi.................................................................................32 4.1.1 Utworzenie nowego narzędzia.....................................................................................................35 4.1.2 Określanie korekcji narzędzi (ręcznie).........................................................................................36 4.1.3 Określanie korekcji narzędzi przy pomocy czujnika pomiarowego..............................................39 4.1.4 Ustawienia czujnika pomiarowego...............................................................................................42
4.2 Wprowadzenie/zmiana przesunięcia punktu zerowego...............................................................44 4.2.1 Określenie przesunięcia punktu zerowego ..................................................................................45
4.3 Programowanie danych nastawczych .........................................................................................47
4.4 Parametry obliczeniowe R ...........................................................................................................51
5 Praca sterowana ręcznie ..........................................................................................................................53
5.1 Praca sterowana ręcznie .............................................................................................................53
5.2 Rodzaj pracy JOG - zakres czynności obsługowych „Pozycja”...................................................55 5.2.1 Przyporządkowanie kółek ręcznych.............................................................................................59
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych „Pozycja”............60 5.3.1 Teach In (MDA)............................................................................................................................63 5.3.2 Toczenie poprzeczne...................................................................................................................66
6 Praca automatyczna..................................................................................................................................69
6.1 Rodzaj pracy AUTOMATYKA ......................................................................................................69 6.2 Wybór, wystartowanie programu obróbki ....................................................................................74

Spis treści
Frezowanie
6 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
6.3 Szukanie bloku.............................................................................................................................76
6.4 Zatrzymanie, anulowanie programu obróbki................................................................................77
6.5 Rozpoczęcie po anulowaniu ....................................................................................................... 78 6.6 Ponowne dosunięcie po przerwaniu ........................................................................................... 79 6.7 Wykonywanie ze źródła zewnętrznego....................................................................................... 80
7 Programowanie obróbki .......................................................................................................................... 83
7.1 Przegląd programowania obróbki ............................................................................................... 83 7.2 Wprowadzenie nowego programu .............................................................................................. 87 7.3 Edytowanie programu obróbki .................................................................................................... 88 7.4 Symulacja.................................................................................................................................... 90 7.5 Dopasowanie elementów konturu............................................................................................... 92 7.6 Dowolne programowanie konturu ............................................................................................. 101 7.6.1 Programowanie konturu ............................................................................................................ 102 7.6.2 Ustalenie punktu startowego..................................................................................................... 103 7.6.3 Przyciski programowane i parametry........................................................................................ 105 7.6.4 Parametryzowanie elementów konturu..................................................................................... 110 7.6.5 Graficzne przedstawienie konturu............................................................................................. 113 7.6.6 Podanie elementów konturu we współrzędnych biegunowych, zamknięcie konturu................ 114 7.6.7 Opis parametrów elementów konturu prosta/okrąg .................................................................. 117 7.6.8 Przykład programowania frezowanie ........................................................................................ 119
8 System..................................................................................................................................................... 125
8.1 System ...................................................................................................................................... 125
8.2 Systemowe przyciski programowane (IBN) .............................................................................. 129 8.3 Systemowe przyciski programowane (MD)............................................................................... 130 8.4 Systemowe przyciski programowane (dane serwisowe) .......................................................... 136 8.5 Systemowe przyciski programowane (PLC) ............................................................................. 145 8.6 Systemowe przyciski programowane (pliki uruchomieniowe)................................................... 152 8.7 Wyświetlenie alarmu ................................................................................................................. 156
9 Programowanie....................................................................................................................................... 157
9.1 Podstawy programowania NC .................................................................................................. 157 9.1.1 Nazwy programów .................................................................................................................... 157 9.1.2 Budowa programu..................................................................................................................... 157 9.1.3 Budowa słowa i adres ............................................................................................................... 158 9.1.4 Budowa bloku............................................................................................................................ 159 9.1.5 Zestaw znaków ......................................................................................................................... 161 9.1.6 Przegląd instrukcji ..................................................................................................................... 162
9.2 Dane dot. drogi.......................................................................................................................... 178 9.2.1 Programowanie danych wymiarowych...................................................................................... 178 9.2.2 Wybór płaszczyzny: G17 do G19.............................................................................................. 179 9.2.3 Absolutne/przyrostowe podanie wymiaru: G90, G91, AC, IC ................................................... 180 9.2.4 Metryczne i calowe podanie wymiaru: G71, G70, G710, G700................................................ 182 9.2.5 Współrzędne biegunowe, ustalenie bieguna: G110, G111, G112.............................................183 9.2.6 Programowane przesunięcie punktu zerowego: TRANS, ATRANS......................................... 185 9.2.7 Programowany obrót: ROT, AROT ........................................................................................... 186

Spis treści
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 7
9.2.8 Programowany współczynnik skali: SCALE, ASCALE ..............................................................188 9.2.9 Programowalne lustrzane odbicie: MIRROR, AMIRROR..........................................................189 9.2.10 Zamocowanie obrabianego przedmiotu - nastawiane przesunięcie punktu zerowego: G54
do G59, G500, G53, G153.........................................................................................................191 9.2.11 Programowane ograniczenie pola roboczego: G25, G26, WALIMON, WALIMOF ...................193
9.3 Ruch w osiach............................................................................................................................195 9.3.1 Interpolacja prostoliniowa z przesuwem szybkim: G0 ...............................................................195 9.3.2 Interpolacja prostoliniowa z posuwem: G1 ................................................................................196 9.3.3 Interpolacja kołowa: G2, G3.......................................................................................................198 9.3.4 Interpolacja kołowa poprzez punkt pośredni: CIP......................................................................204 9.3.5 Okrąg z przejściem stycznym: CT .............................................................................................205 9.3.6 Interpolacja linii śrubowej: G2/G3, TURN ..................................................................................206 9.3.7 Nacinanie gwintu o stałym skoku: G33......................................................................................207 9.3.8 Gwintowanie otworu z użyciem oprawki wyrównawczej: G63...................................................208 9.3.9 Interpolacja gwintu: G331, G332 ...............................................................................................209 9.3.10 Dosunięcie do punktu stałego: G75...........................................................................................211 9.3.11 Dosunięcie do punktu odniesienia: G74 ....................................................................................211 9.3.12 Pomiar czujnikiem przełączającym: MEAS, MEAW ..................................................................212 9.3.13 Sterowanie styczne: TANG, TANGON, TANGOF, TANGOF, TLIFT, TANGDEL .....................213 9.3.14 Posuw F .....................................................................................................................................216 9.3.15 Korekta posuwu w przypadku okręgów: CFTCP, CFC..............................................................217 9.3.16 Zatrzymanie dokładne / przejście płynne: G9, G60, G64 ..........................................................218 9.3.17 Zachowanie się pod względem przyspieszenia: BRISK, SOFT ................................................221 9.3.18 Procentowa korekcja przyśpieszenia: ACC...............................................................................222 9.3.19 Ruch ze sterowaniem wyprzedzającym: FFWON, FFWOF ......................................................223 9.3.20 Polepszenie jakości powierzchni przez kompresor: COMPCAD...............................................223 9.3.21 4. oś ...........................................................................................................................................225 9.3.22 Czas oczekiwania: G4 ...............................................................................................................226 9.3.23 Ruch do oporu sztywnego .........................................................................................................227 9.3.24 Redukcja posuwu ze zwłoką na narożnikach (FENDNORM, G62, G621) ................................230
9.4 Ruchy wrzeciona........................................................................................................................231 9.4.1 Prędkość obrotowa wrzeciona S, kierunki obrotów ...................................................................231 9.4.2 Ograniczenie prędkości obrotowej wrzeciona: G25, G26..........................................................232 9.4.3 Pozycjonowanie wrzeciona: SPOS............................................................................................233 9.4.4 Stopnie przekładni .....................................................................................................................234
9.5 Wsparcie programowania konturu .............................................................................................235 9.5.1 Zaokrąglenie, fazka....................................................................................................................235 9.5.2 Programowanie zarysu konturu .................................................................................................238
9.6 Narzędzie i korekcja narzędzia ..................................................................................................240 9.6.1 Wskazówki ogólne .....................................................................................................................240 9.6.2 Narzędzie T ...............................................................................................................................241 9.6.3 Numer korekcji narzędzia D ......................................................................................................242 9.6.4 Wybór korekcji promienia narzędzia: G41, G42 ........................................................................245 9.6.5 Zachowanie się na narożnikach: G450, G451...........................................................................247 9.6.6 Korekcja promienia narzędzia WYŁ: G40..................................................................................249 9.6.7 Przypadki specjalne korekcji promienia narzędzia ....................................................................250 9.6.8 Przykład korekcji promienia narzędzia ......................................................................................252
9.7 Funkcja dodatkowa M ................................................................................................................253
9.8 Funkcja H...................................................................................................................................254

Spis treści
Frezowanie
8 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
9.9 Parametry obliczeniowe R, zmienne LUD i PLC....................................................................... 255 9.9.1 Parametry obliczeniowe R ........................................................................................................ 255 9.9.2 Lokalne dane użytkownika (LUD) ............................................................................................. 258 9.9.3 Odczyt i zapis zmiennych PLC ................................................................................................. 260 9.10 Skoki w programie..................................................................................................................... 261 9.10.1 Cel skoku dla skoków w programie........................................................................................... 261 9.10.2 Bezwarunkowe skoki w programie............................................................................................ 262 9.10.3 Warunkowe skoki w programie ................................................................................................. 262 9.10.4 Przykład programowania skoków ............................................................................................. 265 9.11 Technika podprogramów........................................................................................................... 266 9.11.1 Ogólnie ...................................................................................................................................... 266 9.11.2 Wywoływanie cykli obróbkowych ............................................................................................. 269 9.11.3 Modalne wywołanie podprogramu ............................................................................................ 269 9.11.4 Wykonywanie podprogramu ze źródła zewnętrznego (EXTCALL)........................................... 270
9.12 Zegary i liczniki obrabianych przedmiotów ............................................................................... 273 9.12.1 Zegar czasu przebiegu.............................................................................................................. 273 9.12.2 Liczniki obrabianych przedmiotów ............................................................................................ 275
9.13 Polecenia językowe do nadzoru narzędzi................................................................................. 277 9.13.1 Przegląd nadzoru narzędzi ....................................................................................................... 277 9.13.2 Nadzór czasu żywotności.......................................................................................................... 279 9.13.3 Nadzór liczby sztuk ................................................................................................................... 281
9.14 Miękkie dosunięcie i odsunięcie................................................................................................ 283 9.14.2 Obróbka frezarska powierzchni pobocznicowej - TRACYL ...................................................... 289
10 Cykle ........................................................................................................................................................ 295 10.1 Przegląd cykli ............................................................................................................................ 295 10.2 Programowanie cykli ................................................................................................................. 297 10.3 Graficzna obsługa cykli w edytorze programów........................................................................ 299
10.4 Cykle wiercenia ......................................................................................................................... 301 10.4.1 Ogólnie ...................................................................................................................................... 301 10.4.2 Warunki ..................................................................................................................................... 303 10.4.3 Wiercenie, nakiełkowanie - CYCLE81 ...................................................................................... 304 10.4.4 Wiercenie, pogłębianie czołowe - CYCLE82 ............................................................................ 307 10.4.5 Wiercenie otworów głębokich - CYCLE83 ................................................................................ 310 10.4.6 Gwintowanie otworu bez oprawki wyrównawczej - CYCLE84.................................................. 315 10.4.7 Gwintowanie otworu z oprawką wyrównawczą - CYCLE840 ................................................... 319 10.4.8 Rozwiercanie dokładne 1 (rozwiercanie 1) - CYCLE85............................................................ 326 10.4.9 Wytaczanie (rozwiercanie 2) - CYCLE86.................................................................................. 329 10.4.10 Rozwiercanie ze stopem 1 (rozwiercanie 3) - CYCLE87.......................................................... 333 10.4.11 Wiercenie ze stopem 2 (rozwiercanie 4) - CYCLE88 ............................................................... 336 10.4.12 Rozwiercanie dokładne 2 (rozwiercanie 5) - CYCLE89............................................................ 338
10.5 Cykle układów wierconych otworów ......................................................................................... 341 10.5.1 Warunki ..................................................................................................................................... 341 10.5.2 Szereg otworów - HOLES1....................................................................................................... 342 10.5.3 Szereg otworów - HOLES2....................................................................................................... 346
10.6 Cykle frezowania....................................................................................................................... 349 10.6.1 Warunki......................................................................................................................................349 10.6.2 Frezowanie płaszczyzny - CYCLE71 ........................................................................................350 10.6.3 Frezowanie konturowe - CYCLE72 ...........................................................................................350

Spis treści
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 9
10.6.4 Frezowanie czopa prostokątnego - CYCLE76 ..........................................................................367 10.6.5 Frezowanie czopa kołowego - CYCLE77..................................................................................373 10.6.6 Otwory podłużne na okręgu - LONGHOLE ...............................................................................378 10.6.7 Rowki na okręgu - SLOT1 .........................................................................................................383 10.6.8 Rowek kołowy - SLOT2 .............................................................................................................390 10.6.9 Frezowanie wnęki prostokątnej - POCKET3 .............................................................................395 10.6.10 Frezowanie wnęki kołowej - POCKET4.....................................................................................403 10.6.11 Frezowanie gwintu - CYCLE90 .................................................................................................408
10.7 Komunikat błędu i obchodzenie się z błędem............................................................................414 10.7.1 Wskazówki ogólne .....................................................................................................................414 10.7.2 Obchodzenie się z błędami w cyklach .......................................................................................414 10.7.3 Przegląd alarmów cykli ..............................................................................................................415 10.7.4 Komunikaty w cyklach................................................................................................................417
11 Praca w sieci ............................................................................................................................................419
11.1 Praca w sieci ..............................................................................................................................419 11.1.1 Praca w sieci (opcjonalnie) ........................................................................................................419 11.1.2 Konfiguracja połączenia sieciowego..........................................................................................420 11.1.3 Zarządzanie użytkownikami.......................................................................................................422 11.1.4 Zalogowanie użytkownika - RCS log in .....................................................................................423 11.1.5 Praca z połączeniem sieciowym................................................................................................424 11.1.6 Udostępnianie katalogów...........................................................................................................425 11.1.7 Łączenie i rozłączanie stacji sieciowych....................................................................................426
11.2 RCS-Tool ...................................................................................................................................428
12 Wykonanie kopii zapasowej danych .....................................................................................................431
12.1 Przesyłanie danych poprzez interfejs RS232 ............................................................................431
12.2 Sporządzenie archiwum uruchomieniowego i wyprowadzenie wzgl. wczytanie .......................433
12.3 Wczytywanie i wyprowadzanie projektów PLC..........................................................................435
12.4 Kopiowanie i wstawianie plików.................................................................................................436
13 Diagnoza PLC ..........................................................................................................................................437
13.1 Diagnoza PLC w przedstawieniu jako schemat stykowy...........................................................437
13.2 Budowa ekranu ..........................................................................................................................438
13.3 Możliwości obsługi .....................................................................................................................439
A Aneks........................................................................................................................................................451
A.1 Pozostałe ...................................................................................................................................451 A.1.1 Kalkulator ...................................................................................................................................451 A.1.2 Edycja znaków pisma chińskiego ..............................................................................................453
A.2 Feedback do dokumentacji ........................................................................................................453
A.3 Struktura dokumentacji 802D sl .................................................................................................455
Indeks .......................................................................................................................................................457

Spis treści
Frezowanie
10 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 11
Opis 11.1 Elementy obsługi i wyświetlania
Elementy obsługi Poprzez poziome i pionowe przyciski programowane następuje wywoływanie zdefiniowa-nych funkcji. Opis znajdziecie w niniejszym podręczniku.
Rysunek 1-1 Pulpit obsługi CNC

Opis
1.2 Wyświetlenia statusu i błędów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 12
1.2 Wyświetlenia statusu i błędów
Sygnalizacja diodami na pulpicie obsługi CNC (PCU) Na pulpicie obsługi CNC są umieszczone następujące diody sygnalizacyjne.
W poniższej tablicy opisano diody i ich znaczenie.
Tablica 1-1 Wyświetlenia statusu i błędów
LED Znaczenie ERR (czerwony) krytyczny błąd; pomoc przez power off/on RDY (zielony) gotowość do pracy NC (żółty) nadzór na czas życia CF (żółty) zapis/odczyt na/z karty CF
Wskazówka dot. literatury Informacje dot. opisu błędów znajdziecie w /DG/, SINUMERIK 802D sl, Podręcznik diagnostyczny

Opis
1.3 Definicja przycisków klawiatury pełnej CNC (format pionowy)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 13
1.3 Definicja przycisków klawiatury pełnej CNC (format pionowy)

Opis
1.2 Wyświetlenia statusu i błędów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 14
Przyciski skrótu W edytorze programów obróbki i w polach wprowadzania HMI mogą przy pomocy kombina-cji przycisków klawiatury pełnej CNC być wykonywane następujące funkcje:
Kombinacja przycisków Funkcja <CTRL> i <C> Skopiowanie zaznaczonego tekstu <CTRL> i <B> Zaznaczenie tekstu <CTRL> i <X> Wycięcie zaznaczonego tekstu <CTRL> i <V> Wstawienie skopiowanego tekstu <ALT> i <L> Przełączenie na mieszany sposób pracy <ALT> i <H> albo przycisk <HELP> Wywołanie systemu pomocy
Opis
1.4 Definicja przycisków pulpitu sterowniczego maszyny
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 15
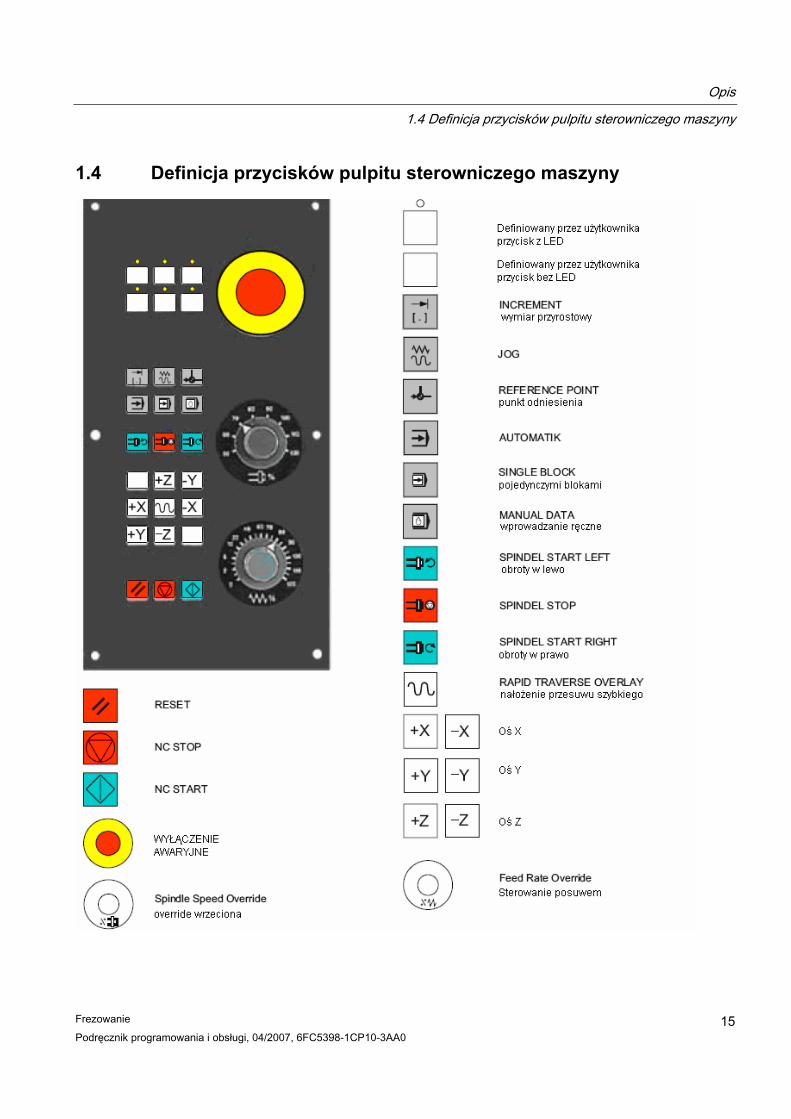
1.4 Definicja przycisków pulpitu sterowniczego maszyny

Opis
1.5 Układy współrzędnych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 16
Wskazówka
W niniejszej dokumentacji zakłada się standardowy pulpit sterowniczy maszyny MCP 802D. Gdybyście stosowali inny MCP, obsługa może odbiegać od tego opisu.
1.5 Układy współrzędnych Układ współrzędnych jest z reguły wyznaczany przez trzy prostopadłe do siebie osie współ-rzędnych. Przy pomocy tak zwanej „reguły trzech palców” prawej ręki są ustalane dodatnie kierunki osi współrzędnych. Układ współrzędnych jest odniesiony do obrabianego przedmio-tu a programowanie następuje niezależnie od tego, czy poruszane jest narzędzie czy obra-biany przedmiot. Przy programowaniu zawsze zakłada się, że narzędzie porusza się w sto-sunku do układu współrzędnych zatrzymanego obrabianego przedmiotu.
Rysunek 1-2 Ustalenie kierunku osi w stosunku do siebie, układ współrzędnych dla programowania

Opis
1.5 Układy współrzędnych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 17
Układ współrzędnych maszyny (MKS) Jak układ współrzędnych jest położony w stosunku do maszyny, zależy od danego typu ma-szyny. Może on być obracany w różne położenia.
Kierunki osi podążają za „regułą trzech palców” prawej ręki. Gdy stoimy przed maszyną, pa-lec środkowy prawej ręki wskazuje przeciwnie do kierunku dosuwu wrzeciona głównego.
Rysunek 1-3 Osie współrzędnych maszyny na przykładzie frezarki
Środkiem tego układu współrzędnych jest punkt zerowy maszyny. Ten punkt stanowi tylko punkt odniesienia, który jest ustalany przez producenta maszyny. Nie musi być możliwe dosunięcie do niego.
Zakres ruchu osi maszyny może leżeć w zakresie ujemnym.

Opis
1.5 Układy współrzędnych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 18
Układ współrzędnych obrabianego przedmiotu (WKS) Do opisu geometrii obrabianego przedmiotu w programie obróbki jest również używany pra-woskrętny i prostokątny układ współrzędnych. Punkt zerowy obrabianego przedmiotu programista może dowolnie wybrać w osi Z. W osi X leży on w osi toczenia.
Rysunek 1-4 Układ współrzędnych obrabianego przedmiotu
Względny układ współrzędnych (REL) Sterowanie, oprócz układu współrzędnych maszyny i układu współrzędnych obrabianego przedmiotu udostępnia względny układ współrzędnych. Ten układ współrzędnych służy do ustawienia dowolnie wybieralnych punktów odniesienia, które nie mają żadnego wpływu na aktywny układ współrzędnych obrabianego przedmiotu. Wszystkie ruchy osi są wyświetlane w stosunku do tych punktów odniesienia.
Wskazówka
Wartość rzeczywista w każdorazowym układzie współrzędnych może zostać uaktywniona i wyświetlona w zakresie czynności obsługowych "Pozycja" poprzez pionowy przycisk pro-gramowany "MKS/WKS REL".

Opis
1.5 Układy współrzędnych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 19
Zamocowanie obrabianego przedmiotu W celu obróbki przedmiot jest mocowany w maszynie. Obrabiany przedmiot musi przy tym być tak ustawiony, by osie współrzędnych obrabianego przedmiotu przebiegały równolegle do osi współrzędnych maszyny. Wynikające przesunięcie punktu zerowego maszyny w sto-sunku do punktu zerowego obrabianego przedmiotu jest określane w osi Z i wpisywane w nastawnym przesunięciu punktu zerowego. W programie NC przesunięcie to jest uaktyw-niane w przebiegu programu przy pomocy na przykład zaprogramowanego G54.
Rysunek 1-5 Obrabiany przedmiot na maszynie
Aktualny układ współrzędnych obrabianego przedmiotu Przy pomocy programowalnego przesunięcia punktu zerowego TRANS można wytworzyć przesunięcie w stosunku do układu współrzędnych obrabianego przedmiotu. Przy tym po-wstaje aktualny układ współrzędnych obrabianego przedmiotu (patrz punkt „Programowane przesunięcie punktu zerowego: TRANS”).
Rysunek 1-6 Współrzędne na obrabianym przedmiocie, aktualny układ współrzędnych ob-
rabianego przedmiotu

Opis
1.5 Układy współrzędnych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 20

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 21
Otoczka graficzna oprogramowania 22.1 Podział ekranu
Rysunek 2-1 Podział ekranu
Ekran jest podzielony na następujące główne obszary:
• obszar statusu
• obszar aplikacji
• obszar wskazówek i przycisków programowanych
Obszar statusu
Rysunek 2-2 Obszar statusu

Otoczka graficzna oprogramowania 2.1 Podział ekranu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 22
Tablica 2-1 Objaśnienie elementów obrazu w obszarze statusu
Numer Wyświetlenie Symbol Znaczenie
Pozycja (przycisk zakresu czynności obsługo-wych <POZYCJA>
System (przycisk zakresu czynności obsługo-wych <SYSTEM>)
Program (przycisk zakresu czynności obsługo-wych <PROGRAM>)
Menedżer programów (przycisk zakresu czyn-ności obsługowych <MENEDŻER PROGRAMÓW>)
Program (przycisk zakresu czynności obsługo-wych <OFFSET PARAM>)
Aktywny zakres czynności obsługowych
Alarm (przycisk zakresu czynności obsługo-wych <ALARM>)
Dosunięcie do punktu odniesienia
JOG
JOG INC; 1 INC, 10 INC, 100 INC, 1000 INC, VAR INC (ewaluacja przyrostowa w trybie JOG)
MDA
Aktywny rodzaj pracy
AUTOMATYKA
Wiersz alarmów i komunikatów alternatywnie są wyświetlane: 1. Numer alarmu z jego tekstem 2. Tekst komunikatu
Wybrany program obróbki (program główny) RESET Program anulowany / stan podstawowy RUN Program w trakcie przebiegu
Stan programu
STOP Program zatrzymany Sterowanie programem
w pracy automatycznej

Otoczka graficzna oprogramowania
2.1 Podział ekranu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 23
Obszar wskazówek i przycisków programowanych
Rysunek 2-3 Obszar wskazówek i przycisków programowanych
Tablica 2-2 Objaśnienie elementów obrazu w obszarze wskazówek i przycisków programowanych
Element rysun-kowy
Wyświetlenie Znaczenie
Symbol Recall Przez naciśnięcie przycisku Recall następuje powrót do nad-rzędnej płaszczyzny menu.
Wiersz wskazówek Wyświetlanie wskazówek dla operatora
Informacja o statusie HMI
ETC jest możliwe (po naciśnięciu tego przycisku poziomy pasek przycisków programowanych wyświetla dalsze funkcje.)
Mieszany sposób pisania (pisanie dużymi/małymi literami) jest aktywny
RS232 połączenie aktywne
Połączenie z narzędziami uruchomieniowymi i diagnostycznymi (np. Programming Tool 802) jest aktywne
RCS połączenie sieciowe aktywne
Pasek przycisków programowanych pionowy i poziomy

Otoczka graficzna oprogramowania 2.2 Standardowe przyciski programowane
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 24
2.2 Standardowe przyciski programowane
Maska jest zamykana.
Wprowadzanie jest przerywane, okno jest zamykane.
Wprowadzanie ulega zakończeniu i następuje obliczenie.
Wprowadzanie ulega zakończeniu i wprowadzone wartości są przejmowane.

Otoczka graficzna oprogramowania
2.3 Zakresy czynności obsługowych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 25
2.3 Zakresy czynności obsługowych Funkcje sterowania mogą być wykonywane w następujących zakresach czynności obsługo-wych:
Pozycja
Obsługa maszyny
Offset/parametry
Wprowadzanie wartości korekcji i danych na-stawczych
Program
Sporządzanie programów obróbki
Menedżer progra-mów
Katalog programów obróbki
System
Diagnoza, uruchomienie
Alarm
Listy alarmów i komunikatów
Przełączenie na inny zakres czynności obsługowych następuje przez naciśnięcie odpowied-niego przycisku na klawiaturze pełnej CNC (przycisk sprzętowy).
Stopnie ochrony W SINUMERIK 802D sl jest zawarta koncepcja stopni ochrony do udostępniania obszarów danych. Sterowanie jest wysyłane ze standardowymi hasłami dla stopni ochrony 1 do 3. Stopień ochrony 1 Hasło eksperta Stopień ochrony 2 Hasło producenta Stopień ochrony 3 Hasło użytkownika
Sterują one różnymi uprawnieniami do dostępu.
Wprowadzenie wzgl. zmiana danych w poniższych menu jest zależne od ustawionego stop-nia ochrony:
• korekcje narzędzi
• przesunięcia punktu zerowego
• dane nastawcze
• ustawienie RS232
• sporządzenie / korekta programu

Otoczka graficzna oprogramowania 2.4 System pomocy
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 26
2.4 System pomocy W sterowaniu jest zapisana obszerna pomoc online. Tematami pomocy są:
• Krótki opis wszystkich ważnych funkcji obsługowych
• Przegląd i krótki opis poleceń NC
• Objaśnienie parametrów napędu
• Objaśnienie alarmów napędu
Kolejność czynności obsługowych
System pomocy możecie wywołać z każdego zakresu czynności obsługowych przez naci-śnięcie przycisku Info albo poprzez kombinację przycisków <ALT+H>.
Rysunek 2-4 System pomocy: spis treści

Otoczka graficzna oprogramowania
2.4 System pomocy
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 27
Przyciski programowane
Ta funkcja otwiera wybrany temat.
Rysunek 2-5 System pomocy: opis do tematu
Ta funkcja umożliwia wybór odesłań krosowych. Odesłanie krosowe jest oznaczone znakiem „>>....<<„. Ten przycisk programowany jest widoczny tylko wtedy, gdy odesłanie krosowe jest wyświetlane w obszarze aplikacji.
Gdy wybierzecie odnośnik, jest dodatkowo wyświetlany przycisk „Powrót do tematu”. Przy pomocy tej funkcji powracacie do poprzedniego obrazu.
Funkcja umożliwia szukanie pojęcia w spisie treści. Wprowadźcie pojęcie i wystartujcie proces szukania.
Pomoc w obszarze edytora programów System pomocy daje objaśnienie do każdej instrukcji NC. Możecie dotrzeć bezpośrednio do tekstu pomocy przez ustawienie kursora za instrukcją i naciśnięcie przycisku Info. Instrukcja NC musi w tym celu być napisana dużymi literami.

Otoczka graficzna oprogramowania 2.4 System pomocy
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 28

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 29
Załączenie, bazowanie do punktu odniesienia 33.1 Załączenie i bazowanie do punktu odniesienia
Wskazówka
Gdy załączacie SINUMERIK 802D sl i maszynę, uwzględnijcie również dokumentację ma-szyny, ponieważ załączenie i bazowanie są funkcjami zależnymi od maszyny.
Kolejność czynności obsługowych Najpierw załączcie napięcie zasilające CNC i maszyny. Po rozruchu sterowania znajdujecie się w zakresie czynności obsługowych „Pozycja”, rodzaj pracy „Bazowanie do punktu odnie-sienia”.
Okno „Punkt odniesienia” jest aktywne.
Rysunek 3-1 Obraz podstawowy „Ruch do punktu odniesienia”

Załączenie, bazowanie do punktu odniesienia
3.1 Załączenie i bazowanie do punktu odniesienia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 30
Uaktywnijcie bazowanie do punktu odniesienia przyciskiem <Punkt odniesienia” na pulpi-cie sterowniczym maszyny.
W oknie „Punkt odniesienia” następuje wyświetlanie, czy osie są zbazowane.
Oś musi zostać bazowana
Oś doszła do punktu odniesienia
Naciskajcie przyciski kierunkowe.
Gdy wybierzecie nieprawidłowy kierunek dosunięcia, ruch nie nastąpi.
W każdej osi dokonajcie dosunięcia do punktu odniesienia. Funkcję kończycie przez wybór innego rodzaju pracy (MDA, automatyka albo JOG).
Wskazówka
„Bazowanie do punktu odniesienia” jest możliwe tylko w rodzaju pracy JOG.

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 31
Ustawianie 4Uwagi wstępne
Zanim będziecie mogli pracować z CNC, ustawcie maszynę, narzędzia itd. w sposób nastę-pujący:
• Wprowadzenie narzędzi i korekcji narzędzi
• Wprowadzenie/zmiana przesunięcia punktu zerowego
• Wprowadzenie danych nastawczych

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
32 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Działanie Korekcje narzędzi składają się z szeregu danych, które opisują geometrię, zużycie i typ na-rzędzia. W zależności od typu każde narzędzie zawiera ustaloną liczbę parametrów. Narzę-dzia są każdorazowo oznaczane numerem (numer T).
Patrz też punkt „Narzędzie i korekcja narzędzia“
Kolejności czynności obsługowych
Nacisnąć przycisk <OFFSET PARAM>
Funkcja otwiera okno danych korekcyjnych narzędzi, która zawiera listę utworzonych na-rzędzi. Możecie nawigować w ramach tej listy przy pomocy przycisków kursora i przyci-sków Page Up, Page Down.
Lista narzędzi standard
Rysunek 4-1 Lista narzędzi

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 33
Lista narzędzi definiowana przez użytkownika
Rysunek 4-2 Lista narzędzi definiowana przez użytkownika
Gdy poniższe dane maszynowe wyświetlania uaktywnicie przy pomocy "1", wówczas lista narzędzi jest uzupełniana parametrami "Numer miejsca" i "Numer H" jak też polem kontrol-nym "Narzędzie nadwymiarowe":
• Dana masz. wyświetl. MD332 TOOL_LIST_PLACE_NO • Dana masz. wyświetl. MD393 DISPLAY_TOOL_H_NO • Dana masz. wyświetl. MD395 COL_OVERSIZE_TYPE_CHECKBOX
Korekcje wprowadzacie przez wprowadzenie co następuje i potwierdzenie przyciskiem <In-put> albo ruchem kursora:
• belkę kursora wypozycjonować na zmieniane pole wprowadzania, • wprowadzić wartość(i)
Potwierdzić przyciskiem <Input> albo ruchem kursora.
Dla narzędzi specjalnych jest do dyspozycji funkcja przycisku programowanego , która udostępnia do wypełnienia kompletną listę parametrów.
Przyciski programowane Pomiar
narzędzia Określenie danych korekcyjnych narzędzia (działa tylko w rodzaju pracy JOG!)
Ręczne określenie danych korekcyjnych narzędzia
Półautomatyczne określenie danych korekcyjnych narzędzia (obowiązuje tylko w połącze-niu z czujnikiem pomiarowym)
Kompensacja czujnika pomiarowego

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
34 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Skasuj narzędzie
Dane korekcyjne narzędzia wszystkich ostrzy narzędzia są kasowane.
Funkcja wyświetla wszystkie parametry narzędzia
Rysunek 4-3 Maska wprowadzania dla narzędzia specjalnego
Znaczenie parametrów jest opisane w punkcie "Programowanie".
Otwiera podrzędny pasek menu, który udostępnia wszystkie funkcje do tworzenia i wy-świetlania dalszych ostrzy.
Wybór kolejnego wyższego numeru ostrza.
Wybór kolejnego niższego numeru ostrza.
Nowe ostrze
Utworzenie nowego ostrza.
Wszystkie wartości korekcji ostrza są ustawiane na zero.
Funkcja umożliwia zmianę typu narzędzia. Wybierzcie typ narzędzia przy pomocy przyci-sku programowanego.
Znajdź
Szukanie numeru narzędzia:
Wprowadźcie numer szukanego narzędzia i przyciskiem „OK” wystartujcie proces szuka-nia. Gdy szukanie narzędzie istnieje, kursor jest ustawiany na odpowiednim wierszu.
Nowe narzędzie
Utworzenie danych korekcyjnych narzędzia dla nowego narzędzia.

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 35
4.1.1 Utworzenie nowego narzędzia
Kolejność czynności obsługowych
Funkcja udostępnia dwie dalsze funkcje przycisków programowanych do wyboru typu narzędzia "wiertło" i "frez". Po wybraniu wpiszcie pożądany numer narzędzia w polu wpro-wadzania.
Rysunek 4-4 Okno „Nowe narzędzie“ Wprowadzenie numeru narzędzia
Przy pomocy „OK” potwierdźcie wprowadzenie”. Zestaw danych wyposażony wstępnie w wartość zero jest przyjmowany do listy narzędzi.

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
36 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
4.1.2 Określanie korekcji narzędzi (ręcznie)
Wskazówka Dla narzędzi frezarskich należy określić długość 1 i promień, dla narzędzi wiertarskich (patrz poniższy rysunek) - tylko długość 1.
Wskazówka
Jako znanej współrzędnej maszynowej możecie użyć również już określonego przesunięcia punktu zerowego (np. wartość G54). W tym przypadku wykonajcie ostrzem narzędzia ruch do punktu zerowego obrabianego przedmiotu. Gdy ostrze jest dokładnie w punkcie zerowym obrabianego przedmiotu, wówczas punktem odniesienia jest zero.
Działanie Ta funkcja umożliwia Wam określenie nieznanej geometrii narzędzia T.
Na podstawie pozycji rzeczywistej punktu F (współrzędna maszynowa) i punktu odniesienia sterowanie może dla wybranej osi obliczyć każdorazowo przyporządkowaną korekcję długo-ści 1 albo promień narzędzia.
Rysunek 4-5 Określenie korekcji długości na przykładzie wiertła długość 1/oś Z
Warunek
Odnośne narzędzie jest wprowadzone do pozycji roboczej. W rodzaju pracy JOG wykonuje-cie ruch ostrzem narzędzia do punktu w maszynie, którego wartości danych maszynowych są znane. Może to być obrabiany przedmiot, którego położenie jest Wam znane.

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 37
Kolejność czynności obsługowych
Naciśnijcie ten przycisk programowany i zostanie otwarte okno wyboru pomiaru ręcznego albo półautomatycznego.
Rysunek 4-6 Pomiar narzędzia
Jest otwierane okno „Ręczny pomiar narzędzia”.
Rysunek 4-7 Okno "Ręczny pomiar narzędzia", pomiar długości

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
38 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Rysunek 4-8 Okno "Ręczny pomiar narzędzia", pomiar średnicy narzędzia
• Wprowadźcie punkt odniesienia w polu X0, Y0 albo Z0. Może on być aktualną współ-
rzędną maszynową (absolutnie) albo wartością z przesunięć punktu zerowego (ba-za, G54 - G59). Gdy zostaną zastosowane inne wartości, wartość korekcji odnosi się do podanej pozycji.
• Po naciśnięciu przycisku "Ustaw długość" albo "Ustaw średnicę" sterowanie określa szukaną geometrię "długość 1" albo "średnica" odpowiednio do wybranej osi. Obli-czona wartość korekcji jest zapisywana w pamięci.
• Gdy zostanie włożony element dystansowy między narzędziem i obrabianym przed-miotem, można wpisać jego grubość w polu "Odległość".

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 39
4.1.3 Określanie korekcji narzędzi przy pomocy czujnika pomiarowego
Kolejność czynności obsługowych
Pomiar narzędzia
Naciśnijcie ten przycisk programowany i zostanie otwarte okno wyboru po-miaru ręcznego albo półautomatycznego.
Rysunek 4-9 Pomiar narzędzia
Jest otwierane okno "Automatyczny pomiar narzędzia". Po otwarciu maski pola wprowadzania są zajmowane przez aktywne narzę-dzie i jest wyświetlana płaszczyzna, w której mają nastąpić pomiary. To ustawienie można zmienić w masce "Dane czujnika pomiarowego" (patrz punkt "Ustawienia czujnika pomiarowego").
Wskazówka Do sporządzenia programu pomiaru są stosowane parametry "Odstęp bez-pieczeństwa" z maski "Ustawienia" i "Posuw" z maski "Dane czujnika pomia-rowego".
Jeżeli jest wykonywany ruch równocześnie w wielu osiach, nie może nastąpić obliczenie pozycji czujnika pomiarowego.

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
40 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Proces długości narzędzia
Rysunek 4 - 10 Okno "Pomiar narzędzia autom.", pomiar długości W osi dosuwu następuje ruch do czujnika pomiarowego.
Gdy ukaże się symbol "czujnik pomiarowy zareagował" , należy puścić przycisk ru-chu i poczekać na zakończenie procesu pomiaru. Podczas pomiaru automatycznego ukazu-
je się w animacji czujnik zegarowy , który symbolizuje aktywny proces pomiaru.
Pomiar średnicy narzędzia Określenie średnicy może nastąpić tylko przy wirującym wrzecionie. W tym celu należy w masce "Dane czujnika pomiarowego" wpisać prędkość obrotową i kierunek obrotów wrze-ciona.
Rysunek 4-11 Okno "Pomiar narzędzia autom.", pomiar średnicy

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 41
Ruch do czujnika pomiarowego jest wykonywany w jednej osi płaszczyzny. Zależnie od za-stosowanej osi należy wykonać ruch do punktu P1 albo P3 wzgl. P2 albo P4.
Gdy ukaże się symbol "czujnik pomiarowy zareagował" , należy puścić przycisk ru-chu i poczekać na zakończenie procesu pomiaru. Podczas pomiaru automatycznego ukazuje
się w animacji czujnik zegarowy , który symbolizuje aktywny proces pomiaru.
OSTRZEŻENIE Wrzeciono pracuje z prędkością obrotową zapisaną w danych czujnika pomiarowego.
Postępowanie w przypadku „czujnik pomiarowy zareagował” Zareagowanie czujnika pomiarowego jest przedstawiane na ekranie wypełniony okrąg
.
Po zareagowaniu czujnika pomiarowego należy puścić przycisk kierunkowy osi.
Po puszczeniu przycisku kierunkowego osi sterowanie automatycznie tworzy i uruchamia wewnętrzny program pomiaru w pamięci programów.
Ten program pomiaru powoduje, że czujnik pomiarowy jest dosuwany maksymalnie trzy ra-zy, aby dać sterowaniu zmierzone wartości.
Jeżeli po trzecim dosunięciu czujnika pomiarowego wartość pomiarowa nie zostanie prze-słana do sterowania, wówczas na wyświetlaczu ukazuje się wiadomość, która informuje ope-ratora, że nie można było odczytać żadnych wartości.
W ten sposób należy dokonać dosunięcia we wszystkich osiach uczestniczących w procesie pomiaru.

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
42 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
4.1.4 Ustawienia czujnika pomiarowego
Usta- wienia
Nacisnąć przycisk „Ustawienia”.
Tutaj następuje zapisanie współrzędnych czujnika pomiarowego i ustawienie posuwu w osi dla automatycznego procesu pomiaru.
• płaszczyzna czujnika pomiarowego
• posuw w osi
• prędkość obrotowa i kierunek obrotów wrzeciona
Kierunek obrotów należy wybrać przeciwny do kierunku skrawania przez frez.
Wszystkie wartości pozycji odnoszą się do układu współrzędnych maszyny.
Rysunek 4-12 Maska wprowadzania "Dane czujnika pomiarowego"
Tablica 4-1 Znaczenie pól wprowadzania
Parametr Znaczenie
Poz. absolutna P5 Pozycja absolutna czujnika pomiarowego w kierunku Z- Punkt środkowy: X Punkt środkowy: Y
Obliczony punkt środkowy czujnika pomiarowego (współ-rzędne maszynowe)
Średnica Średnica tarczki czujnika pomiarowego (po kalibrowaniu jest wyświetlana obliczona średnica).
Grubość Grubość tarczki czujnika pomiarowego

Ustawianie
4.1 Wprowadzanie narzędzi i korekcji narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 43
Kalibrowanie czujnika pomiarowego
Kompensacja czujnika pomiarowego może nastąpić w menu „Ustawienia” albo w menu „Pomiar narzędzie”.
Rysunek 4-13 Kompensacja czujnika pomiarowego (długość) ... (średnica
Po otwarciu maski ukazuje się obok aktualnych pozycji czujnika animacja, która sygnalizuje krok do wykonania. Ruch do tego punktu należy wykonać w odpowiedniej osi. Ruch do tego punktu należy wykonać w odpowiedniej osi. Gdy czujnik pomiarowy zareaguje, sterowanie przejmuje prowadzenie pomiaru przez przełączenie na rodzaj pracy AUTOMATYKA, uak-tywnienie programu pomiaru a następnie samoczynne wystartowanie go. Osoba obsługująca widzi krótkotrwały ruch osi w kierunku przeciwnym.
Podczas pomiaru czujnik zegarowy symbolizuje aktywny stan NC.
Pozycja podana przez program pomiaru służy do obliczenia rzeczywistej pozycji czujnika.
Wskazówka
Do sporządzenia programu pomiaru są używane parametry odstęp bezpieczeństwa z maski "Ustawienia" i posuw z maski "Dane czujnika pomiarowego".

Ustawianie
4.2 Wprowadzenie/zmiana przesunięcia punktu zerowego
Frezowanie
44 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
4.2 Wprowadzenie/zmiana przesunięcia punktu zerowego
Działanie Pamięć wartości rzeczywistych a przez to również ich wyświetlanie jest po dokonaniu bazo-wania odniesiona do punktu zerowego maszyny. Program obróbki natomiast odnosi się do punktu zerowego obrabianego przedmiotu. To przesunięcie należy wprowadzić jako przesu-nięcie punktu zerowego.
Kolejności czynności obsługowych
Nacisnąć przycisk <OFFSET PARAM>
Przesun. pkt. zer.
Wybrać przesunięcie punktu zerowego poprzez <OFFSET PARAM> i „Prze-sunięcie punktu zerowego”.
Na ekranie ukazuje się przegląd ustawianych przesunięć punktu zerowego. Maska zawiera ponadto wartości programowanego przesunięcia punktu zerowego, aktywnych współczynni-ków skalowania, wyświetlenie statusu "lustrzane odbicie aktywne" i sumę aktywnych prze-sunięć punktu zerowego.
Rysunek 4-14 Okno "Przesunięcie punktu zerowego"
• Beleczkę kursora wypozycjonować na zmienianym polu wprowadzania,
• Wprowadzić wartość(i). Ruchem kursora albo przyciskiem <Input> następuje przejęcie wartości do przesunięć punktu zerowego.
Wartości korekcji ostrzy działają natychmiast.

Ustawianie
4.2 Wprowadzenie/zmiana przesunięcia punktu zerowego
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 45
4.2.1 Określenie przesunięcia punktu zerowego Warunek
Wybraliście okno z odpowiednim przesunięciem punktu zerowego (np. G54) i oś, dla której chcecie określić przesunięcie.
Rysunek 4-15 Określenie przesunięcia punktu zerowego
Sposób postępowania
Naciśnijcie przycisk programowany „Pomiar obrabianego przedmiotu”. Stero-wanie przełącza się wówczas na zakres czynności obsługowych „Pozycja” i otwiera okno dialogu do pomiaru przesunięć punktu zerowego. Wybrana oś ukazuje się jako przycisk programowany o tle czarnym.
Następnie draśnijcie narzędziem obrabiany przedmiot.
Jeżeli draśnięcie jest niemożliwe wzgl. do pożądanego punktu nie można sięgnąć narzę-dziem (np. przy zastosowaniu elementu dystansowego), odstęp między narzędziem i po-wierzchnią obrabianego przedmiotu musi zostać wpisany w polu "Odległość". W celu określenia przesunięcia należy przy aktywnym narzędziu uwzględnić kierunek ruchu narzędzia. Gdy nie jest aktywne żadne narzędzie, jest wyświetlane pole "Promień".

Ustawianie
4.2 Wprowadzenie/zmiana przesunięcia punktu zerowego
Frezowanie
46 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Rysunek 4-16 Maska "Określenie przesunięcia punktu zerowego w X i Y"
Rysunek 4-17 Maska "Określenie przesunięcia punktu zerowego w Z
Nast. przes. pkt. zer
Ten przycisk programowany oblicza przesunięcie i wyświetla wynik w polu „Offset”.

Ustawianie
4.3 Programowanie danych nastawczych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 47
4.3 Programowanie danych nastawczych
Działanie Przy pomocy danych nastawczych ustalacie ustawienia dla stanów roboczych. W razie po-trzeby mogą one zostać zmienione.
Kolejności czynności obsługowych
Znajdujecie się w zakresie czynności obsługowych <OFFSET PARAM>.
Dane nastawcze
Naciśnijcie przycisk „Dane nastawcze”. Jest otwierany obraz podstawowy „Dane nastawcze”. Tutaj są do dyspozycji dalsze funkcje przycisków progra-mowanych, przy pomocy których możecie ustawiać różne opcje sterowania.
Rysunek 4-18 Obraz podstawowy „Dane nastawcze”
• JOG posuw Wartość posuwu w trybie JOG Gdy wartość posuwu jest „zero”, sterowanie stosuje wartość zapisaną w danych maszy-nowych.
• Wrzeciono Prędkość obrotowa wrzeciona
• Minimalna/maksymalna Ograniczenie prędkości obrotowej wrzeciona w polach max (G26) /min (G25) może na-stąpić tylko w ramach wartości granicznych ustalonych w danych maszynowych.
• Ograniczenie przy pomocy G96
Programowane górne ograniczenie prędkości obrotowej (LIMS) przy stałej prędkości skrawania (G96).

Ustawianie
4.3 Programowanie danych nastawczych
Frezowanie
48 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
• Posuw próbny w trybie pracy próbnej (DRY)
Wprowadzany tutaj posuw jest przy wykonywaniu programu stosowany zamiast posuwu zaprogramowanego przy wybraniu funkcji posuwu próbnego w rodzaju pracy „Automaty-ka”.
• Kąt startowy w przypadku gwintu (SF)
W celu nacinania gwintu jest wyświetlana pozycja startowa wrzeciona jako kąt początko-wy. Przez zmianę kąta można, gdy operacja nacinania gwintu jest powtarzana, nacinać gwint wielozwojny.
Ustawcie beleczkę kursora na zmienianym polu wprowadzania i wprowadźcie wartość.
Potwierdzić przy pomocy <Input> albo ruchu kursora.
Przyciski programowane
Ogranicz. pola robocz.
Ograniczenie pola roboczego działa w przypadku geometrii i osi dodatko-wych. Jeżeli ma być stosowane ograniczenie pola roboczego, jego wartości mogą zostać wprowadzone w tym dialogu. Przycisk „Włącz aktywność” uak-tywnia/wyłącza wartości dla osi zaznaczonej kursorem.
Rysunek 4-19 Ograniczenie pola roboczego

Ustawianie
4.3 Programowanie danych nastawczych
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 49
Czasy, liczniki
Rysunek 4-20 Czasy, liczniki
Znaczenie:
• Części łącznie: Liczba łącznie obrobionych przedmiotów (wykonana liczba obrobionych przedmiotów)
• Części zażądanych: Liczba potrzebnych obrobionych przedmiotów (zadana liczba obro-bionych przedmiotów )
• Liczba części: W tym liczniku jest rejestrowana liczba wszystkich przedmiotów obrobio-nych od chwili startu.
• Czas przebiegu razem: Całkowity czas przebiegu programów NC w rodzaju pracy AUTOMATYKA
W rodzaju pracy AUTOMATYKA są sumowane czasy przebiegu programów między NC-Start i końcem programu / reset. Zegar jest zerowany z każdym rozruchem sterowania.
• Czas przebiegu programu: czas skrawania przez narzędzie
W wybranym programie NC jest mierzony czas przebiegu między NC-Start i końcem pro-gramu / reset. Ze startem nowego programu NC zegar jest kasowany.
• Czas przebiegu posuwu
Mierzony jest czas ruchu osi uczestniczących w tworzeniu konturu bez aktywnego prze-suwu szybkiego we wszystkich programach NC między NC-Start i końcem programu / re-set przy aktywnym narzędziu. Pomiar jest dodatkowo przerywany przy aktywnym czasie oczekiwania.
Zegar jest automatycznie zerowany przy „rozruchu sterowania z wartościami domyślnymi”.

Ustawianie
4.3 Programowanie danych nastawczych
Frezowanie
50 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Pozostałe
Ta funkcja wyszczególnia wszystkie dane nastawcze istniejące w sterowaniu. Dane nastawcze są podzielone na ogólne, specyficzne dla osi i specyficzne dla kanału.
Wybierane poprzez następujące funkcje przycisków programowanych:
• „Ogólne“
• „Specyficzne“
• „Specyficzne dla kanału“
Rysunek 4-21 Dane nastawcze, ogólne

Ustawianie
4.4 Parametry obliczeniowe R
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 51
4.4 Parametry obliczeniowe R
Działanie Na obrazie podstawowym „Parametry R” są wyszczególniane wszystkie parametry R wystę-pujące w sterowaniu. Te parametry globalne mogą przez programistę programu obróbki być w dowolnych celach w programie ustawiane albo odpytywane a w razie potrzeby zmieniane.
Rysunek 4-22 Obraz podstawowy „Parametry R“
Kolejność czynności obsługowych
Znajdujecie się w zakresie czynności obsługowych <OFFSET PARAM>.
Parametry R
Poprzez „Parametry R” docieracie do obszaru wprowadzania. Ustawcie be-leczkę kursora na zmienianym polu wprowadzania i wprowadźcie wartości.
Potwierdźcie wprowadzenie przyciskiem <Input> albo ruchem kursora.
Znajdź
Szukanie parametrów R

Ustawianie
4.4 Parametry obliczeniowe R
Frezowanie
52 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 53
Praca sterowana ręcznie 55.1 Praca sterowana ręcznie
Praca sterowana ręcznie jest możliwa w rodzajach pracy JOG i MDA.
Rysunek 5-1 Struktura menu rodzaju pracy JOG zakres czynności obsługowych „Pozycja”

Praca sterowana ręcznie
5.1 Praca sterowana ręcznie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 54
Rysunek 5-2 Struktura menu MDA zakres czynności obsługowych „Pozycja”

Praca sterowana ręcznie 5.2 Rodzaj pracy JOG - zakres czynności obsługowych „Pozycja”
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 55
5.2 Rodzaj pracy JOG - zakres czynności obsługowych „Pozycja”
Kolejności czynności obsługowych
Wybranie rodzaju pracy JOG poprzez przycisk <JOG> na pulpicie sterowni-czym maszyny.
W celu wykonywania ruchów w osiach naciskajcie odpowiedni przycisk osi X albo Z.
Jak długo ten przycisk jest naciśnięty, osie wykonują ruch w sposób ciągły z prędkością zapisaną w danych nastawczych. Gdy wartość danej nastawczej wynosi „Zero”, jest stosowana wartość zapisana w danych maszynowych.
Ew. ustawcie prędkość przełącznikiem Override.
Gdy dodatkowo naciśniecie przycisk <Nałożenie przesuwu szybkiego>, ruch w wybranej osi następuje przesuwem szybkim, jak długo przycisk jest naci-skany.
W rodzaju pracy <Wymiar krokowy> możecie przy pomocy tej samej sekwen-cji czynności obsługowych wykonywać ruch ustawianymi krokami. Ustawiona wielkość kroku jest wyświetlana w obszarze statusu. W celu cofnięcia należy jeszcze raz nacisnąć <JOG>.
Na obrazie podstawowym „JOG” są wyświetlane wartości pozycji, posuwu, wrzeciona oraz aktualne narzędzie.
Rysunek 5-3 Obraz podstawowy „JOG“

Praca sterowana ręcznie
5.2 Rodzaj pracy JOG - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 56
Parametry
Tablica 5-1 Opis parametrów na obrazie podstawowym „JOG”
Parametry Objaśnienie MKS X Z
Wyświetlenie istniejących osi w układzie współrzędnych maszyny (MKS) albo układu współrzędnych obrabianego przedmiotu (WKS).
+X - Z
Gdy wykonujecie ruch w osi w kierunku dodatnim (+) albo ujemnym (-), ukazuje się w odpowiednim polu znak plus albo minus. Gdy oś znajduje się w pozycji, znak nie jest wyświetlany.
Pozycja mm
W tych polach jest wyświetlana aktualna pozycja osi w MKS albo WKS.
Przesun. repos
Gdy osie wykonują ruch w stanie „program przerwany” w rodzaju pracy <JOG>, jest w tej kolumnie wyświetlany przebyty odcinek drogi każdej osi w odniesieniu do miejsca przerwania.
Funkcja G Wyświetlenie ważnych funkcji G Wrzeciono S obr/min
Wyświetlenie wartości rzeczywistej i zadanej prędkości obrotowej wrzeciona
Posuw F mm/min
Wyświetlanie wartości rzeczywistej i zadanej posuwu po torze ruchu.
Narzędzie Wyświetlenie aktualnie skrawającego narzędzia z aktualnym numerem ostrza
Wskazówka
Gdy do systemu zostanie włączone drugie wrzeciono, wyświetlanie wrzeciona roboczego następuje mniejszą wielkością pisma. Okno wyświetla zawsze tylko dane wrzeciona.
Sterowanie wyświetla dane wrzeciona według następujących punktów widzenia:
jest wyświetlane wrzeciono wiodące (wyświetlenie duże):
- w stanie spoczynkowym, - przy starcie wrzeciona - gdy obydwa wrzeciona są aktywne
jest wyświetlane wrzeciono robocze (wyświetlenie małe):
- przy starcie wrzeciona roboczego
Beleczka mocy obowiązuje dla każdorazowo aktywnego wrzeciona. Gdy wrzeciono wiodące i wrzeciono robocze są aktywne, jest wyświetlana beleczka mocy dla wrzeciona wiodącego.

Praca sterowana ręcznie
5.2 Rodzaj pracy JOG - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 57
Przyciski programowane
Ustawienie bazowego przesunięcia punktu zerowego albo tymczasowego punktu odniesienia we względnym układzie współrzędnych. Po otwarciu funk-cja ta umożliwia ustawienie bazowego przesunięcia punktu zerowego.
Są udostępniane następujące podfunkcje:
• Bezpośrednie wprowadzenie pożądanej pozycji w osi
W oknie pozycji należy ustawić kursor wprowadzania na pożądanej osi a następnie wprowadzić nową pozycję. Wprowadzenie należy zakończyć przyciskiem „Input” albo ru-chem kursora.
• Ustawienie wszystkich osi na zero
Funkcja przycisku programowanego „Wszystkie na zero” zastępuje zerem aktualne pozy-cje poszczególnych osi.
• Ustawianie poszczególnych osi na zero
Po naciśnięciu przycisku „X=0” albo „Z=0” albo "Z=0" aktualna pozycja jest zastępowana zerem.
Po naciśnięciu przycisku „Ustaw względny” wyświetlenie jest przełączane na względny układ współrzędnych. Dalsze wprowadzenia zmieniają punkt odniesienia w tym układzie współ-rzędnych.
Wskazówka
Zmienione bazowe przesunięcie punktu zerowego działa niezależnie od wszystkich innych przesunięć punktu zerowego.
Określenie przesunięcia punktu zerowego (por. punkt „Ustawianie”)
Pomiar narzędzia
Pomiar korekcji narzędzi (por. punkt „Ustawianie”)
Usta- wienia
Maska wprowadzania służy do ustawienia płaszczyzny wycofania, odstępu bezpieczeństwa i kierunku obrotów wrzeciona dla automatycznie generowa-nych programów obróbki w rodzaju pracy MDA. Ponadto mogą zostać usta-wione wartości dla posuwu JOG i zmiennego wymiaru przyrostowego.
Rysunek 5-4 Ustawienia

Praca sterowana ręcznie
5.2 Rodzaj pracy JOG - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 58
• Płaszczyzna wycofania
Funkcja „obróbka poprzeczna” po wykonaniu wycofuje narzędzie do podanej pozycji (po-zycja Z).
• Odstęp bezpieczeństwa
Odstęp bezpieczeństwa od powierzchni obrabianego przedmiotu
Ta wartość ustala minimalny odstęp między powierzchnią obrabianego przedmiotu i ob-rabianym przedmiotem. Jest ona używana przez funkcje „Obróbka poprzeczna” i automa-tyczny pomiar narzędzia.
• Posuw JOG
Wartość posuwu w pracy JOG • Kierunek obrotów
Kierunek obrotów wrzeciona dla automatycznie generowanych programów w pracy JOG i MDA.
Funkcja przełącza między metryczną jednostką miary i wymiarowaniem calowym.

Praca sterowana ręcznie
5.2 Rodzaj pracy JOG - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 59
5.2.1 Przyporządkowanie kółek ręcznych
Kolejność czynności obsługowych
Wybierzcie rodzaj pracy <JOG>.
Kółko ręczne
Naciśnijcie przycisk programowany „Kółko ręczne”. Jest wyświetlane okno „Kółko ręczne”.
Po otwarciu okna są w kolumnie „Oś” wyświetlane wszystkie identyfikatory osi, które równocześnie ukazują się na pasku przycisków programowanych.
Wybierzcie kursorem pożądane kółko ręczne. Następnie następuje przypo-rządkowanie wzgl. cofnięcie przez naciśnięcie przycisku programowanego pożądanej osi.
W oknie ukazuje się symbol .
Rysunek 5-5 Obraz menu „Kółko ręczne“
Przyciskiem „MKS” wybieracie osie z układu współrzędnych maszyny albo ukł. wsp. obrabianego przedmiotu w celu przyporządkowania kółka ręcznego. Aktualne ustawienie jest widoczne w oknie.

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 60
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych „Pozycja”
Działanie W rodzaju pracy MDA możecie sporządzić i wykonać program obróbki.
OSTROŻNIE
Obowiązują takie same blokady bezpieczeństwa jak w pracy automatycznej.
Ponadto jest konieczne spełnienie takich samych warunków wstępnych jak przy pracy w pełni automatycznej.
Kolejności czynności obsługowych
Poprzez pulpit sterowniczy maszyny wybierzcie rodzaj pracy <MDA>.
Rysunek 5-6 Obraz podstawowy „MDA”
Poprzez klawiaturę można wprowadzić jeden albo wiele bloków.
Przez naciśnięcie <NC-START> następuje wystartowanie obróbki. Podczas wykony-wania edytowanie bloków nie jest już możliwe.
Po wykonaniu treść pozostaje zachowania, tak że przy pomocy ponownego <NC-Start> można powtórzyć obróbkę.

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 61
Parametry
Tablica 5-2 Opis parametrów w oknie roboczym „MDA”
Parametry Objaśnienie MKS X Z
Wyświetlenie istniejących osi w MKS albo WKS.
+X -Z
Gdy wykonujecie ruch w osi w kierunku dodatnim (+) albo ujemnym (-), w odpowied-nim polu ukazuje się znak plus albo minus. Gdy oś znajduje się w pozycji, znak nie jest wyświetlany.
Pozycja mm
W tych polach jest wyświetlana aktualna pozycja osi w MKS albo WKS.
Pozostała droga
W tym polu jest wyświetlana pozostała droga osi w MKS albo WKS.
Funkcja G Wyświetlenie ważnych funkcji G Wrzeciono S obr/min
Wyświetlenie wartości rzeczywistej i zadanej prędkości obrotowej wrzeciona.
Posuw F Wyświetlenie wartości rzeczywistej i zadanej ruchu po torze w mm/min albo mm/obr. Narzędzie Wyświetlenie aktualnie skrawającego narzędzia z aktualnym numerem ostrza (T...,
D...). Okno edycji W stanie programu „Stop” albo „Reset” okno edycji służy do wprowadzenia bloku pro-
gramu obróbki.
Wskazówka
Gdy do systemu zostanie włączone drugie wrzeciono, wyświetlanie wrzeciona roboczego następuje mniejszą wielkością pisma. Okno wyświetla zawsze tylko dane wrzeciona.
Sterowanie wyświetla dane wrzeciona według następujących punktów widzenia:
wrzeciono master jest wyświetlane:
- w stanie spoczynkowym, - przy starcie wrzeciona - gdy obydwa wrzeciona są aktywne
wrzeciono robocze jest wyświetlane:
- przy starcie wrzeciona roboczego
Beleczka mocy obowiązuje dla każdorazowo aktywnego wrzeciona.

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 62
Przyciski programowane Objaśnienie do poziomych przycisków programowanych znajdziecie w punkcie "Rodzaj pracy JOG - zakres czynności obsługowych Pozycja"
Funkcja G
Okno funkcji G zawiera funkcje G, przy czym każda funkcja jest przyporząd-kowana do grupy i zajmuje stałe miejsce w oknie. Poprzez przyciski <Przewijanie do tyłu> albo <przewijanie do przodu> mogą być wyświetlane dalsze funkcje G. Przez ponowne naciśnięcie przycisku pro-gramowanego okno jest zamykane.
Funkcja pomocnicza
Okno wyświetla aktywne funkcje pomocnicze i funkcje M. Przez ponowne naciśnięcie przycisku programowanego okno jest zamykane.
Wszystkie funkcje G
Są wyświetlane wszystkie funkcje G.
Posuw w osi
Wyświetlenie okna „Posuw w osi”. Przez ponowne naciśnięcie przycisku programowanego okno jest zamykane.
Funkcja kasuje bloki w oknie programu.
Zapisz prog. MDA
W polu wprowadzania wprowadźcie nazwę, pod którą ma zostać zapisany program MDA w katalogu programu. Alternatywnie możecie wybrać z listy istniejący program. Przełączanie między polem wprowadzania i listą programów następuje przy pomocy przycisku TAB.
Rysunek 5-7 Zapisanie programu MDA
Wyświetlenie wartości rzeczywistych dla rodzaju pracy MDA następuje w zależności od wybranego układu współrzędnych. Przełączanie następuje poprzez ten przycisk programowany.

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 63
5.3.1 Teach In (MDA)
Działanie Z obrazu podstawowego maszyny przechodzicie w rodzaju pracy MDA poprzez poziomy przycisk programowany „Teach In” do podrodzaju pracy „Teach In”.
Przy pomocy funkcji „Teach In” możecie sporządzać i zmieniać proste bloki ruchu. Wartości pozycji w osiach możecie przejmować bezpośrednio do nowo generowanego albo zmienia-nego bloku programu obróbki.
Pozycje w osiach są przyjmowane przez wykonywanie ruchów przy pomocy przycisków JOG i przejmowane do programu obróbki.
Kolejność czynności obsługowych W podrodzaju pracy „Teach In” wychodzicie od następującego obrazu podstawowego:
Rysunek 5-8 Obraz podstawowy

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 64
Przebieg ogólny
1. Przyciskami ze strzałką wybierzcie pożądany blok programu, który chcecie edytować wzgl. za którym chcecie wstawić nowy blok ruchu.
2. Wybierzcie odpowiedni przycisk programowany.
– „Dane technologiczne” (patrz poniższy rysunek)
Rysunek 5-9 Dane technologiczne
Wprowadźcie odpowiednie dane technologiczne.
Przy pomocy „OK” wstawiacie do programu obróbki nowy blok z zadanymi danymi technologicznymi.
– „Przesuw szybki“
Wykonujecie ruch w osiach i przejmujecie blok przesuwu szybkiego z pozycjami, do których nastąpiło dosunięcie.
Przy pomocy „OK” wstawiacie nowy blok do programu obróbki.
– „liniowy” (patrz poniższy rysunek)
– „kołowy“ (patrz kolejny rysunek)

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 65
Rysunek 5-10 Liniowy
Rysunek 5-11 Kołowy
Przy pomocy przycisków osi wykonujecie w osiach ruch do pożądanej pozycji, którą chce-cie wstawić/zmienić w programie obróbki.
Naciśnijcie „Wstaw przejęcie”, gdy chcecie wstawić nowy blok programu obróbki. Nowy blok programu jest wstawiany przed blokiem wybranym przy pomocy kursora.
Naciśnijcie „Zmień przejęcie”, jeżeli chcecie zmienić wybrany blok programu obróbki.
– Przy pomocy „<<Powrót” powracacie do obrazu podstawowego „Teach In”.
– Przy pomocy „Teach In wył.” (patrz „Obraz podstawowy”) wychodzicie z podrodzaju pracy „Teach In”.

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 66
5.3.2 Frezowanie płaszczyzny
Działanie Przy pomocy tej funkcji macie możliwość przygotowania półfabrykatu do następującej na-stępnie obróbki, bez konieczności sporządzania w tym celu specjalnego programu obróbki.
Kolejność czynności obsługowych
W rodzaju pracy <MDA> przyciskiem „Obróbka płaszczyzny” otwórzcie maskę wprowa-dzania.
• Wypozycjonowanie osi na punkt startowy
• Wpisanie wartości do maski
Po kompletnym wypełnieniu maski i naciśnięciu „OK” funkcja tworzy program obróbki, który można wystartować przy pomocy <NC-Start>. Maska wprowadzania jest zamykana i następuje przełączenie na obraz podstawowy maszyny. Tutaj jest możliwa obserwacja postępu programu.
Wskazówka
Płaszczyzna wycofania i odstęp bezpieczeństwa muszą przedtem zostać ustalone w menu „Ustawienia”.
Rysunek 5-12 Frezowanie płaszczyzny

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 67
Tablica 5-3 Opis parametrów w oknie roboczym „Frezowanie płaszczyzny“
Parametr Objaśnienie Narzędzie T Wprowadzenie narzędzia, które ma zostać użyte
Narzędzie jest wprowadzane do pozycji roboczej przed obróbką. W tym celu funk-cja wywołuje cykl użytkownika, który wykonuje wszystkie niezbędne kroki. Ten cykl jest udostępniany przez producenta maszyny (LL6).
Przesun. pkt. zerowego
Przesunięcie punktu zerowego, które należy wybrać w programie
Posuw F Wprowadzenie posuwu po torze, w mm/min albo mm/obr. Wrzeciono S obr/min
Wprowadzenie prędkości obrotowej wrzeciona
Obróbka Ustalenie jakości powierzchni Można wybrać między obróbką zgrubną i wykańczającą.
X0, Y0, Z0, X1, Y1 wymiar pół-fabrykatu
Wprowadzenie geometrii obrabianego przedmiotu
Z1 wymiar gotowy
Wymiar na gotowo w Z
DXY max do-suw
Pole wprowadzania dla wymiaru ruchu dosuwu (X, Y)
DZ max dosuw Pole wprowadzania dla wymiaru ruchu dosuwu (Z) UZ Pole wprowadzania naddatku przy obróbce zgrubnej
Przyciski programowane do ustalenia kierunku obróbki
Obróbka równolegle do odciętej, ze zmiennym kierunkiem
Obróbka równolegle do rzędnej, ze zmiennym kierunkiem
Obróbka równolegle do odciętej, w jednym kierunku
Obróbka równolegle do rzędnej, w jednym kierunku

Praca sterowana ręcznie
5.3 Rodzaj pracy MDA (wprowadzanie ręczne) - zakres czynności obsługowych "Pozycja"
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 68

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 69
Praca automatyczna 66.1 Rodzaj pracy AUTOMATYKA
Struktura menu
Rysunek 6-1 Struktura menu „AUTOMATYKA”
Warunki wstępne Maszyna jest ustawiona odpowiednio do nakazów producenta maszyny dotyczących pracy automatycznej.

Praca automatyczna
6.1 Rodzaj pracy AUTOMATYKA
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 70
Kolejność czynności obsługowych
Wybrać rodzaj pracy „Automatyka” poprzez przycisk <Automatyka> na pulpicie sterowni-czym maszyny.
Ukazuje się obraz podstawowy „AUTOMATYKA”, w którym są wyświetlane wartości pozy-cji, posuwu, wrzeciona, narzędzi i aktualny blok.
Rysunek 6-1 Obraz podstawowy „AUTOMATYKA“
Parametry
Tablica 6-1 Opis parametrów w oknie roboczym
Parametr Objaśnienie MKS X Y Z
Wyświetlenie istniejących osi w MKS albo WKS.
+ X Y - Z
Gdy wykonujecie ruch w osi w kierunku dodatnim (+) albo ujemnym (-), ukazuje się w odpowiednim polu znak plus albo minus. Gdy oś znajduje się w pozycji, znak nie jest wyświetlany.
Pozycja mm
W tych polach jest wyświetlana aktualna pozycja osi w MKS albo WKS.
Pozostała droga
W tych polach jest wyświetlana pozostała droga w osiach w MKS albo WKS.
Funkcja G Wyświetlenie ważnych funkcji G Wrzeciono S obr/min
Wyświetlenia wartości zadanej i rzeczywistej prędkości obrotowej wrzeciona
Posuw F mm/min albo mm/obr
Wyświetlenie wartości rzeczywistej i zadanej posuwu po torze ruchu
Praca automatyczna
6.1 Rodzaj pracy AUTOMATYKA
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 71
Parametr Objaśnienie Narzędzie Wyświetlenie aktualnie skrawającego narzędzia i aktualnego ostrza (T..., D...). Aktualny blok
Wyświetlenie bloków zawiera siedem kolejnych bloków aktywnego programu obróbki. Przedstawienie bloku jest ograniczone do szerokości okna. Gdy bloki są wykonywane szybko jeden po drugim, należy przełączyć na okno „Postęp programu”. Przyciskiem „Przebieg programu” możecie przełączyć z powrotem na wyświetlanie siedmiu bloków.
Wskazówka
Gdy do systemu zostanie włączone drugie wrzeciono, wyświetlanie wrzeciona roboczego następuje mniejszą wielkością pisma. Okno wyświetla zawsze tylko dane jednego wrzecio-na.
Sterowanie wyświetla dane wrzeciona według następujących punktów widzenia:
wrzeciono wiodące jest wyświetlane:
- w stanie spoczynkowym, - przy starcie wrzeciona - gdy obydwa wrzeciona są aktywne
wrzeciono robocze jest wyświetlane:
- przy starcie wrzeciona roboczego
Beleczka mocy obowiązuje dla każdorazowo aktywnego wrzeciona. Gdy wrzeciono wiodące i wrzeciono robocze są aktywne, jest wyświetlana beleczka mocy dla wrzeciona wiodącego.

Praca automatyczna
6.1 Rodzaj pracy AUTOMATYKA
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 72
Przyciski programowane
Funkcja G
Otwiera okno „Funkcje G” do wyświetlania wszystkich aktywnych funkcji G.
Okno zawiera wszystkie aktywne funkcje G, przy czym każda funkcja G jest przyporządkowana do jednej grupy i zajmuje stałe miejsce w oknie.
Rysunek 6-2 Okno „Funkcje G”
Poprzez przyciski <Przewijanie do tyłu> albo <przewijanie do przodu> mogą być wyświetla-ne dalsze funkcje G.
Funkcja pomocnicza
Okno wyświetla aktywne funkcje pomocnicze i funkcje M. Przez ponowne naciśnięcie przycisku programowanego okno jest zamykane.
Wszystkie funkcje G
Są wyświetlane wszystkie funkcje G (patrz też rozdział „Programowanie”).
Posuw w osi
Wyświetlenie okna „Posuw w osi”. Przez ponowne naciśnięcie przycisku programowanego okno jest zamykane.
Przełącza z wyświetlania siedmiu bloków na wyświetlanie trzech bloków.
Przełącza wyświetlanie wartości osi między układami współrzędnych maszy-ny, obrabianego przedmiotu i względnym.

Praca automatyczna
6.1 Rodzaj pracy AUTOMATYKA
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 73
Sterow. progr.
Są wyświetlane przyciski programowane do wyboru sterowania programem (np. blok warunkowy, test programu).
• „Test programu”: Przy teście programu wyprowadzanie wartości zadanych do osi i wrze-cion jest zablokowane. Wyświetlanie wartości zadanych „symuluje” ruch postępowy.
• „Posuw próbny”: Ruchy postępowe są wykonywane z wartością zadaną posuwu zadaną poprzez daną nastawczą "posuw próbny". Posuw próbny działa zamiast zaprogramowa-nych poleceń ruchu.
• „Zatrzymanie warunkowe”: Przy aktywnej funkcji wykonywanie programu jest każdorazo-wo zatrzymywane przy blokach, w których jest zaprogramowana funkcja dodatkowa M01.
• „Maskowanie”: Bloki programu, które są zaznaczone ukośnikiem przed numerem bloku, nie są uwzględniane w przebiegu programu (np. "/N100").
• „Pojedynczymi blokami dokładnie”: Przy uaktywnionej funkcji bloki programu obróbki są pojedynczo wykonywane jak następuje: Każdy blok jest dekodowany indywidualnie, na każdym bloku następuje zatrzymanie. Wyjątek tworzą tylko bloki gwintowania bez posu-wu w pracy próbnej. Tutaj zatrzymanie następuje dopiero na końcu bieżącego bloku gwintowania. Single Block fine można wybrać tylko w stanie RESET.
• „ROV działa”: Przełącznik korekcji posuwu działa również na przesuw szybki.
Maska jest zamykana.
Szukanie bloku
Przy pomocy „Szukanie bloku” przechodzicie do pożądanego miejsca w programie.
Do konturu
Szukanie bloku do przodu z obliczaniem Podczas szukania bloku są przeprowadzane takie same obliczenia jak przy normal-nym wykonywaniu programu, osie nie poruszają się jednak.
Do punktu końcow.
Szukanie bloku do przodu z obliczaniem na punkt końcowy bloku Podczas szukania bloku są przeprowadzane takie same obliczenia jak przy normal-nym wykonywaniu programu, osie nie poruszają się jednak.
Bez obliczeń
Szukanie bloku do przodu bez obliczania Podczas szukania bloków nie są wykonywane żadne obliczenia.
Miejsce przerwania
Kursor jest ustawiany na bloku programu głównego miejsca przerwania.
Znajdź
Przycisk "Znajdź" udostępnia funkcje szukanie wiersza, szukanie tekstu.
Korekta programu
Jest możliwość skorygowania błędnego fragmentu programu. Wszystkie zmiany są natychmiast zapisywane.

Praca automatyczna
6.2 Wybór, start programu obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 74
6.2 Wybór, start programu obróbki
Działanie Przed startem programu konieczne jest ustawienie sterowania i maszyny. Należy przy tym przestrzegać wskazówek bezpieczeństwa wydanych przez producenta maszyny.
Kolejność czynności obsługowych
Wybrać rodzaj pracy „Automatyka” poprzez przycisk <Automatyka> na pulpicie ste-rowniczym maszyny.
Jest otwierany menedżer programów. Poprzez przyciski programowane „Katalog NC” (wybór standardowy) albo „Karta CF klienta” docieracie do odpowiednich katalogów.
Rysunek 6-3 Obraz podstawowy „Menedżer programów”
Ustawcie beleczkę kursora na pożądanym programie.
Wykonaj
Przy pomocy przycisku programowanego „Wykonaj” jest wybierany program do wykonania (patrz też „Wykonywanie ze źródła zewnętrznego”). Wybrana nazwa programu ukazuje się na ekranie w wierszu „Nazwa programu”.

Praca automatyczna 6.2 Wybór, start programu obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 75
Jeżeli to konieczne, możecie teraz dokonać jeszcze ustaleń dot. wykonywania programu.
Rysunek 6-4 Sterowanie programem
Przez naciśnięcie <NC-START> program obróbki jest wykonywany.

Praca automatyczna
6.3 Szukanie bloku
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 76
6.3 Szukanie bloku
Kolejność czynności obsługowych Warunek: Pożądany program został już wybrany a sterowanie znajduje się w stanie reset.
Szukanie
bloku Szukanie bloku umożliwia wyprzedzający przebieg programu aż do pożądanego miejsca w programie obróbki. Cel szukania jest ustawiany przez bezpośrednie wypozycjonowanie beleczki kursora na pożądanym bloku programu obróbki.
Rysunek 6-5 Szukanie bloku
Do konturu
Szukanie bloku na początek bloku
Do punktu końcow.
Szukanie bloku na koniec bloku
Bez obliczeń
Szukanie bloku bez obliczeń
Miejsce przerwania
Miejsce przerwania jest ładowane

Praca automatyczna 6.4 Zatrzymanie, anulowanie programu obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 77
Znajdź
Przy pomocy tej funkcji można przeprowadzić szukanie bloku na podstawie szukanego pojęcia.
Rysunek 6-6 Wprowadzenie szukanego pojęcia
Przy pomocy pola przełącznikowego można ustalić, od której pozycji pojęcie ma być szuka-ne.
Wynik szukania Wyświetlenie pożądanego bloku w oknie „Aktualny blok”.
Wskazówka
Przy „wykonywaniu ze źródła zewnętrznego” szukanie bloku jest niemożliwe.
6.4 Zatrzymanie, anulowanie programu obróbki
Kolejność czynności obsługowych
Przy pomocy <NC-STOP> jest przerywane wykonywanie programu obróbki.
Przerwaną obróbkę można kontynuować przy pomocy <NC-START>.
Przy pomocy <RESET> możecie anulować bieżący program. Przy ponownym naciśnięciu <NC-START> anulowany program jest startowany od nowa i wykonywany od początku.

Praca automatyczna
6.5 Rozpoczęcie po anulowaniu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 78
6.5 Rozpoczęcie po anulowaniu Po anulowaniu programu (RESET) możecie w trybie ręcznym (JOG) odsunąć narzędzie od konturu.
Kolejność czynności obsługowych
Wybrać rodzaj pracy <AUTOMATYKA>.
Szukanie bloku
Otwarcie okna szukania w celu załadowania miejsca przerwania.
Miejsce przerwania
Miejsce przerwania jest ładowane.
Do konturu
Jest uruchamiane szukanie na miejsce przerwania. Następuje ustawienie na pozycję początkową przerwanego bloku.
Kontynuować obróbkę przy pomocy <NC-START>.

Praca automatyczna
6.6 Rozpoczęcie po przerwaniu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 79
6.6 Rozpoczęcie po przerwaniu Po przerwaniu programu (<NC-STOP> możecie w trybie ręcznym (JOG) odsunąć narzędzie od konturu. Sterowanie zapamiętuje przy tym współrzędne miejsca przerwania. Drogi ruchu w osiach są wyświetlane.
Kolejność czynności obsługowych
Wybrać rodzaj pracy <AUTOMATYKA>
Kontynuować obróbkę przy pomocy <NC-START>.
OSTROŻNIE
Przy powrocie do miejsca przerwania wszystkie osie wykonują ruch równocześnie. Należy przy tym zwrócić uwagę, by obszar ruchu był wolny.

Praca automatyczna
6.7 Wykonywanie ze źródła zewnętrznego
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 80
6.7 Wykonywanie ze źródła zewnętrznego
Działanie
W rodzaju pracy <AUTOMATYKA> zakres czynności obsługowych <MENEDŻER PROGRAMÓW> są w celu wykonywania programów do dys-pozycji następujące interfejsy:
CompactFlash Card klienta
Połączenie RCS do wykonywania ze źródła zewnętrznego poprzez sieć (SINUMERIK 802D sl pro)
USB-FlashDrive (SINUMERIK 802D sl pro)
Wychodzicie od następującego obrazu podstawowego menedżera progra-mów:
Rysunek 6-7 Obraz podstawowy "Menedżer programów"
Wybrany program zewnętrzny jest przy pomocy pionowego przycisku programowanego „Wyk. ze źródła zewn.” przenoszony do sterowania i przy pomocy <NC-START> natych-miast wykonywany.
Podczas wykonywania zawartości pamięci pośredniej następuje automatyczne doładowy-wanie.

Praca automatyczna
6.7 Wykonywanie ze źródła zewnętrznego
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 81
Kolejność czynności obsługowych przy wykonywaniu z CompactFlash Card klienta. Warunek: Sterowanie znajduje się w stanie <RESET>.
Naciśnijcie przycisk rodzaju pracy <AUTOMATYKA>.
Na pulpicie sterowniczym maszyny naciśnijcie przycisk <PROGRAM MANAGER>.
Naciśnijcie przycisk „Karta CF klienta”. Docieracie do katalogów CompactFlash Card klienta.
Ustawcie beleczkę kursora na pożądanym programie.
Naciśnijcie „Wykon. ze źródła zewn.”.
Program jest przenoszony do pamięci pośredniej i w wyborze programu automa-tycznie wybierany i wyświetlany.
Naciśnijcie przycisk <NC-START>.
Rozpoczyna się obróbka. Program jest na bieżąco doładowywany.
Na końcu programu albo przy <RESET> program w sterowaniu jest automatycznie usuwany.
Wskazówka
Przy „wykonywaniu ze źródła zewnętrznego” szukanie bloku jest niemożliwe.

Praca automatyczna
6.7 Wykonywanie ze źródła zewnętrznego
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 82
Warunki wykonywania ze źródła zewnętrznego poprzez sieć • Istnieje połączenie Ethernet między sterowaniem i zewnętrznym PG/PC. • Na PG/PC jest zainstalowane RCS-Tool. Jest wymagane spełnienie następujących warunków na sprzęcie:
1. Sterowanie: (patrz „Zarządzanie użytkownikami”)
– Ustawcie uprawnienie do korzystania z sieci pod następującym dialogiem: Zakres czynności obsługowych <SYSTEM> > „Dane serwisowe“ > „Serwis sterowa-nie“ > „Serwis sieć“ > „Uprawnienie“ > „Ustawienie“
2. Sterowanie: (patrz „Zalogowanie użytkownika - RCS log in”)
– Zalogujcie się dla połączenia RCS pod następującym dialogiem: Zakres czynności obsługowych <SYSTEM> > pionowy przycisk programowany „RCS-zalogowanie” . „Zalogowanie>
3. PG/PC: – Wystartujcie RCS-Tool.
4. PG/PC: – Udostępnijcie stację/katalog dla pracy w sieci.
5. PG/PC: – Utwórzcie połączenie Ethernet ze sterowaniem.
6. Sterowanie: (patrz „Przyłączenie i rozłączenie stacji sieciowej”) – Połączcie się z katalogiem udostępnionym na PG/PC pod następującym katalogiem:
Zakres czynności obsługowych <SYSTEM> > „Dane serwisowe” > „Serwis sterowa-nie” > „Serwis sieć”> > „Połącz” > „RCS sieć” (wybieracie wolną stację sterowania > wprowadzacie nazwę serwera i udostępniany katalog PG/PC np.: "\\123.456.789.0\Program zewnętrzny“)
Kolejności czynności obsługowych dla wykonywania ze źródła zewnętrznego poprzez sieć
Naciśnijcie przycisk rodzaju pracy <AUTOMATYKA>.
Na pulpicie sterowniczym maszyny naciśnijcie przycisk <PROGRAM MANAGER>.
Naciśnijcie „RCS połącz.”“. Docieracie do katalogów PG/PC. Ustawcie beleczkę kursora na pożądanym programie.
Naciśnijcie „Wykon. ze źródła zewn.”.
Program jest przenoszony do pamięci pośredniej i w wyborze programu automatycznie wybierany i wyświetlany. Naciśnijcie przycisk <NC-START>. Rozpoczyna się obróbka. Program jest na bieżąco doładowywany. Na końcu programu albo przy <RESET> program w sterowaniu jest automatycznie usu-wany.

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 83
Programowanie obróbki 77.1 Przegląd programowania obróbki
Struktura menu
Rysunek 7-1 Struktura menu "Menedżer programów"
Działanie Zakres czynności obsługowych „Menedżer programów” jest obszarem zarządzania progra-mami obróbki w sterowaniu. Programy, np. nowo utworzone, mogą w nim być otwierane w celu opracowywania, wybierane w celu obróbki, kopiowane i wstawiane.

Programowanie obróbki
7.1 Przegląd programowania obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 84
Kolejność czynności obsługowych
Przycisk <PROGRAM MANAGER” otwiera katalog programów.
Rysunek 7-2 Obraz podstawowy „Menedżer programów”
Przy pomocy przycisków kursora jest możliwe nawigowanie w katalogu programów. W celu szybkiego odnajdywania programów wprowadźcie początkową literę nazwy programu. Ste-rowanie automatycznie pozycjonuje kursor na programie, w przypadku którego znaleziono zgodność znaków.
Przyciski programowane
Funkcja wyświetla katalogi NC.
Wykonaj
Funkcja wybiera do wykonania program zaznaczony kursorem. Sterowanie przełącza na wyświetlenie pozycji. Z najbliższym <NC-START> następuje wystartowanie tego programu.
Nowy
Przy pomocy „Nowy” można utworzyć nowy program.
Plik zaznaczony przez kursor jest otwierany w celu opracowywania.
Funkcja zaznacza wszystkie pliki dla następnych operacji. Zaznaczenie moż-na anulować przez ponowne naciśnięcie przycisku programowanego.

Programowanie obróbki
7.1 Przegląd programowania obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 85
Wskazówka
Zaznaczanie pojedynczych plików:
Ustawić kursor na odpowiednim pliku i nacisnąć przycisk <Select>. Zaznaczony wiersz jest uwydatniany kolorem. Przez ponowne naciśnięcie przycisku <Select> zaznaczenie jest wy-łączane.
Kopiuj
Funkcja wpisuje plik albo wiele plików na listę plików do skopiowania (zwaną schowkiem).
Wstaw
Funkcja wstawia pliki albo katalogi ze schowka do aktualnego katalogu.
Skasuj
Plik zaznaczony kursorem jest kasowany po odwrotnym zapytaniu. Gdy zaznaczono wiele plików, funkcja kasuje, po zapytaniu, wszystkie pliki.
Przy pomocy „OK” jest przeprowadzane zlecenie kasowania, przy pomocy „Anuluj” - anu-lowane.
Przy pomocy tego przycisku programowanego następuje przełączenie na dalsze funkcje.
Zmień nazwę
Jest wyświetlane okno, przy pomocy którego możecie zmienić nazwę programu przedtem zaznaczonego kursorem.
Po wprowadzeniu nowej nazwy potwierdźcie zlecenie przyciskiem „OK” albo anulujcie przyciskiem „Anuluj”.
Funkcja otwiera okno, w którym jest wyświetlanych pierwszych siedem wierszy pliku, gdy kursor przebywa przez pewien czas na nazwie programu.
Są udostępniane funkcje do wyprowadzania/wczytywania plików poprzez CompactFlash Card klienta i funkcja wykonywania ze źródła zewnętrznego. Przy wybraniu funkcji są wyświetlane katalogi CompactFlash Card klienta.
Funkcja wybiera do wykonania program zaznaczony kursorem. Gdy jest wybrana karta CF, program jest wykonywany przez NC jako program zewnętrzny. Program ten nie może zawierać żadnych wywołań programów obróbki, które nie są zapisane w katalogu NC.
Ten przycisk programowany jest potrzebny w związku z pracą w sieci. Dalsze informacje znajdziecie w punkcie „Praca w sieci”.
Są udostępniane funkcje do wyprowadzania/wczytywania plików poprzez interfejs RS232.

Programowanie obróbki
7.1 Przegląd programowania obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 86
Funkcja wysyła pliki ze schowka do PC przyłączonego do RS232.
Ładowanie plików poprzez interfejs RS232
O ustawieniu interfejsu należy przeczytać w zakresie czynności obsługowych „System”. Przesyłanie programów obróbki musi następować w formacie tekstowym.
Protokół błędów
Lista błędów
Są udostępniane funkcje do wyprowadzania/wczytywania plików poprzez stację producen-ta i funkcja wykonywania ze źródła zewnętrznego. Przy wybraniu funkcji są wyświetlane katalogi stacji producenta (tylko w przypadku SINUMERIK 802D sl pro).
Są udostępniane funkcje do wyprowadzania/wczytywania plików poprzez USB-FlashDrive i funkcja wykonywania ze źródła zewnętrznego. Przy wybraniu funkcji są wyświetlane katalogi USB-FlashDrive (tylko w przypadku SINUMERIK 802D sl pro).

Programowanie obróbki 7.2 Wprowadzenie nowego programu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 87
7.2 Wprowadzenie nowego programu
Kolejności czynności obsługowych
Wybraliście menedżera programów.
Poprzez przycisk „Katalog NC” wybierzcie miejsce zapisania nowego programu.
Nowy plik
Po naciśnięciu przycisku „Nowy plik” ukazuje się okno dialogowe, w którym wpisujecie nową nazwę programu głównego wzgl. podprogramu. Rozszerzenie nazwy dla progra-mów głównych .MPF jest wpisywane automatycznie. Rozszerzenie dla podprogramów .SPF musi być wpisywane z nazwą programu.
Rysunek 7-3 Nowy program
Wprowadźcie nową nazwę.
Zakończcie wprowadzanie przyciskiem „OK”. Jest tworzony nowy plik programu obróbki i automatycznie otwierane okno edytora.
Przyciskiem „Anuluj” możecie anulować sporządzanie programu, okno jest zamykane.

Programowanie obróbki
7.3 Edycja programu obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 88
7.3 Edycja programu obróbki
Działanie Program obróbki albo jego część można edytować tylko w tedy, gdy nie znajduje się on w trakcie wykonywania.
Wszystkie zmiany w programie obróbki są natychmiast zapisywane.
Rysunek 7-4 Obraz podstawowy edytora programów
Struktura menu
Rysunek 7-5 Struktura menu „program”

Programowanie obróbki
7.3 Edycja programu obróbki
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 89
Kolejność czynności obsługowych
W menedżerze programów wybierzcie program do edycji
i naciśnijcie „Otwórz”. Program jest otwierany i wyświetlany w celu opracowywania. Do dyspozycji są dalsze funkcje przycisków programowanych.
Zmiany programu są automatycznie przejmowane.
Przyciski programowane
Wybrany plik jest wykonywany.
Funkcja zaznacza fragment tekstu aż do aktualnej pozycji kursora. (alternatywnie: <CTRL+B>)
Funkcja kopiuje zaznaczony tekst do schowka. (alternatywnie: <CTRL+C>
Funkcja wstawia tekst ze schowka w aktualnej pozycji kursora. (alternatywnie: <CTRL+V>)
Funkcja kasuje zaznaczony tekst. (alternatywnie: <CTRL+X>)
Znajdź
Przy pomocy przycisku programowanego "Znajdź" można szukać łańcucha znaków w wyświetlanym pliku programu.
Do wiersza wprowadzania wprowadźcie szukane pojęcie i przyciskiem "OK" wystartujcie proces szukania.
Przy pomocy "Anuluj" zamykacie okno dialogowe bez wystartowania procesu szukania.
Funkcja zastępuje numery bloków od aktualnej pozycji kursora do końca programu.
Przy pomocy tej funkcji przycisku programowanego mogą być zapisywane części progra-mów, które można wklejać w innych programach.
Kontur
Dowolne programowanie konturu patrz punkt "Dowolne programowanie konturu"
Wiercenie
Patrz rozdział „Cykle“
Frezowanie
Patrz rozdział „Cykle“

Programowanie obróbki
7.4 Symulacja
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 90
Symulacja
Symulacja jest opisana w punkcie „Symulacja”.
Dekompi- lacja
W celu dekompilacji kursor musi znajdować się w wierszu wywołania cyklu w programie. Funkcja dekoduje nazwę cyklu i przygotowuje maskę z odpowiednimi parametrami. Gdy parametry leżą poza zakresem poprawności, funkcja automatycznie używa wartości standardowych. Po zamknięciu maski pierwotny blok parametrów jest zastępowany przez blok skorygowany.
Wskazówka
Dekompilowane mogą być tylko bloki generowane automatycznie.
7.4 Symulacja Działanie
Przy pomocy grafiki kreskowej można śledzić zaprogramowany tor ruchu narzędzia dla wy-branego programu.
Kolejność czynności obsługowych
Przy pomocy przycisku zakresu czynności obsługowych <PROGRAM> albo przez otwar-cie programu obróbki można symulować wyświetlany program.
Jest otwierany obraz podstawowy.
Przy pomocy <NC-START> następuje wystartowanie wybranego programu obróbki.
Przyciski programowane
Następuje automatyczne skalowanie zapisanego toru ruchu narzędzia.
Jest używane ustawienie podstawowe skalowania.
Są do dyspozycji różne możliwości wyświetlania.
Pokazuje ruch postępowy w podanej płaszczyźnie.
Pokazuje ruch postępowy w podanej płaszczyźnie.

Programowanie obróbki
7.4 Symulacja
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 91
Pokazuje ruch postępowy w podanej płaszczyźnie.
Pokaż wszystko
Jest wyświetlany kompletny obrabiany przedmiot.
Powiększa wycinek obrazu
Pomniejsza wycinek obrazu
Skasuj obraz
Widoczny obraz jest kasowany.
Wielkość skoku kursora jest zmieniana.

Programowanie obróbki
7.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 92
7.5 Dopasowanie elementów konturu Przez wywołanie kalkulatora macie do dyspozycji przyciski programowane do edycji elemen-tów konturu. W poszczególnych maskach wprowadzania wprowadzacie wartości elementu konturu. Przy pomocy przycisku „Przejęcie” następuje obliczenie.
Kombinacja przycisków <SHIFT> i <-> uaktywnia kalkulator.
Rysunek 7-6 Kalkulator
Przyciski programowane
Ta funkcja służy do obliczenia punktu na okręgu. Wynika on z kąta przyłożonej stycznej, promienia i kierunku obrotu okręgu.
Rysunek 7-7 Obliczenie: punkt na okręgu

Programowanie obróbki 77.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 93
Wprowadźcie punkt środkowy okręgu, kąt stycznej i promień okręgu.
Przy pomocy przycisku „G2 / G3” należy ustalić kierunek obrotu okręgu.
Następuje obliczenie wartości odciętej i rzędnej. Przy tym odciętą jest pierwsza oś aktual-nej płaszczyzny obróbki a rzędną druga oś tej płaszczyzny. Wartość odciętej jest kopiowa-na do pola wprowadzania, z którego została wywołana funkcja kalkulatora, wartość rzędnej - do kolejnego pola wprowadzania. Jeżeli funkcja została wywołana z edytora programu obróbki, zapisanie współrzędnych następuje pod nazwami osi płaszczyzny podstawowej.
Przykład
Gdy jest aktywna płaszczyzna G17, wówczas odciętą jest oś X a rzędną oś Y. Obliczenie punktu przecięcia między łukiem koła i prostą
Dane: Promień: 10 Punkt środkowy okręgu: X20 Y20 Kąt przyłączenia prostej: 45° Kierunek obrotu: G2

Programowanie obróbki
7.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 94
Rysunek 7-8 Maska wprowadzania
Wynik: X=12.928 Y=27.071
Ta funkcja oblicza współrzędne kartezjańskie punktu na płaszczyźnie, który ma zostać połączony z punktem (PP) na prostej. W celu obliczenia misi być znana odległość między punktami i kąt nachylenia (A2) nowo powstałej prostej w odniesieniu do nachylenia (A1) danej prostej.
Rysunek 7-9 Obliczenie: punkt na płaszczyźnie
Wprowadźcie następujące współrzędne wzgl. kąty: • współrzędne danego punktu (PP) • kąt nachylenia prostej (A1) • odległość do nowego punktu w odniesieniu do PP • kąt nachylenia prostej łączącej (A2) w odniesieniu do A1
Następuje obliczenie współrzędnych kartezjańskich, które następnie są kopiowane do dwóch kolejnych pól wprowadzania. Wartość odciętej jest kopiowana do pola wprowadza-nia, z którego została wywołana funkcja kalkulatora, wartość rzędnej - do kolejnego pola wprowadzania. Jeżeli funkcja została wywołana z edytora programu obróbki, zapisanie współrzędnych następuje pod nazwami osi płaszczyzny podstawowej.

Programowanie obróbki 77.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 95
Przykład Obliczenie punktu narożnego prostej (2). Prosta jest ustawiona prostopadle w punkcie
końcowym prostej (1) (współrzędne: X=51.981, Y=43.081) (patrz przykład: zmiana współ-rzędnych biegunowych na współrzędne kartezjańskie). Długość prostej jest również dana.
Rysunek 7-10 Maska wprowadzania
Wynik: X=68.668
Y=26.393

Programowanie obróbki
7.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 96
Funkcja przelicza dane współrzędne biegunowe na współrzędne kartezjańskie.
Rysunek 7-11 Przeliczenie współrzędnych biegunowych na kartezjańskie
Wprowadźcie punkt odniesienia, długość wektora i kąt nachylenia.
Następuje obliczenie współrzędnych kartezjańskich, które następnie są kopiowane do dwóch kolejnych pól wprowadzania. Wartość odciętej jest kopiowana do pola wprowadzania, z które-go została wywołana funkcja kalkulatora, wartość rzędnej - do kolejnego pola wprowadzania. Jeżeli funkcja została wywołana z edytora programu obróbki, zapisanie współrzędnych nastę-puje pod nazwami osi płaszczyzny podstawowej.
Przykład Obliczenie punktu końcowego prostej (1). Prosta jest określona przez kąt A=45 stopni i jej
długość.

Programowanie obróbki 77.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 97
Rysunek 7-12 Maska wprowadzania
Wynik: X=51.981 Y=43.081
Ta funkcja oblicza brakujący punkt końcowy fragmentu konturu prosta-prosta, przy czym druga prosta jest prostopadła do pierwszej.
Dla prostej są znane następujące wartości: Prosta 1: punkt początkowy i kąt nachylenia Prosta 2: długość i punkt końcowy w kartezjańskim układzie współrzędnych
Rysunek 7-13 Obliczenie: brakujący punkt końcowy
Ta funkcja wybiera daną współrzędną punktu końcowego.
Wartość rzędnej wzgl. odciętej jest dana.
Druga prosta jest obrócona w kierunku ruchu wskazówek zegara wzgl.

Programowanie obróbki
7.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 98
przeciwnie do ruchu wskazówek zegara o 90 stopni w stosunku do pierwszej prostej.
Następuje obliczenie brakującego punktu końcowego. Wartość odciętej jest kopiowana do pola wprowadzania, z którego została wywołana funkcja kalkulatora, wartość rzędnej - do kolejnego pola wprowadzania. Jeżeli funkcja została wywołana z edytora programu obróbki, zapisanie współrzędnych na-stępuje pod nazwami osi płaszczyzny podstawowej.
Przykład
Niniejszy rysunek musi zostać uzupełniony o wartość punktu środkowego okręgu, aby na-stępnie móc obliczyć punkt przecięcia łuku koła i prostej.
Obliczenie brakującej współrzędnej punktu środkowego następuje przy pomocy funkcji kal-
kulatora , ponieważ promień w przejściu stycznym jest prostopadły do prostej.

Programowanie obróbki 77.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 99
Obliczenie M1 na odcinku 1: W tym odcinku promień, obrócony przeciwnie do ruchu wskazówek zegara, jest ustawiony na odcinku prostej.
Promień jest obrócony o 90° w kierunku ruchu wskazówek zegara, na prostej ustalonej przez kąt.
Przyciskiem programowanym wybierzcie odpowiedni kierunek obrotu.
Dany punkt końcowy należy ustalić przy pomocy przycisku .
Wprowadźcie współrzędne punktu biegunowego, kąt nachylenia prostej, wartość rzędnej punktu końcowego i promień okręgu jako długość.
Rysunek 7-14 Maska wprowadzania M1
Wynik: X = 19.449 Y = 30

Programowanie obróbki
7.5 Dopasowanie elementów konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 100
Obliczenie M2 na odcinku 2:
W tym odcinku promień, obrócony zgodnie z ruchem wskazówek zegara, jest ustawiony
na odcinku prostej. Przyciskiem programowanym wybierzcie odpowiedni kie-runek obrotu.
Dany punkt końcowy należy ustalić przy pomocy przycisku . Wprowadźcie pa-rametry do maski.
Rysunek 7-15 Maska wprowadzania M2
Wynik: X=21.399 Y=30

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 101
7.6 Dowolne programowanie konturu
Działanie Dowolne programowanie konturu jest narzędziem wspierającym edytor. Przy pomocy pro-gramowania konturu możecie sporządzać proste i skomplikowane kontury.
Zintegrowany procesor konturu (procesor geometrii) oblicza dla Was brakujące parametry, o ile wynikają one z innych parametrów. Poszczególne elementy konturu możecie powiązać ze sobą. Dodatkowo macie do dyspozycji elementy przejściowe konturu, promień i fazkę.
Programowane kontury są przejmowane do edytowanego programu obróbki.
Technologia Procesor konturu dla technologii frezowania umożliwia przy tym następujące funkcje:
• Fazka/zaokrąglenie na początku i na końcu konturu
• Podcięcia jako elementy przejściowe między dwoma osiowo-równoległymi prostymi, przy czym jedna przebiega poziomo a druga pionowo (kształt E, kształt F, podcięcia gwintu, dowolne podcięcie)
Elementy kontury Elementami konturu są:
• Punkt startowy
• Prosta w kierunku pionowym (poprzeczna)
• Prosta w kierunku poziomym (podłużna)
• Prosta skośna
• Łuk koła
Biegun jest teoretycznym elementem konturu. Z odniesieniem do bieguna proste i łuki koła mogą być ustalane również przez współrzędne biegunowe.
Dalsze wskazówki
1. Obowiązujące osie geometryczne są określane i stosowane w programie obróbki.
2. Do naddatku na konturze musi dodatkowo zostać podana strona, na której naddatek ma się znajdować (np. „prawa” albo „lewa”).

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 102
7.6.1 Programowanie konturu
Kolejności czynności obsługowych W programie obróbki programujecie kontur części toczonej przy pomocy następujących kro-ków obsługowych:
1. W zakresie czynności obsługowych „Menedżer programów” naciśnijcie przycisk „Katalog NC”
2. Przy pomocy przycisków kursora wybierzcie katalog, np. „MPF programy główne” (patrz poniższy rysunek).
Rysunek 7-16 Obraz podstawowy „Menedżer programów“
Nowy Kontur
3. Naciśnijcie przycisk „Input”, aby otworzyć katalog. Możecie edytować istniejący program obróbki poprzez przycisk programowany „Ot-wórz” wzgl. utworzyć nowy program.
4. Otwieracie nowy program obróbki przyciskiem „Nowy”, wprowadzacie nazwę i po-twierdzacie przyciskiem „OK”. Znajdujecie się w edytorze ASCII.
5. Naciśnijcie przycisk programowany „Kontur”. Jest wyświetlana maska wprowadzania do „ustalenia punktu startowego”. Jak można ustalić punkt startowy, opisuje punkt „Ustalenie punktu startowego”.
Dekompilacja
Dekompi- lacja
Gdy poprzez funkcję „Kontur” zaprogramowaliście kontur, wówczas możecie z edytora ASCII ponownie opracowywać tej już istniejący kontur przy pomocy przycisku „Dekompila-cja”. Znajdujecie się przy tym w edytorze ASCII.
1. Ustawcie kursor edytora ASCII w ramach konturu.
2. Naciśnijcie przycisk „Dekompilacja”.
Otoczka graficzna zmienia się z obrazu podstawowego edytora ASCII na obraz podstawo-wy dowolnego programowania konturu.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 103
Zaprogramowany kontur jest wyświetlany i może być opracowywany.
UWAGA Przy dekompilacji są ponownie wyświetlane tylko te elementy konturu, które są sporzą-dzone przy pomocy dowolnego programowania konturu. Ponadto są dekompilowane tylko teksty, które zostały dołączone poprzez pole wprowadzania „Dowolne wprowadze-nie tekstu”. Zmiany następnie wprowadzone bezpośrednio w tekście programu ulegają utraceniu. W każdym razie dowolne teksty również później mogą być wstawiane i zmie-niane, te zmiany nie są tracone.
7.6.2 Ustalenie punktu startowego
Kolejności czynności obsługowych Przy wprowadzaniu konturów rozpoczynajcie od znanej pozycji, którą wprowadzacie jako punkt startowy. Punkt startowy konturu ustalacie przy pomocy następujących kroków obsłu-gi:
• Otworzyliście program obróbki i dla nowego programowania konturu nacisnęliście przy-cisk „Kontur”. Jest wyświetlana maska wprowadzania punktu startowego konturu (patrz poniższy rysunek).
Rysunek 7-17 Ustalenie punktu startowego
Wskazówka
Pole wprowadzania z zaznaczeniem wprowadzania charakteryzuje się ciemnym kolorem tła. Gdy tylko zakończyliście wprowadzanie przy pomocy „Przejęcie elementu” albo „Anuluj”, możecie nawigować w łańcuchu konturu (po lewej w masce wprowadzania) przy pomocy przycisków kursora ↑, ↓. Aktualna pozycja w łańcuchu jest zaznaczana kolorem.
1. W polu wprowadzania "wybór płaszczyzny", przyciskiem "Alternatywa" (wzgl. przyci-skiem "Select") wybierzcie dla części frezowanej płaszczyznę programowania G17.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 104
Domyślnie ustawioną oś narzędzia wzgl. płaszczyznę programowania można zmienić w przypadku maszyn o więcej niż dwóch osiach geometrii. Przynależne osie punktu star-towego są przy tym automatycznie dopasowywane.
Wskazówka
Razem z ustaleniem punktu startowego konturu jest możliwe ustalenie bieguna dla pro-gramowania konturu we współrzędnych biegunowych. Biegun może zostać ustalony albo ustalony na nowo również w późniejszym punkcie czasowym. Programowanie we współ-rzędnych biegunowych odnosi się zawsze do ostatnio ustalonego bieguna.
1. Wprowadźcie wartości punktu startowego.
Podanie wymiaru wartości musi być absolutne (wymiar odniesienia).
2. Wybierzcie ruch dosunięcia do punktu startowego w polu wprowadzania „Ruch do punktu startowego” poprzez przycisk „Alternatywa” (wzgl. „Select”).
Ruch dosunięcia może zostać zmieniony z G0 (przesuw szybki) na G1 (interpolacja prostoliniowa).
Wskazówka
Jeżeli w programie obróbki jeszcze nie zaprogramowano posuwu, można poprzez pole „Dowolne wprowadzanie tekstu” zadać posuw specyficzny, np. F100.
Przejęcie elementu
1. Naciśnijcie przycisk „Przejęcie elementu”.
Punkt startowy jest zapisywany w pamięci.
Następny element można dołączyć poprzez przyciski programowane (patrz następny punkt „Ustalenie elementu konturu”).

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 105
7.6.3 Przyciski programowane i parametry
Działanie Gdy ustaliliście punkt startowy, wychodźcie przy programowaniu poszczególnych elementów konturu od następującego obrazu podstawowego (patrz poniższy rysunek):
Rysunek 7-18 Ustalenie elementu konturu
Programowanie poszczególnych elementów konturu następuje poprzez pionowe przyciski programowane. W każdorazowej masce wprowadzania parametryzujecie element konturu.
Pionowe przyciski programowane
Macie do dyspozycji następujące elementy konturu do jego programowania:
Prosta w kierunku pionowym (kierunek Y).
Prosta w kierunku poziomym (kierunek X).
Skośna w kierunku Y/X. Wprowadzić punkt końcowy prostej poprzez współrzędne albo kąty.
Łuk koła o dowolnym kierunku obrotów.
Dalsze
Przycisk programowany „Dalsze” w płaszczyźnie podstawowej programowania konturu prowadzi do podmaski „Biegun” i do przycisku programowanego „Zamknięcie konturu”.
Biegun
Wprowadzanie może nastąpić w absolutnych, kartezjańskich współrzędnych. W masce istnieje również przycisk programowany „Biegun”. Biegun umożliwia wprowadzenie bie-guna już na początku konturu, tak że już pierwszy element konturu może zostać podany we współrzędnych biegunowych.
Zamknij kontur
Kontur zamykany przez prostą między ostatnio wprowadzonym punktem konturu i punk-tem startowym.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 106
Anuluj
Przy pomocy przycisku programowanego „Anuluj” możecie przełączyć z powrotem na obraz podstawowy, bez przejęcia ostatnio edytowanych wartości.
Przejęcie
Przyciskiem programowanym „Przejęcie” kończycie wprowadzanie konturu i powracacie do edytora ASCII.
Poziome przyciski programowane Przy pomocy pierwszych czterech poziomych przycisków programowanych (np. ”Zoom+”) możecie powiększyć albo pomniejszyć widok grafiki.
Po naciśnięciu tego przycisku programowanego możecie przy pomocy przycisków kursora poruszać czerwonym krzyżem nitkowym i ustalić, który wycinek obrazu ma zostać pokaza-ny. Po wyłączeniu aktywności tego przycisku programowanego, zaznaczenie wprowadzania znów jest ustawione na łańcuchu konturu.
Gdy naciśniecie ten przycisk programowany, wówczas dodatkowo do poszczególnych pa-rametrów są wyświetlane graficzne obrazy pomocy (patrz poniższy rysunek). Z trybu pomo-cy wychodzicie przez ponowne naciśnięcie.
Rysunek 7-19 Tryb pomocy

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 107
Parametry Od punktu startowego wprowadzacie pierwszy element konturu, np. prosta w kierunku pio-nowym (patrz poniższy rysunek).
Rysunek 7-20 Prosta, kierunek pionowy
Wszystkie parametry
Poprzez przycisk programowany „Wszystkie parametry” są udostępniane do wprowadza-nia wszystkie parametry elementu konturu.
Gdy pola wprowadzania parametrów nie zostały zaprogramowane, sterowanie zakłada, że te wartości są nieznane i próbuje je obliczyć z innych parametrów.
Kontur jest zawsze obrabiany w zaprogramowanym kierunku.
Przejście do kolejnego elementu Element przejściowy („przejście do nast. elem.) można zastosować zawsze wtedy, gdy jest punkt przecięcia obydwu graniczących elementów i można go obliczyć z wprowadzonych wartości.
Jako element przejściowy między dwoma dowolnymi elementami konturu możecie wybrać między zaokrągleniem RD, fazką FS i podcięciem. Element przejściowy jest zawsze dołą-czany na końcu elementu konturu. Wybór elementu przejściowego konturu następuje w ma-sce wprowadzania parametrów danego elementu konturu.
Dostęp do elementu przejściowego podcięcie uzyskacie przez naciśnięcie przycisku „Alter-natywa” (wzgl. „przycisku wyboru”).
Zaokrąglenie albo fazka na początku albo końcu toczonego konturu:
Przy zwykłych toczonych konturach musi często na początku i końcu zostać dołączona fazka albo zaokrąglenie.
Fazka albo zaokrąglenie tworzą końcowe przejście do osiowo-równoległego półfabrykatu:

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 108
Rysunek 7-21 Kontur z zaokrągleniem albo fazką
Kierunek przejścia dla początku konturu wybieracie w masce punktu startowego. Możecie wybierać między fazką i zaokrągleniem. Wartość jest zdefiniowana jak w przypadku elemen-tów przejściowych.
Dodatkowo mogą w polu wyboru być wybierane cztery kierunki. Kierunek elementu przej-ściowego dla końca konturu jest wybierany w masce wprowadzania. Wybór jest zawsze pro-ponowany, również gdy w poprzedzającym elemencie nie wprowadzono przejścia.
Dowolne wprowadzanie tekstu Pod „Dowolne wprowadzanie tekstu” możecie wprowadzać dodatkowe dane technologiczne jak np. posuw albo funkcje M/H.
Naddatek na konturze Pod „Naddatek na konturze” możecie podać naddatek równoległy do konturu i stronę, na której jest on położony. Jest to widoczne w oknie grafiki jako naddatek.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 109
Łańcuch konturowy po lewej na obrazie podstawowym Gdy tylko zakończyliście wprowadzanie przy pomocy „Przejęcie elementu” albo „Anuluj”, możecie nawigować w łańcuchu konturowym (po lewej na obrazie podstawowym) przy po-mocy przycisków kursora ↑, ↓. Aktualna pozycja w łańcuchu jest zaznaczana kolorem.
Elementy konturu i ew. bieguny są wyświetlane symbolicznie w kolejności ich powstawania.
Rysunek 7-22 Edycja elementu konturu
Już istniejący element konturu jest wybierany przy pomocy przycisku „Input” i może ponow-nie zostać sparametryzowany.
Nowy element konturu jest wstawiany za kursorem przez wybór jednego z elementów kontu-ru na pionowym pasku przycisków, zaznaczenie wprowadzania jest wówczas przełączane na wprowadzanie parametrów na prawo od wyświetlanej grafiki. Przy pomocy „Przejęcie elementu” albo „Anuluj” można ponownie nawigować w łańcuchu konturu.
Programowanie jest zawsze prowadzone dalej za elementem, który został wybrany w łańcu-chu konturowym.
Skasuj element
Przy pomocy przycisku programowanego „Skasuj element” można skasować wybrany ele-ment w łańcuchu konturowym.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 110
7.6.4 Parametryzacja elementów konturu
Działanie Przy programowaniu konturu przy pomocy zadanych parametrów są do dyspozycji następu-jące przyciski programowane:
Styczna do elementu poprzedzającego Przy pomocy przycisku programowanego „Styczna do poprzedzającego“ kąt α2 jest wstęp-nie ustawiany na wartość 0. Element konturu ma przejście styczne do elementu poprzedza-jącego. Przez to kąt jest w stosunku do elementu poprzedzającego (α2) ustawiany na 0 stopni.
Wyświetlenie dodatkowych parametrów Wszystkie parametry Alterna- tywa
Jeżeli Wasz rysunek zawiera dalsze dane (wymiary) elementu konturu, możecie przy po-mocy przycisku programowanego „Wszystkie parametry” rozszerzyć możliwości wprowa-dzania.
Przycisk programowany „Alternatywa” ukazuje się tylko wtedy, gdy kursor jest ustawiony w polu wprowadzania, które stwarza wiele możliwości przełączania.
Dokonanie wyboru dialogowego Wybór dialogowy
Wybór dialogowy
Przejęcie dialogu
Gdy są konstelacje parametrów, które dopuszczają wiele możliwości przebiegu konturu, zostaniecie wezwani do dokonania wyboru w formie dialogu. Przez naciśnięcie przycisku programowanego „Wybór dialogowy” istniejące możliwości wyboru są wyświetlacze w czę-ści graficznej.
Przy pomocy przycisku programowanego „Wybór dialogowy” dokonujecie prawidłowego wyboru (zielona linia). Potwierdźcie przy pomocy przycisku programowanego „Przejęcie dialogu”.
Zmiana dokonanego wyboru dialogowego Zmień wybór
Gdy już dokonany wybór dialogowy jest zmieniany, musi zostać wybrany element konturu, przy którym wystąpił dialog. Po naciśnięciu przycisku programowanego „Zmiana wyboru” są ponownie wyświetlane obydwie alternatywy.
Wybór dialogowy
Przejęcie dialogu
Można dokonać nowego wyboru dialogowego.
Opróżnienie pola wprowadzania parametrów Skasuj wartość
Przyciskiem DEL wzgl. przyciskiem programowanym „Skasowanie wartości” jest kasowana wartość w wybranym polu wprowadzania parametrów.
Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 111
Zapisanie elementu konturu
Przejęcie elementu
Gdy element konturu został wyposażony w istniejące dane albo przyciskiem programowa-nym „Wybór dialogowy” wybrany pożądany kontur, element konturu jest zapisywany przyci-skiem „Przejęcie elementu” i następuje przełączenie z powrotem na obraz podstawowy. Można zaprogramować następny element konturu.
Dołączenie elementu konturu Przejęcie elementu
Przy pomocy przycisków kursora wybierzcie element przed zaznaczeniem końca.
Wybieracie pożądany element konturu przy pomocy przycisków programowanych i wypeł-niacie specyficzną dla elementu maskę wprowadzania znanymi sobie wartościami.
Wprowadzone dane potwierdźcie przyciskiem programowanym „Przejęcie elementu”.
Wybór elementu konturu
W łańcuchu konturu ustawcie kursor na pożądanym elemencie konturu i wybierzcie go przyciskiem „Input”.
Są Wam wyświetlane parametry wybranego elementu. Nazwa elementu ukazuje się u góry w oknie parametru.
Jeżeli element konturu może już być przedstawiony geometrycznie, jest to odpowiednio uwydatnione w obszarze wyświetlania graficznego tzn. kolor elementu konturu zmienia się z białego na czarny.
Zmiana elementu konturu
Przy pomocy przycisków kursora możecie wybrać zaprogramowany element konturu w łańcuchu konturowym. Przy pomocy przycisku „Input” są wyświetlane pola wprowadzania parametrów. Parametry można teraz zmienić.
Wstawienie elementu konturu Element konturu, za którym następuje wstawienie, wybieracie w łańcuchu konturowym przy pomocy przycisków kursora.
Przejęcie elementu
Następnie na pasku przycisków programowanych wybieracie element konturu do wstawie-nia.
Po sparametryzowaniu nowego elementu konturu potwierdzacie proces wstawienia przyci-skiem programowanym „Przejęcie elementu”.
Kolejne elementy konturu są automatycznie aktualizowane według nowego stanu konturu.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 112
Skasowanie elementu konturu Skasuj element
Przy pomocy przycisków kursora wybierzcie element konturu do skasowania. Wybrany symbol konturu i przynależny element konturu na grafice programowej są zaznaczone na czerwono. Następnie naciśnijcie przycisk programowany „Skasuj element” i pokwitujcie zapytanie.
Cofnięcie wprowadzenia
Anuluj
Przy pomocy przycisku programowanego „Anuluj” możecie przełączyć z powrotem na obraz podstawowy, bez przejęcia ostatnio edytowanych wartości.
Kolory symboliczne konturu Kolory symboliczne w łańcuchu konturowym po lewej na obrazie podstawowym mają nastę-pujące znaczenie:
Symbol Znaczenie wybrany Kolor symbolu czarny na czerwonym tle -> element jest geometrycznie określony
Kolor symbolu czarny na jasnożółtym tle -> element jest geometrycznie nieokre-ślony
nie wybrany Symbol czarny na szarym tle - > element geometrycznie określony Kolor symbolu biały na szarym tle -> element jest geometrycznie nieokreślony

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 113
7.6.5 Graficzne przedstawienie konturu
Działanie Synchronicznie do przebiegającego parametryzowania elementów konturu jest w oknie gra-fiki przedstawiany postęp powstawania konturu. Każdorazowo wybrany element jest przed-stawiany w oknie grafiki kolorem czerwonym. Nawigacja w ramach konturu jest opisana w punkcie „Programowanie konturu”.
Rysunek 7-23 Kontur ze strzałką
Kontur równocześnie rysowany na tyle, na ile jest znany w danym momencie wprowadzania parametrów. Jeżeli kontur nie jest jeszcze wyświetlany na grafice programowania, muszą zostać wprowadzone dalsze wartości. Sprawdźcie ew. już sporządzone elementy konturu. Ewentualnie nie są jeszcze zaprogramowane wszystkie znane dane.
Skalowanie układu współrzędnych dopasowuje się do zmian całego konturu.
Położenie układu współrzędnych jest wyświetlane w oknie grafiki.
Naddatek na konturze Wprowadzony tutaj naddatek przebiega kompletnie równolegle do konturu po wybranej stro-nie konturu.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 114
7.6.6 Podanie elementów konturu we współrzędnych biegunowych, zamknię-cie konturu
Działanie Przy ustalaniu współrzędnych elementów konturu założono w powyższych punktach wpro-wadzanie pozycji w kartezjańskim układzie współrzędnych. Jako alternatywę tego macie możliwość definiowania pozycji przez współrzędne biegunowe.
Przy programowaniu konturów może w dowolnej chwili, zanim nastąpi użycie współrzędnych biegunowych, zostać zdefiniowany biegun. Odnoszą się do niego później programowane współrzędne biegunowe. Biegun ma charakter modalny i może w dowolnym czasie zostać określony na nowo. Jest on zawsze wprowadzany w absolutnych współrzędnych kartezjań-skich. Procesor konturu w zasadzie przelicza wartości wprowadzone jako współrzędne bie-gunowe na współrzędne kartezjańskie. Programowanie współrzędnych biegunowych jest możliwe dopiero po wprowadzeniu bieguna. Wprowadzenie bieguna nie wytwarza kodu dla programu NC.
Biegun
Współrzędne biegunowe obowiązują w płaszczyźnie wybranej przy pomocy G17 do G19.
Biegun stanowi edytowalny element konturu, który sam nie wchodzi w jego skład. Wpro-wadzenie może nastąpić razem z ustaleniem punktu startowego konturu albo w dowol-nym miejscu w ramach konturu. Biegun nie może zostać umieszczony przed punktem startowym konturu.
Wprowadzenie współrzędnych biegunowych
Dalsze
Przycisk programowany „Dalsze” w płaszczyźnie podstawowej programowania konturu prowadzi do podmaski „Biegun” i do przycisku programowanego „Zamknięcie konturu”.
Biegun
Wprowadzanie może nastąpić w absolutnych, kartezjańskich współrzędnych. W masce istnieje również przycisk programowany „Biegun”. Umożliwia on wprowadzenie bieguna już na początki konturu, tak że już pierwszy element konturu może zostać wprowadzony we współrzędnych biegunowych.
Zamknij kontur
Kontur zamykany przez prostą między ostatnio wprowadzonym punktem konturu i punk-tem startowym.
Dalsze wskazówki
Jeżeli prosta, która jest tworzona przez „Zamknięcie konturu”, ma się łączyć poprzez za-okrąglenie albo fazkę z elementem startowym, wówczas promień albo fazka musi być expli-cite podana:
• Zamknąć kontur, przycisk Input, wprowadzić zaokrąglenie/fazkę, przejęcie elementu. Wynik odpowiada wówczas dokładnie temu, co powstałoby, gdyby element zamykający został wprowadzony z zaokrągleniem albo fazką.
Zamknięcie konturu przy wprowadzaniu jego elementów we współrzędnych biegunowych jest możliwe tylko wtedy, gdy punkt początkowy konturu został ustalony biegunowo i gdy w chwili zamknięcia obowiązuje jeszcze tan sam biegun.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 115
Przełączanie wprowadzania: kartezjańskie/biegunowe Dopiero gdy biegun został ustawiony, czy to w punkcie startowym czy wstawiony później, mogą do wyboru być również biegunowo wprowadzane następujące elementy konturu:
• łuk koła,
• prosta (pozioma, pionowa, dowolna)
Do przełączania kartezjański/biegunowy są wówczas zarówno na zwykłym widoku wprowa-dzania konturu jak też na widoku z „Wszystkie parametry” wyświetlane dodatkowe pola prze-łączania przy „Prosta dowolnie” i „Łuk koła”.
Jeżeli biegun nie istnieje, wówczas pole przełączania nie jest udostępniane. Pola wprowa-dzania i pola wyświetlania są wówczas udostępniane tylko dla wartości kartezjańskich.
Wprowadzanie absolutnie/przyrostowo W przypadku „biegunowy/kartezjański” mogą być wprowadzane absolutne i przyrostowe współrzędne biegunowe. Pola wprowadzania wzgl. wyświetlania są oznaczone przez ink wzgl. abs.
Absolutne współrzędne biegunowe są definiowane przez zawsze dodatni odstęp absolutny od bieguna i kąt w zakresie wartości 0° ... +/- 360°. Odniesienie kątowe zakłada w przypadku wprowadzania absolutnego oś poziomą płaszczyzny roboczej, np. oś X w przypadku G17. Dodatni kierunek obrotu przebiega przeciwnie do ruchu wskazówek zegara.
W przypadku wielu wprowadzonych biegunów jest zawsze miarodajny ostatni biegun przed wprowadzonym wzgl. edytowanym elementem.
Przyrostowe współrzędne biegunowe odnoszą się zarówno do miarodajnego bieguna jak również do punktu końcowego elementu poprzedzającego.
Przy wprowadzaniu przyrostowym odstęp absolutny od bieguna jest obliczany z absolut-nego odstępu punktu końcowego elementu poprzedzającego od bieguna plus wprowadzony przyrost długości.
Przyrost może przyjmować zarówno dodatnie jak i ujemne wartości.
W związku z tym kąt absolutny jest obliczany z absolutnego kąta biegunowego elementu poprzedzającego plus przyrost kąta. W tym celu jest konieczne, by element poprzedzający został wprowadzony biegunowo.
Przy programowaniu konturu procesor konturu przelicza kartezjańskie współrzędne elemen-tu poprzedzającego na podstawie miarodajnego bieguna na współrzędne biegunowe. Obo-wiązuje to również wtedy, gdy element poprzedzający został wprowadzony biegunowo, po-nieważ mógłby on, gdy w międzyczasie został ustalony biegun, odnosić się do innego bie-guna.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 116
Przykład zmiany bieguna
Rysunek 7-24 Zmiana bieguna
Biegun: Z biegun = 0.0, X biegun = 0.0 (biegun 0) Punkt końcowy:
L1abs = 10.0 Φabs = 30.0° Obliczone współrzędne kartezjańskie Zabs = 8,6603 Xabs =5.0 nowy biegun: Z biegun 1 = 5.0 X biegun 1 = 5.0 (biegun 1) Obliczone wsp. bieg. elementu poprzedz. L1abs = 3,6603 Φabs = 0.0° następny punkt: L1ink = -2.0 Φink = 45.0° Absol. współrz. bieg. akt. element L1abs = 1,6603 Φabs = 45.0° Obliczenie współrzędnych kartezjańskich Zabs = 1,1740 Xabs = 1,1740

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 117
7.6.7 Opis parametrów elementów konturu prosta/okrąg
Parametr element konturu „prosta”
Rysunek 7-25 Prosta pionowa
Parametr Element konturu „prosta” Y przyr Y abs
Przyrostowa pozycja końcowa w kierunku Y Absolutna pozycja końcowa w kierunku Y
X przyr X abs
Przyrostowa pozycja końcowa w kierunku X Absolutna pozycja końcowa w kierunku X
L Długość prostej α1 Kąt nachylenia w odniesieniu do osi Y α2 Kąt w stosunku do elementu poprzedzającego; przejście styczne: α2=0 Przejście do kolejne-go elementu
Elementem przejściowym do następnego konturu jest fazka (FS) Elementem przejściowym do następnego konturu jest zaokrąglenie (R) FS=0 albo R=0 oznacza brak elementu przejściowego.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 118
Parametry element konturu „łuk koła“
Rysunek 7-26 Łuk koła
Parametr Element konturu „okrąg“ Kierunek obrotu W kierunku ruchu wskazówek zegara albo przeciwnym R Promień okręgu Y przyr Y abs
Przyrostowa pozycja końcowa w kierunku Y Absolutna pozycja końcowa w kierunku Y
X przyr X abs
Przyrostowa pozycja końcowa w kierunku X Absolutna pozycja końcowa w kierunku X
I Pozycja punktu środkowego okręgu w kierunku Y (absolutnie albo przyrosto-wo)
K Pozycja punktu środkowego okręgu w kierunku X (absolutnie albo przyrosto-wo)
α1 Kąt startowy w odniesieniu do osi Y α2 Kąt w stosunku do elementu poprzedzającego; przejście styczne: α2=0 β1 Kąt końcowy w odniesieniu do osi Y β2 Kąt rozwarcia okręgu Przejście do następ-nego elementu
Elementem przejściowym do następnego konturu jest fazka (FS) Elementem przejściowym do następnego konturu jest zaokrąglenie (R) FS=0 albo R=0 oznacza brak elementu przejściowego.
Producent maszyny Nazwy identyfikatorów (Y albo X ...) są ustalone poprzez dane maszynowe i odpowiednio można je zmienić.
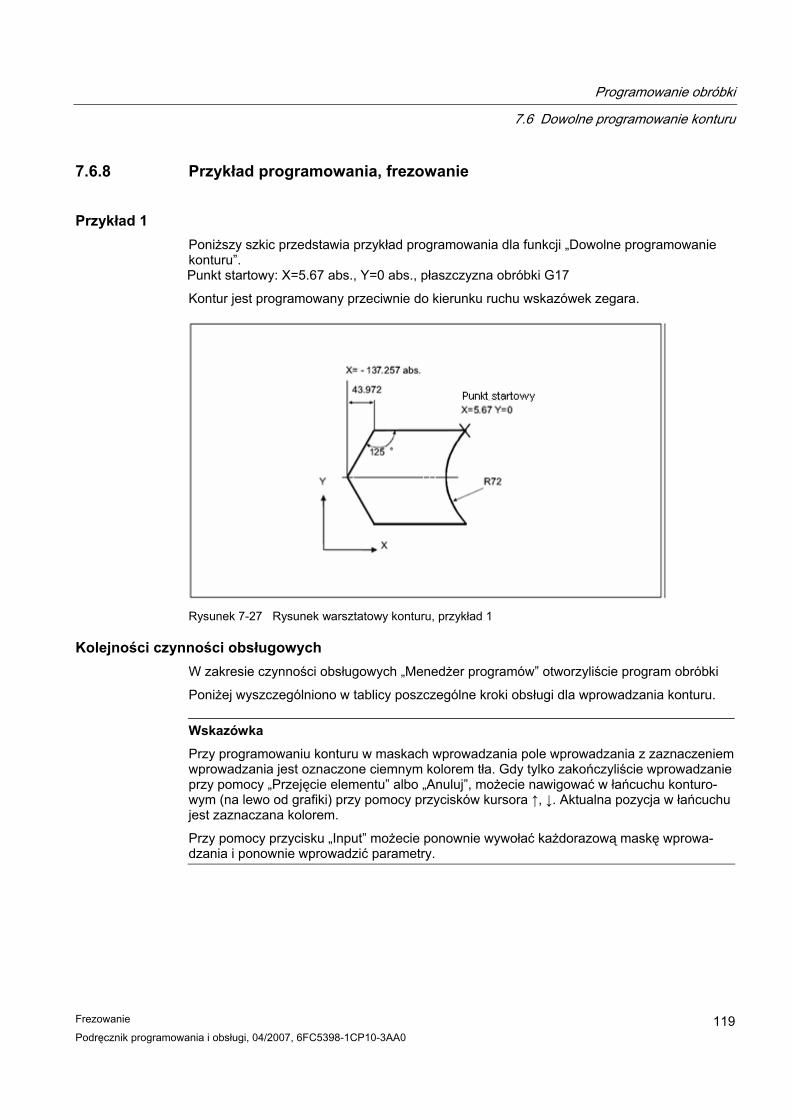
Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 119
7.6.8 Przykład programowania, frezowanie
Przykład 1 Poniższy szkic przedstawia przykład programowania dla funkcji „Dowolne programowanie konturu”. Punkt startowy: X=5.67 abs., Y=0 abs., płaszczyzna obróbki G17
Kontur jest programowany przeciwnie do kierunku ruchu wskazówek zegara.
Rysunek 7-27 Rysunek warsztatowy konturu, przykład 1
Kolejności czynności obsługowych W zakresie czynności obsługowych „Menedżer programów” otworzyliście program obróbki
Poniżej wyszczególniono w tablicy poszczególne kroki obsługi dla wprowadzania konturu.
Wskazówka
Przy programowaniu konturu w maskach wprowadzania pole wprowadzania z zaznaczeniem wprowadzania jest oznaczone ciemnym kolorem tła. Gdy tylko zakończyliście wprowadzanie przy pomocy „Przejęcie elementu” albo „Anuluj”, możecie nawigować w łańcuchu konturo-wym (na lewo od grafiki) przy pomocy przycisków kursora ↑, ↓. Aktualna pozycja w łańcuchu jest zaznaczana kolorem.
Przy pomocy przycisku „Input” możecie ponownie wywołać każdorazową maskę wprowa-dzania i ponownie wprowadzić parametry.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 120
Tablica 7-1 Kolejności czynności obsługowych, przykład 1
Krok obsłu-gowy
Przycisk programo-wany
Parametr
1 „Kontur“ „Przejęcie elementu“
Wprowadzenie punktu startowego: Płaszczyzna programowania: G17 X: 5.67 abs. Y: 0
2
„Przejęcie elementu“
Wprowadzenie parametrów dla elementu „prosta pozioma”:X=93.285 abs.
3
„Przejęcie elementu“
Wprowadzenie parametrów dla elementu „prosta dowol-nie”: X=-43.972 przyr. α1=-125 stopni
4
„Przejęcie elementu“
Wprowadzenie parametrów dla elementu „prosta dowol-nie”: X=-43.972 przyr. α1=-555 stopni
5
„Przejęcie elementu“
Wprowadzenie parametrów dla elementu „prosta pozioma”:X=5.67 abs.
6
„Wybór dialogowy“ „Przejęcie dialogu“ „Przejęcie elementu“ "Przejęcie"
Wprowadzenie parametrów dla elementu „łuk koła”: Kierunek obrotu: w kierunku ruchu wskazówek zegara R=72, X=5.67 abs. Y=0 abs.,
Poniższy rysunek przedstawia zaprogramowany kontur:
Rysunek 7-28 Przykład 1

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 121
Przykład 2 Punkt startowy: X=0 abs., Y=0 abs. , płaszczyzna obróbki G17 Kontur jest programowany w kierunku ruchu wskazówek zegara z wyborem w formie dialogu. W przypadku tego konturu zaleca się wyświetlenie wszystkich parametrów poprzez przycisk programowany "Wszystkie parametry".
Rysunek 7-29 Rysunek warsztatowy konturu, przykład 2
Tablica 7-2 Kolejności czynności obsługowych, przykład 2
Krok obsłu-gowy
Przycisk programo-wany
Parametr
1
Y=-104 abs.
2
Kierunek obrotu w prawo, R=79, I=0 abs., dokonać wyboru dialogowego, wszystkie parametry, β2=30 stopni
3
Kierunek obrotu w prawo, styczna do poprzedz., R=7.5, wszystkie parametry", β2=180 stopni
4
Kierunek obrotu w lewo, R=64, X=-6 abs., dokonać wyboru dialogowego, dokonać wyboru dialogowego, przejście do kolejnego elementu: R=5
5
Wszystkie parametry, α1=90 stopni, przejście do kolejnego elementu: R=5
6
Kierunek obrotu w prawo, R=25, X=0 abs. I=0 abs dokonać wyboru dialogowego, dokonać wyboru dialogowego.

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 122
Poniższy rysunek przedstawia zaprogramowany kontur:
Rysunek 7-30 Przykład 2
Przykład 3 Punkt startowy: X=0 abs., Y=5.7 abs., płaszczyzna obróbki G17
Kontur jest programowany w kierunku ruchu wskazówek zegara.
Rysunek 7-31 Rysunek warsztatowy konturu, przykład 3

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 123
Tablica 7-3 Czynności kolejności obsługowych, przykład 3 Krok obsłu-gowy
Przycisk pro-gramowany
Parametr
1
Kierunek obrotu w lewo, R=9.5, I=0 abs., dokonać wyboru dialogowego, przejście do kolejnego elementu: R=2
2
α1=-30 stopni
3
Kierunek obrotu w prawo, styczna do poprz. R=2, J=4.65 abs.
4
Kierunek obrotu w lewo, styczna do poprz. R=3.2, I=11.5 abs., J=0 abs., dokonać wyboru dialogowego, dokonać wyboru dialogowe-go
5
Kierunek obrotu w prawo, styczna do poprzedz. R=2, J=-4.65., dokonać wyboru dialogowego
6
Styczna do poprzedz. α1=-158 stopni, Y=-14.8 abs., α2=0 stopni
7
Wszystkie parametry, L=5, dokonać wyboru dialogowego
8
Y=5.7 abs.
9
X=0 abs.
Poniższy rysunek przedstawia zaprogramowany kontur:
Rysunek 7-32 Przykład 3

Programowanie obróbki
7.6 Dowolne programowanie konturu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 124

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 125
System 88.1 System
Działanie Zakres czynności obsługowych „System” zawiera funkcje, które są wymagane do parame-tryzowania i analizowania NCK i PLC.
W zależności od wybranych funkcji zmienia się poziomy i pionowy pasek przycisków pro-gramowanych. W poniższej strukturze menu są przedstawione tylko poziome przyciski pro-gramowane.
Struktura menu
Rysunek 8-1 Struktura menu System

System
8.1 System
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 126
Kolejność czynności obsługowych
Poprzez klawiaturę pełną CNC przełączacie na zakres czynności obsługowych <SYSTEM> i jest wyświetlany obraz podstawowy.
Rysunek 8-2 Obraz podstawowy, zakres czynności obsługowych "System"
Przycisk programowany Poniżej zostaną opisane pionowe przyciski programowane obrazu podstawowego.
„Ustaw hasło”
W sterowaniu są rozróżniane trzy stopnie hasła, które pozwalają na różne stopnie dostępu:
• hasło systemowe
• hasło producenta
• hasło użytkownika
Odpowiednio do stopni dostępu jest możliwa zmiana określonych danych. Gdy hasło nie jest znane, nie uzyskacie uprawnienia do dostępu.
Wskazówka: Patrz też SINUMERIK 802D sl „Listy”.

System
8.1 System
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 127
Rysunek 8-3 Wprowadzenie hasła
Po naciśnięciu przycisku „Przejęcie” hasło jest ustawione. Przy pomocy „Anuluj” następuje bez akcji powrót do obrazu podstawowego „System”.
„Zmień hasło“
Rysunek 8-4 Zmiana hasła
Zależnie od uprawnienia do dostępu są na pasku przycisków programowanych udostępnia-ne różne możliwości zmiany hasła.
Przy pomocy przycisków programowanych wybierzcie stopień hasła. Wprowadźcie nowe hasło i zakończcie wprowadzanie przyciskiem „Przejęcie”. W celu kontroli następuje jeszcze raz zapytanie o nowe hasło.
„Przejęcie” kończy zmianę hasła.
Przy pomocy „Anuluj” powracacie bez akcji do obrazu podstawowego.
Cofnięcie uprawnienia do dostępu

System
8.1 System
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 128
Zalogowanie użytkownika w sieci
Przy pomocy „Zmień język” możecie wybrać język otoczki graficznej.
Rysunek 8-5 Język otoczki graficznej
Przyciskami kursora wybieracie język i przejmujecie przyciskiem „OK”.
Przy pomocy „Service language“ zawsze jako język otoczki graficznej wybieracie „English”.
Jeżeli jeszcze raz naciśniecie przycisk „Service language”, wówczas jest przywracany ostat-nio aktualny język (np. Simpl. Chinese”).
Wskazówka
Znak „*” oznakowuje języki, których używaliście.
„Zapisz dane“
Funkcja zapisuje treść pamięci nietrwałej w trwałym obszarze pamięci.
Warunek: Żaden program nie jest w trakcie wykonywania.
Podczas wykonywania kopii zapasowej danych nie są dozwolona żadne czynności obsługo-we!

System
8.2 Systemowe przyciski programowane (IBN)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 129
8.2 Systemowe przyciski programowane (IBN)
Uruchomienie
Wybór trybu rozruchu NC.
Wybierzcie kursorem odpowiedni tryb.
• Normal power-up System ulega ponownemu wystartowaniu
• Power-up with default data Ponowny start z wartościami standardowymi (jest stanem podstawowym przy dostawie)
• Power-up with saved data Ponowny start z danymi z ostatniej kopii zapasowej (patrz wykonanie kopii zapasowej danych)
PLC można uruchamiać w następujących trybach:
• Restart zrestartowanie
• Overall reset zresetowanie całkowite
Dodatkowo jest możliwe powiązanie startu z następnym trybem wyszukiwania błędów.
Przy pomocy „OK” następuje RESET sterowania z następnym zrestartowaniem w wybra-nym trybie.
Przy pomocy „Anuluj” następuje bez akcji powrót do obrazu podstawowego systemu.

System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 130
8.3 Systemowe przyciski programowane (MD)
Wskazówka
Opis danych maszynowych znajdziecie w dokumentacji producenta:
SINUMERIK 802D sl „Listy“
SINUMERIK 802D sl „Podręcznik funkcjonowania“.
Dane maszynowe
Zmiana danych maszynowych ma istotny wpływ na maszynę.
Rysunek 8-6 Budowa wiersza danych maszynowych
Tablica 8-1 Legenda
Nr Znaczenie 1 Numer MD 2 Nazwa 3 Wartość 4 Jednostka
so działa natychmiast cf za potwierdzeniem re reset
5 Działanie
po power on
OSTROŻNIE
Błędne sparametryzowanie może prowadzić do zniszczenia maszyny!

System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 131
Dane maszynowe są podzielone na niżej opisane grupy.
Ogólne dane maszynowe
Otwórzcie okno „Ogólne dane maszynowe”. Przy pomocy przycisków przewijania może-cie przewijać do przodu i do tyłu.
Rysunek 8-7 Obraz podstawowy dane maszynowe
Dane maszynowe specyficzne dla osi
Otwórzcie okno „Dane maszynowe specyficzne dla osi”. Pasek przycisków jest uzupeł-niany przyciskami „Oś +” i „Oś -”.
Rysunek 8-8 Dane maszynowe specyficzne dla osi
Są wyświetlane dane osi 1.
Przy pomocy „Oś +” wzgl. „Oś -” następuje przełączenie na zakres danych maszynowych następnej wzgl. poprzedniej osi.

System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 132
Znajdź
„Znajdź“
Wpiszcie numer wzgl. nazwę (albo część nazwy) pożądanej danej maszynowej i naciśnijcie „OK”.
Kursor przeskakuje na szukaną daną.
Znajdź następny
Jest szukane następne wystąpienie szukanego pojęcia.
Funkcja stwarza możliwość wybierania różnych filtrów wyświetlania aktywnej grupy danych maszynowych. Do dyspozycji są dalsze przyciski programowane:
• „Ekspert”: Funkcja wybiera do wyświetlenia wszystkie grupy danych w trybie eksperckim.
• „Filtr aktywny”: Funkcja uaktywnia wybrane grupy danych. Po wyjściu z okna na obrazie danych maszynowych są widoczne tylko wybrane dane.
• „Wybierz wszystkie”: Funkcja wybiera do wyświetlenia wszystkie grupy danych.
• „Cofnij wszystkie”: Wybór wszystkich grup danych jest cofany.
Rysunek 8-9 Filtry wyświetlania
Dane maszynowe specyficzne dla kanału
Otwórzcie okno „dane maszynowe specyficzne dla kanału” Przy pomocy przycisków przewi-jania możecie przewijać do przodu i do tyłu.

System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 133
SINAMICS dane maszynowe napędu
Otwórzcie dialog „Dane maszynowe napędu”.
Pierwsze okno dialogowe pokazuje aktualną konfigurację jak też stany jednostek sterują-cych, zasilających i napędowych.
Rysunek 8-10 Dane maszynowe napędu
W celu wyszczególnienia parametrów ustawcie kursor na pożądanej jednostce i naciśnijcie „Wyświetl parametry”. Opis parametrów znajdziecie w dokumentacji napędów SINAMICS.
Rysunek 8-11 Lista parametrów

System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 134
Dane m. wyświetl.
Dane maszynowe wyświetlania
Otwórzcie okno „Dane maszynowe wyświetlania”. Przy pomocy przycisków przewijania możecie przewijać do przodu i do tyłu.
Przy pomocy funkcji „Kolor przycisk programowany” i „Kolor okno” możecie dokonywać definiowanych przez producenta ustawień kolorów. Wyświetlany kolor składa się z kom-ponentów czerwonego, zielonego i niebieskiego. Okno „Zmiana koloru” wyświetla w polach wprowadzania aktualnie ustawione wartości. Przez zmianę tych wartości można utworzyć pożądany kolor. Dodatkowo można zmieniać jaskrawość.
Po zakończeniu wprowadzania jest przejściowo wyświetlany nowy stosunek mieszania. Między polami wprowadzania można przełączać przy pomocy przycisków kursora.
Przy pomocy „OK” dokonane ustawienia są przejmowane i dialog jest zamykany. „Anuluj” zamyka dialog bez przejęcia zmienionych wartości.
Funkcja umożliwia zmianę kolorów obszaru wskazówek i przycisków programowanych.
Rysunek 8-12 Opracowanie kolorów przycisków programowanych
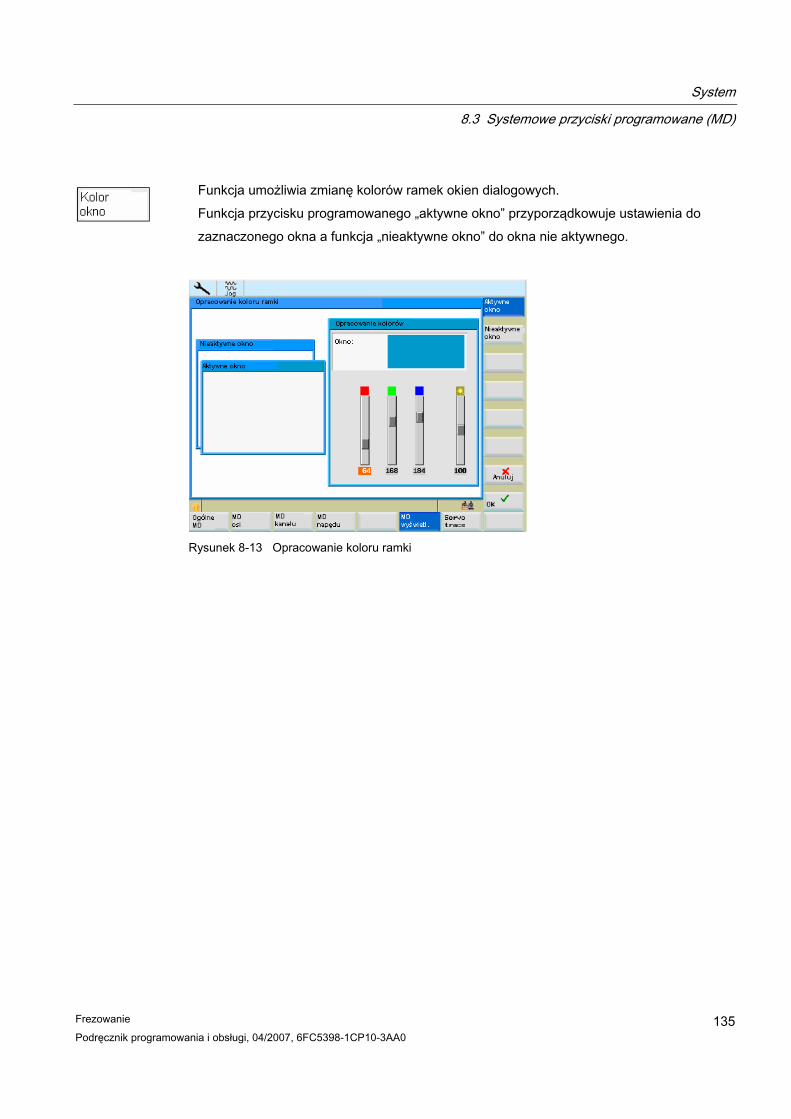
System
8.3 Systemowe przyciski programowane (MD)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 135
Funkcja umożliwia zmianę kolorów ramek okien dialogowych.
Funkcja przycisku programowanego „aktywne okno” przyporządkowuje ustawienia do
zaznaczonego okna a funkcja „nieaktywne okno” do okna nie aktywnego.
Rysunek 8-13 Opracowanie koloru ramki

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 136
8.4 Systemowe przyciski programowane (dane serwisowe)
Jest wyświetlane okno „Serwis osie”
W oknie są wyświetlane informacje o napędzie osi.
Przyciski programowane „Oś+” wzgl. „Oś-” są wyświetlane dodatkowo. Przy ich pomocy mogą zostać wyświetlone wartości dla następnej wzgl. poprzedniej osi.
Okno zawiera informacje o napędzie cyfrowym.
Okno zawiera informacje o ustawieniach profibus.
Funkcja przycisku programowanego uaktywnia „rejestrator akcji”.
Rysunek 8-14 Obraz podstawowy serwis sterowania
Konfiguracja sieci

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 137
Funkcja „rejestrator akcji” jest przewidziana na wypadek usługi serwisowej i wyszczegól-nia wszystkie zarejestrowane wydarzenia.
Rysunek 8-15 Rejestrator akcji
Usta- wienia
Dialog stwarza możliwość wybrania określonych wydarzeń w celu wyświetlenia. Przełączanie między polami „wyświetlenie wszystkich danych” i „wyświetlenie grup da-nych” następuje przy pomocy przycisku TAB.
Rysunek 8-16 Ustawienia rejestratora akcji
Tabela 8-2 Grupy danych
Grupa Znaczenie Naciskane przyciski Wprowadzanie z klawiatury Znacznik czasowy Znacznik czasowy Komunikat błędu me-nedżera Windows
Komunikaty błędu menedżera Windows (tylko znaczenie wewnętrzne w systemie)

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 138
Grupa Znaczenie Komunikat błędu sys-tem operacyjny
Komunikaty błędów systemu operacyjnego QW (tylko znaczenie wewnętrz-ne w systemie)
Komunikat błędu TCS Komunikaty błędu Object request broker (tylko znaczenie wewnętrzne w systemie)
Zmiana rodzaju pracy Ustawiony rodzaj pracy Stan kanału Status kanału Łącznik IPO Override Ustawiona wartość Override MCP Pulpit sterowniczy maszyny Przychodzące komuni-katy alarmowe
Alarmy NC / PLC
Skasowane komunika-ty alarmowe
Skasowane alarmy NC / PLC
Znajdź
Funkcja przeszukuje listę wydarzeń szukając wprowadzonego pojęcia.
Szukanie można wystartować od aktualnej pozycji kursora albo od początku listy.
Rysunek 8-17 Szukanie w rejestratorze akcji
Konfiguracja Firewall'a

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 139
Do optymalizacji napędów jest do dyspozycji funkcja oscyloskopu, umożliwiająca przed-stawienie graficzne
• wartości zadanej prędkości • odchylenia konturu • uchybu nadążania • wartości rzeczywistej położenia • wartości zadanej położenia • zatrzymania dokładnego zgrubnie/dokładnie
Rodzaj zapisu daje się powiązać z różnymi kryteriami, które dopuszczają synchroniczny za-
pis do wewnętrznych stanów sterowania. Ustawienia należy dokonać przy pomocy „Wybierz
sygnał”.
Do analizy wyniku są do dyspozycji następujące funkcje:
• Zmiana skalowania odciętej i rzędnej,
• Pomiar wartości przy pomocy znacznika poziomego albo pionowego,
• Pomiar wartości odciętej i rzędnej jako różnicy między dwoma pozycjami znacznika.
• Zapisanie jako plik w katalogu obrabianego przedmiotu. Następnie istnieje możliwość wyprowadzenia pliku przy pomocy RCS802 albo CF Card i opracowywania danych przy pomocy MS Excel.
Rysunek 8-18 Obraz podstawowy Servo trace
Wiersz tytułowy wykresu zawiera aktualny podział odciętej i wartość różnicową znaczników.
Pokazany wykres daje się przesuwać przy pomocy przycisków kursora w widocznym obsza-rze ekranu.

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 140
Rysunek 8-19 Znaczenie pól
1 Baza czasowa 2 Czas pozycji znacznika 3 Różnica czasowa między znacznikiem 1 i aktualną pozycją znacznika
To menu służy do parametryzacji kanału pomiarowego.
Rysunek 8-20 Wybór sygnału
• Wybór osi: Wybór osi następuje w polu przełącznikowym „Oś”.
• „Typ sygnału“: uchyb nadążania różnica regulatora odchylenie od konturu wartość rzeczywista położenia wartość rzeczywista prędkości wartość zadana prędkości wartość kompensacji zestaw parametrów wartość zadana położenia na wejściu regulatora wartość zadana prędkości na wejściu regulatora wartość zadana przyspieszenia na wejściu regulatora wartość wyprzedzającego sterowania prędkością sygnał zatrzymania dokładnego dokładnie sygnał zatrzymania dokładnego zgrubnie
System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 141
• „Status“:
Zapis następuje w tym kanale Off: kanał jest nieaktywny
W dolnej połowie obrazu można ustawić parametry czas pomiaru i typ przerzutnika dla kana-łu 1. Wszystkie inne kanały przejmują to ustawienie.
• Określenie czasu pomiaru: Czas pomiaru jest wprowadzany bezpośrednio do pola
wprowadzania czasu trwania pomiaru (max 6133 ms).
• Wybór warunku przełączenia: Ustawcie kursor w polu „Warunek przełączenia” i przyci-skiem Toggle wybierzcie warunek.
– Bez przerzutnika, tzn. pomiar rozpoczyna się bezpośrednio po naciśnięciu przycisku programowanego „Start”.
– Zbocze dodatnie
– Zbocze ujemne
– Zatrzymanie dokładne dokładnie uzyskane
– Zatrzymanie dokładne zgrubnie uzyskane
Przyciskami programowanymi „Znacznik V wł.” / „Znacznik V wył.” włączacie albo wyłą-czacie pionową linię pomocniczą. Jaki sygnał jest przedstawiany na osi pionowej, określa-cie poprzez funkcję „Wybór sygnału”.
Przyciskami programowanymi „Znacznik T wł.” / „Znacznik T wył.” włączacie albo wyłą-czacie poziomą linię pomocniczą.
Przy pomocy znaczników dają się określić różnice w kierunku poziomym albo pionowym. W tym celu należy ustawić znacznik na punkcie startowym i nacisnąć przycisk programo-wany „Ustaw znacznik V” albo „Ustaw znacznik T”. W wierszu statusu jest teraz wyświe-tlana różnica między punktem początkowym i aktualną pozycją znacznika. Napis na przy-cisku zmienia się na „Wolny znacznik V” albo „Wolny znacznik T”.
Funkcja ta otwiera kolejną płaszczyznę menu, która udostępnia przyciski do wyświetlania / ukrywania wykresów. Gdy przycisk ma tło czarne, następuje wyświetlanie wykresów dla wybranego kanału trace.
Przy pomocy tej funkcji można powiększyć wzgl. pomniejszyć bazę czasową.
Przy pomocy tej funkcji można powiększyć wzgl. pomniejszyć rozdzielczość (amplitudę).

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 142
Przy pomocy tej funkcji można ustalić wielkości kroków znaczników.
Rysunek 8-21 Kroki znacznika
Poruszanie znacznikami następuje przy pomocy przycisków kursora krokami o wielkości jednego przyrostu. Większe wielkości kroków mogą być ustawiane przy pomocy pól wpro-wadzania. Wartość podaje, o ile jednostek rastrowych należy przesunąć znacznik na jedno naciśnięcie „SHIFT” + ruch znacznika. Gdy znacznik dojdzie do brzegu wykresu, jest auto-matycznie wyświetlany następny raster w kierunku poziomym albo pionowym.
Ta funkcja służy do zapisania albo załadowania danych trace.
Rysunek 8-22 Dane trace
W polu „Nazwa pliku” jest wpisywana pożądana nazwa pliku bez rozszerzenia.
Przy pomocy „Zapisz” dane są zapisywane w katalogu programów obróbki pod podaną na-zwą. Następnie plik może zostać wyprowadzony a dane opracowywane przy pomocy MS Excel.
Przy pomocy „Ładuj” podany plik jest ładowany i dane są wyświetlane graficznie.

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 143
Wersja
To okno zawiera numery wersji i datę sporządzenia poszczególnych komponentów CNC.
Obszar menu Szczegóły HMI jest przewidziany dla potrzeb usługi serwisowej i jest do-stępny poprzez stopień hasła użytkownika. Są wyszczególniane wszystkie programy komponentu obsługi z ich numerami wersji. W wyniku doładowywania komponentów oprogramowania numery wersji mogą różnić się od siebie.
Rysunek 8-23 Obszar menu wersja HMI
Funkcja „szczegóły rejestru” wyświetla przyporządkowanie przycisków sprzętowych (przy-ciski funkcyjne Maszyna, Offset, Program, ...) do uruchamianych programów. Znaczenie poszczególnych kolumn należy odczytać z poniższej tablicy.
Rysunek 8-24 Szczegóły rejestru

System
8.4 Systemowe przyciski programowane (dane serwisowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 144
Tablica 8-3 Znaczenie wpisów pod [DLL arrangement]
Określenie Znaczenie Soft-Key SK1 do SK7 przyporz. przycisków sprzętowych 1 do 7 DLL-Name Nazwa programu do wykonania Class-Name Identyfikator do odbierania wiadomości Start-Method Numer funkcji, która jest wykonywany po wystartowaniu programu Execute-Flag (kind of executing)
0 - Zarządzanie programem następuje przez system bazowy 1 - System bazowy uruchamia program i przekazuje sterowanie załadowanemu programowi
text file name Nazwa pliku tekstowego (bez rozszerzenia) Softkey text-ID (SK ID)
zarezerwowano
password level Wykonanie programu zależy od stopnia hasła. Class SK zarezerwowano SK-File zarezerwowano
Funkcja „Font szczegóły” wyszczególnia dane załadowanych zestawów znaków.
Rysunek 8-25 Font szczegóły
Przy pomocy funkcji „Zmień startową DLL” jest ustalany program startowy.
Po rozruchu systemu sterowanie automatycznie uruchamia zakres czynności obsługo-wych „Maszyna” (SK1). Jeżeli jest pożądane inne zachowanie się przy starcie, funkcja ta umożliwia ustalenie innego programu startowego.
Musi zostać wprowadzony numer programu (kolumna „Soft-Key”), który ma zostać wy-startowany po rozruchu systemu.

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 145
8.5 Systemowe przyciski programowane (PLC)
Przycisk programowany udostępnia dalsze funkcje do diagnozy i uruchomienia PLC.
Ten przycisk programowany otwiera dialog konfiguracji dla parametrów interfejsu połą-czenia STEP 7 poprzez interfejs RS232 sterowania.
Jeżeli interfejs RS232 jest już zajęty przez przesyłanie danych, dopiero po zakończeniu przesyłania możecie sprząc sterowanie z Programming-Tool PLC802 na PG/PC.
Z uaktywnieniem połączenia następuje inicjalizacja interfejsu RS232.
Rysunek 8-26 Ustawienia komunikacyjne
Ustawienie szybkości transmisji następuje poprzez pole przełącznikowe. Są możliwe nastę-pujące wartości 9600 / 19200 / 38400 / 57600 / 115200.

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 146
Modem Jeżeli przesyłanie danych do interfejsu RS232 następuje poprzez modem, wówczas załóżcie następujące możliwości inicjalizacji:
Rysunek 8-27 Inicjalizacja modemu
Następujące inicjalizacje są możliwe poprzez pola przełącznikowe:
• Szybkość transmisji
9600 / 19200 / 38400 / 57600 / 115200.
• Parzystość:
„brak“ przy 10 Bit „nieparzysta“ przy 11 Bit
Dodatkowo są poprzez przycisk programowany „Ustawienia modemu” możliwe następujące ustawienia przy jeszcze nie utworzonym połączeniu:
Rysunek 8-28 Ustawienia modemu

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 147
Poprzez pole przełącznikowe można wybierać następujące typy modemów: • modem analogowy • ISDN Box • Mobile Phone
Wskazówka
Typy obydwu komunikujących się urządzeń muszą być zgodne.
Przy podawaniu wielu zestawów poleceń AT tylko jeden raz konieczne jest rozpoczęcie od AT, wszystkie inne polecenia można po prostu dołączyć, np. AT&FS0=1E1X0&W.
Dokładny wygląd poszczególnych poleceń i ich parametrów należy przeczytać z podręczni-ków producentów, po części bardzo się one różnią między urządzeniami tego samego pro-ducenta. Wartości standardowe w sterowaniu stanowią dlatego tylko absolutne minimum i w każdym przypadku przed pierwszym użyciem należy je sprawdzić.
Ta funkcja uaktywnia połączenie między sterowaniem i PG/PC. Następuje czekanie na wywołanie Programming Tool PLC802. W tym stanie modyfikacje ustawień są niemożliwe.
Napis na przycisku zmienia się na „Rozłącz połączenie”.
Przez naciśnięcie „Rozłącz połączenie” można w dowolnym miejscu przerwać połączenie ze sterowania. Teraz można ponownie dokonać zmian w ustawieniach.
Stan aktywny wzgl. nieaktywny pozostaje zachowany po power on (oprócz rozruchu z domyślnymi danymi). Aktywne połączenie jest wyświetlane przez symbol w wierszu sta-tusu.
Wyjście z menu następuje przy pomocy „RECALL”.
Dalsze funkcje
Status PLC
Przy pomocy tej funkcji mogą być wyświetlane i zmieniane aktualne stany obszarów pa-mięci wymienionych w poniższej tablicy.
Istnieje możliwość równoczesnego wyświetlenia 16 argumentów.
Tablica 8-4 Obszary pamięci
Wejścia I Bajt wejściowy (IBx), słowo wejściowe (Iwx), podwójne słowo wejściowe (IDx) Wyjścia Q Bajt wyjściowy (Qbx), słowo wyjściowe (Qwx), podwójne słowo wyjściowe (QDx) Znaczniki M Bajt znacznikowy (Mx), słowo znacznikowe (Mw), podwójne słowo znacznikowe
(MDx) Czasy T Czas (Tx) Liczniki C Licznik (Zx) Dane V Bajt danych (Vbx), słowo danych (Vwx), podwójne słowo danych (VDx) Format B
H D
binarny szesnastkowy dziesiętny
Przedstawienie w formie binarnej jest w przypadku słów podwójnych niemożliwe. Liczniki i czasy są przedstawiane w formie dziesiętnej.

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 148
Rysunek 8-29 Wyświetlenie statusu PLC
Adres argumentu pokazuje wartość każdorazowo zwiększoną o 1.
Adres argumentu pokazuje wartość każdorazowo zmniejszoną o 1
Skasuj
Wszystkie argumenty są kasowane.
Cykliczna aktualizacja wartości jest przerywana. Możecie następnie zmienić wartości ar-gumentów.
Przy pomocy funkcji „Lista statusu” mogą być wyświetlane i zmieniane sygnały PLC.
Są udostępniane 3 listy: • Wejścia (ustawienie podstawowe) lewa lista
• Znaczniki (ustawienie podstawowe) środkowa lista
• Wyjścia (ustawienie podstawowe) prawa lista
• Zmienne

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 149
Rysunek 8-30 Lista statusu PLC
Zmień
Ten przycisk programowany umożliwia zmianę wartości zaznaczonej zmiennej. Zmiana jest przejmowana przez naciśnięcie „ „Przejęcie”.
Aktywnej kolumnie jest przyporządkowywany nowy zakres. W tym celu maska dialogowa udostępnia do wyboru cztery zakresy. Dla każdej kolumny może zostać nadany adres standardowy, który należy wpisać w odpowiednim polu wprowadzania. Z wyjściem z ma-ski wprowadzania sterowanie zapisuje te ustawienia.
Rysunek 8-31 Maska wyboru typ danych
Do nawigacji w i między kolumnami służą przyciski kursora „Page Up” / „Page Down”
Diagnoza PLC w przedstawieniu jako schemat stykowy (patrz punkt "Diagnoza PLC w przedstawieniu jako schemat stykowy").

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 150
Możecie poprzez PLC wybierać programy obróbki i uruchamiać ich wykonywanie. W tym celu program użytkownika PLC zapisuje do interfejsu PLC numer programu, który następ-nie przy pomocy listy referencyjnej jest zamieniany na nazwę programu. Maksymalnie można zarządzać 255 programami.
Rysunek 8-32 Lista programów PLC
Dialog wyszczególnia wszystkie pliki katalogu MPF i przyporządkowanie na liście referencyj-nej (PLCPROG.LST). Przy pomocy przycisku TAB jest możliwe przełączanie między oby-dwoma kolumnami. Funkcje przycisków programowanych „Kopiuj”, „Wstaw” i „Skasuj” są udostępniane w zależności od kontekstu. Gdy kursor znajduje się po lewej stronie, jest do dyspozycji tylko funkcja „Kopiuj”. Po prawej stronie można przy pomocy funkcji „Wstaw” i „Skasuj” modyfikować listę referencyjną.
Kopiuj
Zapisuje zaznaczoną nazwę pliku w pamięci pośredniej
Wstaw
Wstawia nazwę pliku w aktualnej pozycji kursora
Skasuj
Kasuje zaznaczoną nazwę pliku z listy przyporządkowania
Budowa listy referencyjnej (plik PLCPROG.LST)
Jest ona podzielona na 3 obszary:
Numer Zakres Stopień ochrony 1 do 100 zakres użytkownika użytkownik 101 do 200 producent maszyny producent maszyny 201 do 255 Siemens Siemens
Notacja następuje dla każdego programu wierszami. Na wiersz są przewidziane dwie ko-lumny, które należy od siebie oddzielić przez TAB, spację albo znak „|“. W pierwszej kolum-nie należy podać numer referencyjny PLC a w drugiej nazwę pliku.
Przykład:
1 | Wałek.mpf 2 | Stożek.mpf

System
8.5 Systemowe przyciski programowane (PLC)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 151
Funkcja umożliwia wstawianie wzgl. zmianę tekstów alarmów PLC. Wybierzcie kursorem pożądany numer alarmu. Tylko aktualnie obowiązujący tekst jest równocześnie wyświetla-ny w wierszu wprowadzania.
Rysunek 8-33 Opracowanie tekstu alarmu PLC
Wprowadźcie nowy tekst w wierszu wprowadzania. Wprowadzanie należy zakończyć przyci-skiem „Input” i zapisać przyciskiem „Zapisz”.
Notację tekstów należy przeczytać z instrukcji obsługi.

System
8.6 Systemowe przyciski programowane (pliki uruchomieniowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 152
8.6 Systemowe przyciski programowane (pliki uruchomieniowe)
Funkcja umożliwia sporządzanie, wyprowadzanie i wczytywanie archiwów uruchomienio-wych i projektów PLC.
Okno pokazuje zawartość wybranej stacji w formie struktury katalogów. Poziome przyciski programowane wyszczególniają w celu dokonania wyboru stacje będące do dyspozycji. Pio-nowe przyciski programowane zawierają funkcje sterowania dopuszczalne dla stacji.
Przyporządkowaniami ustawionymi na stałe są:
• 802D Daten: dane uruchomieniowe
• Karta CF klienta: dane klienta na karcie CF
• RS232: interfejs szeregowy
Manipulowanie wszystkimi danymi następuje na zasadzie „Copy & Paste”.
Rysunek 8-34 Pliki uruchomieniowe
Poszczególne grupy danych w obszarze „802D dane” mają następujące zna-czenie:
• Dane: Machine data (dane maszynowe):
Setting data (dane nastawcze) Tool data (dane narzędzi) R variables (parametry R) Work offset (przesunięcie punktu zerowego) Compensation: Leadscrew error, błąd śruby pociągowej (SSFK) Global user data (dane użytkownika)
Te dane są specjalnymi danymi inicjalizacyjnymi i są transportowane jako plik ASCII.

System
8.6 Systemowe przyciski programowane (pliki uruchomieniowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 153
• Archiwum uruchomieniowe (NC/PLC): NC data (dane NC):
NC directories (katalogi NC) Display machine data (dane maszynowe wyświetlania) Compensation: Leadscrew error PLC user alarm texts (teksty alarmów użytkownika PLC) PLC project (projekt PLC) Drive machine data (dane maszynowe napędu)
Te dane tworzą plik uruchomieniowy dla danych NC i PLC i są transportowane binarnie w formacie archiwum HMI.
• Archiwum uruchomieniowe (HMI) User cycles (cykle użytkownika):
User directories (katalogi użytkownika) Language files SP1 (plik językowy SP1) Language files SP2 (plik językowy SP2) Start screen (ekran startowy) Online help (pomoc Online) HMI bitmaps
Te dane tworzą plik uruchomieniowy dla danych HMI i są transportowane binarnie w for-macie archiwum HMI.
• PLC Projekt (PT802D *.PTE):
Dzięki obsługiwaniu manipulowania projektem PLC w formacie eksportowym Programing Tool może następować bezpośrednia wymiana między sterowaniem i Programming Tool bez konwertowania.
Przy pomocy tej funkcji możecie wymieniać dane przy użyciu CompactFlash Card (karta CF).
Przy pomocy tej funkcji możecie sięgać do danych katalogu producenta „F” i wymieniać dane (tylko SINUMERIK 802D sl pro).
Przy pomocy tej funkcji możecie wymieniać dane przy pomocy USB-FlashDrive (tylko SINUMERIK 802D sl pro).
W przypadku funkcji „Karta CF klienta”, „Stacja producenta” i „Stacja USB” macie do dys-pozycji następujące funkcje:
• „Zmiana nazwy”: Przy pomocy tej funkcji możecie zmienić nazwę pliku przedtem wybra-nego kursorem.
• „Nowy katalog”: tworzy nowy katalog
• „Kopiuj”: Kopiuje jeden albo wiele plików do schowka.
• „Wstaw”: Pliki albo katalogi są wstawiane ze schowka do aktualnego katalogu.
• „Skasuj”: Kasuje zaznaczoną nazwę pliku z listy przyporządkowania.
• „Zaznacz wszystkie”: Wszystkie pliki są zaznaczane dla kolejnych operacji.
• „Lista zleceń”: Pokazuje listę aktywnych zleceń plikowych i stwarza możliwość zakończe-nia wzgl. wyświetlenia zlecenia plikowego.
Przy pomocy tej funkcji możecie wprowadzać albo wyprowadzać dane poprzez interfejs RS232.

System
8.6 Systemowe przyciski programowane (pliki uruchomieniowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 154
Usta- wienia
Ta funkcja umożliwia wyświetlanie i zmianę parametrów interfejsu. Zmiany w ustawie-niach działają natychmiast. Funkcja przycisku programowanego „Zapisz” zapisuje wybrane ustawienia dla ich zacho-wania po wyłączeniu. Przycisk „Ustawienia standardowe” przełącza wszystkie ustawienia z powrotem na usta-wienie podstawowe.
Rysunek 8-35 Parametry interfejsu RS232
Parametry interfejsu Tablica 8-5 Parametry interfejsu
Parametr Opis Protokół RTS/CTS
Sygnał RTS (Request to Send) steruje wysyłaniem danych przez urządzenie prze-syłające dane. Aktywne: dane powinny być wysyłane. Pasywne: wyjść z trybu wysyłania dopiero wtedy, gdy wszystkie przekazywane dane są wysłane. Sygnał CTS zgłasza jako sygnał pokwitowania dla RTS gotowość urządzenia do transmisji danych do wysyłania
Szybkość transmisji
Ustawienie szybkości interfejsu. 300 Baud 600 Baud 1200 Baud 2400 Baud 4800 Baud 9600 Baud 19200 Baud 38400 Baud 57600 Baud 115200 Baud
Bity stopu Liczba bitów stopu przy przesyłaniu asynchronicznym. Wprowadzenie: 1 Stopp–Bit (nastawienie domyślne) 2 Stopp–Bits

System
8.6 Systemowe przyciski programowane (pliki uruchomieniowe)
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 155
Parzystość Bity parzystości są stosowane do rozpoznawania błędów. Są one dodawane do kodowanego znaku, aby liczbę miejsc ustawionych na „1” uczynić liczbą nieparzy-stą albo liczbą parzystą. Wprowadzenie: brak parzystości (nastawienie domyślne) parzystość parzysta parzystość nieparzysta
Bity danych Liczba bitów danych przy przesyłaniu synchronicznym. Wprowadzenie: 7 bitów danych 8 bitów danych (nastawienie domyślne)
Zastępowanie po potwierdze-niu
Y: Przy wczytywaniu następuje sprawdzenie, czy plik już istnieje w NC. N: Pliki są zastępowane bez odwrotnego zapytania

System
8.7 Wyświetlenie alarmu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 156
8.7 Wyświetlenie alarmu
Kolejność czynności obsługowych
Okno alarmów jest wyświetlane. Przyciskiem programowanym alarmy NC mogą być sor-towane. Alarmy PLC nie są sortowane.
Rysunek 8-36 Okno wyświetlania alarmów
Przyciski programowane
Alarmy są wyświetlane w posortowaniu według swojego priorytetu. Alarm o najwyższym priorytecie znajduje się na początku listy.
Alarmy są wyświetlane w swojej kolejności czasowej. Najmłodszy alarm znajduje się na początku listy.
Alarmy są wyświetlane w swojej kolejności czasowej. Najstarszy alarm znajduje się na początku listy.

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 157
Programowanie 99.1 Podstawy programowania NC
9.1.1 Programowanie Każdy program ma własną nazwę. Nazwę można wybrać dowolnie przy sporządzaniu pro-gramu przy przestrzeganiu następujących ustaleń:
• pierwsze dwa znaki powinny być literami
• stosować tylko litery, cyfry i podkreślniki
• nie stosować znaków rozdzielających (patrz punkt „Zestaw znaków”)
• kropkę wolno stosować tylko do oznaczenia rozszerzenia pliku.
• stosować maksymalnie 25 znaków
Przykład: RAMKA52
9.1.2 Budowa programu
Budowa i treść Program NC składa się z ciągu bloków (patrz poniższa tablica).
Każdy blok przedstawia jeden krok obróbczy.
W bloku instrukcje są pisane w formie słów.
Ostatni blok w sekwencji wykonywania zawiera specjalne słowo końca programu: M2. Tablica 9-1 Budowa programu NC
Blok Słowo Słowo Słowo ... ; Komentarz Blok N10 G0 X20 ... ; 1. blok Blok N20 G2 Z37 ... ; 2. blok Blok N30 G91 ... ... ; ... Blok N40 ... ... ... Blok N50 M2 ; koniec programu

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 158
9.1.3 Budowa słowa i adres
Działanie/budowa Słowo jest elementem bloku i stanowi w istocie polecenie dla sterowania. Słowo składa się z
• Znak adresowy: zazwyczaj litera
• Wartość liczbowa: ciąg cyfr, który może zostać uzupełniony o znak liczby i kropkę dzie-siętną.
Dodatni znak liczby (+) można pominąć.
Rysunek 9-1 Przykład budowy słowa
Wiele znaków adresowych Słowo może zawierać również wiele liter adresowych. Tutaj jednak wartość liczbowa musi być przyporządkowana poprzez rozdzielający znak „=„. Przykład: CR=5.23
Dodatkowo funkcje G mogą być wywoływane przez nazwę symboliczną (patrz też punkt „Przegląd instrukcji”). Przykład: SCALE; włączenie współczynnika skali
Adres rozszerzony W przypadku adresów
R parametr obliczeniowy H funkcja H
I, J, K parametry interpolacji/punkt pośredni
adres jest rozszerzany o 1 do 4 cyfr, aby uzyskać większą liczbę adresów. Przyporządkowa-nie wartości musi przy tym następować poprzez znak równości „=„ (patrz też punkt „Przegląd instrukcji“).
Przykład: R10=6.234 H5=12.1 I1=32.67

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 159
9.1.4 Budowa bloku
Działanie Blok powinien zawierać wszystkie dane do wykonania kroku roboczego.
Blok składa się zazwyczaj z wielu słów i jest zawsze kończony znakiem końca bloku „ LF „ (nowy wiersz). Jest on wytwarzany automatycznie przy pisaniu przy naciśnięciu przycisku przełączenia wiersza albo przycisku „Input”.
Rysunek 9-2 Schemat budowy bloku
Kolejność słów Jeżeli w jednym bloku jest wiele instrukcji, wówczas jest zalecana następująca kolejność: N... G... X... Z... F... S... T... D... M... H...
Wskazówka dot. numerów bloków Wybierajcie na początku numery bloków w skokach co 5 albo co 10. Pozwoli Wam to na późniejsze wstawianie bloków przy zachowaniu ich rosnącej numeracji.
Maskowanie bloków Bloki programu, które mają być wykonywane nie przy każdym jego przebiegu mogą zostać specjalnie zaznaczone ukośnikiem „/” przed słowem numeru bloku. Samo maskowanie bloków jest uaktywniane przez obsługę (sterowanie programem: „SKP”) albo przez sterowanie adaptacyjne (sygnał). Fragment programu można maskować przez wiele kolejnych bloków z „/”. Jeżeli podczas wykonywania programu maskowanie bloków jest aktywne, wszystkie bloki programu oznaczone przez „/” nie są wykonywane. Wszystkie instrukcje zawarte w odno-śnych blokach nie są uwzględniane. Program jest kontynuowany od następnego bloku bez oznakowania

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 160
Komentarz, wskazówka Instrukcje w blokach programu mogą być objaśniane komentarzami (wskazówkami). Komen-tarz rozpoczyna się od znaku „;” i kończy znakiem końca bloku. Komentarze są wyświetlane razem z pozostałą treścią bloku na aktualnym wyświetleniu blo-ku.
Komunikaty Komunikaty są programowane w oddzielnym bloku. Komunikat jest wyświetlany w specjal-nym polu i jest zachowywany aż do końca programu albo do wykonywania bloku z kolejnym komunikatem. Może być wyświetlanych max 65 znaków tekstu komunikatu. Komunikat bez tekstu kasuje poprzedni komunikat. MSG(„TO JEST TEKST KOMUNIKATU“)
Przykład programowania N10 ; Firma G&S zlecenie Nr 12A71 N20 ; część pompy 17, Nr rysunku: 123 677 N30 ; program sporządził Pan Adam, dział TV4 N40 MSG(„RYSUNEK NR.: 123677“) :50 G54 F4.7 S220 D2 M3 ; blok główny N60 G0 G90 X100 Z200 N70 G1 Z185.6 N80 X112 /N90 X118 Z180 ; blok może być maskowany N100 X118 Z120 N110 G0 G90 X200 N120 M2 ; koniec programu

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 161
9.1.5 Zestaw znaków Następujące znaki można stosować do programowania i są one interpretowane odpowiednio do ustaleń.
Litery, cyfry A, B, C, D, E, F, G, H, I, J, K, L, M, N,O, P, Q, R, S, T, U, V, W X, Y, Z 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 Małe i duże litery nie są rozróżniane.
Znaki specjalne dające się drukować ( nawias okrągły otworzyć „ cudzysłów ) nawias okrągły zamknąć _ podkreślnik (należy do liter) [ nawias kwadratowy otworzyć . kropka dziesiętna ] nawias kwadratowy zamknąć , przecinek, znak rozdzielający < mniejsze niż ; początek komentarza > większe niż % zarezerwowano, nie stosować : blok główny, zakończenie etykiety & zarezerwowano, nie stosować = przyporządkowanie, część równania ‚ zarezerwowano, nie stosować / dzielenie, maskowanie bloku $ własne oznaczenie zmiennych sys-
temu * mnożenie ? zarezerwowano, nie stosować + dodawanie, dodatni znak liczby ! zarezerwowano, nie stosować - odejmowanie, ujemny znak liczby
Znaki specjalne nie dające się drukować
LF znak końca bloku Blank Znak rozdzielający między słowami, znak pusty Tabulator zarezerwowano, nie stosować

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 162
9.1.6 Przegląd instrukcji Funkcje dostępne w przypadku SINUMERIK 802D sl plus i pro!
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
D Numer korekcji narzędzia
0 ... 9, tylko całko-witoliczbowe, bez znaku
zawiera dane korekcyjne dla okre-ślonego narzędzia T... ; D0->wartości korekcji = 0, max 9 nume-rów D dla narzędzia
D...
F Posuw 0.001 ... 99 999.999
Prędkość po torze ruchu narzę-dzie/obrabiany przedmiot, jednostka miary w mm/min albo mm/obrót zależnie od G94 albo G95
F...
F Czas oczekiwania (blok z G4)
0.001 ... 99 999.999
Czas oczekiwania w sekundach G4 F... ;oddzielny blok
G Funkcja G (waru-nek drogowy)
tylko całkowitolicz-bowe, zadane wartości
Funkcje G są podzielone na grupy G. W jednym bloku można napisać tylko jedną funkcję G z danej grupy. Funkcja G może być modalna (do odwołania przez inną funkcję z tej samej grupy) albo działa tylko dla tego bloku, w którym się znajduje (działa pojedynczymi blokami).
G... albo nazwa symboliczna, np.: CIP
Grupa G: G0 Interpolacja prostoliniowa z przesuwem
szybkim G0 X... Y... Z... ; kartezjań-ski we współrzędnych biegunowych: G0 AP=... RP=... albo z dodatkową osią: G0 AP=... RP=.. Z.. ; np.: przy G17 oś Z
G1 * Interpolacja prostoliniowa z posuwem
1: polecenia ruchu (rodzaj interpolacji) działa modalnie
G1 X... Y... Z... F... we współrzędnych biegu-nowych: G1 AP=... RP=... F... albo z dodatkową osią: G1 AP=... RO=... Z... F...; np. przy G17 oś Z

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 163
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
G2 Interpolacja kołowa zgodnie z ruchem wskazówek zegara (w połączeniu z również interpolacja linii śrubowej -> patrz w przypadku TURN)
G2 X... Y... I... J... F... ;punkt środkowy i końcowyG2 X... Y... CR=... F... ;promień i punkt końcowy G2 AR=... I... J... F... ;kąt rozwarcia i punkt środkowyG2 AR=... X... Y... F... ; kąt rozwarcia i punkt końcowy we współrzędnych biegu-nowych: G2 AP=... RP=... F... albo z dodatkową osią: G2 AP=... RP=... Z... F... ; np. przy G17 oś Z
G3 Interpolacja kołowa przeciwnie do ruchu wskazówek zegara (w połączeniu z 3. osią i TURN=... rów-nież interpolacja linii śrubowej -> patrz w przypadku TURN)
G3 .... ; poza tym jak przy G2
CIP Interpolacja kołowa poprzez punkt po-średni
CIP X... Y... Z... I1=... J1=..., K1=... F...
CT Interpolacja kołowa, przejście styczne N10 ... N20 CT X... Y... F... okrąg, przejście styczne do po-przedniego fragmentu toru
G33 Nacinanie gwintu, gwintowanie otworu ze stałym skokiem
S... M... ; prędkość obroto-wa wrzeciona, kierunek G33 Z... K... ; gwintowanie otworu z użyciem oprawki wyrów-nawczej, np. w osi Z
G331 Interpolacja gwintu N10 SPOS=... ;wrzeciono w regulacji położenia N20 G331 Z... K... S... ;gwintowanie otworu bez oprawki wyrównawczej, np. w osi Z ; gwint prawy albo lewy jest ustalany poprzez znak skoku (np. K+): +: jak przy M3 -: jak przy M4
G332 Interpolacja gwintu - wycofanie
d
G332 Z... K... ;gwintowanie otworu bez oprawki wyrównawczej, np. w osi Z, ruch wycofania ;znak skoku jak w przypad-ku G331

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 164
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
G4 Czas oczekiwania G4 F... ; oddzielny blok, F: czas w sekundach albo G4 S.... ; oddzielny blok, S: w obrotach wrzeciona
G63 Gwintowanie otworu z użyciem oprawki wyrównawczej
G63 Z... F... S... M...
G74 Dosunięcie do punktu odniesienia G74 X1=0 Y1=0 Z1=0 ;oddzielny blok, (identyfika-tor osi maszyny!)
G75 Dosunięcie do punktu stałego G75 X1=0 Y1=0 Z1=0 ;oddzielny blok, (identyfika-tor osi maszyny!)
G147 Dosunięcie WAB po prostej G147 G41 DISR=... DISCL=... FAD=... F... X... Y... Z...
G148 Odsunięcie WAB po prostej G148 G40 DISR=.. DISCL=... FAD=... F... X... Y... Z...
G247 Dosunięcie WAB po ćwierćokręgu G247 G41 DISR=... DISCL=... FAD=... F... X... Y... Z...
G248 Odsunięcie WAB po ćwierćokręgu G248 G40 DISR=... DISCL=... FAD=...F...X... Y... Z...
G347 Dosunięcie WAB po półokręgu G347 G41 DISR=.. DISCL=... FAD=... F... X... Y... Z...
G348 Odsunięcie WAB po półokręgu
2: ruchy specjalne, działające pojedynczymi blokami
G348 G40 DISR=... DISCL=... FAD=... F... X... Y... Z...
TRANS Przesunięcie programowane TRANS X... Y... Z... ;własny blok
ROT Programowany obrót ROT RPL=... ; obrót w aktualnej płaszczyźnie G17 do G19, własny blok
SCALE Programowany współczynnik skali SCALE X... Y... Z... ; współczynnik skali w kie-runku podanej osi, własny blok
MIRROR Programowane lustrzane odbicie MIRROR X0 ; oś współ-rzędnych, której kierunek ulega zamianie, własny blok
ATRANS Addytywne przesunięcie programowane ATRANS X... Y... Z... ;własny blok
AROT addytywny programowany obrót
3: zapisanie w pamięci działa pojedynczymi blokami
AROT RPL=... ; add. obrót w aktualnej płaszczyźnie G17 do G19, własny blok

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 165
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
ASCALE Addytywny programowany współczynnik skali
ASCALE X... Y... Z...; współczynnik skali w kie-runku podanej osi, własny blok
AMIRROR Addytywne programowane lustrzane odbicie
AMIRROR X0 ; oś współ-rzędnych, której kierunek ulega zamianie, własny blok
G25 dolne ograniczenie prędkości obrotowej wrzeciona albo dolne ograniczenie pola roboczego
G25 S... ;własny blok G25 X... Y... Z... ;własny blok
G26 górne ograniczenie prędkości obrotowej wrzeciona albo górne ograniczenie pola roboczego
G26 S... ;własny blok G26 X... Y... Z... ;własny blok
G110 Podanie bieguna, w stosunku do ostat-niej zaprogramowanej pozycji zadanej
G110 X... Y... ; podanie bieguna, kartezjańskie, np.: w przypadku G17 G110 RP=... AP=...; podanie bieguna, biegunowe, wła-sny blok
G111 Podanie bieguna, w stosunku do punktu zerowego aktualnego układu współrzęd-nych obrabianego przedmiotu
G111 X... Y... ; podanie bieguna, kartezjańskie, np.: w przypadku G17 G111 RP=... AP=...; podanie bieguna, biegunowe, wła-sny blok
G112 Podanie bieguna, w stosunku do ostatnio obowiązującego BIEGUNA
G112 X... Y... ; podanie bieguna, kartezjańskie, np.: w przypadku G17 G112 RP=... AP=...
G17 Płaszczyzna X/Y G18 * Płaszczyzna Z/X G19 Płaszczyzna Y/Z
6: wybór płaszczyzny działa modalnie
G17 .... ;osią prostopadłą do tej płaszczyzny jest oś korekcji długości narzędzia
G40 * Korekcja promienia narzędzia WYŁ G41 Korekcja promienia narzędzia na lewo
od konturu
G42 Korekcja promienia narzędzia na prawo od konturu
7: Korekcja promienia narzędzia działa modalnie
G500 * nastawiane przesun. punktu zerowego WYŁ
G54 1. ustawiane przesun. punktu zerowego G55 2.ustawiane przesun. punktu zerowego G56 3.ustawiane przesun. punktu zerowego G57 4.ustawiane przesun. punktu zerowego G58 5.nastawiane przesun. punktu zerowego G59 6.nastawiane przesun. punktu zerowego
8: nastawiane przesunięcie punktu zerowego działa modalnie

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 166
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
G53 Maskowanie pojedynczymi blokami nastawnego przesunięcia punktu zero-wego
G153 Działające pojedynczymi blokami na-stawne przesunięcie punktu zerowego łącznie z frame bazowym
9: Maskowanie nastawiane przesu-nięcie punktu zerowego działające pojedynczymi blokami
G60 * Zatrzymanie dokładne G64 Przejście płynne
10: Zachowanie się przy dosunięciu działa modalnie
G62 Zwłoka na narożnikach wewnętrznych przy aktywnej korekcji promienia narzę-dzia (G41, G42)
Tylko razem z przechodzeniem płynnym.
G62 Z... G1
G9 Zatrzymanie dokładne pojedynczymi blokami
11: Zatrzymanie dokładne - działa-jące pojedynczymi blokami
G601 * Okno zatrzymania dokładnego przy G60, G9
G602 Okno zatrzymania zgrubnego przy G60, G9
12: Okno zatrzymania dokładnego działa modalnie
G621 Zwłoka na wszystkich narożnikach Tylko razem z przechodzeniem płynnym.
G621 ADIS=...
G70 Podawanie wymiarów w calach G71 * Podawanie wymiarów metryczne G700 Podawanie wymiarów w calach, również
dla posuwu
G710 Podawanie wymiarów metryczne, rów-nież dla posuwu F
13: Podawanie wymiarów cale/metr. działa modalnie
G90 * Absolutne podawanie wymiarów G91 Przyrostowe podawanie wymiarów
14: Wymiar absolutny/przyrostowy działa modalnie
G94* Posuw F w mm/min G95 Posuw F w mm/obrót wrzeciona
15: Posuw/wrzeciono działa modalnie
CFC* Korekcja posuwu w przypadku okrąg WŁ.
CFTCP Korekcja posuwu WYŁ.
16. Korekcja posuwu działa modalnie
G450 * Okrąg przejściowy G451 Punkt przecięcia
18: Zachowanie się na narożnikach przy korekcji promienia narzędzia działa modalnie
BRISK * Przyśpieszenie skokowe ruchu po torze SOFT Przyspieszenie po torze ruchu z ogra-
nicz. przysp. drugiego stopnia
21: Profil przyspieszenia działa modalnie
FFWOF * Sterowanie wyprzedzające WYŁ. FFWON Sterowanie wyprzedzające WŁ.
24: Sterowanie wyprzedzające działa modalnie
WALIMON *
Ograniczenie pola roboczego WŁ. ; obowiązuje dla wszystkich osi, które zostały uaktyw-nione przy pomocy danej nastawczej, wartości od-powiednio do G25, G26
WALIMOF Ograniczenie pola roboczego WYŁ.
28: Ograniczenie pola roboczego działa modalnie
COMPOF* Kompresor WYŁ. 30: Kompresor, działający modalnie

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 167
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
COMPCAD Kompresor dla jakości powierzchni WŁ. Dostępny tylko przy SINUMERIK 802Dsl pro!
EXTCALL Wykonanie podprogramu zewnętrznego Doładowywanie programu z HMI w trybie "wykonywa-nie ze źródła zewnętrzne-go".
G340 * Dosunięcie i odsunięcie przestrzenne (WAB)
G341 Dosunięcie i odsunięcie w płaszczyźnie (WAB)
44. Podział drogi w przypadku WAB działający modalnie
G290 * Tryb SIEMENS G291 Tryb zewnętrzny
47: Zewnętrzne języki NC działające modalnie
Funkcje oznaczone przez * działają na początku programu (wariant sterowania dla technologii "frezowanie", jeżeli nie zaprogramowano inaczej a producent maszyny zachował ustawienie standardowe). H H0= do H9999=
Funkcja H ± 0.0000001 ... 9999 9999 (8 miejsc dziesięt-nych) albo z poda-niem wykładnika: ± (10-300 ... 10+300 )
Przeniesienie wartości do PLC, ustalenie znaczenia przez produ-centa maszyny
H0=... H9999=... np.: H7=23.456
I Parametry interpo-lacji
±0.001 ... 99 999.999 gwint: ±0.001 ... 2000.000
należy do osi X, znaczenie zależnie od G2, G3 -> punkt środkowy okrę-gu albo G33, G331, G332->skok gwintu
patrz G2, G3, G33, G331 i G332
J Parametry interpo-lacji
±0.001 ... 99 999.999 gwint: ±0.001 ... 2000.000
należy do osi Y, ponadto jak I patrz G2, G3, G33, G331 i G332
K Parametry interpo-lacji
±0.001 ... 99 999.999 gwint: ±0.001 ... 2000.000
należy do osi Z, ponadto jak I patrz G2, G3, G33, G331 i G332
I1= Punkt pośredni dla interpolacji kołowej
±0.001 ... 99 999.999
należy do osi X, podanie przy inter-polacji kołowej z CIP
patrz CIP
J1= Punkt pośredni dla interpolacji kołowej
±0.001 ... 99 999.999
należy do osi Y, podanie przy inter-polacji kołowej z CIP
patrz CIP
K1= Punkt pośredni dla interpolacji kołowej
±0.001 ... 99 999.999
należy do osi Z, podanie przy inter-polacji kołowej z CIP
patrz CIP
L Podprogram, na-zwa i wywołanie
7 miejsc dziesięt-nych, tylko całkowi-toliczbowe, bez znaku
zamiast dowolnej nazwy można również wybrać L1 ...L9999999; przez to podprogram (UP) jest wy-woływany również w oddzielnym bloku, Pamiętaj: L0001 nie jest równe L1 Nazwa „LL6” jest zarezerwowana dla podprogramu zmiany narzędzia!
L.... ;własny blok

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 168
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
M Funkcja dodatkowa 0 ... 99 tylko całkowitolicz-bowe, bez znaku
Np. do wyzwalania działań łącze-niowych jak „chłodziwo „zał.”, max 5 funkcji M w jednym bloku,
M...
M0 Zatrzymanie programowane Na końcu bloku z M0 obróbka jest zatrzymywana, kontynuacja prze-biegu następuje przez nowy „NC-START”
M1 Zatrzymanie do wyboru jak M0, jednak zatrzymanie nastę-puje tylko wtedy, gdy dociera spe-cjalny sygnał (sterowanie progra-mem: „M01”)
M2 Koniec programu znajduje się w ostatnim bloku se-kwencji obróbki
M30 - zarezerwowano, nie stosować M17 - zarezerwowano, nie stosować M3 Wrzeciono obroty w prawo M4 Obroty wrzeciona w lewo M5 Wrzeciono stop M6 Zmiana narzędzia tylko gdy jest uaktywniona poprzez
daną maszynową przez M6, w in-nym przypadku zmiana bezpośred-nio poleceniem T
M40 Automatyczne przełączanie stopni prze-kładni
M41 do M45
Stopień przekładni 1 do st. przekł. 5
M70, M19 - zarezerwowano, nie stosować M... pozostałe funkcje M Działanie nie jest ustalone po stro-
nie sterowania i przez to jest do dowolnej dyspozycji producenta maszyny
N Numer bloku - blok pomocniczy
0 ... 9999 9999 tylko całkowitolicz-bowe, bez znaku
Można stosować do oznaczania bloków numerem, znajduje się na początku bloku
N20 ...
: Numer bloku - blok główny
0 ... 9999 9999 tylko całkowitolicz-bowe, bez znaku
Specjalne oznaczanie bloków - zamiast N..., ten blok powinien za-wierać wszystkie instrukcje dla kompletnego następnego kroku obróbki
:20 ...
P Liczba przebiegów podprogramu
1 ... 9999 tylko całkowitolicz-bowe, bez znaku
Przy wielokrotnym przebiegu pod-programu znajduje się w tym sa-mum bloku co wywołanie
L781 P... ;własny blok N10 L871 P3 ; trzykrotne przebieg
R0 do R299
Parametry oblicze-niowe
± 0.0000001 ... 9999 9999 (8 miejsc dziesięt-nych) albo z poda-niem wykładnika: ± (10-300 ... 10+300 )
R1=7.9431 R2=4 z podaniem wykładnika: R1=-1.9876EX9 ; R1=-1 987 600 000

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 169
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
Funkcje obliczeniowe Oprócz podstawowych operacji arytmetycznych z operatorami + - * / istnieją następujące funkcje oblicze-niowe:
SIN( ) Sinus podanie stopni R1=SIN(17.35) COS( ) Cosinus podanie stopni R2=COS(R3) TAN( ) Tangens podanie stopni R4=TAN(R5) ASIN( ) Arcus sinus R10=ASIN(0.35) ; R10:
20,487stopni ACOS( ) Arcus cosinus R20=ACOS(R2) ; R20: ...
stopni ATAN2( , ) Arcus tangens2 Z dwóch prostopadłych do siebie
wektorów jest obliczany kąt wektora wynikowego. Odniesieniem kąta jest zawsze 2. podany wektor. Wynik w zakresie: -180 do +180 stopni
R40=ATAN2(30.5,80.1) ; R40: 20.8455 stopni
SQRT( ) Pierwiastek kwa-dratowy
R6=SQRT(R7)
POT( ) Kwadrat R12=POT(R13) ABS( ) Wartość bez-
względna R8=ABS(R9)
TRUNC( ) część całkowito-liczbowa
R10=TRUNC(R11)
LN( ) logarytm naturalny R12=LN(R9) EXP( ) Funkcja wykładni-
cza R13=EXP(R1)
RET Koniec podprogra-mu
Zastosowanie zamiast M2 - do za-chowania pracy z przechodzeniem płynnym
RET ;własny blok
S... Prędk. obr. wrze-ciona
0.001 ... 99 999.999
Jedn. miary prędkości obr. wrzecio-na obr/min
S...
S Czas oczekiwania w bloku z G4
0.001 ... 99 999.999
Czas oczekiwania w obrotach wrze-ciona
G4 S... ;własny blok
T Numer wrzeciona 1 ... 32 000 tylko całkowitolicz-bowe, bez znaku
Zmiana narzędzia może nastąpić bezpośrednio poleceniem T albo dopiero przy M6. Można to ustawić w danej maszynowej.
T...
X Oś ±0.001 ... 99 999.999
Informacja o drodze X...
Y Oś ±0.001 ... 99 999.999
Informacja o drodze Y...
Z Oś ±0.001 ... 99 999.999
Informacja o drodze Z...
AC Współrzędna absolutna
- dla określonej osi można pojedyn-czymi blokami podać wymiar dla punktu końcowego albo środkowego odmiennie od G91
N10 G91 X10 Z=AC(20) ;X -wymiar przyrostowy, Z -wymiar absolutny

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 170
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
ACC[oś] Procentowa korek-cja przyśpieszenia
1 ... 200 , całkowi-toliczbowa
Korekcja przyspieszenia dla osi albo wrzeciona, podanie w procentach
N10 ACC[X]=80 dla osi X 80% N20 ACC[S]=50 ;dla wrze-ciona 50%
ACP Współrzędna abso-lutna, dosunięcie do pozycji w kie-runku dodatnim (dla osi obrotowej, wrzeciona)
- dla osi obrotowej można pojedyn-czymi blokami podawać wymiar dla punktu końcowego przy pomocy ACP(...) odmiennie od G90/G91, można stosować również przy pozy-cjonowaniu wrzeciona
N10 A=ACP(45.3) ; dosu-nięcie do pozycji absolutnej oś A w kierunku dodatnim N20 SPOS=ACP(33.1) ;pozycjonowanie wrzeciona
ACN Współrzędna abso-lutna, dosunięcie do pozycji w kie-runku ujemnym (dla osi obrotowej, wrzeciona)
- dla osi obrotowej można pojedyn-czymi blokami podawać wymiar dla punktu końcowego przy pomocy ACN(...) odmiennie od G90/G91, można stosować również przy pozy-cjonowaniu wrzeciona
N10 A=ACN(45.3) ; dosu-nięcie do pozycji absolutnej oś A w kierunku ujemnym N20 SPOS=ACN(33.1) ;pozycjonowanie wrzeciona
ANG Kąt dla podania współrzędnej w zarysie konturu
±0.00001 ... 359.99999
Podanie w stopniach, możliwość podania prostej przy G0 albo G1, jest znana tylko jedna współrzędna punktu końcowego w płaszczyźnie albo w przypadku konturów poprzez wiele bloków cały punkt końcowy jest nieznany
N10 G1 X... Z.... N11 X... ANG=... albo kontur przez wiele bloków: N10 G1 X... Z... N11 ANG=... N12 X... Z... ANG=...
AP Kąt biegunowy 0 ... ±359.99999 Oferta w stopniach, ruch we współ-rzędnych biegunowych, ustalenie bieguna; do tego: RP - promień biegunowy
patrz G0, G1, G2, G3 G110, G111, G112
AR Kat rozwarcia dla interpolacji kołowej
0.00001 ... 359.99999
Podanie w stopniach, możliwość ustalenia okręgu przy G2/G3
patrz G2, G3
CALL Pośrednie wywoła-nie cyklu
- Specjalna forma wywołania cyklu, nie ma przekazania parametrów, nazwa cyklu zapisana w zmiennej, przewidziana tylko do wewnętrzne-go zastosowania w cyklach
N10 CALL VARNAME ; nazwa zmiennej
CHF Fazka, zastosowa-nie ogólne
0.001 ... 99 999.999
Między dwa bloki konturu wstawia fazkę o podanej długości fazki
N10 X... Z.... CHF=... N11 X... Z...
CHR Fazka, w zarysie konturu
0.001 ... 99 999.999
Między dwa bloki konturu wstawia fazkę o podanej długości ramienia
N10 X... Z.... CHR=... N11 X... Z...
CR Promień dla inter-polacji kołowej
0.010 ... 99 999.999 znak ujemny - dla wyboru okręgu: większy niż pół-okrąg
możliwość ustalenia okręgu przy G2/G3
patrz G2, G3

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 171
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
CYCLE... HOLES... POCKET.. SLOT...
Cykl obróbki tylko zadane war-tości
Wywoływanie cykli obróbkowych wymaga oddzielnego bloku, przewi-dziane przekazywane parametry muszą być wyposażone w wartości Specjalne wywołania cykli są możli-we przy pomocy dodatkowego MCALL albo CALL
CYCLE81 Wiercenie, nakiełkowanie N5 RTP=110 RFP=100.... ;wyposażyć w wartości N10 CYCLE81(RTP, RFP, ...) ; własny blok
CYCLE82 Wiercenie, pogłębianie czołowe N5 RTP=110 RFP=100 .... ;wyposażyć w wartości N10 CYCLE82(RTP, RFP, ...) ;własny blok
CYCLE83 Wiercenie otworu głębokiego N10 CYCLE83(110, 100, ...) ;albo wartości przeka-zać bezpośrednio, własny blok
CYCLE84 Gwintowanie otworu bez oprawki wy-równawczej
N10 CYCLE84(...) ;własny blok
CYCLE840 Gwintowanie otworu z oprawką wyrów-nawczą
N10 CYCLE840(...) ;własny blok
CYCLE85 Rozwiercanie N10 CYCLE85(...) ;własny blok
CYCLE86 Wytaczanie N10 CYCLE86(...) ;własny blok
CYCLE87 Rozwiercanie 3 N10 CYCLE87(...) ;własny blok
CYCLE88 Wiercenie z zatrzymaniem N10 CYCLE88(...) ;własny blok
CYCLE89 Rozwiercanie 5 N10 CYCLE89(...) ;'własny blok
CYCLE90 Frezowanie gwintu CYCLE90(...) ;własny blok HOLES1 Szereg otworów N10 HOLES1(...) ;własny
blok HOLES2 Koło otworów N10 HOLES2(...) ;własny
blok SLOT1 Tylko frezowanie N10 SLOT1 ;własny blok SLOT2 Frezowanie rowka kołowego N10 SLOT2(...) ;własny
blok POCKET3 Wnęka prostokątna N10 POCKET3(...) ;własny
blok POCKET4 Wnęka kołowa N10 POCKET4(...) ;własny
blok CYCLE71 Frezowanie płaszczyzny N10 CYCLE71(...) ;własny
blok

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 172
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
CYCLE72 Frezowanie konturowe N10 CYCLE72(...) ;własny blok
LONGHOLE
Otwór podłużny N10 LONGHOLE(...) ;własny blok
DC Współrzędna abso-lutna, bezpośredni ruch do pozycji (dla osi obrotowej, wrzeciona)
- Dla osi obrotowej można pojedyn-czymi blokami podawać wymiar dla punktu końcowego przy pomocy DC(...) odmiennie od G90/G91, można to stosować również przy pozycjonowaniu wrzeciona
N10 A=DC(45.3) ;bezpośredni ruch do pozy-cji w osi A N20 SPOS=DC(33.1) ;pozycjonowanie wrzeciona
DEF Instrukcja definiu-jąca
Definiowanie lokalnych zmiennych użytkownika typu BOOL, CHAR, INT, REAL, bezpośrednio na po-czątku programu
DEF INT VARI1=24, VARI2 ; 2 zmienne typu INT ; nazwę ustala użytkownik DEF STRING[12] VARS3="HELLO" ;max 12 znaków
DISCL Odstęp dosunięcia / odsunięcia ruchu dosuwu do płasz-czyzny obróbki (WAB)
- Odstęp bezpieczeństwa do przełą-czenia prędkości przy ruchu dosu-wu, proszę przestrzegać: G340, G341
patrz przy G147, G148, G247, G248, G347, G348
DISR Odstęp albo pro-mień dosunięcia / odsunięcia (WAB)
- G147/G148: odstęp krawędzi frezu od punktu startowego wzgl. końco-wego konturu G247, G347/G248, G348:
patrz przy G147, G148, G247, G248, G347, G348
FAD Prędkość przy dosuwie (WAB)
- Prędkość działa po osiągnięciu odstępu bezpieczeństwa przy do-suwie, przestrzegaj: G340, G341
patrz przy G147, G148, G247, G248, G347, G348
FRC Posuw pojedyn-czymi blokami dla fazki/zaokrąglenia
0, >0 przy FRC=0 działa posuw F Jednostka miary patrz przy F i G94, G95 Fazka/zaokrąglenie patrz CHF, CHR, RND
FRCM modalny posuw dla fazki/zaokrąglenia
0, >0 przy FRCM=0 działa posuw F Jednostka miary patrz przy F i G94, G95 Zaokrąglenie, zaokrąglanie modalne patrz przy RND, RNDM
FXS [oś]
Ruch do oporu sztywnego
=1: wybór =0: cofnięcie
Oś: zastosowanie identyfikatora osi maszynowej
N20 G1 X10 Z25 FXS[Z1]=1 FXST[Z1]=12.3 FXSW[Z1]=2 F...
FXST [oś] Moment zacisku, ruch do oporu sztywnego
> 0.0 ... 100.0 w %, max 100% od max momentu napędu, Oś: zastosowanie identyfikatora osi maszynowej
N30 FXST[Z1]=12.3

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 173
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
FXSW [oś] Okno nadzoru, ruch do oporu sztywnego
> 0.0 Jednostka miary mm albo stopni, specyficznie dla osi Oś: zastosowanie identyfikatora osi maszynowej
N40 FXSW[Z1]=2.4
GOTOB Instrukcja skoku wstecz
- w połączeniu z etykietą następuje skok do zaznaczonego bloku, cel skoku jest położony w kierunku początku programu,
N10 LABEL1: ... ... N100 GOTOB ETYKIETA1
GOTOF Instrukcja skoku do przodu
- w połączeniu z etykietą następuje skok do zaznaczonego bloku, cel skoku jest położony w kierunku końca programu
N10 GOTOF ETYKIETA2 ... N130 ETYKIETA2: ...
IC Współrzędna w wymiarze przyro-stowym
- dla określonej osi można pojedyn-czymi blokami podawać wymiar dla punktu końcowego odmiennie od G90.
N10 G90 X10 Z=IC(20) ;Z -wymiar przyrostowy, X -wymiar absolutny
IF Warunek skoku - Przy spełnionym warunku skoku następuje skok do bloku z etykietą:, w przeciwnym przypadku następna instrukcja/blok, wiele instrukcji IF w jednym bloku jest możliwych Operatory porównania: = = równe, <> nierówne > większe niż, < mniejsze niż >= większe lub równe <= mniejsze lub równe
N10 IF R1>5 GOTOF ETYKIETA3 ... N80 ETYKIETA3: ...
MEAS Pomiar z kasowa-niem pozostałej drogi
+1 -1
=+1: wejście pomiarowe1, zbocze rosnące =-1: wejście pomiarowe 1, zbocze opadające
N10 MEAS=-1 G1 X... Y... Z... F...
MEAW Pomiar bez kaso-wania pozostałej drogi
+1 -1
=+1: wejście pomiarowe1, zbocze rosnące =-1: wejście pomiarowe 1, zbocze opadające
N10 MEAW=1 G1 X... Y... Z... F...
$A_DBB[n] $A_DBW[n] $A_DBD[n] $A_DBR[n]
Bajt danych Słowo danych Podwójne słowo danych Dane real
Odczyt i zapis zmiennych PLC N10 $A_DBR[5]=16.3 ; zapis zmiennych real ; z położeniem 5 offsetu ; (położenie, typ i znacze-nie są uzgodnione między NC i PLC)
$A_MONIFACT
Współczynnik dla nadzoru czasu żywotności
> 0.0 Wartość inicjalizacyjna: 1.0 N10 $A_MONIFACT=5.0 ; 5-krotnie szybszy przebieg czasu żywotności
$AA_FXS [oś]
Status, ruch do oporu sztywnego
- Wartości: 0 ... 5 Oś: identyfikator osi maszyny
N10 IF $AA_FXS[X1]==1 GOTOF ....
$AA_MM[ oś]
Wynik pomiaru osi w układzie współ-rzędnych maszyny
- Oś: identyfikator osi wykonującej ruch przy pomiarze (X, Z)
N10 R1=$AA_MM[X]
$AA_MW[oś]
Wynik pomiaru osi w układzie współ-rzędnych obrabia-nego przedmiotu
- Oś: identyfikator osi wykonującej ruch przy pomiarze (X, Z)
N10 R2=$AA_MW[X]

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 174
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
$A..._..._ TIME
Zegar czasu prze-biegu: $AN_SETUP_TIME $AN_POWERON_TIME $AC_OPERATING_TIME $AC_CYCLE_TIME $AC_CUTTING_TIME
0.0 ... 10+300 min (wartość tylko do odczytu) min (wartość tylko do odczytu) s s s
Zmienne systemowe: Czas od ostatniego rozruchu stero-wania Czas od ostatniego normalnego rozruchu Całkowity czas przebiegu wszyst-kich programów NC Czas przebiegu programu NC (tylko wybranego) Czas skrawania przez narzędzie
N10 IF $AC_CYCLE_TIME==50.5 ....
$AC_..._PARTS
Licznik obr. przedm. $AC_TOTAL_PARTS $AC_REQUIRED_PARTS $AC_SPECIAL_PARTS
0...999 999 999, całkowitoliczbowo
Zmienna systemowa: całkowita wartość rzeczywista zadana liczba obr. przedm. aktualna wart. rzeczywista liczba obr. przedm. - wyspecyfiko-wana przez użytkownika
N10 IF $AC_ACTUAL_PARTS==1 5 ....
$AC_MEA [1]
Status zlecenia pomiaru
- stan przy dostawie: 0: stan wyjściowy, czujnik nie prze-łączył 1: czujnik przełączył
N10 IF $AC_MEAS[1]==1 GOTOF.... ;gdy czujnik pomiarowy przełączył, kontynuuj program ...
$P_ TOOLNO
Numer aktywnego narzędzia T
- tylko do odczytu N10 IF $P_TOOLNO==12 GOTOF ....
$P_TOOL aktywny numer D aktywnego narzę-dzia
- tylko do odczytu N10 IF $P_TOOL==1 GOTOF ....
$TC_MOP1[t,d]
Granica ostrzega-nia wstępnego czasu żywotności
0.0 ... w minutach, zapis albo odczyt war-tości dla narzędzia t, numer D = d
N10 IF $TC_MOP1[13,1]<15.8 GOTOF ....
$TC_MOP2[t,d]
Pozostały czas żywotności
0.0 ... w minutach, zapis albo odczyt war-tości dla narzędzia t, numer D = d
N10 IF $TC_MOP2[13,1]<15.8 GOTOF ....
$TC_MOP3[t,d]
Granica ostrzega-nia wstępnego liczby sztuk
0 ... 999 999 999, całkowitoliczbowa
Zapis albo odczyt wartości dla na-rzędzia t, numer D = d
N10 IF $TC_MOP3[13,1]<15 GOTOF ....
$TC_MOP4[t,d]
Pozostała liczba sztuk
0 ... 999 999 999, całkowitoliczbowa
Zapis albo odczyt wartości dla na-rzędzia t, numer D = d
N10 IF $TC_MOP4[13,1]<8 GOTOF ....
$TC_MOP11[t,d]
Zadany czas ży-wotności
0.0 ... w minutach, zapis albo odczyt war-tości dla narzędzia t, numer D = d
N10 $TC_MOP11[13,1]=247.5
$TC_MOP13[t,d]
Zadana liczba sztuk
0 ... 999 999 999, całkowitoliczbowa
Zapis albo odczyt wartości dla na-rzędzia t, numer D = d
N10 $TC_MOP13[13,1]=715
$TC_TP8[t] Stan narzędzia - stan dostarczony - bitowe kodowa-nie dla narzędzia t, (bit 0 do bit 4)
N10 IF $TC_TP8[1]==1 GOTOF ....
$TC_TP9[t] Rodzaj nadzoru narzędzia
0 ... 2 Rodzaj nadzoru dla narzędzia t, zapis albo odczyt 0: bez nadzoru, 1: czas żywotności, 2: liczba sztuk
N10 $TC_TP9[1]=2 ; wybór nadzoru liczby sztuk

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 175
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
MCALL Modalne wywołanie podprogramu
- Podprogram w bloku z MCALL jest automatycznie wywoływany po każdym kolejnym bloku z ruchem po torze. Wywołanie działa aż do na-stępnego MCALL. Przykład zastosowania: wiercenie układu otworów
N10 MCALL CYCLE82(...) ;własny blok, cykl wierceniaN20 HOLES1(...) ;szereg otworów M30 MCALL ;własny blok, wywołanie modalne CYCLE82(...) zakończone
MSG( ) Komunikat max 65 znaków Tekst komunikatu w cudzysłowie N10 MSG("TEKST KOMUNIKATU") ; własny blok ... N150 MSG( ) ;skasowanie poprzedniego komunikatu
OFFN Szerokość rowka w przypadku TRACYL, w prze-ciwnym przypadku podanie naddatku
- Działa tylko przy włączonej korekcji promienia narzędzia G41, G42
N10 OFFN=12.4
RND Zaokrąglenie 0.010 ... 99 999.999
Wstawia zaokrąglenie o podanej wartości promienia stycznie między dwa bloki konturu, możliwy jest posuw specjalny FRC= ...
N10 X... Y.... RND=4.5 N11 X... Y...
RNDM Zaokrąglanie mo-dalne
0.010 ... 99 999.999 0
- wstawia zaokrąglenia styczne o podanej wartości promienia we wszystkich kolejnych narożnikach konturu, specjalny posuw FRCM=... jest możliwy - zaokrąglanie modalne WYŁ
N10 X... Y.... RNDM=.7.3 ; zaokrąglanie modalne WŁ N11 X... Y... .... N100 RNDM=.0 ; zaokrą-glanie modalne WYŁ
RP Promień bieguno-wy
0.001 .. 99 999.999 Ruch postępowy we współrzędnych biegunowych, ustalenie bieguna; do tego: kąt biegunowy AP
patrz G0, G1, G2; G3, G110, G111, G112
RPL Kąt obrotu przy ROT, AROT
±0.00001 ... 359.9999
Podanie w stopniach, kąt dla pro-gramowanego obrotu w aktualnej płaszczyźnie G17 do G19
patrz ROT, AROT
SET( , , , ) REP()
Ustawienie warto-ści dla pól zmien-nych
SET: różne wartości, od podanego elementu do: odpowiednio do liczby wartości REP: taką samą wartość, od poda-nego elementu do końca pola
DEF REAL VAR2[12]=REP(4.5) ; wszystkie elementy war-tość 4.5 N10 R10=SET(1.1,2.3,4.4) ; R10=1.1, R11=2.3, R4=4.4
SF Punkt początkowy gwintu przy G33
0.001 ... 359.999 Podanie w stopniach, punkt począt-kowy gwintu w przypadku G33 jest przesuwany o podaną wartość (nie ma znaczenia przy gwintowaniu otworu)
patrz G33
SPI(n) Konwertuje numer wrzeciona n na identyfikator osi
n =1 albo =2, Identyfikator osi: np. „SP1” albo „C”

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 176
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
SPOS Pozycja wrzeciona 0.0000 ... 359.9999 Podanie w stopniach, wrzeciono zatrzymuje się w podanej pozycji (wrzeciono musi być do tego tech-nicznie przystosowane: regulacja położenia)
N10 SPOS=.... N10 SPOS=ACP(...) N10 SPOS=ACN(...) N10 SPOS=IC(...) N10 SPOS=DC(...)
STOPFIFO Zatrzymanie szyb-kiego fragmentu obróbki
- Funkcja specjalna, napełnianie pamięci przebiegu, aż nastąpi roz-poznanie STARTFIFO, „pamięć przebiegu napełniona” albo „koniec programu”.
STOPFIFO ;własny blok, początek wypełniania N10 X... N20 X...
STARTFIFO
Początek szybkie-go fragmentu ob-róbki
- Funkcja specjalna, równolegle na-stępuje wypełnienie bufora przebie-gu
N30 X... STARTFIFO ; oddzielny blok, koniec wypełniania
STOPRE Zatrzymanie prze-biegu wyprzedza-jącego
- funkcja specjalna, następny blok jest dekodowany dopiero wtedy, gdy blok przed STOPRE jest zakończo-ny
STOPRE ; oddzielny blok
TANG(Fo, Le1, Le2, ...)
Sterowanie stycz-ne, definicja
- Fo: nazwa osi holowanej (oś obro-towa) Le1: nazwa osi wiodącej 1 Le2: nazwa osi wiodącej 2 dalsze parametry opcjonalnie Funkcja dostępna tylko w przypadku SINUMERIK 802Dsl pro!
TANG(C,X,Y) ; własny blok TANG(C,X,Y,1"W","P"); max liczba parametrów
TANGON (Fo,...)
Włączenie stero-wania stycznego
- Fo: nazwa osi holowanej (oś obro-towa) Funkcja dostępna tylko w przypadku SINUMERIK 802Dsl pro!
TANGON(C) ; własny blok TANGON(C, kąt, odl., tol. kąta) ; max liczba parametrów
TANGOF (Fo)
Wyłączenie stero-wania stycznego
- Fo: nazwa osi holowanej (oś obro-towa) Funkcja dostępna tylko w przypadku SINUMERIK 802Dsl pro!
TANGOF(C) ; własny blok
TANGDEL (Fo)
Sterowanie stycz-ne, skasowanie definicji
- Fo: nazwa osi holowanej (oś obro-towa) Funkcja dostępna tylko w przypadku SINUMERIK 802Dsl pro!
TANGDEL(C) ;własny blok
TLIFT(Fo) Sterowanie stycz-ne, wstawienie bloku pośredniego
- F0: nazwa osi holowanej (oś obro-towa) Funkcja dostępna tylko w przypadku SINUMERIK 802Dsl pro!
TLIFT(C) ;własny blok
TRACYL(d) Obróbka frezarska na pobocznicy
d: 1.000 ... 99 999.999
Transformacja kinematyczna TRACYL(20.4) ; własny blok; średnica walca: 20,4 mm TRACYL(20.4, 1) ;również możliwe
TRAFOOF Wyłączenie TRACYL
- Wyłącza wszystkie transformacje kinematyczne
TRAFOOF ;własny blok

Programowanie
9.1 Podstawy programowania NC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 177
Adres Znaczenie Przyporządkowa-nie wartości
Informacja Programowanie
TURN Liczba dodatko-wych przejść po okręgu przy inter-polacji linii śrubo-wej
0 ... 999 W połączeniu z interpolacją kołową G2/G3 w płaszczyźnie G17 do G19 i ruchem dosuwu w osi prostopadłej do niej
N10 G0 G17 X20 Y5 Z3 N20 G1 Z-5 F50 N30 G3 X20 Y5 Z-20 I0 J7.5 TURN=2 ;łącznie 3 pełne okręgi

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 178
9.2 Dane dot. drogi
9.2.1 Programowanie danych wymiarowych W tym rozdziale znajdziecie opisy poleceń, przy pomocy których możecie bezpośrednio pro-gramować dane wymiarowe wzięte bezpośrednio z rysunku. Ma to tę zaletę, że przy sporzą-dzaniu programu NC nie trzeba przeprowadzać szeroko zakrojonych obliczeń.
Wskazówka
Polecenia opisane w tym rozdziale znajdują się w większości przypadków na początku pro-gramu NC. Zestawienie tych funkcji nie powinno być podnoszone do rangi opatentowanej recepty. Na przykład wybór płaszczyzny roboczej może mieć zupełnie sens również w innym miejscu w programie NC. Niniejszy rozdział, a także wszystkie następne, powinien Wam służyć raczej jako przewodnik, którego osnowa opiera się na „klasycznej” strukturze progra-mu NC.
Przegląd typowych danych wymiarowych Podstawą większości programów NC jest rysunek z konkretnymi danymi wymiarowymi.
Przy przekładaniu na program NC pomocne jest dokładne przejmowanie danych wymiaro-wych z rysunku warsztatowego do programu obróbki. Mogą to być:
• Absolutne podanie wymiaru, G90 działające modalnie obowiązuje dla wszystkich osi w bloku, aż do odwołania przez G91 w kolejnym bloku.
• Absolutne podanie wymiaru, X=AC(wartość) tylko ta wartość obowiązuje tylko dla poda-nej osi i nie ma na nią wpływu G90/G91. Jest możliwe dla osi a również dla pozycjono-wań wrzeciona SPOS, SPOSA i parametrów interpolacji I, J, K.
• Absolutne podanie wymiaru, X=DC(wartość) bezpośrednie dosunięcie do pozycji po naj-krótszej drodze, tylko ta wartość obowiązuje dla podanej osi obrotowej i nie wpływa na nią G90/G91. Jest możliwe również dla pozycjonowań wrzeciona SPOS, SPOSA.
• Podanie wymiaru absolutnego, X=ACP(wartość) Ruch do pozycji w kierunku dodatnim, tylko ta wartość jest tylko dla osi obrotowej, której zakres jest ustawiony w danej maszy-nowej na 0...<360 stopni.
• Podanie wymiaru absolutnego, X=ACN(wartość) Ruch do pozycji w kierunku ujemnym, tylko ta wartość jest tylko dla osi obrotowej, której zakres jest ustawiony w danej maszy-nowej na 0 ... < 360 stopni.
• Przyrostowe podanie wymiaru, G91 działające modalnie obowiązuje dla wszystkich osi w bloku, aż do odwołania przez G90 w kolejnym bloku.
• Przyrostowe podanie wymiaru, X=IC(wartość) tylko ta wartość obowiązuje tylko dla podanej osi i nie wpływa na nią G90/G91. Jest możliwe dla osi a również dla pozycjono-wań wrzeciona SPOS, SPOSA i parametrów interpolacji I, J, K.
• Podanie wymiarów w calach, G70 obowiązuje dla wszystkich osi liniowych w bloku, aż do odwołania przez G71 w kolejnym bloku.
• Podanie wymiarów metryczne, G71 obowiązuje dla wszystkich osi liniowych w bloku, aż do odwołania przez G70 w kolejnym bloku.

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 179
• Podanie wymiarów w calach jak G70, obowiązuje jednak również dla posuwu i danych nastawczych zawierających długość.
• Podanie wymiarów metryczne jak G71, obowiązuje jednak również dla posuwu i danych nastawczych zawierających długość.
• Programowanie w średnicy, DIAMON wł.
• Programowanie w średnicy, DIAMOF wył.
Programowanie w średnicy, DIAM90 dla bloków ruchu z G90. Programowanie w promieniu dla bloków ruchu z G91.
9.2.2 Wybór płaszczyzny: G17 do G19
Działanie Dla przyporządkowania np. korekcji promienia narzędzia i długości narzędzia następuje
z trzech osi X, Y, Z wybór płaszczyzny o dwóch osiach. W tej płaszczyźnie można włączyć korekcję promienia narzędzia.
Dla wiertła i frezu korekcja długości (długość1) jest przyporządkowywana do osi, która jest prostopadła do wybranej płaszczyzny (patrz punkt "Narzędzie i korekcje narzędzi"). Dla przypadków specjalnych jest możliwa również 3-wymiarowa korekcja długości.
Dalszy wpływ wyboru płaszczyzny jest opisany przy poszczególnych funkcjach (np. punkt "Wspieranie programowania konturu").
Poszczególne płaszczyzny służą również do definicji kierunku obrotu okręgu dla interpola-cji kołowej w kierunku lub przeciwnie do kierunku ruchu wskazówek zegara. W płaszczyź-nie, w której jest wykonywany ruch po okręgu, jest ustalona odcięta i rzędna a przez to również kierunek obrotu okręgu. Ruch po okręgu może być wykonywany również w innej płaszczyźnie niż właśnie aktywna płaszczyzna G17 do G19 (patrz punkt "Ruchy w osiach"). Są możliwe następujące płaszczyzny i przyporządkowania osi:
Tablica 9-2 Płaszczyzny i przyporządkowania osi
Funkcja G Płaszczyzna (odcięta/rzędna)
Oś prostopadła na płaszczyźnie (oś korekcji wzdłużnej przy wierceniu/frezowaniu)
G17 X/Y Z G18 Z/X Y G19 Y/Z X

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 180
Rysunek 9-3 Płaszczyzny i przyporządkowanie osi przy wierceniu/frezowaniu
Przykład programowania N10 G17 T... D... M... ; płaszczyzna X/Y wybrana
N20 ... X... Y... Z... ; korekcja długości narzędzia (długość 1) w osi Z
9.2.3 Absolutne/przyrostowe podanie wymiaru: G90, G91, AC, IC
Działanie Przy pomocy instrukcji G90/G91 zapisane informacje o drodze X, Y, Z, ... są ewaluowane ja-ko punkt końcowy we współrzędnych (G90) albo jako będąca do przebycia droga w osi (G91). G90/G91 obowiązuje dla wszystkich osi. Odmiennie od ustawienia G90/G91 określona informacja o drodze może być pojedynczymi blokami przy pomocy AC/IC podawana w wymiarze absolutnym/przyrostowym.
Te instrukcje nie określają toru, po którym następuje dojście do punktów końcowych. W tym celu istnieje grupa G (G0, G1, G2, G3, ... patrz punkt „Ruchy w osiach”).
Programowanie G90 ; absolutne podanie wymiary G91 ; przyrostowe podanie wymiaru X=AC(...) ; absolutne podanie wymiaru dla określonej osi (tutaj: oś X), pojedynczymi blokami X=IC(...) ; przyrostowe podanie wymiarów dla określonej osi (tutaj: oś Z), pojedynczymi blokami

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 181
Rysunek 9-4 Różne podawanie wymiarów na rysunku
Absolutne podanie wymiaru G90 Przy absolutnym podaniu wymiaru odnosi się on do punktu zerowego aktualnie działającego układu współrzędnych (układ współrzędnych obrabianego przedmiotu albo aktualny układ wsp. obr. przedmiotu albo układ współrzędnych maszyny). Jest to zależne od tego, jakie przesunięcia właśnie działają: programowane, nastawne albo żadne.
Ze startem programu G90 działa dla wszystkich osi i pozostaje aktywne tak długo, aż w póź-niejszym bloku zostanie cofnięte przez G91 (przyrostowe podanie wymiaru, działa modal-nie).
Przyrostowe podanie wymiaru G91 Przy przyrostowym podaniu wymiaru wartość liczbowa informacji o drodze odpowiada będą-cej do przebycia drodze w osi. Znak podaje kierunek ruchu.
G91 obowiązuje dla wszystkich osi i w późniejszym bloku może zostać ponownie cofnięte przez G90 (absolutne podanie wymiaru).
Podanie z =AC(...), =IC(...) Po współrzędnej punktu końcowego należy pisać znak równości. Wartość należy podać w nawiasach okrągłych. Również dla punktów środkowych okręgu jest przy pomocy =AC(...) możliwe absolutne po-dawanie wymiarów. W innym przypadku punktem odniesienia punktu środkowego okręgu jest jego punkt początkowy.
Przykład programowania N10 G90 X20 Z90 ; absolutne podanie wymiaru N20 X75 Z=IC(-32) ; podanie wymiaru w X nadal absolutne, z - wymiar przyrostowy ... N180 G91 X40 Z2 ; przełączenie na przyrostowe podawanie wymiarów N190 X-12 Z=AC(17) ; X - nadal przyrostowe podawanie wymiarów, Z - absolutne

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 182
9.2.4 Metryczne i calowe podanie wymiaru: G71, G70, G710, G700
Działanie Jeżeli zwymiarowanie obrabianego przedmiotu jest odmienne od ustawienia systemu pod-stawowego maszyny (cale wzgl. mm), zwymiarowania mogą zostać wprowadzone bezpo-średnio do programu. Sterowanie bierze na siebie wymagane przeliczenia na system pod-stawowy.
Programowanie G70 ; podawanie wymiarów w calach G71 ; podawanie wymiarów metryczne G700 ; podawanie wymiarów w calach, również dla posuwu F G710 ; podawanie wymiarów metryczne, również dla posuwu F
Przykład programowania
N10 G70 X10 Z30 ; podawanie wymiarów w calach N20 X40 Z50 ; G70 działa nadal ... N80 G71 X19 Z17.3 ; metryczne podawanie wymiarów od tego miejsca ...
Informacje Zależnie od ustawienia podstawowego sterowanie interpretuje wszystkie wartości geome-tryczne jako metryczne albo calowe podanie wymiaru Jako wartości geometryczne należy również rozumieć dane korekcyjne narzędzi i nastawiane przesunięcia punktu zerowego łącznie z wyświetleniem; również posuw F w mm/min wzgl. calach/min. Ustawienie podstawowe można nastawić poprzez daną maszynową. Wszystkie przykłady wymienione w niniejszej instrukcji zakładają metryczne ustawienie pod-stawowe.
G70 wzgl. G71 ewaluuje wszystkie dane geometryczne, które odnoszą się bezpośrednio do obrabianego przedmiotu, odpowiednio jako calowe albo metryczne, np.:
• Informacje o drodze X, Z, ... przy G0, G1, G2, G3, G33, CIP, CT
• Parametry interpolacji I, K (również skok gwintu)
• Promień okręgu CR
• Programowane przesunięcie punktu zerowego (TRANS, ATRANS)
• Promień biegunowy RP
Na wszystkie pozostałe dane geometryczne, które nie są bezpośrednimi danymi obrabiane-go przedmiotu, jak posuwy, korekcje narzędzi, nastawiane przesunięcia punktu zerowego, G70/G71 nie mają wpływu.
G700/G710 wpływa natomiast dodatkowo na posuw F (cali/min, cali/obr wzgl. mm/min, mm/obr).

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 183
9.2.5 Współrzędne biegunowe, ustalenie bieguna: G110, G111, G112
Działanie Punkty obrabianego przedmiotu mogą oprócz zwykłego podania we współrzędnych karte-
zjańskich (X, Y, Z) zostać również podane we współrzędnych biegunowych. Współrzędne biegunowe mają sens wtedy, gdy obrabiany przedmiot albo jego część jest zwymiarowany od punktu centralnego (bieguna) z użyciem promienia i kąta.
Płaszczyzna Współrzędne biegunowe odnoszą się do płaszczyzny włączonej przy pomocy G17 do G19.
Może zostać dodatkowo podana 3. oś prostopadła do tej płaszczyzny. Przez to można programować przestrzenne podawanie współrzędnych walcowych.
Promień biegunowy RP= Promień biegunowy podaje odstęp punktu od bieguna. Pozostaje on zapisany w pamięci
i musi być pisany na nowo tylko w blokach, w których się zmienia, po zmianie bieguna albo przy przełączeniu płaszczyzny.
Kąt biegunowy AP=... Odniesienie kątowe następuje zawsze do poziomej osi płaszczyzny (odcięta) (np. w przy-
padku G17: oś X).. Dodatnie albo ujemne podanie kąta jest możliwe. Kąt biegunowy pozostaje zapisany w pamięci i musi być na nowo pisany tylko w blokach, w których się zmienia, po zmianie bieguna albo przy przełączeniu płaszczyzny.
Rysunek 9-5 Promień biegunowy i kąt biegunowy z definicją kierunku dodatniego w róż-
nych płaszczyznach.

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 184
Ustalenie bieguna, programowanie
G110 ; Podanie bieguna, w stosunku do ostatnio zaprogramowanej pozycji zadanej (w płaszczyźnie, np. w przypadku G17: X/Y)
G111 ; Podanie bieguna, stosunku do punktu zerowego aktualnego układu współ-rzędnych obrabianego przedmiotu (w płaszczyźnie, np. w przypadku G17: X/Y)
G112 ; Podanie bieguna, w stosunku do ostatnio obowiązującego bieguna, płasz-czyzna zachowana
Wskazówka • Ustalenia bieguna mogą następować również we współrzędnych biegunowych. Ma to
sens, gdy biegun już istnieje. • Gdy biegun nie zostanie ustalony, jako biegun działa punkt zerowy aktualnego układu
współrzędnych obrabianego przedmiotu.
Przykład programowania N10 G17 ; płaszczyzna X/Y N20 G111 X17 Y36 ; współrzędne biegunowe w aktualnym układzie współrzędnych obrabianego przedmiotu ...
N80 G112 AP=45 RP=27.8 ; nowy biegun, w stosunku do ostatniego bieguna jako współrzędna biegunowa N90 ... AP=12.5 RP=47.679 ; współrzędna biegunowa N100 ... AP=26.3 RP=7.344 Z4 ; współrzędna biegunowa i oś Z (= współrzędna walcowa)
Ruchy we współrzędnych biegunowych Ruchy do pozycji zaprogramowanych we współrzędnych biegunowych mogą być wyko-nywane tak samo jak do pozycji podanych w układzie kartezjańskim, w sposób następują-cy: • G0 - interpolacja prostoliniowa przesuwem szybkim
• G1 - interpolacja prostoliniowa posuwem
• G2 - Interpolacja kołowa zgodnie z ruchem wskazówek zegara
• G3 - interpolacja kołowa przeciwnie do ruchu wskazówek zegara
(patrz do niniejszego punkt "Ruchy w osiach")

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 185
9.2.6 Programowane przesunięcie punktu zerowego: TRANS, ATRANS
Działanie Programowalne przesunięcie punktu zerowego może zostać zastosowane:
• przy powtarzających się kształtach/usytuowaniach w różnych położeniach na obrabianym przedmiocie
• przy wyborze nowego punktu odniesienia dla podawania wymiarów
• jako naddatek przy obróbce zgrubnej
Przez to powstaje aktualny układ współrzędnych obrabianego przedmiotu. Do niego odno-szą się nowe pisane wymiary.
Przesunięcie jest możliwe we wszystkich osiach.
Programowanie
TRANS X... Y... Z... ; przesunięcie programowane, kasuje stare instrukcje przesunięcia, obrotu, współczynnika skali, lustrzanego odbicia
ATRANS X... Y... Z... ; przesunięcie programowane, addytywnie di istniejących instrukcji TRANS ; bez wartości: kasuje stare instrukcje przesunięcia, obrotu, współ-
czynnika skali, lustrzanego odbicia
Instrukcje z TRANS, ATRANS wymagają każdorazowo oddzielnego bloku.
Rysunek 9-6 Przykład przesunięcia programowanego

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 186
Przykład programowania N20 TRANS X20 Y15 ; przesunięcie programowane N30 L10 ; wywołanie podprogramu, zawiera geometrię do przesunięcia ... N70 TRANS ; przesunięcie skasowane ...
Wywołanie podprogramu - patrz punkt „Technika podprogramów”
9.2.7 Obrót programowany: ROT, AROT Działanie
Obrót jest wykonywany w aktualnej płaszczyźnie G17 albo G18 albo G19 z wartością RPL=... w stopniach.
Programowanie ROT RPL=... ; obrót programowany, kasuje stare instrukcje przesunięcia, obrotu,
współczynnika skali, lustrzanego odbicia AROT RPL=... ; programowalny obrót, addytywnie do istniejących instrukcji ROT ; bez wartości: kasuje stare instrukcje przesunięcia, obrotu, współczynni-
ka skali, lustrzanego odbicia
Instrukcje z ROT, AROT wymagają oddzielnego bloku.
Rysunek 9-7 Definicja dodatniego kierunku kąta obrotu w różnych płaszczyznach

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 187
Rysunek 9-8 Przykład programowania przesunięcia programowanego i toczenia
Przykład programowania N10 G17 ... ; płaszczyzna X/Y N20 TRANS X20 Y10 ; przesunięcie programowane N30 L10 ; wywołanie podprogramu, zawiera geometrię do przesunięcia N40 TRANS X30 Y26 ; nowe przesunięcie N50 AROT RPL=45 ; obrót addytywny 45 stopni N60 L10 ; wywołanie podprogramu N70 TRANS ; przesunięcie i obrót skasowane ...
Wywołanie podprogramu - patrz punkt "Technika podprogramów"

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 188
9.2.8 Programowany współczynnik skali: SCALE, ASCALE
Działanie Przy pomocy SCALE, ASCALE można dla wszystkich osi zaprogramować współczynnik ska-li. Przy pomocy tego współczynnika jest zwiększana albo zmniejszana droga w każdorazowo podanej osi.
Jako odniesienie dla zmiany skali obowiązuje aktualnie ustawiony układ współrzędnych.
Programowanie SCALE X... Z... ;programowany współczynnik skali, kasuje stare instrukcje przesunięcia,
obrotu, współczynnika skali, lustrzanego odbicia ASCALE X... Z... ;programowany współczynnik skali, addytywnie do istniejących instrukcji SCALE ; bez wartości: kasuje stare instrukcje przesunięcia, obrotu, współczynnika
skali, lustrzanego odbicia
Instrukcje ze SCALE, ASCALE wymagają każdorazowi oddzielnego bloku.
Wskazówka W przypadku okręgów powinien w obydwu osiach zostać użyty taki sam współczynnik.
Jeżeli przy aktywnym SCALE/ASCALE zostanie zaprogramowane ATRANS, są skalowane również te wartości przesunięcia.
Rysunek 9-9 Przykład skalowania i przesunięcia

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 189
Przykład programowania
N10 G17 ; płaszczyzna X/Y N20 L10 ; zaprogramowany kontur - oryginalny N30 SCALE X2 Y2 ; kontur w X i Y 2-krotnie powiększony N40 L10 N50 ATRANS X2.5 Y18 ; wartości są również skalowane! N60 L10 ; kontur powiększony i przesunięty
Wywołanie podprogramu - patrz punkt „Technika podprogramów”
9.2.9 Programowane lustrzane odbicie: MIRROR, AMIRROR
Działanie Przy pomocy MIRROR, AMIRROR kształty obrabianych przedmiotów mogą być poddawane lustrzanemu odbiciu na osiach współrzędnych. Wszystkie ruchy postępowe w osiach, dla których jest zaprogramowane lustrzane odbicie, są odwracane co do kierunku.
Programowanie
MIRROR X0 Y0 Z0 ; programowane lustrzane odbicie, kasuje stare instrukcje przesu-nięcia, obrotu, współczynnika skali, lustrzanego odbicia
AMIRROR X0 Y0 Z0 ; programowane lustrzane odbicie, addytywnie do istniejących instrukcji
MIRROR ; bez wartości: kasuje stare instrukcje przesunięcia, obrotu, współ-czynnika skali, lustrzanego odbicia
Każda z instrukcji MIRROR, AMIRROR wymaga oddzielnego bloku. Wartość osi nie ma wpływu. Wartość należy jednak podać.
Wskazówka Włączona korekcja promienia narzędzia (G41/G42) jest przy lustrzanym odbiciu automa-tycznie odwracana.
Kierunek obrotu okręgi G2/G3 jest przy lustrzanym odbiciu automatycznie odwracany.

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 190
Rysunek 9-10 Przykład lustrzanego odbicia z przedstawionym położeniem narzędzia.
Przykład programowania
Lustrzane odbicie w różnych osiach współrzędnych z wpływem na włączoną korekcję pro-mienia narzędzia i G2/G3:
... N10 G17 ; płaszczyzna X/Y, Z prostopadle do niej N20 L10 ; zaprogramowany kontur z G41 N30 MIRROR X0 ; w X następuje zmiana kierunku N40 L10 ; kontur poddany lustrzanemu odbiciu N50 MIRROR Y0 ; w Y następuje zmiana kierunku N60 L10 ; kontur poddany lustrzanemu odbiciu N70 AMIRROR X0 ; ponowne lustrzane odbicie, teraz w X N80 L10 ; kontur poddany dwukrotnemu lustrzanemu odbiciu N90 MIRROR ; lustrzane odbicie wył. ...
Wywołanie podprogramu - patrz punkt "Technika podprogramu"

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 191
9.2.10 Zamocowanie obrabianego przedmiotu - nastawiane przesunięcie punk-tu zerowego G54 do G59, G500, G53, G153
Działanie Nastawne przesunięcie punktu zerowego podaje położenie punktu zerowego obrabianego przedmiotu na maszynie (przesunięcie punktu zerowego obrabianego przedmiotu względem punktu zerowego maszyny). To przesunięcie jest określane przy mocowaniu obrabianego przedmiotu w maszynie i w drodze czynności obsługowej wprowadzane w przewidzianym polu danych. Wartość jest uaktywniana z programu przez wybór z sześciu możliwych grup G54 do G59.
Wskazówka Skośne zamocowanie obrabianego przedmiotu jest możliwe przez wprowadzenie kąta obrotu wokół osi maszyny. Te składowe obrotu są uaktywniane równocześnie z przesunię-ciem G54 do G59.
Obsługa patrz punkt „Wprowadzenie/zmiana przesunięcia punktu zerowego„
Programowanie G54 ; 1. nastawiane przesunięcie punktu zerowego G55 ; 2. nastawiane przesunięcie punktu zerowego G56 ; 3. nastawiane przesunięcie punktu zerowego G57 ; 4. nastawiane przesunięcie punktu zerowego G58 ; 5. nastawiane przesunięcie punktu zerowego G59 ; 6. nastawiane przesunięcie punktu zerowego G500 ; nastawiane przesunięcie punktu zerowego WYŁ -modalne
G53 ; nastawiane przesunięcie punktu zerowego WYŁ - pojedynczymi blokami wyłącza również przesunięcie programowane
G153 ; jak G53, wyłącza również frame bazowy

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 192
Rysunek 9-11 Nastawiane przesunięcie punktu zerowego
Rysunek 9-12 Wiele zamocowań obrabianych przedmiotów przy wierceniu/frezowaniu
Przykład programowania N10 G54 ... ; wywołanie pierwszego nastawianego przesunięcia punktu zerowego N20 L47 ; obróbka obrabiany przedmiot 1, tutaj jako L47 N30 G55 ... ; wywołanie drugiego nastawianego przesunięcia punktu zerowego N40 L47 ; obróbka obrabiany przedmiot 2, tutaj jako L47 N50 G56 ... ; wywołanie trzeciego nastawianego przesunięcia punktu zerowego N60 L47 ; obróbka obrabiany przedmiot 3, tutaj jako L47 N70 G57 ... ; wywołanie czwartego nastawianego przesunięcia punktu zerowego N80 L47 ; obróbka obrabiany przedmiot 4, tutaj jako L47 N90 G500 G0 X... ; wyłączenie nastawianego przesunięcia punktu zerowego
Wywołanie podprogramu - patrz punkt "Technika podprogramów"

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 193
9.2.11 Programowane ograniczenie pola roboczego: G25, G26, WALIMON, WALIMOF
Działanie Przy pomocy G25, G26 można zdefiniować dla wszystkich osi obszar roboczy, w którym i tylko w którym wolno wykonywać ruchy. Przy aktywnej korekcji długości narzędzia jest mia-rodajny wierzchołek narzędzia; w innym przypadku punkt odniesienia nośnika narzędzi. Da-ne współrzędnych są odniesione do maszyny.
Aby móc korzystać z ograniczenia pola roboczego, musi ono zostać uaktywnione dla każdo-razowej osi. Następuje to poprzez maskę wprowadzania pod „Offset Param” > „Dane na-stawcze” > „Ograniczenie pola roboczego”.
Są dwie możliwości ustalenia zakresu pracy:
• Wprowadzenie wartości poprzez maskę wprowadzania sterowania pod „Offset Param” > „Dane nastawcze” > „Ograniczenie pola roboczego”.
Przez to ograniczenie pola roboczego działa również w rodzaju pracy JOG.
• Programowanie przy pomocy G25/G26
W programie obróbki można zmieniać wartości dla poszczególnych osi. Wartości wpro-wadzone w masce wprowadzania („Offset Param” > „Dane nastawcze” > „Ograniczenie pola roboczego”) są zastępowane.
Przy pomocy WALIMON/WALIMOF ograniczenie pola roboczego jest w programie włącza-ne/wyłączane.
Programowanie G25 X... Y... Z... ; dolne ograniczenie pola roboczego G26 X... Y... Z... ; górne ograniczenie pola roboczego WALIMON ; ograniczenie pola roboczego WŁ WALIMOF ; ograniczenie pola roboczego WYŁ
Rysunek 9-13 Programowane ograniczenie pola roboczego na przykładzie, 2-wymiarowe

Programowanie
9.2 Dane dot. drogi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 194
Wskazówki
• W przypadku G25, G26 należy stosować identyfikator kanału z MD 20080: AXCONF_CHANAX_NAME_TAB. W przypadku SINUMERIK 802D sl są możliwe transformacje kinematyczne (TRANSMIT, TRACYL). Tutaj są ewentualnie projektowane różne identyfikatory osi dla MD 20080 i identyfikatory osi geometrycznych MD20060: AXCONF_GEOEX_NAME_TAB.
• G25, G26 jest w połączeniu z adresem S stosowane również do ograniczania prędkości obrotowej wrzeciona.
• Ograniczenie pola roboczego może zostać uaktywnione tylko wtedy, gdy dla przewidzia-nych osi dokonano dosunięcia do punktu odniesienia.
Przykład programowania N10 G25 X10 Y-20 Z30 ; wartości dolnego ograniczenia pola roboczego N20 G26 X100 Y110 Z300
; wartości górnego ograniczenia pola roboczego
N30 T1 M6
N40 G0 X90 Y100 Z180
N50 WALIMON ; ograniczenie pola roboczego WŁ ... ; pracować tylko w ramach pola roboczego N90 WALIMOF ; ograniczenie pola roboczego WYŁ

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 195
9.3 Ruchy w osiach
9.3.1 Interpolacja prostoliniowa z przesuwem szybkim: G0
Działanie Ruch przesuwem szybkim G0 jest używany do szybkiego pozycjonowania narzędzia, nie do bezpośredniej obróbki. Można wykonywać ruch jednocześnie we wszystkich osiach - po torze prostoliniowym.
Dla każdej osi jest w danych maszynowych ustalona prędkość maksymalna (przesuw szyb-ki). Jeżeli wykonuje ruch tylko jedna oś, wykonuje go z tym przesuwem szybkim. Jeżeli dwie albo trzy osie wykonują ruch równocześnie, wówczas prędkość ruchu po torze (np. prędkość wynikowa na wierzchołku narzędzia) jest tak wybierana, by wynikała największa możliwa prędkość ruchu po torze przy uwzględnieniu wszystkich uczestniczących osi.
Zaprogramowany posuw (słowo F) jest dla G0 bez znaczenia. G0 działa aż do odwołania przez inną instrukcję z tej grupy G (G1, G2, G3, ...).
Rysunek 9-3 Interpolacja prostoliniowa z przesuwem szybkim od punktu P1 do punktu P2
Programowanie G0 X... Y... Z... ; współrzędne kartezjańskie G0 AP=... RP=... ; współrzędne biegunowe G0 AP=... RP=... Z... ; współrzędne walcowe (3-wymiarowe)
Wskazówka
Dalszą możliwością zaprogramowania prostej jest podanie kąta ANG=. (patrz punkt "Pro-gramowanie zarysu konturu")
Rysunek 9-14 Interpolacja prostoliniowa z przesuwem szybkim z punktu P1 do P2

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 196
Przykład programowania N10 G0 X100 Y150 Z65 ; współrzędna kartezjańska ... N50 G0 RP=16.78 AP=45 ; współrzędna biegunowa
Informacje Do wykonywania ruchu do pozycji istnieje dalsza grupa funkcji G (patrz punkt „Zatrzymanie dokładne/przejście płynne: G9, G60, G64”).
W przypadku zatrzymania dokładnego G60 można przy pomocy dalszej grupy G wybrać okno z różnymi dokładnościami. Dla zatrzymania dokładnego istnieje alternatywnie działają-ca pojedynczymi blokami instrukcja: G9. W celu dopasowania do Waszych zadań pozycjonowania powinniście uwzględnić te możli-wości!
9.3.2 Interpolacja prostoliniowa z posuwem: G1
Działanie Narzędzie porusza się po torze prostoliniowym od punktu początkowego do końcowego. Dla prędkości po torze jest miarodajne zaprogramowane słowo F. Równocześnie można wykonywać ruch we wszystkich osiach. G1 działa aż do odwołania przez inną instrukcję z tej grupy G (G0, G2, G3, ...).
Programowanie G1 X... Y... Z... F... ; współrzędne kartezjańskie G1 AP=... RP=... F... ; współrzędne biegunowe G1 AP=... RP=... Z... F... ; współrzędne walcowe (3-wymiarowe)
Wskazówka Dalszą możliwością zaprogramowania prostej jest podanie kąta ANG=... (patrz punkt "pro-gramowanie zarysu konturu").

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 197
Rysunek 9-15 Interpolacja prostoliniowa w trzech osiach na przykładzie rowka
Przykład programowania N05 G0 G90 X40 Y48 Z2 S500 M3 ; narzędzie porusza się przesuwem szybkim do P1, 3 osie równocześnie, prędkość obr. wrzeciona = 500 obr/min, obroty w prawo N10 G1 Z-12 F100 ; dosuw do Z-12, posuw 100 mm/min N15 X20 Y18 Z-10 ; narzędzie wykonuje w przestrzeni ruch po prostej do P2 N20 G0 Z100 ; odsunięcie przesuwem szybkim N25 X-20 Y80 N30 M2 ; koniec programu
W celu prowadzenia obróbki jest wymagana prędkość obrotowa wrzeciona S... i kierunek M3/M4 (patrz na ten temat punkt "Ruch wrzeciona").

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 198
9.3.3 Interpolacja kołowa: G2, G3
Działanie Narzędzie porusza się od punktu początkowego do punktu końcowego po torze kołowym. Kierunek jest określany przez funkcję G:
G2: w kierunku ruchu wskazówek zegara
G3: przeciwnie do ruchu wskazówek zegara
Rysunek 9-16 Ustalenie kierunku obrotu okręgu G2/G3 w 3 możliwych płaszczyznach
Opis pożądanego okręgu może zostać podany w różny sposób:
Rysunek 9-17 Możliwości programowania okręgu przy pomocy G2-G3 na przykładzie G2

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 199
G2/G3 działa aż do odwołania przez inną instrukcję z tej grupy G (G0, G1, ...). Dla prędkości po torze jest miarodajne zaprogramowane słowo F.
Programowanie
G2/G3 X... Y... I... J... ; punkt środkowy i końcowy G2/G3 CR=... X... Y... ; promień okręgu i punkt końcowy G2/G3 AR=... I... J... ; kąt rozwarcia i punkt środkowy G2/G3 AR=... X... Y... ; kąt rozwarcia i punkt końcowy G2/G3 AP=... RP=... ; współrzędne biegunowe, okrąg wokół bie-
guna
Wskazówka
Dalsze możliwości programowania okręgu uzyskuje się przy pomocy:
CT - okrąg z przyłączeniem stycznym i
CIP - okrąg poprzez punkt pośredni (patrz następny punkt).
Tolerancje wprowadzania okręgu Okręgi są akceptowane przez sterowanie tylko z określoną tolerancją wymiarów. Porówny-wane są przy tym promienie okręgu w punkcie początkowym i końcowym. Jeżeli różnica mieści się w tolerancji, punkt środkowy jest wewnętrznie dokładnie ustawiany. W przeciw-nym przypadku następuje komunikat błędu.
Tolerancję można ustawić poprzez daną maszynową (patrz „Instrukcja obsługi” 802D sl).
Informacje Okręgi pełne w jednym bloku są możliwe tylko z podaniem punktu środkowego i punktu koń-cowego! W przypadku okręgów z podaniem promienia znak przy CR=... służy do prawidłowego wy-brania okręgu. Z takim samem punktem początkowym, punktem końcowym, promieniem i tym samym kierunkiem są możliwe 2 okręgi. Znak ujemny przy CR=... określa okrąg, które-go segment jest większy niż półokrąg; w przeciwnym przypadku okrąg o segmencie mniej-szym albo równym półokręgowi:

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 200
Rysunek 9-18 Wybór okręgu z dwóch możliwych okręgów przy podaniu promienia poprzez znak
CR=
Przykład programowania: podanie punktu środkowego i punktu środkowego
Rysunek 9-19 Przykład dla podania punktu środkowego i punktu końcowego
N5 G90 Z30 X40 ; punkt początkowy okręgu dla N10 N10 G2 Z50 X40 K10 I-7 ; punkt końcowy i punkt środkowy
Wskazówka
Wartości punktu środkowego odnoszą się do punktu początkowego okręgu!

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 201
Przykład programowania: podanie punktu końcowego i promienia
Rysunek 9-20 Przykład podania punktu końcowego i promienia
N5 G90 Z30 X40 ; punkt początkowy okręgu dla N10 N10 G2 Z50 X40 CR=12.207 ; punkt końcowy i promień
Wskazówka
Przy pomocy ujemnego znaku wartości przy CR=-... jest wybierany segment okręgu większy niż półokrąg.
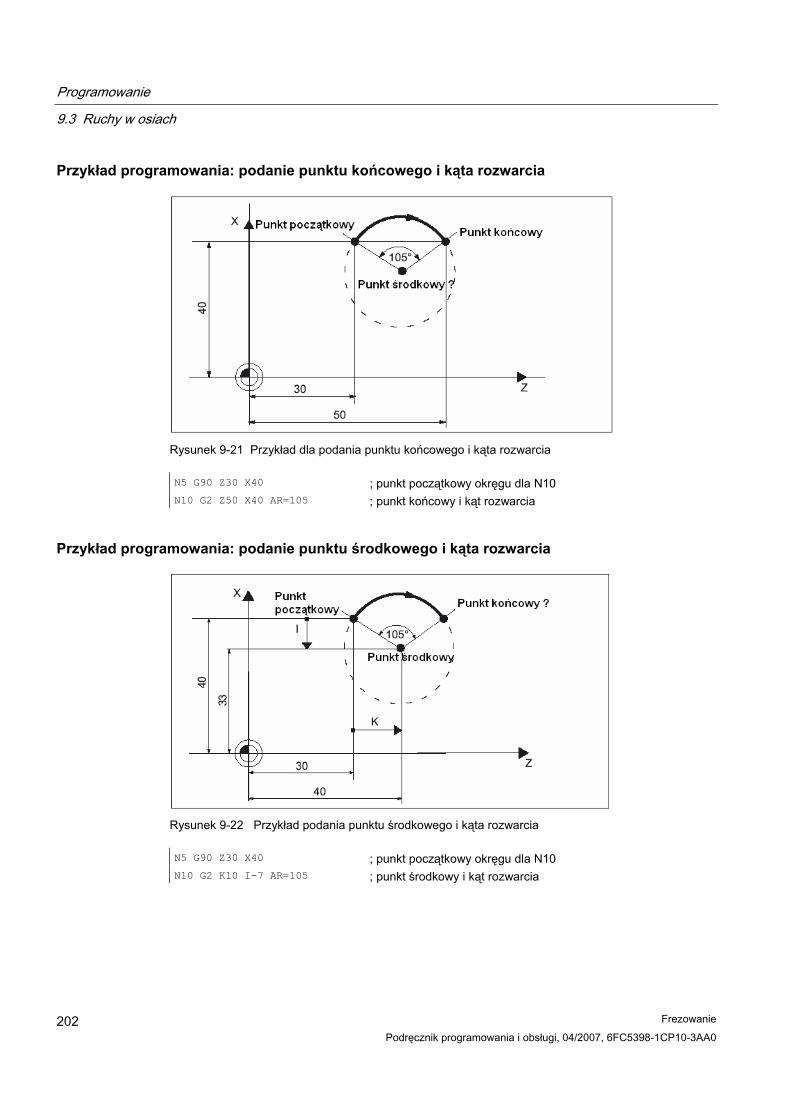
Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 202
Przykład programowania: podanie punktu końcowego i kąta rozwarcia
Rysunek 9-21 Przykład dla podania punktu końcowego i kąta rozwarcia
N5 G90 Z30 X40 ; punkt początkowy okręgu dla N10 N10 G2 Z50 X40 AR=105 ; punkt końcowy i kąt rozwarcia
Przykład programowania: podanie punktu środkowego i kąta rozwarcia
Rysunek 9-22 Przykład podania punktu środkowego i kąta rozwarcia
N5 G90 Z30 X40 ; punkt początkowy okręgu dla N10 N10 G2 K10 I-7 AR=105 ; punkt środkowy i kąt rozwarcia

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 203
Wskazówka
Wartości punktu środkowego odnoszą się do punktu początkowego okręgu!
Przykład programowania: współrzędne biegunowe
Rysunek 9-23 Przykład dla okręgu ze współrzędnymi biegunowymi N1 G17 ; płaszczyzna X/Y
N5 G90 G0 X30 Y40 ; punkt początkowy okręgu dla N10
N10 G111 X40 Y33 ; biegun = punkt środkowy okręgu
N20 G2 RP=12.207 AP=21 ; dane biegunowe

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 204
9.3.4 Interpolacja kołowa poprzez punkt pośredni: CIP
Działanie Jeżeli są Wam znane trzy punkty konturu okręgu, zamiast punktu środkowego albo promie-nia albo kąta rozwarcia, wówczas korzystne jest zastosowanie funkcji CIP. Kierunek okręgu wynika przy tym z położenia punktu pośredniego (między punktami począt-kowym i końcowym). Punkt pośredni jest pisany odpowiednio do następującego przyporząd-kowania osi:
J1=... dla osi X,
J1=... dla osi Y,
K1=... dla osi Z
CIP działa aż do odwołania przez inną instrukcję z tej grupy G (G0, G1, G2, ...).
Wskazówka
Ustawione podanie wymiaru G90 albo G91 obowiązuje dla punktu końcowego i punktu pośredniego.
Rysunek 9-24 Okrąg z podaniem punktu końcowego i pośredniego na przykładzie G90
Przykład programowania N5 G90 X30 Y40 ; punkt początkowy okręgu dla N10 N10 CIP X50 Y40 I1=40 J1=45 ; punkt końcowy i pośredni

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 205
9.3.5 Okrąg z przejściem stycznym: CT
Działanie Przy pomocy CT i zaprogramowanego punktu końcowego w aktualnej płaszczyźnie G17 do G19 jest wytwarzany okrąg, który w tej płaszczyźnie łączy się stycznie z poprzedzającym elementem toru (okrąg albo prosta). Promień i punkt środkowy okręgu są przy tym określone z warunków geometrycznych po-przedniego elementu toru i zaprogramowanego punktu końcowego okręgu.
Rysunek 9-25 Okrąg z przejściem stycznym do poprzedniego elementu toru
Przykład programowania
N10 G1 X20 F300 ; prosta
N20 CT X... Y... ; okrąg z przyłączeniem stycznym

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 206
9.3.6 Interpolacja linii śrubowej: G2/G3, TURN
Działanie
Przy interpolacji linii śrubowej (interpolacja spiralna) są na siebie nakładane dwa ruchy:
• Ruch kołowy w płaszczyźnie G17 albo G18 albo G19
• Ruch liniowy w osi prostopadłej do tej płaszczyzny.
Przy pomocy TURN= jest programowana liczba dodatkowych pełnych przejść po okręgu. Są one dodawane do właściwego zaprogramowania okręgu.
Zastosowanie interpolacji linii śrubowej jest korzystne przy frezowaniu gwintów albo row-ków smarowych w cylindrach.
Programowanie G2/G3 X... Y... I... J... TURN=... ; punkt środkowy i końcowy G2/G3 CR=... X... Y... TURN=... ; promień okręgu i punkt końcowy G2/G3 AR=... I... J... TURN=... ; kąt otwarcia i punkt środkowy G2/G3 AR=... X... Y... TURN=... ; kąt rozwarcia i punkt końcowy G2/G3 AP=... RP=... TURN=... ; współrzędne biegunowe, okrąg wokół bieguna
Rysunek 9-26 Interpolacja linii śrubowej
Przykład programowania
N10 G17 ; płaszczyzna X/Y, Z - prostopadle do niej N20 ... Z...
N30 G1 X0 Y50 F300 ; ruch do punktu początkowego
N40 G3 X0 Y0 Z33 I0 J-25 TURN= 3 ; linia śrubowa
...

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 207
9.3.7 Nacinanie gwintu o stałym skoku: G33
Działanie Warunkiem jest wrzeciono z systemem pomiaru drogi.
Przy pomocy funkcji G33 mogą być obrabiane gwinty o stałym skoku. Przy zastosowaniu odpowiedniego narzędzia jest możliwe gwintowanie otworu z użyciem oprawki wyrównaw-czej.
Oprawka wyrównawcza przejmuje przy tym w ograniczonym zakresie występujące różnice drogi.
Głębokość wiercenia jest zadawana poprzez jedną z osi X, Y, Z, skok gwintu poprzez przy-należne I, J albo K.
G33 działa aż do odwołania przez inną instrukcję z tej grupy G (G0, G1, G2,G3,...).
Gwint prawy albo lewy Ustawienie gwintu prawego albo lewego następuje przy pomocy kierunku obrotów wrzeciona (M3 - obroty w prawo, M4 - obroty w lewo - patrz punkt "Ruchy wrzeciona"). W tym celu na-leży zaprogramować prędkość obrotową pod adresem S wzgl. ją ustawić.
Wskazówka Kompletny cykl wiercenia gwintu z użyciem oprawki wyrównawczej jest udostępniany z cyklem standardowym CYCLE840.
Rysunek 9-27 Gwintowanie otworu przy pomocy G33
Przykład programowania gwint metryczny 5, skok według tablicy: 0,8 mm/obr, otwór już wstępnie wykonany: N10 G54 G0 G90 X10 Y10 Z5 S600 M3 ; ruch do punktu startowego, obroty wrzeciona z prawo
N20 G33 Z-25 K0.8 ; gwintowanie otworu, punkt końcowy -25 mm
N40 Z5 K0.8 M4 ; wycofanie, obroty wrzeciona w lewo
N50 G0 X... Y... Z...

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 208
Prędkość osi W przypadku gwintów G33 prędkość osi dla długości gwintu wynika z prędkości obrotowej wrzeciona i skoku gwintu. Posuw F jest bez znaczenia. Pozostaje on jednak zapisany. Usta-lona w danej maszynowej maksymalna prędkość osi (przesuw szybki) nie może jednak zo-stać przekroczona. Ten przypadek prowadzi do wyprowadzenia alarmu.
Wskazówka • Przełącznik korekcyjny prędkości obrotowej wrzeciona (override wrzeciona) powinien
przy obróbce gwintu pozostawać niezmieniony. • Przełącznik korekcyjny posuwu nie ma w tym bloku żadnego znaczenia.
9.3.8 Gwintowanie otworu z użyciem oprawki wyrównawczej
Działanie Przy pomocy G63 można gwintować otwór z użyciem oprawki wyrównawczej. Zaprogramo-wany posuw F musi pasować do prędkości obrotowej wrzeciona (zaprogramowane S albo ustawiona prędkość obrotowa) i do skoku gwintu gwintownika:
F [mm/min] = S [obr/min] x skok gwintu [mm/obr]
Oprawka wyrównawcza przejmuje przy tym w ograniczonym zakresie występujące różnice drogi.
Wyjęcie narzędzia następuje również z G63, ale z przeciwnym kierunkiem wrzeciona M3 <-> M4.
G64 działa pojedynczymi blokami. W bloku po G63 jest ponownie aktywne poprzednie pole-cenie G grupy "rodzaj interpolacji" (G0, G1, G2,...).
Gwint prawy albo lewy Gwint prawy albo lewy jest ustawiany przy pomocy kierunku obrotów wrzeciona (M3 - obroty w prawo, M4 - obroty w lewo - patrz punkt "Ruchy wrzeciona").
Wskazówka Kompletny cykl gwintowania otworu z użyciem oprawki wyrównawczej (ale z G33 i odpo-wiednim warunkiem) jest udostępniany z cyklem standardowym CYCLE840.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 209
Rysunek 9-28 Gwintowanie otworu przy pomocy G63
Przykład programowania
gwint metryczny 5,
skok wg.. tablicy: 0,8 mm/obr, otwór
już wstępnie wykonany:
N10 G54 G0 G90 X10 Y10 Z5 S600 M3 ; ruch do punktu startowego, obroty wrzeciona z prawo
N20 G63 Z-25 F480 ; gwintowanie otworu, punkt końcowy -25 mm
N40 G63 Z5 M4 ; wycofanie, obroty wrzeciona w lewo
N50 X... Y... Z...
9.3.9 Interpolacja gwintu: G331, G332
Działanie Warunkiem jest wrzeciono z regulacją położenia i systemem pomiaru drogi.
Przy pomocy G331/G332 mogą być gwintowane otwory bez oprawki wyrównawczej, o ile pozwala na to dynamika wrzeciona i osi.
Gdy jednak jest stosowana oprawka wyrównawcza, wówczas zmniejszają się różnice drogi przejmowane przez oprawkę wyrównawczą. Jest przez to możliwe gwintowanie otworu z wyższą prędkością obrotową.
Przy pomocy G331 następuje gwintowanie, przy pomocy G332 - wycofanie.
Głębokość wiercenia jest zadawana poprzez jedną z osi X, Y, Z, skok gwintu poprzez przy-należne I, J albo K.
W przypadku G332 jest programowany taki sam skok jak w przypadku G331. Odwrócenie kierunku obrotów wrzeciona następuje automatycznie.
Prędkość obrotowa wrzeciona jest programowana przy pomocy S, bez M3/M4.
Przed gwintowaniem otworu z G331/G332 wrzeciono musi przy pomocy SPOS=... zostać wprawione w tryb regulacji położenia (patrz też punkt "Pozycjonowanie wrzeciona SPOS").

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 210
Gwint prawy lub lewy Znak skoku gwintu określa kierunek jego obrotów: dodatni: obroty w prawo (jak przy M3) ujemny: obroty w lewo (jak przy M4)
Wskazówka Kompletny cykl gwintowania otworu z interpolacją gwintu jest udostępniany przy pomocy cyklu standardowego CYCLE84.
Rysunek 9-29 Gwintowanie otworu przy pomocy G331/G332
Prędkość osi W przypadku G331/G332 prędkość osi dla długości gwintu wynika z prędkości obrotowej
wrzeciona i skoku gwintu. Posuw F jest bez znaczenia. Pozostaje on jednak zapisany. Usta-
lona w danej maszynowej maksymalna prędkość osi (przesuw szybki) nie może jednak zo-
stać przekroczona. Ten przypadek prowadzi do wyprowadzenia alarmu.
Przykład programowania gwint metryczny 5, skok według tablicy: 0,8 mm/obr, otwór już wstępnie wykonany: N5 G54 G0 G90 X10 Y10 Z5 ; ruch do punktu startowego N10 SPOS=0 ; wrzeciono w regulacji położenia N20 G331 Z-25 K0.8 S600 ; gwintowanie otworu, K dodatnie - obroty wrzeciona w prawo, punkt końcowy Z=25 mm N40 G332 Z5 K0.8 ; wycofanie N50 G0 X... Y... Z...

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 211
9.3.10 Dosunięcie do punktu stałego: G75
Działanie Przy pomocy G75 można dokonać dosunięcia do punktu stałego na maszynie, np. punkt zmiany narzędzia. Pozycja jest dla wszystkich osi zapisana na stałe w danych maszyno-wych. Nie działa żadne przesunięcie. Prędkością każdej osi jest jej przesuw szybki.
G75 wymaga własnego bloku i działa pojedynczymi blokami. Zależy zaprogramować identy-fikator osi maszyny!
W bloku po G75 poprzednie polecenie G grupy „rodzaj interpolacji” (G0, G1, G2, ...) jest po-nownie aktywne.
Przykład programowania N10 G75 X1=0 Y1=1 Z1=0
Wskazówka Zaprogramowane wartości pozycji dla X1, Y1, Z1 (tutaj dowolnie wybrano = 0) są ignoro-wane, muszą jednak być pisane.
9.3.11 Dosunięcie do punktu odniesienia: G74
Działanie Przy pomocy G74 może zostać przeprowadzone bazowanie do punktu odniesienia w pro-gramie NC. Kierunek i prędkość każdej osi są zapisane w danych maszynowych. G74 wymaga własnego bloku i działa pojedynczymi blokami. Zależy zaprogramować identy-fikator osi maszyny! W bloku po G74 jest ponownie aktywne poprzednie polecenie G z grupy „Rodzaj interpolacji” (G0, G1, G2, ...).
Przykład programowania N10 G74 X1=0 Y1=0 Z1=0
Wskazówka Zaprogramowane wartości pozycji dla X1, Y1, Z1 (tutaj dowolnie wybrano = 0) są ignoro-wane, muszą jednak być pisane.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 212
9.3.12 Pomiar czujnikiem przełączającym: MEAS, MEAW
Działanie Funkcja jest dostępna w przypadku SINUMERIK 802D sl plus i pro.
Jeżeli w bloku z ruchem postępowym w osiach znajduje się instrukcja MEAS=... albo MEAW=..., pozycje poruszanych osi są odczytywane przy zboczu łączeniowym przyłączo-nego czujnika pomiarowego i zapisywane. Wynik pomiaru daje się odczytać dla każdej osi w programie. W przypadku MEAS ruch osi jest hamowany przy przybyciu wybranego zbocza łączeniowe-go czujnika a pozostała droga jest kasowana.
Programowanie MEAS=1 G1 X... Y...
Z... F... ; pomiar ze zboczem rosnącym czujnika pomiarowego, Skaso-wanie pozostałej drogi
MEAS=-1 G1 X... Y... Z... F...
; pomiar ze zboczem opadającym czujnika pomiarowego, Ska-sowanie pozostałej drogi
MEAW=1 G1 X... Y... Z... F...
; pomiar ze zboczem rosnącym czujnika pomiarowego, bez kasowania pozostałej drogi
MEAW=-1 G1 X...Y... Z... F...
; pomiar ze zboczem opadającym czujnika pomiarowego, bez kasowania pozostałej drogi
OSTROŻNIE
W przypadku MEAW: czujnik pomiarowy wykonuje ruch do zaprogramowanej pozycji rów-nież po zadziałaniu. Niebezpieczeństwo zniszczenia!
Status zlecenia pomiaru Gdy czujnik pomiarowy przełączył, zmienna $AC_MEA[1] po bloku pomiaru ma wartość=1, w innym przypadku wartość=0. Z wystartowaniem bloku pomiaru zmienna jest ustawiana na wartość=0.
Wynik pomiaru Wynik pomiaru jest dla osi wykonujących ruch w bloku pomiaru dostępny w następujących zmiennych po bloku pomiaru przy pomyślnym przełączeniu czujnika pomiarowego: w układzie współrzędnych maszyny: $AA_MM[oś] w układzie współrzędnych obrabianego przedmiotu: $AA_MW[oś]

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 213
Przykład programowania
N10 MEAS=1 G1 X300 Z-40 F4000 ; pomiar z kasowaniem pozostałej drogi, czujnik pomiarowy ze zboczem rosnącym
N20 IF $AC_MEA[1]==0 GOTOF MEASERR ; błąd pomiaru ? N30 R5=$AA_MW[X] R6=$AA_MW[Z] ; przetwarzanie wartości pomiarowych .. N100 MEASERR: M0 ; błąd pomiaru
Wskazówka Instrukcja IF - patrz punkt „Warunkowe skoki w programie"
9.3.13 Sterowanie styczne: TANG, TANGON, TANGOF, TLIFT, TANGDEL
Działanie Funkcja jest dostępna tylko w przypadku 802D sl pro.
Zastosowanie tej funkcji jest przewidziane poza technologią frezowanie.
Gdy sterowanie SINUMERIK jest stosowane w obszarach technologii, gdzie np. narzędzie musi być prowadzone w ustawieniu stycznej (stycznie) do konturu obrabianego przedmiotu, wówczas jest stosowane "sterowanie styczne". Na przykład: • Prowadzenie ustawiania obrabianego przedmiotu przy obróbce przy pomocy piły taśmo-
wej
• Prowadzenie kółka tnącego przy obróbce szkła, skóry albo papieru.
Przy pomocy funkcji TANG( ) jest definiowane sprzężenie osi ze współczynnikiem sprzęże-nia. Sprzężenie osi ustala oś holowaną (obrotową) i dwie osie wiodące (osie płaszczyzny ob-róbki). Oś holowana jest prowadzona według stycznej do toru ruchu przebywanego przez osie wiodące. Przy pomocy TANGON( ) sprzężenie jest włączane, przy pomocy TANGOF( ) wyłączane. Przez kąt zaprogramowany w TANGON( ) można podać kąt offsetu osi holowa-nej (obrotowej). Przy pomocy instrukcji TANGDEL( ) można skasować zdefiniowane sprzę-żenie w stanie wyłączonym. Z poszczególnymi funkcjami należy przekazać każdorazowo ustalone parametry wzgl. ich wartości. Jeżeli wszystkie parametry za osiami nie mają podanej wartości, wówczas nie mu-szą być one pisane.
Programowanie TANG( ; Definicja sprzężenia stycznego FOś,LOś1,LOś2,Sprzęż,KS,Opt ) TANGON( FOś,Kąt, Odl., tol. kąta ) ;włączenie sterowania stycznego TANGOF( FOś ) ; Wyłączenie sterowania stycznego TLIFT( FOś ) ; wstawianie bloku pośredniego na narożnikach konturu TANGDEL( FOś ) ; Skasowanie definicji sprzężenia stycznego
Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 214
Objaśnienie parametrów FOś Oś holowana (stycznie aktualizowana oś obrotowa) LOś1, LOś Oś wiodąca 1 i 2 (osie uczestniczące w tworzeniu konturu, z których
jest określana styczna do aktualizacji osi holowanej.) Sprzęż. Współczynnik sprzężenia (zależność między zmianą kąta stycznej i osi
holowanej.) Podanie opcjonalne, ustawienie domyślne = 1 KS Symbol literowy układu współrzędnych, podanie opcjonalne: "B" = bazowy układ współrzędnych (ustawienie domyślne) Opt Optymalizacja: "S" = standard (domyślnie) albo "P" = automatyczne dopasowanie przebiegu w czasie osi holowanej i osi wiodących Kąt Kąt offsetu osi holowanej Odl. Droga ścinania dla osi holowanej, wymagana przy Opt = "P" Tol. kąta Tolerancja kątowa osi holowanej, podanie opcjonalne, (ewaluacja tylko
przy Opt = "P")
Informacje Przy Opt = "P" jest przy ograniczeniu prędkości osi wiodących również uwzględniana dyna-mika osi holowanej.
Parametry Dist i Winkeltol w zamierzony sposób ograniczają błąd między osią aktualizowaną i styczną osi wiodących. Skoki prędkości osi holowanej w wyniku skoków w konturze osi wiodącej są ścinane wzgl. wygładzane przy pomocy (Dist i Winkeltol). Przy tym oś holowana jest prowadzona wyprzedzająco, aby utrzymywać możliwie małe odchylenie.
Wstawianie bloku pośredniego na narożnikach konturu: TLIFT( )
Na narożniku konturu skokowo zmienia się styczna a przez to pozycja zadana osi aktualizo-wanej. Oś próbuje normalnie wyrównać ten skok przy pomocy swojej maksymalnej możliwej prędkości. Przy tym jednak na pewnym odcinku na konturze za narożnikiem wynika odchyle-nie od pożądanego stycznego przyłożenia. Jeżeli ze względów technologicznych nie można tego tolerować, można przy pomocy instrukcji TLIFT( ) skłonić sterowanie do tego, by za-trzymywało się na narożnikach i w automatycznie wytwarzanym bloku pośrednim obracało oś holowaną do nowego kierunku stycznej. Zmiana kąta, od której jest wstawiany automa-tyczny blok pośredni, daje się projektować poprzez daną maszynową.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 215
Rysunek 9-30 Sterowanie styczne, np. kółkiem tnącym: X, Y = osie wiodące, C = oś holowana
N10 TANG(C, X, Y,1) ; zdefiniowanie sprzężenia sterowania stycznego N20 ... ; ruch do punktu początkowego N30 TANGON(C,0) ; włączenie sprzężenia, kierunek osi C 0 stopni N40 G1 F800 X10 Y20 ; ruch po konturze X, Y ... N100 TANGOF(C) ; wyłączenie sprzężenia ...
N200 M2

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 216
9.3.14 Posuw F
Działanie Posuw F jest prędkością ruchu po torze i stanowi wartość bezwzględną sumy geometrycznej składowych prędkości wszystkich uczestniczących osi. Prędkości w osiach wynikają z udzia-łu drogi w osi w drodze po torze.
Posuw F działa w przypadku rodzajów interpolacji G1, G2, G3, CIP, CT i pozostaje zacho-wany tak długo, aż zostanie napisane nowe słowo F.
Programowanie F...
Wskazówka W przypadku wartości całkowitoliczbowych kropkę dziesiętną można pominąć, np.: F300
Jednostka miary dla F z G94, G95 Jednostka miary słowa F jest określana przez funkcję G:
• G94 F jako posuw w mm/min
• G95 F jako posuw w mm/obrót wrzeciona (ma sens tylko wtedy, gdy wrzeciono wiruje!)
Wskazówka Ta jednostka miary obowiązuje dla metrycznego podawania wymiarów. Odpowiednio do punktu „Metryczne i calowe podawanie wymiarów” jest również możliwe ustawienie wymia-ru calowego.
Przykład programowania N10 G94 F310 ; posuw w mm/min ... N110 S200 M3 ;obroty wrzeciona N120 G95 F15.5 ; posuw w mm/obrót
Wskazówka Piszcie nowe słowo F, gdy przełączacie G94 - G95!

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 217
9.3.15 Korekcja posuwu w przypadku okręgów: CFTCP, CFC
Działanie Przy włączonej korekcji promienia narzędzia (G41/G42, patrz punkt "Wybór korekcji promie-nia narzędzia: G41, G42") i programowaniu okręgu jest konieczne skorygowanie posuwu w punkcie środkowym frezu, jeżeli zaprogramowana wartość F ma działać na konturze koło-wym. Obróbka wewnętrzna i zewnętrzna okręgu jak też aktualny promień narzędzia są przy włą-czonej korekcji uwzględniane automatycznie. W przypadku torów prostoliniowych ta korekcja nie jest wymagana. Tutaj prędkości ruchu po torze w punkcie środkowym frezu u na zaprogramowanym konturze są takie same. Jeżeli zaprogramowany posuw ma działać stale w punkcie środkowym frezu, wyłączcie ko-rekcję posuwu. Do przełączania istnieje modalnie działająca grupa z CFTCP/CFC (funkcje G).
Programowanie CFTCP ; korekcja posuwu WYŁ (zaprogramowany posuw działa w punkcie środ-
kowym frezu) CFC ; korekcja posuwu w przypadku okręgu WŁ
Rysunek 9-31 Korekcja posuwu G901 przy obróbce wewnętrznej/zewnętrznej po okręgu
Posuw skorygowany • Obróbka zewnętrzna po okręgu:
Fkorr. = Fprog. (rkont + rwz) / rkont
• Obróbka wewnętrzna po okręgu: Fkorr. = Fprog. (rkont - rwz) / rkont
rkont: promień konturu kołowego rwz: promień narzędzia

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 218
Przykład programowania N10 G42 ... ; korekcja promienia narzędzia WŁ N20 CFC ... ; korekcja posuwu w przypadku okręgu WŁ N30 G2 X... Y... I... J... ; wartość posuwu działa na konturze F350 N40 G3 X... Y... I... J... ; wartość posuwu działa na konturze ... N70 CFTCP ; korekcja posuwu WYŁ, zaprogramowana wartość posuwu działa w punkcie środkowym frezu
9.3.16 Zatrzymanie dokładne / przejście płynne: G9, G60, G64
Działanie Do ustawiania zachowania się pod względem ruchu na granicach bloków i do przełączania na następny blok istnieją funkcje G, które umożliwiają optymalne dopasowanie do różnych wymagań. Np. chcecie szybko pozycjonować w osiach albo obrabiać kontury przez wiele bloków.
Programowanie G60 ; zatrzymanie dokładne - działa modalnie G64 ; praca z przechodzeniem płynnym G9 ; zatrzymanie dokładne - działa pojedynczymi blokami G601 ; okno zatrzymania dokładnego dokładnie G602 ; okno zatrzymania dokładnego zgrubnie
Zatrzymanie dokładne G60, G9 Gdy działa funkcja zatrzymania dokładnego (G60 albo G9), prędkość jest dla osiągnięcia dokładnej pozycji docelowej na końcu bloku wyhamowywana do zera.
Przy tym można przy pomocy kolejnej działającej modalnie grupy G ustawić, kiedy ruch po-stępowy w tym bloku jest uważany za zakończony i następuje przełączenie na następny blok.
• G601 okno zatrzymania dokładnego dokładnie Przełączenie na następny blok następuje, gdy wszystkie osie osiągnęły „okno zatrzymania dokładnego dokładnie” (wartość w danej maszynowej).
• G602 Okno zatrzymania dokładnego zgrubnie Przełączenie na następny blok następuje, gdy wszystkie osie osiągnęły „okno zatrzymania dokładnego zgrubnie” (wartość w danej maszynowej).

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 219
Wybór okna zatrzymania dokładnego ma istotny wpływ na czas całkowity, gdy jest wykony-wanych wiele procesów pozycjonowania. Dokładne kompensacje wymagają więcej czasu.
Rysunek 9-32 Okno zatrzymania dokładnego zgrubnie albo dokładnie, działa przy G60/G9, powięk-
szone przedstawienie okien
Przykład programowania N5 G602 ; okno zatrzymania dokładnego zgrubnie N10 G0 G60 X... ; zatrzymanie dokładne modalnie N20 X... Y... ; G60 działa nadal ... N50 G1 G601 ... ; okno zatrzymania dokładnego dokładnie N80 G64 X... ; przełączenie na przechodzenie płynne ... N100 G0 G9 Z... ; zatrzymanie dokładne działa tylko w tym bloku N111 ... ; ponownie praca z przechodzeniem płynnym
Wskazówka Polecenie G9 wytwarza zatrzymanie dokładne tylko dla tego bloku, w którym się znajduje, G60 natomiast aż do odwołania przez G64.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 220
Przejście płynne G64
Celem przechodzenia płynnego jest uniknięcie hamowania na granicach bloków i przełącza-nie z możliwie taką samą prędkością ruchu po torze (przy przejściach stycznych) na następ-ny blok. Funkcja pracuje z wyprzedzającym prowadzeniem prędkości przez wiele bloków (Look Ahead).
Przy przejściach nie stycznych (narożnikach) prędkość jest ew. tak szybko obniżana, że osie podlegają stosunkowo dużej zmianie prędkości w krótkim czasie. Ma to ewentualnie za sku-tek duże szarpnięcie (zmiana przyspieszenia). Poprzez uaktywnienie funkcji SOFT można ograniczyć wielkość szarpnięcia.
Przykład programowania N10 G64 G1 X... F... ; praca z przechodzeniem płynnym N20 Y.. ; dalej przejście płynne ... N180 G60 ... ; przełączenie na zatrzymanie dokładne
Wyprzedzające prowadzenie prędkości (Look Ahead)
W pracy z przechodzeniem płynnym z G64 sterowanie automatycznie oblicza prowadzenie prędkości z góry dla wielu bloków NC. Przez to może przy w przybliżeniu stycznych przej-ściach następować przyspieszanie albo hamowanie poprzez wiele bloków. W przypadku to-rów ruchu składających się z krótkich dróg w blokach NC można uzyskać większe prędkości niż bez sterowania wyprzedzającego.
Rysunek 9-33 Porównanie zachowania się pod względem prędkości G60 i G64 z krótkimi drogami
w blokach

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 221
9.3.17 Zachowanie się pod względem przyspieszenia: BRISK, SOFT
BRISK Osie maszyny zmieniają swoją prędkość z maksymalnie dopuszczalną wartością przyspie-szenia aż do osiągnięcia prędkości końcowej. BRISK umożliwia pracę optymalną pod wzglę-dem czasu. Prędkość zadana jest uzyskiwana w krótkim czasie. Występują jednak skoki w przebiegu przyspieszenia.
SOFT Osie maszyny przyspieszają z nieliniową, stałą charakterystyką aż do osiągnięcia prędkości końcowej. Dzięki temu przyspieszeniu wolnemu od szarpnięcia SOFT umożliwia mniejsze obciążenie maszyny. Takie samo zachowanie się ma miejsce również przy procesach ha-mowania.
Rysunek 9-34 Zasadniczy przebieg prędkości po torze w przypadku BRISK-SOFT
Programowanie BRISK ; przyśpieszenie skokowe ruchu po torze SOFT ; przyspieszenie ruchu po torze z ograniczeniem szarpnięcia
Przykład programowania
N10 SOFT G1 X30 Z84 F650 ; przyspieszenie ruchu po torze z ograniczeniem szarpnięcia ... N90 BRISK X87 Z104 ; dalej ze skokowym przyspieszeniem ruchu po torze ...

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 222
9.3.18 Procentowa korekcja przyśpieszenia: ACC
Działanie We fragmentach programu może być wymagana programowana zmiana nastawionego po-przez dane maszynowe przyspieszenia osi albo wrzeciona. To programowalne przyspiesze-nie jest procentową korekcją przyspieszenia. Dla każdej osi (np. X) albo wrzeciona (S) można zaprogramować wartość procentową >0% i ≤200%. Interpolacja osi następuje wówczas z tym samym udziałowym przyspieszeniem. Wartość odniesienia (100%) jest obowiązującą wartością danej maszynowej przyśpieszenia (zależnie czy oś czy wrzeciono, w przypadku wrzeciona jeszcze zależnie od stopnia prze-kładni i czy ma miejsce tryb pozycjonowania czy tryb prędkości obrotowej).
Programowanie ACC[nazwa osi]= wartość procentowa ; dla osi ACC[S]= wartość procentowa ; dla wrzeciona
Przykład programowania
N10 ACC[X]=80 ; 80% przyspieszenie dla osi X N20 ACC[S]=50 ; 50% przyspieszenie dla wrzeciona ... N100 ACC[X]=100 ; wyłączenie korekcji dla osi X
Działanie Ograniczenie to działa we wszystkich rodzajach interpolacji rodzajów pracy AUTOMATYKA i MDA ale nie w pracy JOG i przy bazowaniu do punktu odniesienia.
Przy pomocy przyporządkowania wartości ACC[...] korekcja jest wyłączana; również przy pomocy RESET i końca programu.
Zaprogramowana wartość korekcji jest aktywna również przy posuwie próbnym.
OSTROŻNIE
Wartość większą niż 100% wolno zaprogramować tylko wtedy, gdy to obciążenie jest do-puszczalne dla mechaniki maszyny a napędy mają odpowiednie rezerwy. Przy nie prze-strzeganiu może dojść do uszkodzeń mechaniki i/albo komunikatów błędów.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 223
9.3.19 Ruch ze sterowaniem wyprzedzającym: FFWON, FFWOF
Działanie Dzięki sterowaniu wyprzedzającemu uchyb nadążania po torze ruchu jest redukowany do zera. Ruch ze sterowaniem wyprzedzającym umożliwia większą dokładność ruchu po torze a przez to lepsze wyniki produkcji.
Programowanie FFWON ; sterowanie wyprzedzające WŁ FFWOF ; sterowanie wyprzedzające WYŁ.
Przykład programowania
N10 FFWON ; sterowanie wyprzedzające WŁ N20 G1 X... Y... Z... F900 ... N80 FFWOF ; sterowanie wyprzedzające WYŁ.
9.3.20 Polepszenie jakości powierzchni przez kompresor: COMPCAD
Działanie Ta funkcja jest dostępna w przypadku SINUMERIK 802D sl pro. Systemy CAD/CAM dają z reguły bloki liniowe, które zachowują sparametryzowaną dokład-ność. W przypadku bardziej skomplikowanych konturów prowadzą one do znacznej ilości danych i do ewentualnie krótkich odcinków toru. Te krótkie odcinki ograniczają prędkość wy-konywania. Kompresor ma możliwość połączenia poszczególnych krótkich bloków ruchu po torze w jeden fragment. Liczba bloków do wykonania jest kompresowana. Przy tym we-wnętrznie interpolacja prostoliniowa jest zamieniana w interpolację wielomianową.
Przy pomocy G-Code COMPCAD można wybrać kompresję, która jest zoptymalizowana pod względem jakości powierzchni i prędkości, przy czym dokładność interpolacji może zostać ustalona przez dane maszynowe.
COMPCAD wymaga długiego czasu obliczeń i dużo miejsca w pamięci. COMPCAD należy stosować tylko wtedy, gdy środki do polepszenia powierzchni nie mogą zostać z góry za-pewnione przez system CAD/CAM.
Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 224
Cechy: • COMPCAD wytwarza przy stałym przyspieszeniu bloki wielomianowe przechodzące je-
den w drugi. • W przypadku sąsiednich torów odchylenia prowadzą każdorazowo w tym samym kierun-
ku. • Przy pomocy danej nastawczej SD42470: CRIT_SPLINE_ANGLE można ustalić kąt gra-
niczny, od którego COMPCAD pozostawia narożniki. • COMPCAD eliminuje wadliwe przejścia powierzchni. Przy tym tolerancje są w dużym
stopniu dotrzymane, kąt graniczny narożników nie jest jednak uwzględniany.
Programowanie COMPCAD ; kompresor do optymalizacji powierzchni WŁ COMPOF ; Kompresor WYŁ.
Przykład programowania N10 G0 X30 Y6 Z40 N20 G1 F10000 N30 SOFT N40 COMPCAD ; kompresor do optymalizacji powierzchni WŁ N50 STOPFIFO ; Zatrzymanie szybkiego fragmentu obróbki N60 Z32.499 N61 X41.365 Z32.500 N62 X43.115 Z32.497 N63 X43.365 Z32.477 N64 X43.556 Z32.449 N65 X43.818 Z32.387 N66 X44.076 Z32.300 ... N80 COMPOF ; Kompresor WYŁ. N90 G0 Z50 N100 M2
Informacje Kompresor przetwarza bloki z ruchami w osiach X, Y i Z. Wyprowadzanie poleceń M, zmiana prędkości obrotowej wrzeciona, itd. przerywa działanie kompresora. Przy uruchamianiu należy projektować działanie poprzez szereg danych maszynowych.
Literatura Instrukcja eksploatacji

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 225
9.3.21 4. oś
Działanie Zależnie od wykonania maszyny może być wymagana 4. oś, np. stół obrotowy, stół skrętny, itd. Ta oś może być wykonana jako oś liniowa albo oś obrotowa. Odpowiednio można zapro-jektować identyfikator dla tej osi, np. U albo C albo A, itd. W przypadku osi obrotowych moż-na projektować zakres ruchu między 0...<360 stopni (zachowanie się modulo).
4. oś przy odpowiednim zaprojektowaniu maszyny może wykonywać ruch liniowy równocze-śnie z pozostałymi osiami. Jeżeli oś wędzie wykonywać ruch w jednym bloku z G1 albo G2/G3 z pozostałymi osiami (X,Y,Z), wówczas nie uzyska składowej posuwu F. Jej prędkość zależy od czasu ruchu po torze osi X,Y,Z. Jej ruch "liniowy" rozpoczyna się i kończy z pozo-stałymi osiami uczestniczącymi w tworzeniu konturu. Prędkość nie może być jednak większa niż ustalona wartość graniczna.
Gdy w bloku zostanie zaprogramowana tylko ta 4. oś, oś przy G1 wykonuje ruch z aktywnym posuwem F. Jeżeli chodzi o oś obrotową, wówczas jednostką miary dla F jest odpowiednio stopni/min przy G94 albo stopni/obrót wrzeciona przy G95.
Dla tej osi mogą być również ustawiane (G54 ... G59) i programowane (TRANS, ATRANS) przesunięcia.
Przykład programowania Niech 4. będzie osią skrętną (stół obrotowy) i ma identyfikator A:
N5 G94 ; F w mm/min albo stopniach/min N10 G0 X10 Y20 Z30 A45 ; przejście toru X-Y-Z przesuwem szybkim, A w tym samym czasie N20 G1 X12 Y21 Z33 A60 F400 ; przejście toru X-Y-Z z prędkością 400 mm/min, A w tym samym czasie N30 G1 A90 F3000 ; oś A wykonuje sama ruch do pozycji 90 stopni z prędko-
ścią 3000 stopni/min
Instrukcje specjalne dla osi obrotowych: DC, ACP, ACN np. dla osi obrotowej A A=DC(...) ; absolutne podanie wymiaru, bezpośredni ruch do pozycji (po naj-
krótszej drodze) A=ACP(...) ; podanie wymiaru absolutnego, dosunięcie do pozycji w kierunku
dodatnim A=ACN(...) ; podanie wymiaru absolutnego, dosunięcie do pozycji w kierunku
ujemnym
Przykład
N10 A=ACP(55.7) ; ruch do pozycji absolutnej 55,7 stopni w kierunku dodatnim

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 226
9.3.22 Czas oczekiwania: G4
Działanie Między dwoma blokami NC możecie przerwać obróbkę na zdefiniowany czas, przez wsta-wienie oddzielnego bloku z G4, np. w celu wyjścia narzędzia z materiału.
Słowa z F... albo S... są tylko w tym bloku używane do podania czasu. Przedtem zaprogra-mowany posuw F albo prędkość obrotowa wrzeciona S pozostają zachowane.
Programowanie G4 F... ; czas oczekiwania w sekundach G4 S... ; czas oczekiwania w obrotach wrzeciona
Przykład programowania
N5 G1 F3.8 Z-50 S300 M3 ; posuw F, prędkość obrotowa wrzeciona S N10 G4 F2.5 ; czas oczekiwania 2,5 s N20 Z70 N30 G4 S30 ; oczekiwanie przez 30 obrotów wrzeciona, odpowiada przy
; S=300 obr/min i 100 % override prędkości obrotowej: t=0,1 min N40 X... ; posuw i prędkość obrotowa wrzeciona działają nadal
Wskazówka
G4 S.. jest możliwe tylko w przypadku wrzeciona sterowanego (gdy zadane prędkości obrotowe są programowane również poprzez S... .

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 227
9.3.23 Ruch do oporu sztywnego
Działanie Funkcja jest dostępna w przypadku 802D sl plus i 802D sl pro.
Przy pomocy funkcji „ruch do oporu sztywnego” (FXS = Fixed Stop) jest możliwe wytwarza-nie zdefiniowanych sił do mocowania obrabianych przedmiotów, które są np. konieczne w przypadku tulei wrzecionowych i chwytaków. Poza tym można przy pomocy tej funkcji do-konywać dosunięcia do mechanicznych punktów odniesienia. W przypadku wystarczająco zmniejszonego momentu są również możliwe proste procesy pomiaru bez konieczności przyłączania czujnika.
Programowanie FXS[oś]=1 ; wybór ruchu do oporu sztywnego FXS[oś]=0 ; cofnięcie wyboru ruchu do oporu sztywnego FXST[oś]=... ; moment zacisku, podanie w % max momentu napędu FXSW[oś]=... ; szerokość okna do nadzoru oporu sztywnego w mm/stopniach
Wskazówka
Jest preferowane pisanie identyfikatora osi maszyny jako identyfikatora osi (np. X1). Iden-tyfikator osi kanału (np.: X) jest dostępny tylko wtedy, gdy obrót współrzędnych nie jest aktywny i ta oś jest bezpośrednio przyporządkowana do osi maszyny.
Polecenia działają modalnie. Droga ruchu i wybór funkcji FXS[oś]=1 muszą zostać zapro-gramowane w jednym bloku.
Przykład programowania wyboru
N10 G1 G94 ...
N100 X250 Z100 F100 FXS[Z1]=1 FXST[Z1]=12.3 FXSW[Z1]=2 ; dla osi maszyny Z1 funkcja FXS wybrana,
; moment zacisku 12,3% ; szerokość okna 2 mm
Opór sztywny musi przy wybraniu leżeć między pozycją startową i docelową.
Podanie momentu FXST[]= i szerokości okna FXSW[]= są opcjonalne. Gdy nie zostaną one zapisane, działają wartości z istniejących danych nastawczych (SD). Programowane wartości są przejmowane do danych nastawczych. Na początku są ładowane dane na-stawcze z wartościami z danych maszynowych. FXST[ ]=... wzgl. FXSW[ ]=... mogą zostać zmienione w dowolnej chwili w programie. Zmiany zaczynają działać przed ruchami postę-powymi w bloku.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 228
Rysunek 9-35 Przykład ruchu do oporu sztywnego: narzędzie wykonuje ruch w Z do oporu
sztywnego
Dalsze przykłady programowania N10 G1 G94 ... N20 X250 Z100 F100 FXS[X1]=1 ; dla osi maszyny X1 wybrana FXS
; moment zacisku i szerokość okna z SD N20 X250 Z100 F100 FXS[X1]=1 FXST[X1]=12.3
; dla osi maszyny X1 wybrana FXS ; moment zacisku 12,3%, szerokość okna z SD
N20 X250 Z100 F100 FXS[X1]=1 FXST[X1]=12.3 FXSW[X1]=2
; dla osi maszyny X1 wybrana FXS ; moment zacisku 12,3%, szerokość okna 2 mm
N20 X250 Z100 F100 FXS[X1]=1 FXSW[X1]=2
; dla osi maszyny X1 wybrana FXS ; moment zacisku z SD, szerokość okna 2 mm
Opór sztywny osiągnięty Po osiągnięciu oporu sztywnego,
• pozostała droga jest kasowana a wartość rzeczywista położenia jest aktualizowana,
• moment napędowy rośnie do zaprogramowanej wartości granicznej FXST[ ]=... wzgl. wartości z SD a następnie pozostaje stały,
• nadzór oporu sztywnego w ramach danej szerokości okna staje się aktywny (FXSW[ ]=... wzgl. wartość z SD).
Cofnięcie wyboru funkcji Cofnięcie wyboru funkcji wyzwala zatrzymanie przebiegu wyprzedzającego. W bloku z FXS[X1]=0 powinny znajdować się ruchy postępowe.
Przykład: N200 G1 G94 X200 Y400 F200 FXS[X1] = 0
Oś X1 jest wycofywana z oporu stałego do pozy-cji X= 200 mm.

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 229
Wskazówka Ruch do pozycji wycofania musi prowadzić od oporu sztywnego, w przeciwnym przypadku jest możliwe uszkodzenie zderzaka albo maszyny.
Zmiana bloku następuje po osiągnięciu pozycji wycofania. Jeżeli pozycja wycofania nie jest podana, wówczas zmiana bloku następuje natychmiast po wyłączeniu ograniczenia momen-tu.
Wskazówka
„Pomiar z kasowaniem pozostałej drogi” (polecenie MEAS) i „ruch do oporu sztywnego” nie mogą być równocześnie zaprogramowane w jednym bloku.
Podczas gdy „ruch do oporu sztywnego” jest aktywny, nie następuje nadzór konturu.
Gdy granica momentu zostanie za bardzo ograniczona, oś nie może już nadążyć za war-tością zadaną, regulator położenia wchodzi w ograniczenie i odchylenie od konturu rośnie. W tym stanie roboczym może przy zwiększeniu granicy momentu dojść do ruchów z szarpnięciem. Należy zapewnić, by oś mogła jeszcze nadążać. Dlatego należy skontro-lować, czy odchylenie od konturu jest nie większe niż w przypadku momentu nieograni-czonego.
Poprzez daną maszynową można zdefiniować charakterystykę wzrostu dla nowej granicy momentu, aby uniknąć skokowego ustawienia granicy momentu (np. przy wciśnięciu tulei wrzecionowej).
Zmienna systemowa dla statusu: $AA_FXS[oś] Ta zmienna systemowa podaje status „ruchu do oporu sztywnego” dla podanej osi: Wartość = 0: Oś nie jest na oporze 1: Nastąpiło pomyślne dojście do oporu (oś jest w oknie nadzoru oporu sztywnego) 2: Dosunięcie do oporu nie powiodło się (oś nie jest na oporze) 3: Ruch do oporu sztywnego uaktywniony 4: Opór został rozpoznany 5: Wybór ruchu do oporu sztywnego jest cofany. Cofnięcie nie jest jeszcze dokona-
ne.
Odpytanie zmiennych systemowych w programie obróbki wyzwala stop przebiegu wyprze-dzającego.
W przypadku SINUMERIK 802D sl mogą zostać ujęte tylko stany statyczne przed i po wybo-rze/cofnięciu.
Maskowanie alarmu Przy pomocy danej maszynowej można blokować wyprowadzanie następujących alarmów:
• 20091 „Opór sztywny nie osiągnięty”
• 20094 „Opór sztywny anulowany”
Literatura: „Opis działania”, punkt „Ruch do oporu sztywnego”

Programowanie
9.3 Ruchy w osiach
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 230
9.3.24 Redukcja posuwu ze zwłoką na narożnikach (FENDNORM, G62, G621)
Działanie Przy automatycznej zwłoce na narożnikach posuw jest dzwonokształnie zmniejszany na krótko przed odnośnym narożnikiem. Poza tym mające znaczenie dla obróbki zachowanie się narzędzia może być parametryzowane poprzez dane nastawcze. Są to:
• początek i koniec zmniejszenia posuwu
• override, z którym posuw jest zmniejszany
• rozpoznanie odnośnego narożnika
Jako narożniki mające znaczenie są uwzględniane te narożniki, których kąt wewnętrzny jest mniejszy niż narożnik sparametryzowany poprzez daną nastawczą.
Przy pomocy wartości domyślnej FENDNORM funkcja automatycznego override na narożni-kach jest wyłączana.
Literatura Opis działania dialektów ISO dla SINUMERIK
Programowanie FENDNORM
G62 G41
albo
G621
Parametry FENDNORM Automatyczna zwłoka na narożnikach wył. G62 Zwłoka w narożnikach wewnętrznych przy aktywnej korekcji pro-
mienia narzędzia G621 Zwłoka na wszystkich narożnikach przy aktywnej korekcji promienia
narzędzia
G62 działa tylko na narożnikach wewnętrznych z
• aktywną korekcją promienia narzędzia G41, G42 i
• aktywnym przechodzeniem płynnym G64, G641
Dosunięcie do odpowiedniego narożnika następuje ze zmniejszonym posuwem, który wyni-ka z:
F * (Override do redukcji posuwu) * override posuwu
Maksymalnie możliwe obniżenie posuwu jest uzyskiwane dokładnie wtedy, gdy narzędzie, w odniesieniu do toru punktu środkowego, ma dokonać zmiany kierunku na odnośnym na-rożniku.
G621 działa analogicznie do G62 na każdym narożniku, osi ustalonych przez FGROUP.

Programowanie
9.4 Ruchy wrzeciona
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 231
9.4 Ruchy wrzeciona
9.4.1 Prędkość obrotowa wrzeciona S, kierunki obrotów
Działanie Prędkość obrotowa wrzeciona jest programowana pod adresem S w obrotach na minutę, gdy maszyna dysponuje wrzecionem sterowanym. Kierunek obrotów i początek wzgl. koniec ruchu są zadawane poprzez polecenia M.
M3: obroty wrzeciona w prawo M4: obroty wrzeciona w lewo M5: wrzeciono stop
Wskazówka: W przypadku całkowitoliczbowych wartości S wprowadzanie kropki dziesiętnej nie jest konieczne, np. S270
Informacje Gdy napiszecie M3 albo M4 w jednym bloku z ruchami w osiach, polecenia M działają przed ruchami w osiach. Ustawienie standardowe: Ruchy w osiach rozpoczynają się dopiero wtedy, gdy zakończyła się faza rozbiegu wrzeciona (M3, M4). M5 jest wyprowadzane również przed ruchem w osi. Nie następuje jednak czekanie na zatrzymanie wrzeciona. Ruchy w osiach rozpoczynają się jeszcze przed zatrzymaniem wrzeciona. Przy pomocy końca programu albo RESET wrzeciono jest zatrzymywane. Na początku programu działa prędkość obrotowa wrzeciona równa zero (S0).
Wskazówka Poprzez dane maszynowe można projektować inne ustawienia.
Przykład programowania N10 G1 X70 Z20 F300 S270 M3 ; przed ruchem w osi X, Z wrzeciono rozpędza się do 270 ob-
r/min w prawo ... N80 S450 ... ; zmiana prędkości obrotowej ... N170 G0 Z180 M5 ; ruch w Z, wrzeciono przechodzi w stan zatrzymany

Programowanie
9.4 Ruchy wrzeciona
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 232
9.4.2 Ograniczenie prędkości obrotowej wrzeciona: G25, G26
Działanie Poprzez program możecie przez napisanie G25 albo G26 i adresu wrzeciona S z wartością graniczną prędkości obrotowej ograniczyć ponadto obowiązujące wartości graniczne. Przez to są równocześnie zastępowane wartości wpisane w danych nastawczych.
G25 albo G26 wymaga każdorazowo oddzielnego bloku. Zaprogramowana przedtem pręd-kość obrotowa S pozostaje zachowana.
Programowanie G25 S... ; dolne ograniczenie prędkości obrotowej wrzeciona G26 S... ; górne ograniczenie prędkości obrotowej wrzeciona
Informacje Skrajne granice prędkości obrotowej wrzeciona są ustawiane w danej maszynowej. Przez wprowadzenie poprzez pulpit obsługi mogą zostać uaktywnione dane nastawcze do dalsze-go uaktywnienia.
Przykład programowania N10 G25 S12 ; dolna graniczna prędkość obrotowa wrzeciona: 12 obr/min N20 G26 S700 ; górna graniczna prędkość obrotowa wrzeciona: 700 obr/min
Wskazówka G25/G26 są w połączeniu z adresami osi stosowane do ograniczenia pola roboczego (patrz punkt "Ograniczenie pola roboczego").

Programowanie
9.4 Ruchy wrzeciona
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 233
9.4.3 Pozycjonowanie wrzeciona: SPOS
Działanie Warunek: Wrzeciono musi być technicznie przystosowane do pracy z regulacją położenia
Przy pomocy funkcji SPOS= możecie wypozycjonować wrzeciono w określonym położeniu kątowym. Wrzeciono jest utrzymywane w pozycji przez układ regulacyjny.
Prędkość procesu pozycjonowania jest ustalona w danej maszynowej.
Przy pomocy SPOS=wartość z ruchu M3/M4 jest zachowywany każdorazowy kierunek ruchu aż do końca pozycjonowania. Przy pozycjonowaniu ze stanu zatrzymanego dojście do pozy-cji następuje po najkrótszej drodze. Kierunek wynika przy tym z każdorazowej pozycji po-czątkowej i końcowej.
Wyjątek: Pierwszy ruch wrzeciona, tzn. gdy system pomiarowy nie jest jeszcze zsynchroni-zowany. Na taki przypadek kierunek jest zadawany w danej maszynowej.
Inne zadania kierunku dla wrzeciona przy pomocy SPOS=ACP(...), SPOS=ACN(...), ... są możliwe jak dla osi obrotowych.
Ruch następuje równolegle do ewentualnych ruchów w osi w tym samym bloku. Ten blok jest zakończony, gdy są zakończone obydwa ruchy.
Programowanie SPOS=... ; pozycja absolutna: 0 ... <360 stopni SPOS=ACP(...) ; podanie wymiaru absolutnego, dosunięcie do pozycji w kierunku
dodatnim SPOS=ACN(...) ; podanie wymiaru absolutnego, dosunięcie do pozycji w kierunku
ujemnym SPOS=IC(...) ; przyrostowe podanie wymiaru, znak ustala kierunek ruchu SPOS=DC(...) ; absolutne podanie wymiaru, bezpośredni ruch do pozycji (po naj-
krótszej drodze)
Przykład programowania
N10 SPOS=14.3 ; pozycja wrzeciona 14,3 stopnia ... N80 G0 X89 Z300 SPOS=25.6 ; pozycjonowanie wrzeciona z ruchami w osiach. Blok jest zakoń-
czony, gdy są zakończone wszystkie ruchy. N81 X200 Z300 ; blok N81 rozpoczyna się dopiero wtedy, gdy jest też uzyskana
pozycja wrzeciona z N80.

Programowanie
9.4 Ruchy wrzeciona
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 234
9.4.4 Stopnie przekładni
Działanie Dla wrzeciona można zaprojektować do 5 stopni przekładni w celu dopasowania prędkość obrotowa / moment obrotowy. Wybór stopnia przekładni następuje w programie poprzez po-lecenie M (patrz punkt "Funkcja dodatkowa M"):
• M40 ; automatyczny wybór stopnia przekładni
• M41 do M45 ;stopień przekładni 1 do 5
Programowanie
9.5 Specjalne funkcje toczenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 235
9.5 Wsparcie programowania konturu
9.5.1 Zaokrąglenie, fazka
Działanie W narożniku konturu możecie wstawić element fazka (CHF wzgl. CHR) albo zaokrąglenie (RND). Jeżeli chcecie w taki sam sposób zaokrąglić kolejno wiele narożników konturu, wów-czas uzyskacie to przy pomocy „zaokrąglenia modalnego” (RNDM).
Posuw dla fazki/zaokrąglenia możecie programować przy pomocy FRC (pojedynczymi blo-kami) albo FRCM (modalnie). Gdy FRC/FRCM nie są zaprogramowane, obowiązuje normal-ny posuw F.
Programowanie CHF=... ; wstawienie fazki, wartość: długość fazki CHR=... ; wstawienie fazki, wartość: długość ramienia fazki RND=... ; wstawienie zaokrąglenia, wartość: promień zaokrąglenia RNDM=... ; zaokrąglenie modalne:
Wartość>0: promień zaokrąglenia, zaokrąglanie modalne WŁ Do wszystkich kolejnych narożników konturu to zaokrąglenie jest wsta-wiane. Wartość=0: zaokrąglenie modalne WYŁ
FRC=... ; Posuw pojedynczymi blokami dla fazki/zaokrąglenia, Wartość >0, posuw w mm/min przy G94 wzgl. mm/obr. przy G95
FRCM=... ; Posuw modalny dla fazki/zaokrąglenia: Wartość>0: posuw w mm/min (G94) wzgl. mm/obr (G95) Posuw modalny dla fazki/zaokrąglenia WŁ Wartość =0: Posuw modalny dla fazki/zaokrąglenia WYŁ Dla fazki/zaokrąglenia obowiązuje posuw F.
Informacje Funkcje fazka/zaokrąglenie są wykonywane w aktualnej płaszczyźnie G17 do G19.
Każdorazowa instrukcja CHF=... albo CHR=... albo RND=... albo RNDM=... jest pisana w tym bloku z ruchami w osiach, który prowadzi do narożnika.
Zmniejszenie zaprogramowanej wartości fazki i zaokrąglenia jest w przypadku niewystarcza-jącej długości konturu w odnośnym bloku dokonywane automatycznie.
Fazka / zaokrąglenie nie ulega wstawieniu, gdy:
• zostanie kolejno zaprogramowanych więcej niż trzy bloki, które nie zawierają informacji o ruchu w płaszczyźnie,
• zostanie dokonana zmiana płaszczyzny.
F, FRC, FRCM nie działa, gdy ruch po fazce następuje z G0.

Programowanie
9.5 Specjalne funkcje toczenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 236
Jeżeli w przypadku fazki/zaokrąglenia działa posuw F, wówczas jest to standardowo wartość z bloku, który prowadzi od narożnika. Inne ustawienia dają się projektować poprzez daną maszynową.
Fazka CHF wzgl. CHR Między kontury liniowe i kołowe w dowolnej kombinacji jest wstawiany liniowy element kontu-ru. Następuje ścięcie krawędzi.
Rysunek 9-36 Wstawienie fazki z CHF na przykładzie: między dwie proste
Rysunek 9-37 Wstawienie fazki z CHR na przykładzie: między dwie proste

Programowanie
9.5 Specjalne funkcje toczenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 237
Przykłady programowania fazki N5 G17 G94 F300 ... N10 G1 X... CHF=5 ; wstawienie fazki o długości 5 mm N20 X... Y... ... N100 G1 X... CHR=7 ; wstawienie fazki o długości ramienia 7 mm N110 X... Y... ... N200 G1 FRC=200 X... CHR=4 ; wstawienie fazki z posuwem FRC N210 X... Y...
Zaokrąglenie RND wzgl. RNDM Między kontury liniowe i kołowe w dowolnej kombinacji jest z przyłączeniem stycznym wsta-wiany kołowy element konturu.
Rysunek 9-38 Wstawianie zaokrągleń na przykładach
Przykłady programowania zaokrąglenia N5 G17 G94 F300 ... N10 G1 X... RND=8 ; wstawienie 1 zaokrąglenia o promieniu 8 mm, posuw F N20 X... Y... ... N50 G1 X... FRCM= 200 RNDM=7.3 ; zaokrąglenie modalne, promień 7,3 mm ze specjalnym po-
suwem FRCM (modalnie) N60 G3 X... Y... ; dalej wstawianie tego zaokrąglenia - do N70 N70 G1 X... Y... RNDM=0 ; zaokrąglenie modalne WYŁ ...

Programowanie
9.5 Specjalne funkcje toczenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 238
9.5.2 Programowanie zarysu konturu
Działanie Jeżeli z rysunku wykonawczego nie można odczytać bezpośrednich danych punktu końco-wego, wówczas do określenia prostej mogą zostać użyte również dane kątowe. W narożniku konturu możecie wstawić fazkę albo zaokrąglenie. Każdorazowa instrukcja CHR= ... albo RND=... jest pisana w bloku, do którego prowadzi narożnik. Programowanie zarysu konturu daje się stosować w blokach z G0 albo G1. Teoretycznie można powiązać dowolnie wiele bloków prostoliniowych i wstawić między nie zaokrąglenie albo fazkę. Każda prosta musi przy tym być jednoznacznie określona przez dane punktu i/albo dane kątowe.
Programowanie ANG=... ; dana kątowa do ustalenia prostej RND=... ; wstawienie zaokrąglenia, wartość: promień
zaokrąglenia CHR=... ; wstawienie fazki, wartość: długość ramienia
fazki
Informacja Jeżeli w jednym bloku zostanie zaprogramowane zaokrąglenie i fazka, jest niezależnie od kolejności zaprogramowania wstawiane tylko zaokrąglenie.
Kąt ANG= Jeżeli dla prostej jest znana tylko jedna współrzędna punktu końcowego w płaszczyźnie albo w przypadku konturów poprzez wiele bloków również cały punkt końcowy, wówczas do jed-noznacznego określenia prostoliniowego elementu toru może zostać użyte podanie kąta. Kąt odnosi się zawsze do osi Z (przypadek normalny: G18 aktywna). Kąty dodatnie są skierowa-ne przeciwnie do ruchu wskazówek zegara.
Kontur Programowanie
Punkt końcowy w N20 nie jest w pełni znany N10 G1 X1 Y1 N20 X2 ANG=... albo: N10 G1 X1 Y1 N20 Z2 ANG=...
Wartości są tylko przykładowe.
Rysunek 9-39 Podanie kąta dla określenia prostej na przykładzie płaszczyzny G17

Programowanie
9.5 Specjalne funkcje toczenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 239
Kontur Programowanie
Punkt końcowy w N20 jest nieznany
N10 G1 X1 Y1 N20 ANG=...1 N30 X3 Y3 ANG=...2
Wartości są tylko przykładowe
Punkt końcowy w N20 jest nieznany Wstawienie zaokrąglenia: N10 G1 X1 Y1 N20 ANG=...1 RND=... N30 X3 Z3 ANG=...2 analogicznie Wstawienie fazki: N10 G1 X1 Y1 N20 ANG=...1 CHR=... N30 X3 Y3 ANG=...2
Punkt końcowy w N20 jest znany Wstawienie zaokrąglenia: N10 G1 X1 Y1 N20 X2 Y2 RND=... N30 X3 Y3 analogicznie Wstawienie fazki: N10 G1 X1 Y1 N20 X2 Y2 CHR=... N30 X3 Y3
Punkt końcowy w N20 jest nieznany Wstawienie zaokrąglenia: N10 G1 X1 Y1 N20 ANG=...1 RND=...1 N30 X3 Y3 ANG=...2 RND=...2 N40 X4 Y4 analogicznie Wstawienie fazki: N10 G1 X1 Y1 N20 ANG=...1 CHR=...1 N30 X3 Y3 ANG=...2 CHR=...2 N40 X4 Z4
Rysunek 9-40 Przykłady konturów wieloblokowych na przykładzie płaszczyzny G17
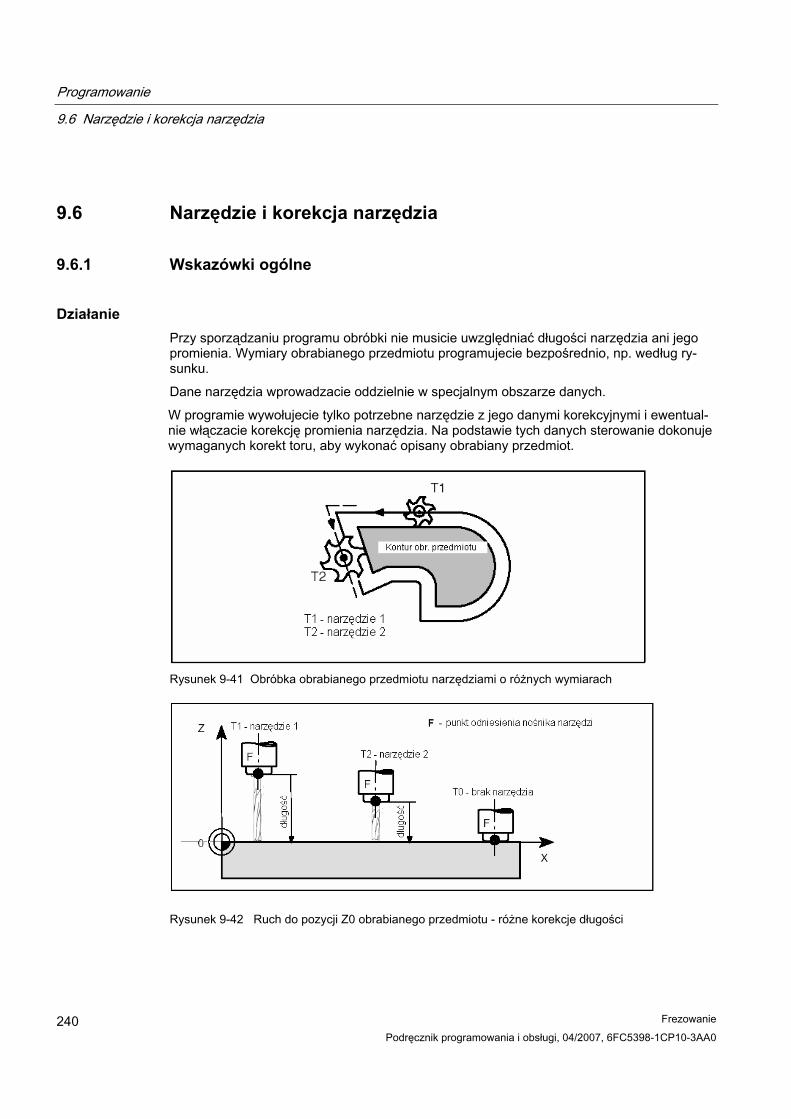
Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 240
9.6 Narzędzie i korekcja narzędzia
9.6.1 Wskazówki ogólne
Działanie Przy sporządzaniu programu obróbki nie musicie uwzględniać długości narzędzia ani jego promienia. Wymiary obrabianego przedmiotu programujecie bezpośrednio, np. według ry-sunku.
Dane narzędzia wprowadzacie oddzielnie w specjalnym obszarze danych.
W programie wywołujecie tylko potrzebne narzędzie z jego danymi korekcyjnymi i ewentual-nie włączacie korekcję promienia narzędzia. Na podstawie tych danych sterowanie dokonuje wymaganych korekt toru, aby wykonać opisany obrabiany przedmiot.
Rysunek 9-41 Obróbka obrabianego przedmiotu narzędziami o różnych wymiarach
Rysunek 9-42 Ruch do pozycji Z0 obrabianego przedmiotu - różne korekcje długości

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 241
9.6.2 Narzędzie T (toczenie)
Działanie Przez zaprogramowanie słowa T następuje wybór narzędzia. Czy chodzi przy tym o zmianę narzędzia czy tylko o preselekcję, jest ustalone w danej maszynowej:
• Zmiana narzędzia (wywołanie narzędzia) następuje przy pomocy słowa T bezpośrednio albo
• zmiana następuje po preselekcji słowem T przez dodatkową instrukcję M6 (patrz też punkt 9.36 "Funkcje dodatkowe M").
Wskazówka
Jeżeli zostało uaktywnione określone narzędzie, wówczas pozostaje ono zapisane jako narzędzie aktywne po zakończeniu programu i wyłączeniu/załączeniu sterowania. Gdy zmieniacie narzędzie ręcznie, wówczas zmianę również wprowadźcie do sterowania, aby sterowanie wiedziało, jakie jest prawidłowe narzędzie. Na przykład możecie wystarto-wać blok z nowym słowem T w rodzaju pracy MDA.
Programowanie T... ; numer narzędzia: 1 ... 32 000
Wskazówka Maksymalnie można w sterowaniu równocześnie zapisać:
• SINUMERIK 802D sl value: 32 narzędzia
• SINUMERIK 802D sl plus: 64 narzędzi
• SINUMERIK 802D sl pro: 128 narzędzi.
Przykład programowania ;Zmiana narzędzia bez M6: N10 T1 ; narzędzie 1 ... N70 T588 ; narzędzie 588 ;zmiana narzędzia przy pomocy M6: N10 T14 ... ; preselekcja narzędzia 14 ...
N15 M6 ; ; wykonanie zmiany narzędzia, następnie jest aktywne T14

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 242
9.6.3 Numer korekcji narzędzia D
Działanie Do określonego narzędzia może być przyporządkowanych każdorazowo 1 do 9 pól danych z różnymi zestawami korekcji narzędzia (dla wielu ostrzy). Gdy jest wymagane specjalne ostrze, można je zaprogramować przy pomocy D i odpowiedniego numeru.
Jeżeli słowo D nie zostanie napisane, działa automatycznie D1.
Przy zaprogramowaniu D0 korekcje narzędzia nie działają.
Wskazówka Maksymalnie można jednocześnie zapisać w pamięci sterowania następujące zestawy korekcji narzędzi: • SINUMERIK 802D sl value: 32 tablice danych (numery D) • SINUMERIK 802D sl plus: 64 tablice danych (numery D) • SINUMERIK 802D sl pro:128 tablice danych (numery D).
Programowanie D... ; numer korekcji narzędzia: 1 ... 9,
D0: nie działają żadne korekcje !
Rysunek 9-43 Przykłady przyporządkowania numery korekcji narzędzia/narzędzie
Informacje Korekcje długości narzędzia działają natychmiast, gdy narzędzie jest aktywne; gdy nie został zaprogramowany numer D, z wartościami D1. Korekcja jest realizowana w ramach pierwszego zaprogramowanego ruchu postępowego przynależnej do osi korekcji długości narzędzia.
Korekcja promienia narzędzia musi zostać dodatkowo włączona przez G41/G42.

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 243
Przykład programowania Zmiana narzędzia bez polecenia M6 (tylko przy pomocy T): N5 G17 ; określa oś korekcji wzdłużnej (tutaj oś Z) N10 T1 ; narzędzie 1 jest uaktywniane z przynależnym D1 N11 G0 Z... ; przy G17 osią korekcji wzdłużnej jest Z, wyrównanie korekcji
wzdłużnej jest tutaj nakładane N50 T4 D2 ; narzędzie 4 wprowadzić do pozycji roboczej, D2 z T4 aktywne ...
N70 G0 Z... D1 ; D1 dla narzędzia 4 aktywne, tylko ostrze zmienione
Zmiana narzędzia przy pomocy polecenia M6: N5 G17 ; określa oś korekcji wzdłużnej (tutaj oś Z) N10 T1 ; preselekcja narzędzia ... N15 M6 ; zmiana narzędzia, T1 jest aktywne z przynależnym D1 N16 G0 Z... ; przy G17 osią korekcji wzdłużnej jest Z, wyrównanie korekcji
wzdłużnej jest tutaj nakładane ... N20 G0 Z... D2 ; D2 dla narzędzia 1 jest aktywne, przy G17 osią korekcji wzdłuż-
nej jest Z, różnica korekcji wzdłużnej D1 ->D2 jest tutaj nakładana N50 T4 ; preselekcja narzędzia T4, uwzględnij: T1 z D2 jest jeszcze aktywne! ...
N55 D3 M6 ; zmiana narzędzia, T4 jest aktywne z przynależnym D3
Zawartość pamięci korekcji • Wielkości geometryczne: długość, promień
Wielkości te składają się z wielu komponentów (geometria, zużycie). Z komponentów tych sterowanie oblicza wielkość wynikową (np. długość całkowita 1, promień całkowity). Każ-dorazowy wymiar całkowity działa przy uaktywnieniu pamięci korekcji. Jak te wartości są przeliczane w osiach, określa typ narzędzia i polecenia G17, G18, G19 (patrz poniższe rysunki).
• Typ narzędzia Typ narzędzia (wiertło, frez) określa, jakie dane geometryczne są wymagane i jak są one brane do obliczeń.

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 244
Specjalne przypadki narzędzi
Rysunek 9-44 Działanie trójwymiarowych korekcji długości narzędzia (przypadek specjalny)
Rysunek 9-45 Działanie korekcji w przypadku typu wiertło
Rysunek 9-46 Działanie korekcji w przypadku typu frez

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 245
9.6.4 Wybór korekcji promienia narzędzia: G41, G42
Działanie Sterowanie pracuje z korekcją promienia narzędzia w wybranej płaszczyźnie G17 do G19.
Musi być aktywne narzędzie o odpowiednim numerze D. Korekcja promienia narzędzia jest włączana przez G41/G42. Przez to sterowanie automatycznie oblicza dla każdorazowego aktualnego promienia narzędzia wymagane tory ruchu równoległe do zaprogramowanego konturu.
Rysunek 9-47 Korekcja promienia narzędzia
Programowanie G41 X... Y... ; korekcja promienia narzędzia na lewo od konturu G42 X... Y... ; korekcja promienia narzędzia na prawo od konturu
Wskazówka Wybór może nastąpić tylko przy interpolacji liniowej (G0, G1).
Programujcie obydwie osie płaszczyzny (np. przy G17: X, Y). Gdy podacie tylko jedną oś, druga oś jest automatycznie uzupełniana ostatnio zaprogramowaną wartością.
Rysunek 9-48 Korekcja na prawo/lewo od konturu

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 246
Rozpoczęcie korekcji
Narzędzie wykonuje po prostej ruch do konturu i ustawia się prostopadle do stycznej do toru
w punkcie początkowym konturu.
Tak wybierzcie punkt startowy, by był zagwarantowany bezkolizyjny ruch!
Rysunek 9-49 Początek korekcji promienia narzędzia na przykładzie G42
Informacje Z reguły po bloku z G41/G42 następuje pierwszy blok z konturem obrabianego przedmiotu. Dozwolone jest jednak przerwanie opisu konturu przez położony wewnątrz tego opisu blok nie zawierający danych o drodze po konturze, np. tylko polecenie M.
Przykład programowania N10 T... N20 G17 D2 F300 ; korekcja nr. 2, posuw 300 mm/min N25 X... Y... ; punkt startowy P0 N30 G1 G42 X... Y... ; wybór na prawo od konturu, P1
N31 X... Y... ; kontur początkowy, okrąg albo prosta
Po wybraniu mogą być również wykonywane bloki z ruchami dosuwu albo wyprowadzeniami funkcji M:
N20 G1 G41 X... Y... ; wybór na lewo od konturu N21 Z... ; ruch dosuwu N22 X... Y... ; kontur początkowy, okrąg albo prosta

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 247
9.6.5 Zachowanie się na narożnikach: G450, G451
Działanie Przy pomocy funkcji G450 i G451 możecie ustawić zachowanie się przy niestałym przejściu z jednego elementu konturu na drugi (zachowanie się na narożnikach) przy aktywnym G41/G42. Sterowanie samo rozpoznaje narożniki wewnętrzne i zewnętrzne W przypadku narożników wewnętrznych następuje zawsze ruch do punktu przecięcia torów równoległych.
Programowanie G450 ; okrąg przejściowy G451 ; punkt przecięcia
Rysunek 9-50 Zachowanie się na narożniku zewnętrznym
Rysunek 9-51 Zachowanie się na narożniku wewnętrznym

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 248
Okrąg przejściowy G450 Punkt środkowy narzędzia obchodzi narożnik zewnętrzny obrabianego przedmiotu po łuku koła o promieniu narzędzia. Okrąg przejściowy należy pod względem techniki danych do na-stępnego bloku z ruchami postępowymi; np. odnośnie wartości posuwu.
Punkt przecięcia G451
W przypadku G451 - punkt przecięcia równoległych następuje ruch do punktu (przecięcia), który wynika z torów punktu środkowego narzędzia (okrąg albo prosta).
W przypadku ostrych kątów konturu i aktywnego kąta przecięcia mogą w zależności od pro-mienia narzędzia powstawać zbędne drogi jałowe narzędzia.
Tutaj sterowanie automatycznie przełącza dla tego bloku na okrąg przejściowy, gdy jest osiągnięta ustawiona wartość kątowa (100 stopni).
Rysunek 9-52 Ostry kąt konturu i przełączenie na okrąg przejściowy

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 249
9.6.6 Korekcja promienia narzędzia WYŁ: G40
Działanie Cofnięcie pracy z korekcją (G41/G42) następuje przy pomocy G40. G40 jest również usta-wieniem przy włączeniu na początku programu. Narzędzie kończy blok przed G40 w położeniu końcowym normalnym (wektor korekcji pro-stopadły do stycznej w punkcie końcowym); niezależnie od kąta odsunięcia. Gdy jest aktywne G40, punktem odniesienia jest wierzchołek narzędzia. Przez to przy cof-nięciu wyboru wierzchołek narzędzia wykonuje ruch do zaprogramowanego punktu.
Zawsze wybierajcie punkt końcowy bloku z G40 tak, by był zagwarantowany bezkolizyjny ruch!
Programowanie G40 X... Y... ; korekcja promienia narzędzia WYŁ
Wskazówka Cofnięcie wyboru pracy z korekcją może nastąpić tylko przy interpolacji liniowej (G0, G1)
Zaprogramujcie obydwie osie płaszczyzny (np. w przypadku G17: X, Y). Gdy podacie tylko jedną oś, druga oś jest automatycznie uzupełniana ostatnio zaprogramowaną wartością.
Rysunek 9-53 Zakończenie korekcji promienia narzędzia

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 250
Przykład programowania ... N100 X... Y... ; ostatni blok na konturze, okrąg albo prosta, P1 N110 G40 G1 X... Y... ; wyłączenie korekcji promienia narzędzia, P2
9.6.7 Przypadki specjalne korekcji promienia narzędzia
Powtórzenie korekcji Taką samą korekcję (np. G41 -> G41) można ponownie zaprogramować, bez pisania G40 w międzyczasie.
Ostatni blok z nowym wywołaniem korekcji kończy się z normalnym położeniem wektora ko-rekcji w punkcie końcowym. Nowa korekcja jest wykonywana jako początek korekcji (zacho-wanie się jak opisano przy zmianie kierunku korekcji).
Zmiana numeru korekcji Numer korekcji D może zostać zmieniony w pracy z korekcją. Zmieniony promień narzędzia zaczyna przy tym działać już na początku bloku, w którym znajduje się nowy numer D. Jego pełna zmiana jest uzyskiwana dopiero na końcu bloku. Zmiana jest więc realizowana w spo-sób ciągły przez cały blok; również w przypadku interpolacji kołowej.
Zmiana kierunku korekcji Kierunek korekcji G41 <-> może zostać zmieniony, bez pisania G40 w międzyczasie.
Ostatni blok ze starym kierunkiem korekcji kończy się z normalnym położeniem wektora ko-rekcji w punkcie końcowym. Nowy kierunek korekcji jest wykonywany jak początek korekcji (położenie normalne w punkcie początkowym).

Programowanie 9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 251
Rysunek 9-54 Zmiana kierunku korekcji
Anulowanie korekcji przez M2 Gdy praca z korekcją zostanie przerwana przez M2 (koniec programu) bez napisania pole-cenia G40, wówczas ostatni blok kończy się ze współrzędnymi płaszczyzny (G17 do G19) w normalnym ustawieniu wektora korekcji. Nie następuje ruch wyrównawczy. Program koń-czy się z tą pozycją narzędzia.
Krytyczne przypadki obróbki Przy programowaniu zwracajcie uwagę szczególnie na przypadki, w których droga po kontu-rze w przypadku narożników wewnętrznych jest mniejsza niż promień narzędzia; w przypad-ku dwóch kolejnych narożników wewnętrznych mniejsza niż średnica.
Unikajcie tych przypadków!
Kontrolujcie poprzez wiele bloków, czy w konturze nie są zawarte wąskie przesmyki.
Gdy przeprowadzacie test/pracę próbną, stosujcie w tym celu największy będący do dyspo-zycji promień narzędzia.
Ostry wierzchołek konturu Jeżeli w konturze przy aktywnym punkcie przecięcia G451 występują bardzo ostre narożniki zewnętrzne, następuje automatycznie przełączenie na okręg przejściowy. Unika się przez to długich dróg jałowych (patrz rysunek "Ostry kąt konturu i przełączenie na okrąg przejściowy, punkt. "Zachowanie się na narożnikach: G450, G451").

Programowanie
9.6 Narzędzie i korekcja narzędzia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 252
9.6.8 Przykład korekcji promienia narzędzia
Rysunek 9-55 Przykład korekcji promienia narzędzia
Przykład programowania N1 T1 ; narzędzie 1 z korekcją D1 N5 G0 G17 G90 X5 Y55 Z50 ; ruch do punktu startowego N6 G1 Z0 F200 S80 M3 N10 G41 G450 X30 Y60 F400 ; korekcja na lewo od konturu, okrąg przejściowy N20 X40 Y80 N30 G2 X65 Y55 I0 J-25 N40 G1 X95 N50 G2 X110 Y70 I15 J0 N60 G1 X105 Y45 N70 X110 Y35 N80 X90 N90 X65 Y15 N100 X40 Y40 N110 X30 Y60 N120 G40 X5 Y60 ; zakończenie pracy z korekcją N130 G0 Z50 M2

Programowanie 9.7 Funkcja dodatkowa M
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 253
9.7 Funkcja dodatkowa M
Działanie Przy pomocy funkcji dodatkowej M mogą np. być wyzwalanie działania łączeniowe jak „chło-dziwo ZAŁ/WYŁ” i inne funkcje.
Niewielka część funkcji M jest zajęta przez producenta sterowania na potrzeby stałych funk-cji. Pozostała część jest do dyspozycji producenta maszyny.
Wskazówka
Przegląd zastosowanych i zarezerwowanych w sterowaniu funkcji dodatkowych M znajdzie-cie w punkcie „Przegląd instrukcji”.
Programowanie
M... ; maksymalnie 5 funkcji M w jednym bloku
Działanie Działanie w blokach z ruchami w osiach:
Jeżeli funkcje M0, M1, M2 znajdują się w jednym bloku z ruchami postępowymi w osiach, wówczas te funkcje M zaczynają działać po ruchach postępowych.
Funkcje M3, M4, M5 są przed ruchami postępowymi wyprowadzane do wewnętrznego ste-rowania adaptacyjnego (PLC). Ruchy w osiach rozpoczynają się dopiero wtedy, gdy stero-wane wrzeciono przy M3, M4 rozpędziło się. W przypadku M5 nie następuje jednak czekanie na zatrzymanie wrzeciona. Ruchy w osiach rozpoczynają się jeszcze przed zatrzymaniem wrzeciona. (ustawienie standardowe).
W przypadku pozostałych funkcji M następuje wyprowadzenie do PLC z ruchami postępo-wymi.
Jeżeli chcecie w sposób zamierzony zaprogramować funkcję M przed albo po ruchu w osi, wówczas wstawcie oddzielny blok z tą funkcją. Pamiętajcie: Ten blok przerywa przechodze-nie płynne G64 i wytwarza zatrzymanie dokładne!
Przykład programowania N10 S... N20 X... M3 ; funkcja M w bloku z ruchem w osi, wrzeciono rozpędza się
przed ruchem w osi X N180 M78 M67 M10 M12 M37 ; max 5 funkcji M w bloku

Programowanie
9.8 Funkcja H
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 254
Wskazówka
Oprócz funkcji M i H mogą być przesyłane do PLC (sterowanie programowane w pamięci) również funkcje T, D, S. Łącznie jest możliwych maksymalnie 10 tego rodzaju wyprowadzeń funkcji w jednym bloku.
9.8 Funkcja H
Działanie Przy pomocy funkcji H można przenosić z programu do PLC dane zmienno przecinkowe (typ danych REAL - jak w przypadku parametrów obliczeniowych, patrz punkt „Parametry obli-czeniowe R”).
Znaczenie wartości dla określonej funkcji H jest ustalane przez producenta maszyny.
Programowanie H0=... bis H9999=... ; maksymalnie 3 funkcje H na blok
Przykład programowania
N10 H1=1.987 H2=978.123 H3=4 ; 3 funkcje H w bloku N20 G0 X71.3 H99=-8978.234 ; z ruchami w osiach w bloku N30 H5 ; odpowiada: H0=5.0
Wskazówka
Oprócz funkcji M i H mogą być przesyłane do PLC (sterowanie programowane w pamięci) również funkcje T, D, S. Łącznie jest możliwych maksymalnie 10 tego rodzaju wyprowadzeń funkcji w jednym bloku.

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 255
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
9.9.1 Parametry obliczeniowe R
Działanie Jeżeli program NC ma obowiązywać nie tylko dla raz ustalonych wartości, albo gdy musicie obliczyć wartości, wówczas stosujcie w tym celu parametry obliczeniowe. Potrzebne warto-ści mogą w przebiegu programu być obliczane wzgl. ustawiane przez sterowanie.
Inna możliwość polega na nastawianiu wartości parametrów obliczeniowych przez osobę obsługującą. Jeżeli parametry obliczeniowe są wyposażone w wartości, wówczas mogą w programie być przyporządkowywane innym adresom NC, które mają pod względem war-tości być elastyczne.
Programowanie R0=... do R299=... ; przyporządkowanie wartości do parametrów obliczeniowych R[R0]=... ; programowanie pośrednie: przyporządkowanie wartości do parame-
tru obliczeniowego R, którego numer np. znajduje się w R0 X=R0 ; przyporządkowanie parametrów obliczeniowych do adresów NC
Przyporządkowanie wartości Parametrom obliczeniowym możecie przyporządkowywać wartości w następującym zakre-sie:
±(0.000 0001 ... 9999 9999) (8 miejsc dziesiętnych, znak i kropka dziesiętna).
W przypadku wartości całkowitoliczbowych można kropkę pominąć. Znak dodatni można zawsze pominąć.
Przykład:
R0=3.5678 R1=-37.3 R2=2 R3=-7 R4=-45678.123
Przy pomocy pisania wykładniczego możecie przyporządkować rozszerzony zakres liczbo-wy:
± (10-300 ... 10+300)
Wartość wykładnika jest pisana po znaku EX; maksymalna łączna liczba znaków: 10 (łącznie ze znakiem i kropką)
Zakres wartości od EX: -300 do +300
Przykład: R0=-0.1EX-5 ; znaczenie R0 = -0,000 001 R1=1.874EX8 ; znaczenie R1 = 187 400 000

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 256
Wskazówka
W jednym bloku może nastąpić wiele przyporządkowań; również przyporządkowania wyra-żeń obliczeniowych.
Przyporządkowanie do innych adresów Elastyczność programu NC powstaje przez to, że innym adresom NC przyporządkowujecie te parametry obliczeniowe albo wyrażenia obliczeniowe z parametrami obliczeniowymi. Wszystkim adresom mogą być przyporządkowywane wartości, wyrażenia albo parametry obliczeniowe; wyjątek: adres N, G i L.
Przy przyporządkowaniu po znaku adresowym piszecie znak „=„. Przyporządkowanie ze znakiem ujemnym jest możliwe.
Gdy przyporządkowania następują na adresach osi (instrukcje ruchów), wówczas jest do te-go potrzebny własny blok.
Przykład: N10 G0 X=R2 ; przyporządkowanie do osi X
Operacje/funkcje obliczeniowe Przy stosowaniu operatorów / funkcji obliczeniowych należy zachować zwykły matematyczny sposób pisania. Priorytety wykonywania są wyznaczane przez nawiasy okrągłe. Poza tym obowiązuje zasada „kropka przed kreską”.
Dla funkcji trygonometrycznych obowiązuje podawanie w stopniach.
Dopuszczalne funkcje obliczeniowe: patrz punkt „Przegląd instrukcji”
Przykład programowania: obliczanie z parametrami R N10 R1= R1+1 ; nowe R1 wynika ze starego R1 plus 1 N20 R1=R2+R3 R4=R5-R6 R7=R8* R9 R10=R11/R12
N30 R13=SIN(25.3) ; R13 daje sinus 25,3 stopnia N40 R14=R1*R2+R3 ; rachunek „kropka przed kreską” R14=(R1*R2)+R3 N50 R14=R3+R2*R1 ; wynik jak blok N40 N60 R15=SQRT(R1*R1+R2*R2)
; znaczenie N70 R1= -R1 ; nowy R1 jest ujemnym starym R1

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 257
Przykład programowania: przyporządkowanie parametrów R do osi
N10 G1 G91 X=R1 Z=R2 F300 ; oddzielne bloki (bloki ruchu) N20 Z=R3 N30 X= -R4 N40 Z= SIN(25.3)-R5 ; z operacjami obliczeniowymi ...
Przykład programowania: programowanie pośrednie
N10 R1=5 ; przyporządkowanie wartości 5 (całkowitoliczbowej) bezpośrednio do R1
... N100 R[R1]=27.123 ; przyporządkowanie wartości 27,123 pośrednio do R5

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 258
9.9.2 Lokalne dane użytkownika (LUD)
Działanie Użytkownik/programista może w programie definiować własne zmienne o różnych typach danych (LUD = Local User Data). Te zmienne istnieją tylko w tym programie, w którym zo-stały zdefiniowane. Definicja następuje bezpośrednio na początku programu i może równo-cześnie być związana z przyporządkowaniem wartości. W przeciwnym przypadku wartość początkowa wynosi zero.
Nazwę zmiennej programista może ustalić sam. Tworzenie nazw podlega następującym za-sadom:
• Długość maksymalnie 32 znaki
• Pierwsze dwa znaki muszą być literami; poza tym litery, podkreślnik albo cyfry.
• Nie użyć nazwy, która jest już używana w sterowaniu (adresy NC, słowa kluczowe, nazwy programów, podprogramów, itd.)
Programowanie/typy danych DEF BOOL varname1 ; typ Bool, wartości: TRUE (=1), FALSE (=0) DEF CHAR varname2 ; typ Char, 1 znak w kodzie ASCII: „a“, „b“, ... ; kodowa wartość liczbowa: 0 ... 255 DEF INT varname3 ; typ integer, wartości całkowitoliczbowe, zakres war-
tości 32 bity: ; -2 147 483 648 do +2 147 483 647 (dziesiętna) DEF REAL varname4 ; typ real, liczba naturalna (jak param. oblicz. R), ; zakres wartości: ±(0.000 0001 ... 9999 9999) ; (8 miejsc dziesiętnych, znak i kropka dziesiętna)
albo ; zapis wykładniczy: ± (10-300 ... 10+300) DEF STRING[długość łańcucha znaków] varname41
; typ STRING, [długość łańcucha znaków]: max liczba znaków
Każdy typ danych wymaga oddzielnego wiersza programu. W jednym wierszy można jednak zdefiniować wiele zmiennych tego samego typu.
Przykład: DEF INT PVAR1, PVAR2, PVAR3=12, PVAR4 ; 4 zmienne typu INT
Przykład dla typu STRING z przyporządkowaniem:
DEF STRING[12] PVAR=”Hallo” ; zdefiniowanie zmiennej PVAR o maksymalnej liczbie znaków 12 i przyporządkowanie sekwencji znaków Hallo

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 259
Tablice Oprócz poszczególnych zmiennych mogą być również definiowane jedno- albo dwuwymia-rowe tablice zmiennych tych typów danych DEF INT PVAR5[n] ; jednowymiarowa tablica typu INT, n: całkowitoliczbowe DEF INT PVAR6[n,m] ; dwuwymiarowa tablica typu INT, n, m: całkowitoliczbowe
Przykład:
DEF INT PVAR7[3] ; tablica z 3 elementami typu INT
W programie dojście do poszczególnych elementów tablicy można uzyskać poprzez indeks tablicy i można je traktować jak pojedyncze zmienne. Indeks tablicy przebiega od 0 do małej liczby elementów.
Przykład: N10 PVAR7[2]=24 ; trzeci element tablicy (o indeksie 2) zawiera wartość 24.
Przyporządkowanie wartości dla pola z instrukcją SET:
N20 PVAR5[2]=SET(1,2,3) ; od 3. elementu tablicy są przyporządkowywane różne warto-ści.
Przyporządkowanie wartości dla tablicy z instrukcją REP:
N20 PVAR7[4]=REP(2) ; od elementu tablicy [4] - wszystkie uzyskują taką samą war-tość, tutaj 2.

Programowanie
9.9 Parametry obliczeniowe R, zmienne LUD i PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 260
9.9.3 Odczyt i zapis zmiennych PLC
Działanie Aby umożliwić szybką wymianę danych między NC i PLC, istnieje specjalny obszar danych w interfejsie użytkownika PLC o długości 512 bajtów. W tym obszarze dane PLC są uzgod-nione pod względem typu danych i offsetu pozycji. W programie NC te uzgodnione zmienne PLC mogą być czytane albo zapisywane.
W tym celu istnieją specjalne zmienne systemowe: $A_DBB[n] ; bajt danych (wartość 8-bitowa) $A_DBW[n] ; słowo danych (wartość 16-bitowa) $A_DBD[n] ; podwójne słowo danych (wartość 32-
bitowa) $A_DBR[n] ; dane REAL (wartość 32 bitowa)
n oznacza tutaj offset pozycji (początek obszaru danych do początku zmiennej) w bajtach
Przykład: R1=$A_DBR[5] ; odczyt wartości REAL, offset 5 (rozpoczyna się na bajcie 5 ob-
szaru)
Wskazówka • Odczyt zmiennych wytwarza zatrzymanie przebiegu wyprzedzającego (wewnętrzny
STOPRE). • Równocześnie (w jednym bloku) można maksymalnie zapisać 3 zmienne.

Programowanie 9.10 Skoki w programie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 261
9.10 Skoki w programie
9.10.1 Cel skoku dla skoków w programie
Działanie Etykieta albo numer bloku służą do oznaczania bloków jako celu skoku w programie. Przy pomocy skoków w programie jest możliwe rozgałęzienie przebiegu programu.
Etykiety są dowolnie wybieralne, obejmują jednak minimum 2 a maksimum 8 liter albo cyfr, przy czym obydwa pierwsze znaki muszą być literami albo podkreślnikami.
Etykiety są w bloku, który służy jako cel skoku, kończone dwukropkiem. Znajdują się one zawsze na początku bloku. Jeżeli dodatkowo jest numer bloku, etykieta znajduje się za tym numerem.
Etykiety muszą być jednoznaczne w ramach programu.
Przykład programowania N10 ETYKIETA1: G1 X20 ; ETYKIETA1 jest etykietą, celem skoku ... TR789: G0 X10 Z20 ; TR789 jest etykietą, celem skoku - nie ma numeru bloku N100 ... ; numer bloku może być celem skoku ...

Programowanie
9.10 Skoki w programie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 262
9.10.2 Bezwarunkowe skoki w programie
Działanie Programy NC wykonują bloki w takiej kolejności, w jakiej zostały usytuowane przy pisaniu.
Kolejność wykonywania można zmienić przez umieszczenie skoków w programie.
Celem skoku może być blok z etykietą albo z numerem bloku. Ten blok musi leżeć w ramach programu.
Bezwarunkowa instrukcja skoku wymaga oddzielnego skoku.
Programowanie GOTOF etykieta ; skok do przodu (w kierunku ostatniego bloku programu) GOTOB etykieta ; skok do tyłu (w kierunki pierwszego bloku programu) etykieta ; wybrana sekwencja znaków etykiety (znacznika skoku) albo
numer bloku
Rysunek 9-56 Skoki bezwarunkowe na przykładzie

Programowanie 9.10 Skoki w programie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 263
9.10.3 Warunkowe skoki w programie
Działanie Po instrukcji IF są formułowane warunki skoku. Gdy warunek skoku jest spełniony (wartość nie zero), wówczas następuje skok.
Celem skoku może być blok z etykietą albo z numerem bloku. Ten blok musi leżeć w ramach programu.
Warunkowe instrukcje skoku wymagają własnego bloku. W jednym bloku może się znajdo-wać wiele warunkowych instrukcji skoku.
Przy zastosowaniu warunkowych skoków w programie możecie ewentualnie uzyskać wyraź-ne skrócenie programu.
Programowanie IF warunek GOTOF etykieta ; skok do przodu IF warunek GOTOB etykieta ; skok do tyłu GOTOF ; kierunek skoku do przodu (w kierunku ostatniego bloku
programu) GOTOB ; kierunek skoku do tyłu (w kierunku pierwszego bloku
programu) Etykieta ; wybrana sekwencja znaków etykiety (znacznika skoku)
albo numer bloku IF ; wprowadzenie warunku skoku Warunek ; parametry obliczeniowe, wyrażenie obliczeniowe dla
sformułowania warunku
Operatory porównania
Operatory Znaczenie = = równe < > nierówne > większe niż < mniejsze niż > = większe lub równe < = mniejsze lub równe
Operatory porównania wspierają formułowanie warunku skoku. Porównywalne są przy tym również wyrażenia obliczeniowe.
Wynikiem operacji porównania jest „spełnione” albo „nie spełnione” „Nie spełnione” jest rów-noznaczne z wartością zero.

Programowanie
9.10 Skoki w programie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 264
Przykład programowania dla operatorów porównujących R1>1 ; R1 większe niż 1 1 < R1 1 mniejsze niż R1 R1<R2+R3 ; R1 mniejsze od R2 plus R3 R6>=SIN( R7*R7) ; R6 większe lub równe SIN (R7)2
Przykład programowania
N10 IF R1 GOTOF ETYKIETA1 ; gdy R1 nie jest równe zero, przeskocz do bloku z ETYKIETA1
... N90 ETYKIETA1: ... N100 IF R1>1 GOTOF ETYKIETA2 ; gdy R1 jest większe od 1, przeskocz do bloku
z ETYKIETA2 ... N150 ETYKIETA2: ... ... N800 ETYKIETA3: ... ... N1000 IF R45==R7+1 GOTOB ETYKIETA3 ; gdy R45 jest równe R7 plus 1, przeskocz do bloku
z ETYKIETA3 ... wiele skoków warunkowych w bloku N10 MA1: ... ... N20 IF R1==1 GOTOB MA1 IF R1==2 GOTOF MA2 ...
... N50 MA2: ...
Wskazówka
Przy pierwszym spełnieniu warunku następuje skok.

Programowanie 9.10 Skoki w programie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 265
9.10.4 Przykład programowania skoków
Zadanie Ruch do punktów na segmencie koła:
Dane:
Kąt początkowy: 30° w R1
Promień okręgu: 32 mm w R2
Odstęp pozycji: 10° w R3
Liczba punktów:11 w R4
Położenie punktu środkowego okręgu w Z: 50 mm w R5
Położenie punktu środkowego okręgu w X: 20 mm w R6
Rysunek 9-57 Ruch liniowy do punktów na segmencie koła
Przykład programowania N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20 ; przyporządkowanie wartości początkowych N20 MA1: G0 Z=R2 *COS (R1)+R5 X=R2*SIN(R1)+R6
; obliczenie i przyporządkowanie do adresów osi
N30 R1=R1+R3 R4= R4-1 N40 IF R4 > 0 GOTOB MA1 N50 M2
Objaśnienie W bloku N10 warunki początkowe są przyporządkowywane do odpowiednich parametrów obliczeniowych. W N20 następuje obliczenie współrzędnych w X i Z i wykonywanie.
W bloku N30 R1 jest zwiększany o kąt odstępu R3, R4 zmniejszany o 1.
Jeżeli R4 > 0, jest ponownie wykonywany N20, w przeciwnym przypadku N50 z końcem programu.

Programowanie
9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 266
9.11 Technika podprogramów
9.11.1 Ogólnie
Zastosowanie Zasadniczo między programem głównym i podprogramem nie ma różnicy.
W podprogramach są zapisywane często powtarzające się sekwencje obróbkowe, np. okre-ślone kształty konturu. W programie głównym ten podprogram jest wywoływany w odpo-wiednich miejscach a przez to wykonywany.
Formą podprogramu jest cykl obróbkowy. Cykle obróbkowe zawierają ogólnie obowiązujące przypadki obróbki (np. wiercenie, gwintowanie otworu, frezowanie rowka, itd.). Przez wypo-sażenie w wartości poprzez przewidziane przekazywane parametry możecie dokonać dopa-sowania do swojego konkretnego przypadku zastosowania.
Rysunek 9-58 Przykład wielokrotnego zastosowania podprogramu na obrabianym przedmiocie
Budowa Budowa podprogramu jest identyczna z budową programu głównego (patrz punkt „Budowa programu”). Podprogramy są tak jak programy główne w ostatnim bloku wyposażane w M2 (koniec programu). Oznacza to tutaj powrót do wywołującej płaszczyzny programu.

Programowanie 9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 267
Koniec programu
Zamiast końca programu M2 można w podprogramie również zastosować instrukcję końca RET.
RET wymaga własnego bloku.
Instrukcji RET należy użyć wtedy, gdy praca z płynnym przechodzeniem między blokami nie ma być przerwana przez powrót. W przypadku M2 następuje przerwanie G64 i wytworzenie zatrzymania dokładnego.
Rysunek 9-59 Przykład przebiegu przy dwukrotnym wywołaniu podprogramu
Nazwa podprogramu Aby móc wybrać określony podprogram z wielu podprogramów, jest mu nadawana nazwa. Przy sporządzaniu programu nazwę można wybrać dowolnie przy przestrzeganiu zasad.
Obowiązują te same zasady co dla nazw programów.
Przykład: LRAMKA7
Dodatkowo w podprogramie jest możliwość zastosowania słowa adresowego L... Dla warto-ści jest możliwych 7 miejsc dziesiętnych (tylko liczby całkowite).
Pamiętajcie: zera na początku mają znaczenie dla rozróżniania w przypadku adresu L...
Przykład: L128 to nie jest L0128 albo L00128 ! Są to 3 różne podprogramy.
Wskazówka Nazwa podprogramu LL6 jest zarezerwowana dla zmiany narzędzia.

Programowanie
9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 268
Wywołanie podprogramu
Podprogramy są wywoływane w programie (głównym albo podprogramie) przy pomocy na-zwy. Do tego jest wymagany oddzielny blok. Przykład:
N10 L785 ; wywołanie podprogramu L785 N20 LRAMKA7 ; wywołanie podprogramu RAMKA7
Powtórzenie programu P... Jeżeli podprogram ma być wykonywany kolejno wiele razy, napiszcie w bloku wywołania po nazwie podprogramu pod adresem P liczbę przebiegów. Maksymalnie jest możliwych 9999 przebiegów (P1 ... P9999). Przykład:
N10 L785 P3 ; Wywołanie podprogramu L785, 3 przebiegi
Głębokość kaskadowania Podprogramy można wywoływać nie tylko w programie głównym, lecz również w podpro-gramie. Łącznie dla tego rodzaju kaskadowanego wywoływania macie do dyspozycji 8 płaszczyzn programowych; łącznie z główną płaszczyzną programową
Rysunek 9-60 Przebieg w przypadku 8 płaszczyzn programowych
Informacje W podprogramie mogą zostać zmienione działające modalnie funkcje G, np. G90 --> G91. Przy powrocie do programu wywołującego zwracajcie uwagę, by wszystkie modalnie działa-jące funkcje były tak ustawione, jak tego potrzebujecie.
To samo dotyczy parametrów obliczeniowych R. Zwracajcie uwagę, by Wasze parametry obliczeniowe używane w wyższych płaszczyznach programowych nie zostały niechcąco zmienione w niższych płaszczyznach pod względem wartości.
Przy pracy z cyklami SIEMENS potrzeba dla nich do 7 płaszczyzn programowych.

Programowanie 9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 269
9.11.2 Wywoływanie cykli obróbkowych
Działanie Cykle są podprogramami technologicznymi, które w sposób ogólnie obowiązujący realizują określony proces obróbki; na przykład wiercenie albo nacinanie gwintu. Dopasowanie do konkretnego problemu następuje poprzez parametry/wartości bezpośrednio przy każdora-zowym wywołaniu cyklu.
Przykład programowania N10 CYCLE83(110, 90, ...) ; wywołanie cyklu 83, wartości przekazane bezpośrednio,
oddzielny blok … N40 RTP=100 RFP= 95.5 ... ; ustawienie parametrów przekazania dla cyklu 82 N50 CYCLE82(RTP, RFP, ...) ; wywołanie cyklu 82, oddzielny blok
9.11.3 Modalne wywołanie podprogramu
Działanie Podprogram w bloku z MCALL jest automatycznie wywoływany po każdym kolejnym bloku z ruchem po torze. Wywoływanie działa do następnego MCALL. Modalne wywołanie podprogramu przy pomocy MCALL wzgl. jego zakończenie wymaga od-dzielnego bloku.
Stosowanie MCALL jest korzystne na przykład przy wykonywaniu układów wierconych otwo-rów.
Przykład programowania Przykład zastosowania: wiercenie szeregu otworów N10 MCALL CYCLE82(...) ; cykl wiercenia 82 N20 HOLES1(...) ; cykl dla szeregu otworów, po każdym dosunięciu do
pozycji otworu jest wykonywany CYCLE82(...) z przeka-zywanymi parametrami
N30 MCALL ; wywołanie modalne CYCLE82(...)

Programowanie
9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 270
9.11.4 Wykonanie podprogramu zewnętrznego (EXTCALL)
Działanie W przypadku SINUMERIK 802 D sl pro macie możliwość przy pomocy polecenia EXTCALL doładowywania programów poprzez następujące nośniki danych i ich wykonywania:
• CompactFlash Card klienta (stacja D)
• USB-FlashDrive (stacja G)
• Ethernet do PG/PC (od stacji H)
Dane maszynowe Następujące dane maszynowe są uwzględniane w przypadku polecenia EXTCALL:
• MD10132 MMC_CMD_TIMEOUT
Czas nadzoru dla polecenia w programie obróbki
• MD18362 MM_EXT_PROG_NUM
Liczba płaszczyzn obróbki równocześnie obrabianych ze źródła zewnętrznego
• SD42700 EXT_PROGRAM_PATH
Ścieżka programu dla zewnętrznego wywołania podprogramu
Programowanie EXTCALL ("ścieżka/nazwa programu>")
Parametry EXTCALL ; słowo kluczowe dla wywołania podprogramu <ścieżka/nazwa programu> ; Stała/zmienna typu STRING ; można podać ścieżkę absolutną (wzgl. względną) albo
nazwę programu. Przykład:
EXTCALL ("D:\FREZOWANIE\WNEKA_PROSTOKATNA") albo EXTCALL ("WNEKA_PROSTOKATNA ")
Wskazówka Podprogramy zewnętrzne nie mogą zawierać żadnych instrukcji skoków jak GOTOF, GOTOB, CASE, FOR, LOOP, WHILE albo REPEAT.. Konstrukcje IF-ELSE-ENDIF są możliwe. Wywołania podprogramu i kaskadowane wywołania EXTCALL są możliwe.

Programowanie 9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 271
RESET, POWER ON
Przez Reset i POWER ON zewnętrzne wywołania podprogramów są przerywane a poszcze-gólne pamięci doładowywania kasowane.
Przykłady 1. Wykonywanie z zewnętrznej CompactFlash Card klienta albo USB-FlashDrive System: SINUMERIK 802D sl pro Program główny "Main.mpf" znajduje się w pamięci NC i jest wybrany do wykonania:
N010 PROC MAIN N020 ... N030 EXTCALL ("NUT") N040 ... N050 M30
Doładowywany podprogram "NUT.SPF" znajduje się na CompactFlash Card klienta albo USB-FlashDrive w katalogu "Main.mpf". Ścieżka do podprogramu jest domyślnie ustawiona w SD42700.
N010 PROC NUT N020 G1 F1000 N030 X= ... Y= ... Z= ... N040 ... ... ...
N999999 M17
Podanie zewnętrznej ścieżki programu Ścieżka do zewnętrznego katalogu podprogramu może zostać domyślnie ustawiona przy pomocy danej nastawczej: SD42700 SC_EXT_PROG_PATH Razem ze ścieżką wzgl. identyfikatorem podprogramu, podanym przy wywołaniu EXTCALL wynika z tego ścieżka całkowita wywoływanego programu.
Oddziaływanie Wywołanie EXTCALL z absolutnym podaniem ścieżki Gdy podprogram pod podaną ścieżką istnieje, wówczas jest wykonywany po wywołaniu EXTCALL. Jeżeli nie istnieje, wówczas wykonywanie programu jest anulowane.

Programowanie
9.11 Technika podprogramów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 272
Wywołanie EXTCALL ze względnym podaniem ścieżki / bez podania ścieżki
W przypadku wywołania EXTCALL ze względnym podaniem ścieżki wzgl. bez jej podania istniejące pamięci programów są przeszukiwane według następującego wzorca: • Gdy w SD42700 jest domyślnie ustawiona ścieżka, następuje najpierw szukanie rozpo-
czynając od tej ścieżki według podania w wywołaniu EXTCALL (nazwa programu ew. ze względnym podaniem ścieżki). Ścieżka absolutna wynika wówczas przez powiązanie znaków: - podania ścieżki domyślnie ustawionego w SD42700 - znaku "/" jako znaku rozdzielającego - ścieżki wzgl. identyfikatora podprogramu podanego przy EXTCALL
• Jeżeli wywoływany podprogram nie został znaleziony pod domyślną ustawioną ścieżką, są w następnej kolejności przeszukiwane katalogi pamięci użytkownika według podania w wywołaniu EXTCALL.
• Gdy wywoływany podprogram nie został znaleziony w aktualnie przeszukiwanej pamięci programów (np. CompactFlash Card), jest przeszukiwana następna pamięć programów (np. stacja sieciowa) według punktu 1 i 2.
• Gdy podana stacja albo ścieżka nie zostanie znaleziona, wówczas jest uzupełniana na-zwa stacji D: (CompactFlash Card klienta).
• Przy brakującym rozszerzeniu następuje uzupełnienie najpierw o "spf" a następnie o "mpf".
• Szukanie kończy się, gdy podprogram został po raz pierwszy znaleziony. Gdy szykanie nie ma pozytywnego wyniku, następuje anulowanie programu.
Zewnętrzne pamięci programów
Zewnętrzne pamięci programów mogą znajdować się na następujących nośnikach danych: • CompactFlash Card klienta (stacja D) • USB-FlashDrive (stacja G) • Poprzez Ethernet do PG/PC (patrz "Połączenie i rozłączenie stacji sieciowej")
Wskazówka Wykonywanie ze źródła zewnętrznego poprzez interfejs V24 Przy pomocy SINUMERIK 802D sl pro mogą przyciskiem programowanym "Wykon. ze źródła zewnętrznego" być przesyłane programy poprzez interfejs V24 do NC.
Nastawna pamięć doładowywania (bufor FIFO)
Do wykonywania programu w trybie "wykonywanie ze źródła zewnętrznego" (program głów-ny albo podprogram) jest w NCK potrzebna pamięć doładowywania. Wielkość pamięci doła-dowywania jest domyślnie ustawiona na 30 kByte i jak i inne dane maszynowe dot. pamięci może zostać zmieniona odpowiednio do potrzeb tylko przez producenta maszyny.
Dla wszystkich programów (programy główne albo podprogramy), które są jednocześnie wy-konywane w trybie wykonywania ze źródła zewnętrznego, musi zostać każdorazowo usta-wiona pamięć doładowywania.
Producent maszyny
Proszę zwrócić się do producenta maszyny, gdy wielkość i liczba pamięci doładowywania powinna zostać zwiększona.

Programowanie 9.12 Zegary i liczniki obrabianych przedmiotów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 273
9.12 Zegary i liczniki obrabianych przedmiotów
9.12.1 Zegar czasu przebiegu
Działanie Są udostępniane zegary (timer) jako zmienna systemowa ($A...), które mogą być używane do nadzoru procesów technologicznych w programie albo tylko w wyświetlaniu. Dla tych zegarów istnieją tylko dostępy w celu odczytu. Są zegary, które są stale aktywne. Aktywność innych można wyłączać poprzez dane maszynowe.
Zegar - stale aktywny • $AN_SETUP_TIME
- Czas od ostatniego „rozruchu sterowania z wartościami domyślnymi” (w minutach) Przy „rozruchu sterowania z wartościami domyślnymi” jest on automatycznie zerowany.
• $AN_POWERON_TIME - Czas od ostatniego rozruchu sterowania (w minutach) Jest on automatycznie zerowany przy każdym rozruchu sterowania.
Zegar - aktywność wyłączana Następujące zegary są uaktywniane poprzez daną maszynową (ustawienie standardowe). Start jest specyficzny dla zegara. Każdy aktywny pomiar czasu przebiegu jest automatycznie przerywany w stanie zatrzymanym programu albo przy override posuwu wynoszącym zero. Zachowanie się uaktywnionych pomiarów czasu przy aktywnym posuwie próbnym i teście programu można ustalić przy pomocy danych maszynowych.
• $AC_OPERATING_TIME - Całkowity czas przebiegu programów NC w rodzaju pracy AUTOMATYKA (w sekun-dach) W rodzaju pracy AUTOMATYKA są sumowane czasy przebiegu programów między NC-Start i końcem programu / reset. Zegar jest zerowany z każdym rozruchem sterowania.
• $AC_CYCLE_TIME - Czas przebiegu wybranego programu NC (w sekundach) W wybranym programie NC jest mierzony czas przebiegu między NC-Start i końcem pro-gramu / reset. Ze startem nowego programu NC zegar jest kasowany.
Programowanie 9.12 Zegary i liczniki obrabianych przedmiotów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 274
• $AC_CUTTING_TIME - Czas skrawania przez narzędzie (w sekundach) Mierzony jest czas ruchu osi uczestniczących w tworzeniu konturu bez aktywnego prze-suwu szybkiego we wszystkich programach NC między NC-Start i końcem programu/reset przy aktywnym narzędziu (ustawienie standardowe). Pomiar jest dodatkowo przerywany przy aktywnym czasie oczekiwania. Zegar jest automatycznie zerowany przy „rozruchu sterowania z wartościami domyślny-mi”.
Przykład programowania
N10 IF $AC_CUTTING_TIME>=R10 GOTOF WZZEIT ; czas skrawania przez narzędzie, wartość gra-niczna ?
... N80 WZZEIT: N90 MSG(„czas skrawania przez narzędzie: wartość graniczna osiągnięta“)
N100 M0
Wyświetlanie Treść aktywnych zmiennych systemowych jest widoczna na ekranie pod <OFFSET/PARAM> „Dane nastawcze” „Czasy/liczniki”: Czas przebiegu razem = $AC_OPERATING_TIME Czas przebiegu programu = $AC_CYCLE_TIME Czas przebiegu posuwu = $AC_CUTTING_TIME Czas od startu zimnego = $AN_SETUP_TIME Czas od startu ciepłego = $AN_POWERON_TIME
„Czas przebiegu programu” jest dodatkowo widoczny w rodzaju pracy AUTOMATYKA w za-kresie czynności obsługowych „Pozycja” w wierszu wskazówek.
Programowanie 9.12 Zegary i liczniki obrabianych przedmiotów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 275
9.12.2 Liczniki obrabianych przedmiotów
Działanie Pod funkcją „Liczniki obrabianych przedmiotów” są udostępniane liczniki, które mogą być stosowane do liczenia obrabianych przedmiotów. Te liczniki istnieją jako zmienne systemowe z dostępem w celu zapisu i odczytu z programu albo poprzez czynność obsługową (uwzględnić stopień ochrony dla zapisu!). Poprzez dane maszynowe można wpływać na uaktywnienie licznika, moment zerowania i algorytm liczenia.
Liczniki • $AC_REQUIRED_PARTS - Liczba potrzebnych obrobionych przedmiotów (zadana liczba
obrobionych przedmiotów ) W tym liczniku można zdefiniować liczbę obrabianych przedmiotów, przy osiągnięciu któ-rej liczba aktualnych obrabianych przedmiotów $AC_ACTUAL_PARTS jest zerowana. Poprzez daną maszynową można uaktywnić generowanie alarmu 21800 „Zadana liczba obr. przedmiotów osiągnięta”.
• $AC_TOTAL_PARTS - Liczba łącznie obrobionych przedmiotów (wykonana liczba obro-bionych przedmiotów) Licznik podaje liczbę przedmiotów obrobionych od chwili startu. Licznik jest automatycznie zerowany przy rozruchu sterowania.
• $AC_ACTUAL_PARTS - Liczba aktualnie obrobionych przedmiotów (aktualna wykonana liczba obrobionych przedmiotów ). W tym liczniku jest rejestrowana liczba wszystkich przedmiotów obrobionych od chwili startu. Przy osiągnięciu zadanej liczby obrobionych przedmiotów ($AC_REQUIRED_PARTS, wartość większa od zera) licznik jest automatycznie zerowa-ny.
• $AC_SPECIAL_PARTS - Liczba obrobionych przedmiotów wyspecyfikowana przez użyt-kownika Ten licznik pozwala użytkownikowi na liczenie obrabianych przedmiotów według własnej definicji. Można zdefiniować wyprowadzenie alarmu przy identyczności z $AC_REQUIRED_PARTS ( zadana liczba obrobionych przedmiotów ). Zerowanie liczni-ka użytkownik musi przeprowadzić sam.
Przykład programowania N10 IF $AC_TOTAL_PARTS==R15 GOTOF SIST ; liczba sztuk osiągnięta? ... N80 SIST: N90 MSG(„zadana liczba szt. obr. przedm. osiągnięta”)
N100 M0

Programowanie 9.12 Zegary i liczniki obrabianych przedmiotów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 276
Wyświetlanie
Treść aktywnych zmiennych systemowych jest widoczna na ekranie pod <OFFSET
PARAM> "Dane nastawcze" "Czasy/liczniki":
Części razem = $AC_TOTAL_PARTS Części zażądanych = $AC_REQUIRED_PARTS Liczba części = $AC_ACTUAL_PARTS $AC_SPECIAL_PARTS na wyświetlaniu niedostępna
„Liczba części” jest dodatkowo widoczna w rodzaju pracy AUTOMATYKA w zakresie czyn-ności obsługowych „Pozycja” w wierszu wskazówek.

Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 277
9.13 Polecenia językowe do nadzoru narzędzi
9.13.1 Przegląd nadzoru narzędzi Ta funkcja jest dostępna w przypadku SINUMERIK 802D sl plus i 802D sl pro.
Działanie Nadzór narzędzia jest uaktywniany poprzez dane maszynowe. Są możliwe następujące rodzaje nadzoru aktywnego ostrza aktywnego narzędzia:
• nadzór czasu żywotności
• nadzór liczby sztuk
Dla narzędzia wymienione nadzory mogą zostać uaktywnione równocześnie.
Sterowanie / wprowadzenie danych nadzoru narzędzia następuje najlepiej w drodze czynno-ści obsługowej. Oprócz tego funkcje można również programować.
Licznik nadzorczy Dla każdego rodzaju nadzoru istnieją liczniki nadzoru. Liczniki nadzoru liczą od nastawionej wartości > 0 w kierunku zera. Jeżeli licznik nadzorczy osiągnie wartość ≤ 0, wówczas war-tość graniczna jest uważana za osiągniętą. Jest wyprowadzany odpowiedni komunikat alar-mowy.
Zmienne systemowe rodzaju i stanu nadzoru • $TC_TP8[t] ; stan narzędzia o numerze t: Bit 0 = 1: narz. jest aktywne
= 0: narz. nie aktywne Bit 1 = 1: narz. jest udostępnione
= 0: nie udostępnione Bit 2 = 1: narz. jest zablokowane
= 0: nie zablokowane Bit 3 : zarezerwowano Bit 4 = 1: granica ostrzegania wstępnego osiągnięta
= 0: nie osiągnięta

Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 278
• $TC_TP9[t] ; rodzaj funkcji nadzoru dla narzędzia o numerze t:
= 0: nie ma nadzoru = 1: czas (żywotności) nadzorowanego narz. = 2: narzędzie z nadzorem liczby sztuk
Te zmienne systemowe mogą być czytane / zapisywane w programie NC
Zmienne systemowe dla danych nadzoru narzędzi
Tablica 9-3 Dane nadzoru narzędzi
Identyfikator Opis Typ danych Ustawienie wstępne
$TC_MOP1[t,d] Granica ostrzegania wstępnego czasu żywotności w minutach
REAL 0.0
$TC_MOP2[t,d] Pozostały czas żywotności w minutach REAL 0.0 $TC_MOP3[t,d] Granica ostrzegania wstępnego liczby
sztuk INT 0
$TC_MOP4[t,d] Pozostała liczba sztuk INT 0 … … $TC_MOP11[t,d] Zadany czas żywotności REAL 0.0 $TC_MOP13[t,d] Zadana liczba sztuk INT 0
t dla numeru narzędzia T, d dla numeru narzędzia D
Zmienne systemowe dla aktywnego narzędzia W programie NC można poprzez zmienne systemowe odczytać: • $P_TOOLNO ; numer aktywnego narzędzia T • $P_TOOL ; aktywny numer D aktywnego narzędzia

Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 279
9.13.2 Nadzór czasu żywotności Nadzór czasu żywotności następuje dla ostrza narzędzia, które właśnie pracuje (aktywne ostrze D aktywnego narzędzia T). Gdy tylko osie uczestniczące w tworzeniu konturu zaczną wykonywać ruch (G1, G2, G3, ... ale nie G0), pozostały czas żywotności ($TC_MOP2[t,d] ) tego ostrza narzędzia jest aktuali-zowany. Gdy podczas obróbki pozostały czas żywotności ostrza narzędzia spadnie poniżej wartości „Granica ostrzegania wstępnego czasu żywotności“ ($TC_MOP1[t,d] ), jest to po-przez sygnał interfejsowy sygnalizowane do PLC. Gdy pozostały czas żywotności jest ≤ 0, jest wyprowadzany alarm i ustawiany kolejny sygnał interfejsowy. Narzędzie przyjmuje następnie stan „zablokowane” i teraz tak długo nie można go zaprogramować, jak długo ma miejsce ten stan. Musi wkroczyć operator: Wymienić na-rzędzie albo zadbać o to, by mieć ponownie narzędzie nadające się do obróbki.
Zmienna systemowa $A_MONIFACT Zmienna systemowa $A_MONIFACT (typ danych REAL) pozwana na nastawienie wolniej-szego lub szybszego biegu zegara nadzoru. Ten współczynnik można nastawić przed zasto-sowaniem narzędzia, aby. np. uwzględnić różnicę w zużyciu odpowiednio do materiału obra-bianego przedmiotu.
Po rozruchu sterowania, resecie/końcu programu współczynnik $A_MONIFACT ma wartość 1.0. Działa czas rzeczywisty. Przykłady brania do obliczeń: $A_MONIFACT=1 1 minuta czasu rzeczywistego = 1 minuta czasu żywotności, który jest odejmowany $A_MONIFACT=0.1 1 minuta czasu rzeczywistego = 0.1 minuty czasu żywotności, który jest odejmowany $A_MONIFACT=5 1 minuta czasu rzeczywistego = 5 minut czasu żywotności, który jest odejmowany
Aktualizacja wartości zadanej przy pomocy RESETMON( ) Funkcja RESETMON(state, t, d, mon) nastawia wartość rzeczywistą na wartość zadaną:
• dla wszystkich albo tylko dla określonego ostrza określonego narzędzia
• dla wszystkich albo tylko dla określonego rodzaju nadzoru.
Przekazywane parametry: • INT state Status wykonania polecenia: = 0:
= -1: = -2: = -3: = -4:
Pomyślne wykonanie Ostrze o wymienionym numerze D = d nie istnieje. Narzędzie o wymienionym numerze T = t nie istnieje. Wymienione narzędzie t nie ma zdefiniowanej funkcji nadzoru. Funkcja nadzoru nie jest uaktywniona, tzn. polecenie nie zostanie wykona-ne.

Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 280
• INT t Wewnętrzny numer T: = 0:
<> 0: dla wszystkich narzędzi dla tego narzędzia ( t < 0 : utworzenie wartości bezwzględnej |t|)
• INT d opcjonalnie: Numer D narzędzia o numerze t: > 0:
bez d/=0:
dla tego numeru wszystkie ostrza narzędzia t
• INT mon opcjonalnie: kodowany bitowo parametr dla rodzaju nadzoru (wartości analogicznie $TC_TP9):
= 1: = 2:
Czas żywotności Liczba sztuk
bez mon wzgl. = 0
Wszystkie wartości rzeczywiste nadzorów aktywnych dla narzędzia t są nastawiane na wartości zadane.
Wskazówka • RESETMON( ) nie działa przy aktywnym „teście programu”.
• Zmienną dla sygnalizacji zwrotnej statusu state należy zdefiniować na początku pro-gramu przy pomocy instrukcji DEF. DEF INT state Można dla zmiennej zdefiniować również inną nazwę (niż state, ale max 15 znaków, rozpoczynającą się od 2 liter). Zmienna jest dostępna tylko w tym programie, w którym została zdefiniowana. To samo dotyczy zmiennej rodzaju nadzoru mon. O ile w tym celu jest w ogóle wyma-gane podanie, może ono również zostać bezpośrednio przekazane jako liczba (1 albo 2).
Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 281
9.13.3 Nadzór liczby sztuk Na liczbę sztuk jest nadzorowane aktywne ostrze aktywnego narzędzia. Nadzór liczby sztuk obejmuje wszystkie ostrza narzędzia, które są używane do wykonywania obrabianego przedmiotu. Jeżeli liczba sztuk zmieni się w wyniku zadania nowych wartości, wówczas dane nadzoru wszystkich ostrzy narzędzia uaktywnionych od ostatniego liczenia są dopasowywane.
Aktualizacja liczby sztuk poprzez czynność obsługową albo SETPIECE( ) Aktualizacja liczby sztuk może nastąpić poprzez czynność obsługową (MMI) albo w progra-mie NC poprzez polecenie językowe SETPIECE( ).
Poprzez funkcję SETPIECE programista może aktualizować dane nadzoru liczby sztuk na-rzędzi uczestniczących w procesie obróbki. Gdy zaprogramowano SETPIECE(n), jest przeszukiwana wewnętrzna pamięć Setpiece. Je-żeli dla ostrza narzędzia ta „pamięć” jest ustawiona, liczba sztuk (pozostała liczba sztuk -$TC_MOP4) każdorazowego ostrza jest liczona do dołu o podaną wartość a każdorazowa „pamięć” (pamięć setpiece) jest kasowana.
SETPIECE(n, s) ;
n : = 0... 32000 Liczba wszystkich przedmiotów, które zostały obrobione od ostatniego wy-konania funkcji SETPIECE. Stan licznika pozostałej liczby sztuk ($TC_MOP4[t,d] ) jest o tę wartość zmniejszany.
s: = 1 albo 2 wrzeciono 1 albo 2 (uchwyt narzędzia), wymagane tylko wtedy, gdy są 2 wrze-ciona
Przykład programowania N10 G0 X100 N20 ... N30 T1 N40 M6 N50 D1 ... ; obróbka z T1, D1 N60SETPIECE (1) ; $TC_MOP4[1,1 ] (T1,D1) jest dekrementowana o 1 N90 T2 N100 M6 N110 D2 ... ; obróbka z T2, D2 N200 SETPIECE(1) ; $TC_MOP4[2,2 ] (T2,D2) jest dekrementowana o 1 ... N300 M2

Programowanie
9.13 Polecenia językowe do nadzoru narzędzi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 282
Wskazówka
Polecenie SETPIECE( ) nie działa w szukaniu bloku.
Bezpośrednie zapisanie $TC_MOP4[t,d] jest zalecane tylko w prostym przypadku. Wymaga ono ponadto następnego bloku z poleceniem STOPRE.
Polecenie SETPIECE( ) działa również na narzędzie wzgl. ostrze wybrane przed startem programu. Gdy wymienicie narzędzie w rodzaju pracy „MDA”, wówczas polecenie TETPIECE ( ) działa na narzędzia po starcie programu.
Aktualizacja wartości zadanej Aktualizacja wartości zadanej, nastawienie licznika pozostałej liczby sztuk ($TC_MOP4[t,d]) na zadaną liczbę sztuk ($TC_MOP13[t,d]), następuje zazwyczaj poprzez czynność obsługo-wą (HMI). Może to jednak również, jak już opisano dla nadzoru czasu żywotności, nastąpić poprzez funkcję RESETMON (state, t, d, mon).
Przykład: DEF INT state ; na początku programu zdefiniowanie zmiennej dla
komunikatu zwrotnego o statusie ... N100 RESETMON(state,12,1,2) Aktualizacja wartości zadanej licznika liczby sztuk dla
T12, D1, wartość zadana 2 ...
Przykład programowania DEF INT state ; zdefiniowanie zmiennej dla informacji zwrotnej
o statusie RESETMON( ) ; G0 X... ; odsunięcie T7 ; nowe narzędzie, ew. założyć przy pomocy M6 $TC_MOP3[$P_TOOLNO,$P_TOOL]=100 ; granica ostrzegania wstępnego 100 sztuk $TC_MOP4[$P_TOOLNO,$P_TOOL]=700 ; pozostała liczba sztuk $TC_MOP13[$P_TOOLNO,$P_TOOL]=700 ; wartość zadana liczby sztuk ; uaktywnienie po ustawieniu: $TC_TP9[$P_TOOLNO,$P_TOOL]=2 ; uaktywnienie nadzoru liczby sztuk, aktywne narzę-
dzie STOPRE ANF: BEARBEIT ; podprogram do obróbki obr. przedmiotu SETPIECE(1) ; aktualizacja licznika M0 ; następny obr. przedmiot, dalej przy pomocy NC-
Start IF ($TC_MOP4[$P_TOOLNO,$P_TOOL]]>1) GOTOB ANF
MSG(„narzędzie T6 zużyte - proszę wymienić”)

Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 283
M0 ; po zmianie narz. dale przez NC-Start RESETMON(state,7,1,2) ; aktualizacja wartości zadanej licznik liczby sztuk IF (state<>0) GOTOF ALARM GOTOB ANF ALARM: ; wyświetlenie błędu: MSG(„błąd RESETMON: „ <<state) M0 M2
9.14 Miękkie dosunięcie i odsunięcie
Działanie Ta funkcja jest dostępna w przypadku SINUMERIK 802D sl plus i 802D sl pro. Funkcja "miękkie dosunięcie i odsunięcie" (WAB) służy do dokonania stycznego (miękkiego) dosunięcia do konturu - w dużym stopniu niezależnie od położenia punktu wyjściowego. Ste-rowanie przejmuje obliczenie punktów pośrednich i generuje odpowiednie bloki ruchu. Funk-cja jest stosowana przeważnie w połączeniu z korekcją promienia narzędzia (WRK). Polece-nia G41, G42 określają przy tym kierunek dosunięcia/odsunięcia na prawo od konturu (patrz też punkt "Wybór korekcji promienia narzędzia: G41, G42"). Tor dosunięcia/odsunięcia (prosta, ćwierćokrąg albo półokrąg) jest wybierany przy pomocy grupy poleceń G. Do parametryzacji tego toru (promień okręgu, długość, prosta dosuwu) są do dyspozycji specjalne adresy; tak samo dla posuwu w ruchu dosuwu. Ruch dosuwu daje się poza tym sterować poprzez kolejną grupę G.
Programowanie
G147 ; dosunięcie po prostej G148 ; odsunięcie po prostej G247 ; dosunięcie po ćwierćokręgu G248 ; odsunięcie po ćwierćokręgu G347 ; dosunięcie po półokręgu G348 ; odsunięcie po półokręgu G340 ; dosunięcie i odsunięcie przestrzenne (wartość nastawienia podstawowego) G341 ; dosunięcie i odsunięcie w płaszczyźnie DISR=... ; dosunięcie i odsunięcie po prostej (G147/G148): odstęp krawędzi frezu od
punktu startowego wzgl. końcowego konturu ; dosunięcie i odsunięcie po okręgach (G247, G347/G248, G348): promień toru
punktu środkowego narzędzia

Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 284
DISCL=... ; odstęp punktu końcowego szybkiego ruchu dosuwu od płaszczyzny obróbki (odstęp bezpieczeństwa)
FAD=... ; prędkość powolnego ruchu dosuwu
Zaprogramowana wartość działa odpowiednio do aktywnego polecenia grupy G 15 (posuw: G94, G95)
Dosunięcie G147: P0 - punkt początkowy P3 - punkt pośredni P4 - punkt końcowy WAB, wejście styczne w kontur Odsunięcie G148: P4 - punkt końcowy konturu, wyjście styczne z konturu P3 - punkt pośredni P0 - punkt końcowy WAB
Rysunek 9-61 Dosunięcie po prostej na przykładzie G24 wzgl. odsunięcie z G40 i zakoń-czenie z G40
Przykład programowania: dosunięcie/odsunięcie po prostej w płaszczyźnie N10 T1 ... G17 ; uaktywnienie narzędzia, płaszczyzna X/Y N20 G0 X... Y... ; P0 dosunięcie N30 G42 G147 DISR=8 F600 X4 Y4 ; dosunięcie, punkt P4 zaprogramowany N40 G1 X40 ; dalej w konturze ... N100 G41 ... N110 X4 Y4 ; P4 - punkt końcowy konturu N120 G40 G148 DISR=8 F700 X... Y... ; odsunięcie, punkt P0 zaprogramowany ...

Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 285
Dosunięcie G247: P0 - punkt początkowy P3 - punkt pośredni P4 - punkt końcowy WAB, wejście styczne w kontur Odsunięcie G248: P4 - punkt końcowy konturu, wyjście styczne z konturu P3 - punkt pośredni P0 - punkt końcowy WAB
Rysunek 9-62 Dosunięcie po ćwierćokręgu na przykładzie G42 wzgl. odsunięcie z G41 i zakończenie z G40
Przykład programowania: dosunięcie/odsunięcie po ćwierćokręgu w płaszczyźnie N10 T1 ... G17 ; uaktywnienie narzędzia, płaszczyzna X/Y N20 G0 X... Y... ; P0 dosunięcie N30 G42 G247 DISR=20 F600 X4 Y4 ; dosunięcie, punkt P4 zaprogramowany N40 G1 X40 ; dalej w konturze ... N100 G41 ... N110 X4 Y4 ;P4 - punkt końcowy konturu N120 G40 G248 DISR=20 F700 X... Y... ; odsunięcie, punkt P0 zaprogramowany ...
Dosunięcie G347: P0 - punkt początkowy P3 - punkt pośredni P4 - punkt końcowy WAB, wejście styczne w kontur Odsunięcie G348: P4 - punkt końcowy konturu, wyjście styczne z konturu P3 - punkt pośredni P0 - punkt końcowy WAB
Rysunek 9-63 Dosunięcie po półokręgu na przykładzie G42 wzgl. odsunięcie z G41 i za-kończenie z G40

Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 286
Wskazówka Zwróćcie uwagę na dodatnią wartość promienia narzędzia. W przeciwnym przypadku kie-runki dla G41, G42 zostaną zamienione!
Sterowanie ruchem dosuwu przy pomocy DISCL i G340, G341
DISCL=... podaje odstęp punktu P2 od płaszczyzny obróbki (patrz poniższy rysunek).
W przypadku DISCL=0 obowiązuje: • W przypadku G340: Cały ruch dosuwu składa się już tylko z dwóch bloków (P1, P2 i P3
pokrywają się). Kontur dosuwu jest tworzony od P3 do P4. • W przypadku G341: Cały ruch dosuwu składa się z trzech bloków (P2 i P3 pokrywają
się). Gdy P0 i P4 leżą w tej samej płaszczyźnie, powstają tylko dwa bloki (ruch dosuwu od P1 do P3 odpada).
Ma miejsce nadzór, czy punkt zdefiniowany przez DISCL leży między P1 i P3, tzn. przy wszystkich ruchach, które mają składową prostopadłą do płaszczyzny obróbki, składowa ta musi mieć taki sam znak. Przy rozpoznaniu odwrócenia kierunku jest dopuszczalna toleran-cja 0,01 mm.
Rysunek 9-64 Przebieg ruchu dosuwu zależnie od G340/G341 na przykładzie G17
Przykład programowania: dosuw po półokręgu i dosuw N10 T1 ... G17 G90 G94 ; uaktywnienie narzędzia, płaszczyzna X/Y N20 G0 X0 Y0 Z30 ; P0 dosunięcie N30 G41 G347 G340 DISCL=3 DISR=13 Z=0 F500 ; dosunięcie po półokręgu promień 13mm, ; odstęp bezpieczeństwa od płaszczyzny: 3 mm N40 G1 X40 Y-10 ...

Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 287
alternatywnie N30/N40: N30 G41 G347 G340 DISCL=3 DISR=13 X40 Y-10 Z0 F500 albo N30 G41 G347 G340 DISCL=3 DISR=13 F500 N40 G1 X40 Y-10 Z0 Objaśnienie do N30/N40: Z G0 (z N20) następuje w płaszczyźnie Z=30 ruch do punktu P1 (punkt początkowy półokrę-gu, skorygowany o promień narzędzia), następnie ruch na głębokość (P2, P3) wynoszącą Z=3 (DISCL). Z posuwem 500 mm/min następuje po krzywej spiralnej dojście do konturu w punkcie X40 Y-10 na głębokości Z=0 (P4).
Prędkości dosunięcia i odsunięcia • Prędkość w bloku poprzedzającym (np. G0):
Z tą prędkością są wykonywane wszystkie ruchy od P0 do P2, tzn. ruch równoległy do płaszczyzny obróbki i część ruchu dosuwu aż do odstępu bezpieczeństwa DISCL.
• Zaprogramowany posuw F: Ta wartość posuwu działa od P3 wzgl. P2, w przypadku gdy FAD nie jest zaprogramo-wane. Jeżeli w bloku WAB nie zostanie zaprogramowane słowo F, działa prędkość z bloku poprzedzającego.
• Programowanie z FAD: Podanie prędkości posuwu przy
– G341: Ruch dosuwu prostopadły do płaszczyzny obróbki od P2 do P3 – G340: punktu P2 wzgl. P3 do P4
Gdy FAD nie zostanie zaprogramowane, ta część konturu jest wykonywana również z modalnie działającą prędkością z bloku poprzedzającego, w przypadku gdy w blo-ku WAB nie jest zaprogramowane słowo F.
• Przy odsuwaniu role modalnie działającego posuwu z bloku poprzedzającego i wartości posuwu zaprogramowanej w bloku z WAB są zamienione, tzn. ruch po właściwym kontu-rze odsunięcia odbywa się ze starym posuwem, nowa prędkość zaprogramowana przy pomocy słowa F obowiązuje odpowiednio od P2 do P0.
Przykład programowania: dosunięcie po ćwierćokręgu, dosuw G341 i FAD
N10 T1 ... G17 G90 G94 ; uaktywnienie narzędzia, płaszczyzna X/Y N20 G0 X0 Y0 Z30 ; P0 dosunięcie N30 G41 G341 G247 DISCL=5 DISR=13 FAD=500 X40 Y-10 Z=0 F800 N40 G1 X50 ...
Objaśnienie do N30:
Przy pomocy G0 (z N20) następuje w płaszczyźnie Z=30 ruch do punktu P1 (punkt począt-kowy ćwierćokręgu, skorygowany o promień narzędzia), następnie ruch na głębokość (P2) wynoszącą Z=5. Z posuwem FAD=500 mm/min następuje dalej obniżenie na głębokość Z=0 (P3) Następnie następuje dosunięcie do konturu w punkcie X40, Y-10 po ćwierćokręgu w płaszczyźnie (P4) z F=800 mm/min .
Programowanie
9.14 Miękkie dosunięcie i odsunięcie
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 288
Bloki pośrednie Między blokiem z WAB i następnym blokiem ruchu można wstawić maksymalnie 5 bloków bez ruchu w osiach geometrycznych.
Informacje Programowanie przy odsunięciu:
• W przypadku bloku WAB bez zaprogramowanej osi geometrii kontur kończy się na P2. Pozycja w osiach, które tworzą płaszczyznę obróbki, wynika z konturu odsunięcia. Pro-stopadła składowa osiowa jest definiowana przez DISL. Jeżeli DISCL=0 ruch przebiega całkowicie w płaszczyźnie.
• Jeżeli w bloku WAB jest zaprogramowana tylko oś prostopadła do płaszczyzny obróbki, kontur kończy się w P1. Pozycja pozostałych osi wynika jak opisano przedtem. Jeżeli blok WAB jest równocześnie blokiem wyłączającym aktywność korekcji promienia narzę-dzia, wówczas dodatkowa droga od P1 do P0 jest tak wstawiana, że przy wyłączeniu ak-tywności korekcji promienia narzędzia na końcu konturu nie powstaje żaden ruch.
• Jeżeli jest zaprogramowana tylko jedna oś płaszczyzny obróbki, wówczas brakująca dłu-ga oś jest modalnie uzupełniana ze swojej ostatniej pozycji w poprzedzającym bloku.

Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 289
9.15 Obróbka frezarska powierzchni pobocznicowej - TRACYL Działanie
Ta funkcja jest dostępna w przypadku SINUMERIK 802D sl plus i 802D sl pro. • Funkcja transformacji kinematycznej TRACYL jest stosowana do obróbki frezarskiej po-
bocznicy elementów walcowych i umożliwia wykonywanie dowolnie przebiegających rowków.
• Przebieg rowków jest programowany na płaskiej powierzchni pobocznicowej, która przy określonej średnicy walca obróbki została w myśli rozwinięta.
Rysunek 9-65 Kartezjański układ współrzędnych X, Y, Z przy programowaniu TRACYL
• Sterowanie transformuje zaprogramowane ruchy postępowe w kartezjańskim układzie współrzędnych X, Y,
Z na ruchy realnych osi maszyny. Oś obrotowa (stół obrotowy) jest wymagana.
• TRACYL musi być zaprojektowane poprzez specjalne dane maszynowe. Tutaj następuje również ustalenie, przy której pozycji osi obrotowej ma miejsce wartość Y=0.
• Frezarki dysponują realną osią maszyny Y (YM). Tutaj może zostać zaprojektowany rozszerzony wariant TRACYL. Pozwala ona na wykonywanie rowków z korekcją ścianki rowka: ścianka rowka i dno są tutaj pro-stopadłe do siebie - również gdy średnica frezu jest mniejsza niż szerokość rowka. W innym przypadku jest to możliwe tylko przy pomocy dokładnie pasującego frezu.

Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 290
Rysunek 9-66 Kinematyka maszyny z osią Y maszyny (YM)
Rysunek 9-67 Różne rowki w przekroju poprzecznym
Programowane TRACYL(d) ; włączenie TRACYL (oddzielny blok)
TRAFOOF ; wyłączenie (oddzielny blok)
d - średnica obróbki walca w mm
Przy pomocy TRAFOOF każda aktywna funkcja transformacji jest wyłączana.

Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 291
Adres OFFN
Odstęp ścianki bocznej rowka od zaprogramowanego toru
Programowana jest z reguły linia środkowa rowka. OFFN ustala (połowę) szerokości rowka przy włączonej korekcji promienia frezu (G41, G42).
Programowanie:
OFFN=... ; odstęp w mm
Wskazówka Ustawcie OFFN = 0 po wykonaniu rowka. OFFN jest też używane poza TRACYL - do pro-gramowania naddatku w połączeniu z G41, G42.
Rysunek 9-68 Zastosowanie OFFN dla szerokości rowka

Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 292
Wskazówka Programowanie Aby przy pomocy TRACYL frezować rowki, jest w programie obróbki z podaniem współ-rzędnych programowana linia środkowa rowka a poprzez OFFN 1/2 szerokości rowka. OFFN działa dopiero z wybraną korekcją promienia narzędzia. Ponadto musi być OFFN >= promień narzędzia, aby uniknąć uszkodzenia przeciwległej ścianki rowka. Program obróbki do frezowania rowka składa się z reguły z następujących kroków: 1. Wybór narzędzia 2. Wybór TRACYL 3. Wybór odpowiedniego przesunięcia punktu zerowego 4. Pozycjonowanie 5. Zaprogramowanie OFFN 6. Wybór korekcji promienia narzędzia (WRK) 7. Blok dosuwu (zrealizowanie WRK i dosunięcie do ścianki rowka) 8. Zaprogramowanie przebiegu rowka poprzez jego linię środkową 9. Cofnięcie wyboru WRK 10. Blok odsunięcia (cofnięcie korekcji promienia narzędzia i odsunięcie od ścianki rowka) 11. Pozycjonowanie 12. Skasowanie OFFN 13. TRAFOOF (cofnięcie wyboru TRACYL) 14. Ponowny wybór pierwotnego przesunięcia punktu zerowego
(patrz też następujący przykład programowania)
Informacje • Rowki prowadzące:
Przy pomocy średnicy narzędzia, która dokładnie odpowiada szerokości rowka, jest moż-liwe dokładne jego wykonanie. Korekcja promienia narzędzia nie jest przy tym włączana.
Przy pomocy TRACYL mogą też być wykonywane rowki, w przypadku których średnica narzędzia jest mniejsza niż szerokość rowka. Tutaj korekcja promienia narzędzia (G41, GG42) i OFFN jest stosowana odpowiednio.
Aby uniknąć problemów z dokładnością, średnica narzędzia powinna być tylko niewiele mniejsza niż szerokość rowka.
• W przypadku TRACYL z korekcją ścianki rowka oś stosowana dla korekcji (YM) powinna być ustawiona w osi obrotu osi obrotowej. Przez to rowek jest wykonywany środkowo w stosunku do zaprogramowanej linii środkowej rowka.
• Wybór korekcji promienia narzędzia (WRK):
Korekcja promienia narzędzia działa do zaprogramowanej linii środkowej rowka. Ścianka rowka wynika z tego. Aby narzędzie wykonywało ruch na lewo od ścianki rowka (na pra-wo od jego linii środkowej), jest wprowadzane G42. Odpowiednio dla na prawo od ścian-ki rowka (na lewo od linii środkowej) należy pisać G41.
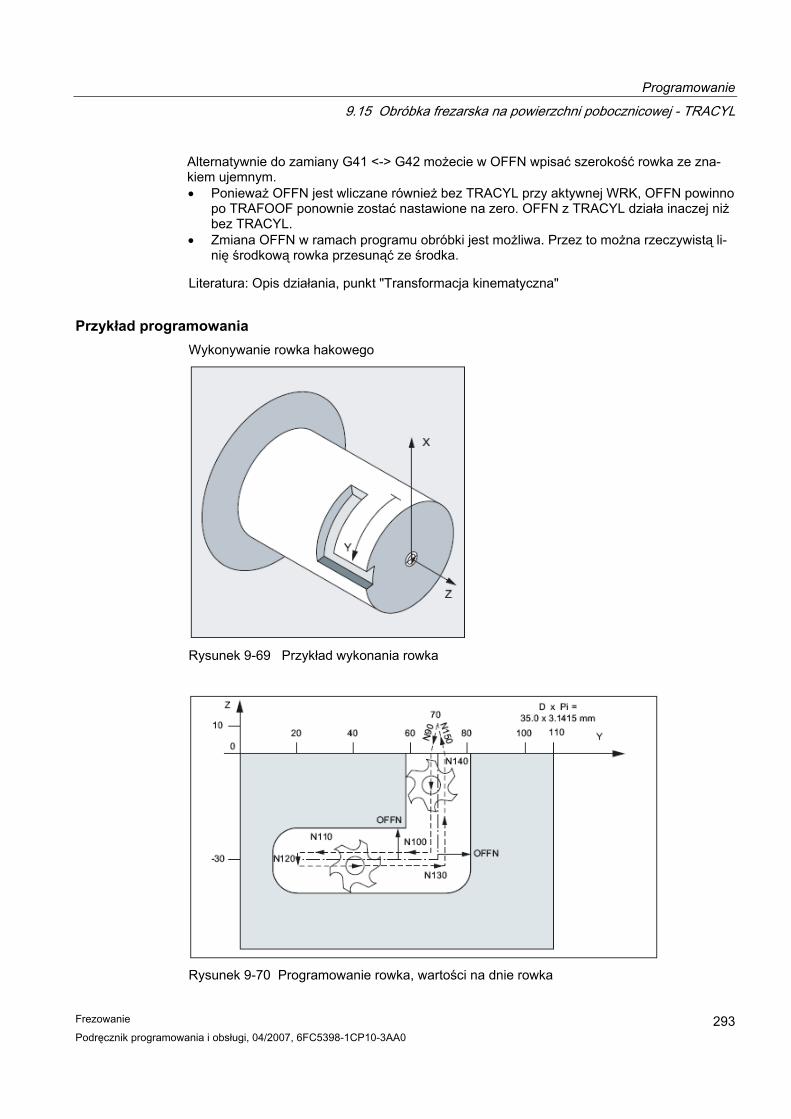
Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 293
Alternatywnie do zamiany G41 <-> G42 możecie w OFFN wpisać szerokość rowka ze zna-kiem ujemnym. • Ponieważ OFFN jest wliczane również bez TRACYL przy aktywnej WRK, OFFN powinno
po TRAFOOF ponownie zostać nastawione na zero. OFFN z TRACYL działa inaczej niż bez TRACYL.
• Zmiana OFFN w ramach programu obróbki jest możliwa. Przez to można rzeczywistą li-nię środkową rowka przesunąć ze środka.
Literatura: Opis działania, punkt "Transformacja kinematyczna"
Przykład programowania Wykonywanie rowka hakowego
Rysunek 9-69 Przykład wykonania rowka
Rysunek 9-70 Programowanie rowka, wartości na dnie rowka
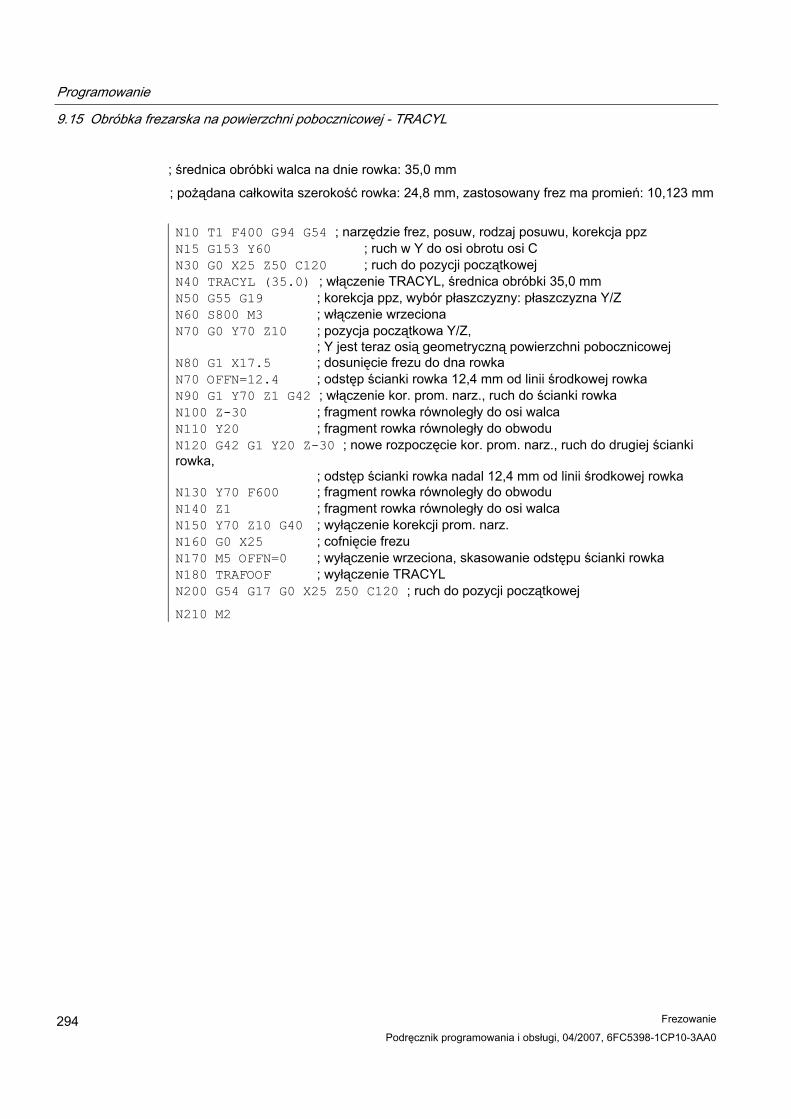
Programowanie
9.15 Obróbka frezarska na powierzchni pobocznicowej - TRACYL
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 294
; średnica obróbki walca na dnie rowka: 35,0 mm
; pożądana całkowita szerokość rowka: 24,8 mm, zastosowany frez ma promień: 10,123 mm
N10 T1 F400 G94 G54 ; narzędzie frez, posuw, rodzaj posuwu, korekcja ppz N15 G153 Y60 ; ruch w Y do osi obrotu osi C N30 G0 X25 Z50 C120 ; ruch do pozycji początkowej N40 TRACYL (35.0) ; włączenie TRACYL, średnica obróbki 35,0 mm N50 G55 G19 ; korekcja ppz, wybór płaszczyzny: płaszczyzna Y/Z N60 S800 M3 ; włączenie wrzeciona N70 G0 Y70 Z10 ; pozycja początkowa Y/Z, ; Y jest teraz osią geometryczną powierzchni pobocznicowej N80 G1 X17.5 ; dosunięcie frezu do dna rowka N70 OFFN=12.4 ; odstęp ścianki rowka 12,4 mm od linii środkowej rowka N90 G1 Y70 Z1 G42 ; włączenie kor. prom. narz., ruch do ścianki rowka N100 Z-30 ; fragment rowka równoległy do osi walca N110 Y20 ; fragment rowka równoległy do obwodu N120 G42 G1 Y20 Z-30 ; nowe rozpoczęcie kor. prom. narz., ruch do drugiej ścianki rowka, ; odstęp ścianki rowka nadal 12,4 mm od linii środkowej rowka N130 Y70 F600 ; fragment rowka równoległy do obwodu N140 Z1 ; fragment rowka równoległy do osi walca N150 Y70 Z10 G40 ; wyłączenie korekcji prom. narz. N160 G0 X25 ; cofnięcie frezu N170 M5 OFFN=0 ; wyłączenie wrzeciona, skasowanie odstępu ścianki rowka N180 TRAFOOF ; wyłączenie TRACYL N200 G54 G17 G0 X25 Z50 C120 ; ruch do pozycji początkowej
N210 M2

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 295
Cykle 1010.1 Przegląd cykli
Cykle są podprogramami technologicznymi, przy pomocy których można w powszechnie obowiązujący sposób realizować operacje obróbkowe jak np. gwintowanie otworu albo fre-zowanie wnęki. Dopasowanie cykli do konkretnego zadania następuje poprzez parametry.
Opisane tutaj cykle są tymi samymi, które są dostarczane dla SINUMERIK 840D sl.
Cykle wiercenia i cykle toczenia Przy pomocy sterowania SINUMERIK 802D sl mogą być wykonywane następujące cykle standardowe:
• Cykle wiercenia
CYCLE81: wiercenie, nakiełkowanie
CYCLE82: wiercenie, pogłębianie czołowe
CYCLE83: wiercenie otworów głębokich
CYCLE84: gwintowanie otworu bez oprawki wyrównawczej
CYCLE840: gwintowanie otworu z oprawką wyrównawczą
CYCLE85: rozwiercanie dokładne 1 (rozwiercanie 1)
CYCLE86: wytaczanie (rozwiercanie 2)
CYCLE87: wiercenie ze stop 1 (rozwiercanie 3)
CYCLE88: wiercenie ze stop 2 (rozwiercanie 4)
CYCLE89: rozwiercanie dokładne 2 (rozwiercanie 5)
Cykle rozwiercania CYCLE85 ... CYCLE89 są w przypadku SINUMERIK 840D nazywane rozwiercanie 1 ... rozwiercanie 5, są jednak mimo to identyczne co do działania.
• Cykle układów wierconych otworów
HOLES1: szereg otworów
HOLES2: koło otworów

Cykle
10.1 Przegląd cykli
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 296
• Cykle frezowania
CYCLE71: frezowanie płaszczyzny
CYCLE72: frezowanie konturowe
CYCLE76: frezowanie czopa prostokątnego
CYCLE77: frezowanie czopa kołowego
LONGHOLE: otwór podłużny
SLOT1: układ frezowanych rowków na okręgu
SLOT2: układ frezowanych rowków kołowych
POCKET3: Frezowanie wnęki prostokątnej (dowolnym frezem)
POCKET4: Frezowanie wnęki kołowej (dowolnym frezem)
CYCLE90: frezowanie gwintu
Cykle są dostarczane razem z Toolbox i w razie potrzeby muszą poprzez interfejs RS232 zostać załadowane do pamięci programów obróbki.
Podprogramy pomocnicze cykli Do pakietu cykli należą następujące podprogramy pomocnicze:
• cyclesm.spf
• steigung.spf i
• meldung.spf.
Muszą być one zawsze załadowane do sterowania.

Cykle 10.2 Programowanie cykli
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 297
10.2 Programowanie cykli
Warunki wywołania i powrotu Działające przed wywołaniem cyklu funkcje G i przesunięcia programowane pozostają za-chowane po jego zakończeniu.
Płaszczyznę obróbki (G17, G18, G19) definiujecie przed wywołaniem cyklu. Cykl pracuje w aktualnej płaszczyźnie z
• 1. osią płaszczyzny (odcięta)
• 2. osią płaszczyzny (rzędna)
• osią wiercenia/osią dosuwu, 3. oś, prostopadle do płaszczyzny (aplikata).
W przypadku cykli wiercenia otwór jest wykonywany w osi, która jest prostopadła do aktual-nej płaszczyzny. Przy frezowaniu jest w tej osi wykonywany dosuw na głębokość.
Rysunek 10-1 Przyporządkowanie płaszczyzn i osi
Tablica 10-1 Przyporządkowanie płaszczyzn i osi
Polecenie Płaszczyzna (odcię-ta/rzędna)
Prostopadła oś dosuwu (aplikata)
G17 X/Y Z G18 Z/X Y G19 Y/Z X
Komunikaty podczas wykonywania cyklu W przypadku niektórych cykli są podczas wykonywania wyświetlane komunikaty na ekranie sterowania, które są wskazówką odnośnie stanu obróbki.
Te komunikaty nie przerywają wykonywania programu i są wyświetlane aż do czasu ukaza-nia się następnego komunikatu.
Teksty komunikatów i ich znaczenie są opisane przy poszczególnych cyklach. Podsumowanie znajdziecie w punkcie "Komunikaty w cyklach".

Cykle
10.1 Przegląd cykli
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 298
Wyświetlanie bloku podczas wykonywania cyklu
Podczas całego czasu przebiegu cyklu w miejscu wyświetlania aktualnego bloku jest wywo-łanie cyklu.
Wywołanie cyklu i lista parametrów Parametry cykli możecie przekazać poprzez listę parametrów przy wywołaniu cyklu.
Wskazówka
Wywołanie cyklu wymaga zawsze oddzielnego bloku. Podstawowe wskazówki dot. wyposażania cykli standardowych w parametry
Podręcznik programowania opisuje listę parametrów dla każdego cyklu podając:
• kolejność i • typ.
Kolejność parametrów musi zostać bezwarunkowo zachowana.
Każdy parametr cyklu ma określony typ danych. Przy wywołaniu cyklu należy przestrzegać tych typów dla aktualnie stosowanych parametrów. Na liście parametrów można przekazać co następuje:
• parametry R (tylko wartości liczbowe) • stałe
Jeżeli na liście parametrów są stosowane parametry R, muszą one przedtem w programie zostać wyposażone w wartości. Cykle mogą przy tym być wywoływane następująco:
• z niekompletną listą parametrów albo
• z pominięciem parametrów
Jeżeli chcecie pominąć ostatnie przekazywane parametry, które należałoby napisać w wywo-łaniu, wówczas można wcześniej zakończyć listę parametrów przy pomocy ")". Jeżeli chce-cie czasami pominąć parametr, wówczas należy w jego miejsce wpisać przecinek "..., ,...".
Kontrola zrozumiałości wartości parametrów o ograniczonym zakresie wartości nie następu-je, chyba że jest wyraźnie opisana reakcja na błąd w przypadku cyklu.
Jeżeli lista parametrów zawiera przy wywołaniu cyklu więcej wpisów niż zdefiniowano para-metrów w cyklu, ukazuje się ogólny alarm NC 12340 „Liczba parametrów za duża” i cykl nie jest wykonywany.
Wywołanie cyklu Różne możliwości pisania wywołania cyklu są przedstawione w przykładach programowania do poszczególnych cykli.

Cykle 10.3 Graficzna obsługa cykli w edytorze programów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 299
Symulacja cykli
Programy z wywołaniami cykli mogą być najpierw testowane w symulacji.
Przy symulacji ruchy postępowe w cyklu są wizualizowane na ekranie.
10.3 Graficzna obsługa cykli w edytorze programów Edytor programów w sterowaniu zapewnia wsparcie programowania przy wstawianiu wywo-łań cykli do programu i wprowadzaniu parametrów.
Działanie Obsługa cykli składa się z trzech komponentów:
1. wybór cyklu 2. maski wprowadzania do wyposażenia w parametry 3. obraz pomocy dla cyklu (znajduje się w masce wprowadzania)
Przegląd niezbędnych plików Podstawą obsługi cykli są następujące pliki:
• cov.com • sc.com
Wskazówka
Te pliki są ładowane przy uruchamianiu sterowania i muszą zawsze pozostawać załadowa-ne.
Obsługa wspierania cykli
W celu wstawienia wywołania cyklu do programu należy kolejno wykonać następujące kroki:
• Na poziomym pasku przycisków programowanych można poprzez istniejące przyciski pro-gramowane „Wiercenie” i „Frezowanie” dokonać przełączenia na listy wyboru poszczegól-nych cykli.
• Wybór cyklu następuje poprzez pionowy pasek przycisków aż ukaże się odpowiednia maska wprowadzania z obrazem pomocy.
• Następnie są wprowadzane wartości parametrów Wartości mogą być wprowadzane bezpośrednio (wartości liczbowe) albo pośrednio (para-metry R, np. R27, albo wyrażenia składające się z parametrów R, np. R27+10). Przy wprowadzaniu wartości liczbowych następuje sprawdzenie, czy wartość leży w dopusz-czalnym zakresie.
• Niektóre parametry, które mogą przyjmować tylko niewiele wartości, są wybierane przy po-mocy przycisku przełączania.

Cykle
10.3 Graficzna obsługa cykli w edytorze programów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 300
• W przypadku cykli wiercenia istnieje również możliwość modalnego wywołania cyklu przy
pomocy pionowego przycisku programowanego „Modal Call”. Cofnięcie wywołania modalnego następuje poprzez „Cofnij modalny” na liście wyboru cykli wiercenia.
• Zakończenie przyciskiem „OK” (wzgl. przez „Anuluj” w razie błędnego wprowadzenia).
Dekompilacja Dekompilacja kodu programowego służy do tego, by przy pomocy obsługi cykli dokonać zmian w istniejącym programie.
Kursor jest ustawiany na zmienianym wierszu i jest naciskany przycisk „Rekompilacja”.
Przez to jest ponownie otwierana odpowiednia maska wprowadzania, z której fragment pro-gramu został utworzony, i wartości można zmienić i przejąć.
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 301
10.4 Cykle wiercenia
10.4.1 Ogólnie Cykle wiercenia są ustalonymi według DIN 66025 przebiegami ruchów służącymi do wierce-nia, rozwiercania, gwintowania otworów itd.
Ich wywoływanie następuje jako podprogram o ustalonej nazwie i liście parametrów.
Do rozwiercania jest do dyspozycji łącznie pięć cykli. Różnią się one pod względem przebie-gu technologicznego a przez to swoim parametryzowaniem.
Cykl rozwier-cania
Cechy szczególne parametryzacji
Rozwiercanie dokładne 1
CYCLE85 Różne posuwy dla wiercenia i wycofania
Wytaczanie CYCLE86 zorientowane zatrzymanie wrzeciona, zadanie drogi wyco-fania, wycofanie przesuwem szybkim, zadanie kierunku obrotów wrzeciona
Wiercenie ze stop 1
CYCLE87 Zatrzymanie wrzeciona M5 i programu M0 na głębokości wiercenia, dalsza praca po NC_Start, wycofanie w prze-suwem szybkim, zadanie kierunku obrotów wrzeciona
Wiercenie ze stop 2
CYCLE88 jak CYCLE87 plus czas oczekiwania na głębokości wier-cenia
Rozwiercanie dokładne 2
CYCLE89 Wiercenie i wycofanie z tym samym posuwem
Cykle wiercenia mogą działać modalnie, tzn. są one wykonywane na końcu każdego bloku,
który zawiera polecenia ruchu. Dalsze cykle sporządzone przez użytkownika mogą również
być wywoływane modalnie (patrz też punkt "Przegląd instrukcji" wzgl. "Graficzna obsługa cy-
kli w edytorze programów").
Są dwa rodzaje parametrów:
• parametry geometrii i
• parametry obróbki
Parametry geometryczne są identyczne w przypadku wszystkich cykli wiercenia, cykli układu otworów i cykli frezowania. Definiują one płaszczyznę odniesienia i płaszczyznę wycofania, odstęp bezpieczeństwa jak też absolutną wzgl. względną końcową głębokość wiercenia. Pa-rametry geometryczne są zapisywane jeden raz przy pierwszym cyklu wiercenia CYCLE81.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 302
Parametry geometryczne
Płszczyzna wycofania
Odstęp bezpieczeństwaPłaszczyzna odniesienia
Końcowagłębokośćwiercenia
Rysunek 10-2 Wiercenie, nakiełkowanie - CYCLE81 Parametry obróbki mają różne znaczenie i działanie w poszczególnych cyklach. Są one dla-tego zapisywane oddzielnie przy każdym cyklu.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 303
10.4.2 Warunki
Warunki wywołania i powrotu Cykle wiercenia są programowane niezależnie od konkretnych nazw osi. Dosunięcia do po-zycji wiercenia należy dokonać w programie nadrzędnym przed wywołaniem cyklu.
Odpowiednie wartości posuwu, prędkości obrotowej wrzeciona i kierunku obrotów wrzeciona należy programować w programie obróbki, jeżeli w cykli wiercenia nie ma w tym celu para-metrów.
Funkcje G aktywne przed wywołaniem cyklu i aktualny zestaw danych pozostają zachowane po zakończeniu cyklu.
Definicja płaszczyzny Przy cyklach wiercenia ogólnie zakłada się, że aktualny układ współrzędnych obrabianego przedmiotu, w którym ma nastąpić obróbka, jest zdefiniowany przez wybór płaszczyzny G17, G18 albo G19 i uaktywnienie przesunięcia programowanego. Osią wiercenia jest zawsze oś tego układu współrzędnych prostopadła do aktualnej płaszczyzny.
Przed wywołaniem musi być wybrana korekcja długości. Działa ona zawsze prostopadle do wybranej płaszczyzny i pozostaje aktywna również po zakończeniu cyklu.
Rysunek 10-3 Korekcja długości Programowanie czasu oczekiwania
Parametry dla czasów oczekiwania w cyklach wiercenia są zawsze przyporządkowywane do słowa F i zgodnie z tym należy je zaopatrzyć w wartości w sekundach. Odstępstwa od tego są wyraźnie opisane.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 304
10.4.3 Wiercenie, nakiełkowanie - CYCLE81
Programowanie CYCLE81(RTP, RFP, SDIS, DP, DPR)
Tablica 10-1 Parametry CYCLE81
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby)
Działanie Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeń-stwa
• Ruch na końcową głębokość wiercenia z posuwem (G1) zaprogramowanym w programie wywołującym
• Wycofanie z G0 do płaszczyzny wycofania
Zadeklarowanie parametrów: RFP i RTP (płaszczyzna odniesienia i płaszczyzna wycofania) Z reguły płaszczyzna odniesienia (REP) i płaszczyzna wycofania (RTP) mają różne wartości. W cyklu zakłada się, że płaszczyzna wycofania leży przed płaszczyzną odniesienia. Odstęp płaszczyzny wycofania od końcowej głębokości wiercenia jest więc większy niż odstęp płaszczyzny odniesienia.
SDIS (odstęp bezpieczeństwa) Odstęp bezpieczeństwa (DSIS) działa w odniesieniu do płaszczyzny odniesienia. Jest ona przesuwana dalej do przodu o odstęp bezpieczeństwa.
Kierunek, w którym działa odstęp bezpieczeństwa, jest automatycznie określany przez cykl.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 305
DP i DPR (końcowa głębokość wiercenia)
Końcowa głębokość wiercenia może do wyboru zostać zadana absolutnie (DP) albo względ-nie (DPR).
Przy podaniu względnym cykl samodzielnie oblicza wynikającą głębokość na podstawie po-łożenia płaszczyzny odniesienia i płaszczyzny wycofania.
Rysunek 10-4 Końcowa głębokość wiercenia
Wskazówka
Gdy zostanie wprowadzona zarówno wartość DP jak i DRP, wówczas końcowa głębokość wiercenia jest wyprowadzana z DRP. W przypadku gdy różni się ona od głębokości absolut-nej zaprogramowanej poprzez DP, jest wyprowadzany komunikat „Głębokość: odpowiednio do wartości dla głębokości względnej”.
W przypadku identycznych wartości dla płaszczyzny odniesienia i płaszczyzny wycofania względne podanie głębokości jest niedopuszczalne. Następuje komunikat błędu 61101 „Płaszczyzna odniesienia źle zdefiniowana” i cykl nie jest wykonywany. Ten komunikat błędu następuje również wtedy, gdy płaszczyzna wycofania leży za płaszczyzną odniesienia, jej odstęp od końcowej głębokości wiercenia jest więc mniejszy.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 306
Przykład programowania: wiercenie_nakiełkowanie Przy pomocy tego programu jest wykonywany otwór na stronie czołowej przy zastosowaniu cyklu wiercenia CYCLE81. Osią wiercenia jest zawsze oś Z.
Rysunek 10-5 Przykład CYCLE81
N10 G0 G17 G90 F200 S300 M3 ; określenie wartości technologicznych N20 D3 T3 Z110 ; ruch do płaszczyzny wycofania N30 X40 Y120 Ruch do pierwszej pozycji wiercenia N40 CYCLE81(110, 100, 2, 35) ; wywołanie cyklu z absolutną końcową głęb. wiercenia, odstępem bezpiecz. i nie- kompletną listą parametrów N50 Y30 ; ruch do następnej pozycji wiercenia N60 CYCLE81(110, 102, , 35) ; wywołanie cyklu bez odstępu bezpie-czeństwa N70 G0 G90 F180 S300 M03 ; określenie wartości technologicznych N80 X90 ; ruch do następnej pozycji N90 CYCLE81(110, 100, 2, , 65) ; wywołanie cyklu ze względną głębokością wiercenia i odstępem bezpieczeństwa N100 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 307
10.4.4 Wiercenie, pogłębianie czołowe - CYCLE82
Programowanie CYCLE82(RTP, RFP, SDIS, DP, DPR, DTB)
Parametry
Tablica 10-3 Parametry CYCLE82
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów)
Funkcja Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia. Gdy końcowa głębokość wiercenia jest uzyskana, może działać czas oczekiwania.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch do końcowej głębokości wiercenia z posuwem zaprogramowanym przed wywoła-niem cyklu (G1)
• Realizacja czasu oczekiwania na końcowej głębokości wiercenia
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 308
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-6 Objaśnienie parametrów CYCLE82
DTB (czas oczekiwania)
Pod DTB jest programowany czas oczekiwania na końcowej głębokości wiercenia (łamanie wiórów).
Wskazówka
Gdy zostanie wprowadzona zarówno wartość DP jak i DRP, wówczas końcowa głębokość wiercenia jest wyprowadzana z DRP. W przypadku gdy różni się ona od głębokości absolut-nej zaprogramowanej poprzez DP, jest wyprowadzany komunikat „Głębokość: odpowiednio do wartości dla głębokości względnej”.
W przypadku identycznych wartości dla płaszczyzny odniesienia i płaszczyzny wycofania względne podanie głębokości jest niedopuszczalne. Następuje komunikat błędu 61101 „Płaszczyzna odniesienia źle zdefiniowana” i cykl nie jest wykonywany. Ten komunikat błędu następuje również wtedy, gdy płaszczyzna wycofania leży za płaszczyzną odniesienia, jej odstęp od końcowej głębokości wiercenia jest więc mniejszy.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 309
Przykład programowania: wiercenie_pogłębianie czołowe Program wykonuje w pozycji X0 jednorazowo otwór o głębokości 20 mm przy zastosowaniu cyklu CYCLE82.
Jest podany czas oczekiwania 2 s, odstęp bezpieczeństwa w osi wiercenia Z wynosi 4 mm.
Rysunek 10-7 Przykład CYCLE82
N10 G0 G17 G90 F200 S300 M3 ; określenie wartości technologicznych N20 D1 T10 Z110 ; ruch do płaszczyzny wycofania N30 X24 Y15 ; ruch do pozycji wiercenia N40 CYCLE82(110, 102, 4, 75, , 2) ; Wywołanie cyklu z absolutną końcową głębokością wier-
cenia i odstępem bezpieczeństwa N50 M02

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 310
10.4.5 Wiercenie otworów głębokich - CYCLE83
Programowanie CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI)
Parametry
Tablica 10-4 Parametry CYCLE83
RTP real Płaszczyzna wycofania (absolut)nie RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) FDEP real Pierwsza głębokość wiercenia (absolutnie) FDPR real Pierwsza głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DAM real Wielkość degresji (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów) DTS real Czas oczekiwania w punkcie początkowym i przy usuwaniu wió-
rów FRF real Współczynnik posuwu dla pierwszej głębokości wiercenia (wpro-
wadzić bez znaku liczby) zakres wartości: 0.001 ... 1 VARI int Rodzaj obróbki:
łamanie wiórów=0 usuwanie wiórów=1
Działanie Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia.
Otwór głęboki jest przy tym wykonywany przez wielokrotny, krokowy dosuw na głębokość, którego maksymalną wielkość można zadać, aż do końcowej głębokości wiercenia.
Do wyboru wiertło może po każdej głębokości dosuwu być wycofywane do płaszczyzny od-niesienia + odstęp bezpieczeństwa w celu usunięcia wiórów albo każdorazowo o 1 mm w ce-lu połamania wiórów.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 311
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg:
Wiercenie otworów głębokich z usuwaniem wiórów (VARI=1): • Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeń-
stwa • Ruch do pierwszej głębokości wiercenia z G1, przy czym posuw wynika z posuwu zapro-
gramowanego przy wywołaniu cyklu, który jest przeliczany z parametrem FRF (współczynnik posuwu)
• Wykonanie czasu oczekiwania na końcowej głębokości wiercenia (parametr DTB) • Wycofanie z G0 w celu usunięcia wiórów do płaszczyzny odniesienia przesuniętej do przodu
o odstęp bezpieczeństwa • Wykonanie czasu oczekiwania w punkcie początkowym (parametr DTS) • Ruch do ostatnio obliczonej głębokości wiercenia, zmniejszony o obliczony wewnętrznie
w cyklu odstęp wcześniejszego zatrzymania z G0 • Ruch z G1 do następnej głębokości wiercenia (przebieg ruchu jest tak długo kontynuowany,
aż końcowa głębokość wiercenia zostanie osiągnięta) • Wycofanie z G0 do płaszczyzny wycofania
Rysunek 10-8 Wiercenie otworu głębokiego z usuwaniem wiórów (VARI=1)

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 312
Wiercenie otworów głębokich z łamaniem wiórów (VARI=0):
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch z G1 do pierwszej głębokości wiercenia, przy czym posuw wynika z posuwu zapro-gramowanego przy wywołaniu cyklu, skorygowanego o parametr FRF (współczynnik po-suwu)
• Wykonanie czasu oczekiwania na końcowej głębokości wiercenia (parametr DTB) • Wycofanie o 1 mm od aktualnej głębokości wiercenia z G1 i posuwem zaprogramowanym
w programie wywołującym (w celu połamania wiórów) • Ruch do następnej głębokości wiercenia z G1 i zaprogramowanym posuwem (przebieg
ruchów jest tak długo kontynuowany, aż końcowa głębokość wiercenia zostanie osiągnię-ta)
• Wycofanie z G0 do płaszczyzny wycofania
Rysunek 10-9 Wiercenie otworu głębokiego z łamaniem wiórów (VARI =0)
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Zależność parametrów DP (wzgl. DPR), FDEP (wzgl. FDPR) i DMA Pośrednie głębokości wiercenia są w cyklu obliczane z końcowej głębokości wiercenia, pierwszej głębokości wiercenia i wielkości degresji w sposób następujący:
• W pierwszym kroku następuje ruch na głębokość sparametryzowaną jako pierwsza głę-bokość wiercenia, o ile nie przekracza ona całkowitej głębokości wiercenia.
• Od drugiej głębokości wiercenia skok wiercenia wynika ze skoku dla ostatniej głębokości wiercenia minus wielkość degresji, o ile skok wiercenia jest większy niż zaprogramowana wielkość degresji.
• Następne skoki wiercenia odpowiadają wielkości degresji, jak długo głębokość resztowa jest większa niż podwójna wielkość degresji.
• Obydwa ostatnie skoki wiercenia są dzielone i wykonywane jako dwie równe części a przez to są zawsze większe niż połowa wielkości degresji.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 313
• Jeżeli wartość pierwszej głębokości wiercenia jest skierowana przeciwnie do głębokości całkowitej, wówczas następuje komunikat błędu 61107 „Pierwsza głębokość wiercenia źle zdefiniowana” i cykl nie jest wykonywany.
Parametr FDPR działa w cyklu jak parametr DPR. Przy identycznych wartościach dla płasz-czyzny odniesienia i płaszczyzny wycofania jest możliwe względne zadanie pierwszej głębo-kości wiercenia.
Gdy pierwsza głębokość wiercenia zostanie zaprogramowana większa niż końcowa gł. wier-cenia, głębokość końcowa nigdy nie zostanie przekroczona. Cykl automatycznie zmniejsza pierwszą głębokość wiercenia na tyle, że przy wierceniu zostanie osiągnięta końcowa głębo-kość wiercenia i wierci tylko jeden raz.
DTB (czas oczekiwania)
Pod DTB jest programowany czas oczekiwania na końcowej głębokości wiercenia (łamanie wiórów).
DTS (czas oczekiwania) Czas oczekiwania w punkcie początkowym jest realizowany tylko przy VARI=1 (usuwanie wiórów).
FRF (współczynnik posuwu) Poprzez ten parametr może zostać podany współczynnik redukcji aktywnego posuwu, który jest uwzględniany przez cykl tylko przy ruchu do pierwszej głębokości wiercenia.
VARI (rodzaj obróbki) Gdy zostanie nastawiony parametr VARI=0, po osiągnięciu każdej głębokości wiercenia wiertło cofa się o 1 mm w celu połamania wiórów. W przypadku VARI=1 (do połamania wió-rów)wiertło każdorazowo wykonuje ruch do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa.
Wskazówka
Odstęp wcześniejszego zatrzymania jest wewnętrznie w cyklu obliczany jak następuje: • Przy głębokości wiercenia do 30 mm wartość odstępu wcześniejszego zatrzymania wy-
nosi zawsze 0.6 mm. • Przy pozostałych głębokościach wiercenia obowiązuje wzór obliczeniowy głębokość
wiercenia/50 (przy tym wartość jest ograniczona do maksymalnie 7 mm).

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 314
Przykład programowania: wiercenie otworu głębokiego Ten program wykonuje cykl CYCLE83 w pozycjach X80 Y120 i X80 Y60 w płaszczyźnie XY. Pierwszy otwór jest wykonywany z czasem oczekiwania zero i rodzajem obróbki łamanie wiórów. Końcowa jak też pierwsza głębokość wiercenia jest podana absolutnie. Przy drugim wywołaniu jest zaprogramowany czas oczekiwania 1 s. Wybrano rodzaj obróbki usuwanie wiórów, końcowa głębokość wiercenia jest podana w stosunku do płaszczyzny odniesienia. Osią wiercenia jest w obydwu przypadkach oś Z.
Rysunek 10-10 Przykład CYCLE83
N10 G0 G17 G90 F50 S500 M4 ; określenie wartości technologicznych N20 D1 T12 ; ruch do płaszczyzny wycofania N30 Z155 N40 X80 Y120 ; ruch do pierwszej pozycji wiercenia N50 CYCLE83(155, 150, 1, 5, 0 , 100, , 20, 0, 0, 1, 0) ; wywołanie cyklu parametr głębokości z wartościami abso-lutnymi N60 X80 Y60 ; ruch do następnej pozycji wiercenia N70 CYCLE83(155, 150, 1, , 145, , 50, 20, 1, 1, 0.5, 1) ; wywołanie cyklu z relatywnymi danymi końcowej głębokości wiercenia i 1. głę-
bokości wiercenia, odstęp bezpieczeństwa wynosi 1 mm, współczynnik posu-wu 0.5
N80 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 315
10.4.6 Gwintowanie otworu bez oprawki wyrównawczej - CYCLE84
Programowanie CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1)
Parametry
Tablica 10-5 Parametry CYCLE84
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na głębokości gwintu (łamanie wiórów) SDAC int Kierunek obrotów po zakończeniu cyklu
Wartości: 3, 4 albo 5 (dla M3, M4 albo M5) MPIT real Skok gwintu jako wielkość gwintu (ze znakiem liczby)
Zakres wartości 3 (dla M3) ... 48 (dla M48), znak określa kierunek obrotów w gwincie
PIT real Skok gwintu jako wartość (ze znakiem liczby) Zakres wartości: 0.001 ... 2000.000 mm), znak określa kierunek obrotów w gwincie
POSS real Pozycja wrzeciona dla zorientowanego zatrzymania wrzeciona w cyklu (w stopniach)
SST real Prędkość obrotowa dla gwintowania otworu SST1 real Prędkość obrotowa dla wycofania
Działanie Narzędzie gwintuje z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej głębokości gwintu.
Przy pomocy cyklu CYCLE84 możecie gwintować otwory bez użycia oprawki wyrównawczej. Do gwintowania otworu z użyciem oprawki wyrównawczej jest przeznaczony własny cykl CYCLE840.
Wskazówka
Cykl CYCLE84 może zostać zastosowany tylko wtedy, gdy wrzeciono przewidziane do wier-cenia jest technicznie w stanie przejść na pracę z regulacją położenia.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 316
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Zorientowane zatrzymanie wrzeciona (wartość w parametrze OISS) i przejście wrzeciona na pracę jako oś
• Gwintowanie otworu do końcowej głębokości gwintowania i prędkość obrotowa SST • Zrealizowanie czasu oczekiwania na głębokości gwintowania (parametr DTB) • Wycofanie do płaszczyzny wycofania przesuniętej do przodu o odstęp bezpieczeństwa,
prędkość obrotowa SST1 i odwrócenie kierunku obrotów • Wycofanie do płaszczyzny wycofania z G0; przez odwrotne zapisanie prędkości obroto-
wej wrzeciona ostatnio zaprogramowanej przed wywołaniem cyklu i kierunku obrotów za-programowanego pod SDAC jest ponownie rozpoczynana praca jako wrzeciono
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-11 Wyjaśnienie parametrów CYCLE84
DTB (czas oczekiwania) Czas oczekiwania należy programować w sekundach. Przy gwintowaniu w otworach nie-przelotowych zaleca się pominięcie czasu oczekiwania.
SDAC (kierunek obrotów po zakończeniu cyklu) Pod SDAC należy zaprogramować kierunek obrotów wrzeciona po zakończeniu cyklu. Od-wrócenie kierunku obrotów przy gwintowaniu otworu następuje automatycznie wewnętrznie w cyklu.
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 317
MPIT i PIT (skok gwintu jako wielkość gwintu i jako wartość) Wartość skoku gwintu może zostać zadana do wyboru jako wielkość gwintu (tylko dla gwintu metrycznego między M3 i M48) albo jako wartość (odstęp między dwoma zwojami gwintu ja-ko wartość liczbowa). Każdorazowo niepotrzebny parametr jest w wywołaniu pomijany albo otrzymuje wartość zero.
Gwint prawy albo lewy jest ustalany przez znak parametru skoku:
• wartość dodatnia → prawy (jak M3)
• wartość ujemna → lewy (jak M4)
Jeżeli obydwa parametry skoku mają wartości sprzeczne ze sobą, cykl wytwarza alarm 61001 „Skok gwintu nieprawidłowy” i wykonywanie cyklu jest anulowane.
POSS (pozycja wrzeciona) W cyklu przed gwintowaniem otworu wrzeciono jest orientowane przy pomocy polecenia SPOS i przełączane na regulację położenia.
Pod POSS programujecie pozycję wrzeciona dla tego zatrzymania.
SST (prędkość obrotowa) Parametr SST zawiera prędkość obrotową wrzeciona dla bloku gwintowania otworu.
SST1 (prędkość obrotowa wycofania) Pod SST1 programujecie prędkość obrotową dla wycofania narzędzia z gwintowanego otwo-ru. Jeżeli ten parametr ma wartość zero, wówczas wycofanie następuje z prędkością obrotową zaprogramowaną pod SST.
Wskazówka
Przy gwintowaniu otworu w cyklu kierunek obrotów jest zawsze odwracany automatycznie.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 318
Przykład programowania: gwint bez oprawki wyrównawczej
W pozycji X30 Y35 w płaszczyźnie XY jest wykonywane gwintowanie otworu bez oprawki wyrównawczej, osią wiercenia jest oś Z. Jeżeli czas oczekiwania nie jest zaprogramowany, wówczas podanie głębokości następuje względnie. Parametry kierunku obrotów i skoku mu-szą być wyposażone w wartości. Jest wykonywany gwint metryczny M5.
Rysunek 10-12 Przykład CYCLE84
N10 G0 G90 T11 D1 ; określenie wartości technologicznych N20 G17 X30 Y35 Z40 ; ruch do pozycji wiercenia N30 CYCLE84(40, 36, 2, , 30, , 3, 5, , 90, 200, 500)
; wywołanie cyklu, parametr PIT pominięto, bez podania głębokości absolutnej, bez czasu oczekiwania, stop wrzeciona na 90 stopniach, prędk. obrot. przy gwin-towaniu otworu wynosi 200, prędkość obrotowa wycofania wynosi 500
N40 M02 ; koniec programu
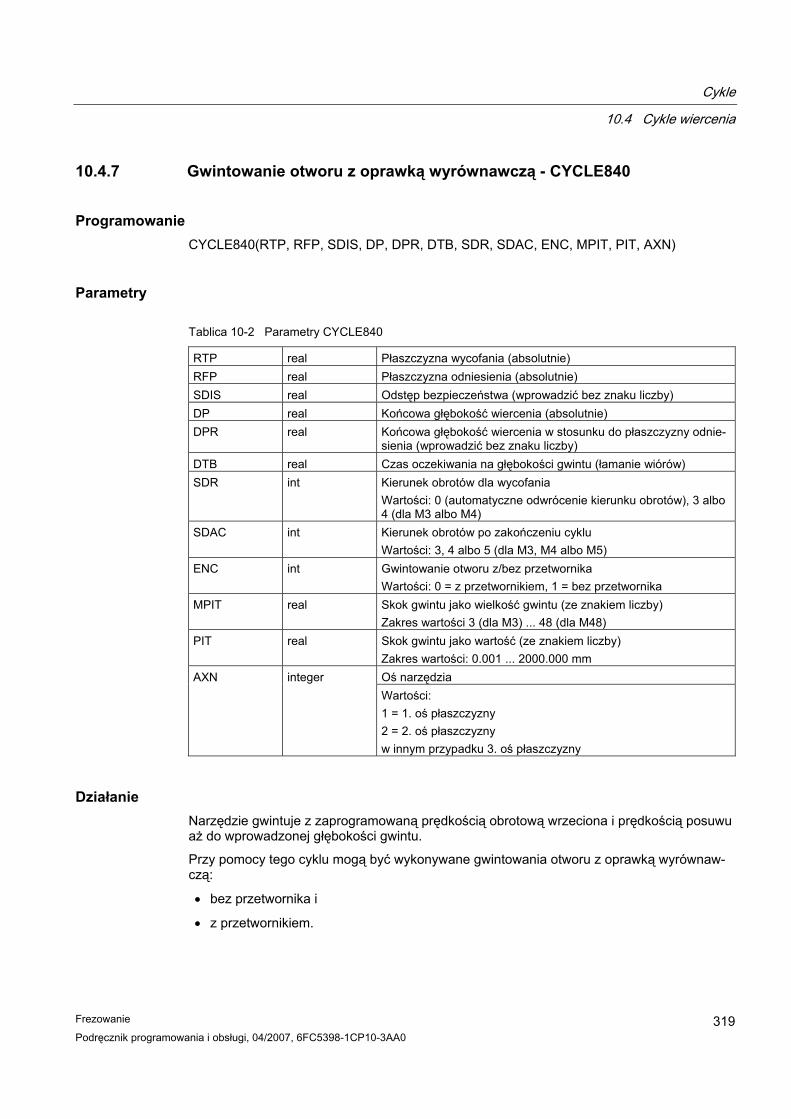
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 319
10.4.7 Gwintowanie otworu z oprawką wyrównawczą - CYCLE840
Programowanie CYCLE840(RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT, AXN)
Parametry
Tablica 10-2 Parametry CYCLE840
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na głębokości gwintu (łamanie wiórów) SDR int Kierunek obrotów dla wycofania
Wartości: 0 (automatyczne odwrócenie kierunku obrotów), 3 albo 4 (dla M3 albo M4)
SDAC int Kierunek obrotów po zakończeniu cyklu Wartości: 3, 4 albo 5 (dla M3, M4 albo M5)
ENC int Gwintowanie otworu z/bez przetwornika Wartości: 0 = z przetwornikiem, 1 = bez przetwornika
MPIT real Skok gwintu jako wielkość gwintu (ze znakiem liczby) Zakres wartości 3 (dla M3) ... 48 (dla M48)
PIT real Skok gwintu jako wartość (ze znakiem liczby) Zakres wartości: 0.001 ... 2000.000 mm Oś narzędzia AXN integer Wartości: 1 = 1. oś płaszczyzny 2 = 2. oś płaszczyzny w innym przypadku 3. oś płaszczyzny
Działanie Narzędzie gwintuje z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej głębokości gwintu.
Przy pomocy tego cyklu mogą być wykonywane gwintowania otworu z oprawką wyrównaw-czą:
• bez przetwornika i
• z przetwornikiem.
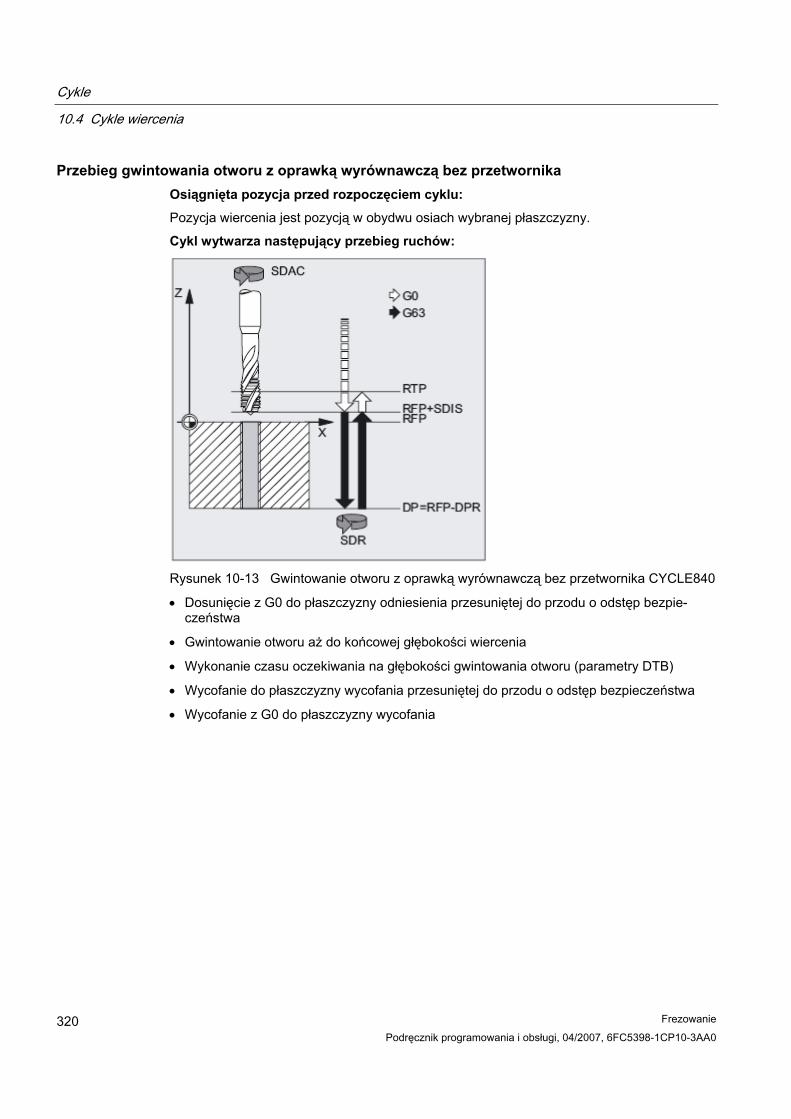
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 320
Przebieg gwintowania otworu z oprawką wyrównawczą bez przetwornika Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
Rysunek 10-13 Gwintowanie otworu z oprawką wyrównawczą bez przetwornika CYCLE840
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Gwintowanie otworu aż do końcowej głębokości wiercenia
• Wykonanie czasu oczekiwania na głębokości gwintowania otworu (parametry DTB)
• Wycofanie do płaszczyzny wycofania przesuniętej do przodu o odstęp bezpieczeństwa
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 321
Przebieg gwintowania otworu z oprawką wyrównawczą z przetwornikiem Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
Rysunek 10-14 Gwintowanie otworu z oprawką wyrównawczą z przetwornikiem CYCLE840
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Gwintowanie otworu aż do końcowej głębokości wiercenia • Zrealizowanie czasu oczekiwania na głębokości gwintowania (parametr DTB) • Wycofanie do płaszczyzny wycofania przesuniętej do przodu o odstęp bezpieczeństwa • Wycofanie z G0 do płaszczyzny wycofania
Objaśnienie parametrów
Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
DTB (czas oczekiwania) Czas oczekiwania należy programować w sekundach. Działa on tylko przy gwintowaniu otworu bez użycia przetwornika.
SDR (kierunek obrotów dla wycofania) Jeżeli odwrócenie kierunku obrotów wrzeciona ma nastąpić automatycznie, należy nastawić SDR=0.
Jeżeli poprzez daną maszynową jest ustalone, że przetwornik nie jest stosowany (wówczas dana maszynowa MD30200 NUM_ENCS ma wartość 0), parametr musi być wyposażony w wartość 3 albo 4 kierunku obrotów, w przeciwnym przypadku ukazuje się alarm 61202 „Nie zaprogramowano kierunku wrzeciona” i cykl jest przerywany.
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 322
SDAC (kierunek obrotów)
Ponieważ cykl może również zostać wywołany modalnie (patrz punkt „Graficzna obsługa cy-kli e edytorze programów”), do wykonania dalszych gwintowań otworów potrzebuje on kie-runku obrotów. Jest on programowany w parametrze SDAC i odpowiada kierunkowi obrotów zapisanemu przed pierwszym wywołaniem w programie nadrzędnym. Jeżeli SDR=0, wów-czas napisana pod SDAC wartość w cyklu nie ma znaczenia i może podczas parametryzacji zostać pominięta.
ENC (gwintowanie otworu) Gdy gwintowanie otworu ma nastąpić bez przetwornika, chociaż przetwornik jest, parametr ENC musi zostać wyposażony w wartość 1.
Jeżeli natomiast przetwornika nie ma a parametr ma wartość zero, nie jest on uwzględniany w cyklu.
MPIT i PIT (skok gwintu jako wielkość gwintu i jako wartość) Ten parametr ma znaczenie dla skoku tylko w związku z gwintowaniem otworu z użyciem przetwornika. Z prędkości obrotowej wrzeciona i ze skoku cykl oblicza wartość posuwu.
Wartość skoku gwintu może zostać zadana do wyboru jako wielkość gwintu (tylko dla gwintu metrycznego między M3 i M48) albo jako wartość (odstęp między dwoma zwojami gwintu ja-ko wartość liczbowa). Każdorazowo niepotrzebny parametr jest w wywołaniu pomijany albo otrzymuje wartość zero.
Jeżeli obydwa parametry skoku mają wartości sprzeczne ze sobą, cykl wytwarza alarm 61001 „Skok gwintu nieprawidłowy” i wykonywanie cyklu jest anulowane.
Wskazówka
Cykl wybiera w zależności od danej maszynowej MD30200 NUM_ENCS, czy otwór jest gwintowany z użyciem przetwornika czy bez.
Przed wywołaniem cyklu należy zaprogramować kierunek obrotów wrzeciona przy pomocy M3 wzgl. M4.
Podczas bloków gwintowania z G63 wartości przełącznika korekcyjnego posuwu i wrzeciona są zamrażane na 100%.
Gwintowanie otworu bez przetwornika wymaga z reguły dłuższej oprawki wyrównawczej.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 323
AXN (oś narzędzia) Poniższy rysunek przedstawia możliwości wyboru osi wiercenia.
Przy G18 oznacza:
• AXN=1 ;odpowiada Z
• AXN=2 ;odpowiada X
• AXN=3 ;odpowiada Y (w przypadku gdy oś Y istnieje)
Rysunek 10-15 AXN (oś narzędzia)
Przez programowanie osi wiercenia poprzez AXN (numer osi wiercenia) oś wiercenia może zostać zaprogramowana bezpośrednio.
AXN=1 1. oś płaszczyzny AXN=2 2. oś płaszczyzny AXN=3 3. oś płaszczyzny
Aby na przykład wykonać nakiełek (w Z) w płaszczyźnie G18, zaprogramujcie:
G18
AXN=1
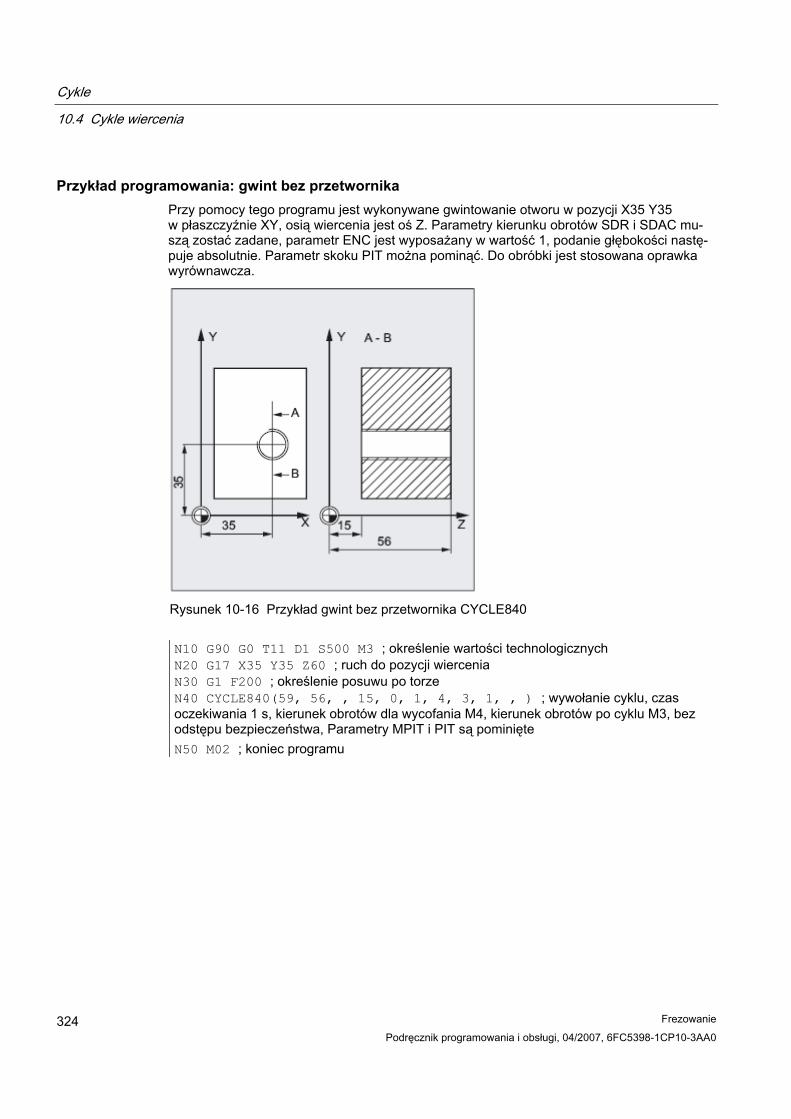
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 324
Przykład programowania: gwint bez przetwornika
Przy pomocy tego programu jest wykonywane gwintowanie otworu w pozycji X35 Y35 w płaszczyźnie XY, osią wiercenia jest oś Z. Parametry kierunku obrotów SDR i SDAC mu-szą zostać zadane, parametr ENC jest wyposażany w wartość 1, podanie głębokości nastę-puje absolutnie. Parametr skoku PIT można pominąć. Do obróbki jest stosowana oprawka wyrównawcza.
Rysunek 10-16 Przykład gwint bez przetwornika CYCLE840
N10 G90 G0 T11 D1 S500 M3 ; określenie wartości technologicznych N20 G17 X35 Y35 Z60 ; ruch do pozycji wiercenia N30 G1 F200 ; określenie posuwu po torze N40 CYCLE840(59, 56, , 15, 0, 1, 4, 3, 1, , ) ; wywołanie cyklu, czas oczekiwania 1 s, kierunek obrotów dla wycofania M4, kierunek obrotów po cyklu M3, bez odstępu bezpieczeństwa, Parametry MPIT i PIT są pominięte N50 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 325
Przykład programowania: gwint z przetwornikiem Przy pomocy tego programu jest w pozycji X35 Y35 wykonywany gwint w płaszczyźnie XY z użyciem przetwornika. Osią wiercenia jest oś Z. Parametr skoku musi zostać podany, au-tomatyczne odwrócenie kierunku obrotów jest zaprogramowane. Do obróbki jest stosowana oprawka wyrównawcza.
Rysunek 10-17 Przykład gwint z przetwornikiem CYCLE840
N10 G90 G0 T11 D1 S500 M4 ; określenie wartości technologicznych N20 G17 X35 Y35 Z60 ; ruch do pozycji wiercenia N30 CYCLE840(59, 56, , 15, 0, 0, 4, 3, 0, 0, 3.5) ; wywołanie cyklu, bez odstępu bezpieczeństwa, z absolutnym podaniem głębokościN40 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 326
10.4.8 Rozwiercanie dokładne 1 (rozwiercanie 1) - CYCLE85
Programowanie CYCLE85(RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF)
Parametry
Tablica 10-7 Parametry CYCLE85
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolut) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów) FFR real Posuw RFF real Posuw wycofania
Działanie Narzędzie wierci z zadaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia.
Ruch do wewnątrz i na zewnątrz następuje z posuwem, który należy każdorazowo zadać pod odpowiednimi parametrami FFR i RFF.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch na końcową głębokość wiercenia z G1 i posuwem zaprogramowanym pod parame-trem FFR
• Realizacja czasu oczekiwania na końcowej głębokości wiercenia
• Wycofanie do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa z G1 i posuwem wycofania zadanym pod parametrem RFF
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 327
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-18 Objaśnienie parametrów CYCLE85
DTB (czas oczekiwania) Pod DTB programujecie czas oczekiwania na końcowej głębokości wiercenia w sekundach.
FFR (posuw) Wartość posuwu zadana pod FFR działa przy wierceniu.
RFF (posuw wycofania) Wartość posuwu zaprogramowana pod RFF działa przy wycofywaniu z otworu do płaszczy-zny odniesienia + odstęp bezpieczeństwa.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 328
Przykład programowania: pierwsze rozwiercanie Na Z70 X0 jest wywoływany cykl CYCLE85. Osią wiercenia jest oś Y. Końcowa głębokość wiercenia w wywołaniu cyklu jest podana względnie, czas oczekiwania nie jest zaprogramo-wany. Górna krawędź obrabianego przedmiotu leży na Y102.
Rysunek 10-19 Przykład CYCLE85
N10 T11 D1 G1 F200 M3 S200 N20 G18 Z70 X50 Y105 ; ruch do pozycji wiercenia N30 CYCLE85(105, 102, 2, , 25, , 300, 450) ; wywołanie cyklu, nie zaprogramowano czasu oczekiwania N40 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 329
10.4.9 Wytaczanie (rozwiercanie 2) - CYCLE86
Programowanie CYCLE86(RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
Parametry
Tablica 10-3 Parametry CYCLE86
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolut) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów) SDIR int Kierunek obrotów
Wartości: 3 (dla M3), 4 (dla M4) RPA real Droga wycofania w 1. osi płaszczyzny (przyrostowo, wprowadzić
ze znakiem liczby) RPO real Droga wycofania w 2. osi płaszczyzny (przyrostowo, wprowadzić
ze znakiem liczby) RPAP real Droga wycofania w osi wiercenia (przyrostowo, wprowadzić ze
znakiem liczby) POSS real Pozycja wrzeciona dla zorientowanego zatrzymania wrzeciona
w cyklu (w stopniach)
Działanie Cykl obsługuje wytaczanie otworów przy pomocy wytaczadła.
Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej głębokości wiercenia.
Przy rozwiercaniu 2 następuje po osiągnięciu głębokości wiercenia zorientowane zatrzyma-nie wrzeciona. Następnie następuje ruch przesuwem szybkim do zaprogramowanej pozycji wycofania i stamtąd do płaszczyzny wycofania.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 330
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch do końcowej głębokości wiercenia z G1 i posuwem zaprogramowanym przed wy-wołaniem cyklu
• Jest realizowany czas oczekiwania na końcowej głębokości wiercenia • Zorientowane zatrzymanie wrzeciona w pozycji zaprogramowanej pod POSS • Ruch z G0 po drodze wycofania w max 3 osiach • Wycofanie w osi wiercenia z G0 na płaszczyznę odniesienia przesuniętą do przodu o od-
stęp bezpieczeństwa • Wycofanie z G0 do płaszczyzny wycofania (początkowa pozycja wiercenia w obydwu
osiach płaszczyzny)
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-20 Parametry CYCLE86
DTB (czas oczekiwania) Pod DTB jest programowany czas oczekiwania na końcowej głębokości wiercenia (łamanie wiórów).
SDIR (kierunek obrotów) Przy pomocy tego parametru jest określany kierunek obrotów, z którym w cyklu jest wyko-nywany otwór. Przy innych wartościach niż 3 albo 4 (M3/M4) jest wytwarzany alarm 61102 „Nie zaprogramowano kierunku wrzeciona” i cykl nie jest wykonywany.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 331
RPA (droga wycofania, w 1. osi) Pod tym parametrem jest definiowany ruch wycofania w 1. osi (odcięta), który jest wykony-wany po osiągnięciu końcowej głębokości wiercenia i zorientowanym zatrzymaniu wrzecio-na.
RPO (droga wycofania, w 2. osi) Pod tym parametrem jest definiowany ruch wycofania w 2. osi (rzędna), który jest wykony-wany po osiągnięciu końcowej głębokości wiercenia i zorientowanym zatrzymaniu wrzecio-na.
RPAP (droga wycofania, w osi wiercenia) Pod tym parametrem definiujecie ruch wycofania w osi wiercenia, który jest wykonywany po osiągnięciu końcowej głębokości wiercenia i zorientowanym zatrzymaniu wrzeciona.
POSS (pozycja wrzeciona) Pod POSS należy programować w stopniach pozycję wrzeciona dla zorientowanego zatrzy-mania wrzeciona po osiągnięciu końcowej głębokości wiercenia.
Wskazówka
Jest możliwe zorientowane zatrzymanie aktywnego wrzeciona. Zaprogramowanie odpo-wiedniej wartości kątowej następuje przez parametr przekazania.
Cykl CYCLE86 może być stosowany wtedy, gdy wrzeciono przewidziane do wiercenia jest technicznie w stanie wykonać polecenie SPOS.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 332
Przykład programowania: drugie rozwiercanie W płaszczyźnie XY jest w pozycji X70 Y50 wywoływany cykl CYCLE86. Osią wiercenia jest oś Z. Końcowa głębokość wiercenia jest programowana absolutnie, odstęp bezpieczeństwa nie jest zadany. Czas oczekiwania na końcowej głębokości wiercenia wynosi 2 s. Górna krawędź obrabianego przedmiotu leży na Z110. W cyklu wrzeciono powinno obracać się z M3 i zatrzy-mać na 45 stopniach.
Rysunek 10-21 Przykład CYCLE86
N10 G0 G17 G90 F200 S300 M3 ; określenie wartości technologicznych N20 T11 D1 Z112 ; ruch do płaszczyzny wycofania N30 X70 Y50 ; ruch do pozycji wiercenia N40 CYCLE86(112, 110, , 77, 0, 2, 3, -1, -1, 1,45) ; wywołanie cyklu z absolutną głębokością wiercenia N50 M02 ; koniec programu
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 333
10.4.10 Rozwiercanie ze stopem 1 (rozwiercanie 3) - CYCLE87
Programowanie CYCLE87(RTP, RFP, SDIS, DP, DPR, SDIR)
Parametry
Tablica 10-9 Parametry CYCLE87
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) SDIR int Kierunek obrotów
Wartości: 3 (dla M3), 4 (dla M4)
Działanie Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia.
Przy rozwiercaniu 3 jest po osiągnięciu końcowej głębokości wiercenia wytwarzane zatrzy-manie wrzeciona bez zorientowania M5 a następnie zatrzymanie programowane M0. Po na-ciśnięciu przycisku NC-START jest przesuwem szybkim kontynuowany ruch na zewnątrz aż do płaszczyzny wycofania.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch do końcowej głębokości wiercenia z G1 i posuwem zaprogramowanym przed wy-wołaniem cyklu
• Stop wrzeciona przy pomocy M5
• Nacisnąć przycisk NC-START
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 334
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-22 Objaśnienie parametrów CYCLE87
SDIR (kierunek obrotów) Parametr określa kierunek obrotów, z którym w cyklu jest wykonywany otwór.
W przypadku innych wartości niż 3 albo 4 (M3/M4) jest generowany alarm 61102 „Nie za-programowano kierunku wrzeciona” i cykl jest przerywany.
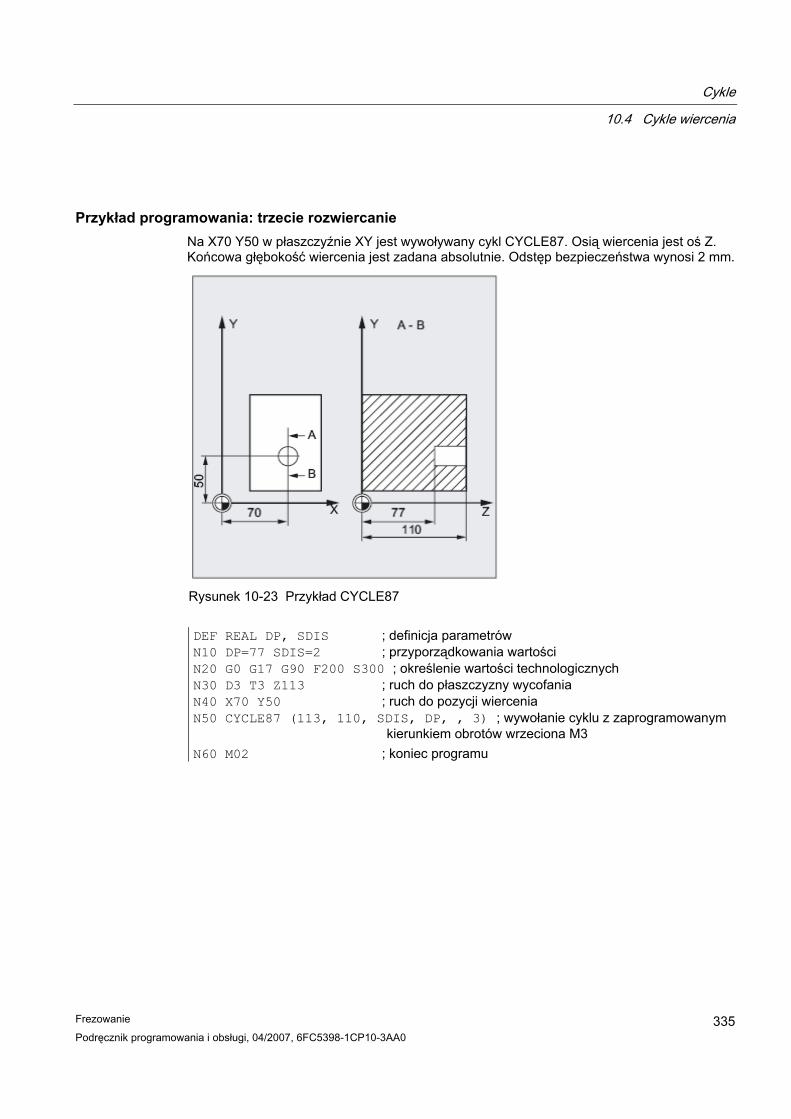
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 335
Przykład programowania: trzecie rozwiercanie Na X70 Y50 w płaszczyźnie XY jest wywoływany cykl CYCLE87. Osią wiercenia jest oś Z. Końcowa głębokość wiercenia jest zadana absolutnie. Odstęp bezpieczeństwa wynosi 2 mm.
Rysunek 10-23 Przykład CYCLE87
DEF REAL DP, SDIS ; definicja parametrów N10 DP=77 SDIS=2 ; przyporządkowania wartości N20 G0 G17 G90 F200 S300 ; określenie wartości technologicznych N30 D3 T3 Z113 ; ruch do płaszczyzny wycofania N40 X70 Y50 ; ruch do pozycji wiercenia N50 CYCLE87 (113, 110, SDIS, DP, , 3) ; wywołanie cyklu z zaprogramowanym
kierunkiem obrotów wrzeciona M3 N60 M02 ; koniec programu

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 336
10.4.11 Wiercenie ze stopem 2 (rozwiercanie 4) - CYCLE88
Programowanie CYCLE88(RTP, RFP, SDIS, DP, DPR, DTB, SDIR)
Parametry
Tablica 10-4 Parametry CYCLE88
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów) SDIR int Kierunek obrotów
Wartości: 3 (dla M3), 4 (dla M4)
Działanie Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu do zaprogramowanej końcowej głębokości wiercenia Przy rozwiercaniu 4 jest po osiągnięciu końcowej głębokości wiercenia wytwarzany czas oczekiwania i zatrzymanie wrzeciona bez zorientowania M5 jak też zatrzymanie programowane M0. Przez naciśnięcie NC-START jest wykonywany ruch na zewnątrz przesuwem szybkim aż do płaszczyzny wycofania.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch do końcowej głębokości wiercenia z G1 i posuwem zaprogramowanym przed wy-wołaniem cyklu
• Czas oczekiwania na końcowej głębokości wiercenia
• Zatrzymanie wrzeciona i programu przez M5 M0. Po zatrzymaniu programu nacisnąć przycisk NC-START.
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 337
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-24 Objaśnienie parametrów CYCLE 88 DTB (czas oczekiwania)
Pod DTB jest programowany czas oczekiwania na końcowej głębokości wiercenia (łamanie wiórów).
SDIR (kierunek obrotów) Zaprogramowany kierunek obrotów działa dla drogi ruchu na końcową głębokość wiercenia.
W przypadku innych wartości niż 3 albo 4 (M3/M4) jest generowany alarm 61102 „Nie za-programowano kierunku wrzeciona” i cykl jest przerywany.
Przykład programowania: czwarte rozwiercanie Cykl CYCLE88 jest wywoływany na X0. Osią wiercenia jest oś Z. Jako odstęp bezpieczeń-stwa zaprogramowano 3 mm, końcowa głębokość wiercenia jest zadana w stosunku do płaszczyzny odniesienia. W cyklu działa M4.
N10 G17 G90 F100 S450 ; określenie wartości technologicznych N20 G0 X80 Y90 Z105 ; ruch do pozycji wiercenia N30 CYCLE88 (105, 102, 3, , 72, 3, 4) ; wywołanie cyklu z zaprogramowanym kierunkiem obrotów wrzeciona M4 N40 M02 ; koniec programu
Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 338
10.4.12 Rozwiercanie dokładne 2 (rozwiercanie 5) - CYCLE89
Programowanie CYCLE89(RTP, RFP, SDIS, DP, DPR, DTB)
Parametry
Tablica 10-5 Parametry CYCLE89
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Końcowa głębokość wiercenia (absolutnie) DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odnie-
sienia (wprowadzić bez znaku liczby) DTB real Czas oczekiwania na końcowej głębokości wiercenia (łamanie
wiórów)
Działanie Narzędzie wierci z zaprogramowaną prędkością obrotową wrzeciona i prędkością posuwu aż do wprowadzonej końcowej głębokości wiercenia. Gdy końcowa głębokość wiercenia jest uzyskana, działa zaprogramowany czas oczekiwania.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wiercenia jest pozycją w obydwu osiach wybranej płaszczyzny.
Cykl wytwarza następujący przebieg ruchów:
• Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
• Ruch do końcowej głębokości wiercenia z G1 i posuwem zaprogramowanym przed wy-wołaniem cyklu
• Jest realizowany czas oczekiwania na końcowej głębokości wiercenia
• Wycofanie do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa z G1 i taką samą wartością posuwu
• Wycofanie z G0 do płaszczyzny wycofania

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 339
Objaśnienie parametrów Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-25 Objaśnienie parametrów CYCLE89
DTB (czas oczekiwania) Pod DTB jest programowany czas oczekiwania na końcowej głębokości wiercenia (łamanie wiórów) w sekundach.

Cykle
10.4 Cykle wiercenia
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 340
Przykład programowania: piąte rozwiercanie
Na X80 Y90 w płaszczyźnie XY jest wywoływany cykl wiercenia CYCLE89 z odstępem bez-pieczeństwa 5 mm i podaniem końcowej głębokości wiercenia jako wartości absolutnej. Osią wiercenia jest oś Z.
Rysunek 10-26 Przykład CYCLE89
DEF REAL RFP, RTP, DP, DTB ; definicja parametrów RFP=102 RTP=107 DP=72 DTB=3 ; przyporządkowania wartości N10 G90 G17 F100 S450 M4 ; określenie wartości technologicznych N20 G0 X80 Y90 Z107 ; ruch do pozycji wiercenia N30 CYCLE89(RTP, RFP, 5, DP, , DTB) ; wywołanie cyklu N40 M02 ; koniec programu

Cykle
10.5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 341
10.5 Cykle układów wierconych otworów Cykle układu wierconych otworów opisują tylko geometrię ich usytuowania w płaszczyźnie. Zależność z cyklem wiercenia jest stwarzana poprzez modalne wywołanie tego cyklu wier-cenia przed zaprogramowaniem cyklu układu wierconych otworów.
10.5.1 Warunki Cykle układów wierconych otworów bez wywołania cyklu wiercenia
Cykle układu otworów mogą być używane do innych zastosowań również bez uprzedniego modalnego wywołania cyklu wiercenia, ponieważ parametryzowanie cykli układu otworów nie wymaga danych dot. cyklu wiercenia.
Jeżeli jednak przed wywołaniem cyklu układu otworów żaden podprogram nie jest modalnie wywołany, ukazuje się komunikat błędu 62100 "Żaden cykl wiercenia nie jest aktywny".
Ten komunikat błędu możecie pokwitować przyciskiem kwitowania i kontynuować wykony-wanie programu przez naciśnięcie NC-Start. Cykl układu otworów dokonuje wówczas kolejno dosunięcia do pozycji obliczonych z danych wejściowych, bez wywoływania podprogramu w tych punktach.
Zachowanie się przy liczbie parametrów wynoszącej zero Liczba otworów w układzie musi zostać sparametryzowana. Jeżeli wartość parametru liczby sztuk przy wywołaniu cyklu wynosi zero (wzgl. gdy został on pominięty na liście parametrów), następuje alarm 61103 "Liczba otworów wynosi zero" i cykl jest przerywany.
Kontrola przy ograniczonych zakresach wartości wprowadzanych parametrów W cyklach układów wierconych otworów nie następuje generalnie kontrola zrozumiałości pa-rametrów.

Cykle
10. 5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 342
10.5.2 Szereg otworów - HOLES1 Programowanie
HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM)
Parametry Tablica 10-12 Parametry HOLES1
SPCA real 1. oś płaszczyzny (odcięta) punktu odniesienia na prostej (absolut)
SPCO real SPCO real 2. oś płaszczyzny (rzędna) tego punktu odniesienia (absolut)
STA1 real Kąt do 1. osi płaszczyzny (odcięta) Zakres wartości: -180<STA1<=180 stopni
FDIS real Odstęp pierwszego otworu od punktu odniesienia (wprowadzić bez znaku liczby)
DBH real Odstęp między otworami (wprowadzić bez znaku liczby) NUM int Liczba otworów
Działanie Przy pomocy tego cyklu możecie wykonywać szereg otworów leżących na prostej albo siatkę otworów. Rodzaj otworu jest określany przez uprzednio modalnie wybrany cykl wiercenia.
Przebieg Wewnętrznie w cyklu, dla uniknięcia niepotrzebnych dróg jałowych, następuje na podstawie pozycji rzeczywistej osi płaszczyzny i geometrii rzędu otworów decyzja, czy szereg otworów ma być obrabiany rozpoczynając od otworu pierwszego czy ostatniego. Następnie następuje dosuwanie przesuwem szybkim kolejno do poszczególnych pozycji wiercenia.
Rysunek 10-27 Przebieg HOLES1

Cykle
10.5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 343
Objaśnienie parametrów
Rysunek 10-28 Objaśnienie parametrów HOLES1
SPCA i SPCO (punkt odniesienia 1. osi płaszczyzny i 2. osi płaszczyzny)
Jest zadawany punkt na prostej szeregu otworów, który jest traktowany jako punkt odniesie-nia do określania odstępów między otworami. Od tego punktu jest podawany odstęp FDIS od pierwszego otworu.
STA1 (kąt) Prosta może przyjąć dowolne położenie w płaszczyźnie. Jest ono określane oprócz punktu definiowanego przez SPCA i SPCO również przez kąt, który tworzy prosta z 1. osią płasz-czyzny przy wywołaniu aktualnego układu współrzędnych obrabianego przedmiotu. Kąt nale-ży podać w stopniach pod STA1.
FDIS i DBH (odstęp) Pod FDIS zadajecie odstęp pierwszego otworu od punktu odniesienia zdefiniowanego pod SPCA i SPCO. Parametr DBH zawiera odstęp między dwoma otworami.
NUM (liczba) Przy pomocy parametru NUM określacie liczbę otworów.

Cykle
10. 5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 344
Przykład programowania: szereg otworów Przy pomocy tego programu możecie obrabiać szereg składający się z 5 otworów gwintowa-nych, które leżą w płaszczyźnie ZX równolegle do osi Z i mają od siebie odstęp 20 mm. Punkt wyjściowy szeregu otworów leży na Z20 i X30, przy czym pierwszy otwór ma odstęp 10 mm od tego punktu. Geometria szeregu otworów jest opisywana przez cykl HOLES1. Najpierw następuje wiercenie przy pomocy cyklu CYCLE82 a następnie gwintowanie przy pomocy CYCLE84 (bez oprawki wyrównawczej). Otwory mają głębokość 80 mm (różnica między płaszczyzną odniesienia i końcową głębokością wiercenia).
Rysunek 10-29 Przykład szeregu otworów - HOLES1
N10 G90 F30 S500 M3 T10 D1 ; Określenie wartości technologicznych dla odcin-
ka obróbki N20 G17 G90 X20 Z105 Y30 ; dosunięcie do pozycji wyjściowej N30 MCALL CYCLE82(105, 102, 2, 22, 0, 1) ; modalne wywołanie cyklu wierce-
nia N40 HOLES1(20, 30, 0, 10, 20, 5) ; Wywołanie cyklu szeregu otworów, rozpo-
częcie następuje od pierwszego otworu, w cyklu następuje tylko dosu-wanie do pozycji wiercenia
N50 MCALL ; cofnięcie wywołania modalnego ... ; zmiana narzędzia N60 G90 G0 X30 Z110 Y105 ; ruch do pozycji obok 5. otworu N70 MCALL CYCLE84(105, 102, 2, 22, 0, , 3, , 4.2, ,300, ) ; modalne wywołanie cyklu gwintowania otworu N80 HOLES1(20, 30, 0, 10, 20, 5) ; wywołanie cyklu szeregu otworów, rozpo-
częcie następuje od 5. otworu szeregu otworów N90 MCALL ; cofnięcie wywołania modalnego N100 M02 ; koniec programu

Cykle
10.5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 345
Przykład programowania: siatka otworów Przy pomocy tego programu możecie obrabiać siatkę otworów składającą się z 5 wierszy po 5 otworów, leżących w płaszczyźnie XY w odstępach co 10 mm. Punkt wyjściowy siatki otworów leży na X30 Y20.
W przykładzie parametry R są stosowane jako parametry przekazywane dla cyklu.
Rysunek 10-30 Przykład siatki otworów - HOLES1
R10=102 płaszczyzna odniesienia R11=105 płaszczyzna wycofania R12=2 odstęp bezpieczeństwa R13=75 głębokość wiercenia R14=30 punkt odniesienia szereg otworów 1. oś płaszczyzny R15=20 punkt odniesienia szereg otworów 2. oś płaszczyzny R16=0 kąt początkowy R17=10 odstęp 1. otworu od punktu odniesienia R18=10 odstęp między otworami R19=5 liczba otworów w szeregu R20=5 liczba szeregów R21=0 licznik szeregów R22=10 odstęp między szeregami N10 G90 F300 S500 M3 T10 D1 : określenie wartości technologicznych N20 G17 G0 X=R14 Y=R15 Z105 ; dosunięcie do pozycji wyjściowej N30 MCALL CYCLE82(R11, R10, R12, R13, 0, 1) ; modalne wywołanie cyklu
wiercenia N40 LABEL1: ; wywołanie cyklu koła otworów N41 HOLES1(R14, R15, R16, R17, R18, R19) N50 R15=R15+R22 ; obliczenie wartości i dla następnego wiersza N60 R21=R21+1 ; zwiększenie licznika wierszy N70 IF R21<R20 GOTOB LABEL1 ; powrót do ETYKIETA1, gdy warunek jest spełniony N80 MCALL ; cofnięcie wywołania modalnego N90 G90 G0 X30 Y20 Z105 ; dosunięcie do pozycji wyjściowej N100 M02 ; koniec programu

Cykle
10. 5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 346
10.5.3 Koło otworów - HOLES2 Programowanie
HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM)
Parametry
Tablica 10-13 Parametry HOLES2
CPA real Punkt środkowy koła otworów (absolutnie), 1. oś płaszczyzny
CPO real Punkt środkowy koła otworów (absolutnie), 2. oś płaszczyzny
RAD real Promień koła otworów (wprowadzić bez znaku liczby)
STA1 real Kąt początkowy Zakres wartości: -180<STA1<=180 stopni
INDA real Kąt przełączania NUM int Liczba otworów
Działanie
Przy pomocy tego cyklu można obrabiać koło otworów. Płaszczyznę obróbki należy ustalić przed wywołaniem cyklu. Rodzaj otworu jest określany przez uprzednio modalnie wybrany cykl wiercenia.
Rysunek 10-31 Koło otworów HOLES2

Cykle
10.5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 347
Przebieg W cyklu następuje kolejno w płaszczyźnie dosuwanie z G0 do pozycji wiercenia na kole otworów.
Rysunek 10-32 Przebieg HOLES2
Objaśnienie parametrów
Rysunek 10-33 Objaśnienie parametrów HOLES2
CPA, CPO i RAD (pozycja punktu środkowego i promień) Położenie koła otworów w płaszczyźnie obróbki jest definiowane poprzez punkt środkowy (parametr CPA i CPO) i promień (parametr RAD). Dla promienia są dopuszczalne tylko war-tości dodatnie.

Cykle
10. 5 Cykle układów wierconych otworów
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 348
STA1 i INDA (kąt początkowy i kąt przełączania) Przez ten parametr jest określane usytuowanie otworów na kole.
Parametr STA1 podaje kąt obrotu między pozytywnym kierunkiem 1. osi (odcięta) układu współrzędnych aktualnego przed wywołaniem cyklu i pierwszym otworem. Parametr INDA zawiera kąt obrotu między dwoma kolejnymi otworami.
Jeżeli parametr INDA ma wartość zero, wówczas kąt przełączania jest obliczany z liczby otworów przy ich równomiernym rozkładzie na kole.
NUM (liczba) Parametr NUM określa liczbę otworów.
Przykład programowania: koło otworów Przy pomocy tego programu są przy zastosowaniu cyklu CYCLE82 wykonywane 4 otwory o głębokości 30 mm. Końcowa głębokość wiercenia jest podawana w stosunku do płaszczy-zny odniesienia. Okrąg jest określany przez punkt środkowy X70 Y60 i promień 42 mm w płaszczyźnie XY. Kąt początkowy wynosi 33 stopnie. Odstęp bezpieczeństwa w osi wier-cenia Z wynosi 2 mm.
Rysunek 10-34 Przykład koła otworów - HOLES2
N10 G90 F140 S170 M3 T10 D1 ; określenie wartości technologicznych N20 G17 G0 X50 Y45 Z2 ; Dosunięcie do pozycji wyjściowej N30 MCALL CYCLE82(2, 0, 2, , 30, 0) ; modalne wywołanie cyklu wiercenia, bez
czasu oczekiwania, DP nie jest zaprogramowane N40 HOLES2 (70, 60, 42, 33, 0, 4) ; wywołanie koła otworów, kąt przełączania
zostanie obliczony w cyklu, ponieważ parametr INDA zo-stał pominięty
N50 MCALL ; cofnięcie wywołania modalnego N60 M02 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 349
10.6 Cykle frezowania
10.6.1 Warunki
Warunki wywołania i powrotu Cykle frezowania programujecie niezależnie od konkretnych nazw osi.
Przed wywołaniem cykli frezowania musicie uaktywnić korekcję narzędzia.
Odpowiednie wartości posuwu, prędkości obrotowej i kierunku obrotów wrzeciona należy programować w programie obróbki, o ile w cyklu frezowania nie ma służących do tego para-metrów.
Współrzędne punktu środkowego dla frezowanego kształtu wzgl. obrabianej wnęki progra-mujecie w prawoskrętnym układzie współrzędnych.
Funkcje G aktywne przed wywołaniem cyklu i aktualnie programowane frame pozostają za-chowane po zakończeniu cyklu.
Definicja płaszczyzn W cyklach frezowania zakłada się, że aktualny układ współrzędnych obrabianego przedmiotu jest osiągnięty przez wybór płaszczyzny G17, G18 albo G19 i uaktywnienie frame progra-mowanego (jeżeli to konieczne). Osią dosuwu jest zawsze 3. oś tego układu współrzędnych.
Rysunek 10-35 Przyporządkowanie płaszczyzn i osi

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 350
Komunikaty statusu obróbki Podczas wykonywania cykli frezowania są wyświetlane komunikaty na ekranie sterowania, które informują o stanie obróbki. Są możliwe następujące komunikaty:
• "Otwór podłużny <nr> pierwsza figura jest obrabiana"
• "Rowek <nr> kolejna figura jest obrabiana"
• "rowek kołowy <nr> ostatnia figura jest obrabiana"
W miejscu <Nr> w tekście komunikatu znajduje się każdorazowo numer właśnie obrabianego kształtu.
Te komunikaty nie przerywają wykonywania programu i pozostają tak długo, aż ukaże się następny komunikat albo cykl ulegnie zakończeniu.
10.6.2 Frezowanie płaszczyzny - CYCLE71
Programowanie CYCLE71 (_RTP, _RFP, _SDIS, _DP, _PA, _PO, _LENG, _WID, _STA,_MID, _MIDA, _FDP, _FALD, _FFP1, _VARI, _FDP1)
Parametry Tablica 10-14 Parametry CYCLE71
_RTP real Płaszczyzna wycofania (absolutna) _RFP real Płaszczyzna odniesienia (absolutna) _SDIS real Odstęp bezpieczeństwa (addytywnie do płaszczyzny odniesienia, wprowa-
dzić bez znaku liczby) _DP real Głębokość (absolutna) _PA real Punkt początkowy (absolutny), 1. oś płaszczyzny _PO real Punkt początkowy (absolutny), 2. oś płaszczyzny _LENG real Długość prostokąta w 1. osi, przyrostowo.
Narożnik, od którego następuje wymiarowanie, wynika ze znaku liczby. _WID real Długość prostokąta w 2. osi, przyrostowo.
Narożnik, od którego następuje wymiarowanie, wynika ze znaku liczby. _STA real Kąt między osią podłużną prostokąta i 1. osią płaszczyzny (odcięta, wpro-
wadzić bez znaku liczby) Zakres wartości: 0° ≤ _STA < 180°
_MID real Maksymalna głębokość dosuwu (wprowadzić bez znaku liczby) _MIDA real Maksymalna szerokość dosuwu przy wybieraniu materiału w płaszczyźnie
jako wartość (wprowadzić bez znaku liczby) _FDP real Droga odsunięcia w kierunku obróbki wykańczającej (przyrostowo, wpro-
wadzić bez znaku liczby)

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 351
_FALD real Naddatek na obróbkę wykańczającą na głębokości (przyrostowo, wprowa-
dzić bez znaku liczby) _FFP1 real Posuw dla obróbki płaszczyzny _VARI integer Rodzaj obróbki (wprowadzić bez znaku liczby)
MIEJSCE JEDNOSTEK Wartości: 1 obróbka zgrubna, 2 obróbka wykańczająca MIEJSCE DZIESIĄTEK Wartości: 1 równolegle do 1. osi płaszczyzny, w jednym kierunku, 2 równolegle do 2. osi płaszczyzny, w jednym kierunku, 3 równolegle do 1. osi płaszczyzny, z kierunkiem zmiennym 4 równolegle do 2. osi płaszczyzny, z kierunkiem zmiennym
_FDP1 real Wybieg w kierunku dosuwu w płaszczyźnie (przyrostowo, wprowadzić bez znaku liczby)
Działanie Przy pomocy cyklu CYCLE71 można prowadzić frezowanie dowolnej płaszczyzny prostokąt-nej. Cykl rozróżnia obróbkę zgrubną (zbieranie materiały z powierzchni w wielu krokach aż do naddatku na obróbkę wykańczającą) i obróbkę wykańczającą (jednorazowe przefrezowa-nie powierzchni). Maksymalny dosuw na szerokości i głębokości jest zadawany.
Cykl pracuje bez korekcji promienia frezu. Dosuw na głębokość jest wykonywany w powie-trzu.
X
YX
Y
X
YX
Y
_WID
_LENG
_WID
_LENG
_WID
_LENG
_WID
_LENG
Możliwe strategie wybierania materiału przyfrezowaniu płaszczyzny
Rysunek 10-36 Możliwe strategie wybierania materiału przy frezowaniu płaszczyzny

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 352
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją wyjściową jest dowolna pozycja, z której można dokonać bezkolizyjnego dosunięcia do punktu dosuwu na wysokości płaszczyzny wycofania.
Cykl wytwarza następujący przebieg ruchów:
• Z G0 następuje ruch do punktu dosunięcia na wysokości aktualnej pozycji a następnie również z G0 w tej pozycji ruch do płaszczyzny odniesienia przesuniętej do przodu o od-stęp bezpieczeństwa. Następnie, również z G0, dosunięcie do płaszczyzny obróbki. G0 jest możliwe, ponieważ dosunięcie następuje w powietrzu.
Jest przewidzianych wiele strategii usuwania materiału (osiowo-równolegle w jednym kierunku albo tam i z powrotem).
• Przebieg ruchów przy obróbce zgrubnej:
Frezowanie płaszczyzny noże odpowiednio do zaprogramowanych wartości _DP, _MID i _FALD następować w wielu płaszczyznach. Praca przebiega przy tym od góry do dołu, tzn. każdorazowo jest zbierany materiał jednej płaszczyzny a następnie w powietrzu (pa-rametr _FDP) następuje następne dosunięcie na głębokość. Drogi ruchu przy usuwaniu materiału w płaszczyźnie zależą od wartości parametrów _LENG, _WID, _MIDA, _FDP, _FDP1 i promienia aktualnie aktywnego frezu.
Pierwszy frezowany tor jest zawsze tak wykonywany, by szerokość dosuwu wynosiła do-kładnie _MIDA, aby nie następował dosuw na szerokość większy od maksymalnie moż-liwego. Punkt środkowy narzędzia porusza się przez to nie zawsze dokładnie po krawę-dzi (tylko w przypadku _MIDA = promień frezu). Wymiarem, o który narzędzie przesuwa się poza krawędzią jest zawsze średnica frezu - _MIDA, również gdy jest na powierzchni wykonywany tylko jeden skraw, tzn. gdy szerokość powierzchni + wybieg jest mniejsza od _MIDA. Dalsze tory dosuwu na szerokość są wewnętrznie tak obliczane, by wynikła równomierna szerokość toru (<=_MIDA).
• Przebieg ruchów przy obróbce wykańczającej:
Przy obróbce wykańczającej powierzchnia jest sfrezowywana jeden raz w płaszczyźnie. Przy obróbce zgrubnej naddatek na obróbkę wykańczającą musi zostać tak wybrany, by pozostałą głębokość można było obrobić w jednym przejściu narzędzia wykańczającego.
Po każdym przefrezowaniu płaszczyzny narzędzie rzeczywiście wychodzi z materiału. Droga wyjścia jest programowana pod parametrem _FDP.
Przy obróbce w jednym kierunku następuje odsunięcie narzędzia o naddatek na obróbkę wykańczającą + odstęp bezpieczeństwa i następuje ruch przesuwem szybkim do na-stępnego punktu startowego.
Przy obróbce zgrubnej w jednym kierunku cofanie następuje o obliczoną głębokość do-suwu + odstęp bezpieczeństwa. Dosuw na głębokość jest wykonywany w tym samym punkcie co przy obróbce zgrubnej.
Po zakończeniu obróbki wykańczającej narzędzie wycofuje się w ostatniej osiągniętej pozycji aż do płaszczyzny wycofania _RTP.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 353
Rysunek 10-37 Ruch frezowania przy obróbce wykańczającej w jednym kierunku
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS - patrz CYCLE81
Parametry _STA, _MID, _FFP1 - patrz POCKET3.
XObróbka zgrubna przy _MIDA większym odpromienia frezu (rodzaj obróbki 41)
_WID
_LENG
_FD
P
Punkt dosuwu
_MIDA
_FDP1
_PA
Y
_PO,
Rysunek 10-38 Obróbka zgrubna przy _MIDA większym od promienia frezu
_DP (głębokość) Głębokość może zostać zadana absolutnie (_DP) do płaszczyzny odniesienia.
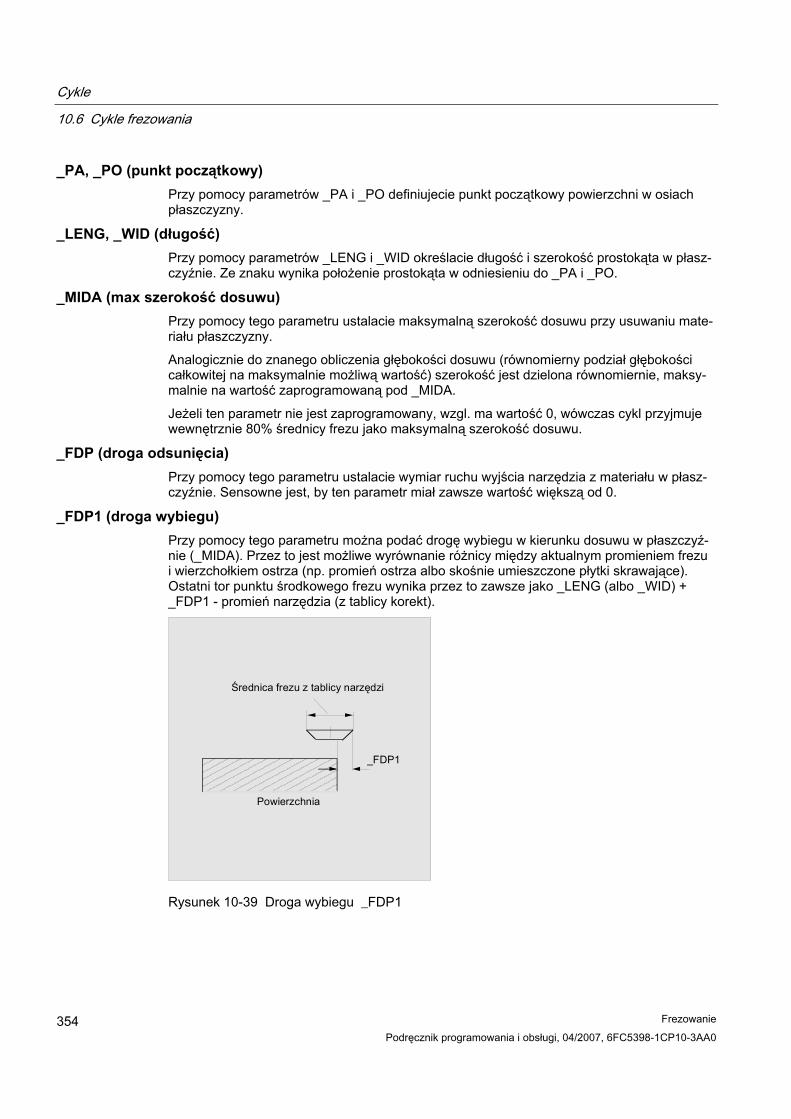
Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 354
_PA, _PO (punkt początkowy) Przy pomocy parametrów _PA i _PO definiujecie punkt początkowy powierzchni w osiach płaszczyzny.
_LENG, _WID (długość) Przy pomocy parametrów _LENG i _WID określacie długość i szerokość prostokąta w płasz-czyźnie. Ze znaku wynika położenie prostokąta w odniesieniu do _PA i _PO.
_MIDA (max szerokość dosuwu) Przy pomocy tego parametru ustalacie maksymalną szerokość dosuwu przy usuwaniu mate-riału płaszczyzny.
Analogicznie do znanego obliczenia głębokości dosuwu (równomierny podział głębokości całkowitej na maksymalnie możliwą wartość) szerokość jest dzielona równomiernie, maksy-malnie na wartość zaprogramowaną pod _MIDA.
Jeżeli ten parametr nie jest zaprogramowany, wzgl. ma wartość 0, wówczas cykl przyjmuje wewnętrznie 80% średnicy frezu jako maksymalną szerokość dosuwu.
_FDP (droga odsunięcia) Przy pomocy tego parametru ustalacie wymiar ruchu wyjścia narzędzia z materiału w płasz-czyźnie. Sensowne jest, by ten parametr miał zawsze wartość większą od 0.
_FDP1 (droga wybiegu) Przy pomocy tego parametru można podać drogę wybiegu w kierunku dosuwu w płaszczyź-nie (_MIDA). Przez to jest możliwe wyrównanie różnicy między aktualnym promieniem frezu i wierzchołkiem ostrza (np. promień ostrza albo skośnie umieszczone płytki skrawające). Ostatni tor punktu środkowego frezu wynika przez to zawsze jako _LENG (albo _WID) + _FDP1 - promień narzędzia (z tablicy korekt).
Średnica frezu z tablicy narzędzi
Powierzchnia
_FDP1
Rysunek 10-39 Droga wybiegu _FDP1

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 355
_FALD (naddatek na obróbkę wykańczającą) Przy obróbce zgrubnej jest uwzględniany naddatek na głębokości, który jest programowany pod tym parametrem.
Przy obróbce wykańczającej musi zostać podany pozostały materiał, który jeszcze pozostał jako naddatek na obróbkę wykańczającą, aby cofnięcie i następne dosunięcie do punktu startowego następnego skrawu mogło nastąpić bez kolizji.
Gdy > 0, wówczas parametr jest przy obróbce wykańczającej ignorowany.
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki.
Możliwymi wartościami są:
● Miejsce jednostek:
1=obróbka zgrubna do naddatku na obróbkę wykańczającą
2=obróbka wykańczająca
● Miejsce dziesiątek:
1=równolegle do 1. osi płaszczyzny, w jednym kierunku
2=równolegle do 2. osi płaszczyzny, w jednym kierunku
3=równolegle do 1. osi płaszczyzny, z kierunkiem zmiennym
4=równolegle do 2. osi płaszczyzny, z kierunkiem zmiennym
Jeżeli jest zaprogramowana inna wartość parametru _VARI, cykl jest przerywany po wypro-wadzeniu alarmu 61002 "Rodzaj obróbki nieprawidłowo zdefiniowany".
Wskazówka
Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 356
Przykład programowania: frezowanie płaszczyzny Parametry dla wywołania cyklu: ● Płaszczyzna wycofania: 10 mm ● Płaszczyzna odniesienia: 0 mm ● Odstęp bezpieczeństwa: 2 mm ● Głębokość frezowania: -11 mm ● Punkt początkowy prostokąta: X = 100 mm, Y = 100 mm ● Wielkość prostokąta: X = +60 mm, Y = +40 mm ● Kąt obrotu w płaszczyźnie: 10 stopni ● Max głębokość dosuwu: 6 mm ● Max szerokość dosuwu: 10 mm ● Droga odsunięcia na końcu toru frezowania: 5 mm ● Bez naddatku na obróbkę wykańczającą: - ● Posuw dla obróbki płaszczyzny: 4000 mm/min ● Rodzaj obróbki: obróbka zgrubna równolegle do osi X w kierunku zmiennym ● Wybieg przy ostatnim przejściu narzędzia, uwarunkowany geometrią ostrza: mm
Jest stosowany frez o promieniu 10 mm.
N10 T2 D2
N20 G17 G0 G90 G54 G94 F2000 X0 Y0 Z20 ; dosunięcie do pozycji wyjściowej
N30 CYCLE71(10, 0, 2, -11, 100, 100, 60, 40, 10, ; wywołanie cyklu
6, 10, 5, 0, 4000, 31, 2)
N40 G0 G90 X0 Y0
N50 M02 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 357
10.6.3 Frezowanie konturowe - CYCLE72
Programowanie CYCLE72 (_KNAME, _RTP, _RFP, _SDIS, _DP, _MID, _FAL, _FALD, _FFP1, _FFD, _VARI, _RL, _AS1, _LP1, _FF3, _AS2, _LP2)
Parametry
_KNAME string Nazwa podprogramu konturu _RTP real Płaszczyzna wycofania (absolutnie) _RFP real Płaszczyzna odniesienia (absolutnie) _SDIS real Odstęp bezpieczeństwa (addytywnie do płaszczyzny odniesienia, wprowa-
dzić bez znaku) _DP real Głębokość (absolutnie) _MID real Maksymalna głębokość dosuwu (przyrostowo, wprowadzić bez znaku) _FAL real Naddatek na konturze obrzeża (wprowadzić bez znaku liczby) _FALD real Naddatek na obróbkę wykańczającą na dnie (przyrostowo, wprowadzić bez
znaku liczby) _FFP1 real Posuw dla obróbki powierzchni _FFD real Posuw dla dosuwu na głębokość (wprowadzić bez znaku liczby) _VARI integer Rodzaj obróbki (wprowadzić bez znaku liczby)
MIEJSCE JEDNOSTEK Wartości: 1 obróbka zgrubna, 2 obróbka wykańczająca MIEJSCE DZIESIĄTEK Wartości: 0 droga pośrednia z G0, 1 droga pośrednia z G1 MIEJSCE SETEK Wartości: 0 Wycofanie na końcu konturu aż do _RTP 1 Wycofanie na końcu konturu do _RFP + _SDIS 2 Wycofanie na końcu konturu o _SDIS 3 bez wycofania na końcu konturu
_RL integer Obejście konturu po środku, po prawej albo po lewej (z G40, G41 albo G42, wprowadzić bez znaku liczby) Wartości: 40...G40 (dosunięcie i odsunięcie tylko po prostej) 41...G41 42...G42

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 358
_AS1 integer Specyfikacja kierunku/toru dosuwu: (wprowadzić bez znaku liczby)
MIEJSCE JEDNOSTEK: Wartości: 1...prosta styczna 2...ćwierćokrąg 3...półokrąg MIEJSCE DZIESIĄTEK: Wartości: 0...dosunięcie do konturu w płaszczyźnie 1...Dosunięcie do konturu po torze przestrzennym
_LP1 real Długość drogi odsunięcia (w przypadku prostej) wzgl. promień łuku dosu-nięcia (w przypadku okręgu) (wprowadzić bez znaku)
Dalsze parametry mogą być zadawane do wyboru.
_FF3 real Posuw wycofania i posuw dla pozycjonowań pośrednich w płaszczyźnie (w wolnej przestrzeni)
_AS2 integer Specyfikacja kierunku/toru odsunięcia: (wprowadzić bez znaku liczby) MIEJSCE JEDNOSTEK: Wartości: 1...prosta styczna 2...ćwierćokrąg 3...półokrąg MIEJSCE DZIESIĄTEK: Wartości: 0...przejście po konturze w płaszczyźnie 1...odsunięcie od konturu po torze przestrzennym
_LP2 real Długość drogi odsunięcia (w przypadku prostej) wzgl. promień łuku odsu-nięcia (w przypadku okręgu) (wprowadzić bez znaku liczby)
Działanie
Przy pomocy cyklu CYCLE72 można frezować wzdłuż dowolnego konturu, zdefiniowanego
w podprogramie. Cykl pracuje z korekcją promienia frezu lub bez. Kontur nie musi być zamknięty. Obróbka wewnętrzna albo zewnętrzna jest definiowana po-przez położenie korekcji promienia frezu (na środku, po lewej albo po prawej stronie kontu-ru). Kontur musi być programowany w kierunku, w którym ma być frezowany i składać się co najmniej z 2 bloków konturowych (punkt początkowy i punkt końcowy), ponieważ podpro-gram konturu jest wewnętrznie w cyklu wywoływany bezpośrednio.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 359
Rysunek 10-40 Frezowanie konturowe 1
Rysunek 10-41 Frezowanie konturowe 2
Funkcje cyklu:
• Wybór obróbki zgrubnej (jednorazowe obejście równoległe do konturu z uwzględnieniem naddatku wzgl. na wielu głębokościach aż do naddatku) i obróbki wykańczającej (jedno-razowe obejście konturu końcowego ew. na wielu głębokościach
• miękkie dosunięcie i odsunięcie od konturu, do wyboru stycznie albo promieniowo (ćwierćokrąg lub półokrąg)
• Programowane dosuwy na głębokość
Ruchy pośrednie do wyboru z przesuwem szybkim albo posuwem

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 360
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją wyjściową jest dowolna pozycja, z której można dokonać bezkolizyjnego dosunięcia do początkowego punktu konturu na wysokości płaszczyzny wycofania.
Cykl wytwarza następujący przebieg ruchów przy obróbce zgrubnej:
Dosuw na głębokość jest dzielony na możliwie największe równe części odpowiednio do za-danych parametrów.
• Ruch do punktu startowego pierwszego przefrezowania z G0/G1 (i _FF3). Ten punkt jest obliczany wewnętrznie w sterowaniu i zależy – od punktu początkowego konturu (pierwszy punkt w podprogramie), – od kierunku konturu w punkcie początkowym, – od trybu dosuwu i jego parametrów i – od promienia narzędzia.
W tym bloku jest włączana korekcja promienia frezu.
• Dosuw z G0/G1 na pierwszą wzgl. następną głębokość obróbki plus zaprogramowany odstęp bezpieczeństwa. Pierwsza głębokość obróbki wynika z: – głębokości całkowitej, – naddatku na obróbkę wykańczającą i – maksymalnie możliwego dosuwu na głębokość.
• Dosunięcie do konturu prostopadle z posuwem na głębokość a następnie w płaszczyźnie z posuwem zaprogramowanym do obróbki płaszczyzny albo trójwymiarowej z posuwem zaprogramowanym pod _FAD odpowiednio do zaprogramowania dla miękkiego dosunię-cia.
• Frezowanie wzdłuż konturu z G40/G41/G42.
• Miękkie odsunięcie od konturu z G1 i ciągle jeszcze posuw dla obróbki powierzchni, o wielkość odsunięcia.
• Wycofanie z G0/G1 (i posuw dla dróg pośrednich _FF3) w zależności od zaprogramowa-nia.
• Cofnięcie do punktu dosuwu na głębokość z G0/G1 (i FF3).
• Na następnej płaszczyźnie obróbki przebieg ten jest powtarzany, aż do naddatku na ob-róbkę wykańczającą na głębokości.
Po zakończeniu obróbki zgrubnej narzędzie znajduje się nad (obliczonym wewnętrznie w sterowaniu) punktem odsunięcia od konturu na wysokości płaszczyzny wycofania.
Cykl wytwarza następujący przebieg ruchów przy obróbce wykańczającej:
Przy obróbce wykańczającej frezowanie następuje wzdłuż konturu z każdorazowym dosu-wem na głębokość, aż zostanie uzyskany wymiar gotowy na dnie.
Dosunięcie i odsunięcie od konturu następuje miękko odpowiednio do służących do tego pa-rametrów. Służący do tego tor ruchu jest obliczany wewnętrznie w sterowaniu.
Po zakończeniu cyklu narzędzie znajduje się nad punktem odsunięcia od konturu na wyso-kości płaszczyzny wycofania.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 361
Wskazówka Programowanie konturu
Przy programowaniu konturu należy przestrzegać co następuje: • W podprogramie nie wolno przed pierwszą zaprogramowaną pozycją wybrać przesu-
nięcia programowanego. • Pierwszy blok podprogramu konturu jest blokiem linii prostej z G90, G0 albo G90, G1
i definiuje start konturu. • Punkt początkowy konturu jest pierwszą pozycją w płaszczyźnie obróbki zaprogramo-
waną w podprogramie konturu. • Korekcja promienia frezu jest wybierana i cofana przez cykl nadrzędny, dlatego w pod-
programie konturu nie jest programowane G40, G41, G42.
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS - patrz CYCLE81
Parametry _MID, _FAL, _FALD, _FFP1, _FFD, _DP - patrz POCKET3.
X
Z
Naddatek na głębok. _FALD
Płaszcz. odniesienia _RFP
Wymiar końcowyna głębokości_DP
Rysunek 10-42 Objaśnienie parametrów CYCLE72
_KNAME (nazwa)
Kontur, który ma być frezowany, jest kompletnie programowany w podprogramie.
Przy pomocy _KNAME jest ustalana nazwa podprogramu konturu.
1. Kontur można zdefiniować jako podprogram:
_KNAME=nazwa podprogramu
Dla nazw podprogramu konturu obowiązują wszystkie konwencje nazw opisane w instruk-cji programowania.
Wprowadzenie:

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 362
- Podprogram już jest --> wprowadzić nazwę, dalej
- Podprogramu jeszcze nie ma --> wprowadzić nazwę i nacisnąć przycisk progra-mowany "new file". Utworzeniu ulega program (program główny) o wprowadzonej nazwie i następuje przeskok do edytora konturów.
Wprowadzanie jest kończone przyciskiem programowanym "Technol. mask" i następu-je powrót do maski wspierania cykli.
2. Kontur może być też segmentem programu wywołującego:
_KNAME=nazwa etykiety początkowej: nazwa etykiety końcowej
Wprowadzenie:
– Kontur jest już opisany --> wprowadzić nazwa etykiety początkowej : nazwa etykie-ty końcowej
– Kontur nie jest jeszcze opisany --> Wprowadzić nazwę etykiety początkowej i naci-snąć przycisk programowany "contour append".
Etykiety początkowa i końcowa są automatycznie wytwarzane z wprowadzonej na-zwy i następuje przeskok do edytora konturów.
Wprowadzanie jest kończone przyciskiem programowanym "Technol. mask" i następuje powrót do maski wspierania cykli.
Przykłady:
_KNAME="KONTUR_1" Frezowany kontur jest kompletnym programem Kontur_1. _KNAME="POCZATEK:KONIEC" Frezowany kontur jest definiowany jako segment od bloku
z etykietą POCZĄTEK do bloku z etykietą KONIEC w pro-gramie wywołującym.
_LP1, _LP2 (długość, promień)
Przy pomocy parametru _LP1 programujecie drogę dosuwu wzgl. promień dosuwu (odstęp zewnętrznej krawędzi narzędzia od punktu startowego konturu) a przy pomocy _LP2 drogę odsunięcia wzgl. promień odsunięcia (odstęp krawędzi zewnętrznej narzędzia od punktu końcowego konturu).
Wartość _LP1, _LP2 musi być > 0. W przypadku zera występuje błąd "Droga dosunięcia al-bo odsunięcia=0"
Wskazówka W przypadku G40 droga dosunięcia wzgl. odsunięcia jest odstępem punktu środkowego narzędzia od początkowego wzgl. końcowego punktu konturu.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 363
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki. Możliwymi wartościami są:
MIEJSCE JEDNOSTEK
Wartości:
1 obróbka zgrubna
2 obróbka wykańczająca
MIEJSCE DZIESIĄTEK
Wartości:
0 droga pośrednia z G0
1 droga pośrednia z G1
MIEJSCE SETEK
Wartości:
0 wycofanie na końcu konturu do _RTP
1 wycofanie na końcu konturu do _RFP + _SDIS
2 wycofanie na końcu konturu o _SDIS
3 bez wycofania na końcu konturu
Jeżeli jest zaprogramowana inna wartość parametru _VARI, cykl jest przerywany po wypro-wadzeniu alarmu 61002 "Rodzaj obróbki nieprawidłowo zdefiniowany".
_RL (przejście po konturze) Przy pomocy parametru _RL programujecie obejście konturu środkiem, po prawej albo po lewej z G40, G41 albo G42. Możliwe wartości patrz pod "Parametry CYCLE72".

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 364
_AS1, _AS2 (kierunek/tor dosunięcia, kierunek/tor odsunięcia) Przy pomocy parametru _AS1 programujecie specyfikację drogi dosunięcia a przy pomocy _AS2 drogi odsunię-cia. Możliwe wartości patrz pod "Parametry CYCLE72". Jeżeli _AS2 nie jest zaprogramowane, wówczas za-chowanie się drogi odsunięcia jest jak droga dosunięcia.
Miękkie dosunięcie do konturu po torze przestrzennym (linia spiralna albo prosta) powinno być programowane tylko wtedy, gdy przy tym narzędzie jeszcze nie skrawa i nie jest w stanie przydatności do skrawania.
Obejście konturu po prawej albo lewej stronie
Dosunięcie / odsunięcieDo/od konturu po prostej
Dosunięcie / odsunięcie do/od konturu po ćwierćokręgu
Dosunięcie / odsunięcie do/od konturu po półokręgu
Obejście konturu na środku
Dosunięcie / odsunięcie do/od konturu po prostej
_AS1/_AS2
_AS1/_AS2
_
_AS1/_AS2
_AS1/_AS2
Rysunek 10-43 Przejście po konturze
Przy obchodzeniu konturu środkiem (G40) dosunięcie i odsunięcie jest możliwe tylko jako prosta.
_FF3 (posuw wycofania) Przy pomocy parametru _FF3 definiujecie posuw wycofania dla pozycjonowań pośrednich w płaszczyźnie (w powietrzu), gdy ruchy pośrednie mają być wykonywane z posuwem (G01). Jeżeli wartość posuwu nie jest zaprogramowana, wówczas ruchy pośrednie następują przy G01 z posuwem w płaszczyźnie.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 365
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".
Przykład programowania 1: Frezowanie zamkniętego konturu od zewnątrz
Przy pomocy tego programu ma być frezowany kontur przedstawiony na rysunku.
X
Y Punkt początkowy konturu
Kontur końcowyKontur końcowy + naddatek
Programowanykierunek konturu
Rysunek 10-44 Przykład obfrezowania zamkniętego konturu - CYCLE72
Parametry dla wywołania cyklu: • Płaszczyzna wycofania: 250 mm • Płaszczyzna odniesienia: 200 • Odstęp bezpieczeństwa: 3 mm • Głębokość: 175 mm • Maksymalny dosuw na głębokość: 10 mm • Naddatek na obróbkę wykańczającą na głębokości: 1.5 mm • Posuw dla dosuwu na głębokość: 400 mm/min • Naddatek na obróbkę wykańczającą w płaszczyźnie: 1 mm • Posuw w płaszczyźnie: 800 mm/min • Obróbka: obróbka zgrubna do naddatku, drogi pośrednie z G1, przy drogach pośrednich
wycofanie w Z na _RFP + _SDIS
Parametry dla dosunięcia: • G41 - na lewo od konturu, a więc obróbka zewnętrzna • Dosunięcie i odsunięcie po ćwierćokręgu w płaszczyźnie: promień 20 mm • Posuw wycofania: 1000 mm/min

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 366
N10 T3 D1 ; T3 ; frez o promieniu 7 N20 S500 M3 F3000 ; posuw, zaprogramowanie prędkości obrotowej N30 G17 G0 G90 X100 Y200 Z250 G94 ; dosunięcie do pozycji wyjściowej N40 CYCLE72("EX72CONTOUR", 250, 200, 3, 175, 10,1, 1.5, 800, 400, 111, 41, 2, 20, 1000, 2, 20) ; wywołanie cyklu N50 X100 Y200 N60 M2 ; koniec programu %_N_EX72CONTOUR_SPF ; podprogram kontur frezowania (na przykład) N100 G1 G90 X150 Y160 ; punkt początkowy konturu N110 X230 CHF=10 N120 Y80 CHF=10 N130 X125 N140 Y135 N150 G2 X150 Y160 CR=25 N160 M2 N170 M02
Przykład programowania 2
Frezowanie zamkniętego konturu od zewnątrz, jak w przykładzie programowania 1, z pro-gramowaniem konturu w programie wywołującym
N10 T3 D1 ; T3 ; frez o promieniu 7 N20 S500 M3 F3000 ; posuw, zaprogramowanie prędkości obrotowej N30 G17 G0 G90 X100 Y200 Z250 G94 ; dosunięcie do pozycji wyjściowej N40 CYCLE72 ( "PIECE_245:PIECE_245_E", 250, 200, 3, 175, 10,1, 1.5, 800, 400, 11, 41, 2, 20, 1000, 2, 20) ; wywołanie cyklu N50 X100 Y200 N60 M2 N70 PIECE_245: ; kontur N80 G1 G90 X150 Y160 N90 X230 CHF=10 N100 Y80 CHF=10 N110 X125 N120 Y135 N130 G2 X150 Y160 CR=25 N140 PIECE_245_E: ; koniec konturu N150 M2

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 367
10.6.4 Frezowanie czopa prostokątnego - CYCLE76 Programowanie
CYCLE76 (_RTP, _RFP, _SDIS, _DP, _DPR, _LENG, _WID, _CRAD, _PA, _PO, _STA, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _AP1, _AP2)
Parametry
_RTP real Płaszczyzna wycofania (absolutnie) _RFP real Płaszczyzna odniesienia (absolutnie) _SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) _DP real Końcowa głębokość wiercenia (absolutnie) _DPR real Końcowa głębokość wiercenia w stosunku do płaszczyzny odniesienia
(wprowadzić bez znaku liczby) _LENG real Długość czopa _WID real Szerokość czopa _CRAD real Promień narożnika czopa (wprowadzić bez znaku liczby) _PA real Punkt odniesienia czopa, odcięta (absolutnie) _PO real Punkt odniesienia czopa, rzędna (absolutnie) _STA real Kąt między osią podłużną i 1. osią płaszczyzny _MID real maksymalny dosuw na głębokość (przyrostowo, wprowadzić bez znaku
liczby) _FAL real Naddatek na konturze obrzeża (przyrostowo) _FALD real Naddatek na dnie (przyrostowo, wprowadzić bez znaku liczby) _FFP1 real Posuw na konturze _FFD real Posuw dosuwu na głębokość _CDIR integer Kierunek frezowania (wprowadzić bez znaku liczby)
Wartości: 0 frezowanie współbieżne 1 frezowanie przeciwbieżne 2 z G2 (niezależnie od kierunku obrotów wrzeciona) 3 z G3
_VARI integer Rodzaj obróbki Wartości: 1 obróbka zgrubna aż do naddatku 2 obróbka wykańczająca (naddatek X/Y/Z=0)
_AP1 real Długość czopu półfabrykatu _AP2 real Szerokość czopu półfabrykatu
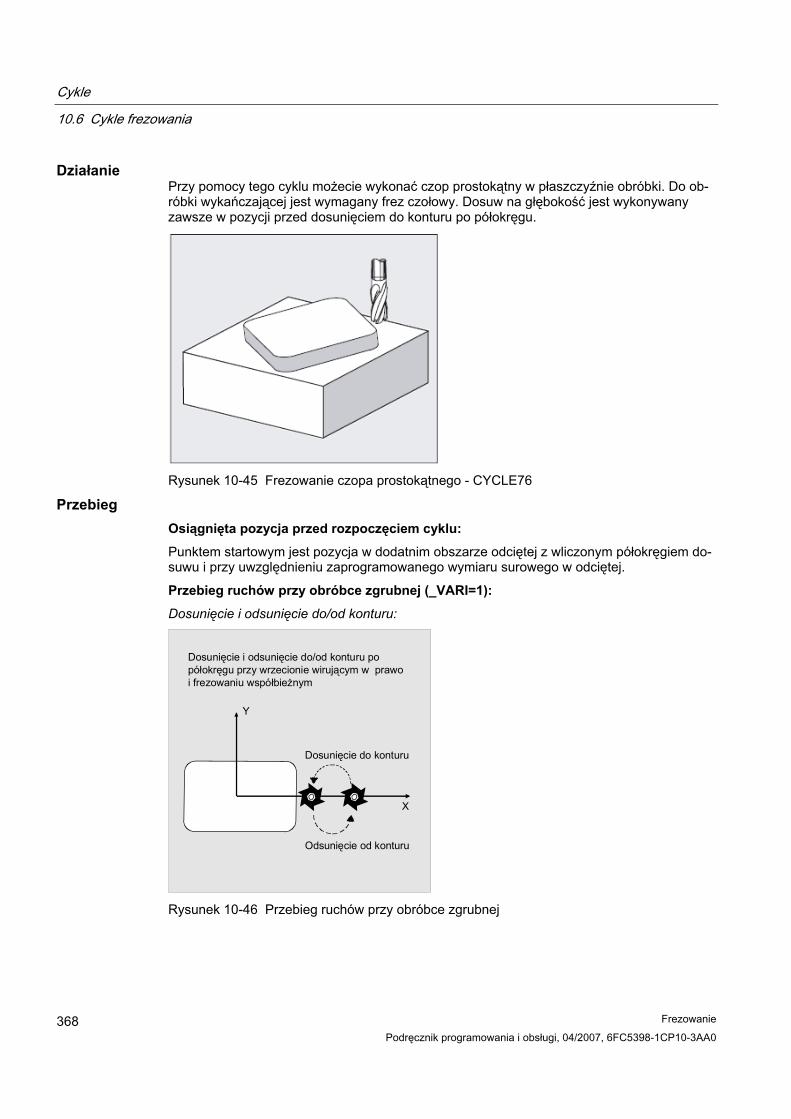
Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 368
Działanie Przy pomocy tego cyklu możecie wykonać czop prostokątny w płaszczyźnie obróbki. Do ob-róbki wykańczającej jest wymagany frez czołowy. Dosuw na głębokość jest wykonywany zawsze w pozycji przed dosunięciem do konturu po półokręgu.
Rysunek 10-45 Frezowanie czopa prostokątnego - CYCLE76
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Punktem startowym jest pozycja w dodatnim obszarze odciętej z wliczonym półokręgiem do-suwu i przy uwzględnieniu zaprogramowanego wymiaru surowego w odciętej.
Przebieg ruchów przy obróbce zgrubnej (_VARI=1):
Dosunięcie i odsunięcie do/od konturu:
X
Y
Dosunięcie i odsunięcie do/od konturu po półokręgu przy wrzecionie wirującym w prawoi frezowaniu współbieżnym
Dosunięcie do konturu
Odsunięcie od konturu
Rysunek 10-46 Przebieg ruchów przy obróbce zgrubnej

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 369
Następuje dosunięcie przesuwem szybkim do płaszczyzny wycofania (_RTP), aby następnie na tej wysokości pozycjonować na punkt startowy w płaszczyźnie obróbki. Punkt startowy jest odniesiony do 0 stopni i ustalony na odciętej.
Następuje dosuw przesuwem szybkim na odstęp bezpieczeństwa (_SDIS) a następnie po-suw na głębokość obróbki. Dosunięcie do konturu czopa następuje po półokręgu.
Kierunek frezowania może zostać określony jako frezowanie współbieżne albo przeciwbież-ne w stosunku do kierunku wrzeciona.
Gdy nastąpiło jednokrotne obejście konturu, następuje w płaszczyźnie odsunięcie od konturu po półokręgu i dosuw na następną głębokość skrawania.
Następnie następuje ponownie dosunięcie do konturu po półokręgu i obejście czopa. To po-stępowanie jest tak długo powtarzane, aż zostanie osiągnięta zaprogramowana głębokość czopa. Następnie następuje dosunięcie przesuwem szybkim do płaszczyzny wycofania (_RTP).
Dosuw na głębokość:
• Dosuw na odstęp bezpieczeństwa
• Zagłębienie na głębokość obróbki
Pierwsza głębokość obróbki jest obliczana z:
• głębokości całkowitej,
• naddatku na obróbkę wykańczającą i
• maksymalnie możliwego dosuwu na głębokość.
Przebieg ruchów przy obróbce wykańczającej (_VARI=2):
Odpowiednio do ostatnich parametrów _FAL i _FALD obróbka wykańczająca jest wykony-wana na konturze pobocznicy albo na dnie wzgl. jedno i drugie. Strategia dosuwu odpowiada ruchom w płaszczyźnie jak przy obróbce zgrubnej.
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS, _DP, _DPR - patrz CYCLE81.
Parametry _MID, _FAL, _FALD, _FFP1, _FFD - patrz POCKET3.
_LENG, _WID i _CRAD (długość czopa, szerokość czopa i promień narożnika) Przy pomocy parametrów _LENG, _WID i _CRAD określacie kształt czopu w płaszczyźnie.
Czop jest wymiarowany od środka. Wartość absolutna długości (_LENG) odnosi się zawsze do odciętej (przy kącie płaszczyzny zero stopni).

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 370
_PA
_LENG _W
ID
_STA_CRAD
_PO
X
Y Czop zwymiarowany od punktu środkowego
Rysunek 10-47 Czop zwymiarowany od punktu środkowego
_PA, _PO (punkt odniesienia)
Przy pomocy parametrów _PA i _PO definiujecie punkt odniesienia czopa w odciętej i rzęd-nej.
Jest to punkt środkowy czopa.
_STA (kąt) _STA podaje kąt między 1. osią płaszczyzny (odcięta) i osią podłużną czopa.
_CDIR (kierunek frezowania) Pod tym parametrem zadajecie kierunek obróbki czopa.
Poprzez parametr _CDIR można zaprogramować kierunek frezowania następująco:
● bezpośrednio "2 dla G2" i "3 dla G3" albo
● alternatywnie do tego "współbieżnie" albo "przeciwbieżnie"
Ruch współbieżny wzgl. przeciwbieżny jest określany wewnętrznie w cyklu poprzez kierunek obrotów wrzeciona uaktywniony przed wywołaniem cyklu.
Współbieżnie, przeciwbieżnie:
M3 → G3, M3 → G2
M4 → G2, M4 → G3
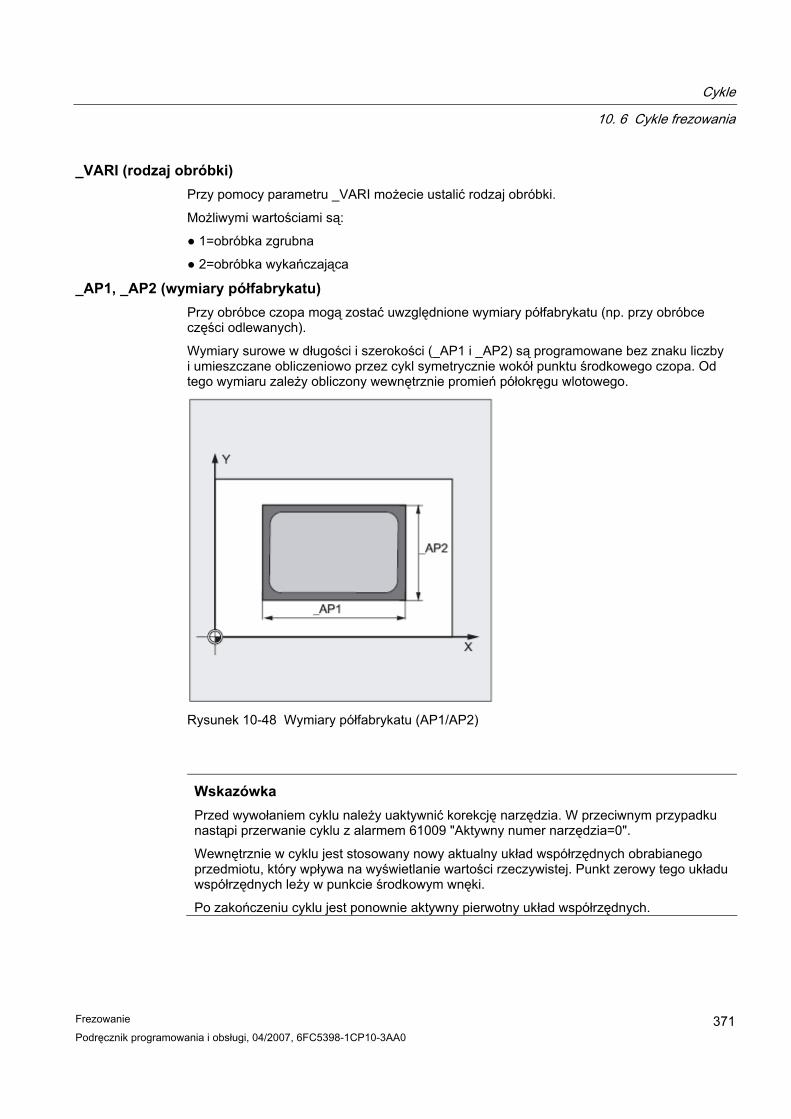
Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 371
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki.
Możliwymi wartościami są:
● 1=obróbka zgrubna
● 2=obróbka wykańczająca
_AP1, _AP2 (wymiary półfabrykatu) Przy obróbce czopa mogą zostać uwzględnione wymiary półfabrykatu (np. przy obróbce części odlewanych).
Wymiary surowe w długości i szerokości (_AP1 i _AP2) są programowane bez znaku liczby i umieszczane obliczeniowo przez cykl symetrycznie wokół punktu środkowego czopa. Od tego wymiaru zależy obliczony wewnętrznie promień półokręgu wlotowego.
Rysunek 10-48 Wymiary półfabrykatu (AP1/AP2)
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku nastąpi przerwanie cyklu z alarmem 61009 "Aktywny numer narzędzia=0".
Wewnętrznie w cyklu jest stosowany nowy aktualny układ współrzędnych obrabianego przedmiotu, który wpływa na wyświetlanie wartości rzeczywistej. Punkt zerowy tego układu współrzędnych leży w punkcie środkowym wnęki.
Po zakończeniu cyklu jest ponownie aktywny pierwotny układ współrzędnych.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 372
Przykład programowania: czop Przy pomocy tego programu możecie wykonać czop o długości 60 mm, szerokości 40 mm, kącie narożnika 15 mm w płaszczyźnie XY. Czop jest pod kątem 10 stopni w stosunku do osi X i jest wstępnie wykonany z naddatkiem 80 mm na długości i 50 mm na szerokości.
Rysunek 10-49 Przykład frezowania czopu - CYCLE76
N10 G90 G0 G17 X100 Y100 T20 D1 S3000 M3 ; określenie wartości technologicznych N11 M6 N30 CYCLE76 (10, 0, 2, -17.5, , 60, 40, 15, 80, 60, 10, 11, , , 900, 800, 0, 1, 80, 50) ; wywołanie cyklu
N40 M30 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 373
10.6.5 Frezowanie czopa kołowego - CYCLE77
Programowanie CYCLE77 (_RTP, _RFP, _SDIS, _DP, _DPR, _PRAD, _PA, _PO, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _AP1)
Parametry
Następujące wprowadzane parametry są zawsze wymagane: Tablica 10-17 Parametry CYCLE77
_RTP real Płaszczyzna wycofania (absolutnie) _RFP real Płaszczyzna odniesienia (absolutnie) _SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku) _DP real Głębokość (absolutnie) _DPR real Głębokość w stosunku do płaszczyzny odniesienia (wprowadzić bez znaku
liczby) _PRAD real Średnica czopa (wprowadzić bez znaku liczby) _PA real Punkt środkowy czopa, odcięta (absolutnie) _PO real Punkt środkowy czopa, rzędna (absolutnie) _MID real Maksymalny dosuw na głębokość (przyrostowo, wprowadzić bez znaku
liczby) _FAL real Naddatek na konturze obrzeża (przyrostowo) _FALD real Naddatek na dnie (przyrostowo, wprowadzić bez znaku liczby) _FFP1 real Posuw po konturze _FFD real Posuw dla dosuwu na głębokość (albo dosuw przestrzenny) _CDIR integer Kierunek frezowania (wprowadzić bez znaku liczby)
Wartości: 0 frezowanie współbieżne 1 frezowanie przeciwbieżne 2 z G2 (niezależnie od kierunku obrotów wrzeciona) 3 z G3
_VARI integer Rodzaj obróbki Wartości: 1 obróbka zgrubna aż do naddatku 2 obróbka wykańczająca (naddatek X/Y/Z=0)
_AP1 real Długość czopa półfabrykatu

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 374
Działanie Przy pomocy tego cyklu możecie wykonać czop kołowy w płaszczyźnie obróbki. Do obróbki wykańczającej jest wymagany frez czołowy. Dosuw na głębokość jest wykonywany zawsze w pozycji przed dosunięciem do konturu po półokręgu.
Rysunek 10-50 Frezowanie czopa kołowego
Przebieg
Osiągnięta pozycja przed rozpoczęciem cyklu:
Punkt startowy jest pozycją w dodatnim zakresie odciętej z wliczonym półokręgiem dosunię-cia przy uwzględnieniu zaprogramowanego wymiaru surowego.
Przebieg ruchów przy obróbce zgrubnej (_VARI=1):
Dosunięcie i odsunięcie do/od konturu:
X
Y
Dosunięcie i odsunięcie do/od konturu popółokręgu przy wrzecionie wirującym w prawo i frezowaniu współbieżnym
Dosunięcie do konturu
Odsunięcie od konturu
Rysunek 10-51 Przebieg ruchów przy obróbce zgrubnej
Następuje dosunięcie przesuwem szybkim do płaszczyzny wycofania (_RTP), aby następnie na tej wysokości pozycjonować na punkt startowy w płaszczyźnie obróbki. Punkt startowy jest w odniesieniu do 0 stopni ustalony na osi odciętych.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 375
Następuje dosuw przesuwem szybkim na odstęp bezpieczeństwa (_SDIS) a następnie po-suw na głębokość obróbki. W celu dosunięcia do konturu czopa jest wykonywany ruch po półokręgu przy uwzględnieniu zaprogramowanego czopu półfabrykatu.
Kierunek frezowania może zostać określony jako frezowanie współbieżne albo przeciwbież-ne w stosunku do kierunku wrzeciona.
Gdy nastąpiło jednokrotne obejście konturu, następuje w płaszczyźnie odsunięcie od konturu po półokręgu i dosuw na następną głębokość skrawania.
Następnie następuje ponownie dosunięcie do konturu po półokręgu i obejście czopa. To po-stępowanie jest tak długo powtarzane, aż zostanie osiągnięta zaprogramowana głębokość czopa.
Następnie następuje dosunięcie przesuwem szybkim do płaszczyzny wycofania (_RTP).
Dosuw na głębokość: ● Dosuw na odstęp bezpieczeństwa ● Zagłębienie na głębokość obróbki Pierwsza głębokość obróbki jest obliczana z: ● głębokości całkowitej, ● naddatku i ● maksymalnie możliwego dosuwu na głębokość.
Przebieg ruchów przy obróbce wykańczającej (_VARI=2):
Odpowiednio do ostatnich parametrów _FAL i _FALD obróbka wykańczająca jest wykony-wana na konturze pobocznicy albo na dnie wzgl. jedno i drugie. Strategia dosuwu odpowiada ruchom w płaszczyźnie jak przy obróbce zgrubnej.
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS, _DP, _DPR - patrz CYCLE81.
Parametry _MID, _FAL, _FALD, _FFP1, _FFD - patrz POCKET3.
_PRAD (średnica czopa) Średnicę należy wprowadzić bez znaku liczby.
_PA, _PO (punkt środkowy czopa) Przy pomocy parametrów _PA i _PO definiujecie punkt odniesienia czopa.
_CDIR (kierunek frezowania) Pod tym parametrem zadajecie kierunek obróbki czopa. Poprzez parametr _CDIR można zaprogramować kierunek frezowania
● bezpośrednio "2 dla G2" i "3 i G3" albo
● alternatywnie do tego "współbieżnie" albo "przeciwbieżnie".

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 376
Ruch współbieżny wzgl. przeciwbieżny jest określany wewnętrznie w cyklu poprzez kierunek obrotów wrzeciona uaktywniony przed wywołaniem cyklu.
Współbieżnie, przeciwbieżnie:
M3 → G3, M3 → G2
M4 → G2, M4 → G3
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki. Możliwymi wartościami są:
● 1=obróbka zgrubna
● 2=obróbka wykańczająca
_AP1 (średnica czopa półfabrykatu) Przy pomocy tego parametru definiujecie wymiar półfabrykatu czopa (bez znaku liczby).
Od tego wymiaru zależy obliczony wewnętrznie promień półokręgu wlotowego.
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku nastąpi przerwanie cyklu z alarmem 61009 "Aktywny numer narzędzia=0". Wewnętrznie w cyklu jest stosowany nowy aktualny układ współrzędnych obrabianego przedmiotu, który wpływa na wyświetlanie wartości rzeczywistej. Punkt zerowy tego układu współrzędnych leży w punkcie środkowym wnęki.
Po zakończeniu cyklu jest ponownie aktywny pierwotny układ współrzędnych.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 377
Przykład programowania: czop kołowy Obróbka czopa z półfabrykatu o średnicy 55 mm i przy maksymalnym dosuwie 10 mm na przejście narzędzia. Zadanie naddatku w celu następnej obróbki wykańczającej pobocznicy czopa. Cała obróbka następuje w ruchu przeciwbieżnym.
Rysunek 10-52 Przykład frezowania czopa kołowego - CYCLE77
N10 G90 G17 G0 S1800 M3 D1 T1 ; określenie wartości technologicznych N11 M6 N20 CYCLE77 (10, 0, 3, -20, ,50, 60, 70, 10, 0.5, 0, 900, 800, 1, 1, 55) ; wywołanie cyklu "obróbka zgrubna" N30 D1 T2 M6 ; zmiana narzędzia N40 S2400 M3 ; określenie wartości technologicznych N50 CYCLE77 (10, 0, 3, -20, , 50, 60, 70, 10, 0, 0, 800, 800, 1, 2, 55) ; wywołanie cyklu obróbka wykańczająca N40 M30 ; koniec programu

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 378
10.6.6 Otwory podłużne na okręgu - LONGHOLE
Programowanie LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID)
Parametry Tablica 10-18 Parametry LONGHOLE
RTP real Płaszczyzna wycofania (absolutnie) RFP real Płaszczyzna odniesienia (absolutnie) SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby) DP real Głębokość rowka (absolutna) DPR real Głębokość rowka w stosunku do płaszczyzny odniesienia (wprowadzić bez
znaku liczby) NUM integer Liczba rowków LENG real Długość rowka (wprowadzić bez znaku liczby) CPA real Punkt środkowy okręgu (absolutnie), 1. oś płaszczyzny CPO real Punkt środkowy okręgu (absolutnie), 2. oś płaszczyzny RAD real Promień okręgu (wprowadzić bez znaku liczby) STA1 real Kąt początkowy INDA real Kat przełączania FFD real Posuw dla dosuwu na głębokość FFP1 real Posuw dla obróbki powierzchni MID real Maksymalna głębokość dosuwu dla jednego dosunięcia (wprowadzić bez
znaku liczby)
Wskazówka Cykl wymaga frezu z "zębem czołowym skrawającym przez środek" (DIN844).
Działanie Przy pomocy tego cyklu możecie obrabiać otwory podłużne, które są umieszczone na okrę-gu. Osie podłużne otworów podłużnych są ustawione promieniowo.
W przeciwieństwie do rowka szerokość otworu podłużnego jest określana przez średnicę na-rzędzia.
Wewnętrznie w cyklu jest obliczana optymalna droga ruchu narzędzia, która wyklucza niepo-trzebne drogi jałowe. Jeżeli do obróbki otworu podłużnego potrzeba wielu dosuwów na głę-bokość, wówczas dosunięcia następują na przemian w punktach końcowych. Tor przebywa-ny w płaszczyźnie wzdłuż osi podłużnej otworu podłużnego zmienia kierunek po każdym do-suwie. Cykl poszukuje samodzielnie najkrótszej drogi przy przejściu do następnego otworu podłużnego.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 379
Rysunek 10-53 Otwory podłużne na okręgu - LONGHOLE
Przebieg
Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycja wyjściowa jest dowolną pozycją, z której można dokonać bezkolizyjnego dosunięcia do każdego z otworów podłużnych.
Cykl wytwarza następujący przebieg ruchów:
● Przy pomocy G0 następuje dosunięcie do pozycji wyjściowej cyklu. W obydwu osiach ak-tualnej płaszczyzny następuje ruch do najbliższego punktu końcowego pierwszego bę-dącego do obrobienia otworu podłużnego na wysokość płaszczyzny wycofania w aplika-cie tej płaszczyzny a następnie w aplikacie ruch do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa.
● Każdy otwór podłużny jest frezowany ruchem wahliwym. Obróbka w płaszczyźnie nastę-puje z G1 i wartością posuwu zaprogramowaną pod FFP1. W każdym punkcie nawrotu następuje dosuw do następnej, obliczonej wewnętrznie w cyklu, głębokości obróbki z G1 i posuwem FFD, aż do osiągnięcia głębokości końcowej.
● Wycofanie do płaszczyzny wycofania z G0 i dosunięcie do następnego otworu podłuż-nego po najkrótszej drodze.
● Po zakończeniu obróbki ostatniego otworu podłużnego narzędzie jest przesuwane z G0 w ostatnio osiągniętej pozycji w płaszczyźnie obróbki aż do płaszczyzny wycofania i cykl ulega zakończeniu.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 380
Rysunek 10-54 Przebieg LONGHOLE
Objaśnienie parametrów
Parametry RTP, RFP, SDIS - patrz CYCLE81.
Rysunek 10-55 Objaśnienie parametrów LONGHOLE
DP i DPR (głębokość otworu podłużnego)
Głębokość otworu podłużnego może zostać zadana do wyboru absolutnie (DP) albo względ-nie (DPR).
Przy podaniu względnym cykl samodzielnie oblicza wynikającą głębokość na podstawie po-łożenia płaszczyzny odniesienia i płaszczyzny wycofania.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 381
NUM (liczba) Przy pomocy parametrów NUM podajecie liczbę otworów podłużnych.
LENG (długość otworu podłużnego) Pod LENG programujecie długość otworu podłużnego.
Jeżeli w cyklu nastąpi rozpoznanie, że ta długość jest mniejsza niż średnica frezu, wówczas cykl jest przerywany z alarmem 61105 "Za duży promień frezu".
MID (głębokość dosuwu) Przez ten parametr określacie maksymalną głębokość dosuwu.
W cyklu dosuw na głębokość następuje równomiernymi krokami.
Na podstawie MID i głębokości całkowitej cykl samodzielnie oblicza ten dosuw, który wynosi między 0.5 x maksymalna głębokość dosuwu i maksymalną głębokością dosuwu. Za pod-stawę jest przyjmowana minimalna możliwa liczba kroków dosuwu. MID=0 oznacza, że w jednym kroku następuje dosuw na głębokość wnęki.
Dosuw na głębokość rozpoczyna się od płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa (w zależności od _ZSD[1]).
FFD i FFP1 (posuw głębokość i powierzchnia) Posuw FFP1 działa przy wszystkich ruchach wykonywanych w płaszczyźnie z prędkością posuwu. FFD działa przy dosunięciach prostopadle do tej płaszczyzny.
CPA, CPO i RAD (punkt środkowy i promień) Położenie okręgu w płaszczyźnie obróbki definiujecie poprzez punkt środkowy (CPA, CPO) i promień (RAD). Dla promienia są dopuszczalne tylko wartości dodatnie.
STA1 i INDA (kąt początkowy i kąt przełączania) Przez te parametry określacie usytuowanie podłużnych otworów na okręgu.
Gdy INDA=0, kąt przełączania jest obliczany z liczby otworów podłużnych, tak, by były one równomiernie rozmieszczone na okręgu.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 382
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".
Jeżeli w wyniku nieprawidłowych wartości parametrów, które określają usytuowanie i wiel-kość otworów podłużnych, wynikną wzajemne naruszenia konturu otworów, cykl nie roz-poczyna obróbki. Cykl zostaje przerwany po wyprowadzeniu komunikatu błędu 61104 "Na-ruszenie konturu rowków / rowków podłużnych".
Wewnętrznie w cyklu układ współrzędnych obrabianego przedmiotu jest przesuwany i obracany. Wyświetlanie w WKS ukazuje się zawsze tak, że oś podłużna właśnie obrabia-nego otworu podłużnego leży na 1. osi aktualnej płaszczyzny obróbki.
Po zakończeniu cyklu układ współrzędnych obrabianego przedmiotu znajduje się w tym samym położeniu co przed wywołaniem cyklu.
Przykład programowania: obróbka otworów podłużnych Przy pomocy tego programu możecie obrabiać 4 otwory podłużne o długości 30 mm i głębo-kości względnej 23 mm (różnica między płaszczyzną odnies. i dnem otworów podłużnych), położone na okręgu o punkcie środkowym Y40 Z45 i promieniu 20 mm w płaszcz. YZ. Kąt początkowy wynosi 45 stopni, kąt przełączania 90 stopni. Maksymalna głębokość dosuwu wynosi 6 mm, odstęp bezpieczeństwa 1 mm.
Rysunek 10-56 Przykład LONGHOLE
N10 G19 G90 D9 T10 S600 M3 , określenie wartości technologicznych N20 G0 Y50 Z25 X5 ; ruch do punktu wyjściowego N30 LONGHOLE (5, 0, 1, , 23, 4, 30, 40, 45, 20, 45, 90, 100 , 320, 6) ; wywołanie cyklu N40 M02 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 383
10.6.7 Rowki na okręgu - SLOT1 Programowanie
SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
Parametry Tablica 10-19 Parametry SLOT1
RTP real Płaszczyzna wycofania (absolutnie)
RFP real Płaszczyzna odniesienia
SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby)
DP real Głębokość rowka
DPR real Głębokość rowka w stosunku do płaszczyzny odniesienia (wprowadzić bez znaku liczby)
NUM integer Liczba rowków
LENG real Długość rowka (wprowadzić bez znaku liczby)
WID real Szerokość rowka (wprowadzić bez znaku liczby)
CPA real Punkt środkowy okręgu (absolutnie), 1. oś płaszczyzny
CPO real Punkt środkowy okręgu (absolutnie), 2. oś płaszczyzny
RAD real Promień okręgu (wprowadzić bez znaku liczby)
STA1 real Kąt początkowy
INDA real Kąt przełączania
FFD real Posuw dla dosuwu na głębokość
FFP1 real Posuw dla obróbki powierzchni
MID real Maksymalna głębokość dosuwu dla jednego dosunięcia (wprowadzić bez znaku liczby)
CDIR integer Kierunek frezowania do obróbki rowka Wartości: 2 (dla G2), 3 (dla G3)
FAL real Naddatek na obrzeżu rowka (bez znaku liczby)
VARI integer Rodzaj obróbki Wartości: 0=obróbka kompletna, 1=obróbka zgrubna,
MIDF real Maksymalna głębokość dosuwu dla obróbki wykańczającej
FFP2 real Posuw dla obróbki wykańczającej
SSF real Prędkość obrotowa przy obróbce wykańczającej
Wskazówka
Cykl wymaga frezu z "zębem czołowym skrawającym przez środek" (DIN844).

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 384
Działanie Cykl SLOT1 jest kombinowanym cyklem obróbki zgrubnej/wykańczającej.
Przy pomocy tego cyklu możecie obrabiać rowki, które są umieszczone na okręgu. Osie po-dłużne rowków są ustawione promieniowo. W przeciwieństwie do otworu podłużnego jest podawana wartość szerokości rowka.
Rysunek 10-57 Rowki na okręgu - SLOT1
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu: Pozycją wyjściową jest dowolna pozycja, z której można bez kolizji dokonać dosunięcia do rowka. Cykl wytwarza następujący przebieg ruchów: ● Dosunięcie do pozycji podanej na rysunku "Przebieg SLOT1" na początku cykli z G0. ● Obróbka rowka przy obróbce kompletnej przebiega w następujących krokach:
– Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpie-czeństwa
– Dosuw do następnej głębokości obróbki z G1 i wartością posuwu FFD – Rozfrezowanie rowka do naddatku na obrzeżu z wartością posuwu FFP1. Następna
obróbka wykańczająca z wartością posuwu FFP2 i prędkością obrotową wrzeciona SSF wzdłuż konturu odpowiednio do kierunku obróbki zaprogramowanego pod CDIR.
– Dosuw na głębokość następuje zawsze w tej samej pozycji w płaszczyźnie obróbki, aż końcowa głębokość rowka będzie uzyskana.
● Cofnięcie narzędzia do płaszczyzny wycofania i przejście z G0 do następnego rowka. ● Po zakończeniu obróbki ostatniego rowka narzędzie jest przesuwane z G0 w podanej na
rysunku pozycji końcowej w płaszczyźnie obróbki do płaszczyzny wycofania.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 385
Rysunek 10-58 Przebieg SLOT1
Objaśnienie parametrów
Parametry RTP, RFP, SDIS - patrz CYCLE81.
Rysunek 10-59 Objaśnienie parametrów SLOT1
DP i DPR (głębokość rowka)
Głębokość rowka może zostać zadana do wyboru absolutnie (DP) albo względnie w stosun-ku do płaszczyzny odniesienia. Przy podaniu względnym cykl samodzielnie oblicza wynikającą głębokość na podstawie po-łożenia płaszczyzny odniesienia i płaszczyzny wycofania.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 386
NUM (liczba) Przy pomocy parametru NUM podajecie liczbę rowków.
LENG i WID (długość i szerokość rowka) Przy pomocy parametrów LENG i WID określacie kształt rowka w płaszczyźnie. Średnica frezu musi być mniejsza niż szerokość rowka. W przeciwnym przypadku ukazuje się alarm 61105 "Za duży promień frezu" i cykl jest przerywany.
Średnica frezu nie może być mniejsza niż połowa szerokości rowka. Kontrola nie następuje.
CPA, CPO i RAD (punkt środkowy i promień) Położenie okręgu w płaszczyźnie obróbki definiujecie poprzez punkt środkowy (CPA, CPO) i promień (RAD). Dla promienia są dopuszczalne tylko wartości dodatnie.
STA1 i INDA (kąt początkowy i kąt przełączania) Przez te parametry określacie usytuowanie rowków na kole.
STA1 podaje kąt między dodatnim kierunkiem 1. osi płaszczyzny (odcięta) układu współ-rzędnych aktualnego przed wywołaniem cyklu i pierwszym rowkiem. Parametr INDA zawiera kąt między dwoma kolejnymi rowkami.
Gdy INDA=0, kąt przełączania jest obliczany z liczby rowków, tak by były one równomiernie rozmieszczone na okręgu.
FFD i FFP1 (posuw głębokość i powierzchnia) Posuw FFD działa przy wszystkich dosuwach prostopadle do płaszczyzny obróbki.
Posuw FFP1 działa przy obróbce zgrubnej w przypadku wszystkich ruchów wykonywanych w płaszczyźnie z prędkością posuwu.
MID (głębokość dosuwu) Przez ten parametr określacie maksymalną głębokość dosuwu.
W cyklu dosuw na głębokość następuje równomiernymi krokami.
Na podstawie MID i głębokości całkowitej cykl samodzielnie oblicza ten dosuw, który wynosi między 0.5 x maksymalna głębokość dosuwu i maksymalną głębokością dosuwu. Za pod-stawę jest przyjmowana minimalna możliwa liczba kroków dosuwu. MID=0 oznacza, że w jednym skrawie następuje dosunięcie na głębokość rowka.
Dosuw na głębokość rozpoczyna się od płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa.
CDIR (kierunek frezowania) Pod tym parametrem zadajecie kierunek obróbki rowka. Możliwymi wartościami są:
Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 387
● "2" dla G2
● "3" dla G3
Jeżeli parametr ma niedopuszczalną wartość, wówczas w wierszu komunikatów ukazuje się komunikat "Nieprawidłowy kierunek frezowania, jest tworzone G3". Cykl jest w tym przypad-ku kontynuowany i jest automatycznie wytwarzane G3.
FAL (naddatek) Przy pomocy tego parametru możecie programować naddatek na obróbkę wykańczającą na brzegu rowka. FAL nie ma wpływu na dosuw na głębokość.
Jeżeli jest podana większa wartość FAL, niż może ona być przy podanej szerokości i zasto-sowanym frezie, następuje automatyczne zredukowanie FAL do maksymalnie możliwej war-tości. Przy obróbce zgrubnej następuje w tym przypadku frezowanie ruchem wahliwym z do-suwem na głębokość w obydwu punktach końcowych rowka.
VARI, MIDF, FFP2 i SSF (rodzaj obróbki, głębokość dosuwu, posuw i prędkość obrotowa) Przy pomocy parametru VARI możecie ustalić rodzaj obróbki.
Możliwymi wartościami są:
● 0=obróbka kompletna w dwóch etapach
– Wybieranie materiału z rowka (SLOT1, SLOT2) aż do naddatku następuje z prędko-ścią obrotową wrzeciona zaprogramowaną przed wywołaniem cyklu i posuwem FFP1. Dosuw na głębokość następuje poprzez MID.
– Zebranie pozostającego naddatku na obróbkę wykańczającą następuje z prędkością obrotową wrzeciona zadaną poprzez SSF i posuwem FFP2. Dosuw na głębokość następuje poprzez MIDF.
Jeżeli MIDF=0, wówczas dosuw następuje od razu na głębokość końcową.
– Jeżeli FFP2 nie jest zaprogramowane, działa posuw FFP1. Analogicznie jest przy braku podania SSF, tzn. działa prędkość obrotowa zaprogramowana przed wywoła-niem cyklu.
● 1=obróbka zgrubna
Materiał rowka (SLOT1, SLOT2) jest wybierany z prędkością obrotową zaprogramowaną przed wywołaniem cyklu i posuwem FFP1. Dosuw na głębokość jest programowany po-przez MID.
● 2=obróbka wykańczająca
Cykl zakłada, że materiał rowka (SLOT1, SLOT2) jest już wybrany aż do naddatku i jest już tylko wymagane zebranie tego naddatku. W przypadku gdy FFP2 i SSF nie są za-programowane, działa posuw FFP1 wzgl. prędkość obrotowa zaprogramowana przed wywołaniem cyklu. Dosuw na głębokość następuje poprzez MIDF.
Jeżeli jest zaprogramowana inna wartość parametru VARI, cykl ulega przerwaniu po wypro-wadzeniu alarmu "Rodzaj obróbki nieprawidłowo zdefiniowany".

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 388
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".
Jeżeli w wyniku nieprawidłowych wartości parametrów, które określają rozmieszczenie i wielkość rowków, wynikną wzajemne naruszenia konturów rowków, wówczas wykonywa-nie cyklu nie rozpoczyna się. Cykl zostaje przerwany po wyprowadzeniu komunikatu błędu 61104 "Naruszenie konturu rowków / rowków podłużnych".
Wewnętrznie w cyklu układ współrzędnych obrabianego przedmiotu jest przesuwany i obracany. Wyświetlenie wartości rzeczywistej w WKS ukazuje się zawsze tak, że oś po-dłużna właśnie obrabianego rowka leży na 1. osi aktualnej płaszczyzny obróbki.
Po zakończeniu cyklu układ współrzędnych obrabianego przedmiotu znajduje się w tym samym położeniu co przed wywołaniem cyklu.
Naruszenie konturu
Rysunek 10-60 Naruszenie konturu SLOT1

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 389
Przykład programowania: rowki Są frezowane 4 rowki.
Rowki mają następujące wymiary: długość 30 mm, szerokość 15 mm i głębokość 23 mm. Odstęp bezpieczeństwa wynosi 1 mm, naddatek na obróbkę wykańczającą 0.5 mm, kierun-kiem frezowania jest G2, maksymalny dosuw na głębokość wynosi 6 mm.
Rowek ma być poddany obróbce kompletnej. Przy obróbce wykańczającej dosuw ma nastą-pić od razu na głębokość wnęki i praca ma przebiegać z niezmiennym posuwem i niezmien-ną prędkością obrotową.
Rysunek 10-61 Przykład SLOT1
N10 G17 G90 T1 D1 S600 M3 ; określenie wartości technologicznych N20 G0 X20 Y50 Z5 ; dosunięcie do pozycji wyjściowej N30 SLOT1(5, 0, 1, -23, , 4, 30, 15, 40, 45, 20, 45, 90, 100, 320, 6, 2, 0.5, 0, , 0, ) ; wywołanie cyklu, parametry VARI, MIDF, FFP2 i SSF pominięte
N40 M02 ; koniec programu

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 390
10.6.8 Rowek kołowy - SLOT2
Programowanie SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
Parametr Tablica 10-20 Parametry SLOT2
RTP real Płaszczyzna wycofania (absolutnie)
RFP real Płaszczyzna odniesienia (absolutnie)
SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby)
DP real Głębokość rowka (absolutnie)
DPR real Głębokość rowka w stosunku do płaszczyzny odniesienia (wprowadzić bez znaku liczby)
NUM integer Liczba rowków
AFSL real Kąt dla długości rowka (wprowadzić bez znaku liczby)
WID real Szerokość rowka kołowego (wprowadzić bez znaku liczby)
CPA real Punkt środkowy okręgu (absolutnie), 1. oś płaszczyzny
CPO real Punkt środkowy okręgu (absolutnie), 2. oś płaszczyzny
RAD real Promień okręgu (wprowadzić bez znaku liczby)
STA1 real Kąt początkowy
INDA real Kąt przełączania
FFD real Posuw dla dosuwu na głębokość
FFP1 real Posuw dla obróbki powierzchni
MID real maksymalna głębokość dosuwu dla jednego dosunięcia (wprowadzić bez znaku liczby)
CDIR integer Kierunek frezowania przy obróbce rowka kołowego Wartości: 2 (dla G2), 3 (dla G3)
FAL real Naddatek na obrzeżu rowka (wprowadzić bez znaku liczby)
VARI integer Rodzaj obróbki Wartości: 0=obróbka kompletna, 1=obróbka zgrubna, 2=obróbka wykań-czająca
MIDF real Maksymalna głębokość dosuwu dla obróbki wykańczającej
FFP2 real Posuw dla obróbki wykańczającej
SSF real Prędkość obrotowa przy obróbce wykańczającej
Wskazówka Cykl wymaga frezu z "zębem czołowym skrawającym przez środek" (DIN844).

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 391
Działanie Cykl SLOT2 jest kombinowanym cyklem obróbki zgrubnej/wykańczającej. Przy pomocy tego cyklu możecie obrabiać rowki kołowe, które są umieszczone na okręgu.
Rysunek 10-62 Rowek kołowy - SLOT2
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją wyjściową jest dowolna pozycja, z której można bez kolizji dokonać dosunięcia do rowka.
Rysunek 10-63 Przebieg SLOT2
Cykl wytwarza następujący przebieg ruchów:

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 392
● Przy pomocy G0 dokonywane jest dosunięcie do pokazanej na rysunku obok pozycji po-czątkowej cyklu. ● Obróbka rowka kołowego następuje w takich samych krokach co obróbka rowka podłuż-nego. ● Po zakończeniu obróbki rowka kołowego narzędzie jest cofane do płaszczyzny wycofania i następuje przejście z G0 do następnego rowka. ● Po zakończeniu obróbki ostatniego rowka narzędzie jest przesuwane z G0 w podanej na rysunku pozycji końcowej w płaszczyźnie obróbki do płaszczyzny wycofania.
Objaśnienie parametrów Parametry RTP, RFP, SDIS - patrz CYCLE81.
Parametry DP, DPR, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF - patrz SLOT1.
Rysunek 10-64 Objaśnienie parametrów SLOT2
NUM (liczba) Przy pomocy parametru NUM podajecie liczbę rowków.
AFSL i WID (kąt i szerokość rowków kołowych) Przy pomocy parametrów AFSL i WID określacie kształt rowka w płaszczyźnie. Wewnętrznie w cyklu następuje sprawdzenie, czy aktywne narzędzie nie narusza szerokości rowka. W przeciwnym przypadku ukazuje się alarm 61105 "Za duży promień frezu" i cykl jest prze-rywany.
CPA, CPO i RAD (punkt środkowy i promień) Położenie okręgu w płaszczyźnie obróbki definiujecie poprzez punkt środkowy (CPA, CPO) i promień (RAD). Dla promienia są dopuszczalne tylko wartości dodatnie.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 393
STA1 i INDA (kąt początkowy i kąt przełączania) Przez te parametry określacie usytuowanie rowków kołowych na okręgu.
STA1 podaje kąt między dodatnim kierunkiem 1. osi płaszczyzny układu współrzędnych ob-rabianego przedmiotu aktualnego przed wywołaniem cyklu i pierwszym rowkiem kołowym.
Parametr INDA zawiera kąt między dwoma kolejnymi rowkami kołowymi.
Gdy INDA=0, kąt przełączania jest obliczany z liczby rowków kołowych, tak że są one rów-nomiernie rozmieszczone na okręgu.
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".
Jeżeli w wyniku nieprawidłowych wartości parametrów, które określają rozmieszczenie i wielkość rowków, wynikną wzajemne naruszenia konturów rowków, wówczas wykonywa-nie cyklu nie rozpoczyna się.
Cykl zostaje przerwany po wyprowadzeniu komunikatu błędu 61104 "Naruszenie konturu rowków / rowków podłużnych".
Wewnętrznie w cyklu układ współrzędnych obrabianego przedmiotu jest przesuwany i obracany. Wyświetlenie wartości rzeczywistej w WKS ukazuje się zawsze tak, by właśnie obrabiany rowek kołowy rozpoczynał się na 1. osi aktualnej płaszczyzny obróbki a punkt zerowy WKS leżał w punkcie środkowym okręgu.
Po zakończeniu cyklu układ współrzędnych obrabianego przedmiotu znajduje się w tym samym położeniu co przed wywołaniem cyklu.
Naruszenie konturu
Rysunek 10-65 Naruszenie konturu SLOT2

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 394
Przykład programowania: Nuten2 Przy pomocy tego programu możecie obrabiać 3 rowki kołowe, które leżą na okręgu o punk-cie środkowym X60 Y60 i promieniu 42 mm w płaszczyźnie XY. Rowki kołowe mają następu-jące wymiary: szerokość 15 mm, kąt dla długości rowka 70 stopni, głębokość 23 mm. Kąt początkowy wynosi 0 stopni, kąt przełączania 120 stopni. Na konturze rowków jest uwzględ-niany naddatek 0.5 mm, odstęp bezpieczeństwa w osi dosuwu Z wynosi 2 mm, maksymalny dosuw na głębokość 6 mm. Rowki mają być obrabiane kompletnie. Przy obróbce wykańcza-jącej ma działać taka sama prędkość obrotowa i taki sam posuw. Dosuw przy obróbce wy-kańczającej ma nastąpić od razu na głębokość rowka.
Rysunek 10-66 Przykład SLOT2 N10 G17 G90 T1 D1 S600 M3 ; określenie wartości technologicznych N20 G0 X60 Y60 Z5 ; dosunięcie do pozycji wyjściowej N30 SLOT2(2, 0, 2, -23, , 3, 70, 15, 60, 60, 42, , 120, 100, 300, 6, 2, 0.5, 0, , 0, ) ; wywołanie cyklu
Płaszczyzna odniesienia+SDIS= płaszczyzna wycofania ozna-cza: obniżenie w osi dosuwu z G0 na płaszczyznę odniesie-nia+SDIS odpada, parametry VAR, MIDF, FFP2 i SSF zostały pominięte
N40 M02 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 395
10.6.9 Frezowanie wnęki prostokątnej - POCKET3 Programowanie
POCKET3 (_RTP, _RFP, _SDIS, _DP, _LENG, _WID, _CRAD, _PA, _PO, _STA, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _MIDA, _AP1, _AP2, _AD, _RAD1, _DP1)
Parametry Tablica 10-21 Parametry POCKET3
_RTP real Płaszczyzna wycofania (absolutnie)
_RFP real Płaszczyzna odniesienia (absolut)
_SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby)
_DP real Głębokość wnęki (absolut)
_LENG real Długość wnęki, przy wymiarowaniu od narożnika ze znakiem
_WID real Szerokość wnęki, przy wymiarowaniu od narożnika ze znakiem
_CRAD real Promień narożnika wnęki (wprowadzić bez znaku liczby)
_PA real Punkt odniesienia wnęki (absolutnie), 1. oś płaszczyzny
_PO real Punkt odniesienia wnęki (absolutnie), 2. oś płaszczyzny
_STA real Kąt między osią podłużna wnęki i 1. osią płaszczyzny (wprowadzić bez znaku liczby) Zakres wartości: 0° ≤ _STA < 180°
_MID real Maksymalna głębokość dosuwu (wprowadzić bez znaku liczby)
_FAL real Naddatek na obrzeżu wnęki (wprowadzić bez znaku liczby)
_FALD real Naddatek na dnie (wprowadzić bez znaku liczby)
_FFP1 real Posuw dla obróbki płaszczyzny
_FFD real Posuw dla dosuwu na głębokość
_CDIR integer Kierunek frezowania: (wprowadzić bez znaku liczby) Wartości: 0 frezowanie współbieżne (odpowiednio do kierunku wrzeciona) 1 frezowanie przeciwbieżne 2 z G2 (niezależnie od kierunku wrzeciona) 3 z G3
_VARI integer Rodzaj obróbki MIEJSCE JEDNOSTEK Wartości: 1 obróbka zgrubna, 2 obróbka wykańczająca MIEJSCE DZIESIĄTEK Wartości: 0 prostopadle na środku wnęki mit G0 1 prostopadle na środku wnęki mit G1 2 po torze spiralnym 3 ruch wahliwy w osi podłużnej wnęki

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 396
Dalsze parametry mogą być zadawane do wyboru. Określacie strategię zagłębiania i zacho-dzenie przy wybieraniu materiału (wprowadzić bez znaku liczby):
_MIDA real Maksymalna szerokość dosuwu przy wybieraniu w płaszczyźnie jako war-tość
_AP1 real Wymiar surowy długości wnęki
_AP2 real Wymiar surowy szerokości wnęki
_AD real Wymiar surowy głębokości wnęki od płaszczyzny odniesienia
_RAD1 real Promień toru spiralnego przy zagłębianiu (w odniesieniu do toru punktu środkowego narzędzia) wzgl. maksymalny kąt zagłębiania dla ruchu wahli-wego
_DP1 real Głębokość zagłębiania na obrót 360 stopni przy zagłębianiu po torze spi-ralnym
Działanie Cykl można stosować do obróbki zgrubnej i wykańczającej. Do obróbki wykańczającej jest wymagany frez czołowy.
Dosuw na głębokość rozpoczyna się zawsze od punktu środkowego wnęki wzgl. jest tam wykonywany prostopadle; dlatego ma sens wykonanie wiercenia wstępnego w tym miejscu. ● Kierunek frezowania może zostać określony do wyboru poprzez polecenie G (G2/G3) albo jako frezowanie współbieżne wzgl. przeciwbieżne z kierunku wrzeciona. ● Maksymalna szerokość dosuwu w płaszczyźnie przy wybieraniu materiału daje się pro-gramować. ● Naddatek również na dnie wnęki ● Są trzy różne strategie zagłębiania: – prostopadle na środku wnęki – po linii spiralnej wokół środka wnęki – ruch wahliwy po osi środkowej wnęki. ● Krótkie drogi przy dosuwaniu w płaszczyźnie przy obróbce wykańczającej ● Uwzględnienie konturu półfabrykatu w płaszczyźnie i wymiaru surowego na dnie (możliwa optymalna obróbka wstępnie ukształtowanych wnęk).
Rysunek 10-67 Frezowanie wnęki prostokątnej - POCKET3

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 397
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją wyjściową jest dowolna pozycja, z której można dokonać bezkolizyjnego dosunięcia do punktu środkowego wnęki na wysokości płaszczyzny wycofania.
Przebieg ruchów przy obróbce zgrubnej:
Z G0 następuje dosunięcie do punktu środkowego wnęki na wysokości płaszczyzny wycofa-nia a następnie również z G0 w tej pozycji ruch do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa. Obróbka wnęki następuje następnie odpowiednio do wy-branej strategii zagłębiania i przy uwzględnieniu zaprogramowanych wymiarów surowych.
Rysunek 10-68 Przebieg ruchów przy obróbce zgrubnej
Przebieg ruchów przy obróbce wykańczającej:
Obróbka wykańczająca jest wykonywana w kolejności obróbka na obrzeżu aż do naddatku na dnie, następnie obróbka na dnie. Jeżeli jeden z naddatków jest równy zeru, wówczas ta część obróbki wykańczającej odpada. ● Obróbka wykańczająca na obrzeżu
Przy obróbce wykańczającej na obrzeżu następuje każdorazowo tylko jednokrotne obej-ście wnęki. Dosunięcie do obróbki wykańczającej na obrzeżu następuje po ćwierćokręgu, który prze-chodzi w zaokrąglenie narożnika. Promień tego toru ma normalnie wielkość o 2 mm wzgl. gdy "jest mniej miejsca" różnica między promieniem narożnika i promieniem frezu. Jeżeli naddatek na obrzeżu jest większy niż 2 mm, wówczas odpowiednio powiększa się promień dosuwu. Dosuw na głębokość jest wykonywany z G0 w powietrzu na środku wnęki a dojście do punktu początkowego toru dosuwu również z G0.
● Obróbka wykańczająca na dnie W celu obróbki wykańczającej na dnie następuje dosunięcie z G0 na środku wnęki do głębokości wnęki + naddatek na obróbkę wykańczającą + odstęp bezpieczeństwa. Od te-go miejsca następuje z posuwem dla dosuwu na głębokość zawsze ruch prostopadły na głębokość (ponieważ do obróbki wykańczającej na dnie jest brane narzędzie, które może skrawać czołowo).
Powierzchnia dna wnęki jest obrabiana jeden raz.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 398
Strategie zagłębiania ● Zagłębianie prostopadłe na środku wnęki oznacza, że obliczona wewnętrznie w cyklu ak-
tualna głębokość dosuwu (≤ zaprogramowana maksymalna głębokość dosuwu pod _MID) jest wykonywana w bloku z G0 albo G1.
● Zagłębianie po torze spiralnym oznacza, że punkt środkowy frezu wykonuje ruch to torze spiralnym określonym przez promień _RAD1 i głębokość na obrót _DP1. Posuw jest przy typ programowany również pod _FFD. Kierunek obrotów tego toru spiralnego odpowiada kierunkowi obrotów, z którym wnęka ma być obrabiana.
Głębokość przy zagłębianiu, zaprogramowana pod _DP1, jest przyjmowana do obliczeń jako głębokość maksymalna i zawsze jest obliczana całkowitoliczbowa liczba obrotów to-ru spiralnego.
Gdy aktualna głębokość dosuwy jest osiągnięta (może to być wiele obrotów po linii spi-ralnej), jest wykonywany jeszcze jeden pełny okrąg, aby usunąć skośny tor zagłębiania.
Następnie rozpoczyna się wybieranie materiału wnęki w tej płaszczyźnie aż do naddatku na obróbkę wykańczającą.
Punkt początkowy opisanego toru spiralnego leży na osi wzdłużnej wnęki w "kierunku dodatnim" i dosunięcie do niego następuje z G1.
● Zagłębianie ruchem wahliwym po osi środkowej wnęki oznacza, że punkt środkowy frezu zagłębia się wykonując ruch wahliwy po prostej aż do osiągnięcia następnej aktualnej głębokości. Maksymalny kąt zagłębiania jest programowany pod _RAD1, długość drogi ruchu wahliwego jest obliczana wewnętrznie w cyklu. Gdy aktualna głębokość jest osią-gnięta, droga jest wykonywana jeszcze raz bez dosuwu, aby usunąć skośny tor zagłę-biania. Posuw jest programowany pod _FFD.
Uwzględnienie wymiarów półfabrykatu Przy wybieraniu materiału wnęk mogą być uwzględniane wymiary półfabrykatu (np. przy ob-róbce części odlewanych).
Rysunek 10-69 Uwzględnienie wymiarów półfabrykatu Wymiary surowe w długości i szerokości (_AP1 i _AP2) są programowane bez znaku i cykl umieszcza je obliczeniowo symetrycznie wokół punktu środkowego wnęki. Określają one tę część wnęki, z której materiał nie musi już być wybierany.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 399
Wymiar surowy na głębokości (_AD) jest programowany również bez znaku i brany do obli-czeń od płaszczyzny odniesienia w kierunku głębokości wnęki.
Dosuw na głębokość przy uwzględnieniu wymiarów półfabrykatu następuje odpowiednio do zaprogramowanego rodzaju (tor spiralny, ruch wahliwy, prostopadle). Jeżeli cykl rozpozna, że w wyniku danego konturu półfabrykatu i promienia aktywnego narzędzia jest wystarczają-ce miejsce w środku wnęki, następuje, jak długo jest to możliwe, dosuw do dołu w punkcie środkowym wnęki, aby nie wykonywać czasochłonnych torów zagłębiania w powietrzu.
Materiał wnęki jest wybierany od góry w kierunku do dołu.
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS - patrz CYCLE81.
Parametry _DP - patrz LONGHOLE.
_PA
G2
G3_L
ENG _WID
_STA_CRAD
_PO
X
Y Wnęka wymiarowana od punktuśrodkowego
Rysunek 10-70 Objaśnienie parametrów POCKET3
_LENG, _WID i _CRAD (długość wnęki, szerokość wnęki i promień narożnika) Przy pomocy parametrów _LENG, _WID i _CRAD określacie kształt wnęki w płaszczyźnie.
Jeżeli z użyciem aktywnego narzędzia nie można wykonać zaprogramowanego promienia narożnika, ponieważ promień narzędzia jest większy, wówczas promień narożnika wnęki od-powiada promieniowi narzędzia.
Jeżeli promień frezu jest większy niż połowa długości albo szerokości wnęki, cykl ulega prze-rwaniu po wyprowadzeniu alarmu 61105 "Promień frezu jest za duży".
_PA, _PO (punkt odniesienia) Przy pomocy parametrów _PA i _PO definiujecie punkt odniesienia wnęki w osiach płasz-czyzny. Jest to punkt środkowy wnęki.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 400
_STA (kąt) _STA podaje kąt między 1. osią płaszczyzny (odcięta) i osią podłużną wnęki.
_MID (głębokość dosuwu) Przez ten parametr określacie maksymalną głębokość dosuwu przy obróbce zgrubnej.
W cyklu dosuw na głębokość następuje równomiernymi krokami.
Na podstawie _MID i głębokości całkowitej cykl samodzielnie oblicza ten dosuw.
Za podstawę jest przyjmowana minimalna możliwa liczba kroków dosuwu.
_MID=0 oznacza, że w jednym kroku następuje dosuw do głębokości wnęki.
_FAL (naddatek na obróbkę wykańczającą na obrzeżu) Naddatek oddziałuje tylko na obrzeżu na obróbkę wnęki w płaszczyźnie.
W przypadku naddatku ≥ średnica narzędzia kompletne wybranie materiału z wnęki nie jest zagwarantowane. Ukazuje się komunikat "Uwaga: Naddatek ≥ średnica narzędzia", cykl jest jednak kontynuowany.
_FALD (naddatek na dnie) Przy obróbce zgrubnej jest uwzględniany oddzielny naddatek na dnie.
_FFD i _FFP1 (posuw głębokość i powierzchnia) Posuw _FFD działa przy zagłębianiu narzędzia w materiał.
Posuw _FFP1 działa przy obróbce w przypadku wszystkich ruchów wykonywanych w płasz-czyźnie z prędkością posuwu.
_CDIR (kierunek frezowania) Pod tym parametrem zadajecie kierunek obróbki wnęki.
Poprzez parametr _CDIR można zaprogramować kierunek frezowania
● bezpośrednio "2 dla G2" i "3 dla G3" albo
● alternatywnie do tego "współbieżnie" albo "przeciwbieżnie"
Ruch współbieżny wzgl. przeciwbieżny jest obliczany wewnętrznie w cyklu poprzez kierunek wrzeciona uaktywniony przed wywołaniem cyklu.
Ruch współbieżny, ruch przeciwbieżny:
M3 → G3, M3 → G2
M4 → G2, M4 → G3

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 401
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki.
Możliwymi wartościami są:
Miejsce jednostek:
● 1=obróbka zgrubna
● 2=obróbka wykańczająca
Miejsce dziesiątek (dosuw):
● 0=prostopadle na środku wnęki z G0
● 1=prostopadle na środku wnęki z G1
● 2=po linii spiralnej
● 3=ruch wahliwy na osi podłużnej wnęki
Jeżeli jest zaprogramowana inna wartość parametru _VARI, cykl jest przerywany po wypro-wadzeniu alarmu 61002 "Rodzaj obróbki nieprawidłowo zdefiniowany".
_MIDA (max szerokość dosuwu) Przy pomocy tego parametru ustalacie maksymalną szerokość dosuwu przy wybieraniu ma-teriału w płaszczyźnie.
Analogicznie do znanego obliczenia głębokości dosuwu (równomierny podział głębokości całkowitej na maksymalnie możliwą wartość) szerokość jest dzielona równomiernie, maksy-malnie na wartość zaprogramowaną pod _MIDA.
Jeżeli ten parametr nie jest zaprogramowany, wzgl. ma wartość 0, wówczas cykl przyjmuje wewnętrznie 80% średnicy frezu jako maksymalną szerokość dosuwu.
Wskazówka Obowiązuje, gdy obliczony dosuw na szerokość jest obliczany z obróbki obrzeża przy osiągnięciu pełnej głębokości wnęki, w przeciwnym przypadku obliczony na początku do-suw na szerokość jest zachowywany przez cały cykl.
_AP1, _AP2, _AD (wymiar surowy) Przy pomocy parametrów _AP1, _AP2 i _AD definiujecie wymiar półfabrykatu (przyrostowo) wnęki w płaszczyźnie i na głębokości.
_RAD1 (promień) Przy pomocy parametru _RAD1 definiujecie promień toru spiralnego (w odniesieniu do toru punktu środkowego narzędzia) wzgl. max kąt zagłębiania dla ruchu wahliwego.
_DP1 (głębokość zagłębiania) Przy pomocy parametru _DP1 definiujecie głębokość dosuwu przy zagłębianiu po torze spi-ralnym.
Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku na-stępuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 402
Wewnętrznie w cyklu jest stosowany nowy aktualny układ współrzędnych obrabianego przedmiotu, który wpływa na wyświetlanie wartości rzeczywistej. Punkt zerowy tego układu współrzędnych leży w punkcie środkowym wnęki. Po zakończeniu cyklu jest ponownie ak-tywny pierwotny układ współrzędnych.
Przykład programowania: wnęka Przy pomocy tego programu możecie wykonać wnękę o długości 60 mm, szerokości 40 mm, promieniu narożnika 8 mm i głębokości 17,5 mm w płaszczyźnie XY. Wnęka ta leży pod ką-tem 0 stopni w stosunku do osi X. Naddatek na obrzeżu wnęki wynosi 0.75 mm, na dnie 0.2 mm, odstęp bezpieczeństwa w osi Z, który jest dodawany do płaszczyzny odniesienia, wy-nosi 0.5 mm. Punkt środkowy wnęki leży na X60 i Y40, maksymalny dosuw na głębokość wynosi 4 mm.
Kierunek obróbki wynika z kierunku obrotów wrzeciona z frezowaniem współbieżnym. Jest stosowany frez o promieniu 5 mm.
Ma być przeprowadzana tylko obróbka zgrubna.
Rysunek 10-71 Przykład POCKET3
N10 G90 T1 D1 S600 M4 ; określenie wartości technologicznych N20 G17 G0 X60 Y40 Z5 ; dosunięcie do pozycji wyjściowej N30 POCKET3(5, 0, 0.5, -17.5, 60, 40, 8, 60, 40, 0, 4, 0.75, 0.2, 1000, 750, 0, 11, 5, , , , , ) ; wywołanie cyklu N40 M02 ; koniec programu

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 403
10.6.10 Frezowanie wnęki kołowej - POCKET4
Programowanie POCKET4 (_RTP, _RFP, _SDIS, _DP, _PRAD, _PA, _PO, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _MIDA, _AP1, _AD, _RAD1, _DP1)
Parametry Tablica 10-22 Parametry POCKET4
_RTP real Płaszczyzna wycofania (absolutnie)
_RFP real Płaszczyzna odniesienia (absolutnie)
_SDIS real Odstęp bezpieczeństwa (addytywnie do płaszczyzny odniesienia, wprowa-dzić bez znaku liczby)
_DP real Głębokość wnęki (absolutnie)
_PRAD real Promień wnęki
_PA real Punkt środkowy wnęki (absolutnie), 1. oś płaszczyzny
_PO real Punkt środkowy wnęki (absolutnie), 2. oś płaszczyzny
_MID
real Maksymalna głębokość dosuwu (wprowadzić bez znaku liczby)
_FAL real Naddatek na obrzeżu wnęki (wprowadzić bez znaku liczby)
_FALD real Naddatek na dnie (wprowadzić bez znaku liczby)
_FFP1 real Posuw dla obróbki płaszczyzny
_FFD real Posuw dla dosuwu na głębokość
_CDIR integer Kierunek frezowania: (wprowadzić bez znaku liczby)
Wartości:
0 frezowanie współbieżne (odpowiednio do kierunku wrzeciona)
1 frezowanie przeciwbieżne
2 z G2 (niezależnie od kierunku wrzeciona)
3 z G3
_VARI integer Rodzaj obróbki
Miejsce jednostek
Wartości:
1 obróbka zgrubna, 2 obróbka wykańczająca
MIEJSCE DZIESIĄTEK
Wartości:
0 prostopadle na środku wnęki z G0
1 prostopadle na środku wnęki z G1
2 po torze spiralnym

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 404
Dalsze parametry mogą być zadawane do wyboru. Określacie strategię zagłębiania i zacho-dzenie przy wybieraniu materiału (wprowadzić bez znaku liczby):
_MIDA real
maksymalna szerokość dosuwu przy wybieraniu w płaszczyźnie jako war-tość
_AP1 real Półfabrykat promień wnęki
_AD real Wymiar surowy głębokości wnęki od płaszczyzny odniesienia
_RAD1 real Promień toru spiralnego przy zagłębianiu (w odniesieniu do toru punktu środkowego narzędzia)
_DP1 real Głębokość zagłębiania na obrót 360 stopni przy zagłębianiu po torze spi-ralnym
Działanie
Przy pomocy tego cyklu możecie wykonywać wnęki kołowe w płaszczyźnie obróbki. Do ob-róbki wykańczającej jest wymagany frez czołowy.
Dosuw na głębokość rozpoczyna się zawsze od punktu środkowego wnęki wzgl. jest tam wykonywany prostopadle; dlatego ma sens wykonanie wiercenia wstępnego w tym miejscu.
● Kierunek frezowania może zostać określony do wyboru poprzez polecenie G (G2/G3) albo jako frezowanie współbieżne wzgl. przeciwbieżne z kierunku wrzeciona
● Maksymalna szerokość dosuwu w płaszczyźnie przy wybieraniu materiału daje się pro-gramować
● Naddatek również na dnie wnęki
● Dwie różne strategie zagłębiania:
– prostopadle na środku wnęki
– po linii spiralnej wokół środka wnęki
● Krótkie drogi przy dosuwaniu w płaszczyźnie przy obróbce wykańczającej
● Uwzględnienie konturu półfabrykatu w płaszczyźnie i wymiaru surowego na dnie (możliwa optymalna obróbka wstępnie ukształtowanych wnęk)
● _MIDA jest przy obróbce obrzeża obliczany na nowo.
Przebieg Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją wyjściową jest dowolna pozycja, z której można bez kolizji dokonać dosunięcia do punktu środkowego wnęki na wysokości płaszczyzny wycofania.
Przebieg ruchów przy obróbce zgrubnej (VARI=X1):
Z G0 następuje dosunięcie do punktu środkowego wnęki na wysokości płaszczyzny wycofa-nia a następnie również z G0 w tej pozycji ruch do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeństwa. Obróbka wnęki następuje następnie odpowiednio do wy-branej strategii zagłębiania i przy uwzględnieniu zaprogramowanych wymiarów surowych.
Przebieg ruchów przy obróbce wykańczającej:
Obróbka wykańczająca jest wykonywana w kolejności obróbka na obrzeżu aż do naddatku na dnie, następnie obróbka na dnie. Jeżeli jeden z naddatków jest równy zeru, wówczas ta część obróbki wykańczającej odpada.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 405
● Obróbka wykańczająca na obrzeżu
Przy obróbce wykańczającej na obrzeżu następuje każdorazowo tylko jednokrotne obej-ście wnęki.
W celu obróbki wykańczającej na obrzeżu następuje dosunięcie narzędzia po ćwierćokrę-gu, który przechodzi w zaokrąglenie wnęki. Promień tego toru ma wielkość max 2 mm wzgl. gdy "jest mniej miejsca" różnica między promieniem wnęki i promieniem frezu.
Dosuw na głębokość jest wykonywany z G0 w powietrzu na środku wnęki a dojście do punktu początkowego toru dosuwu również z G0.
● Obróbka wykańczająca na dnie
W celu obróbki wykańczającej na dnie następuje dosunięcie z G0 na środku wnęki do głębokości wnęki + naddatek na obróbkę wykańczającą + odstęp bezpieczeństwa. Od te-go miejsca następuje z posuwem dla dosuwu na głębokość zawsze ruch prostopadły na głębokość (ponieważ do obróbki wykańczającej na dnie jest brane narzędzie, które może skrawać czołowo).
Powierzchnia dna wnęki jest obrabiana jeden raz.
Strategie zagłębiania patrz punktPOCKET3
Uwzględnienie wymiarów półfabrykatu Przy wybieraniu materiału wnęk mogą być uwzględniane wymiary półfabrykatu (np. przy ob-róbce części odlewanych).
W przypadku wnęk kołowych wymiar surowy _AP1 jest również okręgiem (o promieniu mniejszym niż promień wnęki).
Dalsze objaśnienia - patrz POCKET3

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 406
Objaśnienie parametrów Parametry _RTP, _RFP, _SDIS - patrz CYCLE81 Parametry _DP, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _MIDA, _AP1, _AD, _RAD1, _DP1 - patrz POCKET3.
Rysunek 10-72 Objaśnienie parametrów POCKET4
_PRAD (promień wnęki) Kształt wnęki kołowej jest określany tylko przez jej promień.
Jeżeli jest on mniejszy niż promień aktywnego narzędzia, wówczas cykl ulega przerwaniu po wyprowadzeniu alarmu 61105 "Za duży promień frezu".
_PA, _PO (punkt środkowy wnęki) Przy pomocy parametrów _PA i _PO definiujecie punkt środkowy wnęki. Wnęki kołowe są zawsze wymiarowane poprzez środek.
_VARI (rodzaj obróbki) Przy pomocy parametru _VARI możecie ustalić rodzaj obróbki.
Możliwymi wartościami są:
Miejsce jednostek:
● 1=obróbka zgrubna
● 2=obróbka wykańczająca
Miejsce dziesiątek (dosuw):
● 0=prostopadle na środku wnęki mit G0
● 1=prostopadle na środku wnęki mit G1
● 2=po linii spiralnej

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 407
Gdy dla parametry _VARI jest zaprogramowana inna wartość, cykl ulega przerwaniu po wy-prowadzeniu alarmu 61002 "Rodzaj obróbki nieprawidłowo zdefiniowany".
Wskazówka Przed wywołaniem cyklu należy uaktywnić korekcję narzędzia. W przeciwnym przypadku następuje przerwanie cyklu z alarmem 61000 "Żadna korekcja narzędzia nie jest aktywna".
Wewnętrznie w cyklu jest stosowany nowy aktualny układ współrzędnych obrabianego przedmiotu, który wpływa na wyświetlanie wartości rzeczywistej. Punkt zerowy tego układu współrzędnych leży w punkcie środkowym wnęki.
Po zakończeniu cyklu jest ponownie aktywny pierwotny układ współrzędnych.
Przykład programowania: wnęka kołowa Przy pomocy tego programu możecie wykonać wnękę kołową w płaszczyźnie YZ. Punkt środkowy jest określany przez Y50 Z50. Osią dosuwu na głębokość jest oś X.
Nie jest zadawany ani naddatek na obróbkę wykańczającą ani odstęp bezpieczeństwa. Wnęka jest obrabiana z frezowaniem przeciwbieżnym. Dosuw następuje po torze spiralnym.
Jest stosowany frez o promieniu 10 mm.
Rysunek 10-73 Przykład POCKET4
N10 G17 G90 G0 S650 M3 T1 D1 ; określenie wartości technologicznych N20 X50 Y50 ; Dosunięcie do pozycji wyjściowej N30 POCKET4(3, 0, 0, -20, 25, 50, 60, 6, 0, 0, 200, 100, 1, 21, 0, 0, 0, 2, 3) ; wywołanie cyklu Parametry _FAL, _FALD są pominięte N40 M02 ; koniec programu

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 408
10.6.11 Frezowanie gwintu - CYCLE90
Programowanie CYCLE90 (RTP, RFP, SDIS, DP, DPR, DIATH, KDIAM, PIT, FFR, CDIR, TYPTH, CPA, CPO) Tablica 10-23 Parametr CYCLE90
RTP real
Płaszczyzna wycofania (absolutnie)
RFP real Płaszczyzna odniesienia (absolutnie)
SDIS real Odstęp bezpieczeństwa (wprowadzić bez znaku liczby)
DP real Końcowa głębokość gwintowania (absolutnie)
DPR real Końcowa głębokość gwintowania w stosunku do płaszczyzny odniesienia (wprowadzić bez znaku liczby)
DIATH real Średnica nominalna, średnica zewnętrzna gwintu
KDIAM real Średnica rdzenia, średnica wewnętrzna gwintu
PIT real Skok gwintu; zakres wartości: 0.001 ... 2000.000 mm
FFR real Posuw dla frezowania gwintu (wprowadzić bez znaku liczby)
CDIR int Kierunek obrotów dla frezowania gwintu Wartości: 2 (dla frezowania gwintu z G2), 3 (dla frezowania gwintu z G3)
TYPTH int Typ gwintu Wartości: 0=gwint wewnętrzny, 1=gwint zewnętrzny
CPA real Punkt środkowy okręgu, odcięta (absolutnie)
CPO real Punkt środkowy okręgu, rzędna (absolutnie)

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 409
Działanie Przy pomocy cyklu CYCLE90 możecie wykonać gwint wewnętrzny i zewnętrzny. Tor ruchu przy frezowaniu gwintu opiera się na interpolacji linii spiralnej. W tym ruchu biorą udział wszystkie trzy osie geometrii aktualnej płaszczyzny, które określacie przed wywołaniem cy-klu.
Rysunek 10-74 Frezowanie gwintu - CYCLE90
Przebieg, gwint zewnętrzny Osiągnięta pozycja przed rozpoczęciem cyklu:
Pozycją startową jest dowolna pozycja, z której można bez kolizji dotrzeć do pozycji starto-wej na średnicy zewnętrznej gwintu na wysokości płaszczyzny wycofania.
Ta pozycja startowa jest położona przy frezowaniu gwintu z G2 między dodatnią odciętą i dodatnią rzędną w aktualnej płaszczyźnie (a więc w 1. ćwiartce układu współrzędnych).
Przy frezowaniu gwintu z G3 pozycja startowa jest położona między dodatnią odciętą i ujem-ną rzędną (a więc w 4. ćwiartce układu współrzędnych).
Odstęp od średnicy gwintu zależy od wielkości gwintu i zastosowanego promienia narzędzia.
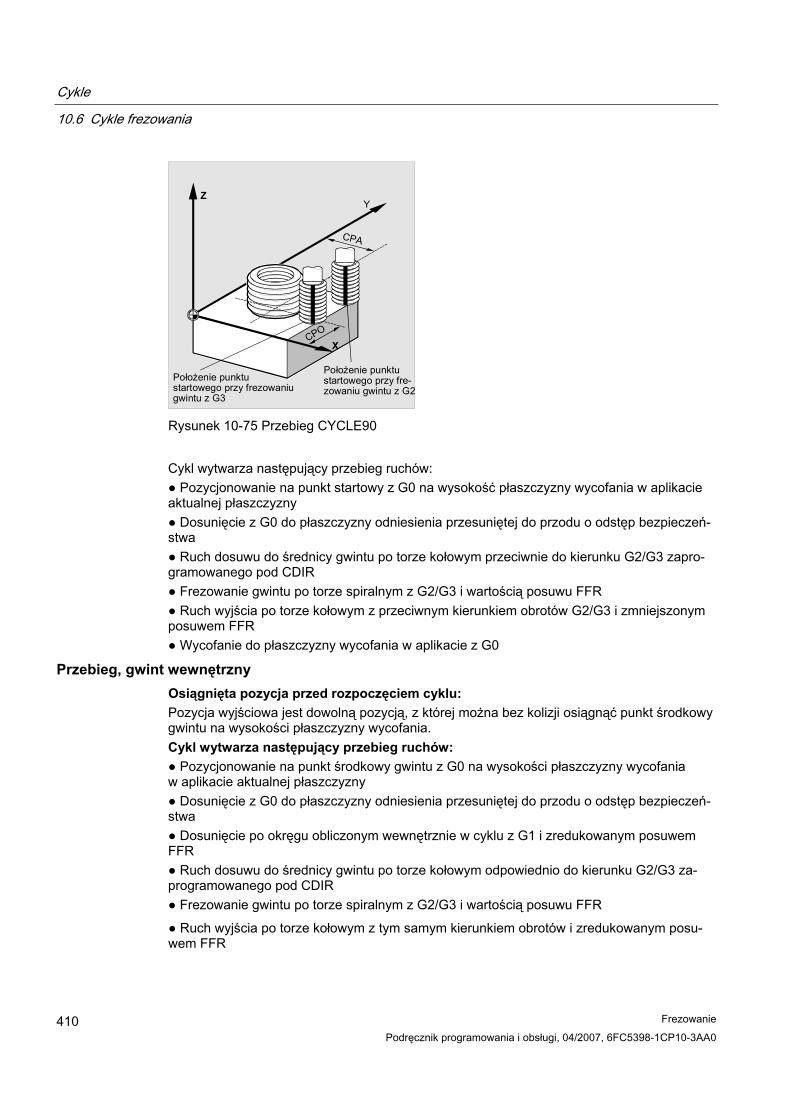
Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 410
Z
X
Y
CPA
CPO
Położenie punktustartowego przy frezowaniu gwintu z G3
Położenie punktustartowego przy fre-zowaniu gwintu z G2
Rysunek 10-75 Przebieg CYCLE90
Cykl wytwarza następujący przebieg ruchów: ● Pozycjonowanie na punkt startowy z G0 na wysokość płaszczyzny wycofania w aplikacie aktualnej płaszczyzny ● Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeń-stwa ● Ruch dosuwu do średnicy gwintu po torze kołowym przeciwnie do kierunku G2/G3 zapro-gramowanego pod CDIR ● Frezowanie gwintu po torze spiralnym z G2/G3 i wartością posuwu FFR ● Ruch wyjścia po torze kołowym z przeciwnym kierunkiem obrotów G2/G3 i zmniejszonym posuwem FFR ● Wycofanie do płaszczyzny wycofania w aplikacie z G0
Przebieg, gwint wewnętrzny Osiągnięta pozycja przed rozpoczęciem cyklu: Pozycja wyjściowa jest dowolną pozycją, z której można bez kolizji osiągnąć punkt środkowy gwintu na wysokości płaszczyzny wycofania. Cykl wytwarza następujący przebieg ruchów: ● Pozycjonowanie na punkt środkowy gwintu z G0 na wysokości płaszczyzny wycofania w aplikacie aktualnej płaszczyzny ● Dosunięcie z G0 do płaszczyzny odniesienia przesuniętej do przodu o odstęp bezpieczeń-stwa ● Dosunięcie po okręgu obliczonym wewnętrznie w cyklu z G1 i zredukowanym posuwem FFR ● Ruch dosuwu do średnicy gwintu po torze kołowym odpowiednio do kierunku G2/G3 za-programowanego pod CDIR ● Frezowanie gwintu po torze spiralnym z G2/G3 i wartością posuwu FFR
● Ruch wyjścia po torze kołowym z tym samym kierunkiem obrotów i zredukowanym posu-wem FFR

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 411
● Wycofanie do punktu środkowego gwintu z G0 ● Wycofanie do płaszczyzny wycofania w aplikacie z G0
Gwint od dołu do góry Ze względów technologicznych może mieć również sens wykonywanie gwintu od dołu do gó-ry. Płaszczyzna wycofania leży wówczas za głębokością gwintu DP. Ta obróbka jest możliwa, dane dot. głębokości muszą przy tym jednak być programowane jako wartości absolutne a przed wywołaniem cyklu musi nastąpić dosunięcie do płaszczyzny wycofania albo pozycji za tą płaszczyzną.
Przykład programowania (gwint od dołu do góry) Ma być frezowany gwint rozpoczynający się od -20 do 0 o skoku 3 mm. Płaszczyzna wyco-fania leży na 8.
N10 G17 X100 Y100 S300 M3 T1 D1 F1000 N20 Z8 N30 CYCLE90(8, -20, 0, -60, 0, 46, 40, 3, 800, 3, 0, 50, 50) N40 M2
Otwór musi mieć głębokość co najmniej -21,5 (o pół skoku więcej). Drogi wybiegu w kierunku długości gwintu
Ruch wejścia i wyjścia przy frezowaniu gwintu jest wykonywany we wszystkich trzech uczestniczących osiach. Oznacza to, że na wylocie gwintu powstaje dodatkowa droga w osi prostopadłej, która wychodzi poza zaprogramowaną głębokość gwintu.
Droga wybiegu jest obliczana:
∆z: droga wybiegu, wewnętrznie p: skok gwintu WR: promień narzędzia DIATH: średnica zewnętrzna gwintu RDIFF: różnica promienia dla okręgu wycofania W przypadku gwintów wewnętrznych jest RDIFF = DIATH/2 - WR, w przypadku gwintów ze-wnętrznych obowiązuje RDIFF = DIATH/2 + WR.

Cykle
10.6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 412
Objaśnienie parametrów
Parametry RTP, RFP, SDIS, DP, DPR - patrz CYCLE81
Rysunek 10-76 Objaśnienie parametrów CYCLE90
DIATH, KDIAM i PIT (średnica nominalna, średnica rdzenia i skok gwintu) Przy pomocy tych parametrów określacie dane gwintu średnica nominalna, średnica rdzenia i skok. Parametr DIATH jest zewnętrzną a KDIAM wewnętrzną średnicą gwintu. Bazując na tych parametrach są wewnętrznie w cyklu wytwarzane ruchy wejścia i wyjścia.
FFR (posuw) Wartość parametru FFR jest przy frezowaniu gwintu zadawana jako aktualna wartość posu-wu. Działa ona podczas frezowania gwintu na torze spiralnym.
Dla ruchu wejścia i wyjścia wartość ta jest redukowana w cyklu. Wycofanie następuje poza torem spiralnym G0.
CDIR (kierunek obrotów) Pod tym parametrem zadajecie wartość dla kierunku obróbki gwintu.
Gdy parametr ma niedopuszczalną wartość, ukazuje się komunikat: "Nieprawidłowy kierunek frezowania, zostanie utworzone G3".
Cykl jest w tym przypadku kontynuowany i jest automatycznie wytwarzane G3.
TYPTH (typ gwintu) Przy pomocy parametru TYPTH określacie, czy ma być obrabiany gwint zewnętrzny czy we-wnętrzny.

Cykle
10. 6 Cykle frezowania
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 413
CPA i CPO (punkt środkowy) Pod tymi parametrami określacie punkt środkowy otworu wzgl. czopa, na którym ma zostać wykonany gwint.
Wskazówka Promień frezu jest uwzględniany wewnętrznie w cyklu. Przed wywołaniem cyklu należy dlatego zaprogramować korekcję narzędzia. W przeciwnym przypadku ukazuje się alarm 61000 "Żadna korekcja narzędzia nie jest aktywna" i cykl jest przerywany.
W przypadku promienia narzędzia = 0 albo ujemnego cykl jest również przerywany z tym alarmem.
W przypadku gwintów wewnętrznych jest nadzorowany promień narzędzia i wyprowadza-ny alarm 61105 "Za duży promień frezu" a cykl przerywany.
Przykład programowania: gwint wewnętrzny
Przy pomocy tego programu możecie frezować gwint wewnętrzny w punkcie X60 Y50 płasz-czyzny G17.
Rysunek 10-77 Przykład CYCLE90 DEF REAL RTP=48, RFP=40, SDIS=5, DPR=40, DIATH=60, KDIAM=50 ; definicja zmiennych z przyporządkowaniami wartości DEF REAL PIT=2, FFR=500, CPA=60,CPO=50 DEF INT CDIR=2, TYPTH=0 i N10 G90 G0 G17 X0 Y0 Z80 S200 M3 ; Dosunięcie do pozycji wyjściowej N20 T5 D1 ; określenie wartości technologicznych N30 CYCLE90 (RTP, RFP, SDIS, DP, DPR, DIATH, KDIAM, PIT, FFR, CDIR, TYPTH, CPA CPO) ; wywołanie cyklu N40 G0 G90 Z100 ; ruch do pozycji po cyklu N50 M02 ; koniec programu

Cykle
10.7 Komunikat błędu i postępowanie z błędami
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 414
10.7 Komunikat błędu i postępowanie z błędem
10.7.1 Wskazówki ogólne Gdy w cyklu zostanie rozpoznany błędny stan, jest generowany alarm a wykonywanie cyklu jest przerywane.
Ponadto cykle wyprowadzają komunikaty w wierszu komunikatów sterowania. Te komunika-ty nie przerywają obróbki.
Błędy z wymaganymi reakcjami jak też komunikaty w wierszu komunikatów są każdorazowo opisane przy poszczególnych cyklach.
10.7.2 Obchodzenie się z błędami w cyklach Jeżeli w cyklach zostanie rozpoznany stan błędu, wówczas jest wytwarzany alarm i obróbka jest przerywana.
W cyklach są generowane alarmy o numerach między 61000 i 62999. Ten zakres numerów jest jeszcze raz podzielony pod względem reakcji na alarm i kryteriów kasowania.
Tekst błędu, który jest wyświetlany równocześnie z numerem alarmu, bliżej informuje o przy-czynie błędu.
Numer alarmu Kryterium kasowania Reakcja na alarm 61000 ... 61999 NC_RESET Przygotowanie bloków w NC
jest przerywane 62000 ... 62999 Przycisk kasowania Przygotowywanie bloku jest
przerywane, po skasowaniu alarmu można kontynuować cykl przy pomocy NC-Start.

Cykle
10.7 Komunikat błędu i postępowanie błędu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 415
10.7.3 Przegląd alarmów cykli
Numery błędów podlegają następującej klasyfikacji: 6 _ X _ _
• X=0 ogólne alarmy cykli
• X=1 alarmy cykli wiercenia, układów wierconych otworów i frezowania
• X=6 alarmy cykli toczenia
W poniższej tablicy znajdziecie błędy występujące w cyklach, miejsce ich występowania jak też wskazówki dot. usuwania. Nr alar-mu
Tekst alarmu Źródło Objaśnienie, pomoc
61000 „Żadna korekcja narzędzia nie jest aktywna”
SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
Korekcja D musi zostać zaprogramowana przed wywołaniem cyklu
61001 „Nieprawidłowy skok gwintu“
CYCLE84 CYCLE840
Sprawdzić parametr wielkości gwintu wzgl. dane dot. skoku gwintu (są ze sobą sprzeczne)
61002 „Rodzaj obróbki nie-prawidłowo zdefinio-wany”
SLOT1 SLOT2 POCKET3 POCKET4 CYCLE71 CYCLE72
Wartość parametru VARI dla rodzaju obróbki jest nieprawidłowo zadana i musi zostać zmieniona
61003 "W cyklu nie zapro-gramowano dosuwu"
CYCLE71 CYCLE72
Parametr posuwu jest nieprawidłowo zdefiniowany i musi zostać zmieniony.
61009 "Aktywny numer narzędzia = 0"
CYCLE71 CYCLE72
Przed wywołaniem cyklu nie zaprogramowano narzędzia (T)
61010 "Naddatek jest za duży"
CYCLE72 Naddatek na dnie jest większy niż głębokość całkowita, musi zostać zmniejszony.
61011 "Skalowanie jest niedopuszczalne"
CYCLE71 CYCLE72
Jest aktywny współczynnik skali, co dla tego cyklu jest niedopuszczalne.
61101 „Płaszczyzna odnie-sienia nieprawidłowo zdefiniowana”
CYCLE71 CYCLE72 CYCLE81 bis CYCLE89 CYCLE840 SLOT1 SLOT2 POCKET3 POCKET4
Albo przy względnym podaniu głębokości wartości dla płaszczyzny odniesienia i wycofania należy wybrać różne albo musi zostać podana absolutna wartość głębokości
61102 „Nie zaprogramowa-no kierunku wrzecio-na”
CYCLE86 CYCLE88 CYCLE840 POCKET3 POCKET4
Parametr SDIR (wzgl. SDR w CYCLE840) musi zostać zaprogramowany

Cykle
10.7 Komunikat błędu i postępowanie z błędami
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 416
Nr alar-mu
Tekst alarmu Źródło Objaśnienie, pomoc
61103 "Liczba otworów wynosi zero"
HOLES1 HOLES2
Nie zaprogramowano liczby otworów
61104 "Naruszenie kontu-ru rowków / otwo-rów podłużnych"
SLOT1 SLOT2
Błędne sparametryzowanie obrazu frezowa-nia w parametrach, które określają położenie rowków/otworów podłużnych na okręgu i ich kształt
61105 "Za duży promień frezu"
SLOT1 SLOT2 POCKET3 POCKET4
Średnica zastosowanego frezu jest za duża dla kształtu będącego do wykonania; albo należy zastosować narzędzie o mniejszym promieniu, albo kontur musi zostać zmienio-ny
61106 "Liczba wzgl. od-stęp elementów kołowych"
HOLES2 SLOT1 SLOT2
Błędne sparametryzowanie NUM albo INDA, usytuowanie elementów w ramach pełnego okręgu jest niemożliwe
61107 „Pierwsza głębo-kość wiercenia nieprawidłowo zdefiniowana”
CYCLE83 Pierwsza głębokość wiercenia jest skierowa-na przeciwnie do całkowitej głębokości wier-cenia
61108 "Brak dopuszczal-nych wartości dla parametrów _RAD1 i _DP1"
POCKET3 POCKET4
Parametry _RAD1 i _DP do określania toru dosuwu na głębokość zostały nieprawidłowo zadane.
61109 "Parametr _CDIR nieprawidłowo zdefiniowany"
POCKET3 POCKET4
Wartość parametru kierunku frezowania _CDIR została nieprawidłowo zadana i musi zostać zmieniona.
61110 "Naddatek na dnie > dosuw na głębo-kość"
POCKET3 POCKET4
Naddatek na obróbkę wykańczającą na dnie stał się większy niż maksymalny dosuw na głębokość, albo zmniejszyć naddatek albo zwiększyć dosuw.
61111 "Szerokość dosu-wu > średnica na-rzędzia"
CYCLE71 POCKET3 POCKET4
Zaprogramowana szerokość dosuwu jest większa niż średnica aktywnego narzędzia, musi zostać zmniejszona.
61112 "Promień narzę-dzia ujemny"
CYCLE72 Promień aktywnego narzędzia jest ujemny, jest to niedopuszczalne.
61113 "Parametr _CRAD za duży dla za-okrąglenia narożni-ka"
POCKET3 Zadano za duży parametr dla promienia na-rożnika _CRAD, musi on zostać zmniejszony.
61114 "Kierunek obróbki G41/G42 nieprawi-dłowo zdefiniowa-ny"
CYCLE72 Kierunek obróbki korekcji promienia frezu G41/G42 został nieprawidłowo wybrany.
61115 "Tryb dosunięcia albo odsunięcia (pro-sta/okrąg/płaszczyzna/przestrzeń) nieprawidłowo zdefiniowana"
CYCLE72 Tryb dosunięcia albo odsunięcia do/od kontu-ru został nieprawidłowo zdefiniowany, sprawdzić parametr _AS1 wzgl. _AS2.

Cykle
10.7 Komunikat błędu i postępowanie błędu
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 417
Nr alar-mu
Tekst alarmu Źródło Objaśnienie, pomoc
61116 "Droga dosunięcia albo odsunięcia=0"
CYCLE72 Zadano drogę dosunięcia wzgl. odsunięcia równą zeru; sprawdzić parametr _LP1 wzgl. _LP2.
61117 "aktywny promień narzędzia <=0"
CYCLE71 POCKET3 POCKET4
Promień aktywnego narzędzia jest ujemny lub równy zeru, jest to niedopuszczalne.
61118 "Długość albo sze-rokość = 0"
CYCLE71 Długość albo szerokość frezowanej po-wierzchni jest niedopuszczalna; sprawdzić parametry _LENG i _WID.
61124 "Szerokość dosuwu jest nie zaprogramo-wana"
CYCLE71 Przy aktywnej symulacji bez narzędzia musi być zawsze zaprogramowana wartość szerokości dosuwu _MIDA.
62100 "Cykl wiercenia nie jest aktywny" HOLES1
HOLES2 Przed wywołaniem cyklu wiercenia nie jest modal-nie wywołany żaden cykl wiercenia
10.7.4 Komunikaty w cyklach Cykle wyprowadzają komunikaty w wierszu komunikatów sterowania. Te komunikaty nie przerywają obróbki.
Komunikaty dają wskazówki dot. określonych sposobów zachowania się cykli i dot. postępu obróbki i pozostają z reguły zachowane przez krok obróbki albo do końca cyklu. Są możliwe następujące komunikaty: Tekst komunikatu Źródło „Głębokość: odpowiednio do wartości dla głębokości względnej”
CYCLE81...CYCLE89, CYCLE840
"Rowek jest obrabiany" SLOT1 "Rowek kołowy jest obrabiany" SLOT2 "Nieprawidłowy kierunek frezowania, G3 jest wytwarzane" SLOT1, SLOT2 "1. głębokość wiercenia: odpowiednio do wartości dla głębokości względnej"
SLOT83
W miejscu <Nr> w tekście komunikatu znajduje się każdorazowo numer właśnie obrabiane-go kształtu.

Cykle
10.7 Komunikat błędu i postępowanie z błędami
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 418

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 419
Praca w sieci 1111.1 Praca w sieci
11.1.1 Praca w sieci (opcjonalnie)
Wskazówka
Funkcja pracy w sieci jest do dyspozycji tylko w SINUMERIK 802D sl.
Dzięki zintegrowanej przystawce sieciowej sterowanie jest zdolne do pracy w sieci. Są moż-liwe następujące połączenia:
• Peer-to-Peer: połączenie bezpośrednie między sterowaniem i PC przy zastosowaniu ka-bla skrośnego
• Twisted-Pair: włączenie sterowania do istniejącej, lokalnej sieci przy zastosowaniu kabla patch.
Protokół transmisji specyficzny dla 802D umożliwia oddzieloną pracę w sieci z zakodowa-nym przesyłaniem danych. Ten protokół jest między innymi stosowany do przesyłania wzgl. wykonywania programów obróbki w połączeniu z RCS-Tool.

Praca w sieci
11.1 Praca w sieci
Frezowanie
420 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
11.1.2 Konfiguracja połączenia sieciowego
Warunek Sterowanie jest poprzez interfejs X5 połączone z PC albo siecią lokalną.
Wprowadzenie parametrów sieci
Przełączcie na zakres czynności obsługowych „System”.
Dane serwisowe
Naciśnijcie przyciski programowane „Dane serwisowe”, „Serwis sterowanie”.
Poprzez przycisk „Serwis sieć” docieracie do okna do konfiguracji sieci.
Rysunek 11-1 Obraz podstawowy "Konfiguracja sieci"
Tablica 11-1 Wymagana konfiguracja sieci
Parametr Objaśnienie DHCP Protokół DHCP: W sieci jest konieczny serwer DHCP, który dynamicznie roz-
dziela adresy IP. Przy „nie” następuje stałe przyporządkowanie adresów sieciowych. Przy „tak” następuje dynamiczne nadawanie adresów sieciowych. Niepotrzeb-ne pola wprowadzania są maskowane.
Nazwa komputera Nazwa sterowania w sieci Adres IP Adres sterowania w sieci (np. 192.168.1.1) Maska podsieci Identyfikator sieci (np. 255.255.252.0)

Praca w sieci
11.1 Praca w sieci
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 421
Udostępnienie portów komunikacyjnych
Poprzez przycisk „Serwis Firewall” możecie blokować albo udostępniać porty komunikacyjne.
Aby zagwarantować jak największe bezpieczeństwo, powinniście utrzymy-wać nie używane porty w stanie zamkniętym.
Rysunek 11-2 Konfiguracja Firewall'a
Sieć RCS potrzebuje do komunikacji portów 80 i 1597.
Aby zmienić status portu, wybierzcie odpowiedni port kursorem. Z naciśnięciem przycisku Input zmienia się status portu.
Otwarte porty są przedstawiane z fajeczką w polu kontrolnym.

Praca w sieci
11.1 Praca w sieci
Frezowanie
422 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
11.1.3 Zarządzanie użytkownikami
Dane
serwisowe
W zakresie czynności obsługowych <SYSTEM> naciśnijcie „Dane serwiso-we”, „Serwis sterowanie”
Poprzez przycisk programowany "Serwis sieć" "Uprawnienie" docieracie do maski wprowadzania kont użytkownika.
Rysunek 11-3 Konta użytkowników
Konta użytkownika służą do zapisywania osobistych ustawień użytkownika. W celu utworze-nia nowego konta wprowadźcie w polach wprowadzania nazwę użytkownika i hasło zgłosze-niowe.
Konto użytkownika jest warunkiem komunikacji HMI z RCS-Tool na PG/PC
W tym celu użytkownik musi na HMI przy zalogowaniu RCS poprzez sieć wprowadzić to ha-sło.
To hasło jest również potrzebne, gdy użytkownik chce komunikować się ze sterowaniem z RCS-Tool.
Funkcja przycisku programowanego „Utwórz” wstawia nowego użytkownika do zarządzania użytkownikami.
Funkcja przycisku programowanego „Skasuj” kasuje zaznaczonego użytkownika z zarzą-dzania.
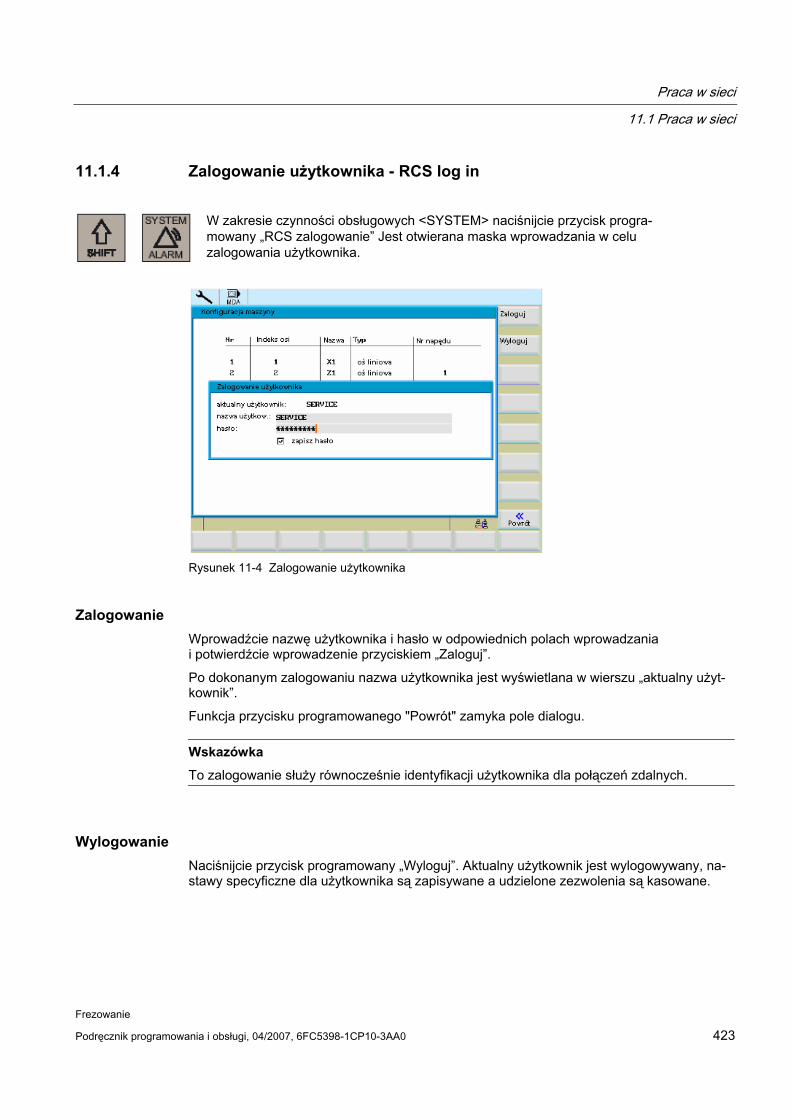
Praca w sieci
11.1 Praca w sieci
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 423
11.1.4 Zalogowanie użytkownika - RCS log in
W zakresie czynności obsługowych <SYSTEM> naciśnijcie przycisk progra-mowany „RCS zalogowanie” Jest otwierana maska wprowadzania w celu zalogowania użytkownika.
Rysunek 11-4 Zalogowanie użytkownika
Zalogowanie Wprowadźcie nazwę użytkownika i hasło w odpowiednich polach wprowadzania i potwierdźcie wprowadzenie przyciskiem „Zaloguj”.
Po dokonanym zalogowaniu nazwa użytkownika jest wyświetlana w wierszu „aktualny użyt-kownik”.
Funkcja przycisku programowanego "Powrót" zamyka pole dialogu.
Wskazówka
To zalogowanie służy równocześnie identyfikacji użytkownika dla połączeń zdalnych.
Wylogowanie Naciśnijcie przycisk programowany „Wyloguj”. Aktualny użytkownik jest wylogowywany, na-stawy specyficzne dla użytkownika są zapisywane a udzielone zezwolenia są kasowane.

Praca w sieci
11.1 Praca w sieci
Frezowanie
424 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
11.1.5 Praca z połączeniem sieciowym W stanie przy dostawie dostęp zdalny (dostęp do sterowania z PC albo sieci) jest na stero-waniu zablokowany.
Po zalogowaniu lokalnego użytkownika RCS-Tool ma do dyspozycji następujące funkcje:
• funkcje uruchomieniowe
• przesyłanie danych (przesyłanie programów)
• zdalna obsługa sterowani
Jeżeli ma zostać umożliwiony dostęp do części systemy plików, należy przedtem udzielić zezwolenia dla odpowiednich katalogów.
Wskazówka:
Po udzieleniu zezwolenia dla katalogów użytkownik sieci ma możliwość dostępu do plików sterowania. W zależności od opcji zezwolenia użytkownik może dane zmieniać albo kaso-wać.

Praca w sieci
11.1 Praca w sieci
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 425
11.1.6 Udostępnianie katalogów Przy pomocy tej funkcji ustalacie dla użytkowników zdalnych prawa dostępu do systemu pli-ków sterowania.
W menedżerze programów wybierzcie katalog do udzielenia zezwolenia.
Poprzez przyciski programowane „Dalej...”> „Zezwolenia” jest otwierana ma-ska wprowadzania do udostępnienia wybranego katalogu.
Rysunek 11-5 Status zezwolenia
• Wybierzcie status zezwolenia dla wybranego katalogu:
– Nie udostępniać tego katalogu katalog nie jest udostępniany
– Udostępnić ten katalog, katalog jest udostępniany, nazwa udostępnienia musi zo-stać wpisana.
• W polu nazwy udostępnienia należy wprowadzić identyfikator, poprzez który uprawniony użytkownik może uzyskać dostęp do plików katalogu.
• Poprzez przycisk programowany „Dodaj” docieracie na listę użytkowników. Wybierzcie użytkownika. Przy pomocy „Add” następuje wpisanie w pole „Udostępniony dla”.
• Ustalcie prawa użytkownika (uprawnienia).
– Pełny dostęp Użytkownik ma pełny dostęp
– Zmiana Użytkownik może dokonać zmiany
– Odczyt Użytkownik ma prawo do odczytu
– Skasowanie Użytkownik ma prawo do skasowania
Przycisk „OK” uaktywnia ustawione właściwości. Udostępnione katalogi są jak w przypadku Windows oznaczone „rączką”.

Praca w sieci
11.1 Praca w sieci
Frezowanie
426 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
11.1.7 Łączenie i rozłączanie stacji sieciowych
Dane
serwisowe
W zakresie czynności obsługowych <SYSTEM> naciśnijcie „Dane serwiso-we”, „Serwis sterowanie”, „Serwis sieć”.
Poprzez „Połącz/rozłącz” docieracie do zakresu konfiguracji stacji sieciowej.
Rysunek 11-6 Połączenia stacji sieciowych

Praca w sieci
11.1 Praca w sieci
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 427
Połączenie stacji sieciowej
Funkcja „Połącz” przyporządkowuje lokalną stację sieciową do stacji sieciowej.
Wskazówka
Na PG/PC udostępniliście katalog dla połączenia sieciowego dla określonego użytkownika.
Rysunek 11-7 Połączenie stacji sieciowej
Kolejność czynności obsługowych przy połączeniu stacji sieciowej
1. Ustawcie kursor na wolną stację.
2. Przyciskiem TAB przełączcie na pole wprowadzania „Ścieżka”. Wpiszcie adres IP serwera i nazwę udostępnienia. Przykład: \\192.4.5.23\TEST\
Naciśnijcie „Połącz”.
Połączenie serwera jest łączone ze stacją sterowania.
Odłączenie stacji sieciowej
Poprzez przycisk „<<Powrót” możecie przy pomocy funkcji „Rozłącz” anulo-wać istniejące połączenie sieciowe.
1. Ustawcie kursor na odpowiedniej stacji. 2. Naciśnijcie przycisk programowany „Rozłącz”.
Wybrana stacja sieciowa jest odłączana od sterowania.

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 428
11.2 RCS-Tool Dzięki RCS-Tool (Remote Control System) macie dla Waszego PC/PG do dyspozycji narzę-dzie eksploratorowe, które wspiera Was przy codziennej pracy z SINUMERIK 802D sl.
Połączenie między sterowaniem i PC/PG może nastąpić poprzez kabel RS232, kabel Peer to Peer albo sieć lokalną (opcja).
UWAGA Pełny zakres funkcji RCS-Tool uzyskacie dopiero po wgraniu klucza licencyjnego RCS 802.
Przy pomocy tego klucza może zostać utworzone połączenie ze sterowaniem poprzez sieć lokalną (tylko w przypadku SINUMERIK 802D sl pro). Funkcja obsługi zdalnej może być używana.
Bez klucza licencyjnego jest możliwe tylko udostępnianie lokalnych katalogów (na PC/PG) dla dostępu przez sterowanie (SINUMERIK 802D sl pro) i praca poprzez V24 albo Peer to Peer (patrz też poniższa tablica.
Połączenie sieciowe Poniższa tablica opisuje dla każdorazowej wersji sterowania możliwości połączenia siecio-wego przy pomocy RCS-Tool na PG/PC do sterowania (obowiązuje od w. opr. 1.4):
Tablica 11-2 Połączenie sieciowe sterowanie -> PG/PC przy pomocy RCS-Tool.
SINUMERIK 802D sl RCS-Tool bez licencji RCS-Tool z licencją pro Wykonywanie z udziału sieciowego
jest możliwe Pełny zakres funkcji łącznie z funkcją obsługi zdalnej
plus Peer to Peer Peer to Peer łącznie z funkcją obsługi zdalnej
value Peer to Peer Peer to Peer łącznie z funkcją obsługi zdalnej
Na sterowaniu uaktywniacie połączenie sieciowe albo Peer to Peer poprzez zakres czynno-ści obsługowych <SYSTEM> „Dane serwisowe” „Serwis sterowania”.
• Połączenie sieciowe -> przycisk programowany „Serwis sieć”
• Połączenie Peer to Peer -> przycisk programowany „Połączenie bezpośrednie”

Praca w sieci
11.2 RCS-Tool
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 429
RCS-Tool
Rysunek 11-8 Okno eksploratora RCS-Tool
Po wystartowaniu RCS-Tool znajdujecie się w trybie OFFLINE. Oznacza to, że możecie za-rządzać tylko danymi Waszego PC. W trybie online macie dodatkowo do dyspozycji katalog Control 802, który umożliwia wymianę plików ze sterowaniem. Dodatkowo funkcja obsługi zdalnej służy do obserwacji procesu.
Wskazówka
W RCS-Tool macie do dyspozycji szczegółową pomoc online. Dalszy sposób postępowania, jak np. utworzenie połączenia, zarządzanie projektami itd. proszę przeczytać z tej pomocy.
Użytkowanie poprzez dalsze interfejsy (ta tablica jest uzupełnieniem poprzedniej)
Tablica 11-3 Połączenie sieciowe sterowanie -> PG/PC przy pomocy RCS-Tool.
SINUMERIK 802D sl RCS-Tool bez licencji RCS-Tool z licencją pro RS232
Peer to Peer Wykonywanie z udziału sieciowego jest możliwe
RS232 Peer to Peer Sieć Ethernet Wykonywanie z udziału siecio-wego jest możliwe Funkcja obsługi zdalnej
plus RS232 Peer to Peer
RS232 Funkcja obsługi zdalnej Peer to Peer
value RS232 Peer to Peer
RS232 Funkcja obsługi zdalnej Peer to Peer

Praca w sieci
11.2 RCS-Tool
Frezowanie
430 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 431
Wykonanie kopii zapasowej danych 1212.1 Przesyłanie danych poprzez interfejs RS232
Działanie Poprzez interfejs RS232 sterowania możecie wyprowadzać dane (np. programy obróbki) do zewnętrznego urządzenia do wykonania kopii zapasowej wzgl. wczytać stamtąd. Interfejs RS232 i Wasze urządzenie do wykonania zapasowej kopii danych muszą być do siebie do-pasowane.
Kolejność czynności obsługowych
Wybraliście zakres czynności obsługowych <MENEDŻER PROGRAMÓW> i znajdujecie się w przeglądzie już utworzonych programów NC.
Wybierzcie dane do przesłania kursorem albo przez „zaznacz wszystko”
Kopiuj
i skopiujcie je do schowka.
Nacisnąć przycisk programowany „RS232” i wybrać pożądany tryb przesyła-nia.
Rysunek 12-1 Wyprowadzenie programu

Wykonanie kopii zapasowej danych
12.1 Przesyłanie danych poprzez interfejs RS232
Frezowanie
432 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Przy pomocy „Wyślij” jest uruchamiane przesyłanie danych. Są przesyłane
wszystkie dane skopiowane do schowka.
Dalsze przyciski programowane
Ładowanie plików poprzez interfejs RS232
Protokół błędów
Protokół transmisji Są wyszczególniane wszystkie przesyłane pliki z informacją o statusie.
• dla wyprowadzanych plików – nazwa pliku – pokwitowanie błędu
• dla wprowadzanych plików – nazwa pliku i podanie ścieżki – pokwitowanie błędu
Tablica 12-1 Komunikaty transmisji
OK Przesyłanie pomyślnie zakończone ERR EOF Znak końca tekstu został odebrany ale plik archiwalny jest nie-
kompletny Time Out Nadzór czasu sygnalizuje przerwanie przesyłania User Abort Przesyłanie zakończone przyciskiem programowanym <Stop> Error Com Błąd na porcie COM 1 NC / PLC Error Komunikat błędu NC Error Data Błąd danych
1. Wczytanie plików z/bez rozbiegówki albo 2. Pliki wysłane w formacie taśmy dziurkowanej bez nazwy pliku.
Error File Name Nazwa pliku nie odpowiada konwencji nazw NC.

Wykonanie kopii zapasowej danych
12.2 Sporządzenie i wyprowadzenie wzgl. wczytanie archiwum uruchomieniowego
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 433
12.2 Sporządzenie i wyprowadzenie wzgl. wczytanie archiwum uru-chomieniowego
Wskazówka
/BA/ SINUMERIK 802D sl „Instrukcja eksploatacji”, punkt „Wykonanie kopii zapasowej da-nych i uruchamianie seryjne”
Kolejność czynności obsługowych
W zakresie czynności obsługowych „System” jest naciskany przycisk „Dane uruchomieniowe”.
Sporządzenie archiwum uruchomieniowego
Archiwum uruchomieniowe może zostać sporządzone kompletnie ze wszystkimi komponen-tami albo selektywnie.
Następujące czynności obsługowe należy przeprowadzić w celu selektywnego zestawienia:
Naciśnijcie „Dane 802D”. Przy pomocy przycisków kierunkowych wybierzcie wiersz „Archiwum uruchomieniowe (NC/PLC)”.
Przyciskiem <Input> otwórzcie katalog i przyciskiem <Select> zaznaczcie pożądane wiersze.
Kopiuj
Naciśnijcie przycisk programowany „Kopiuj”. Pliki są kopiowane do schowka.
Rysunek 12-2 Skopiowanie archiwum uruchomieniowego, kompletne
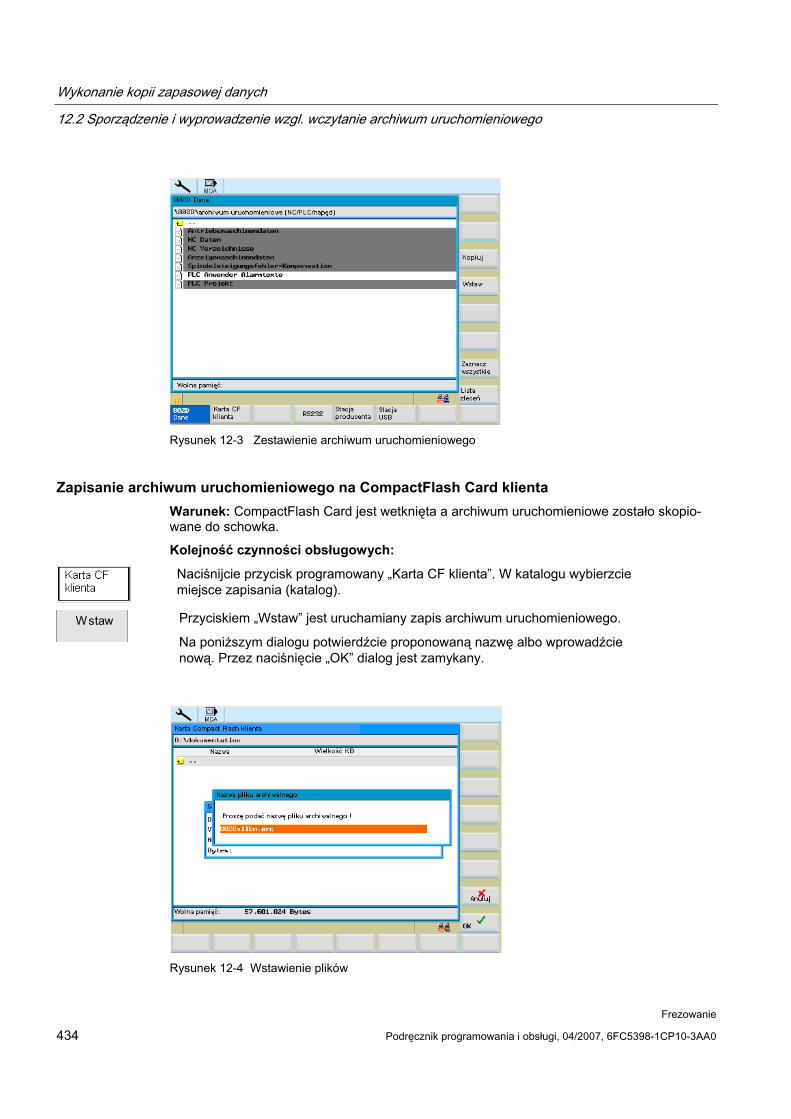
Wykonanie kopii zapasowej danych
12.2 Sporządzenie i wyprowadzenie wzgl. wczytanie archiwum uruchomieniowego
Frezowanie
434 Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
Rysunek 12-3 Zestawienie archiwum uruchomieniowego
Zapisanie archiwum uruchomieniowego na CompactFlash Card klienta Warunek: CompactFlash Card jest wetknięta a archiwum uruchomieniowe zostało skopio-wane do schowka.
Kolejność czynności obsługowych:
Naciśnijcie przycisk programowany „Karta CF klienta”. W katalogu wybierzcie miejsce zapisania (katalog).
Wstaw
Przyciskiem „Wstaw” jest uruchamiany zapis archiwum uruchomieniowego.
Na poniższym dialogu potwierdźcie proponowaną nazwę albo wprowadźcie nową. Przez naciśnięcie „OK” dialog jest zamykany.
Rysunek 12-4 Wstawienie plików

Wykonanie kopii zapasowej danych
12.3 Wczytywanie i wyprowadzanie projektów PLC
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 435
Wczytanie archiwum uruchomieniowego z CompactFlash Card klienta W celu wczytania archiwum uruchomieniowego muszą zostać wykonane następujące czyn-ności obsługowe.
1. Wetknąć CompactFlash Card
2. Nacisnąć przycisk „Karta CF klienta” i wybrać wiersz z pożądanym plikiem archiwalnym
3. Nacisnąć przycisk „Kopiuj”, plik jest kopiowany do schowka.
4. Nacisnąć przycisk „802D dane” i ustawić kursor na wierszu „Archiwum uruchomieniowe” (NC/PLC”.
5. Nacisnąć przycisk programowany „Wstaw”; uruchamianie ulega wystartowaniu.
6. Dialog startowy pokwitować na sterowaniu.
12.3 Wczytywanie i wyprowadzanie projektów PLC Przy wczytywaniu projektu jest on przenoszony do systemu plików PLC a następnie uaktyw-niany. W celu zakończenia uaktywniania następuje start ciepły sterowania.
Wczytanie projektu z karty CF W celu wczytania projektu PLC muszą zostać wykonane następujące czynności obsługowe:
1. Wetknąć kartę CF
2. Nacisnąć przycisk „Karta CF klienta” i wybrać wiersz z pożądanym plikiem projektu w formacie PTE
3. Nacisnąć przycisk „Kopiuj”; plik jest kopiowany do schowka.
4. Nacisnąć przycisk programowany „802D dane” i ustawić kursor na wierszu PLC Projekt (PT802D*.PTE).
5. Nacisnąć przycisk „Wstaw”, następuje wystartowanie wczytywania i uaktywnienie.
Zapisanie projektu na karcie CF Muszą zostać wykonane następujące czynności obsługowe:
1. Wetknąć kartę CF
2. Nacisnąć przycisk „802D dane” i przyciskami programowanymi wybrać wiersz PLC Pro-jekt (PT802D*.PTE).
3. Nacisnąć przycisk „Kopiuj”; plik jest kopiowany do schowka.
4. Nacisnąć przycisk „Karta CF klienta” i wybrać miejsce zapisania pliku
5. Nacisnąć przycisk „Wstaw”, następuje wystartowanie procesu zapisu.

Wykonanie kopii zapasowej danych 12.4 Kopiowanie i wstawianie plików
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 436
12.4 Kopiowanie i wstawianie plików
W zakresie „Menedżer programów” i w funkcji „Pliki uruchomieniowe” pliki albo katalogi mo-gą przy pomocy funkcji przycisków „Kopiuj” i „Wstaw” być kopiowane do innego katalogu al-bo na inną stację. Przy tym funkcja „Kopiuj” wpisuje odesłania do plików albo katalogów na listę , która jest następnie wykorzystywana przez funkcję „Wstaw”. Ta funkcja przejmuje wła-ściwy proces kopiowania.
Lista pozostaje zachowana tak długo, aż nowe kopiowanie ją zastąpi.
Cecha szczególna: Jeżeli interfejs RS232 został wybrany jako cel danych, funkcja przycisku „Wyślij” zastępuje funkcję „Wstaw”. Przy wczytywaniu plików (przycisk „Odbierz”) podanie celu nie jest ko-nieczne, ponieważ nazwa katalogu docelowego jest zawarta w strumieniu danych.

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 437
Diagnoza PLC 1313.1 Diagnoza PLC w przedstawieniu jako schemat stykowy
Działanie Program użytkownika PLC składa się z dużej liczby powiązań logicznych do realizacji funkcji bezpieczeństwa i wspierania przebiegu procesów. Ulega przy tym powiązaniu duża liczba różnych styków i przekaźników. Nie zadziałanie jednego jedynego styku albo przekaźnika prowadzi z reguły do zakłócenia urządzenia.
Do odnajdywania przyczyn zakłóceń albo błędu w programie są w zakresie czynności obsłu-gowych „System” do dyspozycji funkcje diagnostyczne.
Kolejność czynności obsługowych
W zakresie czynności obsługowych „System” naciśnijcie przycisk „PLC”.
Naciśnijcie „Program PLC”.
Jest otwierany projekt istniejący w pamięci trwałej.

Diagnoza PLC
0 13.2 Budowa ekranu
Frezowanie
438 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
13.2 Budowa ekranu Podział ekranu na główne obszary odpowiada podziałowi już opisanemu w punkcie „Otoczka graficzna oprogramowania”.
Różnice i uzupełnienia dla diagnozy PLC przedstawiono na poniższym rysunku.
Rysunek 13-1 Budowa ekranu
Tablica 13-1 Legenda do budowy ekranu
Element obrazu
Wyświe-tlenie
Znaczenie
Zakres aplikacji Obsługiwany język programu PLC Nazwa aktywnego modułu programu
Przedstawienie: nazwa symboliczna (nazwa absolutna) Status programu RUN Program w trakcie przebiegu STOP Program zatrzymany Status zakresu aplikacji Sym Przedstawienie symboliczne
abs Przedstawienie absolutne Wyświetlenie aktywnych przycisków Zaznaczenie
przejmuje zadania kursora Wiersz wskazówek
Wyświetlenie wskazówek przy „Znajdź”

Diagnoza PLC 13.2 Możliwości obsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 439
13.3 Możliwości obsługi
Oprócz przycisków programowanych i przycisków do nawigacji są w tym zakresie do dyspo-zycji jeszcze dalsze kombinacje przycisków.
Kombinacje przycisków Przyciski kursora poruszają zaznaczenie po programie użytkownika PLC. Przy dojściu do granicy okna następuje automatyczne przewijanie.
Tablica 13-2 Kombinacje przycisków
Kombinacja przycisków Akcja
albo
do pierwszej kolumny szeregu
albo
do ostatniej kolumny szeregu
jeden ekran do góry
jeden ekran do dołu
jedno pole w lewo
jedno pole w prawo
jedno pole do góry
jedno pole do dołu
albo
do pierwszego pola pierwszej sieci
albo do ostatniego pola pierwszej sieci
otwarcie następnego bloku programu w tym samym oknie
otwarcie poprzedniego bloku programu w tym samym oknie
Działanie przycisku Select jest zależne od pozycji zaznaczenia. • Wiersz tablicy: wyświetlenie kompletnego wiersza tekstu • Tytuł układu drabinkowego: wyświetlenie komentarza układu
drabinkowego • Polecenie: kompletne wyświetlenie argumentów
Jeżeli zaznaczenie znajduje się na poleceniu, są wyświetlane wszystkie argumenty łącznie z komentarzami.

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
440 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
Przyciski programowane
Przy pomocy tego przycisku programowanego są wyświetlane następujące właściwości PLC:
• stan roboczy • nazwa projektu PLC • wersja systemu PLC • czas cyklu • czas wykonywania programu użytkownika PLC
Rysunek 13-2 PLC-Info
Przyciskiem „Resetuj czas obróbki” są cofane dane czasu obróbki.
Status PLC
W oknie „Wyświetlenie statusu PLC” mogą podczas wykonywania programu być obserwowane i zmieniane wartości argumentów.
Rysunek 13-3 Wyświetlenie statusu PLC

Diagnoza PLC
13.3 Możliwości 0bsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 441
Przy pomocy przycisku programowanego „Lista statusu” są wyświetlane sy-gnały PLC i mogą być zmieniane.
Rysunek 13-4 Lista statusu
Przy pomocy przycisków „Okno 1...” i „Okno 2...” są przedstawiane wszystkie logiczne i graficzne informacje modułu programu. Moduł programu jest częścią składową programu użytkownika PLC.
Moduł programu może zostać wybrany na „Liście programu” przy pomocy przycisku „Ot-wórz”. Nazwa modułu programu jest wówczas uzupełniana na przycisku programowanym (dla „...” np. „Okno 1 SBR16”).
Logika w przedstawieniu jako schemat stykowy (KOP) przedstawia co następuje: • Sieci z częściami programu i ścieżkami prądowymi • Przepływ prądu elektrycznego poprzez szereg powiązań logicznych
Rysunek 13-5 Okno 1, OB1

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
442 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
Przy pomocy tego przycisku można wybrać listę modułów programu PLC.
Rysunek 13-6 Wybór modułu programu
W łaści- wości
Przy pomocy tego przycisku są wyświetlane następujące właściwości wybra-nego modułu programu:
• nazwa symboliczna
• autor
• komentarz
Rysunek 13-7 Właściwości wybranego modułu programu PLC

Diagnoza PLC
13.3 Możliwości 0bsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 443
Przy pomocy tego przycisku programowanego jest wyświetlana lokalna tabli-ca zmiennych wybranego modułu programu.
Istnieją dwa rodzaje modułów programowych
• OB1 tylko tymczasowe zmienne lokalne
• SBRxx tymczasowe zmienne lokalne
Rysunek 13-8 Lokalna tablica zmiennych wybranego modułu PLC
Tekst aktualnej pozycji kursora jest dodatkowo wyświetlany powyżej tablicy w polu teksto-wym.
W przypadku dłuższych tekstów można w tym polu przyciskiem SELECT wyświetlić kom-pletny tekst.
Gdy moduł programowy jest chroniony hasłem, można poprzez ten przycisk udostępnić wyświetlenie jako schemat stykowy.
W tym celu jest wymagane hasło. Hasło może zostać nadane przy sporzą-dzaniu modułu programu w Programming Tool PLC802.
Jest również otwierany wybrany moduł programu.
Nazwa (absolutna) modułu programu jest wówczas uzupełniana na przycisku „Okno 1 ...” (dla „...” np. okno 1 OB1”).

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
444 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
Przy pomocy tego przycisku programowanego wyświetlanie statusu programu jest uak-tywniane wzgl. wyłączane.
Mogą być obserwowane aktualne stany sieci od końca cyklu PLC.
W KOP (ladder) status programu (w oknie u góry po prawej) jest wyświetlany stan wszyst-kich argumentów. Status odczytuje wartości dla wyświetlenia statusu w wielu cyklach PLC a następnie aktualizuje je na wyświetleniu statusu.
Rysunek 13-9 Status programu ON - przedstawienie symboliczne
Rysunek 13-10 Status programu ON - przedstawienie absolutne
Przy pomocy tego przycisku programowanego następuje przełączanie między absolut-nym i symbolicznym przedstawieniem argumentów. Napis na przycisku programowa-nym odpowiednio zmienia się.
W zależności od wybranego rodzaju przedstawienia argumenty są wyświetlane z identy-fikatorami absolutnymi albo symbolicznymi.
Jeżeli dla zmiennej symbol nie istnieje, jest ona automatycznie wyświetlana absolutnie.

Diagnoza PLC
13.3 Możliwości 0bsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 445
Przedstawienie w obszarze aplikacji może być krokami powiększane albo pomniejszane. Są do dyspozycji następujące stopnie zoomu:
20% (wyświetlenie standardowe), 60%, 100% i 300%
Znajdź
Szukanie argumentów w przedstawieniu symbolicznym albo absolutnym (patrz poniższy rysunek).
Jest wyświetlane pole dialogu, w którym mogą być wybierane różne kryteria szukania. Przy pomocy przycisku „Adres abs./symb.” można według tego kryterium szukać określonego ar-gumentu w obydwu oknach PLC (patrz poniższe rysunki). Przy szukaniu pisanie duży-mi/małymi literami jest ignorowane.
Wybór w górnym polu przełącznikowym:
• Szukanie argumentów absolutnych wzgl. symbolicznych • Przejdź do numeru sieci
• Znajdź polecenie SBR
Dalsze kryteria szukania:
• Kierunek szukania do dołu (od aktualnej pozycji kursora) • Całość (od początku) • W module programu • We wszystkich modułach programu
Argumenty i stałe mogą być szukane jako całe słowo (identyfikator).
Zależnie od ustawienia wyświetlania mogą być szukane argumenty symboliczne albo abso-lutne.
„OK” uruchamia szukanie. Znaleziony szukany element jest zaznaczany. Gdy nic nie zosta-nie znalezione, następuje odpowiedni komunikat błędu w wierszu wskazówek.
Przy pomocy „Anuluj” następuje wyjście z pola dialogu. Szukanie nie następuje.
Rysunek 13-11 Szukanie argumentów symbolicznych

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
446 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
Rysunek 13-12 Szukanie argumentów absolutnych
Gdy szukany obiekt zostanie znaleziony, można przy pomocy „Znajdź następny” kontynu-ować szukanie.
Przy pomocy tego przycisku programowanego wszystkie zastosowane identyfikatory symboliczne są wyświetlane w zaznaczonym układzie drabinkowym.
Rysunek 13-13 Sieć Symbol Tablica informacyjna

Diagnoza PLC
13.3 Możliwości 0bsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 447
Przy pomocy tego przycisku programowanego jest wybierana lista odesłań kroso-wych. Są wyświetlane wszystkie argumenty stosowane w projekcie PLC.
Z tej listy można przeczytać, w których układach drabinkowych jest stosowane wejście, wyj-ście, znacznik itd.
Rysunek 13-14 Menu główne Odesłanie krosowe (absolutne)
Rysunek 13-15 Menu główne Odesłanie krosowe (symboliczne)
Odpowiednie miejsce w programie może zostać bezpośrednio otwarte w oknie 1/2 przy pomocy funkcji „Otwarcie w oknie 1” albo „Otwarcie w oknie 2”.
Przy pomocy tego przycisku programowanego następuje przełączanie między abso-lutnym i symbolicznym przedstawieniem elementów. Napis na przycisku programo-wanym odpowiednio zmienia się.

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
448 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0
W zależności od wybranego rodzaju przedstawienia elementy są wyświetlane z identyfikato-rami absolutnymi albo symbolicznymi.
Jeżeli dla identyfikatora nie istnieje symbol, opis jest automatycznie absolutny.
Forma przedstawienia jest wyświetlana w wierszu statusu w oknie u góry po prawej (np. „Abs”). Przedstawieniem podstawowym jest przedstawienie absolutne.
Przykład:
Ma zostać wyświetlona zależność logiczna argumentu absolutnego M251.0 w sieci 2 w mo-dule programu OB1.
Po wybraniu argumentu na liście odesłań krosowych i naciśnięciu przycisku „Otwórz w oknie 1”, jest w oknie 1 wyświetlany odpowiedni fragment programu.
Rysunek 13-16 Kursor M251.0 w OB1 sieć 2
Rysunek 13-17 M251.0 w OB1 sieć 2 w oknie 1
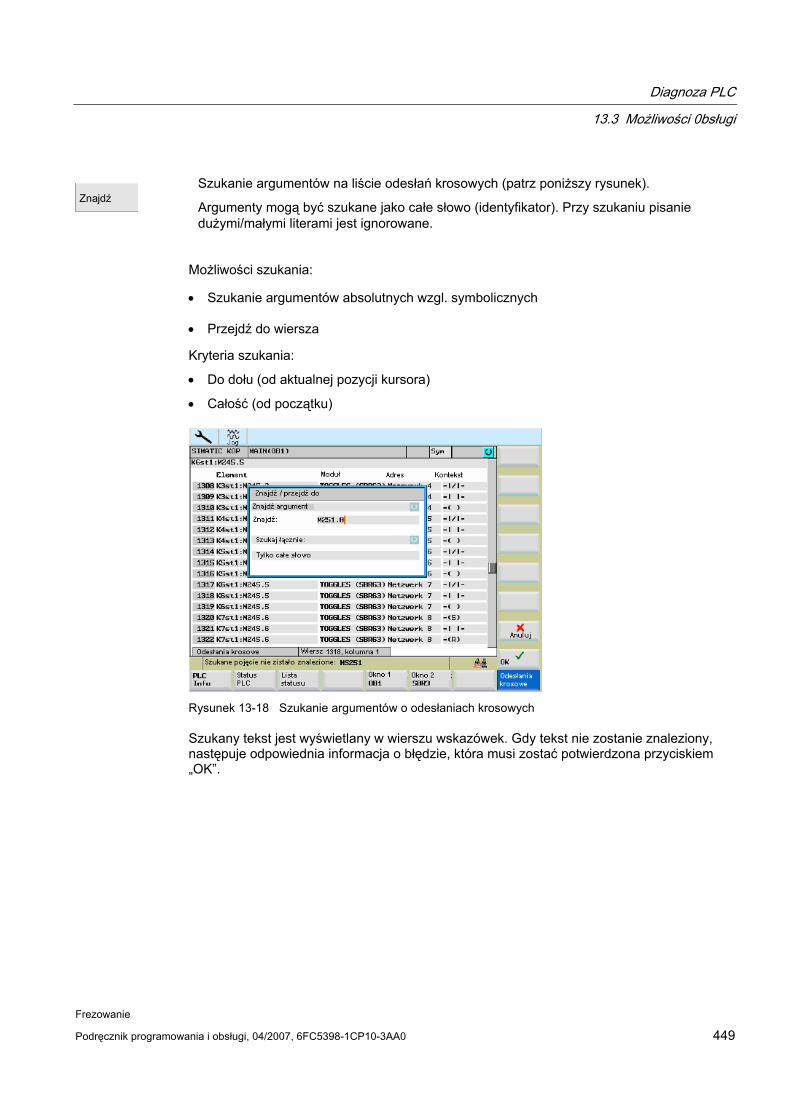
Diagnoza PLC
13.3 Możliwości 0bsługi
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 449
Znajdź
Szukanie argumentów na liście odesłań krosowych (patrz poniższy rysunek).
Argumenty mogą być szukane jako całe słowo (identyfikator). Przy szukaniu pisanie dużymi/małymi literami jest ignorowane.
Możliwości szukania:
• Szukanie argumentów absolutnych wzgl. symbolicznych
• Przejdź do wiersza
Kryteria szukania:
• Do dołu (od aktualnej pozycji kursora)
• Całość (od początku)
Rysunek 13-18 Szukanie argumentów o odesłaniach krosowych
Szukany tekst jest wyświetlany w wierszu wskazówek. Gdy tekst nie zostanie znaleziony, następuje odpowiednia informacja o błędzie, która musi zostać potwierdzona przyciskiem „OK”.

Diagnoza PLC
13.3 Możliwości obsługi
Frezowanie
450 Podręcznik programowania i obsługi., 04/2007, 6FC5398-1CP10-3AA0

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 451
Aneks AA.1 Pozostałe
A.1.1 Kalkulator
Funkcja kalkulatora daje się uaktywnić z każdego zakresu czynności obsługowych przy pomocy <SHIFT> i <=>.
Do obliczania są do dyspozycji cztery podstawowe działania arytmetyczne jak też funkcje si-nus, cosinus, podniesienie do kwadratu i pierwiastek kwadratowy. Funkcja nawiasów umoż-liwia obliczanie wyrażeń kaskadowanych. Głębokość kaskadowania nawiasami jest nieogra-niczona.
Gdy pole wprowadzania jest już zajęte przez wartość, funkcja przejmuje ją do pola wiersza wprowadzania kalkulatora.
<Input> powoduje wystartowanie obliczania. Wynik jest wyświetlany w kalkulatorze.
Przycisk „Przejęcie” wpisuje wynik do pola wprowadzania wzgl. w aktualnej pozycji kursora w programie obróbki i samoczynnie zamyka kalkulator.
Wskazówka
Gdy pole wprowadzania znajduje się w trybie edycji, można przy pomocy przycisku Toggle przywrócić pierwotny stan.

Aneks
A.1 Pozostałe
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 452
Rysunek A-1 Kalkulator
Dopuszczalne znaki przy wprowadzaniu +, -, *, / Podstawowe operacje arytmetyczne S Funkcja sinus
Wartość (w stopniach) X przed kursorem wprowadzania jest zastępowana przez wartość sin(X).
O Funkcja cosinus Wartość (w stopniach) X przed kursorem wprowadzania jest zastępowana przez wartość cos(X).
Q Funkcja kwadrat Wartość X przed kursorem wprowadzania jest zastępowana przez wartość X2.
R Funkcja pierwiastek kwadratowy Wartość X przed kursorem jest zastępowana przez wartość √X.
( ) Funkcja nawiasów (X+Y)*Z
Przykłady obliczeń
Zadanie Wprowadzenie -> wynik 100 + (67*3) 100+67*3 -> 301 sin(45_) 45 S -> 0.707107 cos(45_) 45 C -> 0.707107 42 4 Q -> 16 √4 4 R -> 2 (34+3*2)*10 (34+3*2)*10 -> 400
Do obliczania punktów pomocniczych na konturze kalkulator udostępnia następujące funk-cje:
• Obliczenie przejścia stycznego między sektorem okręgu i prostą • Przesunięcie punktu w płaszczyźnie • Przeliczenie współrzędnych biegunowych na współrzędne kartezjańskie • Uzupełnienie drugiego punktu końcowego danego przez zależność kątową fragmentu
konturu prosta - prosta

Aneks
A.2 Feedback do dokumentacji
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 453
A.1.2 Edycja znaków pisma chińskiego Ta funkcja jest dostępna tylko w chińskiej wersji językowej.
Sterowanie udostępnia funkcję do edycji znaków pisma chińskiego w edytorze programów i w edytorze tekstów alarmów PLC. Po uaktywnieniu wprowadza się brzmienie (alfabet fone-tyczny) szukanego znaku do pola wprowadzania. Edytor proponuje do tego brzmienia różne znaki, z których można wybrać znak przez wprowadzenie odpowiedniej cyfry (1 ... 9).
Rysunek A-2 Edytor znaków pisma chińskiego
Przy pomocy <Alt+S> następuje włączenie wzgl. wyłączenie edytora.
A.2 Feedback do dokumentacji
Niniejsza dokumentacja podlega stałemu rozwojowi pod względem jakości w wygody użycia. Prosimy pomóc nam w tym przez przysłanie Waszych uwag i propozycji ulepszeń e-mailem albo telefaksem: E-Mail: mailto:[email protected] Fax: +49 (0) 9131 / 98 - 63315
Proszę użyć szablonu telefaksowego na odwrocie.

Aneks
A.2 Feedback do dokumentacji
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 454
Nadawca Nazwa
Adres firmy / jednostki:
Ulica:
Kod poczt.: Miejscowość:
Telefon: /
Do SIEMENS AG A&D MC MS1 Postfach 3108 D-91050 Erlangen Fax: +49 (0) 9131 / 98 - 63315 (dokumentacja)
Telefaks: /
Propozycje i korekty:

Aneks A.3 Struktura dokumentacji 802D sl
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 455
A.3 Struktura dokumentacji 802D sl

Aneks
A.3 Struktura dokumentacji 802D sl
Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 456

Frezowanie
Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 457
Indeks
A Absolutna głębokość wiercenia, 305, 353, 380, 385 Absolutnie/przyrostowo, 115 Adres, 158 Alarmy cykli, 415 B Bazowanie do punktu odniesienia, 29 Budowa bloku, 159 Budowa słowa, 158 C CYCLE71, 350 CYCLE72, 357 CYCLE77, 373 CYCLE81, 304 CYCLE82, 307 CYCLE83, 310 CYCLE84, 315 CYCLE840, 319 CYCLE85, 326 CYCLE86, 329 CYCLE87, 333 CYCLE88, 336 CYCLE89, 338 CYCLE90, 408 Cykl rozwiercania, 301 Cykle frezowania, 296 Cykle układów wierconych otworów bez wywo-łania cyklu wiercenia, 341
Cykle układów wierconych otworów, 295, 341 Cykle wiercenia, 295 D Dane nastawcze, 47 Definicja płaszczyzn, 297 Dekompilacja, 102 Dowolne programowanie konturu, 101 E Element przejściowy konturu, 107 Elementy konturu, 101, 110 Elementy obsługi i wyświetlania, 11 EXTCALL, 270 F Fazka, 107 FENDNORM, 230 Frezowanie czopa kołowego - CYCLE77, 373 Frezowanie gwintu, 408 Frezowanie konturowe, 357 Frezowanie płaszczyzny, 350 Frezowanie wnęki kołowej - POCKET4, 403 Frezowanie wnęki prostokątnej - POCKET3, 395 G G62, 166, 230 G621, 166, 230 Gwint wewnętrzny, 410 Gwint zewnętrzny, 409 Gwintowanie otworu bez użycia oprawki wy-równawczej, 315 Gwintowanie otworu z użyciem oprawki wy-równawczej bez przetwornika, 320

Indeks
Frezowanie Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0 458
Gwintowanie otworu z użyciem oprawki wy-równawczej i przetwornika, 321 Gwintowanie otworu z użyciem oprawki wy-równawczej, 319 H HOLES1, 342 HOLES2, 346 I Interfejs RS232, 431 J JOG, 55 K Kartezjański/biegunowy, 115 Koło otworów, 346 Komunikaty przesyłania danych, 432 Komunikaty, 417 Kontrole zrozumiałości, 341 Korekcja promienia narzędzia
Zwłoka na narożnikach, 230 Kółko ręczne, 59 L Lista narzędzi, 32 LONGHOLE, 378 M Menedżer programów, 83 Modem, 146 N Naddatek na konturze, 108, 113 Nakiełkowanie, 304 O Obsługa wspierania cykli, 299 Odstęp bezpieczeństwa, 304 Określanie korekcji narzędzi
Ręczne, 36 Otwory podłużne na okręgu - LONGHOLE, 378 P Parametry geometrii, 301 Parametry interfejsu, 154 Parametry obliczeniowe, 51 Parametry obróbki, 301 Parametry sieciowe, 420
Peer to Peer, 428 Pliki
Wstawianie, 436 Kopiowanie, 436
Płaszczyzna obróbki, 297 Płaszczyzna odniesienia, 304 Płaszczyzna wycofania, 304 POCKET3, 395 POCKET4, 403 Podstawy programowania NC, 157 Podział ekranu, 21 Pol, 101, 114 Połączenie poprzez sieć RCS-Tool, 428 Połączenie poprzez sieć, 420 Połączenie stacji sieciowych, 426 Pomoc online, 26 Ponowne dosunięcie po anulowaniu, 78 Ponowne dosunięcie po przerwaniu, 79 Praca w sieci, 419 Procesor geometrii, 101 Program obróbki, 102
Wybór; wystartowanie Zatrzymanie; anulowanie, 77
Projektowanie masek wprowadzania, 300 Promień, 107 Protokół przesyłania danych, 432 Przegląd alarmów cykli, 415 Przegląd plików cykli, 299 Przesunięcie punktu zerowego, 44 Przesyłanie danych, 431 Przyciski skrótu, 14 Przyporządkowanie osi, 297 Punkt startowy, 103, 109 Punkt zerowy maszyny, 44 Punkt zerowy narzędzia, 44 R RCS log in, 423 RCS-Tool, 428 Rodzaj pracy JOG, 55 Rodzaj pracy MDA, 60 Rowek kołowy - SLOT2, 390 Rowki na okręgu - SLOT1, 383 Rozłączenie stacji sieciowych, 426 Rozwiercanie 1, 326 Rozwiercanie 2, 329 Rozwiercanie 3, 333

Indeks
Frezowanie Podręcznik programowania i obsługi, 04/2007, 6FC5398-1CP10-3AA0
459
Rozwiercanie 4, 336 Rozwiercanie 5, 338 Rozwiercanie, 301 S SLOT1, 383 SLOT2, 390 SPOS, 316, 317 Stopnie ochrony, 25 Styczna do elementu poprzedzającego, 110 Symulacja cykli, 299 System pomocy, 26 Szereg otworów, 342 Szukanie bloku, 76 T Tryb pomocy, 106 U Udostępnianie katalogów, 425 Udostępnianie portów komunikacyjnych, 421 Układy współrzędnych, 16
Układ współrzędnych obrabianego przed-miotu (WKS), 18 Układ współrzędnych maszyny (MKS), 17 Względny układ współrzędnych, 18
Uprawnienie do dostępu, 25 W Warunki wywołania, 297 Wiercenie otworów głębokich z łamaniem wió-rów, 312 Wiercenie otworów głębokich z usuwaniem wiórów, 311 Wiercenie otworów głębokich, 310 Wiercenie, 304 Wiercenie, pogłębianie czołowe, 307 Wprowadzanie narzędzi i ich korekcji, 32 Wprowadzanie ręczne, 60 Wspieranie cykli e edytorze programów, 299 Współrzędne biegunowe, 114 Wyświetlenia błędów, 12 Wyświetlenia statusu, 12 Wywołanie cyklu, 298 Wywołanie, 303 Względna głębokość wiercenia, 305, 353, 380, 385
Z Zachowanie się przy liczbie parametrów wyno-szącej zero, 341 Zakres czynności obsługowych "Maszyna", 55 Zakres czynności obsługowych "Parametry", 32 Zakres czynności obsługowych "Program", 102 Zakresy czynności obsługowych, 25 Zalogowanie użytkownika, 423 Zarządzanie użytkownikami, 422 Zestaw znaków, 161 Zmiana bieguna, 116 Znaki specjalne dające się drukować, 161 Znaki specjalne nie dające się drukować, 161 Zwłoka na narożnikach wewnętrznych, 230 Zwłoka na wszystkich narożnikach, 230

Siemens AG
Automation and Drives
Postfach 4848
D-90437 Nürnberg
Republika Federalna Niemiec
© Siemens AG Zmiany zastrzeżone
Nr zamówieniowy 6FC5398-0CP10-3AA0