modelo de análisis de operaciones para la optimización de tiempos en la industria de conservas de...
TRANSCRIPT

“PROMOVER Y POTENCIAR LA INVESTIGACIÓN APLICATIVA E
INTERDISCIPLINARIA”
MODELO DE ANÁLISIS DE OPERACIONES PARA LA OPTIMIZACIÓN DE
TIEMPOS EN LA INDUSTRIA DE CONSERVAS DE PESCADO – PERÚ 2014
ENERO – ABRIL 2014
AUTORES:
Apellidos y Nombres López Marquez Giancarlos Joel Solis Sifuentes Joél Alexander
DNI 45359839 47446405
Ciudad Huacho Barranca
Correo Electrónico [email protected] [email protected]
Ciclo Académico IX IX
Universidad Universidad Nacional José Faustino Sánchez Carrión
ASESOR:
Bach. Jenner Israel Ocón Roncal
HUACHO – PERÚ
2014
2
RESÚMEN
(Niebel & Freivalds, 2009) Enfatizan: “la mejor manera de simplificar una operación es
vislumbrar alguna forma de obtener los mismos o mejores resultados sin que ella
implique costos adicionales”. Una regla de gran importancia del analista es tratar de
eliminar o combinar una operación antes de tratar de mejorarla. En la actualidad se
realiza mucho trabajo innecesario. En muchos casos, la tarea o el proceso no deben
simplificarse o mejorarse, sino que se deben eliminar por completo. Es por ello que el
estudio presenta como objetivo desarrollar el “modelo de análisis de operaciones”,
que contribuya en la optimización de los tiempos de actividades/operación en la industria
de conservas de pescado – Perú 2014. La población se representa por los 30 productos
elaborados en el periodo 2013 de acuerdo a los reportes de producción, para ello se
consideró una muestra de 4 productos en base al análisis de Pareto bajo el criterio del
80/20; la metodología empleada esta soportada en el “modelo de análisis de
operaciones” propuesto, estructurado bajo la metodología DMAIC (Define, Measure,
Analyze, Improve and Control); la primera etapa busca definir el problema, los beneficios
esperados y la proyección de ventas; la segunda etapa busca medir los procesos
mediante el estudio de tiempos y movimientos; la tercera etapa está conformada por la
interrelación de la herramienta Value Stream Mapping (VSM - Mapa de Flujo de Valor)
y el Modelo de Programación Lineal (MPL) para el análisis de procesos, con los cuales
se logró cuantificar el tiempo de ciclo y el Lead Time, como también determinar
cantidades óptimas de producción con máximas ganancias respectivamente. En la
etapa de mejora se emplea la metodología de la Teoría de Restricciones (TOC) sobre
el análisis de situación actual logrando elevar las restricciones del sistema, generando
así una situación mejorada con un incremento de utilidad de S/. 49 092,86 equivalente
a un 1,08%; como impacto económico para la industria de conservas de pescado
mediante la aplicación de este modelo propuesto. Finalmente, este estudio realizado en
la empresa, permitirá optimizar los tiempos de operación, de tal manera que el
incremento de rentabilidad permita acciones de reinversión y mejora de procesos.
Palabras claves: Análisis de operaciones, Modelo, Optimización de tiempos.

3
ABSTRACT
(Niebel & Freivalds, 2009) Emphasized: "the best way to simplify an operation is any way
to get a glimpse of the same or better results without it involves additional costs." A very
important rule of the analyst is trying to eliminate or merge operation before trying to
improve it. At present a lot of unnecessary work is done. In many cases, the task or
process should not be simplified or improved, it must be removed completely. That is
why the study has the objective of developing the "operations analysis model" which
would help in optimizing time activities / operation in the fish canning industry - Peru 2014
The population is represented by the 30 products made in the period 2013 according to
production reports, it was considered for a sample of 4 products based on Pareto
analysis under the criteria of 80/20; the methodology is supported in the "operations
analysis model" proposed structured under the DMAIC methodology (Define, Measure,
Analyze, Improve and Control); The first stage aims to define the problem, the expected
benefits and projected sales; the second stage seeks to measure the processes through
time and motion study; the third stage is shaped by the interplay of the tool Value Stream
Mapping (VSM) and Linear Programming Model (MPL) for the analysis of processes,
which are able to quantify the cycle time and Lead Time, as well as determining optimal
production quantities with maximum profits respectively. In step methodology for
improving the Theory of Constraints (TOC) on the analysis of current situation getting
used to raise system constraints, generating improved with increased use of situation S/.
49 092.86 equivalent to 1.08%; and economic impact on the fish canning industry by
applying the proposed model. Finally, this study conducted at the company will optimize
operating times, so that the increase in profitability allow reinvestment actions and
process improvement.
Keywords: Operations Analysis Model optimization times.

4
ÍNDICE GENERAL
RESÚMEN ..................................................................................................................................... 2
ABSTRACT ................................................................................................................................... 3
ÍNDICE GENERAL ........................................................................................................................ 4
INDICE DE TABLAS ..................................................................................................................... 4
INDICE DE FIGURAS ................................................................................................................... 4
INTRODUCCIÓN........................................................................................................................... 5
METODOLOGÍA (MATERIAL Y MÉTODOS) ............................................................................... 7
RESULTADOS Y DISCUSIÓN ...................................................................................................... 9
Definir ........................................................................................................................................ 9
Medir ........................................................................................................................................ 11
Analizar .................................................................................................................................... 13
Mejorar .................................................................................................................................... 16
Controlar .................................................................................................................................. 19
CONCLUSIONES ........................................................................................................................ 19
BIBLIOGRAFÍA............................................................................................................................ 20
INDICE DE TABLAS
Tabla 1: Cantidades proyectadas de los productos vitales ..................................................... 10
Tabla 2: Clasificación de productos por Familias .................................................................... 11
Tabla 3: Resumen estudio de tiempos F1 .............................................................................. 12
Tabla 4: Resumen estudio de tiempos F2 .............................................................................. 12
Tabla 5: Resumen estudio de tiempos F3 .............................................................................. 12
Tabla 6: Variables de decisión del MPL .................................................................................. 15
Tabla 7: Cantidades óptimas de la situación actual ................................................................ 15
Tabla 8: Análisis de la restricción (Sellado) ............................................................................ 17
Tabla 9: Planteamiento de escenarios .................................................................................... 17
Tabla 10: Análisis de escenarios (sellado) .............................................................................. 17
INDICE DE FIGURAS
Figura 1: Modelo de Análisis de Operaciones .......................................................................... 7
Figura 2: Simbología Value Stream Mapping VSM ................................................................... 8
Figura 3: Mapa de una empresa alimenticia ............................................................................. 8
Figura 4: Pasos de la teoría de restricciones ............................................................................ 9
Figura 5: Priorización de productos ........................................................................................ 10
Figura 6: Gráfica de proyección de la demanda - 2013 .......................................................... 10
Figura 7: Layout de la empresa CONPAC S.AC. .................................................................... 11
Figura 8: Mapeo del Flujo de Valor Familia 1 ......................................................................... 13
Figura 9: Mapeo del Flujo de Valor Familia 2 ......................................................................... 14
Figura 10: Mapeo del Flujo de Valor Familia 3 ....................................................................... 14

5
INTRODUCCIÓN
Vivimos tiempos donde los cambios son los único constante y los niveles de exigencias
van con la modernidad. Es una época que exige resultados óptimos en la administración
de operaciones, y los procesos de mejora continua deben ser práctica en todos los
eslabones de la cadena.
Dentro de la Ingeniería Industrial se utilizan diferentes herramientas y modelos que
orientan fundamentalmente a un flujo esbelto de procesos, que pretende enfatizar en la
eliminación de actividades que no agregan valor con la finalidad de intensificar la
búsqueda y el desarrollo de procesos de mejoramiento continuo, que lleve a niveles
óptimos de operaciones (producción) con la utilización de los recursos disponibles y la
solución práctica de problemas en la empresa.
Así es como se utilizan el Value Stream Mapping (VSM), el Modelo de Programación
Lineal y la Metodología de la Teoría de Restricciones (TOC) que logran incidir en el
sistema de producción; identificando y analizando factores como tiempos de espera,
exceso de inventarios y movimientos innecesarios para posteriormente eliminarlos de
los procesos.
La presente investigación presenta el diseño de un modelo de análisis de operaciones
para la evaluación y optimización de los tiempos de actividad/operación en la industria
de conservas de pescado del Perú.
Diferentes estudios realizados por investigadores han propuesto herramientas y
modelos específicos a determinados contextos empresariales, dentro de los cuales cabe
destacar:
(Villadiego Tuiran, 2012), propone un diseño metodológico para la implementación del
Value Stream Mapping (VSM) en una empresa manufacturera colombiana dedicada al
mercado de ascensores, desarrolló una metodología capaz de mejorar la situación
actual de la empresa, que finalmente sean evidenciadas por el cliente con mejores
niveles de servicios (menores tiempos de entrega), costos bajos y una mejor calidad.
Para Coservicios S.A. el porcentaje de tiempo de valor no agregado disminuyó en un
5%. Se ahorran 2 km de recorridos por equipo. El tiempo de Ciclo total disminuye 33
horas en el total del equipo estándar analizado, al igual que el tiempo puerta a puerta
que también tiene un notable ahorro de 12 días. Hay mayor rotación del inventario, un
incremento de 36 vueltas adicionales en cuanto a Materia prima y Productos en Proceso.

6
(Fiallos Sánchez, 2009), propone la implementación de la Teoría de las Restricciones
(TOC) como Herramienta Estratégica de Mejora Continua en una Fábrica de Plásticos,
se enfoca en medir los resultados en la línea de fondo (utilidad y ROI), de esta forma
pasamos de ver las mejoras locales, a velar por la supervivencia de la empresa y mejor
aún, por su crecimiento.
(Angulo Soto & Gómez Schouben, 2012), proponen mejoras para la operación de una
zona franca mediante la aplicación de herramientas de Lean Manufacturing, llevaron a
cabo exitosamente un estudio de tiempos y movimientos y el VSM (Value Stream
Mapping) en el proceso de Gestión de Operaciones de la Zona Franca Palmaseca.
(Sánchez Pérez & Romero Dessens et. al., 2013), desarrollan el análisis de las
actividades en el área de almacén para agilizar el flujo de materiales e información; con
el objetivo de minimizar la duración de los procesos en las áreas de recepción y
almacenamiento, que conlleve a cumplir con los estándares de la organización y se
disponga de más tiempo para desarrollar e implementar acciones de mejora continua.
(Ortiz Triana & Caicelo Rolón, 2012), desarrollan el plan óptimo de producción en una
planta embotelladora de gaseosas ubicada en la ciudad de San José de Cúcuta
(Colombia), donde se identificaron las restricciones del sistema productivo para el
desarrollo de un modelo matemático, siguiendo la metodología de la investigación de
operaciones, específicamente la técnica de programación lineal, en conjunto con la
teoría de restricciones. Como resultado se obtuvieron las cantidades óptimas de
fabricación al menor costo para el periodo de análisis.
(Moya Navarro, 2011), desarrollan la planeación de la producción mediante la
programación lineal con incertidumbre: Uso del programa OR Brainware Decisión Tools,
con el objetivo de mostrar cómo se selecciona el mejor curso de acción en un plan de
producción al combinar herramientas determinísticas, como la programación lineal, con
el análisis de decisiones terminales, tomando en cuenta criterios de elección
probabilísticas en el análisis de decisiones.
El objetivo de esta investigación es desarrollar el Modelo de Análisis de
Operaciones, que contribuye en la Optimización de los Tiempos de Operación en la
Industria de Conservas de Pescado - Perú 2014, que les permita evaluar
exhaustivamente sus tiempos de actividad para cada uno de los procesos de producción
según familias de productos e identificar los tiempos a reducir mediante la eliminación
de los desperdicios.
7
METODOLOGÍA (MATERIAL Y MÉTODOS)
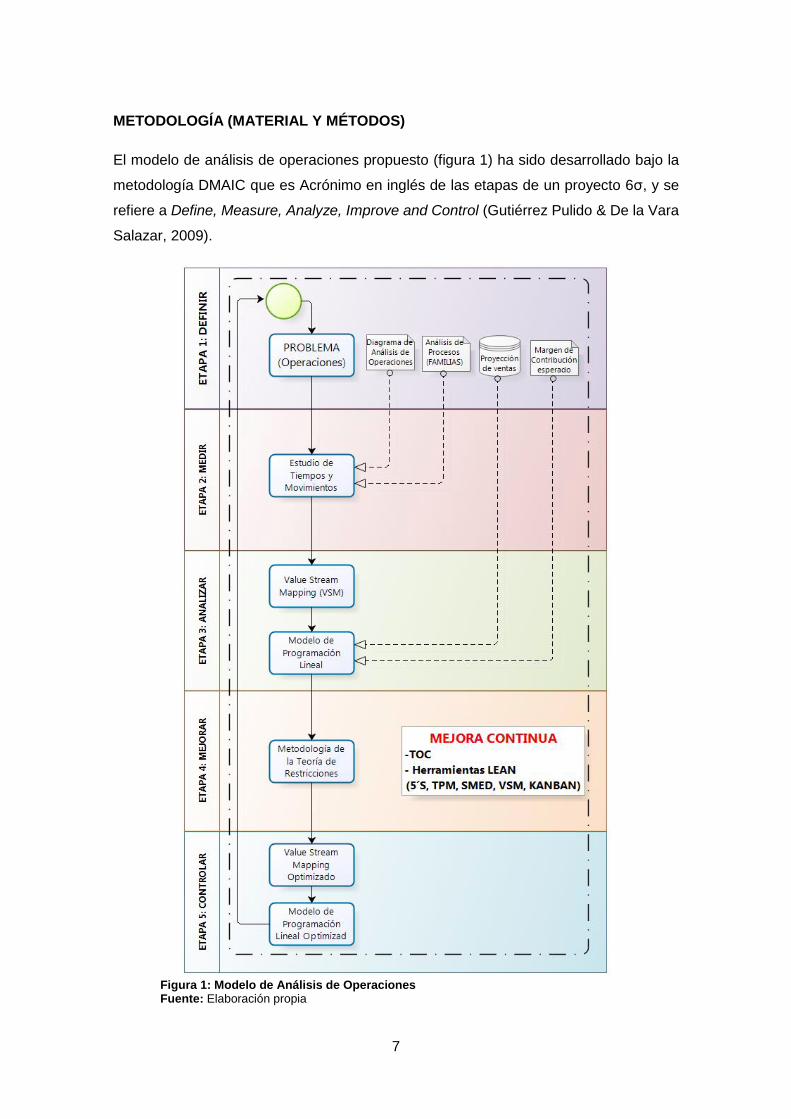
El modelo de análisis de operaciones propuesto (figura 1) ha sido desarrollado bajo la
metodología DMAIC que es Acrónimo en inglés de las etapas de un proyecto 6σ, y se
refiere a Define, Measure, Analyze, Improve and Control (Gutiérrez Pulido & De la Vara
Salazar, 2009).
Figura 1: Modelo de Análisis de Operaciones Fuente: Elaboración propia

8
La unidad de estudio es una planta procesadora de conservas de pescado CONPAC
S.A.C. ubicada en el distrito de Santa – Ancash, esta planta tiene más de 30 productos
registrados en sus informes de producción de periodos pasados.
Para desarrollar el modelo de análisis de operaciones, se aplicó en primera instancia el
análisis de Pareto a los 30 productos identificados en el periodo 2013, bajo el criterio del
80/20 en función al margen de utilidad del periodo 2013. El objetivo del análisis de Pareto
es identificar el o los productos vitales, ya que se ordenan por orden de importancia a
los diferentes problemas que se presentan en un proceso (Gutiérrez Pulido & De la Vara
Salazar, 2009).
El segundo paso es realizar la proyección de ventas a partir de la data histórica 2013,
mediante predicción por ajustes de tendencia con regresión lineal, para determinar la
función matemática de predicción para el periodo 2014. El tercer paso es la aplicación
del Value Stream Mapping (VSM por sus siglas en inglés), herramienta que nos permitirá
desarrollar un mapa (representación visual) del flujo de valor de una empresa, en el que
se señalen tanto las actividades que agregan valor como las que no agregan valor,
necesarias para producir un producto, desde los proveedores de insumos hasta la
entrega del producto al cliente (Pérez Beteta, 2006).
Figura 2: Simbología Value Stream Mapping VSM Fuente: adaptado de Rother y Shook (1998)
Figura 3: Mapa de una empresa alimenticia Fuente: file:///C:/Users/Carlos/Desktop/1936-7480-1-PB.pdf

9
Luego, como paso siguiente la aplicación del modelo de programación lineal, como en
cualquier modelo de investigación de operaciones, tiene tres componentes básicos: las
variables de decisión que se trata de determinar, el objetivo (la meta) que se trata de
optimizar, y las restricciones que se deben de satisfacer. Por último se desarrolla la
metodología de la Teoría de Restricciones (TOC por sus siglas en inglés), donde la base
de esta teoría es su definición de restricción: cualquier cosa que limita un sistema para
lograr un desempeño más alto en el cumplimiento de su meta. Las restricciones pueden
ser recursos internos, de mercado y de políticas. TOC se centra en el papel que juegan
las restricciones en los sistemas, con el fin de mejorar el desempeño del mismo hacia
la meta; la meta de cualquier negocio es hacer más dinero ahora y a futuro (Goldratt &
Cox, 2007). La siguiente figura resume los 5 pasos de la teoría de restricciones aplicable
al modelo de análisis de operaciones.
Figura 4: Pasos de la teoría de restricciones Fuente: Elaboración Propia
RESULTADOS Y DISCUSIÓN
Los hallazgos obtenidos del modelo de análisis de operaciones, se realizaron a través
de sus etapas, siguiendo la metodología DMAIC.
Definir
Se refiere a la definición del problema que se desea atacar, se determina los productos
vitales, pronóstico de la demanda, familia de productos y diagrama de análisis del
proceso DAP.
El problema, hace referencia a las deficiencias de las operaciones (tiempos muertos)
que se presenta en el proceso productivo de conservas de pescado de la empresa
CONPAC S.A.C. tanto en su línea de cocidos y de crudos.
Se identificó a los cuatro (4) productos vitales que más contribuyen en las utilidades de
la empresa, mediante el análisis de Pareto.
1. Identificar las restricciones del modelo
2. Expltar las restricciones del modelo
3. Subordinar todo a la
restricción
4. Elevar la restricción
5. Si se rompe la restricción,
volver al paso 1

10
Figura 5: Priorización de productos Fuente: Elaboración Propia
La proyección de la demanda se realizó mediante una predicción por ajuste de
tendencias, en donde la mejor tendencia que explica el comportamiento de la producción
del periodo 2013 en la empresa, es la tendencia potencial, con un coeficiente de
determinación R2= 0,648.
Figura 6: Gráfica de proyección de la demanda - 2013
Fuente: Elaboración Propia
Tabla 1: Cantidades proyectadas de los productos vitales
CÓDIGO DESCRIPCIÓN CANTIDAD (Cajas/Año)
AFCO1/2 Filete de caballa en aceite vegetal ½ lb. Tuna 313 412
AGSA1/2 Grated de anchoveta en agua y sal ½ lb. Tuna 318 120
AGCA1/2 Grated de caballa en agua y sal ½ lb. Tuna 122 371
AGCOtall Grated de caballa en aceite vegetal 1 lb. Tall 178 687
TOTAL AÑO 2014 932 590
Fuente: Elaboración Propia
y = 23610x0,4098
R² = 0,648
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
ENE FEBMARABRMAYJUN JUL AGOSEPOCTNOV DIC
VA
LO
RE
S
OBSERVACIONES
ESTIMACIÓN DE TENDENCIA POTENCIAL
PRODUCCIÓN

11
Para determinar las familias de productos, se realizó un análisis de las actividades,
donde se identificó tres (3) familias por tener similitud de operaciones y productividades
iguales.
Tabla 2: Clasificación de productos por Familias
FAMILIA PRODUCTOS
F1 AFCO ½ lb
F2 AGCA ½ lb, AGSA ½ lb
F3 AGCO 1 lb Tall
Fuente: Elaboración Propia
Luego, para terminar la etapa de Definir, se elaboró el layout del proceso (distribución
física de la planta), para determinar los flujos de cada familia identificada.
Figura 7: Layout de la empresa CONPAC S.AC. Fuente: Elaboración Propia
Tras analizar el Layout, determinamos las rutas de cada uno de los productos vitales,
que sirvieron para identificar las familias, sin embargo, la distribución física de los
espacios no se obtuvieron mediante una análisis cuantitativo de ingeniería de métodos,
esto genera actividades que no agregan valor al proceso como, desplazamientos,
cruces de operaciones, largas esperas e inventarios que se pondrán en evidencia en la
etapa de analizar, mediante el mapeo de flujo de valor.
Medir
En esta etapa, debido a que el problema es la ineficiencia en las operaciones, debemos
de cuantificar estas mismas, para determinar la magnitud de la situación actual mediante
la aplicación de un estudio de tiempos y movimientos.

12
Los resultados son los siguientes:
Tabla 3: Resumen estudio de tiempos F1
N° Descripción AFCO ½ lb.
TSTD x UNID
TSTD x CAJA
1 Recepcionar caballa 4,62 8,72
2 A balanza electrónica 1,08 2,04
3 Pesar caballa (equipo) 0,79 1,48
4 A zona de estibado 1,10 2,08
5 Estibar caballa 5,08 9,57
6 A Cocinador estático (equipo) 0,19 9,05
7 Cocinar caballa estibada (máquina) 2407,20 2407,20
8 A zona de enfriado 0,20 9,63
9 Enfriar caballa cocinada (área) 43226,80 43226,80
10 A mesas de trabajo 0,50 0,45
11 Filetear caballa enfriada 54,35 47,13
12 A balanza electrónica 14,13 12,25
13 Pesar caballa fileteada (equipo) 0,06 0,06
14 A mesa de envasado 2,18 1,89
15 Envasar caballa fileteada 4,60 4,60
16 Exhausting (máquina) 35,00 83,00
17 Sellar hojalata envasada (máquina) 0,38 18,00
18 Lavar conserva (máquina) 0,38 18,00
19 Estibar conserva 0,44 21,08
20 A zona de autoclaves 16,87 16,87
21 Esterilizar en autoclaves (máquina) 4500,80 4500,80
22 A zona de enfriado 19,27 19,27
23 Enfriar conserva 43226,80 43226,80
24 Limpiar y empacar conserva 210,44 210,44
25 A zona de P.T. 239,86 239,86
26 Codificar 4,27 205,10
27 Almacenar 45501,39 45501,39
28 Etiquetar 6,56 314,87
29 Despachar 0,47 22,46
Fuente: Elaboración Propia
Tabla 4: Resumen estudio de tiempos F2
N° Descripción
AGCA ½ lb, AGSA ½ lb TSTD x UNID
TSTD x CAJA
1 Recepcionar caballa 0,40 19,28
2 A balanza electrónica 0,09 4,51
3 Pesar caballa 0,07 3,28
4 A mesa de trabajo 0,10 4,60
5 Limpiar caballa 26,70 69,84
6 A balanza electrónica 42,63 111,50
7 Pesar caballa limpia (máquina) 0,19 0,50
8 A pelador estático 0,62 1,61
9 Pelar caballa limpia (máquina) 0,40 19,26
10 A Cocinador estático 0,09 4,36
11 Cocinar caballa de pelador 2407,20 2407,20
12 A zona de enfriado 0,23 11,25
13 Enfriar caballa de cocinas 28815,10 28815,10
14 A zona de molienda 1,97 94,65
15 Moler caballa de enfriado 0,21 10,06
16 Envasar Grated de molino (máquina) 5,43 260,64
17 Exhausting (máquina) 35,00 83,00
18 Sellar hojalata de envasado (máquina) 0,38 18,00
19 Lavar conserva 0,38 18,00
20 Estibar conserva 0,44 21,08
21 A zona de autoclaves (máquina) 16,87 16,87
22 Esterilizar en autoclaves 4500,80 4500,80
23 A zona de enfriado (área) 19,27 19,27
24 Enfriar conserva 43226,80 43226,80
25 Limpiar y empacar conserva 4,38 210,44
26 A zona de P.T. 239,86 239,86
27 Codificar (área) 4,27 205,10
28 Almacenar 45501,39 45501,39
29 Etiquetar 6,56 314,87
30 Despachar 0,47 22,46
Fuente: Elaboración Propia
Tabla 5: Resumen estudio de tiempos F3
N° Descripción AGCO Tall
TSTD x UNID
TSTD x CAJA
1 Recepcionar caballa 0,3 7,94
2 A balanza electrónica 0,1 1,86
3 Pesar caballa 0,1 1,35
4 A mesa de trabajo 0,1 1,89
5 Limpiar caballa 65,9 212,43
6 A balanza electrónica 105,1 105,13
7 Pesar caballa limpia (máquina) 0,5 0,47
8 A pelador estático 1,5 1,52
9 Pelar caballa limpia (máquina) 1,2 1,54
10 A Cocinador estático 0,3 0,35
11 Cocinar caballa de pelador 2407,2 2407,20

13
12 A zona de enfriado 0,7 1,06
13 Enfriar caballa de cocinas 43226,8 43226,80
14 A zona de molienda 5,7 6,55
15 Moler caballa de enfriado 0,6 14,63
16 Envasar Grated de molino 4,7 113,88
17 Exhausting (máquina) 35,0 59,00
18 Sellar hojalata de envasado (máq.) 0,5 13,09
19 Lavar conserva 0,5 13,09
20 Estibar conserva 0,4 10,54
21 A zona de autoclaves (máquina) 16,9 16,87
22 Esterilizar en autoclaves 4500,8 4500,80
23 A zona de enfriado (área) 19,3 19,27
24 Enfriar conserva 43226,8 43226,80
25 Limpiar y empacar conserva 8,8 210,44
26 A zona de P.T. 239,9 239,86
27 Codificar (área) 4,3 102,55
28 Almacenar 49101,1 49101,05
29 Etiquetar 13,1 314,87
30 Despachar 0,9 22,46
Fuente: Elaboración Propia
Analizar
A continuación se procede en esta etapa, al análisis de la situación actual de la empresa
a través de la información recolectada en las etapas anteriores para determinar las
restricciones del modelo y plantear una propuesta de mejora. Para esto es necesario la
aplicación del Value Stream Mapping VSM, para lo cual agrupamos las actividades y los
tiempos de operación, para facilitar el análisis por familias.
Figura 8: Mapeo del Flujo de Valor Familia 1 Fuente: Elaboración Propia
Tras el mapeo del flujo de valor de la Familia 1, encontramos que el Tiempo de Ciclo
total (TC) es de 8129 segundo y el Lead Time (LT) 31004,9 minutos; es este lead time
las causas principales de las deficiencias de operaciones, encontramos 4 inventarios
con cantidades considerables en 4 operaciones principales del proceso productivo.

14
Figura 9: Mapeo del Flujo de Valor Familia 2 Fuente: Elaboración Propia
Los resultados del mapeo del flujo de valor de la Familia 2, son los siguientes: Tiempo
de Ciclo total (TC) es de 8544 segundo y el Lead Time (LT) 30768 minutos; en esta
familia encontramos inventarios en las mismas operaciones que en el mapeo anterior,
sin embargo su tiempo de ciclo es mayor.
Figura 10: Mapeo del Flujo de Valor Familia 3 Fuente: Elaboración Propia
Los resultados del mapeo del flujo de valor de la Familia 3, son los siguientes: Tiempo
de Ciclo total (TC) es de 8359 segundo y el Lead Time (LT) 31066 minutos
Tras analizar los mapeos de flujo de valor, es necesario determinar las cantidades
óptimas de cada producto para lo cual recurrimos al modelo de programación lineal;
pero antes es necesario determinar las variables de decisión para el programa lineal.

15
Tabla 6: Variables de decisión del MPL N° Notación Descripción
1 𝑿𝒊 Cantidad de cajas a fabricar por producto i
Parámetros Constantes Del Modelo
N° Notación Descripción
1 𝑴𝒖𝒊 Margen de utilidad por producto i 2 𝑫 𝒎𝒂𝒙𝒊 Demanda máxima del producto i en cajas 3 𝑫 𝒎𝒊𝒏𝒊 Demanda mínima del producto i en cajas 4 𝒕/𝒐𝒑𝟏 𝒊 Tiempo de operación de recepción, por caja de producto i 5 𝒕/𝒐𝒑𝟐 𝒊 Tiempo de operación de corte y eviscerado, por caja de producto i
6 𝒕/𝒐𝒑𝟑 𝒊 Tiempo de operación de Despielado, por caja de producto i 7 𝒕/𝒐𝒑𝟒 𝒊 Tiempo de operación de cocinado, por caja de producto i 8 𝒕/𝒐𝒑𝟓 𝒊 Tiempo de operación de pesado de filetes, por caja de producto i 9 𝒕/𝒐𝒑𝟔 𝒊 Tiempo de operación de molido, por caja de producto i 10 𝒕/𝒐𝒑𝟕 𝒊 Tiempo de operación de envasado, por caja de producto i 11 𝒕/𝒐𝒑𝟖 𝒊 Tiempo de operación de sellado, por caja de producto i 12 𝒕/𝒐𝒑𝟗 𝒊 Tiempo de operación de estibado, por caja de producto i
13 𝒕/𝒐𝒑𝟏𝟎 𝒊 Tiempo de operación de esterilizado, por caja de producto i 14 𝒕/𝒐𝒑𝟏𝟏 𝒊 Tiempo de operación de empacado, por caja de producto i 15 𝒕/𝒐𝒑𝟏𝟐 𝒊 Tiempo de operación de codificado y etiquetado, por caja de producto i
Fuente: Elaboración Propia
Los tiempos de operación son extraídos de los mapas de flujo de valor y las demandas
de la proyección de ventas, a continuación se plantea el modelo matemático de la
programación lineal, para luego desarrollar con el solver de la hoja de cálculo de Excel.
Max. Z= 8 X1 + 3 X2 + 5 X3 + 6 X4 Sujeto a: Disponibles 1. Estibado de MP 0,310 X1 <= 930240,0 2. Corte, Eviscerado y Fileteado 0,990 X1 + 3,031 X2 + 5,301 X3 + 3,031 X4 <= 34884000,0 3. Despielado 0,421 X2 + 0,057 X3 + 0,421 X4 <= 465120,0 4. Cocinado 40,281 X1 + 40,308 X2 + 40,138 X3 + 40,308 X4 <= 226978560,0 5. Pesado de Filetes 0,032 X1 <= 232560,0 6. Molido 0,168 X2 + 0,244 X3 + 0,168 X4 <= 930240,0 7. Envasado 0,077 X1 + 4,344 X2 + 1,898 X3 + 4,344 X4 <= 6976800,0 8. Sellado 1,983 X1 + 1,983 X2 + 1,420 X3 + 1,983 X4 <= 1551175,2 9. Estibado 0,633 X1 + 0,633 X2 + 0,457 X3 + 0,633 X4 <= 930240,0 10. Esterilizado 75,013 X1 + 75,334 X2 + 75,334 X3 + 75,334 X4 <= 102326400,0 11. Empacado 7,505 X1 + 7,505 X2 + 7,505 X3 + 7,505 X4 <= 6976800,0 12. Codificado y Etiquetado 8,666 X1 + 8,666 X2 + 6,957 X3 + 8,666 X4 <= 6976800,0 13. Demanda Mínima AFCO1/2 1 X1 >= 297741,7 13. Demanda Máxima AFCO1/2 1 X1 <= 329082,9 14. Demanda Mínima AGSA1/2 1 X2 >= 302214,1 14. Demanda Máxima AGSA1/2 1 X2 <= 334026,1 15. Demanda Mínima AGCOtall 1 X3 >= 169752,8 15. Demanda Máxima AGCOtall 1 X3 <= 187621,5 16. Demanda Mínima AGCA1/2 1 X4 >= 116252,1 16. Demanda Máxima AGCA1/2 1 X4 <= 128489,2
Los resultados del programa lineal con la función objetivo determino una utilidad máxima
de S/. 4 501 167,61 para el periodo 2014, con las cantidades óptimas, como sigue:
Tabla 7: Cantidades óptimas de la situación actual
CÓDIGO DESCRIPCIÓN CANTIDAD (Cajas/Año)
AFCO1/2 Filete de caballa en aceite vegetal ½ lb. Tuna 297 742 AGSA1/2 Grated de anchoveta en agua y sal ½ lb. Tuna 302 214 AGCA1/2 Grated de caballa en agua y sal ½ lb. Tuna 606 38 AGCOtall Grated de caballa en aceite vegetal 1 lb. Tall 169 753
TOTAL AÑO 2014 830 347
Fuente: Elaboración Propia

16
La empresa solo podría obtener las utilidades definidas por el programa lineal siempre
y cuando cumpla con producir las cantidades detalladas en la tabla 7, sin embargo es
necesario evaluar las restricciones del modelo de análisis de operaciones.
Mejorar
En esta 4ta etapa evaluamos las posibles soluciones, como algunas pequeñas
modificaciones en las actividades que permitan tener un incremento en las utilidades
con una inversión cero, para ello empleamos la metodología de la teoría de restricciones
TOC, donde el primer paso de esta metodología se ver resuelta con la programación
lineal.
Paso 1: Identificación de la restricción
En la etapa anterior se determinó la máxima utilidad y las cantidades óptimas, la cual
permite mediante la utilización de los recursos disponibles en tiempos de actividad
(minutos/año) evaluar cuál es la restricción del modelo de análisis de operaciones, en
donde las posibles restricciones las actividades por cada producto (1 – 12) y no las
demandas máximas y mínimas ya que son solo proyecciones estimadas en la etapa de
definir. La restricción principal identificada es la actividad SELLADO, ya que es la única
actividad que utiliza todo el recurso tiempo disponible, es decir, si la empresa desea
producir más de lo óptimo, no podría, a menos de que la capacidad del tiempo disponible
aumente lo cual es imposible ya que son los minutos totales en un año de trabajo
considerando la capacidad de actividad, número de operarios y días laborables.
Max. Z= 8X1 3X2 5X3 6X4 Utilidad Max. S/. 4 501 167,61
Cantidades óptimas 297 742 302 214 169 753 606 38
Sujeto a: Utilización Disponible Inventario
1. Estibado de MP 0,310 X1 <= 92437,2 930240,0 837802,8
2. Corte, Eviscerado y Fileteado 0,990 X1 + 3,031 X2 + 5,301 X3 + 3,031 X4 <= 2294144,7 34884000,0 32589855,3
3. Despielado 0,421 X2 + 0,057 X3 + 0,421 X4 <= 162252,4 465120,0 302867,6
4. Cocinado 40,281 X1 + 40,308 X2 + 40,138 X3 + 40,308 X4 <= 33432357,4 226978560,0 193546202,6
5. Pesado de Filetes 0,032 X1 <= 9633,0 232560,0 222927,0
6. Molido 0,168 X2 + 0,244 X3 + 0,168 X4 <= 102239,1 930240,0 828000,9
7. Envasado 0,077 X1 + 4,344 X2 + 1,898 X3 + 4,344 X4 <= 1921227,4 6976800,0 5055572,6
8. Sellado 1,983 X1 + 1,983 X2 + 1,420 X3 + 1,983 X4 <= 1551175,2 1551175,2 0
9. Estibado 0,633 X1 + 0,633 X2 + 0,457 X3 + 0,633 X4 <= 495439,3 930240,0 434800,7
10. Esterilizado 75,013 X1 + 75,334 X2 + 75,334 X3 + 75,334 X4 <= 62458084,5 102326400,0 39868315,5
11. Empacado 7,505 X1 + 7,505 X2 + 7,505 X3 + 7,505 X4 <= 6231751,1 6976800,0 745048,9
12. Codificado y Etiquetado 8,666 X1 + 8,666 X2 + 6,957 X3 + 8,666 X4 <= 6905891,1 6976800,0 70908,9
13. Demanda Mínima AFCO1/2 1 X1 >= 297741,7 297741,7 0
13. Demanda Máxima AFCO1/2 1 X1 <= 297741,7 329082,9 31341,2
14. Demanda Mínima AGSA1/2 1 X2 >= 302214,1 302214,1 0
14. Demanda Máxima AGSA1/2 1 X2 <= 302214,1 334026,1 31812,0
15. Demanda Mínima AGCOtall 1 X3 >= 169752,8 169752,8 0
15. Demanda Máxima AGCOtall 1 X3 <= 169752,8 187621,5 17868,7
16. Demanda Mínima AGCA1/2 1 X4 >= 60638,0 116252,1 55614,2
16. Demanda Máxima AGCA1/2 1 X4 <= 60638,0 128489,2 67851,2
17
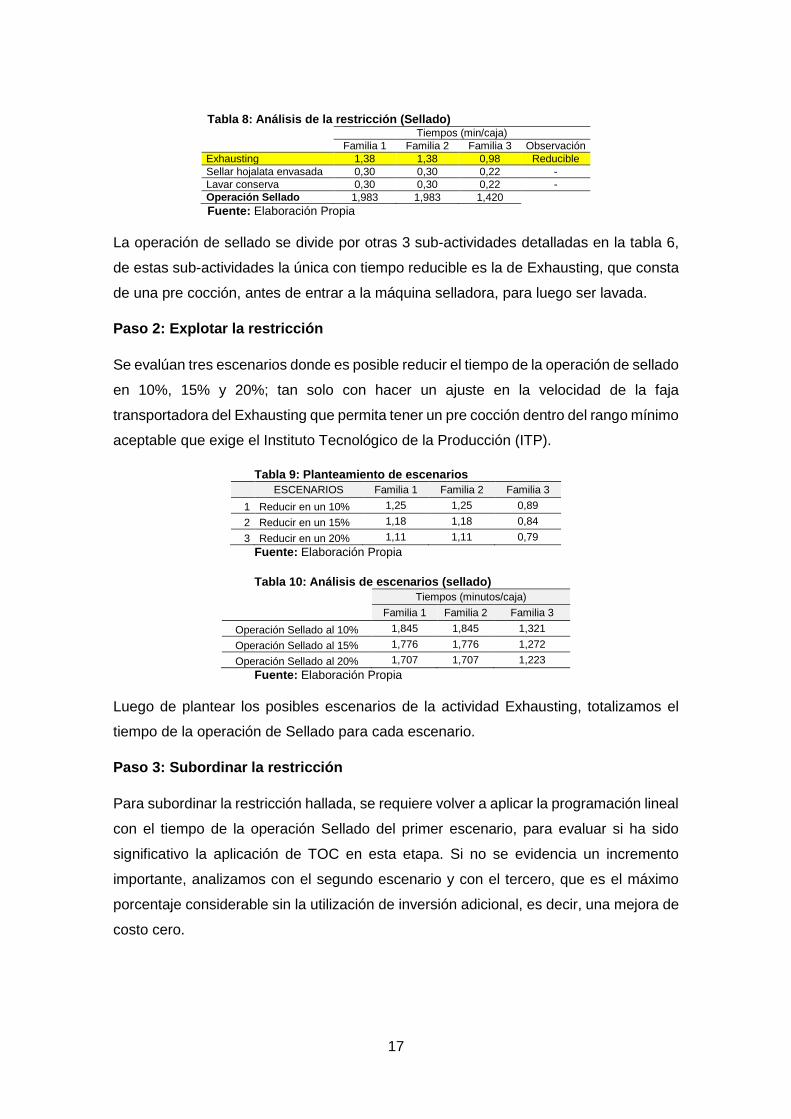
Tabla 8: Análisis de la restricción (Sellado) Tiempos (min/caja)
Familia 1 Familia 2 Familia 3 Observación
Exhausting 1,38 1,38 0,98 Reducible
Sellar hojalata envasada 0,30 0,30 0,22 -
Lavar conserva 0,30 0,30 0,22 -
Operación Sellado 1,983 1,983 1,420
Fuente: Elaboración Propia
La operación de sellado se divide por otras 3 sub-actividades detalladas en la tabla 6,
de estas sub-actividades la única con tiempo reducible es la de Exhausting, que consta
de una pre cocción, antes de entrar a la máquina selladora, para luego ser lavada.
Paso 2: Explotar la restricción
Se evalúan tres escenarios donde es posible reducir el tiempo de la operación de sellado
en 10%, 15% y 20%; tan solo con hacer un ajuste en la velocidad de la faja
transportadora del Exhausting que permita tener un pre cocción dentro del rango mínimo
aceptable que exige el Instituto Tecnológico de la Producción (ITP).
Tabla 9: Planteamiento de escenarios
ESCENARIOS Familia 1 Familia 2 Familia 3
1 Reducir en un 10% 1,25 1,25 0,89
2 Reducir en un 15% 1,18 1,18 0,84
3 Reducir en un 20% 1,11 1,11 0,79
Fuente: Elaboración Propia
Tabla 10: Análisis de escenarios (sellado)
Tiempos (minutos/caja)
Familia 1 Familia 2 Familia 3
Operación Sellado al 10% 1,845 1,845 1,321
Operación Sellado al 15% 1,776 1,776 1,272
Operación Sellado al 20% 1,707 1,707 1,223
Fuente: Elaboración Propia
Luego de plantear los posibles escenarios de la actividad Exhausting, totalizamos el
tiempo de la operación de Sellado para cada escenario.
Paso 3: Subordinar la restricción
Para subordinar la restricción hallada, se requiere volver a aplicar la programación lineal
con el tiempo de la operación Sellado del primer escenario, para evaluar si ha sido
significativo la aplicación de TOC en esta etapa. Si no se evidencia un incremento
importante, analizamos con el segundo escenario y con el tercero, que es el máximo
porcentaje considerable sin la utilización de inversión adicional, es decir, una mejora de
costo cero.

18
Tras la reducción de un 10% el tiempo de la operación Sellado, se desarrolla la
programación lineal a través del Solver en Excel, donde encontramos que hay inventario
de tiempo, lo cual permite producir mayor cantidad de cajas de conservar para el
producto X4, que es el Grated de caballa en agua y sal ½ lb. En 8 182 cajas más que en
el la situación actual de la etapa Analizar, por lo tanto la restricción es subordinada.
Paso 4: Elevar la restricción
Tras haber subordinado la restricción de Sellado, se desplaza la restricción del modelo
a la operación de Codificado y Etiquetado, por lo que ya no es necesario analizar los
dos escenarios restantes debido a que la restricción se elevó con una reducción de 10%
del tiempo de la operación de Sellado.
El resultado de elevar esta restricción es un impacto considerable en la utilidades de S/.
49 092,86 nuevos soles, tras tener un incremento de producción de 8 182 cajas de
Grated de caballa en agua y sal ½ lb; tan solo con realizar ajustes en la sub-actividad
de Exhausting logrando reducir el tiempo de operación de 10% sin necesidad de
inversión adicional.
Max. Z= 8X1 3X2 5X3 6X4 Utilidad max. S/. 4 550 260,47
Cantidades óptimas 297 742 302 214 169 753 68 820
Sujeto a: Utilización Disponible Inventario
1. Estibado de MP 0,310 X1 <= 92437,2 930240,0 837802,8
2. Corte, Eviscerado y Fileteado 0,990 X1 + 3,031 X2 + 5,301 X3 + 3,031 X4 <= 2318942,4 34884000,0 32565057,6
3. Despielado 0,421 X2 + 0,057 X3 + 0,421 X4 <= 165693,5 465120,0 299426,5
4. Cocinado 40,281 X1 + 40,308 X2 + 40,138 X3 + 40,308 X4 <= 33762159,7 226978560,0 193216400,3
5. Pesado de Filetes 0,032 X1 <= 9633,0 232560,0 222927,0
6. Molido 0,168 X2 + 0,244 X3 + 0,168 X4 <= 103611,2 930240,0 826628,8
7. Envasado 0,077 X1 + 4,344 X2 + 1,898 X3 + 4,344 X4 <= 1956770,7 6976800,0 5020029,3
8. Sellado 1,845 X1 + 1,845 X2 + 1,321 X3 + 1,845 X4 <= 1458196,8 1551175,2 92978,4
9. Estibado 0,633 X1 + 0,633 X2 + 0,457 X3 + 0,633 X4 <= 500615,1 930240,0 429624,9
10. Esterilizado 75,013 X1 + 75,334 X2 + 75,334 X3 + 75,334 X4 <= 63074481,6 102326400,0 39251918,4
11. Empacado 7,505 X1 + 7,505 X2 + 7,505 X3 + 7,505 X4 <= 6293158,1 6976800,0 683641,9
12. Codificado y Etiquetado 8,666 X1 + 8,666 X2 + 6,957 X3 + 8,666 X4 <= 6976800,0 6976800,0 0
13. Demanda Mínima AFCO1/2 1 X1 >= 297741,7 297741,7 0
13. Demanda Máxima AFCO1/2 1 X1 <= 297741,7 329082,9 31341,2
14. Demanda Mínima AGSA1/2 1 X2 >= 302214,1 302214,1 0
14. Demanda Máxima AGSA1/2 1 X2 <= 302214,1 334026,1 31812,0
15. Demanda Mínima AGCOtall 1 X3 >= 169752,8 169752,8 0
15. Demanda Máxima AGCOtall 1 X3 <= 169752,8 187621,5 17868,7
16. Demanda Mínima AGCA1/2 1 X4 >= 68820,1 116252,1 47432,0
16. Demanda Máxima AGCA1/2 1 X4 <= 68820,1 128489,2 59669,1

19
Paso 5: Si se logró romper la restricción, volver al paso 1
Ahora existe una nueva restricción del modelo de análisis de operaciones, la operación
de Codificado y Etiquetado, para lo que es necesario regresar al paso 1 de TOC para
continuar con el proceso de mejora continua.
Controlar
Una vez que los resultados deseados han sido alcanzados, en esta etapa es necesario
controlar eventualmente con la aplicación del VSM y programa lineal (etapa analizar)
para mantener las mejoras logradas. Los indicadores que nos permitirán controlar la
efectividad del modelo de análisis de operaciones es: 1) Tiempo de ciclo (TC), 2) Lead
time (LT) y 3) Tiempo de restricciones MPL en donde sí se identifica algún cambio
desfavorable, podamos recurrir al TOC (etapa mejorar) y eliminar las restricciones del
modelo.
CONCLUSIONES
El modelo de análisis de operaciones contribuye significativamente en la optimización
de los tiempos de operación, logrando un incrementar las utilidades de S/. 49 092,86,
equivalente a 1,08% con tan solo aplicar el modelo; por ende podemos afirmar que si
aplicamos el modelo en las diferentes plantas del mismo rubro, logramos impactar
favorablemente en la misma proporción en la industria de conservas de pescado del
Perú.
Las herramientas de ingeniería industrial que se aplican en las etapas del modelo de
análisis de operaciones (definir, medir, analizar, mejorar y controlar) pueden ser
apoyadas por otras herramientas de optimización, acondicionándose a las
características de la planta donde se desee implementar este modelo dentro de la
industria de conservas de pescado, debido a que el modelo propuesto es flexible por las
metodologías de mejora continua, que son la base estructural del modelo.
La aplicación del modelo propuesto es económicamente viable (en dependencia al
desarrollo y realidad situacional de la empresa), ya que se centra en la eliminación o
reducción de los tiempos muertos de operación que identifica el modelo en su etapa de
analizar, sin incurrir en costos adicionales o mucha inversión.
Los resultados del modelo son favorables en primera instancia con una tendencia
creciente, sin embargo, esto implica la participación de las personas involucradas en el

20
proceso para que las mejoras se vuelvan permanentes, se institucionalicen o
generalicen en un proceso de mejora continua, que es el reto de la industria de
conservas de pescado. En este sentido es necesario para la etapa de controlar lo
siguiente: Prevenir las deficiencias que se presentaban en las operaciones se vuelvan
a repetir (mantener las ganancias), Impedir que las mejoras y conocimientos obtenidos
se olviden, mantener el desempeño del modelo y alentar a la mejora continua.
BIBLIOGRAFÍA
Angulo Soto, A. M., & Gómez Schouben, P. C. (1 de Enero de 2012). Propuestas de Mejora para
la Operación de una Zona Franca mediante la aplicación de Herramientas de Lean
Manufacturing. Recuperado el 5 de Julio de 2014, de
http://bibliotecadigital.icesi.edu.co/biblioteca_digital/bitstream/10906/68157/1/propuesta
s_operacion_franca.pdf
Fiallos Sánchez, J. C. (19 de Octubre de 2009). Implementación de la Teoría de las Restricciones
(TOC) como Herramienta Estratégica de Mejora Continua en una Fábrica de Plásticos.
Recuperado el 5 de Julio de 2014, de
http://www.dspace.espol.edu.ec/bitstream/123456789/7752/1/D-38945.pdf
Goldratt, E., & Cox, J. (2007). La meta: un proceso de mejora continua (3ra Edición ed.). Buenos
Aires: GRANICA.
Gutiérrez Pulido, H., & De la Vara Salazar, R. (2009). Control Estadístico de Calidad y Seis Sigma
(Segunda ed.). D.F., México: MC Graw Hill.
Moya Navarro, M. (2011). Planeación de la producción mediante la programación lineal con
incertidumbre: Uso del programa OR Brainware Decision Tools. Recuperado el 5 de Julio
de 2014, de http://www.tec-
digital.itcr.ac.cr/servicios/ojs/index.php/tec_marcha/article/view/159.
Niebel, B., & Freivalds, A. (2009). Ingeniería Industrial Métodos, Estándares y Diseño del Trabajo
(12va ed.). México D.F., México: McGraw Hill.
Ortiz Triana, V. K., & Caicelo Rolón, Á. J. (2012). Plan Óptimo de Producción en una Planta
Embotelladora de Gaseosas. Recuperado el 5 de Julio de 2014, de
http://dialnet.unirioja.es/servlet/articulo?codigo=4095255
Pérez Beteta, L. (2006). Contabilidad y Negocios. Recuperado el 06 de Julio de 2014, de
file:///C:/Users/Carlos/Desktop/1936-7480-1-PB.pdf
Sánchez Pérez, P. D., Romero Dessens, L. F., Salcido Montoy, J. E., Miranda López, F. R., &
Ortiz Espinoza, G. P. (2013). Análisis de las Actividades en el Área de Almacén para
Agilizar el Flujo de Materiales e Información. Recuperado el 5 de Julio de 2014, de
http://www.irsitio.com/refbase/documentos/96_SanchezPerez_etal2013.pdf.
Villadiego Tuiran, M. C. (16 de Mayo de 2012). Diseño Metodológico para la Implementación del
Value Stream Mapping (VSM) en una empresa manufacturera Colombiana dedicada al
Mercado de Ascensores. Recuperado el 5 de Julio de 2014, de
http://www.bdigital.unal.edu.co/9136/:
http://www.bdigital.unal.edu.co/9136/1/1102816406.2012.pdf.