metalurgia de polvos (prensado y sinterizado)
TRANSCRIPT

3 PRENSADO CONVENCIONAL Y SINTERIZADO
Después de la producción de polvos metálicos, la secuencia
convencional de la metalurgia de polvos consiste en tres
pasos: 1) combinación de los polvos, 2) compactación en la
cual se prensan los polvos para obtener la forma deseada; y
3) sinterizado que implica calentamiento a una temperatura
por debajo del punto de fusión para provoca la unión de las
partículas en estado sólido y el fortalecimiento de la
parte. Estos tres pasos que algunas veces se aluden como
operaciones primarias de la metalurgia de polvos se
ilustran en la figura 7. En ocasiones también ejecutan
operaciones secundarias destinada; a mejorar la precisión
dimensional, incrementar densidad y para otros propósitos.
3.1 Mezclado y combinación de polvos
Para lograr buenos resultados en la compactación y el
sinterizado, los polvos metálicos necesitan de
homogeneizarse perfectamente antes del proceso. Los
términos mezclado y combinación se usan e1 este contexto.
El mezclado se refiere a la mezcla de polvos de la misma
composición química, pero posiblemente con diferentes
tamaños de partícula. La combinación se refiere a la mezcla
de polvos de diferente composición química. Una ventaja de
esta tecnología es la oportunidad de combinar.
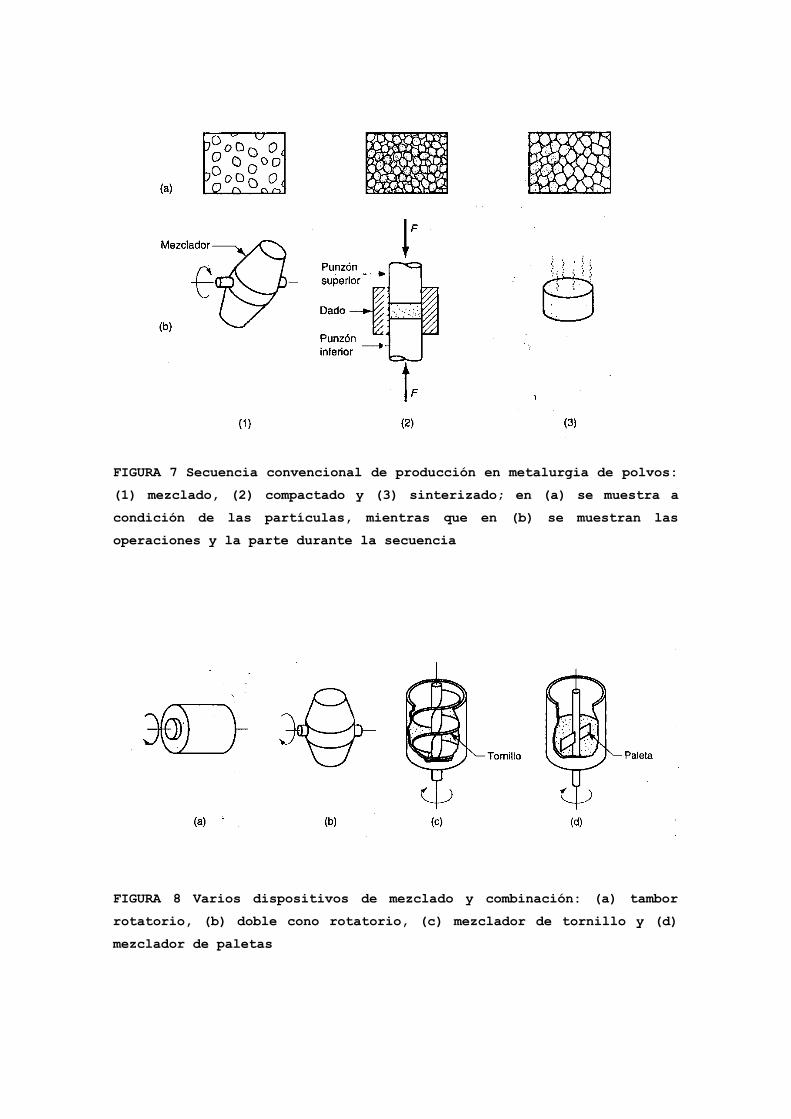
FIGURA 7 Secuencia convencional de producción en metalurgia de polvos:
(1) mezclado, (2) compactado y (3) sinterizado; en (a) se muestra a
condición de las partículas, mientras que en (b) se muestran las
operaciones y la parte durante la secuencia
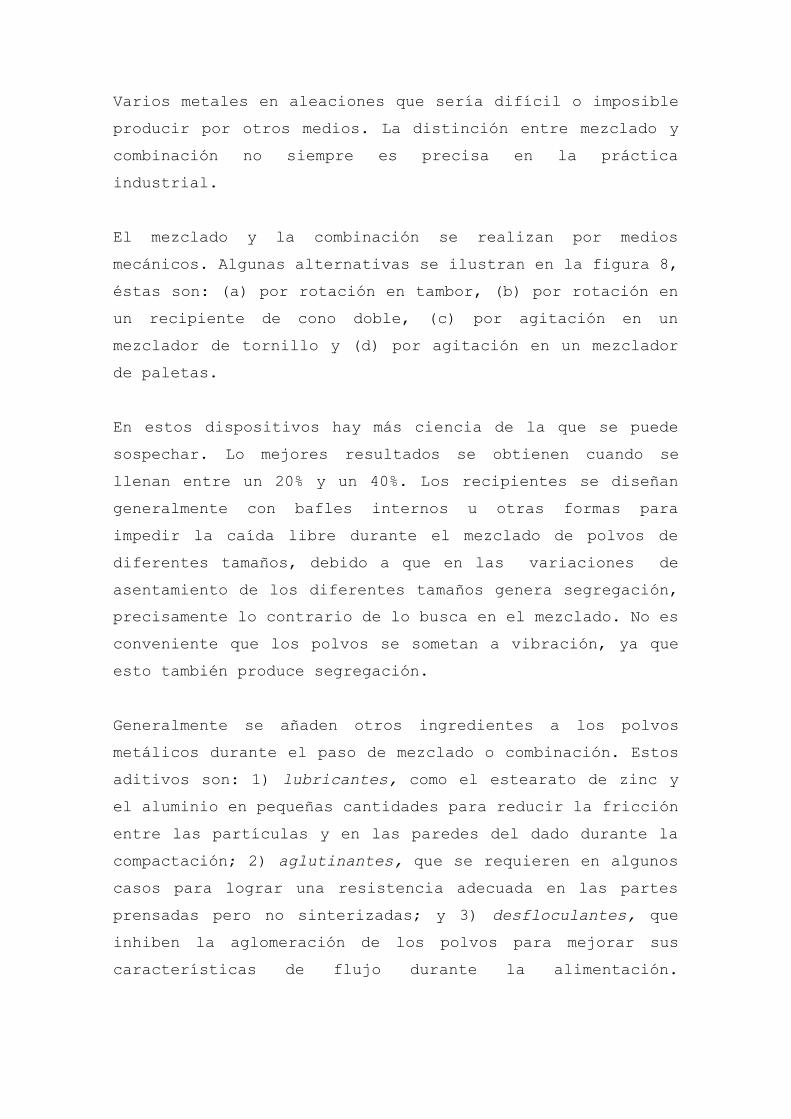
FIGURA 8 Varios dispositivos de mezclado y combinación: (a) tambor
rotatorio, (b) doble cono rotatorio, (c) mezclador de tornillo y (d)
mezclador de paletas
Varios metales en aleaciones que sería difícil o imposible
producir por otros medios. La distinción entre mezclado y
combinación no siempre es precisa en la práctica
industrial.
El mezclado y la combinación se realizan por medios
mecánicos. Algunas alternativas se ilustran en la figura 8,
éstas son: (a) por rotación en tambor, (b) por rotación en
un recipiente de cono doble, (c) por agitación en un
mezclador de tornillo y (d) por agitación en un mezclador
de paletas.
En estos dispositivos hay más ciencia de la que se puede
sospechar. Lo mejores resultados se obtienen cuando se
llenan entre un 20% y un 40%. Los recipientes se diseñan
generalmente con bafles internos u otras formas para
impedir la caída libre durante el mezclado de polvos de
diferentes tamaños, debido a que en las variaciones de
asentamiento de los diferentes tamaños genera segregación,
precisamente lo contrario de lo busca en el mezclado. No es
conveniente que los polvos se sometan a vibración, ya que
esto también produce segregación.
Generalmente se añaden otros ingredientes a los polvos
metálicos durante el paso de mezclado o combinación. Estos
aditivos son: 1) lubricantes, como el estearato de zinc y
el aluminio en pequeñas cantidades para reducir la fricción
entre las partículas y en las paredes del dado durante la
compactación; 2) aglutinantes, que se requieren en algunos
casos para lograr una resistencia adecuada en las partes
prensadas pero no sinterizadas; y 3) desfloculantes, que
inhiben la aglomeración de los polvos para mejorar sus
características de flujo durante la alimentación.
3.2 Compactación
En la compactación se aplica alta presión a los polvos para
darles la forma requerida. El método convencional de
compactación es el prensado, en el cual punzones opuestos
aprietan el polvo contenido en un dado. Los pasos en el
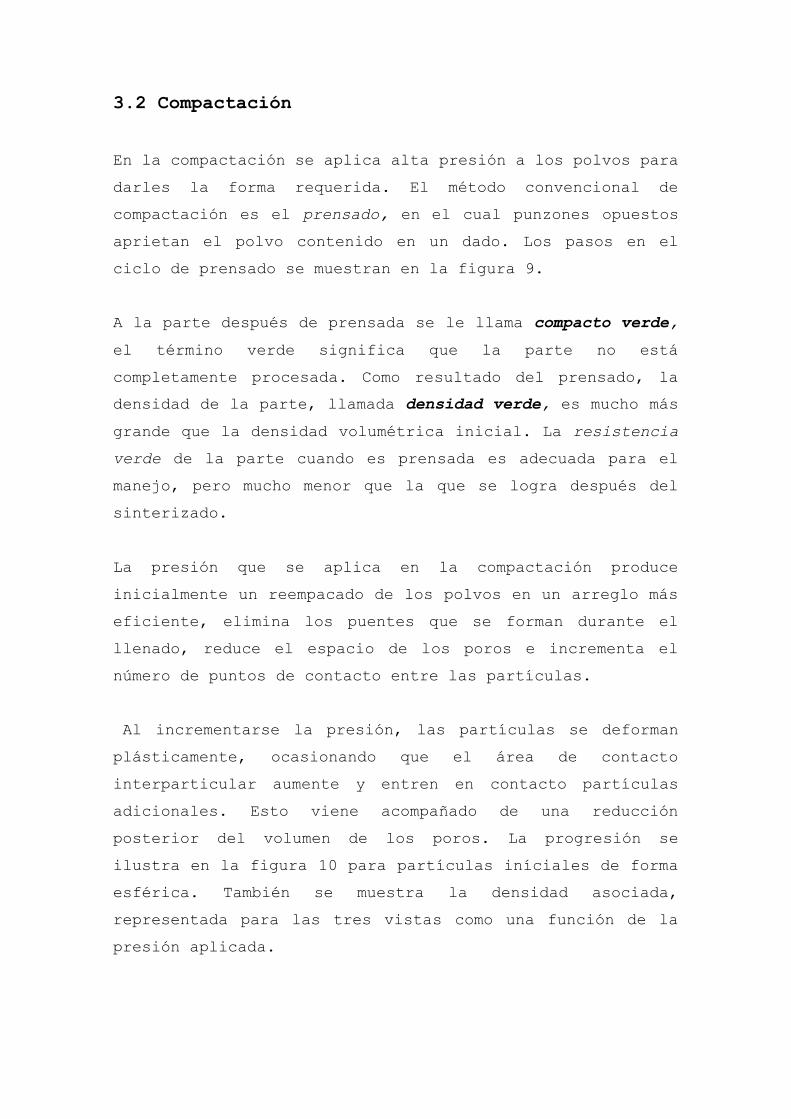
ciclo de prensado se muestran en la figura 9.
A la parte después de prensada se le llama compacto verde,
el término verde significa que la parte no está
completamente procesada. Como resultado del prensado, la
densidad de la parte, llamada densidad verde, es mucho más
grande que la densidad volumétrica inicial. La resistencia
verde de la parte cuando es prensada es adecuada para el
manejo, pero mucho menor que la que se logra después del
sinterizado.
La presión que se aplica en la compactación produce
inicialmente un reempacado de los polvos en un arreglo más
eficiente, elimina los puentes que se forman durante el
llenado, reduce el espacio de los poros e incrementa el
número de puntos de contacto entre las partículas.
Al incrementarse la presión, las partículas se deforman
plásticamente, ocasionando que el área de contacto
interparticular aumente y entren en contacto partículas
adicionales. Esto viene acompañado de una reducción
posterior del volumen de los poros. La progresión se
ilustra en la figura 10 para partículas iníciales de forma
esférica. También se muestra la densidad asociada,
representada para las tres vistas como una función de la
presión aplicada.
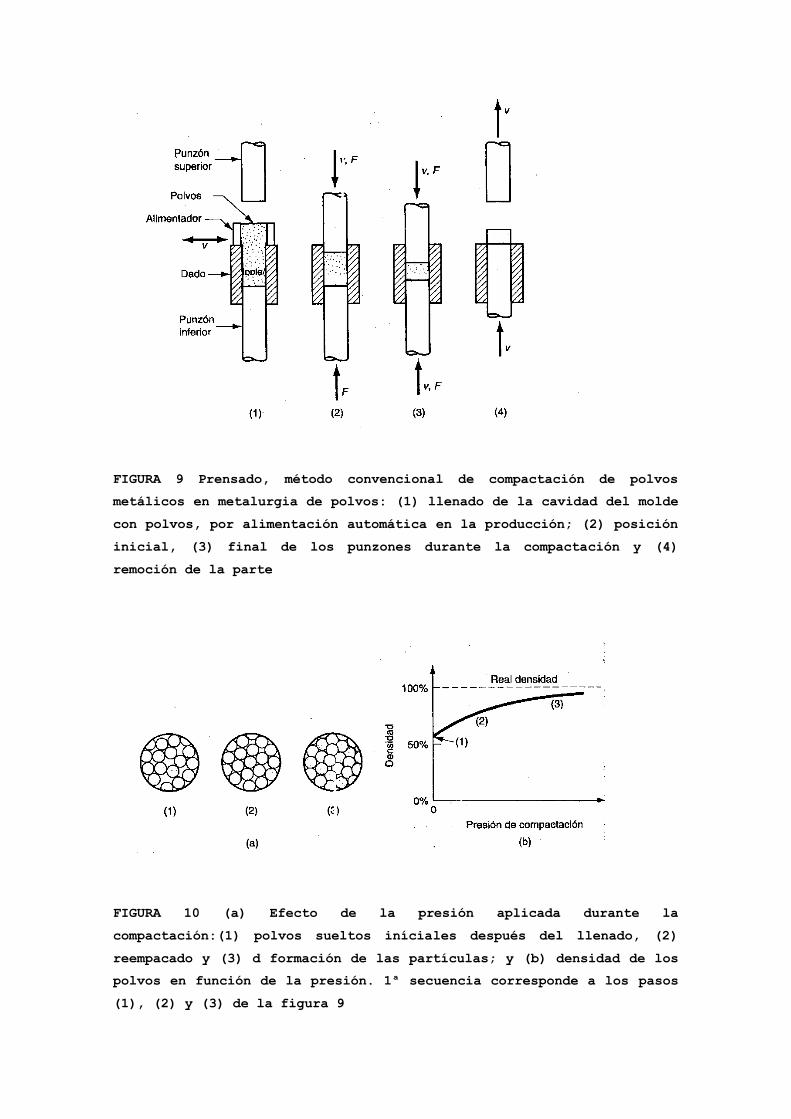
FIGURA 9 Prensado, método convencional de compactación de polvos
metálicos en metalurgia de polvos: (1) llenado de la cavidad del molde
con polvos, por alimentación automática en la producción; (2) posición
inicial, (3) final de los punzones durante la compactación y (4)
remoción de la parte
FIGURA 10 (a) Efecto de la presión aplicada durante la
compactación:(1) polvos sueltos iníciales después del llenado, (2)
reempacado y (3) d formación de las partículas; y (b) densidad de los
polvos en función de la presión. 1ª secuencia corresponde a los pasos
(1), (2) y (3) de la figura 9
Las prensas usadas en la compactación convencional en la
metalurgia de polvos son mecánicas, hidráulicas o una
combinación de las dos. En la figura 11 se muestra una
unidad hidráulica de 50 toneladas. Debido a diferencias en
la complejidad de las partes asociadas a los requerimientos
de prensado, las prensas se pueden clasificar en 1)
prensado en una dirección, con prensas de acción simple; o
2) prensado en dos direcciones, con prensas de varios
tipos, incluyendo las de punzones opuestos, de doble acción
o de múltiple acción. La tecnología de las prensas
comúnmente
FIGURA 11 Prensa hidráulica de 50 ton para compactación de componentes
de metalurgia de polvos. Esta prensa tiene la capacidad de actuar en
niveles múltiples para producir piezas de formas complejas en
metalurgia de polvos.
disponibles puede suministrar hasta diez acciones de
control separadas para producir partes de forma bastante
compleja. Examinaremos la complejidad de las partes y otros
aspectos de diseño en la sección 6.
La capacidad de una prensa para producción en PM se da
generalmente en toneladas, o kN o MN. La fuerza requerida
para el prensado depende del área proyectada de la parte
(área en el plano horizontal para una prensa vertical)
multiplicada por la presión necesaria para compactar los
polvos del metal dado. Expresando esto en forma de
ecuación,
F = APPC. (8)
donde F = fuerza requerida, lb (N); A = área proyectada de
la parte, pulg2 (mm2); y PC, = presión de compactación
requerida para el materia del polvo dado, lb/pulg2 (MPa).
Las presiones típicas de compactación fluctúan entre 10 000
lb/pulg2, (70 MPa) para polvos de aluminio y 100 000
lb/pulg2 (700 MPa) para polvos de hierro y acero.
3.3 Sinterizado
Después de prensado, el compactado verde carece de fuerza y
resistencia, se desmorona fácilmente, al menor esfuerzo. El
sinterizado es una operación de tratamiento térmico que se
ejecuta sobre compactado para unir sus partículas
metálicas, incrementando de esta manera su fuerza y
resistencia. El tratamiento se del metal (en la escala
absoluta). El término sinterizado en estado sólido o
sinterizado en fase sólida se usa algunas veces para este
sinterizado convencional debido a que el metal permanece
sin fundir a la temperatura del tratamiento.
En opinión de los investigadores, la fuerza básica que
mueve al sinterizado es la reducción la energía
superficial. El compactado verde consiste en muchas
partículas distintas que tienen su propia superficie, por
tanto, la superficie total del área contenida en el
compactado es m afta. Bajo la influencia del calor, el área
se reduce por la formación y crecimiento de las uniones
entre las partículas, esto implica la reducción de la
energía superficial. Mientras más fino sea el polvo inicial
más alta será la superficie del área total y más grande la
fuerza que mueve al proceso
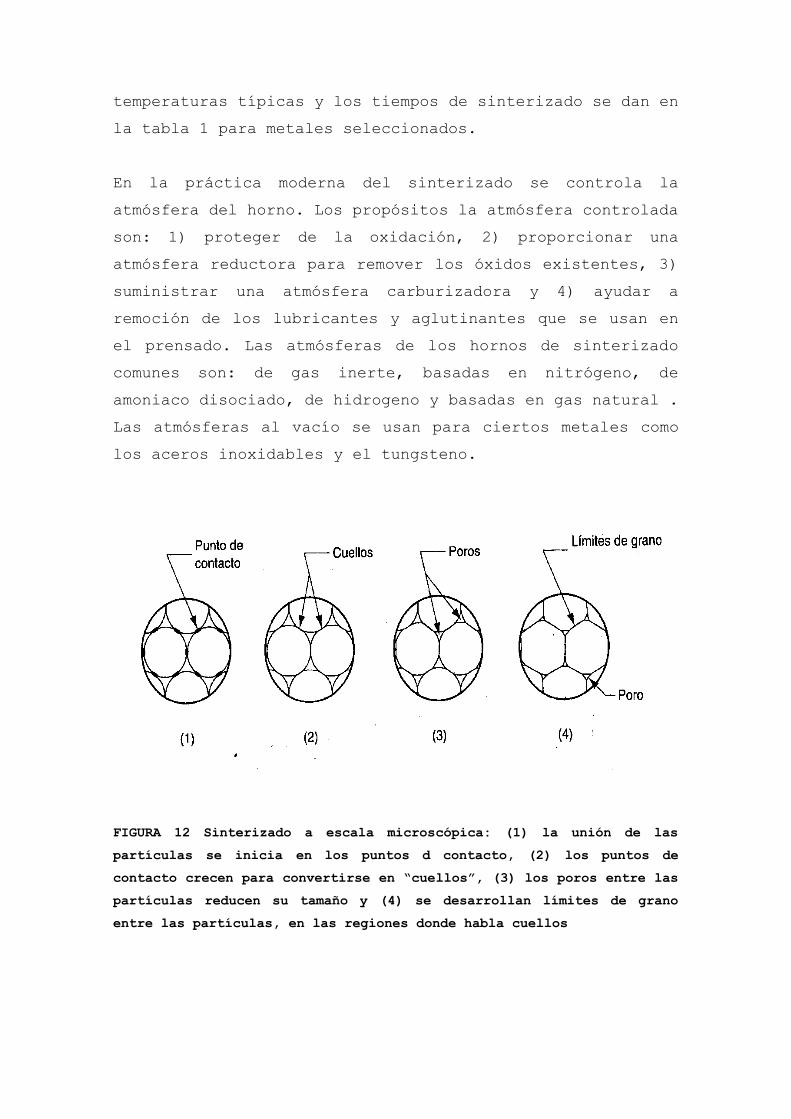
La serie de dibujos en la figura 12 muestra en escala
microscópica los cambios que ocurren durante el sinterizado
de los polvos metálicos. El sinterizado implica transporte
de masa para crear los cuellos y transformarlos en límites
de grano. El principal mecanismo para que esto ocurra es la
difusión; otro posible mecanismo es el tico. La contracción
ocurre durante el sinterizado como resultado de la
reducción del tamaño de los poros. Esto depende en gran
medida de densidad del compactado verde, y ésta a su ve de
la presión durante la compactación. Cuándo 1 condiciones
del procesamiento se controlan estrechamente, la
contracción generalmente es predecible.
Dado que las aplicaciones de la PM involucran generalmente
producciones medianas o altas la mayoría de los hornos de
sinterizado se diseñan con dispositivos mecanizados para el
traslado de las partes de trabajo durante el proceso. El
tratamiento térmico consiste en tres pasos realizad en tres
cámaras de hornos continuos: 1) precalentado, en el cual se
queman los lubricantes y aglutinante, 2) sinterizado y 3)
enfriado. El tratamiento se ilustra en la figura 13. Las
temperaturas típicas y los tiempos de sinterizado se dan en
la tabla 1 para metales seleccionados.
En la práctica moderna del sinterizado se controla la
atmósfera del horno. Los propósitos la atmósfera controlada
son: 1) proteger de la oxidación, 2) proporcionar una
atmósfera reductora para remover los óxidos existentes, 3)
suministrar una atmósfera carburizadora y 4) ayudar a
remoción de los lubricantes y aglutinantes que se usan en
el prensado. Las atmósferas de los hornos de sinterizado
comunes son: de gas inerte, basadas en nitrógeno, de
amoniaco disociado, de hidrogeno y basadas en gas natural .
Las atmósferas al vacío se usan para ciertos metales como
los aceros inoxidables y el tungsteno.
FIGURA 12 Sinterizado a escala microscópica: (1) la unión de las
partículas se inicia en los puntos d contacto, (2) los puntos de
contacto crecen para convertirse en “cuellos”, (3) los poros entre las
partículas reducen su tamaño y (4) se desarrollan límites de grano
entre las partículas, en las regiones donde habla cuellos

FIGURA 13 (a) Ciclo típico de tratamiento térmico durante el
sinterizado y (b) sección transversal esquemática de un horno continuo
de sinterizado
TABLA 1 Temperaturas típicas y tiempos de sinterizados de
metales seleccionados.
Temperaturas de sinterizado
Metal °F °C Tiempo (mm)
Latón 1600 (850) 25
Bronce 1500 (820) 15
Cobre 1600 (850) 25
Hierro 2000 (1100) 30
Acero inoxidable 2200 (1200) 45
Tungsteno 4200 (2300) 480

3.4 Operaciones secundarias
Las funciones de las operaciones secundarias son varias,
incluyendo la densificación, el dimensionamiento la
impregnación, la infiltración, el tratamiento térmico y el
acabado.
Densificación y dimensionamiento Numerosas operaciones
secundarias se ejecutan para aumentar la densidad y mejorar
la precisión, o para lograr formas adicionales en las
partes sinterizadas. El represando es una operación de
prensado en la cual se aprieta la parte en un dado cerrado
para aumentar la densidad y mejorar las propiedades
físicas. El dimensionamiento es la compresión de una parte
sinterizada para mejorar su precisión dimensional. El
acuñado es una operación de prensado sobre una parte
sinterizada para imprimir detalles en su superficie.
Algunas partes sinterizadas requieran un maquinado
posterior. Rara vez se utiliza el maquinado para
dimensionar las partes, más bien se usa para crear
características geométricas que no pueden lograr por
prensado, como son cuerdas internas o externas,
perforaciones laterales y otros detalles.
Impregnación e infiltración
La porosidad es una característica inherente a la
tecnología de metalurgia de polvos. Ésta se puede
aprovechar para crear productos especiales, llenando el
espacio disponible en los poros con aceite, polímeros o
metales que tienen un punto de fusión m bajo que la base
del metal en polvo.

Impregnación es el término que se usa cuando se introduce
aceite u otro fluido dentro de los poros de una parte
sinterizada. Los productos más comunes de este proceso son
los rodamientos impregnados con aceite; los engranes y
componentes similares de maquinaria. Los rodamientos aun
lubricados, fabricados usualmente de bronce o hierro con 10
a 30% de aceité en volumen, se as ampliamente en la
industria automotriz. Los tratamientos se realizan mediante
inmersión de las par sinterizadas en un baño de aceite
caliente.
La infiltración es una operación en la cual se llenan los
poros de las partes de PM con un metal fundido. El punto de
fusión del metal de relleno debe ser menor que el de la
parte. El proceso implica calentar el metal de relleno en
contacto con el componente sinterizado de manera que 1
acción de capilaridad haga fluir al relleno dentro de los
poros. La estructura resultante es relativamente no porosa
y la parte infiltrada tiene una densidad más uniforme, así
como una tenacidad resistencia mejorada. Una aplicación de
este proceso es la infiltración con cobre de las partes de
hierro sinterizado.
Tratamiento térmico y acabado
Los componentes de polvos metálicos pueden tratarse
térmicamente y terminarse (electrodepositación o pintura)
por la mayoría de las operaciones que se usan en la partes
fabricadas por fundición y otros procesos de trabajo de
metales. Los mismo tratamientos térmicos se usan (capítulo
8) para endurecer y hacer más resistentes las parte Debido
a la porosidad de las partes sinterizadas, se debe tener
cuidado con algunos de esto; tratamientos, por ejemplo, no
deben usarse los baños de sales para calentar .estas
partes.
Se pueden aplicar a las partes sinterizadas operaciones de
chapeado y recubrimiento con fines de apariencia y
resistencia a la corrosión. Se debe tener cuidado para
evitar que la soluciones químicas queden atrapadas en los
poros, frecuentemente se usan la impregnación y 1
infiltración para este propósito. Los chapeados comunes
para partes sinterizadas incluyen cobre níquel, cromo, zinc
y cadmio.