introduccion al cnc.pdf
TRANSCRIPT

I FUNDAMENTOS TEÓRICOS DEL CONTROL NUMÉRICO 1.1 Definición

El control numérico (NC) puede definirse como un método de controlar con precisión la operación de una maquina mediante una serie de instrucciones codificadas, formadas por números, letras del alfabeto, símbolos que la unidad de control de la maquina (MCU) puede comprender. Estas instrucciones se convierten en pulsos eléctricos de corriente, que los motores y controles de la maquina siguen para llevar a cabo las operaciones de maquinado sobre una pieza de trabajo

Se considera control numérico todo dispositivo capaz de dirigir posicionamientos de un órgano mecánico móvil en el que las órdenes relativas a los desplazamientos del móvil son elaboradas en forma totalmente automática a partir de informaciones numéricas definidas, bien manualmente (funcionamiento semiautomático), o bien por medio de un programa (funcionamiento automático).

Los números, letras y símbolos son instrucciones codificadas que se refieren a distancias, posiciones, funciones o movimientos específicos que la máquina herramienta puede comprender al maquinar la pieza. Los dispositivos de medición y de registro incorporados en las maquinas herramienta de control numérico por computadora aseguran que la pieza que se está manufacturando será exacta. Las máquinas de control numérico por computadora (CNC) minimizan el error humano.

1.2 Antecedentes

Su inicio fue en la revolución industrial en 1770 las maquinas eran operadas a mano, al fin se tiende mas y mas a la automatización ayudo el vapor, electricidad y materiales avanzados. En 1945 al fin de la 2 guerra mundial se desarrollo la computadora electrónica. En los 50´s se uso la computadora en una maquina herramienta. No paso mucho tiempo hasta que la computación fue incorporada masivamente a la producción

En los 60´s con los chips se reduce el costo de los controladores Hacia 1942 surgió lo que se podría llamar el primer control numérico verdadero, debido a una necesidad impuesta por la industria aeronáutica para la realización de hélices de helicópteros de diferentes configuraciones. Desarrollo Histórico del Control Numérico. Los primeros equipos de CN con electrónica de válvulas, relés y cableados, tenían un volumen mayor que las propias máquinas-herramientas, con una programación manual en lenguajes máquina muy complejo y muy lenta de programar

Puede hablarse de cuatro generaciones de máquinas de control numérico de acuerdo con la evolución de la electrónica utilizada. 1. Válvulas electrónicas y relés (1950). 2. Transistores (1960). 3. Circuitos integrados (1965). 4. Microprocesadores (1975).

A finales de los sesentas nace el control numérico por ordenador. Las funciones de control se realizaban mediante programas en la memoria del ordenador de forma que pueden adaptarse fácilmente con solo modificar el programa. En esta época los ordenadores eran todavía muy grandes y costosos, la única solución practica para el CN era disponer de un ordenador central conectado a varias máquinas-herramientas que desarrollaban a tiempo compartido todas las funciones de control de las mismas.

Esta tecnología se conoce con las siglas DNC (Direct Numerical Control – Control Numérico Directo). A principios de los setentas se empezó a aplicar mas pequeño y económico apareciendo así el CNC ( Control Numérico Computarizado ), que permite que un mismo control numérico pueda aplicarse a varios tipos de máquinas distintas sin mas que programar las funciones de control para cada máquina en particular.

Las tendencias actuales de automatización total y fabricación flexible se basan en máquinas de CNC conectadas a un ordenador central con funciones de programación y almacenamiento de programas y transmisión de los mismos a las máquinas para su ejecución.

Los esfuerzos para eliminar la intervención humana en los procesos de producción son una meta gerencial con la introducción de los conceptos de partes intercambiables y producción en masa. El control numérico puede proveer: 1. Flexibilidad para incrementar la producción de bajo nivel. 2. Instrucciones almacenadas para disminuir la mano de obra directa.

La tecnología de control numérico fue la primera aplicación del auxilio de manufactura computarizada (CAM), la aplicación de tecnología de proceso de información a la tecnología de automatización industrial. La máquina-herramienta de control numérico original fue desarrollada por contrato de la Fuerza Aérea por el Instituto de Tecnología de Massachusetts (MIT) en el laboratorio de servo mecanismos militar para producir frecuentes y muy complejas partes modificadas en base a emergencias

La primera instalación comercial de equipo de control numérico fue en 1957. Las máquinas originales de control numérico fueron estándar como las fresadoras y taladros. Tecnología de control fue desarrollada en paralelo con computadoras digitales, desde tubos de vacío pasando por transistores y circuitos integrados para los mas capaces y confiables minicomputadoras, microprocesadores, basados en control de unidades los cuales son referidos como computadora de control numérico (CNC). El control con alambrado fue menos flexible en su habilidad para leer y responder. En los CNC el alambrado lógico es reemplazado por software ejecutador, el da al controlador su identidad. En adición provee parte del almacén del programa, ahora muchos controladores aceptan operaciones de computo lógico tales como variables, ramales, y subrutinas en la parte de instrucción del programa. El programa de la parte y nuestro programador es de la nueva creación de trabajadores de información en la nueva revolución industrial de la información. Como desarrollo del progreso de la tecnología de maquinado y control, se reconoció una necesidad para un método de programación para manipular y traducir información de tecnología y manufactura para crear un medio de control para partes complicadas de 3 dimensiones
La Fuerza Aérea inició este proyecto (MIT), el resultado fue el sistema de asistencia por computadora llamado APT para herramientas programables completamente automáticas. Mientras más intervención humana fue quitada del equipo de operación, controles humanos, la accesibilidad del operador al proceso se ha minimizado. Estos procesos son tales como corte con alambre eléctrico, corte con laser y maquinado a alta velocidad que pueden ser imposibles sin el control numérico.

Evolución del control computarizado en manufactura Siglo XIV.- Se usó el primer aditamento con información
secuenciada en los cilindros con pernos en los relojes de las iglesias. 1808.- Joseph M. Jacqaurd usó una hoja de metas perforadas
para controlar agujas en las tejedoras. 1863.- M. Fourneaux patentó el primer piano automático ,
usando el principio de pasar aire a través de un rollo de papel perforado; llamándola pianola. 1842.- Pascal construyó una calculadora mecánica. 1834.- Babbage construyó una calculadora capaz de dar seis
decimales. 1940.- Aiken en E.U.A. y Zuse en Alemania usando
relevadores construyeron la primera máquina electrónica computable.

1943.- Mauchly and Eckert construyeron la primera computadora electrónica ENIAC (Electronic Numerical Integrator and Computer), contenía 18000 bulbos, 500,000 conexiones soldadas a mano, pesaba 30 toneladas, ocupaba 160 mts , su carga electrónica era de 174 kw. 1948.- Se desarrollo el transistor. 1959.- Se empezaron a construir circuitos integrados. 1960.- Se empezaron a construir computadoras en
forma comercial. 1965.- Se construyeron circuitos integrados en gran
escala. 1979.- Microprocesadores. 1980.- Componentes de superficie

Maquinas de control numérico. El principal objetivo en el desarrollo de las máquinas de control numérico fue la precisión. Para 1949 la idea ya tenía 500 años en la mente del hombre.
1952.- John C. Parsons y el Instituto Tecnológico de Masachussetts
desarrollaron la primera máquina fresadora de control numérico, construida con bulbos, usando un código binario y cinta perforadora. 1954.- Se desarrolló un lenguaje sinmbólico llamado APT
Automatically Programmed Tool, Programación automática de la herramienta. 1957.- La Bendix Co. comenzó a construir máquinas en forma
comercial, usadas primeramente por la fuerza aérea de E:U. 1971.- Hasta este año la AIA (Aerospace Industry Association) el MIT
y el ITRI (Illinois of Technology Research Institute) trabajaron en el desarrollo del lenguaje APT. El lenguaje APT inicial era suficiente para operaciones de taladrado, torneado o fresado recto, sin embargo estas no son suficientes para las operaciones de maquinado

1976 Cuando en 1976 se aplicó el microprocesador a las computadoras, se dio un enorme salto en el desarrollo del CNC, haciéndose posible las interpolaciones rectas y curvas entre ejes. 1982.- Se desarrollaron los primeros sistemas flexibles de
manufactura FMS 1986.- Se desarrollaron los primeros sistemas de manufactura
integrada. CIM
1.3 Funcionamiento de una máquina de C.N.C.

UBICACIÓN DE PUNTOS EN EL PLANO Y EL ESPACIO Has observado un mapa? Sin duda, los mapas nos ayudan
a ubicarnos en el espacio. Para poder ubicar puntos en un
mapa es importante tener líneas de referencia. Las líneas rectas que se ven
en los mapas son de dos tipos: horizontales y verticales. Al unir muchas de estas líneas se forma una cuadrícula.

Para facilitar la ubicación de un lugar en el mapa, se elige una recta horizontal y una recta vertical, se las divide en partes iguales y se las numera. Estas líneas rectas numeradas se llaman rectas numéricas. Al conjunto de dos rectas numéricas, una horizontal y otra vertical, que se cortan en un punto, se le llama plano cartesiano. A la recta numérica horizontal se
la llama eje de las "X" o de las abscisas. A la recta numérica vertical se la llama eje de las "Y" o de las ordenadas.

El punto donde se cortan las dos rectas numéricas se lo llama origen o punto cero. Para mencionar los
cuadrantes se numera cada uno de los cuatro espacios haciendo un giro antihorario es decir en sentido contrario a la dirección que siguen las manecillas del reloj.

Veamos cómo ubicar puntos en el plano cartesiano. Como el plano cartesiano
tiene dos ejes, para ubicar un punto localizamos dos números o componentes: El primer número
corresponde a la abscisa (eje de las X); y el segundo número corresponde a la ordenada
(eje de las Y). Si cambiamos el orden de los números o componentes, ya no nos
referimos al mismo punto en el plano cartesiano.

Cada punto del plano cartesiano tiene una única forma de escritura y se llama par ordenado. El punto P (2,3) es un par
ordenado. El punto Q (3,2) es otro par
ordenado. Por lo tanto el punto P no
es igual al punto Q. Si ubicamos dos puntos en
el plano cartesiano y los unimos, tenemos graficada una recta.

MEDICIONES: UTILIZACION DEL CALIBRADOR Y EL MICROMETRO
El calibre También denominado, pie de rey, pie a coliza o Vernier,
es un instrumento para medir dimensiones de objetos relativamente pequeños, desde centímetros hasta fracciones de milímetros (1/10 de milímetro, 1/20 de milímetro, 1/50 de milímetro). En la escala de las pulgadas tiene divisiones equivalentes a 1/16 de pulgada, y, en su nonio, de 1/128 de pulgada. Es un instrumento delicado y debe manipularse con
habilidad, cuidado y delicadeza, con precaución de no rayarlo ni doblarlo (en especial, la coliza de profundidad). Deben evitarse especialmente las limaduras, que pueden alojarse entre sus piezas y provocar daños.

Historia El primer instrumento de características similares fue encontrado en
un naufragio en la isla de Giglio, cerca de la costa italiana, datado en el siglo VI a. C. Aunque considerado raro, fue usado por griegos y romanos. Durante la Dinastía Han (202 a. C. - 220 d. C.), también se utilizó un
instrumento similar en China, hecho de bronce, hallado con una inscripción del día, mes y año en que se realizó. Se atribuye al cosmógrafo y matemático portugués Pedro Núñez
(1492-1577) —que inventó el nonio o nonius—, el origen del pie de rey. También se lo ha llamado vernier, porque hay quien atribuye su invento al geómetra Pierre Vernier (1580-1637), aunque lo que verdaderamente inventó fue la regla de cálculo vernier, que ha sido confundida con el nonio inventado por Pedro Núñez. En castellano, se utiliza con frecuencia la voz nonio para definir esa escala. El calibre moderno con nonio y lectura de milésimas de pulgada, fue
inventado por el americano Joseph R. Brown en 1851. Fue el primer instrumento práctico para efectuar mediciones de precisión que pudo ser vendido a un precio accesible.
Componentes Componentes del pie de rey: Consta de una "regla" con
una escuadra en un extremo, sobre la cual se desliza otra destinada a indicar la medida en una escala. Permite apreciar longitudes de 1/10, 1/20 y 1/50 de milímetro utilizando el nonio. Mediante piezas especiales en la parte superior y en su extremo, permite medir dimensiones internas y profundidades. Posee dos escalas: la inferior milimétrica y la superior en pulgadas.

1. Mordazas para medidas externas 2. Orejetas para medidas internas 3. Aguja para medida de profundidades 4. Escala principal con divisiones en milímetros y centímetros 5. Escala secundaria con divisiones en pulgadas y fracciones de pulgada 6. Nonio para la lectura de las fracciones de milímetros en que esté dividido 7. Nonio para la lectura de las fracciones de pulgada en que esté dividido 8. Botón de deslizamiento y freno

Otros tipos El Calibre Digital: En la Figura de la izquierda se muestra un calibre digital, construido sobre la base de un calibre de nonio, pero en el lugar de este lleva colocado un display que da la lectura directa en milímetros con dos decimales, es decir con una exactitud de una centésima de milímetro.

Interpretación del nonio El Nonio es un instrumento tecnológico que aumenta la sensibilidad de una escala, por subdividir la menor división de ella. En el ejemplo siguiente el nonio tiene diez espacios entre las líneas. El divide en diez el milímetro (décimo de milímetro), que es la menos división de la escala principal. El nonio es la escala baja, Regla Móvil, que se desliza sobre la escala principal (escala 1:100 del metro – esto significa que los números de la escala principal representan el centímetro, y cada división representa un milímetro)
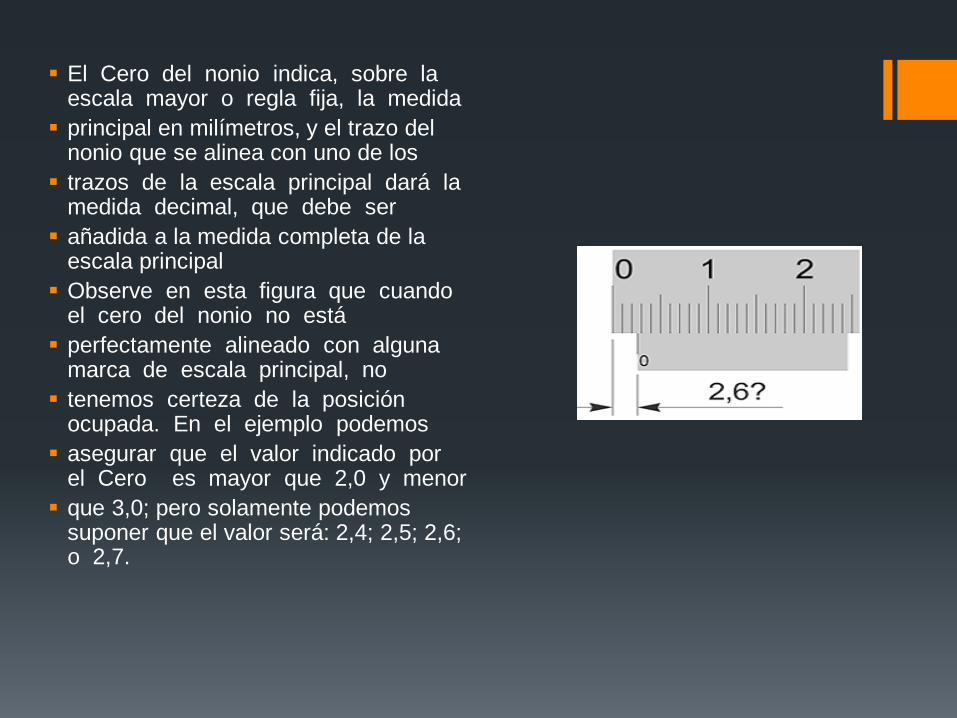
El Cero del nonio indica, sobre la escala mayor o regla fija, la medida principal en milímetros, y el trazo del
nonio que se alinea con uno de los trazos de la escala principal dará la
medida decimal, que debe ser añadida a la medida completa de la
escala principal Observe en esta figura que cuando
el cero del nonio no está perfectamente alineado con alguna
marca de escala principal, no tenemos certeza de la posición
ocupada. En el ejemplo podemos asegurar que el valor indicado por
el Cero es mayor que 2,0 y menor que 3,0; pero solamente podemos
suponer que el valor será: 2,4; 2,5; 2,6; o 2,7.

Una posible solución sería dividir el espacio de la escala principal, de modo qué tuviera más marcaciones, aumentando la posibilidad del nonio alinearse con alguna de ellas (ejemplo fig. 2 = 2,5 ¿? ). Pero esta solución es restringida a las limitaciones de la visión humana.

Técnicamente, lo que el nonio hace es aumentar la sensibilidad de la escala principal, cuando subdivide su menor división, en el caso del ejemplo la subdivide en diez, luego la subdivisión 6 del nonio es la que se corresponde exactamente con un división de la regla fija y el como el Cero del nonio se encuentra pasando el 2 y si llegar a los 3 mm. La medida final será la suma del 2 mas el 0,6; igual a 2,6 mm

El micrómetro (del griego micros, pequeño, y metron, medición), también llamado Tornillo de Micrométrico o Tornillo de Palmer, es un instrumento de medición que sirve para medir las dimensiones de un objeto con alta precisión, del orden de centésimas de milímetros (0,01 mm) y de milésimas de milímetros (0,001 mm) (micra). Para ello cuenta con dos puntas que se
aproximan entre sí mediante un tornillo de rosca fina, el cual tiene grabado en su contorno una escala. La escala puede incluir un nonio. La máxima longitud de medida del micrómetro de exteriores normalmente es de 25 mm aunque existen también los de 0 a 30, por lo que es necesario disponer de un micrómetro para cada campo de medidas que se quieran tomar (0-25 mm), (25-50 mm), (50-75 mm), etc.

Frecuentemente el micrómetro también incluye una manera de limitar la torsión máxima del tornillo, generalmente un críquet, dado que la rosca muy fina hace difícil notar fuerzas capaces de causar deterioro de la precisión del instrumento. El principio de funcionamiento o de operación de un micrómetro se basa en que, si un tornillo montado en una tuerca fija se hace girar, el desplazamiento de éste en el sentido longitudinal, es proporcional al giro dado Todos los tornillos micrométricos empleados en el sistema métrico decimal tienen una longitud de 25 mm, con un paso de rosca de 0.5 mm, de modo que girando el tambor una vuelta completa el palpador avanza o retrocede 0.5 mm.

El micrómetro tiene una escala longitudinal, línea longitudinal que sirve de fiel, que en su parte superior presenta las divisiones de milímetros enteros y en la inferior las de los medios milímetros, cuando el tambor gira deja ver estas divisiones. En la superficie del tambor tiene grabado en toda su
circunferencia 50 divisiones iguales, indicando la fracción de vuelta que ha realizado, una división equivale a 0.01 mm.

Para realizar una lectura, nos fijamos en la escala longitudinal, sabiendo así la medida con una apreciación de 0.5 mm, el exceso sobre esta medida se ve en la escala del tambor con una precisión de 0.01 mm. En la fotografía se ve un
micrómetro donde en la parte superior de la escala longitudinal se ve la división de 5 mm, en la parte inferior de esta escala se aprecia la división del medio milímetro. En la escala del tambor la división 28 coincide con la línea central de la escala longitudinal, luego la medida realizada por el micrómetro es: 5 + 0.5 + 0.28 = 5.78.

Micrómetro con nonio Micrómetro con nonio, indicando 5.783 mm. Una variante de micrómetro un poco más sofisticado, además
de las dos escalas anteriores tiene un nonio, en la fotografía, puede verse en detalle las escalas de este modelo, la escala longitudinal presenta las divisiones de los milímetros y de los medios milímetro en el lado inferior de la línea del fiel, la escala del tambor tiene 50 divisiones, y sobre la línea del fiel presenta una escala nonio de 10 divisiones numerada cada dos, la división de referencia del nonio es la línea longitudinal del fiel. En la imagen, la tercera división del nonio coincide con una
división de la escala del tambor, lo que indica que la medida excede en 3/10 de las unidades del tambor.

Esto es, en este micrómetro se aprecia: en la escala longitudinal la división de 5 mm, la subdivisión de medio milímetro, en el tambor la línea longitudinal del fiel coincide por defecto con la división 28, y en el nonio su tercera división esta alineada con una división del tambor, luego la medida es: 5 + 0.50 + 0.28 + 0.003 = 5.783 El principio de funcionamiento del micrómetro es el tornillo,
que realizando un giro más o menos amplio da lugar a un pequeño avance, y las distintas escalas, una regla, un tambor y un nonio, permiten además un alto grado de apreciación, como se puede ver.

El micrómetro es un dispositivo ampliamente usado en ingeniería mecánica, para medir con precisión grosor de bloques medidas internas y externas de ejes y profundidades de ranuras. Los micrómetros tienen varias ventajas respecto a otros instrumentos de medida como el vernier y el calibrador: son fáciles de usar y sus lecturas son consistentes y por su exactitud es el instrumento elegido para los trabajos en el torno cnc. Existen tres clases de micrómetros basados en su aplicación. - Micrómetro interno - Micrómetro externo - Micrómetro de profundidad

U micrómetro externo es usado típicamente para medir alambres esferas ejes y bloques. Un micrómetro interno se usa para medir huecos abiertos, y el
micrómetro de profundidad típicamente como su nombre indica. El primer tornillo micrométrico fue inventado por William
Gascoigne en el siglo 17, como una mejora del vernier, fue entonces usado en un telescopio para medir las distancias angulares entre las estrellas. Su adaptación para las medidas pequeñas fue hecha por Jean Louis Palmer, este dispositivo es desde entonces llamado palmer en Francia. El micrómetro es muy exacto y tiene tolerancias del orden
de 0.001mm.Existen también otros con tolerancias de 0.01mm. La mayoría de micrómetros pueden leer una diferencia de
25mm. El micrómetro debe leerse de la misma forma que el calbre.

En necesidad de producir una parte (pieza) se debe analizar toda la información contenida sobre el plano de la pieza puesto que de esto depende todo el desarrollo del proceso para su manufactura y conseguir el objetivo que se pretende. Materiales. En la manufactura de una pieza, es importante observar el tipo de material ya que esto nos obliga a pensar en el proceso y el herramental a emplear. Considerando que existen diferentes tipos de materiales como por ejemplo:

Materiales ferrosos: a) Acero al carbón, en diferentes calidades. b) Aceros tratados, en diferentes calidades. c) Aceros recosidos en diferentes calidades. Materiales no ferrosos: a) Aluminio. b) Bronce. c) Cobre. d) Latón. e) Mat. Sintético.

Dimensiones. En la información del plano se observa el tamaño de la pieza y esto nos ayuda a seleccionar la máquina con capacidad adecuada para su proceso y tomar en cuenta el manejo del material con los accesorios necesarios y adecuados. Además esta información es indispensable para realizar el programa que finalmente correrá en la máquina CNC en este caso.

Tolerancias. En algunas cotas sobre el plano se encontrará específicamente la tolerancia permisible sobre las dimensiones requeridas y que puede ser tolerancia muy cerrada o considerablemente abierta según se requiera en el diseño de la pieza. La tolerancia puede ser bilateral o unilateral (+) ó (-) , según sea el caso. También encontraremos la especificación dentro de las notas generales, cuando la tolerancia se aplique en forma general y esto controlará obviamente en el ajuste del CNC.

Acabados. En el análisis de la información también encontraremos específicamente el tipo de acabado que se requiere para la parte a mecanizar y que puede ser torneado, fresado, rectificado, etc., la profundidad de la huella dependerá de la necesidad requerida.
Tratamientos térmicos. En la información general encontraremos el tipo de tratamiento térmico como puede ser temple, cementado, nitrurado, carbonitrurado, etc., según lo requiera el diseño de la pieza y esto va muy relacionado con el tipo de material seleccionado para poder procesar el tratamiento.
Consideraciones del maquinado para procesos posteriores. En este punto es importante considerar la programación con el material que en un proceso siguiente será desprendido por algún método que se requiera, por ejemplo: en la información general observamos la pieza tomada y rectificada. En este caso posterior al CNC debemos tomar en cuenta la posible deformación de la pieza con el tratamiento térmico y además que en el rectificado nos limpie las superficies que se requieren rectificadas. Entonces el material que se deje por excedente en el mecanizado del CNC tendrá que ser proporcional al tamaño de la pieza hasta un máximo de 0.015” pulg. (0.35 a 0.4 mm.)

Análisis de la información contenida en el diseño de la parte. Para la fabricación de piezas mecánicas existen una gran variedad de materiales y la elección del material a emplearse en la construcción de maquinaria depende básicamente del diseñador. En la manufactura de piezas mecánicas es de gran importancia observar el tipo de material a mecanizar ya que de esto depende la rapidez de manufactura y el tipo de herramental a emplear.
Calidades. Existe en el mercado una gama muy amplia de calidades de materiales de acero, los más comunes son: Acero para máquina (acero al carbón). Acero recosido (según norma). Acero tratado (según norma). Acero para herramienta (según norma). Acero inoxidable (según norma). Aluminio. Bronce. Cobre. Latón. Materiales sintéticos.

Preparación de los materiales para la alimentación de la máquina. Para preparar materiales en la manufactura de piezas mecánicas hay que tomar en cuenta el tipo de máquina. Si es automática, semi automática, o independiente. En el primero de los casos considerar el volumen a procesar, para preparar la cantidad de barras requeridas y colocar materiales en raquets. En el segundo caso también considerar cantidad y preparar las barras requeridas y colocar en rackets. .

Cuando la máquina es independiente o sea que la alimentación es manual e tiene que cortar material en forma independiente por otro método y controlar la cantidad requerida y colocar material en casillas preferentemente o algún otro recipiente.

Cálculo de piezas esperadas por unidad de materia prima.
Las piezas esperadas por unidad de materia prima dependen fundamentalmente de dos factores: 1. La longitud de la barra –Lb. 2. Longitud de la pieza – Lp. 3. Espesor del corte – Ec. Existen en el mercado medidas de longitud estándar, en los materiales las más comunes son 6 y 3 mts. Aunque existen casos particulares en otros materiales como el bronce, aluminio, hierro gris, etc.

Para calcular las piezas por unidad de materia prima empleamos la siguiente fórmula:
𝑁𝑁 = 𝐿𝑏𝐿𝑝−𝐸𝑐
Ejemplo: si tenemos barras de 3 mts. Y la pieza tiene una longitud de100 mm y el espesor del corte es 3mm. 3 mts. = 3000 mm.
3000(100+3)
= 3000103
= 29

Cálculo del desperdicio. Para saber el desperdicio de material en el proceso de manufactura se debe tomar en cuenta. - Espesor del corte (con cuchilla o sierra) por barra multiplicado por
el número de cortes por barra, además estimar en un % pequeño (2% ) las piezas de prueba y posibles piezas fuera de especificación por desajuste de la herramienta. (Esto en alta producción) ejemplo:
En una barra de 6 m de longitud se procesarán piezas que tienen de longitud 70mm. Calcular – el número de piezas por unidad en materia prima.

El desperdicio por corte en la misma unidad de materia prima; espesor de corte mm
𝑁𝑁 =𝐿𝑏
(𝐿𝑝 + 𝐸𝑐)=
6000(70 + 2)
=6000
72= 83
𝑁𝑐 = (𝑁𝑝 − 1)
𝑏 = 𝐸𝑐 𝑁𝑐 + 𝑠 = 2 82 + 24 = 164 + 22 = 188 mm

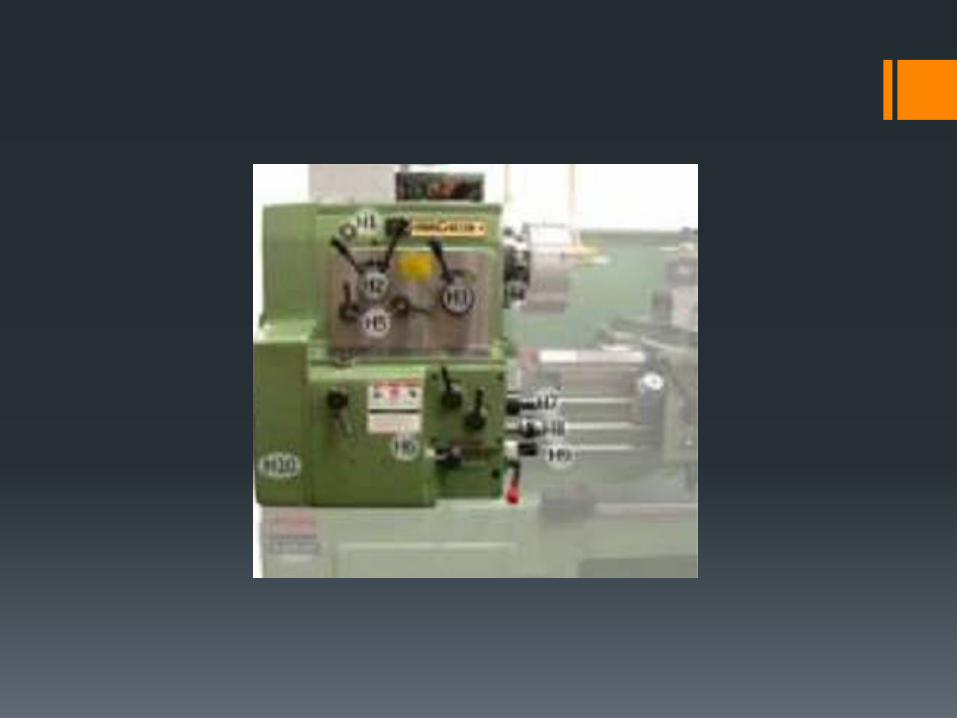
PARTES PRINCIPALES DE LOS TORNOS

A) Bancada: Es el soporte principal del torno, sobre ella van montados todos los elementos del torno. Es un zócalo de fundición soportado por uno o más pies, que sirve de apoyo y guía a las demás partes principales del torno. La fundición debe ser de la mejor calidad; debe tener dimensiones apropiadas y suficientes para soportar las fuerzas que se originan durante el trabajo, sin experimentar deformación apreciable, aún en los casos más desfavorables. Para facilitar la resistencia suele llevar unos nervios centrales. Las guías han de servir de perfecto asiento y permitir un deslizamiento suave y sin juego al carro y contra cabezal. Deben estar perfectamente rasqueteadas o rectificadas. Es corriente que hayan recibido un tratamiento de temple superficial, para resistir el desgaste. A veces, las guías se hacen postizas, de acero templado y rectificado.

B) Cabezal: va montado en el extremo derecho de la bancada, contiene al eje principal o husillo, esta compuesto por una caja fijada al extremo de la bancada por medio de tornillos o bridas. En ella va alojado el eje principal, que es el que proporciona el movimiento a la pieza. En su interior suele ir alojado el mecanismo para lograr las distintas velocidades, que se seleccionan por medio de mandos adecuados, desde el exterior. El mecanismo que más se emplea para lograr las distintas velocidades es por medio de trenes de engranajes. Los principales sistemas empleados en los cabezales de los tornos son:
Cabezal Monopolea: El movimiento proviene de un eje,
movido por una polea única. Las distintas velocidades o marchas se obtienen por desplazamiento de engranajes.
Transmisión Directa por Motor: En lugar de recibir el movimiento a través de una polea, lo pueden recibir directamente desde un motor. En este tipo de montaje es normal colocar un embrague, para evitar el cambio brusco del motor, al parar o invertir el sentido de la marcha. La potencia al transmitir es más directa, pues se evitan pérdidas por deslizamiento de correas. Caja de Cambios: Otra disposición muy frecuente es la colocación de
una caja o cambio, situada en la base del torno; desde allí se transmite el movimiento hasta el cabezal por medio de correas. Este sistema se presta muy bien para tornos rápidos y, sobre todo, de precisión. El eje principal queda descargado de tensiones, haciendo que la polea apoye en soportes adecuados. Variador de Velocidades: Para lograr una variación de
velocidades, mayor que las limitadas por los mecanismos anteriores, se emplean en algunos tornos variadores de velocidad mecánicos o hidráulicos.
Los tornos CNC, generalmente llevan montados en este cabezal el control.

M) Husillo: Es el eje principal del torno, construido de acero es el órgano que más esfuerzos realiza durante el trabajo. Por consiguiente, debe ser robusto y estar perfectamente guiado por los rodamientos, para que no haya desviaciones ni vibraciones. Para facilitar el trabajo en barras largas suele ser hueco. En la parte anterior lleva un cono interior, perfectamente rectificado, para poder recibir el punto y servir de apoyo a las piezas que se han de tornear entre puntos.., En el mismo extremo, y por su parte exterior, debe llevar un sistema para poder colocar un plato porta piezas con mordazas para sujeción, entre las cuales se coloca la pieza a tornear, estas mordazas pueden ser de accionamiento manual o neumático. Es el husillo el que recibe el movimiento de rotación que proporciona el motor principal, en tornos convencional esta velocidad se selecciona manualmente, en tornos de control numérico esta velocidad la indica el control según lo programado

L) Cabezal Móvil: llamado también contrapunta, consta de dos piezas de fundición, de las cuales una se desliza a lo largo de la bancada y la otra puede moverse transversalmente sobre la primera, mediante uno o dos tornillos. Ambas pueden fijarse en cualquier punto de la bancada mediante una tuerca y un tornillo de cabeza de grandes dimensiones que se desliza por la parte inferior de la bancada. La superior tiene un agujero cilíndrico paralelo a la bancada y a igual altura que el eje de revolución del cabezal.

En este agujero entra suavemente un manguito cuyo hueco termina, por un extremo en un cono Morse y, por el otro, en una tuerca, en esta tuerca entra un tornillo que puede girar mediante una manivela; como este tornillo no puede moverse axialmente, al girar el tornillo el manguito entra o sale de su alojamiento. Para que este no pueda girar, hay una ranura en toda su longitud en la que ajusta una chaveta. El manguito puede fijarse en cualquier parte de su recorrido mediante otro tornillo.

En el cono Morse puede colocarse una punta semejante a la del cabezal o bien un mandril, o una broca de cola cónica, etc. Para evitar el roce se emplean mucho los puntos giratorios, que además de la forma común, pueden estar adaptados para recibir diversos accesorios según las piezas que se hayan de tornear.

Carros: En el torno la herramienta cortante se fija sobre el conjunto de los carros. La herramienta debe poder acercarse a la pieza para lograr la profundidad de pasada adecuada y también poder moverse a lo largo del eje de del torno para lograr la superficie deseada. Las superficies que se pueden obtener son todas las de revolución: cilindros y conos, llegando al límite de superficie plana. Por tanto, la herramienta debe poder seguir las direcciones de la generatriz de estas superficies. Esto se logra por medio de los movimientos del carro principal, del carro transversal y del carro inclinable o charriot.

C) Carro Principal: Consta de dos partes, una de las cuales se desliza sobre la bancada y la otra, llamada delantal, está atornillada a la primera y desciende por la parte anterior. El delantal lleva en su parte interna los dispositivos para obtener los movimientos automáticos y manuales de la herramienta, mediante ellos, efectuar las operaciones de roscar, cilindrar y refrentar.

Dispositivo para Roscar: El dispositivo para roscar consiste en una tuerca en dos mitades, las cuales por medio de una manivela pueden aproximarse hasta engranar con el tornillo patrón o eje de roscar. El paso que se construye variará según la relación del número de revoluciones de la pieza que se trabaja y del tornillo patrón.

Dispositivo para Cilindrar y Refrentar: El mismo dispositivo empleado para roscar podría servir para cilindrar, con tal de que el paso sea suficientemente pequeño. Sin embargo, se obtiene siempre con otro mecanismo diferente. Sobre el eje de cilindrar va enchavetado un tornillo sin fin que engrana con una rueda, la cual, mediante un tren basculante, puede transmitir su movimiento a un piñón que engrana en una cremallera fija en la bancada o a otro piñón en el tornillo transversal. El tren basculante puede también dejarse en posición neutra. En el primer caso se mueve todo el carro y, por tanto, el torno cilindrará; en el segundo, se moverá solamente el carro transversal y el torno refrentará; en el tercer caso, el carro no tendrá ningún movimiento automático. Los movimientos del tren basculante se obtienen por medio de una manivela exterior. El carro puede moverse a mano, a lo largo de la bancada, por medio de una manivela o un volante.

D) Carro Transversal: El carro principal lleva una guía perpendicular a los de la bancada y sobre ella se desliza el carro transversal. Puede moverse a mano, para dar la profundidad de pasada o acercar la herramienta a la pieza, o bien se puede mover automáticamente para refrentar con el mecanismo ya explicado. Para saber el giro que se da al husillo y, con ello, apreciar el desplazamiento del carro transversal y la profundidad de la pasada, lleva el husillo junto al volante de accionamiento un tambor graduado que puede girar loco o fijarse en una posición determinada. Este tambor es de gran utilidad para las operaciones de cilindrado y roscado, como se verá más adelante.
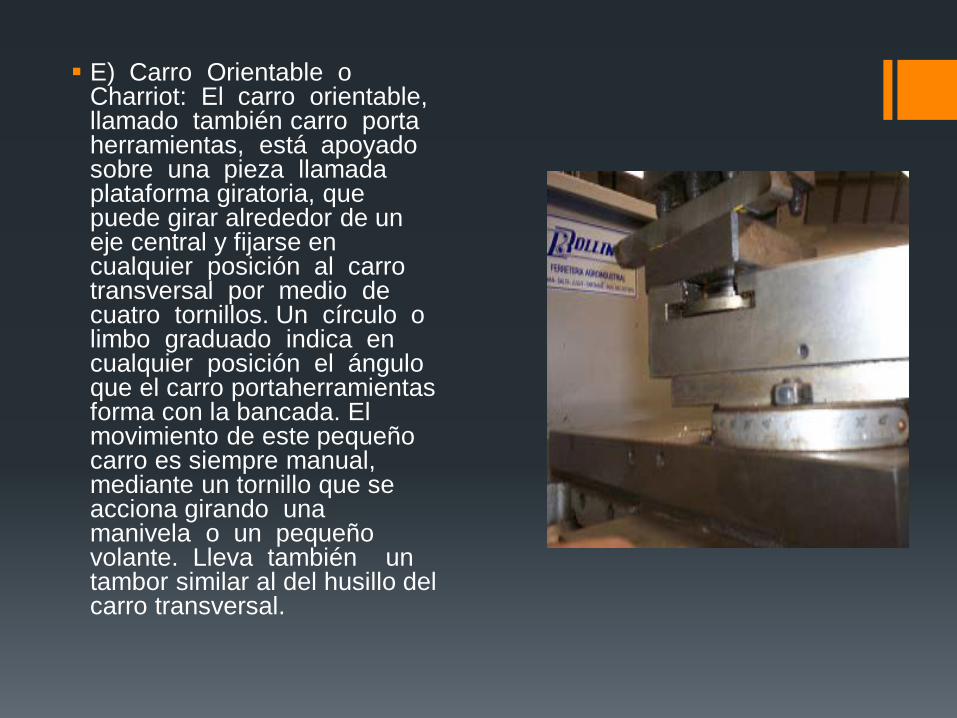
E) Carro Orientable o Charriot: El carro orientable, llamado también carro porta herramientas, está apoyado sobre una pieza llamada plataforma giratoria, que puede girar alrededor de un eje central y fijarse en cualquier posición al carro transversal por medio de cuatro tornillos. Un círculo o limbo graduado indica en cualquier posición el ángulo que el carro portaherramientas forma con la bancada. El movimiento de este pequeño carro es siempre manual, mediante un tornillo que se acciona girando una manivela o un pequeño volante. Lleva también un tambor similar al del husillo del carro transversal.

En los tornos CNC no existe el charriot y todos los movimientos necesarios para describir las generatrices de las piezas a construir se consiguen mediante el movimiento coordinado de los carros longitudinal y transversal. Tampoco existen los mandos manuales de estos dos carros, ya que los mismos son accionados por motores paso a paso, que mueven los carros con una exactitud de un par de milésimas de milímetro.

Torre Portaherramientas: Contiene las herramientas y según los comandos del control gira para posicionar la herramienta previamente elegida por el programador para cada operación. (Der.), Torre de cambio manual (Izq.) de torno convencional
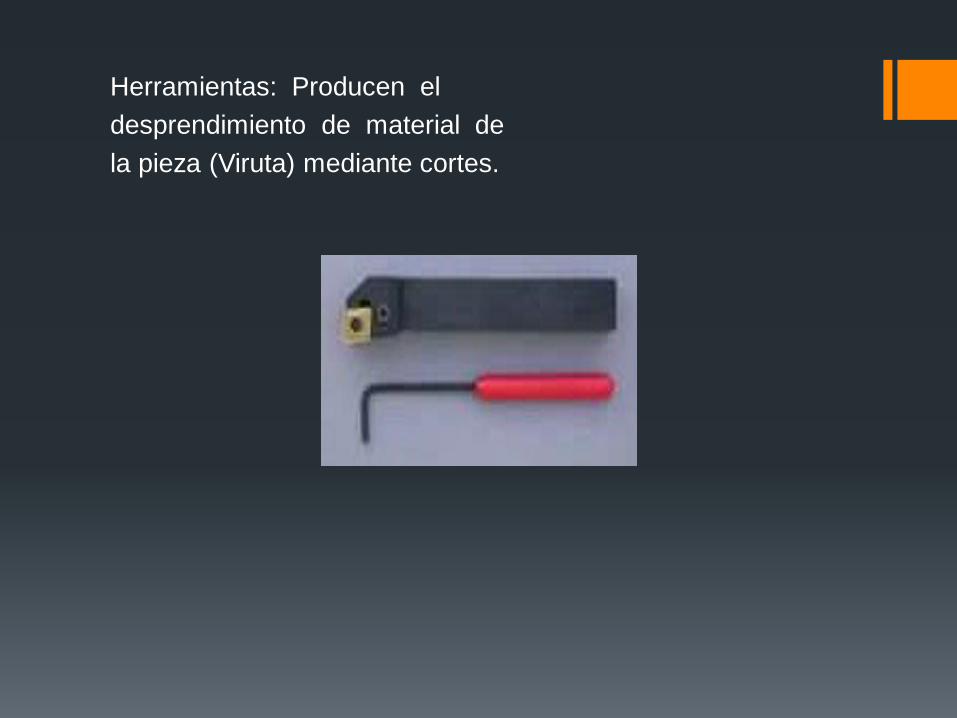
Herramientas: Producen el desprendimiento de material de la pieza (Viruta) mediante cortes.

Control Numérico (CNC): Ubicado en el cabezal principal del torno, consta de un procesador (interno), un teclado y un monitor (externos) mediante los cuales el programador se comunica con la maquina. Se considera Control Numérico por Computador, también llamado CNC (en inglés Computer Numerical Control) (también Control Numérico Continuo Continuous Numerical Control) a todo dispositivo capaz de dirigir el posicionamiento de un órgano mecánico móvil mediante órdenes elaboradas de forma totalmente automática a partir de informaciones numéricas en tiempo real. Entre las operaciones de maquinado que se pueden realizar en una máquina CNC se encuentran las de torneado y de fresado. Sobre la base de esta combinación es posible generar la mayoría (si no son todas) las piezas de industria.

Compuerta: Es la puerta de acceso al interior del cabezal principal, a los motores y al cnc. Debe estar cerrada para que el torno trabaje

EL TORNO CNC Para poder analizar y definir en que consiste una
máquina herramienta con CNC, primeramente vamos a considerar como se comportaría una máquina convencional ante un proceso de producción: En este caso, el plano de la pieza a fabricar, constituye el soporte principal de los datos de mecanizado. Para poder efectuar el maquinado, el operario lee e interpreta el plano, y posteriormente realiza sobre la máquina las maniobras adecuadas para poder obtener el producto final. Estos son: Elección de herramientas, la elección de los datos del corte, la puesta a punto de la pieza, los desplazamientos de la herramienta, etc.

Es decir, que es un vínculo directo: Plano – Operario – Máquina Herramienta. En un maquinado con un CNC, el hombre leerá el plano, y
construirá una sucesión ordenada de datos alfanuméricos (Letras y Números), que conformarán el programa de la pieza, el cual será introducido en el Control (ordenador), que será el encargado de transmitir a los órganos de la máquina, las instrucciones correspondientes para poder elaborar la pieza. Como podemos observar, se ha agregado un elemento en la cadena de
relaciones: Plano – Operario – Control Numérico – Máquina-Herramienta.

COMPONENTES: Al analizar una máquina con CNC, observamos que
básicamente mantiene su principio de funcionamiento comparada con una convencional, con excepción de la innovación que le confiere su ordenador (Control Numérico). Este componente es el que más a evolucionado en muy poco tiempo, aunque los demás elementos que conforman tradicionalmente una máquina herramienta, han debido adecuarse a las altas velocidades de maquinado, y a la extrema precisión en los posicionamientos tanto de las herramientas como de las piezas. Por ejemplo, se recubrieron las superficies de deslizamiento con materiales plásticos muy resistentes al desgaste, los desplazamientos de los carros son mediante sistemas de transmisión por tornillos de bolas recirculantes, los restantes movimientos son mediante circuitos hidráulicos o neumáticos.

Los desplazamientos de las herramientas y el giro del husillo, son provocados por motores de corriente continua. Y muy particularmente, en el campo de las herramientas de corte, se han debido adecuar a las altas exigencias de terminación y de esfuerzos de corte. Podríamos decir, que los elementos componentes de una máquina con CNC, son: a.- El Control Numérico b.- Los servomecanismos. c.- Los transductores. d.- Dispositivos para el cambio de herramientas. e.- Husillos y ejes de trabajo y avances.
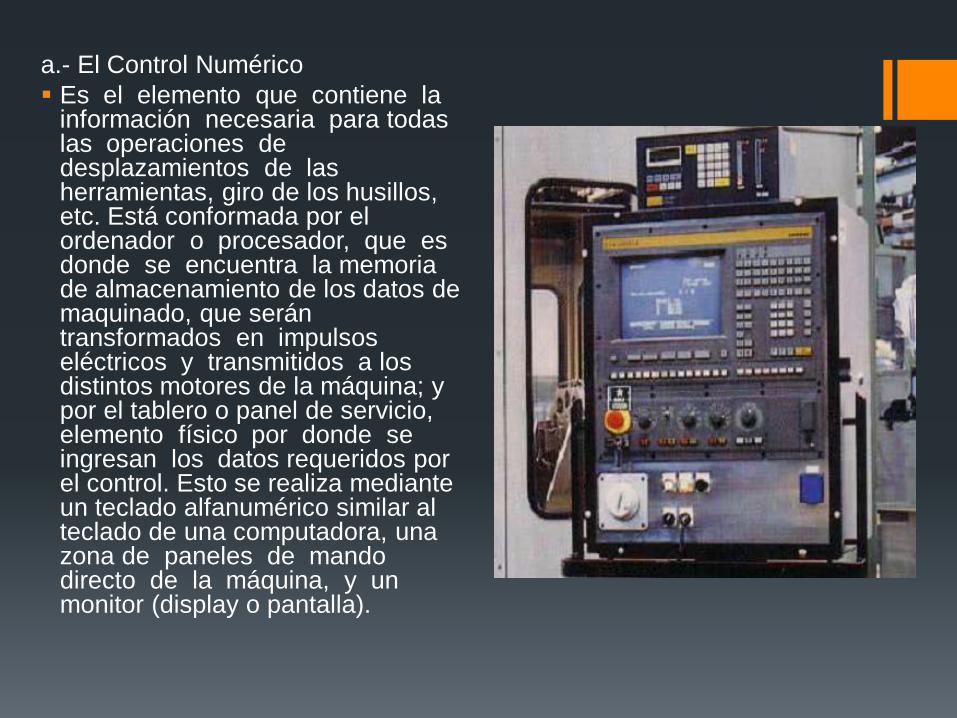
a.- El Control Numérico Es el elemento que contiene la
información necesaria para todas las operaciones de desplazamientos de las herramientas, giro de los husillos, etc. Está conformada por el ordenador o procesador, que es donde se encuentra la memoria de almacenamiento de los datos de maquinado, que serán transformados en impulsos eléctricos y transmitidos a los distintos motores de la máquina; y por el tablero o panel de servicio, elemento físico por donde se ingresan los datos requeridos por el control. Esto se realiza mediante un teclado alfanumérico similar al teclado de una computadora, una zona de paneles de mando directo de la máquina, y un monitor (display o pantalla).

b.- Los servomecanismos. Estos se encargan
principalmente de los movimientos de los carros o mesas de la máquina. Son servomotores con motores paso a paso, a corriente continua, hidráulicos, etc. Reciben los impulsos eléctricos del control, y le transmiten un determinado número de rotaciones o inclusive una fracción de rotación a los tornillos que trasladarán las mesas o los carros. Los servomotores con motores paso a paso, constan de un generador de impulsos que regulan la velocidad de giro del motor variando la cantidad y frecuencia de los impulsos emitidos.

La cantidad de impulsos puede variar hasta 16,000 por segundo, dando como resultado una gran gama de velocidades. En los servomotores con motores de corriente continua, cuando varía la tensión, varía proporcionalmente la velocidad de giro del motor. El servomotor hidráulico, posee una servo válvula reguladora del caudal que ingresa al motor, dosificando de esta manera la velocidad de rotación del mismo.

C.- Los transductores La función de los mismos consiste
en informar por medio de señales eléctricas la posición real de la herramienta al control, de manera que este pueda compararla con la posición programada de la misma, y efectuar los desplazamientos correspondientes para que la posición real sea igual a la teórica. Los dispositivos de medición pueden
ser directos o indirectos. En los de medición directa, encontramos una regla graduada unida al carro. En cambio, en los de medición
indirecta, un cuenta vueltas reconoce la cantidad de giros que efectúa el tornillo de filete esférico del carro. También podemos clasificarlos de acuerdo a sus características de funcionamiento, pudiendo ser absolutos, incrementales o absolutos-cíclicos.

Los absolutos, informan de las posiciones de los carros punto por punto con respecto a un punto de origen fijo previamente determinado. Los incrementales, emiten un impulso eléctrico a intervalos de desplazamiento determinados, los que son acumulados por un contador de impulsos, quienes informarán al control de la suma de estos impulsos. Los últimos, pueden decirse los más difundidos, y funcionan de la siguiente manera: Pueden medir directamente movimientos angulares o
giratorios, lo que se utiliza para determinar la coordinación exacta de los carros con el giro del husillo en los casos de roscado, por ejemplo Otros miden la posición del carro o la mesa
utilizando una escala metálica con un circuito impreso en forma de grilla, que se encuentra fijo sobre la carrera a dimensionar. Sobre esta, se mueven con los carros, un par de lectores (cursores) eléctricos, que informarán sobre la mensura efectuada al control.

d.- Dispositivos para el cambio de herramientas. El cambio de las herramientas de trabajo en una máquina con
CNC, se efectúa de manera totalmente automática, para lo cual se utilizan dispositivos de torreta tipo revólver, con un número importante de posiciones o estaciones, o sistemas de cambio denominados magazines, que consta de una cinta o cadena, que con el auxilio de agarraderas, selecciona la herramienta a emplear de un “almacén” y la sitúa en posición de trabajo.

Principio de funcionamiento del Torno CNC: Para mecanizar una pieza se usa un sistema de
coordenadas que especificarán el movimiento de la herramienta de corte. El sistema se basa en el control de los movimientos de la herramienta de trabajo con relación a los ejes de coordenadas de la máquina, usando un programa informático ejecutado por un ordenador. En el caso de un torno, hace falta controlar los movimientos de la herramienta en dos ejes de coordenadas: el eje de las X para los desplazamientos del carro transversales al eje de revolución del torno (Variación de Diámetros) y el eje de las Z para los desplazamientos longitudinales al eje ( Variación de Longitudes).En el caso de las fresadoras se controlan los tres desplazamientos X, Y y Z. Para comandar estos movimientos se incorporan servomotores en los mecanismos de desplazamiento de los carros, en el caso de los tornos, y en la mesa y la torreta en el caso de la fresadora; dependiendo de la capacidad de la máquina, esto puede no ser limitado únicamente a tres ejes.

Programación en el control numérico: Se pueden utilizar dos métodos, la programación manual y la programación automática. Cada una aplicable a todas las maquinas, PERO: por ejemplo el programa de una pieza compleja a mecanizarse en una fresadora puede tener alrededor de 500 ordenes, lo que seria un largo trabajo de realizar manualmente, por lo que es mas conveniente la programación automática; en cambio un programa para una pieza a mecanizarse en torno puede resolverse con 10 o 20 ordenes, por lo que es mas rápido de hacer manualmente.

Programación Automática: La programación automática consiste en confeccionar un plano de la pieza utilizando algún programa de CAD (Dibujo Asistido por Computadora) como AutoCad, AlfaCad, SolidWork, Corel, etc. Luego se abre ese archivo desde un programa Cad-Cam (Cam = Mecanizado Asistido por Computadora), luego se selecciona el Procesador de la maquina que va a realizar el mecanizado (Ingresando el nombre de la maquina) y por ultimo se le da la orden de generar los Códigos Numéricos, en este paso el programa escribe solo todas las ordenes necesarias para que esa maquina determinada mecanice la pieza, y por ultimo se graba el archivo, todos estos pasos se realizan generalmente en una oficina, escritorio, o estación de diseño; finalmente se traslada por red o por un medio físico ( Disquete, CD o pendrive) el archivo hasta el Control Numérico de la Maquina, se coloca el material en la maquina, se abre el archivo y se lo ejecuta.

Programación Manual: En el comienzo de los CNC cada fabricante tenia sus propios códigos de programación, con el avance de la tecnología se hizo necesario uniformar estos códigos a fin de que el plano de fabricación de una pieza pudiera servir en otra maquina del mismo tipo, por lo que se normalizaron en ISO o DIN. Como la Practica la realizaremos sobre un torno comandado por un CNC GSK928 TC, adquirido por el Instituto Técnico a finales de 2009 y que utiliza normas ISO, centraremos la atención en los códigos y sintaxis del mismo, verán luego que no existen grandes diferencias en los comandos con otros CNC que utilizan Normas DIN. Previamente veremos la simbología de los mandos, palancas y botones del CNC, y a continuación su programación. Todo lo que continua fue extraído del manual provisto por el fabricante.

Sugerencias de seguridad para la programación Sistema de coordenadas: Un sistema incorrecto de
coordenadas puede causar que la máquina no funcione de la manera esperada aunque el programa sea el correcto. Esto podría causar daños tanto al operario y a la máquina tanto como a su herramienta y piezas
Sugerencias de seguridad para el manejo: Pruebe la máquina sin piezas ni herramientas y asegúrese de que funcione correctamente antes de empezar a trabajar. Controle cuidadosamente la información del sistema ingresada, para evitar daños. Asegúrese de que la velocidad ingresada sea la adecuada para la operación deseada. La velocidad tiene un máximo para cada máquina, y esta velocidad se puede modificar de acuerdo a la operación realizada. Seleccione la máxima velocidad de acuerdo a las instrucciones de la máquina. Una velocidad inadecuada lleva al mal funcionamiento de la máquina y puede ocasionar daños. Si necesita compensación de herramientas, controle la dirección y el valor de compensación. Una compensación inadecuada puede causar mal funcionamiento de la máquina y daños. Si la máquina debe funcionar en el Modo Manual, controle la posición actual de la herramienta y de la pieza. Además, especifique correctamente el eje en movimiento, la dirección del movimiento y la velocidad del generador de pulsos (handwheel). Si se regresa la herramienta al punto de referencia, asegúrese de que ésta esté equipada con el dispositivo adecuado para detectar el punto de referencia. Caso contrario, la herramienta no puede alcanzar el punto de referencia y podrían ocasionarse daños