weldability of steel and carbon equivalents
TRANSCRIPT
ZAVARLJIVOST I UGLJIČNI EKVIVALENTI
WELDABILITY OF STEEL AND CARBON EQUIVALENTS
Goran Vručinić , TPK-Zavod za energetsku i procesnu opremud.d.,Slavonska avenija 20.10000 Zagreb
Ključne riječi: zavarljivost,čelični materijal,ugljični ekvivalent
Key words: weldability,steel,carbon equivalent
Sažetak:
Zavarljivost je svojstvo materijala da se uz postavljenu tehnologijuzavarivanja, spajanjem dobiva zavareni spoj potrebnih svojstava.Prvi problemi i istraživanja iz područja zavarljivosti, povezani sapovišenjem tvrdoće u ZUT-e, dovela su do izraza za ugljični ekvivalent,zamišljen kao numerička vrijednost sastava čelika kroz koju seprocijenjivala zavarljivost.Izrazi su evoluirali od prvih,iskustvenih, do formula koje uključuju itoplinski unos, sadržaj difuzibilnoga vodika, razinu uklještenjakonstrukcije, vrijeme t8/5 , kao i utjecaj ugljika na legirne elemente,te izraženi koeficijent utjecajnosti. Kod suvremenih čelika, ugljični ekvivalent se uobičajeno pojavljuje utabeli svojstava za određeni čelik. Najčešće su to Pcm i/ili CETvrijednosti.Određivanje temperature predgrijavanja logični je nastavakistraživanja, te se danas po metodologiji određivanja postupci znatnone razlikuju .
Abstract:
Weldability is the material propertie that required service perfomancesof the welded joint are achieved with joining materials, based ondefined welding technology. First problems and investigations in the field of weldability of steelsare connected with hardenability of the weld zone and expressions for
carbon equivalent were outlined; it was numerical value of the steelcomposition and weldability was evaluated through that number. Later, the evolution of formulae included heat input, diffusiblehydrogen content, level of restraint, t8/5 , carbon influence andinteractions with alloying elements. Today, technical brochures with steel properties usually comprisecarbon equivalent value , mostly Pcm and/or CET. Logical proceedings considering futher investigation, was preheatingtemperature determination.One can find similarity among AWS, EN 1011-2and Chart method .
1. UVOD
Kada govorimo o zavarljivosti čeličnih materijala, jasno je dase :
- radi o postupku spajanja materijala zavarivanjem- radi o čeliku ("željezni" materijali )
Dodatno, usvojimo li klasičnu podjelu zavarljivosti na :-operativnu-konstruktivnu-metaluršku
odnosno na :-tehnološku-konstruktivnu,
u praksi najčešće razmatramo metaluršku zavarljivost, jer jepotreba za rješenjem toga problema proizašla iz faze u kojoj suprethodno definirani konstrukcija i oblici spojeva, odabranpostupak ili postupci zavarivanja i dodatni materijal . Sada uovakvim uvjetima definiramo zavarljivost čeličnoga materijala .Taljenjem osnovnoga materijala i mješanjem sa dodatnim, zavisnoo brzini hlađenja dobivamo različitu mikrostrukturu u zonizavara . Utjecaj okoline je neminovan tako da se razvijajuzavarivačke napetosti, u kojim uvjetima faktor vodik izbija uprvi plan. Od mehaničkih vrijednosti, u prvi plan dolaze :
-tvrdoća-udarna radnja loma-lomna žilavost
Dakle , hlađenjem zone zavara, na ponašanje zavarenoga spojadominantna je mikrostruktura; iz toga čelik je zavarljiv ukolikose postavljenom tehnologijom zavarivanja postiže mikrostrukturaneosjetljiva na pojavu pukotina te zavareni spoj zadovoljavasvojstva postavljena za odgovarajuće radne uvjete premanamjeni . Jednostavnije : zavarljivost je svojstvo materijala da se uzpostavljenu tehnologiju zavarivanja, spajanjem dobiva zavarenispoj potrebnih svojstava.
Prvi problemi i istraživanja iz područja zavarljivosti čelikapovezani su sa povišenjem tvrdoće u ZUT-e , te zatim sa pojavomhladnih pukotina u zoni zavara . Ispitivan je utjecaj kemijskogasastava, postavljeni su testovi zavarljivosti , definirani sutzv. ugljični ekvivalenti, gdje se sadržaju ugljika pribrajajuekvivalentni utjecaji legirnih elemenata, po utjecajnosti
izraženi odgovarajućim koeficijentom koji se jednom odnosi nautjecajnost vezano uz tvrdoću, a drugi puta na utjecajnostvezano uz pojavu hladnih pukotina. Ukratko ugljični ekvivalentje zamišljen kao numerička vrijednost sastava čelika, koja bidala indikaciju sadržaja ugljika, ekvivalentne razinezakaljivosti (hardenability) za dati čelik; kako je rečeno,formula je kasnije proširena, da reprezentira doprinos sastavačelika pojavi hladnih,vodikom uzrokovanih pukotina. Naimepokazalo se da su nužne nadopune jer su se ipak pokazale razlikepri razmatranju povišenja tvrdoće različitim tehnologijamahlađenja metala : kod testa zakaljivosti – Jominy probom(prezentiranom 1938.g.) te uslijed različitih vremena t8/5
zavarivanjem.
1940.g. Dearden i O´Neill našli su slijedeću relaciju izmeđumax. tvrdoće u ZUT-e i kemijskoga sastava :
CE = C+P/2+Mn/6+Cu/13+Ni/15+Cr/5+Mo/4+V/5 .............. 1
HV(max) = 1200 CE -200 ......... 2Općenito,zavarljivim čelikom se smatralo ukoliko je CE< 0.35 .
1949.g. Williams i suradnici nalaze da mangan i silicij utječučetiri puta manje na otvrdnjavanje od ugljika , te daju izraz zaekvivalent ugljika :
CE= C +(Mn+Si)/4 ............. 3
Formula Deardena i O´Neilla prilagođena je od strane IIW-aizrazu za CE(IIW) , iz 1967.g . :
CE(IIW) = C+Mn/6 + (Cr+Mo+V)/5+(Ni+Cu)/15 ................ 4
CE(IIW) je razvijen da se opiše zakaljivost ( možda je boljiizraz otvrdljivost - sklonost povišenju tvrdoće , jer se radi ozavarivanju a ne o Jominy testu ) C,C-Mn čelika sa %C0.18-0.20 ;općenito zahtjeva se granična tvrdoća od 350HV u ZUT-e , što nasvodi do izvještaja Deardena i O´Neilla koji nisu zabilježilipojavu pukotina u ZUT-e kod tvrdoće ispod 350HV.
Formula se i danas široko koristi u praksi i literaturi.Najčešći iskustveni navodi vezani uz CE(IIW) su :
CE< 0.35 .... nije potrebno predgrijavanje0.35<CE<0.55.... predgrijavanje CE>0.55.... predgrijavanje, naknadna toplinska obrada
Razvojem novih tipova čelika - čelika povišene čvrstoće,pokazala se potreba da se formulom izrazi spomenuti utjecajokoline : utjecaj difuzibilnoga vodika, te oblika spoja gdjedominira debljina osnovnoga materijal odnosno razina uklještenja(krutosti) spoja , kako bi se bolje opisala pojavnost vodikomuzrokovanih - hladnih pukotina, te potrebna temperaturapredgrijavanja . Možemo kazati da se je dugovremena zavarljivost čelika određivala na bazi iskustva ,odnosno zavarivačke prakse, a zatim su se istraživanja počelatemeljiti na fizikalnoj metalurgiji.
Tvrdoća zone zavara nije bila jedini kriterij . Kakopredgrijavanje osnovnoga materijala doprinosi smanjenju brzinehlađenja zavara, sniženju sadržaja vodika, sniženju krutosti inapetosti u fazi zavarivanja održanjem međuprolazne temperaturekoja nije niža od temperature predgrijavanja, to se je osimprilagodbe izraza za ugljični ekvivalent istraživala paralelno iformula za kritičnu temperaturu predgrijavanja .Koliko je važno sačuvati integritet zavarenoga spoja odnosno zavarene konstrukcije i ispravnim predgrijavanjem, možemo sagledati i kroz slijedeći podatak - najčešći vidovi otkaza konstrukcija su:
- statički lom 32%- zamor 26%- korozija 17%- plastični lom 14%- lom puzanjem 11%
2. UGLJIČNI EKVIVALENTI U PRAKSI
Osim navedenoga CE(IIW) , od mnogih izraza danas u praksinajčešće susrećemo nekoliko formula za ugljične ekvivalente :
Pc = C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B+H/60+t/600 ............ 5Pcm = C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5BH=HD - sadržaj difuzibilnoga vodika ml/100gr , JIS glicerinskametoda (Hjis)t - debljina stjenkeHiiw = 1.27 Hjis + 2.19 (IIW standardna metoda mjerenjadifuzibilnoga vodika )
CEN =C+A(C)[Si/24+Mn/6+Cu/15+Ni/20+(Cr+Mo+Nb+V)/5+5B] .................. 6A(C) = 0.75+0.25tanh[20(C-0.12)]
CET = C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40 ................... 7
Formula Pc /5/ originalno je razvijena od strane japanskihautora Itoa i Bessyoa krajem šezdesetih. Temelji se na JIS y-pukotinskom testu (Tekken test; JIS-Japanese IndustrialStandards) u korijenu zavara , čelici HSLA , C 007-022%, Rm ~400- 900 N/mm2 , t 8/5 ~ 6-12 sec .Pouzdanost Pcm formule ispitana je od strane WES-a ( JapaneseWelding Engineering Society ) na brojnim japanskim čelicima , teje 1983.g usvojeno da u specifikacijama za čelike zamijeni stariizraz za ugljični ekvivalent CE(WES) :
CE(WES) = C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/4........... 8
1982.g. na Houdermont Lecture simpoziju istaknuto je da je Pcmformula pouzdanija za čelike sa nižim sadržajem ugljika, manjimod 0.18%C , dok su izrazi za CE(IIW) i CE(WES) adekvatniji zaviši sadržaj ugljika .Ali i u tom području CE(IIW) može koristiti ukoliko sekombinira sa sadržajem ugljika :
Pcm= [ 2C+CE(IIW)] / 3 + 0.005 ( t8/5≤12sec, C≤0.18%)
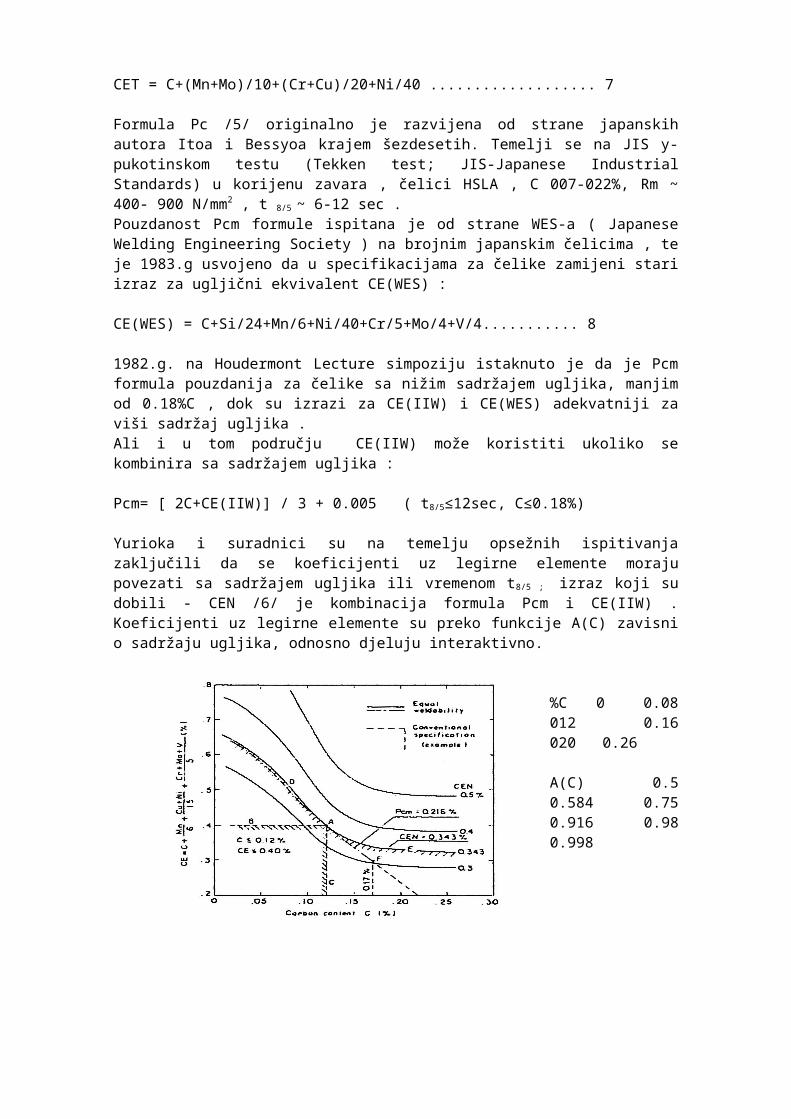
Yurioka i suradnici su na temelju opsežnih ispitivanjazaključili da se koeficijenti uz legirne elemente morajupovezati sa sadržajem ugljika ili vremenom t8/5 ; izraz koji sudobili - CEN /6/ je kombinacija formula Pcm i CE(IIW) .Koeficijenti uz legirne elemente su preko funkcije A(C) zavisnio sadržaju ugljika, odnosno djeluju interaktivno.
%C 0 0.08012 0.16020 0.26
A(C) 0.50.584 0.750.916 0.980.998
Slika 1 CEN krivulje za CE(IIW)=f(%C)-područje jednakezavarljivosti /1/
Iz slike 1 vidljivo je da CEN izraz postaje sličan Pcm za %C≤0.12 , a sličan CE(IIW) za viši sadržaj ugljika.Na temelju istraživanja odnosa ugljičnih ekvivalenata i kritičnekoncentracije sadržaja vodika Hc ( kod 100°C i minimalnepotrebne temperature predgrijavanja a da se spriječi pojavapukotina), za čelike %C≤ 0.18 , Pcm i CEN izrazi su prikladni zaocjenu osjetljivosti čelika na pojavu hladnih pukotina kod(relativno) kraćih vremena t8/5 , koje je u testovima iznosilo 6-12 sec. Implant test je pokazao slične rezultate ka i JIS test , te daje i CE(IIW) iskoristiv u tom području ali ako se uvedezavisnost koeficijenata o sadržaju ugljika ( ili t8/5 ) , što nasvodi ka CEN formuli odnosno unapređenoj varijanti tzv.Chartmetodi .Duža vremena hlađenja t8/5, npr. 13 sec., što približno odgovaratestovima Deardena i O´Neilla , te kod ispitivanih čelika%C>0.18 , ističu CE(IIW) formulu kao odgovarajuću , odnosno CENformulu u tom području jer je slična CE(IIW) .Povezanost izraza moguće je izraziti :
CEN = 2Pcm - 0.092 ( %C ≤ 0.17 )CEN = CE(IIW) + 0.012 ( %C ≥ 0.17 )
Osim ugljičnih, niskolegiranih, konstrukcijskih čelika, CENformula dobro korelira i za poboljšane čelike, što je bioproblem, kod nekih drugih izraza . Da bi se i poboljšani čeliciuvrstili u razmatranje zavarljivosti putem ugljičnogaekvivalenta, Thyssen Stahl je istraživanjem došao do relativnonovijega izraza CET /7/ . Ako CET ugljikov ekvivalent osnovnogamaterijala prelazi za 0.03% ugljikov ekvivalent metala zavara,uzima se kemijski sastav osnovnoga materijala,ili kalkulacijatemperature predgrijavanja temelji se na CET metala zavarauvećanoga za 0.03% .
U literaturi i praksi možemo susresti više izraza za ugljičniekvivalent, od kojih još navodimo :
CE = 1000C(Mn/6+Cr/10+Mo/10+Ni/20+Cu/40) ( Stout)CE(DNV) = C+Mn/10+Si/24+Ni/40+Cu/40CE = C+Si/25+Mn/16+Cu/16+Cr/20+Ni/60+Mo/40+V/15 ( Mannesmann )CE = C+Mn/16-Ni/50+Cr/23+Mo/7+Nb/8+V/9 ( Graville)CE = C+Si/25+Mn/16+Cu/16+Ni/60+Cr/20+Mo/40+V/15 ( Düren )
3. TEMPERATURA PREDGRIJAVANJA
Prirodan je nastavak istraživanja vezanih za izraz za ugljičniekvivalent bio određivanje kritične temperature predgrijavanja –one temperature kod koje se ne dešava pucanje u zoni zavara ,odnosno pojava hladnih pukotina.Eksperimentalne metode uzimaju u obzir :
- kemijski sastav- difuzibilni vodik- toplinski unos- uklještenje spoja
Što se vodika tiče, i visina i raspodjela zaostalih ,zavarivačkih napetosti i temperatura su pokretači difuzijskogaprocesa. Koeficijent difuzije vodika u čeliku postaje relativnovisok pri temperaturama iznad 100°C , ispod 100°C pada , izčega je jasna uloga predgrijavanja .Od testova se je najčešće koristio CTS test za kutne zavare teTekken test (y-test) za sučeljene spojeve .
Jedna od starijih metoda za određivanje temperaturepredgrijavanja ugljičnih i niskolegiranih čelika je metodafrancuskoga istraživača D.Seferiana:
Tp = 350 [ (C) - 0.25 ]0.5
°C ....................................9(C) = (C)k ( 1 + 0.005t ) t ... debljina materijala /mm/360 (C)k = 360C + 40(Mn + Cr) + 20Ni + 28Mo
Japanska istraživanja potvrdila su vrijednost Pc formule upredviđanju pojave pukotina , te je temperatura predgrijavanja :
To = 1440 Pc – 392 °C ............................. 10Pc = Pcm +H/60+t/600
Dakako , vrijednosti temperatura su dobivene eksperimentom , y-testom . Za JSSC ( Society of Steel Construction of Japan )problematičan je bio intenzitet uklještenja ( restraintintensity, Rf ) , karakterističan za test ali ne i za realnukonstrukciju , gdje bi viši intenzitet rezultirao konzervativnimrješenjem- višom temperaturom predgrijavanja nego li jepotrebno. Stoga su predložili parametar Pw :
Pw = Pcm +H/60+Rf/40000Kod Pc formule, odnosno y-testa intenzitet uklještenja je :
Rf = 70 x t t.... debljina materijala (mm)
Dok je kod stvarnih konstrukcija intenzitet uklještenja :

Rf = (20-40) x t
Za primjer : kuglasti spremnik, t=32mm
Vertikalni zavari Rf = 830 kp/mm mmHorizontalni zavari Rf = 1000 kp/mm mm
Ukoliko bi zadržali da je Rf = 70xt , kao u testu, imali biznatno više vrijednosti vrijednosti .
Slika 2 Rezultati RRC testa ( Pcmvrijednost na apscisi; šrafirano područje – granica prema Pcformuli ; slika lijevo t8/5 =8-9sec , desno 5-6sec) /2/
Sličan zaključak , da Pc formula daje konzervativno rješenje zaC-Mn čelike, postavili su autori Fikkers i Muller, slika 2 . Prema ispitivanjima, za znatno niže Pcm vrijednosti (šrafiranopodručje) trebalo bi materijal predgrijati, dok je područjepojave pukotina desno od toga.Iz ovih razloga, japanski proizvođači obično primjenjujutemperaturu predgrijavanja za 75°C nižu od one predviđene y-testom, ali za čelike vlačne čvrstoće do 490MPa ; za čvršćečelike je sniženje manje, te se približava kritičnoj temperaturipredgrijavanja određenoj prema testu za jako čvrste čelike. Sve ovo govori u prilog CEN formuli i „chart „ metodiodređivanja temperature predgrijavanja.
Chart metoda sadrži slijedeće aktivnosti .

a) Iz kemijskoga sastava čelika odredi se CEN vrijednost /6/ iCE(IIW) vrijednost /4/.
b) Prema slici 3 odredi se korekcija CEN vrijednosti za ΔCEN uzavisnosti o sadržaju vodika u metalu zavara .
Slika 3 Odnos H(IIW) metala zavara – ΔCEN
Slika 4 Odnos toplinski unos – ΔCEN /3/
c)Prema slici 4izvrši sekorekcija CENvrijednosti uzavisnosti ounešenoj toplinii CE(IIW)vrijednosti
d) Vrijednost CEN, određenu prema izrazu 6 korigirati zakorektivne iznose ΔCEN CEN = C+A(C)[Si/24+Mn/6+Cu/15+Ni/20+(Cr+Mo+Nb+V)/5+5B] A(C) = 0.75+0.25tanh[20(C-0.12)]
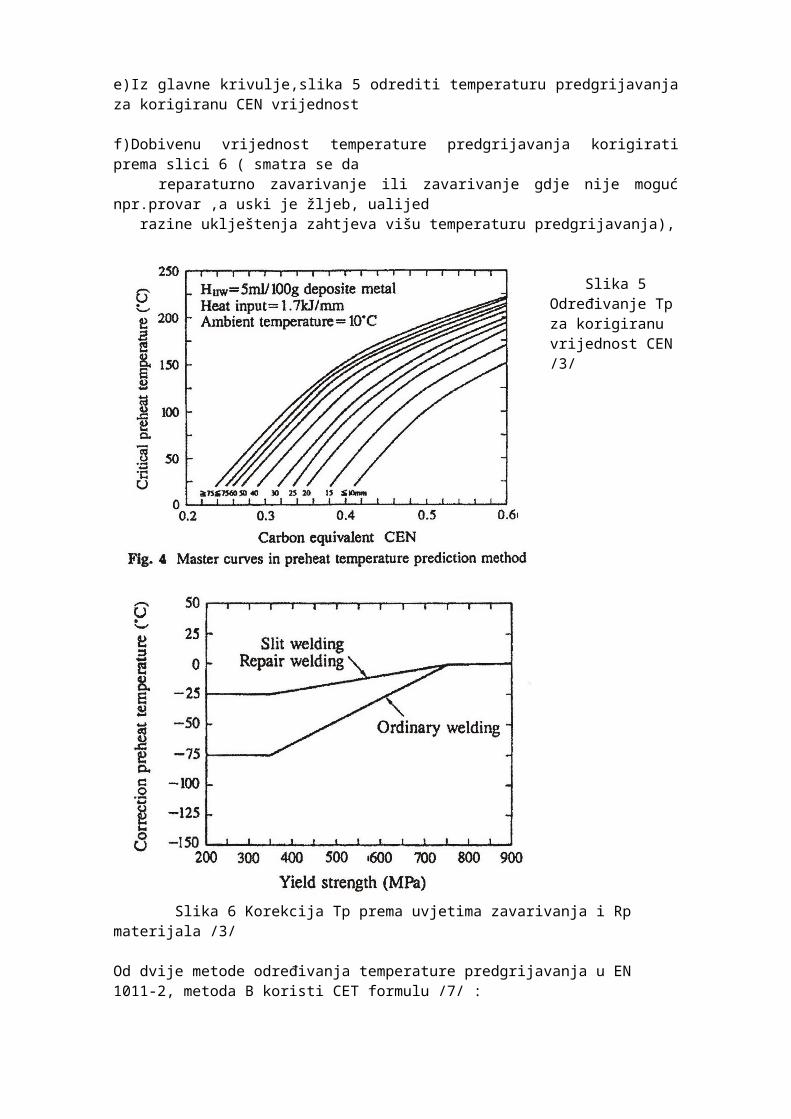
e)Iz glavne krivulje,slika 5 odrediti temperaturu predgrijavanjaza korigiranu CEN vrijednost
f)Dobivenu vrijednost temperature predgrijavanja korigiratiprema slici 6 ( smatra se da reparaturno zavarivanje ili zavarivanje gdje nije mogućnpr.provar ,a uski je žljeb, ualijed razine uklještenja zahtjeva višu temperaturu predgrijavanja),
Slika 5 Određivanje Tpza korigiranu vrijednost CEN/3/
Slika 6 Korekcija Tp prema uvjetima zavarivanja i Rp materijala /3/
Od dvije metode određivanja temperature predgrijavanja u EN 1011-2, metoda B koristi CET formulu /7/ :

Tp = 697xCET+160tanh(t/35)+62xHD0.35+(53xCET-32)xQ-328 ,.......................... 11
za čelike čvrstoće do 1000N/mm2, CET=0.2%-0.5%, t=10-90mm, HD=1-20ml/100gr,Q=0.5-4.0kJ/mm. Uočiti se može sličnost chart metodei „europskoga pristupa“ CET autora . Slikom 7 prikazane sugranične krivulje za koje ne treba predgrijavanja . Vidimo da suuključeni : ugljični CET ekvivalent, sadržaj difuzibilnogavodika, toplinski unos, debljina lima. Dakle sličnost je sajapanskim autorima u pristupu .No sličnost se može zamijetiti isa ANSI/AWS D1.1 ,appendix XI (Structural Welding Code-Steel)gdje se također nude dvije metode određivanja temperaturepredgrijavanja spoja. U prvoj (hardness method) koristi seCE(IIW) , dok se u drugoj (hydrogen control method) koristi Pcmizraz .
Slika 7 Granične krivulje za koje debljine lima nije potrebnopredgrijavanje (međuprolazna temperatura 50°C) /4/
Navedeni podaci za temperature predgrijavanja uglavnom se odnosena sučeljene spojeve, osim ANSI/AWS standarda koji detaljnoobrađuje i kutne spojeve . EN1011-2, metoda A također obrađuje ikutne spojeve, preko kombinirane debljine , koji koncept jeuglavno napušten kod ostalih autora , a izvorno je sadržan uBWRA metodi i CTS testu .Općenito, temperature predgrijavanja zasučeljene spojeve su više nego li za kutne spojeve.
Japanski istraživači Tanaka i Kitada koristili su Pcm izraz zadefiniranje PH parametra za kutne zavare :
PH = Pcm+0.030 logHiiw+0.027Tp = 1600 PH – 408 .......................12Tp = 1600Pcm+48 logHiiw – 365
Autori CET firmule Uwer i Hohne koristili su CTS test zaispitivanje kutnih zavara i y-test za sučeljene spojeve,te su

komparirali rezultate. Kritične temperature predgrijavanja da sespriječi pojava vodikom iniciranih pukotina za CTS i y-testsu :
Tp = 750 CET – 150 za sučeljene spojeve .............13Tp = 745 CET – 210 za kutne spojeve ...................14
Za veću grupu ispitnih uzoraka dobiveno je da je temperaturapredgrijavanja kod y-testa približno za 60°C viša nego li kodCTS testa.
4. ZAKLJUČAK
Izrazi za ugljični ekvivalent evoluirali su od iskustvenih, kojisu se temeljili na postignutoj tvrdoći u ZUT-e, do izraza kojiuključuju više utjecajnih faktora na zavarljivost materijala:toplinski unos, kemijski sastav, sadržaj difuzibilnoga vodika,nivo uklještenja ( krutosti) konstrukcije.
Zavarljivost čelika je postalo svojstvo materijala, te je kodsuvremenih čelika (ograničavajući) iznos ugljičnoga ekvivalentauobičajeno u tabeli svojstava materijala uz mehanička svojstva iostala svojstva ako se radi o specifičnoj namjeni. Najčešće sesusreću Pcm i CET ugljični ekvivalenti.
Chart metoda određivanja temperature predgrijavanja je praktičkidorada - dopuna prethodnih iskustava koja su velika , te se činikorektnim zaokruživanjem ovoga problema , uočavajući nedostatketzv.small scale laboratorijskih testova i razlike u odnosu narealnu konstrukciju.Sličnost po metodologiji se uočava sa AWS i europskim standardomEN10011-2 .
5. LITERATURA
1. 1982 IIW Houdremont Lecture : Weldability of modernstructural steels,H.Suzuki2. IIW Doc.IX-997-76 Cold cracking tests to select weldingconditions,A.T.Fikkers,T.Muller3. N.Yurioka,T.Kasuya : A Chart Method to Determine NecessaryPreheat Temperature in Steel Welding, Journal of JWS,Vol.13,No.3(1995)4. DIN EN 1011-2 , Februar 2000 : Reccomendation for weldingmetallic materials,Part 25. N.Gubeljak : Primjena stereometrijskog mjerenja na integritet
konstrukcije, Integritet i vek konstrukcija,Vol.6,br.1-2(2006)

6. IIW Doc.IX-1412-86 Standard for weldable high strength steelplates and weld cracking material parameter Pcm, M.Inagaki,Y.Ito,Y.Komizo7. T.Kasuya,N.Yurioka,M.Okumura : Methods for predicting maximum
hardness of heat affected zone and selecting necessary preheattemperature for steel welding, Nippon steel technical reportNo.65 ,April 1995.
8. ANSI/AWS D1.1 Code , Apendix XI Guideline on AlternativeMethods for Determining Preheat
9. H.Suzuki : Weldability of Modern Structural Steels in Japan,ISIJ,Vol.23,1983.
10.IIW Doc.IX-831-73 : Japanese report on cold cracking for sub-commission IXF
11.1968 IIW Houdermont Lecture : WElding Cracks and Notch-Toughness of Heat-Affected Zone in High-Strength Steels
12.T.Kasuya,Y.Hashiba: Carbon Equivalent to Assess Hardenabilityof Steel and Prediction of HAZ Hardness Distribution
13.IIW Doc.IX-1306-84 : Comparison of carbon equivalents forsteel weldability, H.Suzuki
14.K.A.Yuschenko,V.V Derlomenko: Analiza savremenih koncepatazavarljivosti, Zavarivanje i zavarene konstrukcije(2/205)
15.N.Yurioka : Physical Metallurgy of Steel Weldability,ISIJ,Vol.41(2001),No.6
16.P.Hansson : Control of weldability ,Dissertation,Stockholm2004.
17.D.Seferijan : Metalurgija zavarivanja, Građevinskaknjiga,Beograd,1969.

