flat steel - steenhauer
TRANSCRIPT
D446068XA
vers. 2.0
Operating Manual
EN
Original instructions
FLAT STEEL

(c) 2016 SILCA S.p.A. - Vittorio VenetoThis manual is written by SILCA S.p.A.All rights reserved. No part of this publication may be reproduced or used in any form or by any means (photocopying, microfilm orother) without the written permission of SILCA S.p.A.
Edition: May 2017Printed in Vittorio Venetoby SILCA S.p.A.via Podgora, 20 (Z.I.)31029 VITTORIO VENETO (TV) - Italy
The Manufacturer declines any responsibility for possible inaccuracies in this document due to printing or transcription errors. TheManufacturer reserves the right to alter the information without prior notice, except when they affect safety. This document or any ofits parts cannot be copied, altered or reproduced without written authorization from the Manufacturer. Keep the manual and look afterit for the entire life cycle of the machi-ne.The information has been drawn up by the manufacturer in his own language (Italian) to provide users with the necessary indicationsto use the key-cutting machine independently, economically and safely.
IMPORTANT NOTE: in compliance with current regulations relating to industrial property, we hereby state that the trade-marks ortrade names mentioned in our documentation are the exclusive property of authorized manufacturers of locks and users. Said trade-marks or trade names are nominated only for the purposes of information so that any lock for which our keys are madecan be rapidly identified.

INDEXREFERENCE GUIDE .............................................................................................1
GENERAL ..............................................................................................................2
1 MACHINE DESCRIPTION ...............................................................................4
1.1 MAIN CHARACTERISTICS .................................................................................. 4
1.2 SAFETY .......................................................................................................... 5
1.3 MAIN WORKING PARTS .................................................................................... 6
1.4 TECHNICAL DATA ............................................................................................ 7
1.5 ACCESSORIES PROVIDED ................................................................................. 8
2 TRANSPORT ...................................................................................................9
2.1 PACKING ........................................................................................................ 9
2.2 UNPACKING .................................................................................................. 10
2.3 MACHINE HANDLING ...................................................................................... 10
3 MACHINE INSTALLATION AND PREPARATION .......................................11
3.1 CHECKING FOR DAMAGE ................................................................................ 11
3.2 ENVIRONMENTAL CONDITIONS ........................................................................ 11
3.3 POSITIONING AND INSTALLATION .................................................................... 11
3.4 DESCRIPTION OF WORK STATION ................................................................... 11
4 “SET UP” AND USE OF THE MACHINE .....................................................12
4.1 USE OF THE CLAMP ....................................................................................... 12
4.2 CUTTING BY ELECTRIC CONTACT .................................................................... 144.2.1 IMPROPER USE OF ELECTRIC CONTACT .................................................................................. 14
4.3 FITTING THE CLAMP TO THE MACHINE ............................................................. 15
4.4 CUTTER ........................................................................................................ 15
4.5 CHANGING THE CUTTER ................................................................................ 15
5 UNOCODE PRO version UTP ......................................................................16
6 OPERATING GUIDE .....................................................................................17
6.1 INITIAL OPERATIONS ...................................................................................... 17
6.2 MACHINE KEYBOARD AND FUNCTION BUTTONS ............................................... 18
6.3 COPY FROM ORIGINAL .................................................................................. 20
6.4 COPY WITH ADJUSTMENTS ............................................................................. 21
6.5 COPY FROM CUTTING CARD .......................................................................... 246.5.1 SPECIAL CASES ................................................................................................................ 346.5.2 LIMITED ACCESS TO DATA (PROTECTED SYSTEMS) ................................................................. 36
6.6 PC QUEUE ................................................................................................... 38
6.7 CODE MAKER ............................................................................................... 41
6.8 UTP UPDATE AND CLOCK SYNCHRONISATION ................................... 446.8.1 DOWNLOAD THE UTP PACKAGE .................................................................................... 446.8.2 SYNCHRONISE MACHINE DATE/TIME (UTP VERSION ONLY) ........................................... 45
6.9 GAUGING ................................................................................................... 466.9.1 CALIBRATE JAWS ................................................................................................................. 476.9.2 CALIBRATE CUTTERS .......................................................................................................... 516.9.3 CALIBRATE ADAPTERS ....................................................................................................... 52
6.10 MAINTENANCE .......................................................................................... 536.10.1 OPTIC READER TEST ....................................................................................................... 536.10.2 MOTOR TESTS .................................................................................................................. 536.10.3 DIGITAL INLETS TEST ...................................................................................................... 536.10.4 DIGITAL OUTLETS TESTS ................................................................................................ 546.10.5 KEYPAD TEST ................................................................................................................... 546.10.6 DISPLAY TEST ................................................................................................................... 546.10.7 SERIAL PORT .................................................................................................................... 556.10.8 MACHINE ZERO POINTS .................................................................................................. 556.10.9 PHOTOCELLS AND SENSORS REGULATION ................................................................ 58
6.11 OPTIONS .................................................................................................... 616.11.1 MACHINE OPTIONS [PAGE 1/4] .............................................................................................. 61
6.11.2 UTP SETTINGS .................................................................................................................. 626.11.3 MACHINE OPTIONS [PAGE 2/4] .............................................................................................. 636.11.4 MACHINE OPTIONS [PAGE 3/4] ............................................................................................. 636.11.5 MACHINE OPTIONS [PAGE 4/4] ............................................................................................. 64
6.12 ENABLING .................................................................................................. 65
6.13 MESSAGES ................................................................................................... 666.13.1 ATTENTION MESSAGES .......................................................................................................... 666.13.2 ERROR MESSAGES ................................................................................................................ 686.13.3 ALARM MESSAGES ................................................................................................................. 696.13.4 CODEMAKER MESSAGES .................................................................................................... 70
7 CLEANING ....................................................................................................72
8 MAINTENANCE .............................................................................................73
8.1 TROUBLE SHOOTING ...................................................................................... 73
8.2 MAINTENANCE OPERATIONS ........................................................................... 75
8.3 CUTTER REPLACEMENT ................................................................................. 75
8.4 BELT REPLACEMENT AND TENSION ADJUSTMENT ............................................ 76
8.5 CHECKING AND/OR REPLACING FUSES ............................................................ 77
8.6 ELECTRONIC CIRCUIT BOARD REPLACEMENT .................................................. 78
8.7 KEYBOARD/DISPLAY REPLACEMENT ................................................................ 79
8.8 ACCESS TO BACK COMPARTMENT .................................................................. 80
8.9 ACCESS TO BOTTOM COMPARTMENT .............................................................. 80
8.10 SENSOR REPLACEMENT ................................................................................. 81
8.11 PHOTOCELL REPLACEMENT ........................................................................... 83
8.12 BRUSH REPLACEMENT ................................................................................... 84
8.13 BATTERY REPLACEMENT ................................................................................ 84
8.14 WIN-TRANSFER PROGRAM AND USER DATA BACKUP/RESTORE ...................... 858.14.1 USER DATA BACKUP/RESTORE ........................................................................................... 85
9 DISPOSAL .....................................................................................................86
10 ASSISTANCE ................................................................................................87
10.1 HOW TO REQUEST SERVICE ........................................................................... 87
ELECTRICAL DIAGRAMS ............................................................................... I - VI
DECLARATION COMPLIANCE
Operating manual - English UNOCODE PRO
Copyright Silca 2017 1
REFERENCE GUIDEThis manual has been produced to serve as a guide for users of the UNOCODE PRO electronic key-cutting machine.Read it carefully; it is essential if you wish to operate your machine safely and efficiently.
CONSULTATION
The contents of the manual are divided into sections relating to:
TECHNICAL TERMS
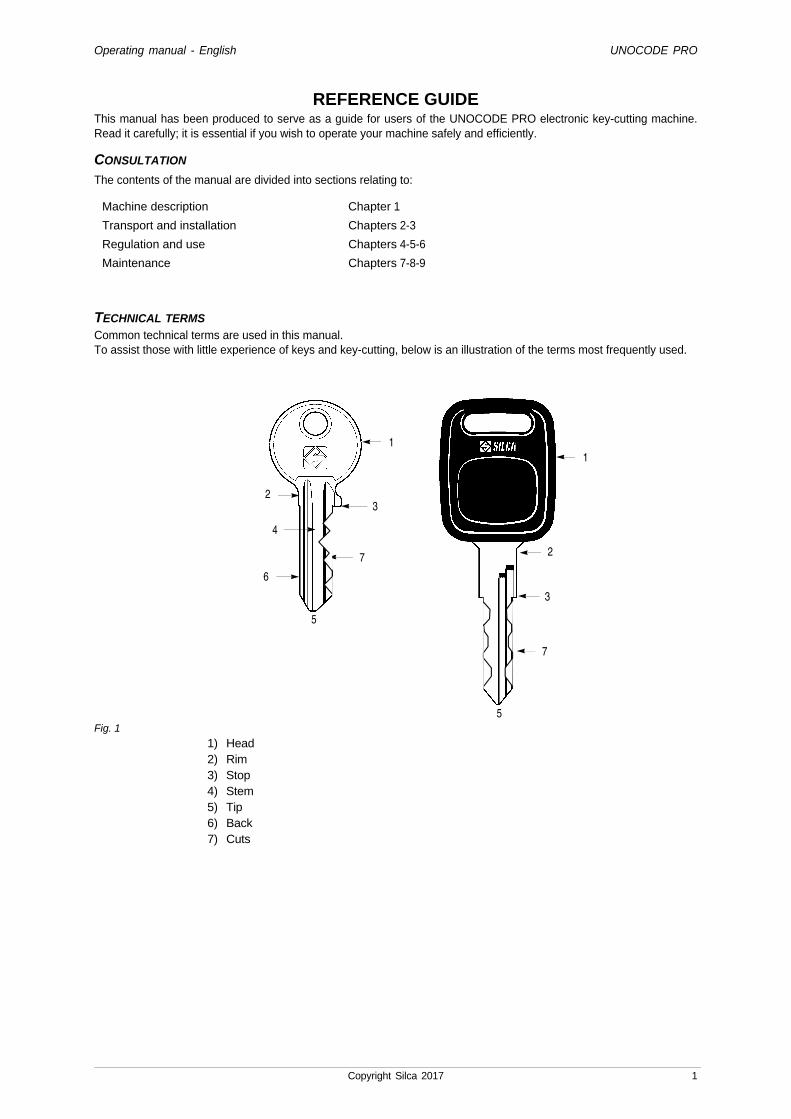
Common technical terms are used in this manual.To assist those with little experience of keys and key-cutting, below is an illustration of the terms most frequently used.
Fig. 1
1) Head2) Rim3) Stop4) Stem5) Tip6) Back7) Cuts
Machine description Chapter 1
Transport and installation Chapters 2-3
Regulation and use Chapters 4-5-6
Maintenance Chapters 7-8-9
2
1
5
3
6
4
1
3
7
5
7
2
UNOCODE PRO Operating manual - English
2 Copyright Silca 2017
GENERAL
UNOCODE PRO has been designed in compliance to the European Community normative (CE).From the design stage, risks for the operator have been eliminated in all areas: transport, regulation, cutting and mainte-nance.Further risks have been eliminated by means of protective devices. The materials used to manufacture this machine and all its components are not hazardous.
USE
UNOCODE PRO is designed for cutting keys of ferrous materials: brass, silver nickel, etc.It must be installed and used according to the instructions indicated by the manufacturer.If the key-cutting machine is used differently or for purposes different from those described in this manual, the customerwill forego any rights he may have over Silca S.p.A. Furthermore, unforeseen danger to the operator or any third partiesmay arise from incorrect use of the machine.
INSTRUCTIONS MANUAL
The instructions manual provided with the machine is essential to its proper use and to carry out the necessary mainte-nance.We therefore recommend protecting the manual from damage in a safe sheltered place, easily to hand for quick consul-tation.
INCORRECT USE
Operator negligence resulting in improper use of this machine or failure of the operator to observe the instructions writtenin this manual. The manufacturer may decline all guarantees and responsibilities.It is therefore essential to carefully read this operating manual.
IMPROPER USE OF ELECTRIC CONTACT
• it is not permitted to cut ultralite anodized aluminium keys, plastic keys or any keys with materials that do nothave electrical conductivity by means of electric contact.
• cuts cannot be repeated on the same side of the key when electric contact cutting is used.
FURTHER RISKS
No further risks will arise when properly using the UNOCODE PRO.
PROTECTION AND SAFETY PRECAUTIONS FOR THE OPERATOR
UNOCODE PRO is entirely built in compliance to the Machine Directives. The operations for which it has been designedare easily carried out with no risk to the operator.The adoption of general safety precautions and observation of the instructions provided by the manufacturer in thismanual eliminate all human error, unless deliberate.UNOCODE PRO is designed with features which make it completely safe.
• Power supplyUNOCODE PRO is supplied with electricity by means of a grounded plug and differential switch.
• Pneumatic powerWith compressed air.
• Start-upThe machine is turned on by means of a master switch that is located on the Unocode’s lower left back side.
• MaintenanceThe operations to regulate, service, repair and clean the machine are structured in the simplest and safest way possible.Parts that the operator can dismount cannot be incorrectly replaced therefore avoiding any risks.

Operating manual - English UNOCODE PRO
Copyright Silca 2017 3
• Machine identificationThe machine is provided with an identification label which includes the machine’s serial number (fig. 2).
Fig. 2
(*) see Ch.9 "DISPOSAL", page 86.
GRAPHICS ON THE UNOCODE PRO KEY-CUTTING MACHINE
Do not clean with compressed air
Obligation to readthe manual
Obligatory useof safety goggles
Symbol onUTP versions
Adhesive label Mass - RPMUnocode PRO
Adhesive label Mass - RPMUnocode PRO Flat Steel
Laser warning labels(Ch. 1.2)
UNOCODE PRO Operating manual - English
4 Copyright Silca 2017
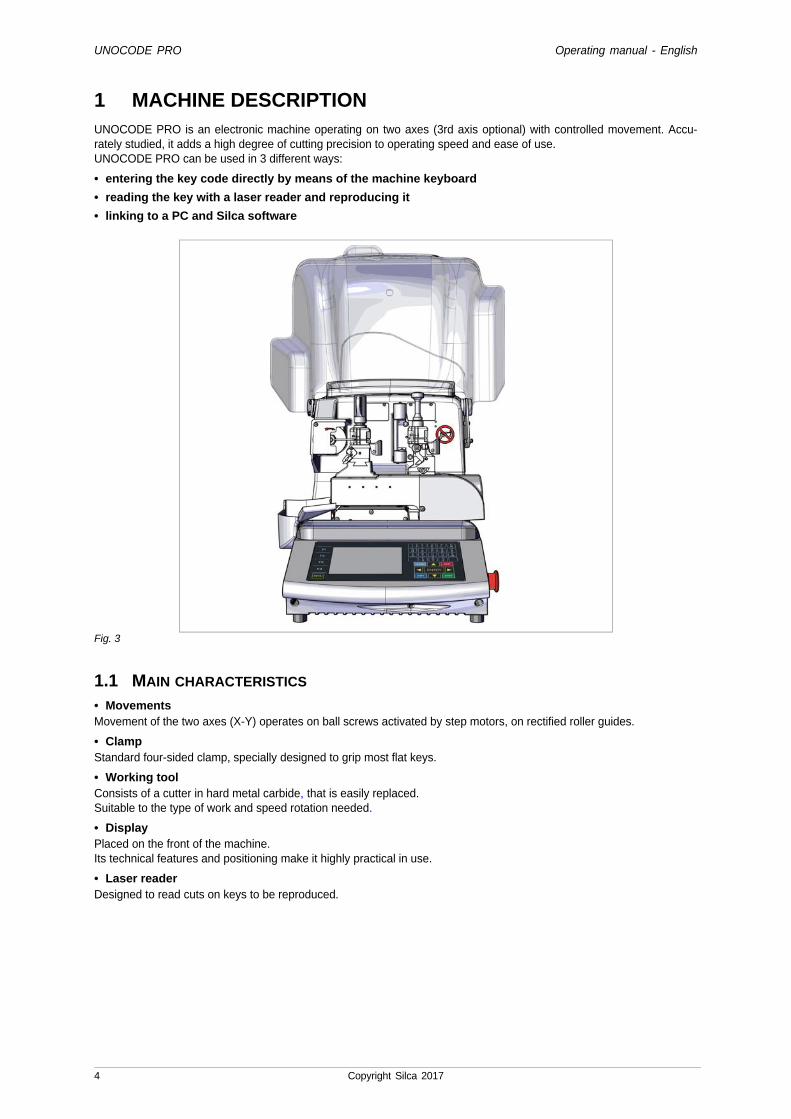
1 MACHINE DESCRIPTIONUNOCODE PRO is an electronic machine operating on two axes (3rd axis optional) with controlled movement. Accu-rately studied, it adds a high degree of cutting precision to operating speed and ease of use.UNOCODE PRO can be used in 3 different ways:
• entering the key code directly by means of the machine keyboard
• reading the key with a laser reader and reproducing it
• linking to a PC and Silca software
Fig. 3
1.1 MAIN CHARACTERISTICS • MovementsMovement of the two axes (X-Y) operates on ball screws activated by step motors, on rectified roller guides.
• ClampStandard four-sided clamp, specially designed to grip most flat keys.
• Working toolConsists of a cutter in hard metal carbide, that is easily replaced.Suitable to the type of work and speed rotation needed.
• DisplayPlaced on the front of the machine.Its technical features and positioning make it highly practical in use.
• Laser readerDesigned to read cuts on keys to be reproduced.
Operating manual - English UNOCODE PRO
Copyright Silca 2017 5
1.2 SAFETY
• Protective shieldThe transparent protective shield is designed to cover the working parts as completely as possible, ensuring operatorsafety.The shield (U) (fig. 5, page 6) must be raised in order to fit keys for cutting or carry out other operations.Raising of the shield is controlled by a microswitch and disactivates the operating and movement functions, including thecutter. A special message appears on the display to warn that the shield is not closed.To re-start the work cycle, place the shield in its original position and press START on the machine’s keyboard.
• Emergency stopsThe red emergency button (N) (fig. 5, page 6) placed on the right-hand side of the machine is used to stop it immediatelyin the event of faulty operation or danger for the operator. When the cause of the emergency has been eliminated, turn the button 45° clockwise to disactivate it.
Note: the operator is responsible for keeping the area around the button clear so that it can be reached as quickly aspossible.
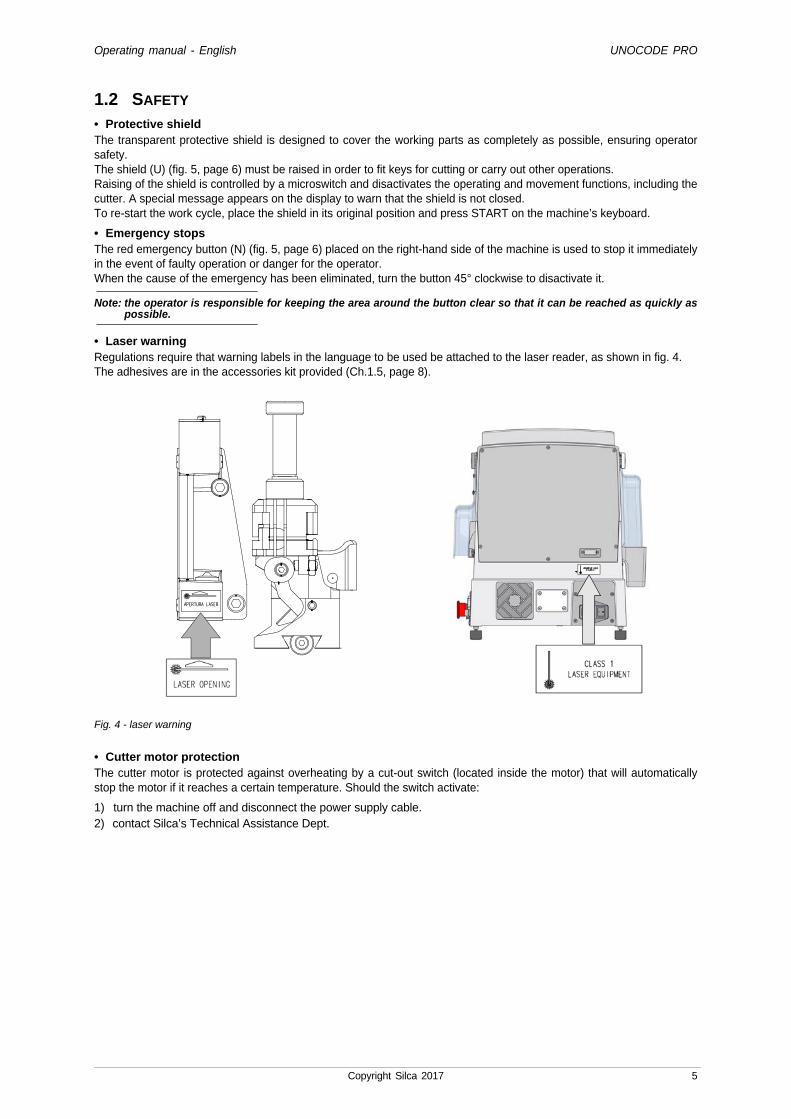
• Laser warningRegulations require that warning labels in the language to be used be attached to the laser reader, as shown in fig. 4.The adhesives are in the accessories kit provided (Ch.1.5, page 8).
Fig. 4 - laser warning
• Cutter motor protectionThe cutter motor is protected against overheating by a cut-out switch (located inside the motor) that will automaticallystop the motor if it reaches a certain temperature. Should the switch activate:
1) turn the machine off and disconnect the power supply cable.2) contact Silca’s Technical Assistance Dept.
UNOCODE PRO Operating manual - English
6 Copyright Silca 2017
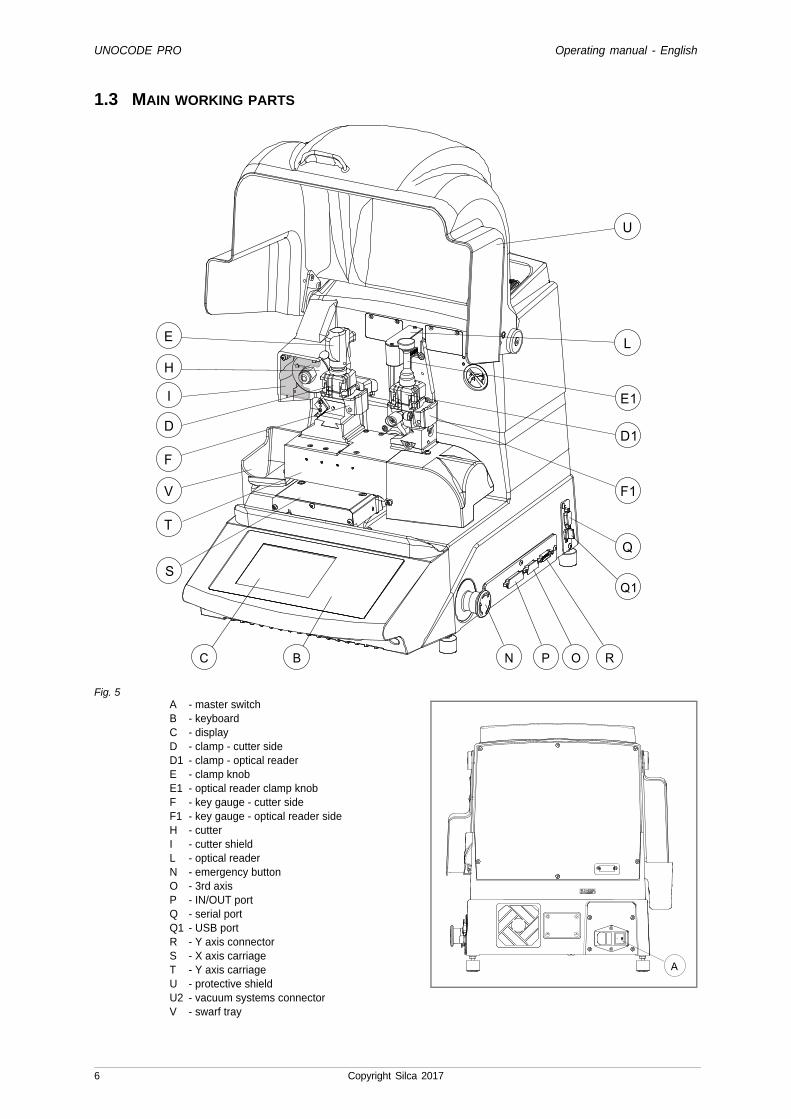
1.3 MAIN WORKING PARTS
Fig. 5A - master switchB - keyboardC - display D - clamp - cutter sideD1 - clamp - optical readerE - clamp knobE1 - optical reader clamp knobF - key gauge - cutter side F1 - key gauge - optical reader sideH - cutterI - cutter shieldL - optical readerN - emergency buttonO - 3rd axisP - IN/OUT portQ - serial portQ1 - USB portR - Y axis connectorS - X axis carriageT - Y axis carriageU - protective shieldU2 - vacuum systems connectorV - swarf tray
D
F
T
V
S
D1
F1
Q
E1
L
U
C B N O R
Q1
P
E
H
I
A
Operating manual - English UNOCODE PRO
Copyright Silca 2017 7
1.4 TECHNICAL DATA
Electricity supply:
230V-50Hz100V-50/60Hz
Nominal power:
230V: 1,1 Amp. 210 Watt100V: 3,5 Amp. 310 Watt
Cutter motor:
single phase and speed
Cutter:
hard metal, coated
Tool speed:
Unocode PRO: 50Hz: 1700 rpm (+/- 10%) 60Hz: 2040 rpmUnocode PRO Flat Steel: 50Hz: 2340 rpm (+/- 10%) 60Hz: 2800 rpm
Movements:
on 2 axes with ball screws activated by step motors, on rectified roller guides. Possibility to add a 3rd axis to activate the optional tilting and rotating clamps.
Clamp:
universal 4 sided clamp to grip flat, car and cruciform keys
Runs:
X axis: 57 mm Y axis: 32 mm
Dimensions:
width: 450 mm depth: 600 mm height: 440 mm (with raised shield 680 mm)
Mass:
Kg. 38
Noise level:
sound pressure Lp(A) = 80 dB(A) (cutting iron keys) 77 dB(A) (cutting brass keys)
UNOCODE PRO Operating manual - English
8 Copyright Silca 2017
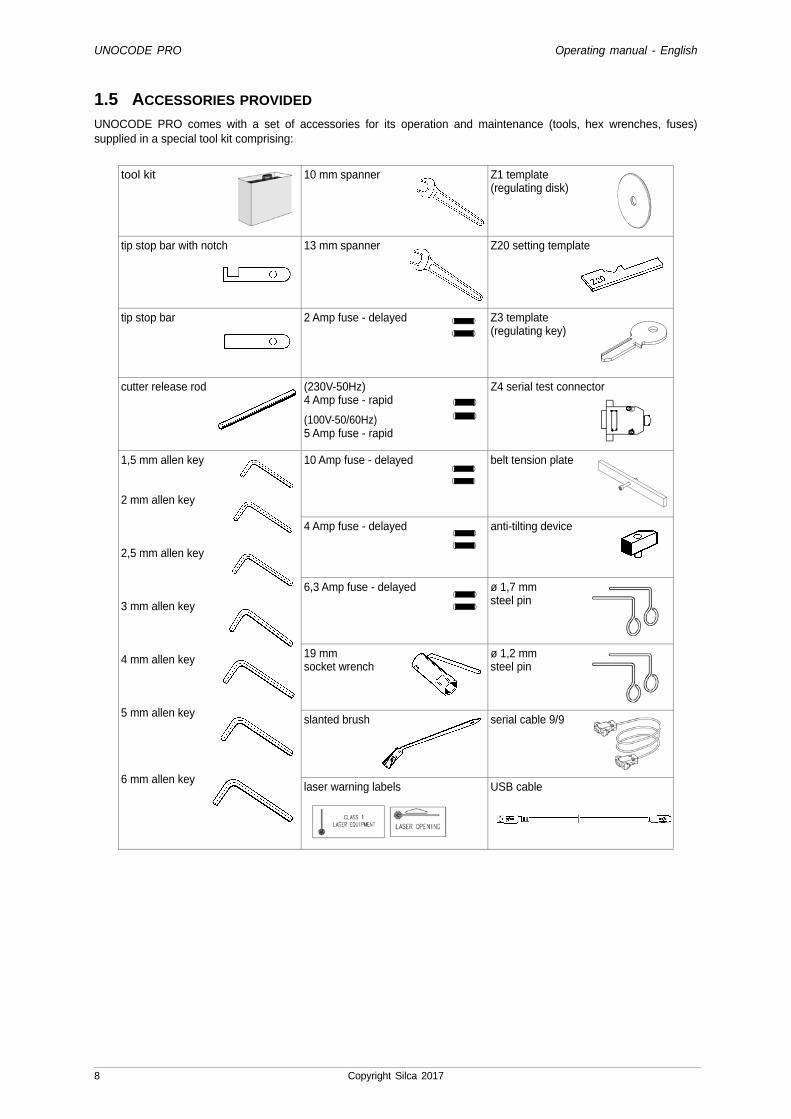
1.5 ACCESSORIES PROVIDED
UNOCODE PRO comes with a set of accessories for its operation and maintenance (tools, hex wrenches, fuses)supplied in a special tool kit comprising:
tool kit 10 mm spanner Z1 template(regulating disk)
tip stop bar with notch 13 mm spanner Z20 setting template
tip stop bar 2 Amp fuse - delayed Z3 template(regulating key)
cutter release rod (230V-50Hz)4 Amp fuse - rapid
(100V-50/60Hz)5 Amp fuse - rapid
Z4 serial test connector
1,5 mm allen key
2 mm allen key
2,5 mm allen key
3 mm allen key
4 mm allen key
5 mm allen key
6 mm allen key
10 Amp fuse - delayed belt tension plate
4 Amp fuse - delayed anti-tilting device
6,3 Amp fuse - delayed ø 1,7 mmsteel pin
19 mm socket wrench
ø 1,2 mm steel pin
slanted brush serial cable 9/9
laser warning labels USB cable
Operating manual - English UNOCODE PRO
Copyright Silca 2017 9
2 TRANSPORTThe key-cutting machine is easily transported and is not dangerous to handle. The packed machine should be carried by at least two people.
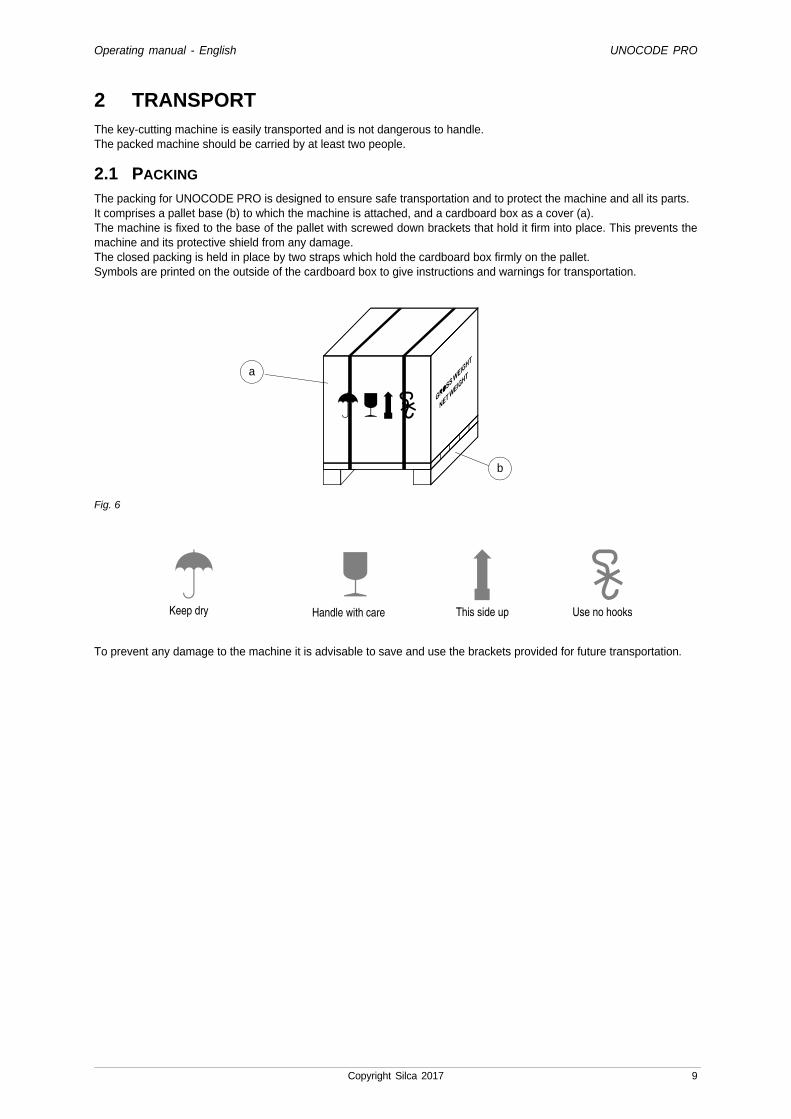
2.1 PACKING
The packing for UNOCODE PRO is designed to ensure safe transportation and to protect the machine and all its parts.It comprises a pallet base (b) to which the machine is attached, and a cardboard box as a cover (a).The machine is fixed to the base of the pallet with screwed down brackets that hold it firm into place. This prevents themachine and its protective shield from any damage.The closed packing is held in place by two straps which hold the cardboard box firmly on the pallet.Symbols are printed on the outside of the cardboard box to give instructions and warnings for transportation.
Fig. 6
To prevent any damage to the machine it is advisable to save and use the brackets provided for future transportation.
a
b
Keep dry This side upHandle with care Use no hooks
UNOCODE PRO Operating manual - English
10 Copyright Silca 2017
2.2 UNPACKING
To remove the machine from the packing box:
1) cut the straps with scissors and remove2) raise the top part of the cardboard box3) loosen the screws, both on the front and back brackets that hold the machine to the pallet4) use the special spanner (provided in the tool kit), to loosen the nuts on the machine’s feet5) remove the metal brackets and re-tighten the nuts on the feet.6) check the contents in the box, that should comprise with the following:
1 UNOCODE PRO key-cutting machine1 set of documents, including: an operating manual, a spare parts list and a guarantee1 power supply cable1 tool kit
Note: we strongly recommend you keep the packing intact for future transportation
2.3 MACHINE HANDLING
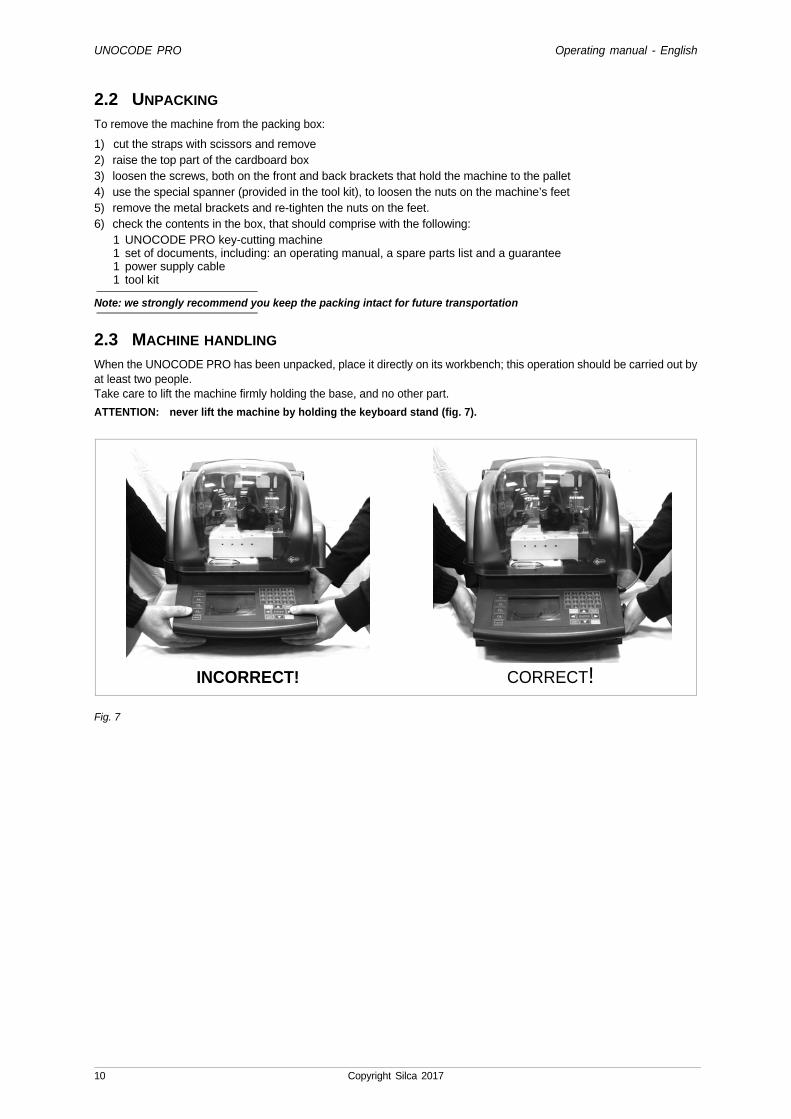
When the UNOCODE PRO has been unpacked, place it directly on its workbench; this operation should be carried out byat least two people. Take care to lift the machine firmly holding the base, and no other part.
ATTENTION: never lift the machine by holding the keyboard stand (fig. 7).
Fig. 7
INCORRECT! CORRECT!
Operating manual - English UNOCODE PRO
Copyright Silca 2017 11
3 MACHINE INSTALLATION AND PREPARATIONThe key-cutting machine can be installed by the purchaser and does not require any special skills.It is supplied ready for use and does not need any special set up. However, the operator may have to control a few thingsbefore operating the machine.
3.1 CHECKING FOR DAMAGE
UNOCODE PRO is solid and compact and will not normally damage if transport, unpacking and installation have all beencarried out according to the instructions in this manual. However, it is always advisable to check that the machine has notsuffered any damage.
3.2 ENVIRONMENTAL CONDITIONS
To ensure that the best use is made of the key-cutting machine, it is important to place it in a well-aired area which is nottoo damp.The ideal conditions for the machine are: temperature between 10°C and 40°C; relative humidity: approx 60%
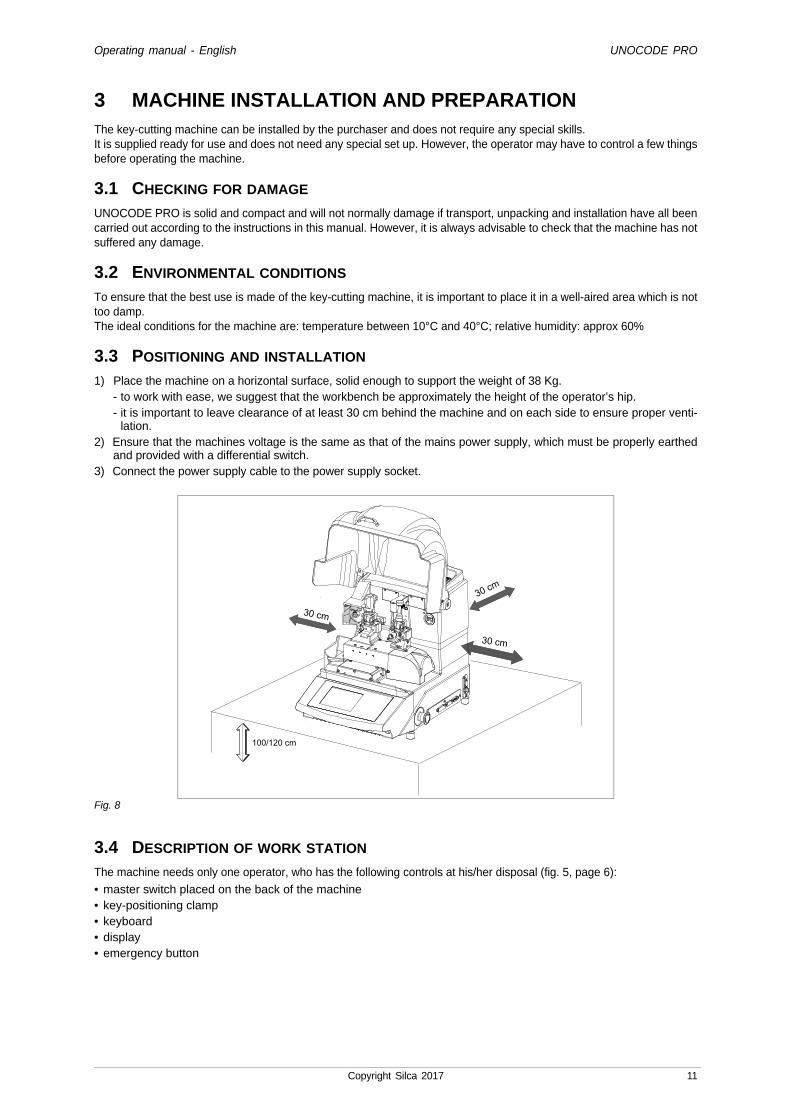
3.3 POSITIONING AND INSTALLATION
1) Place the machine on a horizontal surface, solid enough to support the weight of 38 Kg.- to work with ease, we suggest that the workbench be approximately the height of the operator’s hip.- it is important to leave clearance of at least 30 cm behind the machine and on each side to ensure proper venti-
lation. 2) Ensure that the machines voltage is the same as that of the mains power supply, which must be properly earthed
and provided with a differential switch.3) Connect the power supply cable to the power supply socket.
Fig. 8
3.4 DESCRIPTION OF WORK STATION
The machine needs only one operator, who has the following controls at his/her disposal (fig. 5, page 6):
• master switch placed on the back of the machine• key-positioning clamp • keyboard• display• emergency button
100/120 cm
30 cm
30 cm
30 cm

UNOCODE PRO Operating manual - English
12 Copyright Silca 2017
4 “SET UP” AND USE OF THE MACHINE
4.1 USE OF THE CLAMP
Fig. 9The four-sided clamp ensures excellent grip on the keys placed on their back or profile sides (fig. 10).
• Keys with 1 or 2 cuts to reproduce by code should be fitted mainly on the A and/or B side of the clamp.• When copying with the optical reader the key can be fitted to any side (A, B, C or D) of the clamp.
- For keys to be cut by code the side of the clampon which to place the key is shown on themachines display.
- For keys to be copied with the optical reader theside of the clamp to be used is at the discretionof the operator.
- To fit keys with tip stops on the optic readerclamp, fit the bar provided into the specialgrooves (fig. 11).
Fig. 10
Fig. 11 - key stops
Clamp - cutter side Clamp - Optic Reader sideV100 R100
12
34
23
1
4
2
C
4
3
2
3
4
1
4
D
B
A
2
1
1
3
D side
C side
B side
A side
1
2
3
4
0
B
4
3
1
C
D
4
3
1
A
4
3
2
1
6
Operating manual - English UNOCODE PRO
Copyright Silca 2017 13
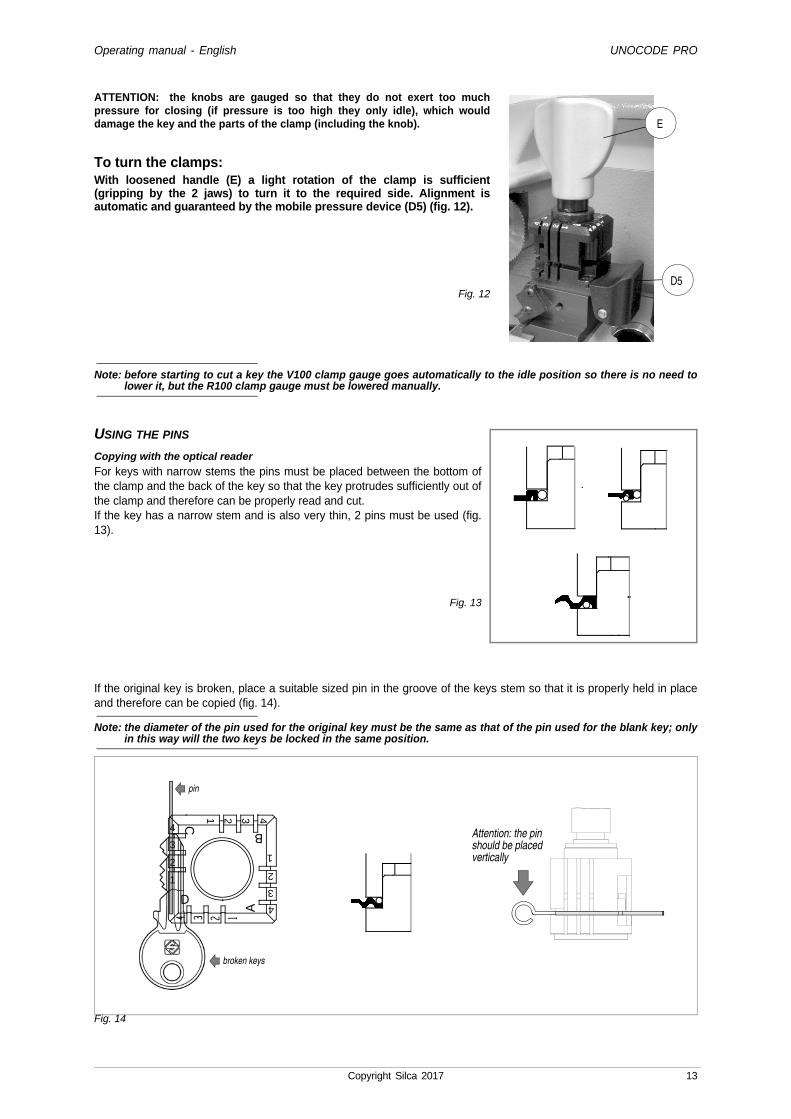
ATTENTION: the knobs are gauged so that they do not exert too muchpressure for closing (if pressure is too high they only idle), which woulddamage the key and the parts of the clamp (including the knob).
To turn the clamps:With loosened handle (E) a light rotation of the clamp is sufficient(gripping by the 2 jaws) to turn it to the required side. Alignment isautomatic and guaranteed by the mobile pressure device (D5) (fig. 12).
Fig. 12
Note: before starting to cut a key the V100 clamp gauge goes automatically to the idle position so there is no need tolower it, but the R100 clamp gauge must be lowered manually.
USING THE PINS
Copying with the optical reader
For keys with narrow stems the pins must be placed between the bottom ofthe clamp and the back of the key so that the key protrudes sufficiently out ofthe clamp and therefore can be properly read and cut.If the key has a narrow stem and is also very thin, 2 pins must be used (fig.13).
Fig. 13
If the original key is broken, place a suitable sized pin in the groove of the keys stem so that it is properly held in placeand therefore can be copied (fig. 14).
Note: the diameter of the pin used for the original key must be the same as that of the pin used for the blank key; onlyin this way will the two keys be locked in the same position.
Fig. 14
D5
E
Attention: the pinshould be placedvertically
2
C
4
3
2
3
4
1 4
D
B
A
2
1
1
3
broken keys
pin
UNOCODE PRO Operating manual - English
14 Copyright Silca 2017
4.2 CUTTING BY ELECTRIC CONTACT
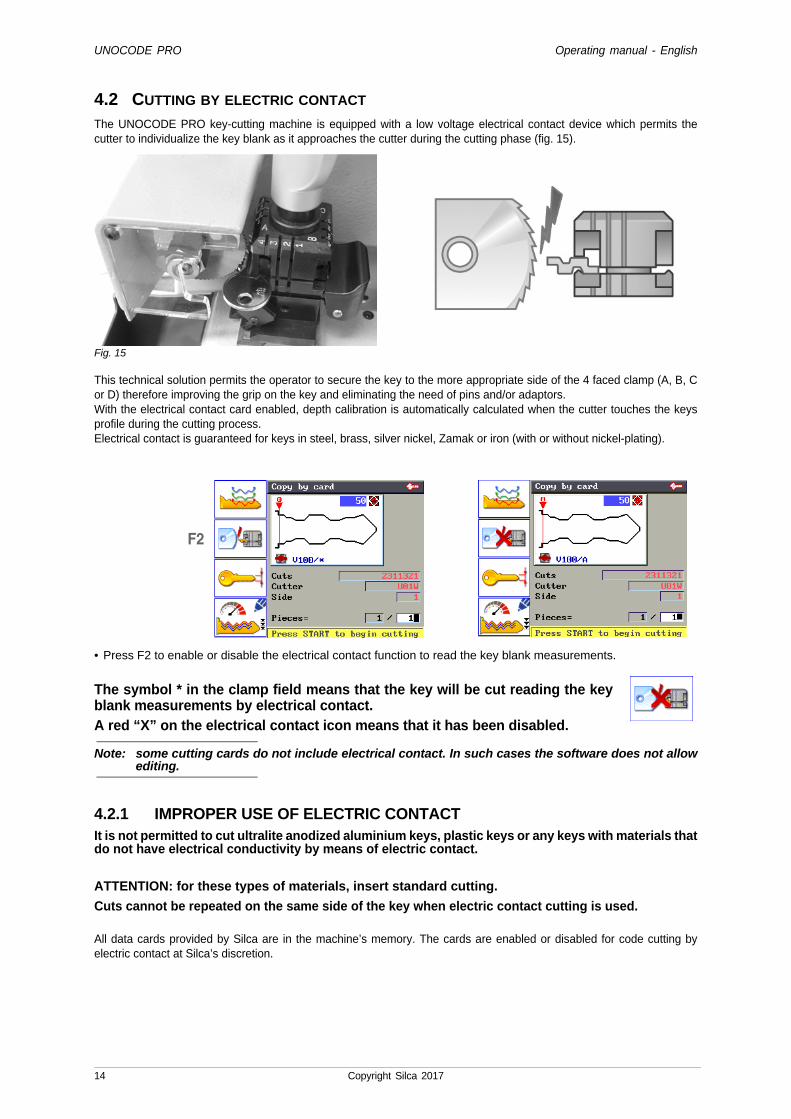
The UNOCODE PRO key-cutting machine is equipped with a low voltage electrical contact device which permits thecutter to individualize the key blank as it approaches the cutter during the cutting phase (fig. 15).
Fig. 15
This technical solution permits the operator to secure the key to the more appropriate side of the 4 faced clamp (A, B, Cor D) therefore improving the grip on the key and eliminating the need of pins and/or adaptors.With the electrical contact card enabled, depth calibration is automatically calculated when the cutter touches the keysprofile during the cutting process.Electrical contact is guaranteed for keys in steel, brass, silver nickel, Zamak or iron (with or without nickel-plating).
• Press F2 to enable or disable the electrical contact function to read the key blank measurements.
The symbol * in the clamp field means that the key will be cut reading the keyblank measurements by electrical contact.A red “X” on the electrical contact icon means that it has been disabled.
Note: some cutting cards do not include electrical contact. In such cases the software does not allowediting.
4.2.1 IMPROPER USE OF ELECTRIC CONTACTIt is not permitted to cut ultralite anodized aluminium keys, plastic keys or any keys with materials thatdo not have electrical conductivity by means of electric contact.
ATTENTION: for these types of materials, insert standard cutting.
Cuts cannot be repeated on the same side of the key when electric contact cutting is used.
All data cards provided by Silca are in the machine’s memory. The cards are enabled or disabled for code cutting byelectric contact at Silca’s discretion.
F2
Operating manual - English UNOCODE PRO
Copyright Silca 2017 15
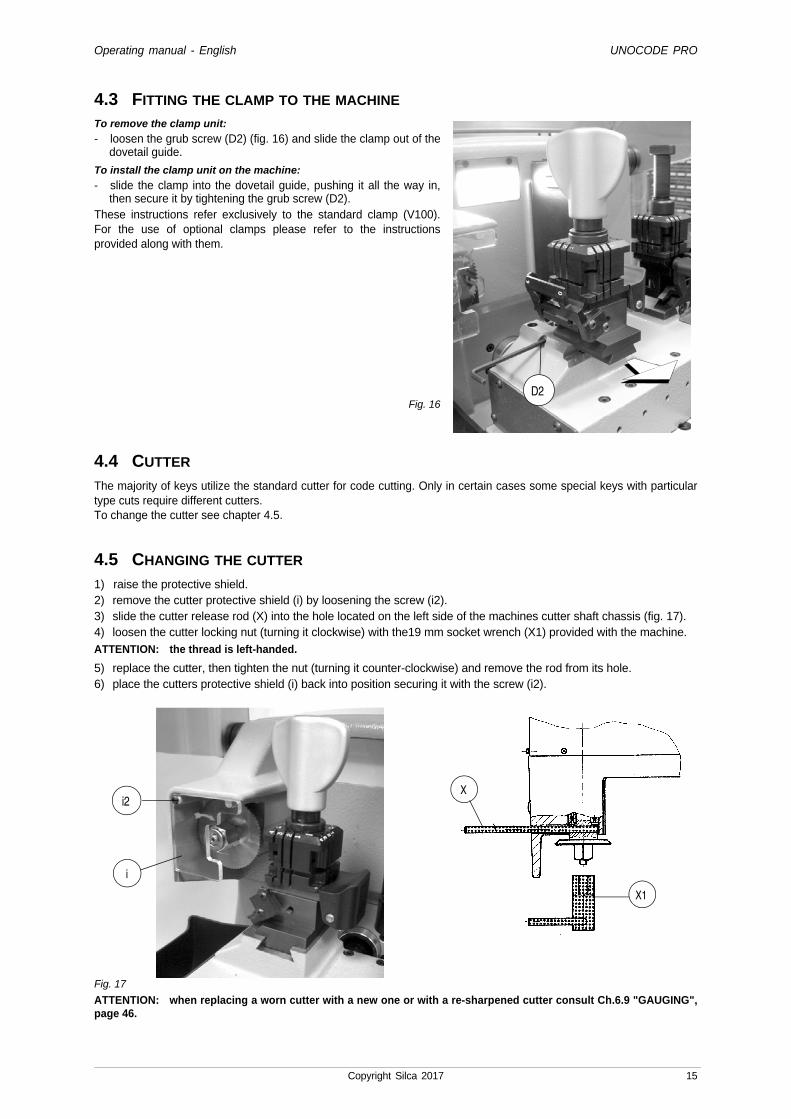
4.3 FITTING THE CLAMP TO THE MACHINE
To remove the clamp unit:
- loosen the grub screw (D2) (fig. 16) and slide the clamp out of thedovetail guide.
To install the clamp unit on the machine:
- slide the clamp into the dovetail guide, pushing it all the way in,then secure it by tightening the grub screw (D2).
These instructions refer exclusively to the standard clamp (V100).For the use of optional clamps please refer to the instructionsprovided along with them.
Fig. 16
4.4 CUTTER
The majority of keys utilize the standard cutter for code cutting. Only in certain cases some special keys with particulartype cuts require different cutters.To change the cutter see chapter 4.5.
4.5 CHANGING THE CUTTER
1) raise the protective shield.2) remove the cutter protective shield (i) by loosening the screw (i2).3) slide the cutter release rod (X) into the hole located on the left side of the machines cutter shaft chassis (fig. 17).4) loosen the cutter locking nut (turning it clockwise) with the19 mm socket wrench (X1) provided with the machine.
ATTENTION: the thread is left-handed.
5) replace the cutter, then tighten the nut (turning it counter-clockwise) and remove the rod from its hole.6) place the cutters protective shield (i) back into position securing it with the screw (i2).
Fig. 17
ATTENTION: when replacing a worn cutter with a new one or with a re-sharpened cutter consult Ch.6.9 "GAUGING",page 46.
D2
X1
Xi2
i
UNOCODE PRO Operating manual - English
16 Copyright Silca 2017
5 UNOCODE PRO VERSION UTP
Note: UTP function is NOT enabled on Unocode PRO FLAT STEEL.
The UNOCODE Pro UTP (Unlimited Token Plan) is a “timed use” key-cutting machine.On cutting the first key a free one month “UTP” is automatically activated. At the end of thatperiod a message appears: the customer has another 30 days in which to purchase a UTPpackage.At the end of the period (1 month free + 30 days) the machine can no longer be used to cutkeys (it is operative only for decoding ). To continue using all the machine functions contacta Silca distributor to purchase another UTP package (Ch.6.11.2 "UTP SETTINGS").
• “UTP (Unlimited Token Plan)” is a special “timed digital token” that allows the machine to be used freely(unlimited number of keys can be cut) for a given period (up to 31 December of the calendar year inprogress).
• When the UTP package has expired 30 days of Extratoken are available before the key-cutting function isblocked. (Ch 6.11.2 "UTP SETTINGS").
• After purchasing a new UTP package download it from the Internet by means of the “Silca RemoteService” program (SRS) (Ch.6.8.1 "DOWNLOAD THE UTP PACKAGE").

Operating manual - English UNOCODE PRO
Copyright Silca 2017 17
6 OPERATING GUIDEIntroduction
The Operating Guide below explains how to use the UNOCODE PRO without a Personal Computer.All operations to manually use the key-cutting machine are explained step by step.The programs available for Personal Computers connected to the key-cutting machine are able to transmit data forcutting, reading or decoding keys.Programs for Personal Computer eliminate manual procedures of certain functions, once the data has been transmittedto the machine it bypasses some of the operating guides screens.When the UNOCODE PRO is used with a Personal Computer, the operating guide does not change its displays logic,with the exception of all the screens that are rendered unnecessary.
6.1 INITIAL OPERATIONS
When the key-cutting machine has been placed on its workbench and connected to the mains (Ch.3.3, page 11), proceedas follows:
1) make sure that the emergency button is not turned on.2) turn the machine on by means of the main switch that is located on the back of the machine.3) to check or alter the parameters for use of the machine, consult the "OPTIONS" menu (Ch.6.11, page 61).
When the machine is turned on the display shows the following screen:
Fig. 18
Besides the first 4 icons relating to the main functions, listed on the left, the following information appears:
• Name of the key-cutting machine
• Serial number of the key-cutting machine
• SW version: machine program version
• DB version: version of the cutting card Database on board the machine
• Date
• Time
• Flashing word MENU (press MENU to view the other main functions)
• Machine in UTP mode (Unlimited Token Plan)
GREEN: days of use exceed the minimum warning point set in the Options => UTP Settings (Ch.6.11.2)
YELLOW: days of use are below the minimum warning point set in the Options => UTP Settings (Ch.6.11.2)
RED: days of use have expired or are about to expire (Ch.6.11.2)
UNOCODE PRO UNOCODE PRO UTP
UNOCODE PRO Operating manual - English
18 Copyright Silca 2017
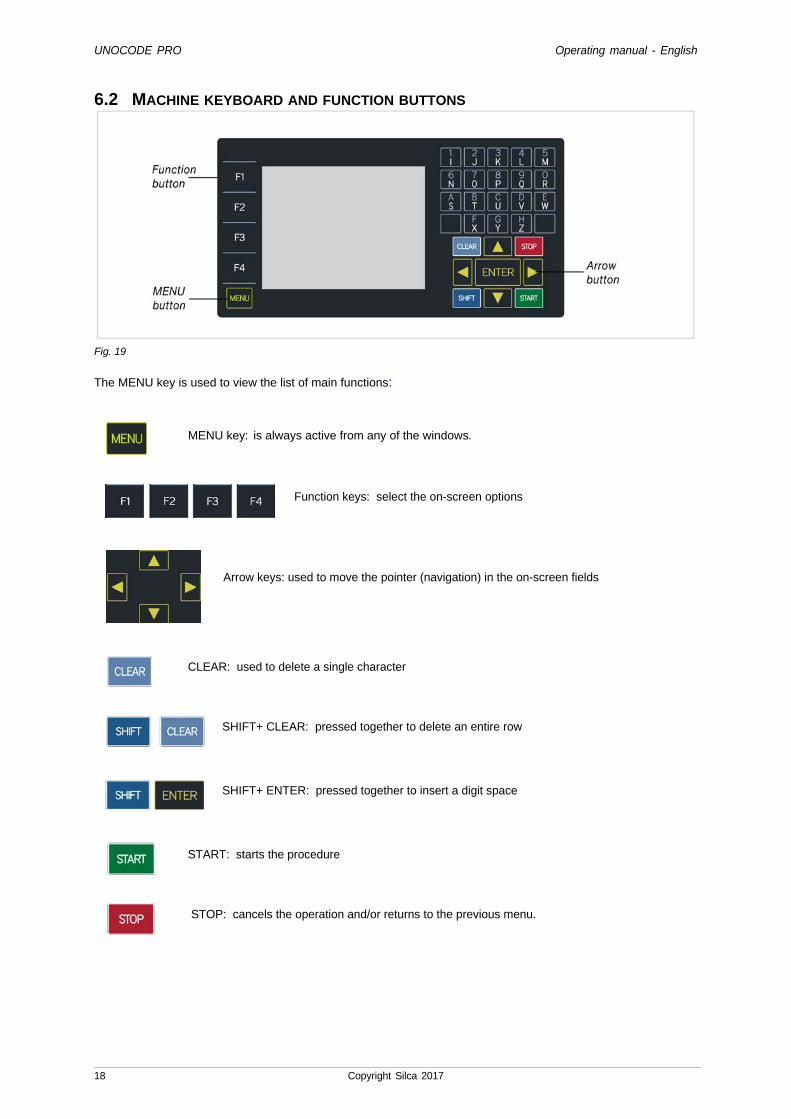
6.2 MACHINE KEYBOARD AND FUNCTION BUTTONS
Fig. 19
The MENU key is used to view the list of main functions:
MENU key: is always active from any of the windows.
Function keys: select the on-screen options
Arrow keys: used to move the pointer (navigation) in the on-screen fields
CLEAR: used to delete a single character
SHIFT+ CLEAR: pressed together to delete an entire row
SHIFT+ ENTER: pressed together to insert a digit space
START: starts the procedure
STOP: cancels the operation and/or returns to the previous menu.
Operating manual - English UNOCODE PRO
Copyright Silca 2017 19
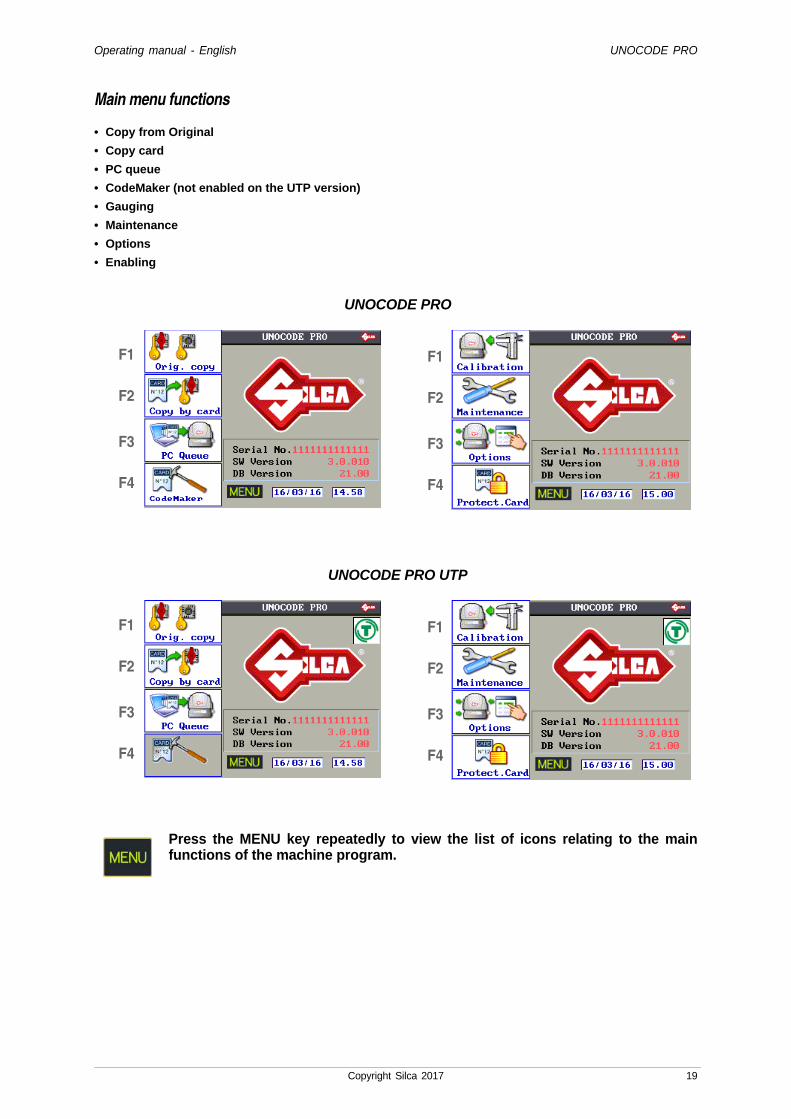
Main menu functions
• Copy from Original
• Copy card
• PC queue
• CodeMaker (not enabled on the UTP version)
• Gauging
• Maintenance
• Options
• Enabling
UNOCODE PRO
UNOCODE PRO UTP
Press the MENU key repeatedly to view the list of icons relating to the mainfunctions of the machine program.
F1
F2
F3
F4
F1
F2
F3
F4
F1
F2
F3
F4
F1
F2
F3
F4
UNOCODE PRO Operating manual - English
20 Copyright Silca 2017
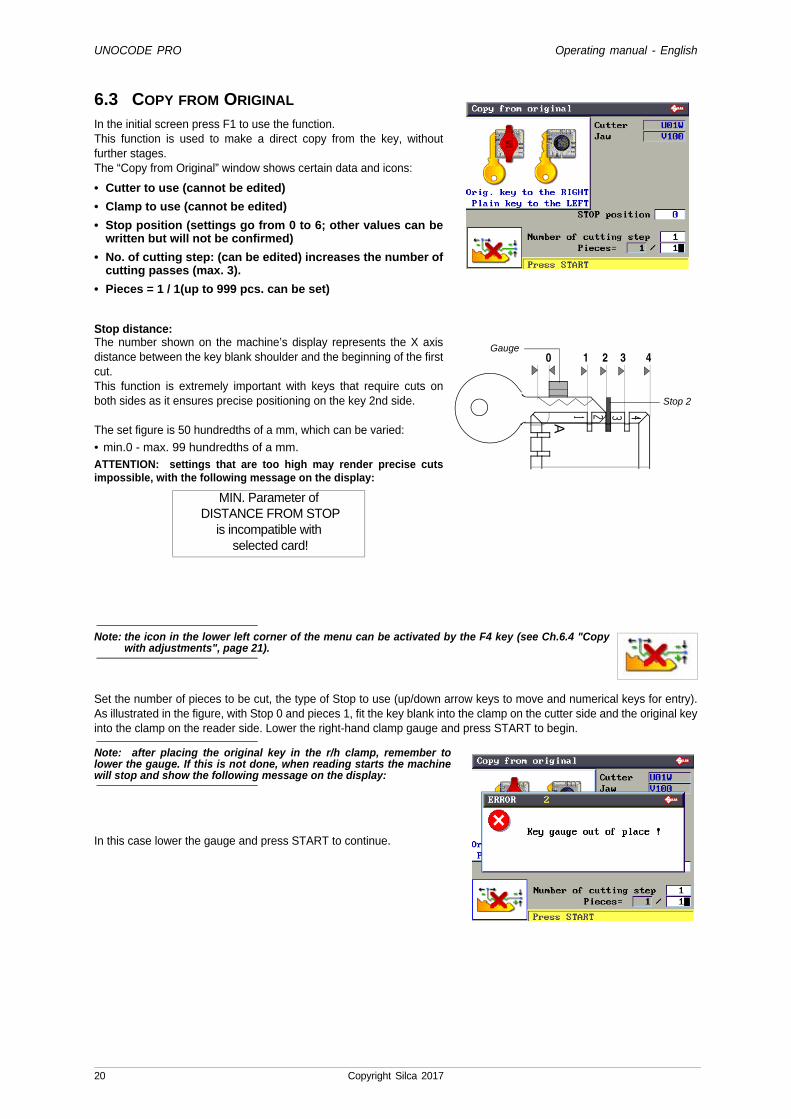
6.3 COPY FROM ORIGINAL
In the initial screen press F1 to use the function.This function is used to make a direct copy from the key, withoutfurther stages.The “Copy from Original” window shows certain data and icons:
• Cutter to use (cannot be edited)
• Clamp to use (cannot be edited)
• Stop position (settings go from 0 to 6; other values can bewritten but will not be confirmed)
• No. of cutting step: (can be edited) increases the number ofcutting passes (max. 3).
• Pieces = 1 / 1(up to 999 pcs. can be set)
Stop distance:The number shown on the machine’s display represents the X axisdistance between the key blank shoulder and the beginning of the firstcut.This function is extremely important with keys that require cuts onboth sides as it ensures precise positioning on the key 2nd side.
The set figure is 50 hundredths of a mm, which can be varied:
• min.0 - max. 99 hundredths of a mm.
ATTENTION: settings that are too high may render precise cutsimpossible, with the following message on the display:
Note: the icon in the lower left corner of the menu can be activated by the F4 key (see Ch.6.4 "Copywith adjustments", page 21).
Set the number of pieces to be cut, the type of Stop to use (up/down arrow keys to move and numerical keys for entry).As illustrated in the figure, with Stop 0 and pieces 1, fit the key blank into the clamp on the cutter side and the original keyinto the clamp on the reader side. Lower the right-hand clamp gauge and press START to begin.
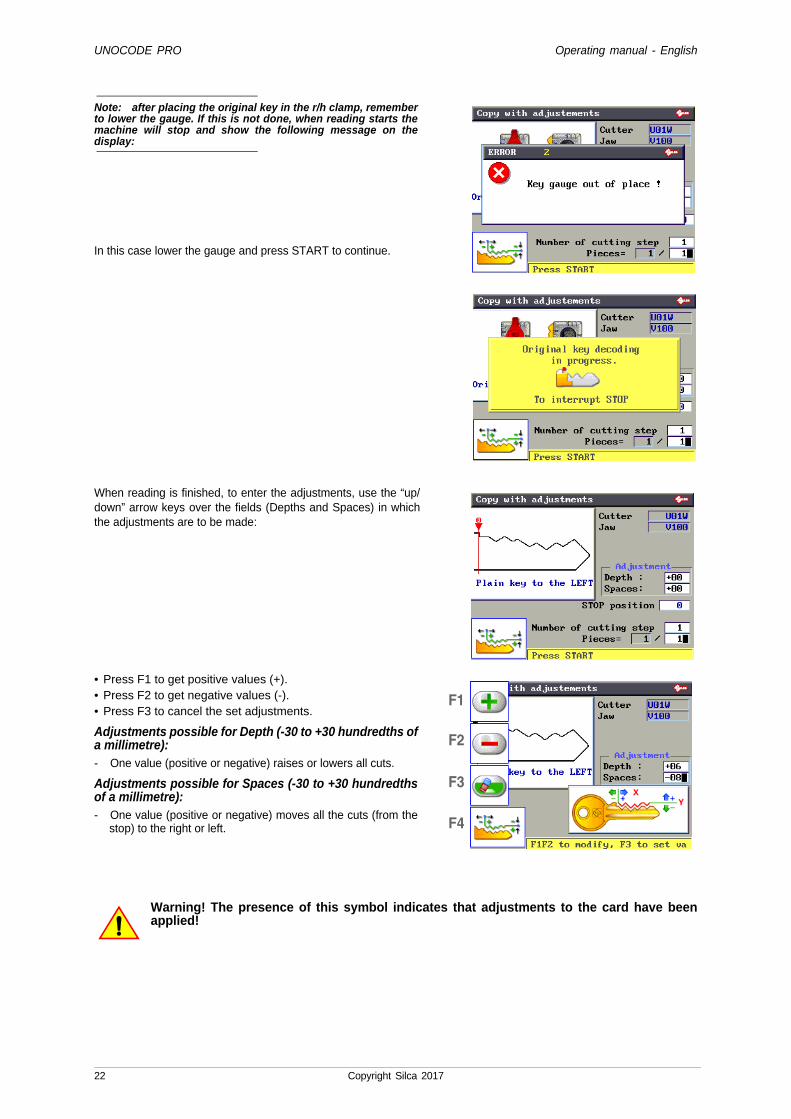
Note: after placing the original key in the r/h clamp, remember tolower the gauge. If this is not done, when reading starts the machinewill stop and show the following message on the display:
In this case lower the gauge and press START to continue.
MIN. Parameter of DISTANCE FROM STOP
is incompatible with selected card!
20
A
1 3 4
Stop 2
Gauge
Operating manual - English UNOCODE PRO
Copyright Silca 2017 21
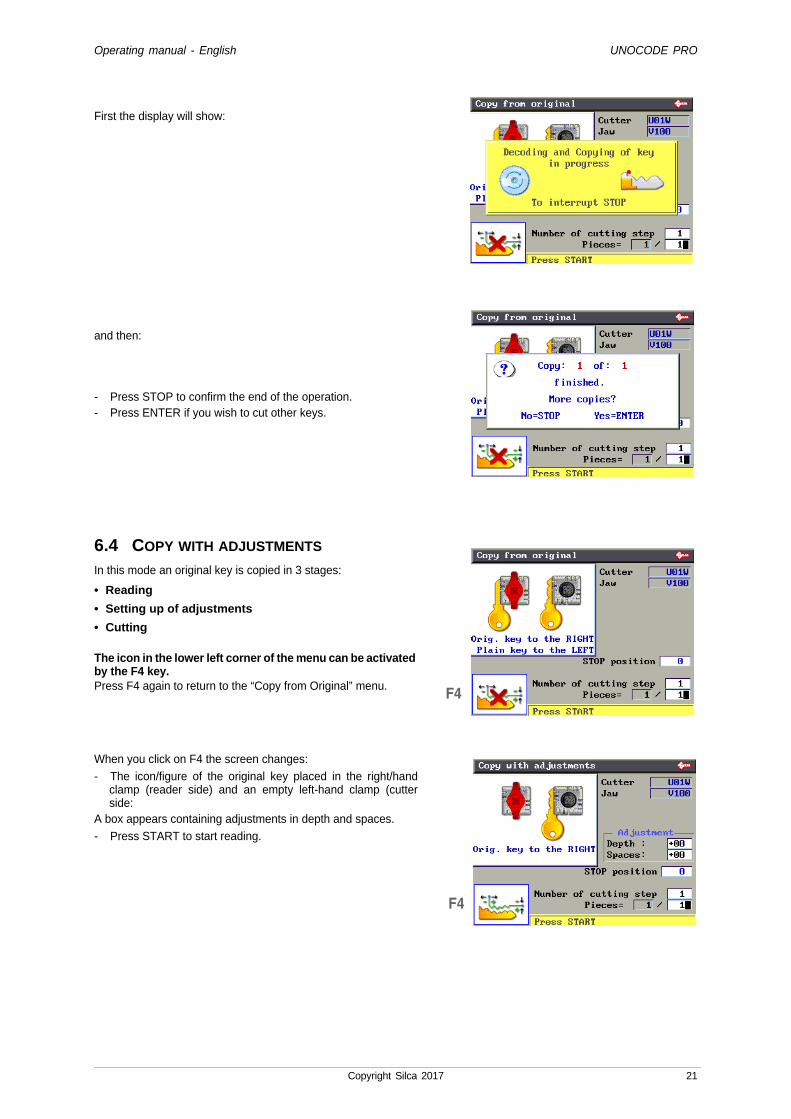
First the display will show:
and then:
- Press STOP to confirm the end of the operation.- Press ENTER if you wish to cut other keys.
6.4 COPY WITH ADJUSTMENTS In this mode an original key is copied in 3 stages:
• Reading
• Setting up of adjustments
• Cutting
The icon in the lower left corner of the menu can be activatedby the F4 key.Press F4 again to return to the “Copy from Original” menu.
When you click on F4 the screen changes:
- The icon/figure of the original key placed in the right/handclamp (reader side) and an empty left-hand clamp (cutterside:
A box appears containing adjustments in depth and spaces.
- Press START to start reading.
F4
F4
UNOCODE PRO Operating manual - English
22 Copyright Silca 2017
Note: after placing the original key in the r/h clamp, rememberto lower the gauge. If this is not done, when reading starts themachine will stop and show the following message on thedisplay:
In this case lower the gauge and press START to continue.
When reading is finished, to enter the adjustments, use the “up/down” arrow keys over the fields (Depths and Spaces) in whichthe adjustments are to be made:
• Press F1 to get positive values (+).• Press F2 to get negative values (-).• Press F3 to cancel the set adjustments.
Adjustments possible for Depth (-30 to +30 hundredths ofa millimetre):- One value (positive or negative) raises or lowers all cuts.
Adjustments possible for Spaces (-30 to +30 hundredthsof a millimetre):- One value (positive or negative) moves all the cuts (from the
stop) to the right or left.
Warning! The presence of this symbol indicates that adjustments to the card have beenapplied!
F1
F2
F3
F4
Operating manual - English UNOCODE PRO
Copyright Silca 2017 23
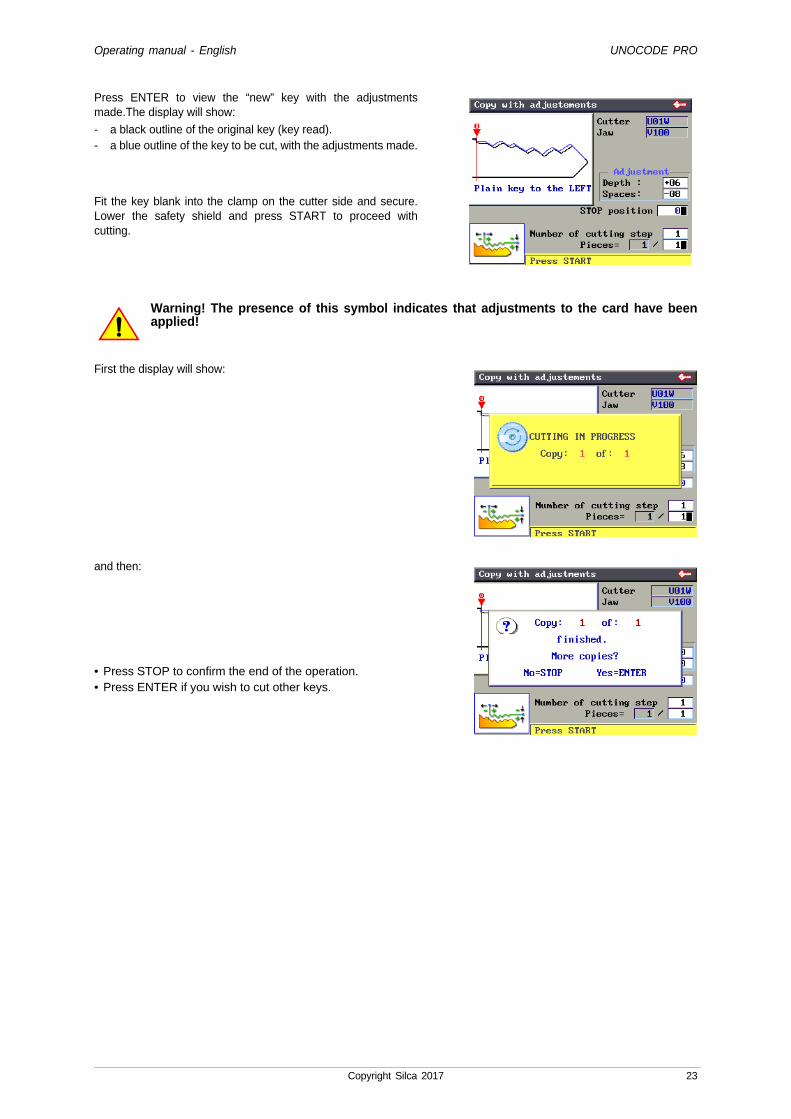
Press ENTER to view the “new” key with the adjustmentsmade.The display will show:
- a black outline of the original key (key read).- a blue outline of the key to be cut, with the adjustments made.
Fit the key blank into the clamp on the cutter side and secure.Lower the safety shield and press START to proceed withcutting.
Warning! The presence of this symbol indicates that adjustments to the card have beenapplied!
First the display will show:
and then:
• Press STOP to confirm the end of the operation.• Press ENTER if you wish to cut other keys.
UNOCODE PRO Operating manual - English
24 Copyright Silca 2017
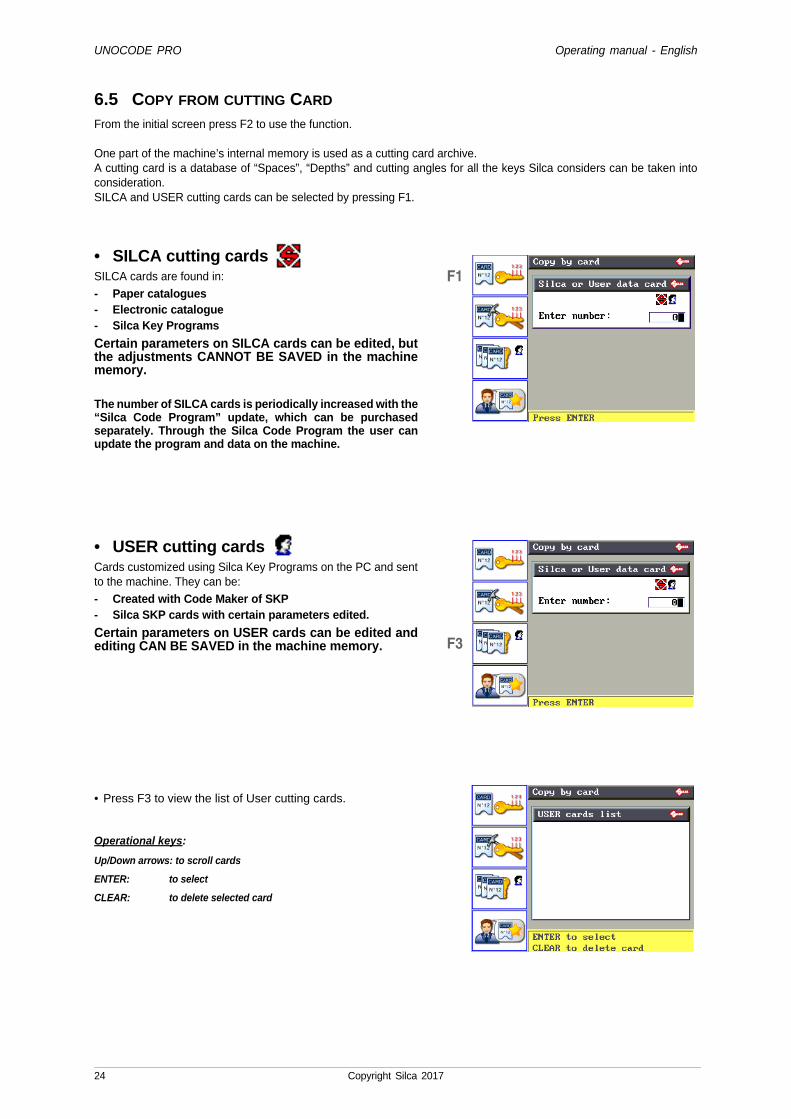
6.5 COPY FROM CUTTING CARD
From the initial screen press F2 to use the function.
One part of the machine’s internal memory is used as a cutting card archive.A cutting card is a database of “Spaces”, “Depths” and cutting angles for all the keys Silca considers can be taken intoconsideration.SILCA and USER cutting cards can be selected by pressing F1.
• SILCA cutting cardsSILCA cards are found in:
- Paper catalogues- Electronic catalogue- Silca Key Programs
Certain parameters on SILCA cards can be edited, butthe adjustments CANNOT BE SAVED in the machinememory.
The number of SILCA cards is periodically increased with the“Silca Code Program” update, which can be purchasedseparately. Through the Silca Code Program the user canupdate the program and data on the machine.
• USER cutting cardsCards customized using Silca Key Programs on the PC and sentto the machine. They can be:
- Created with Code Maker of SKP- Silca SKP cards with certain parameters edited.
Certain parameters on USER cards can be edited andediting CAN BE SAVED in the machine memory.
• Press F3 to view the list of User cutting cards.
Operational keys:
Up/Down arrows: to scroll cards
ENTER: to select
CLEAR: to delete selected card
F1
F3
Operating manual - English UNOCODE PRO
Copyright Silca 2017 25
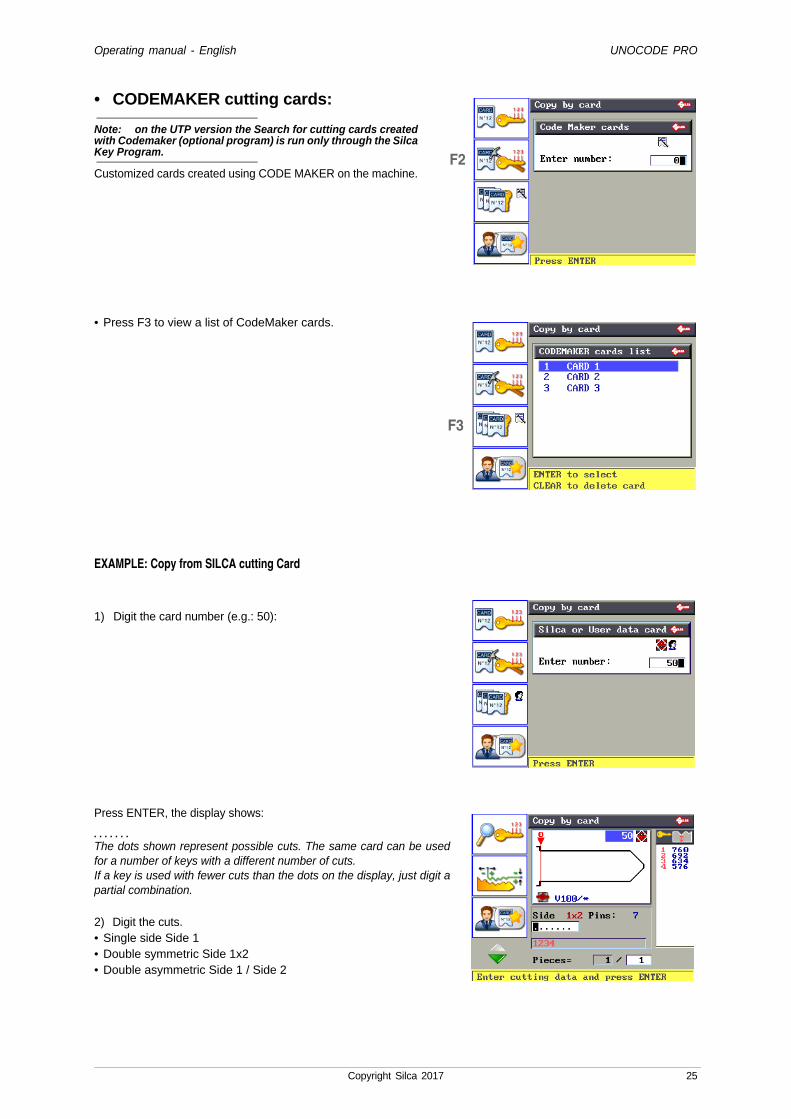
• CODEMAKER cutting cards:
Note: on the UTP version the Search for cutting cards createdwith Codemaker (optional program) is run only through the SilcaKey Program.
Customized cards created using CODE MAKER on the machine.
• Press F3 to view a list of CodeMaker cards.
EXAMPLE: Copy from SILCA cutting Card
1) Digit the card number (e.g.: 50):
Press ENTER, the display shows:
. . . . . . . The dots shown represent possible cuts. The same card can be usedfor a number of keys with a different number of cuts.If a key is used with fewer cuts than the dots on the display, just digit apartial combination.
2) Digit the cuts.• Single side Side 1• Double symmetric Side 1x2• Double asymmetric Side 1 / Side 2
F2
F3
UNOCODE PRO Operating manual - English
26 Copyright Silca 2017
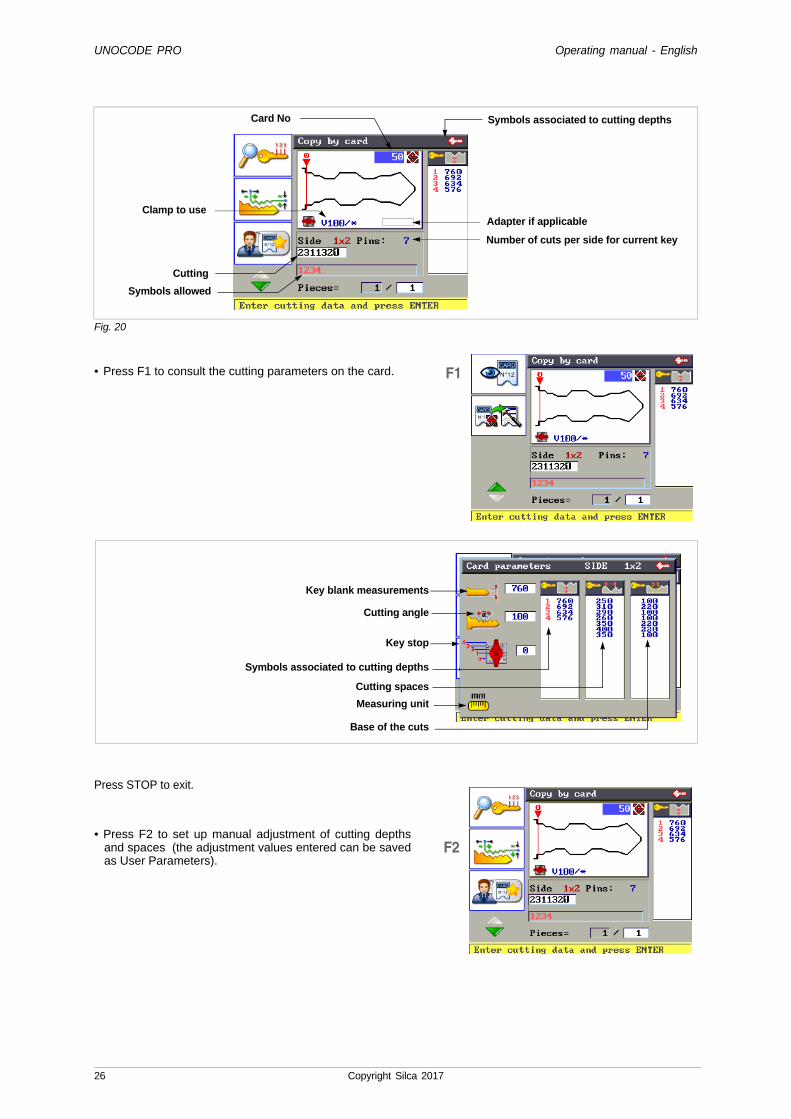
Fig. 20
• Press F1 to consult the cutting parameters on the card.
Press STOP to exit.
• Press F2 to set up manual adjustment of cutting depthsand spaces (the adjustment values entered can be savedas User Parameters).
Card No
Number of cuts per side for current key
Cutting
Symbols associated to cutting depths
Symbols allowed
Adapter if applicableClamp to use
F1
Key blank measurements
Cutting angle
Symbols associated to cutting depths
Cutting spaces
Base of the cuts
Measuring unit
Key stop
F2
Operating manual - English UNOCODE PRO
Copyright Silca 2017 27
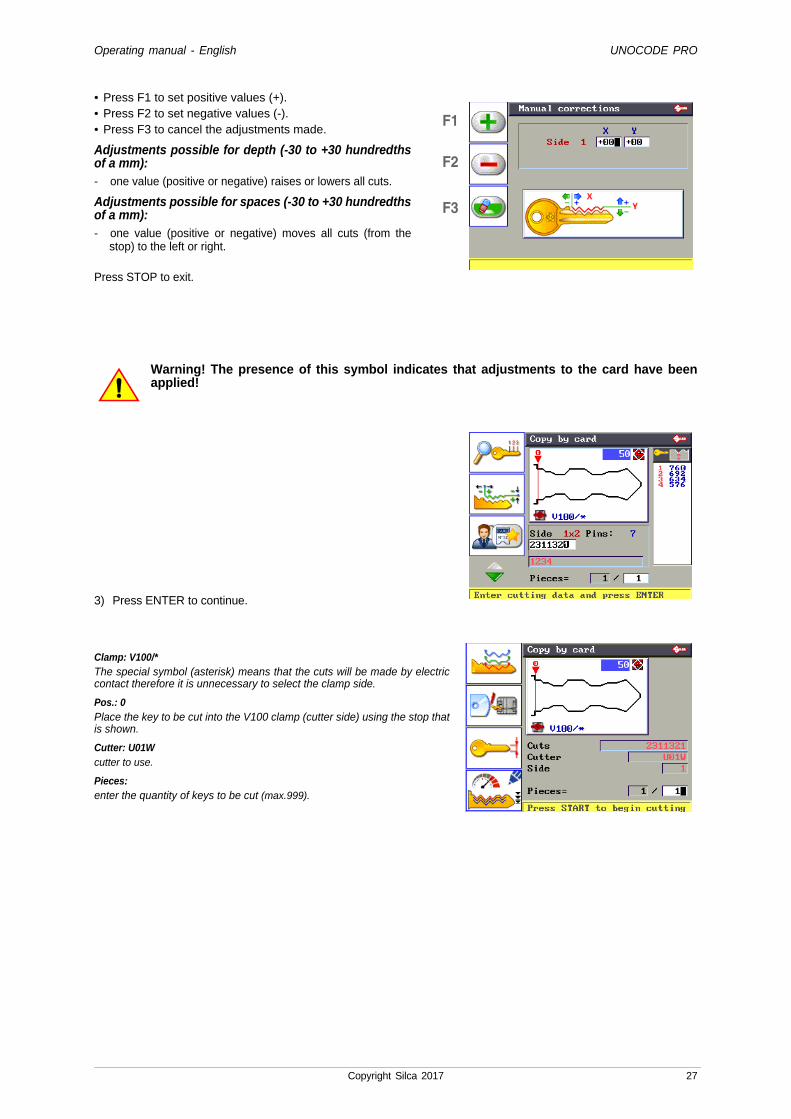
• Press F1 to set positive values (+).• Press F2 to set negative values (-).• Press F3 to cancel the adjustments made.
Adjustments possible for depth (-30 to +30 hundredthsof a mm):- one value (positive or negative) raises or lowers all cuts.
Adjustments possible for spaces (-30 to +30 hundredthsof a mm):- one value (positive or negative) moves all cuts (from the
stop) to the left or right.
Press STOP to exit.
Warning! The presence of this symbol indicates that adjustments to the card have beenapplied!
3) Press ENTER to continue.
Clamp: V100/*The special symbol (asterisk) means that the cuts will be made by electriccontact therefore it is unnecessary to select the clamp side.
Pos.: 0Place the key to be cut into the V100 clamp (cutter side) using the stop thatis shown.
Cutter: U01Wcutter to use.
Pieces:enter the quantity of keys to be cut (max.999).
F1
F2
F3
UNOCODE PRO Operating manual - English
28 Copyright Silca 2017
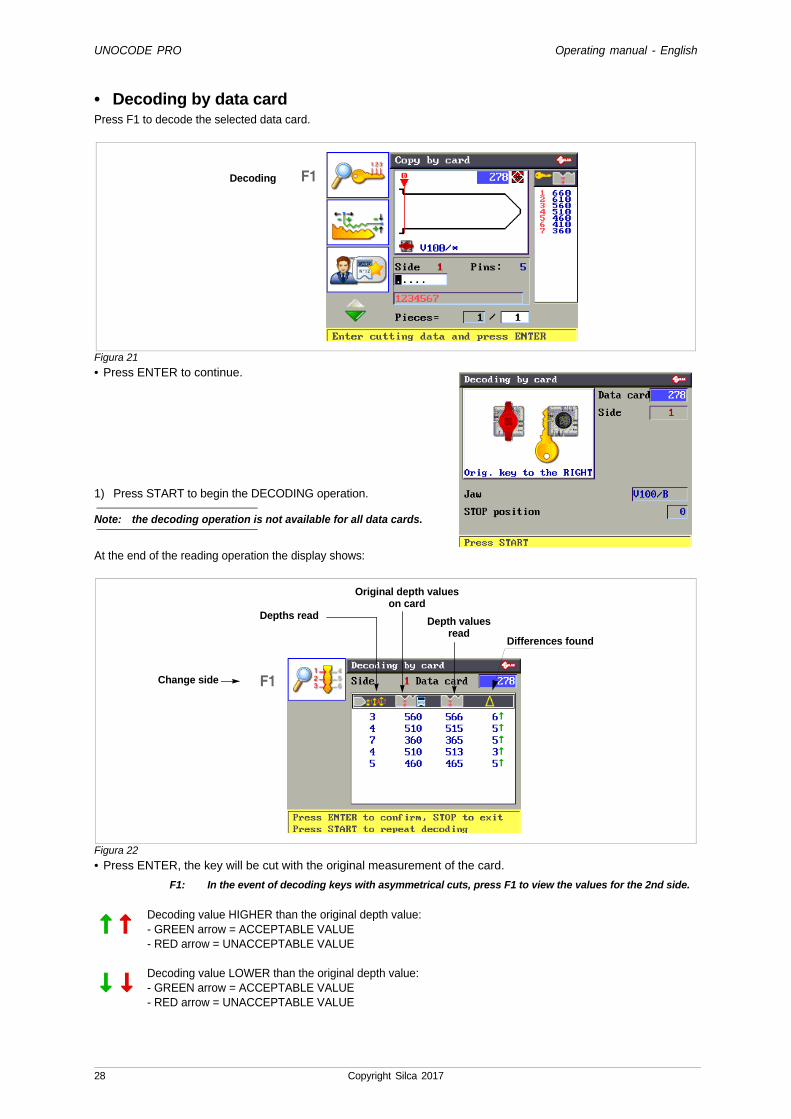
• Decoding by data cardPress F1 to decode the selected data card.
Figura 21
• Press ENTER to continue.
1) Press START to begin the DECODING operation.
Note: the decoding operation is not available for all data cards.
At the end of the reading operation the display shows:
Figura 22
• Press ENTER, the key will be cut with the original measurement of the card.
F1: In the event of decoding keys with asymmetrical cuts, press F1 to view the values for the 2nd side.
Decoding value HIGHER than the original depth value: - GREEN arrow = ACCEPTABLE VALUE- RED arrow = UNACCEPTABLE VALUE
Decoding value LOWER than the original depth value: - GREEN arrow = ACCEPTABLE VALUE- RED arrow = UNACCEPTABLE VALUE
Decoding F1
Change side
Differences found
Depths read Depth valuesread
Original depth valueson card
F1
Operating manual - English UNOCODE PRO
Copyright Silca 2017 29
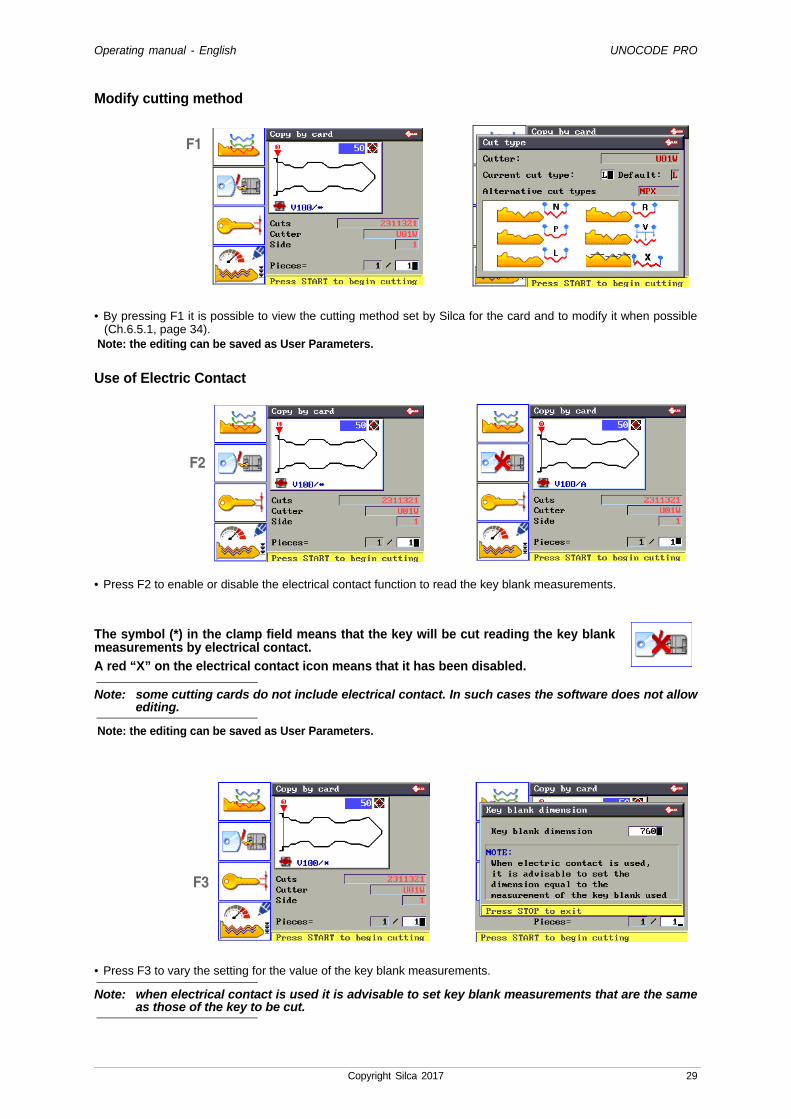
Modify cutting method
• By pressing F1 it is possible to view the cutting method set by Silca for the card and to modify it when possible(Ch.6.5.1, page 34).
Note: the editing can be saved as User Parameters.
Use of Electric Contact
• Press F2 to enable or disable the electrical contact function to read the key blank measurements.
The symbol (*) in the clamp field means that the key will be cut reading the key blankmeasurements by electrical contact.
A red “X” on the electrical contact icon means that it has been disabled.
Note: some cutting cards do not include electrical contact. In such cases the software does not allowediting.
Note: the editing can be saved as User Parameters.
• Press F3 to vary the setting for the value of the key blank measurements.
Note: when electrical contact is used it is advisable to set key blank measurements that are the sameas those of the key to be cut.
F1
F2
F3
UNOCODE PRO Operating manual - English
30 Copyright Silca 2017
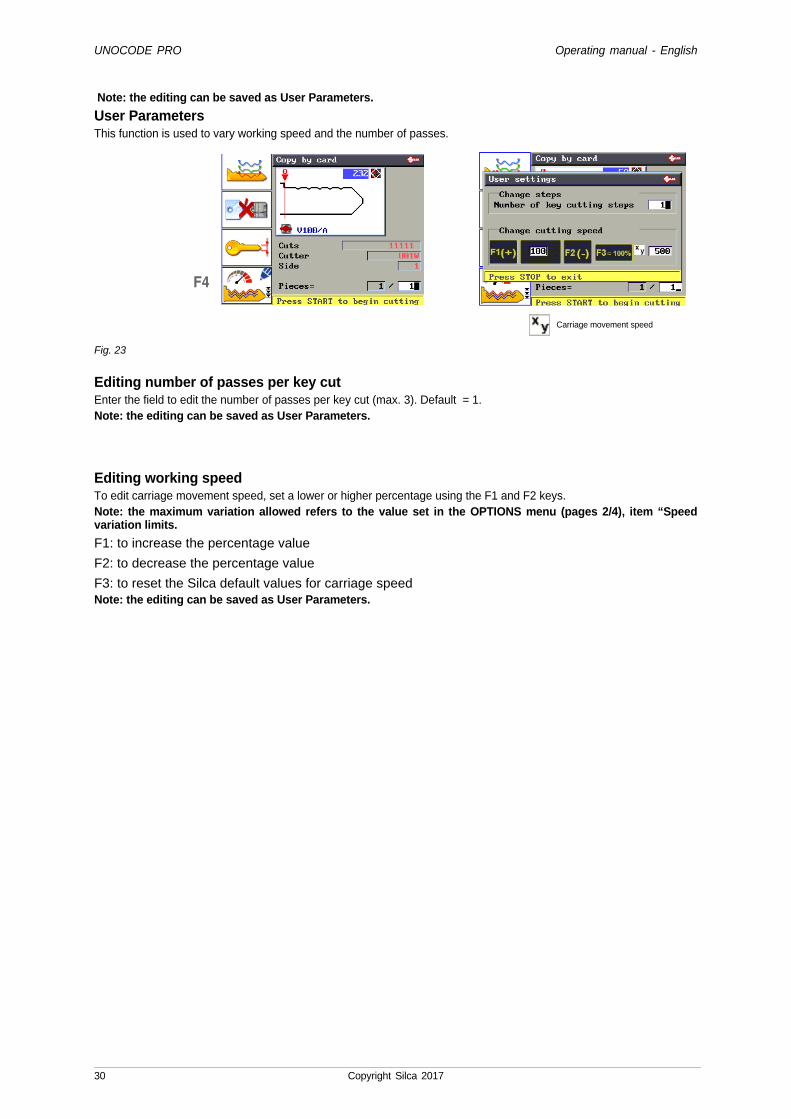
Note: the editing can be saved as User Parameters.
User ParametersThis function is used to vary working speed and the number of passes.
Fig. 23
Editing number of passes per key cutEnter the field to edit the number of passes per key cut (max. 3). Default = 1.Note: the editing can be saved as User Parameters.
Editing working speedTo edit carriage movement speed, set a lower or higher percentage using the F1 and F2 keys.Note: the maximum variation allowed refers to the value set in the OPTIONS menu (pages 2/4), item “Speedvariation limits.
F1: to increase the percentage value
F2: to decrease the percentage value
F3: to reset the Silca default values for carriage speedNote: the editing can be saved as User Parameters.
F4
Carriage movement speed
Operating manual - English UNOCODE PRO
Copyright Silca 2017 31
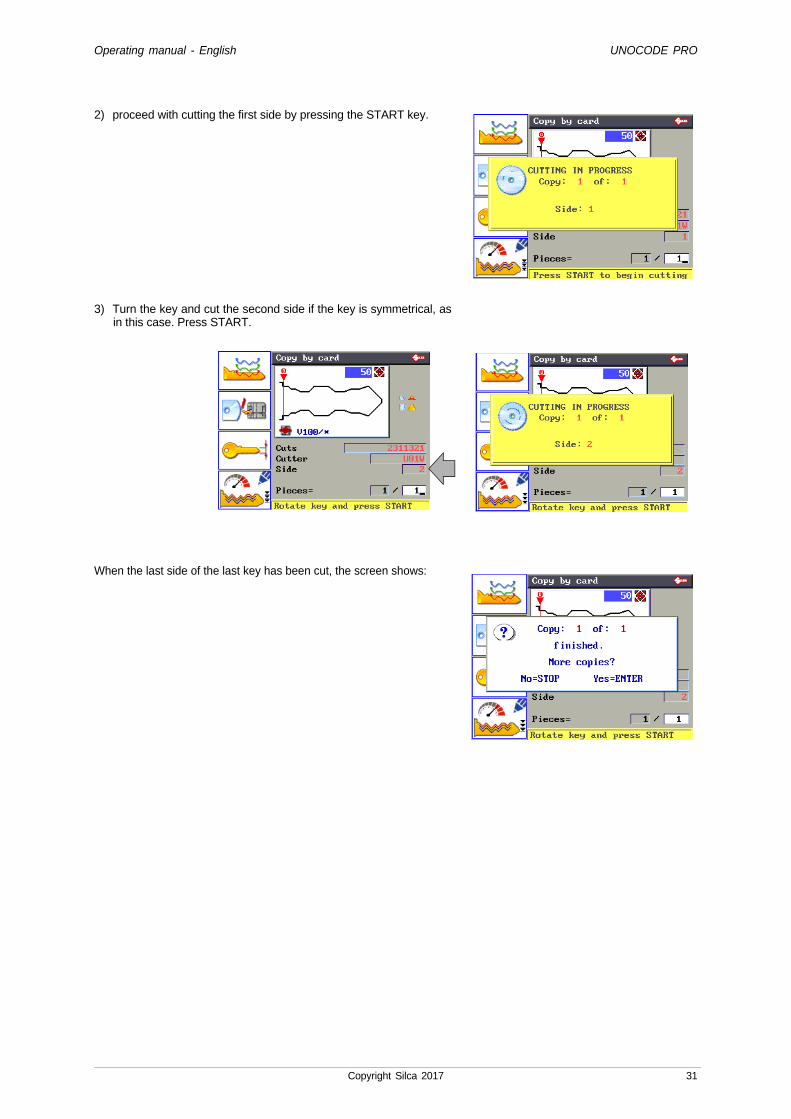
2) proceed with cutting the first side by pressing the START key.
3) Turn the key and cut the second side if the key is symmetrical, asin this case. Press START.
When the last side of the last key has been cut, the screen shows:
UNOCODE PRO Operating manual - English
32 Copyright Silca 2017
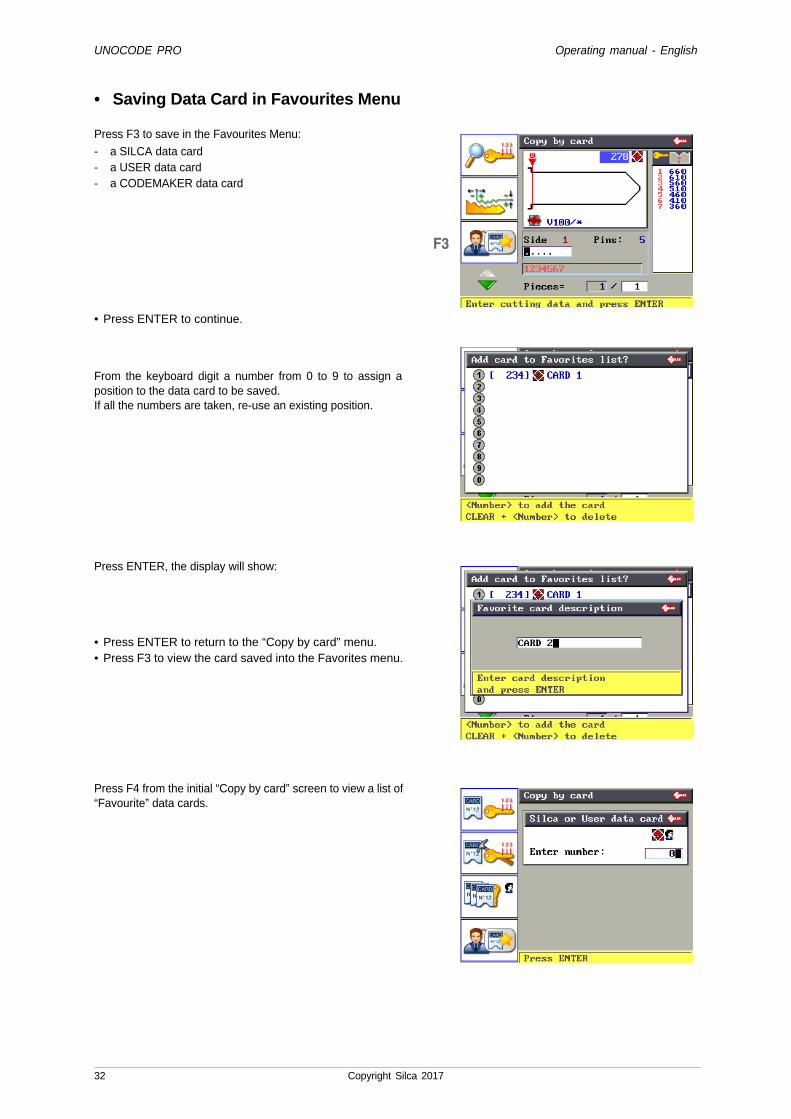
• Saving Data Card in Favourites Menu
Press F3 to save in the Favourites Menu:
- a SILCA data card- a USER data card- a CODEMAKER data card
• Press ENTER to continue.
From the keyboard digit a number from 0 to 9 to assign aposition to the data card to be saved.If all the numbers are taken, re-use an existing position.
Press ENTER, the display will show:
• Press ENTER to return to the “Copy by card” menu.• Press F3 to view the card saved into the Favorites menu.
Press F4 from the initial “Copy by card” screen to view a list of“Favourite” data cards.
F3
Operating manual - English UNOCODE PRO
Copyright Silca 2017 33
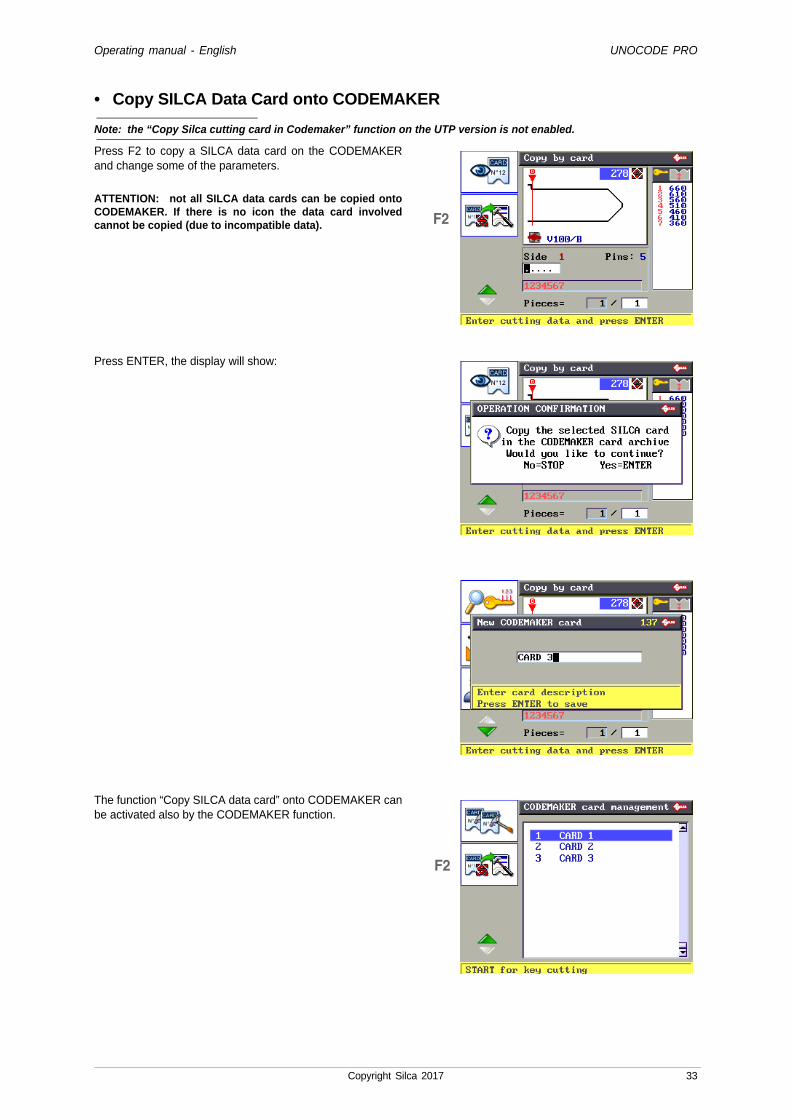
• Copy SILCA Data Card onto CODEMAKER
Note: the “Copy Silca cutting card in Codemaker” function on the UTP version is not enabled.
Press F2 to copy a SILCA data card on the CODEMAKERand change some of the parameters.
ATTENTION: not all SILCA data cards can be copied ontoCODEMAKER. If there is no icon the data card involvedcannot be copied (due to incompatible data).
Press ENTER, the display will show:
The function “Copy SILCA data card” onto CODEMAKER canbe activated also by the CODEMAKER function.
F2
F2
UNOCODE PRO Operating manual - English
34 Copyright Silca 2017
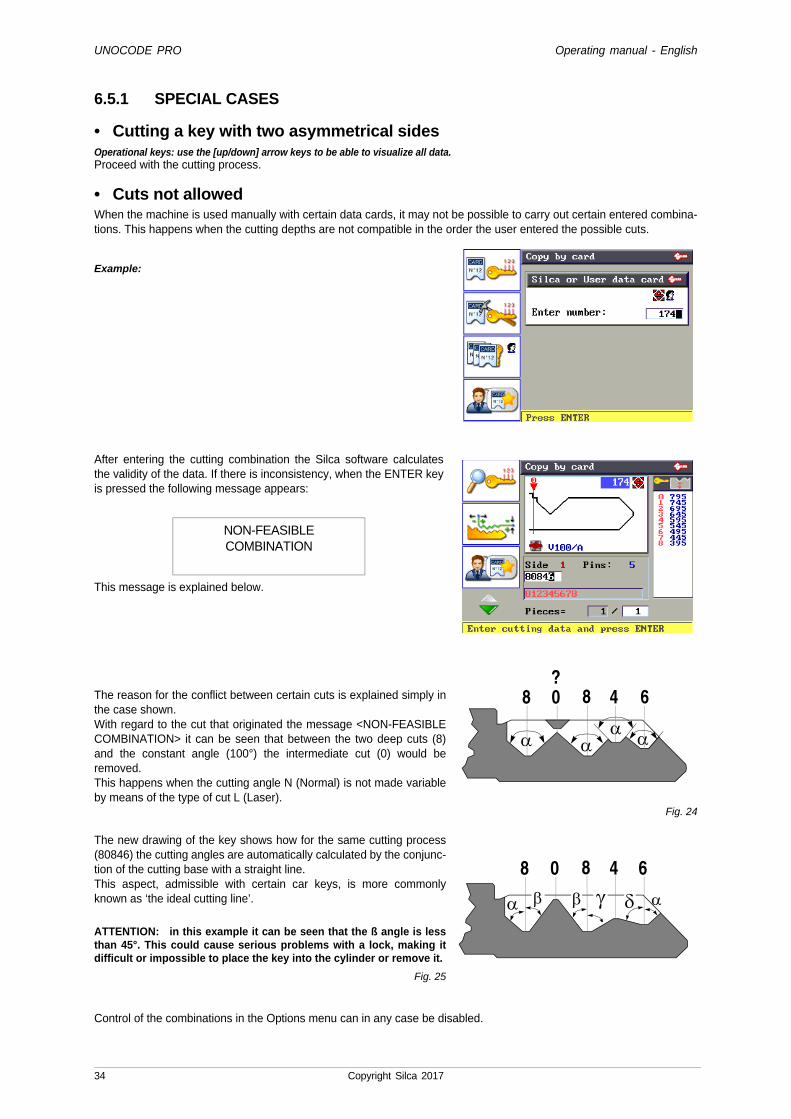
6.5.1 SPECIAL CASES
• Cutting a key with two asymmetrical sidesOperational keys: use the [up/down] arrow keys to be able to visualize all data.Proceed with the cutting process.
• Cuts not allowedWhen the machine is used manually with certain data cards, it may not be possible to carry out certain entered combina-tions. This happens when the cutting depths are not compatible in the order the user entered the possible cuts.
Example:
After entering the cutting combination the Silca software calculatesthe validity of the data. If there is inconsistency, when the ENTER keyis pressed the following message appears:
This message is explained below.
The reason for the conflict between certain cuts is explained simply inthe case shown.With regard to the cut that originated the message <NON-FEASIBLECOMBINATION> it can be seen that between the two deep cuts (8)and the constant angle (100°) the intermediate cut (0) would beremoved.This happens when the cutting angle N (Normal) is not made variableby means of the type of cut L (Laser).
Fig. 24
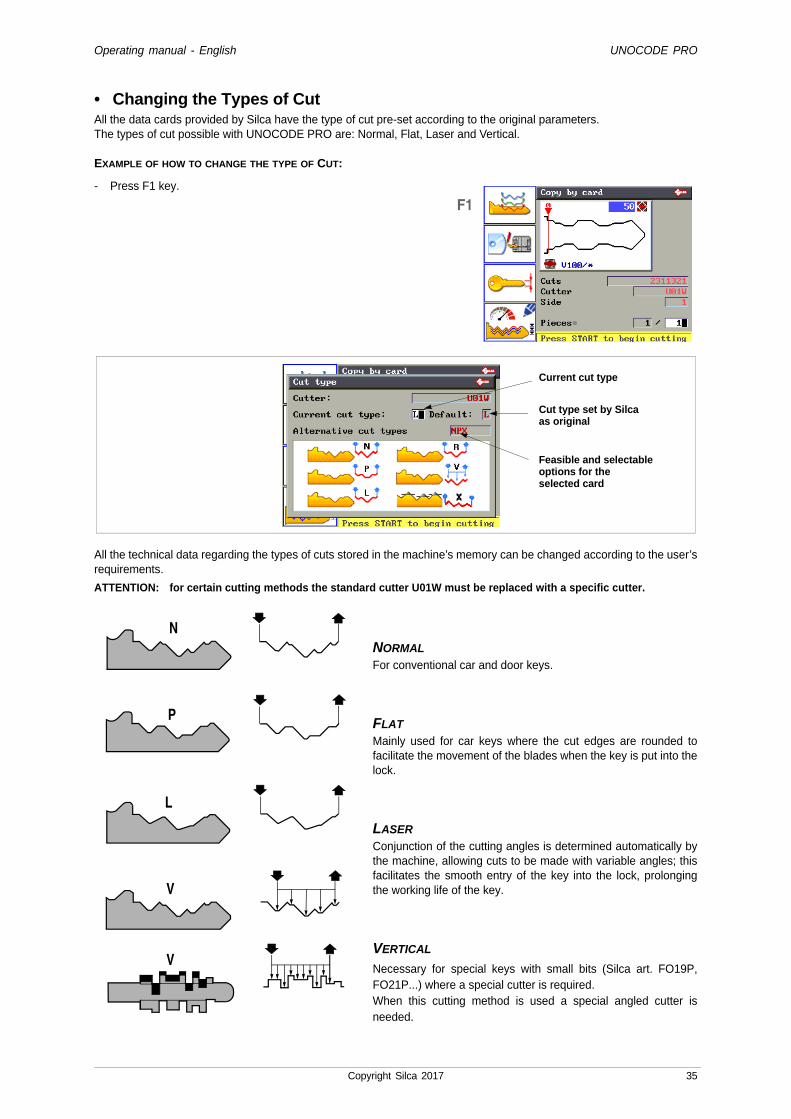
The new drawing of the key shows how for the same cutting process(80846) the cutting angles are automatically calculated by the conjunc-tion of the cutting base with a straight line.This aspect, admissible with certain car keys, is more commonlyknown as ‘the ideal cutting line’.
ATTENTION: in this example it can be seen that the ß angle is lessthan 45°. This could cause serious problems with a lock, making itdifficult or impossible to place the key into the cylinder or remove it.
Fig. 25
Control of the combinations in the Options menu can in any case be disabled.
NON-FEASIBLECOMBINATION
8 8 60 4?
8 8 60 4
Operating manual - English UNOCODE PRO
Copyright Silca 2017 35
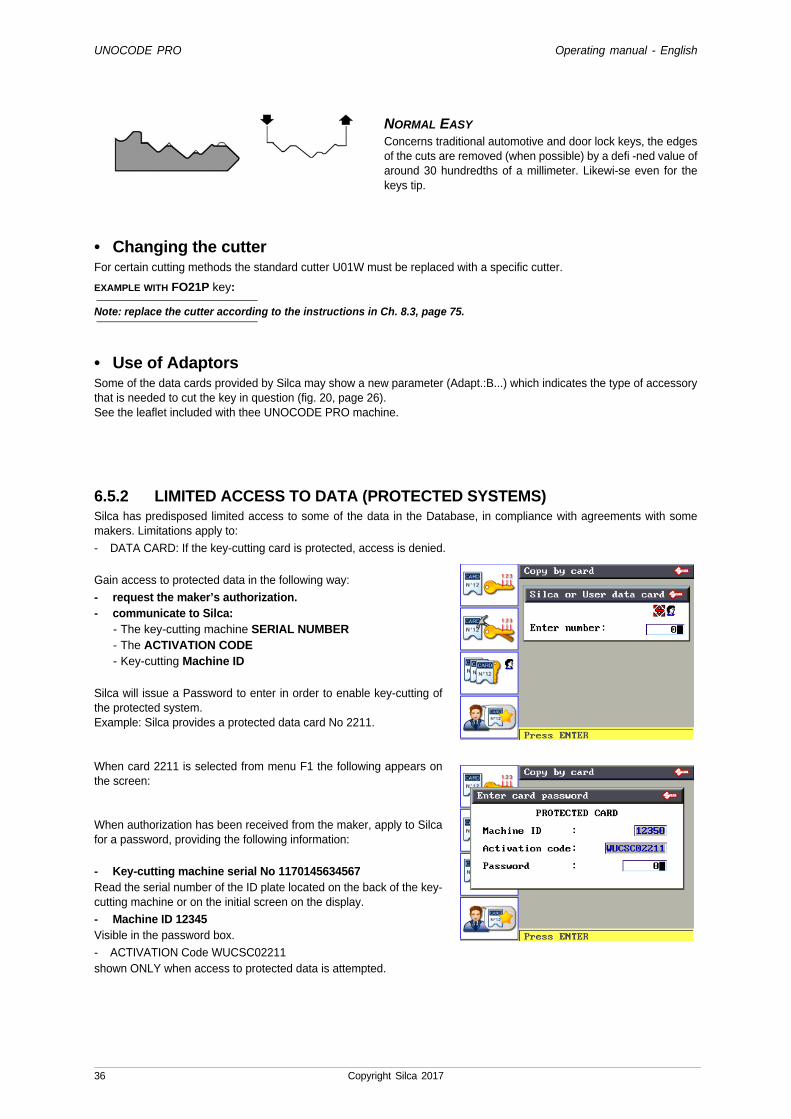
• Changing the Types of CutAll the data cards provided by Silca have the type of cut pre-set according to the original parameters.The types of cut possible with UNOCODE PRO are: Normal, Flat, Laser and Vertical.
EXAMPLE OF HOW TO CHANGE THE TYPE OF CUT:
- Press F1 key.
All the technical data regarding the types of cuts stored in the machine’s memory can be changed according to the user’srequirements.
ATTENTION: for certain cutting methods the standard cutter U01W must be replaced with a specific cutter.
NORMAL
For conventional car and door keys.
FLAT
Mainly used for car keys where the cut edges are rounded tofacilitate the movement of the blades when the key is put into thelock.
LASER
Conjunction of the cutting angles is determined automatically bythe machine, allowing cuts to be made with variable angles; thisfacilitates the smooth entry of the key into the lock, prolongingthe working life of the key.
VERTICAL
Necessary for special keys with small bits (Silca art. FO19P,FO21P...) where a special cutter is required. When this cutting method is used a special angled cutter isneeded.
F1
Current cut type
Cut type set by Silcaas original
Feasible and selectableoptions for theselected card
N
P
L
V
V
UNOCODE PRO Operating manual - English
36 Copyright Silca 2017
NORMAL EASY
Concerns traditional automotive and door lock keys, the edgesof the cuts are removed (when possible) by a defi -ned value ofaround 30 hundredths of a millimeter. Likewi-se even for thekeys tip.
• Changing the cutterFor certain cutting methods the standard cutter U01W must be replaced with a specific cutter.
EXAMPLE WITH FO21P key:
Note: replace the cutter according to the instructions in Ch. 8.3, page 75.
• Use of AdaptorsSome of the data cards provided by Silca may show a new parameter (Adapt.:B...) which indicates the type of accessorythat is needed to cut the key in question (fig. 20, page 26).See the leaflet included with thee UNOCODE PRO machine.
6.5.2 LIMITED ACCESS TO DATA (PROTECTED SYSTEMS)Silca has predisposed limited access to some of the data in the Database, in compliance with agreements with somemakers. Limitations apply to:
- DATA CARD: If the key-cutting card is protected, access is denied.
Gain access to protected data in the following way:
- request the maker’s authorization.- communicate to Silca:
- The key-cutting machine SERIAL NUMBER- The ACTIVATION CODE- Key-cutting Machine ID
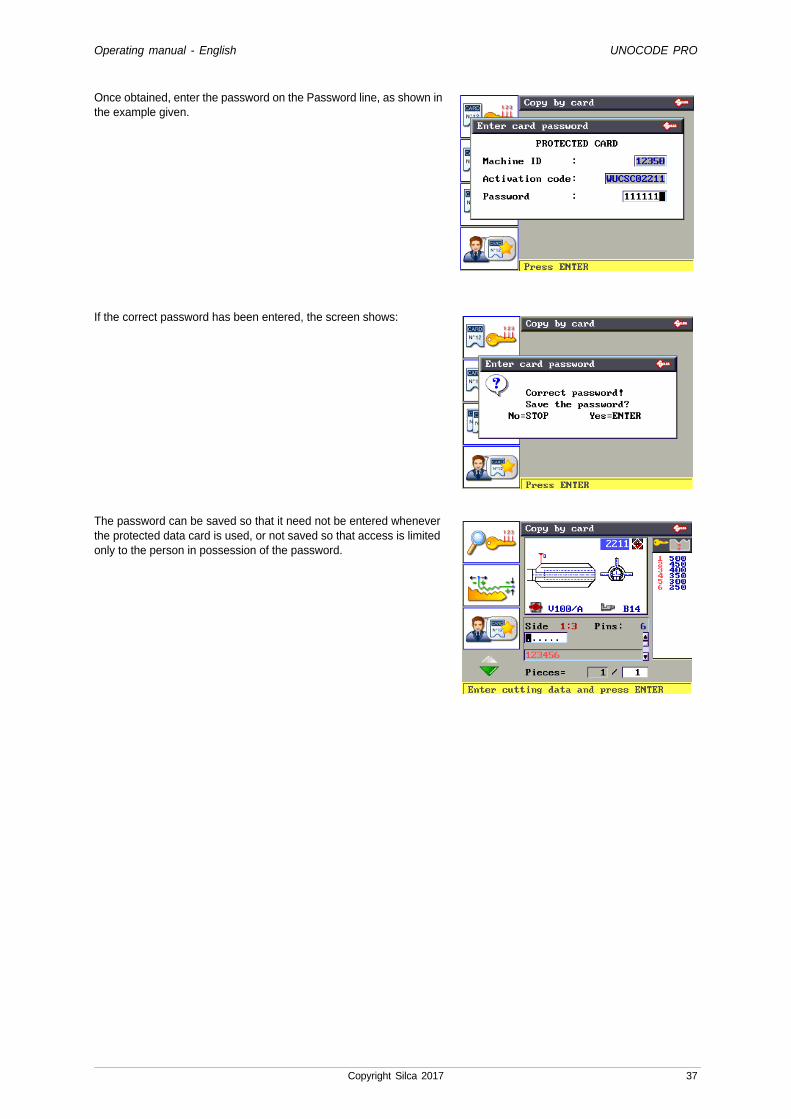
Silca will issue a Password to enter in order to enable key-cutting ofthe protected system.Example: Silca provides a protected data card No 2211.
When card 2211 is selected from menu F1 the following appears onthe screen:
When authorization has been received from the maker, apply to Silcafor a password, providing the following information:
- Key-cutting machine serial No 1170145634567Read the serial number of the ID plate located on the back of the key-cutting machine or on the initial screen on the display.
- Machine ID 12345Visible in the password box.
- ACTIVATION Code WUCSC02211shown ONLY when access to protected data is attempted.
Operating manual - English UNOCODE PRO
Copyright Silca 2017 37
Once obtained, enter the password on the Password line, as shown inthe example given.
If the correct password has been entered, the screen shows:
The password can be saved so that it need not be entered wheneverthe protected data card is used, or not saved so that access is limitedonly to the person in possession of the password.
UNOCODE PRO Operating manual - English
38 Copyright Silca 2017
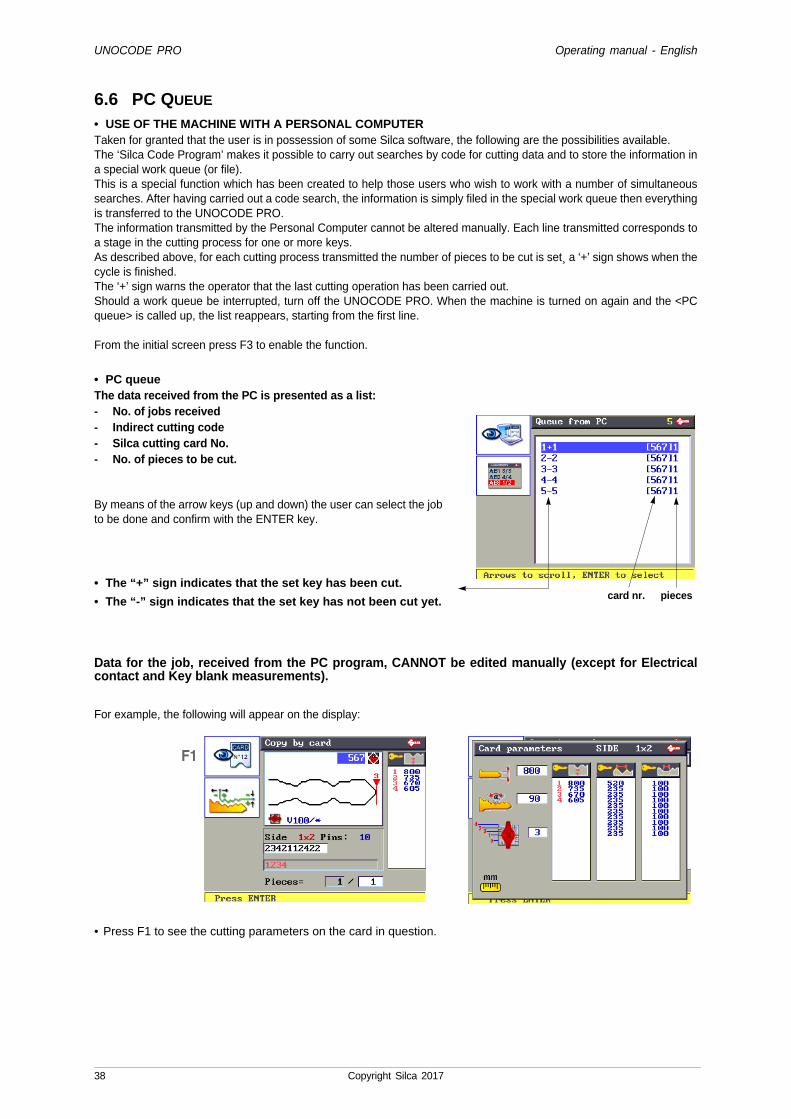
6.6 PC QUEUE
• USE OF THE MACHINE WITH A PERSONAL COMPUTERTaken for granted that the user is in possession of some Silca software, the following are the possibilities available.The ‘Silca Code Program’ makes it possible to carry out searches by code for cutting data and to store the information ina special work queue (or file).This is a special function which has been created to help those users who wish to work with a number of simultaneoussearches. After having carried out a code search, the information is simply filed in the special work queue then everythingis transferred to the UNOCODE PRO.The information transmitted by the Personal Computer cannot be altered manually. Each line transmitted corresponds toa stage in the cutting process for one or more keys.As described above, for each cutting process transmitted the number of pieces to be cut is set¸ a ‘+’ sign shows when thecycle is finished.The ‘+’ sign warns the operator that the last cutting operation has been carried out.Should a work queue be interrupted, turn off the UNOCODE PRO. When the machine is turned on again and the <PCqueue> is called up, the list reappears, starting from the first line.
From the initial screen press F3 to enable the function.
• PC queueThe data received from the PC is presented as a list:- No. of jobs received- Indirect cutting code- Silca cutting card No.- No. of pieces to be cut.
By means of the arrow keys (up and down) the user can select the jobto be done and confirm with the ENTER key.
• The “+” sign indicates that the set key has been cut.
• The “-” sign indicates that the set key has not been cut yet.
Data for the job, received from the PC program, CANNOT be edited manually (except for Electricalcontact and Key blank measurements).
For example, the following will appear on the display:
• Press F1 to see the cutting parameters on the card in question.
card nr. pieces
F1
Operating manual - English UNOCODE PRO
Copyright Silca 2017 39
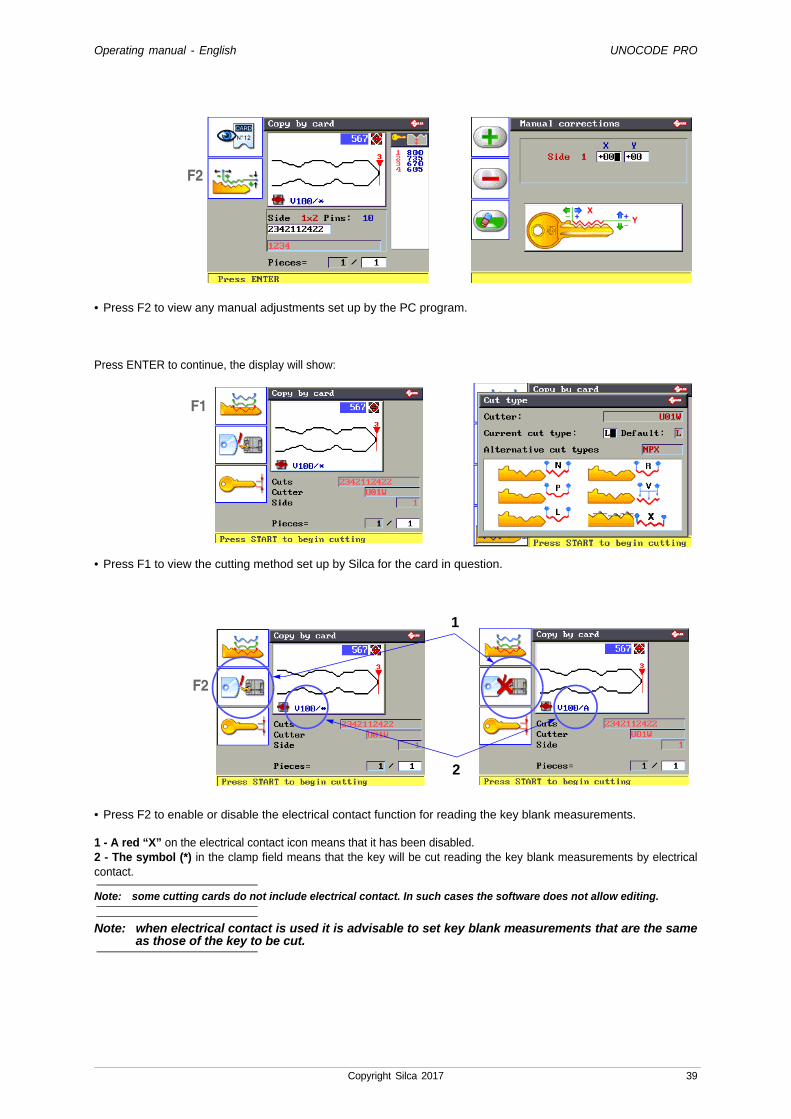
• Press F2 to view any manual adjustments set up by the PC program.
Press ENTER to continue, the display will show:
• Press F1 to view the cutting method set up by Silca for the card in question.
• Press F2 to enable or disable the electrical contact function for reading the key blank measurements.
1 - A red “X” on the electrical contact icon means that it has been disabled.2 - The symbol (*) in the clamp field means that the key will be cut reading the key blank measurements by electricalcontact.
Note: some cutting cards do not include electrical contact. In such cases the software does not allow editing.
Note: when electrical contact is used it is advisable to set key blank measurements that are the sameas those of the key to be cut.
F2
F1
1
2
F2
UNOCODE PRO Operating manual - English
40 Copyright Silca 2017
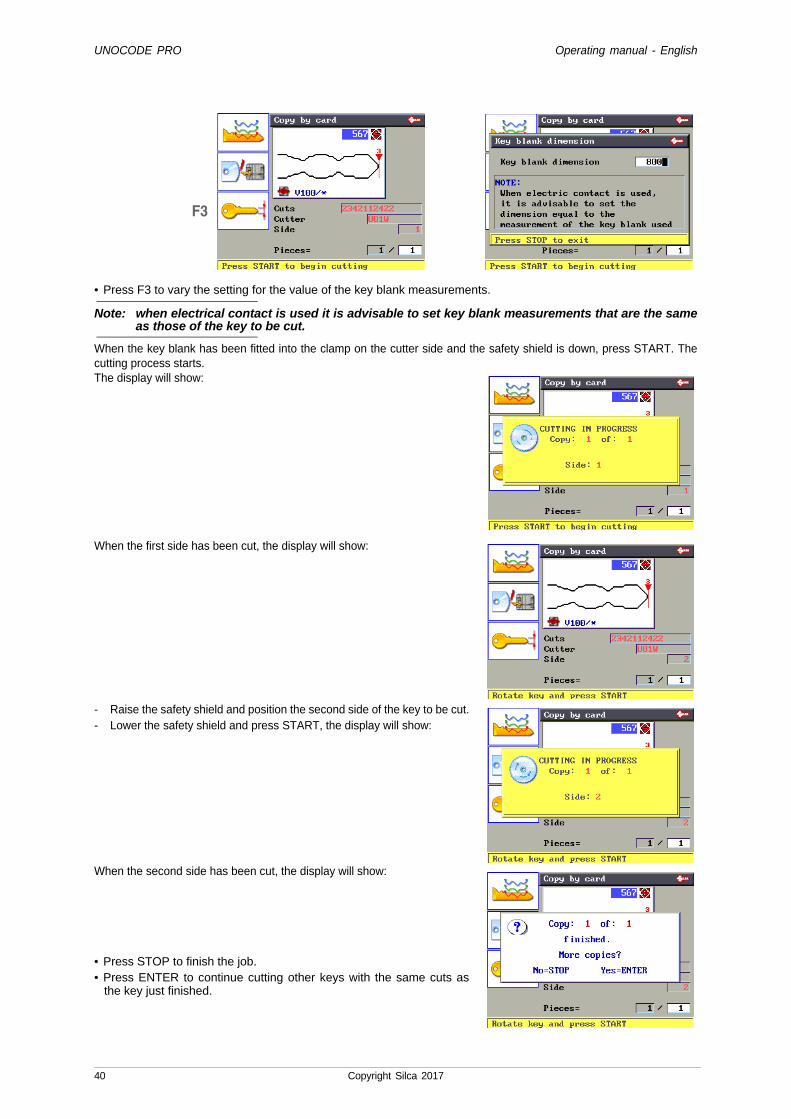
• Press F3 to vary the setting for the value of the key blank measurements.
Note: when electrical contact is used it is advisable to set key blank measurements that are the sameas those of the key to be cut.
When the key blank has been fitted into the clamp on the cutter side and the safety shield is down, press START. Thecutting process starts.The display will show:
When the first side has been cut, the display will show:
- Raise the safety shield and position the second side of the key to be cut.- Lower the safety shield and press START, the display will show:
When the second side has been cut, the display will show:
• Press STOP to finish the job.• Press ENTER to continue cutting other keys with the same cuts as
the key just finished.
F3
Operating manual - English UNOCODE PRO
Copyright Silca 2017 41
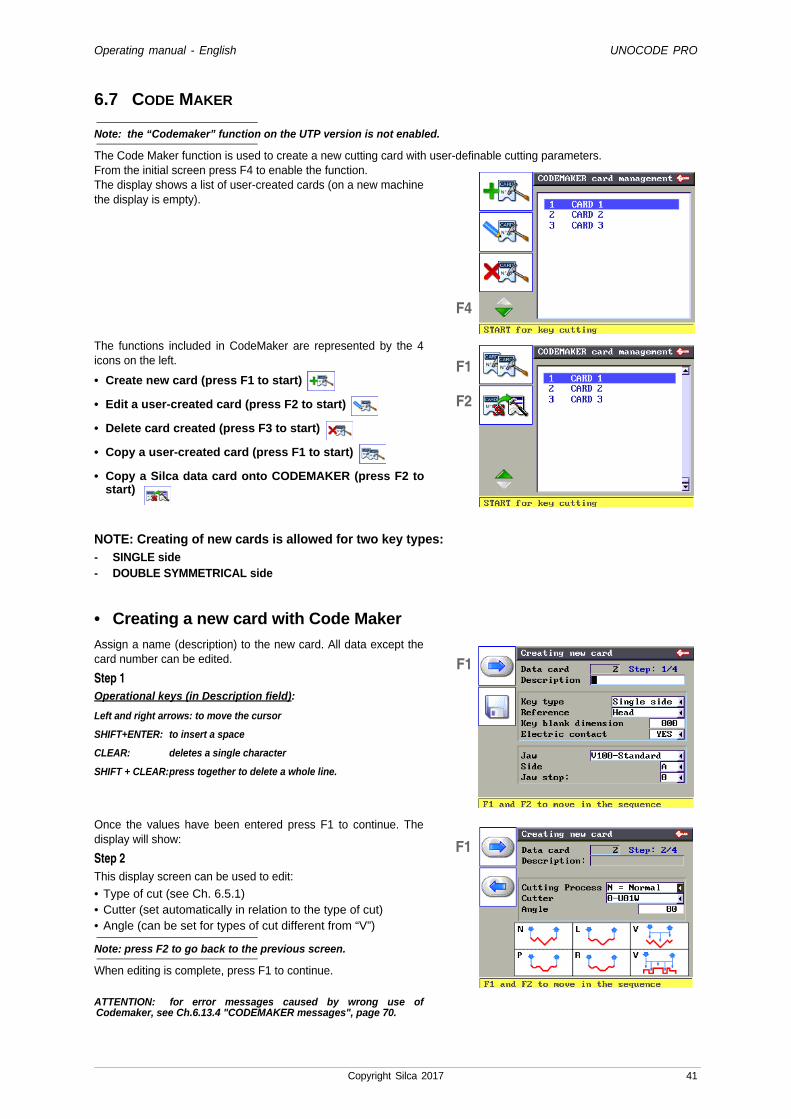
6.7 CODE MAKER
Note: the “Codemaker” function on the UTP version is not enabled.
The Code Maker function is used to create a new cutting card with user-definable cutting parameters.From the initial screen press F4 to enable the function.The display shows a list of user-created cards (on a new machinethe display is empty).
The functions included in CodeMaker are represented by the 4icons on the left.
• Create new card (press F1 to start)
• Edit a user-created card (press F2 to start)
• Delete card created (press F3 to start)
• Copy a user-created card (press F1 to start)
• Copy a Silca data card onto CODEMAKER (press F2 tostart)
NOTE: Creating of new cards is allowed for two key types:- SINGLE side- DOUBLE SYMMETRICAL side
• Creating a new card with Code Maker
Assign a name (description) to the new card. All data except thecard number can be edited.
Step 1Operational keys (in Description field):
Left and right arrows: to move the cursor
SHIFT+ENTER: to insert a space
CLEAR: deletes a single character
SHIFT + CLEAR:press together to delete a whole line.
Once the values have been entered press F1 to continue. Thedisplay will show:
Step 2This display screen can be used to edit:
• Type of cut (see Ch. 6.5.1)• Cutter (set automatically in relation to the type of cut)• Angle (can be set for types of cut different from “V”)
Note: press F2 to go back to the previous screen.
When editing is complete, press F1 to continue.
ATTENTION: for error messages caused by wrong use ofCodemaker, see Ch.6.13.4 "CODEMAKER messages", page 70.
F4
F1
F2
F1
F1
UNOCODE PRO Operating manual - English
42 Copyright Silca 2017
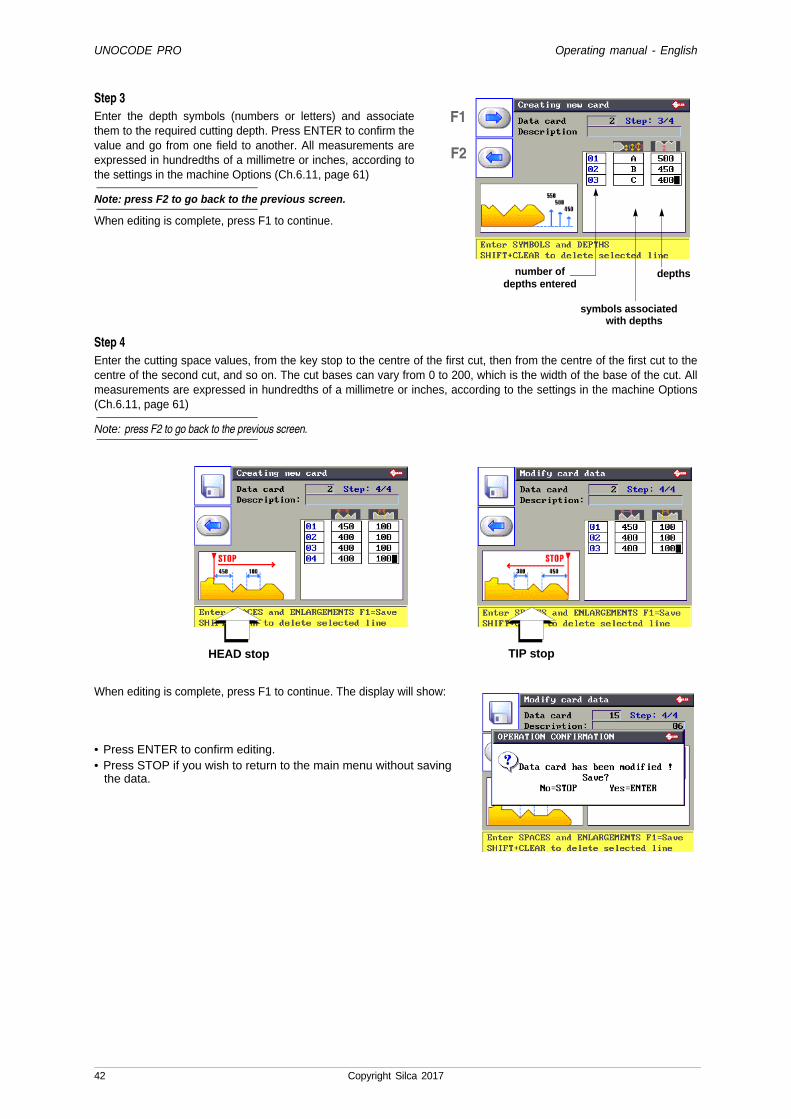
Step 3Enter the depth symbols (numbers or letters) and associatethem to the required cutting depth. Press ENTER to confirm thevalue and go from one field to another. All measurements areexpressed in hundredths of a millimetre or inches, according tothe settings in the machine Options (Ch.6.11, page 61)
Note: press F2 to go back to the previous screen.
When editing is complete, press F1 to continue.
Step 4Enter the cutting space values, from the key stop to the centre of the first cut, then from the centre of the first cut to thecentre of the second cut, and so on. The cut bases can vary from 0 to 200, which is the width of the base of the cut. Allmeasurements are expressed in hundredths of a millimetre or inches, according to the settings in the machine Options(Ch.6.11, page 61)
Note: press F2 to go back to the previous screen.
When editing is complete, press F1 to continue. The display will show:
• Press ENTER to confirm editing.• Press STOP if you wish to return to the main menu without saving
the data.
number of depths
symbols associatedwith depths
depths entered
F1
F2
HEAD stop TIP stop
Operating manual - English UNOCODE PRO
Copyright Silca 2017 43
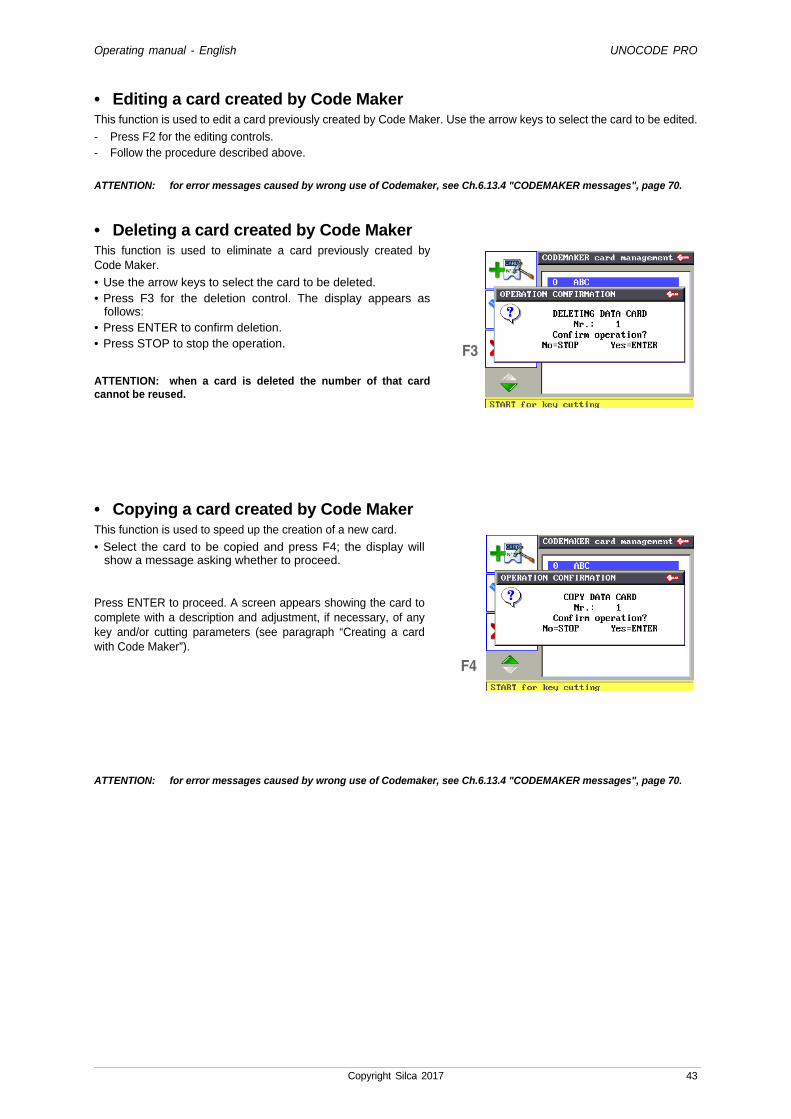
• Editing a card created by Code MakerThis function is used to edit a card previously created by Code Maker. Use the arrow keys to select the card to be edited.
- Press F2 for the editing controls.- Follow the procedure described above.
ATTENTION: for error messages caused by wrong use of Codemaker, see Ch.6.13.4 "CODEMAKER messages", page 70.
• Deleting a card created by Code MakerThis function is used to eliminate a card previously created byCode Maker.
• Use the arrow keys to select the card to be deleted.• Press F3 for the deletion control. The display appears as
follows:• Press ENTER to confirm deletion.• Press STOP to stop the operation.
ATTENTION: when a card is deleted the number of that cardcannot be reused.
• Copying a card created by Code MakerThis function is used to speed up the creation of a new card.
• Select the card to be copied and press F4; the display willshow a message asking whether to proceed.
Press ENTER to proceed. A screen appears showing the card tocomplete with a description and adjustment, if necessary, of anykey and/or cutting parameters (see paragraph “Creating a cardwith Code Maker”).
ATTENTION: for error messages caused by wrong use of Codemaker, see Ch.6.13.4 "CODEMAKER messages", page 70.
F3
F4

UNOCODE PRO Operating manual - English
44 Copyright Silca 2017
6.8 UTP UPDATE AND CLOCK SYNCHRONISATION
Note: UTP function is NOT enabled on Unocode PRO FLAT STEEL
An internet connection and the Silca Remote Service (SRS) program are required. If necessary the Silca RemoteService program can be downloaded from the Silca website www.silca.biz. Select the menu: Products -> Silca KeyPrograms -> SKP Modules -> Silca Remote Service.
After installing the SRS program you can:
• Download the UTP package purchased from the Silca server
• Synchronise machine Date/Time when the mother board battery is replaced
6.8.1 DOWNLOAD THE UTP PACKAGE
Note: do not turn the machine off during data transfer. The machine must be on.
- Connect a PC serial or USB cable to the key-cutting machine.- Start the SRS program and select the machine model, click on “Next”. - Click on the function “Download UTP package purchased from Silca server” and then “Next”.- Select the communication port (COM) and click on “Read”; the machine serial number will appear in the Serial
Number field.- Click on the “Prepare” button and wait a few minutes for the operation to end.- Go to the OPTIONS => UTP SETTINGS menu and check that the UTP update has been succe
Note: to check that the UTPs have been downloaded into the machine see Ch. 6.11.2 "UTP SETTINGS".
Operating manual - English UNOCODE PRO
Copyright Silca 2017 45
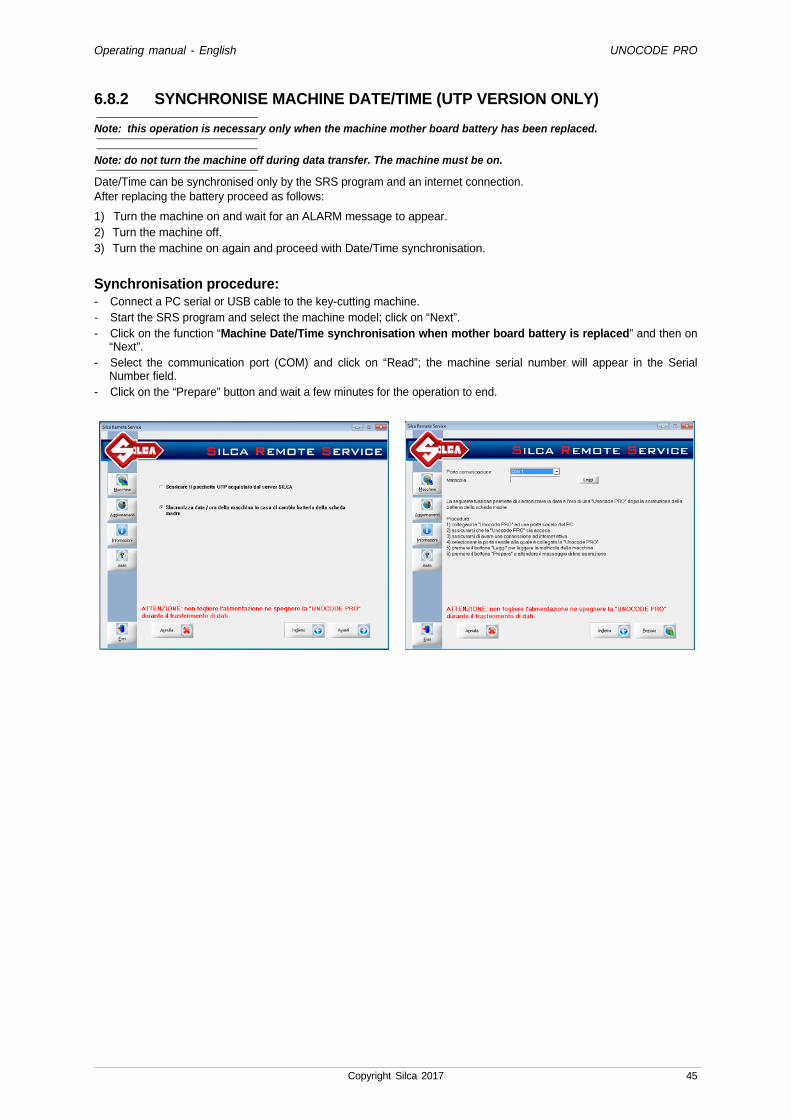
6.8.2 SYNCHRONISE MACHINE DATE/TIME (UTP VERSION ONLY)
Note: this operation is necessary only when the machine mother board battery has been replaced.
Note: do not turn the machine off during data transfer. The machine must be on.
Date/Time can be synchronised only by the SRS program and an internet connection.After replacing the battery proceed as follows:
1) Turn the machine on and wait for an ALARM message to appear.2) Turn the machine off.3) Turn the machine on again and proceed with Date/Time synchronisation.
Synchronisation procedure:- Connect a PC serial or USB cable to the key-cutting machine.- Start the SRS program and select the machine model; click on “Next”. - Click on the function “Machine Date/Time synchronisation when mother board battery is replaced” and then on
“Next”.- Select the communication port (COM) and click on “Read”; the machine serial number will appear in the Serial
Number field.- Click on the “Prepare” button and wait a few minutes for the operation to end.
UNOCODE PRO Operating manual - English
46 Copyright Silca 2017
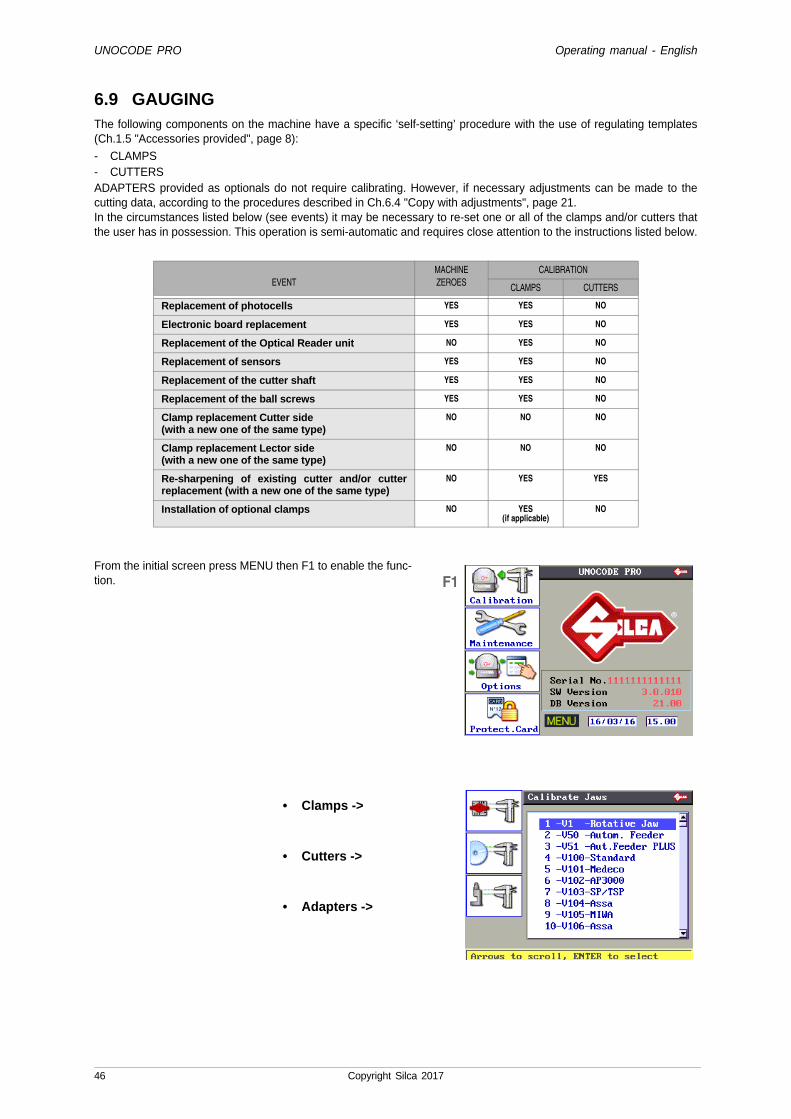
6.9 GAUGINGThe following components on the machine have a specific ‘self-setting’ procedure with the use of regulating templates(Ch.1.5 "Accessories provided", page 8):
- CLAMPS - CUTTERSADAPTERS provided as optionals do not require calibrating. However, if necessary adjustments can be made to thecutting data, according to the procedures described in Ch.6.4 "Copy with adjustments", page 21.In the circumstances listed below (see events) it may be necessary to re-set one or all of the clamps and/or cutters thatthe user has in possession. This operation is semi-automatic and requires close attention to the instructions listed below.
From the initial screen press MENU then F1 to enable the func-tion.
• Clamps ->
• Cutters ->
• Adapters ->
EVENTMACHINE ZEROES
CALIBRATION
CLAMPS CUTTERS
Replacement of photocells YES YES NO
Electronic board replacement YES YES NO
Replacement of the Optical Reader unit NO YES NO
Replacement of sensors YES YES NO
Replacement of the cutter shaft YES YES NO
Replacement of the ball screws YES YES NO
Clamp replacement Cutter side(with a new one of the same type)
NO NO NO
Clamp replacement Lector side(with a new one of the same type)
NO NO NO
Re-sharpening of existing cutter and/or cutterreplacement (with a new one of the same type)
NO YES YES
Installation of optional clamps NO YES(if applicable)
NO
F1
Operating manual - English UNOCODE PRO
Copyright Silca 2017 47
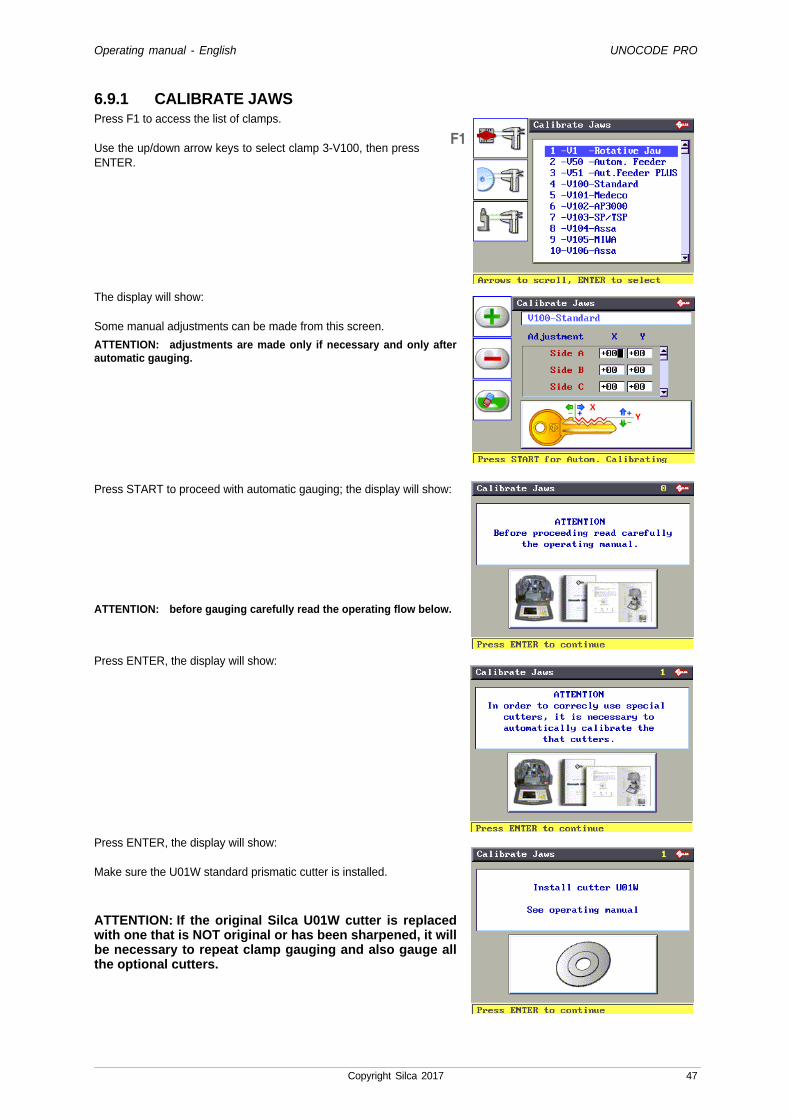
6.9.1 CALIBRATE JAWSPress F1 to access the list of clamps.
Use the up/down arrow keys to select clamp 3-V100, then pressENTER.
The display will show:
Some manual adjustments can be made from this screen.
ATTENTION: adjustments are made only if necessary and only afterautomatic gauging.
Press START to proceed with automatic gauging; the display will show:
ATTENTION: before gauging carefully read the operating flow below.
Press ENTER, the display will show:
Press ENTER, the display will show:
Make sure the U01W standard prismatic cutter is installed.
ATTENTION: If the original Silca U01W cutter is replacedwith one that is NOT original or has been sharpened, it willbe necessary to repeat clamp gauging and also gauge allthe optional cutters.
F1
UNOCODE PRO Operating manual - English
48 Copyright Silca 2017
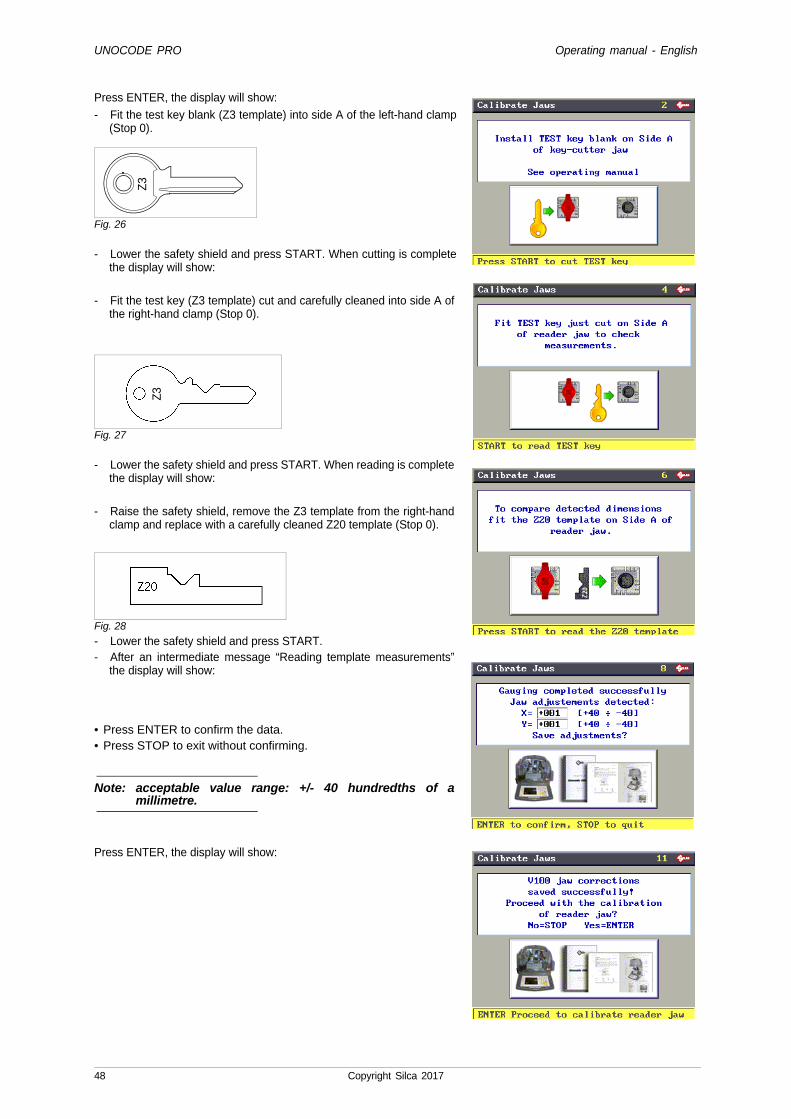
Press ENTER, the display will show:
- Fit the test key blank (Z3 template) into side A of the left-hand clamp(Stop 0).
Fig. 26
- Lower the safety shield and press START. When cutting is completethe display will show:
- Fit the test key (Z3 template) cut and carefully cleaned into side A ofthe right-hand clamp (Stop 0).
Fig. 27
- Lower the safety shield and press START. When reading is completethe display will show:
- Raise the safety shield, remove the Z3 template from the right-handclamp and replace with a carefully cleaned Z20 template (Stop 0).
Fig. 28
- Lower the safety shield and press START.- After an intermediate message “Reading template measurements”
the display will show:
• Press ENTER to confirm the data.• Press STOP to exit without confirming.
Note: acceptable value range: +/- 40 hundredths of amillimetre.
Press ENTER, the display will show:
Z3
Z3

Operating manual - English UNOCODE PRO
Copyright Silca 2017 49
Press ENTER, the display will show:
As the Z20 template is already on the reading clamp, just press START.
After an initial message of “Reading” the display will show (example):
Note: discrepancies in X of +/-0.03 mm from theoretical measurements can be considered normal.Press STOP to confirm gauging without making mechanical regulations.
The X measurement read should be the same as the theoretical one (value=400 in brackets).If not, raise the safety shield and proceed as follows:
• For an X value lower than 400, loosen the grub screw (P1) and usea hex. wrench to tighten the screw (P2) (fig. 29).
ATTENTION: a quarter turn of the screw (P2) corresponds to amovement of approximately 19 hundredths of a millimetre.
• For an X value above 400, loosen the grub screw (P1) and use ahex. wrench to loosen the screw (P2).
ATTENTION: quarter turn of the screw (P2) corresponds to amovement of approximately 19 hundredths of a millimetre.
Fig. 29
P1P2
UNOCODE PRO Operating manual - English
50 Copyright Silca 2017
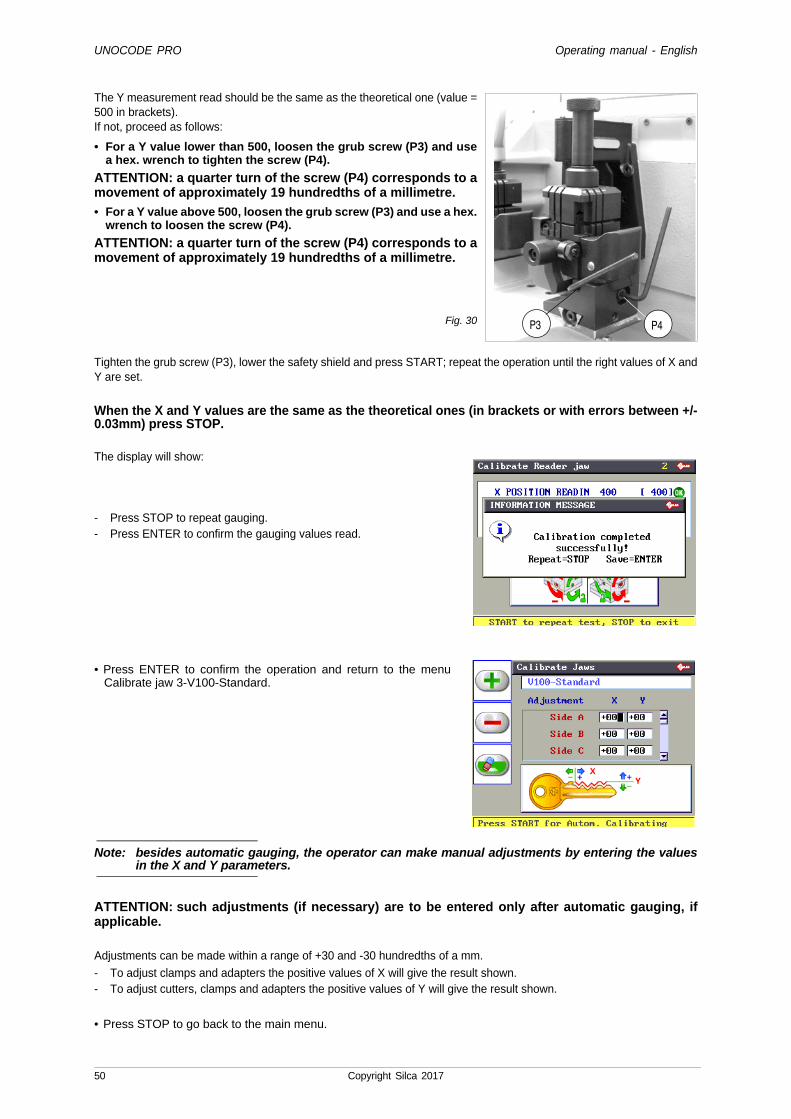
The Y measurement read should be the same as the theoretical one (value =500 in brackets).If not, proceed as follows:
• For a Y value lower than 500, loosen the grub screw (P3) and usea hex. wrench to tighten the screw (P4).
ATTENTION: a quarter turn of the screw (P4) corresponds to amovement of approximately 19 hundredths of a millimetre.
• For a Y value above 500, loosen the grub screw (P3) and use a hex.wrench to loosen the screw (P4).
ATTENTION: a quarter turn of the screw (P4) corresponds to amovement of approximately 19 hundredths of a millimetre.
Fig. 30
Tighten the grub screw (P3), lower the safety shield and press START; repeat the operation until the right values of X andY are set.
When the X and Y values are the same as the theoretical ones (in brackets or with errors between +/-0.03mm) press STOP.
The display will show:
- Press STOP to repeat gauging.- Press ENTER to confirm the gauging values read.
• Press ENTER to confirm the operation and return to the menuCalibrate jaw 3-V100-Standard.
Note: besides automatic gauging, the operator can make manual adjustments by entering the valuesin the X and Y parameters.
ATTENTION: such adjustments (if necessary) are to be entered only after automatic gauging, ifapplicable.
Adjustments can be made within a range of +30 and -30 hundredths of a mm.
- To adjust clamps and adapters the positive values of X will give the result shown.- To adjust cutters, clamps and adapters the positive values of Y will give the result shown.
• Press STOP to go back to the main menu.
P4P3
Operating manual - English UNOCODE PRO
Copyright Silca 2017 51
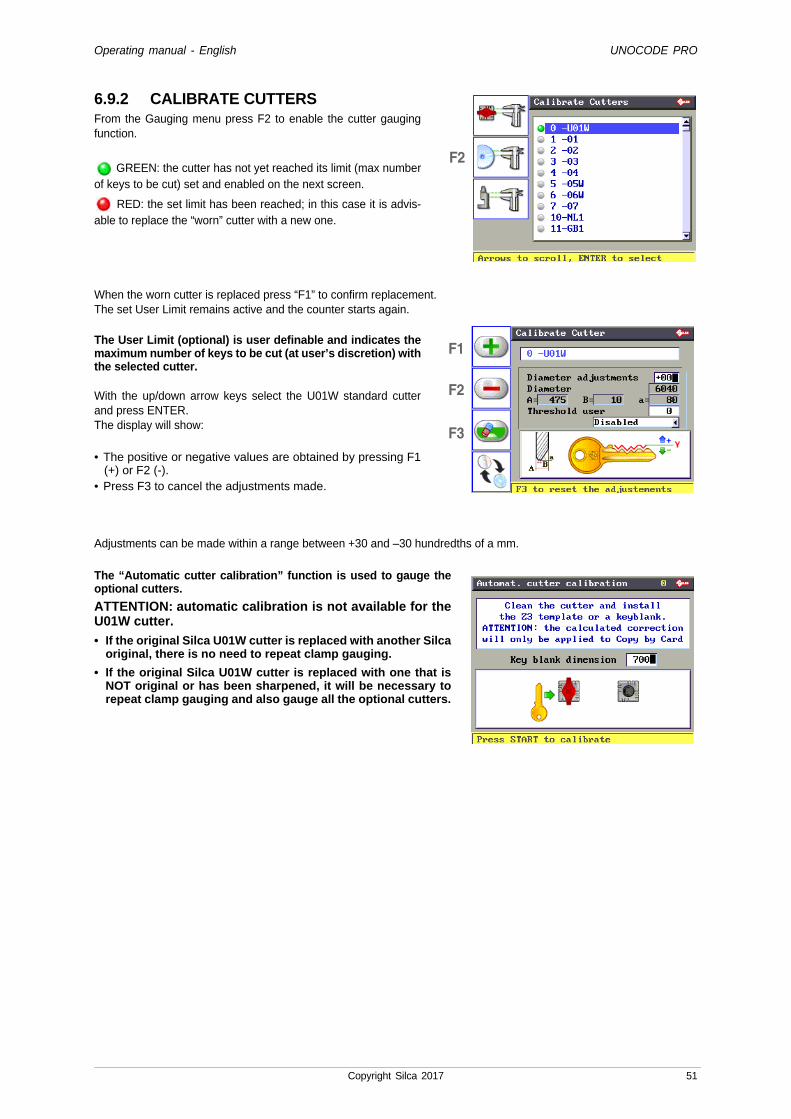
6.9.2 CALIBRATE CUTTERSFrom the Gauging menu press F2 to enable the cutter gaugingfunction.
GREEN: the cutter has not yet reached its limit (max numberof keys to be cut) set and enabled on the next screen.
RED: the set limit has been reached; in this case it is advis-able to replace the “worn” cutter with a new one.
When the worn cutter is replaced press “F1” to confirm replacement.The set User Limit remains active and the counter starts again.
The User Limit (optional) is user definable and indicates themaximum number of keys to be cut (at user’s discretion) withthe selected cutter.
With the up/down arrow keys select the U01W standard cutterand press ENTER.The display will show:
• The positive or negative values are obtained by pressing F1(+) or F2 (-).
• Press F3 to cancel the adjustments made.
Adjustments can be made within a range between +30 and –30 hundredths of a mm.
The “Automatic cutter calibration” function is used to gauge theoptional cutters.
ATTENTION: automatic calibration is not available for theU01W cutter.
• If the original Silca U01W cutter is replaced with another Silcaoriginal, there is no need to repeat clamp gauging.
• If the original Silca U01W cutter is replaced with one that isNOT original or has been sharpened, it will be necessary torepeat clamp gauging and also gauge all the optional cutters.
F2
F1
F2
F3
UNOCODE PRO Operating manual - English
52 Copyright Silca 2017
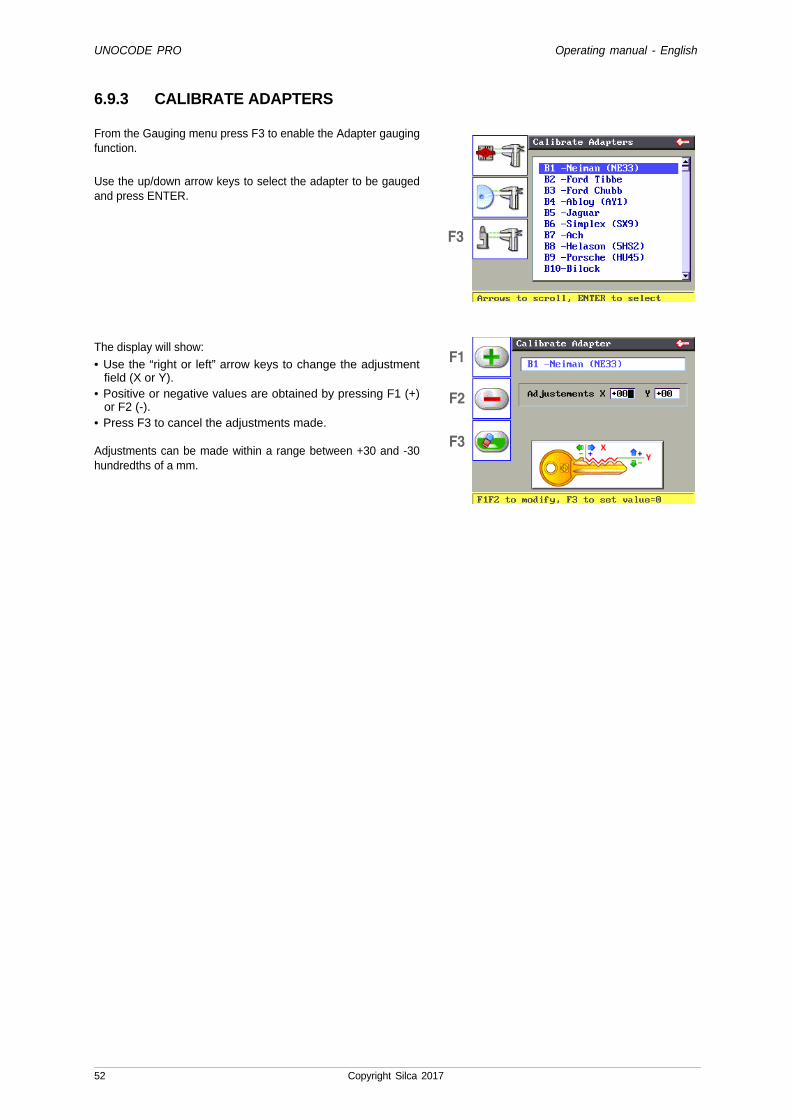
6.9.3 CALIBRATE ADAPTERS
From the Gauging menu press F3 to enable the Adapter gaugingfunction.
Use the up/down arrow keys to select the adapter to be gaugedand press ENTER.
The display will show:
• Use the “right or left” arrow keys to change the adjustmentfield (X or Y).
• Positive or negative values are obtained by pressing F1 (+)or F2 (-).
• Press F3 to cancel the adjustments made.
Adjustments can be made within a range between +30 and -30hundredths of a mm.
F3
F1
F2
F3

Operating manual - English UNOCODE PRO
Copyright Silca 2017 53
6.10 MAINTENANCEFrom the initial screen press MENU then F2 to enable the function.Use the up/down arrow keys to select the option and press ENTER,or directly press the key relating to the option number.
6.10.1 OPTIC READER TESTLower the safety shield and hold down the START button.The status of the optic reader will go from --- to ON. If it goes to OFFit is faulty. The comparison levels will indicate values between 140and 240 to the right and 50 and 90 to the left.
• If the value to the right is 255 it means the reader is faultyor the light beam is interrupted (check that there are noobjects in the way of the conical slide). If the value to theleft is 0 the reader is inactive. Contact Silca after-salesservice.
• If the value to the left is higher than 90 clean the readerglass slide with a clean cloth.
• If the value remains over 90 (or lower 50) contact Silca after-sales Service.
6.10.2 MOTOR TESTSRead the instructions on the display carefully and check that thecarriage (or optional clamp in the case of B) for the axis involvedmoves.
ATTENTION: during this test function all end of run controls aredisactivated; avoid moving the carriage up against its mechanicalstops.
6.10.3 DIGITAL INLETS TEST- Lift and lower the protective shield checking that the machine’s
display indicates OFF (with shield raised) to ON (with shieldlowered).
Note: if the ON/OFF transition is not made, contact Silca’sTechnical Assistance Dept.
- Use any metal conductor to contact clamp to cutter, checkingthat the machine’s display indicates OFF to ON.
Note: if the ON/OFF transition is not made, contact Silca’sTechnical Assistance Dept.
Jaw acknowledgement: operational only with electrically connected device.
UNOCODE PRO Operating manual - English
54 Copyright Silca 2017
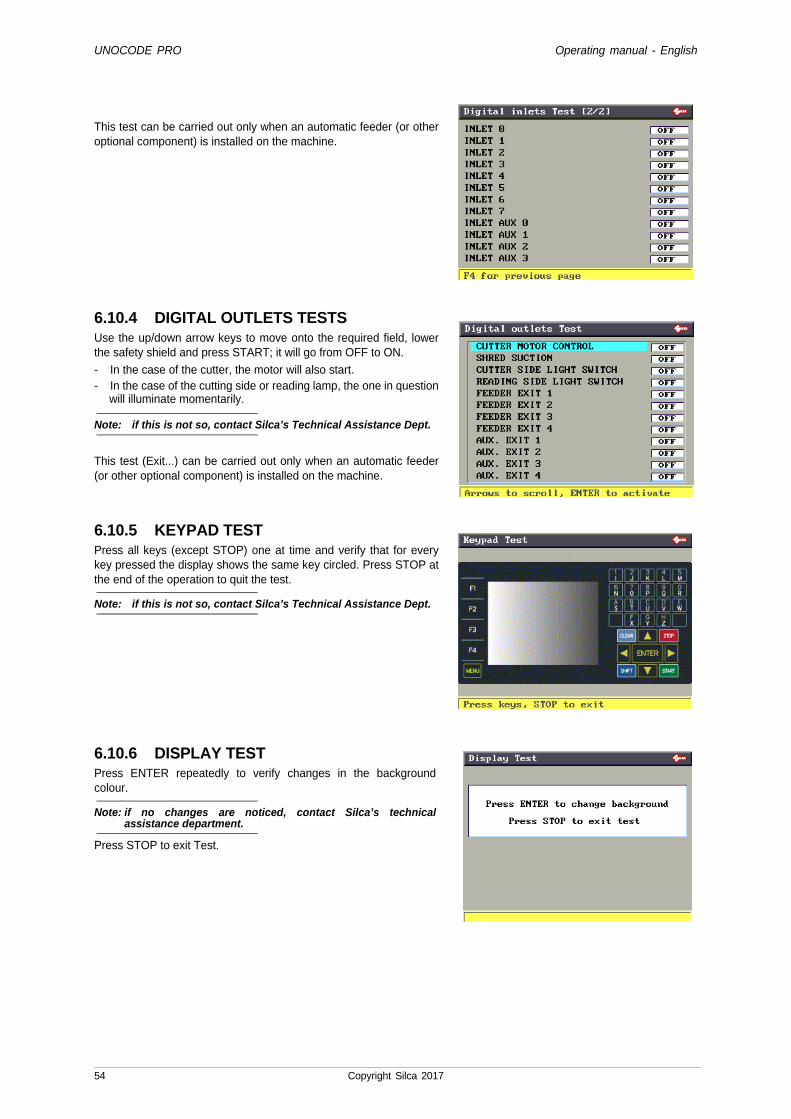
This test can be carried out only when an automatic feeder (or otheroptional component) is installed on the machine.
6.10.4 DIGITAL OUTLETS TESTSUse the up/down arrow keys to move onto the required field, lowerthe safety shield and press START; it will go from OFF to ON.
- In the case of the cutter, the motor will also start.- In the case of the cutting side or reading lamp, the one in question
will illuminate momentarily.
Note: if this is not so, contact Silca’s Technical Assistance Dept.
This test (Exit...) can be carried out only when an automatic feeder(or other optional component) is installed on the machine.
6.10.5 KEYPAD TESTPress all keys (except STOP) one at time and verify that for everykey pressed the display shows the same key circled. Press STOP atthe end of the operation to quit the test.
Note: if this is not so, contact Silca’s Technical Assistance Dept.
6.10.6 DISPLAY TESTPress ENTER repeatedly to verify changes in the backgroundcolour.
Note: if no changes are noticed, contact Silca’s technicalassistance department.
Press STOP to exit Test.
Operating manual - English UNOCODE PRO
Copyright Silca 2017 55
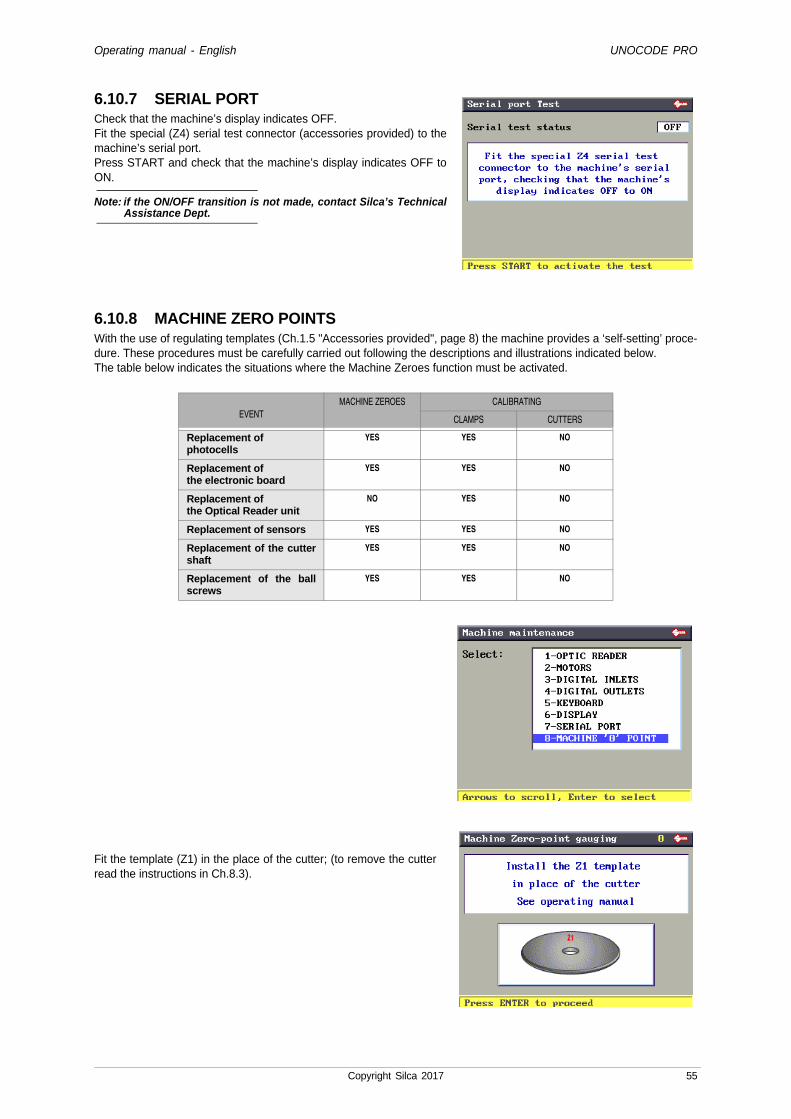
6.10.7 SERIAL PORTCheck that the machine’s display indicates OFF. Fit the special (Z4) serial test connector (accessories provided) to themachine’s serial port.Press START and check that the machine’s display indicates OFF toON.
Note: if the ON/OFF transition is not made, contact Silca’s TechnicalAssistance Dept.
6.10.8 MACHINE ZERO POINTSWith the use of regulating templates (Ch.1.5 "Accessories provided", page 8) the machine provides a ‘self-setting’ proce-dure. These procedures must be carefully carried out following the descriptions and illustrations indicated below.The table below indicates the situations where the Machine Zeroes function must be activated.
Fit the template (Z1) in the place of the cutter; (to remove the cutterread the instructions in Ch.8.3).
EVENTMACHINE ZEROES CALIBRATING
CLAMPS CUTTERS
Replacement ofphotocells
YES YES NO
Replacement ofthe electronic board
YES YES NO
Replacement ofthe Optical Reader unit
NO YES NO
Replacement of sensors YES YES NO
Replacement of the cuttershaft
YES YES NO
Replacement of the ballscrews
YES YES NO
UNOCODE PRO Operating manual - English
56 Copyright Silca 2017
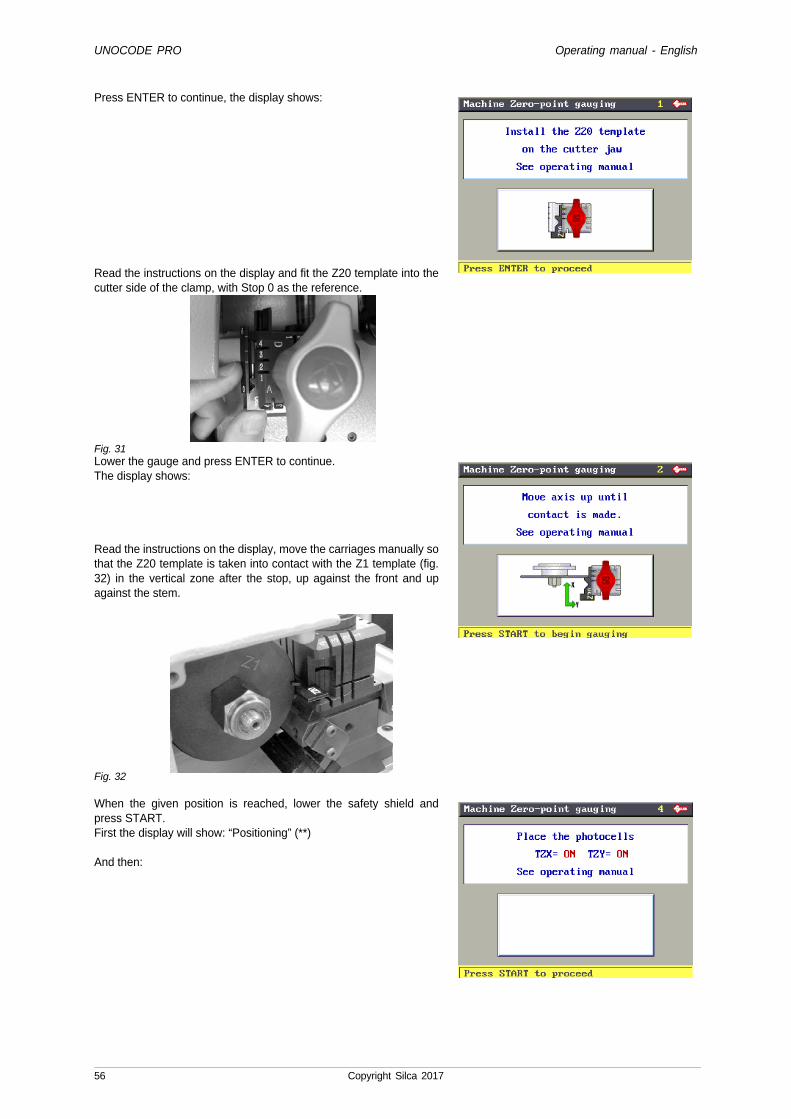
Press ENTER to continue, the display shows:
Read the instructions on the display and fit the Z20 template into thecutter side of the clamp, with Stop 0 as the reference.
Fig. 31Lower the gauge and press ENTER to continue.The display shows:
Read the instructions on the display, move the carriages manually sothat the Z20 template is taken into contact with the Z1 template (fig.32) in the vertical zone after the stop, up against the front and upagainst the stem.
Fig. 32
When the given position is reached, lower the safety shield andpress START.First the display will show: “Positioning” (**)
And then:
Operating manual - English UNOCODE PRO
Copyright Silca 2017 57
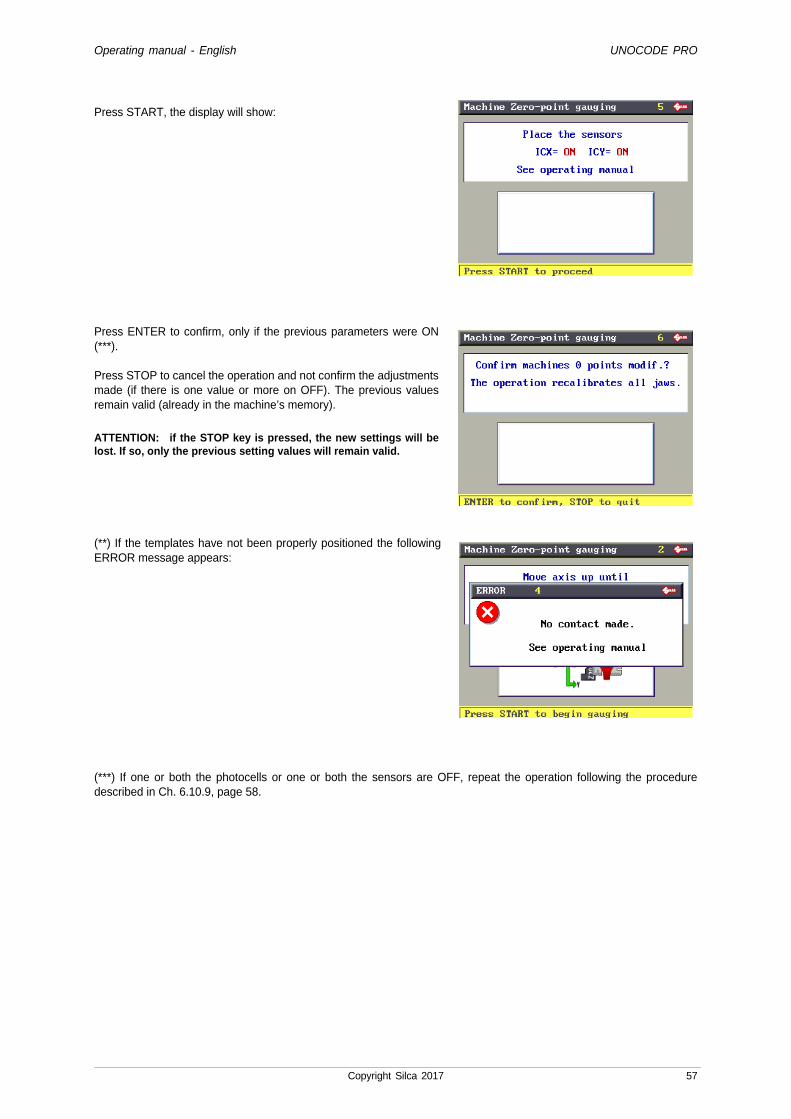
Press START, the display will show:
Press ENTER to confirm, only if the previous parameters were ON(***).
Press STOP to cancel the operation and not confirm the adjustmentsmade (if there is one value or more on OFF). The previous valuesremain valid (already in the machine’s memory).
ATTENTION: if the STOP key is pressed, the new settings will belost. If so, only the previous setting values will remain valid.
(**) If the templates have not been properly positioned the followingERROR message appears:
(***) If one or both the photocells or one or both the sensors are OFF, repeat the operation following the proceduredescribed in Ch. 6.10.9, page 58.
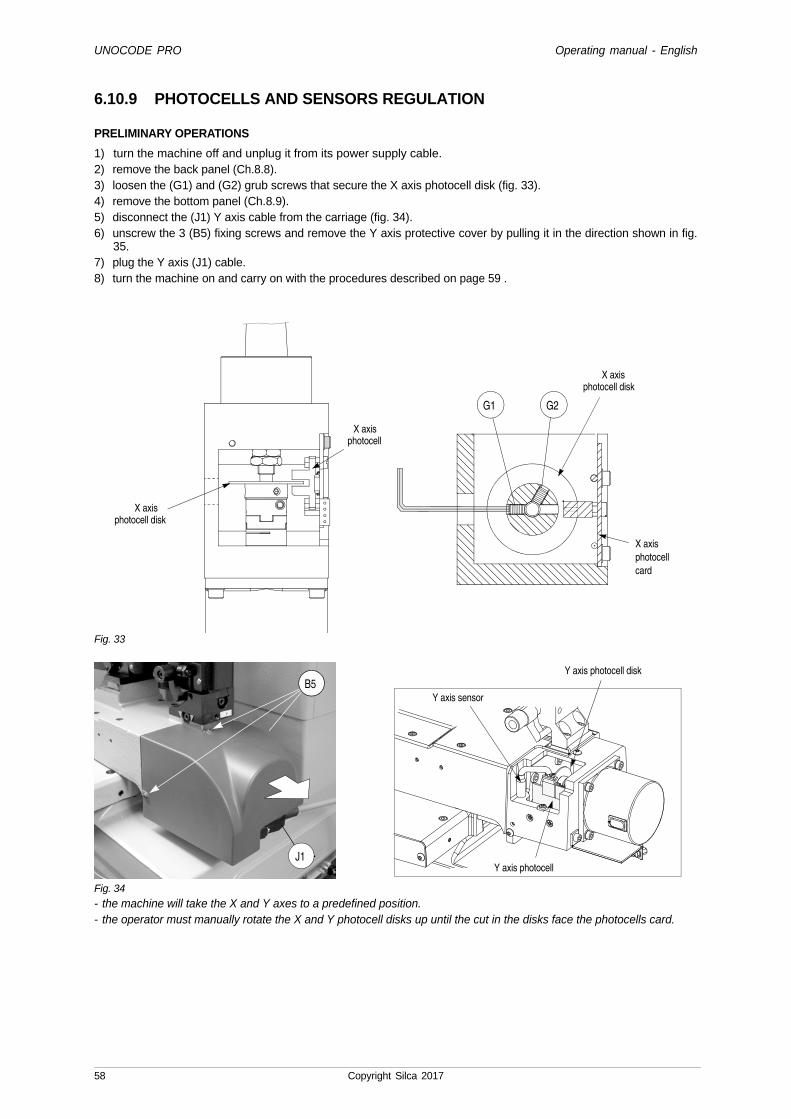
UNOCODE PRO Operating manual - English
58 Copyright Silca 2017
6.10.9 PHOTOCELLS AND SENSORS REGULATION
PRELIMINARY OPERATIONS
1) turn the machine off and unplug it from its power supply cable.2) remove the back panel (Ch.8.8).3) loosen the (G1) and (G2) grub screws that secure the X axis photocell disk (fig. 33).4) remove the bottom panel (Ch.8.9).5) disconnect the (J1) Y axis cable from the carriage (fig. 34).6) unscrew the 3 (B5) fixing screws and remove the Y axis protective cover by pulling it in the direction shown in fig.
35.7) plug the Y axis (J1) cable.8) turn the machine on and carry on with the procedures described on page 59 .
Fig. 33
Fig. 34
- the machine will take the X and Y axes to a predefined position.- the operator must manually rotate the X and Y photocell disks up until the cut in the disks face the photocells card.
G1 G2
X axis
X axisphotocell disk
photocell
X axisphotocell disk
X axisphotocellcard
Y axis photocell
Y axis sensor
Y axis photocell diskB5
J1
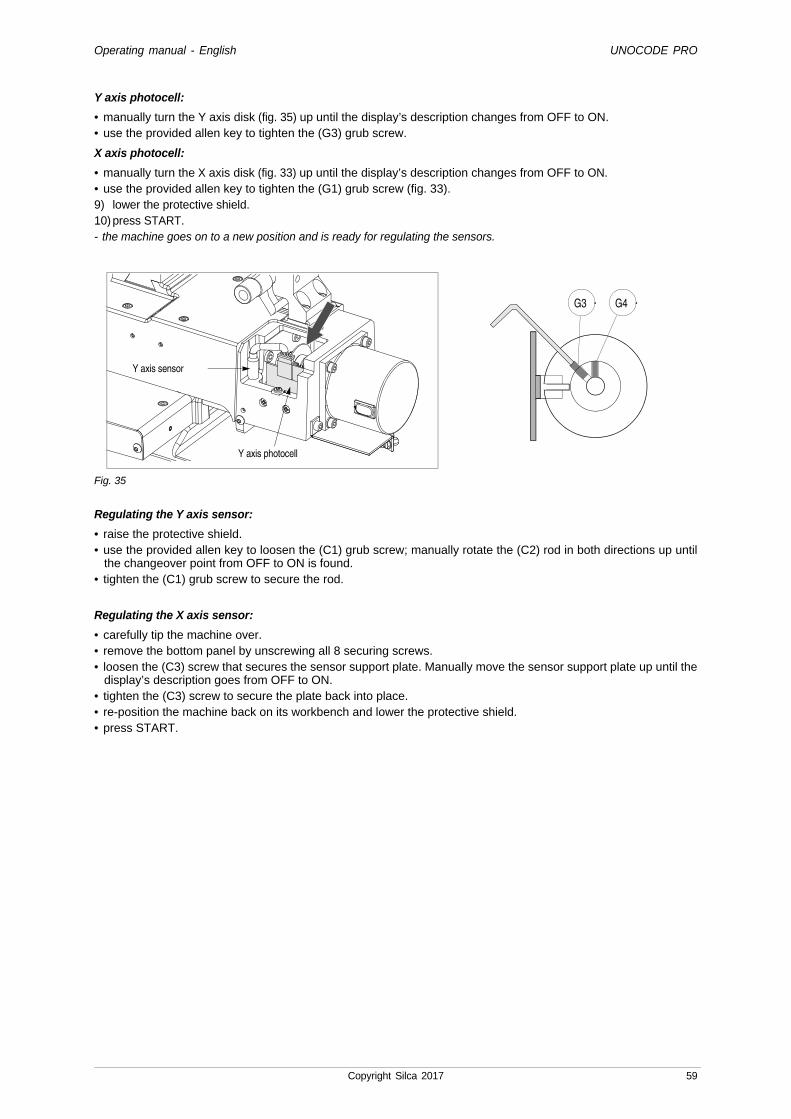
Operating manual - English UNOCODE PRO
Copyright Silca 2017 59
Y axis photocell:
• manually turn the Y axis disk (fig. 35) up until the display’s description changes from OFF to ON.• use the provided allen key to tighten the (G3) grub screw.
X axis photocell:
• manually turn the X axis disk (fig. 33) up until the display’s description changes from OFF to ON.• use the provided allen key to tighten the (G1) grub screw (fig. 33).9) lower the protective shield.10)press START.- the machine goes on to a new position and is ready for regulating the sensors.
Fig. 35
Regulating the Y axis sensor:
• raise the protective shield.• use the provided allen key to loosen the (C1) grub screw; manually rotate the (C2) rod in both directions up until
the changeover point from OFF to ON is found.• tighten the (C1) grub screw to secure the rod.
Regulating the X axis sensor:
• carefully tip the machine over.• remove the bottom panel by unscrewing all 8 securing screws.• loosen the (C3) screw that secures the sensor support plate. Manually move the sensor support plate up until the
display’s description goes from OFF to ON.• tighten the (C3) screw to secure the plate back into place.• re-position the machine back on its workbench and lower the protective shield.• press START.
G3 G4
Y axis photocell
Y axis sensor
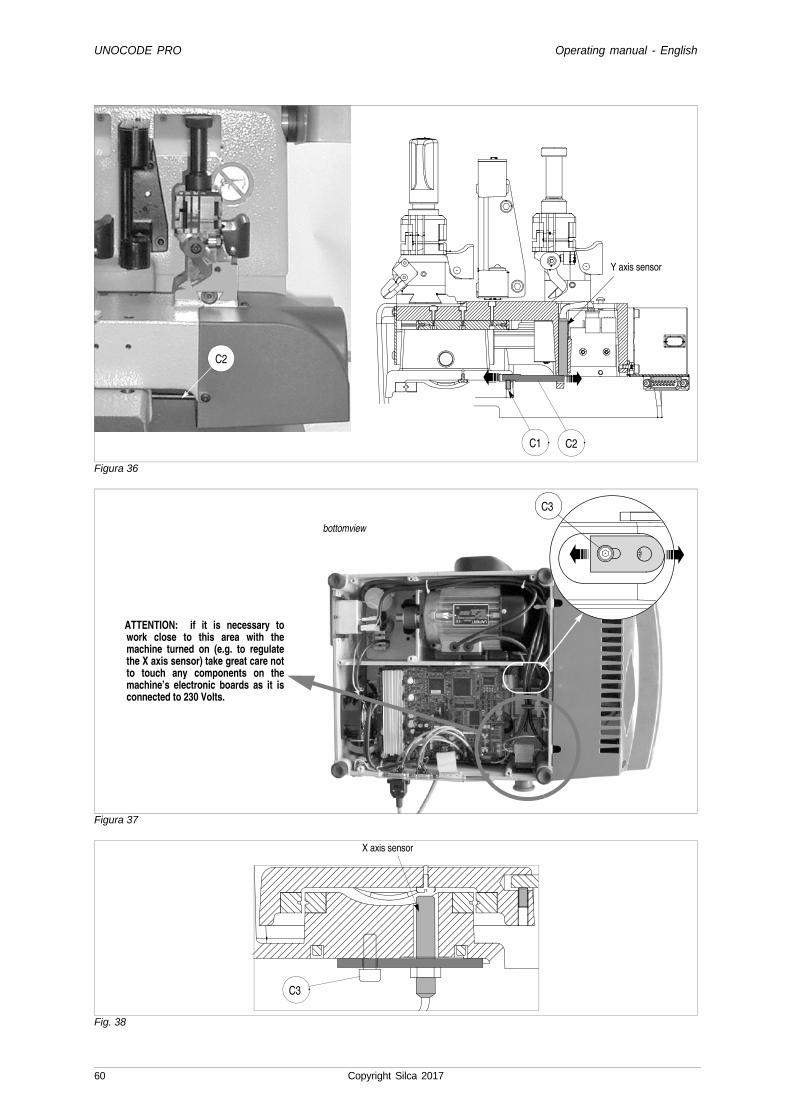
UNOCODE PRO Operating manual - English
60 Copyright Silca 2017
Figura 36
Figura 37
Fig. 38
C2
C2C1
Y axis sensor
bottomview
ATTENTION: if it is necessary towork close to this area with themachine turned on (e.g. to regulatethe X axis sensor) take great care notto touch any components on themachine’s electronic boards as it isconnected to 230 Volts.
C3
X axis sensor
C3
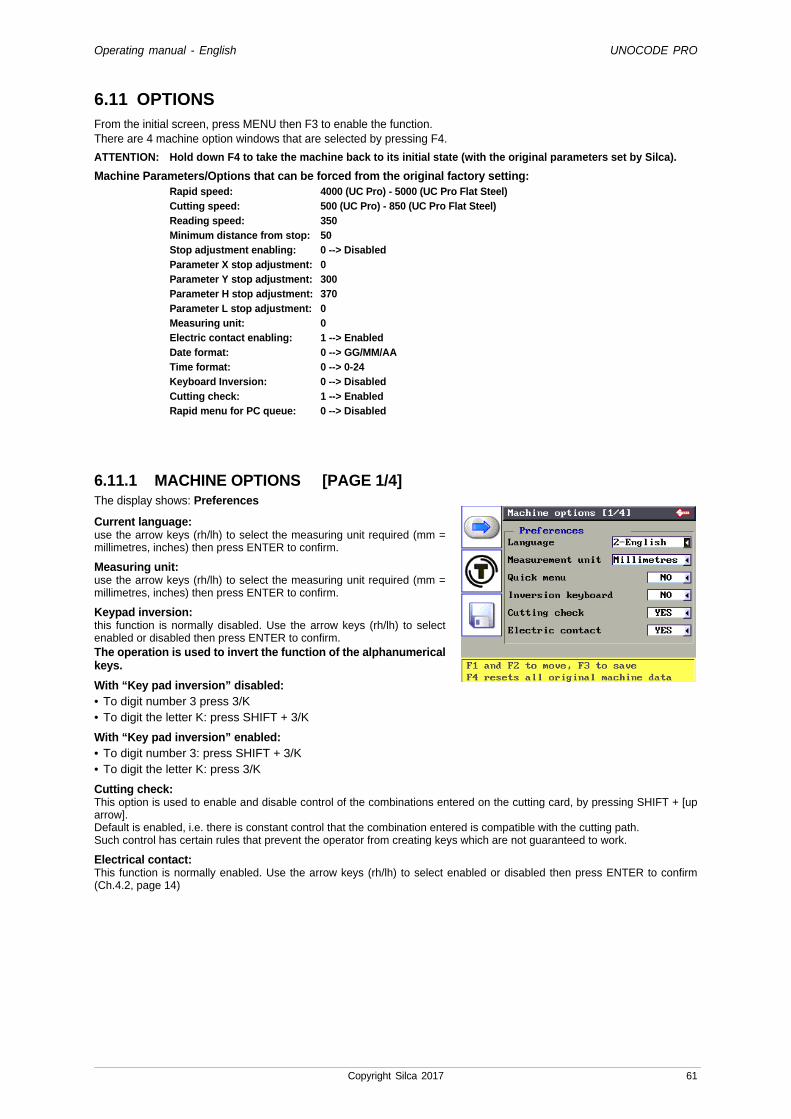
Operating manual - English UNOCODE PRO
Copyright Silca 2017 61
6.11 OPTIONSFrom the initial screen, press MENU then F3 to enable the function.There are 4 machine option windows that are selected by pressing F4.
ATTENTION: Hold down F4 to take the machine back to its initial state (with the original parameters set by Silca).
Machine Parameters/Options that can be forced from the original factory setting:Rapid speed: 4000 (UC Pro) - 5000 (UC Pro Flat Steel)Cutting speed: 500 (UC Pro) - 850 (UC Pro Flat Steel)Reading speed: 350Minimum distance from stop: 50Stop adjustment enabling: 0 --> DisabledParameter X stop adjustment: 0Parameter Y stop adjustment: 300Parameter H stop adjustment: 370Parameter L stop adjustment: 0Measuring unit: 0Electric contact enabling: 1 --> EnabledDate format: 0 --> GG/MM/AATime format: 0 --> 0-24Keyboard Inversion: 0 --> DisabledCutting check: 1 --> EnabledRapid menu for PC queue: 0 --> Disabled
6.11.1 MACHINE OPTIONS [PAGE 1/4]The display shows: Preferences
Current language:use the arrow keys (rh/lh) to select the measuring unit required (mm =millimetres, inches) then press ENTER to confirm.
Measuring unit:use the arrow keys (rh/lh) to select the measuring unit required (mm =millimetres, inches) then press ENTER to confirm.
Keypad inversion:this function is normally disabled. Use the arrow keys (rh/lh) to selectenabled or disabled then press ENTER to confirm.The operation is used to invert the function of the alphanumericalkeys.
With “Key pad inversion” disabled:• To digit number 3 press 3/K• To digit the letter K: press SHIFT + 3/K
With “Key pad inversion” enabled:• To digit number 3: press SHIFT + 3/K• To digit the letter K: press 3/K
Cutting check:This option is used to enable and disable control of the combinations entered on the cutting card, by pressing SHIFT + [uparrow].Default is enabled, i.e. there is constant control that the combination entered is compatible with the cutting path.Such control has certain rules that prevent the operator from creating keys which are not guaranteed to work.
Electrical contact:This function is normally enabled. Use the arrow keys (rh/lh) to select enabled or disabled then press ENTER to confirm(Ch.4.2, page 14)
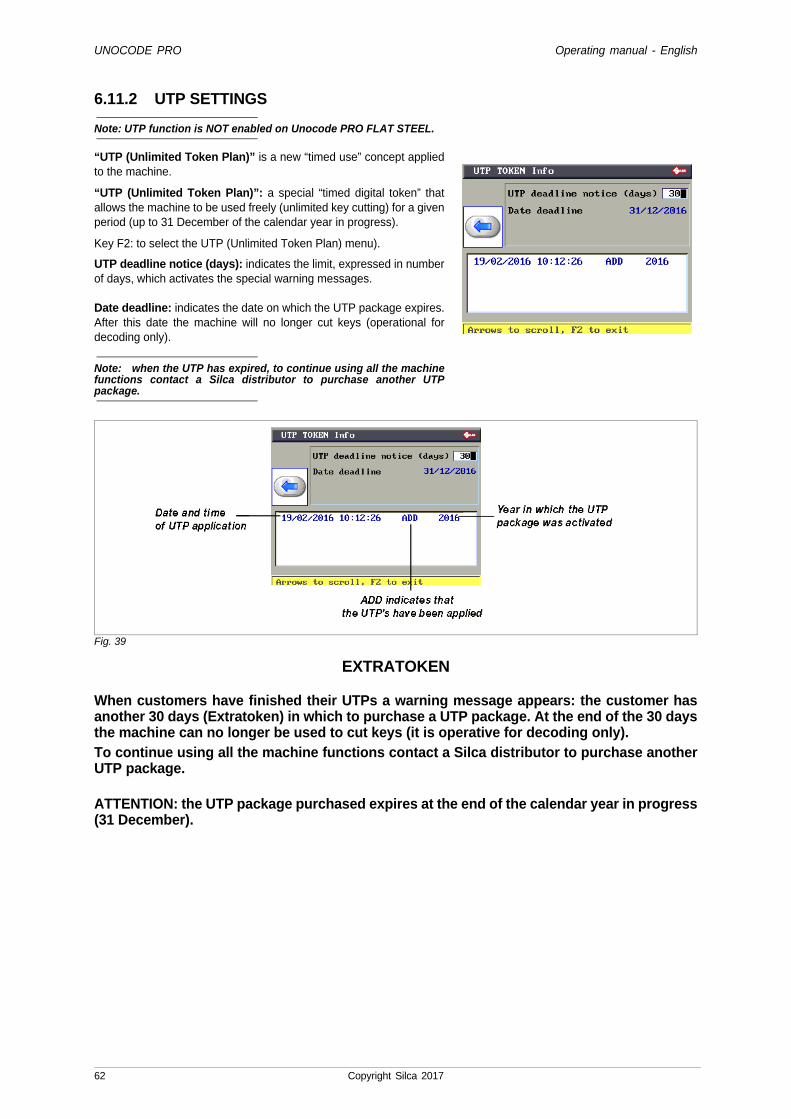
UNOCODE PRO Operating manual - English
62 Copyright Silca 2017
6.11.2 UTP SETTINGS
Note: UTP function is NOT enabled on Unocode PRO FLAT STEEL.
“UTP (Unlimited Token Plan)” is a new “timed use” concept appliedto the machine.
“UTP (Unlimited Token Plan)”: a special “timed digital token” thatallows the machine to be used freely (unlimited key cutting) for a givenperiod (up to 31 December of the calendar year in progress).
Key F2: to select the UTP (Unlimited Token Plan) menu).
UTP deadline notice (days): indicates the limit, expressed in numberof days, which activates the special warning messages.
Date deadline: indicates the date on which the UTP package expires.After this date the machine will no longer cut keys (operational fordecoding only).
Note: when the UTP has expired, to continue using all the machinefunctions contact a Silca distributor to purchase another UTPpackage.
Fig. 39
EXTRATOKEN
When customers have finished their UTPs a warning message appears: the customer hasanother 30 days (Extratoken) in which to purchase a UTP package. At the end of the 30 daysthe machine can no longer be used to cut keys (it is operative for decoding only).To continue using all the machine functions contact a Silca distributor to purchase anotherUTP package.
ATTENTION: the UTP package purchased expires at the end of the calendar year in progress(31 December).
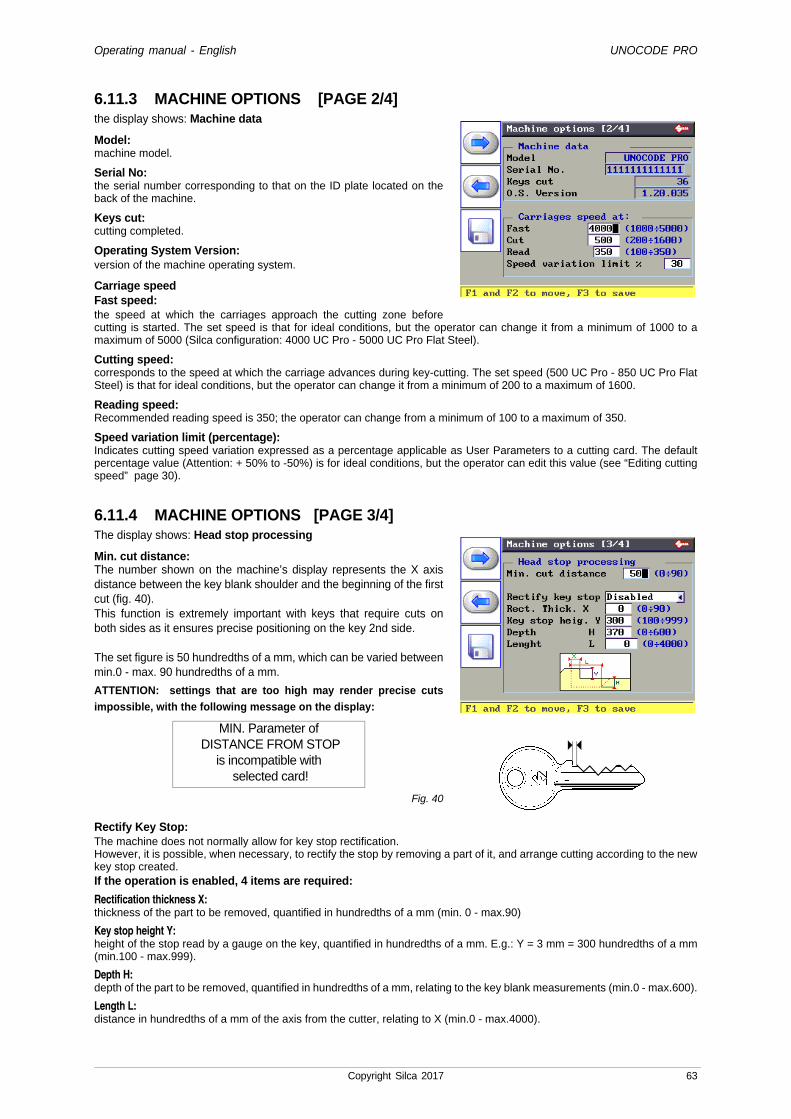
Operating manual - English UNOCODE PRO
Copyright Silca 2017 63
6.11.3 MACHINE OPTIONS [PAGE 2/4]the display shows: Machine data
Model: machine model.
Serial No:the serial number corresponding to that on the ID plate located on theback of the machine.
Keys cut: cutting completed.
Operating System Version:version of the machine operating system.
Carriage speedFast speed: the speed at which the carriages approach the cutting zone beforecutting is started. The set speed is that for ideal conditions, but the operator can change it from a minimum of 1000 to amaximum of 5000 (Silca configuration: 4000 UC Pro - 5000 UC Pro Flat Steel).
Cutting speed:corresponds to the speed at which the carriage advances during key-cutting. The set speed (500 UC Pro - 850 UC Pro FlatSteel) is that for ideal conditions, but the operator can change it from a minimum of 200 to a maximum of 1600.
Reading speed:Recommended reading speed is 350; the operator can change from a minimum of 100 to a maximum of 350.
Speed variation limit (percentage):Indicates cutting speed variation expressed as a percentage applicable as User Parameters to a cutting card. The defaultpercentage value (Attention: + 50% to -50%) is for ideal conditions, but the operator can edit this value (see “Editing cuttingspeed” page 30).
6.11.4 MACHINE OPTIONS [PAGE 3/4]The display shows: Head stop processing
Min. cut distance:The number shown on the machine’s display represents the X axisdistance between the key blank shoulder and the beginning of the firstcut (fig. 40).This function is extremely important with keys that require cuts onboth sides as it ensures precise positioning on the key 2nd side.
The set figure is 50 hundredths of a mm, which can be varied betweenmin.0 - max. 90 hundredths of a mm.
ATTENTION: settings that are too high may render precise cuts
impossible, with the following message on the display:
Fig. 40
Rectify Key Stop:The machine does not normally allow for key stop rectification.However, it is possible, when necessary, to rectify the stop by removing a part of it, and arrange cutting according to the newkey stop created. If the operation is enabled, 4 items are required:
Rectification thickness X:thickness of the part to be removed, quantified in hundredths of a mm (min. 0 - max.90)
Key stop height Y:height of the stop read by a gauge on the key, quantified in hundredths of a mm. E.g.: Y = 3 mm = 300 hundredths of a mm(min.100 - max.999).
Depth H:depth of the part to be removed, quantified in hundredths of a mm, relating to the key blank measurements (min.0 - max.600).
Length L: distance in hundredths of a mm of the axis from the cutter, relating to X (min.0 - max.4000).
MIN. Parameter of DISTANCE FROM STOP
is incompatible with selected card!
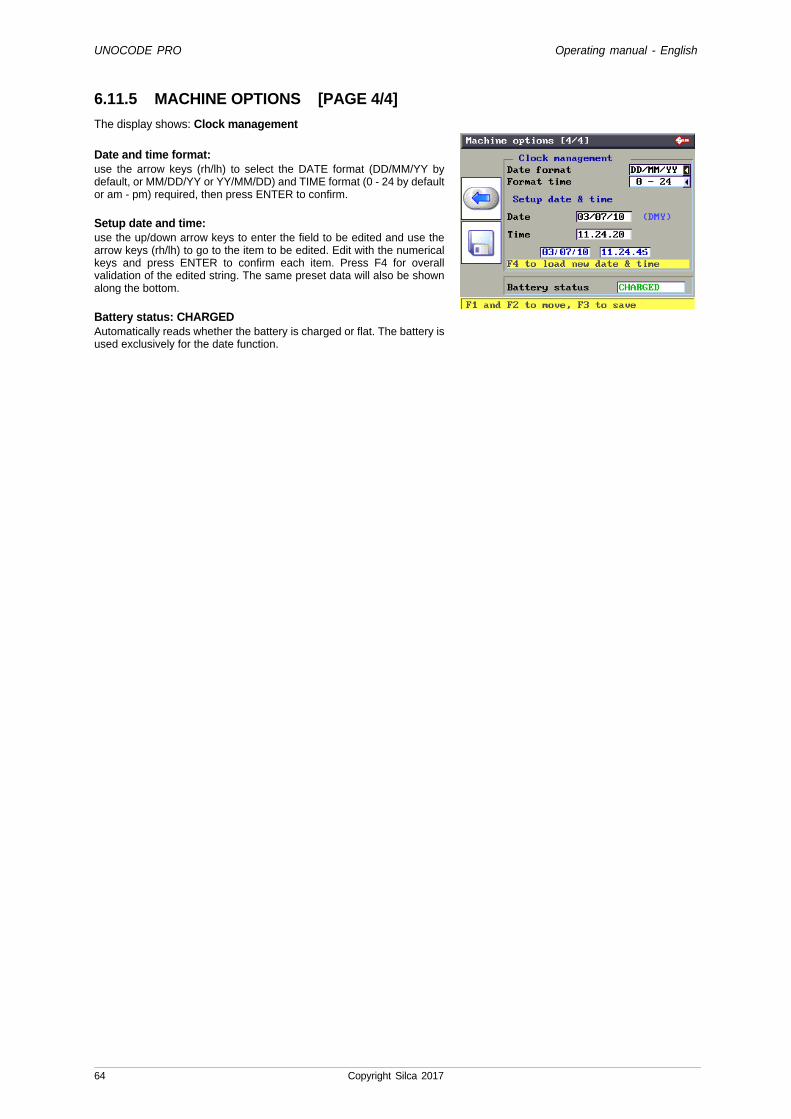
UNOCODE PRO Operating manual - English
64 Copyright Silca 2017
6.11.5 MACHINE OPTIONS [PAGE 4/4]
The display shows: Clock management
Date and time format:use the arrow keys (rh/lh) to select the DATE format (DD/MM/YY bydefault, or MM/DD/YY or YY/MM/DD) and TIME format (0 - 24 by defaultor am - pm) required, then press ENTER to confirm.
Setup date and time:use the up/down arrow keys to enter the field to be edited and use thearrow keys (rh/lh) to go to the item to be edited. Edit with the numericalkeys and press ENTER to confirm each item. Press F4 for overallvalidation of the edited string. The same preset data will also be shownalong the bottom.
Battery status: CHARGEDAutomatically reads whether the battery is charged or flat. The battery isused exclusively for the date function.
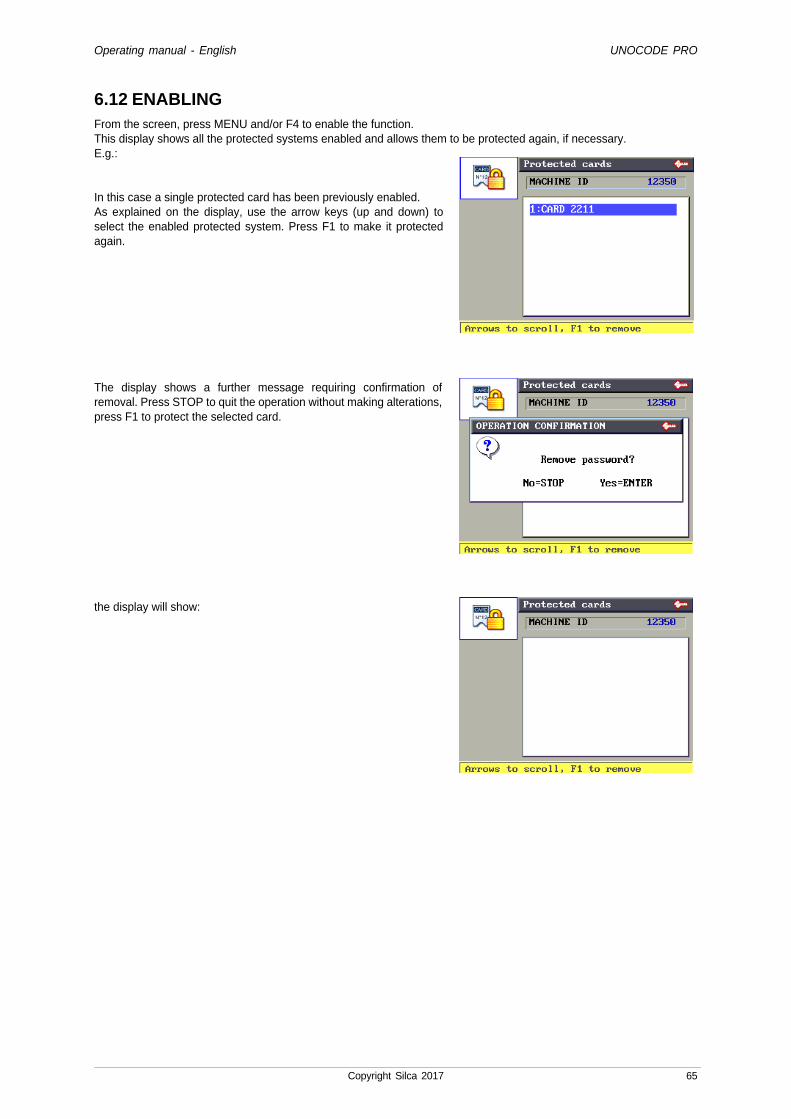
Operating manual - English UNOCODE PRO
Copyright Silca 2017 65
6.12 ENABLINGFrom the screen, press MENU and/or F4 to enable the function.This display shows all the protected systems enabled and allows them to be protected again, if necessary. E.g.:
In this case a single protected card has been previously enabled.As explained on the display, use the arrow keys (up and down) toselect the enabled protected system. Press F1 to make it protectedagain.
The display shows a further message requiring confirmation ofremoval. Press STOP to quit the operation without making alterations,press F1 to protect the selected card.
the display will show:
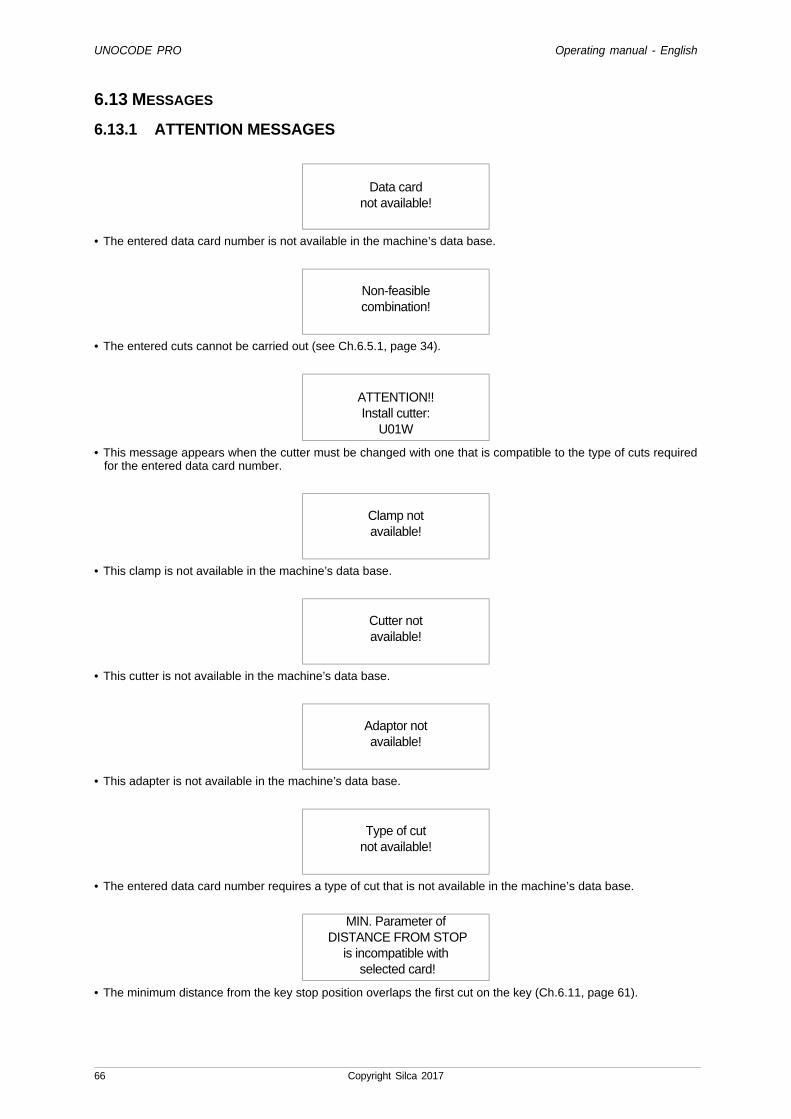
UNOCODE PRO Operating manual - English
66 Copyright Silca 2017
6.13 MESSAGES
6.13.1 ATTENTION MESSAGES
• The entered data card number is not available in the machine’s data base.
• The entered cuts cannot be carried out (see Ch.6.5.1, page 34).
• This message appears when the cutter must be changed with one that is compatible to the type of cuts requiredfor the entered data card number.
• This clamp is not available in the machine’s data base.
• This cutter is not available in the machine’s data base.
• This adapter is not available in the machine’s data base.
• The entered data card number requires a type of cut that is not available in the machine’s data base.
• The minimum distance from the key stop position overlaps the first cut on the key (Ch.6.11, page 61).
Data cardnot available!
Non-feasiblecombination!
ATTENTION!!Install cutter:
U01W
Clamp notavailable!
Cutter notavailable!
Adaptor notavailable!
Type of cutnot available!
MIN. Parameter of DISTANCE FROM STOP
is incompatible with selected card!
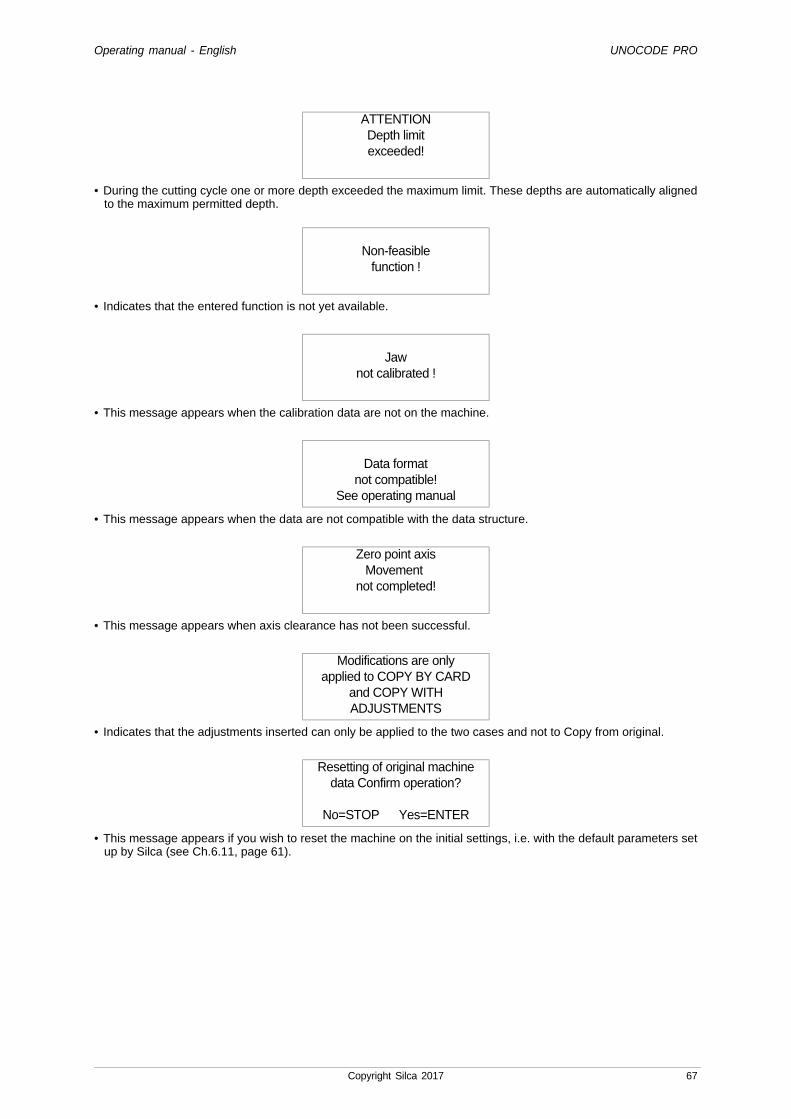
Operating manual - English UNOCODE PRO
Copyright Silca 2017 67
• During the cutting cycle one or more depth exceeded the maximum limit. These depths are automatically alignedto the maximum permitted depth.
• Indicates that the entered function is not yet available.
• This message appears when the calibration data are not on the machine.
• This message appears when the data are not compatible with the data structure.
• This message appears when axis clearance has not been successful.
• Indicates that the adjustments inserted can only be applied to the two cases and not to Copy from original.
• This message appears if you wish to reset the machine on the initial settings, i.e. with the default parameters setup by Silca (see Ch.6.11, page 61).
ATTENTIONDepth limitexceeded!
Non-feasiblefunction !
Jawnot calibrated !
Data formatnot compatible!
See operating manual
Zero point axisMovement
not completed!
Modifications are onlyapplied to COPY BY CARD
and COPY WITHADJUSTMENTS
Resetting of original machinedata Confirm operation?
No=STOP Yes=ENTER
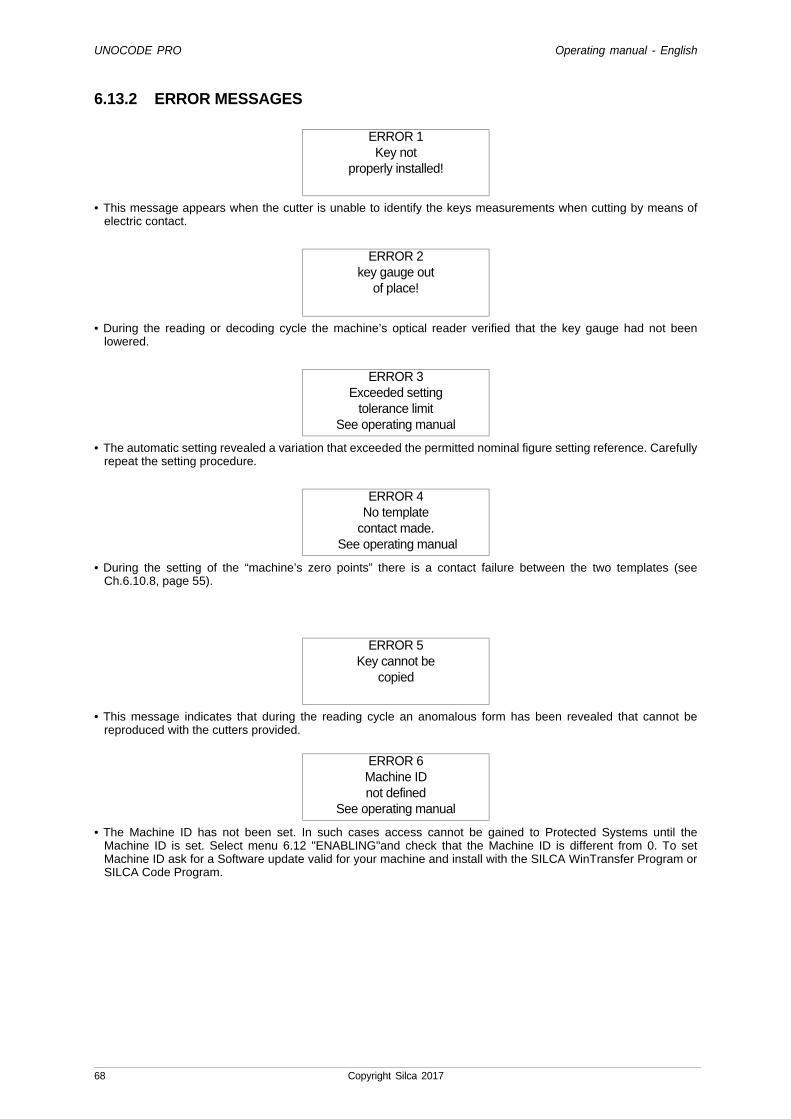
UNOCODE PRO Operating manual - English
68 Copyright Silca 2017
6.13.2 ERROR MESSAGES
• This message appears when the cutter is unable to identify the keys measurements when cutting by means ofelectric contact.
• During the reading or decoding cycle the machine’s optical reader verified that the key gauge had not beenlowered.
• The automatic setting revealed a variation that exceeded the permitted nominal figure setting reference. Carefullyrepeat the setting procedure.
• During the setting of the “machine’s zero points” there is a contact failure between the two templates (seeCh.6.10.8, page 55).
• This message indicates that during the reading cycle an anomalous form has been revealed that cannot bereproduced with the cutters provided.
• The Machine ID has not been set. In such cases access cannot be gained to Protected Systems until theMachine ID is set. Select menu 6.12 "ENABLING"and check that the Machine ID is different from 0. To setMachine ID ask for a Software update valid for your machine and install with the SILCA WinTransfer Program orSILCA Code Program.
ERROR 1Key not
properly installed!
ERROR 2key gauge out
of place!
ERROR 3Exceeded setting
tolerance limitSee operating manual
ERROR 4No template
contact made. See operating manual
ERROR 5Key cannot be
copied
ERROR 6Machine IDnot defined
See operating manual
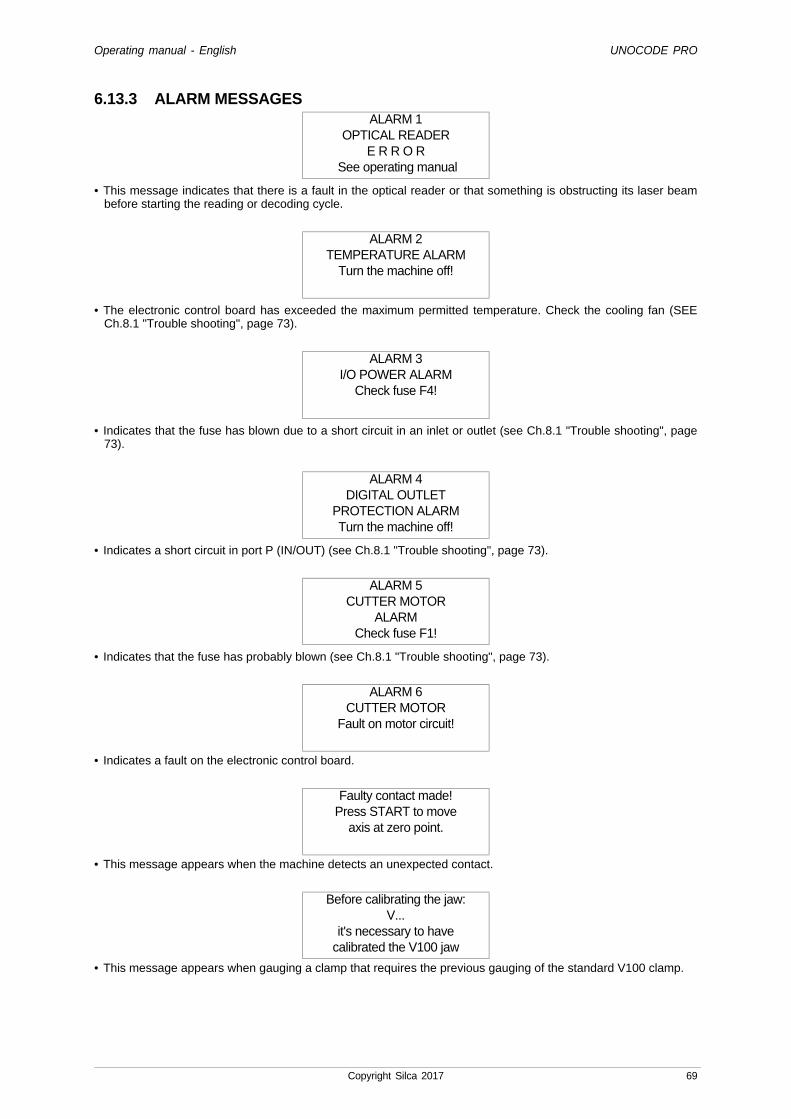
Operating manual - English UNOCODE PRO
Copyright Silca 2017 69
6.13.3 ALARM MESSAGES
• This message indicates that there is a fault in the optical reader or that something is obstructing its laser beambefore starting the reading or decoding cycle.
• The electronic control board has exceeded the maximum permitted temperature. Check the cooling fan (SEECh.8.1 "Trouble shooting", page 73).
• Indicates that the fuse has blown due to a short circuit in an inlet or outlet (see Ch.8.1 "Trouble shooting", page73).
• Indicates a short circuit in port P (IN/OUT) (see Ch.8.1 "Trouble shooting", page 73).
• Indicates that the fuse has probably blown (see Ch.8.1 "Trouble shooting", page 73).
• Indicates a fault on the electronic control board.
• This message appears when the machine detects an unexpected contact.
• This message appears when gauging a clamp that requires the previous gauging of the standard V100 clamp.
ALARM 1OPTICAL READER
E R R O R See operating manual
ALARM 2TEMPERATURE ALARM
Turn the machine off!
ALARM 3I/O POWER ALARM
Check fuse F4!
ALARM 4DIGITAL OUTLET
PROTECTION ALARMTurn the machine off!
ALARM 5CUTTER MOTOR
ALARMCheck fuse F1!
ALARM 6CUTTER MOTOR
Fault on motor circuit!
Faulty contact made!Press START to move
axis at zero point.
Before calibrating the jaw:V...
it's necessary to havecalibrated the V100 jaw
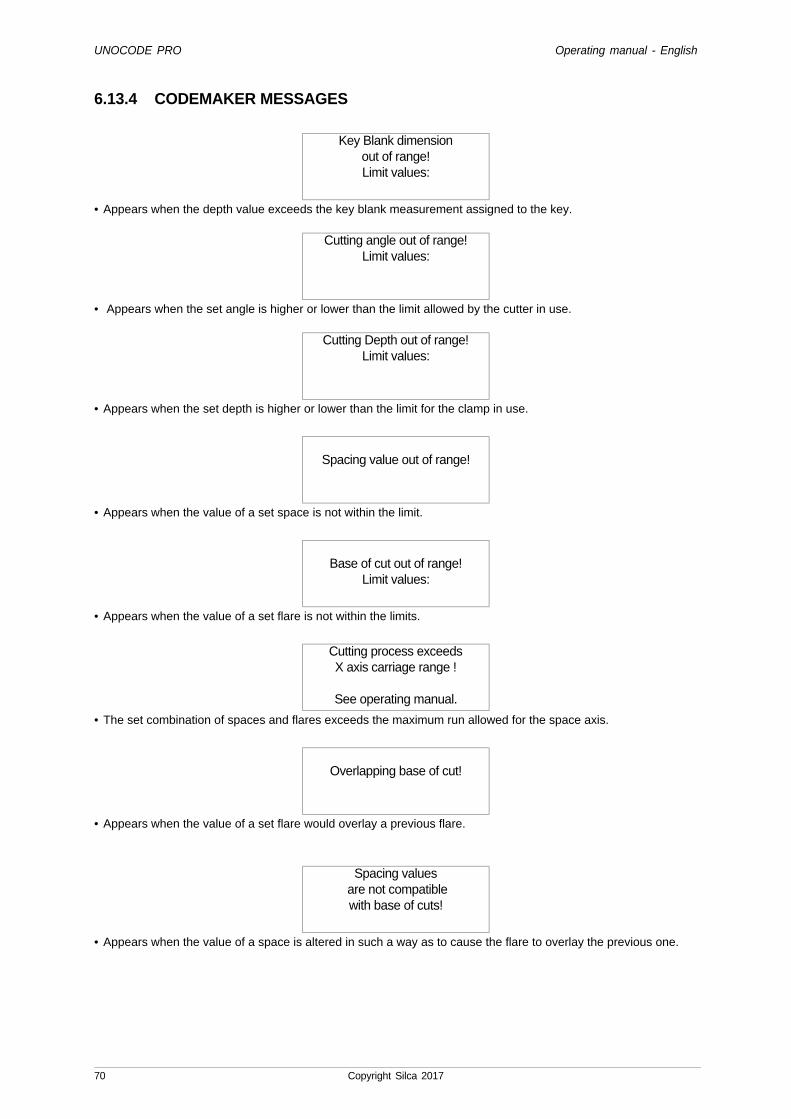
UNOCODE PRO Operating manual - English
70 Copyright Silca 2017
6.13.4 CODEMAKER MESSAGES
• Appears when the depth value exceeds the key blank measurement assigned to the key.
• Appears when the set angle is higher or lower than the limit allowed by the cutter in use.
• Appears when the set depth is higher or lower than the limit for the clamp in use.
• Appears when the value of a set space is not within the limit.
• Appears when the value of a set flare is not within the limits.
• The set combination of spaces and flares exceeds the maximum run allowed for the space axis.
• Appears when the value of a set flare would overlay a previous flare.
• Appears when the value of a space is altered in such a way as to cause the flare to overlay the previous one.
Key Blank dimensionout of range!Limit values:
Cutting angle out of range!Limit values:
Cutting Depth out of range!Limit values:
Spacing value out of range!
Base of cut out of range!Limit values:
Cutting process exceedsX axis carriage range !
See operating manual.
Overlapping base of cut!
Spacing values are not compatiblewith base of cuts!
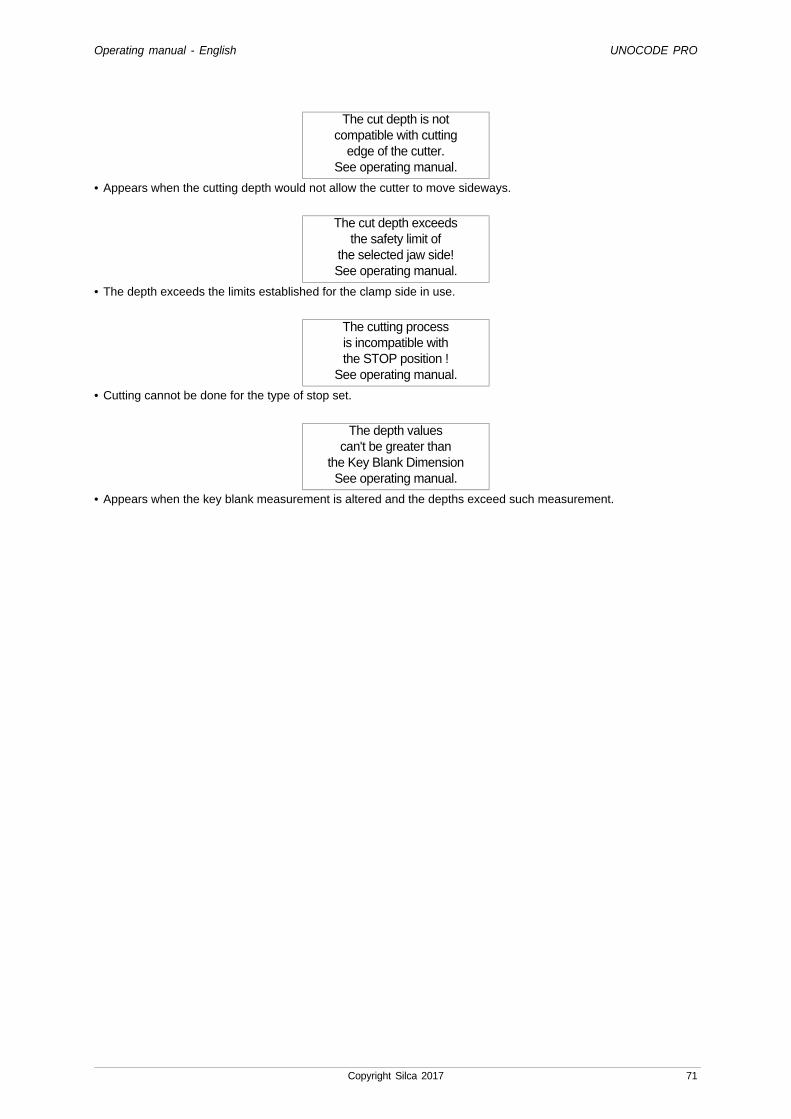
Operating manual - English UNOCODE PRO
Copyright Silca 2017 71
• Appears when the cutting depth would not allow the cutter to move sideways.
• The depth exceeds the limits established for the clamp side in use.
• Cutting cannot be done for the type of stop set.
• Appears when the key blank measurement is altered and the depths exceed such measurement.
The cut depth is notcompatible with cutting
edge of the cutter.See operating manual.
The cut depth exceedsthe safety limit of
the selected jaw side!See operating manual.
The cutting processis incompatible withthe STOP position !
See operating manual.
The depth valuescan't be greater than
the Key Blank DimensionSee operating manual.

UNOCODE PRO Operating manual - English
72 Copyright Silca 2017
7 CLEANING• Keep the operational parts of the machine as clean as possible by brushing away the chippings in areas
where they accumulate during cutting operations.
• Under no circumstances must compressed air be used to clear the work zone of chippings as this willblow them onto the moving parts.
• Never use oil-based products or solvents to clean painted surfaces, jaws, electric or electronicconnections, display and/or safety screens.
• Do not use alcohol to clean plexiglass carters and display.
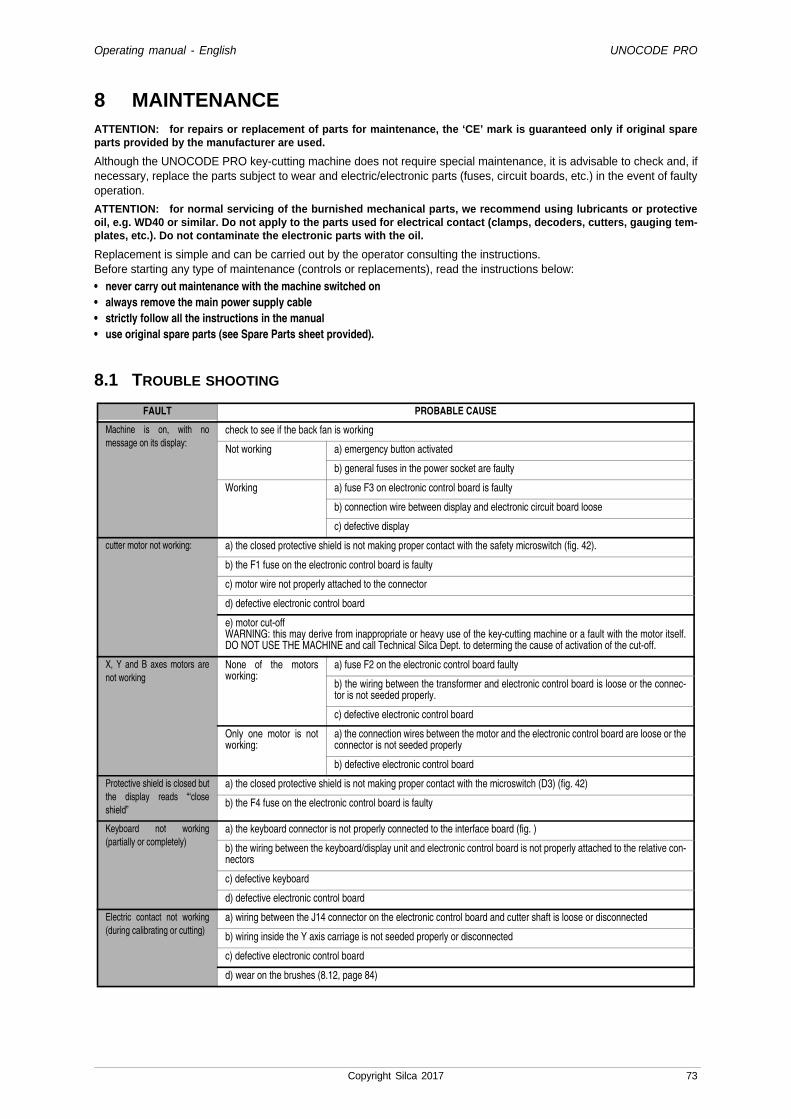
Operating manual - English UNOCODE PRO
Copyright Silca 2017 73
8 MAINTENANCEATTENTION: for repairs or replacement of parts for maintenance, the ‘CE’ mark is guaranteed only if original spareparts provided by the manufacturer are used.
Although the UNOCODE PRO key-cutting machine does not require special maintenance, it is advisable to check and, ifnecessary, replace the parts subject to wear and electric/electronic parts (fuses, circuit boards, etc.) in the event of faultyoperation.
ATTENTION: for normal servicing of the burnished mechanical parts, we recommend using lubricants or protectiveoil, e.g. WD40 or similar. Do not apply to the parts used for electrical contact (clamps, decoders, cutters, gauging tem-plates, etc.). Do not contaminate the electronic parts with the oil.
Replacement is simple and can be carried out by the operator consulting the instructions.Before starting any type of maintenance (controls or replacements), read the instructions below:
• never carry out maintenance with the machine switched on• always remove the main power supply cable• strictly follow all the instructions in the manual• use original spare parts (see Spare Parts sheet provided).
8.1 TROUBLE SHOOTING
FAULT PROBABLE CAUSE
Machine is on, with nomessage on its display:
check to see if the back fan is working
Not working a) emergency button activated
b) general fuses in the power socket are faulty
Working a) fuse F3 on electronic control board is faulty
b) connection wire between display and electronic circuit board loose
c) defective display
cutter motor not working: a) the closed protective shield is not making proper contact with the safety microswitch (fig. 42).
b) the F1 fuse on the electronic control board is faulty
c) motor wire not properly attached to the connector
d) defective electronic control board
e) motor cut-offWARNING: this may derive from inappropriate or heavy use of the key-cutting machine or a fault with the motor itself.DO NOT USE THE MACHINE and call Technical Silca Dept. to determing the cause of activation of the cut-off.
X, Y and B axes motors arenot working
None of the motorsworking:
a) fuse F2 on the electronic control board faulty
b) the wiring between the transformer and electronic control board is loose or the connec-tor is not seeded properly.
c) defective electronic control board
Only one motor is notworking:
a) the connection wires between the motor and the electronic control board are loose or theconnector is not seeded properly
b) defective electronic control board
Protective shield is closed butthe display reads “‘closeshield”
a) the closed protective shield is not making proper contact with the microswitch (D3) (fig. 42)
b) the F4 fuse on the electronic control board is faulty
Keyboard not working(partially or completely)
a) the keyboard connector is not properly connected to the interface board (fig. )
b) the wiring between the keyboard/display unit and electronic control board is not properly attached to the relative con-nectors
c) defective keyboard
d) defective electronic control board
Electric contact not working(during calibrating or cutting)
a) wiring between the J14 connector on the electronic control board and cutter shaft is loose or disconnected
b) wiring inside the Y axis carriage is not seeded properly or disconnected
c) defective electronic control board
d) wear on the brushes (8.12, page 84)
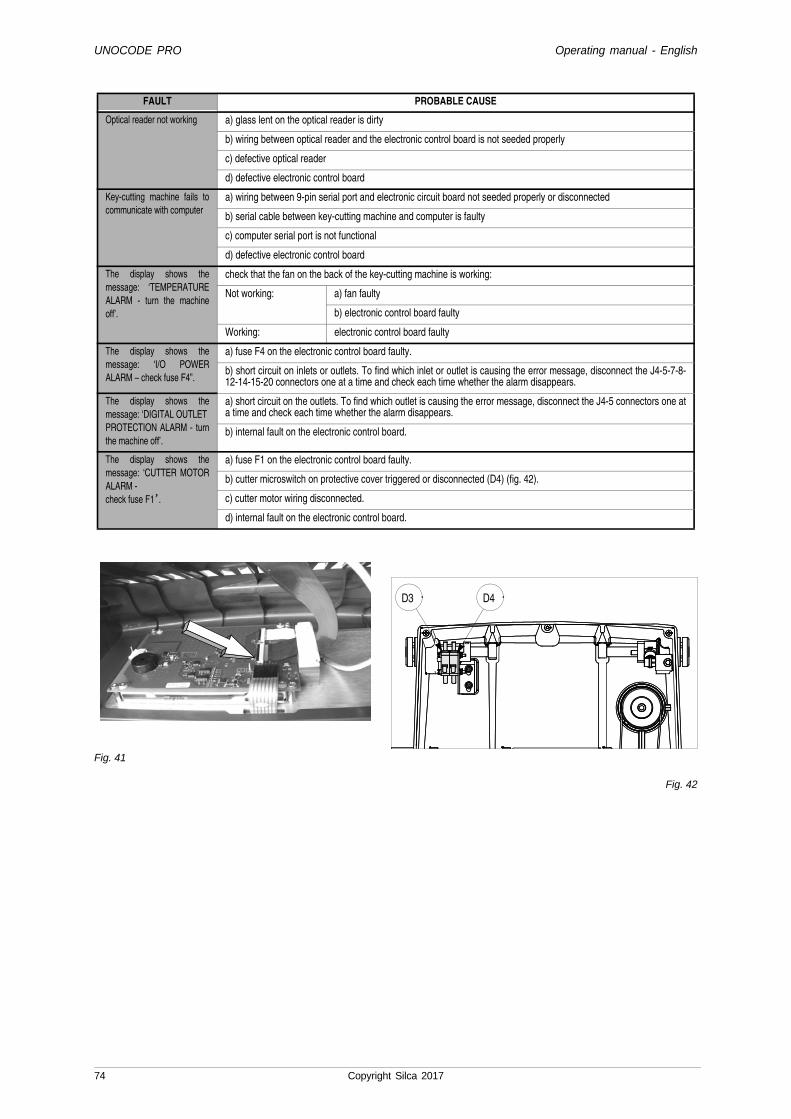
UNOCODE PRO Operating manual - English
74 Copyright Silca 2017
Fig. 41
Fig. 42
Optical reader not working a) glass lent on the optical reader is dirty
b) wiring between optical reader and the electronic control board is not seeded properly
c) defective optical reader
d) defective electronic control board
Key-cutting machine fails tocommunicate with computer
a) wiring between 9-pin serial port and electronic circuit board not seeded properly or disconnected
b) serial cable between key-cutting machine and computer is faulty
c) computer serial port is not functional
d) defective electronic control board
The display shows themessage: ‘TEMPERATUREALARM - turn the machineoff’.
check that the fan on the back of the key-cutting machine is working:
Not working: a) fan faulty
b) electronic control board faulty
Working: electronic control board faulty
The display shows themessage: ‘I/O POWERALARM – check fuse F4”.
a) fuse F4 on the electronic control board faulty.
b) short circuit on inlets or outlets. To find which inlet or outlet is causing the error message, disconnect the J4-5-7-8-12-14-15-20 connectors one at a time and check each time whether the alarm disappears.
The display shows themessage: ‘DIGITAL OUTLET PROTECTION ALARM - turnthe machine off’.
a) short circuit on the outlets. To find which outlet is causing the error message, disconnect the J4-5 connectors one ata time and check each time whether the alarm disappears.
b) internal fault on the electronic control board.
The display shows themessage: ‘CUTTER MOTORALARM - check fuse F1’.
a) fuse F1 on the electronic control board faulty.
b) cutter microswitch on protective cover triggered or disconnected (D4) (fig. 42).
c) cutter motor wiring disconnected.
d) internal fault on the electronic control board.
FAULT PROBABLE CAUSE
D3 D4
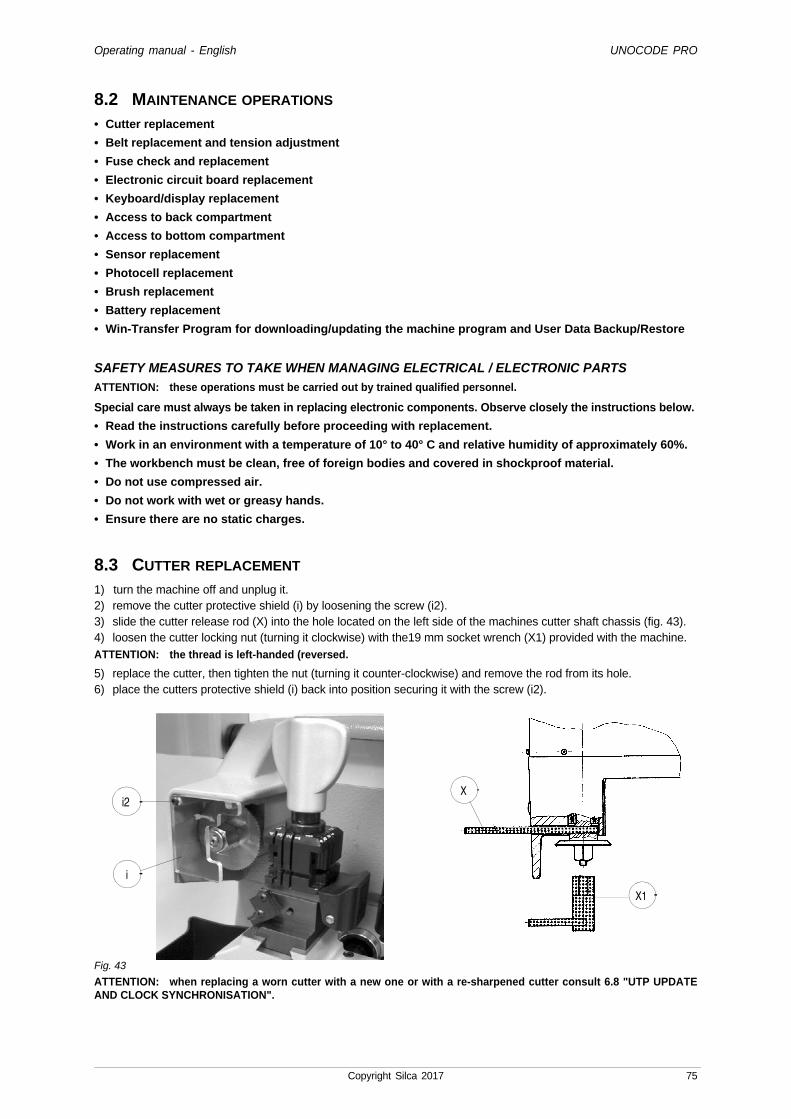
Operating manual - English UNOCODE PRO
Copyright Silca 2017 75
8.2 MAINTENANCE OPERATIONS
• Cutter replacement
• Belt replacement and tension adjustment
• Fuse check and replacement
• Electronic circuit board replacement
• Keyboard/display replacement
• Access to back compartment
• Access to bottom compartment
• Sensor replacement
• Photocell replacement
• Brush replacement
• Battery replacement
• Win-Transfer Program for downloading/updating the machine program and User Data Backup/Restore
SAFETY MEASURES TO TAKE WHEN MANAGING ELECTRICAL / ELECTRONIC PARTS
ATTENTION: these operations must be carried out by trained qualified personnel.
Special care must always be taken in replacing electronic components. Observe closely the instructions below.
• Read the instructions carefully before proceeding with replacement.
• Work in an environment with a temperature of 10° to 40° C and relative humidity of approximately 60%.
• The workbench must be clean, free of foreign bodies and covered in shockproof material.
• Do not use compressed air.
• Do not work with wet or greasy hands.
• Ensure there are no static charges.
8.3 CUTTER REPLACEMENT
1) turn the machine off and unplug it.2) remove the cutter protective shield (i) by loosening the screw (i2).3) slide the cutter release rod (X) into the hole located on the left side of the machines cutter shaft chassis (fig. 43).4) loosen the cutter locking nut (turning it clockwise) with the19 mm socket wrench (X1) provided with the machine.
ATTENTION: the thread is left-handed (reversed.
5) replace the cutter, then tighten the nut (turning it counter-clockwise) and remove the rod from its hole.6) place the cutters protective shield (i) back into position securing it with the screw (i2).
Fig. 43
ATTENTION: when replacing a worn cutter with a new one or with a re-sharpened cutter consult 6.8 "UTP UPDATEAND CLOCK SYNCHRONISATION".
X1
Xi2
i
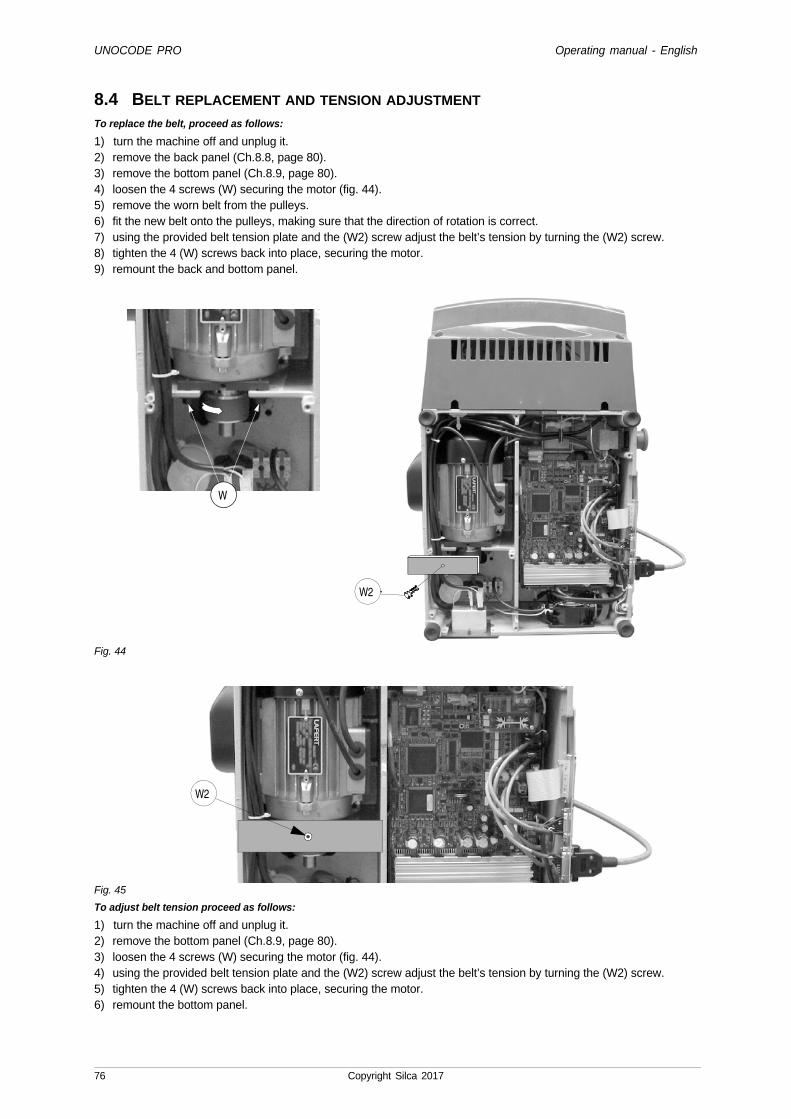
UNOCODE PRO Operating manual - English
76 Copyright Silca 2017
8.4 BELT REPLACEMENT AND TENSION ADJUSTMENT
To replace the belt, proceed as follows:
1) turn the machine off and unplug it.2) remove the back panel (Ch.8.8, page 80).3) remove the bottom panel (Ch.8.9, page 80).4) loosen the 4 screws (W) securing the motor (fig. 44).5) remove the worn belt from the pulleys.6) fit the new belt onto the pulleys, making sure that the direction of rotation is correct.7) using the provided belt tension plate and the (W2) screw adjust the belt’s tension by turning the (W2) screw.8) tighten the 4 (W) screws back into place, securing the motor.9) remount the back and bottom panel.
Fig. 44
Fig. 45
To adjust belt tension proceed as follows:
1) turn the machine off and unplug it.2) remove the bottom panel (Ch.8.9, page 80).3) loosen the 4 screws (W) securing the motor (fig. 44).4) using the provided belt tension plate and the (W2) screw adjust the belt’s tension by turning the (W2) screw.5) tighten the 4 (W) screws back into place, securing the motor.6) remount the bottom panel.
W2
W
W2
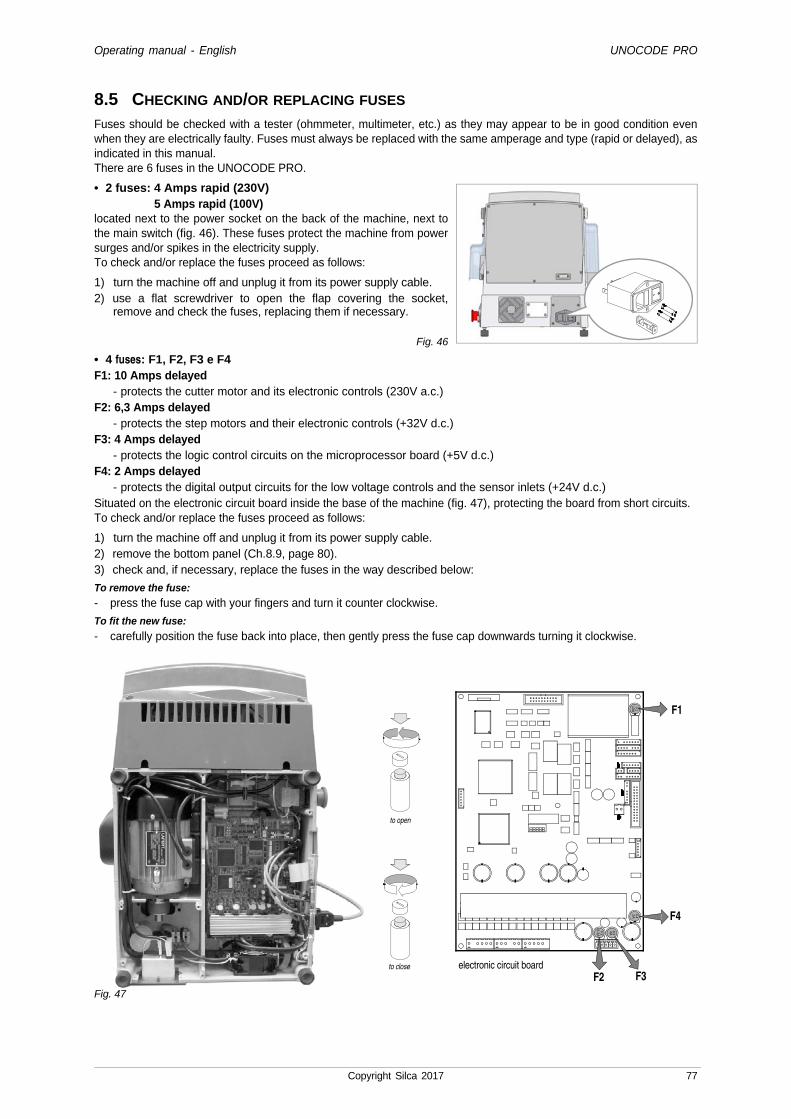
Operating manual - English UNOCODE PRO
Copyright Silca 2017 77
8.5 CHECKING AND/OR REPLACING FUSES
Fuses should be checked with a tester (ohmmeter, multimeter, etc.) as they may appear to be in good condition evenwhen they are electrically faulty. Fuses must always be replaced with the same amperage and type (rapid or delayed), asindicated in this manual.There are 6 fuses in the UNOCODE PRO.
• 2 fuses: 4 Amps rapid (230V) 5 Amps rapid (100V)located next to the power socket on the back of the machine, next tothe main switch (fig. 46). These fuses protect the machine from powersurges and/or spikes in the electricity supply.To check and/or replace the fuses proceed as follows:
1) turn the machine off and unplug it from its power supply cable.2) use a flat screwdriver to open the flap covering the socket,
remove and check the fuses, replacing them if necessary.
Fig. 46
• 4 fuses: F1, F2, F3 e F4F1: 10 Amps delayed
- protects the cutter motor and its electronic controls (230V a.c.)F2: 6,3 Amps delayed
- protects the step motors and their electronic controls (+32V d.c.)F3: 4 Amps delayed
- protects the logic control circuits on the microprocessor board (+5V d.c.)F4: 2 Amps delayed
- protects the digital output circuits for the low voltage controls and the sensor inlets (+24V d.c.)Situated on the electronic circuit board inside the base of the machine (fig. 47), protecting the board from short circuits.To check and/or replace the fuses proceed as follows:
1) turn the machine off and unplug it from its power supply cable.2) remove the bottom panel (Ch.8.9, page 80).3) check and, if necessary, replace the fuses in the way described below:
To remove the fuse:
- press the fuse cap with your fingers and turn it counter clockwise.
To fit the new fuse:
- carefully position the fuse back into place, then gently press the fuse cap downwards turning it clockwise.
Fig. 47
F110A
F42A
6.3A
F34AF2
F4
F3
F1
F2
to open
to close electronic circuit board
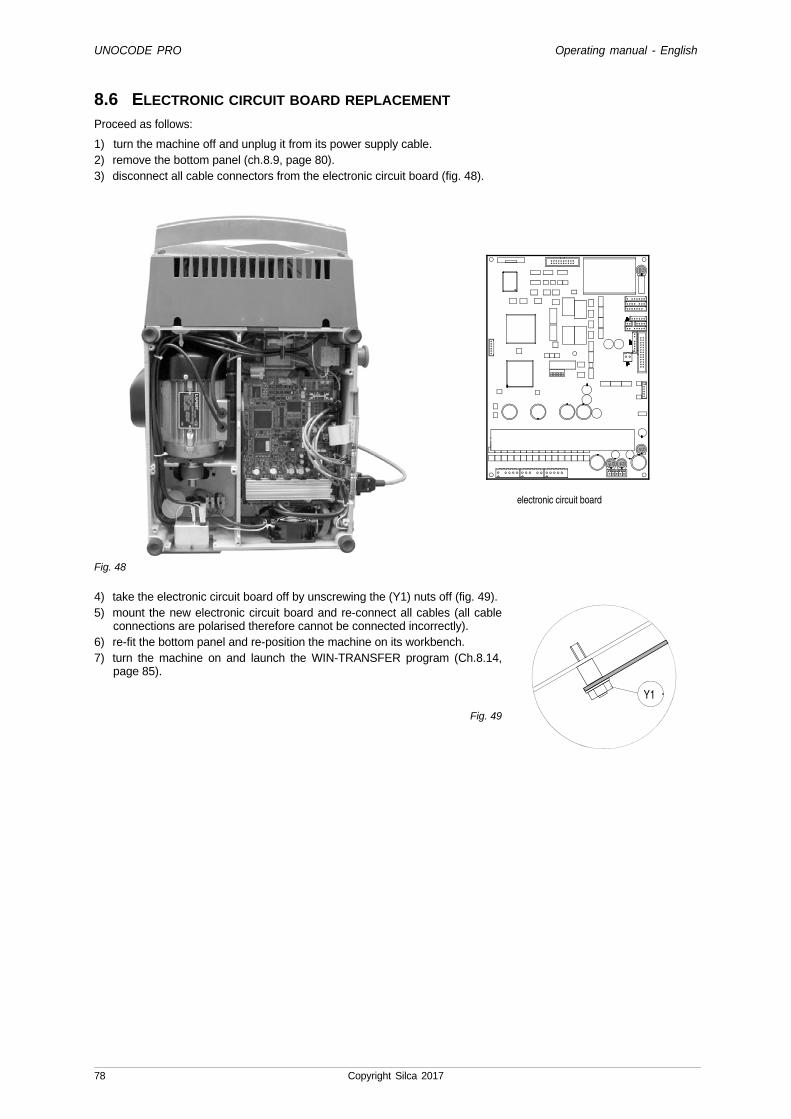
UNOCODE PRO Operating manual - English
78 Copyright Silca 2017
8.6 ELECTRONIC CIRCUIT BOARD REPLACEMENT
Proceed as follows:
1) turn the machine off and unplug it from its power supply cable.2) remove the bottom panel (ch.8.9, page 80).3) disconnect all cable connectors from the electronic circuit board (fig. 48).
Fig. 48
4) take the electronic circuit board off by unscrewing the (Y1) nuts off (fig. 49).5) mount the new electronic circuit board and re-connect all cables (all cable
connections are polarised therefore cannot be connected incorrectly).6) re-fit the bottom panel and re-position the machine on its workbench.7) turn the machine on and launch the WIN-TRANSFER program (Ch.8.14,
page 85).
Fig. 49
F1
10AF
42A
6.3A
F3
4AF2
electronic circuit board
Y1
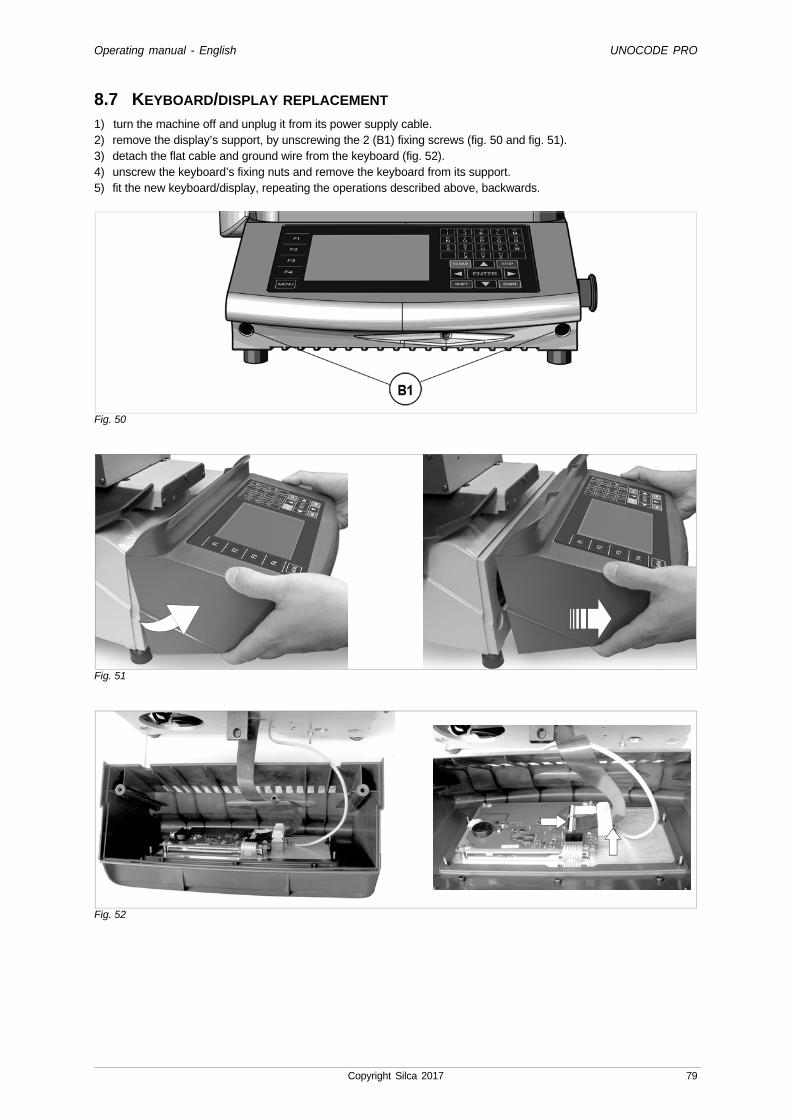
Operating manual - English UNOCODE PRO
Copyright Silca 2017 79
8.7 KEYBOARD/DISPLAY REPLACEMENT
1) turn the machine off and unplug it from its power supply cable.2) remove the display’s support, by unscrewing the 2 (B1) fixing screws (fig. 50 and fig. 51).3) detach the flat cable and ground wire from the keyboard (fig. 52).4) unscrew the keyboard’s fixing nuts and remove the keyboard from its support.5) fit the new keyboard/display, repeating the operations described above, backwards.
Fig. 50
Fig. 51
Fig. 52
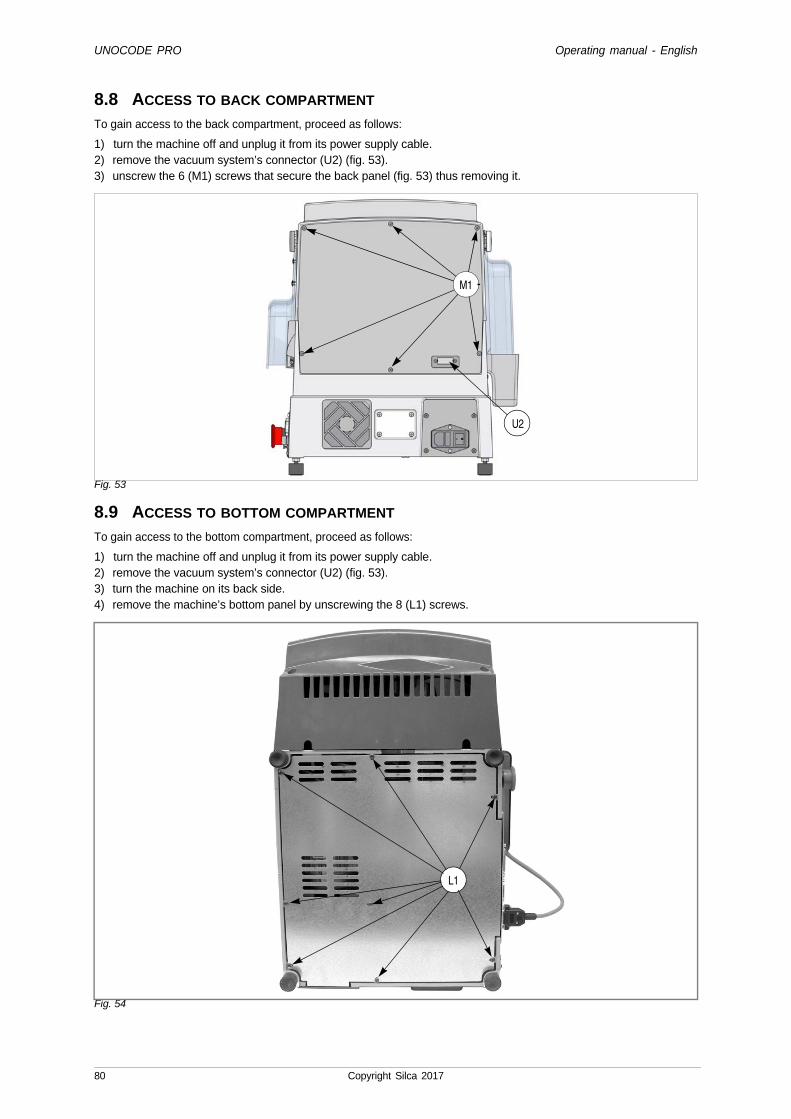
UNOCODE PRO Operating manual - English
80 Copyright Silca 2017
8.8 ACCESS TO BACK COMPARTMENT
To gain access to the back compartment, proceed as follows:
1) turn the machine off and unplug it from its power supply cable.2) remove the vacuum system’s connector (U2) (fig. 53).3) unscrew the 6 (M1) screws that secure the back panel (fig. 53) thus removing it.
Fig. 53
8.9 ACCESS TO BOTTOM COMPARTMENT
To gain access to the bottom compartment, proceed as follows:
1) turn the machine off and unplug it from its power supply cable.2) remove the vacuum system’s connector (U2) (fig. 53).3) turn the machine on its back side.4) remove the machine’s bottom panel by unscrewing the 8 (L1) screws.
Fig. 54
M1
U2
L1
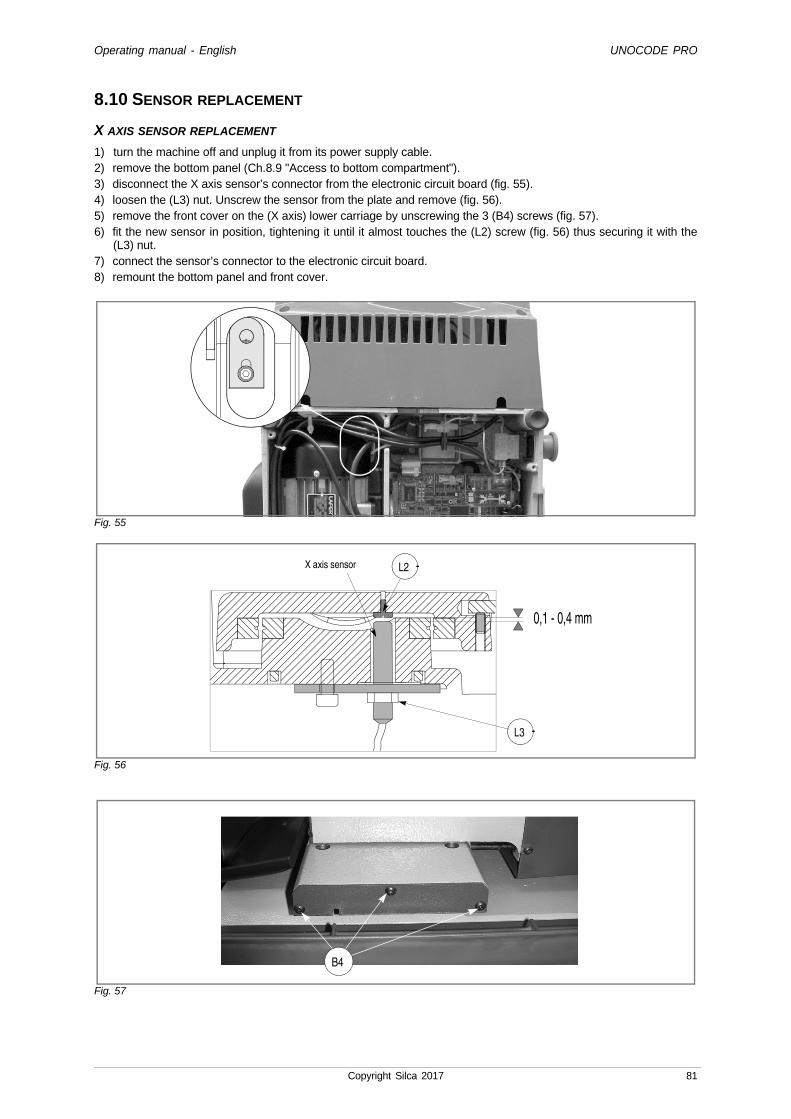
Operating manual - English UNOCODE PRO
Copyright Silca 2017 81
8.10 SENSOR REPLACEMENT
X AXIS SENSOR REPLACEMENT
1) turn the machine off and unplug it from its power supply cable.2) remove the bottom panel (Ch.8.9 "Access to bottom compartment").3) disconnect the X axis sensor’s connector from the electronic circuit board (fig. 55).4) loosen the (L3) nut. Unscrew the sensor from the plate and remove (fig. 56).5) remove the front cover on the (X axis) lower carriage by unscrewing the 3 (B4) screws (fig. 57).6) fit the new sensor in position, tightening it until it almost touches the (L2) screw (fig. 56) thus securing it with the
(L3) nut.7) connect the sensor’s connector to the electronic circuit board.8) remount the bottom panel and front cover.
Fig. 55
Fig. 56
Fig. 57
0,1 - 0,4 mm
L2X axis sensor
L3
B4
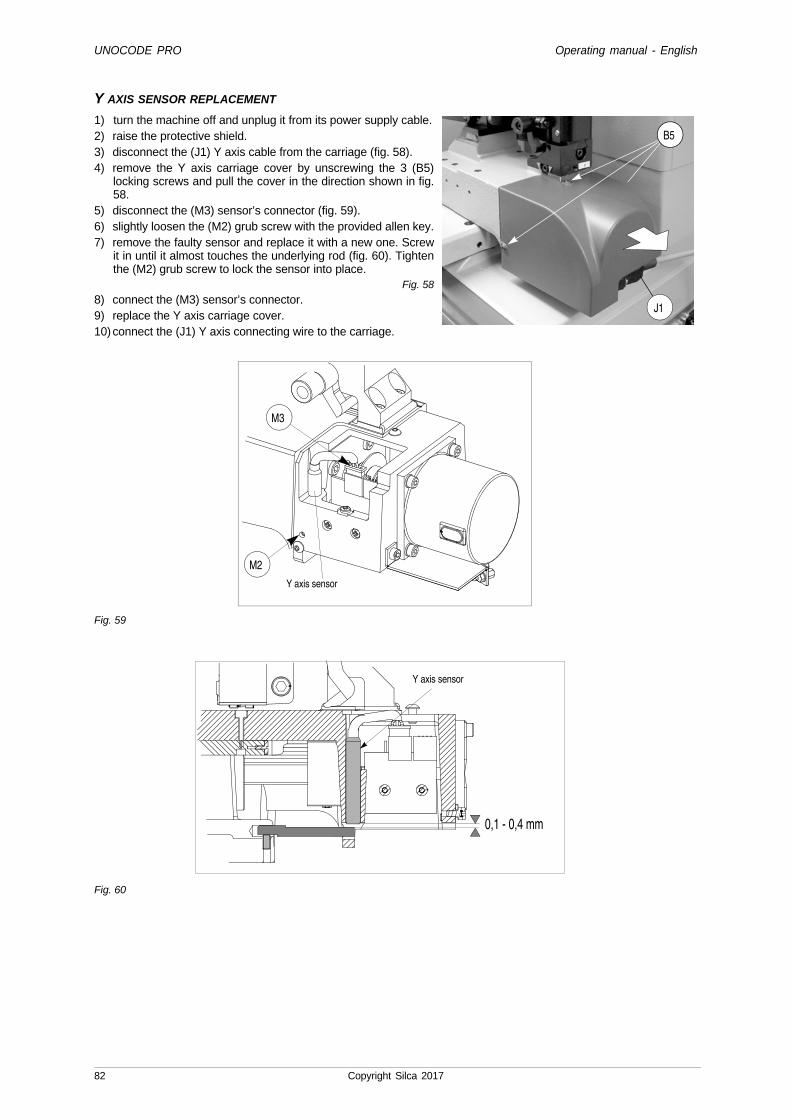
UNOCODE PRO Operating manual - English
82 Copyright Silca 2017
Y AXIS SENSOR REPLACEMENT
1) turn the machine off and unplug it from its power supply cable.2) raise the protective shield.3) disconnect the (J1) Y axis cable from the carriage (fig. 58).4) remove the Y axis carriage cover by unscrewing the 3 (B5)
locking screws and pull the cover in the direction shown in fig.58.
5) disconnect the (M3) sensor’s connector (fig. 59).6) slightly loosen the (M2) grub screw with the provided allen key.7) remove the faulty sensor and replace it with a new one. Screw
it in until it almost touches the underlying rod (fig. 60). Tightenthe (M2) grub screw to lock the sensor into place.
Fig. 58
8) connect the (M3) sensor’s connector.9) replace the Y axis carriage cover.10)connect the (J1) Y axis connecting wire to the carriage.
Fig. 59
Fig. 60
B5
J1
M3
M2
Y axis sensor
Y axis sensor
0,1 - 0,4 mm
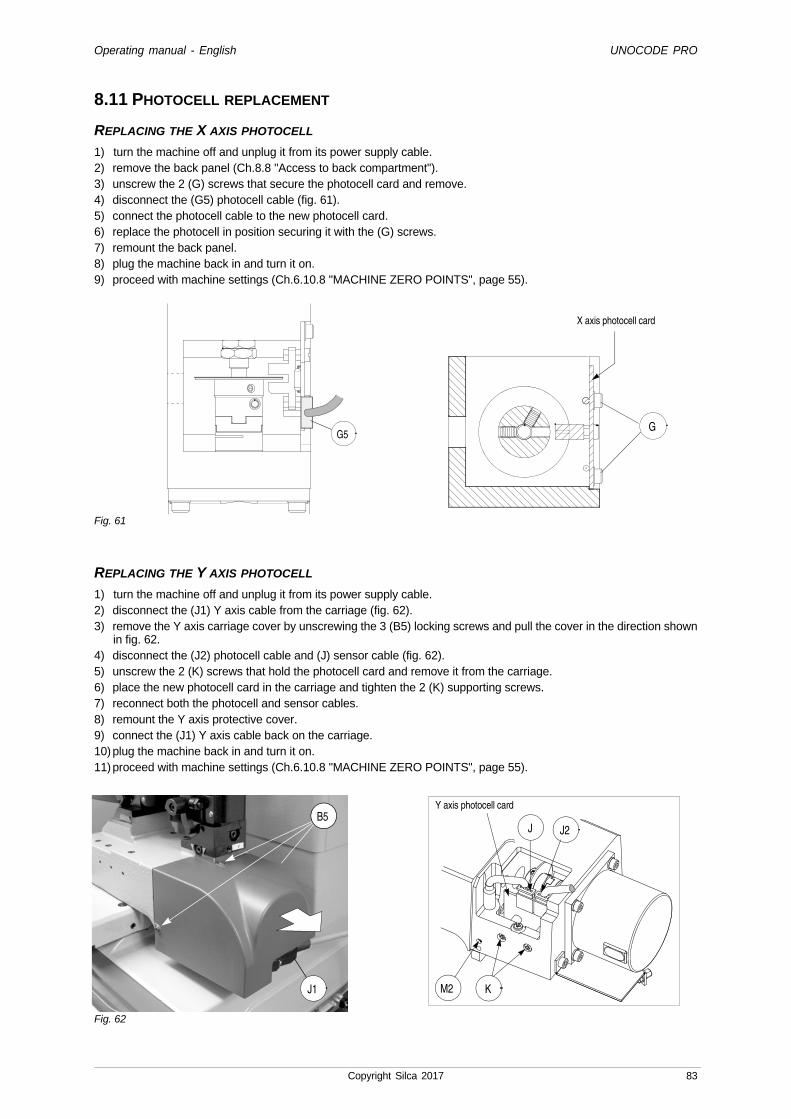
Operating manual - English UNOCODE PRO
Copyright Silca 2017 83
8.11 PHOTOCELL REPLACEMENT
REPLACING THE X AXIS PHOTOCELL
1) turn the machine off and unplug it from its power supply cable.2) remove the back panel (Ch.8.8 "Access to back compartment").3) unscrew the 2 (G) screws that secure the photocell card and remove.4) disconnect the (G5) photocell cable (fig. 61).5) connect the photocell cable to the new photocell card.6) replace the photocell in position securing it with the (G) screws.7) remount the back panel.8) plug the machine back in and turn it on.9) proceed with machine settings (Ch.6.10.8 "MACHINE ZERO POINTS", page 55).
Fig. 61
REPLACING THE Y AXIS PHOTOCELL
1) turn the machine off and unplug it from its power supply cable.2) disconnect the (J1) Y axis cable from the carriage (fig. 62).3) remove the Y axis carriage cover by unscrewing the 3 (B5) locking screws and pull the cover in the direction shown
in fig. 62.4) disconnect the (J2) photocell cable and (J) sensor cable (fig. 62).5) unscrew the 2 (K) screws that hold the photocell card and remove it from the carriage.6) place the new photocell card in the carriage and tighten the 2 (K) supporting screws.7) reconnect both the photocell and sensor cables.8) remount the Y axis protective cover.9) connect the (J1) Y axis cable back on the carriage.10)plug the machine back in and turn it on.11)proceed with machine settings (Ch.6.10.8 "MACHINE ZERO POINTS", page 55).
Fig. 62
X axis photocell card
GG5
KM2
J J2
Y axis photocell cardB5
J1
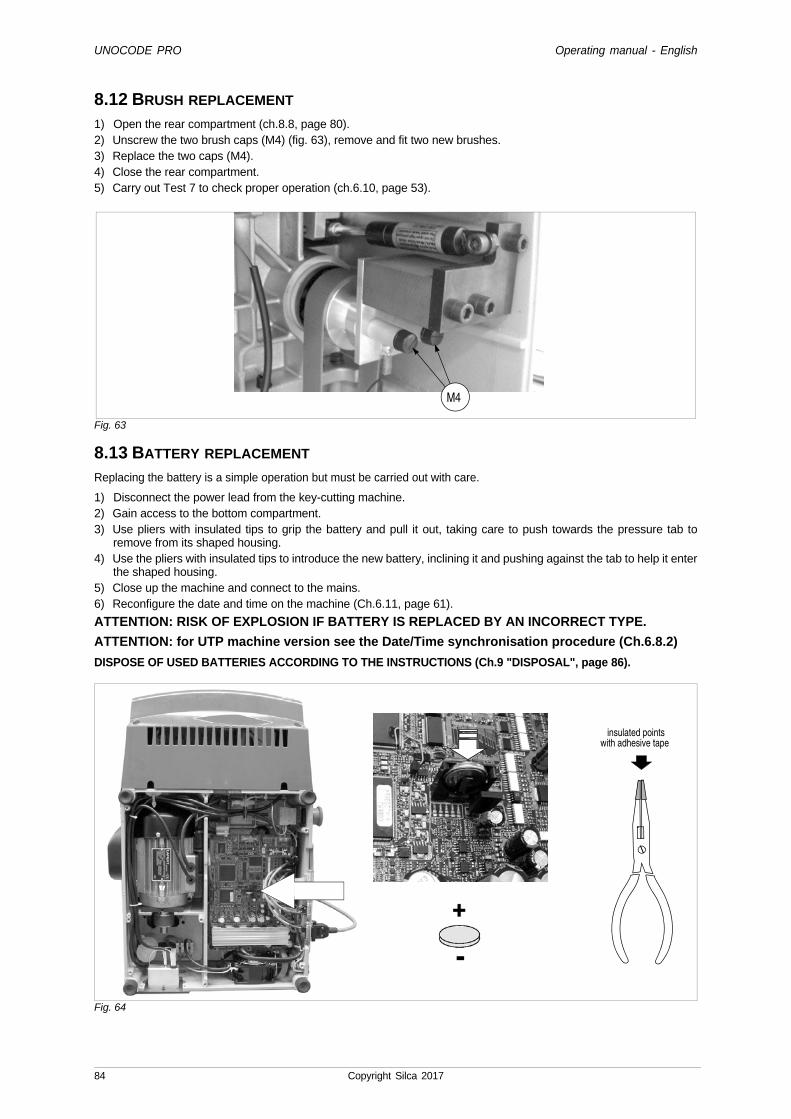
UNOCODE PRO Operating manual - English
84 Copyright Silca 2017
8.12 BRUSH REPLACEMENT
1) Open the rear compartment (ch.8.8, page 80).2) Unscrew the two brush caps (M4) (fig. 63), remove and fit two new brushes.3) Replace the two caps (M4).4) Close the rear compartment.5) Carry out Test 7 to check proper operation (ch.6.10, page 53).
Fig. 63
8.13 BATTERY REPLACEMENT
Replacing the battery is a simple operation but must be carried out with care.
1) Disconnect the power lead from the key-cutting machine.2) Gain access to the bottom compartment.3) Use pliers with insulated tips to grip the battery and pull it out, taking care to push towards the pressure tab to
remove from its shaped housing.4) Use the pliers with insulated tips to introduce the new battery, inclining it and pushing against the tab to help it enter
the shaped housing.5) Close up the machine and connect to the mains.6) Reconfigure the date and time on the machine (Ch.6.11, page 61).
ATTENTION: RISK OF EXPLOSION IF BATTERY IS REPLACED BY AN INCORRECT TYPE.
ATTENTION: for UTP machine version see the Date/Time synchronisation procedure (Ch.6.8.2)
DISPOSE OF USED BATTERIES ACCORDING TO THE INSTRUCTIONS (Ch.9 "DISPOSAL", page 86).
Fig. 64
M4
insulated pointswith adhesive tape
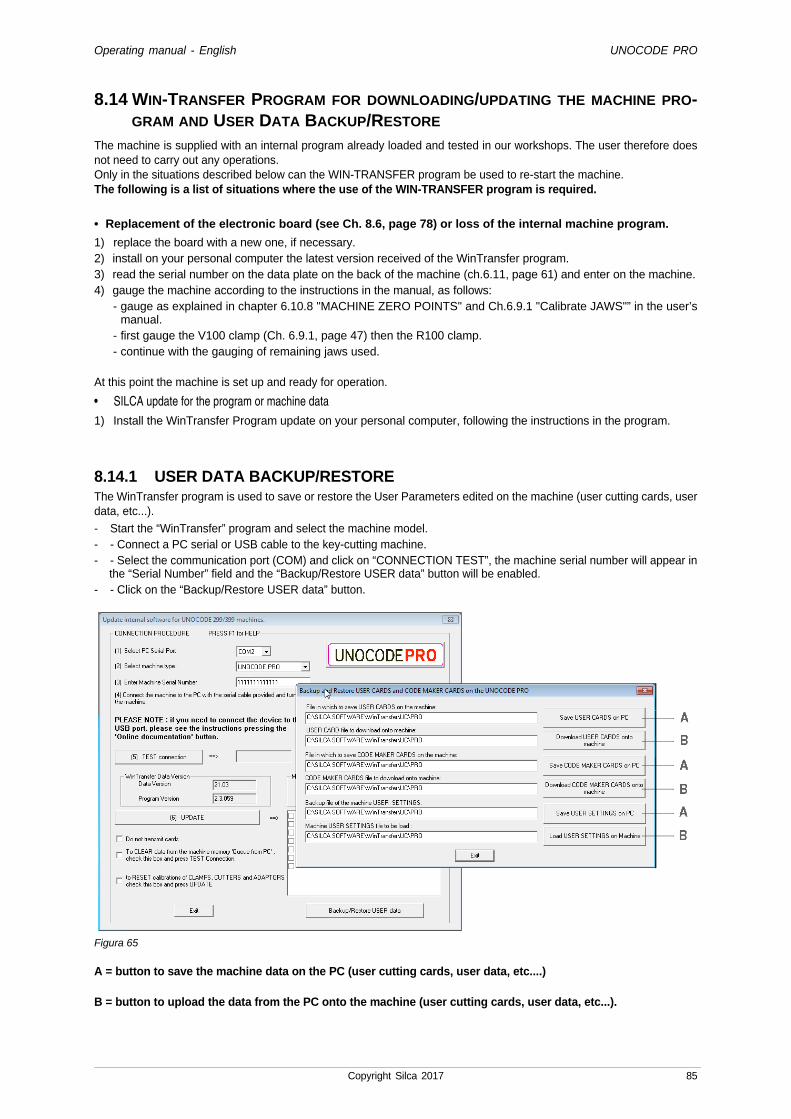
Operating manual - English UNOCODE PRO
Copyright Silca 2017 85
8.14 WIN-TRANSFER PROGRAM FOR DOWNLOADING/UPDATING THE MACHINE PRO-GRAM AND USER DATA BACKUP/RESTORE
The machine is supplied with an internal program already loaded and tested in our workshops. The user therefore doesnot need to carry out any operations.Only in the situations described below can the WIN-TRANSFER program be used to re-start the machine.The following is a list of situations where the use of the WIN-TRANSFER program is required.
• Replacement of the electronic board (see Ch. 8.6, page 78) or loss of the internal machine program.
1) replace the board with a new one, if necessary.2) install on your personal computer the latest version received of the WinTransfer program.3) read the serial number on the data plate on the back of the machine (ch.6.11, page 61) and enter on the machine.4) gauge the machine according to the instructions in the manual, as follows:
- gauge as explained in chapter 6.10.8 "MACHINE ZERO POINTS" and Ch.6.9.1 "Calibrate JAWS"” in the user’smanual.
- first gauge the V100 clamp (Ch. 6.9.1, page 47) then the R100 clamp.- continue with the gauging of remaining jaws used.
At this point the machine is set up and ready for operation.
• SILCA update for the program or machine data1) Install the WinTransfer Program update on your personal computer, following the instructions in the program.
8.14.1 USER DATA BACKUP/RESTORE The WinTransfer program is used to save or restore the User Parameters edited on the machine (user cutting cards, userdata, etc...).
- Start the “WinTransfer” program and select the machine model.- - Connect a PC serial or USB cable to the key-cutting machine.- - Select the communication port (COM) and click on “CONNECTION TEST”, the machine serial number will appear in
the “Serial Number” field and the “Backup/Restore USER data” button will be enabled.- - Click on the “Backup/Restore USER data” button.
Figura 65
A = button to save the machine data on the PC (user cutting cards, user data, etc....)
B = button to upload the data from the PC onto the machine (user cutting cards, user data, etc...).
UNOCODE PRO Operating manual - English
86 Copyright Silca 2017
9 DISPOSALFor correct disposal please refer to current standards.
INFORMATION FOR USERS OF PROFESSIONAL EQUIPMENT
From "Actuation of Directive 2012/19/EU regarding Waste Electrical and ElectronicEquipment (WEEE)"
The symbol of a crossed waste bin found on equipment or its packing indicates that at the end of the product’s useful lifeit must be collected separately from other waste so that it can be properly treated and recycled.In particular, separate collection of this professional equipment when no longer in use is organised and managed:
a) directly by the user when the equipment was placed on the market before 31 December 2010and the user personally decides to eliminate it without replacing it with new equivalent equi-pment designed for the same use;
b) by the manufacturer, that is to say the subject which was the first to introduce and marketnew equipment that replaces previous equipment, when the user decides to eliminate equi-pment placed on the market before 31 December 2010 at the end of its useful life and replaceit with an equivalent product designed for the same use. In this latter case the user may askthe manufacturer to collect the existing equipment;
c) by the manufacturer, that is to say the subject which was the first to introduce and marketnew equipment that replaces previous equipment, if it was placed on the market after 31 De-cember 2010;
With reference to portable batteries/accumulators, when such products are no longer in use the user shall take them tosuitable authorised waste treatment facilities.
Suitable separate collection for the purpose of forwarding discarded equipment and batteries/accumulators for recycling,treatment or disposal in an environmentally friendly way helps to avoid possible negative effects on the environment andhuman health and encourages re-use and/or recycling of the materials making up the equipment.
To remove batteries/accumulators, consult the manufacturer’s specific instructions: (see relevant chapter in the users’manual)
The sanctions currently provided for by law shall apply to users who dispose of equipment,batteries and accumulators in unauthorised ways.

Operating manual - English UNOCODE PRO
Copyright Silca 2017 87
10 ASSISTANCESilca provides full service to purchasers of the UNOCODE PRO key-cutting machine. To ensure complete safety to theoperator and machine, any job not specified in this manual should only be carried out by the manufacturer or recom-mended Silca Service Centres.On the back cover of this manual is a list of the manufacturer’s addresses; listed below are the addresses of specializedservice centres.
10.1 HOW TO REQUEST SERVICE
The guarantee attached to the UNOCODE PRO ensures free repairs or replacements of faulty parts within 24 months ofthe date of purchase. All other service calls must be arranged by the customer with Silca or specialized Silca servicecentres.
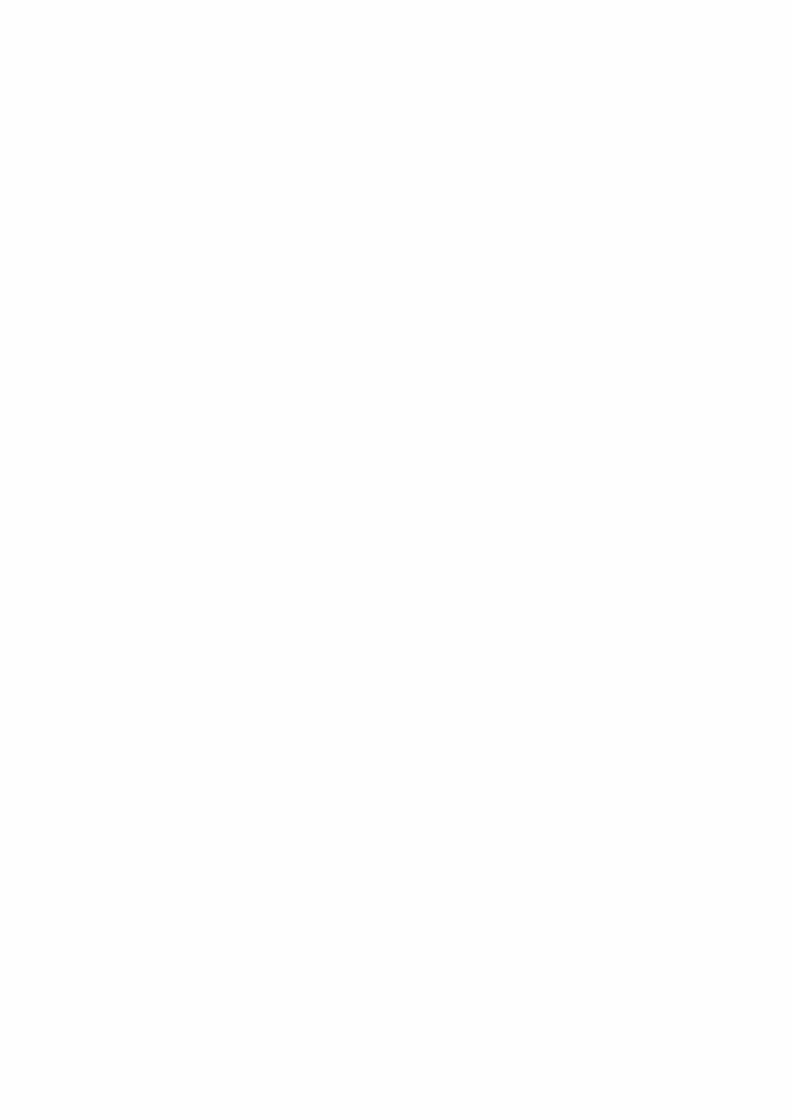
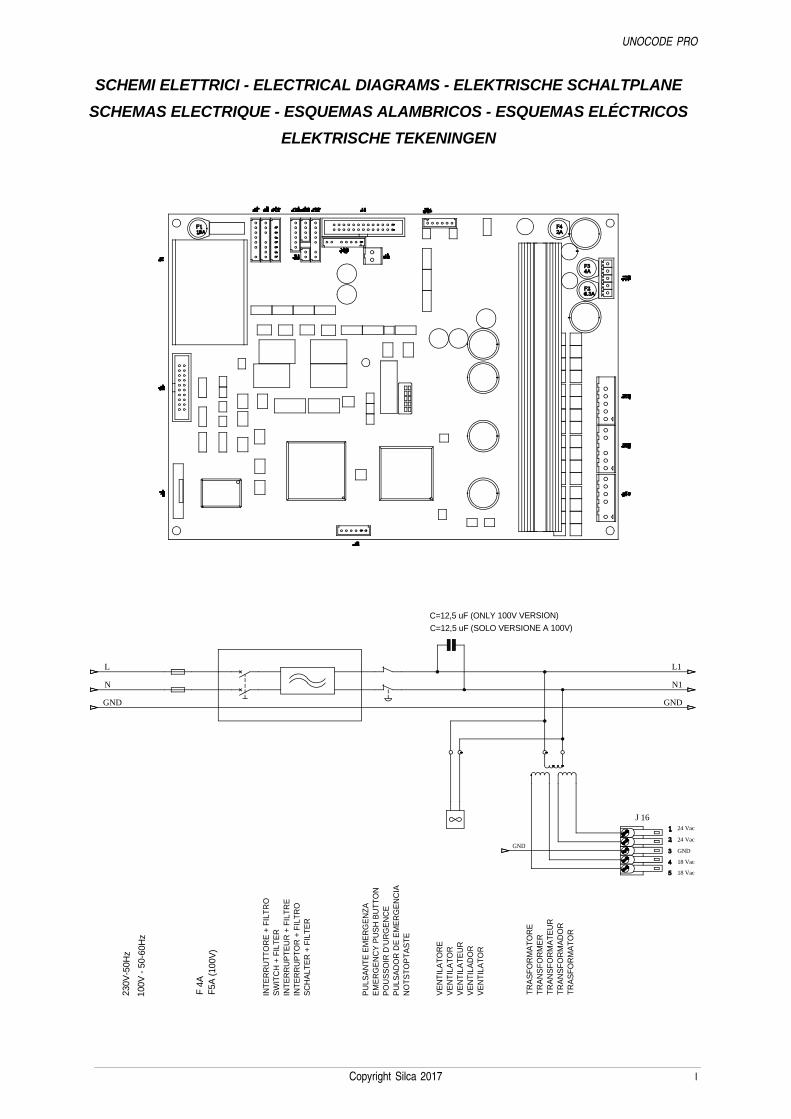
UNOCODE PRO
Copyright Silca 2017 I
SCHEMI ELETTRICI - ELECTRICAL DIAGRAMS - ELEKTRISCHE SCHALTPLANE
SCHEMAS ELECTRIQUE - ESQUEMAS ALAMBRICOS - ESQUEMAS ELÉCTRICOS
ELEKTRISCHE TEKENINGEN
GND
F26.3A
F34A
F110A
F42A
230V
- 50H
z
F 4
A
L
GND
N
1 24 Vac
3
5
4
2
GND
18 Vac
18 Vac
24 Vac
L1
J 16
GND
N1
INT
ER
RU
TT
OR
E +
FIL
TR
OS
WIT
CH
+ F
ILT
ER
INT
ER
RU
PT
EU
R +
FIL
TR
EIN
TE
RR
UP
TO
R +
FIL
TR
OS
CH
ALT
ER
+ F
ILT
ER
PU
LSA
NT
E E
ME
RG
EN
ZA
EM
ER
GE
NC
Y P
US
H B
UT
TO
NP
OU
SS
OIR
D’U
RG
EN
CE
PU
LSA
DO
R D
E E
ME
RG
EN
CIA
NO
TS
TO
PT
AS
TE
VE
NT
ILA
TO
RE
VE
NT
ILA
TO
RV
EN
TIL
AT
EU
RV
EN
TIL
AD
OR
VE
NT
ILA
TO
R
TR
AS
FO
RM
AT
OR
ET
RA
NS
FO
RM
ER
TR
AN
SF
OR
MA
TE
UR
TR
AN
SF
OR
MA
DO
RT
RA
SF
OR
MA
TO
R
C=12,5 uF (ONLY 100V VERSION)
C=12,5 uF (SOLO VERSIONE A 100V)
100V
- 5
0-60
Hz
F5 A
(10
0V)
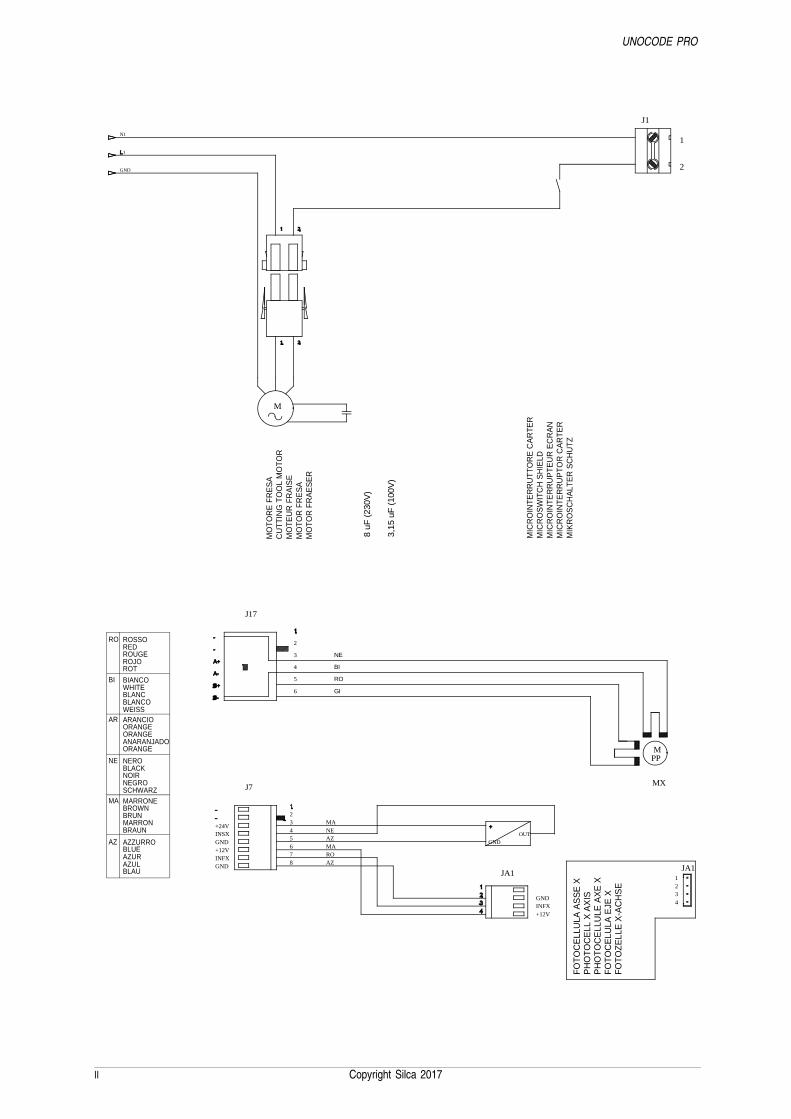
UNOCODE PRO
II Copyright Silca 2017
2
1
J1
4
6
5
3
2
MO
TO
R F
RA
ES
ER
MO
TO
R F
RE
SA
234
8765
1234
SCHWARZ
ORANGE
J17
BLAU
BLUE
BRAUN
BROWN
+MA
BI
MA
NERO
BLANC
ROUGE
ORANGE
AR
AZUR
OUTGND
INFX
B-
INSX
-
NEGRO
BI
MX
BRUN
+12V
1
GI
NE
MA
BLACK
WHITE
ROJO
WEISS
PP
AZUL
MARRONE
B+
A+
ROSSORORED
AZ
+24VNE
1
+12V
NOIR
BIANCO
BLANCO
ANARANJADO
ARANCIO
M
AZ
JA1
32
JA1
INFXGND
RO
-
AZ
ROT
ORANGE
J7
NE
GNDAZZURRO
MARRON
4
GND
A-RO
8 u
F (
230V
)
M
1 2
GND
L1
N1
1 2
MO
TO
RE
FR
ES
AC
UT
TIN
G T
OO
L M
OT
OR
MO
TE
UR
FR
AIS
E
MIK
RO
SC
HA
LTE
R S
CH
UT
ZM
ICR
OIN
TE
RR
UP
TO
R C
AR
TE
R
MIC
RO
INT
ER
RU
TT
OR
E C
AR
TE
RM
ICR
OS
WIT
CH
SH
IELD
MIC
RO
INT
ER
RU
PT
EU
R E
CR
AN
FO
TO
CE
LLU
LA A
SS
E X
PH
OT
OC
ELL
X A
XIS
PH
OT
OC
ELL
ULE
AX
E X
FO
TO
CE
LULA
EJE
XF
OT
OZ
ELL
E X
-AC
HS
E
3,1
5 uF
(10
0V)
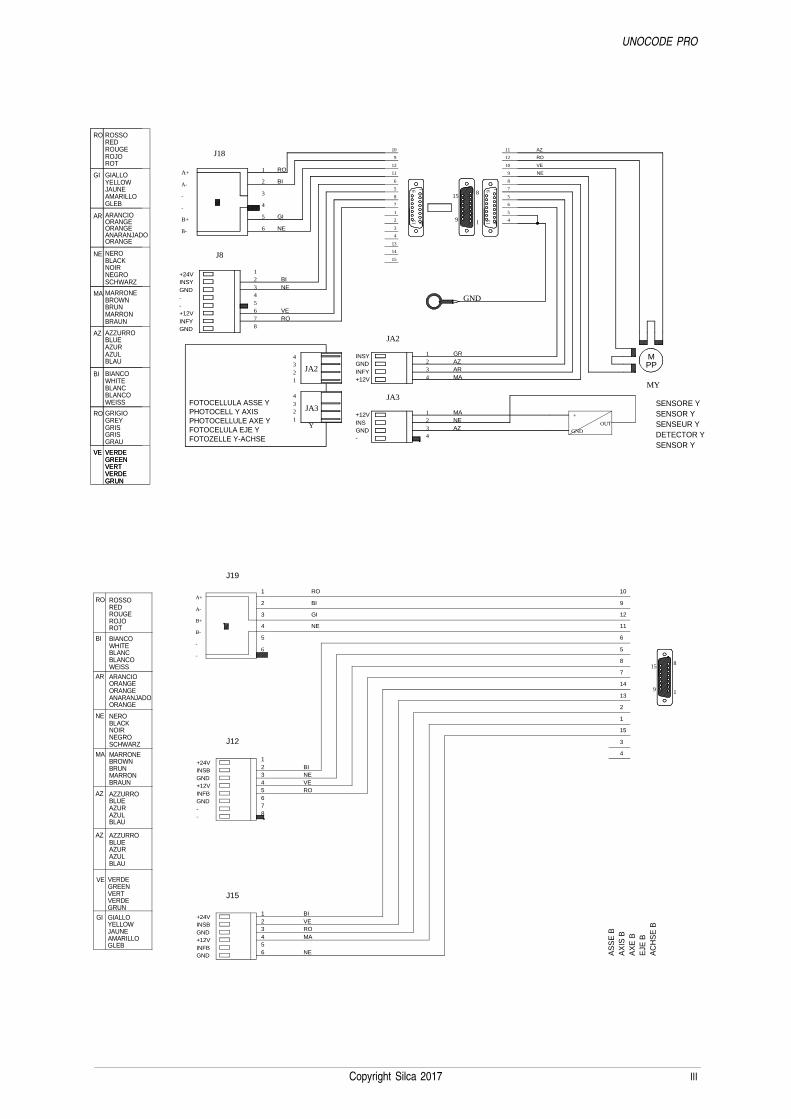
UNOCODE PRO
Copyright Silca 2017 III
BLANC
NERO
GLEB
GRUN
SCHWARZ
ANARANJADO
AZ
-
ARANCIO
INFY
ROJO
VERT
2
MARRONE
8
AZ
BI
ROSSO
YELLOW
A+
2
BLANC
1ORANGE
AZUL
AZZURRO
BRUN
GLEB
GRUN
8
GREEN
+24V
4
10
AZZURRO
MARRONE
ORANGE
GND
INSY
BI
2
PP
AZUR
INFB
AZUR
WEISS
GRIS
3
GND
7
AR
15
5
85
GND
GND
1
AMARILLO
1
-
AR
915
8
BLAU
1
BI
RO
4
12
GND
JAUNE
GND
GIALLO
RO
2
BIANCO
NE
VERDE
7
2
RO
BLUE
NEGRO
AZUR
B+
3
YELLOW
4
-
WHITE
VE
GRUN
ANARANJADO
VE
15
-
RO
RED
4
1
GI
J19
AZ
AZZURRO
11
13
6
13
9
NE
SCHWARZ
ROJO
MARRON
BIANCO
INSY
2
GI
JAUNE
5
JA3
3
+12V
BLACK
7
GREEN
+24V
VE
BLANCO
BLACK
GRAU
4
J8
MA1
VE
VERDE
2 OUTINS
BRUN
1
9
VE
5
Y
3
-
J12
MA
BRAUN
+12V
11
INSB
RO
4
2
J18
GND
ROSSO
AZ
3
ORANGE 14
1
9
MA
-
5
NE
WEISS
6
ORANGE
AZ
BLUE
MA
2
B-
ROUGE
B-
4
VERDE
14
12
ORANGE
VERDE
3
1
MY
BLANCO
MA
-
+12V
3
GRIS
9
NE
VERT
1
5
6
15
4
BI
GIALLO
GRIGIO
-
ARANCIO
2
8
NE
BRAUN
NE
ROT
4
12
VERT
8
10
AZUL
A-
INFY
6
3
GR
NE
VE
INFB
AZ
+12V
BI
B+
M
10
NERO
4
5
15
8
JA2
ROT
ORANGE
GI
15
JA3
6
BROWN
NE
VE
J15
9
3
GREY
+12V
AZUL
NE
+
MARRON
5 1
6
+24V
7
BI
4
AMARILLO
A-
NOIR
1
1
RO
8
BLAU
NOIR
GND
BLAU
-
NEGRO
4
JA2
9
1
3
11ROUGE
BROWN
WHITE
A+ RO
RED
VERDE
3
8
BI
5
6
RO
RO
BLUE
GI
AR
2
VERDE
6
GND
1
GREEN
7
GND
INSB
SENSORE YSENSOR YSENSEUR YDETECTOR YSENSOR Y
FOTOCELLULA ASSE YPHOTOCELL Y AXISPHOTOCELLULE AXE YFOTOCELULA EJE YFOTOZELLE Y-ACHSE
AS
SE
BA
XIS
BA
XE
BE
JE B
AC
HS
E B
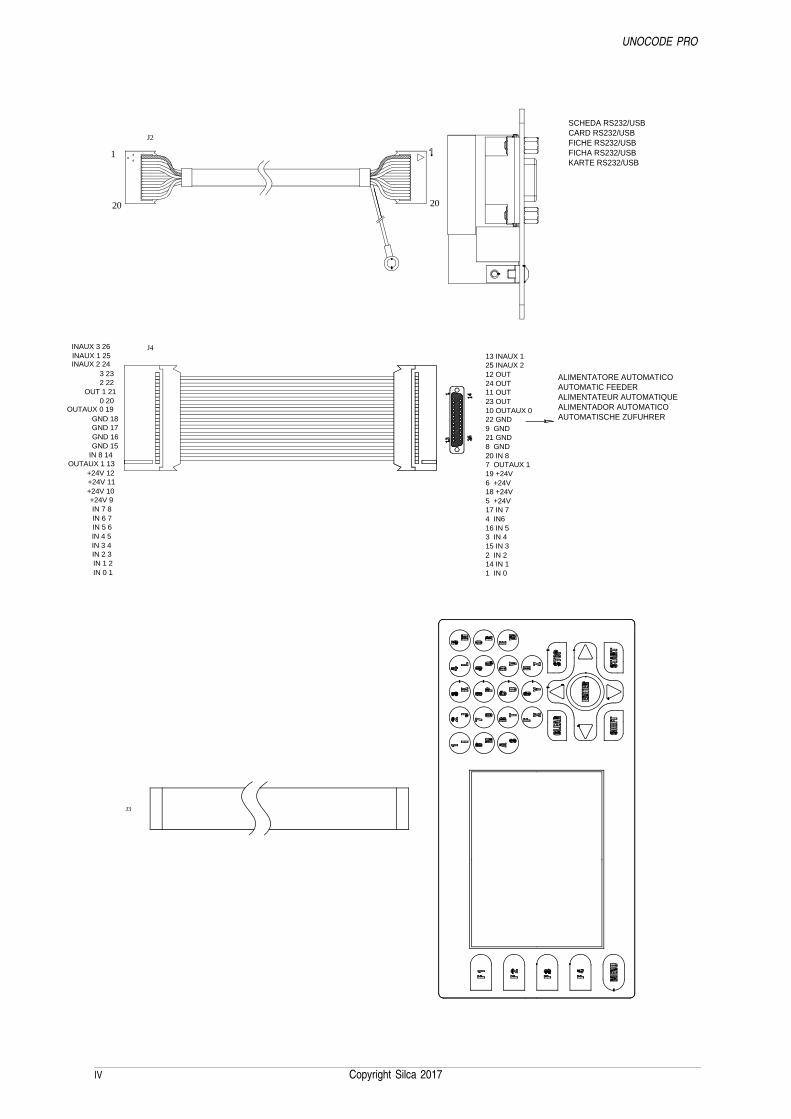
UNOCODE PRO
IV Copyright Silca 2017
1
J4
IN 7 8
3 IN 4
IN 2 3
INAUX 3 26
12 OUT
14
OUT 1 21
22 GND
GND 16
7 OUTAUX 1
+24V 11
17 IN 7
J3
IN 5 6
2 IN 2
IN 0 1
INAUX 2 24
11 OUT
25
OUTAUX 0 19
21 GND
IN 8 14
6 +24V
+24V 9
16 IN 5
IN 3 4
1 IN 0
25 INAUX 2
1
2 22
10 OUTAUX 0
GND 17
20 IN 8
+24V 12
5 +24V
IN 6 7
15 IN 3
IN 1 2
INAUX 1 25
24 OUT
1 3
J2
0 20
9 GND
GND 15
19 +24V
+24V 10
4 IN6
IN 4 5
14 IN 1
13 INAUX 1
3 23
23 OUT
GND 18
8 GND
OUTAUX 1 13
18 +24V
20 20
SCHEDA RS232/USBCARD RS232/USBFICHE RS232/USBFICHA RS232/USBKARTE RS232/USB
ALIMENTATORE AUTOMATICOAUTOMATIC FEEDERALIMENTATEUR AUTOMATIQUEALIMENTADOR AUTOMATICOAUTOMATISCHE ZUFUHRER
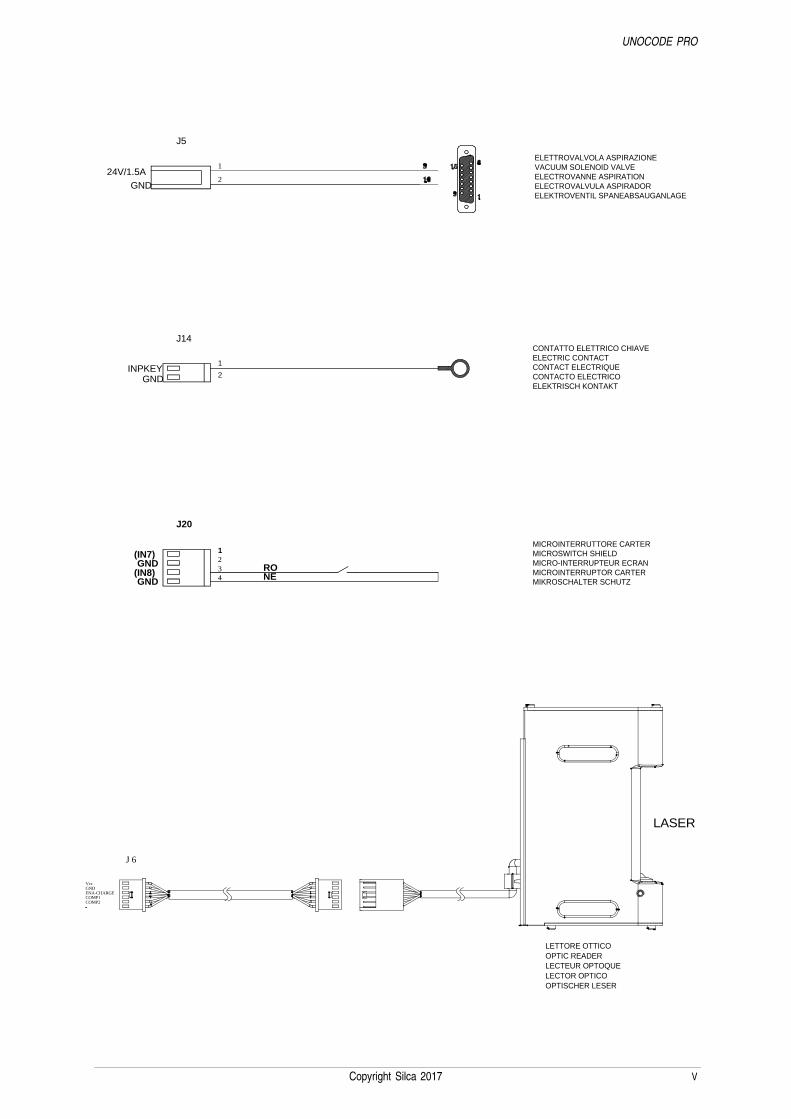
UNOCODE PRO
Copyright Silca 2017 V
4321
2
1
2
1
GND
10
(IN7)
J14
9
INPKEY
15 824V/1.5A
J20
J 6
GND
Vcc
GND
-
GND
COMP2
9
LASER
COMP1ENA-CHARGE
(IN8)
J5
NE
GND
1
RO
ELETTROVALVOLA ASPIRAZIONEVACUUM SOLENOID VALVEELECTROVANNE ASPIRATIONELECTROVALVULA ASPIRADORELEKTROVENTIL SPANEABSAUGANLAGE
CONTATTO ELETTRICO CHIAVEELECTRIC CONTACTCONTACT ELECTRIQUECONTACTO ELECTRICOELEKTRISCH KONTAKT
MICROINTERRUTTORE CARTERMICROSWITCH SHIELDMICRO-INTERRUPTEUR ECRANMICROINTERRUPTOR CARTERMIKROSCHALTER SCHUTZ
LETTORE OTTICOOPTIC READERLECTEUR OPTOQUELECTOR OPTICOOPTISCHER LESER
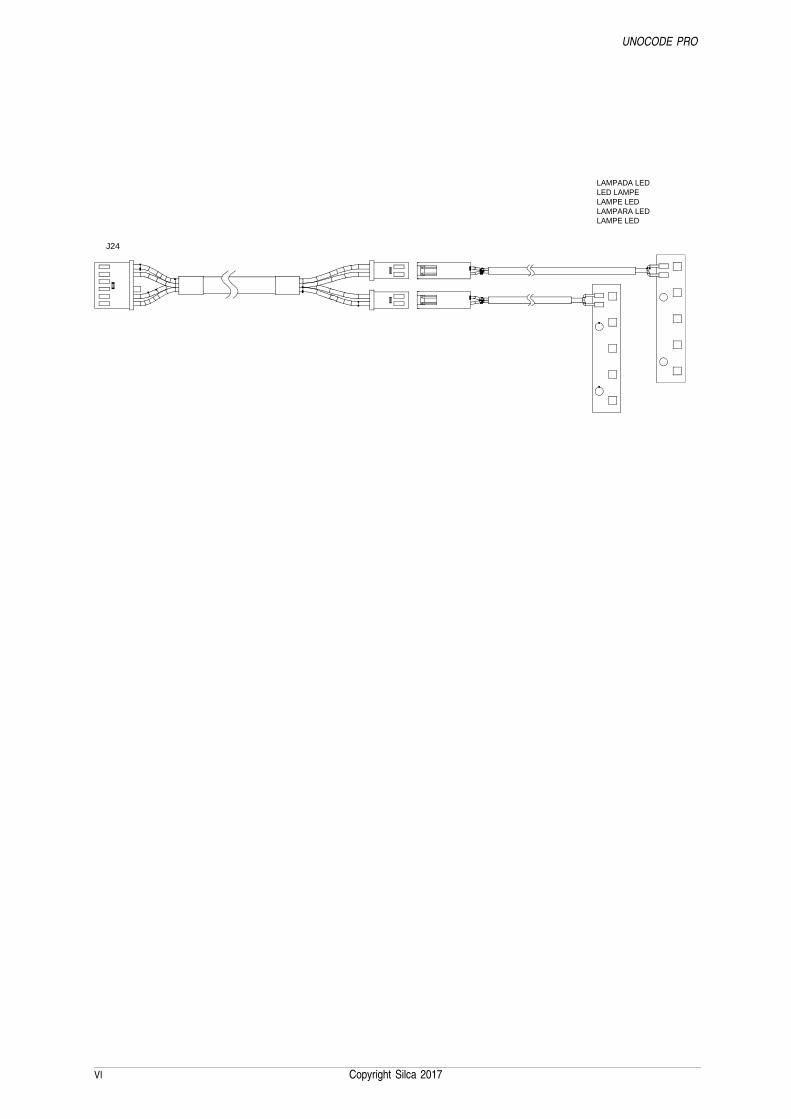
UNOCODE PRO
VI Copyright Silca 2017
J24
LAMPADA LEDLED LAMPELAMPE LEDLAMPARA LEDLAMPE LED
VITTORIO VENETO 25/02/2016 CE DECLARATION OF MACHINE COMPLIANCE SILCA S.p.A. - VIA PODGORA 20 ( Z.I.) 31029 VITTORIO VENETO (TV) - (ITALY) TEL. 0438 9136 - FAX. 0438 913800 Declares under its own responsibility that the Key-cutting machine model UNOCODE PRO complies with the requirements of the following European Directives: European Union DIRECTIVE 2006/42/CE (Machines) and with the EN 12100 – 1 / EN 12100 – 2 EN ISO 13849 – 1 :2006 / EN ISO 13849 – 2 :2003 Standards European Union DIRECTIVE 2004/108/CE (Electromagnetic Compatibility) and with the EN 55022 / EN 55024 EN 61000 – 3 – 2 / EN 61000 – 3 – 3 / EN 62233 : 2008 Standards European Union DIRECTIVE 2006/95/CE (Low Voltage) | 16 | and with the EN 60950 – 1 / EN 60825 – 1 Standards Claudio Tomasella of the Silca S.p.A. Research & Development Division is authorized to create a Technical File. General Manager Basic Production Center
SILCA S.p.A.Via Podgora, 20 (Z.I.)
31029 VITTORIO VENETO (TV)Phone: +39 0438 9136Fax +39 0438 913800E-mail: [email protected]
www.silca.biz
United KingdomSILCA Ltd.
Unit 6 Lloyds Court - Manor RoyalCRAWLEY RH10 9QU
Phone: +44 1293 531134Fax +44 1293 531108
E-mail: [email protected]
IndiaMINDA SILCA Engineering Ltd.
Plot no.37, Toy City,GREATER NOIDA (U.P.) - 201308
Phone: +91 9871397630/31Fax: +91 120 2351301
E-mail: [email protected]
FranceSILCA S.A.S.
12, Rue de RouenZ.I. de Limay - Porcheville
78440 PORCHEVILLEPhone: +33 1 30983500
Fax +33 1 30983501E-mail: [email protected]
www.silca.fr
North AmericaU.S.A., Canada, Caribbean Islands
KABA Ilco Corp.400 Jeffreys Road
Rocky Mount, NC 27804 USAPhone: 1 800 334 1381 / 1 252 446 3321
Fax: 1 252 446 4702E-mail: [email protected]
www.ilco.us
GermanySILCA GmbH
Siemensstrasse, 3342551 VELBERT
Phone: +49 2051 2710Fax +49 2051 271172E-mail: [email protected]
www.silca.de
Central AmericaMexico, Guatemala, Belize, El Salvador,
Honduras, Nicaragua, Costa Rica, PanamaCorporación Cerraiera Alba S.A. de C.V.
Kaba MexicoProlongación avenida independencia 14, Bodega 5,
Col.Los reyes, Tultitlán, Estado de México C.P. 54915Phone: 01 55 5366 7200
E-mail: [email protected]
SpainSILCA KEY SYSTEMS S.A.
C/Santander 73A08020 BARCELONA
Phone: +34 93 4981400Fax +34 93 2788004E-mail: [email protected]
www.silca.es
BrazilKABA DO BRASIL Ltda
Rua Guilherme Asbahr Neto, 510São Paulo, SP 04646-001
Phone: +55 11 55454520 / 29E-mail: [email protected]
www.silcachaves.com.br
NetherlandsH. CILLEKENS B.V.
Metaalweg, 46045 JB ROERMOND
Phone: +31 475 325147Fax +31 475 323640
E-mail: [email protected]
ColombiaSILCA SOUTH AMERICA S.A.Km 1.5 Via Briceño-Zipaquira
Parque Ind. Trafalgar Bodega 3Tocancipa-Cundinamarca
Phone: +57 1 7366480Fax +57 1 7366490www.fl exonsilca.co