textile wet processing sustainable chemical management
TRANSCRIPT
Textile Wet ProcessingTextile wet processing is the collective term for the processes used to improve textiles in terms of the aforementioned properties.
From: Sustainable Apparel, 2015
Related terms:
Energy Engineering, Sustainable Development, Textile Processing, Pretreatment, Hazardous Chemical, Reuse, Cyclodextrins, Textile Material
View all Topics
Sustainable chemical management and zero dischargesK. Amutha, in Sustainable Fibres and Textiles, 2017
Abstract
Textile wet processing employs a huge amount of water, dyes and chemicals, and other materials for processes such as dyeing, printing and finishing. This industry is said to be a major cause of environmental pollution. To achieve sustainable production, many of the processes have been modified; the use of hazardous, carcinogenic dyes and chemicals has been banned. For better management, waste is classified based on its nature and how measures such as recycling are employed. This chapter gives an overview of the sustainability issues of textile wet processing, zero discharge of hazardous chemicals, the Restricted Substance List, the Manufacturing Restricted Substance List, zero liquid discharge, and so on.
> Read full chapter
Fabric FinishingP. Hauser, in Textiles and Fashion, 2015
18.2 Processing Methods
Textile wet processing is carried out either in batches, a continuous process, or a combination of the two. The choice of processing method depends on a number of factors, including the volume of fabric to be processed, the steps required, and the cost.
In batch processing, the fabric and calculated amounts of chemicals and water are put into a single vessel and stirred and heated as necessary. If there are several processes to be carried out on the same batch of fabric, the vessel may have to be emptied and cleaned between processes, making this method time-consuming. Batches of up to 1000 yards of fabric, and sometimes more, may be processed in this way.
Continuous processing uses a series of vessels, each of which represents one processing step. The combination of processing vessels is known as the range, and the total number of vessels in the range can be as many as 20 or more. The fabric is passed from one vessel to the next in the correct sequence for the processes being carried out. Continuous processing can reach speeds of 100 yards of fabric per minute. Because some fabric will be wasted when the range is first set up and adjusted to optimize performance, continuous processing is best for large yardages of fabric.
The preparation methods described in the following section are thus the first steps in any batch or continuous processing operation.
> Read full chapter
Functional finishes for high-perfor-mance apparelR.R. Bonaldi, in High-Performance Apparel, 2018
6.1 Introduction
Textile wet processing normally includes pretreatment (or preparation), coloration (dyeing or printing), and finishing. Finishing is the final step in the fabric man-ufacturing process and it gives special functionalities to textiles. In this chapter, the term finishing is used in a broader sense and includes not only fabric finishes but also yarn finishes. In addition, the functionalities presented are related not only to the wearer but also to the environmental benefits. Therefore, this chapter introduces the basic aspects of functional finishes applied to high-performance
apparel, including yarn and fabric treatments. First, the most important functional properties are presented, then an overview of processing and techniques for yarn and fabric treatments are given. The reader can also find a deeper overview of finishing applied to high-performance textiles in Gulrajani (2013), Schindler and Hauser (2004), Paul (2015), Pan and Sun (2011), and Hayes and Venkatraman (2016).
The functional finishes discussed herein are mainly dedicated to chemical finishes (or wet finishing), because this is the one normally used to impart new functionalities to textiles. However, the functionalities are not solely obtained from chemical treat-ments; instead, it is a combination of chemical, mechanical treatments, and fabric characteristics. For instance, the yarn type and fabric structure are also important and will be briefly discussed in this chapter. Other possible finishes, which are not discussed herein, include mechanical (dry finishing) and biotechnological finishes. Mechanical finishes are those based on physical means to change the appear-ance, surface, and dimensional characteristic of the textiles such as in calendering, embossing, sueding, emerizing, brushing, raising, heat setting, and sanforizing. Biotechnological finishes are mainly those that rely on enzyme treatments for specific surface modifications.
> Read full chapter
Introduction to chemical finishingW.D. Schindler, P.J. Hauser, in Chemical Finishing of Textiles, 2004
1.1 Wet and dry or chemical and mechanical finishing
Textile wet processing can be thought of having three stages, pretreatment (or preparation), coloration (dyeing or printing) and finishing. Finishing in the narrow sense is the final step in the fabric manufacturing process, the last chance to provide the properties that customers will value. Finishing completes the fabric’s performance and gives it special functional properties including the final ‘touch’.
But the term finishing is also used in its broad sense: ‘Any operation for improving the appearance or usefulness of a fabric after it leaves the loom or knitting machine can be considered a finishing step’.1 This broad definition includes pretreatments such as washing, bleaching and coloration. In this book the term finishing is used in the narrow definition to include all those processes that usually follow coloration and that add useful qualities to the fabric, ranging from interesting appearance and fashion aspects to high performance properties for industrial needs. This definition may be applied to similar finishing processes for grey fabrics (without coloration). Bleaching and carbonisation are chemical treatments that also improve the quality
of fabrics. They are not treated in this book because they belong typically in pretreat-ment, although there are rare exceptions.
Most finishes are applied to fabrics such as wovens, knitwear or nonwovens. But there are also other finishing processes, such as yarn finishing, for example sewing yarn with silicones and garment finishing (see Chapter 2.2.5). Textile finishing can be subdivided into two distinctly different areas, chemical finishing and mechanical finishing. Chemical finishing or ‘wet finishing’ involves the addition of chemicals to textiles to achieve a desired result (see Chapter 2). Physical properties such as dimensional stability and chemical properties such as flame retardancy can both be improved with chemical finishing. Typically, the appearance of the textile is unchanged after chemical finishing. Mechanical finishing or ‘dry finishing’ uses mainly physical (especially mechanical) means to change fabric properties and usu-ally alters the fabric appearance as well. Mechanical finishing also encompasses thermal processes such as heat setting (thermal finishing). Typical mechanical f-inishes include calendering, emerising, compressive shrinkage, raising, brushing and shearing or cropping, and especially for wool fabrics milling, pressing and setting with crabbing and decatering. A summary of mechanical finishing has recently appeared. 2
Often mechanical and chemical finishing overlap. Some mechanical finishes need chemicals, for example milling agents for the fulling process or reductive and fixation agents for the decatering of wool fabrics. On the other hand chemical finishing is impossible without mechanical assistance, such as fabric transport and product application. The assignment to mechanical or chemical finishing depends on the circumstance, if the major component of the fabric’s improvement step is more mechanical- or chemical-based.
This book will focus on the chemical finishing of textiles, the application of relatively minor amounts of chemicals (often < 5 g m− 2) to, in most cases, both sides of the fabric. Subsequent chapters will discuss the importance of each specific finish, the chemical mechanism for the effect, the chemicals used to provide the desired properties, the application and fixation procedures, the relevant evaluation methods and trouble shooting tips. Processes that employ high levels of chemical application (15–50 g m− 2 and more), primarily as one-sided treatments, such as coating are addressed only briefly in Chapter 2.
> Read full chapter
Water requirement and sustainability of textile processing industries
A.S.M. Raja, ... P.G. Patil, in Water in Textiles and Fashion, 2019
Abstract
In textile wet processing, water is used mainly for three purposes, namely, as a solvent for dyes and chemicals, as a medium for transferring dyes and chemicals to fabric, and as a washing and rinsing medium. Apart from the above processes, ion exchange, boiler, cooling water, steam drying, and the cleaning part of the process also consume a considerable amount of water. The amount of water used varies widely depending upon the type of textile fiber processed, the type of product (woven, knit, etc.), and the specific processes and equipment. Significant reductions in water use can be achieved by preventing unnecessary water consumption in textile processing mills. Implementation of in-plant control techniques should be employed for achieving significant reductions in water use, raw material and energy consumption, wastewater production and, in some cases, even wastewater load. There are several new developments aimed at conserving water in the textile process-ing industries. The present review outlines the water requirement of Indian textile industries, the water utilization pattern, water utilization in relation to equipment, the different processes adopted for sustainability of water, and water conservation techniques.
> Read full chapter
Plasma treatments for sustainable tex-tile processingC.-W. Kan, in Sustainable Apparel, 2015
3.3.2 Environmental aspect
In general, textile wet processing involves the use of toxic, hazardous, and less biodegradable compounds and auxiliaries and is a major source of effluents and pollution (Radetic et al., 2007). Recently, however, maintenance of a green environ-ment has become a critical global concern. The introduction of rigorous ecological legislation has forced companies to consider not only the issue of industrial waste disposal but also a possible replacement of conventional processes with treatments that can provide equal or even higher efficiency and lower environmental impact (Radetic et al., 2007). Recently, pretreatment (preparation) and finishing of textile fabrics by plasma technologies have increasingly begun to replace conventional wet chemical applications not only because of economic considerations but also
ecological considerations. The dry and environment-friendly treatment does not employ harmful chemical solutions, does not generate contaminated water, and does not create mechanical hazards for treated fabrics (Kan et al., 2011; De Geyter et al., 2006; Hossain et al., 2006; Keller et al., 2005; Ceria et al., 2010). The technology significantly reduces pollution caused by residual chemicals. In addition, plasma is able to modify the substrate surface properties, such as microroughness and inducing chemically active functional groups, without affecting bulk properties of the substrate (De Geyter et al., 2006; Ceria et al., 2010). Due to the improved water absorption of fabric, the efficient plasma pretreatment reduces the amount of chemicals needed in conventional processing with better exhaustion of chemicals from the bath (Radetic et al., 2007). Moreover, shortening of the wet processing time and a decrease in required wet processing temperature may save limited energy resources (Radetic et al., 2007).
In addition, plasma treatment can create the “worn look” of denim products which used to be produced by abrasive action of pumice stones on the garment surface or enzymatic stonewashing (biostoning) (Radetic et al., 2007; Ghoranneviss et al., 2006). The traditional stone washing often damaged garments and machines, and also, created the problems of a huge amount of pumice dust in the laundry environment and a reduction of machine capacity due to the number of stones required for the process. On the other hand, biostoning with enzymes requires large quantities of water and chemicals that are released as effluents, making the process less eco-friendly (Radetic et al., 2007; Buschle-Diller et al., 1994). However, plasma treatment may solve the problems of disposing of dust and effluents. Moreover, mechanical properties of the material may not change after plasma treatment, which further encourages the use of plasma technology in denim finishing (Radetic et al., 2007).
> Read full chapter
Green chemistry in the wet processing of textilesTahsin Gulzar, ... Arruje Hameed, in The Impact and Prospects of Green Chemistry for Textile Technology, 2019
1.2.10 Plasma technology as green approach in textile process-ing
Almost all steps of textile wet processing required huge amount of water and consumption of energy to maintain high temperature. Over the last few decades,
measures have been taken to reduce water and energy consumption substantially at each step of wet processing. The less use of water also reduces the consumption of chemicals which ultimately reduce effluent load and save cost of wastewater treatments. To this end, waterless treatment technologies are emerging as green alternatives to conventional wet processing of textiles.
In wet processing of textiles, plasma treatment technology has become an attractive water-free process as it requires less energy and fewer chemicals for the produc-tion of finished textiles in eco-friendly conditions (Nidhi and Abha, 2016). Plasma generates electrons, negative and positive ions, radicals, and atoms when it absorbs energy; consequently, plasma changes to electricity from electrical conductivity. Under these effects, the fabric surface gets modified due to physiochemical changes depending on the nature of gaseous matter, type of fabric, current, pressure, and temperature. In fact, surface properties do manage dyeability, wettability, pilling, and water resistance characteristics of textiles (Shishoo, 2007). Selected plasma treatments generate desired functionalities on textile surface rendering it to achieve specific value-added requirements. The plasma treatment technology is applicable to all types of fabric materials. The plasma treatment technology for textiles employs electrical discharge techniques.
In desizing process, water and chemicals are not used; thus, it reduced the cost of wastewater treatments. The plasma occurs at room temperature, so saves the con-sumption of energy. This technology improves the fixation and leveling properties of dyes. The water-free treatment requires no drying process (Poll et al., 2001).
Plasma treatment technology becomes an appropriate green approach to remove toxic sizing, finishing agents, and other contaminants from fabric. Poly vinyl alcohols (PVA) are also used as sizing agents along with starch on synthetic yarns. Later, the removal of hazardous PVA becomes hard task due to its solubility in hot water. The consumption of energy has been saved when plasma treatment makes PVA soluble in cold water. Plasma treatments decrease cotton scouring time as it assists to remove starch sizes (Bhat et al., 2011).
The hydrophilicity of synthetic fibers like PP and PET was increased using plasma treatments to induce dyeability in aqueous media and inkjet printability. The dye exhaustion on wool increased as a result of plasma treatments without involving consumption of water and energy. Plasma treatment also helps in complete exhaus-tion of acid dye on silk in short time at low temperature, thus serving as a facile green approach (Ahmed and El-Shishtawy, 2010).
Scale-like hydrophobic surface of fibers causes felting of wool and surface modif-ication by plasma treatments increases antifelting characteristics. At finishing step, treatments with plasma containing fluorinated molecules produce stain-, oil-, and water-repellent characteristics in textiles. Advantageously, this treatment did not
alter the comfort properties like air permeability of textiles. Thus, plasma treatment, a waterless approach, is applicable to all steps of conventional wet processing of textiles and serves as green approach by reducing the chemicals, water, and energy consumption (Buyle, 2009).
> Read full chapter
Functional finishes for textiles: an overviewR. Paul, in Functional Finishes for Textiles, 2015
1.3.4 Enzymatic biofinishes
The range of enzymes available for application in textile wet processing continues to increase and new applications will clearly be identified over the coming years. Enzymes are biocatalysts based upon high molecular weight protein structures. Biofinishing is a finishing process applied to cellulosic textiles that produces per-manent effects by the use of enzymes. Biofinishing removes protruding fibres from fabrics, significantly reduces pilling, softens fabric hand and provides a smooth fabric appearance.
Many synthetic fibres are now widely used in the textile industry. However, their hy-drophobic nature makes them uncomfortable to wear, leading also to static charges and stain retention. Thus, the chemical modification of the fibre surface would overcome these negative properties and impart fibres with desired characteristics. Alternatively, enzymes can be used for fibre surface modification. The main purpose of enzymatic surface modification of synthetic textiles like polyester, polyamide, etc., is to increase their hydrophilicity. The bulk properties of these fibres are not affected because the enzymes used are too big to penetrate into the bulk phase of the material.
> Read full chapter
Enzymatic treatments for sustainable textile processingJ. Shen, E. Smith, in Sustainable Apparel, 2015
4.1 Introduction
Textile fibers and fabrics are involved in long production and manufacturing processes before they are ready for making garments or apparel. Textile wet pro-cessing, which includes scouring, bleaching, coloration, and finishing in an aqueous medium, is of crucial importance for improving the performance and serviceability of textile materials. A massive amount of water, energy, and chemicals are required in the wet processing of textiles. However, there is an increasing demand from consumers for sustainable textile materials and apparel. A major challenge ahead for textile manufacturing is to improve textile wet processing by replacing harmful chemicals and reducing the consumption of water and energy, and therefore making a contribution toward sustainable textile materials.
To improve the environmental impact of textile wet processing, enzyme-based biotechnology has found a broad range of applications within the textile industry, resulting in saving energy, reducing water consumption, and replacing harsh chem-icals in the manufacturing of textile materials. Typical commercial applications of enzymes in textile processing include bioscouring in the cleaning process of natural fibers and fabrics, bio-stone-washing of denim jeans to create a worn effect, removal of residual hydrogen peroxide in the stage of bleach cleanup, and biopolishing of cellulosic fabrics to prevent pilling. The implementation of enzymes in textile wet processing has demonstrated the environmental benefits and made a massive contribution to the sustainability of textiles and apparel.
This chapter provides information about major enzymes used either in commercial textile processes or in current advanced research to improve the performance of textile materials. The use of enzymes in textiles has also been applied to textile surface design to achieve unique surface patterning. The environmental impact of the use of enzymes in the textile processing in comparison to conventional process-ing has been discussed. There is a bright future for enzyme-based biotechnology to be implemented in the textile industry and to make a contribution to textile sustainability.
> Read full chapter
Chemical treatment of textile dye efflu-entI.R. Hardin, in Environmental Aspects of Textile Dyeing, 2007
8.1 Introduction
The presence of highly visible colour in aquatic waste occurs in a number of industrial settings. Prominent among these are the pulp and paper, food processing and textile wet processing industries. In the case of the last of these, the colour in the waste water is dye that is not fixed in the dyeing of the fibre, yarn, fabric or garments being processed. The degree to which colour in waste water may be a problem can depend on the class of dye being used, the type of stream being discharged into, the degree to which the textile effluent contributes to the flow of the receiving body, the geographic location of the plant, and even the political environment that the plant operates in.
The amount of dye used each year in the textile industries of the world has been var-iously estimated, but it is undoubtedly more than 700 000 tons per year. Depending on the particular dye class in use, the percentage of dye that remains unfixed to the fibre during the dyeing process, and finds its way into the effluent, can range from 5–50%. This can present a very serious problem for the textile manufacturer who finds himself needing to meet effluent standards that include the colour in that water stream, as well as all the other standards dealing with such measures as pH, dissolved solids, chemical oxygen demand (COD), biological oxygen demand (BOD) and total organic carbon (TOC).
> Read full chapter
ScienceDirect is Elsevier’s leading information solution for researchers.
Copyright © 2018 Elsevier B.V. or its licensors or contributors. ScienceDirect ® is a registered trademark of Elsevier B.V. Terms and conditions apply.
,i ·! l
,I
,! I
. I I
I I
I . /.
I
{
I , I
..._ ,
I
~ 'i r .l i'
I fr ·-
I ·!
\
43 Dyes ; Colour and Constit ution
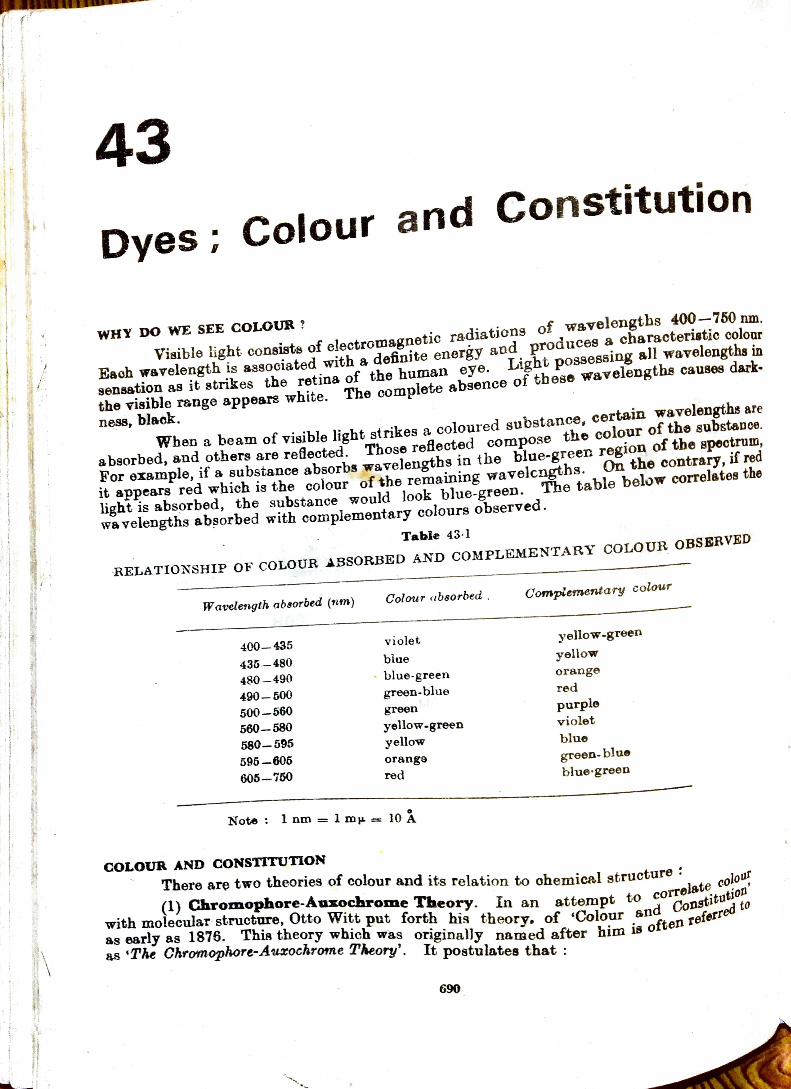
WH Y DO WE SEE COLOUR !
Visible light consists of electromagnet ic radiations of wavelengths 400-750 run.
Eaoh wavelength is associated with a defin ite energy a nd produces a characteristic colour
sensation as it strikes the retina of the human eye. Light possessing all wavelengths in
the visible r&nge appearg white. The complete absence of these wav elengths causes dark-
ness, black.
When a beam of visible light strikes a coloured substa nce, certain wavelength:5 are
absorbed, and_ others are reflected. Those reflected compose the col~ur of the substance.
~or example, if a ~ub~tance absorbs wavelengths in the blue-green region of the speo~rum,
1~ ap~ears red whwh Is t he colour of the remaining wavelengths. On t he contrary, if red
light IS absorbed, the substance would look blue-green. The table befow correlates the
wavelengths ab~orbed with complementary colours observed .
Tabl;e 43•1
R ELATIO NSHIP OF COLOUR ...l.BSORBED AND COMPLEME NTARY COLOUR OBSERVED
W avcltm gth absorbed (11m )
400 - 435
435 - 480
480 - 4-90
490-500
500-560
560-580
580-595
595-605
605-750
Col<na ab8orbed .
vi olet
b lue
· blue -green
green -blue
g reen
yeJlow.green
y ellow
orange
red
N ote : I nm = Im~ = 10 A
COLOUR AND CONSTITUTION
Complementary colour
y ellow-green
yellow
or a nge
r e d
purple
v iolet
blue green- blue
blu e•green
There a.re two theories of colour and . .
(1) Chromophore-A -L- its relation to ohemical structure: 1 ur
"th I 'llXO~oine Th l t co o
wi mo ecula.r-structure Otto Witt t fi eory. In an attempt to corre & e_ ·tjOJl'
as early as 1875. This theory h . hpu . ort~ his t heory. of •Colour and eonstitud to
,pi.- 01. w 1c was or1oi 11 eferre
as ne iJromophort-Auxochrome Tlteo , eAna Y na med after him is often r
ry · I t postulates t hat :
690
S . COLOUR AND CONSTITUTION 0rt , · 691
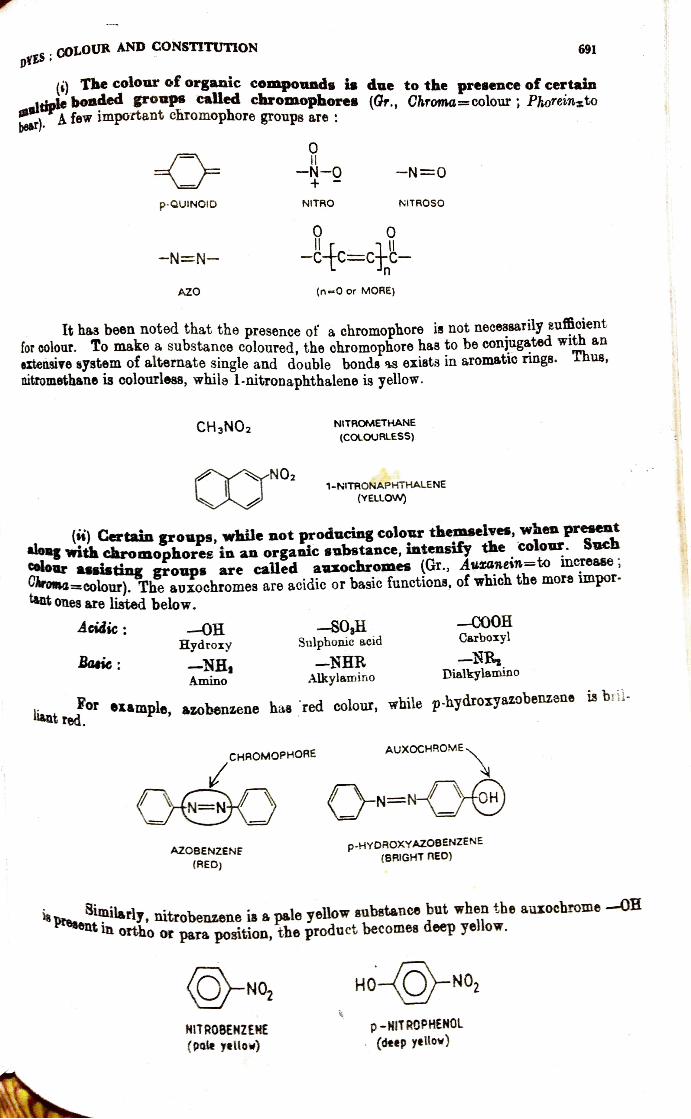
( i) The colour of organic compounds ia due to the pre■ence of certain
,..i~ boa~ P-0 •11!5 called cbromophore■ (Gr., Ohroma=colour; Phorein:to
bell')· A few important cliromophore groups are :
p -QUINOID
-N=N-
;.:z.o
0 ii
-N-O + -
NITRO
-N=O
NITAOSO
0 0
_g-fc=ct~-n
(n .. Q or MORE)
It h&3 been noted that the presence of a chromophore is not neceasa.rily euffloient
for col?ur. To make a substa~ce coloured, the chromophore has to be conj_u~ted with an
~[181Te syst!m of alternate smgle and double bonds ~ exists in aromatic nngs. Thus,
rutromethane lS colourless, whila 1-nitronaphthalene is yellow.
NITROMETHANE
(COLOURLESS)
1-NITRONAPHTHALENE
(YELLOW)
(ii) Certain gro11ps, while not producing colour themselves, when present
aloaa witla cllromophorH in an organic aubstance, intensify the colour. Such
~111' uaiating group• are called a1aochromes (Gr., A.w:a,iein=t-0 inc~ase ;
~=colour). The auxochromes are acidic or basic functions, of which the mora 1mpor-
i ones are listed below.
Acidic : -OH Hydroxy
-NH1 Amino
-SOJI Sulpbonic acid
-NHR Alkyla.mino
-COOH Carbo:xyl
-NRs Dia.lkylamino
i:._ For example, &zobenzene has ·red colour, while p-hydroxyazobenzene is bril -
U6Ut red.
CHROMOPHORE
I 080
AZOBENZENl" (RED)
AUXOCHROME ~
0-N=-Oe p-HYDROXY ;.:z.oeENZENE
(BRIGHT nED)
ia ~~larly, nitrobenune ia a pale yellow substance but when t he auxochrome -OH
t 11l ortho or para position, the product becomes deep yellow.
HITROBEHZEHE (Plllt ytltov)
p -HlT ROPHENOL . (dHp ytllov)
rr -: I
I.
' :\ i . ' ,
l '
I
\ ,. ; \
I
I
\ i
· I . ~ 1•· •
,\' l :
I'
\ l . ' t : .
\ t '
f I
I I
\ I ~
I L'. I :1 I ; .. t I
Ir ' .
I !·
:.; \,
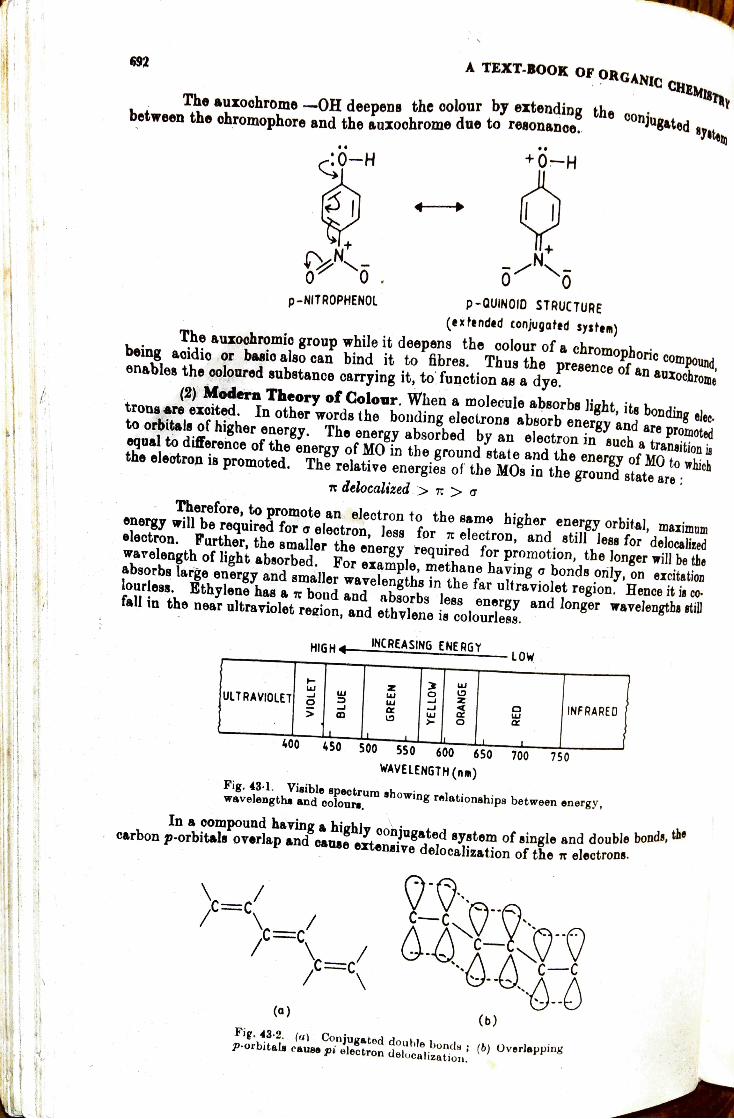
'92 A TEXT-BOOK 0~ ORGANIC Clll!.f1a..,. . •~) The auxochrome -OH deepens the oolour by extending the oonjug&t d between the chromophore and the auxochrome due to resonance.. e 8Y•te111 ..
i/ N+
0~ 'o-o .
◄
.. +O:-H
Q N+
o/ 'o p-NIT ROPHENOL p-QUINOIO STRUCTURE
( ex t1nded conjugat1d syst1111) The ~uxoohromio group while it deepens the colour of a chromopboric compound being acidic or buio also can bind. it _to ~bres. . Thus the presence of a.n a.u:xochrom~ ena.bles the coloured substance carrymg 1t,_ to .fu~ct10n as a dye. (2) Modern Theory of Colour. When a mole,cule absorbs light, its bonding elec. trons .are excited. In other words the bonding eleclrona absorb en~rgy and are promoted to orbitals of higher energy. 'fhe energy absorbed by an electron m such a. tra.naition is equal to difference of the energy of MO in the ground state and the energy of MO to which the eleotrop. is promoted. The relative energies of the MOs in the ground st.ate are : 1t delocalized . > 1t > <1
There£ ore, to promote an electron to the same higher energy orbit.al, ma.ximum energy will be required for a electron, less for 1t electron, and still Jess for delocalized electron. Further, the sme.ller the energy required for promotion, the longer will be the wa.velength of light a.bsorbed. For example, methane having a bonds orily, on excitation absorbs large energy e.nd smaller wavelengths in the fa.r ultraviolet region. Hence it i11 CO· lourless. Ethylene has a. 1t bond and absorbs less energy and longer wavelengths still fall in the near ultraviolet re2ion, and ethvlene is colourless.
ULTRAVIOLET
INCREASING ENERGY HIGH•IIII---------LO~ .
I- z 3 UJ LL.I w LL.I 0 c:, ..J ..J z =!
::, w ..J ~ 0 ..J 0:: w 0:: UJ > CD c:, >- 0 a:
I I I I I I
INFRARED
400 450 500 550 600 650 700 750 WAVELENGTH (n111)
Fig. 43· l. Visible spectrum ah owing r11la.tionahips between energy, wavelengtha and coloun.
In a ?ompound having a highly o~hjugated system of single and double bond11• tbe carbon p-orb1tal11 overlap and oau1e exten1ive delocalizat.ion of the n electrons.
(a)
Fil!', 43 ,2. (a) Conjugated double bond!! • (b) Overlapping p-orbitals cause pi electron del ucnlizntion'.
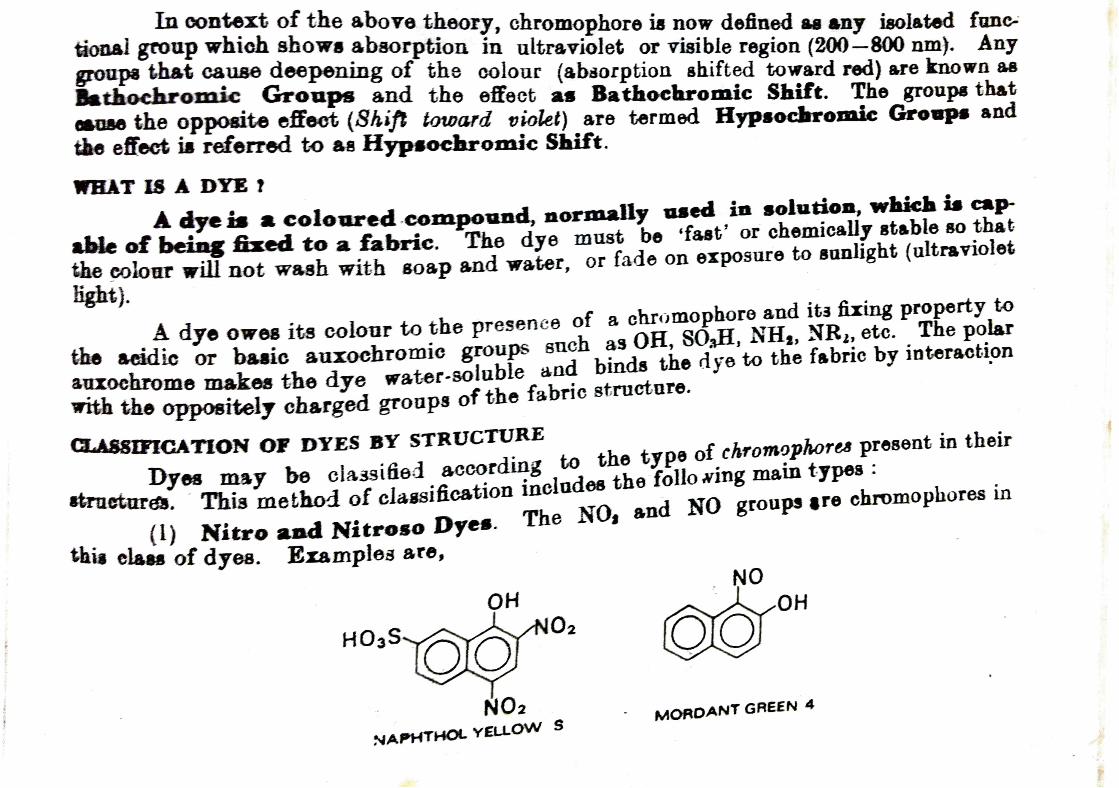
In oon~:xt of the above theory, chromophore ia now defined u any isolatied func-:
tion&l group wh1oh shows absorption in ultraviolet or visible region (200-800 nm). Any
groupa tJi&t cause deepening of the colour (absorption shifted toward red) &re known a.a
•th.och.romic Groups and the effect .. Bathoehromic Shift. The groupa that
-.me the opposite effect (Shift toward violet) are termed Bypsocltromic Growp. and
tae effect ia referred to &8 Hypaochro-mic Shift.
WHAT 18 A DYE ?
A dye:ia a colo11red .co111pound, normally used ,ill solu~o•, whicla u capaltle of beinc fisecl to a fabric. The dye m11Bt be 'fa.at or chem1call? stable so ~hat
the ~lour will not wash with soap and water, or fa-de on exposure to sunlight (ultraviol_et
light). " f hromophore and it3 fixing property to
A dye owes its colour to ~he presen~e O a cOH S0:Jl NH NRi, etc. The polar
the aeidic OT buio auxochrom10 groups .s~h br:ch the a·ye' to th~ fabric by interacti_on &uxoehrome makea the dye wat-er-soluble an . _ · with the oppositely charged groups of the fabric structure.
CLA88D'ICATION OF DYES BY STllUC. TURE h t f ch-romtJphoru present in their ·ca ding tote ypeo . .
Dyes may be cla.ggtue- . ac~r . 1 d the folio .ving mam t.ypes · atructurf!a. - This method of claSB1fioat1on tnc o es d NO groups are ehromophores in
. . D· • The NO, an {l) Nitro aad Nitro•o ye ·
thi. elua of dyes. Examples are,
N02 ~APHTHOL YELLOW S
OH
MOAOANT GREEN 4
rr < '' ' '!
I
! i
'; i
.L.!_I J '
694
A TEXT-BOOK OF ORGANIC CHE MlS'l'l.\'
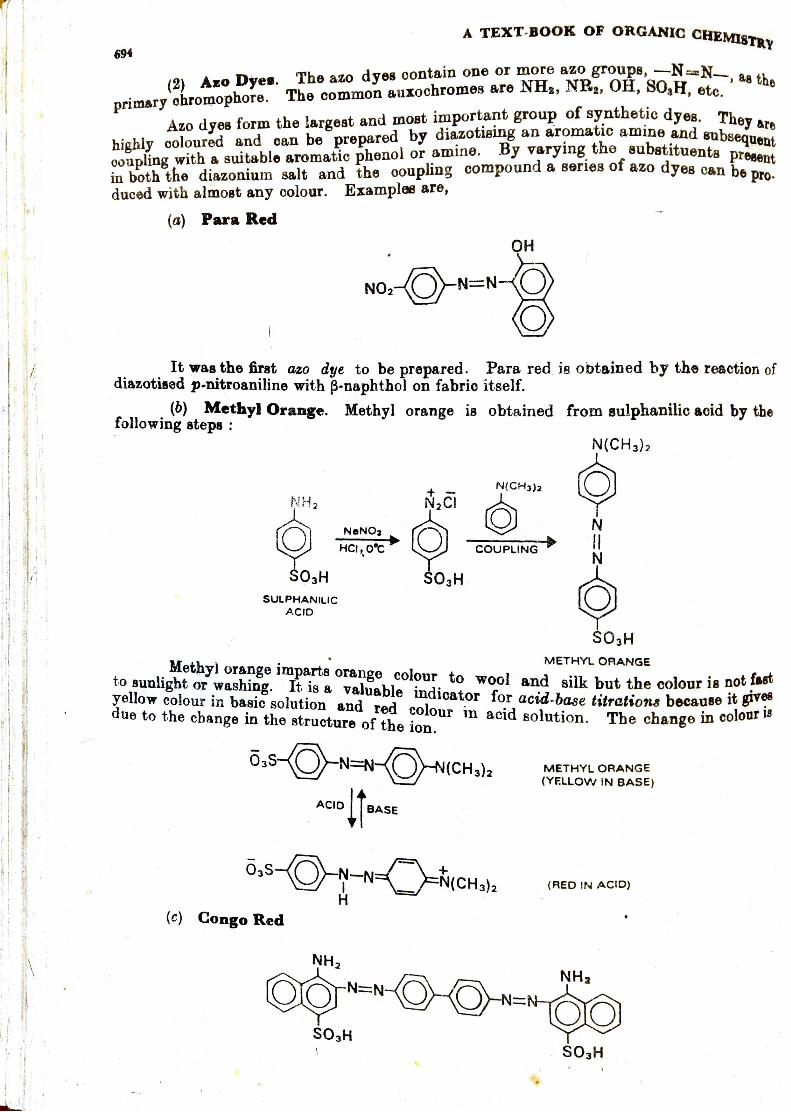
(2) Azo Dyes. The a.zo dyes oontain one or more azo groups, -N =N- a prilll6TY ohroll'.lophore. The ooll'.lll'.lOn su:a:ochroll'.l•• are NH,, NR,, OH, 80,H, etc. '
8th,
Azo dyes form the largest and most iII?port_a?t groul? of sy_nthetic dyes. The highly ool~ured 9:nd can be prepared by d19:zot1smg an a,r?matic amine and Bllbse Y are coupling with a swta.ble aromatic phenol or amme. By varymg the substituents . quent in both the dia.zonium salt and the coupling compound a series of azo dyes can breeent duced with almost any colour. Examples are,
6
pro.
(a) Para Red
OH
It was the first azo dye t b d p d · · · dia.zotieed p-nitroaniline with ~-na;hthlr::%tric it::1~. re . JS oDtamed by the reaction of
r . (b) Methyl Orange. Methyl ora.nge is obta1'ned 1ollowmg steps :
from sulphanilic acid by the
N(CH 3 h
SULPHANILIC ft.CID
NeN02
HCl,,0-C ►
+ _ N(CH3)2
N,CI © 0 -~CO~U_P_L_IN-G~►
03H
© i N II
~ S03H
t li Methyl orange imparts· orange 1 METHYL ORANGE
,o sun ght or h' 1 . co our to w I . yellow colour ;:a:a.~'f!g,
1 t. .18 a, valuable indicator ~o a~ silk but the colour is not fast
due to t,he cb;nge i~\f° "!10n and red colour in ~~ ac 1 -b_ase titretio1is becauae it giv~ 18 s ructure of the ion. aci so ut1on. The change in colour I!
0,5-0--N==N~{CH,l,
, ACID ii BASE
- -©-Q3S N - + 0 I -N=O=N(CH3 )2 H
(c) Congo Red
METHYL ORANGE (YF.LLOW IN BASE)
(RED IN ACID)
695 cox..oVR AND CONSTITUTION
,0t'f:S ;
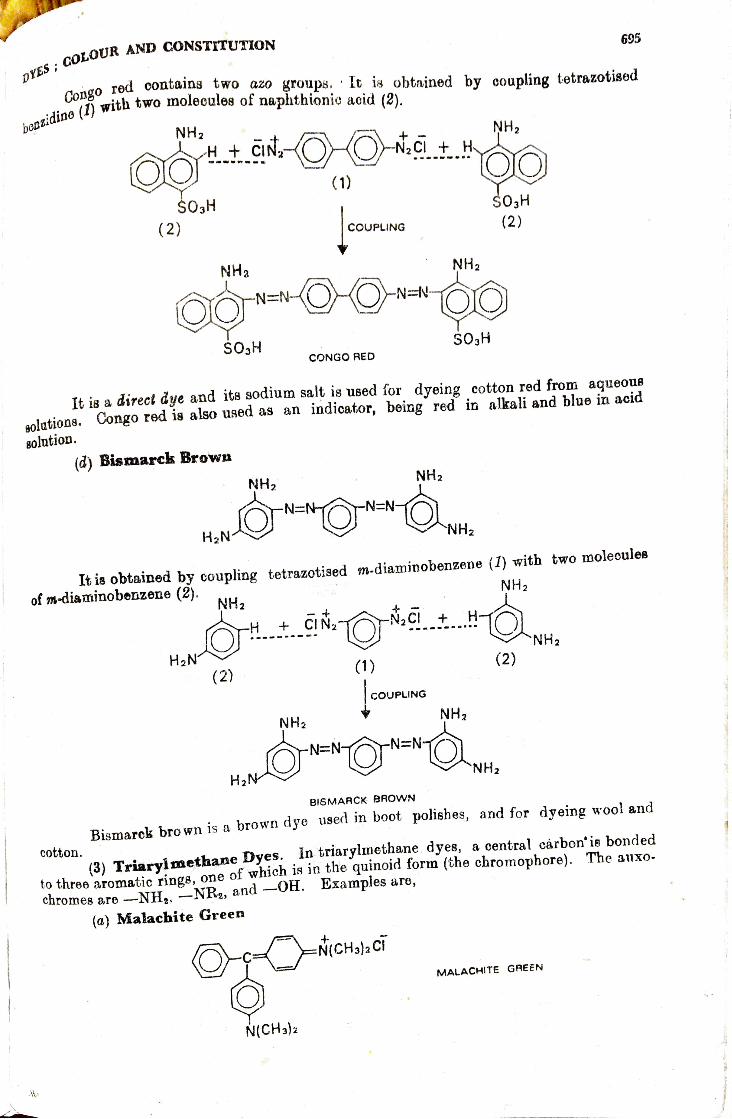
f1,,iigo _rebdt oonto.ilns tlwo azo groups . . It 1· "' o])t, ... 1·ned b 1· . d
vu '" "' y coup mg tetrazot1so
:d· 0 (1) wit wo mo eou es of naphthionic acid (2)
~~~ .
NH2 -- NH
~00;,-~--t.§1~t-<QVQ\ N2CI + H~2
~ ~ ~~ --------- 0 0
rc)3H ~o3H
(2) l COUPLING . (2)
NHa . NH 2
©¢rN=N-©-©-N=N¢ S03H . S03 H
CONGO RED
It is a direct d~e a.nd its sodium s~l~ i_s used for dyeing cotton red from aqueous
solutions. Congo red 1s also used as an md1.cator, being red in alkali and blue in acid
solution.
(d) Bismarck Brown
NH 2 NH2
&N=~N=N-11 H2N~~ l8) ~NH2
It is obtained by coupling tetrazotised m-diaminobenzene (1) with two molecules
of m-diaminobenzene (2). · NH
J:'.~ __ _:1: __ f! N,-©J-N'~--:t:-.. ~-& H
2N)VJ NH2
(2) (1) (2)
I C01JPLING
+ NH~ NH1
AN=NuN=N·-©l H2NM ~ NH2
BISMARCK- BROWN
Bismarck brown is a brown dye used in boot polishes, and for dyeing wool and
cotton. (3) Triarylmethane _Dy~s. _ I~ triaryl11;1et~an_e . dy:s, a central carbon•is bonded
t.o three aroma.tic rings, one of which 1A m the qum01d form (1.,he chromophore). The auxo
chromes are -NH,, -NR2, and -OH. Examples are,
(a) Malachite Green
Q-¢=O=NccH,1,ci"
N(CH3h
MALACHITE GREEN
.J I
l I ' ,/ ,,,·
! I '
. ' I ' I
I '[ , I
H I I
!
' 'I
!
.I : I · , . ' r'! I ,:r , I ,:
' {
i ' .j ;I I t
' I
. \
. I I ) t i, .. ~ : ~l
1, /' f' , t I ii ' ,l 1 i t ~ i 1 •. r , I ,, ~ ~ .
696 A TEXT-BOOK OF ORGANIC C
lfEMJsr,l'
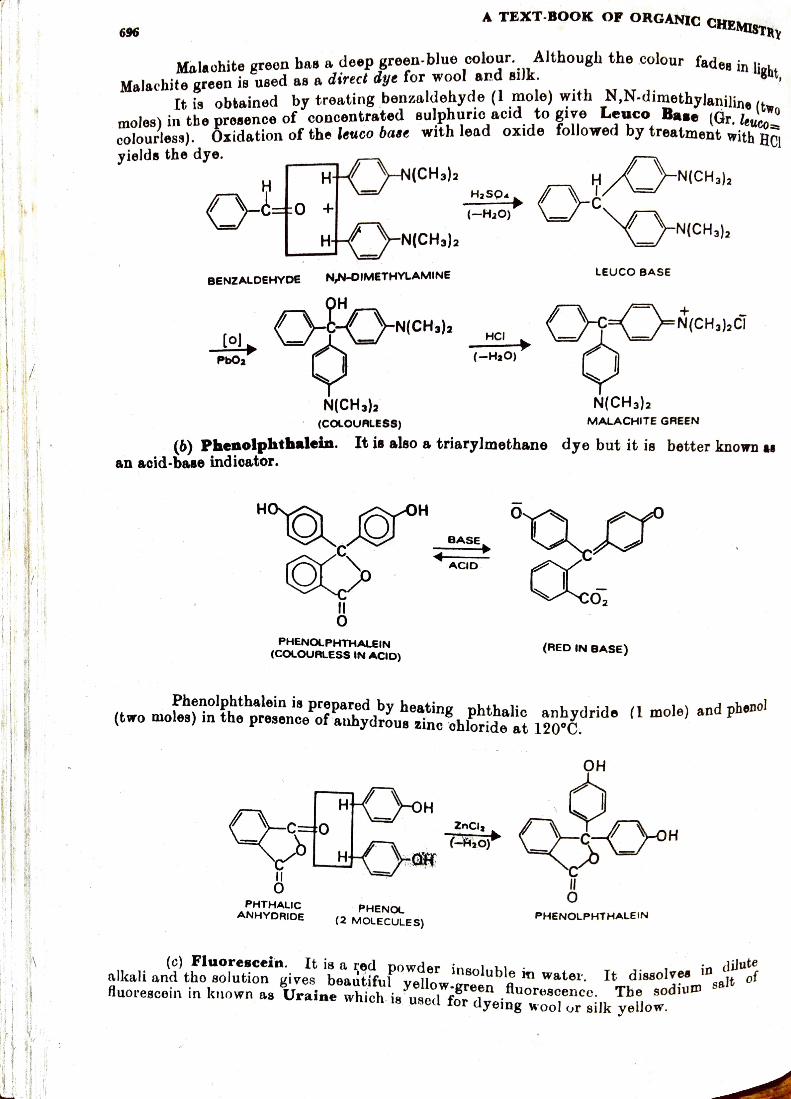
Malaohite green has a. deep green-blue colour. Although the colour fad .
Malachite green is used as a direct dye for wool and silk. 68 in light,
It is obtained by treating ,benzal<lehyde (1 mole) with N,N-dimethyJanT
moles) in the presence of concentrated sulphuric acid to give Leuco Ba■e (G11~9 (t1Vo
colourless). Oxidation of th~ le«co baae with lead oxide followed by treatment r. 'te~::::
yields the dye. .----. WI .ac1
H H f ' (CH3)2 H F\_ N(CH3)
0 '-6 + H:zSO, ► o~ (:,/~- 2
Q (-HJO) ~ H N(CH3 )2 - {J_' N(CH3)2
.....__ ... BENZALDEHYDE N,N-OIMETHYLAMINE LEUCO BASE
(oJ ► Pb02
HCI ► ~v=I r!(CH3)2CI
(-H,O) y N(CH3)2
(COLOURLESS) MALACHITE GREEN
(b) Phenolphthalein. It is also a triarylmethane dye but it is better known 11
an acid-baae indicator.
H~ ~H
~N BASE C . ► ©(> . ◄ ,.c,o
II 0
PHENOLPHTHAUIN
(COLOURLESS IN ACID) (RED IN BASE)
Phenolphthalein is prepared b h . (two moles) in the presence of a.nhyd Y e~tmg phtha.Jic anhydride (1 mole) and phenol
rous zmc ·chloride at 12O0c.
H
r\-c o
'=\~. H II 0
PHENOL PHTHALIC ANHYDRIDE
(2 MOLECULES)
H
OH
II 0
PHENOLPHTHALEIN
. (o) Fluore~cei'n . It is a red owd . . . • 6
alkah an~ ~ho solution gives boa~tifuf lier rnsoluble l11 wate1·. It dissolvea in dilut f
fluornscetn tn known as Uraine wh ; h . re ow-green fluoroscencc. The sodium salt o 1c 1s used for cl .
yeing Wool 0r silk yellow.
iO
O()LOUB AND CONSTITUTION
t,11,5 ;
WI
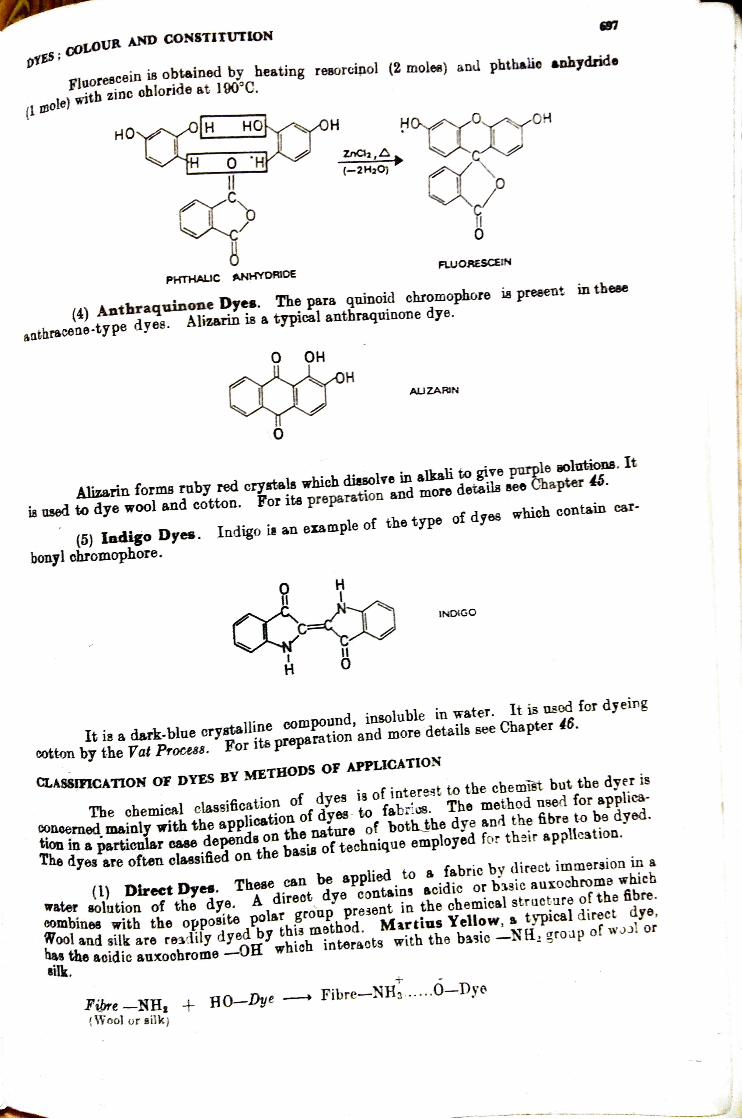
FJuorescein is obt&ined by he-ating resor<:i-110) (2 moles) and phth&lie anhydride
(l mole) with zinc ohloride at l 00°C.
HO H
0 "H
II C 0:) 8
PHTHAUC ANHYDRIDE
H
FUJOAESCEIN
(4) Anthraquin~e ~~- Th~ para quinoid chromophore is present in theae
anthracene-type dyes. Ahz.ann is a typical anthraqninone dye.
H AUZARIN
0
Aliza.rin forms rnby red crysta13 which diasolve in a-lkali to give purple solutions. It
is used to dye wool and e-0tton. For it.a preparation and more details see Ch.apter C,.
(5) ladigo Dyes. Indigo ii! an example of the type of dyes which contain car
bony I chromophore.
0 H
ct~ 1=0
t II H 0
It ia a da.rk-blue crystalline compo~nd, insoluble in ~ater. It is usod for dyeing
cotton by the Va.t Proceas. For ite preparation and more details see Chapt--er 46.
CLASSIFICATION O'F DYES BY METHODS OF APPLICATION
The chemical classification of dyes is of intere.-, t to the cbemmt but the dyer is
O?~_mainly with the application of dyes - t-0 f&bi cs. The met hod used for applica
tion ma particular cue depends on the nature of botb.Jhe dye anti the fibre t-o be dyed.
The dyes are often cl&esi:fied on the basis of technique employed for th~ir application.
(l) DJrect ~ff. These ce.n be applied to a fabric by direct immeuion in a
wa.te~ solution of the dye. A direct_ dye cont&im acidic or b~_sic auxochrome which
Wrnbmea ~ith the o~posite polar _gro·up pre3ent in :he chemical s t ruo~ure o.f the fibre.
ool and stlk are re,dtly dyed by this method. Marttus Yellow, a typical direc t dye,
~lktbe acidic amcocbrome -OH which interaots with the ba~ic -NEL oroilp of wJ ..>l or
It ,
- ~
F~e -NH1 + HO-Dye --+ Fibre-NH; .. .... 0-Dyf\
(Wool or s ilk)
,
J
i' f.'
69B A TEXT-BOOK OF ORGANIC
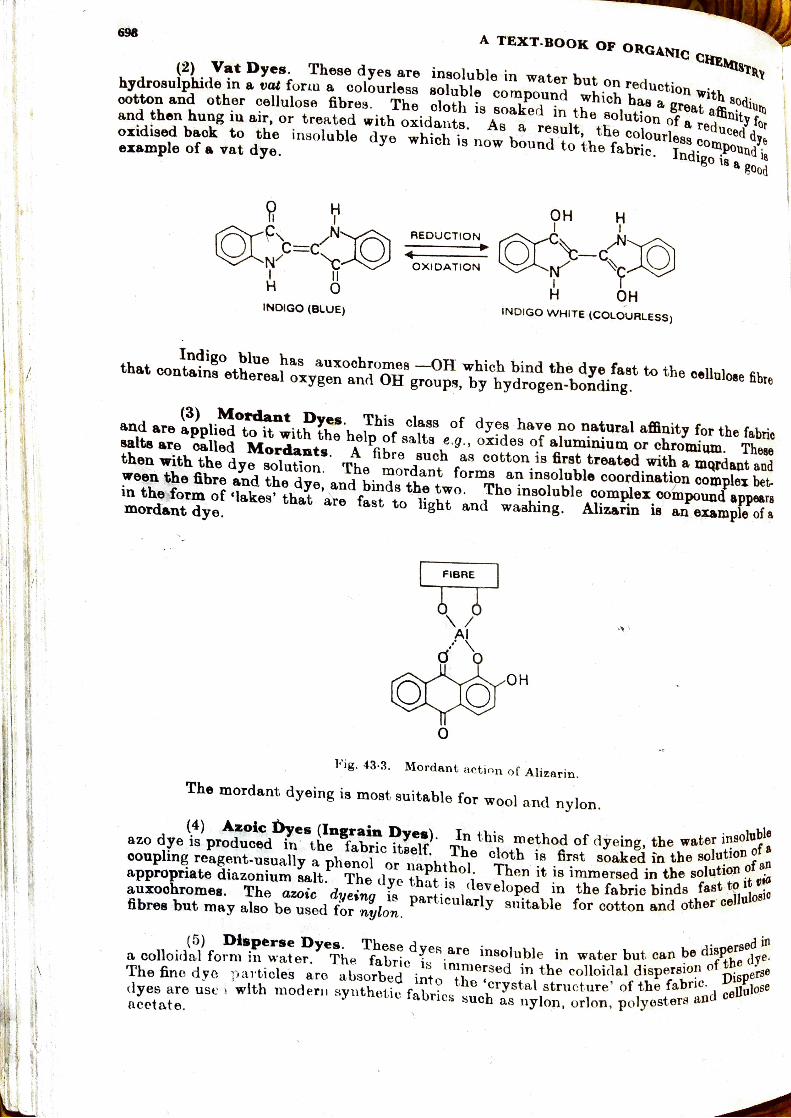
Cftt~l'l\ . ! (2) Vat Dyes. These dyes are insoluble in water but on reduct io . "i ' hydrosulphide in a vat form a colourless solubl~ compou~d which ba.s a, gr:a.:ith S?diulll ootton and other cellulose fibres . The cloth 1s soaked m the solution of a.flin1ty for and then hung in air, or treated with oxidants. As a result, tlie colourlet reduced dye I oxidtsed back to the insoluble dye which is now bound ·to the fabric. In~f0 ~P<>Und is example of a vat dye. go 18 a good
OH H I I REDUCTION
OXIDATION ~~-~)g H OH
INDIGO (BLUE) INDIGO WHITE (COLOURLESS)
Indigo blue has auxochromes -OH which bind the qye fast to the celluloee fibre that contains ethereal oxygen anrl OH groups, by hydrogen-bonding .
(3) Mordant Dyes. This class of dyes have no natural affinity for the fa.bric and a.re applied to it with the help of salts e.g., oxides of aluminium or chromium. These salts a.re oa.lled Mordants . A fibre such as cotton is first treated with a mqrdant and then w'ith the dye solution. The mordant forms an insoluble coordination COlllplex between the fibre a.nd the dye, and binds the two. Tho insoluble complex cofupound appears in the -fo-rm of 'la.kes' tha.t a're fast to light and washing. Alizarin is a.n example of & mordant dye.
TT '\ I
Al
d .. · " 0
OH
0
F ig . 43-~ . Mordant act inn o f Aliz-arin .
The mordant dyeing is most suitable for wool a.nd nylon .
(4) Azoic Dyes (Ingrain Dyes) . In th1s method of d y eing, the water i1;sol~~l: azo dye is produced in · the fabric itself. The cloth is first soaked in the solu:10nof sn coupling reagent-usually a phenol or naphthol. Then it is immersed in the solqtlt it "iG appropriate diazonium s~lt. T?e d~e thu,t. is develop~d in t he fa.bric binds fas_t~ellulosic au:xoohromes. The azo,e dye,ng 1s pa:rt1cularly suitable for cotton e.nd other fibres but may also be used for nylon.
- a· ersed in . (5) Dl■_p~rse Dy~s. Thes~ d,reR _are insoluble in wat _er but'. can ~e ~~~be dye, a. col101dal form m wa.ter. fhe fabri c 1s 1mmersed in t h e colloHlal d1spers10~ Disperse The fine dye , p a rticles aro a,bsorb~d int ? t.he 'crystal struet.ure' of t h e fabr:1~d ceUulo56 dyes are usc i with moder11 syuthet1c fa.bn cs such as nylon, orlon , polyest ers nce1ate.
pYES COLOUR AND CONSTITUTION 699
1.
2.
Exan1inatio11 Questions What is a dye ? (Nagpur BSc, 1Sl87)
Discuss the theories of colour and constitution.
(Delhi BSc, 1986 ; Saurashtra I1Sc, 1986 ; ~Madurai BSc, l!J87; Nagpur BSc~ 1988)
3. How are dyes classified on the ba.3is of structure ? ( .M angalo·re BSc, 1986)
(Kanpur BSc, 1988) 4. How are dyes classified on the be.sis of application ?
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
Write a note on : Azo dyes, .
(Gulbarga BSc, 1986 ; Udairdr BSc, 1986 ; Madras BSc, 1987 ; Ra3asthan TDC, 1987)
Write a note on : Vat dyes.
Write a note on : Mordant dyes .
How is methyl organge prepared ~
How is congo red prepared? e
How is Bismarck brown prepared?
How is ::\Ialachite green prepared ?
How is phenolphthalein prepared !
How is fluorescein prepared ?
. · pa.red ? How is ahzar1n pre .
How is indigo prepared ?
(Agra BSc, 1987)
(Andhra BSc, 1986)
(Karnataka BSr:, 1986 ; Calicut BSc, 1987)
(Shivaji BSc, 1987)
( J ummu BSe, 1986 J
( (}uja:mt BSc, 1986}
1 Dib,-ug11rh BSc, 1987)
(Kanpur BSc, 1988)
(Delhi BSc, 1986; Kaahmir BSc, 1987)
(Osmania BSc, 1988)