patern casting process
TRANSCRIPT

Pola (Pattern)

Pola (Pattern)Pola dapat didefinisikan sebagai model, dibangun sedemikian rupa sehingga dapat digunakan untuk membentuk kesan yang disebut "cetakan" di pasir lembab atau bahan yang cocok lainnya. Ada juga yang mendefinisikan sebagai tiruan benda kerja yg akan diproduksi dg teknik pengecoran, dg toleransi/suaian ukuran sesuai perhitungan pengecoran. Ukuran pola, biasanya lebih besar dari benda kerja. Untuk membuatukuran sesuai perhitungan pengecoran. Ukuran pola, biasanya lebih besar dari benda kerja. Untuk membuatbenda tuang diperlukan logam cair dan cetakan, dimanalogam cair itu dituang ke dalam rongga cetakan, kemudian setelah logamnya membeku dan suhunyacukup untuk pembongkaran dilakukan pembongkarancetakan. Pada pembuatan cetakan dalam hal membuatrongga-rongga cetak yang teliti ukurannya, denganberbagai bentuk diperlukan sebuat alat yang disebut pola.

Yang perlu dipertimbangkan dalam pembuatan polauntuk membuat coran yang baik adalah sebagaiberikut :• biaya pembuatan cetakan murah,• pola mudah dibuat,• inti (core) stabil,• mudah saat pembongkaran,• menetapkan kup dan drag,• menetapkan kup dan drag,• menetapkan garis pisah (parting line),• menetapkan tambahan penyusutan,• tambahan penyelesaian mesin,• kemiringan pola.

Menetapkan kup , drag, dan permukaan pisah(parting line)
Yang perlu diperhatikan dalam penentuan kup, drag, danpermukaan pisah adalah :• pola harus mudah dikeluarkan dari cetakan, pemukaan
pisah lebih baik satu bidang, dan kup dibuat agakdangkal.
• Penempatan inti harus mudah.• Penempatan inti harus mudah.• System saluran (gating system) harus dibuat seefisien
mungkin agar mendapat aliran logam cair yang optimum.
• Terlalu banyaknya permukaan pisah akan membuatbanyak waktu dalam proses pembuatan cetakan yang menyebabkan tonjolan-tonjolan sehingga pembuatanpola menjadi mahal.

Penentuan tambahan penyusutan
Karena coran menyusut pada waktu pembekuandan pendinginan, maka pembuat pola perlumempergunakan mistar susut yang telahdiperpanjang sebelumnya sebanyak tambahanpenyusutan pada ukuran pola. Besarnyapenyusutan sering tidak isotropis sesuai dengan : penyusutan sering tidak isotropis sesuai dengan : bahan coran, bentuk, tempat, tebalnya coran, atauukuran dan kekuatan inti. Kemudian mengingatbentuknya kadang-kadang mistar susut dirubahsesuai dengan arah tegak atau mendatar. Olehkarena itu persyaratan harus dituliskan padagambar untuk pengecoran.

Tambahan Penyusutan yang Disarankan
No Paduan LogamPenambahan ukuran dalam
%
Rata-rata dlmpemakaian
%1 Besi tuan kelabu 0,5 – 1,2 1
2 Besi tuang malleable 0,85 – 1,05 1
3 Besi tuang putih 2,1 2
4 Besi tuang nodular 1,2 – 1,8 1,5
5 Paduan aluminium 1,1 – 1,5 1,255 Paduan aluminium 1,1 – 1,5 1,25
6 Paduan magnesium 1,3 1,25
7 Kuningan 1,3 – 1,6 1,5
8 Perunggu (Gun metal) 1,05 – 1,6 1,25
9 Perunggu phosphor 1,05 – 1,6 1,25
10 Perunggu alluminium 2,1 2
11 Perunggu mangan 2,1 2
12 Baja open heart 1,6 1,5
13 Baja listrik 2,1 2,0

Penambahan Ukuran untuk Pengerjaan Lanjut
Besarnya tambahan pengerjaan pemesinan tergantungdari :
• Jenis bahan benda tuang
• Cara pengerjaan lanjut (dibubut, disekrap)
• Cara pencetakan, penambahan bagian atas harus lebihbesar dari pada bagian bawah, karena benda tuangpada bagian atas biasanya kotor atau bergelombang.pada bagian atas biasanya kotor atau bergelombang.
• Bentuk benda tuang dan ukuran-ukurannya. Bentuksilinder yang bertangga, kadang-kadang dibubut padabagian-bagian bertangga bias terjadi tidak sepusat.
• Kehalusan butir-butir pasir cetak.
• Jumlah benda tuang yang dibuat.

Kemiringan PolaUntuk memudahkan pengambilan pola dari pasir cetak, maka bidang-bidang yang tegak lurus terhadap arahpenarikan dimiringkan dari mulai garis pisah. Besarkemiringan ini tergantung dari :• Kehalusan pola• Cara pencetakan, misalnya dengan tangan atau dengan
mesin cetak• Ketinggian pola• Ketinggian pola• Alat Bantu pada pemesinan• Besar kemiringan pola dari bahan logam dengan
memakai mesin cetak besarnya 1/200, 1 artinyaperbedaan ukuran atas dan bawah, dan 200 adalahukurang ketinggian pola. Besar kemiringan poladitentukan sebesar 1 – 2 o.
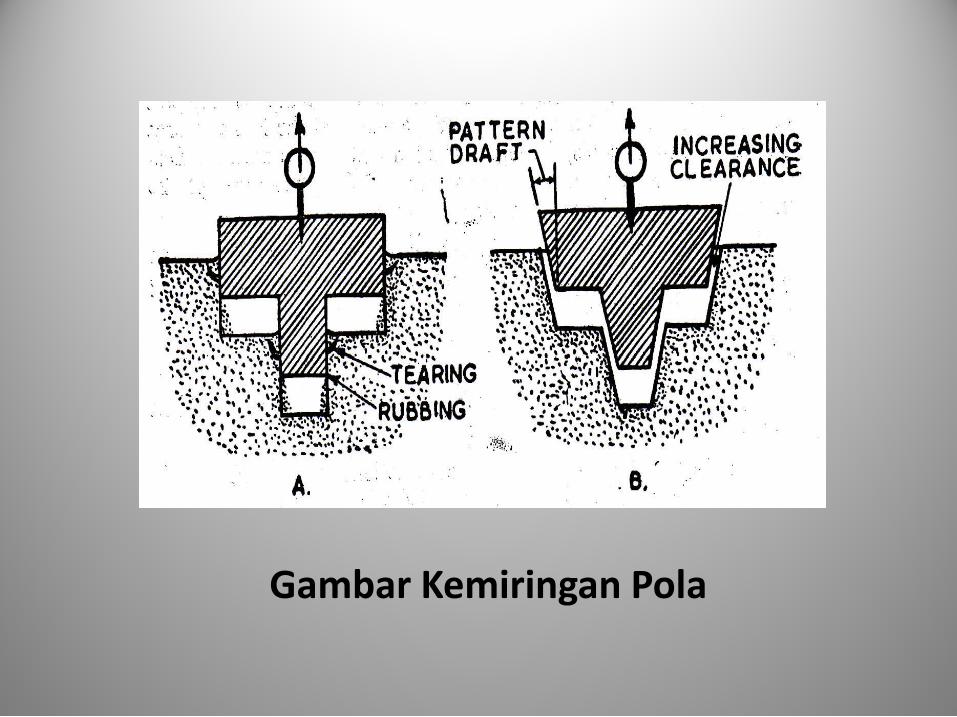
Gambar Kemiringan Pola

Bahan-Bahan Pola
Bahan utama untuk pembuatan pola adalah :• KayuSyarat-syarat kayu untuk pembuatan pola :– Kering sekali (jangan melenting). Kadar air 5-8%.– Mudah dikerjakan dengan mesin atau tangan– Mempunyai serat-serat halus– Mempunyai serat-serat halus– Tidak mudah retak atau pecah karena pengerjaan
pencetakan.
Jenis kayu yang cocok antara lain Jati, mahoni, pinus, damar (agathis), multiplek (cocok sekaliuntuk landasan pola, terutama untuk pencetakandengan mesin (kadar air rendah sekali))

Logam
Bahan logam dipakai sebagai bahan pola yang akandicetak banyak sekali memakai mesin cetak atau jumlahsedang pada cetakan dengan tangan. Bahan logam harusmempunyai syarat-syarat :– tahan aus, bahan yang dipakai besi cor
– ringan, bahan yang dipakai aluminium
– mudah dikerjakan, bahan yang dipakai alluminium– mudah dikerjakan, bahan yang dipakai alluminium
– liat (tidak mudah pecah) bahan yang dipakai besi cor liat
– dapat memanaskan cetakan dengan ketebalan meratadalam hal ini cara pencetakan kulit (shell mould) bahanyang dipakai tembaga.
Cara pembuatannya dengan menggunakan mesinperkakas dan proses pengecoran.
• Resin
Bahan resin yang sering dipakai adalah epoxy resin. Bahan ini mempunyai sifat-sifat :
– tahan aus
– penyusutan kecil
– bisa dimesin– bisa dimesin
bahan resin ini dipakai sebagai bahan pola untukcoran kecil-kecil dari satu masa produksi, ataudilakukan pencetakan dengan mesin. Untukmembuat pola dari resin ini harus dibuat negatifnyadari bahan kayu, logam dan resin sendiri.

• Lilin
Bahan pola dari lilin biasa dipakai untuk benda coran kecil, produksi masa danpengecoran paduan kelas tinggi umpanya sudu-sudu turbin. Untuk pola lilinkita harus menyediakan cetakan untuk membuat pola lilin. Pola lilin nibiasanya tidak diambil dari cetakan secara utuh tetapi dikeluarkan dengancara pemanasan. Pemakaian cetakan pola lilin akan lebih ekonomis bilabenda tuangnya kurang dari 3 kg dan banyaknya lebih dari seratus bendatuang. Ketebalan minimum dari pengecoran ini adalah 1 mm. cara pola lilincocok sekali untuk benda tuang temperature tinggi, barang ornament (patung) dan bagian-bagian senjata pola.(patung) dan bagian-bagian senjata pola.
• Styrofoam
Pola dari Styrofoam, biasanya dipakai satu kali karena pola tersebut tidakdikeluarkan lagi dari cetakan, cetakan yang dipakai adalah semen atauchemical moulding yang tidak berpengaruh bahan pola.
• Gips
Bahan pola dari gips biasanya dipakai untuk membuat benda tuang denganjumlahnya satuan, mengingat bahan ini mudah pecah. Bahan pola ini biasanyadipakai untuk benda tuang dari barang-barang seni, alat teknik, dsb. Cara pembuatannya bias secara cetakan atau ukiran dan irisan.

Macam Pola
• Pola mempunyai berbagai macam bentuk seperti diuraikan di bawah ini. Pada pemilihan macam pola, harus diperhatikanproduktivitas, kualitas coran, dan harga pola.
• Pola pejal; pola yang biasa dipakai yang bentuknya hamper serupa denganbentuk coran. Pola ini dibagi menjadi pola tunggal dan pola belahan.
• Pola pelat pasangan, pola ini merupakan pelat dimana pada keduabelahnya ditempelkan pola demikian juga saluran turun, pengalir, saluranmasuk, dan penambah.
Pola pelat kup dan drag• Pola pelat kup dan drag
• Pola cetakan sapuan, dalam hal ini bentuk coran silinder atau bentukbenda putar.
• Pola penggeret dengan penuntun, ini digunakan untuk pipa lurus atau pipalengkung yang penampangnya tidak berubah.
• Pola penggeret berputar dengan kerangka cetak, ini suatu kasus dimanabagian pola dapat ditukar secara konsentris.
• Pola kerangka, ini dibuat dengan meletakkan pelat dasar dan mebuat plat dudukan penuntun di atasnya dan mengikat pelat-pelat untuk menahanpasir antara tiap penuntun.

Macam Pola
Inti (Core)
Inti adalah bagian dari cetakan yang terpisah yang dibuat khusus memakai cetakan inti atau kotak inti. Maksud pemakaian inti adalah :• Untuk membuat rongga• Untuk membuat rongga• Mempermudah cara pencetakan• Untuk mendapatkan permukaan halus, biasanya
pada permukaan atas.• Untuk mengganti bagian-bagian pasir yang tipis
supaya lebih kuat.

Dudukan Inti
Maksud dari dudukan inti adalah :
• Untuk menentukan penempatan inti
• Menyalurkan udara dan gas-gas dari cetakanyang keluar melalui intiyang keluar melalui inti
• Memegang inti supaya tidak bergerak setelahcetakan terisi oleh logam cair, juga memeganginti terhadap daya apung dari logam.
Kotak Inti
Untuk membuat inti harus disediakan cetakan inti (kotakinti). Bahan kotak inti :
• Kayu
• Logam (untuk seri produksi)
• Plastik (untuk membuat rongga-rongga yang susahdikerjakan dengan tangan atau mesin)dikerjakan dengan tangan atau mesin)
Syarat-syarat kotak inti adalah :
• Kuat
• Pasir mdah dimasukkan dan mudah pula dikeluarkan
• Ada saluran-saluran udara, terutama untuk inti yang dibuat dengan mesin.