expendable mold casting
TRANSCRIPT
Metal Casting
MUHAMAD ARIF BIN ZAMANHURI15UAD14F3024MOHD RAHMAT BIN ABDULLAH15UAD14F3005
EXPENDABLE MOULD CASTINGExpendable mold casting is a generic classification that includes sand, plastic, shell, plaster, and investment (lost-wax technique) moldings. This method of mold casting involves the use of temporary, non-reusable molds.

SAND MOULD CASTING
Advantage
Less expensive method. Sand can be reused many times after reconditioning with clay and moisture.
Preferred for simple, small and medium size castings.
Suitable for mass production.
Disadvantage
lack in permeability, strength and stability.
many defects like porosity, blow holes etc. because of low permeability and lot of steam formation due to their moisture content.
Moulds cannot be stored for appreciable length of time.
accuracy of castings are not satisfactory. Difficult to cast thin and intricate shapes
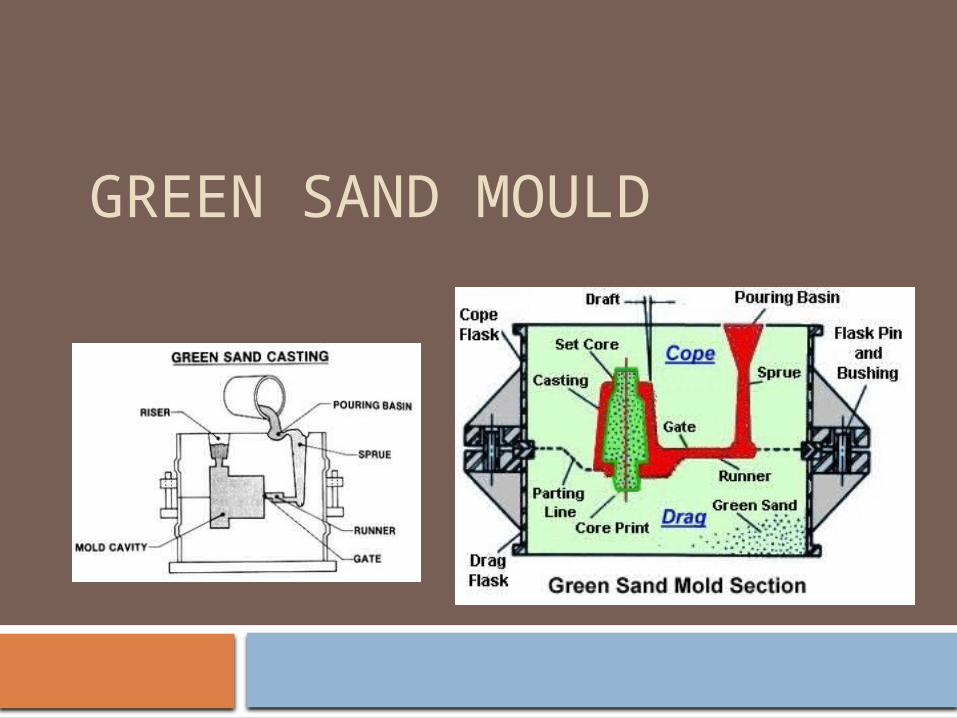
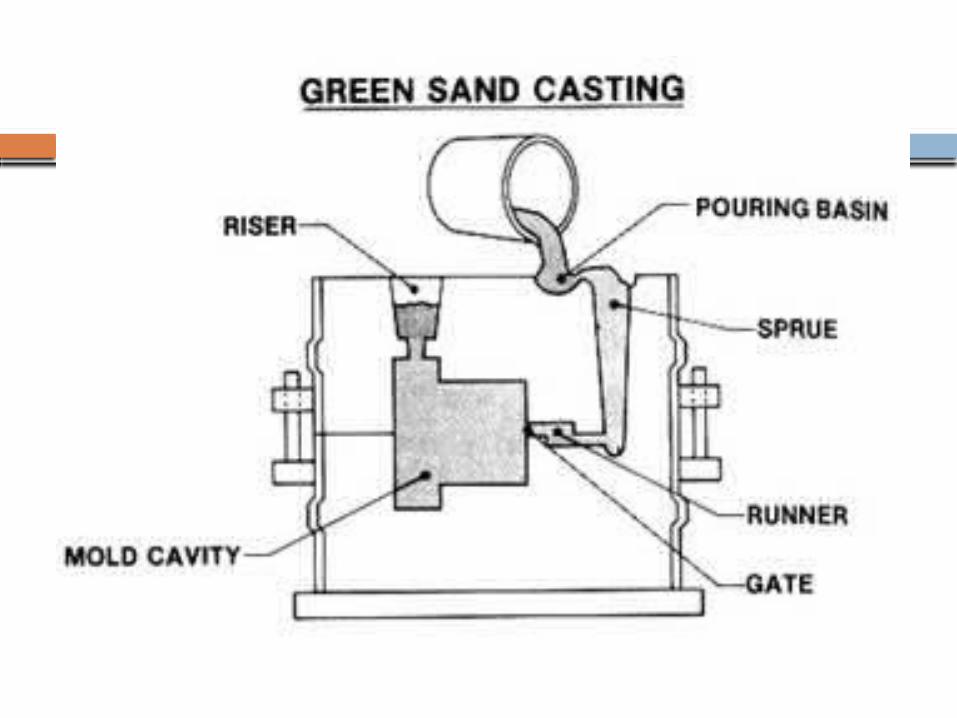
GREEN SAND MOULD
Definition Clay/wet sand is used to bond sand around reusable patterns to form the mold
made of compressed or compacted moist sand packed around a wood or metal pattern.
Process consists of silica sand mixed with a suitable bonding agent (usually clay) and moisture.
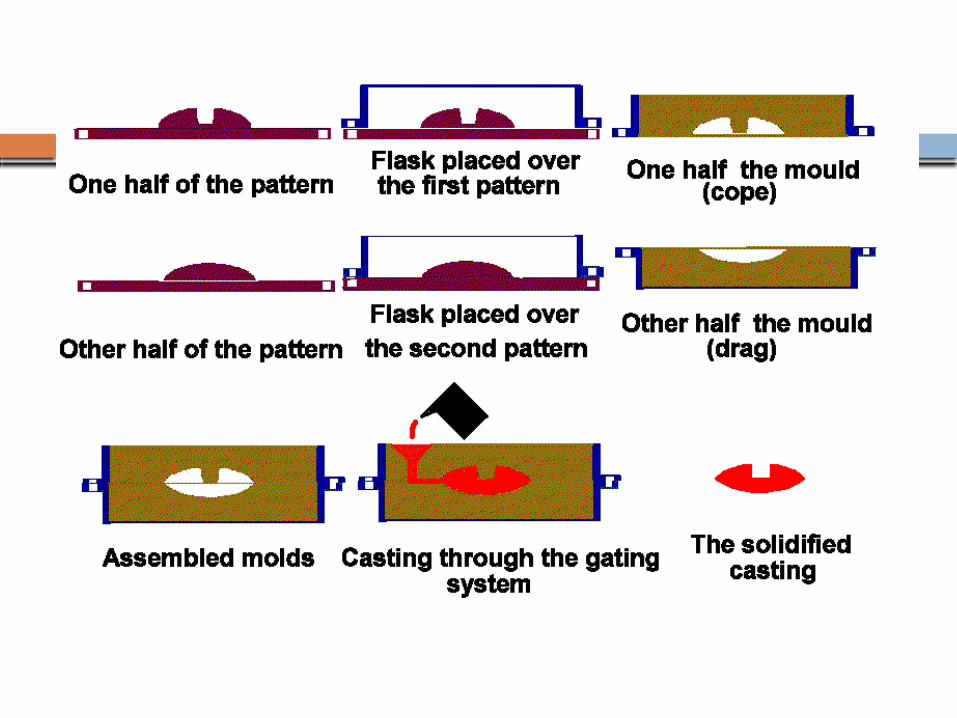
placed over the pattern to produce a cavity representing one half of the casting.
The other half of the mold is produced in like manner and the two flasks are positioned together to form the complete mold.
Features
Low material cost Reclaimable mould material. Environmentally friendly. Ensure strong and rigid moulds
Advantage
Most ferrous / non-ferrous metals can be used. Low Pattern & Material costs. Almost no limit on size, shape or weight of part. Adaptable to large or small quantities Used best for light, bench molding for medium-sized castings or for use with production molding machines.
Disadvantage Low design complexity. Lower dimensional accuracy.
Dry Sand Casting the green sand practice modified by baking the mold at 400-600F (204-316C).
to produce intricate parts which are difficult to cast to exact size and dimensions.
Molds are generally dried (or baked) in large mold drying or with large mold heaters.
Castings of large or medium size and of complex configuration such as frames, engine cylinders, rolls, large gears and housings.
Process A chemical or adhesive binder is mixed with unbonded sand and then it is shaped in the form of the the mold or pattern.
It is then baked at a specific temperature Very intricate designs that are required for housing constructions and automotive parts can be molded perfectly by this method.
the pattern made of wood, rubber or other material is set in the mold.
The patterns is a exact replica of the shape that the metal is to casted in.
Molten metal in poured into the mold where it solidifies.
APPLICATION Both ferrous and non-metals can be cast using the dry sand cast method
Advantage Dry sand molds are generally stronger than green sand molds and therefore can withstand much additional handling.
Better dimension control than if they were molded in green sand.
The improved quality of the sand mixture due to the removal of moisture can result in a much smoother finish on the castings than if made in green sand molds. Where molds are properly washed and sprayed with refractory coatings, the casting finish is further improved.
Disadvantage
This type of molding is much more expensive than green sand molding and is not a high-production process. Correct baking (drying) times are essential.

Chemically bonded is an attraction between atoms that allows the formation of chemical substances that contain two or more atoms.
Shell moulding is an expendable mold casting process that uses a resin covered sand to form the mold.
this process has better dimensional accuracy, a higher productivity rate, and lower labor requirements.
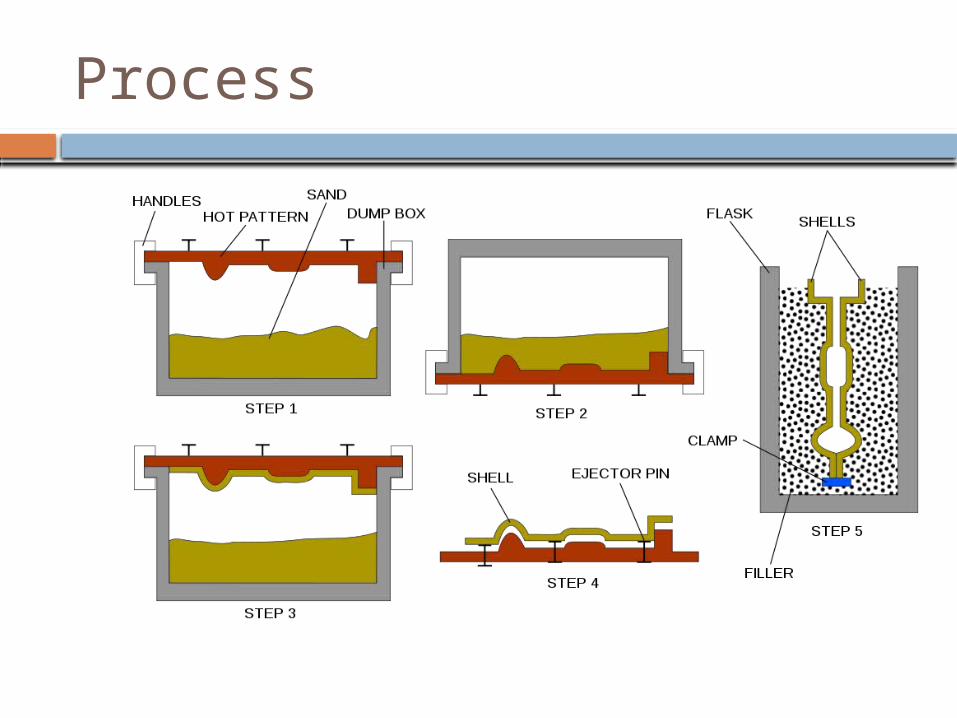
Process
Advantage Good surface quality High rough casting dimensional accuracy
Thin wall thickness and complex castings
Less manpower and molding skill requirements
Disadvantage High production costs and casting prices
High pattern costs Size and weight limitation
Co² moulding Is a sand casting that employs a molding mixture of sand and liquid silicate binder.
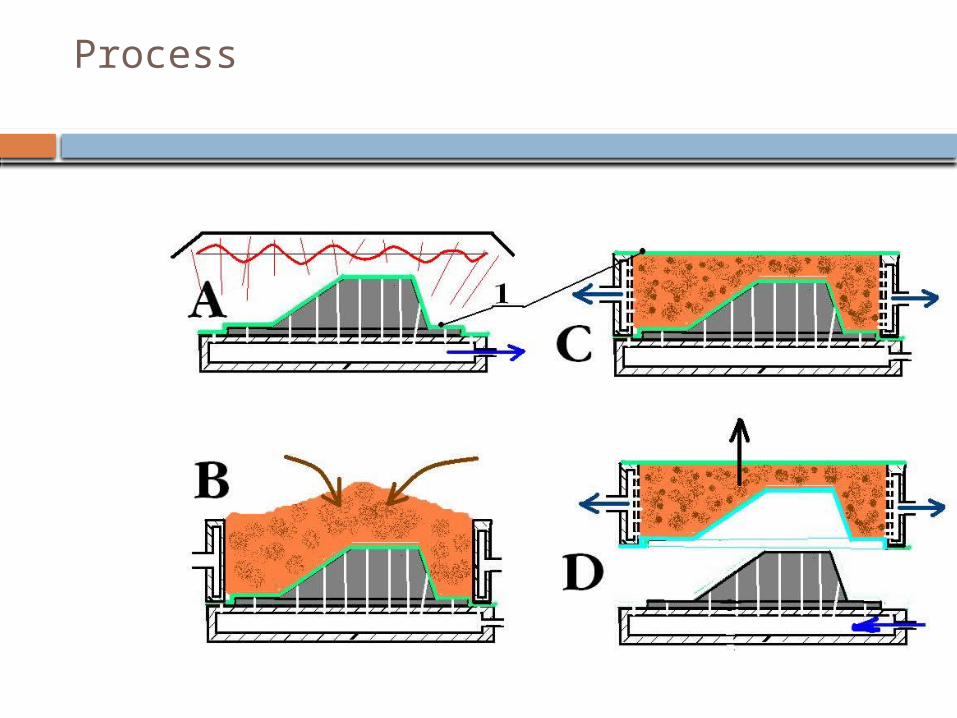
Process

ADVANTAGE
• provide excellent casting surface finish• generally used for high-production runs
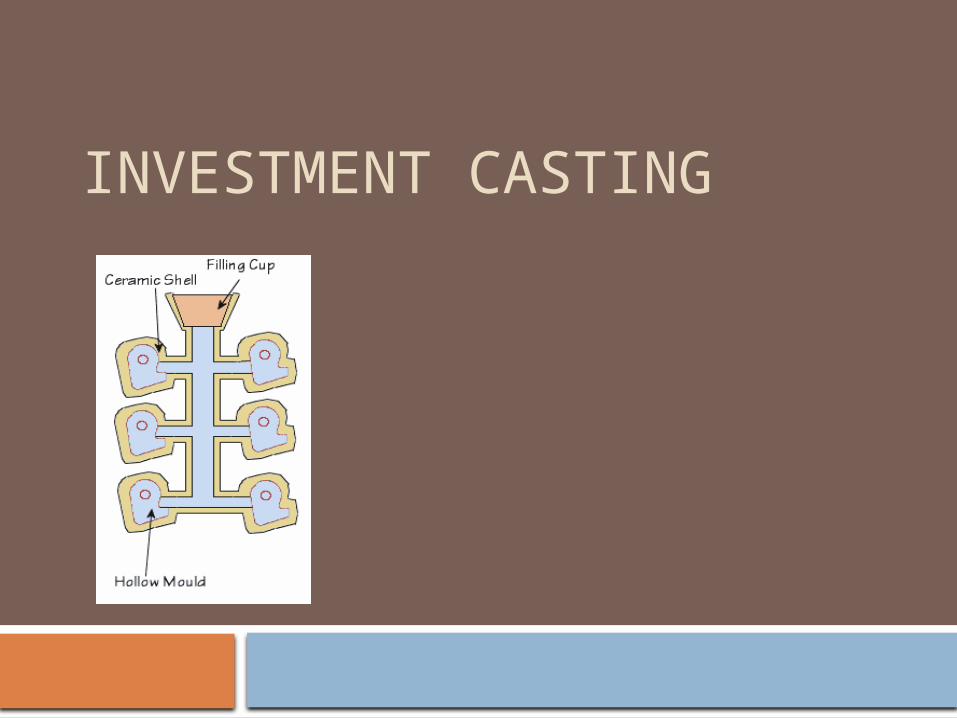
INVESTMENT CASTING
Definition
the castings allow the production of components with accuracy, repeatability, versatility and integrity in a variety of metals and high-performance alloys.
It can produce complicated shapes that would be difficult or impossible with die casting.
Manufacturing process in which a wax pattern is coated with a refractory ceramic materials.
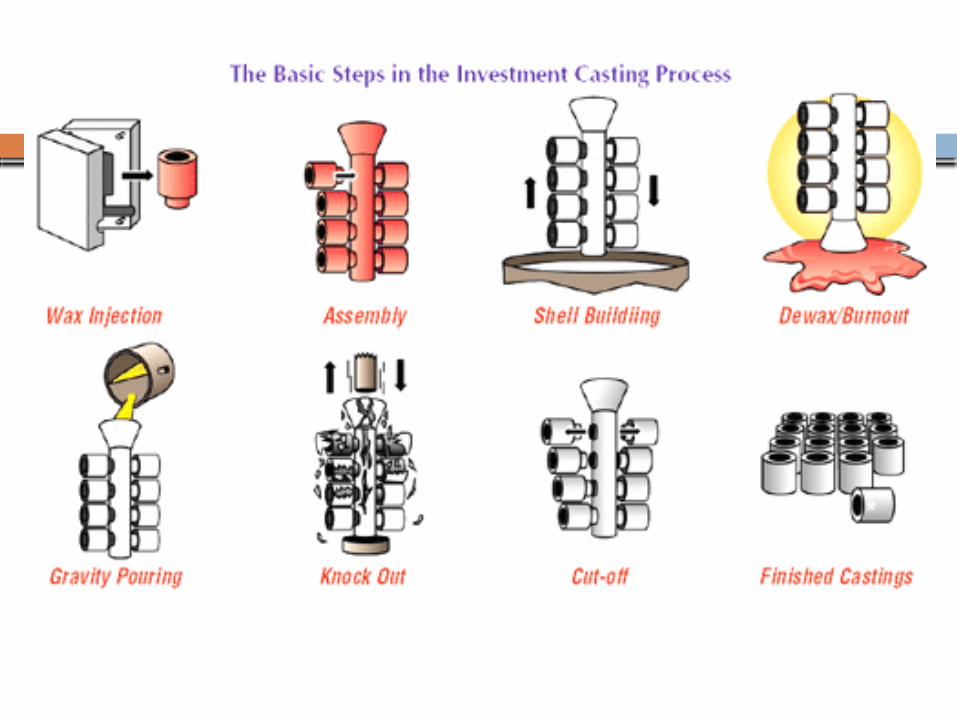
Process
The pattern for this process may also be made from plastic
The pattern will be destroyed because made of wax
Molten mould will melting the pattern and fill the the cavity where the wax pattern was.
many wax patterns may be connected and poured together producing many castings in a single process.

Properties And Considerations Of Manufacturing By Investment Casting
Investment casting is a manufacturing process that allows the casting of extremely complex parts, with good surface finish.
Very thin sections can be produced by this process. Metal castings with sections as narrow as .015in (.4mm) have been manufactured using investment casting.
Investment casting also allows for high dimensional accuracy. Tolerances as low as .003in (.076mm) have been claimed.
Practically any metal can be investment cast. Parts manufactured by this process are generally small, but parts weighing up to 75lbs have been found suitable for this technique.
Parts of the investment process may be automated.
Investment casting is a complicated process and is relatively expensive.
Advantage Many Intricate forms with undercuts can be cast. A very smooth surface is obtained with no parting line.
Dimensional accuracy is good. Certain unmachinable parts can be cast to preplanned shape.
It may be used to replace die-casting where short runs are involved.
Disadvantage This process is practically infeasible for high-volume manufacturing, due to its high cost and long cycle times.
This process is expensive, is usually limited to small casting, and presents some difficulties where cores are involved.
PLASTER CASTING
Definition Material is using plaster of paris it can only be used with non-ferrous materials.
It is used for castings as small as 30 g (1 oz) to as large as 45 kg (99 lb).
Parts that are typically made by plaster casting are lock components, gears, valves, fittings, tooling, and ornaments

Process
Initially plaster of Paris is mixed with water just like in the first step of the formation of any plaster part.
the plaster of Paris and water are then mixed with various additives such as talc and silica flour.
The additives serve to control the setting time of the plaster and improve its strength.
The plaster of Paris mixture is then poured over the casting pattern.
The slurry must sit for about 20 minutes before it sets enough to remove the pattern.
After striping the pattern, the mold must be baked for several hours, to remove the moisture and become hard enough to pour the metal casting.
The two halves of the mold are then assembled for the casting process.
Advantage low thermal conductivity and heat capacity
Produces minimal scrap material. cost advantage on complex parts.
Disadvantage only be used with lower melting temperature non-ferrous materials
Ceramic mould is a group of metal casting processes that use ceramics as the mold material.
It is a combination of plaster mold casting and investment casting.
Process
Advantage Creative complex designs can be made
Can be used for mass production Complicate and innovative designs can be casted.

disadvantage
Very expensive process due to high energy consumption.
Time consuming process