management system work instruction - johnson
TRANSCRIPT
Document No. : SQ Handbook
Revision : D
Page: 1 of 20
This document is the property of Johnson Electric and information herein contained is confidential, unauthorised reproduction or other use thereof, whether directly or indirectly, in whole or in part, is strictly
prohibited.
Management System Procedure (MSP)
Document Title:
Supplier Handbook - Quality Requirement (Americas)
Revision History:
Revision
Descr ip t ion of Change(s )
Ef fect i ve Date
A Initial release 2014-05-01
B Added: Section 4 – v – added Premium Fright notification. Section “8 - iv - a” is updated including CQI-23 Special Process: Molding System Assessment. Description of applicable Cost recovery charges is defined. Supplier Performance Rating is updated Annual part validation is eliminated and replaced with Part Validation definition
2016-02-22
C Major updates on Supplier Quality Handbook to minimize risks and align this to IATF 16949:2016.
2016-09-25
D Updated Sections: 2-ii / 3-ii-c / 5-i-e / 5-ii / 5-iv / 8-i / 8-v-b / 8-vi-b
2018-01-10
Prepared by
Title
Date
Concurred by
Title
Date
Ezra Reyes Manager, Supplier Quality
2018-01-09
Approved by
Title
Date
Approved by
Title
Date
Shannon Badger
Quality and Reliability Senior Manager
2018-01-10
Heather Sullivan
Head of Supply Chain Services
2018-01-10
Document No. : SQ Handbook
Revision : D
Page: 2 of 20
Dear Valued Supplier,
The scope of this handbook addresses direct supplied components/materials/services (hereafter referred
to as ‘part’) being used in Johnson Electric (hereby refer as ‘JE’) products or finished goods. As a qualified
supplier of JE Americas for the part, compliance to the following Supply Chain and Quality standards and
guidelines is required.
1. JE Supplier Quality Goals
i) In order to meet the changing needs of our Customers, JE strives to continuously improve current
processes to make supply chain more efficient. The general goals and objectives are:
a. Zero defects
b. Supplier Corrective Action Report(SCAR) response time:
Containment Action (D-3) Response - 24 hours
Root cause analysis and identification (D4) - 7 calendar days
Selection of Permanent Corrective Action (D-5) - 14 calendar days
8D Closure - 30 calendar days
c. Continuous improvement initiatives with the target of process capability meeting or
exceeding Ppk/Cpk of 2.0 for critical parts and identified special characteristics.
ii) The Supplier shall be certified at a minimum of ISO9001:2008 and to ISO9001:2015 by September
14th of 2018; for those suppliers that provide parts for JE APG (automotive products), ISO9001
certification is acceptable (unless otherwise specified by the end customer); however, as part of JE
supplier quality management system development, JE suppliers shall demonstrate conformity to
TS16949: 2009 or IATF16949: 2016 after September 14th of 2018 Certification to other quality
management system and/or standards shall be required according to related requirements (when
applicable).
a. Supplier shall maintain all applicable certifications and inform JE in the event of a change to
the certification body, major audit finding, or loss or suspension of certification.
Supplier shall be responsible to provide a copy of the latest certificate.
iii) In the event other standards are noted in JE drawings and/or Purchase Order (PO), the supplier is
responsible for maintaining and meeting the most recent revisions available (i.e. IPC-A-610 for
printed circuit boards acceptance, AEC-Q200 for automotive passive electronic component).
2. Law & Regulations
i) Safety regulations
a. JE purchased parts might require certification by International Safety Standards, such as UL
Certified, CSA Certified, ISO Certified, SAE Certified, DIN Certified, 3C (China Compulsory
Certified), etc.
b. In the event that a safety certification is required, the supplier shall be fully compliant and
crossed referenced with the JE PO and/or drawings.
Document No. : SQ Handbook
Revision : D
Page: 3 of 20
ii) Environmental management regulations/Hazardous Substance Free (HSF)
a. Supplier shall assure that the supplied part is compliant with European Union (EU) WEEE
(Waste from Electrical and Electronic Equipment), RoHS 3 (Restriction of Hazardous
Substances Annex III) (also known as EU Commission Directive 2015/863), ELV (End of
Life Vehicles Directive) and REACH (Registration, Evaluation, Authorization, Restriction of
Chemicals)..
b. Supplier shall submit the following documents for part qualification in conjunction with section 3:
Supplier Self-Declaration Letter (HSF compliance declarations)
Supplier Self-Declaration Letter (REACH SVHC)
IMDS
RoHS 3 Third Party Laboratory Test Report
Material Safety Data Sheet (MSDS) – as applicable.
iii) JE specific product requirement
a. The use of Silicone oil (CAS number 63148-62-9) is prohibited in the processing of all parts
supplied to JE.
This prohibition includes direct material (raw material) and/or indirect material (process
material (machine oil, mould releasing agent) used in manufacturing the part unless with JE
written approval.
iv) Responsible sourcing
a. JE expects all suppliers to source responsibly including:
No sourcing from unknown or unauthorized distributor(s) to avoid counterfeit components
(refer to JE COUNTERFEIT PARTS PREVENTION POLICY).
No sourcing from JE or JE Customer’s banned sources.
v) Supplier social responsibility
a. JE expects all supplier to adhere to social responsibility including:
No sourcing for conflict minerals per EICC-GeSI and/or Frank-Dodd Law. Annual declaration
using the latest EICC-GeSI Conflict Mineral Reporting Template is expected.
Other responsibilities whenever applicable.
vi) Other regulations
a. JE expect all suppliers to adhere to local and government, trade, and environmental laws
wherever applicable.
b. Compliance to other regulations per JE PO, component drawings or contract is required.
vii) Contingency Plans
The supplier shall prepare contingency plans to satisfy JE requirements in the event of an
emergency such as utility interruptions, labor shortages, strike, equipment failures, shortages of
material due to a sub-supplier issue, etc.
If the supplier knows in advance that JE, of any of its sites, will be affected on a production
interruption, the supplier shall notify JE’s Planner, Buyer and SQE at least in the next 24 hours; if
possible before the interruption. The immediate action shall be communicated assuring supply of
product.
Document No. : SQ Handbook
Revision : D
Page: 4 of 20
The supplier is required to advise JE of the recovery plan and work towards minimizing its effect on
the JE site.
viii) Failure to adhere to any above law and/or regulations may result in disqualification from JE Supply
Chain Services (SCS) Approved Supplier List.
3. Qualification and Approval
i) Supplier Qualification
a. JE SCS shall assess potential supplier to become an approved and qualified supplier.
b. Supplier shall work with JE SCS to complete the Supplier Assessment Questionnaire (SAQ) and
Non-Disclosure Agreement (NDA).
c. On-site audit shall be arranged if potential supplier fulfils all initial requirements and
assessments. On site audits for New supplier qualification may include:
Potential Supplier Audit (PSA) based on VDA 6.3
Supplier Hazardous Substance Process Management (HSPM) based on QC080000 and
ISO14001
Component Feasibility Study (CFS) based on JE Supplier Quality’s discretion.
d. Qualification shall be based on the manufacturing location/site or the entity location of the
supplier.
Change of manufacturing or entity location shall be approved by JE and an on-site
requalification audit may be conducted at JE discretion. (Refer to the Change Management
clause for details).
e. Supplier shall obtain a green score for PSA to be qualified as a supplier. Supplier may be
conditionally accepted if PSA score is yellow; a supplier does not qualify as an approved
supplier if PSA score is red.
f. JE SCS holds the rights to disqualify a supplier from the Approved Supplier List based on
quality, delivery, service and response performance and any other related reasons (refer to
Supplier Performance rating (SPR) section).
ii) Part Qualification
a. Early Supplier Involvement (ESI) & component feasibility study (CFS-design review).
Supplier shall participate, upon request, with JE in component ESI and component
feasibility study activities during the Request for Quotation (RFQ) process.
Supplier shall work on a Supplier-APQP when project is granted.
b. Supplier Sample Evaluation Report (Supplier SER)
To evaluate the supplier’s ability/capability in suppling parts compliant to the JE part
drawing and requirements prior to mass production; supplier is required to submit (When
requested):
Physical samples
Completed SER submission checklist with related documentations
Remarks: JE Sample Evaluation Center (SEC) will not process sample evaluation if the
above mentioned document packet is not complete.
Document No. : SQ Handbook
Revision : D
Page: 5 of 20
c. Production Part Approval Process (PPAP)
To ensure customer specific requirements compliance, the Production Part Approval
Process (PPAP) is established and to confirm the supplier’s ability to produce high quality
parts that meet or exceed print requirements.
PPAP is required prior mass production and for:
- New part awarded
- Engineering change(s)
- Tooling: transfer, replacement, refurbishment, or added
- Tooling to be use was inactive for more than one year
- Sub-supplier or material source change
- Change in part processing
- Parts produced at a new or additional location
PPAP shall be taken from a significant production run. This significant production run shall
be from 1 hour to 8 hours of production and with the specific production quantity of 300
consecutive parts; unless otherwise specified by JE authorized representative.
PPAP submissions to Johnson Electric are to be made in accordance with the AIAG
guidelines contained in the AIAG PPAP manual.
On-site PPAP audit and qualification shall be arranged under JE Supplier Quality’s
discretion.
Supplier shall have prepared a level three PPAP as default per AIAG manual requirements; the
documents and data to be submitted are:
Design records
This requirement may be satisfied by attaching the “ballooned” design record.
Engineering change documents (if applicable)
The supplier shall provide authorized change documents for those changes not
yet recorded in the design record, but incorporated in the product, part or
tooling, such as ECNs, Specification changes, Supplier change requests, Sub-
assembly drawings, Life or reliability testing requirements, Customer
engineering approval (when supplied part is customer directed).
Design FMEA (if applicable)
This is required when supplier is designed responsible. If DFMEA cannot be
provided, a list of process steps showing the RPN numbers and actions shall be
provided for RPNs > 100.
Process flow diagram
Step by Step designation of the process flow required to produce the referenced
product which meets all customer requirements; this shall be linked to PFMEA
and Control Plan process steps.
Traditional block diagram is preferred.
This shall cover all steps from Receiving to Shipping
Process FMEA
The PFMEA should be completed using a cross-functional team.
Document No. : SQ Handbook
Revision : D
Page: 6 of 20
For each Process Input, determine the ways in which the Process Step can go
wrong (these are Failure Modes)
For each Failure Mode associated with the inputs, determine Effects on the
outputs
Mark special characteristics (product and process)
Identify potential Causes of each Failure Mode
List the Current Controls for each Cause
Assign Severity, Occurrence and Detection ratings after creating a ratings key
appropriate for your project (Refer to AIAG PFMEA manual for ratings).
Calculate RPN
Determine Recommended Actions to reduce high risks (RPN>100)
Take appropriate Actions and Document
Control Plan
Use process flow diagram and PFMEA to build the control plan; keep them
aligned
Controls should be effective.
Ensure that the control plan is in your document control system
Control Plan shall address:
All testing requirements - dimensional, material, and performance
All product and process characteristics at every step throughout the
process
The control method should be based on an effective analysis of the process
Control plans should reference specifications, toolings, etc.
Control Plan shall include the Safe launch plan (GP-12).
Dimensional results
Results shall include samples from each tool cavity, manufacturing line, etc.
Data points should come from PPAP samples included with PPAP submission
5 samples (per tool cavity, manufacturing line, etc.) shall be the minimum
quantity to be measured.
Not-OK results shall be addressed immediately.
Records of material/performance test result (Material certification)
Shall include:
The name of the laboratory that conducted the test
The type of test that was conducted
The number, date, and specification to which the part was tested
The actual test results
Measurement system analysis (MSA)
The supplier shall have applicable Measurement System Analysis studies such
as Gage R&R (GR&R); this is for all gages, measurement and test equipment;
especially all those declared in the Control Plan.
GR&R is acceptable when is <10%; when GR&R is between 10% and 20%, this
must be discussed with JE Supplier Quality representative to determine
acceptability and further actions to be taken prior to PPAP submission. If GR&R
is >20%, this is rejected and corrective actions shall be performed prior PPAP
submission.
Document No. : SQ Handbook
Revision : D
Page: 7 of 20
Initial process studies
The purpose of this requirement is to determine if the production process is
likely to produce product that will meet Johnson Electric’s requirements, as well
to understand the process variation, not just to achieve a specific index value.
Enough initial data is needed in order to plot a control chart, therefore a 100
random individual samples are needed to calculate Cpk / Ppk.
When not enough data points are available (<100 samples), or there are
unknown sources of variation, contact your JE Supplier Quality representative to
develop a suitable plan.
The minimum Cpk/Ppk acceptable is 1.67 for Special, Key and critical
characteristics. Supplier shall develop Corrective actions if Cpk<1.67.
When no special characteristics are identified in the drawing, Johnson Electric
reserves the right to require the demonstration of initial process capability on
other characteristics.
When an unstable process is identified, the supplier shall identify, evaluate and
eliminate the special cause of variation prior PPAP submission; the supplier
shall notify JE Supplier Quality representative and submit a containment plan
corrective action plan prior submission.
Keep in mind that the measurement equipment to be used for the studies have
to be with a higher reading accuracy that what is called out in the specification.
Qualified laboratory documentation
Whenever an external laboratory is used to perform measurements, testing,
calibration of used equipment and/or third party, documentation showing that
the hired company is qualified for the type of measurement or test conducted.
The qualified laboratory that will be performing the initial studies, measurements
or testing shall have a laboratory scope; this is also submitted.
Bulk material checklist (for bulk material only)
Please refer to AIAG PPAP Manual Appendix F for reference.
Run at Rate (R@R) results
Supplier shall monitor and measure the line capacity.
R@R report must be submitted in PPAP.
Use GP-9 Run at Rate worksheet for Run at Rate declaration.
Master sample (if applicable)
The supplier shall retain a master sample for each production line, cavity die,
mould, tool, etc.
At least 3 samples from the PPAP production run (representative of this), shall
be submitted along with the documentation.
Checking aids
Checking aids can include: fixtures, variable and attribute gages, models,
templates, Mylar and/or inspection instructions specific to the product being
submitted.
Chemical composition/IMDS/HSF declaration
Part Chemical composition shall be submitted into the IMDS system.
Hazardous Substance Free declaration is a must to be included in the PPAP
package.
Document No. : SQ Handbook
Revision : D
Page: 8 of 20
RoHS 3, REACH, ELV and WEEE compliance and self-declaration are a must.
Self-declaration letter addressing the compliance to this Suppler Quality
Handbook and JE’s specific requirements.
Conflict minerals per EICC-GeSI and/or Frank-Dodd Law self-declaration.
Use the latest EICC-GeSI Conflict Mineral Reporting Template; this can be
found in the following website:
http://www.responsiblemineralsinitiative.org/conflict-minerals-reporting-template/
Detailed Packaging information
Container dimensions
Skid array and dimensions
Explanation on how the material is array inside the container (tray, layers, bulk,
quantity per box, etc).
Copy of the label to be use
Packaging instructions
Packaging test results per the International Safe Transit Association (ISTA);
refer to www.ista.org for test procedures.
Part Submission Warrant (PSW)
PSW shall be completely filled out.
Part weight, Rate, Mould/cavity/production process fields shall be filled with the
proper information, “N/A” is not acceptable.
NOTE 1: Other PPAP level submission is per JE Supplier Quality representative discretion.
NOTE 2: There may be other customer specific requirements that must be met and included in the
PPAP package; this will be communicated by JE’s representative.
d. Production Launch Containment
At the launch of a new product, process, location change or other type of changes, an early
production containment plan (safe launch plan) must be submitted to JE Supplier Quality
for review.
At a minimum, the plan should consist of an enhanced Control Plan showing additional
inspections and frequencies, a planned time frame (typically 6 lots or 90 days of
production) for the enhanced control, a method to identifying parts under enhanced control
and a proposal for the conditions under which enhanced control will end. Prior to
completion of enhanced control, the supplier shall send data acquired during enhance
control to JE Supplier Quality for review and determination if the supplier may exit the
containment plan.
Containers and skids shipped during this Safe Launch plan period shall be labelled with a
yellow placard stating the part number, Manufacturing date and the legend “Safe Launch
inspected”
4. Delivery
i) Supplier Outgoing Quality Control
a. Supplier shall assure the part meets JE’s PO, drawings, and specifications prior to deliver to JE
unless with JE written approval/agreement.
Document No. : SQ Handbook
Revision : D
Page: 9 of 20
b. Supplier needs to provide the Certificate of Conformance (CoC) and/or Certificate of Acceptance
(CoA) for every delivery lot. CoC and/or CoA shall include the following information:
Supplier Name
JE Part Number
Production LOT Date / LOT Number (#)
PO Number (#)
Inspection detail (Specification, AQL, Measurement Results, Acceptance Status, Inspection
date, Inspector name/Signature…. etc.)
Statement of “ESDC067 Conformance” (if applicable)
Supplier Outgoing Quality Control items shall not be less than incoming inspection items in
JE.
c. Supplier shall attach a hard copy of CoC/CoA to the shipment and keep a soft copy ready and
accessible for upon request.
d. The supplier shall inform Johnson Electric regarding deviations from the average weekly First
Pass Yield (FPY) of more than 10% for a given supplied part within two working days of the
deviation, or in a mutually defined time frame. The supplier shall provide information regarding
past and current FPY upon request.
e. Written approval/deviation shall be obtained from JE Supplier Quality Representative prior to
shipping of non-conforming part.
Special labelling and / or packaging instructions shall be coordinated prior to shipment of
the non-conforming part to assure traceability of the material.
ii) Special Shelf Life and Preservation
a. Supplier shall provide a system for the identification and traceability control of those items that
degrade with time.
b. Acceptance of material at JE incoming with shelf life requirement shall be minimally 2/3 of the
life. (Example, shelf life of 12 months, JE will not accept if the material is less than 8 months
shelf life left.)
iii) Packaging and Labelling
a. Only approved packaging shall be used to avoid damage to the part during transit and storage.
Proper electro-static discharge (ESD) packaging (tray, ESD PE bag, etc) is to be used for
ESD sensitive components such as PCBA, electronics components, etc.
A moisture barrier bag (with proper sealing) is to be used for components such as carbon
brushes, etc.
Special packaging (temperature and humidity controlled) and storage is to be used for
components such as adhesive/glue, epoxy powder, etc.
Adequate support and protection on carton and pallet (if applicable).
b. Product shipped under deviation for any reasons will be clearly labelled to ensure traceability of
deviated delivery/supplied part. The label will contain, at a minimum, the following information:
JE Part Number
Drawing revision status
LOT date/number
Quantity
Document No. : SQ Handbook
Revision : D
Page: 10 of 20
Any special remark such as new revision, after containment (sorting), special handling or
storage (if applicable).
For better reference or special instructions, please contact your JE site representative.
iv) Supplier shall comply with all trade compliance regulations including (but not limited) the availability of
trade compliance documents.
v) Kanban and direct-to-production initiatives
a. Supplier is expected to participate in any supply chain initiative of Kanban or direct-to-
production by supporting related quality documentation and evidence requirements.
vi) Premium Freight: Suppliers shall notify JE Purchasing Commodity Manager and Supplier Quality
Engineering, within 24 hours, if Premium Freight is use to meet on-time deliveries.
5. Incident Management & Performance Monitoring
i) Quality Incident Management
a. A part Non-conformance report can originate from the following:
Sample qualification (Design Verification/DV, Production Verification/PV, SER & PPAP)
non-conformance
JE Incoming Quality Control (IQC)
JE production line
Customer complaint
b. A 5W2H Report will be issued to Supplier Quality by the party identifying the non-conforming
part (SEC, IQC, Quality Department, etc.). Supplier Quality shall follow-up the non-conformance
with the supplier with a Non-Conformance report (NCR). The supplier shall respond with an
8D/Supplier Corrective Action Report (SCAR) within the timeline defined in Section 1-i-b of this
document.
c. 8D/SCAR shall contain the following information:
Detailed description of root causes (Occurrence, Non-Detection and System) for failure
using suitable PDCA tools like 5-Why, Fault Tree Analysis (FTA) or Fishbone Diagram
(Ishikawa diagram).
Containment Plan shall include parts at the supplier, in-transit to JE, in the JE warehouse
and JE’s Customer’s sites.
Short-term corrective/improvement action(s)
Long-term preventive/improvement action(s) & lesson learned/look-across
Verification and validation of action(s)
Supplier shall use Johnson Electric’s 8D form.
d. Controlled shipment
Controlled shipment shall be imposed on the supplier at JE Supplier Quality’s discretion
(especially re-occurrence of non-conformance).
Controlled shipment level 1 (CSL1) is conducted by supplier personnel and is a 100%
inspection of material/part prior to shipment of the material. Duration of the controlled
shipment activity will be based on inspection results and performance at the JE
manufacturing site.
Document No. : SQ Handbook
Revision : D
Page: 11 of 20
If the executed controlled shipment by supplier (CSL1) is not effective, Controlled Shipment
Level 2 (CSL2) inspection by 3rd party will be imposed by JE Supplier Quality. The costs
for 3rd party control are the supplier’s responsibility.
JE reserves the right on assessing and auditing the 3rd party inspection area; supplier is
fully responsible for the control of the 3rd party inspection working environment (i.e. ESD
area and personnel properly grounded if electronics are being inspected, proper light and
equipment in place to assess microscopic conditions, etc).
e. Cost of quality & recovery
In the event confirmed non-conforming supplier parts reach JE or its Customers, JE SCS
shall notify and work with the supplier to remedy the situation including prompt analysis,
containment and follow-up actions.
Supplier shall be responsible for all associated costs including but not limited to sorting
costs, premium freight, travel expenses, Customer fines, downtime, special equipment
purchases, incidental charges, etc.
Supplier Non-Conformance Chargebacks process starts when Johnson Electric incurs a
financial impact due to supplier non-conforming material or supply disruption. This process
is designed to provide guidelines on identifying, documenting, and recovering financial
impact incurred as a result of supplier non-conforming material or supply disruption.
Financial impact may include the cost of investigation, sort, rework, testing activities,
downtime, overtime, expediting, etc. (refer to table 1).
NOTE: This process is intended to help drive supply base improvements and hold suppliers
accountable for poor quality and delivery performance. It is not intended to be punitive or
generate profits.
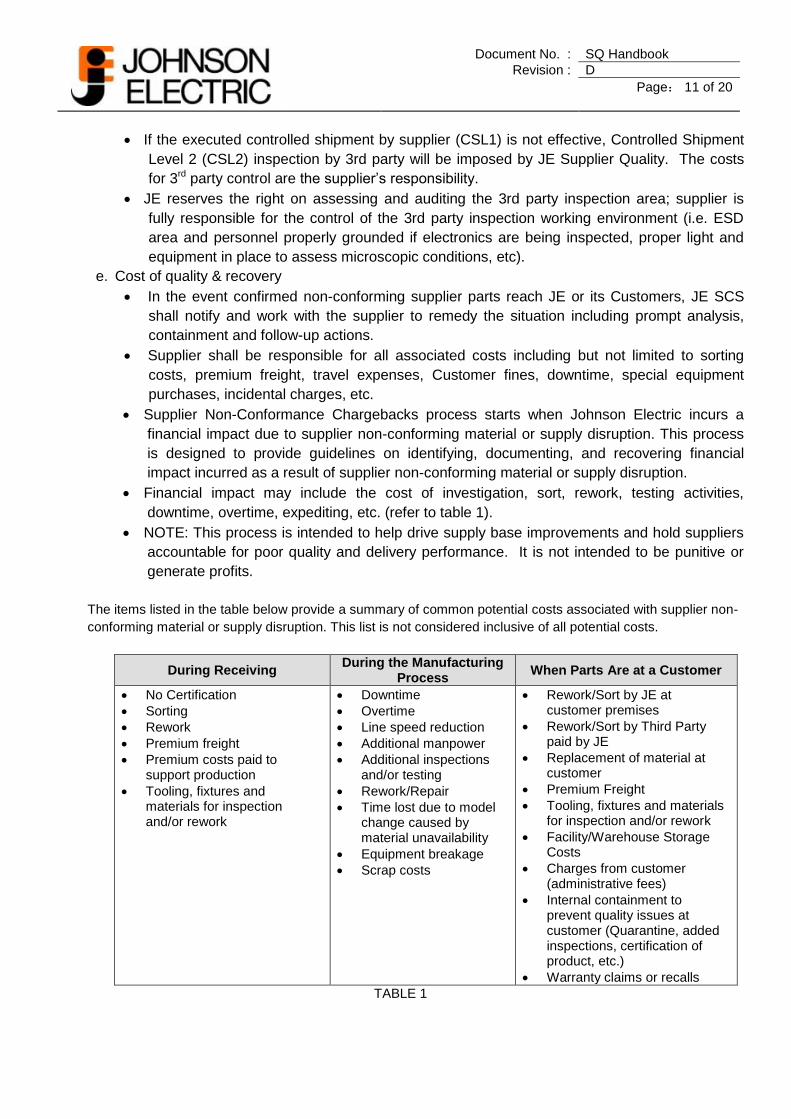
The items listed in the table below provide a summary of common potential costs associated with supplier non-
conforming material or supply disruption. This list is not considered inclusive of all potential costs.
During Receiving During the Manufacturing
Process When Parts Are at a Customer
No Certification
Sorting
Rework
Premium freight
Premium costs paid to support production
Tooling, fixtures and materials for inspection and/or rework
Downtime
Overtime
Line speed reduction
Additional manpower
Additional inspections and/or testing
Rework/Repair
Time lost due to model change caused by material unavailability
Equipment breakage
Scrap costs
Rework/Sort by JE at customer premises
Rework/Sort by Third Party paid by JE
Replacement of material at customer
Premium Freight
Tooling, fixtures and materials for inspection and/or rework
Facility/Warehouse Storage Costs
Charges from customer (administrative fees)
Internal containment to prevent quality issues at customer (Quarantine, added inspections, certification of product, etc.)
Warranty claims or recalls
TABLE 1
Document No. : SQ Handbook
Revision : D
Page: 12 of 20
The following are the standard charges that will be applied when a Cost recovery event occurs:
Description Chargeback Explanation
Labor $40.00 USD/hour per person JE USA $10.00 USD/hour per person JE Mexico
$40.00 USD/hour per person applicable to labor within Johnson Electric United States. $10.00 USD/hour per person applicable to labor within Johnson Electric Mexico.
Scrap Quantity x piece price Scrap associated with final assemblies, subassemblies and components.
Customer Cost Recovery
Amount charged to JE by the customer
Charges imposed by the customer to Johnson Electric due to the disruption generated by the supplier issue.
Equipment / Tools Amount defined in the invoice
Equipment or tools bought to make a rework, to sort or test specifically related to the supplier quality issue.
Premium Freight According to the carrier charges
Freight cost incurred inbound (from supplier to JE site) or outbound (from JE site to customer) due to the supplier quality nonconformance.
Travel Expenses Airfare Car rental Fuel expense Hotel room charges
Travel expenses from Johnson Electric staff to the supplier site or to the customer facility to attend or asses the supplier quality nonconformance.
Administration Fee $500.00 USD standard fee A $500.00 USD administrative fee is assessed to each NCR. This applies to any supplier responsible quality or delivery issue that results in a reject or non-conformance report (NCR) generated. The administrative fee will not apply to informative reports to the supplier.
ii) Periodic on-site audit at supplier:
a. A periodic process audit will be done accordingly based on a yearly risk assessment performed:
General process audit is based on JE VDA6.3 Process Audit Checklist.
Specific commodity benchmarking audit based on JE Commodity Benchmarking Checklist.
Specific customer audit checklist as needed.
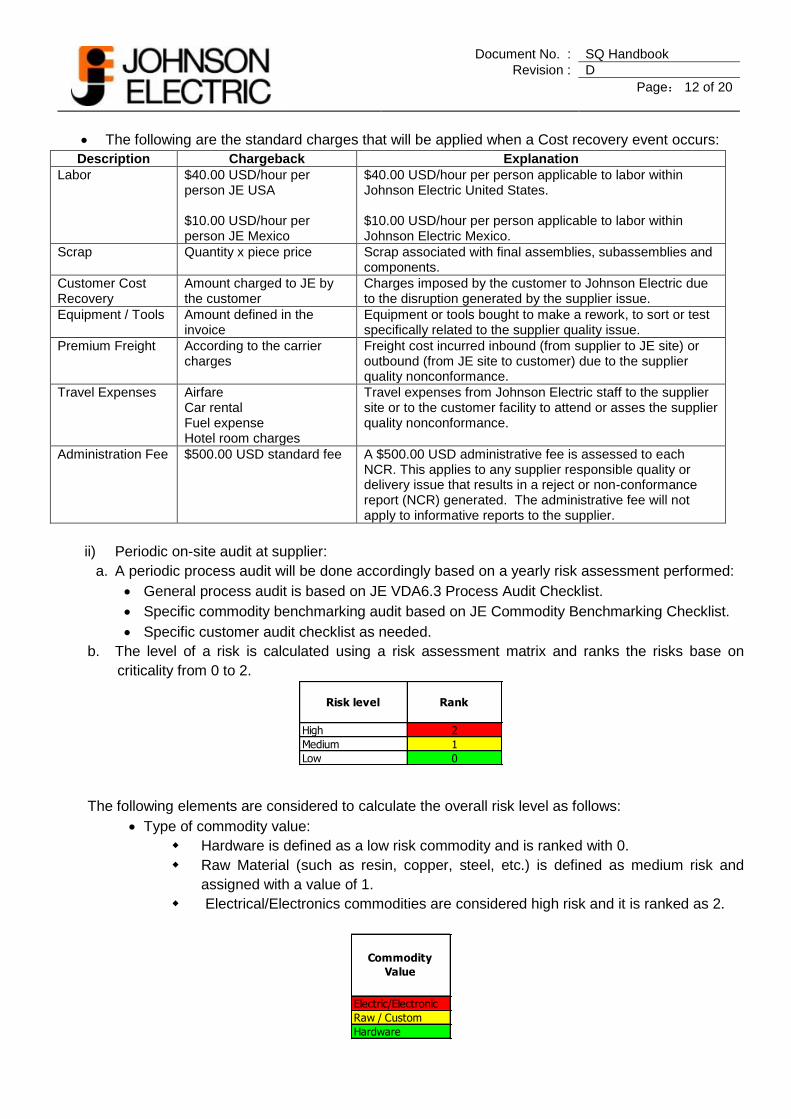
b. The level of a risk is calculated using a risk assessment matrix and ranks the risks base on
criticality from 0 to 2.
The following elements are considered to calculate the overall risk level as follows:
Type of commodity value:
Hardware is defined as a low risk commodity and is ranked with 0.
Raw Material (such as resin, copper, steel, etc.) is defined as medium risk and
assigned with a value of 1.
Electrical/Electronics commodities are considered high risk and it is ranked as 2.
High 2
Medium 1
Low 0
Risk level Rank
Electric/Electronic
Raw / Custom
Hardware
Commodity
Value
Document No. : SQ Handbook
Revision : D
Page: 13 of 20
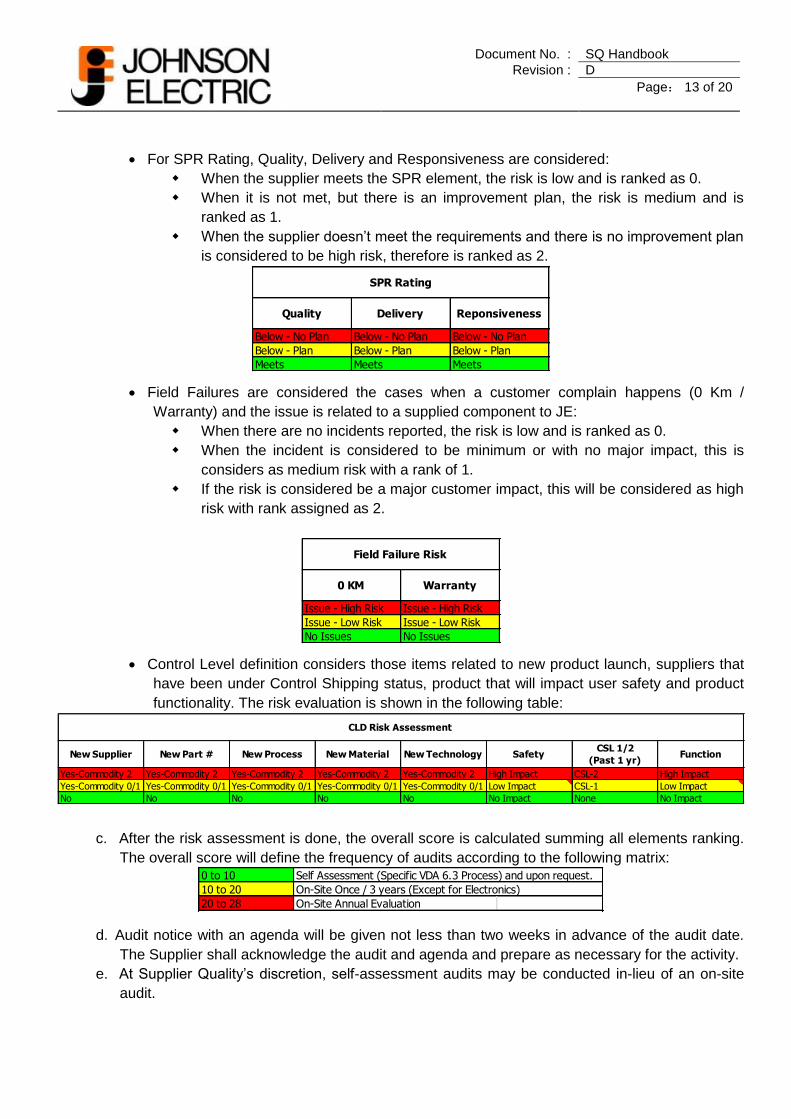
For SPR Rating, Quality, Delivery and Responsiveness are considered:
When the supplier meets the SPR element, the risk is low and is ranked as 0.
When it is not met, but there is an improvement plan, the risk is medium and is
ranked as 1.
When the supplier doesn’t meet the requirements and there is no improvement plan
is considered to be high risk, therefore is ranked as 2.
Field Failures are considered the cases when a customer complain happens (0 Km /
Warranty) and the issue is related to a supplied component to JE:
When there are no incidents reported, the risk is low and is ranked as 0.
When the incident is considered to be minimum or with no major impact, this is
considers as medium risk with a rank of 1.
If the risk is considered be a major customer impact, this will be considered as high
risk with rank assigned as 2.
Control Level definition considers those items related to new product launch, suppliers that
have been under Control Shipping status, product that will impact user safety and product
functionality. The risk evaluation is shown in the following table:
c. After the risk assessment is done, the overall score is calculated summing all elements ranking.
The overall score will define the frequency of audits according to the following matrix:
d. Audit notice with an agenda will be given not less than two weeks in advance of the audit date.
The Supplier shall acknowledge the audit and agenda and prepare as necessary for the activity.
e. At Supplier Quality’s discretion, self-assessment audits may be conducted in-lieu of an on-site
audit.
Quality Delivery Reponsiveness
Below - No Plan Below - No Plan Below - No Plan
Below - Plan Below - Plan Below - Plan
Meets Meets Meets
SPR Rating
0 KM Warranty
Issue - High Risk Issue - High Risk
Issue - Low Risk Issue - Low Risk
No Issues No Issues
Field Failure Risk
New Supplier New Part # New Process New Material New Technology SafetyCSL 1/2
(Past 1 yr)Function
Yes-Commodity 2 Yes-Commodity 2 Yes-Commodity 2 Yes-Commodity 2 Yes-Commodity 2 High Impact CSL-2 High Impact
Yes-Commodity 0/1 Yes-Commodity 0/1 Yes-Commodity 0/1 Yes-Commodity 0/1 Yes-Commodity 0/1 Low Impact CSL-1 Low Impact
No No No No No No Impact None No Impact
CLD Risk Assessment
0 to 10 Self Assessment (Specific VDA 6.3 Process) and upon request.
10 to 20 On-Site Once / 3 years (Except for Electronics)
20 to 28 On-Site Annual Evaluation
Document No. : SQ Handbook
Revision : D
Page: 14 of 20
f. Supplier shall respond to the findings report within 14 business days of the audit or as agreed
between JE SQE and the supplier.
Scoring less than pass score would trigger supplier re-qualification process and/or could result in
disqualification.
iii) On-demand audits
a. Based on the severity of a non-conforming parts incident (Customer quality incident, line
stoppage, repeat defect), on-demand audits shall be requested by Supplier Quality to verify the
details on-site at supplier.
b. Audit will be based on corrective action (8D) methodology (including containment action review,
root cause replication, corrective actions and preventive actions in place), control plan adequacy
and adherence and/or process audit checklist per VDA6.3.
c. Audit notice with and agenda shall be provided not less than two working days in advance of the
audit. The Supplier shall acknowledge the audit and agenda and prepare as necessary.
d. Supplier shall respond on the audit findings within 1 week or as agreed upon between JE SQE
and the supplier.
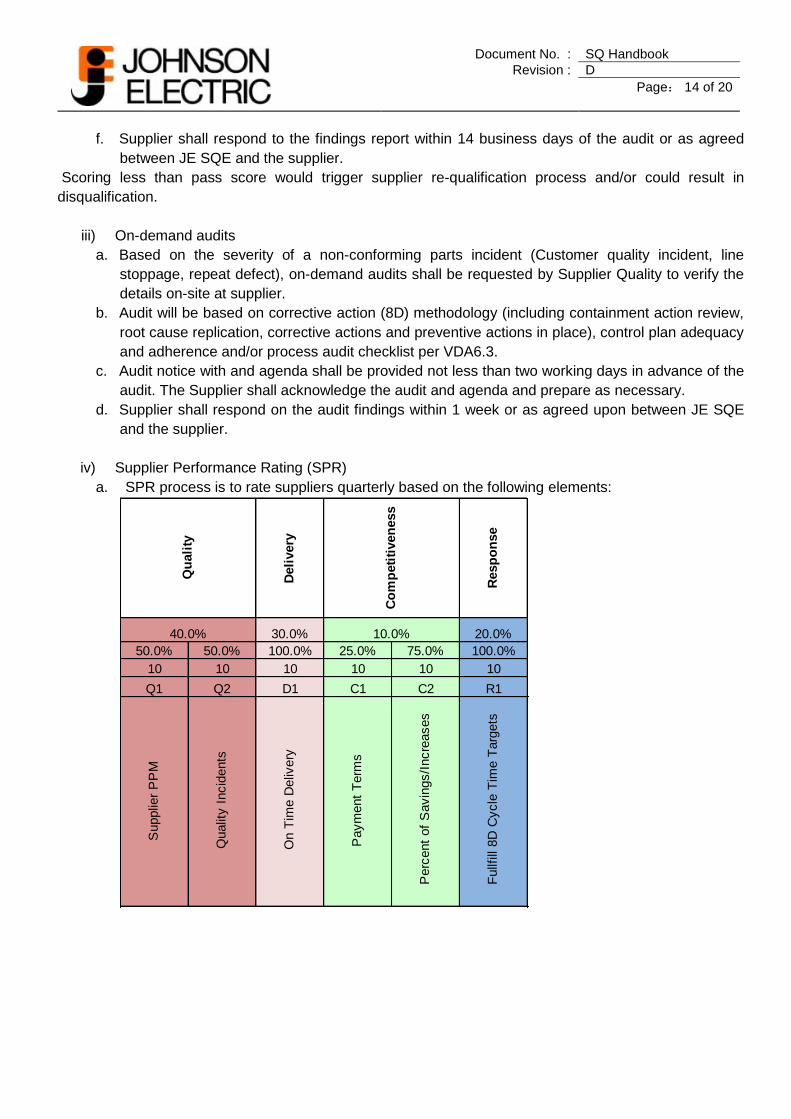
iv) Supplier Performance Rating (SPR)
a. SPR process is to rate suppliers quarterly based on the following elements:
Deli
very
Resp
on
se
30.0% 20.0%
50.0% 50.0% 100.0% 25.0% 75.0% 100.0%
10 10 10 10 10 10
Q1 Q2 D1 C1 C2 R1
Perc
ent
of
Savin
gs/I
ncre
ases
Fullf
ill 8
D C
ycle
Tim
e T
arg
ets
40.0%
Qualit
y I
ncid
ents
On T
ime D
eliv
ery
Co
mp
eti
tiven
ess
Paym
ent
Term
s
Qu
ali
ty
Supplie
r P
PM
10.0%
Document No. : SQ Handbook
Revision : D
Page: 15 of 20
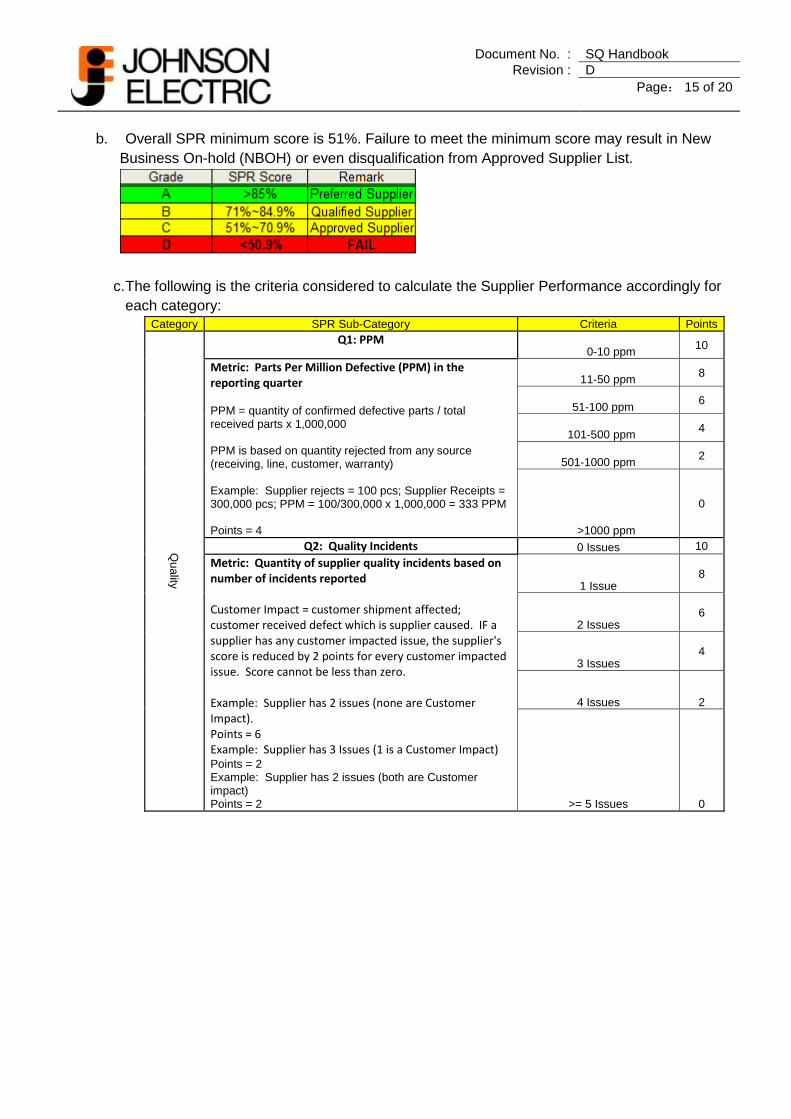
b. Overall SPR minimum score is 51%. Failure to meet the minimum score may result in New
Business On-hold (NBOH) or even disqualification from Approved Supplier List.
c. The following is the criteria considered to calculate the Supplier Performance accordingly for
each category:
Category SPR Sub-Category Criteria Points
Qu
ality
Q1: PPM 0-10 ppm
10
Metric: Parts Per Million Defective (PPM) in the reporting quarter PPM = quantity of confirmed defective parts / total received parts x 1,000,000 PPM is based on quantity rejected from any source (receiving, line, customer, warranty) Example: Supplier rejects = 100 pcs; Supplier Receipts = 300,000 pcs; PPM = 100/300,000 x 1,000,000 = 333 PPM Points = 4
11-50 ppm 8
51-100 ppm 6
101-500 ppm 4
501-1000 ppm 2
>1000 ppm
0
Q2: Quality Incidents 0 Issues 10
Metric: Quantity of supplier quality incidents based on number of incidents reported Customer Impact = customer shipment affected; customer received defect which is supplier caused. IF a supplier has any customer impacted issue, the supplier's score is reduced by 2 points for every customer impacted issue. Score cannot be less than zero. Example: Supplier has 2 issues (none are Customer Impact). Points = 6 Example: Supplier has 3 Issues (1 is a Customer Impact) Points = 2 Example: Supplier has 2 issues (both are Customer impact) Points = 2
1 Issue 8
2 Issues 6
3 Issues 4
4 Issues 2
>= 5 Issues 0
Document No. : SQ Handbook
Revision : D
Page: 16 of 20
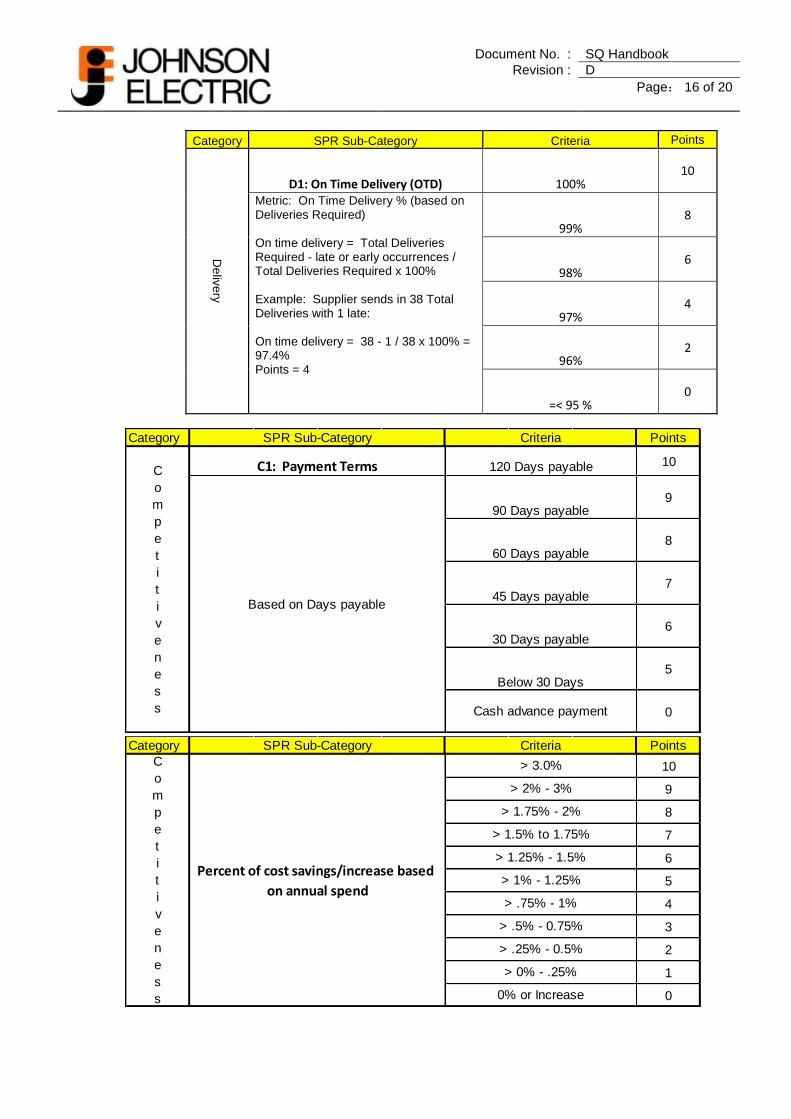
Category SPR Sub-Category Criteria Points
Deliv
ery
D1: On Time Delivery (OTD) 100% 10
Metric: On Time Delivery % (based on Deliveries Required) On time delivery = Total Deliveries Required - late or early occurrences / Total Deliveries Required x 100% Example: Supplier sends in 38 Total Deliveries with 1 late: On time delivery = 38 - 1 / 38 x 100% = 97.4% Points = 4
99% 8
98% 6
97% 4
96% 2
=< 95 % 0
Category Points
10
9
8
7
6
5
0
SPR Sub-Category Criteria
C
o
m
p
e
t
i
t
i
v
e
n
e
s
s
C1: Payment Terms
Based on Days payable
120 Days payable
90 Days payable
60 Days payable
Below 30 Days
30 Days payable
45 Days payable
Cash advance payment
Category Points
10
9
8
7
6
5
4
3
2
1
0
> .75% - 1%
SPR Sub-Category Criteria
C
o
m
p
e
t
i
t
i
v
e
n
e
s
s
> 3.0%
> 2% - 3%
> 1.75% - 2%
> .5% - 0.75%
> .25% - 0.5%
> 0% - .25%
0% or Increase
Percent of cost savings/increase based
on annual spend
> 1.5% to 1.75%
> 1.25% - 1.5%
> 1% - 1.25%
Document No. : SQ Handbook
Revision : D
Page: 17 of 20
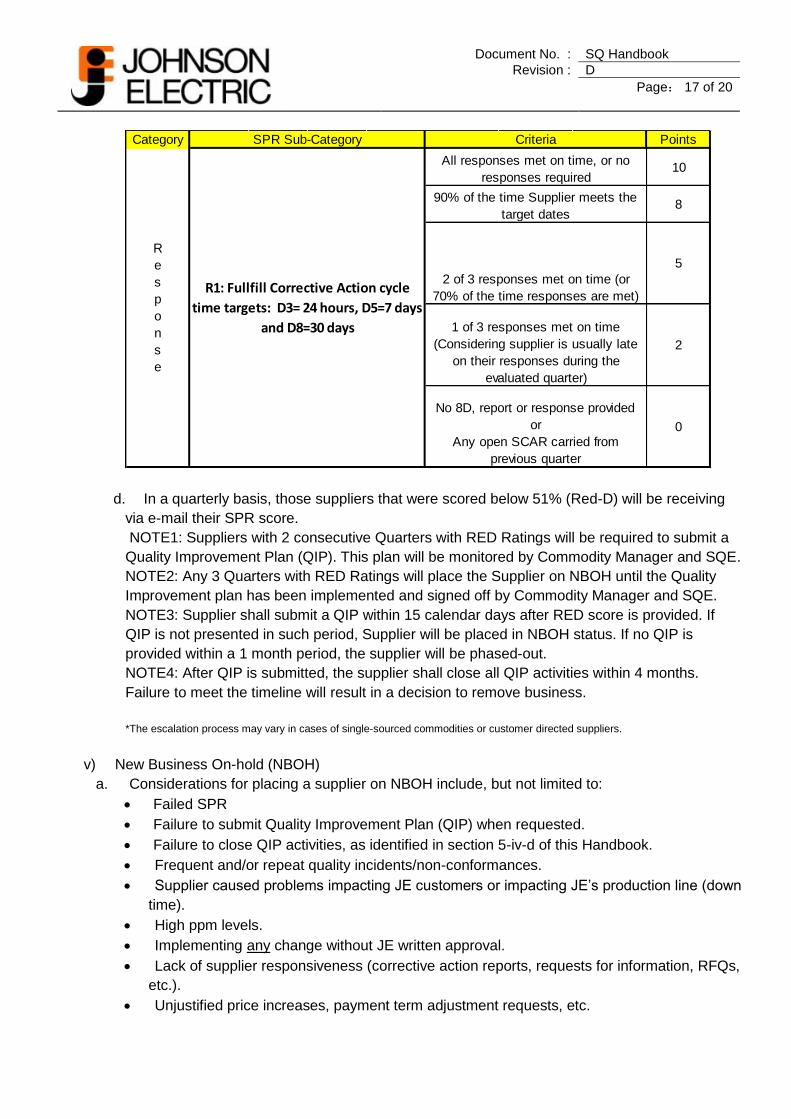
Category Points
10
8
5
2
0
SPR Sub-Category Criteria
R
e
s
p
o
n
s
e
All responses met on time, or no
responses required
2 of 3 responses met on time (or
70% of the time responses are met)
1 of 3 responses met on time
(Considering supplier is usually late
on their responses during the
evaluated quarter)
No 8D, report or response provided
or
Any open SCAR carried from
previous quarter
90% of the time Supplier meets the
target dates
R1: Fullfill Corrective Action cycle
time targets: D3= 24 hours, D5=7 days
and D8=30 days
d. In a quarterly basis, those suppliers that were scored below 51% (Red-D) will be receiving
via e-mail their SPR score.
NOTE1: Suppliers with 2 consecutive Quarters with RED Ratings will be required to submit a
Quality Improvement Plan (QIP). This plan will be monitored by Commodity Manager and SQE.
NOTE2: Any 3 Quarters with RED Ratings will place the Supplier on NBOH until the Quality
Improvement plan has been implemented and signed off by Commodity Manager and SQE.
NOTE3: Supplier shall submit a QIP within 15 calendar days after RED score is provided. If
QIP is not presented in such period, Supplier will be placed in NBOH status. If no QIP is
provided within a 1 month period, the supplier will be phased-out.
NOTE4: After QIP is submitted, the supplier shall close all QIP activities within 4 months.
Failure to meet the timeline will result in a decision to remove business.
*The escalation process may vary in cases of single-sourced commodities or customer directed suppliers.
v) New Business On-hold (NBOH)
a. Considerations for placing a supplier on NBOH include, but not limited to:
Failed SPR
Failure to submit Quality Improvement Plan (QIP) when requested.
Failure to close QIP activities, as identified in section 5-iv-d of this Handbook.
Frequent and/or repeat quality incidents/non-conformances.
Supplier caused problems impacting JE customers or impacting JE’s production line (down
time).
High ppm levels.
Implementing any change without JE written approval.
Lack of supplier responsiveness (corrective action reports, requests for information, RFQs,
etc.).
Unjustified price increases, payment term adjustment requests, etc.
Document No. : SQ Handbook
Revision : D
Page: 18 of 20
Frequent and/or repeated delivery problems (ahead of time or late, incorrect shipping,
billing documents, etc.).
6. Change management
i) All supplier changes (5M&1E) shall be reviewed and approved in a controlled manner to mitigate
delivery and/or quality risk.
ii) Suppliers are required to inform JE in advance of any planned / pending changes (see below) by
completing and submitting the Supplier Change Request/Review Form. The supplier shall provide
sufficient supporting documentation and/or samples with the change request form.
iii) JE SCS shall review the request and determine qualification requirements (process, manufacturing
site, part, etc.).
iv) Change requests are to be submitted with sufficient lead time for JE review and approval. Note that
the change(s) shall NOT be carried out until JE has officially provided written approval for the
change.
a. Change of raw material supplier
b. Change of manufacturing location
c. Change of packaging
d. Change of equipment/ fixture/ tooling
e. Change of production process
f. Change of Product Design
g. Change of reliability specification & safety
h. Other changes deemed to be reviewed
v) In the event an emergency change is required (supplier or sub-supplier shutdown, natural disasters,
irreparable damage to tooling/equipment or any other critical condition that may interrupt supply or
affect party quality), the Supplier shall notify JE SCS immediately for disposition.
7. Sub-supplier Management
i) JE suppliers are required to ensure that their sub-suppliers are capable of providing cogent
support and are capable of meeting JE’s quality systems and part quality requirements.
a. Suppliers shall select sub-suppliers certified at least to ISO 9001 (latest revision). The sub-
suppliers should have a target to develop their quality management system towards ISO/TS
16949 (IATF16949 after September 14th, 2018) or other relevant industry quality management
system certified by an accredited third party certification body.
b. Suppliers shall monitor their sub-suppliers including (but not limited to) quality performance
rating and periodic on-site audit and retain all the records for JE Supplier Quality review upon
request.
ii) Suppliers shall note that JE Supplier Quality reserves the right to visit the sub-suppliers:
a. trader who distributing another manufacturers’ part/component
b. sub-supplier supplying JE critical components
c. serious quality incident occurred
d. other situation deemed necessary by JE Supplier Quality.
Document No. : SQ Handbook
Revision : D
Page: 19 of 20
iii) Sub-suppliers who supply automotive products shall be familiar and skilful with automotive core-
tools including APQP, FMEA, MSA, SPC, PPAP as mentioned in AIAG manual.
iv) Sub-suppliers shall comply with JE customer special requirements.
8. Other requirements
i) Record
a. JE APG suppliers shall keep their production records for the entire life cycle of the product, plus
(+) 15 years. This shall be available to Johnson Electric upon request.
b. JE IPG and Medtech suppliers shall keep their production records for the entire life cycle of the
product +10 years.
ii) Warranty Returns (Automotive products)
a. Supplier shall designate a team conforming on a Warranty Champion, Quality Representative,
Manufacturing and/or Design Engineer and SQE as a minimum.
b. Supplier must implement a Warranty process complaint to CQI-14.
c. As part of Continuous improvement process, supplier shall analyze the warranty part returned and
provide analysis report in a period of 15 calendar days, identifying Root cause of the symptom.
d. Report shall be submitted in an 8D form including a 3L5W identifying the real Root cause of the
reported issue.
e. Supplier shall look across on other product processes in order implement same corrective actions
with the goal to prevent future quality problems in the field.
NOTE: DFMEA (If applicable), PFMEA and Control Plan shall be updated accordingly
iii) Special characteristics
a. JE drawings designate special characteristics by use of various symbols and Ppk and Cpk
requirement may be specified.
b. These special characteristics must be cascaded from JE drawings to supplier’s drawing and
sub-drawings and must be controlled and demonstrated in PFMEA’s and Control Plans at both
supplier and sub-supplier.
c. Statistical process control (SPC) is required on special characteristics where variable data is
collected and analysed. On-going production must demonstrate capability of a minimum of 1.67
(Cpk) in the long term by analysing a minimum collected data of 125 data points or 25 sub-
groups of 5 data points; unless drawing specifies a different requirement.
iv) Measurement Systems Analysis (MSA)
a. Gauge studies (GR&R) are required for all gauges used for inspection of part for JE.
b. This requirement extends to attribute gauges such as go/no-go pins, pass-fail tests and visual
inspection processes.
c. Variable data gauges, an ANOVA GR&R is required.
Under 10% errors– acceptable
10-20% errors- may or may not be acceptable; under JE Supplier Quality’s disposition.
Over 20% errors– not acceptable, corrective action(s) needed.
Document No. : SQ Handbook
Revision : D
Page: 20 of 20
v) AIAG/Special process (CQI) requirement
a. JE requires all suppliers and sub-suppliers of special processes to comply with the following:
heat-treating : CQI-9 (Special Process: Heat Treat System Assessment)
plating : CQI-11 (Special Process: Plating System Assessment)
coating : CQI-12 (Special Process: Coating System Assessment)
welding : CQI-15 (Special Process: Welding System Assessment)
soldering : CQI-17(Special Process: Soldering Process Assessment)
Moulding : CQI-23 (Special Process: Moulding System Assessment)
Casting: CQI-27 (Special Process: Casting System Assessment)
b. Annual assessments (as required) shall be conducted either on-site at supplier by JE Supplier
Quality or through supplier self-assessment (depending on JE SQE and Q&R discretion).
c. Any JE specific requirement or JE-customer’s specific requirement such as FMVSS
(Flammability test, annual testing of resin, conflict minerals report in applicable cases etc. must
be supplied as and when requested by JE supplier quality team.
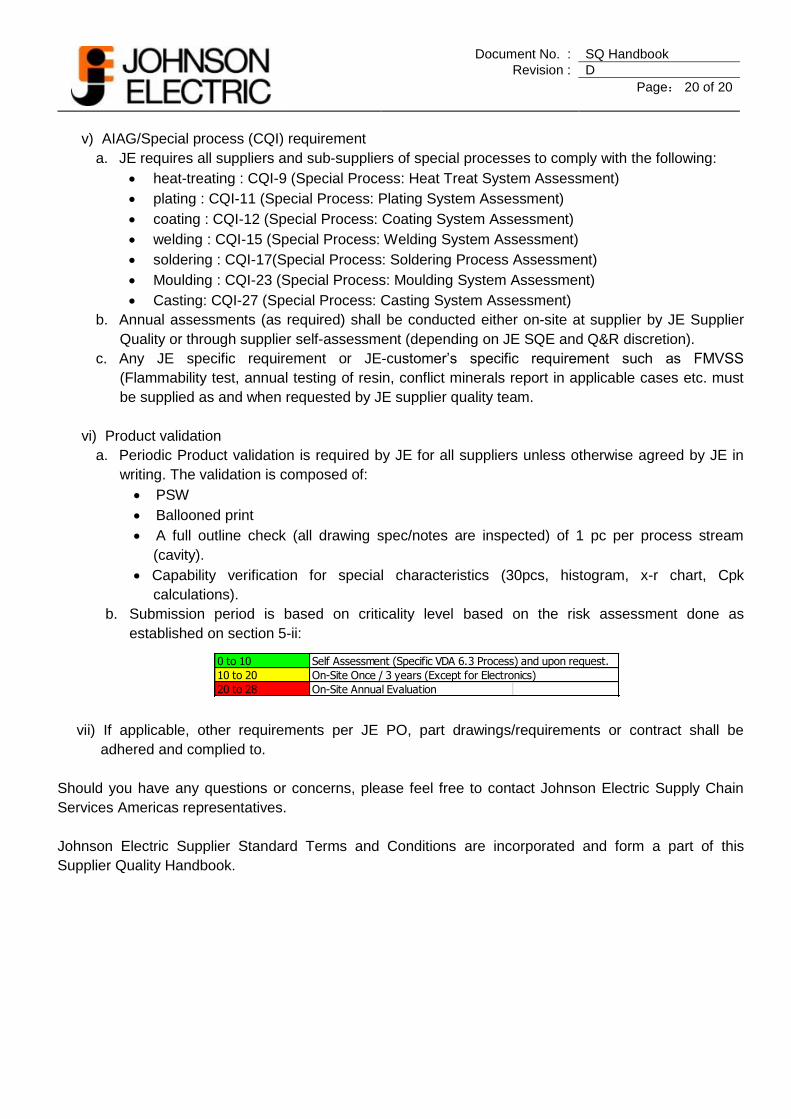
vi) Product validation
a. Periodic Product validation is required by JE for all suppliers unless otherwise agreed by JE in
writing. The validation is composed of:
PSW
Ballooned print
A full outline check (all drawing spec/notes are inspected) of 1 pc per process stream
(cavity).
Capability verification for special characteristics (30pcs, histogram, x-r chart, Cpk
calculations).
b. Submission period is based on criticality level based on the risk assessment done as
established on section 5-ii:
vii) If applicable, other requirements per JE PO, part drawings/requirements or contract shall be
adhered and complied to.
Should you have any questions or concerns, please feel free to contact Johnson Electric Supply Chain
Services Americas representatives.
Johnson Electric Supplier Standard Terms and Conditions are incorporated and form a part of this
Supplier Quality Handbook.
0 to 10 Self Assessment (Specific VDA 6.3 Process) and upon request.
10 to 20 On-Site Once / 3 years (Except for Electronics)
20 to 28 On-Site Annual Evaluation