indian minerals yearbook 2018
TRANSCRIPT
5-1
RESEARCH & DEVELOPMENT
Indian Minerals Yearbook 2018 (Part- I : GENERAL REVIEWS)
57th Edition
RESEARCH & DEVELOPMENT
(FINAL RELEASE)
GOVERNMENT OF INDIA MINISTRY OF MINES
INDIAN BUREAU OF MINES
Indira Bhavan, Civil Lines, NAGPUR – 440 102
PHONE/FAX NO. +91712 – 2565471,2562216
PBX : +91712 - 2562649, 2560544, 2560648 E-MAIL : [email protected]
Website: www.ibm.gov.in
June, 2019

5-2
RESEARCH & DEVELOPMENT
5 Research & Development
T h e Sci en ce a n d Tech n ol ogy (S&T )program mes of th e Mi n ist r y of Min es,
Government of India cover the disciplines ofGeology, Exploration, Mining, Beneficiation andMineral Processing, Rock Mechanics, GroundCon tr ol a n d Non - fer r ous Met a l l u r gy a n dEnvironmental i ssues related to Min ing andMetallurgy. S&T projects are funded throughgrant-in-aid by the Ministry of Mines through thepr ocess of p r oject eva lua t i on by Pr ojectEvaluation and Review Committee (PERC) andrecommended projects are approved by theStanding Scienti fic Advisory Group (SSAG)constituted by the Ministry.
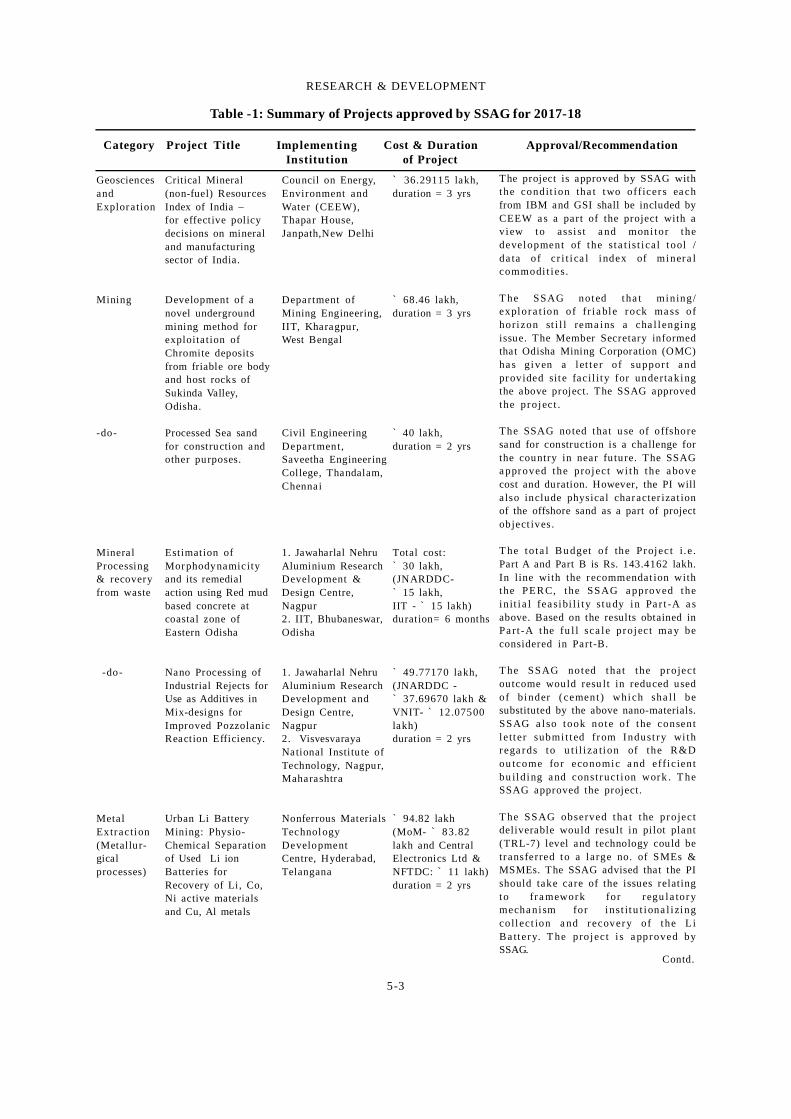
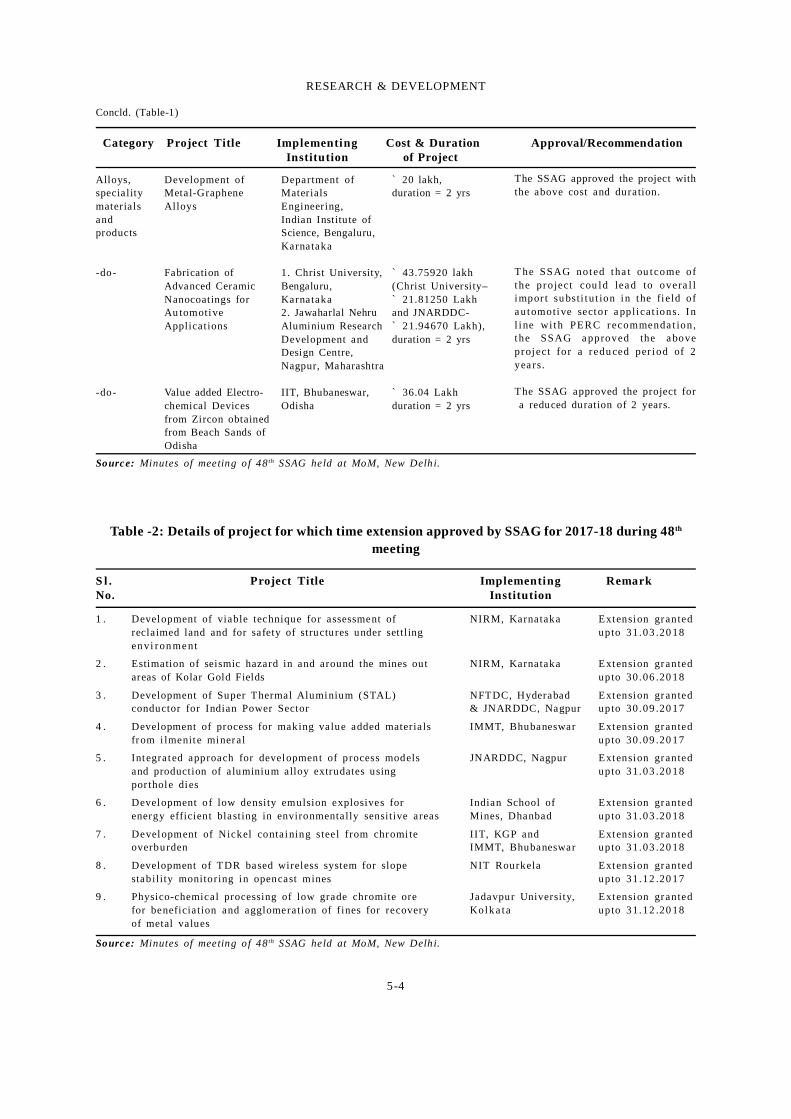
As per minutes of 48 th meeting of SSAG heldon 20.11.2017 at Shastri Bhawan, New Delhi, atotal of 116 project proposals was received forthe year 2017-18. The first stage comprised ofpreliminary screening of the proposals done by ateam of experts constituted by Ministry of Mines(MoM), which recommended 27 project proposalsfor the next stage i.e. Project Evaluation andReview Com mi t t ee (PERC) . T hese pr ojectproposals covering five areas, namely (i) Geo-sciences and Exploration; (ii) Mining; (iii) MineralProcessing & recovery from waste; (iv) MetalE xt r act i on (Meta l l ur g ica l p r ocesses) ; an d(v) Alloys, specialty materials and product wereshort listed for further review in the second stage.Total 27 project proposals were presented by therespective PIs and evaluated by the committeeduring the 16 th PERC meeting held on 06.09.2017at JNARDDC, Nagpur. The PERC recommended9 Project proposals comprising (i) One fromGeosciences and Exploration (ii) Two from Mining(iii) Two from Mineral Processing & recovery fromwa ste ( i v) On e fr om Met a l E x t r a ct i on(Metallurgical processes) and (v) Three in the areaof Alloys, specialty materials and product, toSSAG for the third/final stage review. After detailedevaluation by the SSAG, nine projects wereapproved and summary of the same is given inTable-1.
During the 16 th PERC, it was proposed thatJNARDDC may be asked to submit a complete
proposal to MoM on the status paper on the workcarried out nationally and internationally on redmud to benchmark future investigation in thecountry for Rs. 25 lakh. The above proposalsubmitted by JNARDDC was examined andapproved by SSAG. Besides, nine projects forwhich PERC had a l r eady r ecommended theextensions wi thout any cost over runs wereconsidered for review and extension of time. Afterdeta i l eva luat ion , t he SSAG appr oved t heproposed time extension to all the nine projectsand the details are furnished in Table-2.
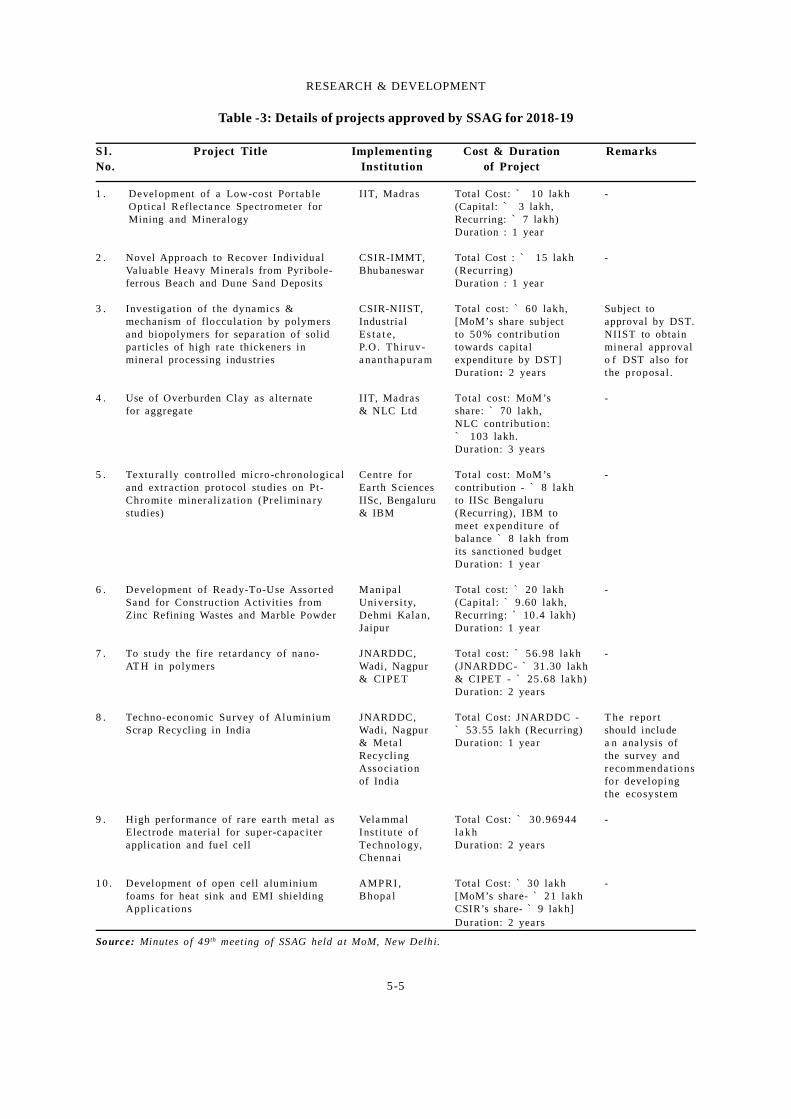
Further, during 49 th meeting of SSAG held on31st July 2018 at Shastri Bhavan, New Delhi, theSSAG considered projects which were reviewedand recommended by the PERC. A total of 100project proposals was received under S & Tprogramme scheme of MoM for the year 2018-19.The new project proposals and 6 proposalsrecommended by the 16 th PERC for resubmissionwere considered and evaluated in the 17 th PERCmeeting held on 19-20 th July 2018 at JNARDDC,Nagpur. The PERC recommended 12 Projectproposals, 7 on-going projects for extension ofdurat ion , acceptance of final r eports of 10com pl et ed pr oject s, 1 on goi ng p roject forforeclosure and 1 ongoing project for transfer fromone to another institution for consideration andapproved SSAG..
After detailed deliberation, SSAG approved10 project proposals (Table-3) and time extentionfor 7 projects (Table-4) for which PERC hadalready recommended time extensions without anycost overruns. Besides, the SSAG accepted thefinal reports of the ten projects and approvedclosure of projects (Table-5). The SSAG was ofthe view that the project proposal "Postural riskanalysis of mining equipment operators and itsrelation to musculoskeletal disorder" by NIMH,Nagpur may be continued and granted 8 monthsextension up to 19.06.2019. The project will bereviewed in next PERC. Further, as requested byPI, SSAG approved the transfer of the project"Simulation of simultaneous rock fractures atmultiple scales" from BITS Pilani, Goa Campus toIIT, Delhi subsequent to transfer of PI.
5-3
RESEARCH & DEVELOPMENT
Geosciences Critical Mineral Council on Energy, ` 36.29115 lakh,and (non-fuel) Resources Environment and duration = 3 yrsExploration Index of India – Water (CEEW),
for effective policy Thapar House,decisions on mineral Janpath,New Delhiand manufacturingsector of India.
Mining Development of a Department of ` 68.46 lakh,novel underground Mining Engineering, duration = 3 yrsmining method for IIT, Kharagpur,exploita tion of West BengalChromite depositsfrom friable ore bodyand host rocks ofSukinda Valley,Odisha.
-do- Processed Sea sand Civil Engineering ` 40 lakh,for construction and Department, duration = 2 yrsother purposes. Saveetha Engineering
College, Thandalam,Chennai
Mineral Estimation of 1. Jawaharlal Nehru Total cost:Processing Morphodynamicity Aluminium Research ` 30 lakh,& recovery and its remedial Development & (JNARDDC-from waste action using Red mud Design Centre, ` 15 lakh,
based concrete at Nagpur IIT - ` 15 lakh)coastal zone of 2. IIT, Bhubaneswar, duration= 6 monthsEastern Odisha Odisha
-do- Nano Processing of 1. Jawaharlal Nehru ` 49 .77170 lakh,Industrial Rejects for Aluminium Research (JNARDDC -Use as Additives in Development and ` 37.69670 lakh &Mix-designs for Design Centre, VNIT- ` 12 .07500Improved Pozzolanic Nagpur lakh)Reaction Efficiency. 2. Visvesvaraya duration = 2 yrs
National Institu te ofTechnology, Nagpur,Maharashtra
Metal Urban Li Battery Nonferrous Materia ls ` 94.82 lakhExtraction Mining: Physio- Technology (MoM- ` 83.82(Metallur- Chemical Separation Development lakh and Centralgical of Used Li ion Centre, Hyderabad, Electronics Ltd &processes) Batteries for Telangana NFTDC: ` 11 lakh)
Recovery of Li, Co, duration = 2 yrsNi active materialsand Cu, Al metals
Table -1: Summary of Projects approved by SSAG for 2017-18
Category Project Title Implementing Cost & Duration Approval/RecommendationInstitution of Project
The project is approved by SSAG withthe condit ion tha t two officer s ea chfrom IBM and GSI shall be included byCEEW a s a part of the project with aview to assi st a nd moni tor thedevelopment of the st a t is t i cal tool /da ta of cr i t i ca l index of minera lcommodi t i es.
T he SSAG noted tha t mining/explora t ion of fr i a ble rock ma ss ofhorizon st i l l rema ins a cha l l engingissue. The Member Secretary informedthat Odisha Mining Corporation (OMC)ha s g iven a l et t er of suppor t a ndprovided sit e facil ity for underta kingthe above project. The SSAG approvedthe project .
The SSAG noted that u se of offshoresand for construction is a challenge forthe country in near fu ture. The SSAGa pproved the project wi th the a bovecost and duration. However, the PI willa lso include physical character izat ionof the offshore sand as a part of projectobject ives.
T he to ta l Bu dget of the Project i . e .Part A and Part B is Rs. 143.4162 lakh.In line with the r ecommendat ion withthe PERC, the SSAG a pproved thein it i a l fea sibi l i ty stu dy in Pa r t -A a sabove. Based on the results obtained inPa rt -A the fu l l sca le project ma y beconsidered in Part-B.
T he SSAG noted that the projectoutcome would resu lt in reduced usedof b inder ( cement ) which sha l l besubstituted by the above nano-materials.SSAG a l so took note of the consentl e tt er submi t t ed from Indust ry wi threga rds to u t il i za tion of the R&Dou tcome for economic a nd effi c ientbu ild ing a nd const ruct ion work . T heSSAG approved the project.
T he SSAG observed tha t the projectdeliverable would result in pilot plant(TRL-7) level and technology could betr ansferred to a l arge no. of SMEs &MSMEs. The SSAG advised that the PIshould take care of the issues relatingto fr a mework for r egu la torymecha ni sm for inst itu t iona l i zingcoll ect ion a nd r ecovery of the L iBa tt ery. T he project i s a pproved bySSAG.
Contd.
5-4
RESEARCH & DEVELOPMENT
Concld. (Table-1)
Category Project Title Implementing Cost & Duration Approval/RecommendationInstitution of Project
Alloys, Development of Department of ` 20 lakh,speciality Metal-Graphene Materials duration = 2 yrsmateria ls Alloys Engineering,and Indian Institu te ofproducts Science, Bengaluru,
Karnataka
-do- Fabrication of 1. Christ University, ` 43.75920 lakhAdvanced Ceramic Bengaluru, (Christ University–Nanocoatings for Karnataka ` 21.81250 LakhAu tomotive 2. Jawaharlal Nehru and JNARDDC-Applications Aluminium Research ` 21.94670 Lakh),
Development and duration = 2 yrsDesign Centre,Nagpur, Maharashtra
-do- Value added Electro- IIT, Bhubaneswar, ` 36.04 Lakhchemical Devices Odisha duration = 2 yrsfrom Zircon obtainedfrom Beach Sands ofOdisha
Source: Minutes of meeting o f 48 th SSAG held at MoM, New Delhi.
The SSAG approved the project withthe above cost and duration.
T he SSAG noted tha t ou tcome ofthe project cou ld lea d to overa l limpor t su bsti tu t ion in the fi e ld ofa utomotive sector a ppli cat ions. Inl ine wi th PERC recommenda t ion,the SSAG a pproved the a boveproject for a r edu ced per iod of 2yea rs.
The SSAG approved the project for a reduced duration of 2 years.
Table -2: Details of project for which time extension approved by SSAG for 2017-18 during 48th
meeting
S l . Project Title Implementing RemarkNo. Institution
1 . Development of viable technique for assessment of NIRM, Karnataka Extension grantedreclaimed land and for safety of structures under settling upto 31.03 .20 18en vi ron me nt
2 . Estimation of seismic hazard in and around the mines out NIRM, Karnataka Extension grantedareas of Kolar Gold Fields upto 30.06 .20 18
3 . Development of Super Thermal Aluminium (STAL) NFTDC, Hyderabad Extension grantedconductor for Indian Power Sector & JNARDDC, Nagpur upto 30.09 .20 17
4 . Development of process for making value added materia ls IMMT, Bhubaneswar Extension grantedfrom i lmenite mineral upto 30.09 .20 17
5 . Integrated approach for development of process models JNARDDC, Nagpur Extension grantedand production of a luminium alloy extrudates using upto 31.03 .20 18por thole dies
6 . Development of low density emulsion explosives for Indian School of Extension grantedenergy efficient blasting in environmentally sensitive areas Mines, Dhanbad upto 31.03 .20 18
7 . Development of Nickel containing steel from chromi te IIT, KGP and Extension grantedoverburden IMMT, Bhubaneswar upto 31.03 .20 18
8 . Development of TDR based wireless system for slope NIT Rourkela Extension grantedstability monitoring in opencast mines upto 31.12 .20 17
9 . Physico-chemical processing of low grade chromite ore Jadavpur University, Extension grantedfor beneficia tion and agglomeration of f ines for recovery Kolk a ta upto 31.12 .20 18of metal values
Source: Minutes of meeting o f 48 th SSAG held at MoM, New Delhi.
5-5
RESEARCH & DEVELOPMENT
Table -3: Details of projects approved by SSAG for 2018-19
S l . Project Title Implementing Cost & Duration RemarksNo. Institution of Project
1 . Development of a Low-cost Por table IIT, Madras Total Cost: ` 10 lakh -Optica l Reflecta nce Spectrometer for (Capita l: ` 3 lakh,Mining and Mineralogy Recurring: ` 7 lakh)
Duration : 1 year
2 . Novel Approach to Recover Individual CSIR-IMMT, Total Cost : ` 15 lakh -Valuable Heavy Minerals from Pyribole- Bhubaneswar (Recurring)ferrous Beach and Dune Sand Deposits Duration : 1 year
3 . Investigation of the dynamics & CSIR-NIIST, Total cost: ` 60 lakh, Subject tomechani sm of floccula tion by polymers Industria l [MoM’s share subject approval by DST.and biopolymers for separation of solid Es ta t e , to 50 % cont ribution NIIST to obtainparticles of high ra te thickeners in P.O . Thi ruv- towards capita l mineral approvalmineral processing industries a nantha pura m expenditure by DST] o f DST also for
Duration: 2 years the proposal .
4 . Use of Overburden Clay as a lternate IIT, Madras Total cost: MoM’s -for aggregate & NLC Ltd share: ` 70 lakh,
NLC contribution:` 103 lakh.Duration: 3 years
5 . Textu ral ly contro lled micro-chronological Cent re for Total cost: MoM’s -and extr action protocol studies on Pt- Earth Sciences contribution - ` 8 lakhChromite minerali za tion (Prel imina ry IISc, Bengaluru to IISc Bengalurustudies) & IBM (Recurring), IBM to
meet expendi ture ofbalance ` 8 lakh fromits sanctioned budgetDuration: 1 year
6 . Development of Ready-To-Use Assorted Manipa l Total cost: ` 20 lakh -Sand for Const ruction Activities from Univer si ty, (Capita l: ` 9 .60 lakh,Zinc Refining Wastes and Marble Powder Dehmi Kala n, Recurring: ` 10 .4 lakh)
Jaipur Duration: 1 year
7 . To study the fire retardancy of nano- JNARDDC, Total cost: ` 56 .98 lakh -AT H in polymers Wadi, Nagpur (JNARDDC- ` 31 .30 lakh
& CIPET & CIPET - ` 25 .68 lakh)Duration: 2 years
8 . Techno-economic Survey of Aluminium JNARDDC, Total Cost: JNARDDC - T he r epor tScrap Recycling in India Wadi, Nagpur ` 53 .55 lakh (Recurring) should include
& Meta l Duration: 1 year a n analysis ofRecycling the survey andAssocia t ion recommenda t ionsof India for developing
the ecosystem
9 . High performance of rare earth metal as Vela mmal Total Cost: ` 30.96944 -Electrode ma teria l for super-capaciter Inst itu te of l a k happlication and fuel cell Technology, Duration: 2 years
Chenna i
1 0 . Development of open cell a luminium AMPRI , Total Cost: ` 30 lakh -foams for heat sink and EMI shielding Bhopa l [MoM’s share- ` 21 lakhAppl ica t ions CSIR’s share- ` 9 lakh]
Duration: 2 years
Source: Minutes o f 49 th meeting of SSAG held a t MoM, New Delhi.
5-6
RESEARCH & DEVELOPMENT
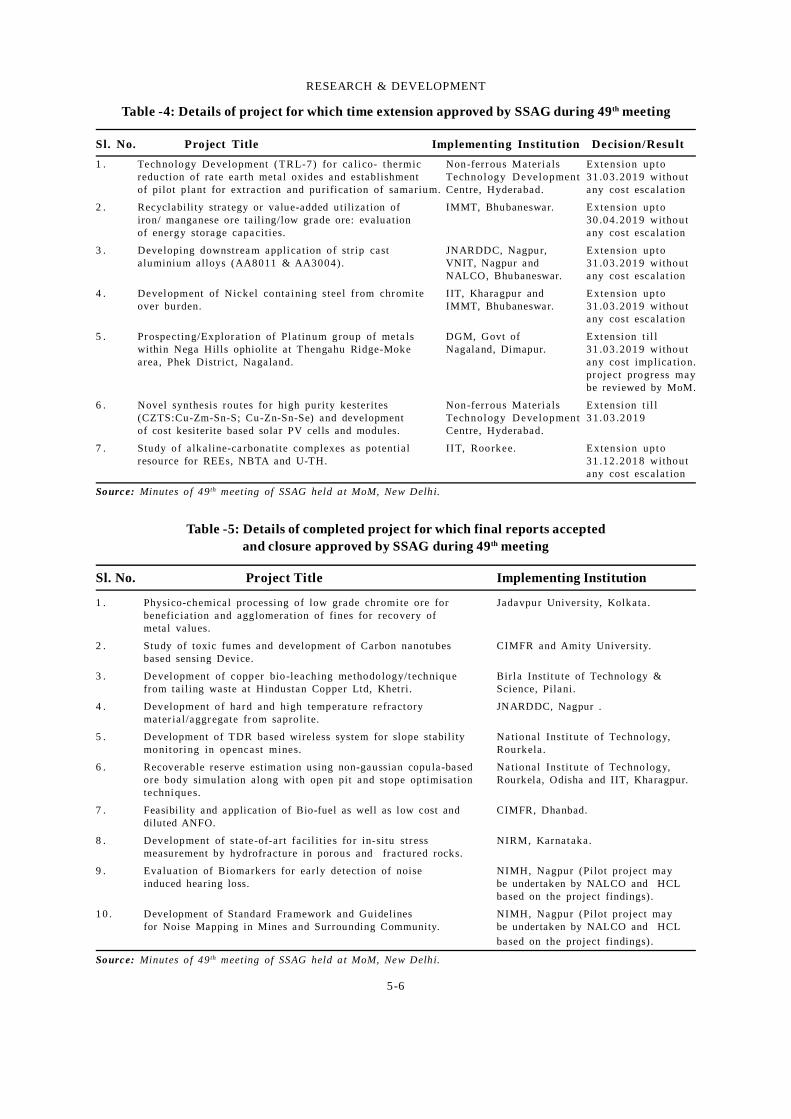
Table -4: Details of project for which time extension approved by SSAG during 49th meeting
Sl. No. Project Title Implementing Institution Decision/Resu lt1 . Technology Development (TRL-7) for ca li co- thermic Non-ferrous Materi a ls Extension upto
reduction of ra te earth metal oxides and establishment Technology D evelopment 31 .03.201 9 withoutof pilot p lant for extraction and purification of samarium. Centre, Hyderabad. any cost escalat ion
2 . Recyclability stra tegy or value-added utilization of IMMT, Bhubaneswar. Extension uptoiron/ manganese ore ta iling/low grade ore: evaluation 30 .04.201 9 withoutof energy storage capa cities. any cost escalat ion
3 . Developing downstrea m application of str ip cast JNARDDC, Nagpur, Extension uptoaluminium alloys (AA8011 & AA3004). VNIT, Nagpur and 31 .03.201 9 without
NALCO, Bhubaneswar. any cost escalat ion
4 . Development of Nickel containing steel from chromi te IIT, Kharagpur and Extension uptoover burden. IMMT, Bhubaneswar. 31 .03.201 9 without
any cost escalat ion
5 . Prospecting/Exploration of Platinum group of meta ls DGM, Govt of Extension t il lwithin Nega Hills ophiolite a t Thengahu Ridge-Moke Nagaland, Dimapur. 31 .03.201 9 withoutarea, Phek District, Nagaland. any cost implica tion.
project progress maybe reviewed by MoM.
6 . Novel synthesis routes for high purity kesterites Non-ferrous Materi a ls Extension t il l(CZTS:Cu-Zm-Sn-S; Cu-Zn-Sn-Se) and development Technology D evelopment 3 1.03 .2 01 9of cost kesiterite based solar PV cells and modules. Centre, Hyderabad.
7 . Study of a lkaline-ca rbonatite complexes as potentia l IIT, Roorkee. Extension uptoresource for REEs, NBTA and U-TH. 31 .12.201 8 without
any cost escalat ion
Source: Minutes o f 49 th meeting of SSAG held a t MoM, New Delhi.
Table -5: Details of completed project for which final reports acceptedand closure approved by SSAG during 49th meeting
Sl. No. Project Title Implementing Institution
1 . Physico-chemical processing of low grade chromi te ore for Jadavpur Univer sity, Kolkata .benefic ia tion and agglomeration of fines for recovery ofmetal values.
2 . Study of toxic fumes and development of Carbon nanotubes CIMFR and Amity University.based sensing Device.
3 . Development of copper bio-leaching methodology/technique Birl a Institu te of Technology &from tailing waste a t Hindustan Copper Ltd, Khetri . Science, Pilani.
4 . Development of hard and high temperatu re refractory JNARDDC, Nagpur .mater ia l/aggregate from saprolite.
5 . Development of TDR based wireless system for slope stability Na tional Institu te of Technology,monitoring in opencast mines. Rourkela .
6 . Recoverable reserve estimation using non-gaussian copula-based Na tional Institu te of Technology,ore body simulation along with open pit and stope optimisation Rourkela, Odisha and IIT, Kharagpur.techniques.
7 . Feasibility and application of Bio-fuel as well as low cost and CIMFR, Dhanbad.diluted ANFO.
8 . Development of s ta te-of-art facil it ies for in-situ str ess NIRM, Karnataka.measurement by hydrofracture in porous and fractured rocks.
9 . Evaluation of Biomarkers for early detection of noise NIMH, Nagpur (Pilot project mayinduced hearing loss. be undertaken by NALCO and HCL
based on the project findings).
1 0 . Development of Standard Framework and Guidelines NIMH, Nagpur (Pilot project mayfor Noise Mapping in Mines and Surrounding Community. be undertaken by NALCO and HCL
based on the project findings).
Source: Minutes o f 49 th meeting of SSAG held a t MoM, New Delhi.

5-7
RESEARCH & DEVELOPMENT
Research & DevelopmentThe Research & Development (R&D) work in
the field of Ores & Minerals is being carried outby IBM, CSIR & allied laboratories, other researchorgan isat ions rela ting to mineral/metal andvarious mining & mineral based industries. As peravailable information, details of some of the R&Dwor k con ducted or com pl et ed by va r i ousorganisations during 2017-18 are furnished below:
Indian Bureau of Mines (IBM)R&D activities regarding Ore Preparation &
Process carried out by Mineral Processing Divi-sion, IBM during the year 2017-18 are summarisedbelow:
1. BASE METAL1.1 Bench Scale Beneficiation Studies on a BaseMetal Mineralisation Sample from JangaldheriBlock, Betul Belt, Chhindwara district, MadhyaPradesh (G-2 Stage Investigation): A base metalmineralisation sample from Jangaldheri Block,Betul belt, Chhindwara district, Madhya Pradesh(G-2 Stage investigation) was received fromGeological Survey of India, Madhya Pradesh. Theobjective of the investigation was to study theamenability of the sample for beneficiation toproduce a suitable concentrate for metallurgicaluse.
The as received sample assayed 105 ppm Cu,150 ppm Pb, 0.46% Zn, 69.05% SiO2, 12.45% Al2O3,4.60% Fe(T), 0.85% CaO, 2.45% MgO, 1.00% S.
By flotation process, a zinc concentrate couldbe achieved, which assayed 49.27% Zn, 2.59%SiO2, 1.23% Al2O3, 1.11% Cu, 1.56% Pb, 9.62%Fe(T), 29.79% S with 89.5% Zinc recovery (Weight% yield being 0.85).
By adop t i ng f lota t i on pr ocess meth od ,up-gradation of the zinc assayed 49.27% Zn from0.46% Zn which may be utilised for metallurgicalapplications.
1.2 Bench Scale Beneficiation Studies on a BaseMetal Mineralisation Sample from BiskhanBlock, Betul Belt, Betul district, Madhya Pradesh(G -2 Stage Inve st i ga t i on): A ba se m et a lmineralisation sample from Biskhan Block, Betulbelt, Betul district, Madhya Pradesh (G-2 Stageinvest igation ) was r eceived from GeologicalSurvey of India, Madhya Pradesh at the Modern
Mineral Processing Laboratory and Pilot Plant,Indian Bureau of Mines, Nagpur. The objective ofthis investigation was to study the amenability ofthe sample to beneficia t ion and p roduce aconcentrate suitable for end industrial use.
The as received sample assayed 52 ppm Cu,1.12% Zn, 64.02% SiO2, 10.57% Al2O3, 4.72% Fe(T),1.70% CaO, 0.79% MgO, 2.92% S. Mineralogicalstudies on the as received sample show that thesample consists major amounts of quartz and mica(muscovite, biotite) with minor amounts of felspar(microcline, plagioclase) and garnet. Amphibole,chlorite, pyroxene and tourmaline are the othertransparent minerals noticed in a very minoramount. Sphalerite, pyrite, pyrrhotite, galena,goeth ite/limon ite chalcopyri te, ar senopyrite,ilmenite and magnetite are the opaque mineralsnoticed in a very minor to traces.
By flotation process, a zinc concentrate couldbe achieved, which assayed 57.08% Zn, 2.99%SiO2, 0.34% Cu, 10.90% Fe(T), 32.71% S with 90.7%Zinc recovery (Weight % yield being 1.72). Thiszinc concentrate may find use for metallurgicalapplications.
2. COPPER ORE2.1 Bench Scale Beneficiation Studies on CopperO r e Sampl e f r om South of G angutana ,Mahendragarh district, Haryana: A Copper oresample from South of Gangutana, MahendragarhDistrict, Haryana received from GSI, NorthernRegion, Faridabad, as a part of G-2 exploration atRMPL, IBM, Ajm er. T h e object i ve of t h einvestigation was to evolve a process flow sheetfor producing a copper concentrate assaying morethan 18% Cu with maximum possible recovery.
The sample assayed 0.34% Cu; 41.38% SiO2,11.31% Al2O3, 0.19% S(T), 5.51% Fe(T), 16.87%CaO; 4.30% MgO; 0.46% Na2O, 3.17% K2O; 0.06%TiO2, 13.45% LOI with 49.09% Acid Insoluble.Chalcopyrite, bornite and covellite and chalcociteare the copper bearing minerals present in tracein the sample. Carbonate (dolomite and calcite)and mica (muscovite and biotite) are major gangueminerals.
By employing froth flotation technique thesample assaying 0.34% Cu has been successfullyup-graded to 19.39% Cu with recovery of 84.2%(Wt % yield 1.5) which is suitable for use in copper

5-8
RESEARCH & DEVELOPMENT
smelter. Efforts were also made for collectingcalcite concentrate 43.59% CaO with recovery of70.9% (Wt % yield 27.6) as a by-product.
2.2 Bench Scale Beneficiation Studies on Copperore sample from Toda-Ramliyas Block, Sikardistrict, Rajasthan: A Copper ore sample fromToda-Ramliyas, District-Sikar, Rajasthan collectedby GSI, Western Region, Jaipur as a part of G-2exploration was received at Regional MineralProcessing Laboratory, IBM, Ajmer for bench scalebeneficiation studies to find the amenability ofproducing copper concentrate. The objective ofthe investigation was to evolve a process flowsh eet for p r oducin g a copper con cen tr a t eassaying more than 18% Cu with maximum possiblerecovery.
The sample assayed 0.39% Cu; 40.54% SiO2,10.12% Al2O3, 0.22% S(T), 4.48% Fe(T), 8.40%Fe2O3,11.76% CaO; 1.53% Na2O, 2.67% K2O;12.83% LOI with 52.47% Acid insoluble, 39 ppmCo, 64 ppm Ni, 64 ppm Pb, 155 ppm Zn. Bornite,covellite, chalcocite and chalcopyrite are thecopper bearing minerals present in trace in thesample. Quartz, carbonate (calcite and dolomite)and mica (muscovite, biotite and chlorite) aremajor gangue minerals.
By adopting flota tion process, yielded acopper concentrate assaying 20.1% Cu with a Curecovery of 72.72% (Wt % yield 1.4) which findssuitable for use in copper smelter. Efforts werealso made for collecting calcite concentrate 33.15%CaO with recovery of 64.8% (Wt % yield 24.1) as aby-product.
3. COPPER BEARING CALC-SILICATE ROCK
Bench Scale Beneficiation Studies on Copperbear ing Calc - si l ic a te Roc k sampl e f romKamalpura Block, Bhilwara district, Rajasthan:A copper ore bearing calc-silicate rock sample fromKamalpura Block, district Bhilwara collected byGSI, Western Region, Jaipur as a part of G-2exp lora t ion wa s sen t to Regi on al Mi nera lProcessing Laboratory, IBM, Ajmer. The objectiveof the investigation was to evolve a process flowsh eet for p r oducin g a copper con cen tr a t eassaying more than 18% Cu with maximum possiblerecovery.
The sample assayed 0.37% Cu; 50.44% SiO2,10.98% Al2O3, 0.66% S(T), 14.06% Fe(T), 14.8%
Fe2O3, 5.63% CaO; 3.22% Na2O, 0.10% K2O; 0.73%TiO2, 0.40% SnO2 0.86% LOI with 77.12% Acidinsoluble. Chalcopyrite and bornite are the copperbearing minerals present in traces in the sample.Quartz, Pyroxene and Amphibole are major gangueminerals.
By employing flotation a copper concentratecould be achieved which assayed 20.12% Cu witha Cu recovery of 81.1% (Wt. % yield was 1.5).
T he ben ch sca le ben efic ia t i on s r esu l t sindicate that a low grade copper sample assaying0.37% Cu, it could be upgraded and produce aCopper concentrate suitable for Copper smelter.
4. COPPER BEARING GARNETIFEROUS MICASCHIST ROCKBench Scale Beneficiation Studies on Copperbearing Garnetiferous Mica Schist Rock samplefrom Kamalpura Block, Bhilwara distr ict,Rajasthan: A Copper bearing Garnetiferous MicaSchist sample from Kamalpura block, distr ict-Bhilwara, collected by GSI, Western Region,Jaipur as a part of G-2 exploration was sent toRegional Mineral Processing Laboratory, IndianBur ea u of Min es , Ajm er for ben ch sca l ebeneficiation studies. The aim of bench scalebeneficiation study was to evolve a process flowsheet producing a copper concentrate assayingmore than 18% Cu with maximum possiblerecovery.
The sample assayed 0.27% Cu, 13.95%Fe(T),3.62% FeO, 51.96% SiO2, 9.90% Al2O3,83.10% AI, 1.88% CaO, 9.99% MgO, 0.89% S(T),0.29% TiO2, 0.37% Na2O, 0.44% K2O, 0.04% Mn,0. 35% Graph i t ic carbon an d t r a ces of Sn .Chalcopyrite is the only copper bearing mineral.Garnet is major gangue mineral present in thesample.
By employing flotat ion test, produced acopper concentrate assaying 22.18% Cu, with81.26% copper recovery (Wt % yield 1.0). The finalresult confirms that although the garnetiferouscopper bearing sample from Kamalpura Block,Bhilwara (Rajasthan) deposit is a very low gradebut it has potential to produce a metallurgicalgrade concentrate. However, weight percent yieldis around 1% only.
A final concentrate under optimum conditionsassayed 23.05% Cu with 79.73% Cu recovery.

5-9
RESEARCH & DEVELOPMENT
5. GLAUCONITEBench Scale Beneficiation of Glauconite from therock sample (OB-1) of Vindhyan Super Group inBihar for Geological Survey of India, Patna,Bihar: A glauconite rock sample from the rocksamples (OB-1) of Vindhyan Super group, villageAdia Chutia, Bihar was received at the ModernMineral Processing Laboratory and Pilot Plant,I.B.M., Nagpur through Geological Survey of Indiafor conducting bench scale beneficiation studies.T h e object i ve of t h e s tudy wa s t o en r i chglauconite content present in the sample for itsuse as potash fertilizer.
The as received sample assayed 3.12% K2O,2.52% Fe2O3, 7.4% Al2O3, 83.14% SiO2, 0.25% CaO,0.72% MgO, 0.27% Na2O, 0.23% TiO2 and 1.81%LOI. Mineralogical studies reveal that the samplemainly consists of quartz with minor amount ofglauconite, mica (muscovite, biotite) felspar veryminor and subordinate to minor amoun ts ofgoethite and limonite and hematite. Glauconitecontent of 7–10%.
By adopting Wet High Intensity MagneticSeparation process, obtained the concentratewhich assayed 4.86% K2O, 10.1% Fe2O3, 18.1%Al2O3, 56.9% SiO2 and 5.2% LOI and the glauconitecontent of 75 – 80% which can be suitable for useas potash fertilizer.
6. GOLD ORE
6.1 Heap Leaching Studies on a Gold ore samplefrom Jonnagiri, Andhra Pradesh: A gold oresample from Jonnagiri , Andhra Pradesh wasreceived from M/s Geo-Mysore Services (India)Pvt. Ltd, Bengaluru for seven days bottle rollcyanidation to simulate heap leaching at theRegional Mineral Processing Laboratory, IndianBureau of Mines, Bengaluru.
The as received sample assayed 1.10 g/t Au,70.57% SiO2, 11.53% Al2O3, 3.74% Fe2O3, 2.89%CaO, 1.87% MgO, 0.15% K2O, 0.21% Na2O, 1.46%LOI, 0.06%Zn, 0.14% Mn, 0.04% Ni and tracesamount of S(T).
The objectives of the invest igation were(i) to carry out bottle roll cyanidation by crushingthe sample to 1, ½ and ¼ inch of the as receivedsample and
(ii) to simulate heap leaching.
The as received sample was crushed to 1, ½and ¼ inch and subjected to bottle roll cyanidationfor seven days.
The as received sample was crushed to minus½ inch size and subjected to seven days bottleroll cyanidation, resulted in a recovery of 65.9%Au in t he solut ion . Lea ch r esidue a ssayed0.30 g/t Au gave the best result.
6.2 Beneficiation Studies on a Gold ore samplefrom Tanzania: A gold ore sample from Tanzaniawas received from M/s Shiva Analyticals (India)Private Limited, Bengaluru for beneficiationstudies a t the Regional Mineral ProcessingLaboratory, Indian Bureau of Mines, Bengaluru.
The as received sample assayed 1.0 g/t Au,91.26% SiO2, 3.33% Al2O3, 1.85% Fe2O3, 0.91% CaO,0.19% MgO, 0.94% K2O, 0.29% Na2O, 0.14% TiO2,1.46% LOI, 53 ppm Pb, 89 ppm Cu, 53 ppm Zn,230 ppm Mn, 18 ppm As, 528 ppm S(T) and tracesamount of Ni.
The objectives of the investigation were torecover gold with maximum recovery. Directcyanide leaching, adopting bottle roll procedureof ore at minus 200 mesh size, resulted in arecovery of 90.1% Au in the solution. Leachresidue assayed 0.08 g/t Au.
6.3 Beneficiation Studies on a Gold ore samplefrom Ajjanahalli Block- C, Sira Taluk, Tumakurudist., Karnataka: A Gold ore sample was receivedfrom Geological Survey of India, Bengaluru forgold recovery studies at RMPL, IBM, Bengaluru.
The as received sample assayed 0.7 ppm Au,47.55% SiO2, 10.93% Fe(T), 1.86% Al2O3 , 15.03%CaO, 1.29% MgO, 1.50% Na2O, 0.59% K2O, 0.07%Cu, 0.02% Zn, <0.1% As, 15.42% LOI and Tracesof Pb. Mineralogical analysis of the samplereveal s that qua r tz+felspa r and carbonates(calcite+dolomite) are major minerals in the sample.Mar t i t i zed m agn et i te , m a gn et i te / i l m en i te ,goethite+limonite, mica+amphibole+chlorite,pyrite/pyrrhotite, clay, arsenopyrite, chalcopyriteand serpentine/talc are present in very minor totrace amount.
The objectives of the investigation were todetermine the process parameters for the recoveryof gold to achieve maximum recovery. Directcyanide leaching on the ore (minus 150 mesh size)adopt ing bott le rol l procedure for 30 hours

5-10
RESEARCH & DEVELOPMENT
leaching time gave a gold recovery of 84.3% Auin the solution with residue assaying 0.11 ppmAu.
7. IRON ORE
7.1 Beneficiation Studies on an Iron ore samplefrom MSPL Limited, Hospet: An iron ore samplewas received from M/s. M.S.P.L. Ltd, Hospet forbench scale beneficiation studies at RegionalMineral Processing Laboratory, Indian Bureau ofMines, Bengaluru. The objectives of the test workare to develop a process flow sheet to producepellet grade concentrate. The Fe(T) grade is>63.5% with ~2% Al2O3, ~ 5% (Al2O3+ SiO2.).
The as received sample assayed 53.52% Fe(T), 14.15% SiO2, 4.71% Al2O3, 0.04% CaO, 0.04%MgO, 0.08% Na2O, 0.025% K2O, 0.04% Mn, 0.99%TiO2, 0.06% P2O5 and 3.30% LOI. Mineralogicalanalysis indicates that the sample consisted ofmainly hematite with subordinate amounts ofgoethite/limonite, quartz and clay. Martitisedmagnetite, ilmenite/rutile and mica are observedin minor to trace amounts. The process adoptedwas gravity followed by magnetic separationcould yield a concentrate which assayed 65.90%Fe(T), 3.14% SiO2, 1.04% Al2O3 and 1.26% LOI withweight percent yield of 53.0% and Fe(T) recoveryof 65.8%.
The concentrate meets the specificat ionstipulated by the party.
7.2 Beneficiation Studies on a low grade Ironore sample from Huldool Dongor Bimbol Mine: Alow grade iron ore sample of Huldool DongorBimbol Mine was received from M/s EyestarFinance and Leasing Private Limited, Goa forbeneficiation studies at the Regional MineralProcessing Laboratory, Indian Bureau of Mines,Bengaluru. The objectives of the investigationwere to characterise the sample through chemicalanalysis and mineralogical studies and upgradethe iron content >63% with maximum possible ironrecovery and reduce the SiO2 content as much aspossible.
The as received sample assayed 25.4% Fe(T),43.83% SiO2, 2.41% Al2O3, 36.32% Fe2O3, 3.58%FeO, 0.75% Mn, 0.07% P, 0.08% Na2O, 0.11% K2O,2.87% CaO, 1.65% MgO, 6.28% LOI and tracesamount of TiO2. The Specific gravity of the asreceived sample is 3.20.
The sample mainly consists of quartz+ felspar,magnetite + martitised magnetite as major alongwith minor amount of clay+gibbsite, goethite/limonite, carbonates (dolomite+calcite) and veryminor to trace amount of mica, hematite, amphibole,pyr i te , tourm al in e, serpen t i ne , pyr ol us i t e/psilomelane minerals.
The concentra tes obta ined by desl imingfollowed by gravity separation meet the desiredspecifications of the party.
7.3 Bench Scale Beneficiation Studies on an ironore sample (BMQ-2, OBS-3, 4, 5) from YerabaliBlock, Karimnagar district, Telangana: An ironore sample designated as (BMQ-2, OBS-3, 4, 5)from Yerabali block, Karimnagar district, Telanganawas received from Geological Survey of India,Sou th er n Reg i on a t t h e Moder n Mi ner a lProcessing Laboratory and Pilot Plant, IndianBur eau of Mi nes, Na gpur for ben ch scal ebeneficiation studies with an objective to producean iron concentrate suitable for end industrial use.
The as received sample assayed, 43.54%Fe(T), 7.23% FeO, 33.70% SiO2, 0.74% Al2O3,0.066% TiO2, 0.066% CaO, 0.50% MgO, 0.57%Na2O, 0.09% K2O, 0.022% P, 0.097% Mn and 0.45%LOI.
Tabling on as received sample ground to all100 m esh si z e fol l owed by Mult i -Gr avi t ySeparation on T. Tails could yield a compositeconcentrate assaying 65.71% Fe(T), 10.76% FeO,2.48% SiO2 and 0.46% Al2O3 with Fe(T) recoveryof 93.6% and weight percent yield of 62.
By simple gravity separation beneficiationprocess flow sheet could yield a concentrate withhigh grade and recovery that may find suitableindustrial use.
8. LIMESTONE8.1 Limited studies on a Limestone sample(-40 mm screen fraction) from Emami Cements:A -40 mm screen fraction reject Limestone samplefrom M/s Emami Cements Pvt. Ltd, Chhattisgarhstate was received for conducting limited studiesfor upgrading CaO% with maximum recovery.
The as received sample assayed 41.78% CaO,1.04% MgO, 15.12% SiO2, 3.81% Al2O3, 5.71 %Fe2O3 and 31.64% LOI. Mineralogical studies onthe as received sample show that the sampleconsist predominantly of carbonates (calcite >>

5-11
RESEARCH & DEVELOPMENT
dolomite) followed by subordinate amount ofquartz, minor to very minor amount of clay, minoramount of goethite/ limonite, very minor amountof hematite, pyrite, mica (muscovite & biotite) andtrace amount of feldspar, pyroxene, amphibole andgarnet.
By simple scrubbing and screening tests, acomposite concentrate assayed 48.54% CaO,1.04% MgO, 8.77% SiO2, 2.09% Al2O3, 2.30 % Fe2O3
and 36.51% LOI with 68.8% CaO recovery (Weight% yield being 59.3) could be upgraded as saleableproduct.
8.2 Limited studies on a Limestone sample - 2(-40 mm screen fraction) from Emami Cements:A -40 mm screen fraction reject Limestone sample-2 from M/s Emami Cements Pvt. Ltd, Chhattisgarhstate was received for conducting limited studiesfor upgrading CaO% with maximum recovery.
The as received sample assayed 39.88% CaO,1.95% MgO, 14.39% SiO2, 4.48% Al2O3, 7.46% Fe2O3
and 31.34% LOI. Mineralogical studies on the asreceived sample show that the sample consistspredominantly of carbonates (calcite >> dolomite)followed by subordinate amount of quartz, minoramoun t of clay, very minor amount of mica(muscovite & biotite), goethite/limonite, feldspar,very minor to trace amount of hematite and traceamount of pyroxene, amphibole, garnet, tourmalineand pyrite.
By simple scrubbing and screening tests, acomposite concentrate assayed 46.25% CaO,2.65% MgO, 8.35% SiO2, 2.19% Al2O3, 3.21% Fe2O3
and 36.78% LOI with 71.8% CaO recovery (Weight% yield being 61.6) could be upgraded as saleableproduct.
9. MANGANESE OREBench Scale Beneficiation Study on a Manganeseore sample from Balaghat Mines, Madhya Pradeshfor recovery of sand and manganese separately:A manganese ore sample from Balaghat Mines ofM/s MOIL was r eceived a t Modern MineralProcessing Laboratory & Pi lot Plant, IndianBureau of Mines for carrying out bench scalebeneficiation studies with an objective to recoversand from manganese ore fines.
The as received sample was in the form ofsand and fines carrying a few coarser size lumpsand assayed 22.19% Mn, 49.32% SiO2 , 4.93 % Fe,
4.46% Al2O3, 0.16% TiO2 , 0.86% CaO, 0.31% MgOand 1.52% BaO.
Braunite is the main manganese mineral in thesample with subordinate amount of pyrolusite.Hollandite, hausmanite, psilomelane, crypto-melane, jacobsite and rhodonite are the othermanganese minerals noticed in minor to veryminor amounts. Quartz is the main transparentgangue mineral with subordinate amounts offelspar (orthoclase, plagioclase and microcline).Mi nor to very minor a moun ts of pyroxene(diopside), mica (muscovite, biotite), amphibole(hornblende, tremolite), garnet and goethite werealso observed. Traces of ch lor i te, epidote,tourmaline and pyrite are also noticed.
The final composite concentrates producedby desliming followed by gravity separation usingspiral concentrator followed by MGS on slimescould yield -
(i) A composite Mn concentrate (Spiral Conc+MGS Conc) assaying 40.82% Mn and 16.39% SiO2
with a Mn and SiO2 distribution of 49.6% and 9.2%,respectively (Wt. % yield 27.6).
(ii) A composite sand conc. (Spiral Midd.+SpiralTails) assaying 15.46% Mn and 63.0% SiO2 with aMn and SiO2 distr ibution of 46.1% and 84.5%respectively (Wt% yield 66.7).
10. PLATINUM GROUP MINERALSBench Scale Beneficiation Studies on a LowGrade Platinum Group Minerals Sample (G2Stage) from T2 Sector, Tasampalayam Block inSittampundi Anorthite Complex in Tamil Nadu: APlatinum group minerals sample (G2-stage) fromT2 sector, Tasampalayam block in SittampundiAnorthite complex in Tamil Nadu for GSI, Chennaiwas received at the Modern Mineral ProcessingLaboratory and Pilot Plant, Indian Bureau ofMines, Nagpur for conduct ing bench scalebeneficiation studies. The objective of the studywas t o a ssess t he poss ibi l i ty of en r i ch in gplatinum group mineral present in the sample andto evolve a sui table process flow sheet forrecovery of PGM concentrate and chromite.
The composi te or iginal sample assayed18.01% Al2O3, 22.10% SiO2, 20.98% Fe2O3, 3.89%CaO, 11.10% MgO, 22.02 Cr 2O3, 1.124% Na2O,0.032% K2O, 0.323% TiO2, 0.144% V2O5, 0.102%MnO2, 0.021% Co3O4, 0.132% NiO, 0.031% SO3,

5-12
RESEARCH & DEVELOPMENT
0.005% P2O5, and 0.45% LOI. The sample assayed195 ppb Ru, 91 ppb Rh, 1020 ppb Pd, 99 ppb Ir,and 1142 ppb Pt. Mineralogical studies reveal thatthe sample mainly consists of 45-50% amphibole(both lino & ortho varieties), 30-35% chromite,10-15% mica (biot ite) ,1-2% Ilmeni te, 2-3%pyroxene, ~2% chlorite, ~2% rutile, <1% quartzand platinum group minerals, feldspar, pyrite,magnetite and chalcopyrite in traces.
Mozley concentration of rougher sulphidefloat yielded a heaviest concentrate assaying839 ppb Ru with 34% Ru recovery, 350 ppb Rhwith 30.9% Rh recovery, 6601 ppb Pd with 42.9%Pd recovery, 369 ppb Ir with 33.6% Ir recovery,5230 ppb Pt with 34.9% Pt recovery (Wt% yield:6.6%).
The preliminary studies indicate that thesample is amenable to beneficiation to produce aplatinum group minerals.
CSIR-National MetallurgicalLaboratory (CSIR-NML), Jamshedpur
Mineral Processing Division at CSIR-NML,Jamshedpur has sta te-of-the-ar t facil i ty forProcess mineralogical study, Beneficiation andAgglomeration at Bench scale and Pilot scale.Following Investigations were carried out in thearea of Mineral Processing dur ing the year2017-18.
1. Studies on Recovery of Chromite Values fromTailings of Chromite ore Beneficiation Plant:With the advancement in beneficiation technologyto maximise recovery, the low and lean gradechromite ore are to be exploited with a renewedresource m ana gem ent p lan . In a ddi t i on toexploiting the new resources, it is also importantto maximize recovery of chromite values in theexisting beneficiation plants. The process routefor ch r om i t e or e ben efi c i a t i on i n vol vescomminution, classification followed by gravityseparation. The plants of present day technologyoperate to generate chromite concentrate assayingCr2O3 more than 40% with the rejection of tailingsassaying 18-20% Cr2O3. To meet the new guidelinesof IBM on chromite tailing maintaining Cr 2O3-content <10%, CSIR-NML had undertaken a studyon characterization and bench scale beneficiationof chromite tailing from eastern part of India anddeveloped process technology for recovery of
chromite value. Chromite ore with an assay of 20%Cr2O3, 35% Fe2O3, 16% SiO2 and 10% Al2O3 isbeneficiated through desliming, gravity separationand enhanced gravity separation techniques togenerate a concentrate with an assay of ~ 42%Cr2O3 wherein 65% recovery was achieved.
2. Beneficiation Study on Recovery of Iron Valuesfrom Iron ore Slimes: CSIR-NML had undertakenstudy on characterization and beneficiation ofiron ore slime from Iron Ore Washing Plant fromeastern part of India and developed processtechnology for recovering of iron values fromsl imes. The beneficiation process developedbased on the bench scale study basically involveddesliming, wet high intensity magnetic separationfollowed by dewatering of products. The processdevel oped t h r ough ben ch scal e st udy wa svalidated by pilot scale operation. The product issu i ta bl e for use i n i r on m ak i n g t h roughpelletisation.
3. Pilot Scale Flotation Studies of Iron OreSlime: Hematitic iron ore from northern part ofIndia is subjected to wash ing and the finesreleased as slime is disposed in the slime pond,which subsequently leads to environmental threatbesides the losses of iron values. The slime isobserved to be comprised of fine grained oreminerals of hematite, goethite as well as gangueminerals of quartz and kaolinite. Beneficiationprocess involving froth flotation and throughdevelopment of suitable novel reagents to recoveri ron values from sl imes was under taken ascollaborative research of Tata Steel and CSIR-NML. Bench scale trials were conducted at 0.5 kg,and the performance of the flotation reagents wasstudied at pilot scale. The study reveals higherselectivity of the novel reagents and achieved aniron-concentrate with 82% yield assaying 64.5%Fe, 2.4% Al2O3 through reverse flotation rejectinga tailings with <45% Fe.
4. Briquetting of Chrome Concentrate Micro-fines for Ferro-alloy Production: In Industrial rawmaterial preparation through agglomeration ofch r om it e or es is car r i ed out by s in ter i ng ,pelletisation and briquetting but the latter ispreferred because the other two are highly energyin tensive wi th high in frast ructural cost andaddition of gangue components as binders. Inview of this an attempt was made to convert the

5-13
RESEARCH & DEVELOPMENT
chrome micro-fines to briquette for use as rawmaterial in ferro-alloy making. The briquettesdeveloped under optimised conditions attained aCCS of with 126 kgf and 25 drop number .5 . Development of Stati onary B ed Pel l etInduration Furnace: In pelletisation plant, theinduration is carried out in straight travelling grateand grate-ki ln , wh ich occupies large space.Travelling grate facilitates both up draft and downdraft facility. To simulate the firing zone of pelletinduration, CSIR-NML in collaboration with TataSt eel des igned a nd devel oped a ga s basedstationary grate induration strand with down draftfacility.
6. Desliming Hydrocyclone Simulation Studies:In iron ore beneficiation, desliming is a verycommon operation in which very fine particles areseparate. Typically, low diameter hydrocyclonessuch as 50 mm (2") are preferred for this kind ofoperation to classi fy par ticles smal ler than10 micron. But due to lower capacity and smallorifice in such very small hydrocyclones, theoperational problems are significant with averageamount of tramp over size. A study was carriedout to achieve a cut size between 5-10 micron witha 4" hydrocyclone through pilot scale test at variedcombination of parameters such as vortex finder,apex followed by development of steady statemodel and simulation analysis. The product wasgenerated with D 50 of 4.4 micron and solidrecovery of more than 91% in underflow atoptimum condition, as guided by simulation result.
7. Model l ing and Simulation Analysis ofComminution Circuit: Size reduction operationin mineral beneficiation circuit is an extremelyen ergy i n ten s i ve p r ocess . T h e p r ocess ofdeveloping a model for crushing circui t andsimulating it regularly will optimize the parametersaffecting the circuit performance. Simulationstudies will be useful in predicting the optimumoperating conditions of the circuit and thereforeretrofitting the circuit. Objective of the presentstudy was to predict the maximum throughput ofthe crushing circuit along with the optimumparameter to achieve that throughput. The studyincludes a steady state model development usingthe actual plant data followed by validation andprediction of the process effects through off-linesimulation. Simulation analysis proved helpful in
achieving an improvement (~40%) in the circuitthroughput with change in crusher closed sidesetting (CSS).
8. Beneficiation of Siliceous Limestone forCement Industries: Limestone of various gradesare extensively used in cement, metallurgical,glass industries, food processing, paper making,leather, wastewater treatment, polymers as well asadhesives. The specification of limestone requiredby Cement Industry is 42% (min.) CaO, 11-14%SiO2, 1-1.5% (max.) Fe (T). CSIR-NML has takenup a r esear ch p r oject on ben efi c i a t i on ofargillaceous limestone containing 39% CaO, 19%SiO2, 23% total insoluble and 0.8% Fe(T) andminerals with fine texture. Based on the processmineralogical information, the ore was subjectedto comminution followed by flotation in benchscale and a limestone concentrate of cement gradewith 11% SiO2 was generated.
9. De velopment of Process Flowshee t forBeneficiation and Extraction of Tungsten Metalfrom Mines Waste: Tungsten is an elastic, ductilemetal with high tensile strength, low thermalexpansion, highest melting point and boiling pointof all metals and has significance as alloyingel emen t for defen ce, spa ce a n d n ucl ea rapplications. Due to increasing domestic demandof tungsten and export restrictions from the majorproducers, indigenous production to meet a partof the domestic demand is inevitable. CSIR-National Metallurgical Laboratory is working ondevelopment of indigenous technologies forproduction of tungsten metal from domesticallyavailable resources such as lean grade ores andm i nes wa st e . Th e s tudy i nvol ved m i n er a lcharacterisation, process mineralogical study,beneficiation followed by extraction of metal fromconcen tra te /pre-concen tr a te produced fromscheelite bearing gold ore tailings sample. Thescheelite bearing mines waste with very low WO3
content was subjected to innovative processingexploiting the differences in specific gravity,magnetic susceptibility and surface properties ofminerals. The tungsten concentrate is furtherpr ocessed by h ydrometa l l ur gi ca l rout e forp r oduct i on of h i gh l y pure a m m on i umparatungstate (APT). The pilot scale study isunder progress.

5-14
RESEARCH & DEVELOPMENT
10. Dry Beneficiation of High Ash Non-cokingcoal for Application in Thermal Power Plants andDRI Making: CSIR-NML has developed anexper t i se an d p i l ot sca le fa ci l i t y for d r ybeneficiation of non-coking coal. Pilot scale drybeneficiation process flow sheets were developedfor three different high-ash non-coking coal withash-content of 49%, 43% and 32% from threedifferent regions, namely, South Eastern coalfield,Cen tr a l Coa lf i e l d an d E a s t er n Coa l fi e l drespectively. Products with ash of 34% and 25%were generated for utilization in thermal powerplant and DRI (Directly Reduced Iron) makingrespectively. The rejects from the dry beneficiationcircuit can be utilized in FBC plant. The developeddry beneficiation technology will be helpful ineliminating process water requirement, generationof effluent/slime and production of clean coal withno additional moisture.
CSIR-Central Glass & CeramicResearch Institute (CGCRI)
1. R&D for recovery and utilization of wastes,marginal materials and byproducts, substitutionof one mineral by other or of mineral by othercommodities, etc: Large amount of Industrial SolidWastes (ISW) are generated from steel plants,thermal power plants, mining activities etc. Themain cause of concern associated with the ISW istheir proper disposal. CSIR-CGCRI is working forthe proper utilization of these materials for valueadded product development like pavement tiles,blocks etc. Pavement blocks have been developedusing an optimized combination of steel slag, flyash along with other ceramics raw materials. Theproperties achieved are at par with the IndianSpecification. Presently, performance evaluationin actual condition is going on.
2. R&D (Coal, Hydrocarbons & Energy): SolidOxide Fuel Cell (SOFC) is an “all solid-state”energy conversion device that conver ts thechemical energy of a fuel directly into electr icitythrough its electrochemical combination with anoxidant. Due to the direct electrochemical reaction,they offer very high conversion efficiency (>50%)and low level of pollutant gas (e.g., NOx, SOx etc)emissions. CSIR-CGCRI has developed processtechnology for making solid oxide fuel cell (SOFC)stack using indigenously developed planar anode-supported SOFC single cells (10 cm x 10 cm x 1.5
mm), glass-based high temperature thermallycyclable sealant and ferritic stainless steel basedbipolar plates and current collection plates havinga novel flow field for the reactant gases (both fueland oxidant) to produce electrical power throughelectrochemical reaction of the fuel gas (e.g.hydrogen) with the oxidant (e.g. oxygen/air). Thestack is operated at a temperature in the range700 – 850 0C. Depending upon the number of cellsin the stack, an electrical power output upto 1 kWcan be achieved and several such working SOFCstacks have been demonstrated for the first timein the country.
3. R&D for development of ceramics, refractoriesand glass based on minerals or mine ral-substitutes: Over the years the CSIR-CGCRI hasdevel oped exper t i se i n n ew gen er at i onbioceramics, glass, metal and composite materialsfor variety of biomedical applications. Specifically,the division dedicated to the R&D of bioceramicsin CSIR-CGCRI has commercialized ceramic-on-PEh i p joi n t p r os t h es i s , pl a sm a sp r a y gr a dehydroxyapatite granules, hydroxyapatite-basedbone fillers/scaffolds/granules and integratedocular implants, which have received differentin ternat ional cer t i fica t ions. Other areas ofexpertise include bioceramics based drug deliverysystem, glass and glass-ceramics, wear resistantcoat ings, addit ive manufacturing of pat ien tspecific implants as well as tissue engineering andregenerative medicine research pert inent tobi omed i ca l a n d ot her focused socie t a lapplications.
Two major Magnesite sources of India (viz.Salem in Tamil Nadu and Almora in Uttarakhand)are unsuitable for high temperature refractoryapplication due to presence of silica, lime and ironoxide as impurities. These impurities form lowmelting phases during refractory application andhence Indian refractory industries largely dependon imported good quality magnesite. CSIR-CGCRIis working on improvement of high temperatureproperties of impure Salem magnesite, without anyore beneficia t ion , by judicious select ion ofaddi t i ves to r educe t he low mel t ing pha seformation.
CGCRI is working in collaborat ion witha n oth er s i st er l a bor a t or y, CSIR- IMMT,Bhubaneswar for utilizing quartz, alumina and

5-15
RESEARCH & DEVELOPMENT
ot h er com ponen t s ext r a ct ed fr om fl y a shgenerated by thermal power plants as mineralsubst i tutes. Some of the glasses wh ich aredeveloped utilizing quartz, alumina and othercomponents extracted from fly ash are Containerglass, Float glass, Coloured glasses and Seal i ngglasses.
CGCRI is also working on development ofspeciality glasses for applied usage which requirera w ma ter ia l s of h i gh pur i ty developed inassociation with indigenous manufacturer andthose are metaphosphates of aluminum, bariumand potassium as well as oxides of rare earths.These r aw mater ia ls a re being used in thepreparation of speciality glasses.
Precisi on glass opt i cs is wi tnessing anexponential growth in demand over the last coupleof decades due to a variety of applications inprecision high technology devices, st ra tegicequipment and consumer electronic appliances,such as, mobile camera lenses, CD/DVD pickuplenses , head up di sp la ys for a i r cr afts a ndautomobiles, microscope object ives, Fresnellenses, F-theta lenses for laser optics, micro lensarray, hologram optics, aspheric collimators forlaser diodes and solar concentrators etc.
Conventional process chain for majority ofthese complex optical components involve multi-step lapping and grinding of glass preform withabrasives followed by polishing to minimizesurface roughness levels to appreciably low levelsa n d d i a m on d t u r n i ng . T h ese p r ocessesnecessi ta te in spect i on of t he sur fa ce formaccuracy and roughness accuracy at intermediatesteps and leading to low productivity and highcost. An alternative process chain is thus beingpursued in the laboratory involving a rapid, netshape, replicative technology of precision glassmoulding using high-precision moulds with whichglass components are deformed. The replicativeh igh tem per a tu r e p r eci s ion g l a ss for m in gtechnology stands out as a promising candidatefor high volume production of optical componentswhich is expected to lower the cost of these opticsby an order of magnitude. In terms of R&D effortsfor the strategic sector, Silicon Nitride based EMwi n dow h a s been devel oped wh er e gr eenprocessing and nitridation technique have beencarried out.
CSIR – Institute of Minerals &Materials Technology, Bhubaneswar
A. R&D (Ore preparation & process)1. Characterisation and Beneficiation Studieson Hematite iron ore for preparation of DRI PelletFeed Material: Two iron ore fines samples from IPand Serajuddin mine from Odisha were collectedto beneficiate the ore to produce super gradeconcentrates. The iron ore from IP mine contains63.65% Fe having 2.88% SiO2 and 2.88% Al2O3 and2.56% LOI. As per heating cycle and XRD studies,it contains around 15-16% goethite and 7-8%kaolinite and other clay material. As per particlesize distribution, it contains below 45-micronaround 15-16% and around 53% Fe. The Bond workindex of the bulk sample and screw scrubberunderflow sample are 9.8 and 12.8 Kw hr/tonne,respectively. Once the sample is scrubbed in screwscrubber the screw scrubber underflow containsaround 66.18% Fe with a yield of 80% whereasoverflow contains 54.6% Fe. Hence, the underflowis considered as one of the products of theprocess. In general, goethetic hematite ore isfr a gi l e i n n a t u r e, h en ce, t h e t wo s ta gesclassification units either by hydrocyclones orhydrocyclone and h igh fr equency vibrat ingscreen should be adopted in the grinding circuitto control the Blaine number. The overflow ofscrew scrubber is subjected to a high intensitymagnetic separator to maximize the iron recovery.It is possible to produce around 89% yield with66% Fe in the concentrate and simultaneously thetailings Fe will be around 45%.
Another sample was collected from Serajuddinmine. It contains a good amount of high gradeblue dust. This iron ore fines sample contains itself65.18% Fe. It contains around 26% of below 45micron. This ultrafine contains more Fe thancoarse particles. Hence, desliming is not possible.Ore was classified using screw scrubber and theunder flow was ground to below 100-micronparticles and mixed with an overflow of the screwscrubber to produce pellet feed materials. Thescrew scrubber is used to classify the iron oresamples so that ult rafine generation can beminimized during grinding of the ore. The bondwork index of the bulk sample and screw scrubberunderflow samples are 8.1 and 9.6 Kw hr/tonnerespectively. The detail material balance based on200TPH was carried out.

5-16
RESEARCH & DEVELOPMENT
Both acidic and basic pellet tests were carriedout on the iron concentrate generated from thetwo samples. In both cases, the metallurgicalproperty of pellet could be achieved more thanthe desired level. It has been observed that in caseof basic pellet, the metallurgical properties arebetter in comparison with an acidic pellet. Hencethe basic pellet can be produced which can beused di r ect ly i n t he bla s t fu rn a ce for th eproduction of iron.
2. Characterisation and beneficiation studies onhematite iron ore from Sagasahi Mine Odisha:The borehole samples were collected from the ironore mine at Sagasahi, Odisha. The objective ofthe project was to provide appropriate processflow sheet for different Fe ranges of raw materialsto maximize the iron recovery with high Fe contentto utilize powdery and fragile types of hematiteiron ores resources. A total of nine boreholesamples consisting of 3 boreholes from each blockare being investigated. The detail characterizationstudy has been done. Beneficiation study of thesamples was carried out in different ranges of Fecontent to produce super grade and normal pellet.A process flowsheet has been developed withdet a i l ma t er i a l ba l an ce a n d p rocess ba si cen g in eer i ng wa s p r epa red for t h ecommercialisation of the process.
3. Process development for the recovery andextraction of Nb and Ta from carbonatites ofSevattur deposi t , Tami l Nadu: A t yp ica lbeneficiation flowsheet of niobium ore consistsof si ze r educt ion , c lassi f ica t ion , magnet icseparation, flotation and leaching of the finalconcentrate. The specific gravity of Nb/Ta mineralis 4.4-4.8 which is associated with light mineralslike quartz, calcite, dolomite and alumino silicates.Hence, gravity concentration techniques are usedfor pre-concentra tion of the ores. Very littleliterature is available on the flotation of niobiumtantalum minerals since most of the plants usegravity separation for the beneficiation.
4. Characterisation and beneficiation study oflow grade PGE ores from Boula mine: Thech a ra ct er isa t i on of t h e feed ma t er i a l a n dcomminution work were completed. The PGEanalysis of the bulk feed shows wide variationsin their composition from 1.1 to 4.0 ppm. Themineralogical investigations on the feed material
revealed that the chromite and silicate gangueminerals are liberated around 150 micron particlesize. It is anticipated that the PG mineral liberationoccurs a t much finer sizes. In view of thisbeneficiation experiments were carried out on finerparticle sizes. Preliminary experiments were carriedout on conventional gravity concentrators andadvanced gravity concentrators to pre concentratethe feed material. The shaking table and spiralconcentration experiments were carried out byvarying all possible process parameters in batchand continuous mode.
Advanced gravity concentration studies onFalcon and Knelson concentrator were carried outby varyi ng pa r t icl e size and other processparameter s. Prel iminary studies on gravi tyconcentration of fine feed material show that thePGE content in the concentrate has been enrichedto 10-11 ppm.
5. A preliminary study of recovery of nickel valuefrom chromite overburden and to optimize andundertake technology development in COB plantoper at i on: IDCOL, Odi sh a h a s ch rom i t ebeneficiation plant at Talangi Sukinda, Odisha. Asthe ore is degrading day to day, lean grade ore isto be beneficiated in the existing beneficiationplan t. The low grade ore was collected andbeneficiated at the lab and plant scale in theInst i tute. As per r equ iremen t of qual i ty ofconcentrate, the modification of the plant wassuggested. At present, the work is in progress.Apart from beneficiation, nickel recovery fromchromite overburden work is also taken.
B. R& D activities in Building materials
1. Mineral cementation technology for coldse tt i ng bui ld i ng br i c k: CSIR – IMMT,Bhubaneswar has developed a non-fired processfor utilization of industrial and mining wastes inthe manufacture of building material named asmineral cementation technology. It is sustainablegreen process, where the binding matr ix ofhydrated layered silicates are formed by chemicalreaction of oxides and hydroxides of sil ica,alumina, calcium magnesium, iron alkali, sulphatebearing minerals in atmospheric temperature anddevelop strength like Portland cement. Mineralcementation is flexible to use all kind of industrialsolid wastes in the manufacture of building

5-17
RESEARCH & DEVELOPMENT
materials. This process is flexible to use all typeof mining and industrial wastes.
2. Cement free fly ash geopolymer technology:Geopolymer is a green chemistry of makingcementitious binding materials like hydrauliccement through alkaline reaction of alumino-silicious minerals. The process is CO2 negativeand very effective for ut iliza tion of fly ash,metallurgical slag and other mining and industrialwastes. The technology on fly ash geoplymerconcentrate has been developed and it is in theprocess of commercialization for construction ofroad.
3. Treatment and utilisation of jarosite a wasteof Zn extraction plant in the manufacture of coldsetting building brick: Jarosite is a toxic wastegenerates from Zn smel ter plan t during theextraction of Zn from Zn ore. As of today, thewaste jarosite is stockpiled for storage. Presenceof toxic water leachable elements like Pb, Cd, Zn,etc. in jarosite causes serious environmentalproblem. No such commercial process has beendeveloped for suitable utilisation of jarosite inmaking value added appl icat ion. Under theexploratory research programme, a successfulinnovative process has been developed for toxicleachable elements stabilisation and manufactureof cold setting building brick/block using jarosite.The work is to be carr ied out on pilot scaleoptimization and transfer of the process with thefinancial support of M/s HZL, Udaipur, Rajasthan.
4. Preparation of Calcium sulfo-aluminatecement: In context to the environmental point ofview, Calcium sulfo-aluminate cement is an optionto develop alternate low lime clinker to substitutePortland cement to reduce CO2 emission. Calciumsulfo-aluminate is a compound having the similarcement ing property and character istics l ikehydraulic cement alternate to Portland cement,which can be prepared with low lime content andless emission of CO2. The industr ial waste by-products l ike low grade l imes, gypsum andhydrated alumina are the major raw material insynthesis of calcium sulfo-aluminate cement. Allthese raw materials have been ground altogetherinto a fine powder in the presence of differentaccelerating, setting and blending materials toprepare cement.
National Mineral DevelopmentCorporation Ltd (NMDC)
NMDC operates a state-of-the-art R&D centreat Hyderabad, which undertakes various projectsrelated to the operational problems of the units ofNMDC a n d p r ovide sol u t i on s i n t er m s ofi m provem en t i n t h e sys t em or ch a n ge i ntechnology to achieve continual improvement inits processes & operat ions. R&D centre alsoprovides solutions to the external agencies.Thethrust of R&D Centre is towards:
Devel op i ng t ech nol ogi es for enh a n cedutilization of iron ore fines.
Providing technical solutions to the problemsrelated to quality and productivity of NMDCmines.
Upgradat ion of processing technology ofexisting process plants for better productivityand meet the customer requirement.
Development of technology for utilization ofmine wastes.
Development of Value Added process andproduct through innovation.
Devel opm ent of tech n ol ogy for d r yprocessing of sub and lean grade iron ore.
Development of technologies for enhancedrecovery of iron values.
1. In-house Programmes1.1 To improve the screen ing efficiency ofsecondary screens at existing plants at Kirandul.
1. 2 Study on a bra si ve wear an d fr i ct i on alcharacteristics of liner materials used in Iron orestorage and handling.
1.3 Development of mathematical model to predictmetallurgical characterisation of iron ore sinter(Phase 2) - it is a continuation project.
1.4 Development of cold bonded iron ore pellets.
1.5 Characterisation of Sub-grade/lean grade/overburden/waste samples from Kirandul complexand Bacheli Complex.
1.6 Study on enhancing the separation efficiencyof magnetic separation.
1.7 Process development for preparation of SilicaSol from Lean Grade Iron Ore Slimes.
5-18
RESEARCH & DEVELOPMENT
1.8 Feasibility study of production of TiO2 slagfrom Ilmenite using Hydrogen gas as reductantfollowed by smelting - it is a continuation project.
1 . 9 Pel l e t i sa t i on s t ud ies wi t h m a gn et i t econcentrate on banded magnetite quartz sampleof Ballari district (Karnataka).
1.10 Effect of excess quantity of ultra fines (lessthan 150 micron) in iron ore fines from Bailadilaregion on sinter properties.
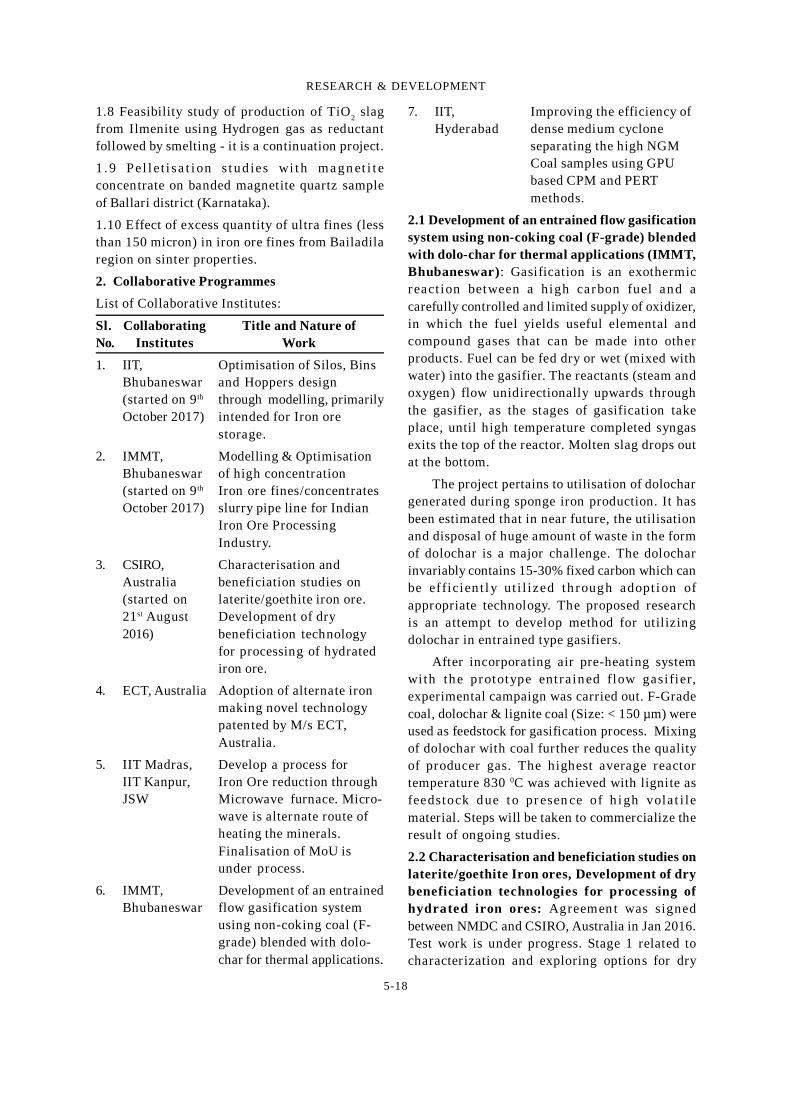
2. Collaborative ProgrammesList of Collaborative Institutes:
Sl. Collaborating Title and Nature ofNo. Institutes Work1. IIT, Optimisation of Silos, Bins
Bhubaneswar and Hoppers design(started on 9 th through modelling, primarilyOctober 2017) intended for Iron ore
storage.
2. IMMT, Modelling & OptimisationBhubaneswar of high concentration(started on 9 th Iron ore fines/concentratesOctober 2017) slurry pipe line for Indian
Iron Ore ProcessingIndustry.
3. CSIRO, Characterisation andAustralia beneficiation studies on(started on laterite/goethite iron ore.21st August Development of dry2016) beneficiation technology
for processing of hydratediron ore.
4. ECT, Australia Adoption of alternate ironmaking novel technologypatented by M/s ECT,Australia.
5. IIT Madras, Develop a process forIIT Kanpur, Iron Ore reduction throughJSW Microwave furnace. Micro-
wave is alternate route ofheating the minerals.Finalisation of MoU isunder process.
6. IMMT, Development of an entrainedBhubaneswar flow gasification system
using non-coking coal (F-grade) blended with dolo-char for thermal applications.
7. IIT, Improving the efficiency ofHyderabad dense medium cyclone
separating the high NGMCoal samples using GPUbased CPM and PERTmethods.
2.1 Development of an entrained flow gasificationsystem using non-coking coal (F-grade) blendedwith dolo-char for thermal applications (IMMT,Bhubaneswar): Gasification is an exothermicreact ion between a high carbon fuel and acarefully controlled and limited supply of oxidizer,in which the fuel yields useful elemental andcompound gases that can be made into otherproducts. Fuel can be fed dry or wet (mixed withwater) into the gasifier. The reactants (steam andoxygen) flow unidirectionally upwards throughthe gasifier, as the stages of gasification takeplace, until high temperature completed syngasexits the top of the reactor. Molten slag drops outat the bottom.
The project pertains to utilisation of dolochargenerated during sponge iron production. It hasbeen estimated that in near future, the utilisationand disposal of huge amount of waste in the formof dolochar is a major challenge. The dolocharinvariably contains 15-30% fixed carbon which canbe efficien t l y ut i l ized th rough adopt i on ofappropriate technology. The proposed researchis an attempt to develop method for utilizingdolochar in entrained type gasifiers.
After incorporating air pre-heating systemwith the prototype entr a ined flow gasi fier,experimental campaign was carried out. F-Gradecoal, dolochar & lignite coal (Size: < 150 µm) wereused as feedstock for gasification process. Mixingof dolochar with coal further reduces the qualityof producer gas. The highest average reactortemperature 830 0C was achieved with lignite asfeedstock due t o pr esen ce of h i gh vola t i lematerial. Steps will be taken to commercialize theresult of ongoing studies.
2.2 Characterisation and beneficiation studies onlaterite/goethite Iron ores, Development of drybeneficiation technologies for processing ofhydrated iron ores: Agreemen t was signedbetween NMDC and CSIRO, Australia in Jan 2016.Test work is under progress. Stage 1 related tocharacterization and exploring options for dry

5-19
RESEARCH & DEVELOPMENT
beneficiation has been completed and agreementfor Stage 2 has been signed on 28 th May 2018.
2.3 R&D for alternative Iron making Technology:A pilot plant for iron making by adoption ofMATMOR technology is envisaged in ResearchCollaboration mode between NMDC, NLC andECT. The MATMOR technology is a uniquealternate iron making method for producing high-quality iron from inexpensive, abundant Lignite(brown coal) and high or low grade iron ore/ millscale etc; technology patent is owned by M/s ECT,Australia. The MoU for Research Collaborationon COLDRYMATMOR Pilot plant project wassigned on 30 th May 2018 at Canberra, Australia.The MoU will set out the understanding of theParties for the development of the Pilot Projectand includes provisions with respect to formationand capitalization of the Project SPV, execution ofseveral agreements at different stages of theimplementation of the Pilot Project and licensingand sub-licensing of IP as contemplated for thePi l ot Pr oject fol l owed by con s t r uct i on ,commissioning and operation and maintenance ofthe Pilot Project.
2.4 Improving the efficiency of dense mediumcyclone separating the high NGM coal samplesusing GPU based CPM and PERT methods (IIT,Hyderabad)
(i) To undertake a detailed literature review on theex i st i n g n umer i ca l m odel s used for t h eperformance prediction of Dense Medium Cyclone(DMC).
(ii) To conduct test work on thermal coal withGraphical processing unit CPU CFD codes. Thetest work has been completed and preparation ofthe final report is under progress.
Manganese Ore India Ltd (MOIL)MOIL has carr ied out R&D act ivit ies to
i m prove t h e sa fe t y, p r oduct i vi t y a n den vir on m en t al s t a n da r ds i n t h e m i n es byintroducing newer technology in consultation withreputed academic and CSIR-R&D Institutions ofthe country. MOIL has engaged and has beenassociated with following institutions for variousR&D projects; (i) CSIR – Central Institute ofMining & Fuel Research (CIMFR), Nagpur andDhanbad, ( i i ) CSIR-Nat ional Metal lurgicalLaboratory (NML), Jamshedpur, (i ii ) CSIR-
National Geophysical Research Institute (NGRI),Hyderabad, (iv) CSIR -National Environmental andEngineering Research Institute (NEERI), Nagpur,(v) In d i a n In s t i tu t e of Tech n ol ogy ( IIT ) ,Kharagpur, (vi) Indian Institute of Technology(IIT), (For mer l y In dian Sch ool of Mines) ,Dhanbad, (vii) National Institute of Technology(NIT), Rourkela, (viii) Visvesvaraya NationalInstitute of Technology (VNIT), Nagpur, (ix)National Institute of Rock Mechanics (NIRM),Kola r Gol d Fie lds, (x ) Ind ia n Ins t i tut e ofEngineering Science and Technology (IIEST),Shibpur and (xi) National Remote Sensing Centre(NRSC), Hyderabad.
Significant R&D projects in MOIL are listedbelow:
1. Mine Environment: IIT, Kharagpur hasconducted ventilation reorganisation studies fordeeper levels at Munsar, Kandri and Ukwa Mines.Accordingly, new ventilation drifts are now beingdevel oped a t Ka ndr i an d Ch ik la Min e forinstallation of large diameter ventilation fans.
2. Mines Safety: (a) Mining Subsidence: In-housescientific 3-D analysis of subsidence parametershas been carried out by Mine Planning and DesignDepartment for Munsar Mine. With the analysis,it is confirmed that no noticeable movement ofany orthogonal direction has been found at theMine.
(b) Stope Design: Stope design for mechanisedsupport system is going on by NIRM at BalaghatMine for better safety and productivity.
3. Mineral conservation: R&D studies have beenconduct ed a t Mun sar Min e by NIRM. T hesugges t ed s tope desi gn h a s i n cor pora t edplacement of haulage drive in foot wall rock withroof bolts in haulage drive, x-cut and in stope.This has totally eliminated the in situ sill pillar inthe manganese ore body and thus saved thelocked mineral in sill pillar. The modified stopedesign has increased the quantity of manganeseore in underground mines for exploitation byaround 20%, thus conserving the valuable mineralresource.
4. Mining Technology: (a) Decline: R&D projectfor entry to the underground stoping area bydecline has been prepared by CSIR-CIMFR,Nagpur for Gumgaon Mine. Feasibility studies are

5-20
RESEARCH & DEVELOPMENT
going on for economic evaluation. This may helpin improving production, safety and productivityby mechanisation of stoping operations.
(b) Alternative to Cartage Explosives: To reducethe ground vibrations, fly rock and noise, Site MixEmulsion (SME) explosives have been used withshock tubes at Dongri Buzurg Opencast Mine. Thepost blast result of the SME is found satisfactoryand it has reduced noise level, ground vibrationsand fly rock substantially, besides increasingoperational efficiency.
5. Col laborative work with Academic andResearch Institutions: (a) MOIL is carrying outjoint collaborative R&D project with NIRM,Bengaluru for installation of modern scientificrock mechanics instruments at Balaghat Mine.
(b) A collaborative research for slope stabilisationwith National Institute of Technology, Raurkelafor Modern Slope Monitoring Instruments – TimeDomain Reflectometry (TDR) using WirelessSensor Network is going on at Dongri BuzurgMine for better safety.
6. In-house R&D works: (a) Substitute of fillmaterial: Mine Planning and Design Departmenthas conducted the in -house R&D study onoverburden material to use as a fill material inunderground by hydraul ic t ranspor tat ion a tMunsar Mine on experimental basis and filed apatent.
(b) Pre-cast RCC Columns & Sections: In-housedeveloped pre-cast RCC columns and sectionshave been rapidly erected in drift development andthus im proved th e safety s tandard of dr i ftdevelopment in underground.
7. Mineral Beneficiation: R&D studies of blackdump manganese rejects of Balaghat Mine havebeen carried out by Modern Mineral ProcessingLaboratory and Pilot Plant, Indian Bureau of Minesfor utilisation of mineral rejects.
8. Metallurgical Studies: For improvement ofproduct quality of High Carbon Ferro Manganese(HCFeMn) alloy of Balaghat Mine process flowstudies for de-phosphorisation of HCFeMn alloyhas been carried out on bench scale at CSIR-Nat ional Meta l lurg ical Laborator y (NML),Jamshedpur.
Steel Authority of India Ltd (SAIL)Th ree pr oject s ar e bei ng pur sued wi th
assistance of Ministry of Steel: (a) Developmentof Pilot scale pelletisation technology for IndianGoethitic/hematite ore with varying degree offineness (completed in September 2017); (b)Indigenous development of model based breakoutprediction system for Continuous Casters; and (c)Development of automation system for optimumcoal blending at coal handling plant of coke ovenbatteries.
Tata Steel LtdA. R & D (Ore beneficiation), Jamshedpur( i ) E s t a bl i sh ed ‘Hi gh In t en s i ty Ma gnet i cSeparat ion ’ tech nology on a pi lot scale a tNoamundi iron ore processing plant to recoveriron value from slimes.
(ii) ‘Dry Magnetic Separation’ technique forbeneficiation of low grade manganese ore finesestablished on a pilot scale which will facilitateusing of ore which is currently being dumped.
(iii) Comprehensive/deep beneficiation flow sheetdeveloped for processing low grade iron ore atNoamundi & Khondbond to achieve higher yieldsat lower alumina.
(iv) Reduction in specific water consumption atNoamundi wash plant by optimising the scrubberperformance.
B. R & D (Agglomeration, Ferro-alloys, BlastFurnace and Waste Utilisation)Jamshedpur
(i) Development of carbon composite briquetteusing plant reverts as third agglomerate in Blastfurnace. This will enable reduction in carbon rateof blast furnaces.
(ii) Implementation of lime excess framework fors i n ter ch em i s t r y con t r ol t o opt i m i se f l uxconsumption in Iron making.
( i i i ) Ph ysi o ch emi ca l cha r a ct er i sa t i on ofManganese ore done for the first time for betterunderstanding of raw material characteristics.This will enable optimisation of furnace feed forFerro Manganese production.

5-21
RESEARCH & DEVELOPMENT
(iv) Metallurgical know-how for premium grade lowSilicon Ferro Chrome production established.(v) Lowest ever coke r ate achieved throughprocess improvement.(vi) Controlling furnace hearth wear by suitableadjustment of casting practice and use of acoustictechnology.
Kalinganagar:(vii) Solid wastes from Blast Furnaces, Steel MeltShop and Hot Strip Mill are mixed and processedin various proportions and are utilised as by-products in Sinter making at Kalinganagar. Thisnot only reduces the Sinter cost but also helpspreven t disposal cost and preserves naturalresources thereby supporting sustainability ofSteel Plant. Processed Solid Waste utilizationstarted in Sinter-making from April 2017 and hasreached the utilisation level of 80 kg/tonnes ofNet Sinter in year 2017-18 which is equivalent toconsumption of all the sol id wastes that getgenerated at Kalinganagar Plant.
(viii) Tata Steel Kalinganagar is equipped with themost advanced Twin Wagon Tippler for handlingdifferent raw materials. This was designed forhandling different types of wagons such as BOXN,BOXNHL, BOY, BOY-25 etc. This wagon tipplerhas been modified and made capable of handlingBOST, BOBSN & BOBYN rakes as well. This hascreated flexibility in rake allocation with increasedrake availability and faster turnaround time for rawmaterial movement, thereby strengthening the RawMaterial supply chain. It has also supplementedthe dispatch of fin ished goods from TSK inwagons such as BOST types.
Hindalco Industries LtdA. R&D (Ore preparation & process)1. Optimization of Bauxite Blending for BayerPlants: Different types of bauxites available forthe plan ts were character ized a nd blendedsuitably (based on the complete processabilitystudy) in order to op t imize the product ionparameter s of the Bayer process and obtainhighest possible r ecovery. This study helpedplants to use both low as well as normal gradebauxite, available in the mines, thus improving themines life.
2. Improvement of Oxalate Productivity of BayerPlant: Precipitation tests were conducted based
on the Design of Experiment (DoE) of the process,prevailed in Belagavi plant. Outcome of the DoEresulted into an optimized process parameters ofthe plant and led to increase the productivity from0.5 to 2.0 g/L. Presently plant is operating withthis optimized process and getting the desiredresults.
3. Grinding Aids for Bauxite Milling Process:The present bauxites of Western Ghat has becomeharder than the earlier available resources whichled to reduction of output of the bauxite millingprocess. Hence, studies were conducted to findout a suitable gr inding aid for such type ofbauxites. The evaluation of this grinding aid, bothin laboratory and pilot, resulted in an increase ofoutput by ~15%. Regular plant operation is beingdone with this grinding aid.
4. Utilisation of Bauxite Residue in differentApplications: Collaborative works with differentinstitutes, like IIT Mumbai, NML – Jamshedpur,etc, as well as studies at our own R&D facilitiesare conducted on the following areas.
Geopolymer for reclamation of land area (forconstruction purpose)
Preparation of paver block for constructionpurpose
Neutralisation of residue for land as well asmine back filling.
Use of this residue for cement making, whichis a great success for some of our plant. Stepstaken to replicate this in all our plants.
B. R&D (Coal, Hydrocarbon & Energy)Separation of Unburnt Carbon from Fly Ash ofCoge n pl ant: St udi es wer e con ducted t ocharacterize fly ash and optimize froth flotationprocess with a right combination of frother andcollector. Finally, a process route was establishedto recover ~80% unburnt carbon from the flay ash.The recovered product showed a calorific valueof ~ 4200 Kcal/kg which is equivalent to thecalorific value of standard Indian Coal. Pilot plantstudies are being planned for scaling up of thisprocess.
C. R&D (Development of ceramics, refractories,glass, etc.)Development of Precipitated Super Fine Hydrate:Hindalco has developed a process for producing

5-22
RESEARCH & DEVELOPMENT
precipitated SF hydrate both in lab and pilotfacility. Based on the outcome of this, action hasbeen initiated for setting up a plant for bulkproduction of this material. Presently, this type ofSpeciality hydrate is used as fire retardant filler inpolymeric compound and presently it is importedto India. Indigenous production will surely helpt h e i n dus tr y t o sour ce t h i s p roduct fr omindigenous supplier.
Hindustan Zinc LtdA. R&D (Ore preparation & Process)
1. Pre-graphite flotation to remove graphiticcarbon of SK-6 Ore: The sample has been takenfrom SK mines, actually a new ore body foundnamed as SK 6 wi th peculiar metallurgicalcharacteristics i.e. high graphitic carbon contentand low Total Metal Con ten t (TMC). Highgraphitic content adversely affects the flotationcharacteristics of Galena and Sphalerite and also,high con tent of graphi te in lead concentrateadversely affects downstream smelting process.To address this problem, it was proposed toconduct pre-graph ite flotat ion experiment toremove graphitic carbon in graphite concentrate.Number of flotation tests with different parametersare conducted to optimize metal grades andrecoveries.
(i) Determination of Mesh of Grind (MoG): Batchflotation tests @ different grind size (80% passing75 µ, 63 µ & 53 µ) was conducted to determineMoG.
(ii) Pyrite depressant Testing: It shows that at bothMoG i.e. 75 & 53 µm, use of MBS reduces iron(Fe) values in Zinc Rough Concentrates by 5-6%when compared with that of NACN. But, use ofMBS also leads to decrease in metal recoveries inboth lead & Zinc as compared to that of NACN.
(i i i ) Pr e-Graph i t e Rough ing : Pre-Gra ph i teRoughing stage flotation tests were conductedto recover graphite in pre-float rougher (PFR)concentrate and to observe its effect on othermetal grade and recoveries. In pre-float onlyfrother and zinc depressant were used. The resultsare as follows:
At MoG 75 µm, there is decrease in Pb, Znand Ag recoveries when Graphite pre-float isdone as compared to graphite w/o pre-float.
T h e decr eases i n m et a l r ecover i esapproximately are Pb 5-6%, Ag 6-7% and Zn5-6%
However, graphitic carbon in Pb concentrateis decreased from 7.8 to 5.8%
Mass pull of rougher graphite concentrate is4%.
2. Grade & Recovery optimization of Zawar Ores:The experiment was performed on samples takenfrom various Zawar mines (Zawar mala, Baroi,Balaria and Mochia) ores to obtain the optimumgrade and recovery of Zawar mines ores usingdifferential flotation by varying parameters suchas Grinding time, Reagent dosages and Blendingof ores. It was observed that
Pb and Ag grade in mochia ore has increasedfrom 42.27% to 51.70% and 484 to 498 (ppm),r espect ively. Apar t from th is, the graderecovery of Ag also increased from 39.85 to48.53%. The grade and recovery of Zn isalmost same in both the dosage variation.
For Balaria ore, increasing the dosages ofSIPX for Pb from 40 gpt to 45 gpt results inrecovery increment from 80% - 87% but Znrecovery decreases from 93% to 85%. The Agrecovery is optimum for higher gpt of Sipx(45gpt).
For Zawarmala, less grinding is recommendedas more fine size significantly affects the Pbgrade (14.7%) which is difficult to optimizeeven with higher gpt of dosages.
Pb and Ag grade shows a higher percentageas 53.57% and 855 ppm, respectively, withdosage variation. So dosages variation isadvisable for Baroi ore.
Blended ores: The samples of ores have beencollected from different mines of Zawarmala unita n d t h e or es h a ve been bl ended wi t h t h ecombination (i) Mochia + Zawarmala (50:50);(ii) Mochia + Balaria (50:50); (iii) Baroi + Balaria(50:50); and (iv) Baroi + Zawarmala (50:50) to getbetter grade and recovery of Zn, Pb & Ag byblending ore in different combinations. It wasconcluded that

5-23
RESEARCH & DEVELOPMENT
Blending of ores with Mochia is giving Pbgrade 32-38% with a recovery of around 90%whereas Zn grade 24-27% with a recovery of85%.
Blending of ores with Baroi is giving Pb grade35-40% with a recovery of around 85-88%whereas Zn recovery is low around 70% thisi s due t o m ispl a cemen t of Zi nc in Pbconcentrate which is around 25%.
Silver recovery in blending is very poor lessthan 40% in combination with Mochia andless than 50% in combination with Baroi.
3. Paste Filling Test by using power plant waste:The sample (tailing) has been taken from SK minesand fly ash from power plant waste to reduce costof cement used in filling by using ultra fly ash. Inthis process, Cement is mixed with fly ash indifferent ratio and allowed them to dry in cylinderfor 7, 14, 28, 56 days to check increase in strengthof the mixtures. After the desired time period theirst r engt h wa s checked usi ng ma st er loaderequipment and observed that the ratio of 2:6 offly ash and cement, respectively, dried for 56 daysshowed the strength comparable to the strengthof the mixture containing total cement.
B. R&D (Product development)
1. Bismuth Oxy-chloride & Copper sulphate:Flow sheet developed for recovery of Copper &Bismuth from Cu-Bi slag generated from silverrefinery. Copper is recovered as copper sulphate(Purity 90%) which is consumed internally at HZLmines and Bismuth is recovered as Bismuth OxyChloride (BiOCl) of purity >86%. The Cu-Bi leanresidue generated after treatment gets enrichedin Lead & Silver and consumed internally in Leadrefinery. The flow sheet was successfully testedat CRDL pilot plant for 6 months and about 650 kgBiOCl and 30 m3 Copper sulphate solution hasbeen generated. Proposal for commercial scaleplant set up has been initiated.
2. Antimony Tri oxide: Process flow sheetdeveloped and successfully validated at pilotscale for recovery of Antimony as Antimony Tri-oxide from Lead refinery Antimony dross. Theantimony lean residue is enriched in Lead andconsumed in ternally at Lead Smelter. About900 kg Antimony tri-oxide of purity >96% has beengenerated during pilot scale testing of flow sheet
for two months. Proposal for commercial scaleplant set up has been initiated.
3. Sodium Sulphate: The smelter effluent istreated in conventional Effluent Treatment Plant(ETP) to precipitate out heavy metals and generatewaste water, which is fed to RO process followedby Multiple Effect Evaporator (MEE) process torecover water values. The MEE reject is a solidmass comprising of Sodium, Sulphates andChloride in large quantity, which is dumped in SLFincreasing solid waste liability at a cost. On theother hand, during iron precipitation in zinc hydrosmelting, a chemical named as Sodium sulphate isadded in the process to convert iron into jarosite,a stable iron waste. An innovative idea wascaptured to recover sodium sulphate values fromthis MEE reject and convert it into a usablechemical for zinc plant. The ideas was translatedand tested at laboratory scale and was foundfeasible with more than 80% Sodium recovery assulphate with controlled chlorides and COD. Also,some sodium chloride rich salt will be generatedform MEE after Sodium sulphate precipitation.Thus, the above resulted in achieving zero liquid& zero solid waste from effluent water.
Other ongoing major R&D projects are(i) Generation of cobalt carbonate from purificationcake; (ii) Graphene from graphite concentrate;(iii) Electrolytic Manganese Dioxide from ZincElectro-winning Anode mud; and (iv) Aggregatesfrom waste rock.
C. R&D (Waste Utilisation)1. Utilisation of HZL wastes in constructionsector: The objective was utilisation of HZLwastes like jarosite, slag and flyash in paverblocks. Central R&D Laboratory (CRDL) ofHindustan Zinc has worked with the wastegenerated from Pyro-smelting, Hydro-smeltingand Captive Power Plan t and establ ished asuitable raw mix design to cast paver blocks usingthese waste materials. Cement paving blocks areprecast sol id products made out of cemen tconcrete. The conventional raw materials requiredfor the manufacturing of paver blocks are OrdinaryPortland Cement, Aggregates and Stone Dust.Replacement of conventional raw materials hasbeen validated for different grades of paver blocksfrom M-25 to M-40 grade. Typically 70-80% wasteutilization was observed for the M-25 to M-30
5-24
RESEARCH & DEVELOPMENT
grade paver blocks, which are preferably used forPathways/Pedestr ian paths. Paver blocks ofM-25 grade paver blocks have been produced andtest patches laid at various HZL locations toconfirm the durability & performance. The benefitsof above are susta inable usages of waste inpavement blocks and low cost of manufacturingas conventional raw material consumption isreduced.
Indian Rare Earths Ltd (IREL)R&D (Ore preparation & process)
1. Development of process flow sheet usingOSCOM raw sand to separate Very HeavyMinerals, Light Heavy Minerals & LightMinerals with HM content in tails <1% at IREL,OSCOM, Chatrapur, Odisha: The developed flowsheet could achieve the objectives, improve therecovery of valuable minerals, reduce loss ofminerals in tailings, better efficiency in separationof garnet.
2. Test works on Separation of minerals usingREDMS, RERMS & Floatex within variousprocess samples at IREL, Chavara, Kerala: R&Dstudies (Ilmenite circuit Primary HTS Cond & MidsREDMS test works, Ilmenite circuit recirculatingfeed test on REDMS, Wet ci r cuit feed) forimprovement of grade and recovery conducted atIREL Chavara. Based on studies REDMS procured& installed in plant.
3. Feed to Garnet section test on Coronastat HTS,Feed to Ilmenite circuit test on Coronastat HTSand HUS output test on Coronastat HTS, REDMS,IRMS at IREL, OSCOM, Chatrapur, Odisha: R&Dstudies carried out for improvement of grade &recovery at IREL, OSCOM.
NALCOR&D Projects1. Extraction of Alumina from Partially LateritizedKhondalite (PLK) at laboratory scale” has beencompleted and the basic flow sheet for the processhas been developed by CSIRO, Australia.2. NALCO & IIT, Bhubaneswar have jointlydeveloped a process for “Syn thesis,Characterisation and Development of Red mud-Flyash based Geopolymer concrete” which has apotential for application in civil activities.
Hindustan Copper Ltd (HCL)R&D Projects1. Recovery of Copper through leaching from ESPdust of flash smelter has been successfully carriedout.
2. Experiments on bismuth removal from electrolytewere carried out at GCP using barium carbonate atdifferent dosage and temperature. Optimum dosageof Barium Carbonate has been established at labscale. Further the same experiment has been scaledup and done in refinery using commercial grade inexisting operational conditions, it is observed thatremoval of Bi upto 58.5% was observed at 6 kg/m3
dose.