determinación de esfuerzos en herramientas de corte y su
TRANSCRIPT
Este libro debe ser devuelto, a más tardar en la última fecha sellada. Su retención más allá de la fecha de vencimiento, lo hace acreedor a las multas que fija el reglamento.
FECHA DEVOLUCJON FECHA DE ENTREGA
O 5 MAY 1998
81, i1, 2 O JUN 1997 BIBLIOTBG.i
11s-s
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERJORES DE MONTERREY CAMPUS ESTADO DE MÉXICO
DIVISIÓN DE GRADUADOS E rNVESTIGACIÓN DIRECCIÓN DE MAESTRÍAS EN rNGENIERÍA
DETERMINACIÓN DE ESFUERZOS EN HERRAMIENTAS DE CORTE Y SU APLICACIÓN A LA
SELECCIÓN DE ACEROS
TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN SISTEMAS DE MANUFACTURA
ESPECIALIDAD MATERJALES PRESENTA
RENÉ DEL RÍO AMBRIZ
Asesor:
Comité de tesis:
Jurado:
Dr. EMIL LIEBERMANN G.
Dr. PEDRO GRASA S. Dra. OLIMPIA SALAS M.
Dr. PEDRO GRASA S. Dra. OLIMPIA SALAS M. Dr. EMIL LIEBERMANN G.
Atizapán de Zaragoza, Estado de México, Mayo de 1997.
Presidente Secretario Vocal
Té .5/S TS
307 . !<5 Jf/71
O 7 A60 1998
1 5 D f C 1937 f1LSM-CII
OS JUN 2000 JTJSM -Ul
e:. --
CONTENIDO
AGRADECIMINETOS 7
1. INTRODUCCIÓN 8
1.1 Contexto global del proyecto 8
1.2 Contexto concreto del proyecto 9
1.2.1 Antecedentes 9 " 1.2.2 Objetivos del trabajo 11
1.2.3 Herramientas para control numérico 12
2. DESCRIPCIÓN DE LAS PIEZAS 14
2.1 Descripción física 14
2.1.1 Portaherramientas 14
2. 1.2 Herramientas 16
2.2 Comportamiento en operación 17
3. CRITERIOS DE SELECCIÓN DE ACEROS ; .. -~\,( .2)'
' ,·, ..•.
3.1 Propiedades mecánicas 24
3.1.1 Resistencia 25
3.1.2 Rigidez y flexibilidad 27
3.1.3 Tenacidad e impacto 28
3.1.4 Desgaste 31
3.2 Propiedades no mecánicas 32
3.3 Resumen 33
4. CÁLCULO DE LAS SOLICITACIONES MECÁNICAS 34
4.1 Fuerzas en maquinado ortogonal 34
4.2 Condiciones de corte y cantidad de material removido 41
4.3 Condiciones de operación en taladrado y fresado 44
4.3.1 Taladrado 44
4.3.2 Fresado 50
2
5. CÁLCULO DE ESFUERZOS Y DEFORMACIONES
5.1 Criterios de resistencia
5.2 Esfuerzos y deformaciones sobre la herramienta
5.2.1 Torsión y compresión combinadas (taladrado)
5.2.2 Torsión y flexión combinadas (fresado)
5.3 Esfuerzos y deformaciones sobre el cono
5.3.1 lndentación y golpes
6. TIPOS DE ACEROS
6.1 Aceros al carbono
6.2 Aceros aleados
6.2.1 Aceros aleados grado cementación
6.2.2 Aceros aleados de temple directo
6.3 Aceros herramienta
7. SELECCIÓN DE ACERO Y TRATAMIENTO TÉRMICO
7 .1 Selección para conos, brocas y fresas frontales
7 .1 .1 Selección con temple superficial
7.1.2 Selección con temple total
7.1.3 Selección con cementado
7.2 Selección para fresas tipo vástago
8. CONCLUSIONES
APÉNDICES
A. Propiedades mecánicas de aceros
B. Curvas de templabilidad
. REFERENCIAS BIBLIOGRÁFICAS
60
60
63
63
66
73
73
80
80
81
84
87
90
93
94
94
95
96
96
97
101
104
111
3
LISTA DE FIGURAS
1.1 Diagrama del proceso de manufactura en celda flexible
1.2 Herramientas estudiadas
2.·1 El portaherramientas
2.2 Portaherramientas con sistema de lubricación
2.3 Dispositivos de sujeción
2.4 Tipos de portaherramientas
2.5 Tipos de herramientas
2.6 Melladuras sobre el cono
3.1 Viga tipo /.
3.2 Diagrama esfuerzo deformación
4.1 Fuerzas aplicadas a la viruta
4.2 Descomposición de la fuerza resultante F
4.3 Cantidad de material removido
4.4 Fuerzas aplicadas a la broca
4.5 Fuerzas aplicadas en fresado periférico
4.6 Fuerza tangencial por diente en fresado
4. 7 Fuerza normal por diente en fresado
4.8 Fuerza total por diente en fresado
4.9 Fuerzas aplicadas en fresado frontal
4.10 Formación de viruta en fresado frontal
5.1 Elemento bajo carga de torsión y compresión
5.2 Estado de esfuerzos torsión - compresión
5.3 Resistencia de fluencia para brocas
5.4 Elemento bajo carga de torsión y flexión
5.5 Estado de esfuerzos torsión -flexión
5.6 Factores/ en fresado tangencial
5. 7 Resistencia de fluencia para fresa tangencial
5.8 Resistencia de fluencia para fresa tangencial 2
5. 9 Factores f en fresado frontal
5.1 O Resistencia de fluencia para fresa frontal
10
13
15
18
18
19
19
20
28
29
36
36
44
45
51
54
55
55
56
57
64
65
66
67
68
68
69
70
70
71
4
5.11 Resistencia de fluencia para fresa frontal 2
5.12 Deflexión máxima en fresa tangencial
5.13 Resistencia de fluencia superficial
5.14 Frontera plástica - elástica
5.15 Variación de profundidad de frontera
5.16 Profundidad mínima superficial
5.17 Relación dureza - resistencia de fluencia
72
73 76
77
77 79
79
s

6.1 Aceros de cementación
6.2 Aceros de temple directo
LISTA DE TABLAS
90
91
6
AGRADECIMIENTOS
Deseo agradecer a mis padres y mis hermanos por el apoyo que me han
ofrecido en todos estos años y por las palabras de aliento que me han expresado para
seguir adelante.
A mis profesores compañeros y amigos que me han mostrado el camino para
lograr mis objetivos, que me han obsequiado sus conocimientos y me han alentado
para esforzarme siempre un poco más.
Al Consejo Nacional de Ciencia y Tecnología por el apoyo brindado en la
realización de mis estudios de posgrado en el Instituto Tecnológico y de Estudios
Superiores de Monterrey.
7
1. INTRODUCCIÓN
1.1 CONTEXTO GLOBAL DEL PROYECTO
En la sociedad moderna la tecnología tiene numerosos efectos en la vida del
ciudadano promedio ya que a diario estamos involucrados con complejos sistemas
tecnológicos y productos de alta tecnología como el de control de tráfico aéreo, el
sistema de comunicaciones, el $.istema de transportes o la red de energía eléctrica,
automóviles, aviones, computadoras, etc.; desarrollados para satisfacer necesidades
individuales o colectivas. $in embargo, estos sistemas y productos son, en la mayoría
de los casos, producidos en países industrializados y son vendidos a los países menos
avanzados, como el nuestro, a un altísimo costo que recae sobre la sociedad en
general [1,2].
Los caminos para aminorar esta carga exigen de nosotros ya sea como
P.ersonas, como institución o como nación, que acometamos en forma decisiva todas
aquellas ramas del conocimiento que tienen un profundo impacto sobre la sociedad con
el fin de satisfacer nuestras propias necesidades.
8
Adicionalmente, debido a los altos estándares de calidad y al continuo
abaratamiento en los costos de producción debemos pensar en producir con calidad y
a bajo costo para poder competir dentro y fuera de nuestras fronteras.
Por lo anteriormente dicho, es necesario que encaremos con responsabilidad
nuestro compromiso con la creación, adaptación, desarrollo o implantación de técnicas,
procesos, tecnologías o sistemas en las más diversas disciplinas científicas o
humanísticas.
1.2 CONTEXTO CONCRETO DEL PROYECTO
1.2.1 Antecedentes
El Instituto Tecnológico y de Estudios Superiores de Monterrey siempre a la
vanguardia en materia académica, ha tenido desde su fundación la visión para
promover la ciencia y la cultura, apoyando proyectos de investigación que coadyuven
al desarrollo de la nación. Particularmente, el Campus Estado de México, dentro de la
División de Graduados e Investigación ha puesto especial atención al desarrollo de
tecnología propia y sistemas administrativos que hagan posible el uso de tal tecnología
en la industria nacional.
Uno de los proyectos de investigación que se están desarrollando actualmente,
y del cual este trabajo forma parte, fue propuesto por el Departamento de Sistemas de
Manufactura. Tal proyecto tiene como objetivo desarrollar tecnología propia en el área
de manufactura en celdas flexibles con el apoyo del Control Numérico (CN1) y
contempla algunos aspectos relacionados con producción y manufactura tales como
dispositivos de sujeción para superficies cónicas, estudio de la tecnología de grupos,
almacenaje, transporte, y manipulación de piezas fabricadas, diseño de herramientas
1 En inglés Numerical Control (NC).
9
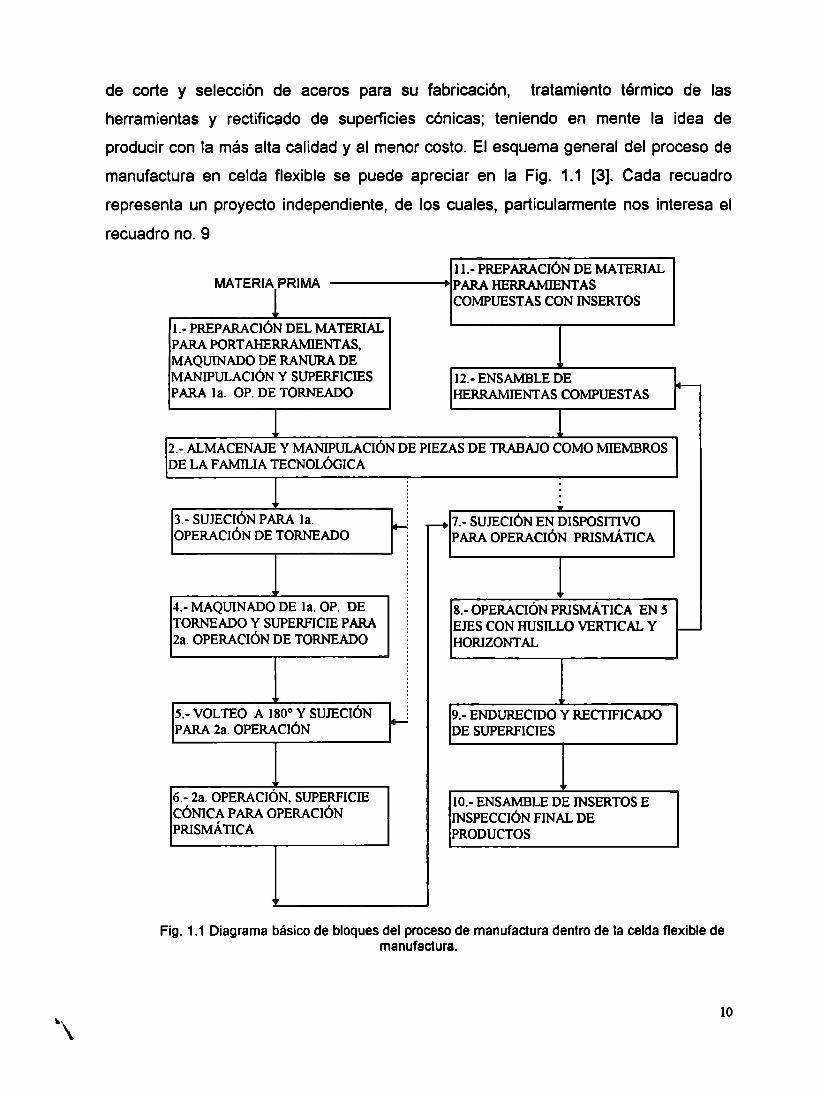
de corte y selección de aceros para su fabricación, tratamiento térmico de las
herramientas y rectificado de superficies cónicas; teniendo en mente la idea de
producir con la más alta calidad y al menor costo. El esquema general del proceso de
manufactura en celda flexible se puede apreciar en la Fig. 1.1 [3]. Cada recuadro
representa un proyecto independiente, de los cuales, particularmente nos interesa el
recuadro no. 9
11.- PREPARACIÓN DE MATERIAL MATERllPRIMA • PARA HERRAMIENTAS
COMPUESTAS CON INSERTOS
l.- PREPARACIÓN DEL MATERIAL PARA PORTAHERRAMIENTAS, MAQUINADO DE RANURA DE ' MANIPULACIÓN Y SUPERFICIES 12.-ENSAMBLE DE PARA la. OP. DE TORNEADO HERRAMIENTAS COMPUESTAS
4--
2.- ALMACENAJE Y MANIPULACIÓN DE PIEZAS DE TRABAJO COMO MIEMBROS DE LA FAMILIA TECNOLÓGICA
~
3.- SUJECIÓN PARA la. +--: ,... 7.- SUJECIÓN EN DISPOSITIVO
OPERACIÓN DE TORNEADO PARA OPERACIÓN PRISMÁTICA
' 4.- MAQUINADO DE la. OP. DE 8.- OPERACIÓN PRISMÁTICA EN S TORNEADO Y SUPERFICIE PARA EJES CON HUSILLO VERTICAL Y -2a. OPERACIÓN DE TORNEADO HORIZONTAL
5.-VOLTEO A 180° Y SUJECIÓN .,..._.; 9.- ENDURECIDO Y RECTIFICADO PARA 2a. OPERACIÓN DE SUPERFICIES
' 6.- 2a. OPERACIÓN, SUPERFICIE 10.- ENSAMBLE DE INSERTOS E CÓNICA PARA OPERACIÓN INSPECCIÓN FINAL DE PRISMÁTICA PRODUCTOS
'
Fig. 1.1 Diagrama básico de bloques del proceso de manufactura dentro de la celda flexible de manufactura.
10
1.2.2 Objetivos del trabajo
La selección de aceros y tratamientos térmicos de aceros debe tomar en cuenta
la íntima relación entre diseño, material y procesamiento, ya que como bien lo anota
Ashby2 en su libro sobre selección de materiales, " ... La función dicta la selección del
material. La forma es escogida para llevar a cabo la función usando el material. El
proceso está influenciado por las propiedades del material: formabilidad,
maquinabilidad, facilidad para soldar o tratar térmicamente, etc. El proceso obviamente
interactúa con la forma; el proceso determina la forma, el tamaño, la precisión y por
supuesto el costo. Las interacciones son en ambos sentidos: una especificación de
forma restringe la elección del material y lo mismo pasa para una especificación del
procesamiento ... ".
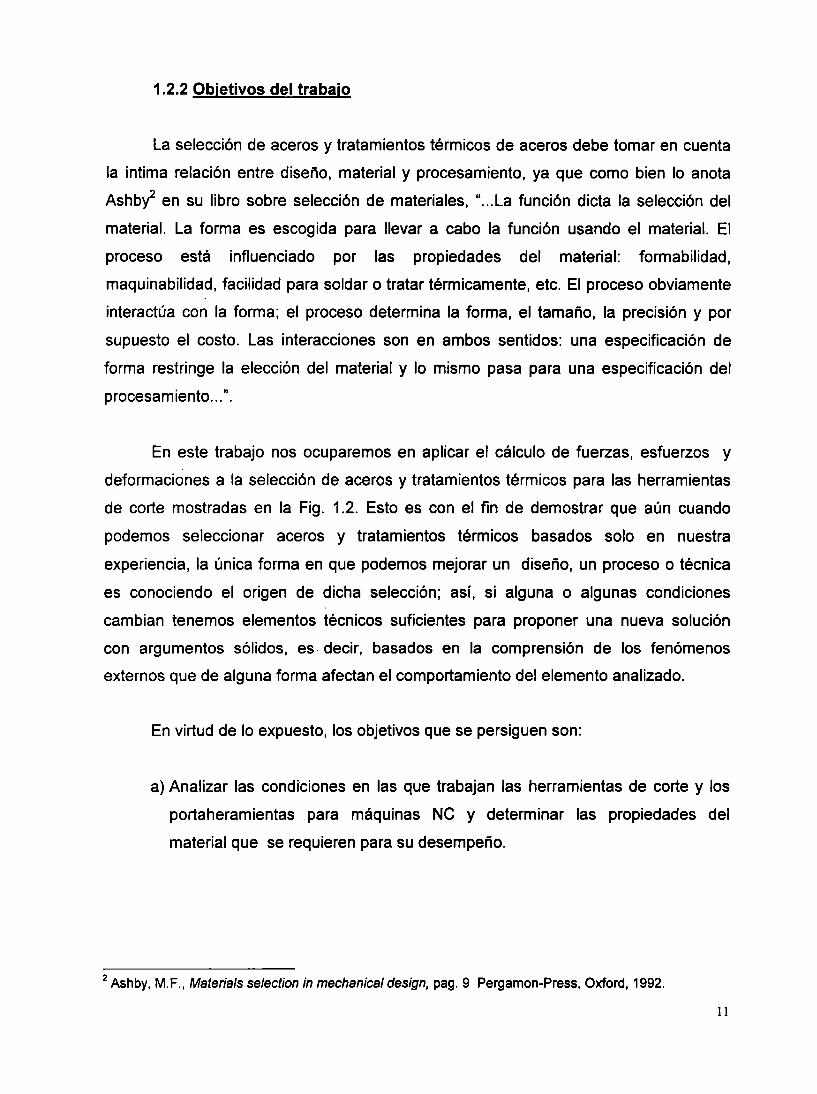
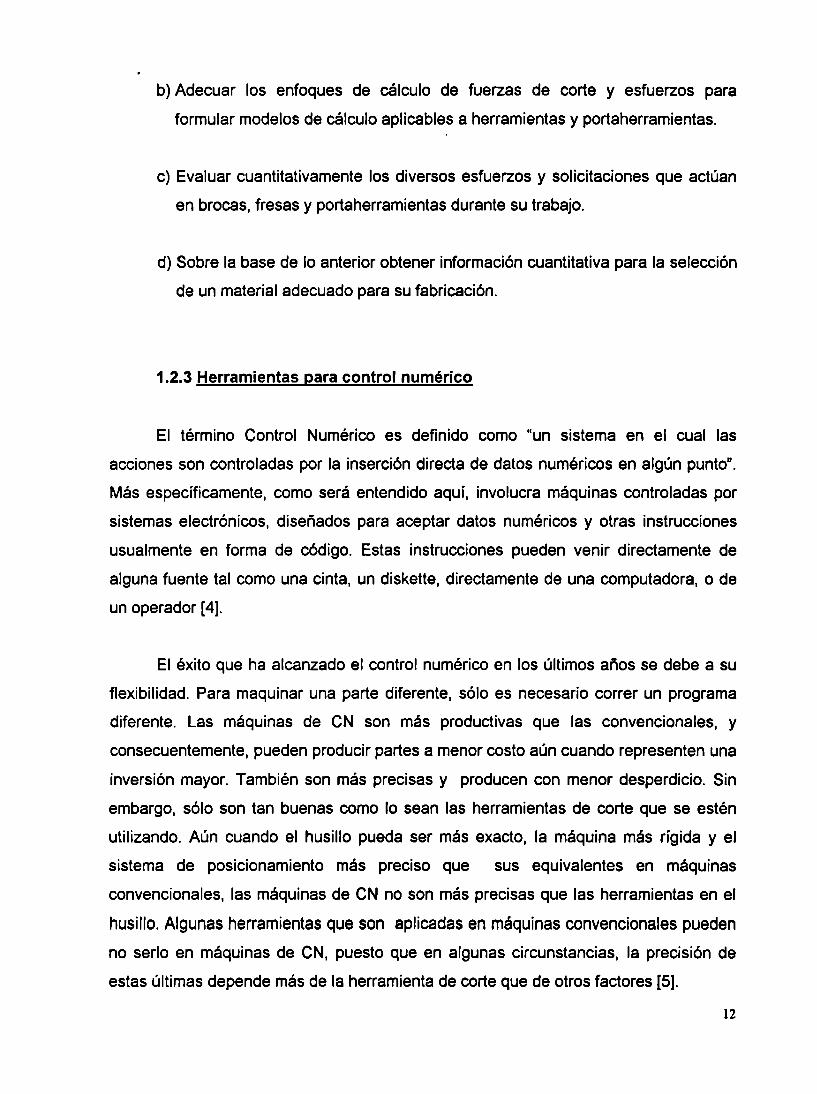
En este trabajo nos ocuparemos en aplicar el cálculo de fuerzas, esfuerzos y
deformaciones a la selección de aceros y tratamientos térmicos para las herramientas
de corte mostradas en la Fig. 1.2. Esto es con el fin de demostrar que aún cuando
podemos seleccionar aceros y tratamientos térmicos basados solo en nuestra
experiencia, la única forma en que podemos mejorar un diseño, un proceso o técnica
es conociendo el origen de dicha selección; así, si alguna o algunas condiciones
cambian tenemos elementos técnicos suficientes para proponer una nueva solución
con argumentos sólidos, es. decir, basados en la comprensión de los fenómenos
externos que de alguna forma afectan el comportamiento del elemento analizado.
En virtud de lo expuesto, los objetivos que se persiguen son:
a) Analizar las condiciones en las que trabajan las herramientas de corte y los
portaheramientas para máquinas NC y determinar las propiedades del
material que se requieren para su desempeño.
2 Ashby, M.F., Materials selection in mechanical design, pag. 9 Pergamon-Press, Oxford, 1992.
11
b) Adecuar los enfoques de cálculo de fuerzas de corte y esfuerzos para
formular modelos de cálculo aplicables a herramientas y portaherramientas.
c) Evaluar cuantitativamente los diversos esfuerzos y solicitaciones que actúan
en brocas, fresas y portaherramientas durante su trabajo.
d) Sobre la base de lo anterior obtener información cuantitativa para la selección
de un material adecuado para su fabricación.
1.2.3 Herramientas para control numérico
El término Control Numérico es definido como "un sistema en el cual las
acciones son controladas por la inserción directa de datos numéricos en algún punto•.
Más específicamente, como será entendido aquí, involucra máquinas controladas por
sistemas electrónicos, diseñados para aceptar datos numéricos y otras instrucciones
usualmente en forma de código. Estas instrucciones pueden venir directamente de
alguna fuente tal como una cinta, un diskette, directamente de una computadora, o de
un operador (4).
El éxito que ha alcanzado el control numérico en los últimos años se debe a su
flexibilidad. Para maquinar una parte diferente, sólo es necesario correr un programa
diferente. Las máquinas de CN son más productivas que las convencionales, y
consecuentemente, pueden producir partes a menor costo aún cuando representen una
inversión mayor. También son más precisas y producen con menor desperdicio. Sin
embargo, sólo son tan buenas como lo sean las herramientas de corte que se estén
utilizando. Aún cuando el husillo pueda ser más exacto, la máquina más rígida y el
sistema de posicionamiento más preciso que sus equivalentes en máquinas
convencionales, las máquinas de CN no son más precisas que las herramientas en el
husillo. Algunas herramientas que son aplicadas en máquinas convencionales pueden
no serlo en máquinas de CN, puesto que en algunas circunstancias, la precisión de
estas últimas depende más de la herramienta de corte que de otros factores (5).
12
El uso de máquinas de CN ha simplificado o eliminado elaborados dispositivos
de posicionamiento. Esto puede simplificar la producción; pero incrementa la necesidad
de herramientas de corte más exactas y rígidas. Herramientas de corte inexactas o con
falta de rigidez pueden hacer bajar el nivel de una máquina de CN al de una
convencional [6).
Las máquinas para mecanizado o maquinado son la aplicación más popular;
pero el CN está siendo aplicado exitosamente en otros equipos incluyendo prensas,
electroerosionadoras, máquinas de inspección, máquinas dobladoras de tubo y
troqueladoras por mencionar sólo algunas.
Fig. 1.2 Tipos de herramientas que serán estudiadas
13
2. DESCRIPCIÓN DE LAS PIEZAS
2.1 DESCRIPCIÓN FÍSICA
2.1.1 Portaherramientas
Los centros de maquinado, máquinas herramientas multifuncionales, usan una
amplia variedad de herramientas de corte tales como brocas, machuelos, rimas, fresas
de vástago, fresas frontales, herramientas de barrenar, etc.; para realizar las diversas
operaciones de mecanizado sobre la pieza de trabajo. Para que estas herramientas
sean colocadas en el mismo husillo con absoluta rapidez y precisión, todas estas
herramientas deben tener un medio común para ser sujetadas, el cual es denominado
portaherramientas.
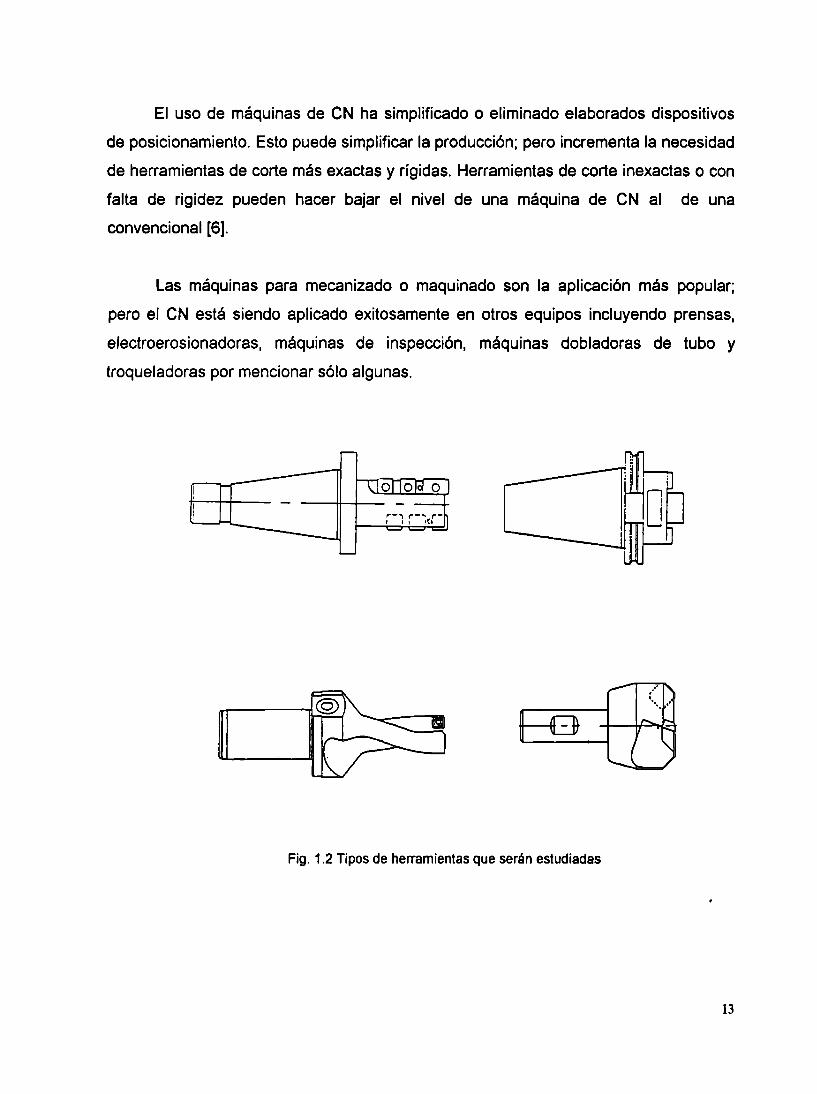
Los portaherramientas (Fig. 2.1) son dispositivos robustos de precisión, los
cuales, son diseñados para ser localizados con mucha precisión en el husillo de la
máquina por medio del sistema de cambio automático; posicionan las herramientas de
corte concéntricamente con el husillo y mantienen esa posición durante su operación y
al mismo tiempo absorben las fuerzas y vibraciones producidas por los procesos de
corte [7 ,8]. Asimismo, son exitosamente utilizados como medios para transmitir
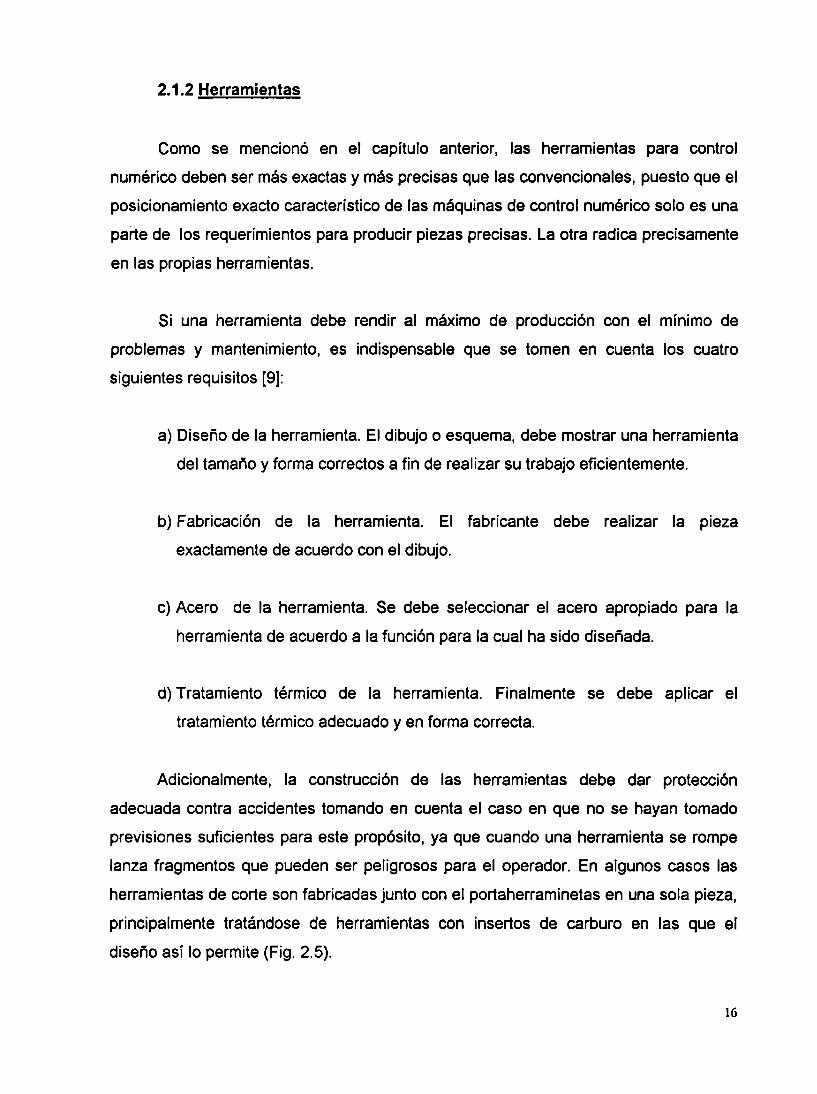
lubricantes y refrigerantes (Fig. 2.2).
14
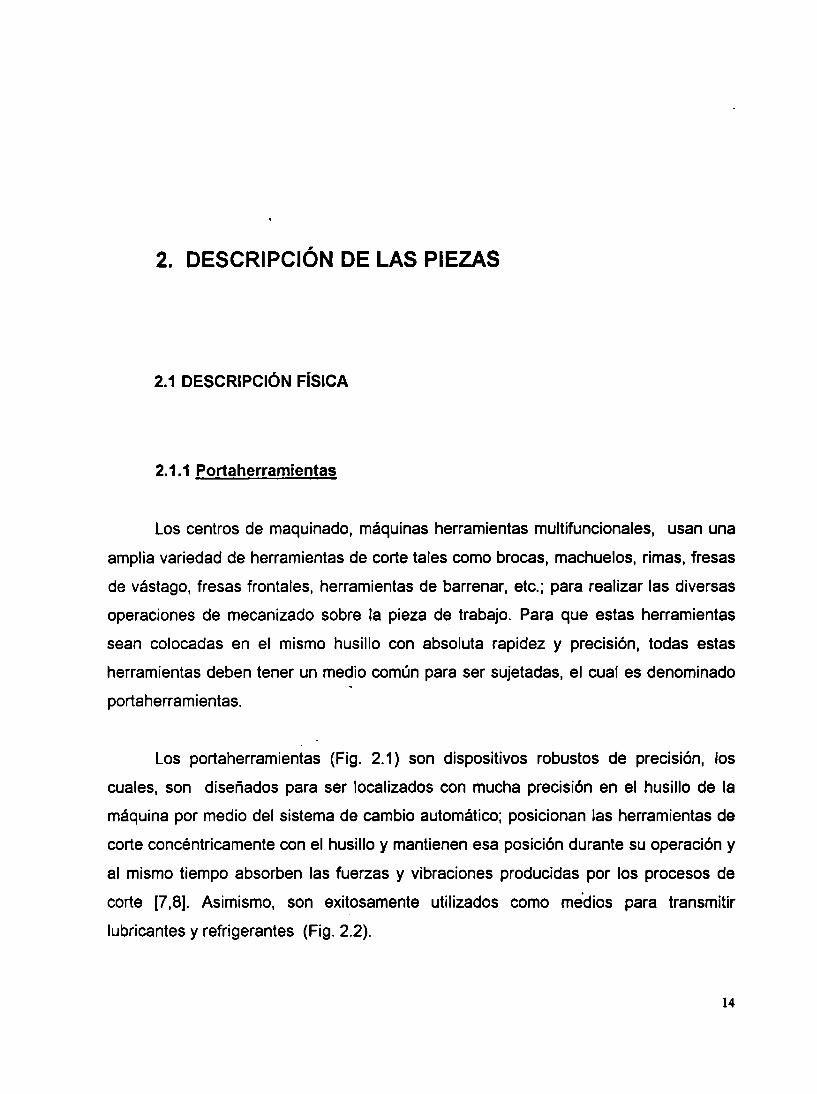
RANURAS OPUESTAS EN BRIDA (PARA MANIPULACION Y ORIENTACION)
BRIDA EN V (PARA MANIPULACION DE HTAS, )
LINEA CALIBRE -1
PERILLA DE RETENCION
CUBO (PARA SOPORTE DE HTA)
MATERIAL PARA COLOCAR HTA, O ADAPTADOR
Fig. 2.1 El portaherramientas y sus principales partes
Físicamente, (Fig. 2.1) estos portaherramientas tienen un cono utilizado para
posicionarlo concéntricamente con el husillo. El cono más comúnmente usado en
husillos de centros de maquinado de CN es el cono ISO 50, el cual es un cono del tipo
autoliberable1. El portaherramientas debe tener también una brida en V o collarín para
ser enganchado por el brazo del cambiador automático de herramientas, un par de
cuñeros a 180º para que pueda ser conducido y un agujero roscado u otro dispositivo
para sujetar al portaherramientas con seguridad en el husillo por medio de una barra
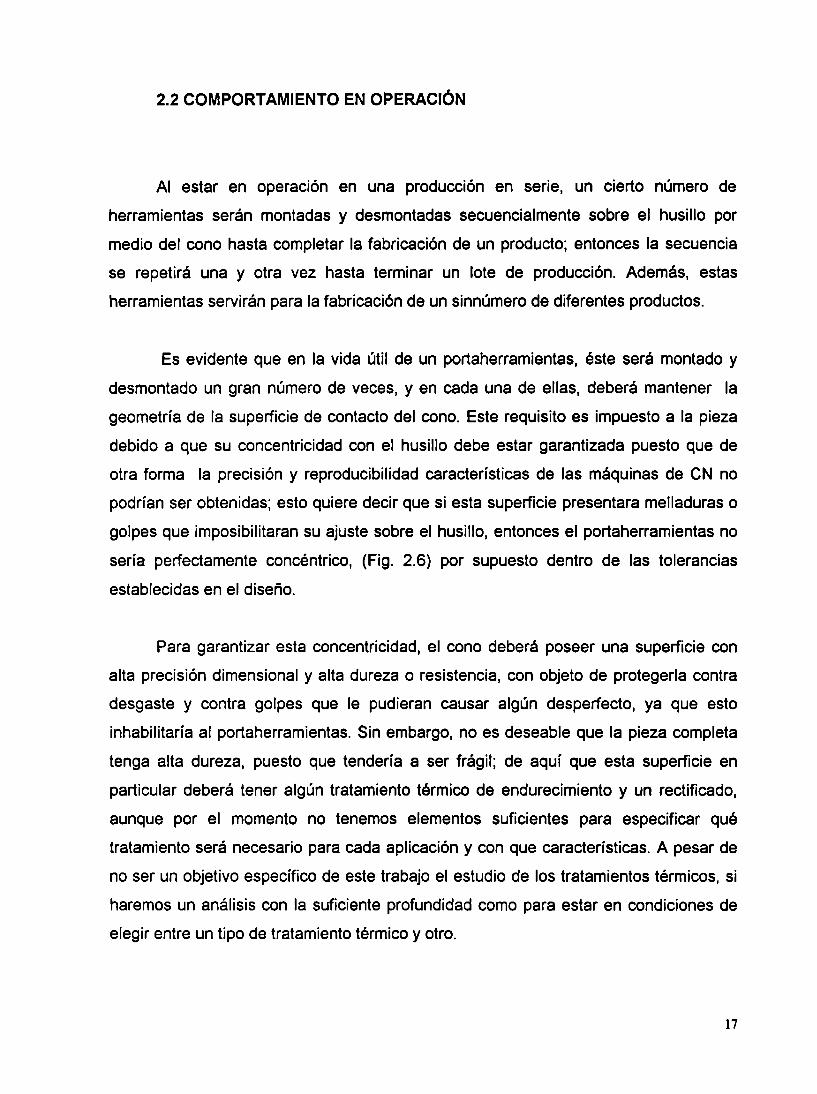
de tracción u otro mecanismo de sujeción tales como los mostrados en la Fig. 2.3a y
Fig. 2.3b. Los portaherramientas tienen diversos diseños de acuerdo a su utilización,
ya sea que alojen brocas, fresas, machuelos, etc. (Fig. 2.4). Los portaherramientas son
fabricados en aceros de buena calidad, tratados térmicamente a una dureza acorde
con la función a realizar. Las partes principales del portaherramientas están
normalizadas dimensionalmente según ISO, ANSI o DIN. Los portaherramientas son
producidos con un recubrimiento de óxido negro para evitar corrosión, y para mejorar la
apariencia de los mismos.
1 Existen dos tipos de conos: El autoliberable, con un ángulo de aproximadamente 16 grados donde se requiere un dispositivo que retenga la herramienta en su posición, pero que puede ser removida con facilidad. El autosujetable cuyo ángulo es de 2 a 3 grados y la herramienta es firmemente sujetada con una considerable fuerza de fricción que le impide el movimiento de rotación relativo al asiento.
15
2.1.2 Herramientas
Como se mencionó en el capítulo anterior, las herramientas para control
numérico deben ser más exactas y más precisas que las convencionales, puesto que el
posicionamiento exacto característico de las máquinas de control numérico solo es una
parte de los requerimientos para producir piezas precisas. La otra radica precisamente
en las propias herramientas.
Si una herramienta debe rendir al máximo de producción con el mínimo de
problemas y mantenimiento, es indispensable que se tomen en cuenta los cuatro
siguientes requisitos [9]:
a) Diseño de la herramienta. El dibujo o esquema, debe mostrar una herramienta
del tamaño y forma correctos a fin de realizar su trabajo eficientemente.
b) Fabricación de la herramienta. El fabricante debe realizar la pieza
exactamente de acuerdo con el dibujo.
c) Acero de la herramienta. Se debe seleccionar el acero apropiado para la
herramienta de acuerdo a la función para la cual ha sido diseñada.
d) Tratamiento térmico de la herramienta. Finalmente se debe aplicar el
tratamiento térmico adecuado y en forma correcta.
Adicionalmente, la construcción de las herramientas debe dar protección
adecuada contra accidentes tomando en cuenta el caso en que no se hayan tomado
previsiones suficientes para este propósito, ya que cuando una herramienta se rompe
lanza fragmentos que pueden ser peligrosos para el operador. En algunos casos las
herramientas de corte son fabricadas junto con el portaherraminetas en una sola pieza,
principalmente tratándose de herramientas con insertos de carburo en las que el
diseño así lo permite (Fig. 2.5).
16
2.2 COMPORTAMIENTO EN OPERACIÓN
Al estar en operación en una producción en serie, un cierto número de
herramientas serán montadas y desmontadas secuencialmente sobre el husillo por
medio del cono hasta completar la fabricación de un producto; entonces la secuencia
se repetirá una y otra vez hasta terminar un lote de producción. Además, estas
herramientas servirán para la fabricación de un sinnúmero de diferentes productos.
Es evidente que en la vida útil de un portaherramientas, éste será montado y
desmontado un gran número de veces, y en cada una de ellas, deberá mantener la
geometría de la superficie de contacto del cono. Este requisito es impuesto a la pieza
debido a que su concentricidad con el husillo debe estar garantizada puesto que de
otra forma la precisión y reproducibilidad características de las máquinas de CN no
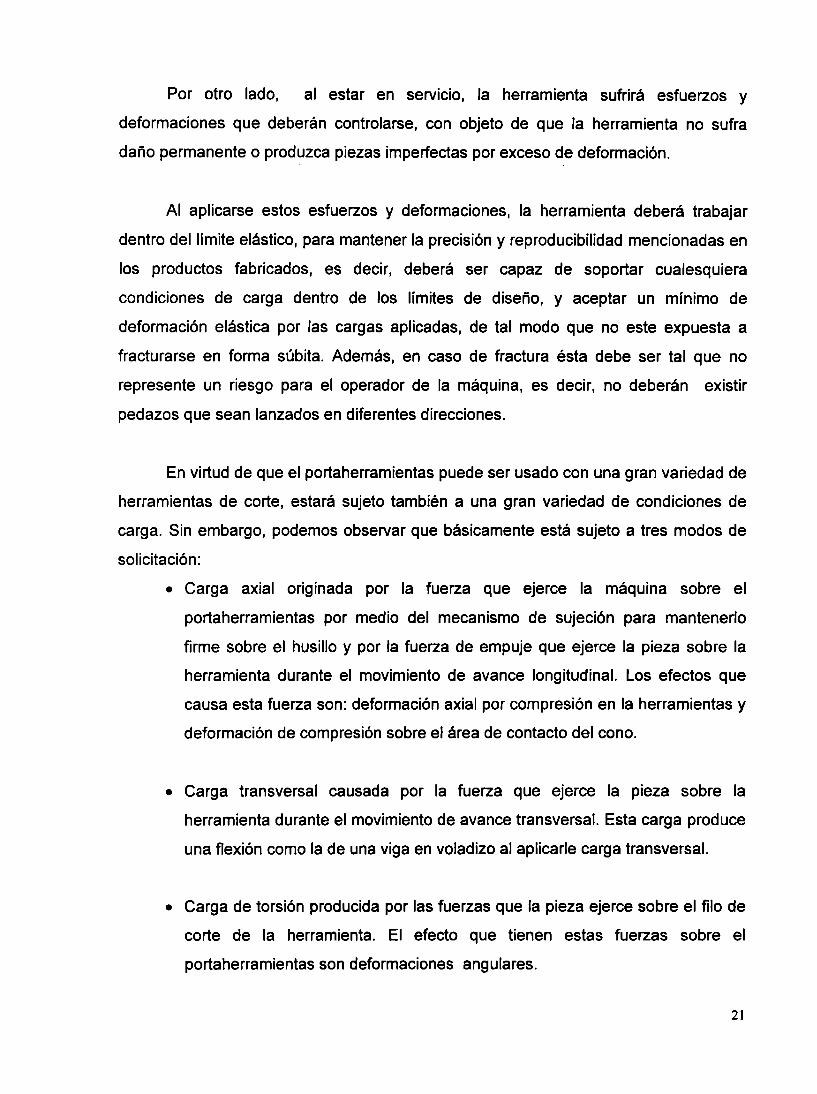
podrían ser obtenidas; esto quiere decir que si esta superficie presentara melladuras o
golpes que imposibilitaran su ajuste sobre el husillo, entonces el portaherramientas no
sería perfectamente concéntrico, (Fig. 2.6) por supuesto dentro de las tolerancias
establecidas en el diseño.
Para garantizar esta concentricidad, el cono deberá poseer una superficie con
alta precisión dimensional y alta dureza o resistencia, con objeto de protegerla contra
desgaste y contra golpes que le pudieran causar algún desperfecto, ya que esto
inhabilitaría al portaherramientas. Sin embargo, no es deseable que la pieza completa
tenga alta dureza, puesto que tendería a ser frágil; de aquí que esta superficie en
particular deberá tener algún tratamiento térmico de endurecimiento y un rectificado,
aunque por el momento no tenemos elementos suficientes para especificar qué
tratamiento será necesario para cada aplicación y con que características. A pesar de
no ser un objetivo específico de este trabajo el estudio de los tratamientos térmicos, si
haremos un análisis con la suficiente profundidad como para estar en condiciones de
elegir entre un tipo de tratamiento térmico y otro.
17
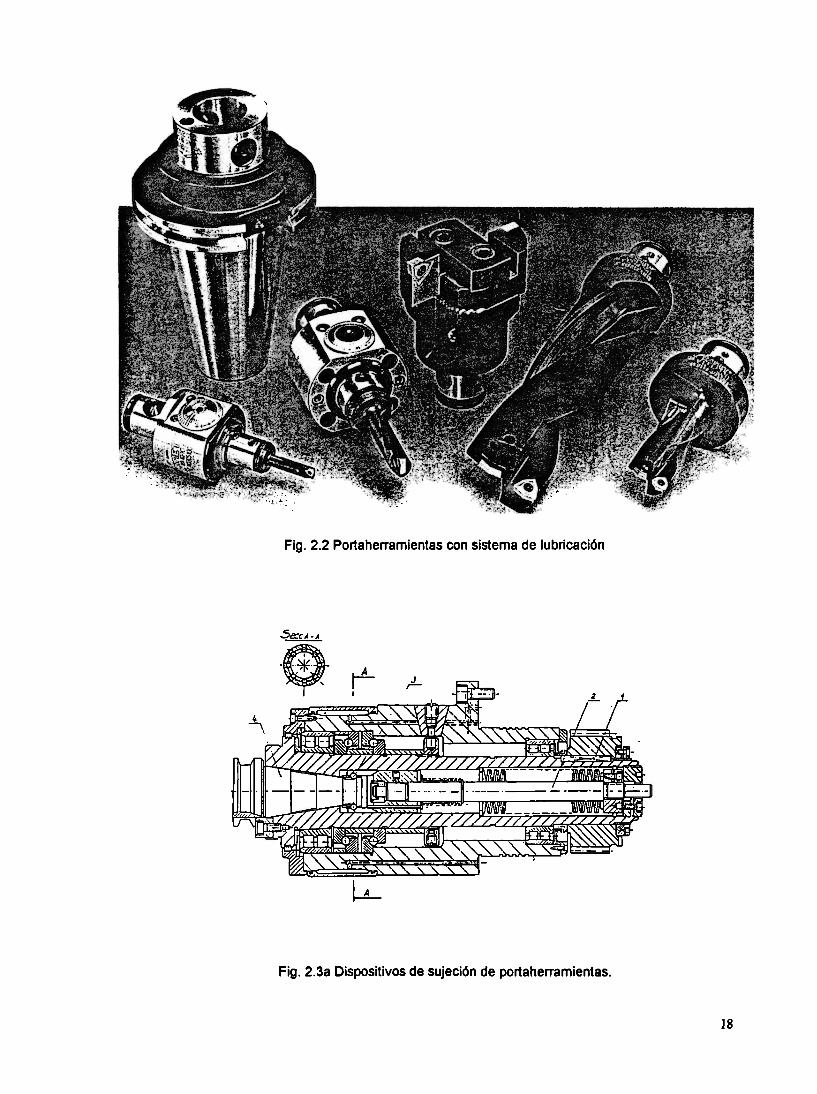
Fig. 2.2 Portaherramientas con sistema de lubricación
m_ ·v J ,-
Fig. 2.3a Dispositivos de sujeción de portaherramientas.
18
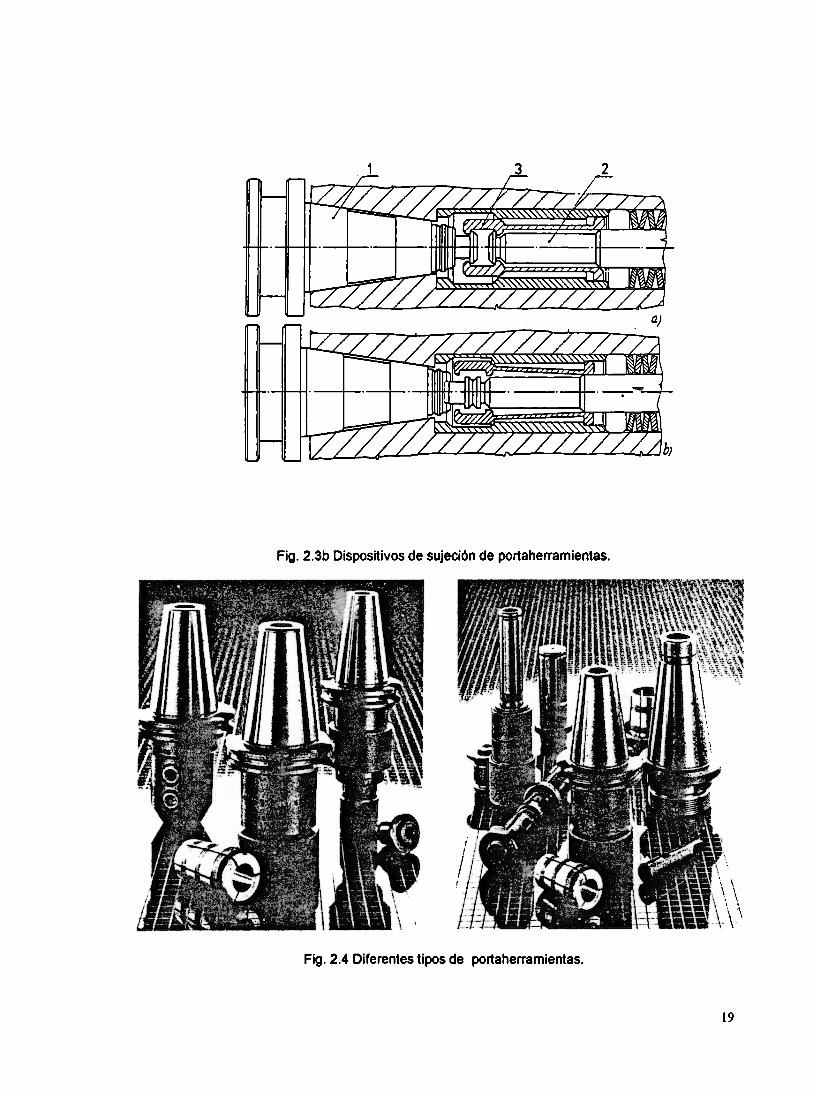
Fig. 2.3b Dispositivos de sujeción de portaherramientas.
Fig. 2.4 Diferentes tipos de portaherramientas.
19
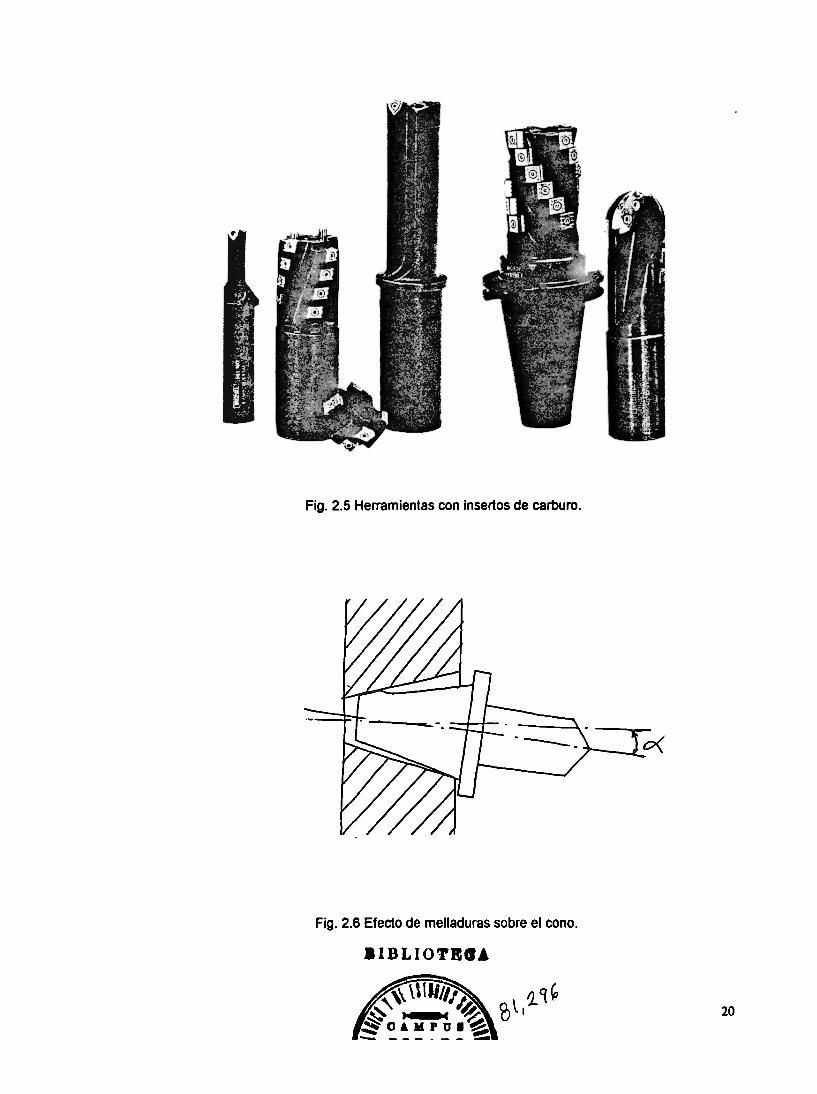
Fig. 2.5 Herramientas con insertos de carburo.
Fig. 2.6 Efedo de melladuras sobre el cono.
aIBLIOTEG.l
20
Por otro lado, al estar en servicio, la herramienta sufrirá esfuerzos y
deformaciones que deberán controlarse, con objeto de que la herramienta no sufra
daño permanente o produzca piezas imperfectas por exceso de deformación.
Al aplicarse estos esfuerzos y deformaciones, la herramienta deberá trabajar
dentro del límite elástico, para mantener la precisión y reproducibilidad mencionadas en
los productos fabricados, es decir, deberá ser capaz de soportar cualesquiera
condiciones de carga dentro de los límites de diseño, y aceptar un mínimo de
deformación elástica por las cargas aplicadas, de tal modo que no este expuesta a
fracturarse en forma súbita. Además, en caso de fractura ésta debe ser tal que no
represente un riesgo para el operador de la máquina, es decir, no deberán existir
pedazos que sean lanzados en diferentes direcciones.
En virtud de que el portaherramientas puede ser usado con una gran variedad de
herramientas de corte, estará sujeto también a una gran variedad de condiciones de
carga. Sin embargo, podemos observar que básicamente está sujeto a tres modos de
solicitación:
• Carga axial originada por la fuerza que ejerce la máquina sobre el
portaherramientas por medio del mecanismo de sujeción para mantenerlo
firme sobre el husillo y por la fuerza de empuje que ejerce la pieza sobre la
herramienta durante el movimiento de avance longitudinal. Los efectos que
causa esta fuerza son: deformación axial por compresión en la herramientas y
deformación de compresión sobre el área de contacto del cono.
• Carga transversal causada por la fuerza que ejerce la pieza sobre la
herramienta durante el movimiento de avance transversal. Esta carga produce
una flexión como la de una viga en voladizo al aplicarle carga transversal.
• Carga de torsión producida por las fuerzas que la pieza ejerce sobre el filo de
corte de la herramienta. El efecto que tienen estas fuerzas sobre el
portaherramientas son deformaciones angulares.
21

Debemos considerar que estas cargas pueden o no actuar simultáneamente; por
lo tanto, se estudiarán los efectos de solicitaciones combinadas como lo son en el caso
del taladrado (torsión - compresión) y en el del fresado (torsión - flexión).
22
3. CRITERIOS DE SELECCIÓN DE ACEROS
Antes de seguir con el tema principal de nuestro trabajo, haremos un breve
paréntesis para definir algunos conceptos que nos serán de utilidad en capítulos
posteriores, a los cuales, llamaremos criterios de selección de aceros. Desde luego,
estos criterios no sólo son válidos para seleccionar aceros ni tampoco son los únicos,
pero sí son los más importantes en este trabajo, lo que quedará patente hacia el final
del mismo.
Los aceros se seleccionan para diversas aplicaciones y componentes de
acuerdo con las condiciones funcionales requeridas. Sin embargo, no es el acero en si
mismo lo que se busca; sino un cierto perfil de propiedades que aunadas al diseño del
componente y al proceso de manufactura harán que el componente funcione en la
mejor forma posible [1 O].
Muchos factores se toman en cuenta en la selección de un acero para una
aplicación particular. Estos factores incluyen las propiedades mecánicas y físicas
necesarias para satisfacer los requerimientos de diseño y servicio tales como el costo y
disponibilidad del material, el costo del procesamiento, la conveniencia del equipo
disponible o el costo del equipo nuevo requerido, la maquinabilidad del acero, la
estabilidad dimensional, la resistencia a ambientes, etc. La selección del acero
requiere la participación de diseñadores, metalurgistas, ingenieros de manufactura,
23
ingenieros de servicio, y puede ser considerada óptima cuando el componente es
fabricado al menor costo satisfaciendo los requerimientos de diseño y servicio [4].
Es conveniente mencionar que debido a la gran cantidad de factores
involucrados en la selección de un acero, este último, probablemente no será el mismo
para diferentes organizaciones y por la tanto encontraremos que diferentes aceros
pueden ser usados exitosamente para una misma aplicación. La mejor selección de un
acero para una determinada aplicación, resulta en la mayoría de las ocasiones de un
compromiso entre diferentes consideraciones en competencia.
El primer paso en el proceso de selección requiere que se analice la aplicación,
para determinar las características más importantes que debe poseer el acero. ¿Debe
ser resistente, rígido o dúctil? ¿Estará sometido a la aplicación de una gran fuerza, a
una fuerza súbita intensa, a un gran esfuerzo, a una elevada temperatura o a
condiciones de abrasión?. Utilizaremos la información del capítulo 2 y los conceptos de
este capítulo 3 para determinar el perfil de propiedades necesario. Una vez
determinadas las propiedades requeridas, se selecciona el acero apropiado usando
datos que se encuentran en los manuales, tomando las precauciones necesarias, ya
que se trata de pruebas ideales que pueden no aplicarse con exactitud a casos reales
de ingeniería (11].
3.1 PROPIEDADES MECÁNICAS
En el uso de aceros, las propiedades mecánicas juegan un papel central en la
elección del acero y del tratamiento térmico. Otras propiedades como corrosión o
magnetismo generalmente juegan un papel menos importante, por lo tanto, en este
capítulo revisaremos las propiedades mecánicas importantes y la influencia de la
estructura sobre ellas (12].
24
Las propiedades mecánicas determinan el comportamiento de los materiales
bajo fuerzas y cargas aplicadas. La respuesta de los materiales a las fuerzas aplicadas
dependerá del tipo de enlace, del arreglo estructural de átomos y moléculas y del tipo y
número de imperfecciones las cuales están siempre presentes en los sólidos excepto
en circunstancias especiales. Por esta razón, las propiedades mecánicas son muy
sensitivas al proceso y operaciones de manufactura, lo que resulta en características
altamente variables aún en materiales de la misma composición. Además, el tipo de
esfuerzo y el modo de su aplicación pueden cambiar el comportamiento de un material
aún más que la composición química, el tratamiento térmico o la temperatura [13].
3.1.1 Resistencia
La resistencia es una propiedad de un material o de un elemento mecánico. La
resistencia de un elemento depende de la elección, tratamiento y procesamiento del
material. Entonces la resistencia es una propiedad inherente de un elemento;
propiedad integrada en la pieza debido al uso del material y un proceso particulares.
La resistencia de los materiales depende del material (su química) y de su condición
(microestructura) [12].
Algunos procesos de conformado de metales y de tratamiento térmico, como
forja, laminado o rolado y conformado en frío causan variaciones en la resistencia de
punto a punto de todo el elemento. Entonces el valor de resistencia dado para una
pieza puede aplicarse sólo a un punto o a un conjunto de puntos en particular sobre la
parte o pieza en cuestión.
La resistencia de una pieza mecánica es una propiedad completamente
independiente de que se someta o no a la acción de una carga o fuerza, de hecho es
una característica del elemento aún antes de que sea ensamblado en una máquina
estructura o sistema [14).
La resistencia de un material, como se ha mencionado, está determinada por la
microestructura presente, esto es, por el tipo de fases, su tamaño y su morfología.
25
Esta microestructura puede ser modificada por el tratamiento o procesamiento
del material. En los aceros, se pueden obtener diferentes estructuras o combinaciones
de ellas desde las menos resistentes hasta las más resistentes. Ahora bien, a escala
atómica·, la resistencia depende de la movilidad de las dislocaciones. Cada
microestructura tiene un efecto distinto sobre la movilidad pero en general entre más
obstáculos (defectos) se encuentren en la estructura, mayor será la resistencia. El
hecho de que la resistencia dependa de la movilidad de las dislocaciones y de que la
microestructura pueda modificarse con el procesamiento significa que podemos
incrementar la resistencia aumentando el número de defectos mediante el
procesamiento.
Es claro entonces, que la resistencia está inversamente relacionada con la
movilidad de dislocaciones. Así, la estructura cristalina determina el número y tipo de
sistemas de deslizamiento, fija los vectores de Burgers, y determina el esfuerzo de
fricción de la red (esfuerzo de Peierls) que fija el nivel de resistencia y la dependencia
de la resistencia con la temperatura. En estructuras de empaquetamiento compacto,
la energía de fallas de apilamiento determina la extensión de la disociación de
dislocaciones, las cuales influeyen en la facilidad de deslizamiento cruzado y la
subsecuente razón de endurecimiento por deformación. La pureza y método de
preparación determinan la subestructura y la densidad de dislocaciones. Estas
variables introducen tal complejidad, que el comportamiento mecánico no puede, en
general, ser predecido con alta precisión como una función de la deformación, la razón
de deformación, la temperatura y la razón de esfuerzo. Sin embargo, la introducción de
tanta complejidad es necesaria para poder producir metales de alta resistencia y
utilidad. Así, tamaño de grano fino, grandes adiciones de átomos de soluto, finas
partículas agregadas, y transformaciones de fase pueden ser utilizadas para
incrementar la resistencia. Los diversos mecanismos de reforzamiento deben ser
comprendidos a fin de estar en posición de elegir el más adecuado para una aplicación
específica [15]. En este trabajo, consideraremos únicamente el incremento de
resistencia debido a tratamientos térmicos es decir debido a transformaciones de fase y
en algunos casos debido a una combinación de transformaciones de fase y adiciones
de soluto como lo es en el cementado.
26
3.1.2 Rigidez y flexibilidad
Se dice que una estructura o elemento mecánico es rígido cuando no se
deforma, flexiona o tuerce demasiado al aplicársele exteriormente una fuerza, un
momento flexionante o uno de torsión. Pero si el desplazamiento debido a la
perturbación externa es grande, entonces se dice que el elemento es flexible [14]. Los
términos rigidez y flexibilidad son expresiones cualitativas que dependen del caso.
La elasticidad es la propiedad por la que un material puede recobrar su forma y
dimensiones originales cuando se anula la carga que lo deformaba. La ley de Hooke
establece que, dentro de ciertos límites, el esfuerzo en un material es directamente
proporcional a la deformación que lo produce. Un material elástico no obedece
necesariamente esta ley pues es posible que algunos materiales recuperen su forma
original sin cumplir las condiciones límite de que el esfuerzo sea proporcional a la
deformación. Por otra parte, los materiales que obedecen la ley de Hooke, son
elásticos. Para la condición de que el esfuerzo sea proporcional a la deformación, se
pueden escribir las siguientes relaciones:
a=E&
r=Gy
(3.1)
(3.2)
donde E y G son las constantes de proporcionalidad. Como las deformaciones son
valores adimensionales, E y G tienen las mismas unidades del esfuerzo. La constante E
se llama módulo de elasticidad y la constante G se llama módulo de rigidez. Tanto E
como G son índices de la rigidez de los materiales [14].
Además, la rigidez y flexibilidad de un elemento, están influenciadas
grandemente por la geometría del elemento, esto es, por su sección transversal y su
longitud. Considérese por ejemplo el caso de las vigas tipo I (Fig. 3.1). Cargada sobre
27
el eje >Y se flexiona menos que estando cargada sobre el eje xx es decir es más rígida.
Este fenómeno tiene que ver con el momento de inercia de la sección, el cual está
determinado por su geometría.
d
. (b·dfl, .....
Fig. 3.1 Viga tipo I
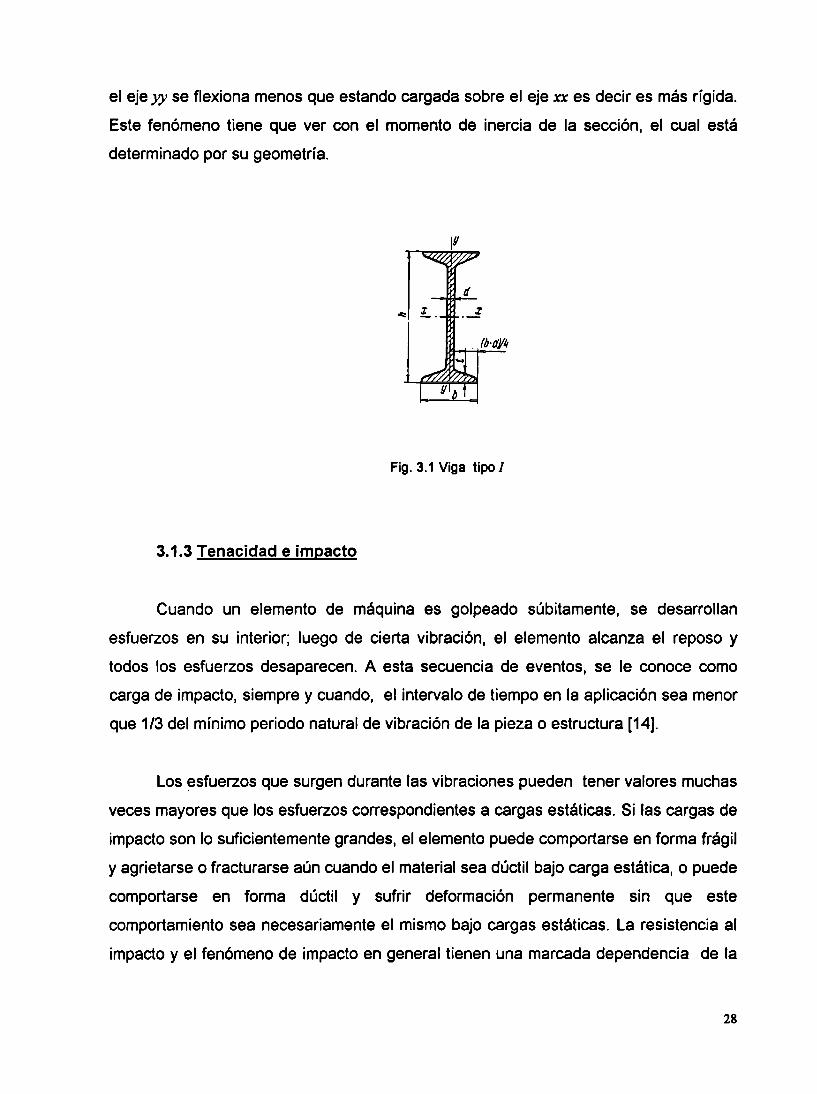
3.1.3 Tenacidad e impacto
Cuando un elemento de máquina es golpeado súbitamente, se desarrollan
esfuerzos en su interior; luego de cierta vibración, el elemento alcanza el reposo y
todos los esfuerzos desaparecen. A esta secuencia de eventos, se le conoce como
carga de impacto, siempre y cuando, el intervalo de tiempo en la aplicación sea menor
que 1 /3 del mínimo periodo natural de vibración de la pieza o estructura [14].
Los esfuerzos que surgen durante las vibraciones pueden tener valores muchas
veces mayores que los esfuerzos correspondientes a cargas estáticas. Si las cargas de
impacto son lo suficientemente grandes, el elemento puede comportarse en forma frágil
y agrietarse o fracturarse aún cuando el material sea dúctil bajo carga estática, o puede
comportarse en forma dúctil y sufrir deformación permanente sin que este
comportamiento sea necesariamente el mismo bajo cargas estáticas. La resistencia al
impacto y el fenómeno de impacto en general tienen una marcada dependencia de la
28
temperatura. El impacto puede producir falla por fatiga cuando es repetido sobre una
superficie como en el caso de engranes o levas.
Para evitar fallas del material y conocer su comportamiento bajo cargas de
impacto, debemos conocer las características que debe tener el material apto para
soportar cargas de impacto. Se dice que un buen material para soportar cargas de
impacto es un material que absorbe una gran cantidad de energía de deformación. La
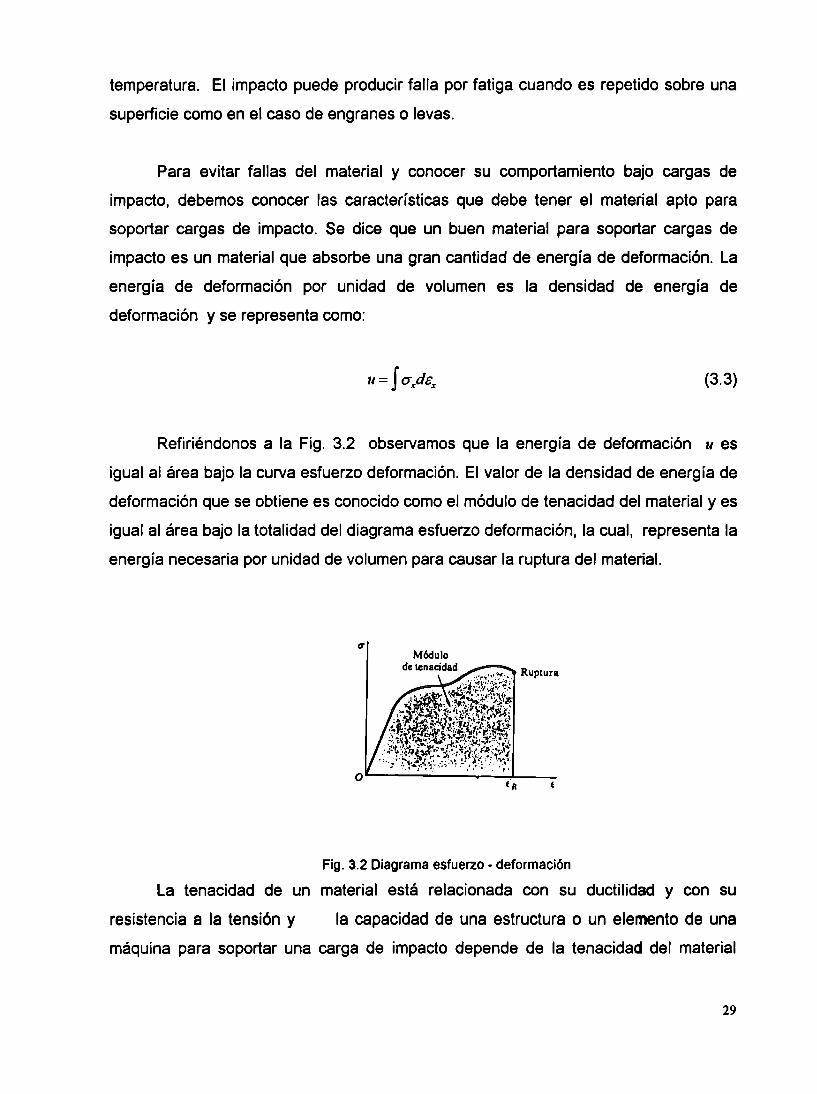
energía de deformación por unidad de volumen es la densidad de energía de
deformación y se representa como:
(3.3)
Refiriéndonos a la Fig. 3.2 observamos que la energía de deformación u es
igual al área bajo la curva esfuerzo deformación. El valor de la densidad de energía de
deformación que se obtiene es conocido como el módulo de tenacidad del material y es
igual al área bajo la totalidad del diagrama esfuerzo deformación, la cual, representa la
energía necesaria por unidad de volumen para causar la ruptura del material.
Fig. 3.2 Diagrama esfuerzo - deformación
La tenacidad de un material está relacionada con su ductilidad y con su
resistencia a la tensión y la capacidad de una estructura o un elemento de una
máquina para soportar una carga de impacto depende de la tenacidad del material
29
utilizado [16). A la tenacidad se la define como la habilidad del material para absorber
energía durante la deformación plástica [13]
Si el esfuerzo ax permanece dentro del límite de proporcionalidad del material,
se aplica la ley de Hooke y podemos escribir
y sustituyendo ax de (3.4) en (3.3), tenemos
Ee2
u= f Ee de = -"-:r ;,: 2
o, usando la ec. (3.4) para expresar ex en función del esfuerzo correspondiente ax,
0'2 ;,: u=-
2E
(3.4)
(3.5)
(3.6)
así que, el material que mejor soportará cargas de impacto será aquel que combine alta
resistencia con alta ductilidad.
A nivel microestructural, la fractura frágil está asociada con la rapidez del
movimiento de una grieta y cualquier obstáculo que impida su movimiento mejorará la
tenacidad. El esfuerzo de clivaje para iniciar una grieta en la matriz, es una función de
la composición química de la solución sólida en la cual la grieta se forma. Sin embargo
en estructuras multifase, como en muchos aceros, las grietas pueden abrirse fácilmente
en carburos o inclusiones o en la interfase partícula matriz o pueden estar presentes
intrínsecamente debido a las técnicas de fabricación. Así, es comúnmente la
resistencia a la propagación de la grieta lo que controla la tenacidad. El esfuerzo para
30
propagar la grieta depende de la microestructura; cualquier obstáculo que impida la
propagación a la grieta mejorará la tenacidad [12].
3.1.4 Desgaste
La pérdida paulatina de material de la superficie de un elemento de maquinaria
por el uso de tal elemento, es conocida como desgaste. El fenómeno de desgaste en
elementos de máquinas es un asunto complicado que aún no ha sido bien
comprendido. Existen varios mecanismos del desgaste, y aunque generalmente más de
uno están involucrados en algún elemento, hay ocasiones en las que uno de ellos es
dominante.
es
Se ha encontrado que el modelo que mejor describe el mecanismo del desgaste
V p -=kI H
(3.7)
Es decir, el volumen del material perdido V es proporcional a la distancia
desplazada I y a la carga normal P e inversamente proporcional a la dureza H del
material más blando. k es una constante típica del mecanismo de desgaste involucrado.
De lo anterior podemos observar que se tendrá menor desgaste con una mayor dureza
superficial [22].
La calidad de la mayoría de los productos de metal depende de la condición de
sus superficies y del deterioro de la superficie debido al uso [17, 18, 19]. La resistencia
al desgaste se mejorará evitando el contacto metal a metal e incrementando la dureza
para resistir el mellado inicial, aumentando la tenacidad para reducir la separación
violenta de las partículas metálicas e incrementando la uniformidad de la superficie
para eliminar las salientes [17,18,19,20,21,22]. El impacto es un factor en el desgaste,
31
ya que la carga aplicada repentinamente puede producir flujo plástico y un cambio de
forma. Un diseño adecuado debe proporcionar resistencia a la cadencia compresivá
en la superficie; superior al esfuerzo compresivo producido por las cargas aplicadas y
suficiente soporte de manera que no ocurra flujo subsuperficial. La falla por fatiga se
incluye en un estudio de desgaste, ya que es una deformación gradual debida al uso.
Un diseño adecuado para evitar las concentraciones de esfuerzos en muescas y
ángulos agudos incrementará la resistencia a la fatiga. Como las f alias por fatiga se
deben siempre a esfuerzos tensiles, un esfuerzo residual compresivo en la superficie
proporcionará protección adicional. Esto puede llevarse a cabo por endurecimiento
superficial como carburación o por deformación superficial producida por chorro de
perdigones [23].
Para endurecer la superficie podemos seguir dos caminos: transformar las
propiedades de la capa superficial o agregar una capa de material diferente con
mejores propiedades. Los procesos que transforman las propiedades de la capa
superficial son los procesos de tratamiento térmico que a pesar de ser sumamente
importantes e interesantes para nuestro trabajo, no podremos analizarlos
detenidamente y sólo se darán algunos detalles en el capítulo 6.
3.2 PROPIEDADES NO MECÁNICAS
Existen numerosas ·propiedades no mecánicas como las térmicas, eléctricas,
magnéticas, etc. que son importantes en la selección de materiales para algunas
aplicaciones; sin embargo, no nos detendremos aquí en su descripción por no ser
útiles en este momento; con útiles queremos decir que no se relacionan con el
elemento o elementos analizados. Para cada caso en particular, el lector deberá decidir
cuales propiedades deberán recibir mayor atención.
32
3.3 RESUMEN
Ahora que tenemos las definiciones de las propiedades mecánicas más
importantes en la selección de aceros, estamos en condiciones de relacionarlas con la
información obtenida en el capítulo anterior: Hemos mencionado, que las herramientas
deben absorber fuerzas y vibraciones producidas por los procesos de corte y que
deben evitar la fractura en caso de no haber hecho las previsiones necesarias, esto
quiere decir que nuestras piezas deben ser tenaces y resistentes al impacto. Nuestras
piezas deben mantener la geometría de la superficie de contacto o lo que es lo mismo,
deben ser resistentes al desgaste y ser rígidas en la superficie. Finalmente las piezas
deben soportar los esfuerzos y deformaciones para los que fueron diseñadas es decir
deben ser resistentes y rígidas al mismo tiempo. Como podemos ver hay varias de
estas características que están en competencia; si mejoramos una perjudicamos otra y
viceversa; así que la clave está en encontrar dentro de que rango de propiedades la
pieza se desempeñará mejor.
33
4. CÁLCULO DE LAS SOLICITACIONES MECÁNICAS
Hemos visto en el capítulo 2 el tipo de solicitaciones mecánicas a las que están
sujetas nuestras piezás, y en el capítulo 3 las propiedades mecánicas asociadas y su
interrelación con los tipos de solicitación.
Hasta aquí, tenemos un marco conceptual bien definido; sin embargo, falta el
eslabón que le da sentido a todo trabajo de ingeniería, es decir, de qué magnitud son
las solicitaciones mecánicas aplicadas y las propiedades mecánicas asociadas. Es en
este capítulo donde determinaremos la magnitud de las solicitaciones mecánicas.
4.1 FUERZAS EN MAQUINADO ORTOGONAL
Aunque la mayoría de los procesos de producción por maquinado son
tridimensionales, es decir, tienen tres fuerzas componentes, el modelo de maquinado
ortogonal de metales es útil para entender el mecanismo básico de maquinado y puede
ser extendido a la mayoría de los procesos de producción por corte de viruta.
34
Existen diversos motivos que inducen a estudiar con atención las fuerzas de
corte que se manifiestan entre herramienta y pieza durante el arranque de viruta, de
entre los cuales destacan los siguientes [24,25):
• Verificación de las características de los diversos materiales a mecanizar, de
las herramientas, y de las condiciones de trabajo;
• Conocimiento de las solicitaciones aplicadas a los diversos órganos de las
máquinas-herramientas para poder desarrollar diseños apropiados a las
necesidades y para evaluar eventuales deformaciones, incidentes sobre la
precisión de los mecanizados;
• Evaluación de la potencia necesaria en el mecanizado.
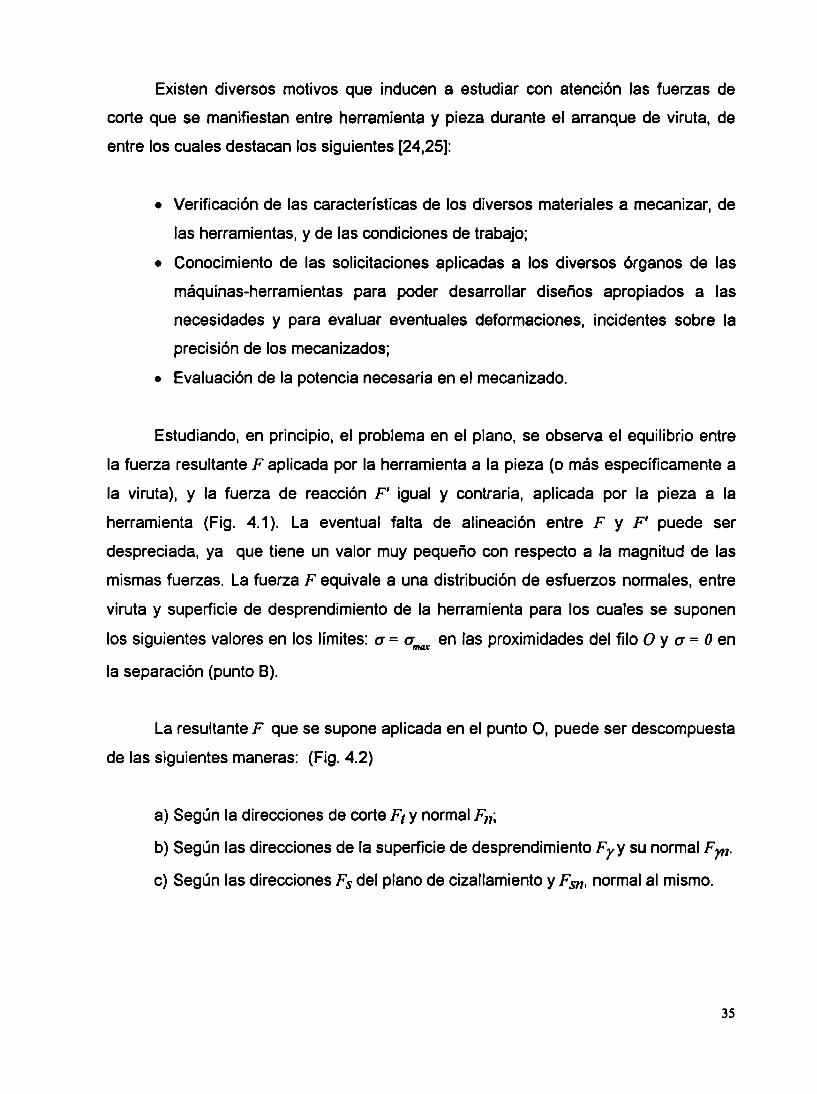
Estudiando, en principio, el problema en el plano, se observa el equilibrio entre
la fuerza resultante F aplicada por la herramienta a la pieza (o más específicamente a
la viruta), y la fuerza de reacción F' igual y contraria, aplicada por la pieza a la
herramienta (Fig. 4.1 ). La eventual falta de alineación entre F y F' puede ser
despreciada, ya que tiene un valor muy pequeño con respecto a la magnitud de las
mismas fuerzas. La fuerza F equivale a una distribución de esfuerzos normales, entre
viruta y superficie de desprendimiento de la herramienta para los cuales se suponen
los siguientes valores en los límites: a= arnax en las proximidades del filo O y a = o en
la separación (punto B).
La resultante F que se supone aplicada en el punto O, puede ser descompuesta
de las siguientes maneras: (Fig. 4.2)
a) Según la direcciones de corte F1 y normal F11;
b) Según las direcciones de la superficie de desprendimiento FyY su normal Frn·
c) Según las direcciones Fs del plano de cizallamiento y F511 , normal al mismo.
35
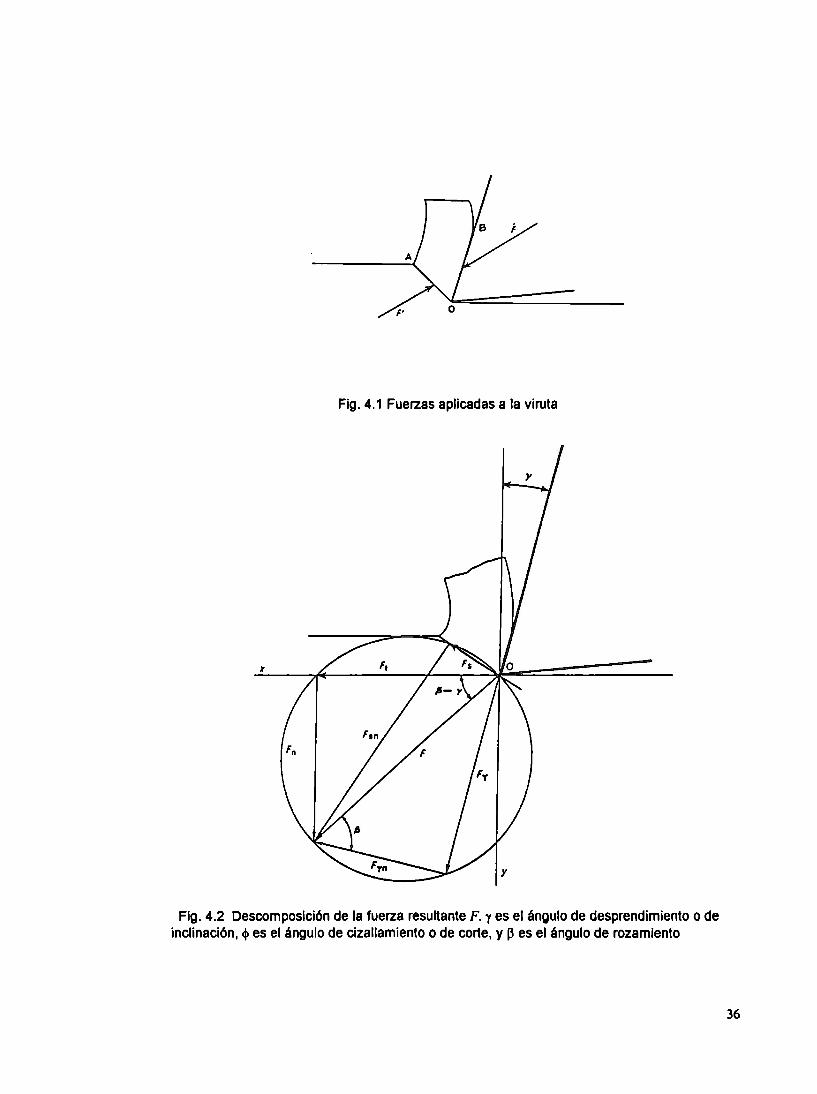
Fig. 4.1 Fuerzas aplicadas a la viruta
)(
Fig. 4.2 Descomposición de la fuerza resultante F. y es el ángulo de desprendimiento o de inclinación, el> es el ángulo de cizallamiento o de corte, y ~ es el ángulo de rozamiento
36

Por las descomposiciones, resulta que los vértices de los varios vectores están
todos sobre una circunferencia, cuyo diámetro es precisamente la resultante F.
Asimismo, se pueden establecer las siguientes relaciones:
F, =Fco(JJ-r)
F,, = Fsen(/J- y)
E:= Fcos(,p+p- r) = F, sec(/J- r)cos(t;+P-r)
Fm = Fsen(tp+p- r) = F, sec(/J- r)sen(t;+P-r)
F, = FsenP= F, sec(/J- y)senp
Frn = FsenP= F, sec(/J- y)cosp
F= E: cos(,p+p- r)
(4.1)
(4.2)
(4.3)
(4.4)
(4.5)
(4.6)
(4.7)
Por otra parte, la superficie de deslizamiento o cizallamiento es el área limitada
por la viruta deformada sobre el plano de cizallamiento, es decir el plano formado por
la línea OA proyectada perpendicularmente al papel (Fig. 4.1 ).
A=~ s sen;
(4.8)
en donde A es el área de la viruta antes del corte, perpendicular a la dirección
de corte. De aquí que las fuerzas Fs y F511 son:
A, F=A, =--s
s ss sen; (4.9)
(4.10)
siendo ts la resistencia de fluencia al corte del material que está siendo
maquinado y a5 la resistencia de fluencia normal del mismo sobre el plano de
37
cizallamiento. Estos valores han sido determinados experimentalmente durante el
maquinado y se ha encontrado que son muy similares a los valores obtenidos durante
ensayos de tensión en laboratorio [26].
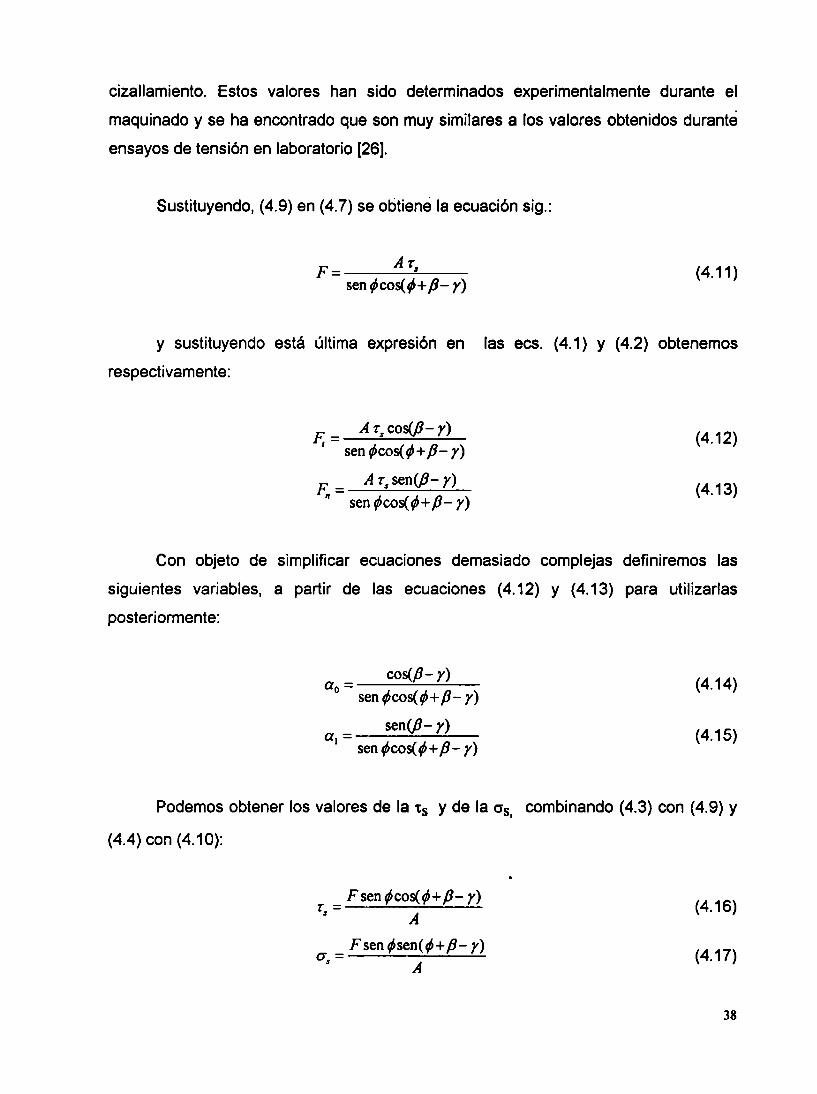
Sustituyendo, (4.9) en (4.7) se obtiene la ecuación sig.:
F= A,. sen,pcosf...,p+P-r)
(4.11)
y sustituyendo está última expresión en las ecs. (4.1) y (4.2) obtenemos
respectivamente:
F. = A 's cosf...P- r) I sen ,pcosf... ,p+ P- r)
(4.12)
F = A 's sen(P- y) n sen ;cosí...;+ P- r> (4.13)
Con objeto de simplificar ecuaciones demasiado complejas definiremos las
siguientes variables, a partir de las ecuaciones (4.12) y (4.13) para utilizarlas
posteriormente:
cosf...P-r) ªº:;------sen ,pcosf...,p+p- r)
(4.14)
sen(P- r) a1=---------sen,pcosl..,,p+P-r)
(4.15)
Podemos obtener los valores de la ts y de la as, combinando (4.3) con (4.9) y
(4.4) con (4.1 O):
Fsen,pcosl..,,p+p- r) T=-------• A (4.16)
F sen ,psen( ,p + P- y) (j = -----'---'-___;,,__..;.~
" A (4.17)
38
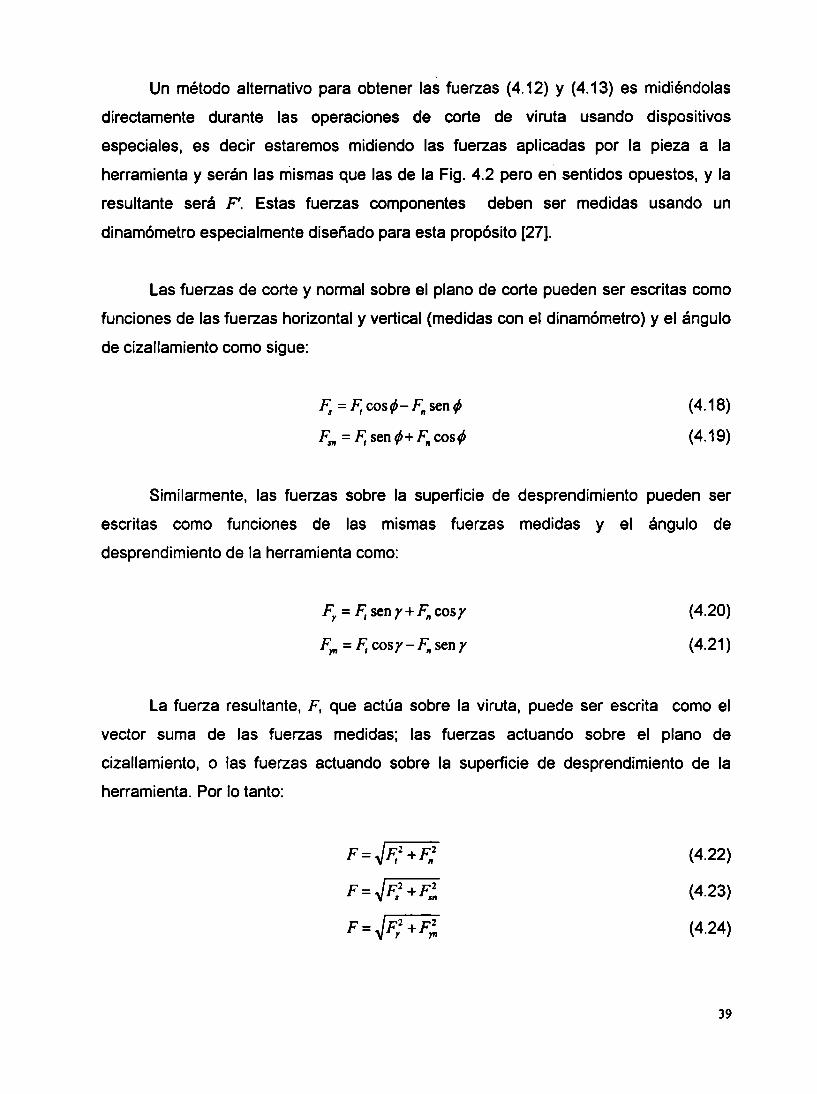
Un método alternativo para obtener las fuerzas (4.12) y (4.13) es midiéndolas
directamente durante las operaciones de corte de viruta usando dispositivos
especiales, es decir estaremos midiendo las fuerzas aplicadas por la pieza a la
herramienta y serán las mismas que las de la Fig. 4.2 pero en sentidos opuestos, y la
resultante será F'. Estas fuerzas componentes deben ser medidas usando un
dinamómetro especialmente diseñado para esta propósito [27).
Las fuerzas de corte y normal sobre el plano de corte pueden ser escritas como
funciones de las fuerzas horizontal y vertical (medidas con el dinamómetro) y el ángulo
de cizallamiento como sigue:
F: = F, cos (/,- F,, sen ,¡,
Fm = F, sen(/,+ F,, cosf/,
(4.18)
(4.19)
Similarmente, las fuerzas sobre la superficie de desprendimiento pueden ser
escritas como funciones de las mismas fuerzas medidas y el ángulo de
desprendimiento de la herramienta como:
F, = F, sen r+ F,, cosr
F.,,.= F, cosy-F,, sen r (4.20)
(4.21)
La fuerza resultante, F, que actúa sobre la viruta, puede ser escrita como el
vector suma de las fuerzas medidas; las fuerzas actuando sobre el plano de
cizallamiento, o las fuerzas actuando sobre la superficie de desprendimiento de la
herramienta. Por lo tanto:
F=~F2 +F2 t n (4.22)
F=~F2 +F2 s sn (4.23)
F=~F2 +F2 r .,,. (4.24)
39
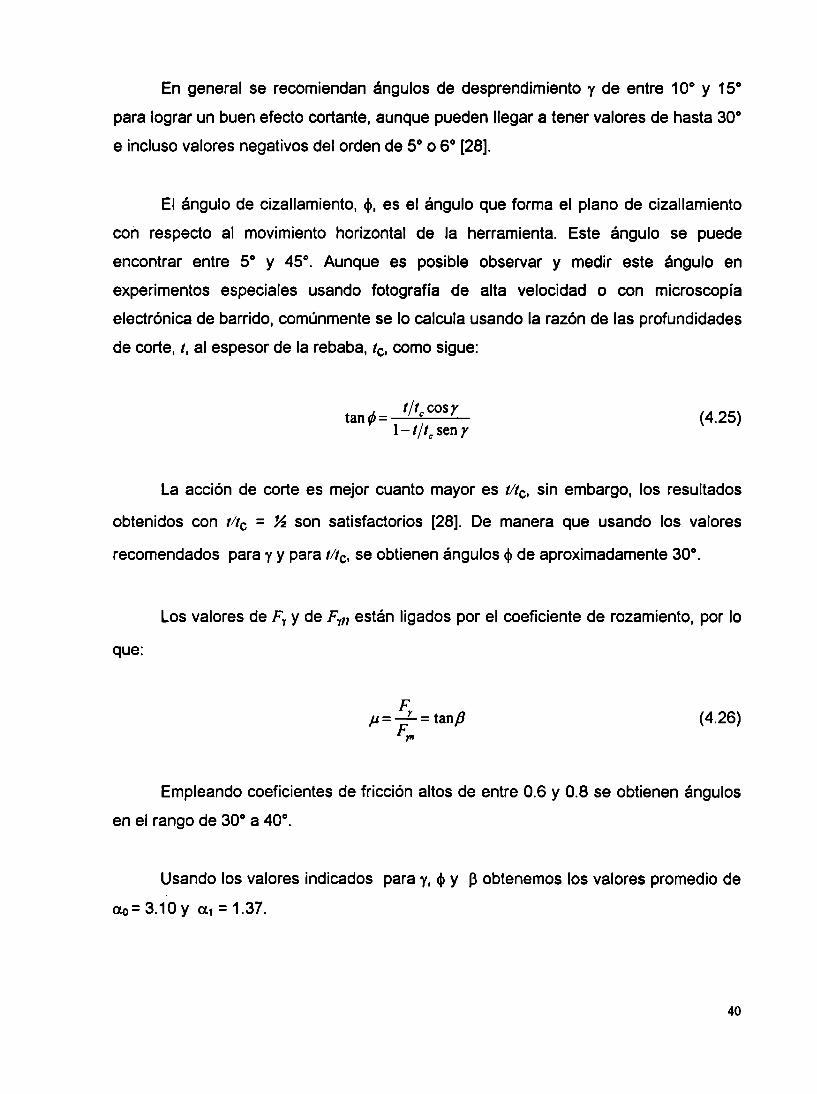
En general se recomiendan ángulos de desprendimiento y de entre 1 Oº y 15º
para lograr un buen efecto cortante, aunque pueden llegar a tener valores de hasta 30º
e incluso valores negativos del orden de 5º o 6º [28].
El ángulo de cizallamiento, el>, es el ángulo que forma el plano de cizallamiento
con respecto al movimiento horizontal de la herramienta. Este ángulo se puede
encontrar entre 5º y 45º. Aunque es posible observar y medir este ángulo en
experimentos especiales usando fotografía de alta velocidad o con microscopía
electrónica de barrido, comúnmente se lo calcula usando la razón de las profundidades
de corte, t, al espesor de la rebaba, te, como sigue:
,/, t/tc cosr tan y, = ----'---=----1- t / t c sen y
(4.25)
La acción de corte es mejor cuanto mayor es tite, sin embargo, los resultados
obtenidos con tite = ~ son satisfactorios [28]. De manera que usando los valores
recomendados para y y para tite, se obtienen ángulos el> de aproximadamente 30º.
Los valores de F., y de F.,11 están ligados por el coeficiente de rozamiento, por lo
que:
F µ=-r =tanp
F.,,, (4.26)
Empleando coeficientes de fricción altos de entre 0.6 y 0.8 se obtienen ángulos
en el rango de 30º a 40º.
Usando los valores indicados para y, el> y J3 obtenemos los valores promedio de
a.o= 3.10 y Cl1 = 1.37.
40
4.2 CONDICIONES DE CORTE Y CANTIDAD DE MATERIAL REMOVIDO
Las condiciones de corte que determinan la cantidad de material removido Q
son la velocidad de corte, la razón de avance y la profundidad de corte. Estas
condiciones de corte y la naturaleza del material a ser cortado, determinan la potencia
requerida para llevar a cabo el corte. Las condiciones de corte deben ser ajustadas
para mantenerse dentro del rango de potencia disponible en la máquina-herramienta
usada.
El primer paso en la selección de las condiciones de corte es seleccionar la
profundidad de corte. La profundidad de corte estará limitada por la cantidad de metal
que será maquinada en la pieza, por la potencia disponible en la máquina-herramienta,
por la rigidez de la pieza y de la herramienta y por la rigidez del montaje. Ya que la
profundidad de corte tiene el menor efecto sobre la vida de la herramienta, siempre
deberá usarse la mayor profundidad de corte que sea posible.
El segundo paso es seleccionar la razón de avance. En la selección de la razón
de avance debe tomarse en consideración la potencia disponible en la máquina
herramienta, la rigidez de la pieza y de la herramienta, la rigidez del montaje y el
acabado superficial requerido en la pieza terminada. La potencia disponible debe ser
considerada en relación con la profundidad de corte previamente seleccionada para la
selección del avance. Debe seleccionarse el mayor avance posible pero tomando en
cuenta que no debe ser mayor que el que produce un aceptable acabado superficial.
El tercer paso es seleccionar la velocidad de corte. Si se ha tenido experiencia
previa en el mecanizado de un determinado material, esta será la base para
seleccionar la velocidad de corte. En cualquier caso sin embargo la profundidad de
corte debe ser seleccionada primero, seguida del avance y por último la velocidad de
corte.
Hasta aquí se presentaron las reglas que deben ser seguidas cuando tenemos
una aplicación concreta, para obtener una pieza terminada en el menor tiempo posible
41
y con el acabado superficial adecuado, sin embargo, en este trabajo, nuestra intención
es calcular las cargas aplicadas a la herramienta por lo que procederemos en forma
distinta. Emplearemos las velocidades de corte V [m/min] y avances promedio va
[mm/min] recomendadas en los manuales de maquinado para el tipo de material
cortante que estamos usando es decir para pastillas de carburo y variaremos la
profundidad de corte p [mm] variando la cantidad de material removido Q [cm3/min].
Esto quedará mejor entendido a continuación:
La cantidad de material removido para fresado es:
(4.27)
siendo bel ancho de corte. Da aquí, despejando p obtenemos:
(4.28)
pero también tenemos que el avance va es función del avance por dienteª= [mm/diente],
del número de dientes de la fresa z y la velocidad 11 en revoluciones por minuto a la que
gira:
(4.29)
así mismo, 11 está dado por la sig. expresión en donde d [mm] es el diámetro de la fresa.
IOOOV n=--
11ll (4.30)
sustituyendo (4.30) en (4.29) tenemos:
42
1000Vazz V=----ª mi
(4.31)
y sustituyendo esta última en (4.28) tenemos:
p = Qmi azzVb
(4.32)
que es la expresión que define la profundidad de corte en función de la cantidad de
material removido manteniendo constantes las otras variables y que será utilizada más
adelante en este capítulo para obtener las ecuaciones que definen las fuerzas normal
y tangencial en el momento del corte.
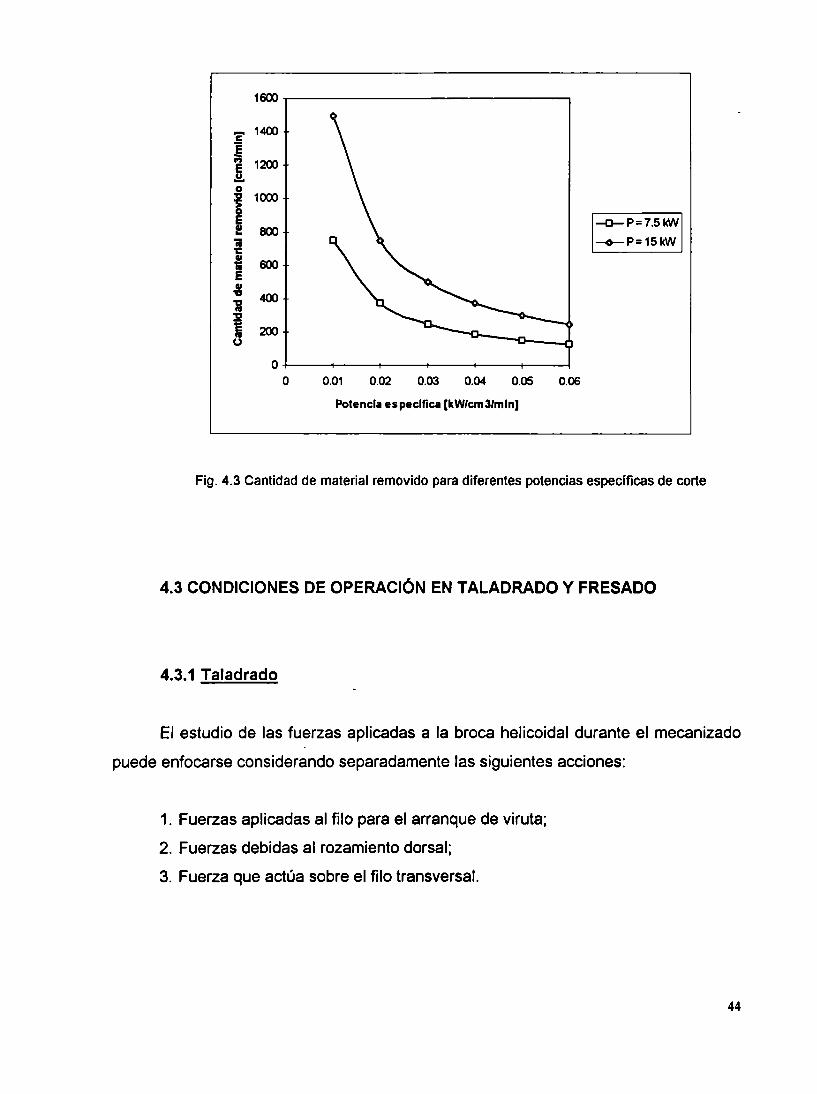
La cantidad de material removido Q, está relacionada con la potencia P en la
siguiente forma:
(4.33)
donde Ps es la potencia especifica de corte del material y es una medida de la dificultad
para maquinar un material específico. Cuanto mayor sea Ps, menor será Q para una
potencia fija como se muestra en la Fig. 4.3.
43
.... e
i E .!!. o ¡
1 ~
1 11 ,, 1 ::!i! 'E .. c.,
1600
1400
1200
1000
800
600
400
200
o o 0.01 0.02 0.03 0.04 0.05 0.06
Potencia especifica [kW/cm3tmln]
~P=7.5W.J
--o-P=15W.J
Fig. 4.3 Cantidad de material removido para diferentes potencias específicas de corte
4.3 CONDICIONES DE OPERACIÓN EN TALADRADO Y FRESADO
4.3.1 Taladrado
El estudio de las fuerzas aplicadas a la broca helicoidal durante el mecanizado
puede enfocarse considerando separadamente las siguientes acciones:
1. Fuerzas aplicadas al filo para el arranque de viruta;
2. Fuerzas debidas al rozamiento dorsal;
3. Fuerza que actúa sobre el filo transversal.
44
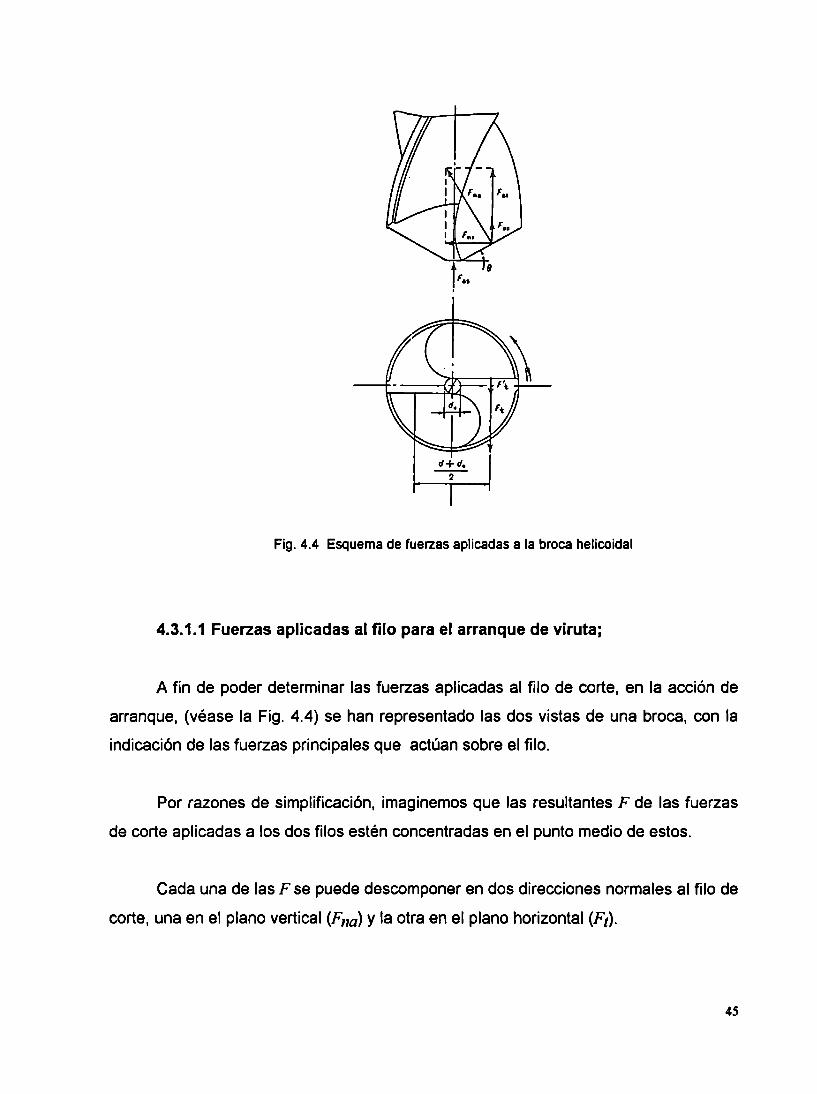
Fig. 4.4 Esquema de fuerzas aplicadas a la broca helicoidal
4.3.1.1 Fuerzas aplicadas al filo para el arranque de viruta;
A fin de poder determinar las fuerzas aplicadas al filo de corte, en la acción de
arranque, (véase la Fig. 4.4) se han representado las dos vistas de una broca, con la
indicación de las fuerzas principales que actúan sobre el filo.
Por razones de simplificación, imaginemos que las resultantes F de las fuerzas
de corte aplicadas a los dos filos estén concentradas en el punto medio de estos.
Cada una de las F se puede descomponer en dos direcciones normales al filo de
corte, una en el plano vertical (F110) y la otra en el plano horizontal (F1).
45
Para el cálculo de los valores de las fuerzas se puede considerar la relación que
determina a F1, encontrada por las condiciones de corte ortogonal ec (4.12):
F._ A rs comj)- y) ,-sen(Jcos(f/J+P-r>
(4.12)
El valor de la sección de viruta resulta en este caso:
(4.34)
en donde des el diámetro de la broca , dº es el espesor del núcleo central (longitud del
filo transversal), y a el valor del avance por vuelta.
Se puede admitir la aplicabilidad de la fórmula ( 4.12) al taladrado siempre que
se consideren las siguientes diferencias en la formación de la viruta con respecto al
torneado: la velocidad de corte tiene valores distintos según el punto de filo que se
considere (máxima en la periferia, mínima en la zona central); por lo tanto, el valor del
ángulo cp no es constante a lo largo de todo el filo y se deberá considerar un valor
medio <l>m; análogamente ocurre para el ángulo de desprendimiento que toma el valor
mediOYm·
La ecuación (4.12) se convierte en:
F.= a(d-do)rscos(JJ-rm> ' 2 sen t/Jm cos(t/Jm + P- r m>
( 4.35)
La relación (4.35) proporciona pues el valor de la fuerza de corte. Ahora
consideremos las fuerzas en el plano vertical: La componente F11a aplicada a uno de
los dos filos puede ser descompuesta en la FaJ y la F11¡. Entre la F11a y sus dos
componentes existen la siguientes relaciones:
46
F;,1 = Fna cos8
F,,1 = Fna sen 8
(4.36)
(4.37)
La componente F11¡ puede ser despreciada, ya que se equilibra con su
correspondiente aplicada en el otro filo, que resulta igual y directamente opuesta,
despreciando la influencia del espesor del núcleo central. La F al en cambio, se suma a
su correspondiente aplicada en el filo opuesto.
Notemos que de la división de la relación (4.2) entre la (4.1) resulta:
F _n = tan(/J- r) F,
(4.38)
de la cual se obtienen en forma análoga, las fuerzas aplicadas en un filo en el plano
vertical:
F"" = F, tan(/J- r m)
F:1 = F, tan(/J- r m) cos 8
F,,1 = F, tan(/J- r m) sen 8
4.3.1.2 Fuerzas debidas al rozamiento dorsal
(4.39)
(4.40)
(4.41)
Para el cálculo de la fuerza Fa2 debida al rozamiento dorsal que varía en función
del desgaste de la herramienta, se pueden considerar las dos componentes según la
dirección axial y radial de la broca.
La componente axial toma valores k = 60 ... 80 NI mm de longitud del filo [29):
47
(4.42)
Las fuerzas que actúan en el plano horizontal son las F1 - fuerzas principales de
corte - y las Ft' componentes de la fuerza de rozamiento dorsal. La F1 se ha calculado
ya en (4.35). La Ft' toma los valores correspondientes a k'= 20 ... 30 NI mm de longitud
del filo [29) por lo tanto:
F'= k'(d-d0 )
' 2cos8 (4.43)
4.3.1.3 Fuerza que actúa sobre el filo transversal
La fuerza F0 3 correspondiente a la acción del filo transversal, se aplica sobre
todo en la dirección axial de la broca. Se han encontrado valores del mismo orden de
magnitud que los de las fuerzas de corte sobre los filos. Algunos investigadores [30)
han encontrado que Fa3 llega a tener valores del orden del 50% de Fa,·
4.3.1.4 Fuerza de avance total y par total sºobre la broca
Por lo tanto, la suma de las fuerzas verticales (o de forma más general axiales),
correspondiente a la resistencia al avance vale:
(4.44)
sustituyendo apropiadamente (4.40), (4.42), (4.35) y simplificando, podemos obtener la
siguiente ecuación:
48

{ª's cos(P - r ,,,)tan(P - r ,,,)coso k J F =2(d-d +--ª º. 2 sen(,,,, cos((,,,, + P - r ,,,) cos8
aplicando (4.14) obtenemos:
_ d d {ª'sa0ta11(P -r ,,,)coso _k_) F;, - 2( - o 2 + 8 cos
pero podemos simplificar aún más con:
a 2 = a0 tan(/3- r,,,)cos8
k a3=-
cos8
( 4.45)
( 4.46)
(4.47)
(4.48)
cuyos valores aproximados son a2 = 1.24 y a3 = 72.47 por lo que se obtiene la
siguiente expresión:
(4.49)
Las fuerzas tangenciales forman dos pares: el par principal de corte M 1, y el par
M,' debido a la Ft' (rozamiento de la superficie de incidencia). En el cálculo de Mt y Ml
se considera el producto de las fuerzas F1 y Fl por el brazo (d + do) 12 en esta forma:
M,o, = M, + M, '= (F, + F,') d +do 2
sustituyendo (4.35), (4.43) y simplificando obtenemos:
(4.50)
49
aplicando (4.14) y
d2 -d;( QTscos(P -r,,,) k' J M - +--'°' - 4 2 sen;,,,, cos((,,,, + P - r ,,.) cos8
k' a4=-
cos8
cuyo valor aproximado es a.4 = 25.88 obtenemos:
_ d2 -di (ar1a0 )
M,o, - 4 2 +a4
4.3.2 Fresado
(4.51 ~
(4.52)
(4.53) ·
El estudio de las fuerzas aplicadas a las fresas puede ser enfocado
considerando las acciones de cada uno de los dientes de la fresa, en el tiempo de
contacto con la pieza durante el cual arranca viruta.
El análisis que sigue contempla los dos tipos principales de fresas, es decir,
fresas de corte periférico o tangencial y fresas frontales.
4.3.2.1 Fresado con fresas cilíndricas de acción tangencial en oposición
De la Fig. 4.5 observamos que se producen una fuerza tangencial al filo de corte
y una normal a esta última a la que por comodidad la llamaremos radial. Estas fuerzas
pueden ser calculadas con las ecuaciones (4.12) y (4.13) por lo cual en principio
debemos hallar al valor de A = hb.
El esquema de arranque de viruta viene indicado en la Fig. 4.5 en donde se
observa que la sección de viruta en el fresado no es constante, ya que el espesor
so
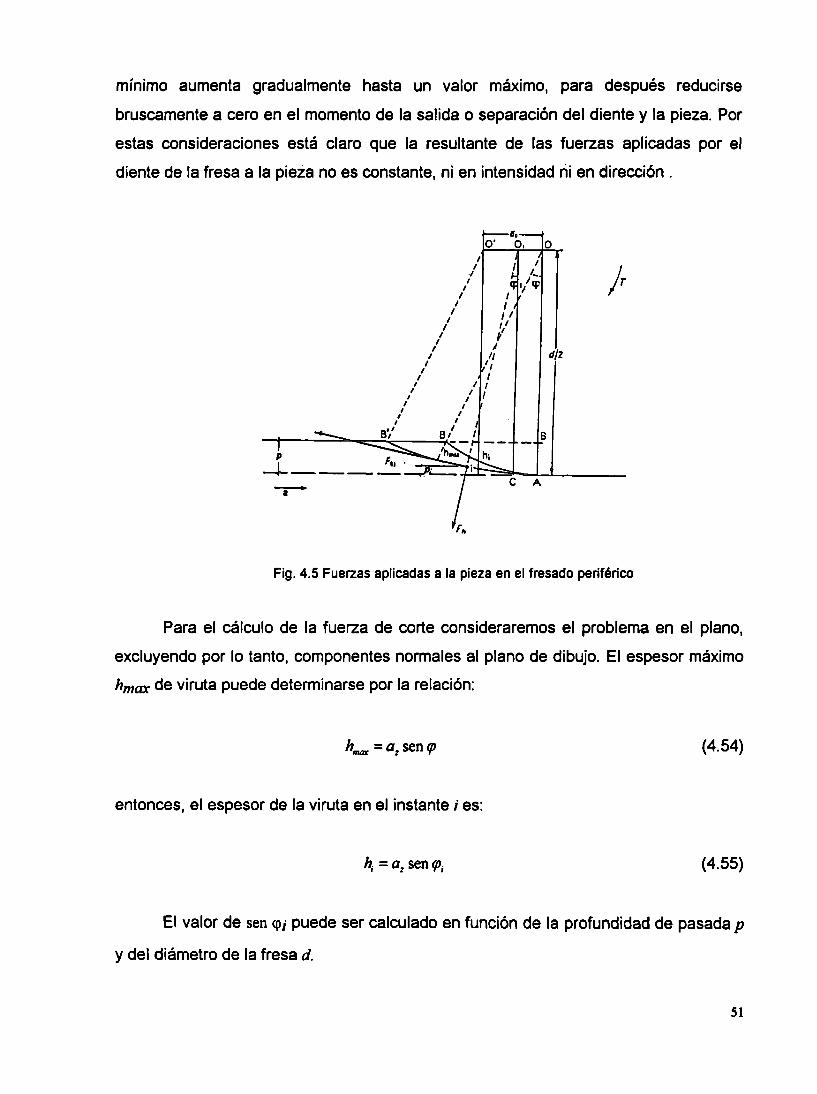
mínimo aumenta gradualmente hasta un valor máximo, para después reducirse
bruscamente a cero en el momento de la salida o separación del diente y la pieza. Por
estas consideraciones está claro que la resultante de las fuerzas aplicadas por el
diente de la fresa a la pieza no es constante, ni en intensidad rii en dirección .
11, O' O, O
/ I I ./ '~ I I lq:
/ I I I I
I I I / ,, I t'
/ J I //
I 't / I
I I I
,' / I I I
,' I
' / I ---t~~_;;;:--=-~~~'~~ª=,..,' I
d/2
B
Fig. 4.5 Fuerzas aplicadas a la pieza en el fresado periférico
Para el cálculo de la fuerza de corte consideraremos el problema en el plano,
excluyendo por lo tanto, componentes normales al plano de dibujo. El espesor máximo
hmax de viruta puede determinarse por la relación:
(4.54)
entonces, el espesor de la viruta en el instante i es:
h; = a: sen ,P; (4.55)
El valor de sen cp; puede ser calculado en función de la profundidad de pasada p
y del diámetro de la fresa d.
51

El segmento 08 (fig. 4.5) vale:
d d
2-P; = 2coS(p¡ (4.56)
sen((); = J1 - cos2 ~ = 2 ~ ( 1 -~) = 2Jf (4.57)
como 1- ~ ~ 1, la (4.55) se convierte en:
h=a2fii: I Z f"i (4.58)
De esta última obtenemos que el área de sección de la viruta en el instante i es:
(4.59)
Recordando ahora las fórmulas que proporcionan las fuerzas de corte y su
normal en condiciones de corte ortogonal ( 4.12), ( 4.13) y sustituyendo esta última
ecuación en aquéllas, se puede calcular el valor de la fuerza de corte y su normal en el
instante i, que resultarán por lo tanto:
(4.60)
(4.61)
Hay que tener en cuanta que el valor de q, no es constante, ya que varía, durante
el corte, por lo tanto, como en el taladrado, deberá considerarse el valor medio <Pm·
52
Las F1 máxima y F11 máxima serán las correspondientes al momento en que el
espesor de viruta es máximo; es decir. derivadas de las ecs. (4.60), (4.61) al sustituir el
valor genérico p¡ por Pmax·
F. =a 2JP-br cos(JJ-r) ,,,_ z d "sen(j,cos(<f,+P-r)
(4.62)
F = 2JP-b sen(P-r) n ªz r.,
mar d sen(j,co((j,+p- r) (4.63)
En vista de que estas fuerzas varían desde cero hasta un valor máximo,
emplearemos como fuerzas medias a las (4.62) y (4.63) divididas entre dos. Existe un
método alternativo para calcular la fuerzas medias [24], pero agrega factores que
harían muy complicado el uso de esta ecuación en el capítulo sobre cálculo de
esfuerzos por lo tanto usaremos las expresiones:
F, =a.JP"'a.rbrs cos(JJ- y) m • d sen<f,cos(<f,+P-r>
(4.64)
F,, = azJPma.r br., sen(P- r) m d sen<f,cos(<f,+P-r>
(4.65)
sustituyendo las expresiones (4.14) y (4.15) obtenemos la forma simplificada:
(4.66)
(4.67)
y aplicando (4.32) en lugar de Pmax obtenemos:
F. Ja.bnO = r a · -'"' ., o zV (4.68)
53
(4.69)
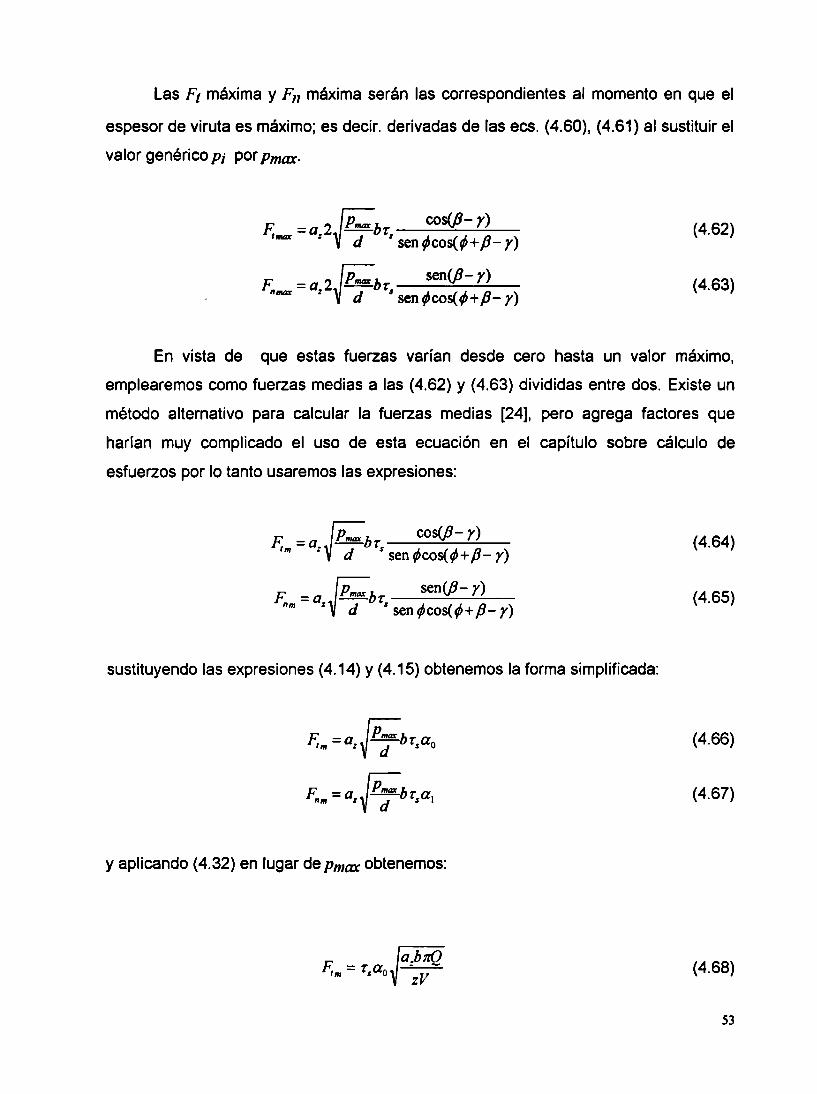
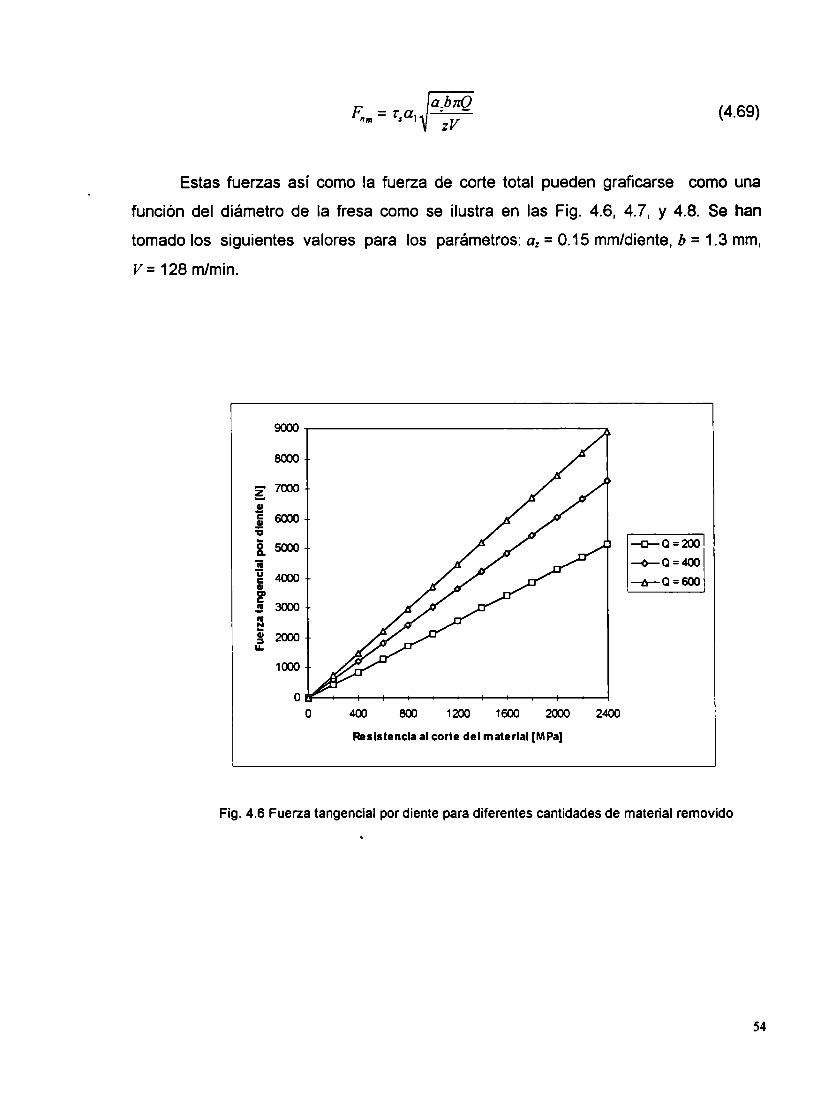
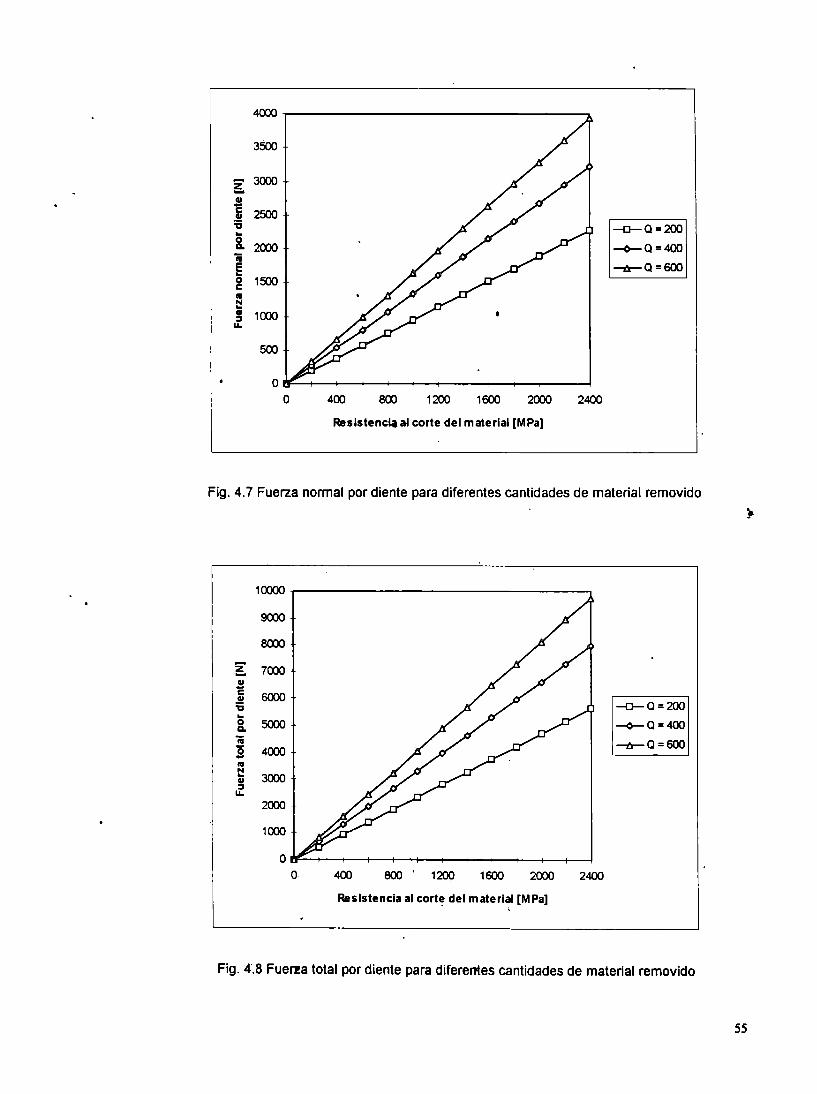
Estas fuerzas así como la fuerza de corte total pueden graficarse como una
función del diámetro de la fresa como se ilustra en las Fig. 4.6, 4. 7, y 4.8. Se han
tomado los siguientes valores para los parámetros: az = 0.15 mm/diente, b = 1.3 mm,
V= 128 m/min.
9000
8000
..... 7000 z ..... ¡
6000 a, ;; .. 8. 5000 --0-0=200
1' --<>-0 =400 u 4000 e a, -t:r-0 =600 CII e
3000 !!
~ a, 2000 :::, u.
1000
o o 400 800 1200 1600 2000 2400
Resistencia al corte del material [MPa)
Fig. 4.6 Fuerza tangencial por diente para diferentes cantidades de material removido
54
4000
3500
~ 3000
GI e 2500 GI i:i .. 8. 2000 ii E .. o 1500 e
"' N .. GI 1000 ::1
LI.
500
o o 400 800 1200 1600 2000
Resistencl¡al corte del material [MPa]
2400
-0-0=200
~0=400
~0=600
Fig. 4. 7 Fuerza normal por diente para diferentes cantidades de material removido
10000
9000
8000
~ 7000 GI -e 6000 GI i:i ... o 5000 ca. ii o 4000 -"' N .. 3000 GI ::1
LI.
2000
1000
o o 400 800 ' 1200 1600 2000
Resistencia al cort~ del material [MPa]
2400
-o-0=200
~0=400
~0=600
Fig. 4.8 Fuer2a total por diente para diferentes cantidades de material removido
55
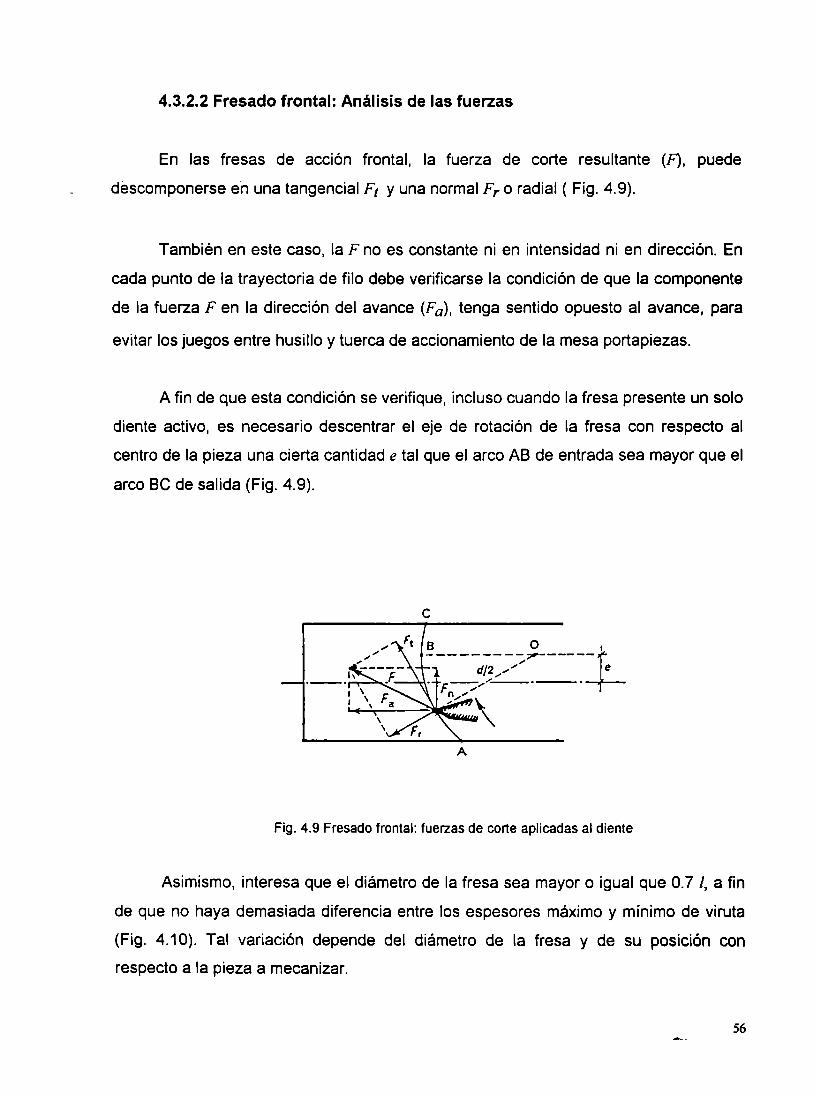
4.3.2.2 Fresado frontal: Análisis de las fuerzas
En las fresas de acción frontal, la fuerza de corte resultante (F), puede
descomponerse en una tangencial F1 y una normal Fr o radial ( Fig. 4.9).
También en este caso, la F no es constante ni en intensidad ni en dirección. En
cada punto de la trayectoria de filo debe verificarse la condición de que la componente
de la fuerza F en la dirección del avance (Fa), tenga sentido opuesto al avance, para
evitar los juegos entre husillo y tuerca de accionamiento de la mesa portapiezas.
A fin de que esta condición se verifique, incluso cuando la fresa presente un solo
diente activo, es necesario descentrar el eje de rotación de la fresa con respecto al
centro de la pieza una cierta cantidad e tal que el arco AB de entrada sea mayor que el
arco BC de salida (Fig. 4.9).
e
A
Fig. 4.9 Fresado frontal: fuerzas de corte aplicadas al diente
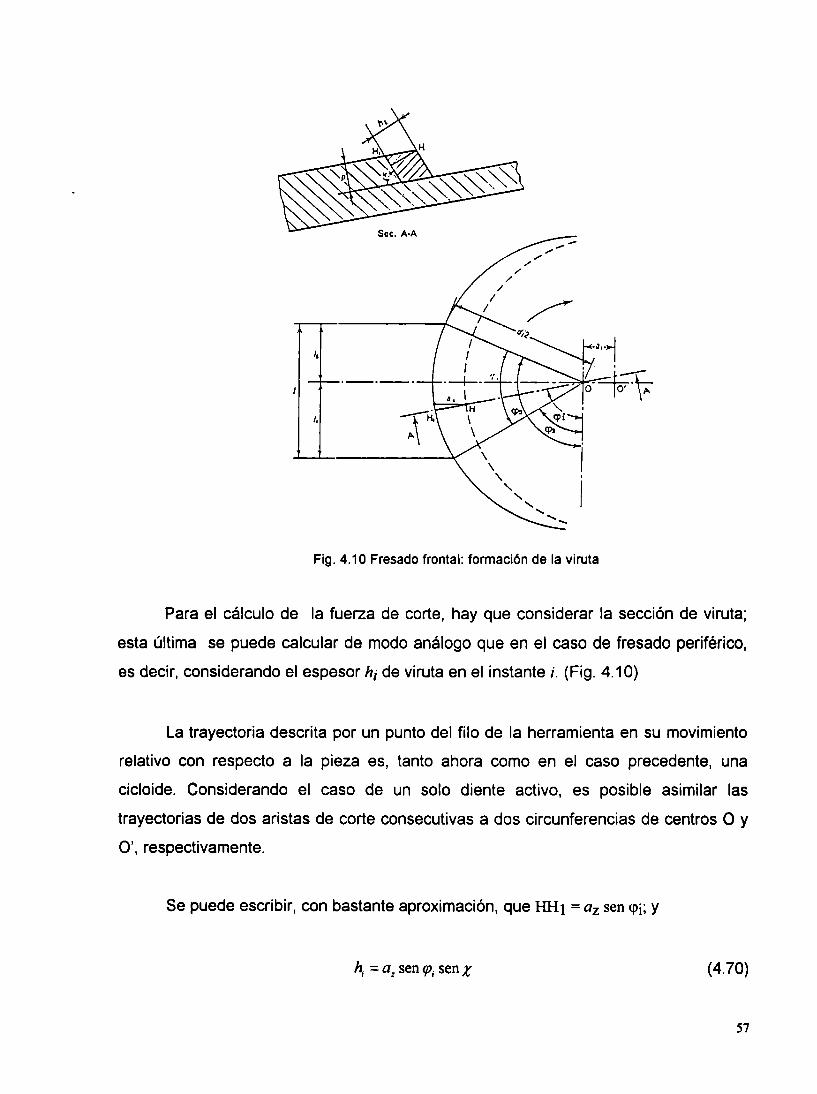
Asimismo, interesa que el diámetro de la fresa sea mayor o igual que O. 7 /, a fin
de que no haya demasiada diferencia entre los espesores máximo y mínimo de viruta
(Fig. 4.1 O). Tal variación depende del diámetro de la fresa y de su posición con
respecto a la pieza a mecanizar.
56
/,
Fig. 4.1 O Fresado frontal: formación de la viruta
Para el cálculo de la fuerza de corte, hay que considerar la sección de viruta;
esta última se puede calcular de modo análogo que en el caso de fresado periférico,
es decir, considerando el espesor h; de viruta en el instante i. (Fig. 4.1 O)
La trayectoria descrita por un punto del filo de la herramienta en su movimiento
relativo con respecto a la pieza es, tanto ahora como en el caso precedente, una
cicloide. Considerando el caso de un solo diente activo, es posible asimilar las
trayectorias de dos aristas de corte consecutivas a dos circunferencias de centros O y
O', respectivamente.
Se puede escribir, con bastante aproximación, que HH 1 = a2 sen cp¡; y
h; = az sen({); sen X (4.70)
57
siendo x, el ángulo de ataque o posición de la fresa. El valor máximo del espesor de
viruta vale:
hmax = az sen X (4.71)
Conocido h, se puede calcular el valor de la sección de viruta A = hb, teniendo
en cuenta que el ancho de viruta b es igual a:
b=_p_ (4.72) senx
La sección de viruta en el instante ; vale:
(4.73)
La sección máxima:
(4.74)
Los valores de las fuerzas de corte y su normal, análogamente a lo dicho para el
fresado periférico o tangencial se encuentra que son:
cos(/3- y) F, =a.sen<p¡PTs _____ _ ' · sen <P cos( </J + /3- r)
(4.75)
sen(/3- y) F. =a sen<ppr ------
n, = ' s sen </Jcos( </)+ /3- y) (4.76)
cos(/3- y) F =a pr ------
tm,u: = s sen </Jcos(</J+/3- y) (4.77)
sen(/3- y) F =a pr ------
nmax : s sen<j)cos(</J+/3- y) (4.78)
58
F. = ª =P's cos(J)- y) 'm 2sen<f>cos(<f>+P- r)
(4.79)
F = ª:Pis sen(P- y) "m 2 sen </>cos( </>+ P- y)
(4.80)
(4.81)
(4.82)
Aplicando (4.32) en sustitución de p con d = D obtenemos:
(4.83)
F = Q,rDrsa, llm 2zVb
(4.84)
S9
•
•
5. CÁLCULO DE ESFUERZOS Y DEFORMACIONES
Ahora que tenemos el marco conceptual dentro del cual se desempeñan
nuestras piezas, es decir, el tipo de cargas aplicadas, su relación con las propiedades
mecánicas asociadas que son necesarias para soportar estas cargas y 1os modelos
matemáticos adecuados para determinar los requerimientos mecánicos el paso
siguiente consiste en calcular ta magnitud de tales propiedades ·que harán de nuestras
piezas elemerltos mecánicos útiles.
5.1 CRITERIOS DE RESISTENCIA
Cuando se selecciona un acero para utilizarlo en un elemento mecánico
sometido a la acción de una carga que produce un estado de esfuerzos uniaxial,
simplemente determinamos la magnitud de estos esfuerzos uniaxiales, los comparamos
con los valores de la resistencia a la fluencia de diferentes aceros determinados por
ensayos de tensión y seleccionamos el acero con una resistencia mayor que el
esfuerzo calculado tomando en cuenta por supuesto los factores de seguridad
apropiados. Sin embargo, si el elemento analizado está sujeto a esfuerzo plano es
necesario recurrir a un método distinto ya ql!e en la mayoría de los casos, la dirección
del esfue~o máximo será oblicua a la dirección en la que son aplicadas las cargas. En
60
realidad debiera estudiarse un estado de esfuerzos triaxial. pero como veremos, los
cálculos se harán en la zona de máximo esfuerzo que habitualmente coincide con las
fibras extremas donde sólo es biaxial.
Para estos casos existen numerosos criterios de resistencia [16,31,32,33] que
relacionan el esfuerzo plano con el esfuerzo uniaxial. de manera que es posible utilizar
los datos proporcionados por el ensayo de tensión.
Tratándose de acero con cierto grado de ductilidad, podemos usar tanto el
criterio del esfuerzo cortante máximo como el criterio de la energía de distorsión
máxima [16,32,33]. Sin embargo, aunque el segundo conduce a soluciones más
económicas, emplearemos el primero porque su utilización es más simple ya que es
necesario emplear un menor número de procedimientos matemáticos. Estos dos
criterios se asemejan mucho a los resultados experimentales, aunque el segundo es
más exacto [32, 34].
El criterio del esfuerzo cortante máximo o criterio de Tresca dice que la
resistencia de un material en el caso de un estado de esfuerzos plano se considera
garantizada si el esfuerzo cortante máximo tmax no es superior al esfuerzo cortante
admisible Ssy (esfuerzo de fluencia en corte) establecido sobre la base de los ensayos
realizados para un estado de esfuerzo monoaxial es decir:
r,,,m::::; s.\'\" (5.1)
Ahora bien, sabemos que en un estado de esfuerzo plano, el esfuerzo cortante
máximo es igual a:
amax - a-,,,111 rmm: = 2 (5.2)
61
donde a,,rax y a,,1111
son los esfuerzos principales 1 en el plano. Además sabemos que en
un estado de esfuerzos uniaxial:
S, ~)q =
2 (5.3)
siendo S\ el esfuerzo normal admisible. Los esfuerzos cr,nax y a,nin de la ecuación (5.2)
son definidos por:
{JllllJX,111/JI = 2 ± a, +a, (a,-2ª·)~ ,
- + T~\ (5.4)
y en el caso de que uno de los esfuerzos normales sea cero, como lo es en las
aplicaciones que estudiaremos en el siguiente apartado resulta:
a --+
(J'IIIUX,111111 - 2 -
Sustituyendo (5.5) en (5.2) y el resultado en (5.1) junto con (5.3) obtenemos:
(5.5)
(5.6)
es decir, el esfuerzo cortante máximo Tmax debe ser menor o igual que la mitad del
esfuerzo normal admisible Sr del material
1 Dado un estado de esfuerzo plano en un punto Q, se puede hacer rotar un ángulo 9 de manera que habrá un momento en el que los esfuerzos normales son máximos en una dirección y mínimos a 90º de los primeros además de que el esfuerzo cortante es cero. A estos esfuerzos normales se les conoce como esfuerzos principales. Seer, F.P. y Johnston Jr., E.R., Mecánica de Materiales, McGraw-Hill, Bogotá, 1982.
62
l/eoldos u ID l/dJiáas al/J. ~m
, /JJrsitfn ,,, A tompr,~lfXI
r i 1 • k.L 7é
l A r=-y 1 1 1 1 1 1 1
1 1 1
i l 1111111111 lm 1 1 !7
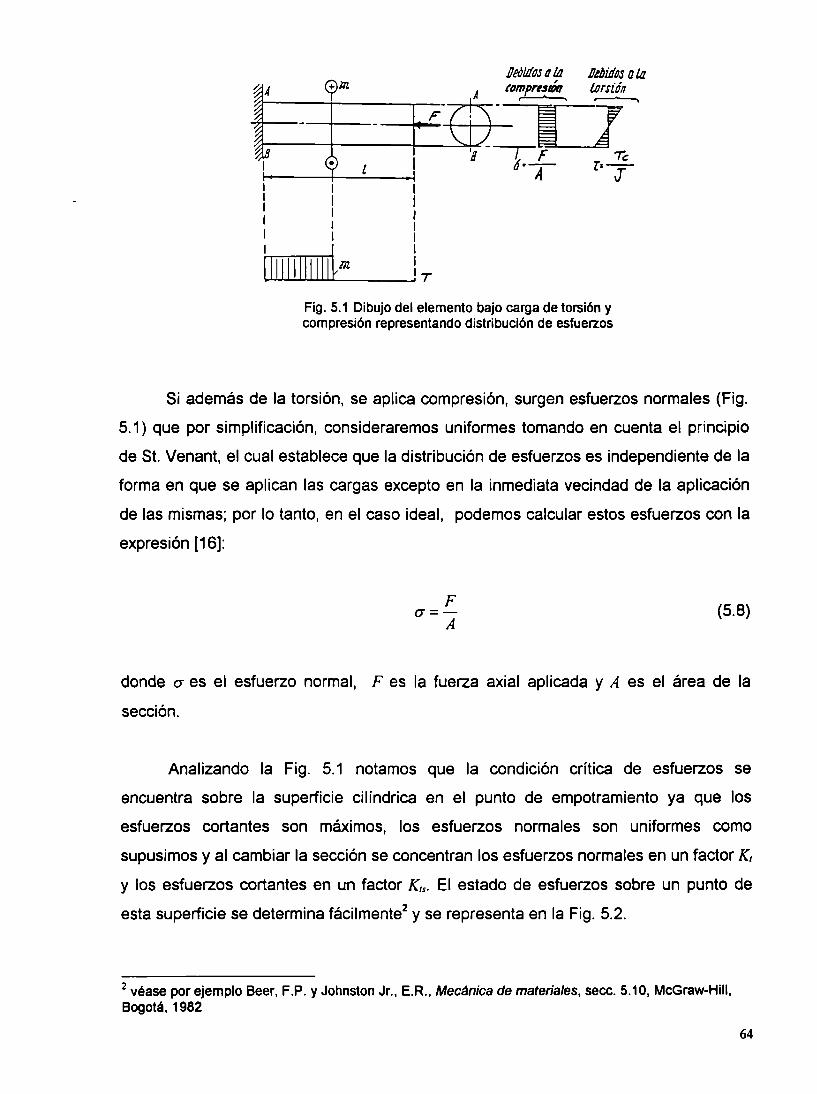
Fig. 5.1 Dibujo del elemento bajo carga de torsión y compresión representando distribución de esfuerzos
Si además de la torsión, se aplica compresión, surgen esfuerzos normales (Fig.
5.1) que por simplificación, consideraremos uniformes tomando en cuenta el principio
de St. Venant, el cual establece que la distribución de esfuerzos es independiente de la
forma en que se aplican las cargas excepto en la inmediata vecindad de la aplicación
de las mismas; por lo tanto, en el caso ideal, podemos calcular estos esfuerzos con la
expresión [16]:
F a=-
A (5.8)
donde a es el esfuerzo normal, Fes la fuerza axial aplicada y A es el área de la
sección.
Analizando la Fig. 5.1 notamos que la condición crítica de esfuerzos se
encuentra sobre la superficie cilíndrica en el punto de empotramiento ya que los
esfuerzos cortantes son máximos, los esfuerzos normales son uniformes como
supusimos y al cambiar la sección se concentran los esfuerzos normales en un factor K,
y los esfuerzos cortantes en un factor K,s, El estado de esfuerzos sobre un punto de
esta superficie se determina fácilmente2 y se representa en la Fig. 5.2.
2 véase por ejemplo Beer, F.P. y Johnston Jr., E.R., Mecánica de materiales, secc. 5.10, McGraw-Hill, Bogotá, 1982
64
--o F 6 = .,.-.-A
~
Tc. r·-:T Fig. 5.2 Estado de esfuerzos sobre un punto sobre
la superficie cilíndrica en torsión compresión
Debido a que se trata de un estado de esfuerzos plano debemos emplear el
criterio de resistencia de Tresca el cual nos ayudará a comparar este estado con un
estado de esfuerzos uniaxial como ya habíamos mencionado antes y así verificar que
el acero seleccionado sea adecuado. Sustituyendo (5.7) y (5.8) en (5.6) y despejando
5_1• tenemos:
(5.9)
Como este caso corresponde al taladrado, debemos sustituir en la ecuación
anterior F por Fa (4.49) con signo negativo por ser compresión y T por M,o, (4.53),
además de agregar los factores de concentración de esfuerzos K1 y Kts y de utilizar c!J
= 32 1rd1 por ser la sección de la broca aproximadamente la mitad de una
circunferencia de modo que se obtiene:
(5.10)
y haciendo dº = O para simplificar resulta:
(5.11)
La ecuación anterior define la resistencia de fluencia mínima requerida para
brocas de diámetro d sujetas a las condiciones de corte expuestas en el capítulo
65
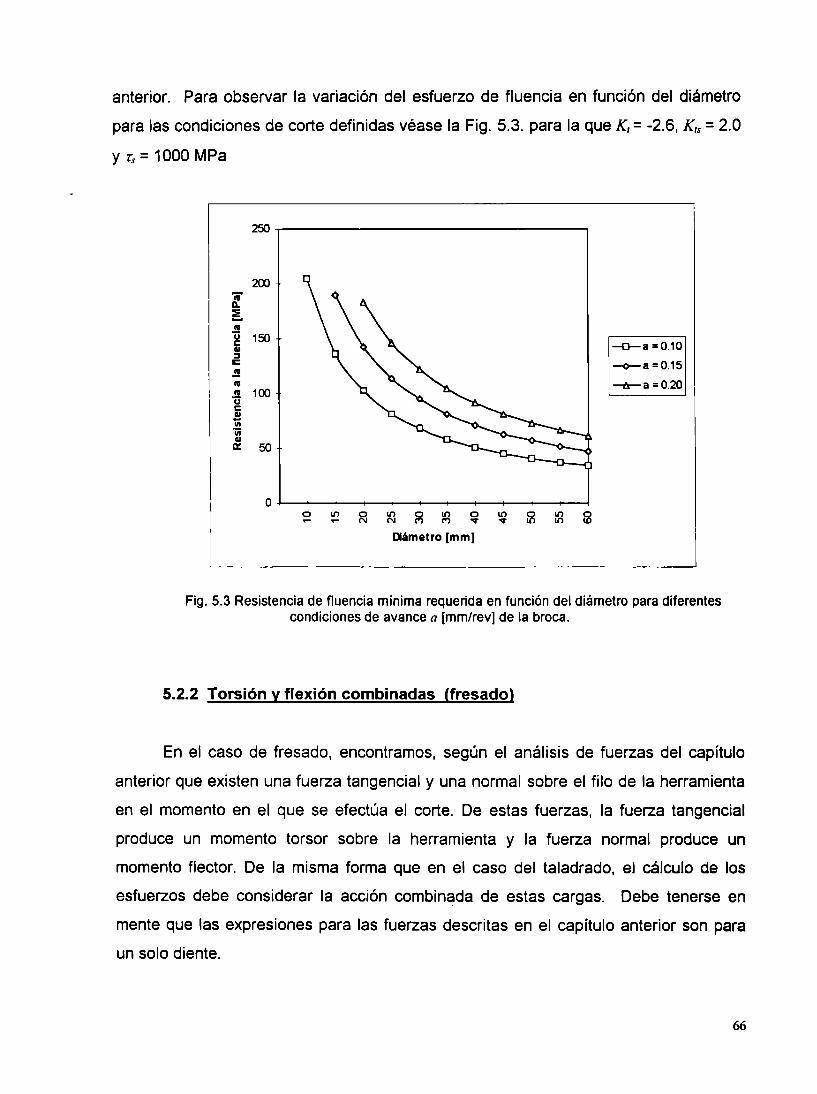
anterior. Para observar la variación del esfuerzo de fluencia en función del diámetro
para las condiciones de corte definidas véase la Fig. 5.3. para la que K, = -2.6, K,s = 2.0
y rs = 1000 MPa
200 'ii' Q.
~ -ftl u 150 e -o-a =0.10 CII :::, ~ -o-a=0.15 ..!! ftl ~a=0.20 ftl 100 u e .!! .,, vi CII a:: 50
Diámetro [mm]
Fig. 5.3 Resistencia de fluencia mínima requerida en función del diámetro para diferentes condiciones de avance a [mm/rev) de la broca.
5.2.2 Torsión y flexión combinadas (fresado)
En el caso de fresado, encontramos, según el análisis de fuerzas del capítulo
anterior que existen una fuerza tangencial y una normal sobre el filo de la herramienta
en el momento en el que se efectúa el corte. De estas fuerzas, la fuerza tangencial
produce un momento tersar sobre la herramienta y la fuerza normal produce un
momento flector. De la misma forma que en el caso del taladrado, el cálculo de los
esfuerzos debe considerar la acción combinada de estas cargas. Debe tenerse en
mente que las expresiones para las fuerzas descritas en el capítulo anterior son para
un solo diente.
66
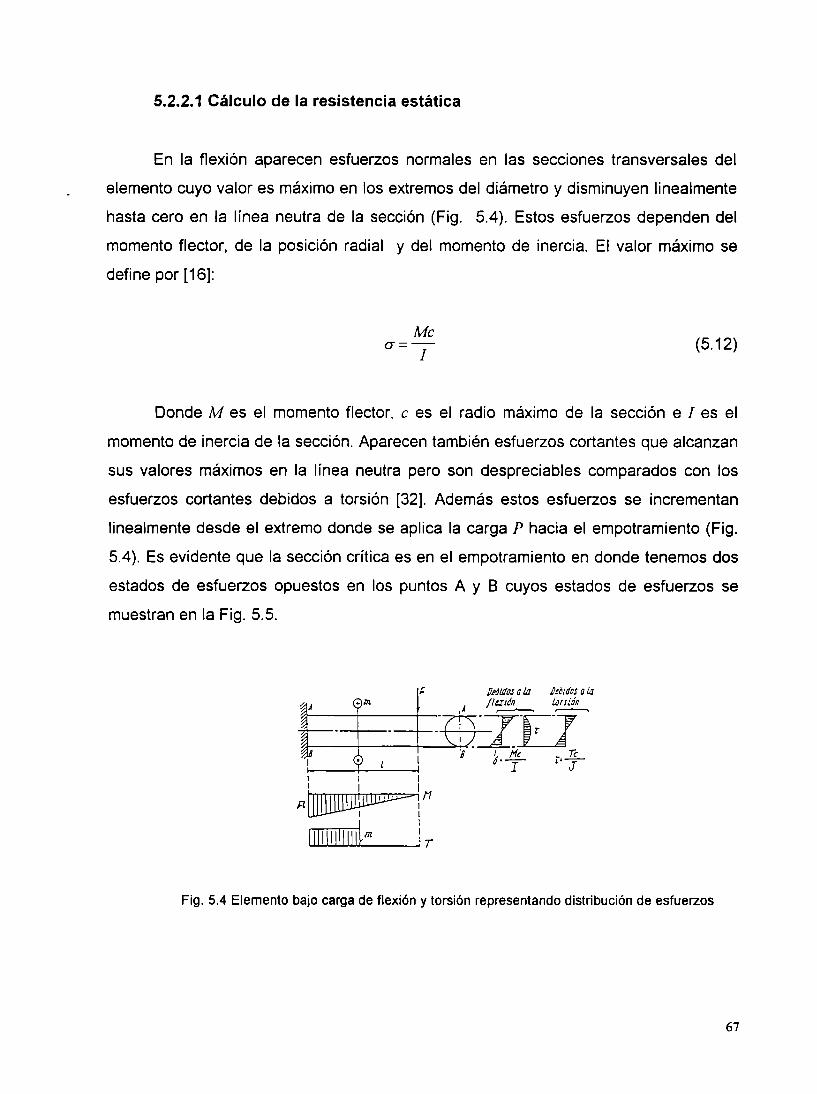
5.2.2.1 Cálculo de la resistencia estática
En la flexión aparecen esfuerzos normales en las secciones transversales del
elemento cuyo valor es máximo en los extremos del diámetro y disminuyen linealmente
hasta cero en la línea neutra de la sección (Fig. 5.4). Estos esfuerzos dependen del
momento flector, de la posición radial y del momento de inercia. El valor máximo se
define por [16]:
Me a=-
1 (5.12)
Donde M es el momento flector, e es el radio máximo de la sección e 1 es el
momento de inercia de la sección. Aparecen también esfuerzos cortantes que alcanzan
sus valores máximos en la línea neutra pero son despreciables comparados con los
esfuerzos cortantes debidos a torsión [32]. Además estos esfuerzos se incrementan
linealmente desde el extremo donde se aplica la carga P hacia el empotramiento (Fig.
5.4). Es evidente que la sección crítica es en el empotramiento en donde tenemos dos
estados de esfuerzos opuestos en los puntos A y B cuyos estados de esfuerzos se
muestran en la Fig. 5.5.
1 1 1 1 1 1
¡:¡~\11 1 1
11\llllllllllm lr
Fig. 5.4 Elemento bajo carga de flexión y torsión representando distribución de esfuerzos
67
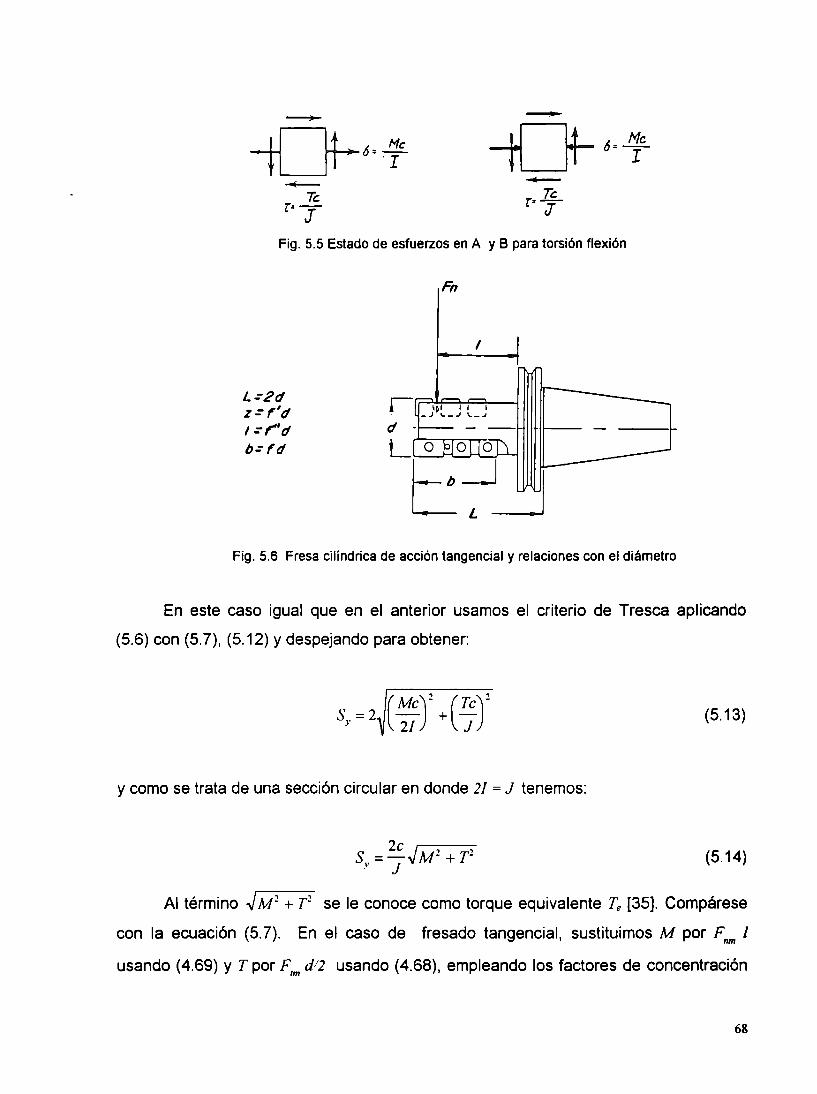
-......_..
Te r·-J
-
Fig. 5.5 Estado de esfuerzos en A y B para torsión flexión
L.:2d z.: f'd /.: f"' d b=fd
Fn
I
Fig. 5.6 Fresa cilíndrica de acción tangencial y relaciones con el diámetro
En este caso igual que en el anterior usamos el criterio de Tresca aplicando
(5.6) con (5.7), (5.12) y despejando para obtener:
y como se trata de una sección circular en donde 21 = J tenemos:
2c .J , , S =- M- + r.v J
(5.13)
(5.14)
Al término J M 2 + r 2 se le conoce como torque equivalente Te [35). Compárese
con la ecuación (5. 7). En el caso de fresado tangencial, sustituimos M por F,,m l
usando (4.69) y T por F,m dl2 usando (4.68), empleando los factores de concentración
68
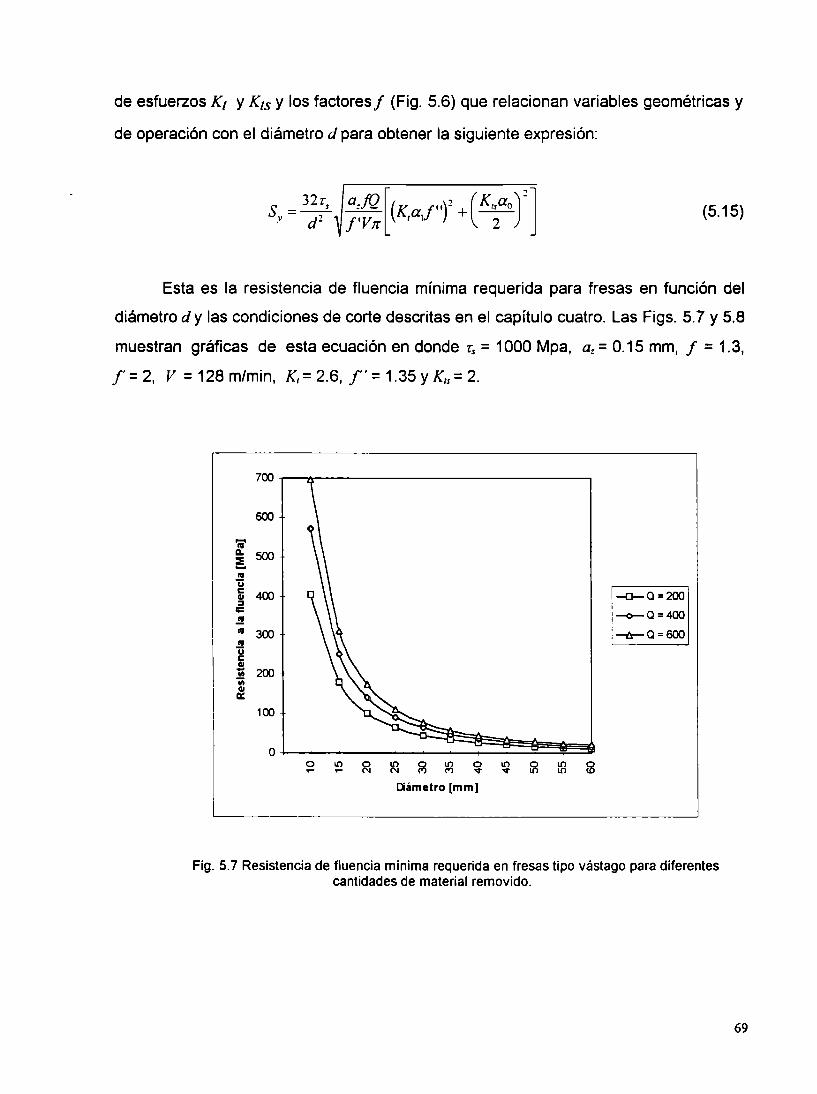
de esfuerzos K1 y K1s y los factores f (Fig. 5.6) que relacionan variables geométricas y
de operación con el diámetro d para obtener la siguiente expresión:
(5.15)
Esta es la resistencia de fluencia mínima requerida para fresas en función del
diámetro d y las condiciones de corte descritas en el capítulo cuatro. Las Figs. 5. 7 y 5.8
muestran gráficas de esta ecuación en donde 's = 1000 Mpa, az = 0.15 mm, f = 1.3,
j'=2, V =128m/min, K,=2.6, /"=1.35yK,s=2.
700
600
..... 1'111 CI. 500 :i: ....
1'111
u e
400 GI :::1 e: .!!
1'111 300 1'111
u e GI - 200 CII vi GI a:
100
o o .... ltl o ltl ~ ltl o .... N N (") si-
llámetro [mm]
ltl :¡;¡ ltl si- ltl 2
-o-a =200 1 ¡-o-a =400 1
: ----6- a = 600
Fig. 5. 7 Resistencia de fluencia mínima requerida en fresas tipo vástago para diferentes cantidades de material removido.
69
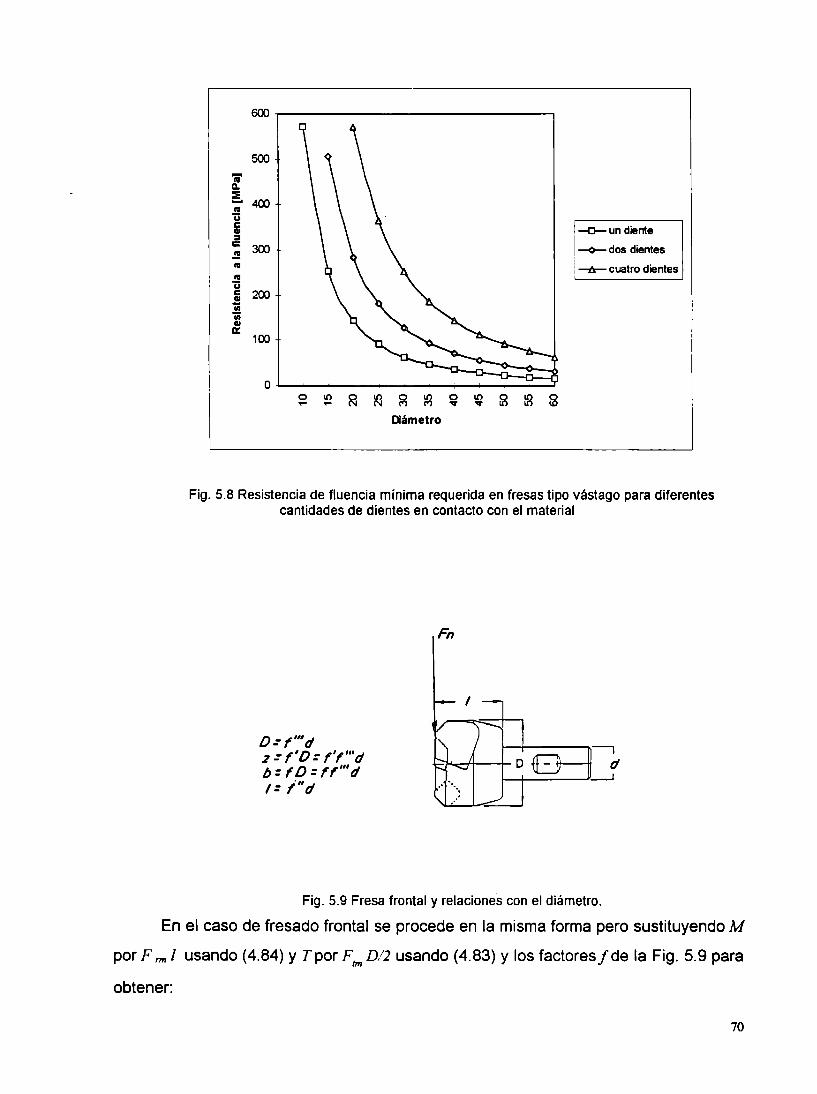
600
500
'ii' a. :e .... 400 .,, u e GI :::, e:
300 ..!! .,, ..!! u e 200 GI 1ii ¡¡¡ GI a:
100
o o ll'> ..... ..... ~ ll'> g ll'> o
N (") ..., Clámetro
ll'> ~ ..., ll'> g ll'>
-o- un diente
~ dos dientes
--tr- cuatro dientes
Fig. 5.8 Resistencia de fluencia mínima requerida en fresas tipo vástago para diferentes cantidades de dientes en contacto con el material
O: f 111 d z:f'O:f'f"'d t,:fD=ff"'d I = i" d
Fn
I
Fig. 5.9 Fresa frontal y relaciones con el diámetro.
En el caso de fresado frontal se procede en la misma forma pero sustituyendo M
por F"" l usando (4.84) y Tpor F tm D/2 usando (4.83) y los factores/ de la Fig. 5.9 para
obtener:
70
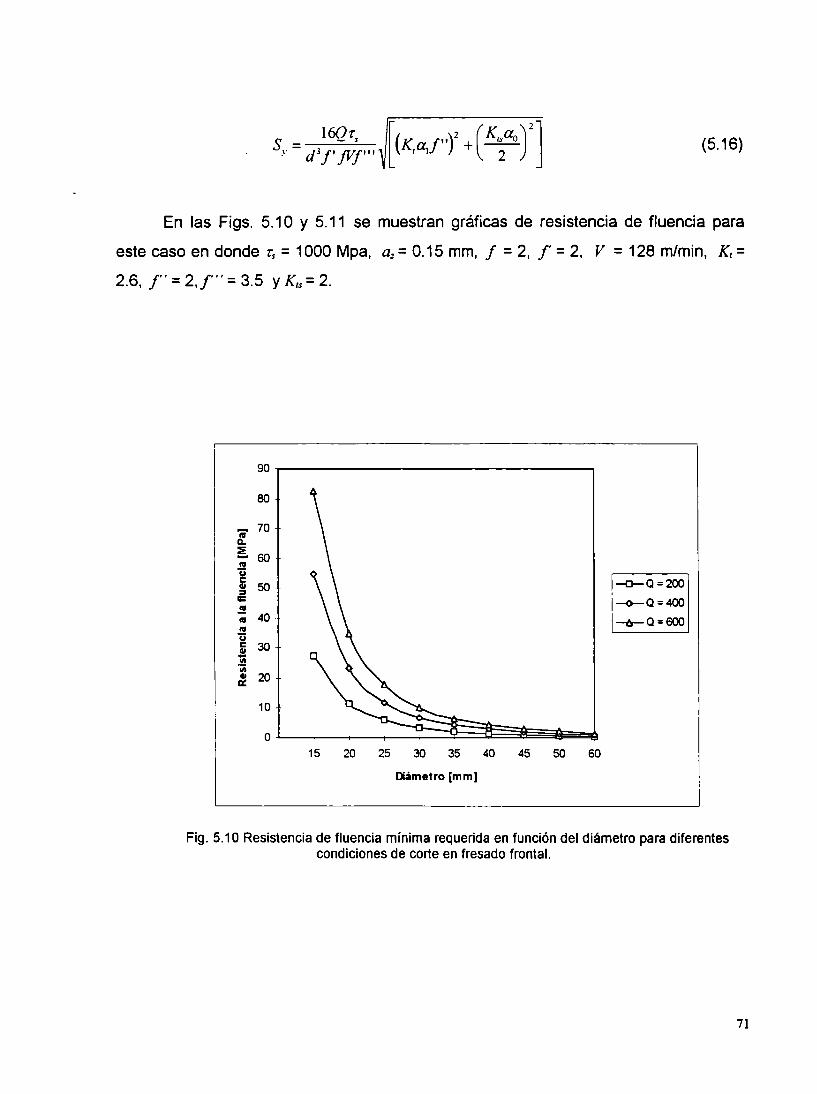
(5.16)
En las Figs. 5.1 O y 5.11 se muestran gráficas de resistencia de fluencia para
este caso en donde rs = 1000 Mpa, az = 0.15 mm, f = 2, f = 2, V = 128 m/min, K, = 2.6, f" = 2,f" = 3.5 y K,s = 2.
90
80
'ii' 70 a.. ::i!:
60 -..!! u e GI 50 :::1
-o-a =200
= ..!!
40 1'11 1'11
--<>-- a = 400
~0=600 u e 30 GI vi ui GI 20 a:
10
o 15 20 25 30 35 40 45 50 60
Diámetro [mm]
Fig. 5.1 O Resistencia de fluencia mínima requerida en función del diámetro para diferentes condiciones de corte en fresado frontal.
71
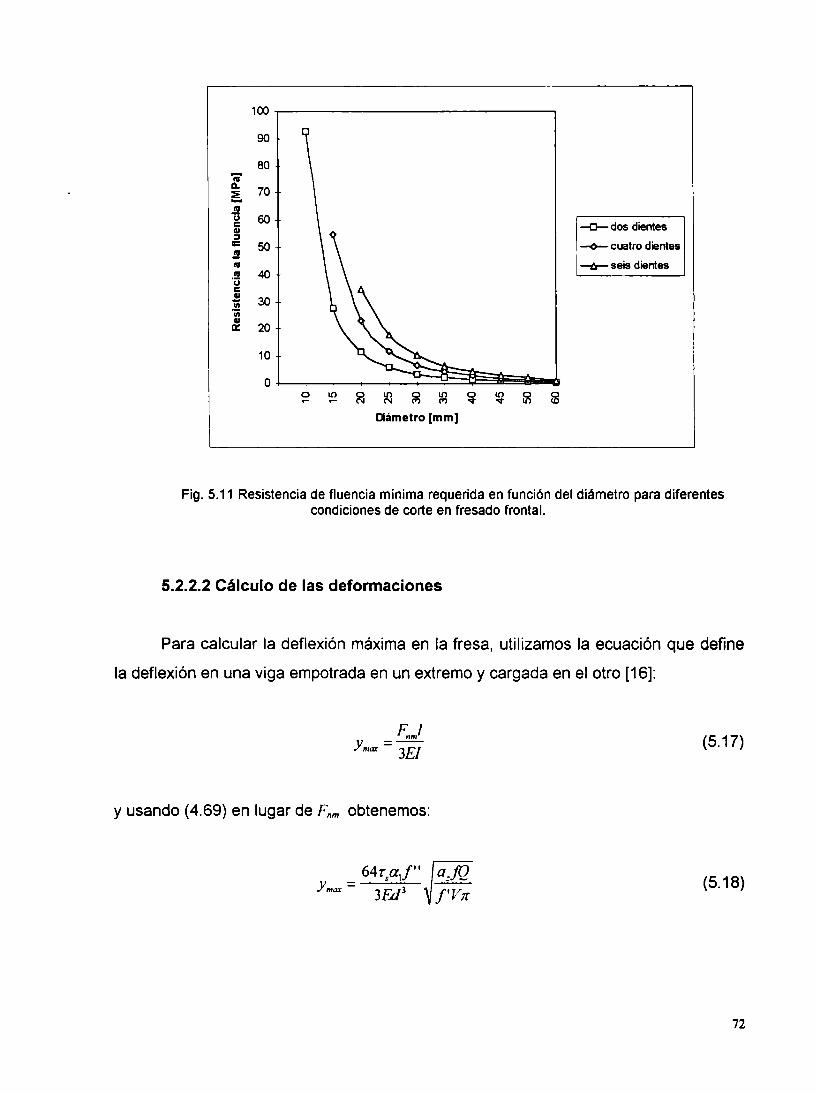
100
90
80 .... "' Q.
70 :E ..... "' u 60 e GI ::::, i;:: 50 .!!!
"' "' 40 'ü e .!! 30 1/1 cii GI a: 20
10
o o ... 1() ~ [':l g 1() ... (t')
llámetro [mm]
o 1() ~ ..,. ..,. g
1
--o- dos dientes
-<>-- cuatro dientes
-tr- seis dientes
Fig. 5.11 Resistencia de fluencia mínima requerida en función del diámetro para diferentes condiciones de corte en fresado frontal.
5.2.2.2 Cálculo de las deformaciones
Para calcular la deflexión máxima en la fresa, utilizamos la ecuación que define
la deflexión en una viga empotrada en un extremo y cargada en el otro [16]:
(5.17)
y usando (4.69) en lugar de Fnm obtenemos:
64r,a,f" ~ a)Q Ymax = 3Ed3 f'V¡r (5.18)
72
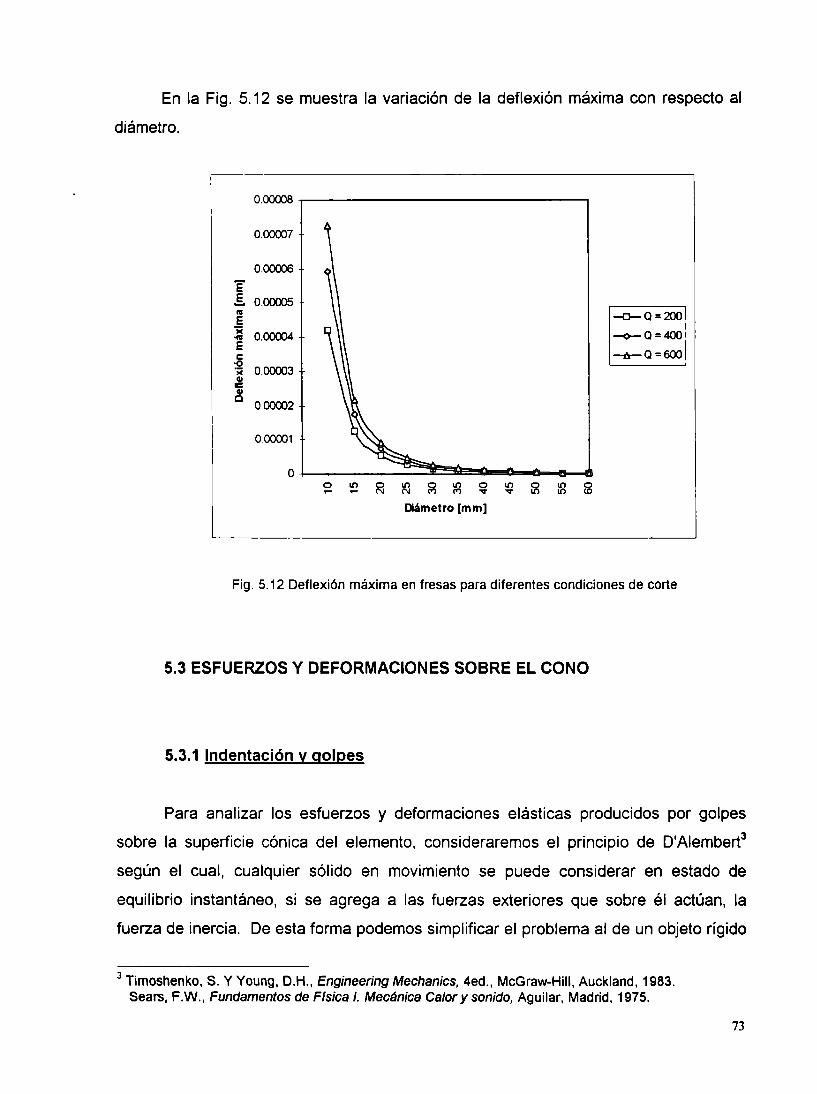
En la Fig. 5.12 se muestra la variación de la deflexión máxima con respecto al
diámetro.
E .§.
"' E ;;¡ ... E e -o ·;¡ GI = e!
0.00008
0.00007
0.00006
0.00005
0.00004
0.00003
0.00002
0.00001
o ~ ~ ~ ~ g ~ ~ ~ ~ ~ g
Diámetro (mm)
~Q=200
-o-a =400
-(y-Q =600
Fig. 5.12 Deflexión máxima en fresas para diferentes condiciones de corte
5.3 ESFUERZOS Y DEFORMACIONES SOBRE EL CONO
5.3.1 lndentación y golpes
Para analizar los esfuerzos y deformaciones elásticas producidos por golpes
sobre la superficie cónica del elemento, consideraremos el principio de D'Alembert3
según el cual, cualquier sólido en movimiento se puede considerar en estado de
equilibrio instantáneo, si se agrega a las fuerzas exteriores que sobre él actúan, la
fuerza de inercia. De esta forma podemos simplificar el problema al de un objeto rígido
3 Timoshenko, S. Y Young, D.H., Engineering Mechanics, 4ed., McGraw-Hill, Auckland, 1983. Sears, F.W., Fundamentos de Ffsica l. Mecánica Calor y sonido, Aguilar, Madrid, 1975.
73

presionado sobre la superficie del elemento tal y como ocurre durante un ensayo de
dureza pero con la diferencia de que en este caso lo que nos interesa es que la
indentación no ocurra, es decir, se estudiará en que momento comienza la indentación
para poder evitarla.
Basaremos nuestro análisis en la teoría de Hertz para esfuerzos de contacto de
esfera sobre superficie plana (36] y a las investigaciones de Shaw y DeSalvo (37,38,39]
sobre el comportamiento de los materiales al ser indentados. Se considera que el
proceso mediante el cual se lleva a cabo la indentación es el siguiente: Inicialmente la
carga aplicada es soportada elásticamente independientemente de su magnitud. El
volumen desplazado por el indentador debe ser igual al decremento total en volumen
del cuerpo elástico debido a los esfuerzos elásticos compresivos desarrollados. Ya que
el criterio de resistencia de Tresca será excedido por los esfuerzos elásticos en la
vecindad de la superficie, el material fluirá plásticamente hasta que los esfuerzos
desarrollados causen que el criterio de resistencia sea satisfecho.
Se asume que el flujo plástico se lleva a cabo sin incrementar la carga externa
ya que de otra forma, el campo de esfuerzos en la zona plástica no sería el
representado por la frontera plástica-elástica (Fig. 5.14 ).
5.3.1.1 Cálculo de la resistencia de la capa superficial
Como se mencionó, la zona plástica fluirá al excederse el criterio de Tresca.
Shaw y DeSalvo demostraron que este criterio es excedido cuando:
p -= 2.82 sy (5.19)
donde p [N/mm2] es la presión media sobre la proyección horizontal del indentador y Sy
(N/mm2] es el esfuerzo de fluencia uniaxial. Despejando tenemos:
74
p S=
y 2.82 (5.20)
Además sabemos de la teoría de Hertz que la distribución de carga en el área de
contacto entre esfera y superficie plana es hemisférica (Fig. 5.14) y que la razón de la
presión media p a la presión máxima P max es 2/3 es decir
(5.21)
y la presión máxima vale [35]:
3P p =--~
mar 21111- (5.22)
donde P [N] es la carga aplicada (Fig. 5.14) y a [mm] es el radio de la superficie de
contacto cuyo valor ha sido determinado por numerosos autores [35,40,41] el cual es:
a= 3 3(1- v1 )PR
2E
Sustituyendo sucesivamente (5.21 ), (5.22) y (5.23) obtenemos:
para v = 0.3 (acero) tenemos:
(5.23)
(5.24)
75
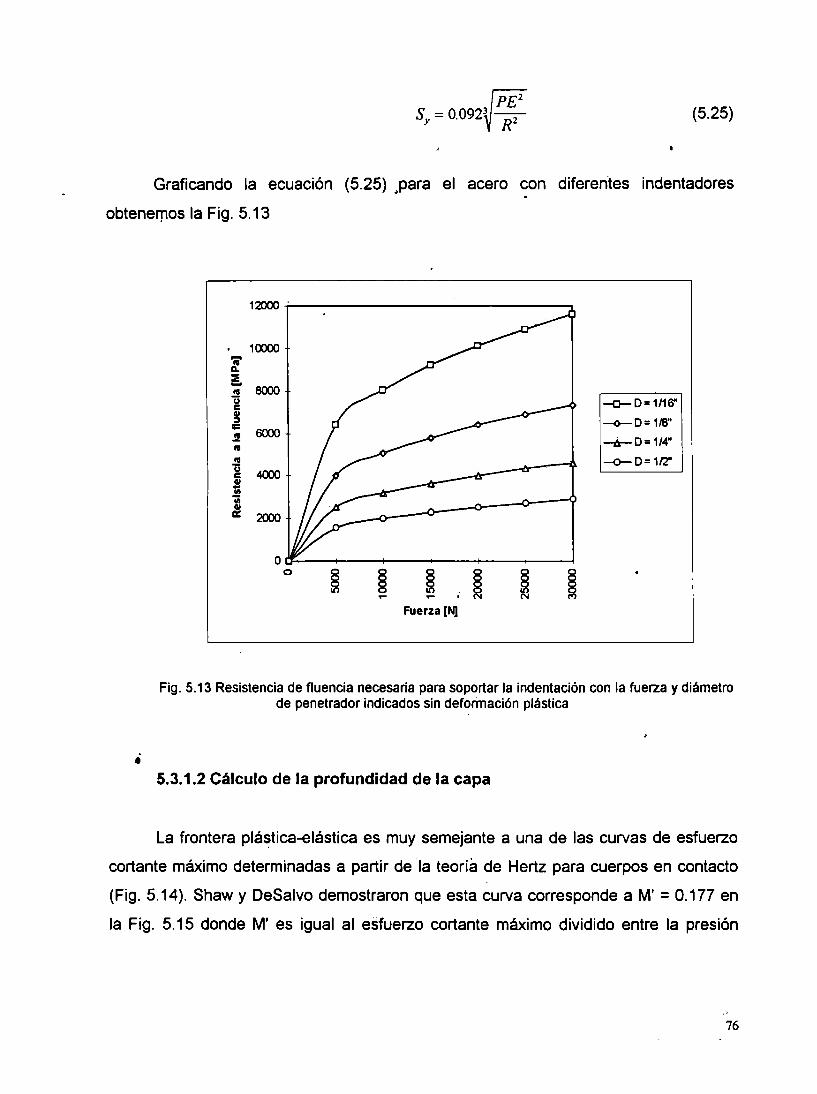
(5.25)
Graficando la ecuación (5.25) ,para el acero con diferen.tes indentadores
obtenernos la Fig. 5.13
•
10000 'i' a. !. .. 8000 u -o- D = 1/16" e GI :::, --<>-- D = 118" ir: .J!! 6000
--6-D= 1/4" .. .. --<>-- D = 1 fZ' u 4000 e
GI -111 ui GI a: 2000
o
Fuerza [NJ
Fig. 5.13 Resistencia de fluencia necesaria para soportar la indentación con la fuerza y diámetro de penetrador indicados sin deformación plástica
5.3.1.2 Cálculo de la profundidad de la capa
La frontera plá~tica-elástica es muy semejante a una de las curvas de esfuerzo
cortante máximo determinadas a partir de la teoría de Hertz para cuerpos en contacto
(Fig. 5.14). Shaw y DeSalvo demostraron que esta curva corresponde a M' = 0.177 en
la Fig. 5.15 donde M' es igual al esfuerzo cortante máximo dividido entre la presión
76
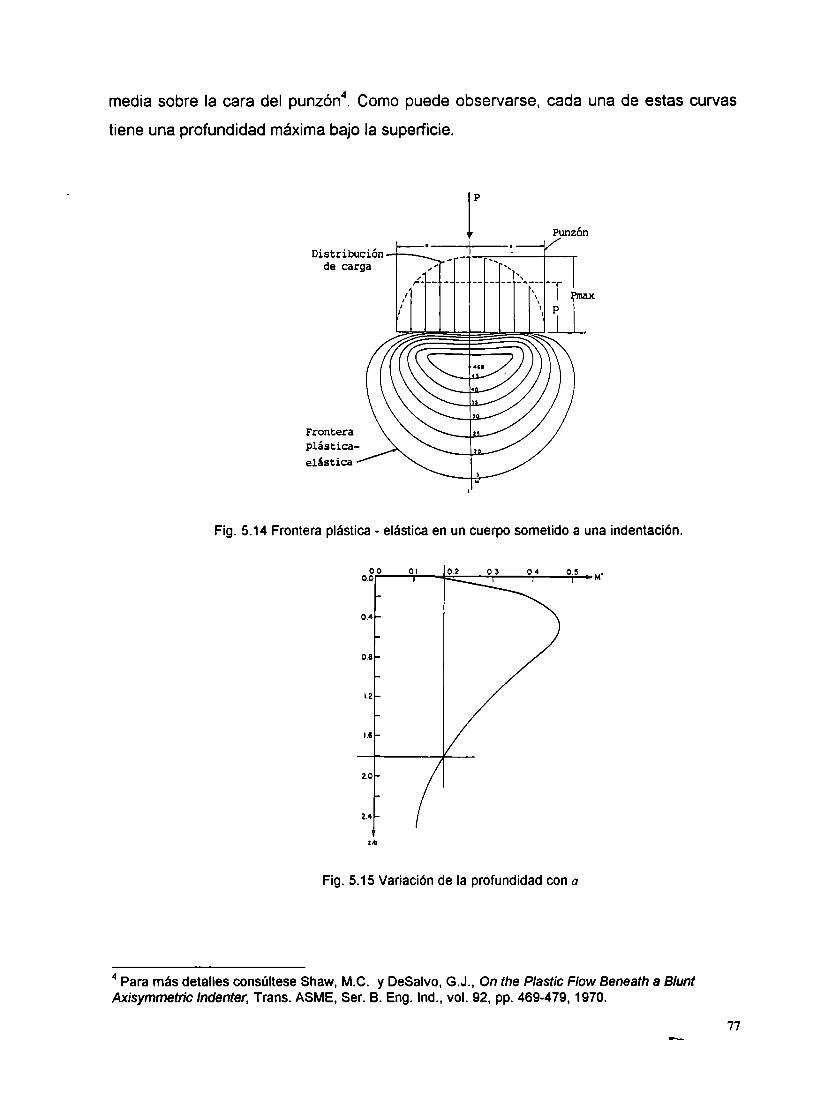
media sobre la cara del punzón4. Como puede observarse, cada una de estas curvas
tiene una profundidad máxima bajo la superficie.
Distribución -r-de carga
Frontera plásticaelástica
r Punzón ---1---,__.J
--
Fig. 5.14 Frontera plástica - elástica en un cuerpo sometido a una indentación.
1.2
1.6
2.0
2.4
Fig. 5.15 Variación de la profundidad con a
4 Para más detalles consúltese Shaw, M.C. y DeSalvo, G.J., On the Plastic Flow Beneath a Blunt Axisymmetric lndenter, Trans. ASME, Ser. B. Eng. lnd., vol. 92, pp. 469-479, 1970.
77
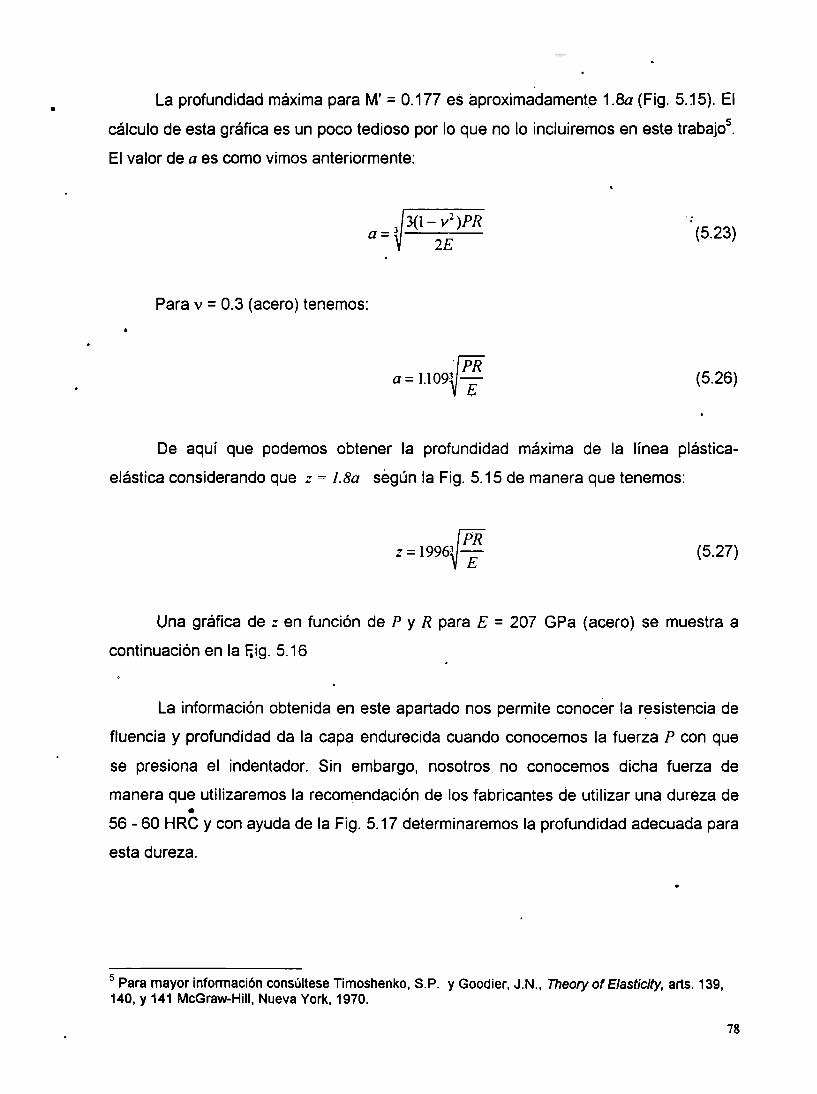
• La profundidad máxima para M' = 0.177 es aproximadament_e 1.8a (Fig. 5.15). El
cálculo de esta gráfica es un poco tedioso por lo que no lo incluiremos en este trabajo5.
El valor de a es como vimos anteriormente:
3(1- v2 )PR a=l ___ _ 2E
(5.23)
Para v = 0.3 (acero) tenemos:
a= 1109 . (5.26)
De aquí que podemos obtener la profundidad máxima de la línea plástica
elástica considerando que z = J.8a según la Fig. 5.15 de manera que tenemos:
,{PR z= t996'VT (5.27)
Una gráfica de zen función de P y R para E = 207 GPa (acero) se muestra a
continuación en la F.ig. 5. 16
La información obtenida en este apartado nos permite conocer la resistencia de
fluencia y profundidad da la capa endurecida cuando conocemos la fuerza P con que
se presiona el indentador. Sin embargo, nosotros no conocemos dicha fuerza de
manera que utilizaremos la recomendación de los fabricantes de utilizar una dureza de •
56 - 60 HRC y con ayuda de la Fig. 5.17 determinaremos la profundidad adecuada para
esta dureza.
5 Para mayor información consúltese Timoshenko, S.P. y Goodier, J.N., Theory of Elasticity, arts. 139, 140, y 141 McGraw-Hill, Nueva York, 1970.
78
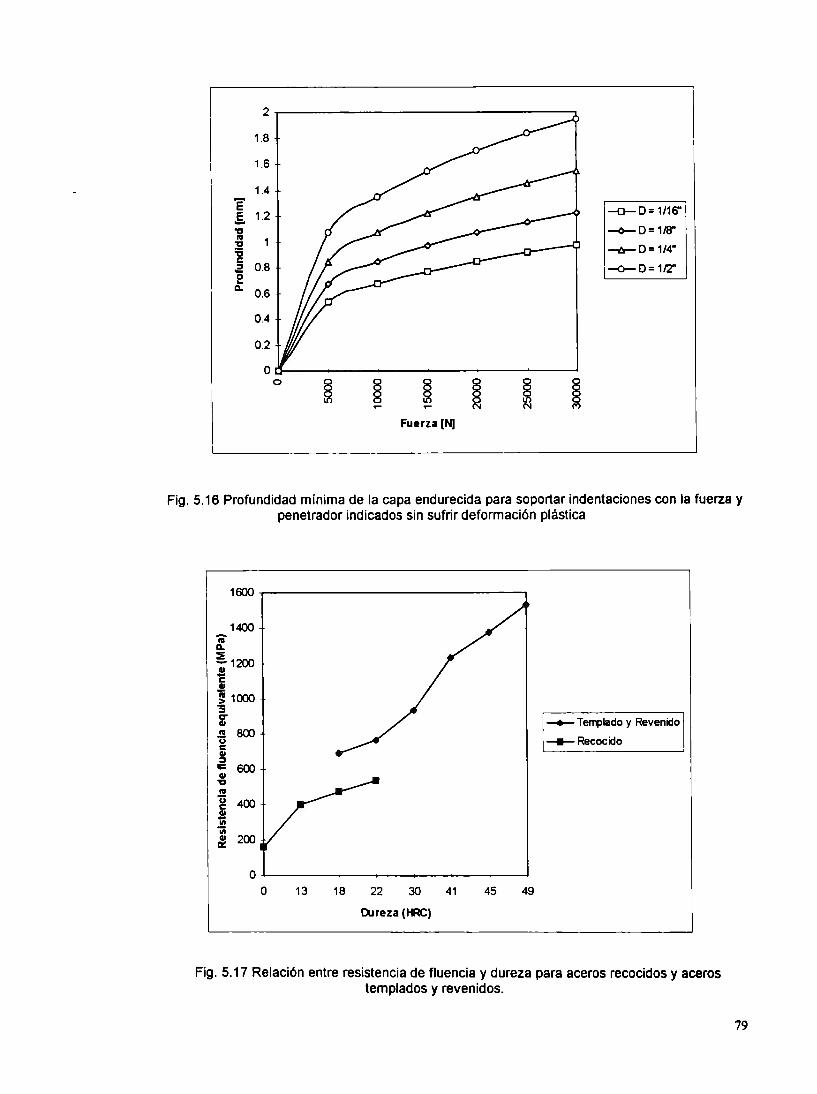
2
1.8
1.6
1.4 e -o-O= 1/16'' E 1.2 .... ,, --<>--- O = 1 /8" "' ,,
-6-0=1/4" i:i e o.e a -o- O = 1 /2" 2 c. 0.6
0.4
0.2
o
Fuerza [N]
Fig. 5.16 Profundidad mínima de la capa endurecida para soportar indentaciones con la fuerza y penetrador indicados sin sufrir deformación plástica
1600
1400 'ii c. !.1200 cu -e cu } 1000 · :i i -+-Templado y Revenido
"' 800 ü e -Recocido cu :::, e cu 600 ,, 1'11 ü 400 e .! 111 ';; cu 200 a:
o o 13 18 22 30 41 45 49
~reza (HRC)
Fig. 5.17 Relación entre resistencia de fluencia y dureza para aceros recocidos y aceros templados y revenidos.
79
•
6. TIPOS DE ACEROS .
•
6.1 ACEROS AL CARBONO
El acero· [27,42] es considerado como acero al carbono cuando no se
especifican contenidos mínimos de aluminio, cromo, cobalto, niobio, molibdeno, niquel,
titanio, tungsteno, vanadio o circonio, o cualquier otro elemento agregado para obtener
un efecto aleante deseado; cuando el mínimo especi(icado para cobre no excede a • •
0.40%; o cuando el contenido máximo especificado para cualquiera de los siguientes
elementos no excede a los. respectivos porcentajes: manganeso, 1.65%; silicio, 0.60%;
cobre, 0.60%.
En todos los aceros al carbono, pequeñas cantidadE;3s de ciertos elementos
residuales, tales como cobre, níquel, molibdeno, cromo, etc., son inevitablemente
retenidos en la materia prima. Estos elementos son considerados incidentales. Sin
embargo, si cualquiera de estos elementos se considera en detrimento del acero para
aplicaciones especiales, el · contenido máximo aceptable de estos elementos
incidentales debe ser especificado.
En la mayoría de los casos son económicos, tienen rangos de resistencia a la
tensión de 415 a 1380 MPa (60 a 200 ksi).
80
· 6.2 ACEROS ALEADOS •
El acero es considerado como aleado cuando el máximo del rango dado para el
contenido de los elementos aleantes excede uno o más de los siguientes 'límites:
manganeso, 1.65%; silicio, 0.60%; cobre, 0.60%; o cuando se especifica un rango
definido o una cantidad mínima definida de cualquiera de los siguientes elementos:
aluminio o cromo hasta 3.99%; cobalto, niobio, molibdeno, níquel, titanio, tungsteno,
vanadio, circonio o cualquier otro elemento agregado para obtener un efecto aleante
deseado.
Son más caros que los aceros al carbono,· aunque no demasiado, su r~ngo ~e
resistencia a la tensión oscila entre 620 a 1930 MPa (90 y 280 ksi).
Los principales objetivos que se persiguen al adicionar" elementos aleantes en
los aceros de construcción comunes son:
• Desarrollar propiedades mecánicas máximas y/u óptimas con mínima
distorsión y agrietamiento después de efectuado el tratamiento térmico.
• Desarrollar cualidades especiales tales como resistencia al revenido, •
tenacidad incrementada, baja sensibilidad a la muesca, o mejor
maquinabilidad en condiciones de templado y revenido, que la poseída por ur,
acero al carbono de equivalente contenido de carbono tratado térmicamente
en forma similar.
Los aceros aleados generalmente no se especifican sin un apropiado . . tratamiento térmico. Algunas propiedades especiales, las cuales son influenciadas por
ciertos elementos aleantes son: retardación de la transformación, temperatura de
transformación más baja, resistencia al flujo a elevadas temperaturas, retención de
tenacidad a temperaturas bajo cero, resistencia al ~es_gaste, y efectos sobre dureza y
maquinabilidad. Otras propiedades especialmente las relacionadas con la resistencia
81
a la corrosión, pueden ser obtenidas con la adecuada selección de los elementos
aleantes.
La templabilidad o respuesta al tratamiento térmico, es probablemente el criterio
más importante para la selección de un acero. La templabilidad es la propiedad de los
aceros que determina la profundidad y distribución de la dureza inducida por
enfriamiento desde temperaturas superiores a las de transformación. Para los aceros
aleados, la templabilidad se determina usualmente por el ensayo frontal de Jominy
descrito en SAE J406 y en ASTM A255. Los resultados de esta prueba son curvas de
templabilidad, las cuales, nos ayudan a comparar la templabilidad de aceros de
diferentes composiciones y permite la determinación de variaciones entre diferentes
regímenes de calentamiento para una misma composición de acero o variaciones entre
aceros de diferentes composiciones para el mismo régimen de calentamiento. En otras
palabras, el ensayo frontal de Jominy es un medio para la recopilación de todas las
características que determinan la profundidad y distribución de dureza en un material
particular. Con un posterior revenido de la barra ensayada, se puede predecir la dureza
final del producto producido por temple y revenido.
La templabilidad no debe ser confundida con la dureza en si misma o con
máxima dureza. La máxima dureza posible de obtener con cualquier acero que ha sido
templado con rapidez de enfriamiento hipercrítica depende sólo del contenido de
carbono. Es decir, la máxima dureza obtenida en la superficie en aceros endurecidos
es gobernada únicamente por el contenido de carbono en la superficie. Se ha
establecido que bajo condiciones de calentamiento libre de escamas, completa
solución de constituyentes en exceso, ya sean ferrita o carburos, y enfriando con la
rapidez crítica, la dureza máxima de la superficie se alcanza con aproximadamente
0.80% carbono; incrementos en el contenido de carbono por encima de ese valor, en la
rapidez de enfriamiento, o en el contenido de aleante, no incrementarán más la dureza.
Los aceros que presentan descarburización, cascarillas, sobrecalentamiento del
material, o superficies que han sido enfriadas con una rapidez menor que la crítica de
temple, podrían no alcanzar la dureza esperada. Las propiedades mecánicas tales
82
como límite de fluencia, resistencia a la fatiga, y ténacidad, están relacionadas con la
forma. en la que fue hecho el enfriamiento. Debe tenerse en mente que para materiales
con menor contenido de carbono o para secciones que rebasen ciertos límites, (SAE
J406) la rapidez mínima de enfriamiento necesaria para producir la máxima dureza
su'perficial puede ser mayor que aquella obtenida por enfriamiento en aceite y en ese
caso debe aplicarse un enfriamiento más severo para obte'ner los resultados
esperados.
El término endurecimiento implica que la dureza del material se ha
incrementado por un tratamiento adecuado, el cual . usualmente involucra el
calentamiento a . una temperatura de au.stenitización ·adecuada seguido por un
enfriamiento con rapidez hipercrítica la cual depende del contenido de aleantes. Si el
enfriamiento es completo, la estructura resultante es martensita. Como se indico
previamente su dureza depende del contenido de carbono en el acero. Si las
condiciones del temple se controlan (;je modo que se produzca un mínimo de 90% de
martensita, y luego se aplica un revenido apropiado, puede esperarse que las
propiedades mecánicas obtenidas en la superficie endurecida y en la sección
transversal sean medidas representativas de las propiedades mecánicas del material
comercialmente disponit;>le. Si la rapidez de enfriamiento es tal que solo produce un
pequeño porcentaje de martensita ( y un correspondiente mayor porcentaje de otros
productos de transformación) se puede esperar una correspondiente reducción en las
propiedades mecánicas. Como corolario a esto· podemos decir que los aceros que
tienen curvas de templabilidad semejantes pueden obtener aproximadamente las
mismas propiedades mecánicas después de temple y revenido, y como consecuencia
de esto, aceros con diferentes composiciC?nes químicas pueden usarse
satisfactoriamente para la misma aplicación.
Propiedades tales como profundidad· de endurecimiento, grado de
endurecimiento por trabajado en frío, maquinabilidad, y algunas· otras características ' .
dependen de la composición química, del tratamiento térmico o de ambos. La elección . . del acero para una aplicación dada, se determina primero por consideraciones técnicas
.. 83
y económicas y después por consideraciones de otro tipo. Los aceros aleados
comúnmente usados pueden dividirse en dos grados:
• Los de bajo carbono o aceros para cementación.
• Los de alto carbono o aceros templables.
6.2.1 Aceros aleados grado cementación
6.2.1.1 Propiedades de la superficie
Las propiedades de las capas cementadas o templadas dependen del contenido
de carbono y elementos aleantes, de la profundidad de la capa, de la estructura de la
capa, y del grado y distribución de esfuerzos residuales. El contenido de carbono de la
capa depende de los parámetros del proceso de cementado, y la respuesta del hierro
y otros elementos aleantes a la carburización. El contenido de carbono original en el
acero, tiene poco o ningún efecto sobre el contenido de carbono producido en la capa
superficial. La templabilidad de la capa, depende por lo tanto del contenido de aleantes
en el acero y del contenido final de carbono producido por cementación pero no del
contenido de carbono inicial del acero.
El efecto de los aleantes sobre la templabilidad de la capa superficial será
generalmente el mismo que para el núcleo. Una excepción es el boro el cual
incrementa significativamente la templabilidad del núcleo de bajo carbono pero tiene
poca influencia sobre la templabilidad de capas de alto carbono. También es cierto que
algunos elementos, los cuales elevan la templabilidad del núcleo tienden a producir
más austenita retenida y consecuentemente menor dureza en la capa.
Los aceros aleados son frecuentemente usados para endurecimiento superficial
porque la dureza superficial requerida puede ser obtenida con rapideces moderadas
84
de enfriamiento .que además son más seguras. Se puede usar aceite como medio de
temple y· así se disminuye el riesgo de distorsión en comparación del que existe
empleando agua. Se recomienda seleccionar un acero que alcance una dureza
SUP.erficial de al menos 58 HRC1 después de cementado y enfriado en aceite. Cuando
las secciones son mayores, se requerirá un acero aleado de mayor templabilidad,
mientras que para secciones medianas y pequeñas, un acero de baja templabilidad
puede ser suficiente.
· En general los aceros aleados para endurecimiento superficial, son divididos ·en
tres categorías dependiendo de la templabilidad de la capa cementada. Las tres
categorías son:
• Baja templabilidad: aceros de las series 4000, 5000, 5100, 6100, y 8100 • • Templabilidad media: aceros de las series 4300, 4400, 4500, 4600, 4700,
8600, 8800, y 94800
• Alta templabilidaá: aceros de las series 4800, 9300
Los aceros con alta templabilidad en la capa, generalmente tienen alta . templabilidad- del núcleo aunque la templabilidad del núcleo depende tanto del
contenido inicial de carbono como de los elementos aleantes. Estos aceros son
usados particularmente para cementar partes de secciones gruesas y permiten obtener
buenas propiedades en la capa por enfriamiento en aceite. Estos aceros tienen
sustanciales cantidades de f!Ustenita retenida en la capa después del cementado y
templado. La cantidad de austenita retenida . puede ser mantenida dentro de ·límites
razonables controlando el contenido de carbono de la capa para producir una capa
casi eutectoide. Los aceros de baja templabilidad son usados en partes pequeñas que
no están expuestos a solicitaciones severas.
Los aceros con templabilidad media obtienen dureza superficial satisfactoria
utilizando templado en aceite.
1 Las siglas HRC se tJsan para designar el número de dureza Rockwell e como una abreviación del inglés Hardness Rockwell C
85
6.2.1.2 Propiedades del núcleo
Las propiedades del núcleo de los aceros endurecidos superficialmente
dependen del contenido inicial de carbono, del contenido de aleantes y de la severidad
de enfriamiento. Muchos de los aceros de endurecimiento superficial de uso común se
producen con dos o más contenidos de carbono diferentes, de tal manera que se
puede elegir la dureza del núcleo. La dureza deseada para el núcleo depende del
diseño y función de la parte. En general, cuando existen altas cargas compresivas, una
dureza del núcleo relativamente alta es benéfica como soporte de la capa superficial,
mientras que si es esencial una tenacidad mayor de lo normal se prefieren bajas
durezas del núcleo.
Los aceros endurecibles superficialmente pueden ser divididos en tres
categorías con respecto a la templabilidad del núcleo. Debido al hecho de que las
bandas H no han sido establecidas para todos los aceros, no se puede establecer un
índice de comparación exacto de la templabilidad de todos los aceros de un grupo
determinado. Las diferentes categorías incluyen los siguientes aceros:
• Baja templabilidad del núcleo: 4012, 4023, 4024, 4027, 4028, 4118, 4419,
4422, 4615, 4617, 4626, 5015, 5115, 5120, 6118, y 8615.
• Media templabilidad del núcleo: 4032, 4427, 4620, 4621, 4720, 4815, 8617,
8620, 8622, y 8720.
• Alta templabilidad del núcleo: 4320, 4718, 4817, 4820, 8625, 8627, 8822,
9310, 94815, y 91817.
Los aceros 94815, y 91817 han sido clasificados como aceros de alta
templabilidad en el núcleo debido al marcado efecto del boro en la templabilidad de los
aceros de bajo carbono.
86
6.2.1.3 Tratamiento térmico
Con pocas excepciones, los aceros aleados para cementación, se producen con
grano fino, y por lo tanto la mayoría de ellos son adecuados para templarse
directamente de la temperatura· de cementación (925 ºC) o desde una temperatura
reducida de 815 - 870 ºC. Si el ºcementado se realiza a temperaturas superiores a
925ºC y las partes son templadas directamente deben realizarse estudios cuidadosos
para determinar si los productos así tratados son adecuados o no a las necesidades de
un caso específico. Otros tratamientos térmicos que involucran temple sencillo o doble
se aplican también a algunos de estos aceros. Un resumen de la información relativa a . . .
los aceros para cementación se presenta en forma ordenada en la Tabla 6.1. Los
aceros marcados con asterisco son aceros que se encuentran en el límite entre los
aceros de dos grupos de templabilidad del núcleo y puedan ser considerados en el
grupo siguiente. Los aceros marcados con rombo también son casos límite pero en
este caso se refieren a la templabilidad de la capa cementada.
6.2.2 Aceros aleados de temple directo
Estos aceros pu~den ser clasificados en cinco grupos sobre la base del
contenido medio de carbono. En general, las ultimas dos cifras de la especificación d~
aceros AISI/SAE, concuerdan con. el contenido medio de carbono en centésimos de %.
Consecuentemente, cuando vemos "contenido medio de carbono 0.30-0.37" esto . . .
incluye aceros tales como 1330 y 4137. Sin embargo al tratarse de aceros al carbono
molibdeno es necesario desviarnos de la clasificación anterior ya que cuando se usa
un acero al carbono-molibdeno, se acostumbrada especificarlo con un contenido de
carbono más alto que el que se especificaría para otro acero aleado en una aplicación.
dada, debido al bajo contenido de aleantes de los aceros al carbono-molibdeno. Por
ejemplo, el acero 4063 es usado para las mismas aplicaciones que los aceros 4140,
4145 y 5150. Consecuentemente, en las siguientes tablas y discusi~n .. los aceros al . .
carbono- molibdeno han sido mostrados en el grupo al que pertenecen en base a su
aplicación y no a su composición.
87
En esta discusión, los aceros de cada composición, son divididos en dos o tres
grupos sobre la base de su templabilidad. Los rangos de transformación y
consecuentemente la práctica del tratamiento térmico, varía con los diferentes
elementos aleantes aun cuando la templabilidad no cambió.
6.2.2.1 Aceros con contenidos medios de carbono de 0.30-0.37
Estos aceros son frecuentemente usados en partes templadas en agua de
secciones moderadas y en partes templadas en aceite de secciones pequeñas. Estos
aceros son aplicados con éxito en partes que requieren moderada resistencia y
tenacidad y en donde la sección transversal es suficientemente pequeña para permitir
obtener las propiedades mecánicas deseadas con el tratamiento térmico usual en ellos.
Los aceros que caen dentro de esta categoría pueden ser subdivididos en dos grupos
de acuerdo con su templabilidad:
• Baja templabilidad: 1330, 1335, 4037, 4130, 5130, 5132, 5135, y 8630
• Media templabilidad: 4135, 4137, 8637, y 94830.
6.2.2.2 Aceros con contenidos medios de carbono de 0.40-0.42
En general estos aceros son usados en partes medianas y grandes, que
requieren un alto grado de resistencia y tenacidad. La elección del acero adecuado
depende del tamaño de la sección y de las propiedades mecánicas que deben ser
producidas. Los aceros de baja y media templabilidad son usados para partes de
tamaños moderados. Los aceros de alta templabilidad son usados para partes
grandes. Estos aceros son considerados como aceros de temple en aceite, aunque
partes grandes hechas de aceros de media y baja templabilidad pueden ser templados
en agua bajo condiciones apropiadamente controladas. Estos aceros pueden ser
subdivididos en tres grupos de acuerdo con su templabilidad.
88
' . • Baja templabilidad: 1340, 4047, 5140.
í
• Media templabilidad: 4.140, 4142, 50840, 8640, 8642, 87 40.
• Alta templabilidad: 4340.
6.2.2.3 Aceros con contenidos medios de carbono de 0.45-0.50
Estos aceros se usan principalmente para partes que requieren de relativa _alta
dureza así como de resistencia y tenacidad. Tales partes se templan usualmente en . aceite y es deseable obtener un mínimo de 90% lde martensita en la condición de
templado. Estos. aceros se subdividen en tres grupos dependiendo de su templabilidad: .
• Baja templabilidad: 5046, 50844, 50846, y·5145
• Media templabilidap: 4145, 5147, 5150, 81845, 8645, y 8650
• Alta templabilidad: 4150 y 86845
6.2.2.4 Aceros.con contenidos medios de carbono de 0.50-0.60
Estos aceros son usados principalmente ·en resortes y herramientas de mano. La
templabilidad necesaria depende del espesor del material y de la práctica de templado.
Se subdividen en dos grupos en relación a su templabilidad . • Media templabilidad: 50850, 5060, 50860, 5150, 5155, 51860, 6150, 8650,
9254, 9255, y 9260
• Alta templabilidad: 4161, 8655, y 8660
6.2.2.5 Aceros con contenidos medios de carbono de 1.0~
89
Estos son aceros al cromo producidos en horno eléctrico y son usados
principalmente en partes que requieren alta dureza y resistencia al desgaste. La
composición de los tres aceros es idéntica excepto por una variación en cromo con su
respectiva variación en templabilidad
• Baja templabilidad: 50100
• Media templabilidad: 51100, 52100
La información relativa a aceros de temple directo enunciada anteriormente, se
resume en forma ordenada en la Tabla 6.2 en donde se anotan los diferentes aceros
según su composición con diferentes grados de templabilidad. Además esta tabla así
como la Tabla 6.1 sirven como excelentes parámetros de comparación entre diferentes
aceros.
6.3 ACEROS HERRAMIENTA
Los aceros herramienta se definen como ciertos aceros capaces de ser
endurecidos y revenidos y por lo tanto deben contener aleantes adecuados que le
darán la facultad de endurecerse. El más importante de estos es el carbono. En
general los aceros grado herramienta rara vez contienen menos de 0.50% o más de
1.30% de carbono Otros elementos de aleación se utilizarán frecuentemente para
complementar al carbono. Se funden usualmente en hornos eléctricos y se producen
para satisfacer requerimientos especiales. Pueden ser usados en ciertas herramientas
de mano, instrumentos de precisión, o en dispositivos mecánicos para corte,
estampado, formado de materiales ya sea en frío o a elevadas temperaturas.
Usualmente son bastante más caros que los aceros al carbono y los aceros aleados
por la calidad del proceso de fabricación y la cantidad de elementos aleantes que
algunos de ellos tienen. El rango de resistencia a la tensión para este tipo de aceros se
encuentra entre 1515 a 2415 MPa (220 y 350 ksi).
90
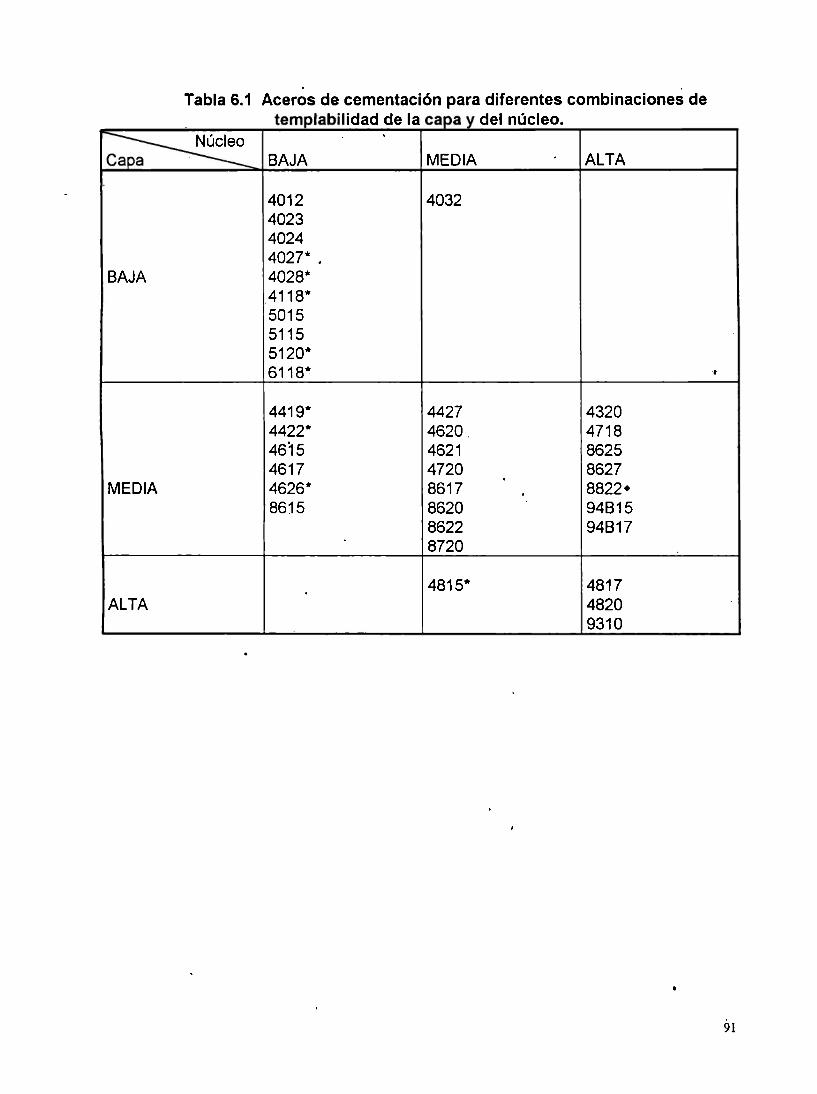
. . Tabla 6.1 Aceros de cementación para diferentes combinaciones de
empa 11 a e a capa y e nuc eo. t f bTd d d I d 1 • 1
~ CID BAJA MEDIA ALTA
4012 4032 4023 4024 4027*.
BAJA 4028* 4118* 5015 5115 5120* 6118* ,.
4419* 4427 4320 4422* 4620. 4718 4615 4621 8625 4617 4720 8627
MEDIA 4626* 8617 8822• 8615 8620 94815
8622 94817 8720
4815* 4817 ALTA 4820
9310
91
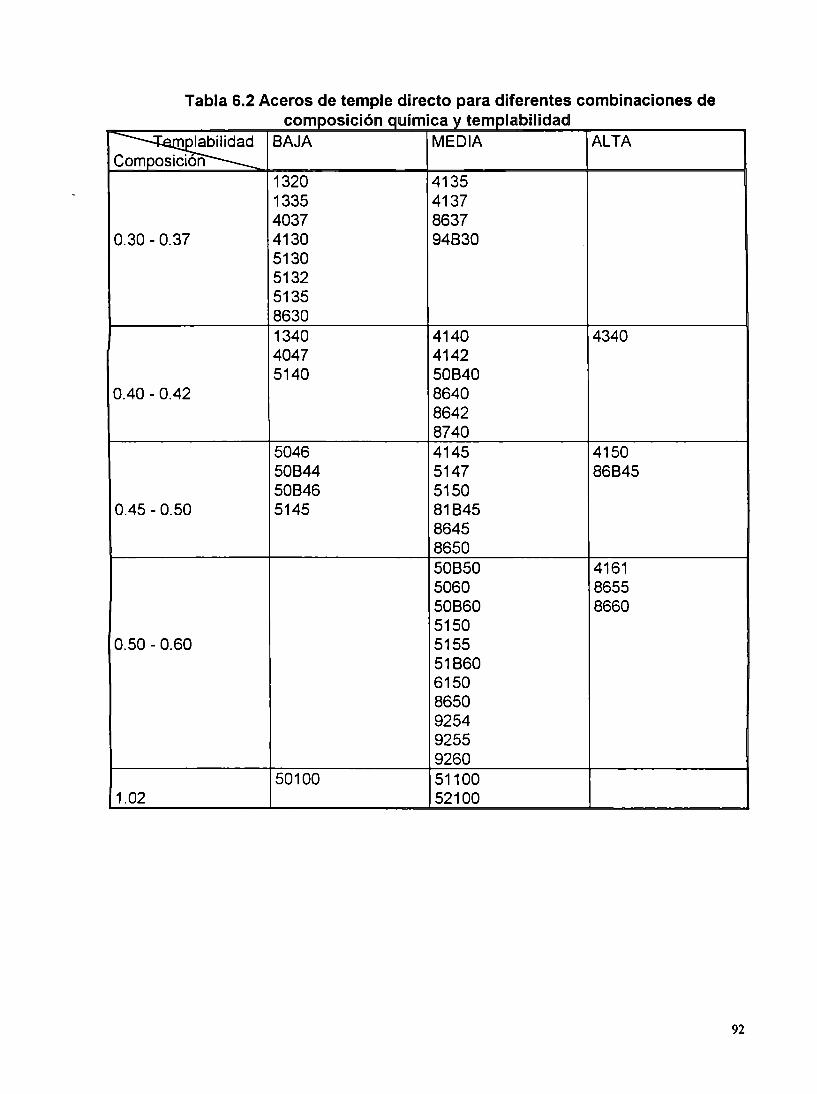
Tabla 6.2 Aceros de temple directo para diferentes combinaciones de I bTd d compos1c1on qu1m1ca y temp a 11 a
~ BAJA MEDIA ALTA e ip
1320 4135 1335 4137 4037 8637
0.30 - 0.37 4130 94830 5130 5132 5135 8630 1340 4140 4340 4047 4142 5140 50840
0.40 - 0.42 8640 8642 8740
5046 4145 4150 50844 5147 86845 50846 5150
0.45 - O.SO 5145 81845 8645 8650 50850 4161 5060 8655 50860 8660 5150
0.50 - 0.60 5155 51860 6150 8650 9254 9255 9260
50100 51100 1.02 52100
92
7. SELECCIÓN DE ACERO Y TRATAMIENTO TÉRMICO
Como se mencionó al inicio del trabajo, se aplicará el cálculo de fuerzas,
. esfuerzos y deformaciones a la selección de aceros y tratamientos térmicos para
brocas y fresas ya se·a que estas estén fabricadas en una sola pieza junto con el
portaherramientas o en forma separada: En el capítulo 5 se determinaron las
· propiedades mecánicas que deben satisfacer las diferentes partes que componen las
·herramientas y se.generaron gráficas para diferentes condiciones de corte y diferentes
geometrías para conocer como varían los esfuerzos aplicados a ellas en función de
dichas variables.
De un análisis de las gráficas de las Figs. 5.3, 5.7 y 5.8 se obsEirva que es
razonable dividir los diseños de brocas y fresas tipo vástago en dos clases
dependiendo de su diámetro:
a) Mayores o iguales a 16mm (5/8")
b) Menores a 16mm (5/8").
Consideraremos como límite en este trabajo el diámetro de 16mm como el
diámetro mínimo de brocas o fresas tipo vástago puesto que para diámetros menores a
éste, los requerimientos mecánicos varían mucho de · uno a otro y sería necesario
hacer una selección para cada caso. Además por limitaciones de diseflo, no se fabrican
brocas con insertos de carburo para estas dimensiones siendo preferible usar brocas
• 93
convencionales para estos propósitos. Así que nos abocaremos a la tarea de
seleccionar aceros para brocas y fresas tipo vástago con diámetros mayores a 16mm
(5/8") y menores a 60mm (2 3/8"); ésta última limitación es debido a que los husillos de
las máquinas no aceptan herramientas tan grandes.
7.1 SELECCIÓN PARA CONOS, BROCAS Y FRESAS FRONTALES
En el caso de conos, brocas y fresas frontales notamos que el requisito de
esfuerzo de fluencia mínimo obtenido según las gráficas de las Figs. 5.3, 5.1 O y 5.11 es
aproximadamente 300 MPa y 90 MPa respectivamente que en términos de dureza (ver
Fig. 5.17) no es mayor a 1 O HRC. Observando la tabla de propiedades mecánicas del
Apéndice A, es evidente que muchos aceros en estado normalizado y aún recocido
cumplen con esta condición. Sin embargo, en caso de requerirse un endurecimiento
superficial como de hecho lo es para conos y vástagos de brocas y fresas, podemos
seguir tres caminos:
• Templar superficialmente
• Templar completamente
• Cementar
7.1.1 Selección con temple superficial
El temple superficial no cambia la composición química del acero; más bien es
un método de endurecimiento de poca profundidad. Las áreas seleccionadas de la
superficie de un acero se calientan en el intervalo de austenita y luego se templan para
formar martensita; por tanto, es necesario utilizar un acero que pueda endurecerse.
Generalmente, éste se halla en el intervalo de 0.30 a 0.60% de carbono.
94
•
s"e mencionó en el capítulo 5 que se requieren durezas superficiales del orden
de 56 - 60 HRC. Consultamos las curvas de templabilidad [27] del Apéndice B para
encontrar qué aceros pueden obtener estas durezas superficiales templados en aceite
en el rango de diámetros de 1? - 60mm y observamos que ~on los aceros 4150, 4340,
8650 y 8660 que corresponden a aceros de alta temp'labilidad según la Tabla 6.2. Por
supuesto, se pueden usar aceros como el 5150 o el 6150 pero sólo hasta diámetros de
40mm
Aplicando el temple superficial por flama o por inducción a un acero
normalizado, · nos aseguramos que . la pieza tendrá la resisteF1cia y tenacidad
requeridas combinadas con una dureza superficial adecuada para evitar d:sgaste o·
melladuras.
7 .1.2 Selección con temple total
Aunque· no recomendamos el temple total, haremos la selección ·como una
opción en caso de ser necesario. Los requisitos mecánicos son por supuesto los • mismos, sin embargo un acero con alta templabilidad producirá piezas más bien
frágiles por. lo que necesitamos un acero de menor templabilidad pero que aún puede
obtener altas durezas superficiales en un amplio rango de diámetfos. Además con el
temple total se tiene menos control sobre las propie~ades hacia el centro de la pieza ya
que las curvas de templabilidad muestran amplios rangos entre las propiedades
mínimas y máximas y como en estos casos es necesario un núcleo tenaz, se prefiere
el temple superficial donde las propiedades del núcleo son las de ra pieza er.i su estado
original de norm~lizado o recocido .
. Pese a -esto si por alguna razón es necesario usar un temple total, se puede.
usar el mismos grupo de aceros que en el caso de temp,le superficial, aunque es
preferible emplear los de media templabilidad es decir los aceros 5150, 8650, 6160.
95
7.1.3 Selección con cementado
En el caso de cementado, debemos guiarnos en primer lugar por la información
de la Tabla 6.1 ya que las curvas de templabilidad del Apéndice B para aceros de
cementación solo nos dan información de las propiedades del núcleo y no de la capa
cementada. Para la capa cementada elegiremos aceros de media y alta templabilidad
que según la Tabla 6.1 son los aceros 4620, 8620, 4320 y 4820. Ahora consultamos las
curvas de tamplabilidad del Apéndice B y notamos que son muy similares y que los
rangos de dureza en todo el perfil no son muy altos debido a el bajo contenido de
carbono, por lo que podemos usarlos indistintamente.
7.2 SELECCIÓN PARA FRESAS TIPO VÁSTAGO
Tomando la información de las gráficas de las Figs. 5.7 y 5.8, del capítulo cinco,
observamos que los requerimientos de resistencia a la fluencia indican un mínimo de
600 - 700 MPa. Pocos aceros tienen estas características en el estado recocido o
normalizado por lo que necesariamente utilizaremos un acero templado completamente
o un acero para cementación.
En la Fig. 5.17 observamos que 600 - 700 MPa equivalen a aproximadamente
18 HRC, sin embargo como habíamos. anotado , la superficie del cono o el mango de la
herramienta deben tener una dureza de 56 - 60 HRC lo cual nos conduce a una
situación análoga a la presentada en 7.1.2 y 7.1.3 por lo que se usarán los mismos
aceros con las mismas limitaciones en cuanto a diámetros.
96
8. CONCLUSIONES
El presente trabajo ha conducido por una parte a una metodología para la
determinación cuantitativa de las condiciones en que trabajan las herramientas de
corte y los portaherramientas aplicados en máquinas de control numérico, lo que a su
vez permite tomar decisiones para la selección de materiales que respondan en forma
adecuada a los requerimientos. Por otra parte, ha conducido a la obtención de
información cuantitativa de fuerzas y esfuerzos actuantes en portaherramientas, en
brocas helicoidales, en fresas tangenciales y frontales.
Los resultados obtenidos permiten concluir lo siguiente:
a) La metodología seguida, representada en el diagrama de bloques de la Fig.
8.1 permite obtener información y relaciones necesarias para describir las
solicitaciones , fuerzas y esfuerzos en herramientas durante su trabajo. Esta
información posibilita luego hacer una selección racional de los materiales
para producirlas o en su caso también la mejora de los diseños. Los modelos
obtenidos en el bloque 3 permiten determinar fuerzas y esfuerzos para
diversas condiciones de trabajo obteniendo valores numéricos para cada
conjunto de parámetros en el bloque 4. Esto representa un paso importante
para la innovación puesto que gracias a la cuantificación analítica, se libera
al diseñador de la "camisa de fuerza" de la experiencia y se le da armas
racionales para evaluar diseños y materiales no utilizados comúnmente en la
práctica.
97
b) Los modelos matemáticos obtenidos permiten el pronóstico cuantitativo con
suficiente grado de aproximación de las fuerzas, esfuerzos y solicitaciones a
las que se verán sometidas las herramientas durante su trabajo. Las Figs. 4.6
a 4.8, 5.3, 5. 7 y 5.1 O a 5.13 muestran algunos de estos resultados. En los
casos en que fue posible encontrar información sobre esfuerzos actuantes
sobre herramientas [24,26] se ha encontrado buena concordancia entre éstos
y los determinados en el presente trabajo.
c) Toda la información obtenida permite apoyar la selección de los materiales
para la fabricación de este tipo de productos sobre bases analíticas y de este
modo liberar al diseñador de la necesidad de limitarse a la información
empírica solamente
d) El trabajo permite elegir materiales adecuados pero no necesariamente
óptimos. Para poder determinar el material óptimo se debe continuar este
trabajo con un análisis más profundo sobre todo en el campo de los criterios
de desempeño (1 O] y en el de las propiedades obtenibles por tratamientos
térmicos [12,43,44,45,46,47,48]
98
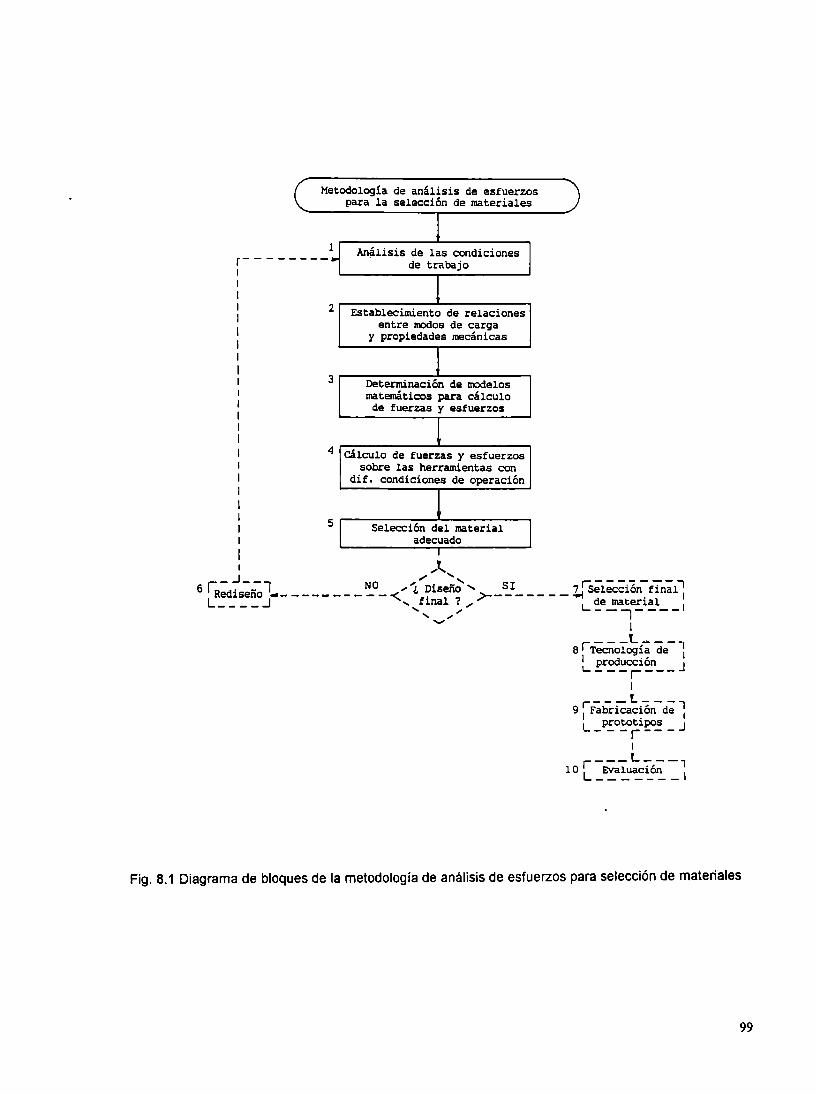
Metodología de análisis de esfuerzos para la selección de materiales
r--------
2
Análisis de las condiciones de trabajo
Establecimiento de relaciones entre modos de carga
y propiedades mecánicas
3 .----------'L-------, Determinación de modelos matemáticos para cálculo
de fuerzas y esfuerzos
4 cálculo de fuerzas y esfuerzos sobre las herramientas con
dif. condiciones de operación
5 ,.--~~~~,---L.~~~~~~ Selección del material
adecuado
..... l.. .... 6 rR~7s~ñ~l. __ --- ___ ~O- <.."'¿...-Diseñe? '>--~I- ____ i[s;l;c;i6n-fin;i~
L ____ J , final ? .,., L de material ......... .,," --,----1 - 1
e r tic;ol~í-; de--: I producción J L----r---
1
9 ¡iabr~a~~6n-d;;
L -P.:º:.º?~! - J 1
10 c=0~~"0~-=¡
Fig. 8.1 Diagrama de bloques de la metodología de análisis de esfuerzos para selección de materiales
99
APÉNDICES
100
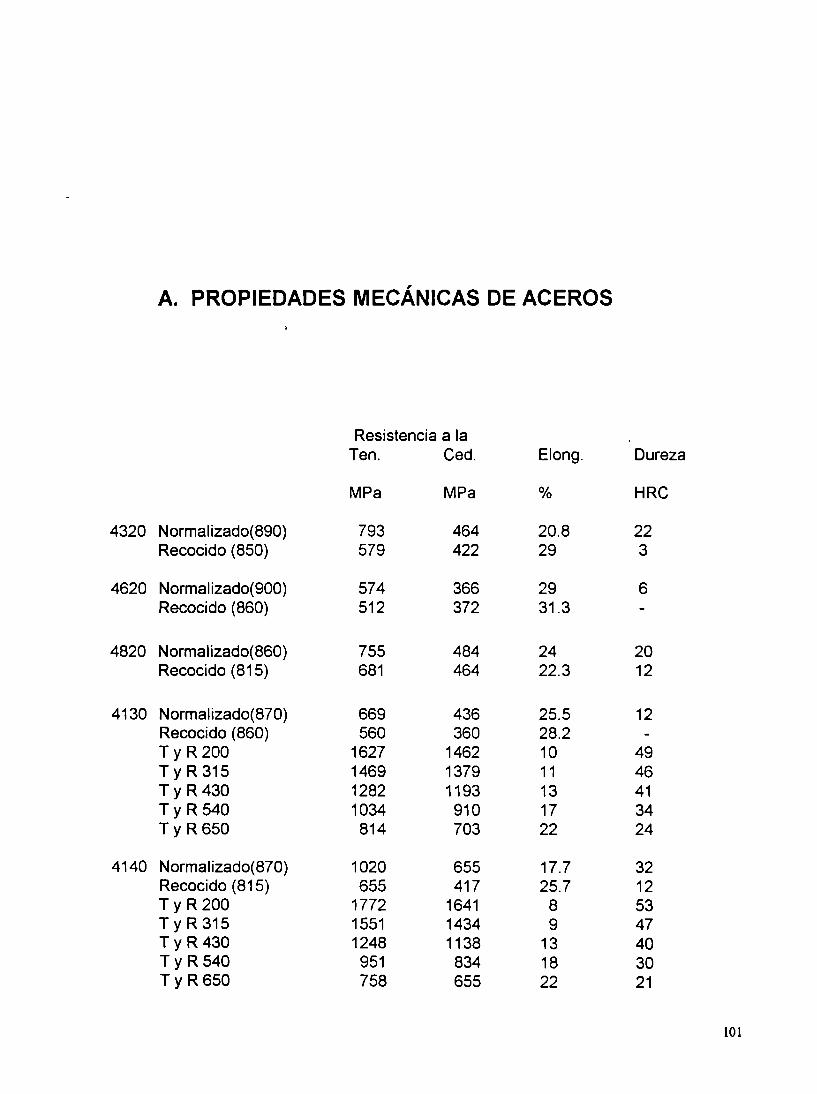
A. PROPIEDADES MECÁNICAS DE ACEROS
Resistencia a la Ten. Ced. E long. Dureza
MPa MPa % HRC
4320 Normalizado(890) 793 464 20.8 22 Recocido (850) 579 422 29 3
4620 Normalizado(900) 574 366 29 6 Recocido (860) 512 372 31.3
4820 Normalizado(860) 755 484 24 20 Recocido (815) 681 464 22.3 12
4130 Normalizado(870) 669 436 25.5 12 Recocido (860) 560 360 28.2 T y R 200 1627 1462 10 49 T y R 315 1469 1379 11 46 Ty R 430 1282 1193 13 41 T y R 540 1034 910 17 34 T y R 650 814 703 22 24
4140 Normalizado(870) 1020 655 17.7 32 Recocido (815) 655 417 25.7 12 T y R 200 1772 1641 8 53 T y R 315 1551 1434 9 47 Ty R 430 1248 1138 13 40 T y R 540 951 834 18 30 T y R 650 758 655 22 21
101
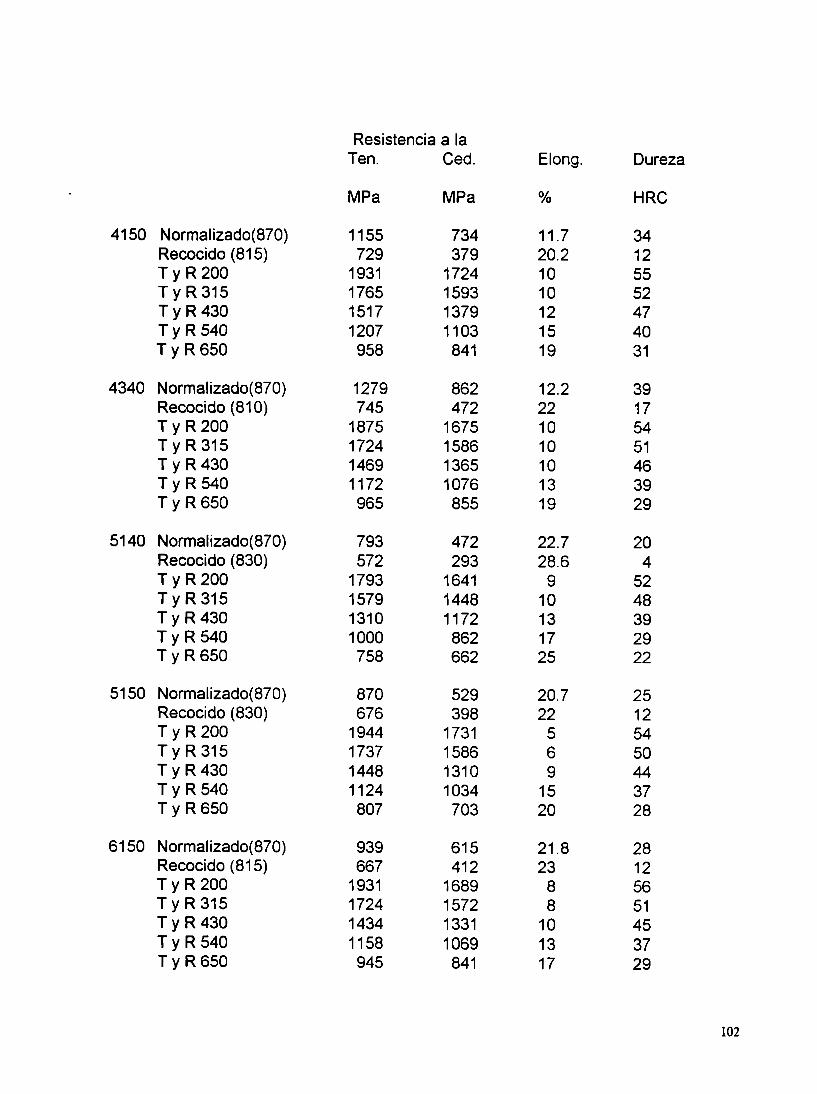
Resistencia a la Ten. Ced. E long. Dureza
MPa MPa % HRC
4150 Normalizado(870) 1155 734 11.7 34 Recocido (815) 729 379 20.2 12 T y R 200 1931 1724 10 55 T y R 315 1765 1593 10 52 T y R 430 1517 1379 12 47 T y R 540 1207 1103 15 40 Ty R650 958 841 19 31
4340 Normalizado(870) 1279 862 12.2 39 Recocido (810) 745 472 22 17 T y R 200 1875 1675 10 54 Ty R 315 1724 1586 10 51 T y R 430 1469 1365 10 46 Ty R 540 1172 1076 13 39 Ty R 650 965 855 19 29
5140 Normalizado(870) 793 472 22.7 20 Recocido (830) 572 293 28.6 4 Ty R 200 1793 1641 9 52 T y R 315 1579 1448 10 48 Ty R 430 1310 1172 13 39 Ty R 540 1000 862 17 29 T y R 650 758 662 25 22
5150 Normalizado(870) 870 529 20.7 25 Recocido (830) 676 398 22 12 T y R 200 1944 1731 5 54 Ty R 315 1737 1586 6 50 Ty R 430 1448 1310 9 44 Ty R 540 1124 1034 15 37 T y R 650 807 703 20 28
6150 Normalizado(870) 939 615 21.8 28 Recocido (815) 667 412 23 12 Ty R 200 1931 1689 8 56 T y R 315 1724 1572 8 51 Ty R 430 1434 1331 10 45 Ty R 540 1158 1069 13 37 Ty R 650 945 841 17 29
102
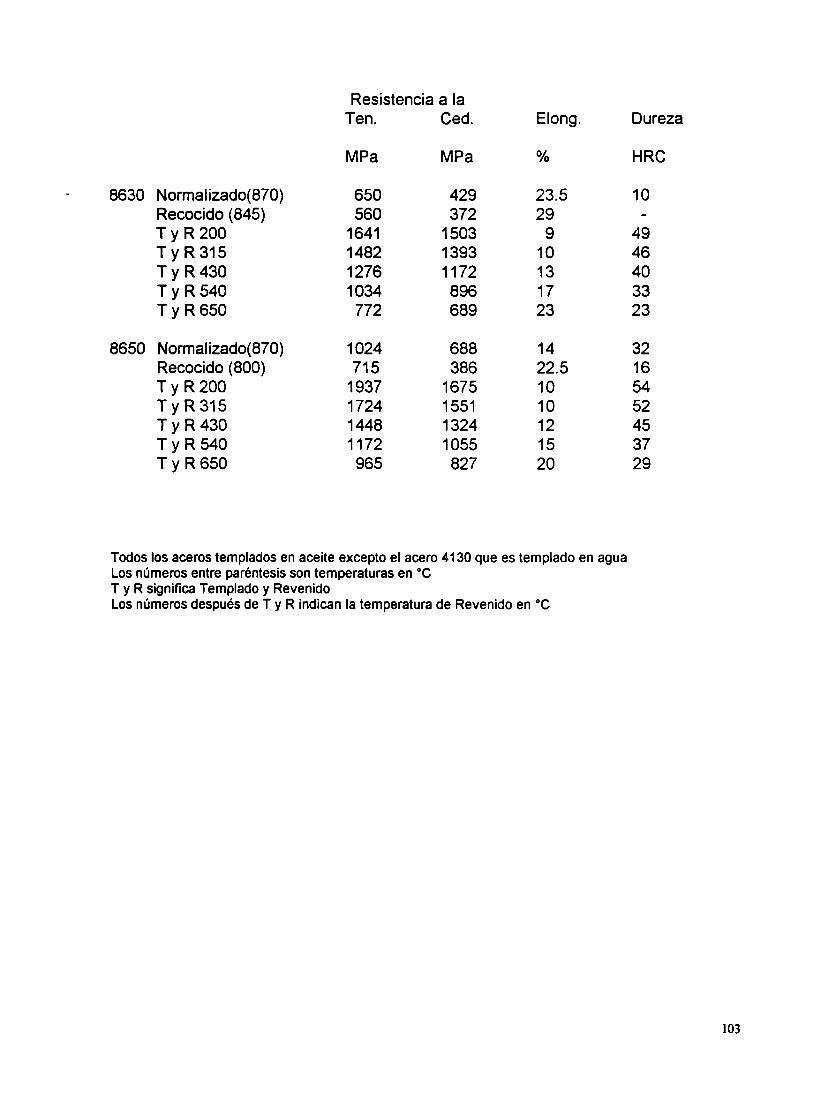
Resistencia a la Ten. Ced. E long.
MPa MPa %
8630 Normalizado(870) 650 429 23.5 Recocido ( 845) 560 372 29 Ty R 200 1641 1503 9 T y R 315 1482 1393 10 Ty R 430 1276 1172 13 TyR540 1034 896 17 T y R 650 772 689 23
8650 Normalizado(870) 1024 688 14 Recocido (800) 715 386 22.5 T y R 200 1937 1675 10 T y R 315 1724 1551 10 Ty R 430 1448 1324 12 T y R 540 1172 1055 15 T y R 650 965 827 20
Todos los aceros templados en aceite excepto el acero 4130 que es templado en agua Los números entre paréntesis son temperaturas en ºC T y R significa Templado y Revenido Los números después de T y R indican la temperatura de Revenido en ºC
Dureza
HRC
10
49 46 40 33 23
32 16 54 52 45 37 29
103
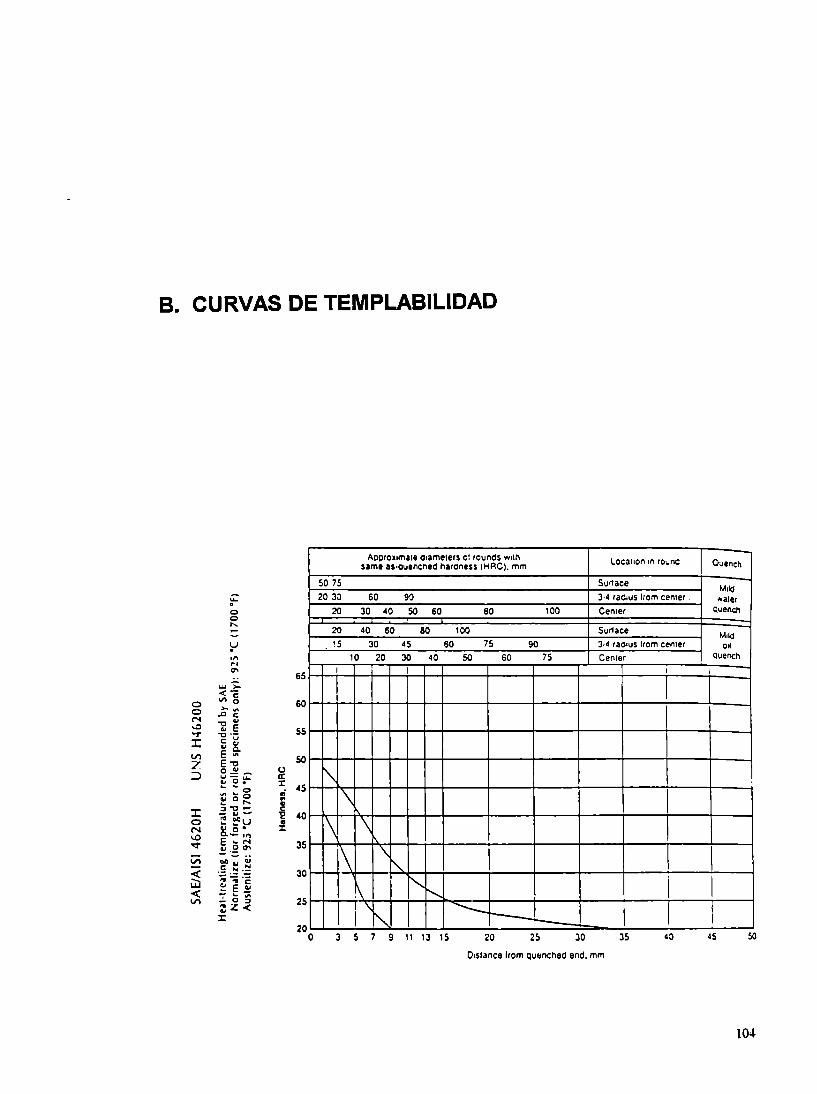
B. CURVAS DE TEMPLABILIDAD
J: o N
'° ..,.
~ o o " ~ "' .... "'
o a:
65
60
SS
so
J: 45 .,¡ .. • e l! 40 • J:
35
so 75 20 30
20
20
~s 10
1
\,
\
\
Appro11mate a,ameters o! rounds w,th same as·ouencned haraness (HRCJ. mm
60 90
30 40 50 60 80 100
40 60 80 100
30 45 60 75 90 20 30 40 50 60 75
1
\ 1\
\
30 '--1\ ~
25
20 o
.\ !"-.
t'-,.._
¡ \ "' 3 S 7 9 11 13 15
........__ f--L
' 20
Location ,n ro~ne
Sur1ace
3·4 rae,us lrom eenter
Center
Su nace 3,4 rad•us trom center
Cen1er 1
1
1 1
1 1
JO JS 40
O,s1ance lrom quvnched end. mm
-Oueneh
M11d Naler
Qutneh
M,ld 011
Quench
1
1
1
45 50
104
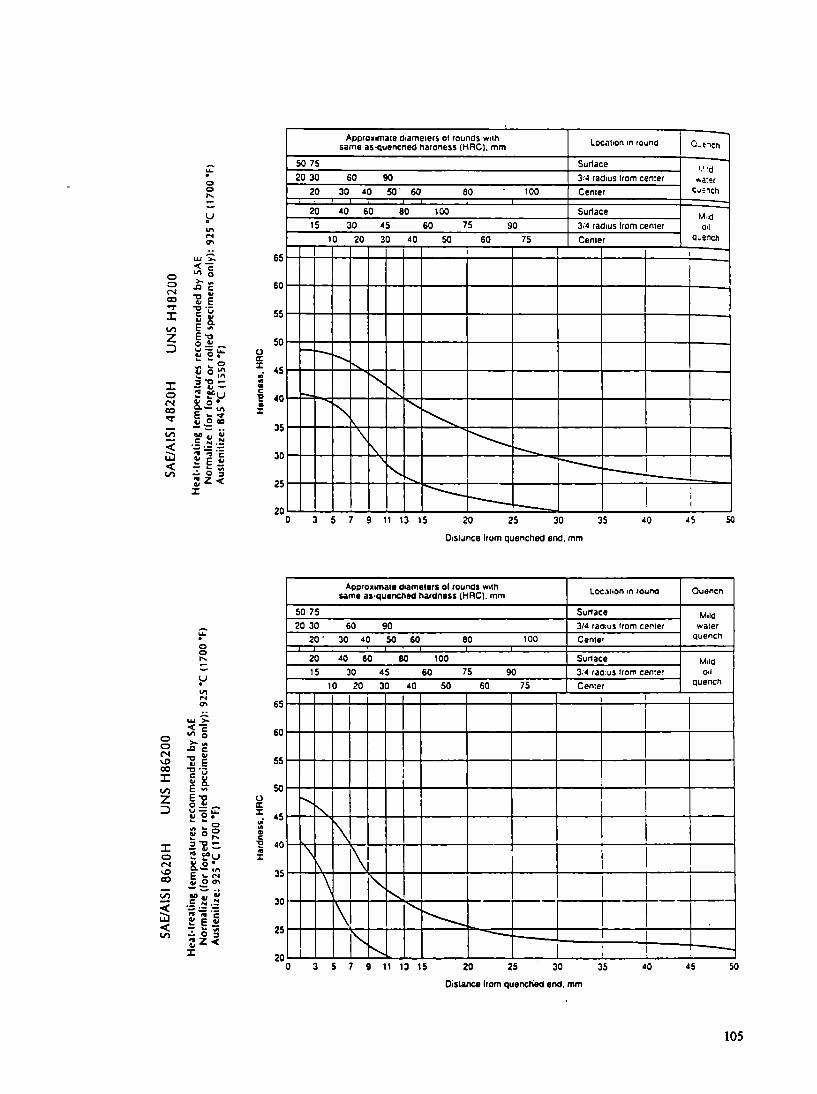
o o N a:, ...,. J: Vl z ::::>
J: o N a:, '<:!'
Vl
~ < Vl
o o N
"° a:, J: Vl z ::::>
J: o N
"° a:,
Vl
~ < Vl
..,
o o .....
~ o o .....
u . .,, .... a,
,:. <-.,, g >- ...
.ll e "CI
a, a, E
"CI ·-e "" a, ~ E "' E"2 º--v- .... a, o. .... t og .. ..... :::, "'2 -~ t4C ~.,g :,, E .. ,... Q,j o a, -:. .. ~t.l ~
·-; ~ :-: ~e~ ::: o; :z< J:
u IC
65
60
55
50
:i:: 45 .,¡ .. :! l! •o • J:
u IC J: ui .. .. e ~ "' J:
JS
JO
25
20 o
65
60
55
50
45
40
35
30
25
20 o
Appro11ma1e d1ame1e11; ot rounds w11h Loc,11,on ,n rouna C:.~1Ch same as,quencned haraness (HRC). mm
50 75 Sur1ace , .•. 'd 20 30 60 90 3,4 rad,us trom cemer "'a.:er
20 30 40 50· 60 80 100 Cen1er Cu:~Ch
20 40 60 80 100 Sur1ace M,:d 15 30 45 60 75 90 J,4 rad,us trom cenier 0,1
10 20 30 40 50 60 75 Cen1er Q.!~ch
1
1 1
- r- ¡--...._
"' [',. r-,.._ -
~~ f\
........ i"--.
\ ¡'-_ ' --'\ ¡--__ ----1 1 '~ ----r---_ 1
¡ 1
3 5 7 9 11 13 15 20 25 JO J5 40 so O,slJnce lrum quenched end. mm
Appro1,ma1e a,ame1ers ol rounds w,u, Loc~thon ,n rouno Ouencn s.ame as·quenched hardness (HAC). mm
50 75 Surtace M,ld 20 30 60 90 J/4 raa:us trom cen1er wa1er
20. 30 40 50 60 80 100 Cen1er quench
20 "º 60 80 100 Surtace Mold 15 JO 45 60 75 90 J:4 rao:us trom cenie• o,I
10 20 30 40 50 60 75 Cen:er quench
1 1
1 1
1
1 1
1 1
.......... 1
1
! r---.. 1
N 1
\ 1\ 1 1 \ 1
\ ¡"-, r---.... 1 1 _J__J__ -\ 1 ..........
!'---. 1
""' hJ ~
1
1 1 ! -3 5 7 9 11 13 15 20 25 30 35 40 45 50
Oislance lrom quenctied end. mm
105
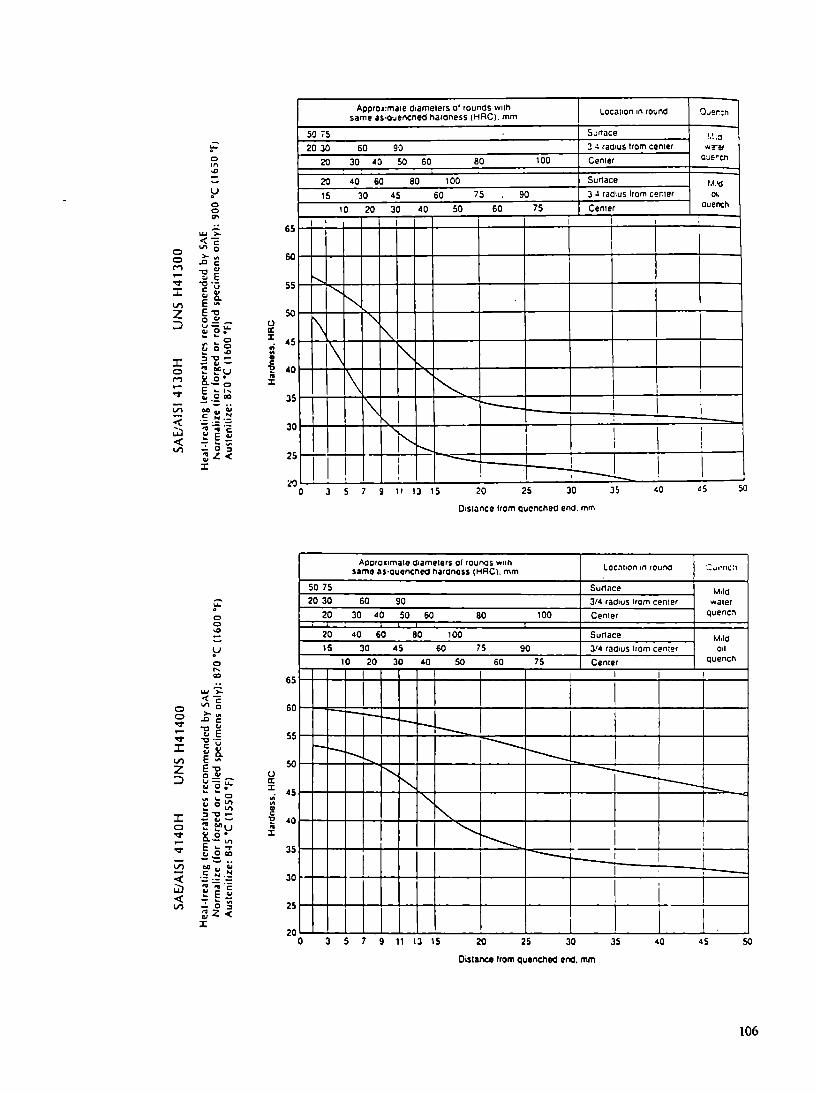
o o I""')
..,. :e V')
z :::>
:e o I""') ,-..,.
o o ..,. ..,. :e V')
z :::>
o
"' "'
o o
"' u . o " co
.... ,:. -e -..,.. g >- "' .o e
"'O ... "'E
"'O ·e V ... 8.. E "' E ¡! 8=~ ... o. .... "' ... o ... o,.,., ... ,.,., :, "'O -- ..,_ .. ""u ~ o. a.- ll'I E ... .,. ... o co --co; ¡,; .: ...., -~ ~~-2 ~E~ ..!. o; iz < :e
u ce
65
60
SS
so
J: ,s .,¡ .. .. ~ 'º .. J:
u ce J: ,,; "' .. e ,, :;¡ J:
35
30
25
65
60
55
so
45
'º 35
30
25
20 o
Appro1:ma1e d1ame1ers o! rounds w,1h same as-auenched haroness (HRC). mm
Loca1,on ,n round O"er::h
50 ;5 s~rtace ~.! ;o 20 JO 60 90 3: rao,us trom center wa,"'~
20 30 40 50 60 80 100 Cen1er c:..;e-,..cn
20 40 60 80 100 Sunace M!d 15 30 45 60 75 90 3 J rad•us lrom cer.1er o•
10 20 30 40 50 60 75 Cenier ouench
1 . 1 1 1 1
' ...........
~
i\ " ¡\_
\ ~~ \ "~ 1
,'\ 1 --- 1 1 1
!'\.
1 !" 1 1
1
¡ ........... 1 1 1
1 1 1
1 - ! 1 1 1 1 ! 1 . ' '----..;.__
l 5 7 9 11 13 15 20 25 30 35 tO t5 50
O,stance trom Qucnehed end. mm
Appro11ma1e d1ameters ol reunes woih Loc:111on ,n ,ou!'\d ·2, . .u,n,~1 samo as·auenehed haronoss (HRCI. mm
so 75 Sunaee M•ld 20 30 60 90 314 rao,us lrom een:er wa1er
20 30 40 so 60 80 100 Center Quene~
20 40 60 80 100 Sur1ace Mold 15 30 45 60 75 90 J!4 rao,us lrom cen:er 011
10 20 30 40 50 60 75 Cen1er ,::uencn
1 1 1
1 1 ,_r--¡--. r-------r-- ----r---_ r--.. ....
r-..... 1
~ 1 ---....__ .......,.
~ "-...... r---. 1 1
---1 1
- 1 i 1
1 ' -1
1
1
1 1
3 5 7 9 11 tJ 15 20 25 30 35 40 45 so Oistanc.e trom quenehlld end. mm
106
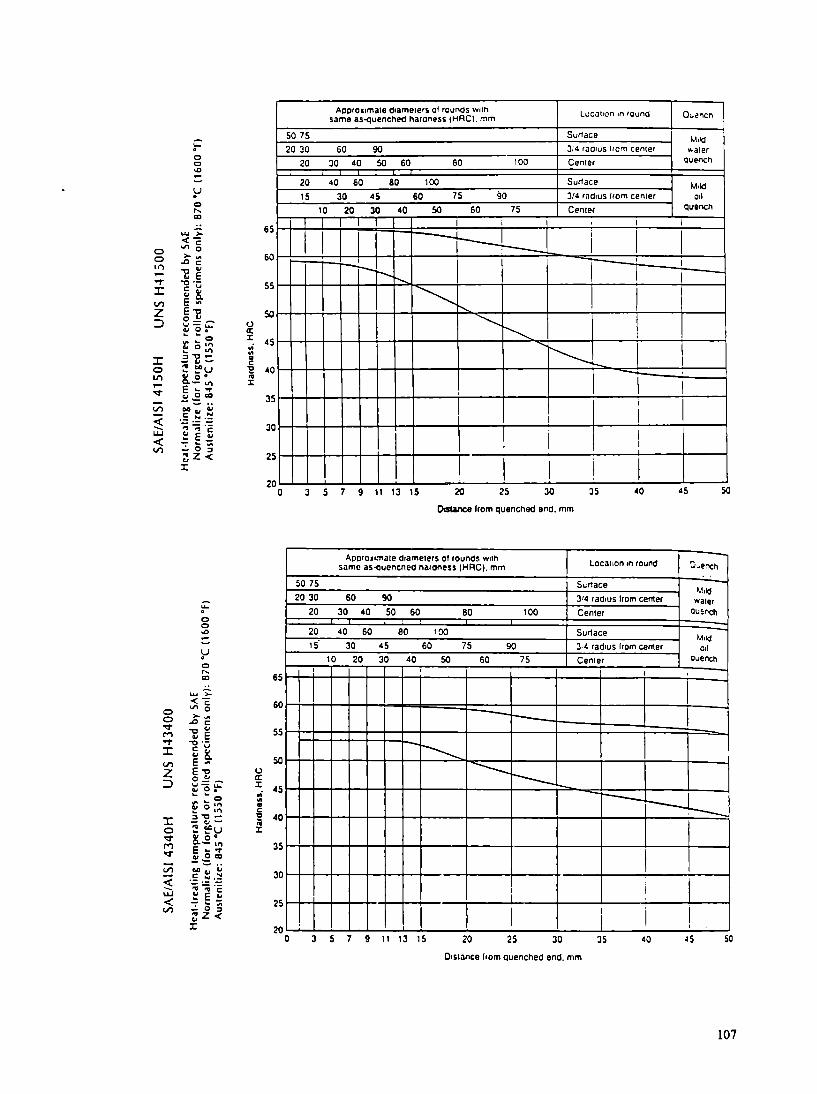
o o 11")
...,. :::r: V'I z ::>
:::r: o Ll"l ,.... V
V'I
< -I.U
< V'I
o o v M ...,. :::r: V'I z ::>
V'I
::! I.U
< V'I
!;'-o o ,.&)
y o t, CI)
o.u >-<-V> g >- "' ~ e
~ 11
E -o·-e'-' ... ~ E"' E~ º- -..... - ...... II O o ...... t ... :;:: ... o"' :::1~--;; ... 3 ¡o. - "' E ... .,. ... o CI) --=-~~~ ·= ~ :.; ..., ..., e ~E~ - ... "' .:. o :::1 ~Z< :e
o o ,.&)
<.) a: :e .,; .. .. e 'O ¡¡ :e
<.) a: :e ,,; .. .. c 'O ¡¡ :e
65
60
SS
so
45
40
35
30
25
20 o
65
60
55
50
45
Appro11ma1e d1ame1ers 01 rounds w,,n L!JC.ll1on 1n round sama as-quenehed haroness 1HAC). mm
50 75 Surta ce
20 30 60 90 J:4 rao,us lrcm cen1er
20 30 40 50 60 80 100 Cenier
20 40 60 80 100 Surtace
15 30 45 60 75 90 3/4 rao,us lrom cen1er
10 20 30 40 50 60 75 Cen1er
1 1 i 1
1 1 - ---+---- i
1 1
1
1 1
1 ---- 1 t--....
~ ""-.... 1 1
"-..... "'-.. 1
'!'--- 1
1 1
1 1
1 1
: 1
1 1 1 1
3 S 7 9 11 13 15 20 25 JO 35 40
D,sunce lrom ciuenched end. mm
Appro11:na1e d1ame1ers ol round~ w,1n samc as-<1ucncnco naroness (HAC). mm Loca1,on ,n round
50 75 s~rtace
20 30 60 90 3,4 r ad,us lrom cemer
20 30 40 so 60 BO 100 Cen1er
20 40 60 BO 100 Surtace
15 30 45 60 75 90 3-4 rad,us lrom cemer
10 20 30 40 50 60 75 Cen1er 1 1 1
- --r----.
----r--..-
o~encn
M,ld .. a,er
Quench
M,IO
º'' Quenen
1
1
1
1 -
1
1
1
45 so
-'.J,encn
M1id waier
cu~nch
M,ld
º'' ouench
'
---t"---~ 40
35
30
25
20 o 3 5 7 9 11 13 15
1 1
1
20 25 30
O,s1ance lrom Quenched end. mm
1
i 1
1 i 1 1 1
35 40 50
107
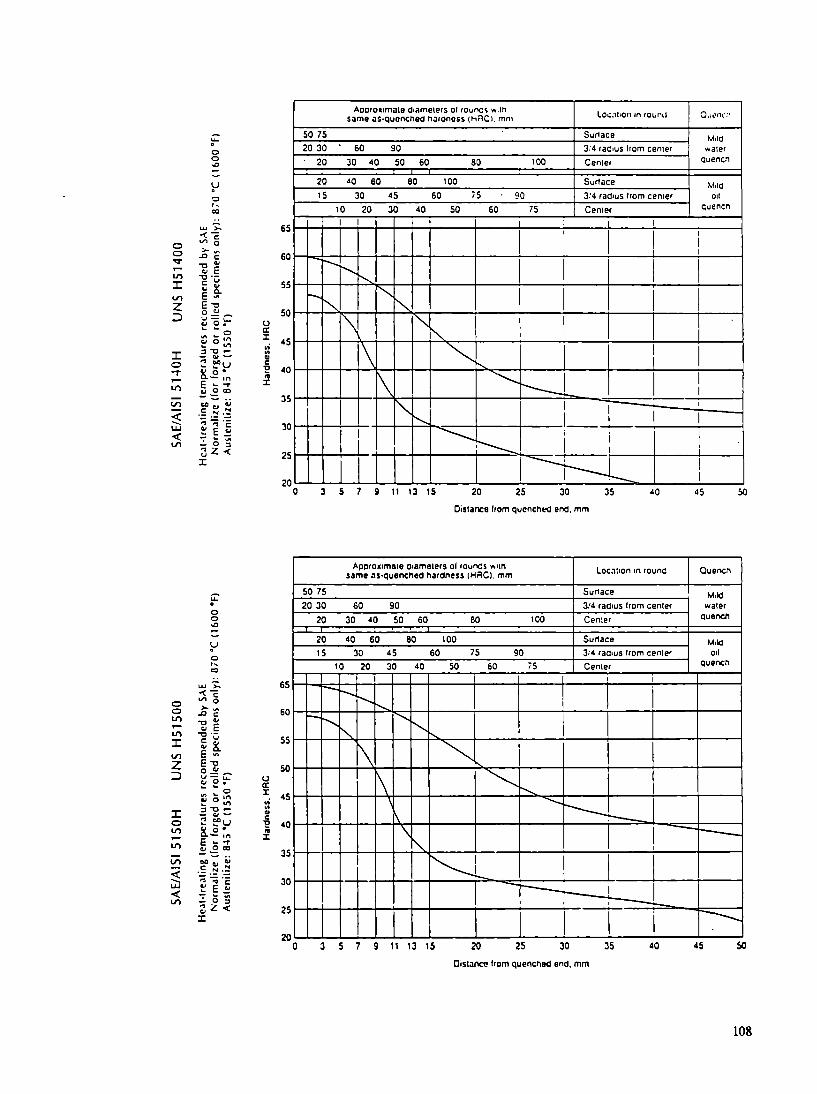
o o '<t ,.... 11'1 ::r: V')
z :::,
::r: o ....,.
ll'I
o o 11'1 ,.... 11'1 :e V')
z :::,
::r: o 11'1
11'1
V')
~ -< V')
o o "°
..... . o o "° ~ o ,, e:,
lJ ce
65
60
55
so
J: 45 .,; .. .. e
'E 'º .. J:
35
30
25
20 o
50 75
20 30
20
20
15
Aoore .. mate d1ameters el reu"!:\ ... 11, same as·quoncnec1 n.irdnoss ¡t,ílC1. mm
60 90
30 40 50 60 60
'º 60 60 100
Sur1ace
3-·4 rac,us lrem cemer
100 Cen1er
Sur1.ice
30 i5 45 60 90 J.'4 radrus lrem cenrer
10 20 JO 40 50 60 75 Center
Oistarce lrem qucncni,<1 end, mm
Appre11mate o,ameters el reunes .,,,,tn Lec:i:,en ,n reune same as-quencned nardness 1Hi'ICI. mm
50 75 Sunace
20 30 60 90 J.'4 rad,us lrem center
20 30 'º so 60 80 100 Cen:er
20 40 60 60 100 Sut1ace
15 30 45 60 75 90 3:4 rac,us lrem center
,o 20 30 40 50 60 i5 Center
1 1 1 1 1 --N 1 i ¡"-....
t'--... - ........... ......,
1 1 "' -.........,
i\ ~' 1
\ "' ......... -r--s_ ~
\ 1 í'.._ 1
1 ~ -;---+-_ 1 _J_
1 1
1 i 3 S 7 9 11 13 15 20 25 30 35 40
Oist.ince lrem quencned end, mm
-
O.J1.'ri1.·:1
M,ld water
Quenc:i
M,ld
º'' c;uencn
Ouencn
M,ld water
que nen
M,ld
º'' quencn
------
45 so
108
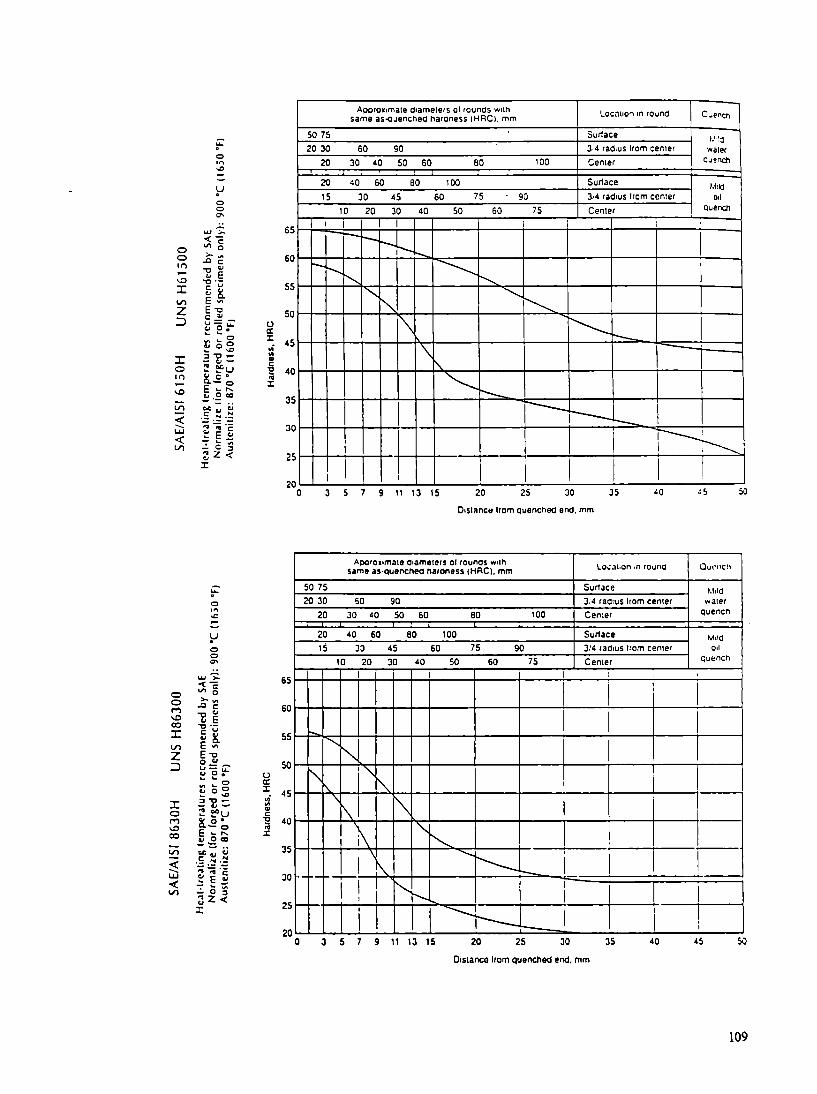
o o ll"l
J: o ll"l
o o ("")
'° a:, J: V')
z :::::>
J: o ("")
'° a:,
V')
~ I.U
< V')
o 11"1
"'
o ..... "" ~ o o a,
CJ et:
65
60
55
50
:i: 45 .; "' .. e 'E 40 .. :i:
CJ et: :i:
::i .. e 'O ;¡ :i:
35
30
25
20 o
65
60
55
so
45
40
35
Appro1,rr,ate d•ameters ol rounds w,th Loc;u,o" ,n round c .. encn same as-<1Jenchect haroness (HRC). mm
50 75 Sut1ace l.'l:l 20 JO 60 so 3-4 rad,us lrom cer.ier water
20 30 40 so 60 80 100 Center CiJSnch
20 40 60 80 100 Sut1ace l.\:ld 15 30 45 60 75 90 3,4 rad,us lrom center 0,1
10 20 30 40 so 60 75 Cen1er Quench
1 1 1 1 1 1
,-... 1--N-l 1
r-. ;-...... ~ 1 ¡"", ~
"" i"- "I'-----í\ !'--.. r--.._
\ 1
'
1\.
" t--.._
1 1---,----- 1
r 1 ~ 1 1 1 •
1
-,
1 1 1 1 1 1 1
3 5 7 9 11 13 15 20 25 30 35 40 50
O,s1anc11 lrom quenched end, mm
Appro11ma1e o,ameters ol rounos w,th Lo..:.11,on ;n rouno Ouenc11 same as·Quencheo na,oness ¡HRC). mm
so 75 Sunace ~l,ld 20 JO 50 90 J:4 rac,us trom cente1 water
20 30 40 so 60 80 100 Cen:er quencn
20 40 60 80 100 Sut1ace M1ld 15 3:) 45 60 75 90 3.'4 rad,us 1,om cenier o,I
10 20 JO 40 50 60 75 Center que nen
1 1 : '
1 1 1
~ 1 1
........ N 1 1
["\ i" ~ 1 1\. '\
r\ 1 i\ "¡\ "' 1 ~
\ -......... !"--
1
1 1 1
!\. 1 ....._ 1 1 JO
__ .__ .. 1 1 .....--1
1 1 ~ 1
1 1 1 1 !'--- 1 1 1
1 ---¡--__l__ 1
! 1 1
25
20 o 3 5 7 9 11 13 15 20 25 JO 35 40 45
Oislanco lrom quenched end. mm
109
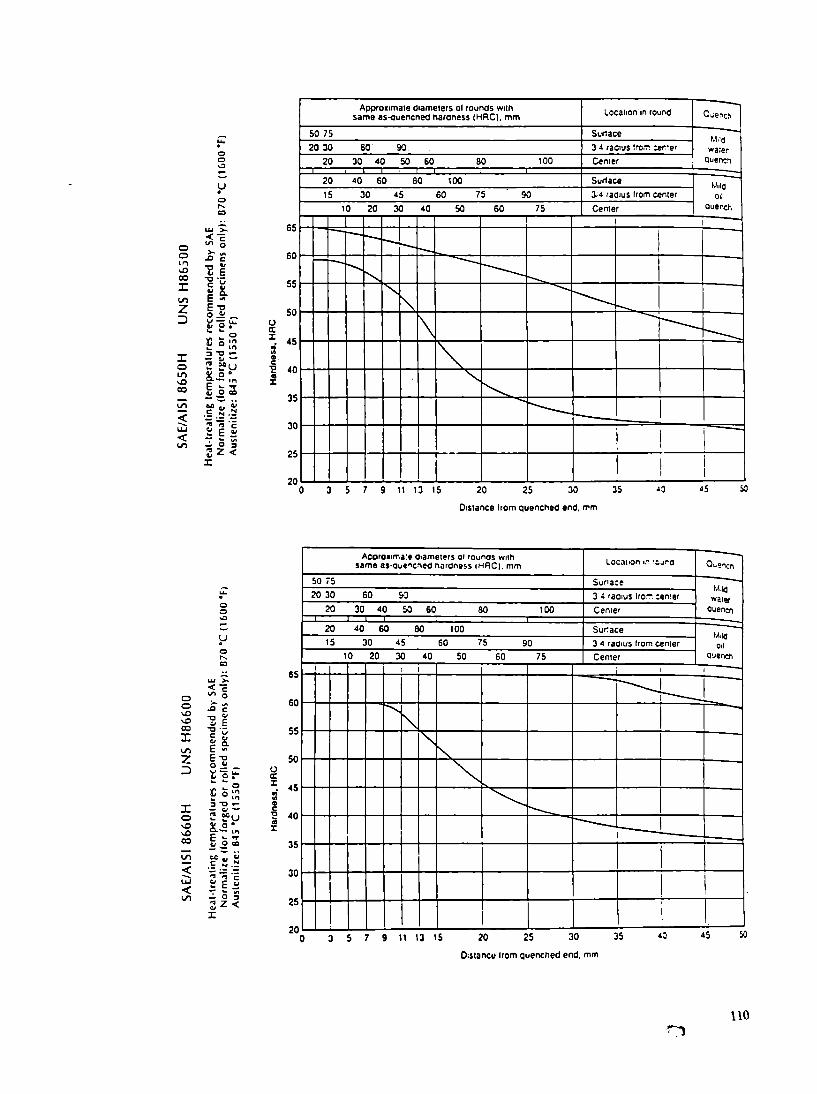
o o '" '° co J: V,
z :J
J: o U")
'° co
o o
'° '° co J: V,
z :J
J: o
'° '° co V,
-e( --u.l
< V,
.....
u o o ..... CQ
!;'-o o ..::,
l.-' o ..... CQ
>-<-.,., g :,... .,.
..e e c.,
~E "O·-C V c.,~ E.,. E"tl o~ -t:- ... o. ~ ~
to~ ~ .,, :::1 "O -- c.,-~ ~u K..9 ;~ E ~.,. c., o e,)
-: .. e,: ., c.,
e "' "' ·-; ~ :~ ~ E!:! - ~.,. .:. o :::1 ~Z< J:
o a: l: .,¡ .. • e 'E .. l:
o a: l: .,¡ .. .. e "O ¡¡¡ l:
65
60
55
50
45
40
35
30
25
20 o
65
60
55
50
45
40
35
30
25
20 o
Appro11ma:e e1,ame1ers ol rounds w11h -sama H-Quencned narcness (HRCJ. mm Loca1,on·,n rounCI O"eoc~
so 75 Sunace -M,,a 20 JO 60 90. 3 4 rad1us :!"O~ :er.~er waier
20 30 40 so 60 80 100 Cemer Que ne~
20 40 60 80 100 Sur1ace M,1a
15 30 45 60 75 90 3,4 radous lrom cen1er o,I
10 20 30 40 so 60 75 Cen1er Queneh
1 ----+- 1 i---- - ----............ r---.......... ,...__
........ ------- 1 ~ --\ --~ r--..._
I~ ........
"-...... r---. - 1
i 1
-1 -
1 1 1
1 1
3 5 9 11 13 15 20 25 30 35 45
O,s1ance lrom quenched end. IT'm
Appro11ma:e c,ame1ers 01 reunas w11n -same as·a~t"ICl'leCI narcness 1HACl. mm Loc'1t1on 1."': ~C. .. H"'CI O'w!.,Cf'\
50 ¡5 Suriace -20 30 60 ~:) 3 ~ rao,us lroe,, :en!er
M.l(l
wa1er 20 30 40 so 60 80 100 Cemer Quench
20 40 60 80 100 Su~ace -15 30 45 75
M,ld 60 90 3 4 rac,us lrom cen1er oil
10 20 30 40 50 60 75 Cemer quenct, ; 1 1 1
----4--J .........
1 ~
" 1 ['...
~ 1
~ .......__ 1
i--- 1
1
1 1
1 1
'
1 1 1
3 5 7 9 11 13 15 20 25 30 35 . 45 50
O,s1anc11 lrom quenched end. mm
no
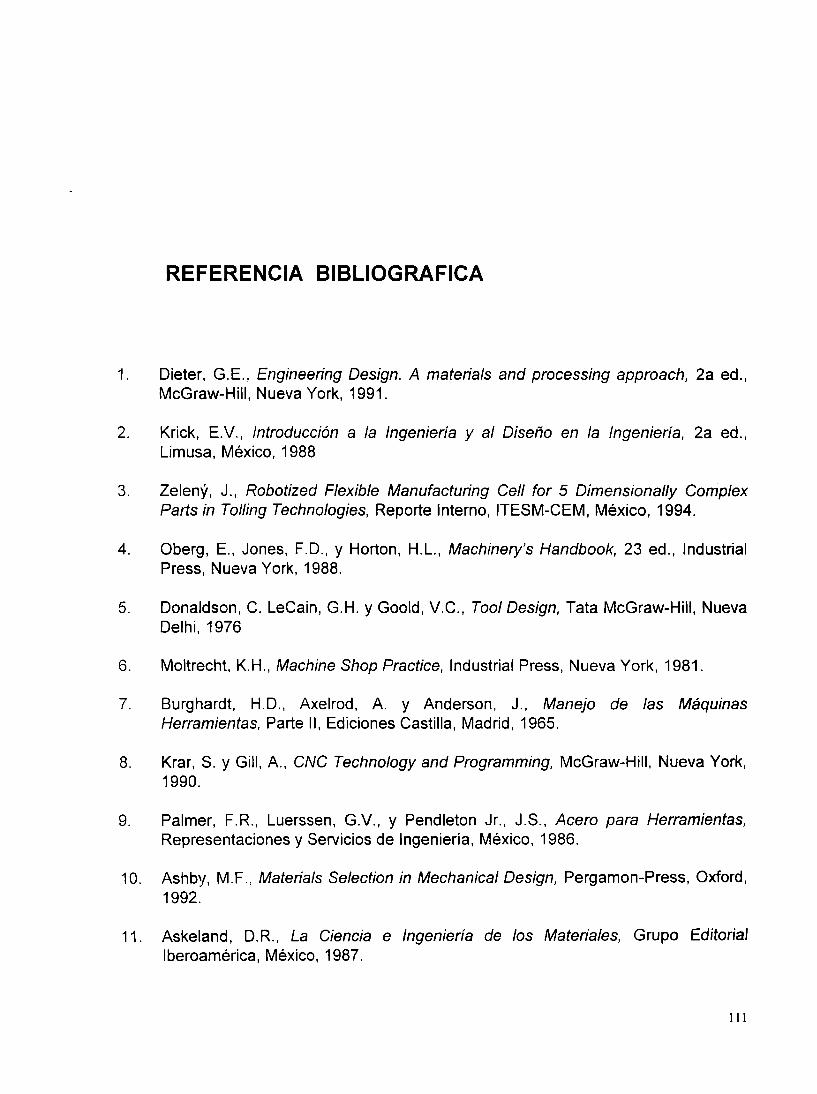
REFERENCIA BIBLIOGRAFICA
1. Dieter, G.E., Engineering Design. A materials and processing approach, 2a ed., McGraw-Hill, Nueva York, 1991.
2. Krick, E.V., Introducción a la Ingeniería y al Diseño en la Ingeniería, 2a ed., Limusa, México, 1988
3. Zeleny, J., Robotized Flexible Manufacturing Ce// far 5 Dimensional/y Complex Parts in Tolling Technologies, Reporte Interno, ITESM-CEM, México, 1994.
4. Oberg, E., Jones, F.O., y Horton, H.L., Machinery's Handbook, 23 ed., Industrial Press, Nueva York, 1988.
5. Donaldson, C. LeCain, G.H. y Goold, V.C., Too/ Design, Tata McGraw-Hill, Nueva Delhi, 1976
6. Moltrecht, K.H., Machine Shop Practice, Industrial Press, Nueva York, 1981.
7. Burghardt, H.D., Axelrod, A. y Anderson, J., Manejo de las Máquinas Herramientas, Parte 11, Ediciones Castilla, Madrid, 1965.
8. Krar. S. y Gill, A., CNC Technology and Programming, McGraw-Hill, Nueva York, 1990.
9. Palmer, F.R., Luerssen, G.V., y Pendleton Jr., J.S., Acero para Herramientas, Representaciones y Servicios de Ingeniería, México, 1986.
10. Ashby, M.F., Materials Selection in Mechanical Design, Pergamon-Press, Oxford, 1992.
11. Askeland, D.R., La Ciencia e Ingeniería de los Materiales, Grupo Editorial I beroamérica, México, 1987.
111
12. Brooks, Ch.R., Heat Treatment of Ferrous Alloys, Hemispher Publishing Corporation, Washington, 1979.
13. Jastrzebski, Z.D., The Nature and Properties of Engineering Materia/s, 2a ed., John Wiley and Sons lnc., Nueva York, 1977.
14. Shigley, J.E. y Mishke, Ch. R., Diseño en Ingeniería Mecánica, McGraw-Hill, México, 1990.
15. Dieter, G.E. Mechanical Metallurgy, McGraw-Hill, Londres, 1988.
16. Seer, F.P. y Johnston Jr, E.R., Mecánica de Materiales, McGraw-Hill, Bogotá, 1982.
17. Rusek, P., Vargas, R. y Skraypinski, A., Propiedades Tribológicas de las Superficies, Mem. XII Congreso de la ANIAC, pp. 181-186, México, 1986.
18. Pawlak, W.R., Aplicación de Comportamiento Tribológico en Consideración de las Propiedades de Materiales, Mem. XII Congreso de la ANIAC, pp. 208-213, México, 1986.
19. Pawlak, W.R., El desgaste Tribológico en Algunos Elementos de Máquinas, ANIAC, vol. 3, no. 1, México, 1984.
20. Hutchings, I.M., Tribo/ogy. Friction and Wear of Engineering Material, CRC Press lnc., Boca Raton, 1992
21. Holmberg, K. y Matthews, A., Coatings Tribology. Properties, Techniques and Applications in Surface Engineering, TRIBOLOGY SERIES, no.28, Elsevier, Amsterdam, 1994.
22. Schey, J.A., Tribology in Metalworwing. Friction, Lubrication and Wear, ASM, Metals Park, Ohio, 1983.
23. Avner, S.H., lntroduccion a la Meta/urgía Física, McGraw-Hill, México, 1988.
24. Micheletti, G.F., Mecanizado por Arranque de Viruta, Blume, Barcelona, 1980.
25. Forn, V.R., Herramientas de Corte, Colección Mecánica, vol. 2, CEAC, Barcelona, 1967.
26. Trent, E.M., Metal Cutting, 3ed., Butterworth-Heinemann Ud., Oxford, 1991.
27. Metals Handbook, vol 8, Mechanica/ Testing, ASM, Metals Park Ohio, 1967.
28. Pollack, H.W., Máquinas Herramientas y Manejo de Materiales, Prentice Hall Internacional, Bogotá, 1982.
112
29. Zorev, N. N., Metal Cutting Mechanics, Pergamon Press, Oxford, 1966
30. Kronenberg, M., Machining Science and Application, Pergamon Press, Oxford, 1966.
31. Dowling, N.E., Mechanical Behavior of Materials Engineering. Methods far Deformation, Fracture and Fatigue, Prentice-Hall, Englewood Cliffs, N.J., 1993.
32. Stiopin, P.A., Resistencia de Materiales, Mir, Moscú, 1979.
33. Juvinal, R.C., Stress, Strain and Strenght, McGraw-Hill, Nueva York, 1967.
34. Marin, J., Engineering Materials, Prentice-Hall, Nueva Jersey, 1952.
35. Mott, R.L., Applied Strenght of Materials, Prentice-Hall, Englewood Cliffs, N.J., 1978.
36. Timoshenko, S.P. y Goodier, J.N., Theory of Elasticity, McGraw-Hill, Nueva York, 1970.
37. Shaw, M.C., y DeSalvo, G.J., A New Approach to Plasticity and lts Application to Blunt Two Dimensional lndenters, Trans. ASME, Ser. B. Eng. lnd., vol. 92, pp. 469-479, 1970.
38. Shaw, M.C., y DeSalvo, G.J., On the Plastic Flow Beneath a Blunt Axisymmetric lndenter, Trans. ASME, Ser. B. Eng. lnd., vol. 92, pp. 480-494, 1970.
39. Shaw, M.C., Metal Cutting Principies, Oxford University Press, Oxford, 1989.
40 .. Boresi, A.P., Schmidt, R.J., y Sidebotton, O.M., Advance Mechanics of Materials, 5a ed., John Wiley and Sons, lnc., Nueva York, 1993.
41. Davies, R.M., The Determination of Static and Dynamic Yield Stresses Using a Steel Ba/1, Proceedings of the Royal Society, Vol. A197, 1949, p.416.
42. Aceros Finos, Aceros Fortuna, S.A., México, 1981.
43. Verhoeven, J.D., Fundamentos de Metalurgia Física, Limusa, México, 1987.
44. Warke, K. y Schramm, K, Temple del acero, Aguilar, Madrid, 1972.
45. SAE Handbook, Society of Automotive Engineers, Warrendale, Pa, 1982.
46. Krauss, G., Steels: Heat Treatment and Processing Principies, ASM, Metals Park Ohio, 1990.
113
47. Boyer, H.E., Practica/ Heat Treating, American Society for Metals, Metals Park, Ohio, 1984.
48. Grinberg, D.M.K. de, Dureza de Temple en Aceros Nacionales al Carbono para Maquinaria, Mem. XIII Congreso de la ANIAC, pp. 328-333, México, 1987.
49. Mini End Milis and He/ical End Milis, catálogo no. A91-164, Kennametal lnc., Pennsylvania, 1991.
50. Drilling. lndexable Drills, Ho/ders and lnserts, catálogo no. GT2-293, Carboloy lnc., Suecia, 1992.
51. Modular Tooling Systems and Precision Metal Removal Tooling, catálogo sin, Komet of America lnc., lllinois.
52. Too/holder Systems Selector Guide, catálogo sin, Collis lnc., lowa.
53. Michigan Dril/, catálogo no. MD 190, Michigan Drill Corp., Michigan, 1989.
54. V-Flange Ho/ders, catálogo s/n, Fitz-Rite Products, Michigan, 1991.
114