herramientas de herramientas de mejora 5´s mejora 5 s
TRANSCRIPT

HERRAMIENTAS DEHERRAMIENTAS DE MEJORA 5´SMEJORA 5 S
Noviembre del 2008Noviembre del 2008

Temario:Temario:¿Qué son las 5´S?¿Voluntad: El cambio es cultural ¿Por qué 5´S?¿Por qué 5 S?Las 5´SPreparación del entornoFlujo para la implementación de las 5´Sj p pSeiri, Seiton, Seiso, Seiketsu y ShitsukeConclusionesConclusionesBibliografía
Q é l 5´S?¿Qué son las 5 S?El concepto de origen japonés de las 5’S se refiere aEl concepto de origen japonés de las 5 S se refiere a
la creación de áreas de trabajo más limpias, seguras y visualmente más organizadas.g
Las 5’S son bloques sobre los cuales se puede i t l l d ió fl j l t l i linstalar la producción en flujo, el control visual y en
muchos casos, apoyar al Justo a Tiempo.

Seiri Seiton
?¿Que son Seiri Seiton
Shitsuke
SeisoSeiketsu?las 5’S
SeisoSeiketsu
Shitsuke
5’S es un programa de participaciónexpandida en las compañías, que incluye atodo el personal de la organización.Tiene un alcance muy efectivo para motivary pgente y mejorar nuestro ambiente de trabajo yefectividad

Voluntad: El cambio es cultural
Valores
El orden y la
Cultura de cero desperdicio
El orden y la limpieza son principios NECESARIOS Visión MisióndesperdicioNECESARIOS para la generación de entornos de
Participación del
entornos de trabajo productivos
personal
Darle prioridad a lo importante y no a lo urgente

Voluntad: El cambio es culturalAdministración de las empresas familiares
Tercera
Segunda
Generación7%
P i
Generación29%
Primera Generación
64%
Fuente: Boletín Informativo de la construcción de la Cámara Mexicana de la Industria de la construcción No.Fuente: Boletín Informativo de la construcción de la Cámara Mexicana de la Industria de la construcción No.con apoyo del INEGI, NAFIN y FUNDES

Voluntad: El cambio es culturalEstándar Internacional
100%
80%90%
100%
50%60%70%80%
40%30%40%50%
10%0%10%20%
Primer añoSegundo año
Quinto añoDécimo año
C12%
Fuente: Boletín Informativo de la construcción de la Cámara Mexicana de la Industria de la construcción No. 32 con apoyo del INEGI, NAFIN y FUNDES

Voluntad: El cambio es culturalCausas de fracaso en las empresas en México
43%
10% 4% 3%AdministrativasFiscales
16%
ProducciónFinancierasVentas y cobranzas
24%
Ventas y cobranzasInsumos
Fuente: Boletín Informativo de la construcción de la Cámara Mexicana de la Industria de la construcción No. 32Fuente: Boletín Informativo de la construcción de la Cámara Mexicana de la Industria de la construcción No. 32 con apoyo del INEGI, NAFIN y FUNDES

Voluntad: El cambio es culturalVoluntad: El cambio es cultural
Necesidad. Valorar el CambioActuar. Estudiar e Implementar
l ’S I lilas 5’S Implica un cambio de conducta conscientePercibir. Evaluar los avances.
Sorpresa y satisfacción ante los logroslogros.
Habituar. Habituarse al nuevo entornoentorno.
Culturizar. El cambio de conducta se transforma en unaconducta se transforma en una nueva cultura

Voluntad: El cambio es culturalVoluntad: El cambio es culturalSiempre puedes superarSiempre puedes superartu mejor actuación. Si alprincipio no lo logras,intenta de otra maneraintenta de otra manera.Cuando dejamos decambiar a los demás yempezamos aesforzarnos por cambiar anosotros mismos,nuestras condicionesexternas cambian.El cambio es un trabajoEl cambio es un trabajoardúo que requiereesfuerzo puede causardolor miedo o ansiedaddolor, miedo o ansiedad.

Voluntad: El cambio es culturalVoluntad: El cambio es culturalLo doloroso del cambioconsiste en abandonar loque nos es familiar paralanzarse a lolanzarse a lodesconocido. A menudoeste dolor se denominaansiedad o inseguridad.
No tenemos quedesarrollar otro ojo, nicambiar de color nicambiar de color, niconseguir un millón depesos, ni cambiar ded d i iedad o sexo, ni conseguir
otros padres.
V l t d El bi lt lVoluntad: El cambio es culturalLo único que necesitamos esLo único que necesitamos escambiar nuestras actitudes yaprender nuevos conocimientospersonales. Es algo que puedehacer cualquiera.Cambiar consiste en primerCambiar consiste, en primerlugar, en aceptar con franquezalos sentimientos. A estacondición de ser franco con lossentimientos se denominaCoherenciaCoherencia.Uno mismo es su recurso másimportante. Siempre se cargaconsigo mismo.

Voluntad: El cambio es cultural
1. La libertad de ver y escucharlo que está aquí, en lugar delo que debería estar, estuvoq ,o estará.
2 La libertad de decir lo que se2. La libertad de decir lo que sesiente y se piensa, en lugarde lo que se debería sentir ypensarp
3. La libertad de sentir lo quese siente en lugar de lo quese siente, en lugar de lo quedebería sentirse.

Voluntad: El cambio es cultural4. La libertad de pedir lo
Voluntad: El cambio es cultural
que se quiere, en lugarde tener siempre quep qpedir permiso.
5 La libertad de arriesgarse5. La libertad de arriesgarsepor su propia cuenta, enlugar de optarúnicamente por estarp“seguro”y no perturbar latranquilidadtranquilidad

Voluntad: El cambio es cultural

Voluntad: El cambio es culturalVoluntad: El cambio es cultural

¿Por qué 5´S?¿Por qué 5 S?
¿PORQUÉ
UNA COMPAÑÍA PRACTICANDO 5’S ¿PORQUÉ
5’S?
HONESTAMENTE ES:Alta en productividad pAlta en calidad Baja en costosBaja en costos Oportuna en la entregaSegura para la gente que trabaja Alta en moral

¿Por qué 5´S?¿Por qué 5 S?
Lugares de trabajo másli i j i d
Resultados visibles paratodos
5’S se ha vuelto
limpios y mejor organizados todos
5’S se ha vuelto
popular por sus
fLos resultados aumentan la
O ió á fá il beneficios generación de ideas nuevasOperación más fácil y segura
Imagen positiva de la
Gente naturalmente disciplinada Y orgullosa de su trabajo
Compañía y mayor Rentabilidad.

Las 5’SSeiri – Selección: Es la acción de clasificar lascosas necesarias e innecesarias.1Seiton.- es arreglar los elementos necesariospara que puedan ser fácilmente localizados2
Seiso significa limpiar completamente el lugar de3
p q ppara su uso.
g p p gtrabajo, de modo que no haya polvo en el piso,maquinaria y equipo.
3
Seiketsu es mantener nuestro lugar de trabajo cómodo y productivo, por ejecutar Seiri-Seiton-Seiso
4Seiso
Shitsuke es entrenar a la gente para seguir un buenhábito en su trabajo y observar las reglas5 hábito en su trabajo y observar las reglasestrictamente.
5

Preparación del entornoPreparación del entorno
Actividades Previas a las 5’S:las 5 S:
Buscar la ti i ió d lparticipación de los
afectados Documentar la
Situación ActualSituación ActualLimpieza Mayor

Preparación del entorno
Fecha: 20 de octubre del 2004Fecha: 19 de octubre del 2004
Documentar la situación actualFecha: 20 de octubre del 2004Responsable: Teresa Rojas
Fecha: 19 de octubre del 2004Responsable: Teresa Rojas
EVALUACIÓN 5 4 3 2 1 5 4 3 2 11 3
Comentarios Se ve sucio y desordenado. Mucho mejor ¿Qué hay acerca del nombre de los lugares?

Preparación del entornoLimpieza mayor
Preparación del entorno
Hacer la limpieza de arriba haciaabajo.
Tratar cada pieza y equipo porseparadoseparado.
Incluir los alrededores de las áreas.
Todos deben participar.
Realizar un plan de seguridad,id d l i it ió dcuidando cualquier situación de
riesgo.

Flujo para la implementación de las SCompromisoCompromiso
Promoción
Educación - Entrenamiento
Selección de áreas
Definición de la situación actual
Clasificación
Estandarización OrganizaciónDisciplina
Limpieza
Evaluación

Clasificación ó Selección
El arte de colocar fuera cosas sin uso.

Seiri¿No te ha pasado que a veces en tu área de trabajo tienes
Seiri¿No te ha pasado que a veces en tu área de trabajo tienesmuchas cosas que no necesitas y las que necesitas no lastienes?
CLASIFICAR es reparar eCLASIFICAR es reparar eidentificar las cosas porclases, tipos, tamaños,clases, tipos, tamaños,categorías o frecuencia deuso.uso.

SeiriSeiri
Distinguir lo que es necesario de lo innecesario.
Colocar lo innecesario en un lugar de descarte.
No debe de haber exceso de materialesNo debe de haber exceso de materiales,equipos o herramientas en el lugar de trabajo.
El t b t d á tiEl exceso atrapa y se acaba gastando más tiempo yenergía en hallar lo que se quiere.
La clasificación se aplica a todos los aspectos delambiente de trabajo.

Como hacer SEIRI en tu lugar de trabajo
CUALES????
ESTRATIFICACIÓN ACCION REQUERIDA
????
PIEZAS INNECESARIAS
Sin valor y fácil de desechar
Teniendo algún valor de
Tirarlos inmediatamente
Buscar un comprador quef l j iPIEZAS INNECESARIAS g
venta.
Sin valor y costoso para d h
ofrezca el mejor precio
Buscar el precio más bajopara desecharlo
SEIRIdesechar
Frecuentemente usadas
para desecharlo
Deben ser colocados cerca
PIEZAS NECESARIAS
Frecuentemente usadas
Algunas veces usadas
del punto de uso
Deben ser colocadas a cierta distancia del lugar
PARA SEITON
g
No son usadas para nada
de trabajo
Deben ser almacenadas separadamente con unaSEITON p
pero deben ser guardadas.separadamente con unaidentificación clara

SeiriLa técnica de la tarjeta roja
Seiri
TARJETA ROJA
Nombre del objeto:Tipo de objeto:
Razón de la identificación:Cantidad:
Acción a seguir:Sección responsable: Acción a seguir:responsable:
Fecha de la Fecha de la acción:identificación:

SeiriPUNTOS DE CONTROL PARA EL LUGAR DEPUNTOS DE CONTROL PARA EL LUGAR DE
SeiriPUNTOS DE CONTROL PARA EL LUGAR DE PUNTOS DE CONTROL PARA EL LUGAR DE
TRABAJO:TRABAJO:
¿Puede encontrar algunas cosas innecesarias¿Puede encontrar algunas cosas innecesariastransformando su lugar de trabajo?
¿Hay algunos cables o tubos innecesarios tirados así¿Hay algunos cables o tubos innecesarios tirados asípor las buenas?
T d l i tá¿Todas las cosas que no son necesarias estánseparadas, clasificadas, almacenadas y etiquetadas?
¿Todos los medidores y herramientas estándebidamente clasificados y colocados?

Organizar
El arte de cada cosa en su lugar para su El arte de cada cosa en su lugar para su rápido uso.

SeitonY ahora que nos quedamos con lo necesario ¡Vamos a
i !
Seiton
organizarnos!
ORGANIZAR es ordenar losobjetos dentro de un lugar deobjetos dentro de un lugar deacuerdo a una norma ométodo adecuadométodo adecuado.

SeitonSeiton
Es darle a cada cosa una ubicación propia teniendo enEs darle a cada cosa una ubicación propia, teniendo en cuenta la frecuencia de uso.
Dar nombre a todo así es más fácil localizar las cosasDar nombre a todo, así es más fácil localizar las cosas.
Las etiquetas estandarizadas ayudan a identificar las lcosas y su lugar.
Se deben guardar las cosas de acuerdo a su función.

Como hacer SEITON en tu lugar de trabajo
ESTRATIFICACIÓN ACCION REQUERIDA
SEITON Frecuentemente usadas
Deben ser colocados cerca del punto de usousadas
D b l dAlgunas veces usadas
Deben ser colocadas a cierta distancia del lugar de trabajo
ARTÍCULOS NECESARIOS usadas
No son usadas paraDeben ser
almacenadasNo son usadas para nada pero deben serguardadas.
almacenadas separadamente
con unaidentificación
SEIRIguardadas. identificación
clara

SEITON?? Iniciar PEPS
Almacenar por línea de productos
Transporte por línea
A A A A A A
B B B B B B
ANTES DE ACTIVIDADES 5’S
B B B B B B
C C C C C CANTES DE ACTIVIDADES 5 S C C C C C C
D D D D D DD D D D D D

DESIGNAR LUGARES SEITONETIQUETARLOS
SEITON
A 1 A 2 A 3 A 7A 6A 5A 4
A 1 A 2 A 3 A 4 A 5 A 6 A 7
B 1 B 2 B 5B 4B 3 B 6
B 2B 1 B 2 B 3 B 4 B 5 B 6
C1 C3C2 C4 C6C5
C1 C2 C3 C4 C5 C6C1 C2 C3 C4 C5 C6

DESIGNAR LUGARES SEITONETIQUETARLOS
PD20 PD22PD21
PD20 PD22PD21
PD32PD31PD30
PD32PD31PD30

?SEITON ?SEITON
1 43 65 82 7
Quitar desperdicios obtenidos después de SEIRISEIRINo ordenar el material de oficinahorizontalmente.No poner nada en el piso

??SEITONSEITON
-Fácil recuperación
B20S H B30S HB25S H
p-No ordenar horizontalmenteS t ti l
B50S SB45S SB35S S
-Sostenes verticales
1 43 65 82 7
? SEITON? SEITON
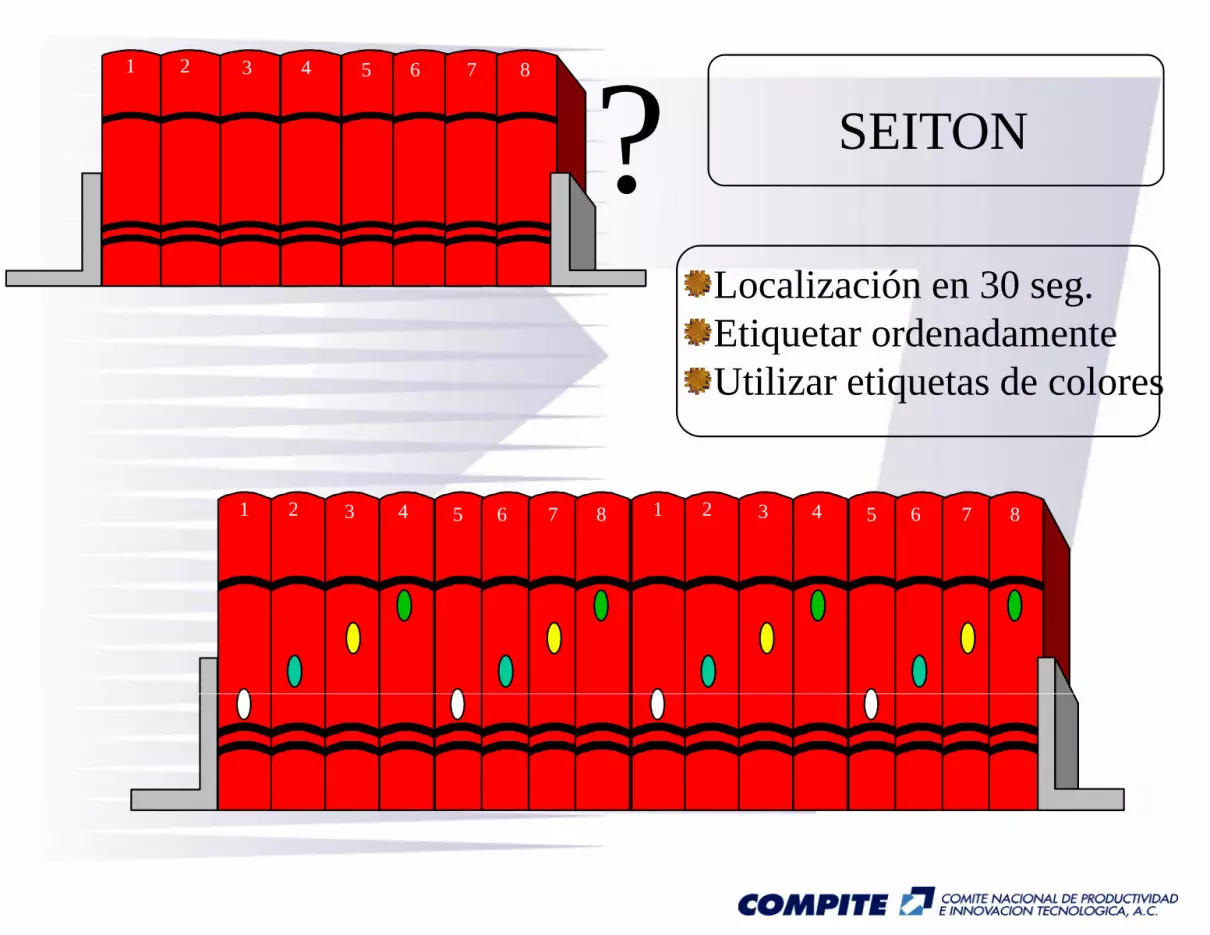
Localización en 30 seg.Etiquetar ordenadamenteqUtilizar etiquetas de colores
1 43 65 82 7 1 43 65 82 7

SEITON
Identificar con
colorescolores
1 43 65 82 7

Etiquetar ordenadamenteIgualar etiquetas de coloresSEITON Igualar etiquetas de coloresSeparar abierto/cerrado
1 2 432
1 2 434
431
5 6 7 8 5 6 7 872
6 8
9 10 11 12 9 10 11 12
12 911 10
13 161514 13 16151415 161413
17 201918 17 201918
2018 1917

SEITON
? Un lugar para cada tipo de artículoU f ti d l i
SEITON
? Uso efectivo del espacio
B20S H B21S H
B23S HB22S H
B25S HB24S H

MATERIALES DELICADOS
SEITONB20S H B21S H
DELICADOS
B23S HB22S H
KANBANB25S HB24S H
KANBANLUGAR DE COLOCACIÓNSEÑALES DE SEGURIDAD
LA SEGURIDADES PRIMERO

SEITON
? INDICACIÓN DE MÁXIMA? INDICACIÓN DE MÁXIMAALTURA
COLOCARLOS ALINEADOS
MÁXIMA ALTURA DE ESTIBA: 2 M
DA
DD
DD
AA
AA
DD
D
AA
AANTES DE 5’S, INSEGURONO HAY CONTROL
DE LA ALTURA

Indicación de los límites deSEITON Indicación de los límites de control
AMONIACOAMONIACO
00
2575
Kg
50Etiquetas de colorq
para sustancias invisiblesindicar la dirección del flujo

SeitonPUNTOS DE CONTROL PARA EL LUGAR DE PUNTOS DE CONTROL PARA EL LUGAR DE
TRABAJOTRABAJO
Seiton
TRABAJO:TRABAJO:
¿Están bien señalizados los pasillos principales, lospasadizos y los sitios de depósito?
Las herramientas están divididas en uso especializadopy “cosas corrientes”?
¿Están las plataformas colocadas a la debida altura?¿Están las plataformas colocadas a la debida altura?
¿Hay amontonado algo alrededor de los extintores deincendio?incendio?
¿Tiene el piso algunos bajos, salientes, grietas uobstáculos?obstáculos?

Limpieza
El arte de eliminar el polvoEl arte de eliminar el polvo.

SeisoBueno, ya que tenemos todo ordenado vamos a
mantenerlo limpio.
Seiso
p
LIMPIAR es quitar lo LIMPIAR es quitar lo
sucio de algo

SeisoSeiso
Las máquinas por ejemplo deben ser limpiadaspor quienes la utilizanpor quienes la utilizan.
El local de trabajo debe ser dividido en áreas dejresponsabilidad.
Cada persona debe cuidar su áreaCada persona debe cuidar su área.
La limpieza es una forma de inspección.Posibilita la identificación de defectos, piezasrotas, etc.

SeisoSeiso
1: Divida el área y asigne responsabilidad2: Establezca: Almacén de Oficinas2: Establezca:
QueSecuencia
materia prima
Prensa Ensamble Embarque
SecuenciaFrecuenciaP f did d
Almacén de producto terminado
Comedor
ProfundidadInstrumentos de limpieza etc.
3 Fij l l l bj ti3: Fije las reglas y el objetivo4: Verifique la ejecución
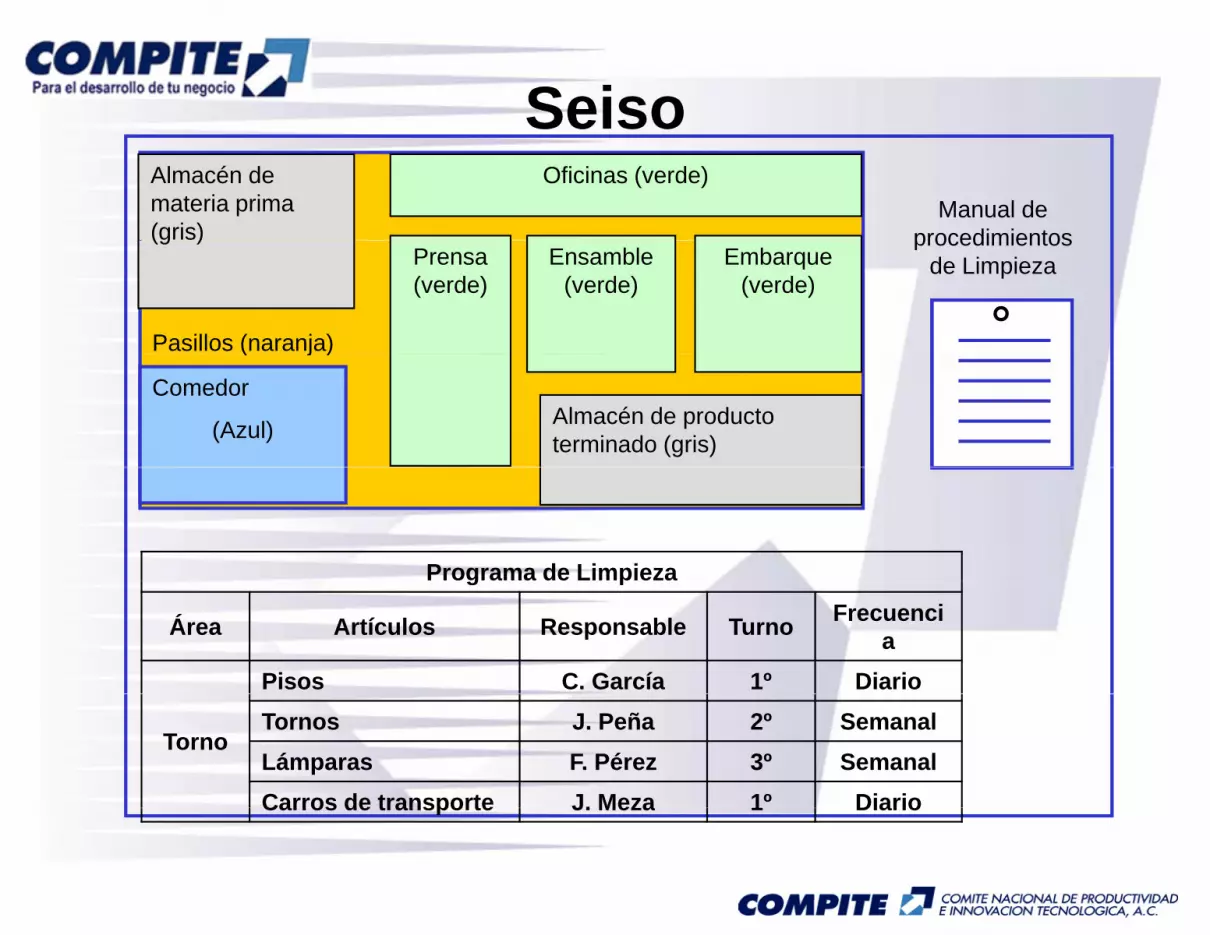
SeisoAlmacén de materia prima (gris)
Oficinas (verde)Manual de
procedimientos
Seiso
Pasillos (naranja)
(g )Prensa (verde)
Ensamble (verde)
Embarque (verde)
procedimientos de Limpieza
( j )
Almacén de producto terminado (gris)
Comedor
(Azul)
Programa de Limpiezag p
Área Artículos Responsable Turno Frecuencia
Pisos C. García 1º Diario
TornoTornos J. Peña 2º SemanalLámparas F. Pérez 3º SemanalCarros de transporte J. Meza 1º DiarioCarros de transporte J. Meza 1 Diario

SeisoPUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:
Seiso
Mire atentamente al piso, pasillos y alrededor de lasmáquinas ¿cuánto puede encontrar de aceite, porquería,q ¿ p , p q ,polvo y virutas de metal?
¿Algunas piezas de las máquinas están sucias de aceite¿Algunas piezas de las máquinas están sucias de aceiteo trozos de metal?
¿Alguna línea o tubo de abastecimiento está sucio¿Alguna línea o tubo de abastecimiento está sucio,aceitoso o tieso?
Al lid d it tá b t id ?Alguna salida de aceite está obstruida?
Están sucios los reflectores, luces o pantallas?

Estandarizar
El arte de mantener el estado de El arte de mantener el estado de limpieza.

SeiketsuCon Seiketsu mantenemos las 3 primeras S`s
Seiketsu
ESTANDARIZAR es crearcondiciones para mantener elcondiciones para mantener elambiente de trabajoorganizado ordenado yorganizado, ordenado ylimpio.

SeiketsuSeiketsu
• La ambientación y la pintura son fuertes aliados de la y pestandarización.
• Busca crear el “Estado de limpieza” ¡No basta estar limpioBusca crear el Estado de limpieza ¡No basta estar limpio es necesario parecer limpio!
• La señalización es un aspecto muy importante• La señalización es un aspecto muy importante.
• Se deben usar placas estandarizadas y que tengan fácil visualización con letras claras y grandesvisualización, con letras claras y grandes.
• La hoja de verificación refleja el estándar de cada área.

SeiketsuMétodos y herramientas de la administración
visual
Seiketsu
Carteles y SeñalesTamaño adec adoTamaño adecuadoColocación que no deje lugar a dudasC l i d jCualquier persona pueda juzgar Contribuir a la buena apariencia del entorno
ColorEtiquetasManuales de Estándares

SeiketsuEntorno transparente
Seiketsu
Pasos para la Administración Visual1: Defina puntos a ser administrados1: Defina puntos a ser administrados 2: Establezca lo que es una anormalidad 3: Elabore un apoyo visual 4: Defina que hacer cuando la anormalidad qse presente

SeiketsuAqui se necesita hacer
SEIRIAqui se necesita hacer
SEITONAqui se necesita hacer
SEISO
Seiketsu
SEIRI SEITON SEISOAqui se necesita hacer
SEIRIAqui se necesita hacer
SEITONAqui se necesita hacer
SEISOAqui se necesita hacer Aqui se necesita hacer Aqui se necesita hacer
SEIRI SEITON SEISOAqui se necesita hacer
SEIRIAqui se necesita hacer
SEITONAqui se necesita hacer
SEISOSEIRI SEITON SEISO

SeiketsuAQUI HAY UNEXCELENTE
AQUI HAY UNEXCELENTE
AQUI HAY UNEXCELENTE
Seiketsu
EJEMPLO DE PRÁCTICA DE
5’SEJEMPLO
DE PRÁCTICA DE
5’S
EJEMPLO DE PRÁCTICA DE
5’S
AQUI HAY UNEXCELENTE
EJEMPLO Á
AQUI HAY UNEXCELENTE
EJEMPLO DE PRÁCTICA DE
AQUI HAY UNEXCELENTE
EJEMPLO ÁDE PRÁCTICA DE
5’SDE PRÁCTICA DE
5’SDE PRÁCTICA DE
5’S

EVALUACIÓN DE LAS 5´SEVALUACIÓN DE LAS 5 S
1) Fotografías del antes y después2) Aplicación de listas de verificación de
las 5´S3) Graficas con los resultados 4) Elaborar Plan de Acción
100Practicas del personal
30405060708090
100
1´SSeguridad
0102030
2´S5´S
3'S4´S

Evaluación del lugar de trabajoEvaluación
Categoría Elemento 5 4 3 2 1 Comentarios
Prácticas ¿Ningún trabajador entra a la planta portando alhajas?
del personal ¿Toda persona que entra a la planta porta su gafete?
Rango
¿Todo trabajador porta su uniforme limpio, completo y correctamente?
Primera S ¿Han sido eliminados todos los articulos innecesarios?
Selección ¿Estan todos los articulos restantes arreglados correctamente en
condiciones sanitarias y seguras?
¿Los pasillos y áreas de trabajo estan señalados, ordenados y limpios?
¿Los articulos innecesarios son guardados en almacen de tarjetas y
bajo las normas de buenos hábitos de manufactura?
¿Existe un procedimiento para eliminar los articulos innecesarios?
Segunda S ¿Existe un lugar especifico para todo, marcado visualmente y bajo las
Orden normas de buenos habitos de manufactura?
¿Esta todo en su lugar especifico y bajo las normas de buenos hábitos
de manufactura?
¿Son los estándares y los límites fáciles de reconocer?
¿Es fácil de reconocer el lugar para cada articulos?
¿Se vuelven a colocar en su lugar los articulos despues de usarlos?
Tercera S ¿Estan las áreas de trabajo limpias y usan limpiadores y
Limpieza detergentes aprobados?
¿El equipo se mantiene en buenas condiciones y limpio?
¿Se distinguen facilmente los materiales de limpieza, detergente y
limpiadores aprobados?
¿Las medidas de limpieza utilizadas son inviolables?
¿Las medidas de limpieza y los horarios son visibles facilmente?
¿La limpieza no contamina con olores y/o sabores al producto?
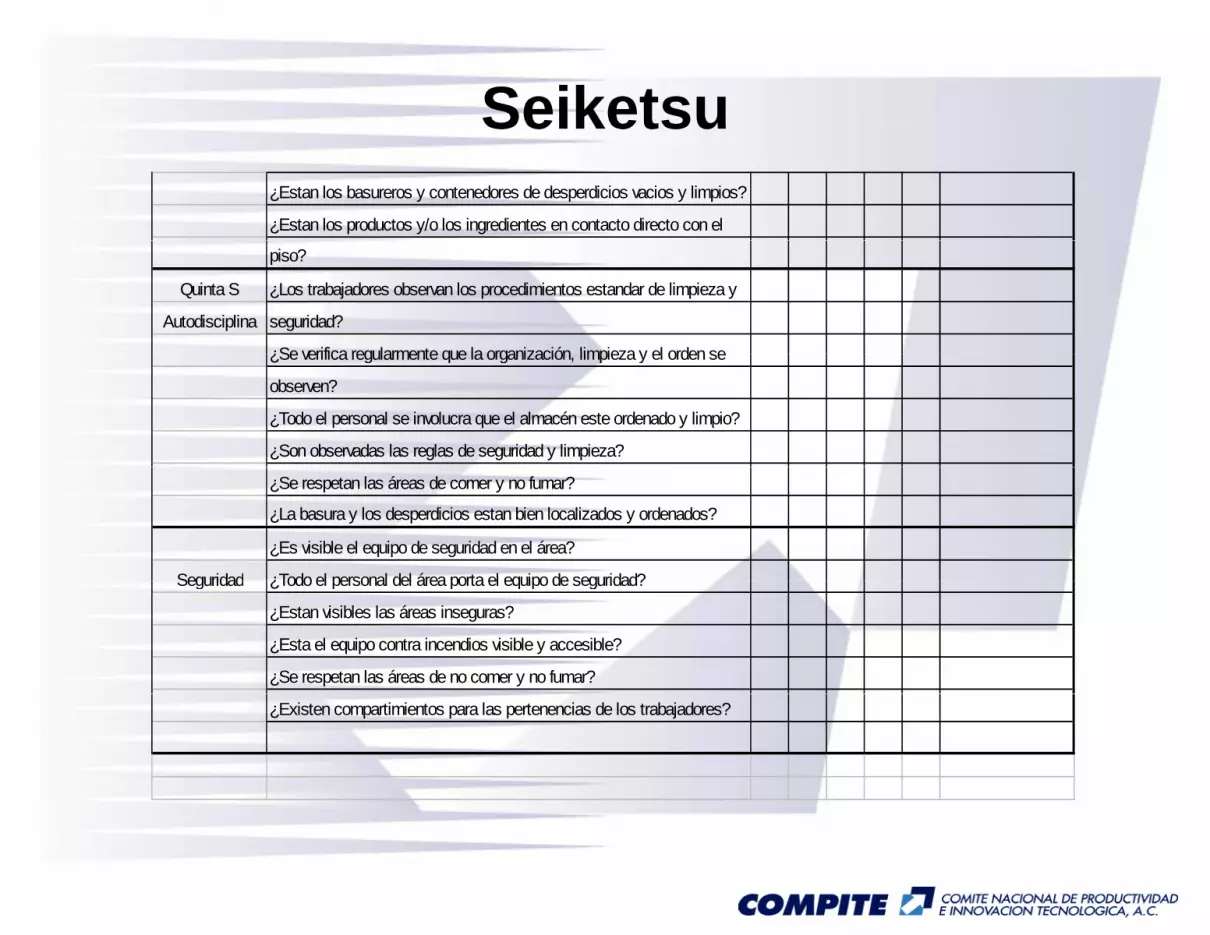
Seiketsu¿Estan los basureros y contenedores de desperdicios vacios y limpios?
¿Estan los productos y/o los ingredientes en contacto directo con el
Seiketsu
piso?
Quinta S ¿Los trabajadores observan los procedimientos estandar de limpieza y
Autodisciplina seguridad?
¿Se verifica regularmente que la organización limpieza y el orden se¿Se verifica regularmente que la organización, limpieza y el orden se
observen?
¿Todo el personal se involucra que el almacén este ordenado y limpio?
¿Son observadas las reglas de seguridad y limpieza?
¿Se respetan las áreas de comer y no fumar?
¿La basura y los desperdicios estan bien localizados y ordenados?
¿Es visible el equipo de seguridad en el área?
Seguridad ¿Todo el personal del área porta el equipo de seguridad?Seguridad ¿Todo el personal del área porta el equipo de seguridad?
¿Estan visibles las áreas inseguras?
¿Esta el equipo contra incendios visible y accesible?
¿Se respetan las áreas de no comer y no fumar?
¿Existen compartimientos para las pertenencias de los trabajadores?

SeiketsuPLAN DE ACCION
Seiketsu
ACCIONES A TOMAR RESPONSABLEFECHA PARARESULTADOS
NECESIDADES DE
RECURSOS
AVANCES
25 50 75 100

Seiketsu
PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:
Seiketsu
¿Lleva usted ropa sucia o peligrosa?
Ti l d b j l d d i i d¿Tiene su lugar de trabajo luz adecuada y suministro deluz suficiente?
¿Tiene usted problemas con el ruido, vibraciones o con elcalor?
¿Tiene goteras el techo?
¿Ha fijado zonas para comer y tomar?¿Ha fijado zonas para comer y tomar?

Disciplina
El arte de hacer cosas correctas El arte de hacer cosas correctas naturalmente.

ShitsukeRespetar las reglas del juego
Shitsuke
DISCIPLINA es apegarse al l d llas reglas de la empresa .Hacer algo de forma natural,
hábitcomo un hábito.

ShitsukeShitsuke
Se cumple la disciplina en las 5 S`scuando:cuando:
Se ejercita la limpieza diaria de los3 minutos como rutina3 minutos como rutina.
Se hacen las medicionesperiódicas utilizando la hoja deperiódicas utilizando la hoja deverificación y colocando losresultados en el gráfico de controlresultados en el gráfico de control.

Shitsuke
Cuando no se ensucia
Shitsuke
Cuando no se ensucia más. Y cuando se ensucia, se limpia inmediatamente
Cuando se devuelven a su lugar los instrumentos que g qse utilizan
Cuando se repintan losCuando se repintan los letreros que están viejos y se corrige la pintura del piso si aparecen fallas.

ShitsukeLa disciplina es el camino que nos lleva a la formación de hábi
Shitsuke
hábitos.
Establezca la conducta deseada.
Asegure una comunicación correcta.
Haga sentir responsable a la gente de lo que haceHaga sentir responsable a la gente de lo que hace.
Eleve la autoestima de la gente
Siempre que se haga bien una actividad, dé reforzamiento positivo.
Siempre que se cometa un error, señálelo y asegúrese de corregirlo.g g

Shitsuke
Participación del recurso humano
Shitsuke
Concurso de logotipo para las 5’S
Participación del recurso humano
Programas de entrenamiento en 5’SBoletín de 5’S para la educación y p y
difusión Las 5’S para las familias de losLas 5 S para las familias de los
Trabajadores

Shitsuke
PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:
Shitsuke
PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:PUNTOS DE CONTROL PARA EL LUGAR DE TRABAJO:
¿Tiene usted la costumbre de una inspección diaria?
Los informes sobre el orden del trabajo se hacendebidamente a su tiempo?
¿Lleva usted puesto el correspondiente equipo protector?
¿Lleva correctamente puesto su casco y la placa con su¿ p y pnombre?
¿El grupo se reúne según se ha programado?¿El grupo se reúne según se ha programado?

ConclusionesConclusiones
La creación de un Entorno Productivo es:• Tarea de todos• Es requisito para procesos Competitivos • Reduce adicción a la urgenciag
Aplicar las 5’S a profundidad requiere:p p q• De un gran esfuerzo consciente• Genera un Cambio Cultural, yGenera un Cambio Cultural, y
Debe ser uno de los primeros pasos y máximaDebe ser uno de los primeros pasos y máxima prioridad
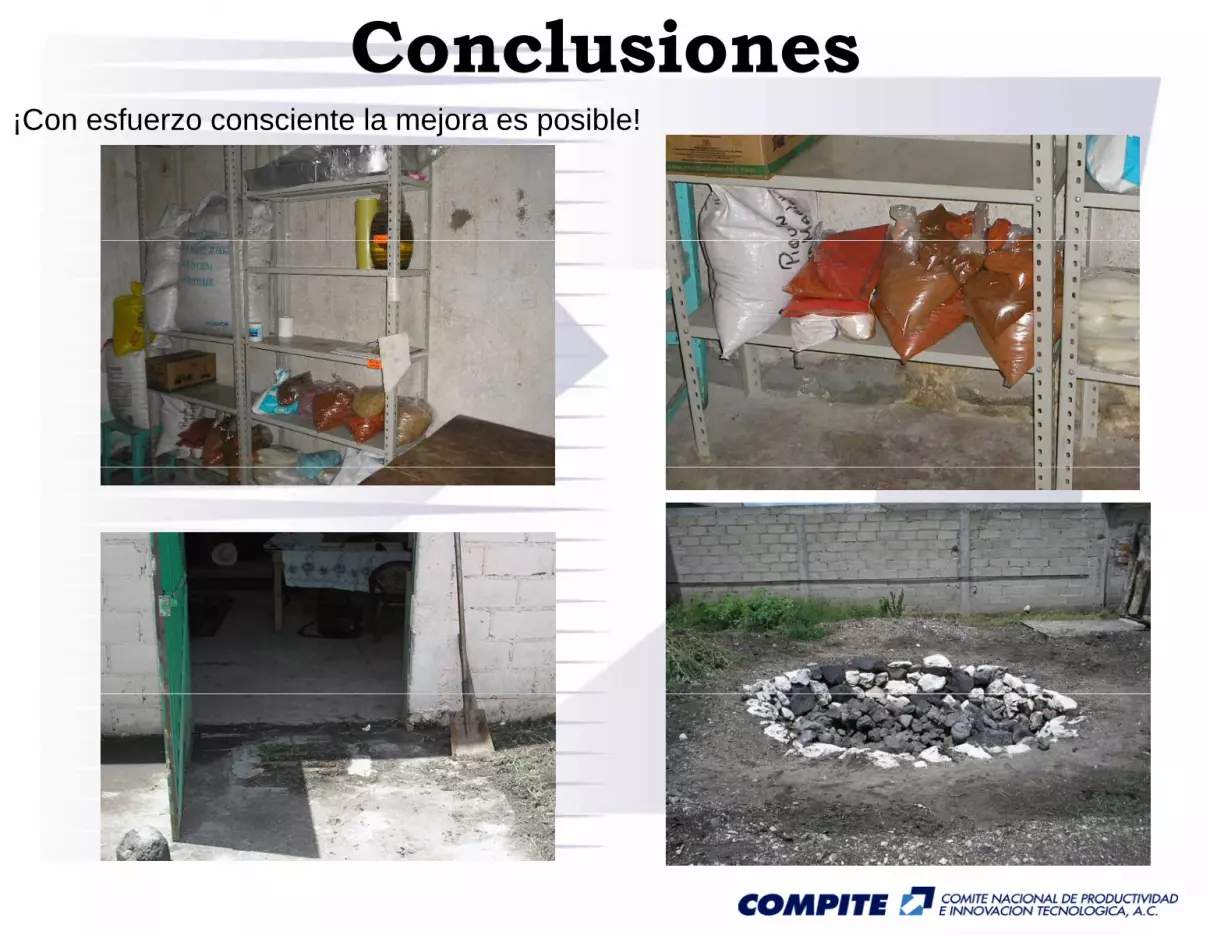
Conclusiones¡Con esfuerzo consciente la mejora es posible!¡Con esfuerzo consciente la mejora es posible!

Bibliografía:
• El proceso de las 5´S en acción. La metodología japonesapara mejorar la calidad y la productividad de cualquierpara mejorar la calidad y la productividad de cualquierempresa.
Socconini LuisSocconini, Luis
Barrantes, Marco
Grupo Editorial NormaGrupo Editorial Norma
• Cómo implementar el KAIZEN en el sitio de trabajo (GEMBA)
M ki I iMasaaki Imai
Ed. Mc Graw Hill
• En contacto íntimo,
Virginia Satir,
Editorial Pax, México.

Contáctanos
• Teléfono de COMPITE: 018002169125• Página electrónica: www.compite.org.mx• Celular: 2221942204• Celular: 2221942204• Correo electrónico: [email protected]