cotton waste - forgotten books
TRANSCRIPT
C OTTON WA STE
ITS PRODUCTION ,MAN IPULAT ION
AND USES
THOMAS THORNLEYHEAD OF THE TEXTILE DEPARTMENT, TECHN ICAL SCHOOL, BOLTON
AUTHOR OF“COTTON COMBI NG MACHI NES," “
poT‘
I‘
ON SPI NN I NG "
( ELEMENTARY,I NTERMED I ATE AND ADV ANCED
SECOND EDIT ION,REV ISED AND ENLARGED
WITH NINETY-ONE ILLUSTRATIONS
LONDON
S C O TT, G R E E NW O O D S O N
8 BROADWAY ,LUDGATE ,
192 1
!A ll rz'glzts reserved]
PREFACE TO THE SECOND EDITION .
IN sp ite of the tremendous effects of the Great War on the
c otton waste industry in all its connecti ons , the orig inal con
tents of the first editi on of this work have now needed only
the addi ti on of a few footnotes. War- time c onditi ons at
tracted intense interest to the uses of cotton waste , and the
author has been gratified to learn that th is treatise has
p layed no mean part in enl ightening many people on matters
demanding“
practi cal attention in regard to cotton waste and
its treatment.
Condenser cotton waste sp inning has extended and is
extend ing all over the cotton texti le districts of the world .
Whi le the rev isi ons of the first ed iti on of th is treatise
have been a lmost nil,the book has been greatl y enlarged by
the additi on of chapters deal ing w ith many imp ortantmatters
omitted from, and g iving extended treatment to matters not
sufficiently dea lt w ith , in the first ed iti on .
The book has fi l led a p lace of its own in texti le l iterature
and the author has endeavoured to increase its value to the
industry by adding new chapters .
The thanks of the auth or and pub l ishers are hearti ly
acc orded to the vari ou s mach ine mak ing firms who have
k indly ai ded in the il lu strati ons and descripti ons. In every
case names of firms have been s tated in the text.
THOMAS THORNLEY.
Ap ril, 1921.

PREFACE TO THE FIRST ED ITION .
THIS treatise upon cotton waste is designed to be of service
to all who are directly or indirectly concerned with the pro~
duction , uses and treatment of cotton waste in any of its
forms .
The master, manageJ
r, or foreman of any ordinary cotton
spinning mi l l w i l l find in these pages many notes and dis
eussi ons relating to the producti on ,characteristi cs, regulati on ,
and treatment of cotton waste in his own factory .
‘
A secti on also is devoted to a descripti on of the weaving
and general uses of yarns spun from cotton waste.
The work ,however, dea ls special ly w ith a descripti on of
the mach inery and processes involved in the c lea\ning ,
Open
ing ,carding , and spinning of cotton waste , and it may be
reasonably c laimed that the treatment of the subject is ful l ,
comprehens ive , and deta iled .
Parti cularly are the processes andmachinery required for
the producti on of condenser cotton waste yarns exp la ined
herein and certainly no one interested in this l ine of work
ought to be w ithout th i s treatise .
It has been the aim of the author to prepare a treatise
l ikely to prove of practi ca l he lp to persons connected with
a lmost every secti on of our g iganti c cotton trade, so far as
the waste questi on is concerned .
vi i
PREFACE TO THE FIR ST ED IT ION .
In these days of keen competiti on and stri ct attenti on to
deta i l , no one can afford to neg lect the questi on of waste,
whether it be in the directi on of reducing its amount , or
app lying it more and more to useful and profitab le purposes.
The thanks of the author and pub l ishers are due to those
firms who have supp l ied some of the i l lustrati ons , and whose
names are menti oned in the text.
THOMAS THORNLEY.
BOLTON, Sep tember, 1912.
CONTENTS.
PART I .
CHAPTER I .
PAGETHE PRODUCTION , CHARACTERISTICS, AND REGULATION OF COTTONWA STE .
—The Use of‘Cotton Waste—The Making of Waste in Cotton Mills
Introduction—The B lowing -room— Various K inds ofWaste Dropp ings—Waste from Crighton Opener with Hopper Feeder—Scutcher Droppings—The Leaf Bars— Licker-in Fly—The Beater Bars of Openersand Scutchers —The Schaelibaum Bars—Testing forWaste— Ca lcu lat ions on Waste per cent .—Summary of Wastes—Carding Eng ineWaste— Card Strips— Long Fibre in F lat Strips—The Stripping of
F lat Cards—Remova l of Stripping Dust— C la ims for Vacuum Systemof Stripping Cylinders and Dofiers of Cards— Dust E xtraction and
the W ire C lothing of a Card—Vacuum System of StrippingFront P late of the Carding Engine— Communi cations on the FrontPlate Quest ion sent to the Author—Hol land’s Web Conductor forCarding Eng ines— Hand Cards—Undercasings— Comber WasteThe D isposa l of the Comber Waste—Lecture—Defects in RovingsTheir Causes and Remedies—The Work on Self-acting MulesSpinning Waste, Middle Iron Rol ler Laps, Fluker Rods , and CrowsforMule Bottom Rol lers— Band ing—AManager
’
s Letter onWastefin
Cotton Mi l ls—The Waste Quest ion—Waste and Stop-motions for
Doubl ing Frames—E xtra Waste from Inferior Cotton—Ful ler Deta ilsof Waste in Ind ian Mil ls— Double Yarn on R ing Frames
CHAPTER II .
TREATMENT OF BEST COTTON WASTE S IN COTTON -SPINN ING M ILLS , WITHOTHER NOTES—Treatment of Roving Waste—Roving Waste Opening—Modern Roving Waste Openers—Del ivery of Waste— B lending of
theWaste from Roving Opener—ExcessiveUse ofWaste—The CylinderLags of Roving Waste Opener—The Gearing—Another Make of
Roving Waste Opener —Thread Extractor—Automati c Feed— Processof Recovering Good Cotton from Carding Eng ine Strips—Letter onCotton Mi l l Waste
X CONTENTS .
CHAPTER III.
PAGETHE OPENING AND CLEAN ING OF COTTON WASTE — Summary of Machines
more or less used in the Treatment of Cotton Waste—Possib le Systems
of Machinery in Using Cotton Waste—Mixings— Soaping Apparatus—Opening and C leaning of Cotton Waste : General Remarks—Productions—The W i l low— Centra l Feature : Strong Spikes—A Makeof W i l low— Genera l Appearance of W illow— Sp iked CylindersWeighting of Feed Rollers— Preparation System—The W illow—Copbottom Machine—B low-room Fires—Heavy Driving— The SoaperSingle Cyl inder, Three Cylinders, and Six Cylinders Six -cylinderMachine - Cotton Waste : Systems of Machines—The ScutcherExtra Beaters— Cop -bottom Breaking Machinet Single
-beater Lapform ing Scutching Machine with Hopper Feeder—The Scutcher Barsand Lap
- licking—Hard Ends— The Crighton 89 -129
CHAPTER IV .
THE CARD ING OF COTTON WASTE —Rollers and C learers— Action of Rol lerand C learer —Specification of Cotton Waste Card —~The Cylinder— TheW ire Covering—Methods of Feeding the Breaker Card—Double LapMethod— Single-breaking Carding Eng ine— Methods of Feeding theFinisher Card—The Lap Drum —The Scotch Feed— Tin Rollers—TheDerby Doubler— Derby Doubler for Cotton Waste—Improved LatticeFeed—The “ Fancy ” and “ Humbug Rollers—The Fancy Rol lerSing le-fin ishing Carding Engine Breaker and Finisher CardsCombined with Scotch Feed—Methods of Delivering Cotton Wastefrom Finisher Cards— The Preparation System—The R ing Dofier
System— Rubbers— The Tape Condenser— The Rubbers —Patent“ Leather Tape ” Condenser—Waste Carding , Side Sl ivers— Patentfor Perfecting Side Ends in Card ing Eng ines—Remarks on CottonWaste Carding— Patent Automati c Feed ing Machine for BreakingCarding Engines— Single F inishing Carding Eng ine with PatentQuadruple
'
Coiling and Can Motion—Adjustment of Rol lers and
C learers—Flat Card— The Humbug , ” Fancy,” and D irt Rollers ,Genera l Remarks—The Universal Carding Principle— Universa l Cotton Waste Set
,72 in. wide— Tape Condensers—Double Dofiing Ar
rangement for Cotton Waste Cards —Other Double Doffer Condensers— Condenser Bobbins—The Waste Card Condenser—Feed Rollers of
Card— Specia l Rol lers— Preparat ion System—Waste Carding EnginesDouble Cards—Dirt Roller—The Humbug—The Fancy— CondenserComb ined Driving for Cards— Improved Waste Slubbing Frame for
Preparatory System 130-191
CHAPTER V .
FINAL SPINN ING MACHINES FOR COTTON WASTE — Pecul iar Spinn ing Ma
chines—The Can Spinning Frame— The Spindle and Cop—Cup
spinning Machine—The Chapon'
Spinning Frame—THE SELF-ACTOR
CONTENTS .
PAGEMULE .
—Draughting of Cotton Waste on the Waste Mu le—TheHeadstocks—Spindles and Productions— Cotton Waste Mule withCotton Headstock—Dri ving for Variable Spindle Speeds— Three
Speeds of Spindle— Stop Motions—Remarks on Three-speed Driv ingand Waste Mules—Round of Movements in Cotton Waste Mule—TheSlubbing Motion—Wheel Slubbing Mot ion—Self-acting Mule—Slubbing Mot ion—Draw-back Motion—Spind le StopMotion—The Drawback Motion—W inding C l ick Mot ion—Details—Special MotionsGauge and Speed—R ing Frame for Cotton Waste
CHAPTER VI .
THE USE OF COTTON WASTE YARN S INWEAV ING .—TheWeaving of Cotton
Waste Yarns—Woven Goods in which YarnsSpun from Cotton Wastemay be Used—R aising Process—C leaning C loths—Doub le C lothWeave with Waste Cotton Weft—Waste in Weaving Sheds—CopSkewering—Improved Tubular W inding Machine 232-245
CHAPTER VII .
V ARIOUSNOTES . —The Counts of Cotton WasteYarns—Approm’
mate Pri cesof Cotton Waste—Approximate Pri ces of Condenser Yarns—CottonSeed Products—The Condenser Rubbers—Stripping—Banding— Overlooking and K inds of Waste—Hard Ends—Workmen—Fine Countsfrom Waste— Cone- drum Driving forMules—Use of Stores—Wool lenand _Worsted Machines , Summary—Carding and Spinning Machinery—Coa l— C ity Gui lds Examination Questions, 1909—VigogneYarnsExtracts from Recent Consular Reports—Wastes in theWool len Trade— Absorbent Cotton—Waste in Doub ling—Waste in W iping up OilLoose Cotton B leaching—Waste in Ameri can Mills—Artificial SilkB a ine’s Loss Table , 1833—New Pa tent Machine—Fire R isk withCotton Waste—Danger of Flannelette—Cand lewick— Carpet CopsCondensed Yarn—Objectionable Wastes—Wool len Mil l WastesInd ian Raw Cotton
PART II .
CHAPTER V I I I .
SUMMARY OF COMPLETE PLANT FOR PROD UCING CLEAN ING CLOTHSWASHING THEM , OIL EXTRACTION .
—Sewing of C leaning C lothsWashing of C leaning C loths—Oil Recovering from Greasy C lothsSoft Waste Machines—Engine C leaning Waste—Wadd ing—CottonBand ing— Gun Cotton— Sorting Tables— Fire Protection— Soapwater for Waste Mixings—Method of Using Mixing 274 -288
xii . CONTENTS .
CHAPTER IX.
PAG EVARIOUS COTTON WA STE MACHINES —Machine with Del ivery Latt ice
and Soaper—Hard Waste Breaking -up Machine—Three-cyl inderMachine— Lengths and Breadths of Strapping , and Lengths of RopesRoving Waste Opener—Hopper Feeder for Roving Waste OpenerVertical Beater Opener—Balanced Rope Driving -The Kirschener
or Toothed Beater— Hopper Feeder for Carding Eng ines—NotesAlteration of-Counts of Yarn— Condensers 289 -308
CHAPTER X.
CARDING OF COTTON WASTE —Care of Fi l leting— Breakage of EndsScotch Feed Grinding Machines—Fancy Rol ler—Broad Band Feedfor Cards—Roving Frame for Waste—Roving Frame for Band ingRoving Frame for Spinning
CHAPTER XI.
FINAL SPINN ING PROCESSES . False Twisting Machine— Rol lers and
C learers—Angle of Roller Stands on R ing Frame—Reced ing MotionCarriage Stop Motion—Slubbing Motion for Waste Mule— Three
speeds for Mule Spindles (Hetherington’s)— Reversing Motion for
Mule Spindles— Openers and Scutchers— Carding Eng ine SettingsDeta i ls and P lan of Waste Mules— Twisting Roller Del ivery MotionCondenser Mule Deta ils—Treble Spindle Speed for Condenser MuleRim Shaft forWaste Mule— Carriage Retarding Motion 825-355»
CHAPTER XII.
PROCESSES SUBSEQUENT To SPINN ING .—Reeling— P]an of R ing -mil l for
14’
s Counts—Beaming or Warping Mach ine—Constant Multipl iersW ind ing Frames— C loths in which Cotton Waste Yarns may be Used— Botany and Angola Yarns—Wool Wastes—Grad ing of CottonPurchasing of Cotton—Mixings of Cotton Waste—Dish Feed for
Carding Eng ines— Kinds of Cotton Waste—Uneven Laps—RevolvingF lat versus Rol ler Card for Waste—Erection of Roving Frame
Stripping and Grind ing of Card ing Engines— R ing Dofier Condenserand Tape Condenser— Erection of Scutcher— Percentages of WasteInjury to Cotton F ibre—Indicators for Roving Frames—Ga iting of
New R ing Frame— Defects in Working of Mule—Kinds of CottonWaste— Features of Mule Spinning for Cotton Waste—G inning and
Packing Faults 356-393
INDEx 394
CHAPTER .I .
THE PRODUCTION , CHARACTERISTICS , AND REGULATION OF
COTTON WASTE .
The Use of\
Cotton Waste.
IT has been repeatedly impressed upon ourEngl ish cotton spinners
and manufacturers that certa in countries abroad are far ahead of
us in regard to the uti l i za t ion of cotton waste . Indeed,i t may be
said that certa i n distr icts of Germany almost lead the world in
this particular direct ion . Not only does Germany import a fa i r
amount of cotton waste from this country,but a lso a far larger
amount from the Uni ted States . I t is no more convenient to
blend the wastes from America with those from E gyptian and
Sea Islands cotton than i t is to mix these widely different cottons
in ordinary cotton spinning,and the German imports
,
of cotton
waste from Amer ica can genera lly be re l i ed upon for reasonable
uniform ity in this respect . In the German market there is a dis
t inct preference for imported soft waste,and Germany appears to
be more than able and wil l ing to absorb practical ly all the soft
cotton waste obtainable from France,E ngland
, and America . A
good price is often paid for the best clean,soft waste
,reaching
sometimes up to 70 per cent or so of the price of raw cotton,
which is not to be wondered at when we remember ' that such .
was te may not need Opening and clean ing by the usual processes,
and wil l lose very l i ttle i n weight . The best clean,soft waste
must not be confused with soft waste that is more or less dirty,
and is sometimes exceed ingly so. In a consular report i t wasstated that i n 1907 Germany imported l i nters and cotton was tefrom mil ls to the extent of lb . from the United‘.
States,
lb . from India,and only lb . from
England . Severa l countries ship some sorts of waste to Germany”and import other kinds therefrom . Germany purchases all kind sof cotton waste from the United States , but i n part icular soft wastessuch as sweepings
,fly
,and str ips . Some of this goes to make
2 COTTON WASTE .
coarse towellings,scrubbing cloths
,dish rags
,cheap cotton blankets
,
and fiannelettes . The counts are usual ly very coarse - say from 5’
s
to 5’
s or 6’
s,a l though the very best sorts range up to 10
’
s or even
12’
s counts . In a genera l way yarns Spun from cotton waste are
i n tended for the wefts of woven goods of one description or an
o ther , and the warp may be of better and finer yarn,either from
cotton , l inen or other well-known texti le fibre .
Recently'
very great interest has been centred in the subjectof cotton-waste spinning
,and i t is very l ikely that i n future a
good dea l more cotton waste will be made into yarn in this country
than has hitherto been the case . Of course,i t is not to be for
gotten that the large increase in the number of ordinary cottonspinning mil ls will have placed a larger quant ity of cot ton waste
on the market, and this will largely compensate for the increased
demand for waste caused by the recent extens ion in number of
Spindles for the Spinning of cotton waste i nto yarn of low countsand qual i ty . Another point to remember
,however, . in this con
nexion is that a waste - spinning machine is enormously productive— not because of the high spindle Speed
,because this is wonder
fully low,Often only about 350 revolut ions per minute
,and not
even because of a high carriage Speed, as a good speed is five draws
per minute . The great production in pounds weight is , of course ,due to the low counts that are spun
,so that if a waste mule spinning
3'
s counts can produce 21 hanks per Spindle per week , this wil l
e qual 7 lb . per spindle . A cotton mule on ordinary cotton yarns
o f about 3o’
s can produce something l ike 30 hanks per Spindle
p er week , which only equals 1 lb . per Spindle , whereas i t would
e qual 7% lb . of 4’
s yarn .
The Making of Waste in Cotton Mills — Introduction.
In the earl ier days of cotton spinning on the factory system
a much larger proportion of the raw cotton was rej ected as was te
a t one stage or another in going through the mill processes.
Thirty years ago a great many cotton mills were very lax i n the ir
m ethods of checking the waste losses , and much more good fibre
found its way i nto the was te bags and cans than is now the case .
I t is an actual fact that within the present writer’
s own persona l(experience when a youth
,the frame overlooker of a certa in well
«establ ished and large mil l regularly connived with the fireman ,and every week personal ly put in s ide the boiler fires a good quan
THE PRODUCT ION OF COTTON WA STE 3
ti ty of bobbin waste in order to deceive those in higher authori ty
as to the amount of bobbin waste that was made . This practice
had been going on for years before i t was final ly exposed .
Formerly i t was the usual thing, even for users of average
American cotton,to work both the t aker- ins and the cylinders of
carding engines without undercasings , and to extract double or
more of the percentage of fly than is now accepted as a basis .
We expect these art icles will more than serve the purpose of
Showing the huge importance of properly regulat ing the amount
and character of the waste that is made in our spinning mil ls,
and also of ut i l i zing to the bes t advantage the waste that is un
avoidably and necessari ly made . On the other hand , we Show
that it is easy enough to reach a foolish extreme in usi ng up too
much of the soft waste i n our own mills ; but i t is qu ite as un
bus iness - l ike to allow too much waste to be made and sold at a
big loss .
The Blowing-Room.
Badly set and badly condit ioned machines,careless and um
Skilfu l workpeople,and i ncompetent administrat ion often cause
much more waste to be made than ought to be . Speaking
generally,the bale breakers
,hopper feeders
,openers
,and scutchers
Should produce veryl i ttle fiy indeed ,these machines and processes
being concerned in extracting the more glaring and heavy im
p urit ies and undesi rable matter,such as seeds
,sands
,leaf
,stick
,
and other dirt . Every effort Should be exerted to obta in and
work upon the golden mean of extracting the max imum of such
undes irable refuse with the minimum of good fibre . For example,
i t is wel l understood that the broad principle with regard to beater
bars is that i f the spaces between them are too wide,the drop
pings will be too rich or too full of fibre ; the oppos i te extreme
of close Spaces may remedy this evil , but care Should be taken to
g ive the sand,dirt
,and seeds every reasonable Opportunity of
escaping , and not being al lowed to be drawn back again i nto the
c otton by the air currents . In this connexion it is probably one
of the most curious features i n regard to openers and scutchersthat the air current is usual ly permitted to enter mostly through
the very same bars between which most of the impurit ies are
driven . Apparently , i t is glaringly anomalous that we Should
work under such condit ions that the emiss ion of the dirt is
4 COTTON WASTE .
restri cted and checked by the admission of the air required to fil l
the partial vacuum caused by the fan. As a matter of fact th ishas often been noticed
,and our machine makers have often at
tempted to introduce fresh posi t ions for admitt ing the air rather
than at the beater bars . All . experience, however , ind icates that
this is the best point for air admiss ion in Spite of this disadvan
tage , and i t therefore becomes i ncumbent upon all carders and
managers to be sure they have such a well -balanced fan draft or
current of air in each machine that the special requirements are
fulfil l ed to the best advantage . For example,i t may easily
happen in a scutcher that . a fan draft is so weak that the cottonis not brought freely away from the beater to the cages
,and
portions of good fibre are cut by excess ive treatment,or are driven
out as waste : On the other hand,if the air current coming
through the beater bars is too strong it wil l not al low the l ighter
impuri t ies to pass through the bars , and the cotton is not suffi
ciently wel l cleaned . Openers and scutchers should be manipu
lated so that very l ittle waste of any value is extracted at any
stage,except perhaps below the leaf extractor bars
,and yet nearly
all the heavier impurit ies must be taken out before the cotton
leaves the blow- room . Numerous types of grid have been moreor l ess used between the heaters and cages
,but after all these
experiments thin wrought - iron bars, or thicker cast - i ron ones
,
appear to receive far and away the most adoption either as beater
or cage bars,the thin wrought - i ron bars costing more , but prob
ably giving the best resul ts .
Various Kinds of Cotton IVaste Droppings.
At this stage it wi l l be profitable to briefly describe the
various kinds of waste produced in a blowing - room , taking them
in proper sequence or order of occurrence in the mill . The first
droppings or waste taken from the very earl iest stages exhibit an
extremely sandy character . This is the case,for example , with
much of the dirt and waste matter taken from below the bars of
the cleaning portion of the long exhaust feed trunk , whether this
dirt be removed by hand or by the automatic and Slowly movingsel f- cleaning lat tice sometimes fit ted inside these trunks . This is
agai n the case with the dirt taken from below the feed - box of the
hopper bal e breaker . There is scarcely any seed taken out at
this stage , very fine sand or dirt forming the bulk of the weight
THE PRODUCT ION or COTTON WASTE . 5
along with a fa i r proportion of bits of l eaf and st i ck , the whole
being , so to Speak,held together by a
‘
very sma l l percentage of
fibre,which apparently clings to . the dirt , and is taken out there
with . The writer has made close examinat ion of such droppings
or dirt,and apparently the sma l l percentage of fibre extracted at
this poi nt is composed of some long fibres as wel l as Short ones .
Ne i ther in the long exhaust feed trunk ,nor at the feed-box of
the hopper is any definite means made to drive out, beat out, or
pul l out any of the waste or dirt, the latter being Simply al lowed
to fa l l out and pass through bars i n cases where i t is sufficiently
loose from the body of the cot ton . This explai ns why such
a smal l proport ion of seed and such a large proport ion of sand
help to make up the bulk of the waste extracted at this point .
More Open bars and slower passage of the cotton may have some
tendency to extract a higher percentage of impurit ies at this
s tage . It may a lso be poi nted out that pass ing the cotton through
a bale Opener or a lat t ice feeder prior to its passage through the
long exhaust feed - trunk,will not only enable the cotton to pass
more easi ly along the trunk,but also Open the cotton sufficiently
to facili tate the fal l ing out of the dirt in the trunk . From under
neath the inclined spiked lattice of the bale breaker may be
g athered a smal l percentage of the smal lest sand and d irt,con
tain ing possibly even - a lower proportion of fibre than'
that from
beneath the feed-box bars of the same machine .
Waste from Crighton Opener with Hopper Feeder.
From beneath the bars -oi the del ivery box or stripper rol ler of
the hOpper feeder a certa in amount of waste.
may be gathered
whi ch conta ins more seed and fibre than any waste made at anyprevious point . Natural ly the amount of sand dropped at the
hOpper feeder is much less than from the bale breaker .
I t is wel l known that it has long been the cus tom to apply a
smal l porcupine beater to the feed part of a vertical Crighton
Opener in order to prepare the cotton for obta in ing the ful l benefi t
of the cleaning and Open ing act ions of the vertica l bea ter .
Beneath this smal l porcupine beater are placed transverse grate
bars,and a fa ir proport ion of undes irable matter is extracted at
this point . It usual ly conta ins a percentage of all the impurities
p resent i n raw cotton, such as sand
,l eaf
,seed
,and Short fibre ,
6 COTTON WA STE .
but compared with the droppings beneath a blade beater conta ins
fewer seeds , a l though quite as much fibre .
From the large d i rt chamber surrounding the vertical beater
i tself we naturally obta i n a compara tively large proportion ofundes i rable matter of all . descriptions usual ly present
,but here
agai n we may usua l ly not e a l ower proportion of seeds ,and
perhaps a higher proport ion of sand,as compared wi th the blade
beater . The blade beate r apparently possesses the property of
driving out the heavier substances,such as seeds
,better than the
steel kn ives of the porcupine or Crighton . Natural ly a great
proportion of sand and dirt has already escaped when the cotton
reaches the blade beater,and hence the droppings from beneath
the grate bars of the blade beater appear whiter and more ful l ofseed than the dropp ings from the larger beater .
The grate bars surrounding a large Crighton beater are made
of different shapes as per requ irements . As a mat ter of first cost ,the cheapest bars are those cast i n sections , which can be readi ly
put i n place or taken out agai n . The -
a lterna tive thin wrought
i ron bars take a good dea l of handling,but there are people who
i ns ist on having them . The section cast - i ron bars are made
with sma ll er apertures and thicker metal facings between the
apertures when it is required to restr i ct the amount of waste
extracted at this point,the thickest meta l and smal lest holes
be ing used in cases where the Crighton is used for the re- treat
ment of cotton waste . While referring to the different k inds ofwaste extracted from a C righton Opener and scutcher combined
we may say that i t is becoming the practice to use 24 i nch
diameter porcupine cyl i nder instead of 16 i nch diameter , as
was formerly the case .
Switcher Dropp ings.
AS before stated,the droppings from beneath the blade beater
of a scutcher present a contrast to any other waste in respect of
conta ining such a large proportion of seed , this being true e ither
of the finisher,the intermediate scutcher
,or when a blade beate r
forms part of an Opener combinat ion .
In the writer’s Opinion the blow of a blade beater is more
searching than tha t of any other form ,and certa i n ly more than
the 4 - i nch knife or blade,now almost universal ly adopted on the
large cyl inders of Openers . At the same time there is l itt l e doubt

8 COTTON WASTE .
wrought- iron ones . If la id traversely across the machine there is
perhaps a better chance for these bars to scrape out the sand ,but
some people prefer them to be la id at right angles to the cages ,or paral lel with the s ides of the machine
,this at any rate be ing
the contrary method adopted for the beater bars .
Formerly,instead of these stat ionary leaf bars
,Messrs . Crigh
ton used a very slowly travers ing lattice,and this travel l ing latt ice
is now appl ied often by a well -known machine firm beneath the
ord inary bars , and additional thereto . The obj ect of this travel ling
lattice is to dispense with the necess ity for dropping the door
every two hours or so,Since the dirt dropped on top of the lattice ,
drops off and upon the floor as the latti ce creeps slowly round .
L icher- in Fly.
There is a close resemblance between the droppings gathered
from beneath the l i cker - in of a card i-ng engine and that gathered
from the var ious pos i t ions of an Opener or scutcher . As a matter
of fact , the l icker- in may be described as the beater of a card,
and more especial ly so s ince the metal lic taker - in displaced theold l eather covered taker- in . Proportionate to the total we ight of
waste extracted at this point,there is more fly or waste fibre than
sand , leaf , or seed,as compared with the opener or scutcher waste
,
and probably the chief explanation of this point l ies i n the fact
that the vast bulk of all the impurit ies has a lready been driven
out in the blowing- room machinery . Beneath the l icker- in is the
final pos i tion in cotton - spinning machinery at which we may ex
peot to find any quant i ty of sand or seed,or other heavy impurit ies
,
a l though the tota l we ight or percentage of waste made at thispoint is a lmost always less than tha t extracted by the flats .
E ither flat strips or cyl inder strips contai n an infinitely smal ler
proportion of sand , leaf, or other impuri ti es than l icker- in drop
pings , while at the same time there is a much greater proport ionof fly or fibre in the former . Licker- in droppings
,when good
undercasings with close bars are used,are not real ly of very much
more va lue in waste Spinning than are some of the wastes from
the scutcher . On the contrary,the other wastes of a card
,
whether they be card front fly or any of the strippings,are of
considerable va lue in waste Spinning,as waste goes .
Thirty or more years ago ,before the device of Joseph Bennett
,
of Whitfield , G lossop ,began to be applied to carding engines
,i.e .
THE PRODUCT ION OF COTTON WASTE . 9
the feed plate , along with the metal l ic taker - in ,i t was customary
to a l low all the droppings from the l icker-in free Scope to fal l on
the floor,and not to prevent this by undercasings ; and in those
days l icker- in fly was of far more value for the purposes of waste
spinning than it is at present .
If we examine a card back full of waste we Shal l find the upper
portions reasonably fibrous , with the bottom portions ful l of theheavier impurit ies .
The BeaterBars of Op eners and Scutchers.
Probably no part of an Opener or scutcher for cleaning and
opening cotton has been more the subj ect of discuss ion and in
vention than the grate bars beneath the scutcher bea ter and
beneath the first portion of a horizonta l opener beater . Thenumber of bars to be Used
,the exact shape of these bars
,the ex
a ct angle Of the bars,their distance apart from each other
,and
their distance from the path of the beater have been frequent
points of discussion,and many arrangements have been experi
mented with .
A question one may reasonably ask is , Why have comparativelythick cast - i ron bars been so often preferred In place of thinner
bars of better materia l ? It is a matter of fact that scores of blowing
- room machines have recent ly been fit ted with thin steel barsbeneath the beater
,such bars having originated abroad
,and brought
all the way to our Lancashire mills . The pract ice in such a caseis to take out the exist ing bars beneath the bea ter
,place a spiked
comb bar next to the feed rol ler,and follow this by possibly
fourteen or more thin steel bars on a scutcher or a greater numberon an Opener . The comb bar may have poss ibly one row of spikesfor Sea Islands
,two rows for Egyptian ,
and four rows for othercotton (see fig . 1
,p .
There can be no doubt that the introduction of these patent
bars has frequently led to extra cleaning of the cotton when thesame has been of a somewhat dirty character . Specia l packingsare used at the ends of these bars to give them a sui table angle
,
and there are one or two little specia l deta i ls of arrangement .Apart from all this one is led
,to ask— Why have our E ngl ish
spinners not insisted on thin steel beater bars being supplied byour machine makers
,instead of the comparat ively clumsy thick
ones we often find in use? We are inclined to think our spinners
10 COTTON WASTE .
would have been will ing to pay the extra cost if they had realized
the extra benefit resul ting from having more cleaning edges in
the same space , and yet better Openings for the dirt to escape .
I t may be laid down in a general statement that What we
want in beater bars is the provision of the maximum number of
cleaning bars,the best shape and angle of bars for permitting the
escape of the droppings, and for permitting the air to enter for
the fan draft,without also permitting any re -drawing- in of the
dirt and undesi rable matter . Thick bars do not lend them
selves to the best attainment of these desi rable features , especial ly
when used in the very l imited space ava i lable between the feed
rollers and bottom of the beater chamber in connexion w ith a
double or treble -bladed scutcher beater . If cotton is to be per
manently at a higher level of price— then greater attention must
be devoted to beater bars , leaf bars, l icker - in undercasings , flat
stripping plates , and any points which greatly affect the quantityand character of the waste made at the blowing- room and cardingmachinery .
We also want beater bars so fi tted i nto position that i t is almost
impossible for the angle or adjustment of the bars to be disturbed
during working,and we are afra id some of our Spinners have
pa id rather too much attention to cutt ing the machine makers
down in price,and too littl e at ten tion to such important points
as these . As a rule a machine maker natural ly likes to make
machines that he can be proud of,but he may as well Shut up
shop if prices do not provide a reasonable profit,and Spinners
should remember such points as these .
An important point to remember is the effect on the air cur
rent of any a l terations i n the bea ter bars,and we are of opin ion
that this particular feature is often overlooked . If the beater
bars of a scutcher are so altered or changed that a greater volume
of air can find its way through the bars , this is bound to exercise
an effect on the air exhaust problem . Cases have occurred where
much trouble has arisen i n this particular direction . We have
never to forget that we have the apparently anomalous procedure
of the chief i ntake of air on a scutcher occurring at the very
beater bars through which the larger proportion of the heavier
impuriti es are expelled by the force of the beater assisted by
gravity . As a matter of fact,the intake of air at th is point is of
material service i n preventing the escape of too much good fibre
THE PRODUCT ION OF COTTON WASTE . 11
along with the undesirable matter . E xperiment has demonstrated
that no better pos it ion for the intake of air has yet been found,
and i t is no haphazard reason that is responsible for the apparent
anomaly .
It is a curious fact— attested to by persons who have watched
the actual occurrence— that some of the l ighter dirt expel led from
the upper bars of an opener or scutcher , has often been attracted
back again i nto the good cotton at the lower bars,and therefore
the angl i ng and adj ustment of the bars Should be such as to
prevent this . In some cases divis ion plates have been introduced
with advantage between the upper and lower portions of the bars ,and this point is perhaps worthy of more at tention
,al though
some firms have discarded the same after trial
I t need hardly be sa id that apart from the kind of bar that is
employed i t wil l usual ly be found the better pract ice to have a
reduced angle and closer bars for the cleaner cottons than for
dirt ier cottons,but after all this usual ly only means taki ng out
one or two bars for the dirt ier cottons,leaving fewer bars to
spread over the same grate-bar area .
Probably the leaf bars between the beater and the cages are
of less importance than the beater bars , but even these have been
the subj ect of much exper iment i n regard to shape and sett ing ,al though after all a favour ite type is the thin straight bar.
The Schaelibaam Bars .
Referring to the figure,which represents the arrangement
complete , i t wil l be observed that the cotton is drawn by means
of the pedal B and feed - rol ler A to the beater D,which lat ter
revolves at the usual h igh speed . The cotton is pressed agai nst
the beater and taken away by the frict ion set up . I t is asserted
that by this means the cotton is not subjected to a sharp blow ,
because of the rapidity with which the beater arms fol low each
other . The fric t ion thus set up electr ica l ly excites the fibres,
and causes them to form into curls or coi ls . These lat ter are
taken out by the comb E,which is fixed underneath the pedals
B , the pressure of the beater causing the fibres to pass rapidly
through the points thereof ; and to ensure this work be ing done
thoroughly,the comb is made i n one piece . Connected with this
comb is an angle - i ron F,which steadies and strengthens the
plate . The catch - edge bars follow immediately after the comb,
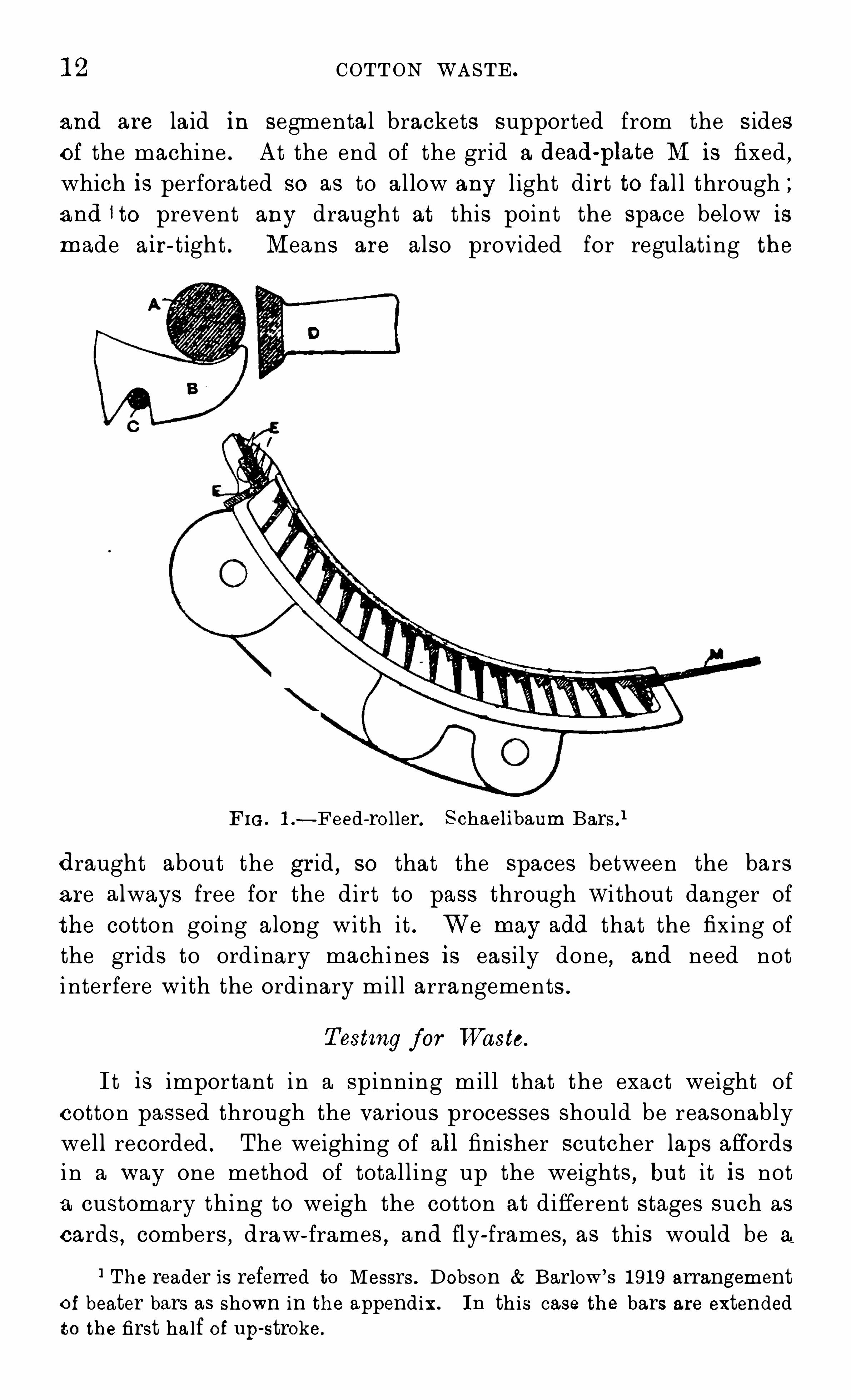
12 COTTON WASTE .
and are la id in segmenta l brackets supported from the s ides
of the machine . At the end of the grid a dead~
plate M is fixed ,
which is perforated so as to a l low any l ight dirt to fal l through ;and Ito prevent any draught at this point the Space below is
made air- t ight . Means are also provided for regulat ing the
FIG . 1.—Feed-rol ler. Schaelibaum Bars.
1
draught about the grid , so that the Spaces between the barsare always free for the dirt to pass through Wi thout danger ofthe cotton going a long with it . We may add that the fixing of
the grids to ordinary machi nes is eas i ly done, and need not
i nterfere with the ordinary mill arrangements .
Testing for Waste.
I t is important i n a Spinning mil l that the exact weight ofc otton passed through the various processes should be reasonably
well recorded . The weighing of all finisher scutcher laps affordsi n a way one method of total l ing up the weights , but i t is nota customary thing to weigh the cotton at different stages such as
cards , combers , draw- frames , and fly- frames,as this would be a
.
1 The reader is referred to Messrs . Dobson Barlow’s 1919 arrangement
o f beater bars as shown in the appendix . In this case the bars are extendedto the first ha lf of up - stroke.
THE PRODUCT ION OF COTTON WA STE . 13
very troublesome thing to do . Dependence rather is placed upon
testing for waste in the blow-room,at
,the cards
,and at the
combers . A lso upon the calculat ion of weights put through
based upon the readings of the indicators at the various bobbin
and fly- frames .
Fi ner the counts of yarn spun ,lower the weights put through ,
and more highly priced the raw cotton and Spun yarn becomeand the more l ikely wil l it be for intermediate weighings of
material to be profitable . Comparisons of weight of cotton used ,and weight of yarn obta i ned from spindle point
,extended over a
suitable period of time,afford a proper indicat ion of the percent
age of waste over all. The was te returned from any set of
machines may afford a method of test ing the waste per cent
local ly .
Calculations on Waste per Cent.
On numerous occasions the writer has been writ ten to and
spoken to with regard to difficult ies connected with percentage
problems . Two or three calculations are given below which will
exemplify one sect ion of such problems . It is in waste and wages
calculat ions these points become of most importance . In actua l
p ractice in Sp inning mills i t is a more or less frequent occurrenceto thoroughly clean the openers
,scutchers
,and cards
,and to pass
a certai n weight of new cotton through the same in order to as
certa in the amount of wastage due to droppings and i nvisible loss .
Case I .
100 lb . weight of new cotton is passed through the Opener ,scutcher
,and card
,and there is a loss of 4 per cent i n the opener ,
2 per cent in the scutcher,and 6 per cent in the card . Find the
loss i n lb . weight at each stage,and a lso the tota l loss per cent .
1. In the first operat ion it is clear that 100 lb . lose 4 lb .,s ince
this equa ls 4 per cent .
2. In the scutcher,however
,2 per cent loss does not mean
j ust 2 lb . s i nce 96 lb . lose 2 per cen t .
If 96 lb . lose 2 per cent,what wil l be the loss i n lb . weight ?
96 x 2
100
3 . At the carding engine we pass through 96 lb . less 19 2
940 8 lb .,and this l oses 6 per cent . What is the lb . loss 9
19 2 lb .
14 COTTON WA STE .
To restate the case we say : If 100 lb . lose 6 lh. ,what Wi l l
94 08 lose94 08 x 6
100
4 . We have a tota l loss in lb . as shown below
40 lb . at opener .
19 2 lb . at scutcher .
lb . at card .
lb .
lb .
We are now in a pos it ion to Show where the apparent anomaly
occurs that is often a l it tle perplexing to students and mill men .
By the terms of the quest ion we lose al together 12 per cent, and i f
we start with 100 lb . and lose 12 per cent we should lose 12 lb .
But we have shown that only lb . are lost . How is th is ?The answer Simply is that per cent loss is not equal to lb . loss
in actua l figures at scutcher and card . Take the card in part ien
lar. Six per cent is lost here,but clearly this is not 6 lb . but only
a l it t le over 571 lb . If 50 lb . lost 10 per cent i t would not be 10 lb .
,
but only 5 lb . In this example,therefore
,we have the percent
age figure greater than the actual lb . loss . It is not 100 lb .
which lose 12 per cent i n one Operation,Since the 6 per cent loss
at card is only los t on 94 08 lb . ,which is practi cal ly 6 lb . less
than 100.
Case II .
The pos i t ion may be stated by a second example which st i llmore nearly approaches actua l m i l l practice , and is probably a l ittle
more difficult to understand . Suppose 100 lb . of raw cotton be
passed through the opener , scutcher , and card , and losses are deter
mined as fol lows : Opener 4 lb . ,scutcher 2 lb . ,
card 5 lb . Whatis the per cen t loss i n each case , and what is the total loss per
cent ?
1. Si nce at the Opener 100 lb . lose 4 lh.,this is clearly 4 per
cent .2. At the scutcher 96 lb . lose 2 lh. , what is the per cent loss ?
100 x 2
96
3 . By the t ime the cotton reaches the card it has lost 6 lb
and therefore 94 lb . are put through the card , and lose 5 lb . in
2 08 per cent .
16 COTTON WA STE .
4 . At the later processes 775 2 lb . lose 4 per cent .
Tr
ig;4
lb . loss .
The tota l losses i n lb . and per cent are shown below
Per Cent . Lb .
5 5
38
136 8
28 per cent . 25 58 lb .
The question natural ly asked is : We start with 100 lb . and
finish with 74 42 lh.,so how can weIlose 28 per cent ? The whole
explanati on of all these cases rests on the fact that the losses in all
i ntermediate stages are not made on 100 lb . weight , but on some
thing less .
Summary of Wastes.
In a part icular case the fol lowing deta iled and tabulated l ist of
wastes from the various parts of a card was obtained from good
American cotton
Cylinder and doffer strips per cent .Li cker- in fly
Cylinder fly ‘3
Card -box fly 2
Feed - roller waste,etc . 6
Flat strips 2 3
Total 60
This is a rather larger percentage than IS l often extracted from
American cotton at the carding engine . In the case of cardedE gyptian , however , the percentages often range higher than theabove , and the fol lowing is given as an actual example enteringi nto the write r’s own experience
Cylinder and doffer strips 19 per cent .Fly from beneath taker - inFly from beneath cyl inder '2
Fly from beneath card -box ‘3
Waste from clearer at feed- rol ler,etc .
‘7
Strips from the flats 30
Total
THE PRODUCT ION or COTTON WASTE . 17
In these examples no account is taken of invis ible loss .
It wil l not be out of place at this point a lso to give some idea
of the proport ions of waste of the different sorts to be found in all
departments of a mil l ; and aga i n it wil l be done best by giving an
actual example The waste from the blowmg r- oom may come
under the genera l term of droppings,and all of the vis ibl e waste
i n the case under notice total led 3 9,while i n addit ion them was
an i nvisible loss of 1 1 per cent . At the carding engine the total
str ips from the flats was 2 8 per cent,and all other card waste
came to 3 4 per cent . Combers were not used in this part icular
case,so that no machine after the card made any great weight or
per cent of waste . The summary will be best indicated in tabular
form,as belOW ‘
Blowing-room visible waste
B lowing room i nvisible loss
Flat strips
Other wastes from cards
Tota l amount of bobbin wasteTota l amount of clearer waste
,i nc luding under
clearer of mules
Card - room sweepings
O i ly waste and spinning- room sweepings
Various other i tems
Total
I t must not be taken that the foregoing classificat ion of the
various kinds of waste is adopted by all firms,as the system var i es
somewhat with differen t firms . Bad cotton,high Speeds
,careless
or unskil ful operat ives,dry
,frosty weather
,the preva lence of dry
east winds,machinery out of order
,and other ci rcumstances
,al
ways tend to i ncrease the percentages of wastes,while the opposi te
condit ions tend to reduce the amount of waste below what may be
taken as a fai r average . In cases where a spinning firm a lso winds
or reels the yarn there is the further i tem of reelers’
or winders ’
waste to be considered,and this often is no mean cons iderat ion
,
as the yarn having reached this stage has had all the money spen t
on it,and yet waste yarn wil l not command as good a price as the
best card - room wastes .
18 COTTON WASTE .
Carding Engine Waste.
Revert ing briefly to the special subject of waste produced at
the carding engine,we may note that this machine is the most
prol ific in the making of waste of any machine in the mill , provid
i ng the comber is not used . The waste of a carding engine over
all general ly ranges between the l imits of about 4 per cent and 8
per cent , but , of course , about 18 or 20 per cent of Waste is taken
a s a good bas is for a Heilmann comber .
L i cker- in droppings are qu i te dirty,and often riva l some of the
wastes or droppings extracted at the Opener or scutche r , but all
other waste from this point onwards contains only a sma l l propor
t ion of the worst impurit ies,such as sand , seed, leaf, or motes .
E ven the flat strippings and the cyl inder and doffer strippings
of the card,as well as the fly
,cons ist for the most part of fibre
which is mos t useful for one purpose or another afterwards .
Card Strip s .
Broadly speaking,the waste from a card ing engine is divis ible
into two chief parts,fly and strips . Str ips are the wastes that are
posi t ively stripped or pul led from the fine Wi re teeth of cyl inder,
doffer,and flats by the aid of specia l mechan ism . The term “ fly ”
comprises pract i cal ly all the waste of a card that is dr iven off,or
,
so to speak,fl ies off any of the working parts and finds its way
to the floor beneath the back,middle
,or front portions of the
machine . Above we may have given a much fuller divis ion of
the card wastes than just merely fly and str ips . Apart from the
d roppings beneath the l icker - in,which are ful l of motes
,l eaf ,
sand,and other undesirable matter
,the other wastes of a card
p resent a much s imi lar appearance,being composed for the most
part of fibre,which is by no means all of short staple .
Card strips form one of the most important items i n the bus i
ness of a soft cotton waste deal er —i ndeed,the most important
i tem apart from comber waste . It is good usable waste,which
is afterwards cleaned and appl ied to very important uses,being
readily convertible into low counts of yarn,especial ly when
loperated by a proper waste Spinning plant .
There is a very close resemblance between flat strips and
cyl inder or doffer s trips , there being in each case a fai r propor
t ion of motes , leaf, and stick present in the waste,but not very
THE PRODUCT ION OF COTTON WASTE . 19
much sand , as the latter for the most par t drops to the floor,and
readily leaves the cotton when the fibres are so very wel l separated between the feed- roller and the l icker - in
,or between the
licker-in and the cyl inder .
Long Fibre in Flat Strips .
A good proportion of the strips wil l be found to consis t ofshort fibre , and real ly it is short fibre that we want to extract atthis point . As a matter of fact
,however
,i t
“
. is equally true that a
good proportion of the s trips also consists of a good fibre . The
present writer has - for many years past contended that the card
ing engine was a very imperfect machine in regard to its in
abil ity to sufficiently discriminate between short and long fibre,so
as to reta in the latter while rej ecting the former . There is doubt
less cons iderable truth in the content ion that long fibres adhere
better to the teeth of the cyl inder because of their greater length,
whi le the Shorter ones wil l more readily move from the cyl inder
teeth to those of the fl ats but there is no doubt that much good
fibre also is transferred to the flats , and is then extracted as waste .
In l ike manner many of the short fibres penetrate between the
cylinder t eeth better than the long ones,and are not removed by
the doffer,but rema in to be cleaned off as brush strips ; but it is
only too true that here a lso the action is more or less imperfect,
and many good fibres fol low the same path as these Shorter ones .
That the card is utterly unable to extract the maj or proportion
of the short fibre,whatever the sett ings and working conditions
may be , is proved by the fact that any ordinary Heilmann cotton
comber,with average sett ings and work ing condit ions
,opera t ing
on Egyptian cotton , will extract something l ike 18 per cent or so
of waste— nearly all of i t being short fibre— after the card hasdone its best with the cotton . The t rouble with the card is that
i n making it take out a greater percentage of short fibre,you also
almost invariably make it extract a greater amount of Short fibre .
As regards the flat strips,there are two principal methods of
i ncreasing the percentage of these . In the first place,the speed
of the flats may be increased ,this being usual ly fol lowed by an
immediate increase in the amount of flat strips . I t is well estab
lished that the flats under average conditions will become reason
ably well charged with s trips,however fast they are made to
t raverse,and there is no such law as that faster flats bring out
20 COTTON WASTE .
proportionately thinner strips . For American cotton about two
inches per minute is often used as the speed for flats,and almost
double that for E gyptian,SO that on the average a much greater
weight of flat strips is produced from Egyptian cot ton than from
the same weight of American cotton . The second chief method of
i ncreas ing the weight of flat strips is to move the -upper edge of the
front or stripping plate farther away from the cyl inder . AS a rule
this is a pretty certa i n and very ready method of i nc reasing the
weight of flat s trips,but there is much difference of opinion as to
why this particular effect should be produced . Some effect may
be exercised also upon the flat strips by the - adjustment of theback plate above the l icker - in .
In order to get good clean work from the card,one of the first
essentials is to keep all the wire Sharp,smooth
,and l evel across
,
and also to have the stripping and grinding operat ions regularlyand efficiently a ttended to . If the various working organs of the
machine,such as cyl i nders , flats
,and doffer
,are al lowed to be
come overcharged with dirt and fly,or these parts are set too far
from each other, or the wires are dul l
,the qual i ty of the carding is
bound to suffer proportionately .
The Stripp ing of Fla t Cards.
The revolving flat carding engine has always succeeded in
attracting a good dea l of at tention on the part of inven tors and
practical mi l l men , and there is general ly some patented idea or
other about this card which is at the current moment commanding
the attention of the trade .
Pa tent brushes for clearing the flats and patent combs for aid
ing in the same work have been introduced with a great deal of
success dur ing the last fifteen years or so.
For twenty years or so special form s of mechanism for grinding
flats from their working surfaces have been applied ,and their
relative mer its and demeri ts have been discussed a good deal .
More recently stil l various forms of strap forks for cardingengines have rece ived considerable adoption ,
and these agai n have
been superseded in interest by the question of locking motions for
the front stripping doors of revolving flat cards . The presen t
writer has never known of any other deta i l of mechan ism , or anyform of patented device , that has so rapidly and so extens ively been
made the subject of let ters patent i n connexion with the cotton
THE PRODUCT ION OF COTTON WASTE . 21
t rade than looking motions for the s tripping plates of card
ing engines . The subject has been a burning one for long,
many mills having had as many as hal f a dozen different
motions under trial . If a mil l had forty cards they could nearly
have had a di fferent motion on every individual card if they
had been so disposed,a lthough two or three of these locking
motions apparently s tand out as superior to the greater proportion .
More recently,the attention of .practical carders has been
di rected to the quest ion of removing the dust created durings tripping of cyl inder and doffer at the very moment whensuch
dust is being created,instead of permitting the same to sett l e on
the machines and floors,and into the lungs and nostrils of the
s trippers and grinders .
Removal of Stripp ing Dust.
Perhaps i t is not too much to say that all the above specified
improvements and new devices,patented and otherwise
,are over
shadowed in i nterest by the very latest novel ty of them all i n
connexion with the revolving flat carding engine . The quest ion
of dust removal during stripping is such a very serious one that it
has been the subject of discussion at meetings of the Trades Con
g ress , and questions have been asked in assembled Parl iament on
this particular point . Parl iamentary legislat ion has been made
on this point to reduce the evil . There are severa l devices now
on the market for removing the stripping dust , and a good many
have been more or l ess adopted , although they undoubtedly add
to the apparatus required in the card- room . But the latest
c la imant in this connexion does a good deal more than remove
the dust created by s tripping— it goes in for preventing any such
dust being created .
A mere s tatement of the claims made for the new device for
Stripping flat cards on the vacuum system is a lmost staggering to a
practical carder , and we wil l jus t recap itulate these without in the
s l ightest degree committing ourselves at th is point as to the ad
v isability of adopti ng the same .
Claims for Vacuum System of Stripp ing Cylinders and Dofiers
of Cards .
The cla ims made by Cook Co . for their new stripp ing methodmay be enumerated as follows
22 COTTON WASTE .
The card cyl inders and doffers stripped entirely by suct ionrotary brushes are dispensed with
,and nothing is brought into con
tact with the card wire . Less t ime occupied in stripping cylinders,
con sequently more frequent strippings can be made,thus obtain
ing the best carding condit ions . No stripping brushes . No dust
remova l plant necessary . No door locking motions requ i red .
No damage to card clothing . Longer life of card clothing . A great
saving of t ime i n str ipp ing . No stoppage of cards . A ga i n of 8per cent in production . Better carding . Less waste and l ess labour .
No dang er of acc idents with s trap forks or bel ts when stripping .
Taking item for i tem and going over the l ist and endeavouring
to real i ze what each i tem may mean ,will serve to convince any
one that in this new method of stripping the cylinders and doffers
of carding eng ines we are face to face with a device which contains
great poss ib i l it i es,and whose potential development is at l east ful l
of interest . There are many interests i nvolved i n the adoption of
a device such as this one— some of them mechanica l,some affect
ing the heal th of the workers , some affect ing the amount of labour
and the work of the operat ives , others affect ing the qual ity of the
waste,the qual ity of the work produced
,and last
,but not least
,
the venti lat ion of the room and the cleanl iness of the machinery .
Dust E xtraction and the Wire Clothing of a Card.
I t is to be presumed that a certain amount of dirt and dust is
certa i n to be always found in raw cotton,and i t is scarcely to be
expected that this Should be extracted from the cotton in the mil l
without more or l ess entering the a tmosphere at the mi lls . Natural ly it is i n the earl i er clean ing and opening processes that the dust
makes i tself man i fest,and i t hardly gives any trouble at all i n any
process after the carding engine . Bal e breakers were at first in
stal l ed without fans and dust extractors , but i t was soon found best
to apply these . From one point of view it is remarkable tha t the
blowing- room should be more free from the dust problem than the
card - room,but of course this is readi ly explai ned by the very general
adopt ion of the fan draft pri nciple directly to the machines . One
cannot help but admire the beautiful manner in which the suction or
blowing principle is adopted in an opener or scutcher So as to help
the cotton forward,and a lso to extract the fine dust without the
latter enter ing the atmosphere . I t is not to be wondered at that
i nventors at d ifferent t imes have considered the applicat ion of the

24 COTTON WA STE .
for themse lves in respect of the desirabil i ty of immediately apply
ing any such sys tem,h aving regard to all the circumstances
of the case . At any rate , we cannot be wrong in ca l l ing attention
to this new stripping method,and i n giving some sort of explana
t ion of its cons truction , objects,and opera tion . So far as the
writer is aware a stripping brush of one sort or another hasbeen regarded as the most essential apparatus i n regard to cyl inder
and doffer stripping Si nce the earl iest days of cotton spinning .
Thi s new system,however
,revolutionizes the str ipping operation
,
i nasmuch as the brush is practical ly done away with,and this
carries with it several poss ible advan tages apart from prompt re
moval of the dust and loose bits of fibre so often found in the
neighbourhood of carding engines . In various ways during recent
years we have become more or l ess familiar with the principle of
cleaning by high -pressure vacuum,and i n this connexion reference
is made to the use of Booth’
s patents forvacuum cleaning in textile
factories . Briefly described,i t may be said that for the purposes
of stripping the cylinder or doffer a nozzle is traversed across the
face of the cylinders or doffer— as the case may be— and a sufficiently
powerful in rush of air is obta ined from a high -pressure air pump,
so that str ips , dust , dirt , l eaf, portions of seed,or other usua l
const ituent parts of the card strippings are drawn into the nozzle .
The dust and strippings are drawn through iron piping to a suitable
receptacle i n an effective manner .
I t is well known that factory inspectors have two specia l
features i n view in respect of cotton carding engines at the present
moment : (1) To Secure the appl ication locking motions for the
front or stripping doors . (2) To secure better atmospheric condi
t ion s by e ffect ive and prompt remova l of the dust created in theoperat ions . I t is a Singular fact that this appara tus atta ins bothobjects in a manner ha l f incidenta l and quite in addit ion to the
performance of the stripping operat ion by air current instead of
by re volving brush .
Take,for example
,the stripping of the cyl inder which is done
from the back or feed of the card by the vacuum system ,so that
the front s tripping door is not needed,and may be screwed fast
by set Screws which would not be touched at all for Supplyingpurposes . We understand that this meets all the requ irements of
the factory inspectors in this particular d irection .
From the receiving chamber a ma in pipe of 142 in . diameter is
THE PRODUCT ION OF COTTON WASTE . 25
run into the card - room and adjacent
quired on the ceil ing, on the floor
,
the room below the card - room . In
s ion pipes are coupled to the ma in piping ,to
a flexible tube is connected,the other being
cylinder or doffer nozzle on the card during
cyl inder nozzle is a permanent feature of every carding engine ,and is mounted on a suitable traversing mechanism
,somewhat
a fter the principle of the Horsfa l l . The point or mouth of thenozzle is made to run along a narrow Slot ~
cut in the fixed back
plate of the carding eng ine . Specia l brackets are used to receivethe cyl inder nozzle mechanism
,but for the doffer nozzle the
usual grinding brackets may be uti l i zed . The doffer nozzle is
made to operate above the doffer comb on tOp of the doffer , and
this is clearly the best position in every way, because there is
l i t tle cotton at this posi t ion of the doffer .
As regards the stripping action on the cyl inder , this occurs
above the licker- in at the point where the cotton fibres are pass ing
a long from licker- in to doffer,and this is obviously not without
its disadvantages . The writer,however
,was informed that after
repeated tria ls above and below the l icker- in , the higher posi t ion
was found to be distinctly the better,all points cons idered . The
mechanism of the doffer nozzle is portable— unlike that for the
cylinder— and may be carried from card to card . In both cases
revolution and traverse are obta ined from a 1‘ope pulley driven
from a conven ient pulley on the card. Each nozzle is fixed so
that the mouth is about T1
?in . away from the wire of the card ,
or a sufficient distance to ensure that no actua l Contact is made
with the wire . This removes the danger of poss ible injury tothe wire by repeated contact of wire of stripping brush with wire
o f card .
1
Briefly put , the constituent parts of the mechanism consist
of Su itable rope pul leys and brackets,nozzles with traversing
a rrangements , flexible tubing,i ron piping
,an air- t ight iron cylin
der for receiving and reta ining the strips , and finally an air
pump . The pump is of the high -pressure type, Contain ing fast
and loose pulleys , and can be fixed in any convenient part of the
mill where there is a driving shaft making at least 100 revolutions
1Writing in August , 1919 , it may be sa id that war effects and labour cond it ions appear to have favoured the adopt ion of this system .
26 COTTON WASTE .
per minute . If used for clean ing as well as stripping the pump
might be working practical ly all day,but if for stripping only
,then
only intermittent use would be required .
The receiving chamber is a large iron receptacle,possibly
10 ft . high by 3 ft . 6 i n . diameter,made air- t ight
,and with a
suitable door for cleaning out the strips as required . Fi ltering
arrangements are used to prevent the dust fibre,etc .
,from getting
into the pump cyl inders,there being a pipe connexion from the
pump to the air- tight chamber . The pump and receiving chamber
will probably in most cases be found near together,but this
is not an essent ia l feature,and the receiving chamber can be
placed in any posit ion suitable for the deposit ion of the strips .
I t is poss ible to use as many as three cyl inder nozzles or two
for the doffers at the same time,the other suction pipes being
wel l seal ed up for the moment by taper rubber plugs . All of the
matter const ituting the strips may be drawn through the nozzles
and pipes with the cards running ful l Speed,and i t is cla imed that
even in s tripping the cyl inder the amount of good cotton taken
with the strips is so very smal l as to be practically a negligible
quantity,figures being given to support this view . Wi th doffers ,
of course , there is no quest ion of taking good fibre through the
pipes owing to stripping above the comb . In cases of fine Spin
ning and high qual i t ies of yarn,i f there was any fear of good cotton
going through when stripping the cyl inder the side shaft could be
put out of gear wi thout putting the ma in driving belt on the loose
pulley .
The Front Plate of the Carding E ngine.
There can be no doubt that the question as to why mov
ing the top edge of the front or stripping plate farther from the
cyl inder causes more flat str ips can be argued from various points .
of view,and most people who have considered the mat ter will
concede the poi nt to be a somewhat puzzling one .
There are many men who may be rightly deemed shin ingl ights in the cotton - Spinning business
,either from a theoretical
or practical standpoint,who frankly admi t they are by no means.
entirely sat isfied as to the exact reason for the resul t produced
I t is not because they are short of ideas on the subj ect , nor is i t
because they have not made observations and experiments touch
ing this point,but rather because results vary , and objections
can be urged aga inst any theory or explanation yet advanced .
THE PRODUCT ION OF COTTON WA STE . 27
It is probable that factors which enter into this problem are
(1) centrifugal force , (2) air currents , (3) the adjustment and con
dit ion of such parts as the flats and back plate (4) the bitebetween the front plate and the cyl inder or “ the nip
One argument put forward to expla i n why setting front plate
farther from cyl inder causes more flat strips may be explained as
follows If the top edge of front plate is put closer to cyl inder it
breaks up the air current better that is lying close to the cyl inder
and taken along with it . By thus breaking up the air current
the fibres of cotton have a better tendency to stand out from the
cylinder and can be taken from the doffer better by the cylinder .
The net result is that the cylinder is kept cleaner,the cotton
penetrates and sticks to the cyl inder Wire better , so that l ess is
taken off the cyl inder by the flats,thus reducing the flat strips.
At any rate , this theory possesses the merit of greater novelty
than some others,but the present writer must not be understood
to commit himself to a bel ief i n its correctness . Presumably its
correctness would need to be Shown by the amount of cylinder
strips also becoming less,and i t is doubtfu l whether two or three
days’
testing of the same would Show any appreciable difference .
Some good men consider that air currents have more to do
with this problem than has centrifugal force,but there are other
quite as good men who cons ider centrifuga l force to bg the lead
ing factor in the problem,and stil l others ho contend against
both theories .
A second possible explanat ion has been offered as follows :
There is always a tendency for a quickly revolving body to throw
off anything that may be upon its surface owing to the effects of
centrifugal force . This being so,there must be a tendency for the
cyl inder to throw off the fibre that it carries from taker - in to
doffer,a tendency which is more or less resisted by the back and
front plates and also by the flats them se lves . If the front plate
is set farther away at its top edge it permits this tendency to be
developed more strongly at the final point of contact surfaces,
and hence the flats succeed in bringing away more fibre as waste .
Agai nst this explanat ion is that the flats are charged with fibre
from the very commencement,and therefore do not thus take
away the extra fibre as suggested . Moreover,a very closely set
front plate can in some cases be made to almost prevent flat strips
altogether , although by taking flats out over the cyl inder it can
28 COTTON WASTE .
be proved that they are charged with fibre at that point . Accord
ing to this argument,therefore
,i t is easy to answer the statement
that a wide setting permits fibres to leave the cyl inder for the
flats by asking ,How can this be so when the flats are al ready
charged prior to reaching this point .
Other reasoning and explanat ions upon this point are connected
with the question of external air currents affect ing the fibres at
the front plate,also air that may enter at the sides of the machine .
It has been argued that when air gets in at the s ides of the card ,
i t is attracted by the cyl inder,and may affect the edges of the
fleece of cotton more especial ly . Cases have occurred in which a
front plate which refused to permit strips to be made on one card
g ave qui te sat isfactory results when transferred to another card .
In many cases the flat strips have been appreciably affected by
a l terat ions to the back plate .
Communications on the Front Pla te Question,sent to the Author.
(1) Front Plate of Carding Engine— I Should be glad to have
the question of front plate of carding engine discussed ,and here
with I contribute my quota . I have been personally connected
with a fa i r amount of experimenting on this question as to the
effect of front plate on the flat strips . In a certa in case therewas a card which gave a great dea l of trouble with the weight of
strips,and although I put the plate to practica l ly touch the cylinder ,
the strips came out a ltogether too thick,and no amount of humour
ing the front plate wou ld stop this . We did not find the law to
apply that sett ing the front plate closer reduced the strips i n this
case . Being determined ,if possibl e
,to get at the root of this
matter , an experienced fitter was put on the job for about threedays , and he altered and tested front plate i n various ways
,
blocking up air passages,putting a strip of wood and i ron across
the plate to prevent air from getting in ,but st il l no change was
made i n the strips,and the fitter went away . Afterwards I did
my best i n the matter,and
,s ingular to say,
I found i n this caseat least i t was ne ither the front nor the back plate that was
wrong ,but the cyl inder . I bel ieve i f the cyl inder had been
c orrect the front plate would have acted properly . This leadsme to another version of what causes the flat strips to be a ltered
in thickness besides what you have put i n your article,and I am
obliged to use the word“suction
,as contain ing the explanation .
THE PRODUCT ION OF COTTON WASTE . 29
The flats are loaded with fibres as l ong as they remain on the
cyl i nder . Immediately they leave the cyl inder the fibres on the
flats come under some influence which draws them more or lessfrom the flat wire to the cyl inder wire . This we can prove by
putting the front pla te so close as to have flats coming out bareof any strips and loading the cyl inder . Does not this prove thatcentri fugal force of itself does not affect flat strips? My poin t isthis : The front plate
,assisted poss ibly by centrifugal force
,acts
as a suction plate . We have a current of air generated by thecyl inder
,we have a plate which we put closer to the current of
air,and by this means ob ta in more suct ion— if I may use the
word— of strips from the flats . If we get a perfectly cove redcylinder
,and perfectly covered flats
,and a perfect plate —prac
t ically speaking,I mean— the drawing power is strong enough t o
clean the flats of all fibres . This is only one of the points affect
ing the front plate and flat strips .
Front Plate of Carding Engine — D oes the setting of fron t
plate affect the qual ity of the strips from the card ? One of yourcorrespondents says No
,but I think 99 per cent of carders will
think otherw ise . All prac ical experience proves that the posit ion
of front plate does afiect the quantity of strips . But how ? This
IS what we want to get at. I believe that centrifuga l force and
air current explanat ions are all off. We cannot get ins ide a cardto see i t work ,
and i n my Opinion there is no need if we grasp theessential condit ions that prevai l . What are these condit ions ?
1st. A revolving cyl inder covered w.th card wire with the businesspoint of the card tooth leading . 2nd. Flats over the top of the
cyl inder,also covered with card wire , but the bus iness points of
the card teeth in the Oppos i te direction to the wire on the cyl inder .
3rd . N ext we have the cotton fibres c rrried forward by the cyl inder
card teeth against the oppos it ion of the flat card teeth . The
cylinder wire is therefore the comber and the flat wire the reta iner .
Now,when the flat is l eaving the cyl inder the fibres in the flat
are being combed forward by the cyl inder card teeth,and the
fibres come in contact with the front plate . Now,i f you set your
plate an inch away from the cyl inder there wil l be no bite between
the plate and the cyl inder wire but set your plate close and then
you get a keen bite . This bite contIols the amount of flat strips
One of your correspondents says he has seen cards i n which the
al teration of the front plate did not affect the strips . May I point .
30 COTTON WASTE .
out that in such a case the flat when leaving the cyl inder is not
near enough to the point of the front plate . On most cards this
c an be a l tered by dropping the brackets tha t carry the front flat
Shaft .1
Holland’
s Web- Conductor for Carding Engines.
This appears to have been applied to cotton cards since about
1870 or sooner,and is a most excel lent l ittle device now universal ly
adopted ,although it would appear the inventor did not patent
the arrangement or derive materia l benefit from it .
I t cons ists of a very smooth flat plate,held by one or two
s tuds possibly 24, in . or so i n front of the mouth of the trumpet .It forms a guide plate for the fine web of cotton before the
lat ter enters the trumpet . The web - conductor is grooved at the
outer port ions but ra ised in the centre,and helps great ly in c sllect
ing the loose web into a more condensed order before the cotton
is formed into a Sl iver at the trumpet .
The conduct ing pla te has a very excellent effect in keepingthe selvedges of the web in condition
,and thus restricts the amount
of waste and the number of slubs formed at this particular part
O f a card . The conductor has a good effect in gathering in the
loose fibres of,the web and prevent ing waste in any part of the
web .
Very light selvedge guides of a somewhat s imilar shape have
been often used,or draw- frames between the rol lers with good
effect on the sl iver .
Selvedge guides are used in severa l posit ions on the draw- frame
and lap machine , or r ibbon machine,in order to prevent exces
s ive i ncrease in the lap width ,with accompanying bad selvedges
and was te .
Hand-cards.
Nearly forty years ago a wel l -known authori ty on cotton
Spinning wrote as fol lows :
Formerly cyl inders were stripped by hand with what is termed
a hand - card,which is a board with a handle about hal f the width
of the cyl inder and having a piece of card sheet na i led to it .This is sti l l used to some extent and has a pernicious effect
1The author does not commit himself either for or aga inst the aboveprinciples .
32 COTTON WASTE .
Comber lVaste.
I t is well known that comber waste is a very important i tem
indeed in mil ls which go i n for the production of real ly good
combed yarns . Wh en i t is remembered that with s ingle combingal one as much as 20 per cent of the total cotton supplied to the
combers may be rej ected as waste —stuff for which cons iderablepence per pound may have been pa id i n days of high prices
an idea may be formed of the cost and importance of this sub
ject.
I t is wel l known also that the draw and lap
'
machine —or
ribbon machine— is an optional machine for use in front of the
comber instead of a Special draw - frame for the purpose . Unti l
a few years ago the amount of adoption of the r ibbon machine
scarcely appeared to warran t its i ntroduction a matter of possibly
thirty years ago. During the last few years,however
,this machine
has very rapidly increased in public acceptance,and there is l i tt le
doubt that the extens ive adoption of the Nasmith and Heilmann
combers , requiring wide heavy caps , has exercised an important.
influence in this direction .
Grant ing that the use of the ribbon machine diminishes the
per cent of good fibre extracted as waste at the comber,may we
not a lso suggest that i n days of high -pri ced cotton the argu
ment for using the ribbon machine instead of the Specia l draw
frame possesses additional force Since the perservation amongst
the good sl ivers of 100 lb . of extra fibre , costing a high price per
pound,means so much more than 100 lb . at a lower cost . Items
such as these are sufficient to turn the scal e i n cases of machines
which are wavering i n publi c estima t ion,as the r ibbon machine
was for a number of years .
The D isposal of the Comber Waste.
The most orthodox arrang ement for dispos ing of the waste at
the machine has been to have rectangular boxes placed on the
floor behind the machine,each box serving for two heads , and the
was te being simply dropped from the doffer combs i nto the t ins .
At regular intervals the waste may be pressed down into the
boxes to prevent too rapid overfilling , and possible danger of
some of the waste being taken back into the machine .
Mr. Sylvanus Anderton— well known in cotton- spinning cir
THE PRODUCTION OF COTTON WA STE . 33
cles in the Bol ton district as an expert on combers— some time
ago devised a neat l i t tle t in arrangement fit ted near the doffer‘
,
which helps to keep the comber noi l down in the proper recep
tacle,and g reatly diminishes the risk of any of the waste touching
the doffer and being .carried back into the range of the pr incipa l
acting organs of the comber .
The most ambitious and most revolutionary arrangement of
recent years,however
,i n regard to the disposa l of the comber
waste,cons ists in the application of what is known as Roth
’
s
patent aspirator,upon the adaptation of Which eminent ma
chinists have expended a good dea l of t ime,Skil l
,and money .
The well -known doffers,covered with strong wire in a leather
foundation,and also the doffer combs
,are entirely dispensed with .
An arrangement is fit ted which possesses points of resemblance
to those employed on Openers and scutchers for disposing of
the air and fine dust . The removal of the waste is effected by
a current of air. The combing cylinders and qiiickly revolving
brushes for cleaning the cylinder needles of all the waste material
rema in as before,but the combing cylinder and brush for
each head are partial ly enclosed with a special casing,and the
waste thrown off from each head is deposited upon the perforated
portion of a cyl inder . In other words,the casings have com
munication with a cylindrical fil tering screen which extends the
whole length of the machine,from the Centre of which it has
communication with the forced draught apparatus . The air duct .
placed at the back of the machine is connected with an exhaust .
fan . The successful accomplishment of this particular idea Should
remove an eyesore from the cotton combers,should keep the
combers cleaner,should quite obviate the smal ler troubles
,such
as waste picking up again into the machine,and ought to leave
the work if anything cleaner . I t rema i ns to be seen how much
this device wil l be adopted .
Below is reproduced,by kind permission of the lecturer , a good
proportion of a l ecture recently del ivered at the Bol ton and
Manchester Technical Schools,by Mr. Norman Jones
,Examiner
i n Cotton Spinning to the C ity of Guilds of London Insti tute .
In this lecture many poin ts affecting the production and
regulation of cotton waste are admirably treated,i n so far as Sea
Islands and good Egyptian cottons are concerned in the blowroom and carding engines .
84 COTTON WASTE .
Lecture.
We have now to consider the second important feature of themachine
,v iz . its cleans ing efliciency and the factors affect ing it ,
which are chiefly : (I ) the relat ive areas of the cyl inder and that
portion of its circumference which is occupied by the grid bars
and hood respectively ; (2) the number , section,angular setting
and spacing of the grid bars ; and (3) the establishment of the
correct rat io which must be maintained between the induced air
currents generated by the fan and the veloci ty of the blow given
to the cotton,together w ith the Speed and volume of the air dis
placed by the rotation oi the cylinder . For the first of these cir
cumstances i t may be stated that in machines of modern con
struction,20 per cent of the cylinder circumference may be al lotted
to the hood or casing prior to the poi nt of commencement of the
grid bars , and 50 per cent of the circumference to the grid bars
themselves . The shape and sett ing of these bars are governed
by several factors,the chief of which are : (1) the nature of the
material to be acted upon ; (2) the amount of impurities conta i ned
in i t ; and (3) the relat ive amount of Opening and cleaning to
which the cotton has been subj ected at different posit ions in its
passage over the grid bars ,and the di fference in the character of
the impurities which are ejected at these points . The object of
the bars should be at fi rst to arrest the cotton sharply,and the
s ection of the first few bars Should be such as to hold the cottonfor a v ery brief period after its impact
,thus al lowing the impurities
to free themselves readily,and by presenting angular faces to the
detached tufts of cotton,which tend to prevent their rapid pass
age over the bars ,cause them to be struck oftener by the blades .
As the cleaning proceeds,the necessi ty for this sharp impact and
progressional obstruction becomes l ess ; the bar angles Should be
made less acute,so that
,as the cotton is dri ven forward by the
combined action of beater and fan,i t is subj ected to a series of
gentle vibrat ions,which final ly develop into a slight scraping action
,
as the now opened cotton passes over the fina l section of the bars .
The action or effect produced on the cotton varies therefore in
accordance with the changes in section of the bars , so that the
angl e made by the bar faces becomes of the utmost importance,
and should receive a corresponding amount of attention . Whenthese angles have been satisfactO Iily established ,
the full cleaning
THE PRODUCTION OF COTTON WASTE . 35
efficiency of a set of bars can only be real ized when the air current
pass ing through the spaces between the bars is correct ly adjusted
to the bar sect ions,and i n accordance with the effects which the
angular setting of the bars is designed to produce upon the material .Theoret ical ly
,the air current passing into the machine through the
grid bar aperture s at any point should be j ust sufficient to detach thecotton from the bar edges and keep i t inside the beater chamber .
As the sections are changed,and with the angles made by the bar
faces becoming less acute,the force and volume of the air current
necessary to detach the cotton become less,and Should be reduced
in approximately the same rat io as the reduction i n the holding
capacity of the bars . The advantages derived from the reduction
of this air current are very great , as i t al lows l ighter impurit ies to
be ej ected from the cotton which could not possibly have made
headway against the strength of the current necessary to detachthe cotton from bars of more acuteangles .
The real ization of these effects can be attained by dividing out
the beater chamber into sections,corresponding to the different sec
t ions of bars used,so that the series of bars of different sections
may be isolated from each other . These divis ions can be readily
applied in the form of shee t - iron folding doors,easi ly removable
for cleaning purposes,and the subdivis ion of the ent ire chamber
may be arranged to form two or three chambers as may be neces
sary . I t is not advisable to carry this farther than three sub
divis ions,for various reasons . E ach division should communicate
wi th the'
external atmosphere through examination doors provided
with draft control regulators . These latter Should be regulated to
g overn the air supply in decreasing volume as the cotton becomesmore open and the impurit ies to be extracted become finer . These
subdivisions also serve a useful secondary purpose , as they break
up the local ci rcular air currents which are g enerated by the meet
ing of the fan and beater currents inside the chamber,and
which in a chamber not subdivided or fitted with baffl ing plates,
transfer a constant stream of impurit ies from the upper to the
lower series of bars,where they re- enter the machine and pass
forward . AS to the actual design and spacing of the grid bars them
selves there is much divergence of opinion the methods employed
differ cons iderably even when intended for use under s im ilar cir
cumstances .
It is not poss ible in a short space to deta i l the many factors
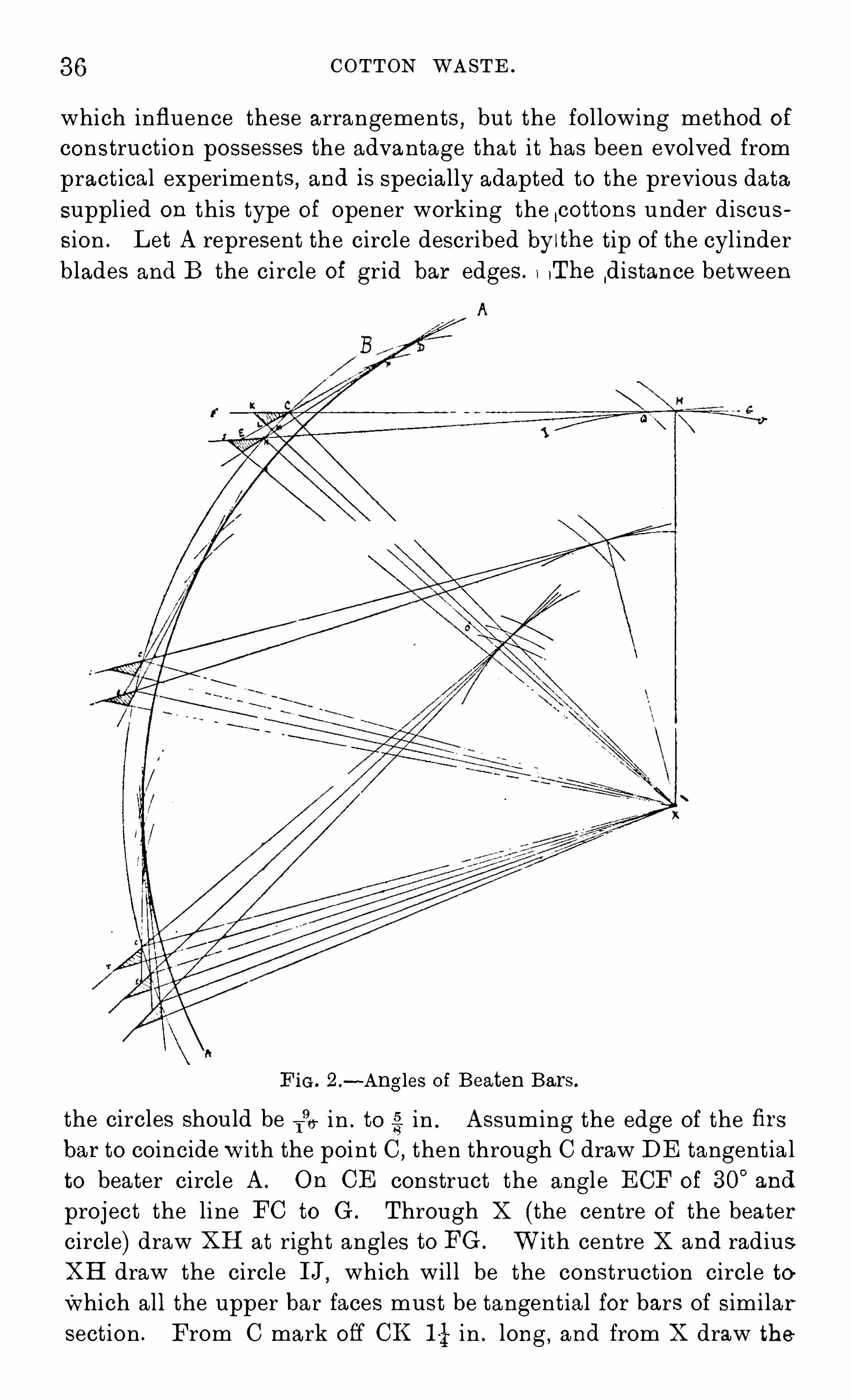
36 COTTON WASTE .
which influence these arrangements , but the following method of
construction possesses the advantage that i t has been evolved from
pract ical experiments , and is specially adapted to the previous data
suppl ied on this type of opener working the Icottons under discus
s ion . Let A represent the circle described bylthe tip of the cyl inder
blades and B the circle of grid bar edges . l The distance between
FIG . 2.—~Ang les of Beaten Bars .
the circles should be {1
6i n . to g in . Assuming the edge of the firs
bar to coincide with the point C,then through C draw DE tangentia l
to beater circle A . On CE construct the ang l e ECF of 30°
and
proj ect the line FC to G . Through X (the centre of the beater
circle) draw XH at right angles to FG . With centre X and radius
XH draw the circle II,which wil l be the construction circle to
Which all the upper bar faces must be tangential for bars of similar
section . From C mark off CK I}; in . long ,and from X draw the
THE PRODUCTION OF COTTON WASTE . 3 7
radial l ine XK,intersect ing the l ine DE at L
,this completes the
bar CKL . For the second bar,mark off on the circle B a distance
MN of 75 i n . N is commencing point for the second bar. Join
NX and bisect the line at O . Wi th centre O and radius NO,
cut the circle A at P,and the circl e IJ at Q . Proj ect lines through
N from P and Q respectivelv . These lines will then be tangentsto their respect ive circles
,and the bar may aga i n be completed by
a radial l ine from X passing through S. For the bars of the second
section the construct ion is similar except that the angle ECF is
The bars of the final section are also Similarly constructed,
but with angle ECF On analysi ng this construction it will be
noted that two of the bar faces are Similar in each instance,the
difference being in the angle made by the face l ine CF with the
tangential l ine to beater circle CE . The reasons for this are as
fol lows : The tufts of cotton struck by the cylinder blades are
proj ected forward in a l ine tangential to the blade circle,so that
the bar face CE fol lowing the same course presents the least posSible obstruction to the fl ight of the impuri t ies
,hence the reason for
adopting this method of construction for the whole series of bars .
For lower cottons this l ine would be made to fal l away from the
beater a few degrees more than the tangent ial line , which would
increase its keenness,but this is not to be commended for the finer
cottons. The angle ECF is highly important , as i t determines the
c l eaning capacity of the bar to a very grea t extent . The more
acute this angle the more tenaciously wil l the bar cling to the
c otton driven on to it,and the efficiency wil l thus be determined
by the effects produced by the interaction between the bars and the
cylinder blades . Acute angles retai n the portions of cotton for a
c omparatively longer period than more obtuse angles,thus al lowing
the impurities t ime to fal l,preventing too rapid passage of cotton
through the machine,and causing it to be re-presented to the
cylinder blades oftener,all of which tends to Open and clean the
cotton to a finer degree . On the other hand ,too great keenness i n
the bar angle scrapes and deteriorates the fibre,makes good waste
,
and i f the retentivity of the bar is too great causes overcrowding ,
w i th consequent stringing and cutting of the materia l if the fan
draft is not excessively powerful, which ,
of course,defeats the
obj ect of the bar ent irely .
I t is thus obvious that bars of very acute angles,if used , must
be few i n number . In the second set of bars , the change of section
38 COTTON WASTE .
consequent upon the al teration of the ang l e ECF to 45°
has a veryimportant effect . In the first place
,its obstructive effect is de
creased ,and i n the second place its capacity for retai ning the
material inside the machine is i ncreased. The latter development
is necessitated to a certai n extent by the cotton having beenOpened out to a finer degree
,and is directly due to the change
i n the bar angle ECF,causing the point E , which represents the
intersection of the face l ine CF by the tangential line CE,to be
nearer the point C in the second set of bars than in the first,
and nearer stil l i n the third set . This point represents the
farthest outer posi tion on to which the cotton can be thrown,
theoretically Speaking ,and bringing this point nearer to the edge
C of the bars makes i t increasi ngly difficul t to throw good material.
through the apertures .
Before leaving this phase of the subj ect one very important
feature must be noted ,viz .
,that all through the various changes
of bar sections,the Spaces between the bars rema in the same
,viz .
ifin . It might on first considerat ion appear tha t this practice
would conduce to the passage of good material through the bar
Spaces , especial ly as the genera l pract ice is to reduce the apertures.
towards the final sections of the bar system ' but for the cottonsunder discuss ion
,with the conditions previously described and the
bars arranged as demonstrated,no good materia l is wasted . On
the other hand,with the different sections of bars divided to form
two or more chambers,and the air currents efficiently control led
the extraction of finer impurities during the latter stages is greatlyi ncreased by the additiona l area provided for their exit . Before
l eaving the subj ect of the Opener,i t should be stated that under
the foregoing conditions the cotton should not be subjected to
more than one beating , so that the single cylinder machine withlap part is amply sufficient
,the double opener being much too
severe for these cottons .
In the second process of prepara tion,viz . scutching , the clean
ing is continued ,and at the same time the finished result should
be the foundation upon which the subsequent regularity of the
product is built . The cleaning in this machine is due primari lyto the action of the bladed beater and its auxiliaries
,the grid bars
,
cages,and fan . The action of the bladed beater is more thorough
than that of the cyl inder beater,as i t strikes its blow simul tane
ously across the ful l w idth of the machine,thus driving out ims
40 COTTON WASTE .
avoid abrasion of the material a feed roller should never be used
for fine cotton which wil l not a llow a full {5 i n . to in . clearance
between the blade edge and its nearest point when set the correct
distance from the rol ler centres .
The manner in which the cotton is removed by the beater
should be carefully studied,and i n connexion with this the follow
ing details should receive attention : The beater setting having
been decided,the feed roller should be weighted sufficiently to
compress the material being fed to such a degree that the lapfringe develops a tendency to spring away from the surface Of the
bottom feed rol ler,and proj ect itself into the path of the revolving
blades . This weighting,however
,must not be carried to excess
,
and,speaking general ly
,a weight of approximately 10 to 12 lb .
per inch width of feed will be found sufficient for the dens i ties of
feed previously given .
Under these circumstances,the first point on the lap fringe to
receive the impact of the beater is at a distance of about 1 in .
from its extreme edge . The beater striking this point drives backthe fringe , and passes along it
,its resil ience due to the compression
between the feed rollers forcing it against the beater blade,and
thus causi ng the fibres to be removed from its extreme edge,which
is natural ly thin and the resistance to extraction cons iderably less .
Immediately the blade passes,the flex ibi l i ty of the fringe causes i t
to agai n proj ect itself forward to receive the next blow,the action
of the feed mot ion,of course
,automat ical ly restoring the amount
of material removed by the blades , thus ma intain ing uniformity
i n the length under treatment . The remova l of the fibre under
these condit ions is effected in the most suitable manner possible,
and with the minimum amount of strai n and damage,as the re
silience of the fringeand its ability to move away from the beater
ensure almost perfect inviolatility. On the other hand,if the
setting distance is too close , or the diameter of the feed rol lers toolarge to g ive a proper clearance
,the result is a crushing orchopping
of the material between the circumference of the bottom feed
rol ler and the beater blade,which is denoted by the fringe of the
lap showing a very abrupt change of section with an i rregularstragg l ing edge , i n which rol led up fibre and art ificia l nip are
readily discernible .
In all cleaning machines i n which the material is fed in lapform , the exact manner of the remova l of the success ive units of
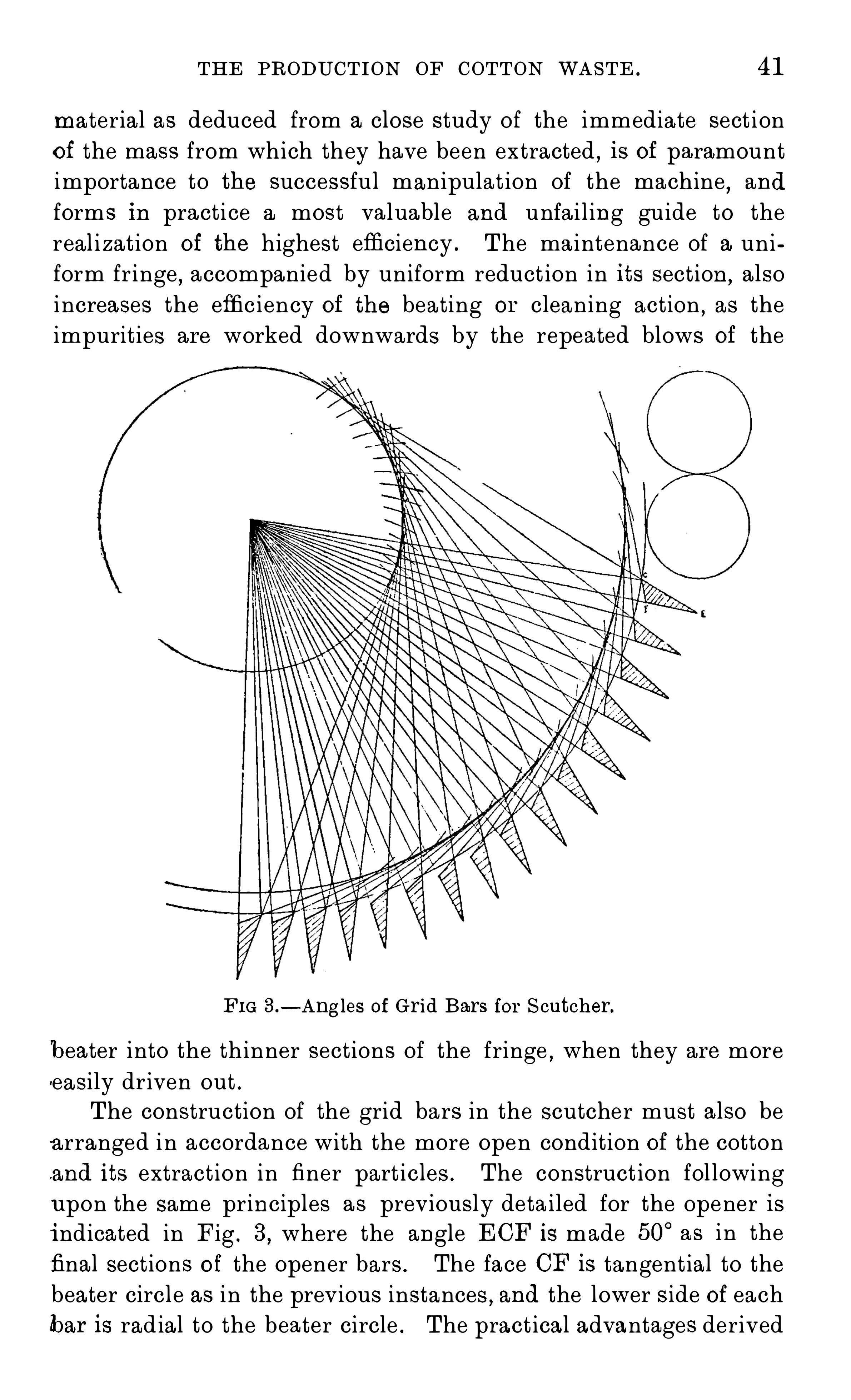
THE PRODUCT ION OF COTTON WASTE . 41
material as deduced from a close study of the immediate sect i on
of the mass from which they have been extracted,is of paramount
importance to the successful manipulat ion of the machine,and
forms in practi ce a most va luable and unfa i l ing guide to the
real i zat ion of the highest efficiency . The ma intenance of a uni
form fringe,accompanied by uniform reduct ion in its section
,also
increases the effic iency of the beating or cleaning action,as the
impurit ies are worked downwards by the repeated blows of the
FIG 3 .- Ang les of Grid Bars for Scutcher.
b eater into the thinner sections of the fringe , when they are more(easi ly driven out .
The construction of the grid bars in the scutcher must also be
a rranged in accordance with the more Open condit ion of the cotton
and its extract ion in finer part icles . The construct ion fol lowing
upon the same principles as previously deta i led for the opener is
indicated in Fig . 3 , where the angle ECF is made 50° as i n the
final sections of the Opener bars . The face CF is tangent ial to the
beater circl e as in the previous instances , and the lower s ide of each
bar is radial to the beater circle . The pract ical advantages derived
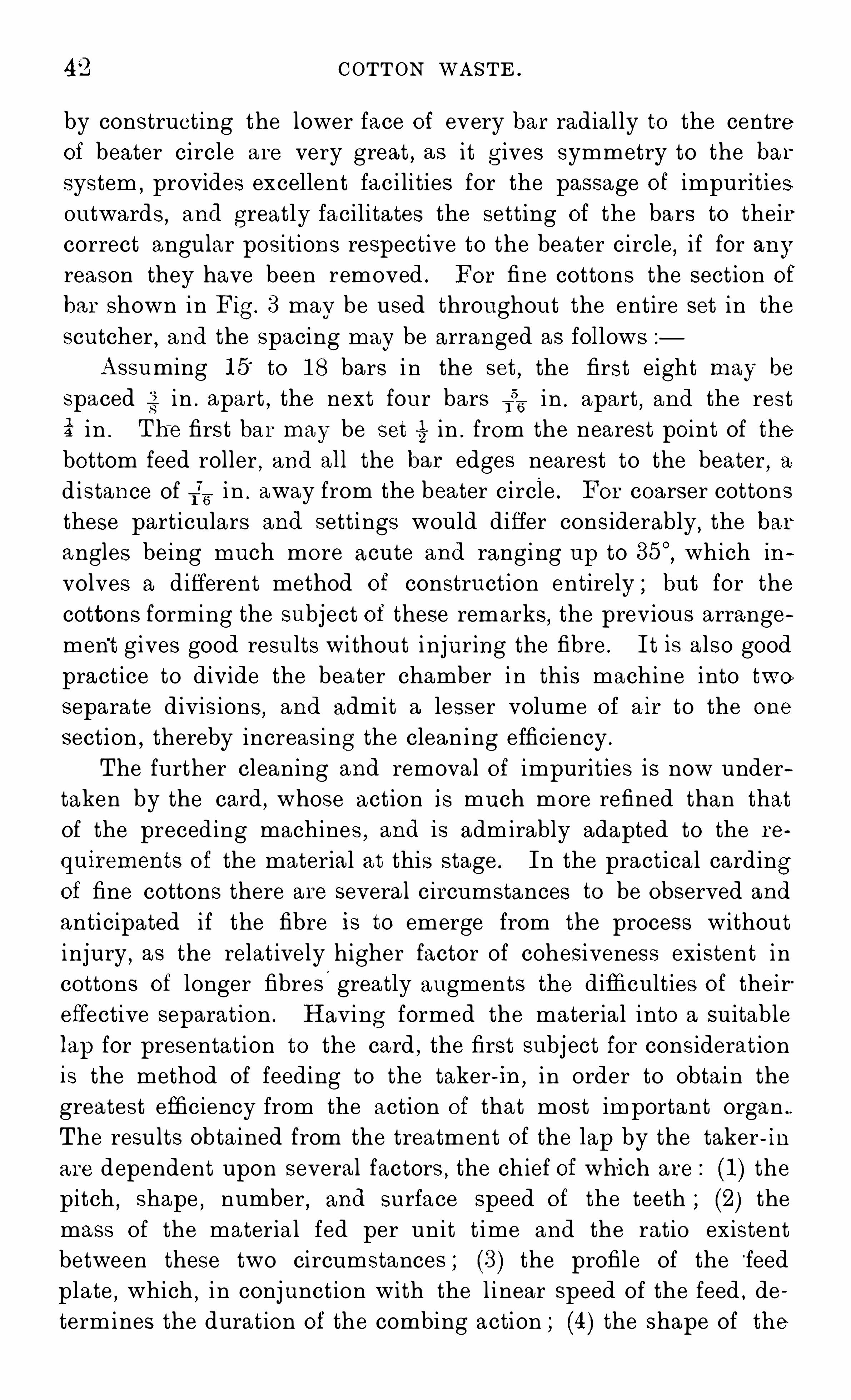
42 COTTON WASTE .
by construct ing the lower face of every bar radial ly to the centreof beater circle are very great , as i t g ives symmetry to the barsystem
,provides excellent faci li ties for the passage of impurit ies
outwards,and great ly facil i tates the sett ing of the bars to their
correct angular posi t ions respective to the beater circle,i f for any
reason they have been removed . For fine cottons the sect ion of
bar shown in Fig . 3 mav be used throughout the entire set in the
scutcher,and the spacing may be arranged as follows
Assuming 15“
to 18 bars i n the set,the first eight may be
spaced g i n . apart,the next four bars T
5
?i n . apart
,and the rest
a i n . The first bar may be set in . from the nearest point of the
bottom feed roller,and all the bar edges nearest to the beater
,a
distance of T3. i n . away from the beater circle . For coarser cottons
these part iculars and settings would differ cons iderably,the bar
angles be ing much more acute and ranging up to which in ~
volves a different method of construction entirely ; but for the
cottons forming the subject of these remarks,the previous arrange
ment gives good results without i njuring the fibre . I t is a lso good
practice to divide the beater chamber i n this machine into twoseparate divis ions
,and admit a lesser volume of air to the one
section,thereby increas i ng the clean ing efficiency .
The further cleaning and remova l of impurit ies is now under
taken by the card ,whose action is much more refined than that
of the preceding machines,and is admirably adapted to the re
quirements of the material at this stage . In the pract ical cardingof fine cottons there are several c ircumstances to be observed and
anticipated if the fibre is to emerge from the process without
injury,as the relat ively higher factor of cohesiveness existent in
cottons of longer fibres greatly augments the difficulties of their
effective separat ion . Having formed the materia l i nto a suitable
lap for presentat ion to the card,the first subj ect for considerat ion
is the method of feeding to the taker- in ,i n order to obtain the
greatest efficiency from the action of that most important organ
The results Obtained from the treatment of the lap by the taker - ih
are dependent upon several factors,the chief of which are (1) the
pitch,shape
,number
,and surface speed of the teeth ; (2) the
mass of the material fed per unit t ime and the ratio existent
between these two circumstances ; (3) the profil e of the“feed
plate,which
,i n conjunct ion with the l i near speed of the feed , de
term ines the durat ion of the combing action ; (4) the shape of the
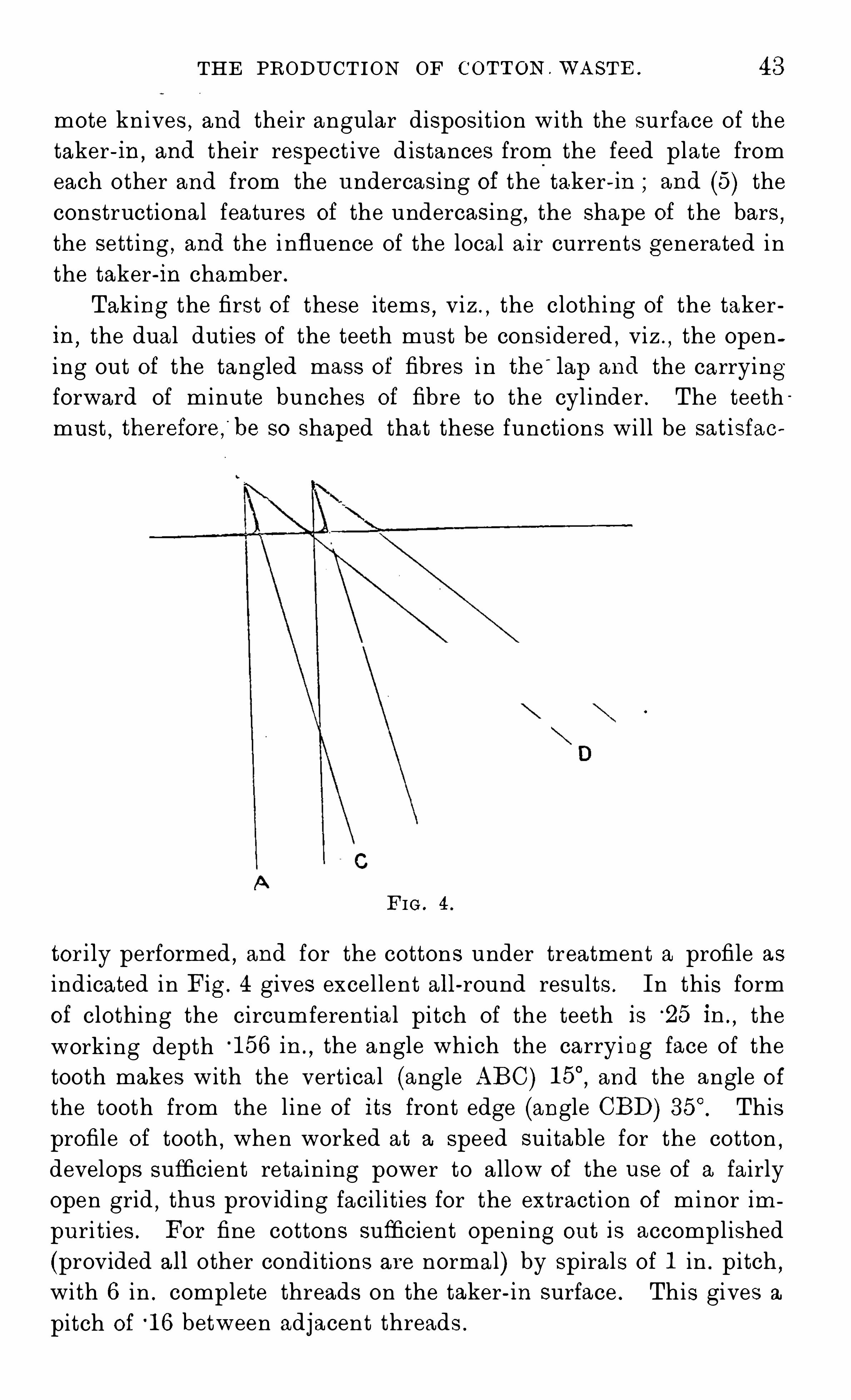
THE PRODUCT ION OF COTTON . WASTE . 48
mote kn ives,and their angular dispos it ion with the surface of the
taker - in,and their respect ive d istances from the feed plate from
each other and from the undercas ing of the taker - in and (5) theconstructiona l features of the undercasing
,the shape of the bars
,
the sett ing,and the i nfluence of the local a ir currents generated in
the taker- in chamber .
Taking the first of these item s,viz .
,the clothing of the taker
in,the dual duties of the teeth must be cons idered
,viz .
,the Open
ing out of the tangled mass of fibres i n the‘
lap and the carryingforward of minute bunches of fibre to the cyl inder . The teeth
must,therefore ,
’
be so shaped that these functions will be satisfac
FIG . 4 .
torily performed ,and for the cottons under treatment a profile as
indicated in Fig . 4 gives excel lent all- round results . In this form
of clothing the circumferentia l pi tch of the teeth is 2 5 in .,the
working depth '156 in .,the angle which the carryi ng face of the
tooth makes with the vert ical (angle ABC) and the angle ofthe tooth from the l ine of its front edge (angle CBD ) Thisprofil e of tooth ,
when worked at a Speed suitable for the cotton,
develops sufficient reta in ing power to allow of the use of a fairly
open grid,thus providing facil i ties for the extract i on of minor im
puri t ies . For fine cottons sufficient opening out is accomplished
(provided all other conditions are normal) by spirals of 1 in . pitch,
with 6 in . complete threads on the taker- in surface . This gives a
pitch of '16 between adjacent threads .
4 4 COTTON WASTE .
The profil e of the feed plate is shown in Fig . 5 ,and its leading
characterist ics are as fol lows The hori zontal ax is of the taker -in
passes through the nose of feed plate at approximately the pos i tion
at which the fibres are l iberated from the nip of the feed roller ,
and the distance between the teeth of the taker - in and the face offeed plate at this point (A) Should not be less than gth of an inch
when the lower portion of the plate is set to a 5’
s gauge from the
t eeth . The angle made by the face of the plate AB relat ive to the
circle of the taker-in should be such that the teeth first touch at a
p oint D (1g i n . from A) , and leave agai n at a point E (15 in . from A) .
FIG . 5 .—Undercasing and Mote-Knives of Card ing Eng ine.
The bearing distance of taker - in teeth to feed plate is thus from D
to E,the teeth being at their greatest depth at the point X , mid
way between D and E . This should be tested pract ical ly when
changes have been made in the length or angular disposit ion of
the face of the plate,by smearing the face AB with some kind of
marking substance,moving the plate up to the taker- in unti l i t
touches l ightly,and then turn ing the taker-in gently by hand ,
afterwards not ing the effect on the face of the plate , Where the
marking substance should be removed for the distance Specified .
The face AB should be cont inued a ful l in . beyond the point E ,
where the marking by the taker - in teeth finishes , thus giving a
length of AB equal to 13 in . I t is highly important that the face
THE PRODUCT ION OF COTTON WASTE . 45
of the plate be continued beyond the point E ,as i f a form of plate
be used in which the point B coincides with or is higher than thepoint E
,the percentage of good fibre ej ected at this stage wil l be
considerably higher than would be the case with a feed plate on
which the face was extended well beyond this point .
The extension of this face beyond the point at which the taker
in teeth definitely commence to leave it when following their path
of circular movement , greatly facil itates the retention of the fibre
by the teeth,on account of the angular face of the feed plate
fol lowing to a certa in extent the contour of the taker- in surface,
and thus lessening the distance between the points of the teeth
and the face of the plate .
The angle made by the mote knives is a very important feature,
and is responsible for much of the clearing out of fine impurities .
I t is not poss ible to state any definite degree of angle which willsui t every instance
,as circumstances vary to an extent which
makes the standardization of this sett ing impossib le . For normal
feeds and speeds,and for long -fibre cottons
,worked with takers
in covered with teeth as previously indicated ,a good method is to
arrange the two faces of the bars G andH tangentia l to circles of
6 A
QL in . and 97} i n . diameter respect ively ; this setting proving the
most effective out of an extended trial of several combinations of
ang les . The distances between the feed plate and the knives,
between the knives themselves,and betweenthe second kni fe and
the undercasing,also have an important influence upon the result
,
and very good all- round results are obta ined by keeping all these
distances within the length of °7 times the average length of the
fibre,which in the present i nstance limits the distance between
the first two Of these sett ings to li in. The taker- in undercasi ng
may be extended to within g in . of the second knife . The bars in
the undercasi ng may be fixed as i ndicated,with 53 i n . clear space
between each bar,and constructed with the receiving face set at
an angle of with a radia l l ine from the centre of the taker - in .
The edges of the bars must be rounded off and highly pol ished,and
the undercasing,mote knives , and feed plate set as closely as
possible to the taker -in .
The examination of the lap fringe after it has been subjectedto the action of the taker- in
,is a good practica l method of asoer
ta ining the suitability of any given combination of taker- ih speed ,
profil e of feed plate,and speed and weight of the feed per unit
4 6 COTTON WASTE .
t ime . When the fibres are being removed under the best condi
t ions, the lap should taper off uniformly from full thickness to a
thin fringe of fibres , which should present a level and unbroken
edge . The ex tent of the tapered sect ion should not be too short,
and should average for these cottons from in . to 13 in . I f the
section of the fring e shows very abrupt reduct ion it may i ndicate
that the feed plate incl ine is either too short or has i nsufficient
clearance from the teeth of the taker - in at its upper edge for the
we ight or mass of fibres presented .
If the edge of the fringe is very irregular , with gaps at intervals ,the probable causes are too great a length of incl i ne from the nipping
point to the point Of release ; too quick a speed of feed relat ive to
the surface speed of the taker- in ; insufficient weighting of the
feed rol ler or the rol l er and the feed plate out of a l ignment with
each other , thus fai l i ng to establ ish a perfect grip on the lap acrossits ful l width ,
which results i n pluck ing and very irregular re
moval of the material . Under any circumstances,i f a uniform
fringe is not permanently ma i nta i ned,a higher percentage of good
fibre Wil l be found i n the droppings than would be found normal ly .
The arrangements_
of speeds , drafts , and production vary
sl ightly accord ing to circumstances ,and i n the working of super
fine cotton a knowledge of the l imit ing factors is of great ass istance
when the necessity for adjustment occurs .
The first feature in this respect which demands attention isthe maximum permiss ible Speed of the constant speed organs
,vi z .
taker - in and cyl inder . These speeds are,of course
,l imited by the
nature of the mater ial,and i n the present instance should not ex
.ceed 900 and 1900 ft . per m inute for the taker - in and the cyl inder
respectively . The Speeds of the variable speed organs,viz .
‘
the
feed parts and the doffer and its connexions,are governed by
various factors,amongst which are (1) The u l t imate counts of
sl iver required relative to the count of the lap fed ; (2) the product ion required from cards
,and the number of cards ava ilable
relative to this tota l production (3) the maximum density of the
feed per unit t ime which the nature of the mater ia l wil l a l low
w ithout deteriorat ion ; and (4) the min imum surface speed of the
doifer which will clear the cyl inder efficiently .
Taking this from the point of view of the best practi ce for fine
c ottons,the considera tions affecting the qual i ty of the product
should be the first to rece i ve at tent ion,and i n this respect the
48 COTTON WASTE .
For the conditions and feed weights,as previously indicated
,
the surface speeds of the doffer for Sea Islands and fine Egyptian
cottons should not fal l below 55 to 58 ft . per minute . It is not
an uncommon occurrence when the output of a card is adjusted
to give the same tota l production of a l ighter sl iver,to find that
the increased doffer speed for the same weight of feed results i n a
diminution in the percentage of flat strips . This is on account ofthe increased efficiency of the doffing action
,as i f fibres are con
stantly passing the doffer , the inevitable result is the retention of
good fibre by the flats . This same defect may also be the result
of wide sett ing between the doffer and the cylinder,by neglect of
stripping at consistent intervals,and by dull wire . The speed of
the flats is also a very important considerat ion ,as i t affects not
only the qual ity of the carding but the percentage of waste ex
tracted . No definite rule can be stated,the speed being purely
dependent upon local circumstances and the condition of the cotton
under treatment i n respect to cleanliness . The average speed for
superfine cottons usual ly ranges from two to three inches per
minute . The action of the flats is one of great interest,and should
be carefully studied in conjunct ion with the cotton under treat
ment . The rate of presentat ion of clean flats to the cylinder at
that point at which the cotton conta ins practically the whole of
the impurities which the flats are expected to extract,governs to
a very appreciable extent the cleanliness of the resultant sl iver .
If a card be run bare and the cyl inder and dofler stripped so that
no charged surfaces exist upon any of the carding organs,the card
started in this condition ,and agai n stopped when the sliver has
atta i ned its average weight per yard , much va luable i nformation
may be gathered by turning the flats back and analysing the flat
strips i n their various posit ions . It wi ll be found that,providing
the flats have been properly set down in the first instance , very
few (if any) of the larger impurities have passed the first four or
five flats . The charging Of the flats is heavier at the feed than at
the del ivery end , as might naturally be expected ,and the percentage
of good fibre is considerably greater in the ini tial than the termina l
sections of the flats,the strips on the ini t ial section of the flats
being much more loosely held than those in the latter sections .
The most striking feature is the absence of any of the heavier im
purit ies i n the flat strips after the first few flats,which throws a
very interesting light upon the action of the flats on the cotton .
THE PRODUCT ION OF COTTON WASTE . 49
In connexion with the above experiment , i t must be remembered
that all the flats were uncharged or bare to commence wi th . The
inferences which may be drawn from this experiment are : (1)Tha t the cotton as received by the cyl inder from the taker-in is
brought forward in the form of minute tufts of fibres cl ingingtogether, rather than in individua l fibres as is often supposed .
These smal l tufts are arrested by the first flats,and retained unti l
they are stra ightened out and removed ~by the cylinder . The
heavier impurit ies having been arrested by“ the flats are reta ined
by them , being firmly embedded in the flat wire as a result of the
extraction of the fibres to which they are attached,these being
drawn away from them through the wire of the flat,that is
,through
the heel . (2) That the presentation of good fibre to the cyl inder
by the flats continues for a certa i n period after the flats have be
come fully charged at the feed end,and this period is dependent
upon the speed of the flats,the weight of the feed
,and the qual ity
of the cotton . Simultaneously with this remova l of good fibre
the flats are i ntercept ing other fibres on . the cyl inder surface , so
that as a result of this mutual interaction the compos it ion of the
flat strips changes as the flats follow their normal course . The
longer fibres having greater affinity for the quickly moving points
on the cyl inder than for those on the slowly moving flats are carried
forward,whilst the shorter fibres and impurities tend to take their
place and rema in . (3) The efficiency of the flats g radual ly dimin
ishes as they approach the terminat ion of thei r course over the
cyl inder,ahd this loss of
'
efficiency may be al lotted to two dis
t inct c ircumstances,which
,however
,influence each other in a very
decided manner . In the first place,the “ loading or accumula
t ion of material on the wire surface of the flat , natural ly reducesits ava i lable number of i ntercepting poi nts
,thus lessening its
effectiveness i n deal ing with the fibres on the cyl inder . In the
s econd place,the character of the strip i tself as the flat nears the
c omplet ion of its path over the cyl i nder further reduces its efficiency
i n the fol lowing manner : It was previously sta ted that,i n a card
a ctually at work,the flat strips are equal ly as heavy at the feed as
at the del ivery end . There is,however
,this difference
,that the
flat strips at the feed end are almost wholly composed of good
material which is readily transferred to the cyli nder , thus freeing
the flat and enabling i t to intercept other fibres to replace them .
The flat strips at the del ivery end are composed of fibres which
50 COTTON WASTE .
have been i ntercepted,and on account of their shortness the cylin
der has been unable to transfer them . The interact i on between
flat and cyli nder thus becomes less , owing to the decrease in the
quantity of transferable material held by the flat,which at the
same time prevents the flats i n the latter sections from exercising
more than a nominal i ntercepting action on the material held by
the cylinder . This further emphasi zes the necessi ty for close oh
servat ion and regulation of the supply of clean flats to the cylinder
i n accordance with the waste to be extracted from the material
under treatment,and the best practical method is to adopt a Speed
which gives a st rip of sufficient densi ty to strip cleanly,without
clinging to the flat wire .
In the carding of fine cottons very heavy flat strips should
always be viewed with a certai n amount of suspicion , as they are
usual ly one of the first Signs of grave deteriorat ion i n the action
of the machine,and this indicat ion Should never be neglected .
E xcessively heavy flat strips,i f not due to the causes previously
enumerated,may be due to too slow speed of the flats
,or to wide
setti ng of the front fly plate . The latter procedure is sometimes
resorted to by ; the unin it iated to produce a heavier strip,and is
very much to be deprecated . It may i nvariably be detected in
the appearance of the flat s trips as they fall away from the strip
ping comb,by the “ bridging ”
or connexion of flat strips to each
other by a network of good fibre . If this set t ing be carried to
excess the strips may be pulled bodily away from the film of goodfibre
,thus proving it to have been extracted subsequent to the
formation of the flat strips,and its posit ion relat ive to the flat
strips Shows that it has been taken from the cylinder entirely .
Fi nally,for the very bes t Sea Islands cotton
,flats not less than
2 i n . wide , 1a i n . on the wire,should be used ; whilst for the
lower qua l i ties of Sea Islands and bes t Egyptian cotton,the
13 i n . flat,1 i n . wide on the wire
,may be used . The “ heel i n
both instances should not be less than 0 38 i n . per each inch ofWidth .
Passing to the fina l cleaning process i n the preparation of
cotton for fine Spinning , viz . combing,i t may be stated that this
is the o nly process which exercises a discriminatory or selective
action upon the material . It is this propensi ty which makes thisprocess i nvaluable
,and makes i t by far the most important of the
enti re series of preparatory processes . It differs also from the
THE PRODUCT ION OF COTTON WASTE . 51
preceding cleaning processes in the fact that,during combing
,the
fibres are held at each end in alternate sequence,and subjected
to a sufficient stra in to check their natural cur l ing tendency .
This governing act ion is not relaxed until the fibres are incorpor
a ted in the sl iver , thus resul t ing in absolute paral lel ism of its
component fibres . The efficacy of the combing operat ion is not
wholly dependent upon the action of the machine i tself , but is
greatly influenced by the method of presen tat ion of the material .
This latter factor is one which varies cons iderably,according to
the character of the,material and the results required ; but for
the finest cottons the most suitable method is to present i t in the
form of as l ight a lap as the production required from the machineswill a llow .
This system favours the extract ion of nep,which general ly
exists to a very great extent i n the finest cottons,where its ab
sence is most desired . I t is also found that i n these cottons the
neps adhere very tenaciously to the fibre,and this disadvantage is
accentuated by the fact that the long,fine fibres are more eas ily
stra ined than shorter,and consequently thi cker
,fibres would
be . The balance of advantages are thus eas i ly on the s ide of
lap feeding in the form of l ight laps,and for the best results the
weights should not exceed 18 to 20 and 24 t o 28 grs . per yard
per inch width of lap for fine Sea Islands and E gyptian cottons
respectively. For these cottons,also
,machines wider than 8-5 i n .
i n the lap are not to be commended,as the production of an even
fleece or web from a lap wider than this at the weights per yardspecified , becomes a matter of great d ifficulty on account of itsextremely del icate nature .
Defects in Rovings— Theifr Causes and Remedies.
Summary of Defects Uneven rovings ; (2) soft rovings
(3) hard rovings , or rovings having too much twist ; (4) dirty'
rovings , or rovings containing nep and small portions of leafstretched rovings ; (6) cut rovings ; (7) rovings conta i ni ng slubs ;(8) stained rovings (9) single rovings (10) thickened rovings .
1. Causes of Uneven R 0m’
ngs .
— These may be caused throughthe circuit or passage from rollers to bobbin not be ing free enough
,
or through faulty action of differentia l motion,or sl ippage of cone
belt , or binding of the racks and rack pinions . Uneven rovi ng smay, however , be caused by uneven sl ivers ; also when short fibre
52 COTTON WASTE .
is present to a g reat extent i n the raw cotton , or through del iberate
mixing of long and short -fibred cottons .
Remedies — Examine flyer and see that i t is thoroughly clean .
Pass a strand of some mater ial covered with French chalk through
flyer l eg and thus clean it . Exami ne differentia l motion,see that
all parts are well lubricated . E xamine all wheels of which it
is composed for broken teeth ,etc . See that they are properly i n
gear with each other . Make cone belt sufficiently tight to avoid
excess ive sl ippage . E xamine racks and rack pi nions as to their
e fficient working . See that the sl ivers put up at Slubbing frames
are uniform . We could not avoid the presence of short fibres in
the raw cotton as these are present more or l ess according to the
c ircumstances under which the cotton is grown . We could ab
sta i n from mixing long and short cottons and this would certa inly
give better results .
2. Causes of Soft Roviugs .- Insufficient twist i n the rovings;
weights fa l l ing and not being seen,or weight being disconnected
from weight hook defects i n rol ler coverings .
Remedies — We Should of course put on a l ess twist wheel,i.e.
one having a less number of teeth ,thus affecting all parts of the
frame with the exception of the twist ing spindles , which would
rema in the same,thus giving the des ired effect .
See that the rol l ers are properly weighted , all weights being
connected to the rol lers by the w eigh t hooks .
Channel ling of the front top rol lers , due mostly to faul ty traverse
m otions , may al low the rovings to come through too freely . Put
i n fresh rollers with good covering s . Make traverse motion so to
work that we shal l obta in best results .
3 . Causes of Hard Roviugs .
— These may be caused by having
too much tw ist , we Should therefore put on a twist Wheel having
a greater number of teeth and obtai n the reverse of what we got
with the change in second case . Top rollers binding is a common
cause .
4 . Causes of Nappy, D irty and LeafyBearings — Nep is presentto a greater or lesser extent i n all cottons . I t cons ists of very smal l
portions Of fibre which curl up i n to very smal l specks and a fter‘wards mix w ith the rest of the fibres , making it difficul t to extract .
D i rt and l eaf ought not to be present in the roving to any g reat
extent,unless something is very wrong ; however , we often find
smal l portions of both .
THE PRODUCT ION OF COTTON WASTE . 53
R emedies —AWe might see to i t that flat, cyl inder , and doffer
clothing on the card were in good condition,so as to take out
the maximum amount of nep,the sett ings being kept good .
There is,of course
,a less tendency for the nep to find its way
i nto the roving when combers are used,because the fibres are
treated more p ’
osi t ively . If these conditions are fulfil led it wil l
undoubtedly minimi ze the amount of dirt and leaf .
We may,however
, pay heed to air current and dust flues inOpeners and scutchers
,and the mote knives and l icker - in on the
card . See also that there is every facil ity for the dirt fal l ing out
at each process .
5 . Causes of Stretched Rovings.
—Rovings are stretched through
the roll ing effect produced by the wheels of the swing mot ion when
the l i ft travels one way,by a wrong s ize of ratchet wheel or cone
bel t i n wrong pos ition .
6 . Causes of Cut Rovings .
—Rovings may be cut or thin places
made (1) through rollers becoming dirty and clogged ; (2) also
through neglect of oil ing,flutes or uneven surfaces on leather
covered rol l ers .
Remedies— Clean through the rol lers top and bottom and see
to proper lubricat ion thereof . Take out all defective rol lers and
replace with rollers recovered and varnished .
7 . Causes of Rovings Containing Stubs — These are often caused
by fibres cl inging together with moist matter of one kind or another,being more presen t in carded than combed rovings . They are also
caused through neglect of cleaning top and bottom clearers at
regular intervals .
N.B.
— In D raw - frames and Fly- frames,6s . net .
,by the pres
ent author,this subject is very fully discussed .
The lVo'
rk on Self-Acting Mules .
Excessive breakage of threads from any cause inevitably leads
to excessive loss in waste . Some of the leading causes of bad
Spinning are referred to below,and the remedy in each case is fairly
Obvious . Na tural ly,the primary requ is i te is the use of cotton
sufficiently good for the counts and kind of yarn that has'
to be
Spun . If the cotton is much below the standard requ i red there
will be bad spinning and inferior yarn,although these detrimenta l
effects may be often dimin ished by running the carriages out moreslowly or putt ing more twist in the yarn .
54 COTTON WASTE .
It is a very bad Sign, and i t is an awkward feature to deal with
,
when some of the threads are so tight as to be breaking while
other threads at the same time are running i nto snarls . Putt ing
too much ga i n of carriage i n or too much ratch often causes ex
cessive waste and bad spinning,these extremes being resorted to
in order to keep snarls out.
I t is poss ible to cause extra thread breakages by excess ive
twist and not accompanying this with suitable regulations of carriage
tension . Unlevel rovings,many bad ends i n the rovings , rovings
too weak through over- stretching,or else short of twist , or other de
fects i n the bobbins,or in the creels
,may cause excess ive breakage of
bobbins , and this makes i t diffi cult for the operat ives to keep up
with their other work . It is absolutely essent ial for the production
of good work that a minder and his piecers shall be able to keep
up with the work,and not have to keep stopping up in order to
get stra ight again . When a good average minder cannot do so i t
is time th ings were improved somewhere . Every good Spinner
knows that it is a first law with him that he must not get behi nd
with his work,as i t may easi ly mult iply aga i nst him in the way
of cops wanti ng pushing up after the threads have run down for
a t ime,roller laps wanting pull ing off
,and roller laps caus ing other
threads to break . E ven i n the case of bad spinning it is easier for
the operat ives to keep up with it than to keep getting behind ,and
then attempting to get straight again .
In order to produce the minimum of waste the bobbins i n the
creel must be run off as near as possib le , and not taken off and cut
or pul led to waste when quite a lot of roving remai ns on the bobbins .
It is necessary that minders and piecers should work on a good
system in rega rd to re- creel ing,doffing , cleaning , and other duties,
and i n part icular care should be taken not to have too much of this
kind of work coming on at one time . Method in creel ing , doffing ,
cleaning,and i n part icular in regard to piecing up ,
will enable a
slower man to beat a qui ck one who has no good method . It issurpris ing how far piecing up one or two ends every draw will go
towards keeping up the ends i f done systematical ly and all the
time . After ends have been run down for a time,the cops must be
pushed up exactly level with the others,as pushing the cop up
the spindles too far will lead to the threads breaking in the winding on
, while i f not pushed up sufficiently there will be ni cked cops .
I t is ra ther better to push up such COpS before pieci ng the threads as

56 COTTON WASTE .
a mule up In order to pick a bit at a roller or a clearer , and this
helps when a hurrying time comes along . Breaking bits or pieces
of bobbins out ei ther means excessive waste i n pull ing or cutt ing
these off,or else i t means creeling and making piecings twice over
i n putting the piecings i n aga in . The management Should helpthe spinners to the utmost i n this respect
,so as to keep the roving
bobbins of one si ze and prevent creels from coming out together .
Piecers should be trained to make short piecings , and as soft as
poss ibl e,so they don ’t break aga i n ,
since bad bobbin piecing alone
may be responsible for many thread breakages and i ncreased waste .
Waste is often made by operatives break ing ends of long roving
piecing s off. Often a lso by roving being pulled off the bobbins
and thrown on the floor,and roving tenters Should not doff with
the li fter at the end of traverse so as to leave roving ends near the
ends of the bobbins,and thus fall ing off.
After piecing up a broken thread the finger should be run
along the Spindle to lay the Slack end closer to the bobbin ,and
prevent lashing of other ends or re - breaking in backing -off. Run
ning the finger down the Spindle in such a case appears to lay the
end closer to Spindle than running the finger up,and practice wi ll
show which answers best i n any part icular case , but either wil l do
i f properly attended to .
N i cked cops and Odd soft Cops are serious defects in mule yarn ,
and are very Often the spinner’
s fault and should be checked in
every reasonable way. Usual ly n i cked cops are the result of
threads being al lowed to rema i n broken for some time,and then
pieced up without the Cops being pushed up ,this often showing
a double carelessness . Slack strings are chiefly responsible forodd Cops being thicker and softer than the bulk of the cops
,and
the yarn from such Cops wil l be natura l ly weaker and much softer
twis ted than the bulk . Usual ly n icked cops and those made froms lack strings have to be put into the rej ects
,and sold as waste
COpS, or else made up into spindle banding .
Slack spi ndle bands, greasy spindle bands
,slack rim hands
,
dirty spindl e footsteps and bolsters are frequent causes of bad
Spinning , broken threads , and waste . What are termed “ thickand single portions Of roving inev itably lead to extra work ,
and
waste at the spinning machines,such defective roving s originat
ing at the intermediate or rov ing frames by three back bobbins
running together , or two front ones i n the case of thick roving s ,
PRODUCT ION OF COTTON WASTE . 57
or one only going forward instead of two at these machines i n the
case of s ingle The cardroom people Should protect the spinner
in these respects i n order to keep the waste down to a minimum .
In order to reduce the amount of work and waste duringdoffing to a minimum the operatives should see that all the ends
are pieced up before doffing , because each broken end wil l requirewinding-on as well as piecing up after doffing . The counter fal ler
should be put down to the best pos it ion for al lowing sufficient
slack yarn for pushing the cops up ,but not enough to entang le
the threads with each other,the latter being a very l ikely thing
i n the case of pi n cops and narrow spindle gauges . Also when
winding -on the doffing thread , and when final ly running the mule
up after doffing ,care is needed
,to keep the threads at best tension
without being either too Slack or too tight . Upon re- start ing take
part icular care to have the quadrant nut of correct height in order
to avoid snarled yarn on the one hand or threads breaking,through
over- tension,on the other hand . Al l these points affect both the
number of thread breakages and the amount of waste that is pro
duced.
Past ing , whipping,
and tubing are the three recognized
methods of obtaining good . cOp bottoms,
and the first two
especially need skilful and careful attention in order to l imit .
the waste made in winding,reel ing
,orweaving when the COps
have to be skewered . A great amount of waste has been caused
by soft , crushed up cop bottoms,with imperfect apertures i n them .
Cops Should be laid straight in the Skips,and the noses should
not be bent too much in the doffing process .
Bad cOp noses Often lead to excessive waste i n the subsequent
processes,and are Often due to such circumstances as Cop noses
being bui lt up too thickly or nosi ng motions not applied keenly
enough .
Cracked empty bobbins at the roving frame often lead to the
first layer of roving on a bobbin coming up dirty and oily , and also
somet imes bobbins are damaged in trans i t from roving frame to mule
creel . Cops getting on the floor , too much thin oil being put on
the rollers,are other causes of stained and oily yarn and extra waste .
E very effort should be made to have the top and bottom
clearers lapping nicely at the Spinning machines,remembering that
loose fibre and accumulations Of fibre frequently make bad ends
and increase the waste .
58 COTTON WASTE .
Sp inning l/Vaste
,Middle Iron Roller Lap s, Fluker Rods , and
Crows for Mule Bottom Rollers.
One of the differences i n detai l in regard to mules designed for
fine Spinning from E gypt ian cotton and those des igned to spin
lower numbers from American cotton may be found in connexion
with the method of keeping the front bottom rollers clean and of
l icking up the waste made by broken threads . A mule differs from
a bobbin and fly frame in the important respect that the mule need
not be stopped to piece up the threads which more or less break in
the ordinary way apart from the question of a sawney The
soft,untwisted cotton coming from the rollers when individual
threads are broken must not,however
,be permitted to make iron
roller laps .
There are chiefly two rival methods of doing the work under
d iscussion,viz . the fluker rods and the Short crows ”
or sticks
For the most part it is accepted that the short crows are the best
for all mules i n which there is lever weighting of the rollers with
saddle wires passing down between the front and second rollers .
Formerly these crows were used simply in the bare wood,and in
that state were particularly easy to clean . Possibly about thirty
years ago the practice of covering these wood under clearers with
flannel began to be extensively adopted,with the result that their
work is done much better al though they may be somewhat harder
to clean .
The fluker rod consists of a long polished iron rod ,revolving a
short distance below the front and middle top rollers , driven by a
pa ir of smal l pin ions from the front roller . Each fluker roller
reaches the length of hal f a mule . Now here is a point worthy of
a ttention on the part of practical men in regard to fluker rods . By
us ing just two pinions for driving ,the fluker rod is made to turn
inwardly or with its top surface moving a lways towards the middle
i ron rol ler,and this is the usua l method . It is quite possible
,
however,to effect a vast improvement i n regard to middle iron
rol ler laps by introducing a carrier between the two pinions,and
thus making the fluker rod revolve in the Opposit e direction ,or
have its top surface coming away from the middle iron roller . It“
is only fai r to point out, however , that all is not for the best i n
making such a change,and it is perhaps not to be recommended
except in extreme cases of trouble with middle iron roller laps— a
THE PRODUCTION OF COTTON WASTE . 59
by no means uncommon occurrence i n fine spinning with compara
tively large roller drafts .
Perhaps the greatest defect of the suggested method of driving
the fluker rod consists i n the tendency for the rod to help loose
fly and bad ends through the rollers,whereas in the more estab
lished method the tendency is to hold such defect ive work back,
and to take the same round the fluker rod .
A l ittle reflection will make it clear that an outward rotation
of fluker rod will tend to l ift up from the i ron roller any broken
ends,whereas the rotat ion inwardly tends a lways to hold such
broken ends nicely down . The best known remedy for excessive
l icking of middle iron laps i n cases of fine spinning is to take all
the weight Off the middle top roller , and then set the centres of
front and middle rollers well inside the length of the staple . In this
way the shorter fibres are helped better forward from middle to
front roller without much injury to the long fibres . It goes with
out saying that keeping the drafts down to a moderate limit is a
good remedy for middle iron roller laps,and this is sufficient to
prevent this trouble from developing to any great extent in using
American cotton with single roving . With double rovings,how
ever, it is often an awkward matter to keep the drafts down at the
mule,while the cotton is reduced to a fine grist
,and the fibres are
so much separated they will easi ly follow the bottom iron rol ler .
In many cases the use of iron pickers is prevented by the
management for middle i ron roller laps,whereas the use of the
softer brass pickers may poss ibly be encouraged .
Referring aga i n for a moment to the question of fluker rods, i t
may be pointed out that a most important reason for their adoption
is to be found in the fact that it is usual to weight the short fronttop rollers of a fine mule by hooks reaching down the front , and
these hooks are greatly in the way of wood “ crows or st i cks
when the latter are required to be cleaned . In some districts
where operat ives used to American cotton have gone on Egyptian
fine spinning it has been deemed best to use the crows , and also
use ins ide weight hooks .
Banding .
Due to Slack stri ngs,nicked Cops
,pul led out bottoms
,spoiled
noses , and similar defects,there is often an appreciable weight of
spoiled COps , unfit for the usual market for good yarn,but sti l l
60 COTTON WASTE .
suitable for use i n the yarn form instead of being broken up intocotton waste . As stated
,a very large proportion of such cops is
used up i n making ropes and Spindle banding,i n some cases
being sold for this purpose to banding manufacturers,but in
other cases the banding,not the ropes
,is made at the spinning
firm .
There are specially convenient machines avai lable for makingbanding of ei ther the solid or the tubular k inds .
Obviously the ordinary sol id banding may be made on wel l
known doubli ng lines by winding,doubling
,and twistin g a suf
ficient number of threads tog ether . Both tubular and solid
banding are extensively used in the Spinn ing trade and the tubu
lar is considered to be the more durable,especial ly i f the knots
are tied i n a sufficiently careful and skilful manner .
Tubular banding may be sa id to have a hol low core and the
bra id is made on a di fferent principle from the sol id banding ,
having more a plaited character,obtained by cross i ng and re
crossing several yarns together on a Special machine . The
development of technica l education has brought into power in
telligent foremen who can superintend such accessory processes .
A Manager’
s Letter on lVaste in Cotton Mi lls .
Approached on the subject,a manager friend of the writer
’
s
wrote as follows“ The waste that is produced in a cotton spi nning mil l is
a very important i tem indeed . Unless the utmost attention is
given to this matter by the management on the one hand ,or the
workpeople on the other hand,there will be a very serious loss ,
some of which could have been avoided . I t is absolutely neces
sary that every precaut ion be exercised in this respect , and rea
sonable strictness is essential . At the openers and scutchers
nothing should be allowed to'
be driven out except such undesir
able matter as seeds,sand
,heavy dirt
,leaf or other similar
stuff, with a very limited amount of fly . Any excess of fly should
be at once checked bv clos ing the bars or other means .
There has a lway s been a tendency for the carding engine totake out good fibre
,and both the fly and the strips should be
checked to every reasonable extent . In cases where the qual ity re
quired i n yarn is not particularly good the flats should be run veryslowly and the Stripping plate kept pretty closely set. In other
THE PRODUCT ION OF COTTON . WASTE . 61
cases the flat strips Should be either combed or a good price
obtained for them from waste deal ers . There are very few cases
i ndeed in which it is worth while to run modern carding‘
engines
without undercasings to l inker - in and cylinder . The can tentersor lap tenters should always guard against lap end waste and front
sl iver waste,and neither at cards
,combers
,nor draw- frames
should extra soft waste be made by cans choking up and running
over,although this danger is not great
,except at the card
,owing
to the use of st0p motions on the other machines . Usual ly i t isadvisable to keep the rollers of the draw - frame nicely varnished
i n order to reduce waste in roller laps and on the clearers . The
creel bobbins i n all the fly- frames,mules
,and ring- frames should
be run off as bare as possible,and careful supervision is always
needed on this point,since many operat ives have a bad habit of
making excessive roving waste . Whenever waste is made— and
there is no means of quite el iminating it— it Should be kept off
the floor as far as may be convenient , or at least very quickly
picked or swept up aga in . Top clearer waste , rol ler lap waste ,c row Waste , and roving waste
,especially
,come under this last
remark . The different kinds of waste produced at the various
machines , such as lap ends, Sl iver waste , fly from undercasings ,
s trippings , clearer waste , and sweepings should be kept separate
and careful picking should follow any mixing which may have
occurred from any cause . D irt boxes,waste t ins
,or other re
c eptacles for waste , should be provided wherever requ ired .
“ The waste of the various spinning mill processes const itutes
an important i tem in mill stat isti cs .
“ Between the weight of cotton used and the dry yarn spun
there is in spinning an average loss of something l ike 10 per cent
with good carded American . This is variable according to the
g rade of cotton used and heavier also when Indian or E gyptian
are used, as compared with Sea Islands
,and Boweds cottons .
When double carding or combing are done there is the extra per
c entag e of waste due to these extra processes .
“ In the blow - room the largest item of waste— and almost the
only item— is formed by what are termed droppings .
Should a l ine drawn at a tangent to the path of the beater
p ass directly through the space between the bars,the maximum
o f droppings is obtained as long as the bars are unal tered other
W IS8 .
62 COTTON WASTE .
The fly taken through the air tubes from the blow - room
machinery to the fan chamber or dust cel lar is very worthless andyet is sometimes sold as Fan fly
“ The bag pickings from the tares of the cotton bales are fre
quently used among other cottons but are sometimes sold . Whenthey are used every care must be taken to avoid picking bits of
j ute bagging .
“ In regard to card—room sweepings this is a somewhat elasti c
item,and sometimes an appreciable gai n may be obta ined by more
stringent discipline in this connexion .
Spinning-room sweepings should be kept free from the topclearer
,under clearer
,bobbin waste
,and banding waste
,all of
which are of higher value .
“ Increase of crow or under clearer waste is an i ndication of
worse Spinning and reduced qual ity of yarn .
“ About 1901 prices of some sorts of cotton waste were so
low that i t was scarcely worth while to bag the commoner sorts .
1While in 1909,1910 and 1911 high prices ruled for waste .
”
The Waste Question.
Formerly it was considered a sufficient achievement if yarn and
cloth could be produced from the raw materia l even at great expense and loss i n waste of raw material or in expenditure of almostun limited human energy .
To-day i t is necessary to economize both as far as can be madepracticable .
The days of no undercasings to the taker - in and cylinder of
a card are over for all ordinary work,and labour is economized
by the use of machinery .
‘
We require to produce a particularkind of yarn or of cloth from a particular kind of cotton
,with a
minimum waste loss in order to make a profit .Wri t ing in June
,1911
,we had been for some time troubled
with a shortness of raw cotton,and this had made the cotton
waste question of greater importance than ever before .
In a certa i n test made in Georgia i t was found that about 10cotton bol ls out of every 100 were more or less diseased
,while i t
1 August , 1919 . The war led to phenomena l prices for cotton waste. Six
months before the Armist ice the writer pa id 12d. per lb . for best condenser flyand only 8d. for the same sort in the second year of the war, pre-war pri cesbeing distinct ly lower than this .
6 4 COTTON WASTE .
In one example a drop -wire or cradle,made of steel , hardened
and tempered , and enamelled or copper plated , is carr i ed by, and
swings loosely upon,the pivots of each short top expression
roller . The front portion of this drop wire or cradle is of such
a shape that the yarn— after passing under the bottom roller and
over the top one— is hooked under the needle and holds the same
up . Upon the thread breaking , the front portion of the drop
wire,hitherto held up by the yarn
,fal ls down or turns round on
the pivots of the top roller , so that a wedge -shaped portion enters“
between the top and bottom rollers .
As a result the tOp rol l er is t il ted backwards out of connexion
w ith the bottom one and del ivery of thread is arrested . This
a rrestation is rendered more certa in owing to the top rol ler
fall ing aga i nst the cap-bar— recessed for the purpose— and trap
ping the thread between rol ler and cap-bar
,the trappi ng act ion
being increased by any pul l there may be on the thread .
Moreover,the t i lt ing backwards of the short top rol ler also
tends to draw the loose leading end of the broken thread out of
the way of entanglement w ith the adjacent bobbins and threads .
Even if the broken thread does become entang led with the
real one ,i t wi l l probably either break itself free or i t may pre
v ent the unbroken end from being drawn forward on its bobbin,
thus caus ing the same to become s lack and al lowing the second
c radle to come into stopping pos i t ion,i n which case the ends
may twist together for a moment unt i l the second is broken off,
and four - fold is prevented .
An addit ional merit claimed for this device is that,when an
end breaks and the rol ler t ips over,a su fficient length of thread
is l eft hang ing from the top rol ler for tying -up purposes , and as
the thread does not run off the top rol ler end all that is necessary
for re- tying is to l ift the roller back into posi t ion . Waste is
diminished by the prevention of rol ler - laps . There is a lso a
benefit ga ined by the surface of the rol lers being damaged bv
cutting roller laps Off ; such injury is bad for working after
wards .
E xtra lVaste from Inferior Cotton .
The profits to be obta ined from us ing a cheaper cotton,and
yet ma intain ing the qua l ity of yarn,and good working Of the
c otton ,are SO very obvious that unfortunately i t is a frequent
THE PRODUCT I ON OF COTTON WASTE . 65
oécurrence,among those not fully real izing the bad effects
,for
such to purchase inferior and more wasty cottons .
Using unripe cotton and unequal mixtures of cotton— whether
done at the gins,presses
,stack mixing in the cotton room
,or
at the lattice of the bale -breaker— will always resul t i n more
fibres flying off the bulk and lodg ing on the rol ler -beams,even
i n the case of mules and ring- frames,apart from losses in the
earlier stages .
In the use of Indian cotton,either in India or elsewhere
,
there is often a tendency to use almost any kind of dilapidated
Opening machinery,which gives unsatisfactory opening and
cleaning and yet permits too much good average fibre to escape .
For such cottons also there is sometimes not sufficient testing
and supervis ion exercised to check inferior del iveries— or cotton
not up to sample .
Beater bars and leaf bars i n the blow - room,and undercasings
on the cards,particularly require skilful and careful attent ion and
adjustment in order to keep the waste i n proper bounds .
Referring to this matter an excellent writer on practice i n
Indian mil ls says“ In a mill producing medium quali ty of 20’
s from a mixing‘
of fully good Khandeish and Guzerat cottons the dead loss (by
which is meant the unusable stuff that is sold in cartloads pro
duced mostly from the blow - room machines,or the willow and
hard and oily yarn waste that is not used over aga i n for lower
counts) should not exceed at the most 14 per cent i n well
managed concerns . It should be about 8 per cent in the blow ‘
room,3 per cent in the card- room
,2 per cent in the spinning- room
and 1 per cent in the reel ing- room .
“ The dead loss includes cotton required for the working of’
lower counts of yarns , such as l0’
s and 12’
s from such waste only
as is produced in the mill . These figures may be sl ightly varied
i n accordance with the cottons and the cl imatic changes that .
occur so frequently in the Bombay mills,the invisible loss being
,
more when the dry easterly winds are blowing, as they have the .
effect of taking away the natural moisture from the fibres,which
are set flying and nothing useful can be gathered from them.
In the case of mixings prepared special ly for warps i n weavi ng mil ls this dead - loss percentage is generally higher by about2 per cent , owing to the seedy nature of the cotton that has to be
66 COTTON WASTE .
used for these mixings . In the case of a mill wholly equipped
with ring- spinning this total should be less by'
% or 4 per cent ,owing to the saving in reel ing waste .
“ The quant ity of usable wastes i n Indian mil ls ranges from
10 to 14 per cent in a ccordance with the class of cotton and
climatic condit ions , i n all well -managed concerns,and should
economical ly be used over again with an admixture of about 50
to 60 per cent of Shorter stapled cottons for about l0’
s and 12’
s .
The good wastes of cards and draw - frames could well be used over
aga i n in the same class of mixings from which they were produced .
Good supervision and careful hands will give reduced waste per
centage . Sometimes in Indian mills i t is found,with slovenly
managers and workers,that hits of clean cotton are Spread on
the floor,trodden about and final ly consigned to the oily sweep
ings and almost given away
Fuller Details of Waste in Indian Mills .
One division of cotton - Spinning mill waste might be as fol
lows :
1. Blowing- room and card - roomwaste .
2. Spinning- room waste .
3 . Waste from the reeli ng and bundli ng departments .
Subdiv is ion of the wastes might be as fol lows
(1) Mixable waste , (2) half -mixable , (3) non-mixable . Mixable
waste includes such as can be used over aga in in the mixings if
treated to a certai n amount of Opening .
The second requires a good dea l of Opening and cleaning and
loses a good dea l of its weight before it can be re-used .
The non-mixable waste must be sold for what it Wi l l fetch .
Droppings of Indian cotton in the blow- room are of somewhat
d ifferent grades , those from the exhaust opener being of a very
d i rty nature,and very l ittle usable stuff can be got from this waste
e ven if treated in the wil low .
The waste that comes from beneath the smal l porcupine
beaters , often used in front of‘
a Crighton beater,conta ins good
fibre stuck fast to the seeds which are often driven out at thisposit ion .
Following this the largest quantity of droppings from the beater
chamber of the vertical Crighton and this is Often rather good for
droppings . Various kinds of grids have been used for the vert i
THE PRODUCT ION OF COTTON WASTE . 67
c al Opener,and the kind of grid is of cons iderable importance .
M in imum loss of good fibre and maximum extraction of seed and
d irt is the ‘
desideratum to be aimed at.
The droppings from the scutcher,even with Indian cotton
,may
usually be opened and cleaned in the willow and used over aga in ,
but the perc entage should only be low i f satisfactory grate bars
are used,and sometimes i t pays to clean such waste before
s elling .
“ The total dead loss of blow - room waste i n Indian mills
depends chiefly upon the class of cotton used and may vary from
12 to 18 per c ent,but when cleaned over again the clean drop
pings fit for being used over again might be from 4 to 8 per cent ,leaving the dead loss to be from 8 to 12 per cent . The principal
c ause of the heavy loss l ies i n the amount of seed in thecottonused .
”
Lap waste is usual ly returned behind the openers with the
g ood cotton . I t is'
scarcely wise to put in a large quantity of
these lap ends at one t ime as this detrimenta lly affects the working
of the cotton afterwards. Systematic re-use of all good waste
is required rather than quite omitting the waste for a time and
u s ing a lot altogether.
Having all such waste weighed and then spread in layers over
a stack mixing is one of the best methods i n regard to such re
usable waste .
Imperfect Operation .of full- lap knocking-off motions at the
finisher scutchers , the use of bad lap rods , careless piecing of the
laps behind the c ards,large stocks of laps accumulat ing
,and
c onical bui lding of laps,due to irregular fan draughts and lap
li cking,are c auses of lap waste.
It should not be permiss ible in these days of hollow lap rol lers
to leave the Skewering Of the laps until after the lap roller has
been withdrawn, as this inevitably leads to more or less stabbing
of the laps and pushing away portions of the cotton from the cores
o f the laps . Better tai l ends and subsequent piecings of the lapsresult from the proper pract ice of i nserting the lap rods before
removing the hollow rollers . A check should be placed upon
putting in a fresh lap when there yet rema ins a yard or two of
the old one on the lap rod. Lap waste , even i n Indian mills,
s hould not exceed 71; per cent of the good cotton.
Fly is the next semi- usable waste found underneath the cards .
68 COTTON WASTE .
It consists largely of neps and short fibres . Its quantity dependsupon the class of cotton in process
,the state of the card fil lets and
that of the undergrids . The chief aim i n this connexion is to
al low just sufiicient to fal l out as may be requ ired for the qual i ty
of the yarn . Wire out of condit ion,bad design and improper
setting of undergrids , will al low good fibre to escape . In some
Indian mills l icker- in undercasings are dispensed with,but this
makes too much waste .
Licker- in dropping s make the worst waste from a card,that
from beneath the cyl i nder and doffer being Of a better character .
Strips always conta in good fibre .
Waste from the various bobbin and fly- frames is of the re
usable k ind even in the same mill,but should be sl ightly opened
in the‘
machines Specially designed for the purpose . I t is not
the best practice to Open this kind of waste on the willow or even
on the ordinary scutcher,al though some do i t on the ordinary
Opener with reasonable success . The scutcher blade -beaters tend
to string the cotton and unduly weaken the fibre . Unless very
judiciously and carefully mixed,i t is probably the case that re-use
of bobbin waste , even after special treatment,tends to weaken the
yarn,because the excessive treatment of the cotton fibres has
tended to weaken them . In regard to the fly- frames i n Indian
mills i t has been found that causes of excessive waste are the
use of i nferior - cotton,i nsufficient twist i n the rovings or slub
bings,carelessness in regard to the change wheels and wrappings
,
ratching of the ends i n winding-ou,bad distribution of the roller
drafts,unskilful fitting and adjustment of the parts
,excessive
speeds of Spindle,use of bad oil
,or inattention to oiling and
cleaning. Again quoting the writer above referred to“ A prol ific cause of extra waste i n many Indian mills is due
to the carelessness of frame attendants i n allowing pieces of good
waste to l ie on the floor until i t is trodden on and made dirty .
The floors are often so greasy that the waste becomes qui te spoiled
Which would otherwise be sui table for the same or lower countsof yarn in the same mill . In many cases tenters of bobbin and
fly- frames are made to wear large canvas pockets for holding
the clean waste and these Should be used for the proper purpose . It
is quite common for the top and bottom clearer waste on fly- framesto average from to A} per cent , or even more in bad cases , andthis waste is quite unusable i n the mill and must be sold . Other
THE PRODUCT ION OF COTTON WASTE . 69
non-mixable waste from the frame - room consists of sweepingswhich may be divided into better and worse s orts .
“ In the spinning- room it is probable that the chief item cons ists of underclearer waste or
‘ crow ’ waste,as i t is often termed
in Lancashire,or Bondas ’ i n India . Natural ly this waste repre
s ents very considerable loss to the concern,owing to its having
gone through all the mill processes . An excessive amount of thiswaste may indicate the use of a very poor qual ity of cotton
,or
c areless and unskilful work in making the rovings or creel bob
bins ,or gross carelessness of the spinners i n al lowing broken
threads to rema in broken to an i nordinate extent . This is inevitably accompan ied by great loss in production from the spinningmachines
,s ince the waste rea l ly should have gone into yarn ,
as i tis practi cal ly free from impurit ies. Reduced wages and extra
work a lso lead to the spinners and piercers absenting themselves .
There are very many variet ies of Indian cotton ,and reckless
c hanging and mixing of these often leads to the evils j ust referred
to,while another prolific cause is the frequent changing of the
a tmospheri c conditions . The proper use of art ificial humidifiers,
and proper care and use of the hygrometrical i nstruments,wil l
do a good deal towards min imising the variat ions in cl imate .
Coarse rovings which require large rol ler drafts , i nat tention to
c l eaning, oil ing , and repair ing the rol lers,unskilfulness in the
adjustment of the rol lers , and excessive Spindle speeds are other
c auses of excessive clearer waste . Clearer waste from 20’
s yarn
is very often used over again for l0’
s or12’
s yarn,and is genera l ly
v ery clean and soft . There may be trouble with hard ends , but
machines are ava i lable even for extracting these i f it be considered
advisable . It is probable that these hard threads are much more
p reval ent in underclearer waste from mules than from ring- frames
because of the great l ength from spindle point to rol lers in a
mule with the carriage partial ly or ent irely run out when the
threads break . This feature is accentuated by the fact that a
mule Spinner removes his was te in lumps over the end of the
c l earer— taken out for the purpose , whereas a ring- spinner may pull
the waste off in bits without removing the clearer . Calculated
on the weight of yarn spun,clearerrwaste from ring- frames may
reach 3 to 37} per cent , and on mules 2 to 24 per cent in Indian
Imills for about 20’
s .
”
“Roving waste is an appreciable i tem from Spinning machines,
70 COTTON WASTE .
being due to ‘s ingl e ’
and thick ’ rovings pul led off the bobbins,
loose ends of roving made in creeling and in piecing broken bob
bins,remnants of roving cut off the bobbins when the latter are
nearly run empty,nearly empty bobbins knocking about the floor ,
Roving waste may reach 4 per cent or more on the weight of yarn
produced .
A third distinct item of waste from mules and ring- frames
consists of hard waste,under which heading may be included
spoiled COps , smal l portions of COpS or cop bottoms,piecing -up
waste and waste due to having breakdowns i n which all the
threads have been broken . Careless dofling , and threads remain
ing broken for a timeand then making nicked cops or run under
cop bottoms are causes of such waste,as also may be the use of
bad starch for the cop bot toms or careless appl ication of the
same . Hard waste may be used over again in those mills
provided with machinery Special ly adapted for the purpose,and
is frequently sold at a fair rate for this purpose . Reeler’s waste
belongs to the same category as spinner’
s hard waste .
”
Double Yarn on Ring-frames .
The restriction and prevention of this has often troubled
foremen over ring- frames everywhere,and is much more trouble
some when rollers have two threads per boss than with single
thread bosses . E ven with good spinning it is necessary to use
good,well - rounded and well -covered clearers to reduce double
yarns to a minimum . If clearers are worn or rough at the ends
they may cause double yarn , because if a thread breaks the clearer
does not take it properly and there is a tendency for broken
threads to run on adjoining Spindles . A Sl ight amount of
cotton on the traveller clearer wil l break a thread and the lat ter
may then catch ° in the next thread and cause double . If the
steel rol lers are very forward in relation to the Spindles there is
an i ncreased tendency for broken threads to run into the next .
threads and make double . High - speed rollers throw broken
threads on next threads more than low speeds .

72 COTTON WASTE .
Roving Waste Opening .
One of the strongest developments of recent years in connexion
with the re - using of cotton waste in the same mills has been the
adoption of special ly- designed machines for the first treatment of
bobbin waste,either combined with Special means for properly
blending the reopened roving gra dual ly and continuously withthe new cotton
,or leaving the waste to be spread on the mixings
by hand . In regard to the actual open ing of the bobbin wastesome spinners have just been content with rigging up a rough
machine with any kind of beater which they happened to have on
the premises,or could get for next to nothing . In other cases
either an ordinary carding engine has been kept on the treatmentof roving waste cont inual ly
, or else certain al terations have been
made to the card to suit the waste . Pass ing the waste about
three times through an ordinary Opener has been found sat is
factory with some firms and is considered to preserve the strength
Of the fibres very well .
Modern Roving Waste Openers.
After any amount of experimenting and testing,i t has been
generally agreed that the best treatment for bobbin waste cons ists in putt ing it through a machine which has for its central
feature a cyl inder covered with a multitude of fine-pointed
spikes,very much after the style we have described for the
treatment of cop bottom or hard waste . Indeed,this kind of
beater or cylinder appears to be rapidly becoming pre - eminentfor the re- l inking of a lmost any of the finer texti le wastes i nto
which either twist at the roving frame or final spinning twist hasbeen imparted . Certa in machine-makers have obtained quite a
reputation for this kind of machine,and others Of the leading tex
t ile machinists are recognizing that a permanent and extended
pos it ion for modern roving waste Openers is assured,and have
begun to make the machines .
In a manner of Speaking,the accepted form of roving waste
opener may be said to cons ist essentially of a beater of the kind
above referred to,combined with apparatus and mechanism for
properly feeding and delivering the waste . A lmost i nvariably
the feed and delivery appear to proceed at a very slow rate,which
admirably suits the required condition of only very gradually
TREATMENT OF COTTON WASTES IN SPINNING MILLS. 73
m ixing the waste with the fresh cotton ,whi le i t also permits of
extended treatment of the cotton by the cylinder .
Referring now to a Specific example which the present writer
examined at work,this machine was fitted with a l icker - in
,a
feature not found in all of these roving waste Openers . There
can be no doubt that the applicat ion of the l icker - in will very
considerably increase the ability of the machine to thoroughly re
Open the waste,and especially i f a good quantity of waste is
passed through in one week,thus l imit ing the capacity of the mai n
cylinder . The licker - in a ids in attain ing the definite object of
opening the waste to such an extent that it can be blended with the
raw cotton,and passed therewith through the Openers and scutch
ers without fear of having much ,i f any,
trouble with the waste
at the carding engine,and without damaging the card wire . As
to whether the waste will in any way make the finished yarn worse,
that will depend on the amount used in proportion to the raw cotton
weight,the kind of yarn that is the accepted standard ,
and genera l
a ttention to detai ls . The feed - lattice of the machine . is 3 feet
long by 224 inches wide . The waste is fed to the licker - in by a
s ingle feed - roller and pedals,the latter being carried on an eccentric
shaft,which helps in mainta in ing a strictly paral lel arrangement
of all the pedals with the face of the taker -in. It is considered
that this system of pedals 1s an improvement on the system of
us ing two coarsely fluted feed - rol lers,as i t prevents the cotton
from being pulled from the feed - roller i n tufts when there is a thin
place in the feed . This is practical ly an imitation of the practice
that some people found beneficial i n regard to the feeding of the
c otton to some bale - breakers of the rol ler type,before such
machines were displaced by Hopper bale -Openers . Absolute
rigidity of the principal working organs is essent ial i n a machine
of this kind,and all the facings
,j oints
,pedestals and brackets are
s teady- pinned in position where it is deemed advisable . The
taker - in— as well as the cylinder— is fitted with self- lubricat ing
bearings . This taker- in is 94 i nches diameter , and is built uponthe m etal l ic principle
,with sufficiently hard and tempered teeth .
Its average speed is much greater than that of the taker - in of a
c arding engine , reaching , as a matter of fact,up to about 1300
revolutions per minute,as compared with more like 400 revo
utions per minute on a card . In this particular example the
c ylinder is two feet diameter,and is covered with beech lags
,fitted
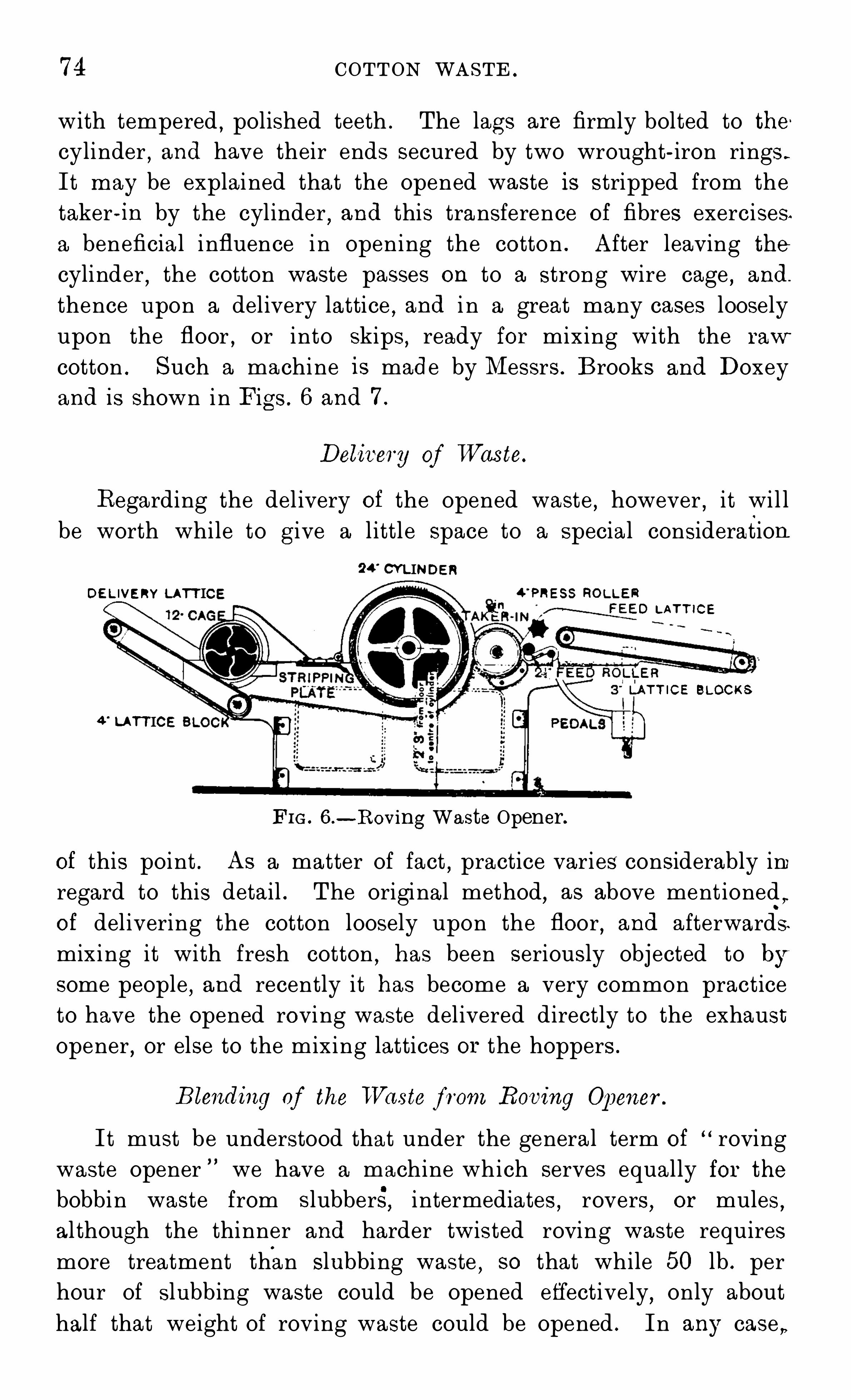
74 COTTON WASTE .
with tempered,polished teeth . The lags are firmly bolted to the
cylinder,and have their ends secured by two wrought- iron rings
It may be explai ned that the Opened waste is stripped from the
taker - in by the cyl inder,and this transference of fibres exercises.
a beneficia l i nfluence in opening the cotton . After leaving the
cylinder,the cotton waste passes on to a strong wire cage
,and.
thence upon a del ivery lattice,and i n a great many cases loosely
upon the floor,or into skips
,ready for mixing with the raw
cotton . Such a machine is made by Messrs . Brooks and Doxeyand is shown in Figs . 6 and 7 .
Delivery of Waste.
Regarding the del ivery of the opened waste , however , i t wi l l
be worth while to g ive a l ittl e space to a special consideration
24’
CYLINDERDELIVERY LATTICE 4
'
PRESS ROLLER
o LATTlCE
TTICE BLOCKS
4'
LATTICE 8
FIG . 6 .—Roving Waste Opener.
of this point . As a matter of fact,practice varies considerably in;
regard to this detail . The original method,as above ment ioned
,
of del ivering the cotton loosely upon the floor,and afterwards
mixing it with fresh cotton,has been seriously objected to by
some people , and recently it has become a very common practice
to have the Opened roving waste del ivered directly to the exhaustopener
,or else to the mixing lattices or the hoppers .
Blending of the lVaste from Roving Opener.
I t must be understood that under the genera l term of“ roving
waste Opener we have a machine which serves equal ly for thebobbin waste from slubbers
’
,intermediates
,rovers
,or mules
,
al though the thinner and harder twisted roving waste requires
more treatment than slubbing waste,so that while 50 lb . per
hour of slubbing waste could be Opened effectively,only about
half that weight of roving waste could be Opened . In any case ,
TREATMENT OF COTTON WASTES IN SPINNING MILLS. 75
there has always been more or less annoyance and trouble con
nected with the blending of Considerable quantities of Opened
bobbi n waste with the raw cotton when the waste has been
delivered on the floor or in skips from the roving opener,and
afterwards mixed with the cotton . D ifficul ty has arisen i n obta in
ing a thorough and equal blending and incorporat ion of the waste
with the raw cotton,and the introduction of Hopper ba le - Openers
and feeders i ncreased rather than diminished this evi l,particularly
in cases i n which the stack mixing of cotton h ad been abandoned .
Method 1,
— Assuming the Hopper bale - breaker to be used,
but no stack mixings to be made,the usual way is for the attend
ant to pass a certai n amount of the Opened waste along with the
raw cotton into the bale - breaker . Experience has d emonstrated
that‘
average results are not reliable from this practi ce,as many
attendants do not take pains to feed the waste in always equa l
proportion . Perhaps to a somewhat less extent the same objec
tion applies if stack mixings are made and the waste is passed
into stack mixings a long with the raw cotton . The objection .
applies much the same if the waste is first made into separate
laps upon the scutcher,and then these laps unrol led and spread
across the mixings . It is self-evident to anyone possess i ng any
knowledge of cotton spinning that unequal blending of the waste ,which causes some card laps and sl ivers to conta in a good pro
portion of the waste,while other laps and sl ivers contai n scarcely
any waste , can l ead only to irregular work at the machines,and
an irregular finished yarn . Whatever the standard of qual ityaimed at in spinni ng cotton yarns , it is a cardinal principle thatall reasonable pains should be taken to ma intain tha t standard as
uni formly as possible . All this is now wel l understood by our
cotton spinners and machinery makers,and during recent years
two or three systems have been more or less extens ively adopted
by which uniform and continuous blending of the waste and raw
cotton is obtained by mechanica l means .
Method —In the case of this second and more improved
method of mixing the waste with the raw cotton,a del ivery pipe
is connected with the roving waste Opener,and is also connected
with the main cotton conducting pipe or long exhaust feed trunk
of the exhaust Opener . The waste enters into this trunk slowlyand continuously , and i n this way a very intimate blending ofwaste and new cotton is obtained . In a specific example the
76 COTTON WASTE .
roving waste is passed through a waste opener fitted with a
regulator to aid i n uniform feeding ,but which is Optional ly ap
plied . Preferably this machine is a lso fitted with a suitable
stopping and start ing arrangement , and is connected by means
of long rods,l evers
,and wires to the feed parts of the exhaust
opener and the long exhaust feed - trunk,so that there Shal l be
s imultaneous stopping and s tart ing of all these parts . The waste
Opener del ivers the waste to a tin pipe 4 in . or so i n diameter,
which is pieced up directly to the 9 in . diameter principal exhaus t
feed - trunk . A stop valve is appl ied to the 4 in . wast e pipe,so
that waste and air can easi ly be shut Off from entering at this
point . I t may be as well to point out that the combination of a
waste opener with an ordinary cotton opener does not compel the
coupling up of the 4 in . pipe. to the exhaust 9 in . pipe,si nce the
4 i n . pipe may del iver its waste contents directly to the beater
chamber of almost any kind of large beater or cyl inder .
Method 3 .
— It may be cla imed that an advantage of No . 2
method is tha t the opened waste does not need to be passed
through the hopper feeder or be placed on the mixing . There
are many people,however
,who prefer to have the opened waste
incorporated with the stack mixing i f such be used,and even
i f i t be not used prefer mixing of the waste at an earl ier stage
than in Method 2. AS a consequence a third method has been
somewhat extens ively adopted during recen t years . In this case
a very Slow del ivery latt ice arrangement is provided for receiving
the Opened waste from the waste Opener,and is itself made to
del iver the waste to some part of mechanism or lattice work which
conveys the new cotton from bale Opener to stack mixing . For
example,a double elevating lattice may l ift the waste and deposi t
the same s lowly and uniformly upon the distributing mixing
lattices at any convenient point . Yet,aga in
,i n a particular case
recently examined by the writer,the opened waste was delivered
upon the bottom delivery lattice of the hopper bale -breaker,and
was then taken up by the elevating lattices along'
with the raw
c otton . As a sl ight deviation from this particular practice,i t is
possible to arrange a del ivery to the wa ste opener,and have this
pipe leading to a condenser on the hopper bale - breaker,or the
hopper feeder,when the roving waste opener can be placed con
veniently i n pos ition near the part icular hOpper machine used forthe combinat ion . In reference to the cylinder
,i t is more or less
TREATMENT OF COTTON WASTES IN SPINN ING MILLS . 77
the pract ice to have the cyl inder cover fitted with a self- lockingmotion
,which prevents the cyl inder cover from being Opened
when the machine is working,and on the other hand prevents
the cyl inder from being started aga in while the cover is up .
E xcessive Use of Waste.
A short t ime ago the writer had submitted to him a sample
of American cotton in order to give an Opinion as to the suita
bility of this cotton for spinning a certa in cohnt of yarn,because
very bad spinn ing was being obtained from the cotton . Incident
al ly it transpired that all the crow laps from the spinning machineswere being extensively used in the mixings of raw cotton . This
appears to be a typical case of the misguided re-use of wastein the spinn ing mil l . A firm using raw cotton not good enough
for the yarns to be spun,and then depreciating it by inter -mixing
all the underclearer waste from the Spinn ing machines with
the raw cotton . There is a vast difference between crow - lap
waste and roving waste,the latter being quite free from hard
threads,while the crow - laps are ful l of them . This is SO true
that a separate and special machine is used for separating the
hard ends from the underclearer waste of mules and ring frames,
and we wil l briefly describe this machine later on .
The Cylinder Lags of Roving Waste Opener.
We have stated that a typ ical modern roving waste opener
consists of a feed lattice,press rol lers , feed rol ler, pedals below
the feed rol ler,a 9 i n . or 94 in . taker- in,
a 24 in . cyl inder,a
stripping plate,a 12 in . cage , and a del ivery lattice . A well
known machine is made by Messrs . Brooks and Doxey,and
these makers are prepared to supply any one of three grades of
spiked lags for the principal cyl inder
1. Lags with round polished steel teeth of coarse pitch .
2. Lag s with flat polished stee l teeth of coarse pitch . I t isclaimed these lags have greater opening power on the cotton
waste than lags with round teeth .
3 . Lags with flat pol ished steel teeth of fine pitch . It is
claimed that these lags have the greatest opening power of any
kind,and their adoption is strongly advised for treat ing rovings
from E gyp tian cotton ,and especial ly if these are as high in counts
as 12 hank,or finer .
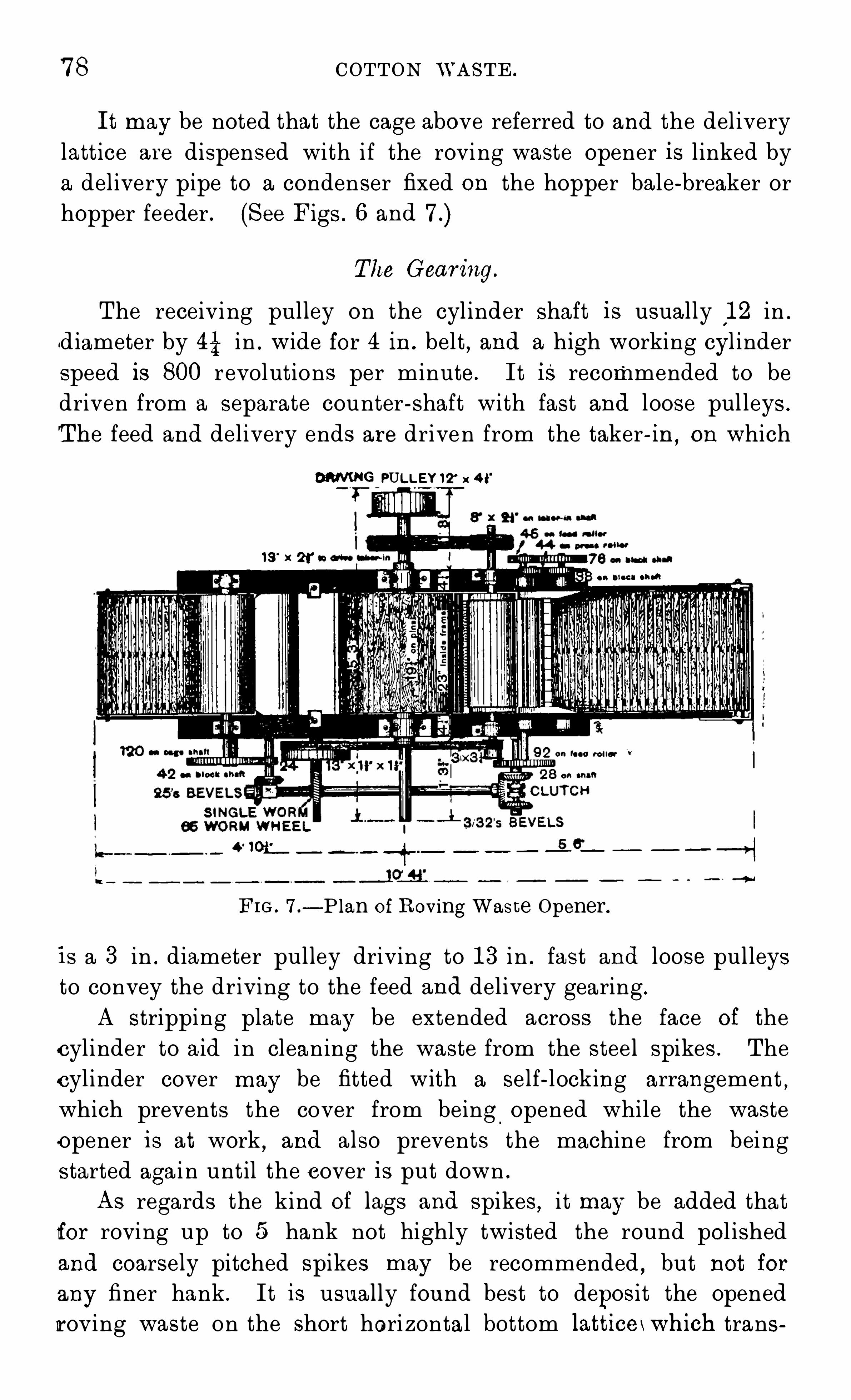
78 COTTON WASTE .
It may be noted that the cage above referred to and the del ivery
latt ice are dispensed with i f the roving waste opener is l inked by
a del ivery pipe to a condenser fixed on the hopper bale -breaker or
hopper feeder . (See Figs . 6 and
The Gearing .
The receiving pul ley on the cyl inder shaft is usual ly 12 in .
diameter by 4} in . wide for 4 In . belt,and a high working cyl inder
speed is 800 revolutions per minute. It is recommended to bedriven from a separate counter - shaft with fast and loose pul leys .
The feed and del ivery ends are driven from the taker- in,on which
M G PULLEY12‘ x 4 ?
13'
x 2l'
4'
FIG . 7 .— P lan of Roving Waste Opener.
is a 3 in . diameter pulley driving to 13 i n . fast and loose pulleysto convey the driving to the feed and del ivery gearing .
A stripping plate may be extended across the face of the
cylinder to aid i n cleaning the waste from the steel spikes . The
cylinder cover may be fitted with a self- locking arrangement,
which prevents the cover from being Opened while the waste
Opener is at work,and also prevents the machine from being
started aga i n until the c over is put down .
As regards the kind of lags and spikes,i t may be added that
for roving up to 5 hank not highly twisted the round pol ished
and coarsely pitched Spikes may be recommended,but not for
any finer hank . It is usually found best to deposi t the Openedroving waste on the Short hori zontal bottom latticexwhich trans
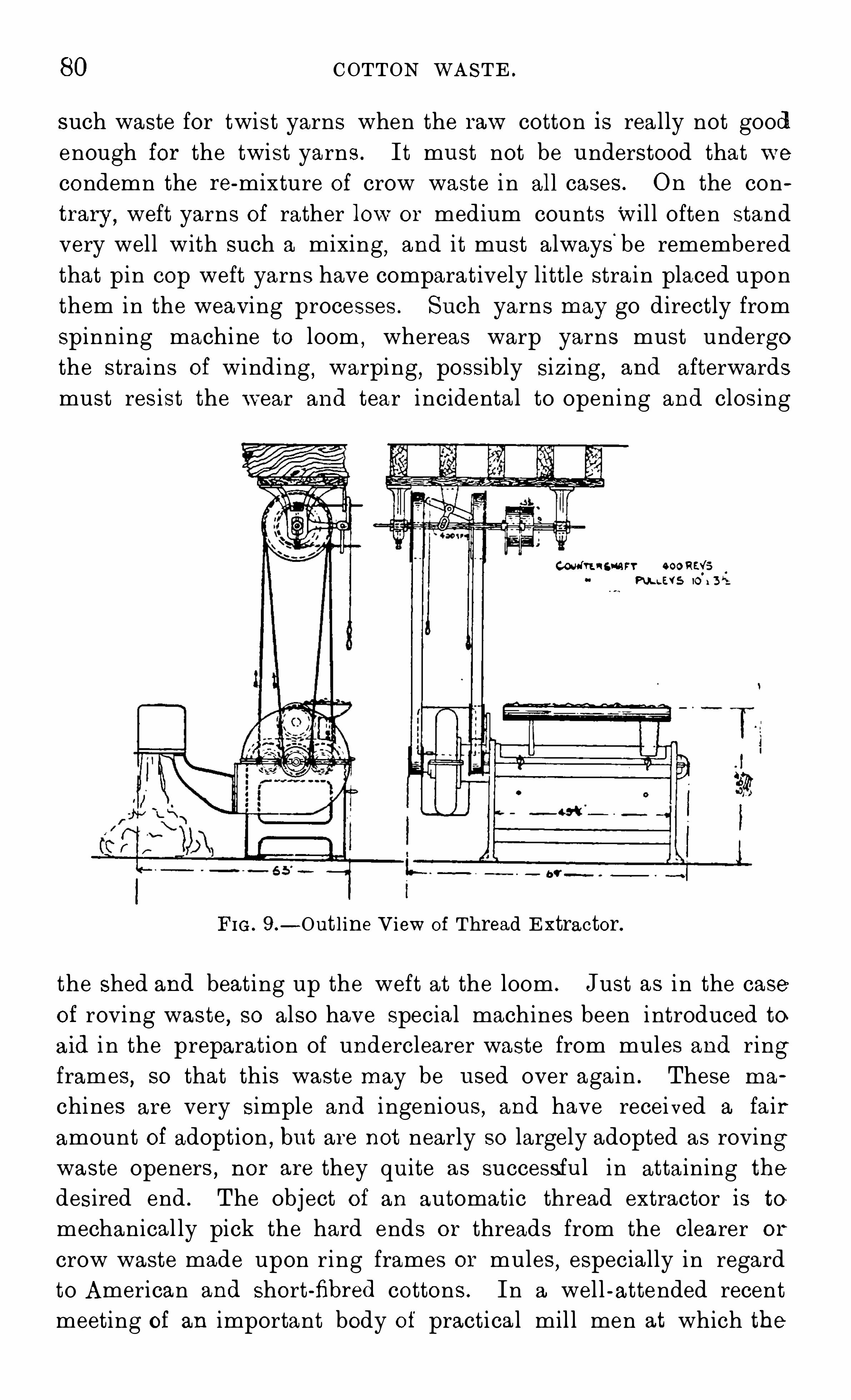
80 COTTON WASTE .
such waste for twist yarns when the raw cotton is real ly not good
enough for the twist yarns . It must not be understood that we
condemn the re-mixture of crow waste i n all cases . On the con
trary,weft yarns of rather low or medium counts
'
will often stand
very well with such a mixing,and i t must always be remembered
that pin cop weft yarns have comparat ively little stra in placed upon
them in the weaving processes . Such yarns may go directly from
Spinning machine to loom,whereas warp yarns must undergo
the stra ins of winding,warping
,possibly sizing
,and afterwards
must res ist the wear and tear incidenta l to opening and clos ing
w an na-«arr cooREYS
M LEVS to x3 ‘s
FIG . 9 .— Out l ine View of Thread Extractor.
the Shed and beat ing up the weft at the loom . Just as i n the case
of roving waste , so also have special machines been introduced to
aid i n the preparation of underclearer waste from mules and ringframes , so that this waste may be used over aga in . These ma
chines are very Simple and i ngenious , and have recei ved a fair
amount of adoption ,but are not nearly so largely adopted as roving
waste openers , nor are they quite as successful in attaining the
desired end . The Obj ect of an automat ic thread extractor is to
mechanical ly pick the hard ends or threads from the clearer or
crow waste made upon ring frames or mules , especially in regard
to American and short -fibred cottons . In a well - attended recent
meeting of an important body of practica l mil l men at which the
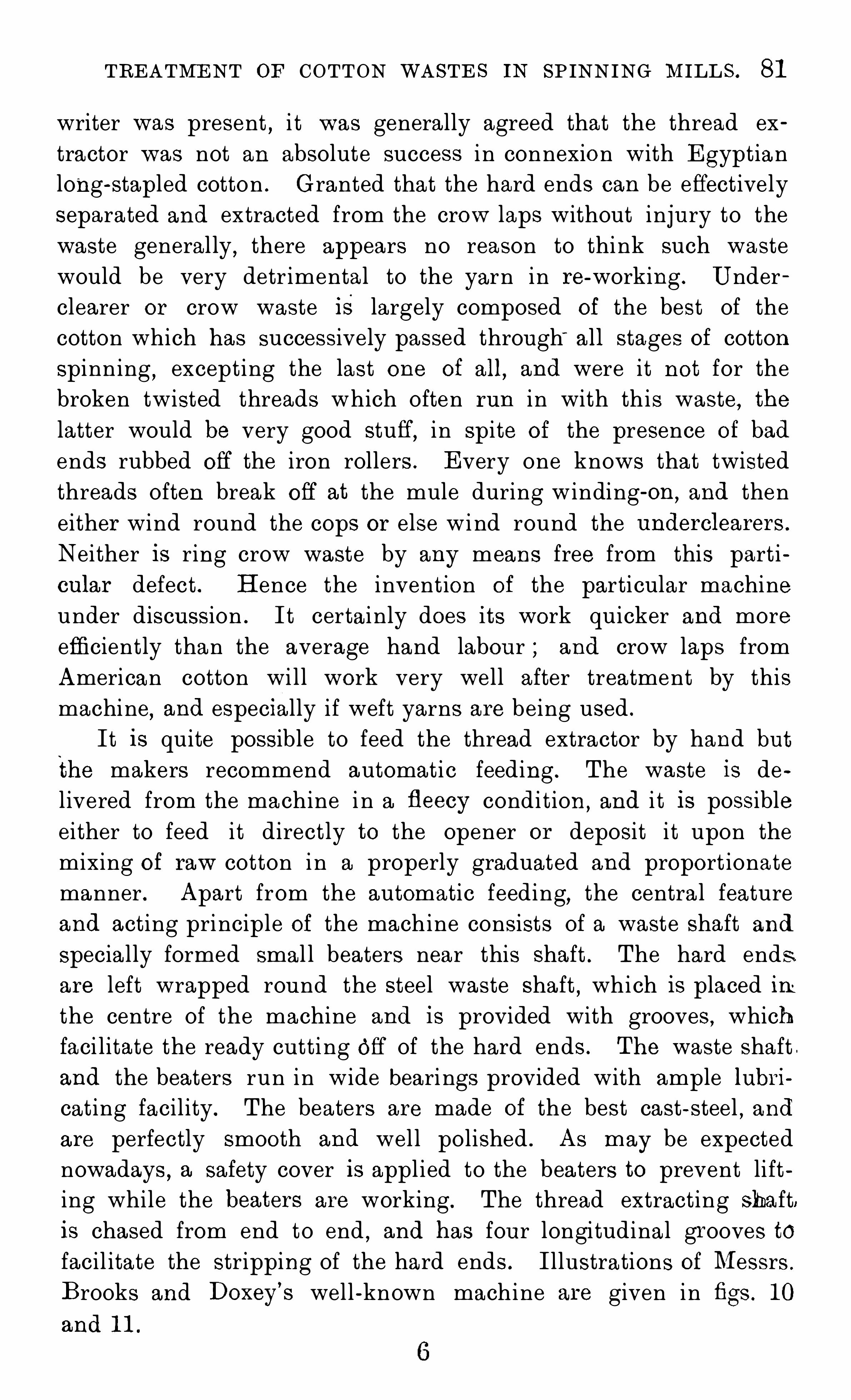
TREATME NT OF COTTON WASTES IN SP INNING MILLS. 81
writer was present , i t was generally agreed that the thread ex
tractor was not an absolute success i n connexion with Egyptian
long- stapled cotton . Granted that the hard ends can be effectively
separated and extracted from the crow laps without injury to the
waste general ly,there appears no reason to think such waste
would be very detr imental to the yarn in re-working . Under
clearer or crow waste is largely composed of the best of the
cotton which has successively passed through“
all stages of cotton
Spinning,excepting the last one of all
,and were it not for the
broken twisted threads which often run in with this waste , the
latter would be very good stuff,in spite of the presence of bad
ends rubbed off the iron rollers . Every one knows that twisted
threads often break off at the mule during winding-on,and then
either wind round the cops or else wind round the underclearers .
Neither is ring crow waste by any means free from this part i
cular defect . Hence the invention of the particular machine
under discussion . I t certai nly does its work quicker and more
efficiently than the average hand labour ; and crow laps from
American cotton wi l l work very well after treatment by this
machine,and especially i f weft yarns are being used .
It is quite possible to feed the thread extractor by hand but
the makers recommend automat i c feeding . The waste is de
l ivered from the machine i n a fleecy condi t ion ,and i t is possible
either to feed it directly to the Opener or deposit i t upon the
mixing of raw cotton in a properly graduated and proport ionate
manner . Apart from the automatic feeding,the centra l feature
and acting principle of the machine consists of a waste shaft and
specia l ly formed smal l beaters near this shaft . The hard ends .
are left wrapped round the steel waste shaft,which is placed in
the centre of the machine and is provided with grooves , which
faci l itate the ready cutti ng Off of the hard ends . The waste shaft .
and the beaters run in wide beari ngs provided with ample lubri
cat ing facil ity . The beaters are made of the best cast- steel, and
are perfectly smooth and wel l polished . As may be expected
nowadays,a safety cover is appl ied to the beaters to prevent li ft
ing while the heaters are working . The thread extracting shaft.is chased from end to end
,and has four longitudinal grooves to
facil itate the stripping of the hard ends . I l lustrations of Messrs .
Brooks and Doxey’
s well -known machine are given in figs . 10
and 11.
82 COTTON WASTE .
Automatic Feed.
The addition of the automat ic feeder to the thread extract ing
machine adds somewhat to the first cost,and makes the machine
a l i ttle more complicated , but the following advantages may be
claimed for its use
COUNTER SHAFT Ct!6 8 0 REVSBLAISD E LL FE E D HOPPE R
WOOD ROLL.
DlA
RACK
UADRA
E SNAP? ro DelveLAISOELL FE E D
OTTON
SHAFT TO DRIVE18‘
x 1in“
TO omve CAGEsu usou r 5 5 5 0
IF VHTHOUT BLALSO€ LL FE E D CED‘JC‘ l 6'
F IGS . 10 and 11.—Thread Extractor.
1. It prevents overfeeding,and diminishes or quite prevents
the beaters from choking .
2. It saves the t ime of the operat ive,and al lows the operat ive
TREATMENT OF COTTON WASTES IN SPINNING MILLS. 83
to attend better to other dut ies,such as removing the picked
waste and bringing up fresh waste for picking .
3 . It is very important that the crow waste be fed slowly and
uniformly in order to get uniform and efficient extract ion of the
hard ends,and the automatic feeder atta ins this end much better
than the average hand - feeding .
Process of Recovering Good Cotton from Carding EngineStrips.
The fol lowing note is reproduced without alterat ion from a
c ircular issued by Messrs . Hetheri ngton,makers of the Nasmith
Comber :“ The whole of the strips produced are put through the
blowing- room or such machines i n the blowing - room as may benecessary to make fa irly regular laps . These laps are then put
through the card in the ordinary way and made intozsliver, which ,
a fter pass ing through one head of drawing - frame,is put through
the sl iver lap machine and made into comber laps 104 in . wide ;or
,i n cases where a ribbon lap machine is i nstalled
,the passage
through the drawing- frame is el iminated and the sl iver carried
direct to the sl iver lap machine and made into a lap of which SIX
a re doubled in the r ibbon lap machine . These laps are then put
through the Nasmith Comber and made into Sl iver,which is put
up at the first or second head of drawing a long with the ordinary
carded sl iver in the proportion of one end of combed strips to five
ends of ordinary carded sl iver . The yarn produced from s l iver
conta in ing this mixture wil l,i f the process has been properly
carried out,be found to be Sl ightly stronger than the ordinary
yarn .
“ In various tests we have made,both on machines at our
works and in actual working i n the mill , we find that we are
a lways able to recover upwards of 60 per cent of good stock out
of the original weight of strips dealt with .
The following are figures based on an actua l result i n a mil l
s pinning average 40’
s ring twist , American cotton , viz“ Cotton costs 7d. per lb .
Strips sold at 34d. per lb .
Value of ordinary carded s l iver made from 7d. cotton, 8d .
per lb .
Production of strips per week ,3000 lb .
84 COTTON WASTE .
3000 lb . put through blowing - room and card loses 17 percent i n waste , leaving 24 90 lb . sl iver .
2490 lb . sl iver put through Nasmith Comber loses 23 percent in waste , leaving 1917 lb . of combed strips .
The original 3000 lb . of strips have thus produced 1917 lb
of sl iver , at least equa l i n va lue to ordinary carded Sl iver,and
1083 lb . waste of various sorts , probably worth at least 1d. per lb .
all round . Thus we have
1917 lb . of sl iver at 8d. per lb .
1083 lb . of waste at 1d. per lb .
16 ,419d.
Cost of 3000 lb . of strips at 3%d per lb . 10,500d.
Leavi ng a gross profit of 5,919d.
,i.e. £24 13s . 3d.
Addit ional plant required for this process for a mill of this
si ze would be one Sl iver Lap Machine , three Nasmith Patent
Combers . And the additional maximum amount for wages would
be £1 perWeek .
No addit ional blowing or carding machinery is required,as
,
assuming that the card mom is producing sufficient to keep all
Spindles at work ,Whatever additiona l weight 1s put through In the
form of combed strips may be deducted from the raw cotton
formerly put through the blowing- room,so that the total weight
going through remains approximately the same, and the only
addit ional wages and power required are for the four machinesmentioned above .
“ The charges for i nterest and depreciat ion on the capital ex
penditure i nvolved ,power
,wages
,and margin for contingencies
,
would be,say, £3 per week , which deducted from the above gross.
profit leaves a net profit of per week £21 13s . 3d.
Letter on Cotton Mill Waste.
In answer to a query a former student of the author’
s wrote
as fol lows“ Fi rst of all
,l et i t be understood that I make no attempt to
say what a certain waste may be used for, any further than what
I have seen for myself . I i ntend to deal wi th the following waste,
and first of all to say what machines i t passes through and also
TREATMENT OF COTTON WASTES IN SPINNING MILLS. 85
what it is used for,and then
,last of all
,to describe the machines
I have mentioned . Cop bottoms,card fly
,card strips
,comber
waste,sl iver waste
,bobbin waste
,clearer waste from mule
,washed
waste (hard) , washed waste (soft) .“ Card Fly— I have seen this willowed and mixed with card
s trips and Spun the same as under the heading of card strips and
a lso I have seen i t used through the same machi nes as clearer
waste . This is used for blankets which are - treated to a ra ising
p rocess .
Card Strips — I have seen American strips mixed with bobbin
waste and this mixing has Spun 16’
s,having passed through the
following machines (the bobbin waste having previously passedthrough a two cylinder machine for breaking up) : (1) Hopper
bale breaker delivering to mixings . From the mixings the cotton
is put through an exhaust Opener with hopper feeder and 24 in .
c ylinder through a trunk to a Crighton bea ter . The Crighton
opener feeds automatically three Openers with hOpper feeders .
These openers make laps,four of which are fed to each finisher
s cutcher,the lap from the scutcher being fed to a revolving flat
c ard,through two heads of draw - frames
,one slubber
,one rove
,
and then'
to a coarse mule . This was used as weft for sa i lcloth .
Comber Waste— This will Spin up to about 20’
s or so. I
h ave seen this kind of waste used as ordinary cotton,having
passed through the following machines . Waste scutcher with
h opper feeder,and one cyl inder and one beater ; four laps from
this were fed to the finisher scutcher . Other machines as for
c ard strips . Also I have seen it passed through waste machinery
as follows : Waste scutcher as above,finisher scutcher
,breaker
c ard with Side drawing,through a D erby doubler making hal f width
laps,two of which are placed Side by s ide at the feed of the
fi nisher card,this fitted with Single condenser . The condenser
bobbins being placed at the back of the mule . The comber waste
i s used for quiltings and sometimes used for the imitation of wool
when mixed with cop bottoms .
“ Sliver Waste—This is the waste made at the card,comber
,
a nd draw- frames,and is general ly used up again at the same mill .
Bobbin Waste— This is the waste made at the fly- frames
a nd the mule . This is general ly used at the same mill,but some
is sold as stated above .
“ Clearer Waste— This is got from the mule and the r ing
86 COTTON WASTE .
frame, and is passed through a two- cyl inder breaking-up machine ,
through a waste scutcher with a hopper feed and two beaters .
TWO laps from scutcher being fed to the breaker card ,which is
fitted with the side drawing for Scotch feed which feeds the finisher
card . The condenser bobbin from finisher card being placed in
the creel of the waste mul e or the cup- frame . This kind of waste
is used for heavy raised blankets .
COp Bottoms — This is the waste made by COp winders and
weavers and is put through the following machines : E ight
cyl inder breaking - up machine with soaper attached . Through
waste scutcher,two laps of which are fed to breaker card fitted
with Scotch feed . Through the finisher card to the waste spinning
mul e . This waste is general ly used to imitate woollen goods,such
as blankets,and when raised giving the best imitation possible .
Sometimes i t is used for plai n work .
“ Washed lVaste (Hard) .— This is the dirty waste made,for
example,i n wet doubling mills
,and is generally bought by the
waste dealers,who have it washed , or bleached ,
or dyed . Thisis passed through the same machines as Cop bottoms
,excepting
the waste mule being sometimes subst ituted by the Chapon
frame . This waste is sometimes used for dyeing,which is done
after leaving the mule or cup - frame,i f i t has only been washed .
The cops from these machines being reeled,then dyed
,then
wound into cheeses either double or si ngle thread . If two or
three threads are doubled together they are of different colours,
thus making a Granderelle yarn . The cheeses are then put on a
cup- frame and twisted
,the cops from the cup
- frame being put
i n the shuttle of the loom and are often used for headings of
blankets . Sometimes blankets are made entirely from Granderelle
yarn of all shades and colours, g iving a grand effect when raised .
lV ashed Waste (Soft) .— This is the sweepings up which are
put through a picker and then possibly washed . Sometimes ,however , they are not washed at all
,being put through the ma
chines as received,first through the willow and other machines
as for c learer waste . If washed it is put through the same
machines but omitting the willow . This also was used for
blankets .
“ Having thus put down the kinds of waste I have seen
worked , I wil l now describe the machinery I have mentioned .
The lVillowQ—This consi sts of a cylinder fitted with Spikes
88 COTTON WASTE .
waste . The latter is composed of roll er - laps and the fly which
accumulates on the carriage creels,etc .
,and the amount var ies
considerably .
Occas ional ly cop bottoms have to be doffed in varying
s i zes and these are bagged separately. If on tubes and only a
smal l amount on they are put in the waste paper .
In the spinning—room there are manv bands and i t is com
mon for as much as 80 lb . per week in a medium mil l to go as
waste . They suffer the same fate as cop bottoms .
“ At one time it was better to wash,steam and mangle the
o i ly waste , but now its value is not decreased through oil.“Waste is usual ly bought by a dealer . The price does not
vary l ike cotton and contracts are made for months ahead . Whenthe dealer gets it he sorts i t and tests and marks i t and some
deal ers have plant for willowing and cleaning .
“ Some kinds of waste are Spread over the floor and then left
for a time to the tender mercies of a sulphur stove . This is the
cause of many fires . Sometimes the s tove is in a room under
neath and the cotton is Spread over a floor perforated with holes .
This is to get the impurit ies out and to bleach the cotton .
”
CHAPTER III .
THE O PENING AND CLEAN ING OF COTTON WASTE
Summary of Machines More or Less Used in the Treatment ofCotton lVaste.
1
1. Oldham Willow .
2,Hard -waste or COp
-bottom machines contai ning from one
to eight picker cyl inders .
3 . The Crighton opener .
4 . Single scutchers forWide laps .
5 . Various machines constructed from old cotton opening and
c leaning machines .
6 . Soaping apparatus applied to cop -bottom machine .
7 . Hopper feed to breaker carding engine .
8 . Breaker carding engine with rollers and clearers .
9 . Scotch feed .
10 . Latt i ce feeders .
11. D erby doubler .
12. Fin isher carding engine.
13 . Condensers of var ious descr ipt ions applied to finisher card .
14 . Finisher cards with manifold coiler system .
15 . Roller and clearer carding engines discarded from cotton
spinning mil ls , equipped with condensers and waste card feeding
and del ivery arrangements and used in the waste trade .
16 . Occasional use of one fly- frame in the preparat ion system .
17 . Self -acting mules with woollen mule headstocks .
18 . Self- acting mules with cotton headstocks .
19 . Self-acting mules without drawing rol lers .
20 . Self-act ing mules with drawing rollers .
21. Chapon spinning frames .
22 Can Spinning frames .
3 R ing spinning frames with draught rol lers .
1The reader is referred to the appendix for addit iona l remarks on manyof these machines .
90 COTTON WASTE .
24 . Roving waste openers .
25 . Combers for card strips .
Possible Systems of Machinery,in Using Cotton Waste
System 1. Hard-waste,Cop
-Bottoms,etc — The author has
prepared the fol lowing summary of systems that may be used
1 . Hard -waste breaking machine,made with any number Of
cyl i nders up to about eight , the six—cyl inder machine being a very
good one and more economica l i n use than,say,
putting the same
waste through a three - cylinder machine twice over .
When the waste is clean,as i n the case of ordinary COp
bottoms,this cylinder machine is sufficient without the Wi llow or
the Crighton . This cylinder machine may be fitted with a soaping
arrangement and del iver the cot ton loosely .
2. Single scutcher with hopper feeder taking the cotton from
the waste mixing after pass ing the cylinder machine . The
scutcher usual ly makes a wide lap , say 48 in . ,and Should be fitted
with a regulat ing motion of the li nk type (without bowl -box) inorder to obta i n laps as regular as poss ible for the breaker carding
engine .
The draught should be a down -draught and i t wil l probably be
found advantageous to arrange the lap end framing to hold a
creel to contai n several bobbins,sl ivers or threads of some sort
which may run i n with the lap during formation and thus prevent
subsequent lap - l i cking . A less troublesome method of preventinglap
- l i cking than this would be to swing a drag-board from the
framing and a llow this drag-board to rub on the lap during the
formation of the latter . I t is poss ible to arrange a device of this
ki nd so that the Winding up of the weighted vertica l lap racks also
pushes the hinged door out of the way. In some cases scutchers .
with picker beaters are used at this stage instead of the ordinaryscutchers .
3 . Breaker carding engine fitted with extended feed lattice
capable of holding two of the laps from the scutcher— one behind
the other,i n order to help i n giving sufficient uniformity to the
condensed sl ivers produced from the finisher card . This systemof lap
- doubling also a ids in securing a good admixture of the
waste .
Card 48 i n . on the wire,special arrangements of feed - rol lers
give a good grip to the short waste— possi bly covered with.
92 COTTON WASTE .
1. Oldham Wi l low ,the distinctive feature of which is a large
diameter cyl inder,possibly 56 in . width
,fitted with strong blunt
Spikes or teeth,capable of g reat cleaning and Shaking effect
,but
not smal l and sharp enough for hard waste . The dirty cotton
rema i ns longer under the action of this large beater than is
c ustomary in other openers,and hence the cleaning capacity .
2. Sometimes the waste is then put through a single Crighton
Opener arranged probably to del iver the cotton loosely on the
floor,but often this Crighton is omitted when the Wi llow is used .
3 . Single scutcher with or without hopper feed arrangement
and as previously described .
4 . Single breaker carding engine which is sometimes fitted
up with an automatic hopper feeder,thus permitting the cotton
to be fed in a loose state and obviating the necessi ty of ever
making the waste into laps .
5 . A side -drawing and Scotch feeding arrangement which
automatical ly conveys the cotton from the breaker card and feedsthe material to the breaker card without the use of the Derby
doubler . By using the hopper feeder to the card the cotton
need never be made into laps,and by us ing the Scotch feed the
cotton need never be made into the form of sl ivers,and card cans
need not be used .
The Scotch or cross feed is very largely used ,but the hOpper
feed on the carding engine is at present only moderately used ,i n
E ngland at any rate .
6 . Si ngle rol ler and clearer finisher carding engine much as
elsewhere described and fitted with any suitable form of con
denser .
7 . For these low classes of waste e ither the self - acting mule,
the can- spinning- frame,or the Chapon spinning- frame may be
used to Spin counts from 4’
s up to about 4’
s for coarse weftsi n GOP form .
System 4 .
— For the finer counts of cotton waste yarns Spun
up to possibly 12’
s or finer .
For many years there has been a certain amount of waste
s pinning conducted on the manifold coiler system as distinct from
the condenser systems . This manifold coiler system— often termed
the prepara t ion system— is a cross be tween the condenser system
of spinning and the ordinary system of cotton spinning in which
the cotton is passed through various machines contain ing draft
THE OPENING AND CLEANING OF COTTON WASTE . 93
rol lers . In the condenser system draft rollers are more usual lyOmitted from every machine . In the manifold coiler system
general ly two machines are used in which there are draft rol lers .
Start i ng with waste of fair qual ity,the amount of pre
l iminary t reatment before reaching the card will depend upon the
part icular character Of the waste , and might,for example
,consist .
of the s ingle Crighton and the sing le scutcher . A moderate
amount of comber waste or even Of poor raw cotton might be in
troduced i nto the ordinary waste , admixtures depending upon the
specia l markets and uses found for the spun yarn,breaker card
and D erby doubler , as before described .
Compared with the condenser system of waste spinning the
l eading differences begin with the delivery of the cotton wastefrom the finisher cardin g engine .
Instead of us ing the condenser the web of co tton was te isdivided into four or six portions in its width by thin polished steel
blades— or other means— placed between the cyl inder and doffer .
E ach sl iver may equa l about hank in counts , a l i ttle more or
less as requ ired . These arranged al ong the front of the card re
semble those at the del ivery Of a drawing- frame and may be
operated on the draw - frame principle . Often the cans are a l it tl e
smal l er than the orthodox 9 in . diameter by 36 i n . l ength so
common to cotton spinning .
The draw - frame may be omitted and the sl iver cans from the
breaker card taken directly to the slubber,the rovings being
drafted into counts suitable for the fina l spinning process,say
any counts from about 1g up to Qi or so,six cans at the card
suit ing the production of the finer counts rather better than the
quadruple system Of cans .
Bobbins are made at the s lubber as large as the mule creel
wil l conveniently take— say about 9 i n . l i ft by about in
diameter .
I t is necessary for the dra ft rollers at this slubber to be of
comparat ively smal l diameter on account of the short fibres under
treatment , so that front and back bottom rollers may be each 1 in ,
diameter and middle rol lers g in . diameter .
In the prepara t ion sys tem or manifold system Of cotton wasteSpinning the Slubbi ng bobbins may be taken directly from the
del ivery of the s lubber to the cree l of the waste - Spinning mu le .
Here , aga in , we have radical d ifferences from the condenser
9 4 COTTON WASTE .
system,S ince this mule may conta in three lines of drawing rol lers
Of smal l diameter which draft out the cotton into comparat ively
fine counts of yarn . Such yarn differs considerably from the
condenser yarn and each must find its own parti cular market .
The yarn spun on the condenser system for the same counts wil l
be of ful ler appearance,more ha iry and woolly
,and will give a
fuller feel and appearance to goods i t is woven i nto,but wil l
probably not be as strong as that spun on the preparationsystem .
In place of the mule for this class of work, a r ing Spinning
frame with smal l diameters Of rol lers may be used , and i n order
to give gentle drafting action such frames have been tried with
four or five pa i rs of rollers .
In the condenser mule the draft is usual ly all put in by the
carriage,but i n the mule on the preparat ion or coiler system the
draft is more in the rollers and there need not be the same variat ion in Spindle speed .
System 5 .
— The systems previously given dea l with the treat
ment Of cotton waste when it is i ntended to be made into yarn,
and expla in the treatment for hard , clean waste , soft , dirty waste ,and soft
,clean waste .
A good deal Of cotton waste,however
,is never made into yarn
at all, but Simply receives prel iminary treatment , somewhat after
the manner of the other waste , and is then uti l i zed for such purposes as cotton wadding
,packing for delicate art icles such as
j ewellery,for surgical purposes
,for the stuffing of bed - t icks and
many s imilar purposes . Take the treatment for cotton wadding
which is the principa l example of the use of cotton waste not
Spun into yarn .
Wadding is Often made from any such waste as broken-up cop
bottoms,sweepings
,card strippings and clearer waste .
The hard waste might be first treated in a Spiked cylinder
machine and the soft waste in a Wil low or Crighton , i n any case
the scutcher would finally make a lap for the card .
Cards for wadding are bui l t upon the roller and clearer
principle, and a good many roller and clearer cards have been
bought from ordinary cotton - spinning mil ls and a l tered to suit
was te carding.
I f laps are fed to the card the feed lattice may be extended
to take two laps , one behind the other . Sometimes the cotton is
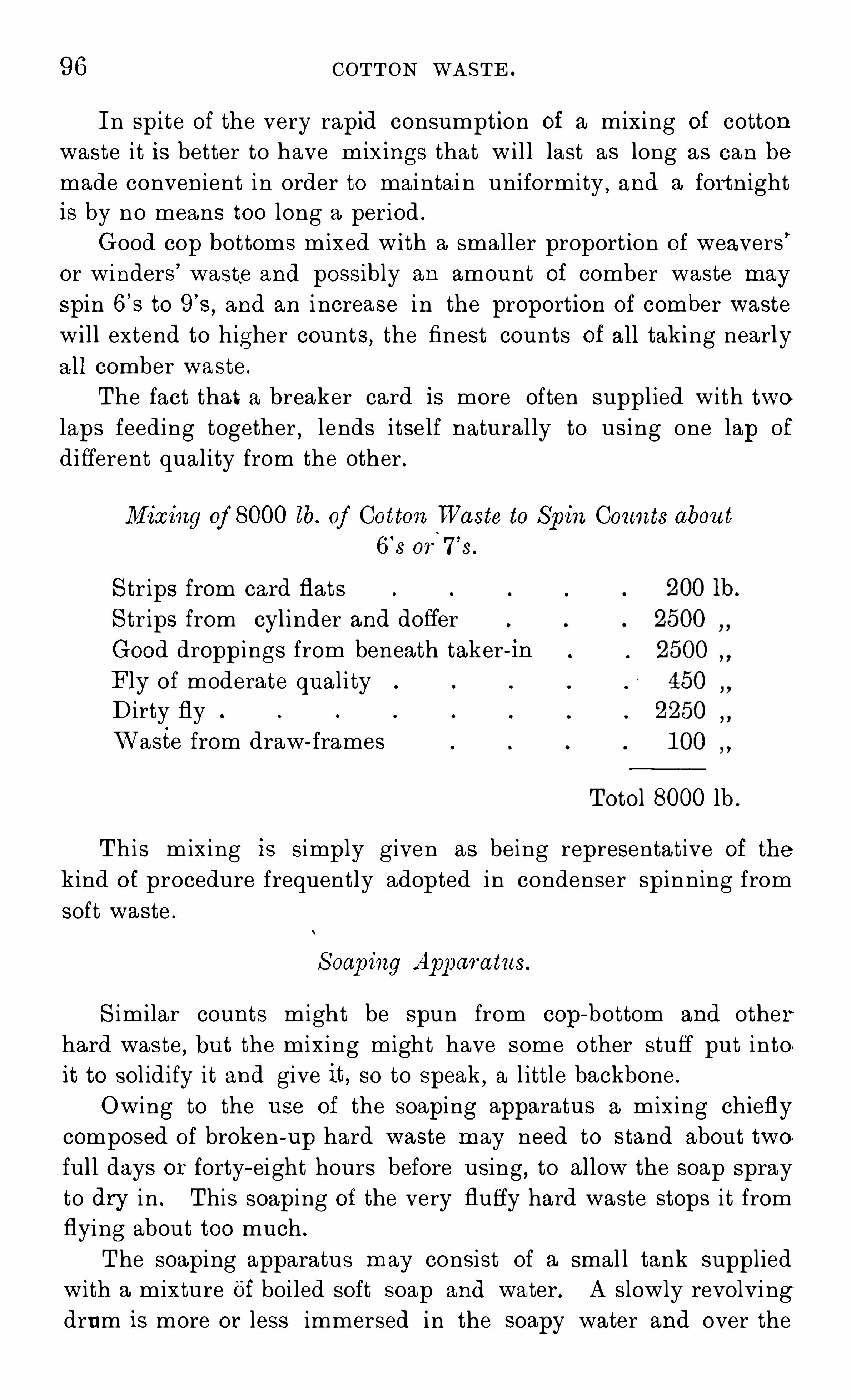
96 COTTON WASTE .
In Spite of the very rapid consumption of a mixing Of cotton
waste it is better to have mixings that wil l last as long as can be
made convenient in order to maintai n uniformity , and a fortnightis by no means too long a period .
Good cop bottoms mixed with a smal ler proportion of weavers’
or winders’ waste and possibly an amount of comber waste may
Spin 6’
s to 9’
s,and an i ncrease i n the proportion of comber waste
will extend to higher counts, the finest counts of all taking nearly
all comber waste .
The fact that a breaker card is more often supplied with two
laps feeding together,l ends i tse lf natural ly to us ing one lap of
different qual i ty from the other .
Mixing of 8000 lb. of Cotton Waste to Sp in Counts about6
’
s o7f7
’
s.
Str ips from card flats
Str ips from cylinder and doffer
Good dropping s from beneath taker - in
Fly of moderate qual i tyD irty fly
Waste from draw- frames
Totol 8000 lb .
This mixing is Simply given as being representative of the
kind of procedure frequently adopted in condenser spinning from
soft waste .
Soap ing Apparatus.
Similar counts might be Spun from cop- bottom and other
hard waste , but the mixing might have some other stuff put into
it to sol idify it and give it, SO to Speak,a l ittle backbone .
Owing to the use Of the soaping apparatus a mixing chiefly
composed of broken - up hard waste may need to stand about twoful l days or forty- eight hours before using , to al low the soap spray
to dry i n . This soaping of the very fluffy hard waste stops i t fromflying about too much .
The soaping apparatus may consist of a smal l tank supplied
with a mixture Of boi led soft soap and water . A slowly revolvingdrum is more or less immersed in the soapy water and over the
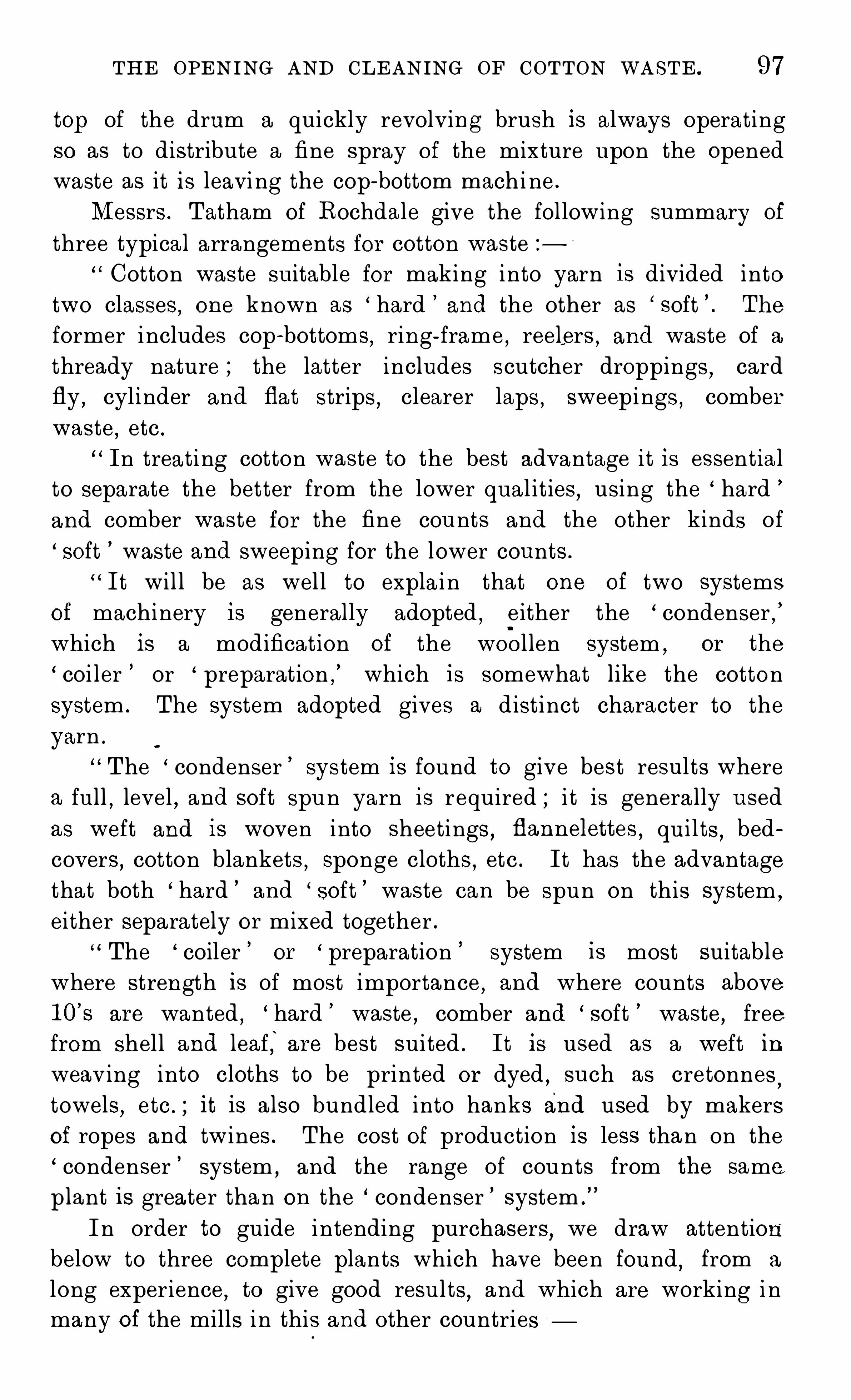
THE OPENING AND CLEANING OF COTTON WASTE 97
top Of the drum a quickly revolving brush is always Operating
SO as to distribute a fine spray of the mixture upon the opened
waste as it is leavi ng the cop-bottom machi ne .
Messrs . Tatham of Rochdal e give the fol lowing summary of
three typical arrangements for cotton waste“ Cotton waste suitable for making into yarn is divided into
two classes,one known as
‘hard ’
and the other as‘soft ’
. The
former includes cop -bottoms,ring- frame , reel_ers , and waste Of a
thready nature ; the latter includes scutcher droppings,card
fly,cyl inder and flat strips
,clearer laps
,sweepings
,comber
waste,etc .
“ In treati ng cotton waste to the best advantage it is essentia l
to separate the better from the lower qual i t ies,us ing the ‘hard
and comber waste for the fine counts and the other kinds O f‘soft waste and sweeping for the lower counts .
It wil l be as wel l to expla i n that one of two systems
of machinery is general ly adopted,either the ‘condenser
,
’
which is a modificat ion of the wool len system, or the
‘coi ler ’ or ‘preparat ion,
’ which is somewhat l ike the cotton
system . The system adopted gives a dist inct character to the
yarn .
“ The ‘condenser ’
sys tem is found to give best resul ts where
a full,level
,and soft spun yarn is required ; i t is generally used
as weft and is woven into sheetings,flannelettes
, qui l ts , bed
covers,cotton blankets
,Sponge cloths
,etc . It has the advantage
that both ‘hard ’
and ‘Soft
’
waste can be Spun on this system,
either separately or mixed together .
The ‘coiler ’
or‘preparation
’
system is most suitable
where strength is Of most importance,and where counts above
10’
s are wanted,
‘hard’
waste,comber and ‘
soft’
waste,free
from shell and leaf, are best suited . It is used as a weft in
weaving into cloths to be printed or dyed,such as cretonnes
,
towels,etc it is also bundled into hanks and used by makers
of ropes and twines . The cost of production is less than on the‘condenser
’
system ,and the range of counts from the same
plant is greater than on the condenser ’
system .
In order to guide intending purchasers,we draw attention
below to three complete plants which have been found,from a
long experience,to give good resul ts
,and which are working i n
many of the mills i n this and other countries
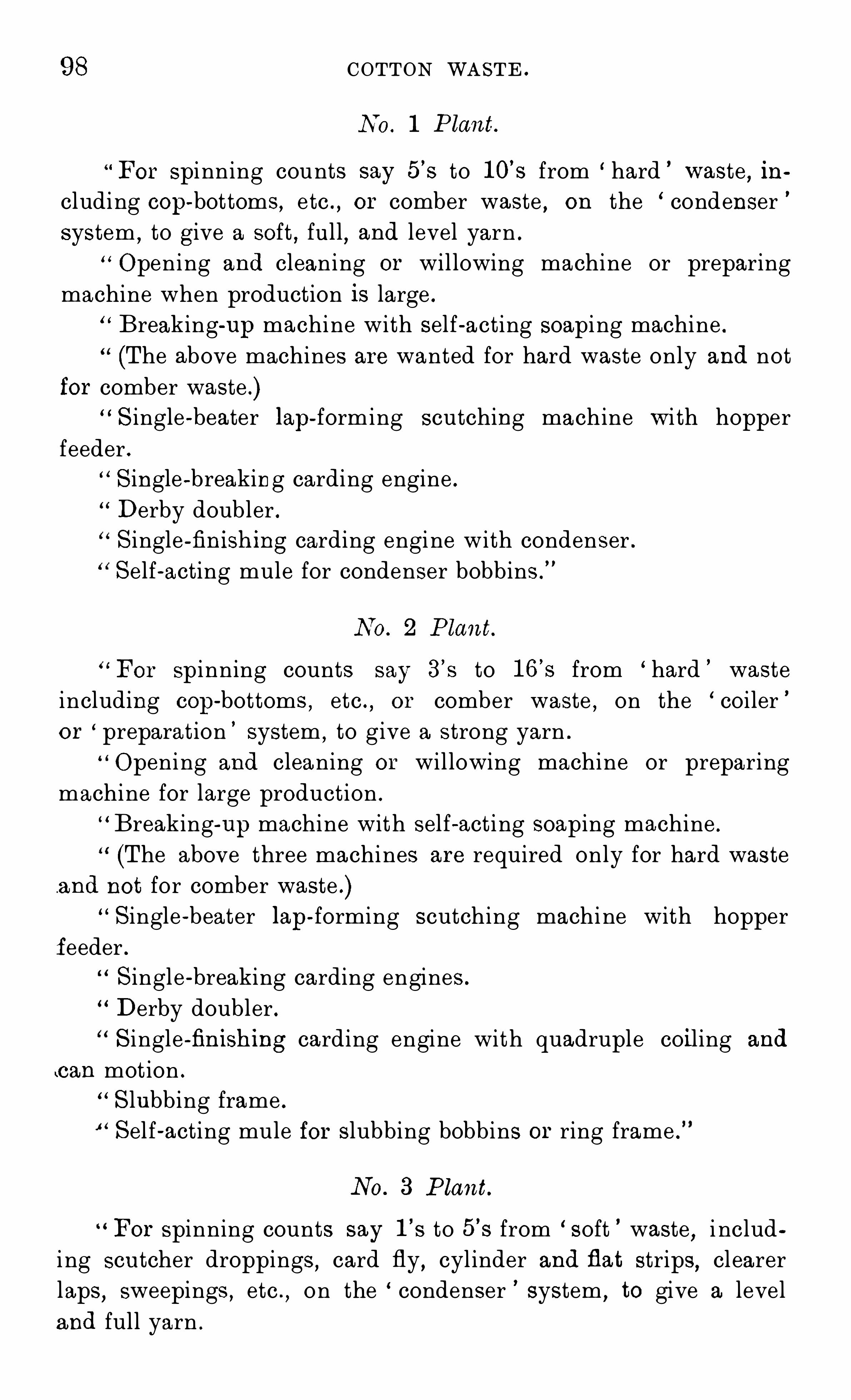
98 COTTON WASTE .
NO. 1 Plant.
For Spinning counts say 5’
s to 10’
s from ‘hard ’
waste,ih
cluding cop-bottoms , etc . , or comber waste
,on the ‘condenser
’
system,to g ive a soft , ful l , and level yarn .
Opening and cleaning or willowing machine or preparing
machine when production is large .
Breaking-up machine with self -acting soaping machine .
(The above machines are wanted for hard waste only and not
for comber waste .)Single -beater lap - forming scutching machine wi th hopper
feeder .
Single -breaking carding engine .
D erby doubler .
Single -finishing carding engine with condenser .
Self-acting mule for condenser bobbins .
”
No. 2 Plant.
For Spinning counts say 3’
s to l6’
s from ‘hard ’ waste
including cop-bottoms
,etc .
,or comber waste , on the ‘coiler ’
or‘preparat ion
’
system,to give a strong yarn .
Opening and cleaning or willowing machine or preparing
machine for large production .
“ Breaking-up machine with self-acting soaping machine .
(The above three machines are required only for hard waste
and not for comber waste .)“ Single -beater lap - forming scutching machine with hopper
feeder .
Single -breaking carding engines .
D erby doubler .
Single -finishing carding engine with quadruple coil ing and
.can motion .
Slubbing frame .
Sel f -acting mule for slubbing bobbins or ring frame .
No. 3 Plant.
For Spinning counts say 1’
s to 5’
s from soft ’ waste,i nclud
ing scutcher droppings , card fly,cyl inder and flat strips
,clearer
laps,sweepings , etc .
,on the ‘ condenser
’
system,to give a level
and full yarn .
100 COTTON WASTE .
cotton waste will bleach and dye well,even i f these operations are
l eft unti l the yarn is final ly spun and twisted,s i nce the twist is
almost invariably kept down to a low amount,the thickness of the
yarn providing suffi cient strength for requi rements with only a
smal l proportion of twist .
In regard to the different types of machinery used in the
earl ier treatment Of cotton waste it is important to remember tha t
in making any i nquiries from machine makers as regards new
machines for cotton waste , i t is very necessary that ful l particularsShould be suppl ied by the inquirer . E special ly Should samples
of materials to be treated be sent a long with the inquiries,wit h
ful l details as to the quantity Of each kind or qual ity which would
be used in making a mixing . A statement Should also be made
as to the range of counts expected to be Spun,stating highest and
lowest counts .
Productions .
Not long ago the writer heard a well -known mill manager
in charge of one of the largest cotton mil ls i n E ng land us ing
E gyptian cotton— express astonishment at hearing a friend in
the waste trade grumbling because his mules had only done 3%lb . of yarn per Spindle during the current week . In this con
nexion it may be as well to state that 6 lb . or 7 lb . per spindle isquite feasible when Spinning 3
’
s to 4’
s counts upon a good waste
mule,and running a good ful l week . About two pa i rs of such
cotton -waste mul es will turn out as much weight of yarn in one
week as a mill Of or more spindles Spinning from 8o’
s to
100’
s counts of yarn from E gyptian cotton .
An eminent firm Of cotton -waste machinery makers iquote 22 lb .
per Spindle per week for counts 1541’
s,a l lowing Sixty hours per week
,
and us ing a conti nuous spinning machine which only inserts a
very smal l amount of twist per inch . If we were to assume1000 of such spindles to produce 20 lb . each ,
this would give aweekly production of 1000 x 20 lb . If we compare
this with a mule spinning from 80’
s to 100’
s , and assume the same
to be producing lb . of yarn per spindle per week,we Should
require a mill of x 4 spindles to give off the
same weight of yarn per week .
Coming now to the earl ier machines,we do not find any such
extreme variat ions in product ion . I t is a matter of fact that an
‘
THE OPENING AND CLEANING OF COTTON WASTE . 101
Opener or scutcher Operating upon cotton waste may be taken as
only giving about the same productions as would be g iven intreating raw cotton . As a matter of fact there are some kinds Of
waste which require more initial treatment than raw cotton,and
productions are actually less . An eminent firm quotes the following product ions : COp -bottom breaking-up machine once throughonly may be taken at 80 lb . per hour . Improved sel f- acting
wil low , lb . per week . Crighton Opener,with lattice feeder
,
but not making a lap ,lb . per week . Improved scutcher
to make laps 49 i n . wide,
lb . per week . Derby doubler,
6000 lb . per week . E ach set of carding engines anything from30 lb . per hour for about 1
’
s to 2’
s down to 11 lb . per hour forabout 10
’
s counts .
The It lou'
.
One of the best -known machines i n connexion with the initialtreatment Of cotton waste is the “ willow
,but i n cons idering the
special vogue of this machine we are at once confronted with thetruth previously stated in the present art icle
,that blow- room
machinery must be adapted to the special class of waste to betreated . For example
,the wil low is by no means the best
machine for the treatment of cop-bottoms ,
and i t is not neces
s ary for treat ing clean soft waste . It is,however
,of great service
in cleaning dirty soft waste, such as scutcher droppings , the
d irt iest fly, and sweepings . Many of our readers will rememberthat the Oldham willow formerly had a cons iderable use in regardto the prel iminary Opening of Indian and American cotton
,being
extens ively used for a great many years i n the Oldham district .In this part icular connexion
,however
,i t has practical ly become
obsolete , or it has become altered and improved a lmost entirely
out of recognition . The nearest approach to it that we have in
the modern treatment of ordinary raw cotton is to be found inthe “ Buckley Opener
,either as made by the original people ,
Taylor , Lang and CO .
,of Stalybridge
, or as now also made byc erta in other machine makers . In the Oldham willow the beateror ma i n cylinder util ized an upstroke
,and the strong top cover
was fitted with spikes or ribs,which helped to loosen the masses
o f cotton ; i t is wel l known that these are distinct ive features of
the “ Buckley opener,but in other respects the di fferences are
g reat .
102 COTTON WASTE .
It w i ll perhaps be best to g ive a brief description of the
Oldham willow as used for ordinary cotton opening thirty to
forty years ago. It consisted of a central cyl inder,possibly 40 in .
wide by 40 i n . diameter,mounted on the ma in pulley shaft
,and
receiving motion directly from the l ine or counter- shaft . Ex
tending across the periphery of this cyl inder were several rows
of strong,blunt spikes or teeth
,and s imilar teeth or spikes were
cast i n the strong top cover . The lower portion of the cyl inder
was encased with a suitable grid , which was constructed to per
mit the escape of dirt,seeds , l eaf, and s talk
,or other Obj ectionable
materia l,while only permitt ing the escape of a smal l proport ion Of
good fibre . The grid was constructed in two parts,the front part
being hinged l ike a door and balanced by weighted cords or
straps to permit ready Opening and shutting . An exhaust fan
was fitted to the machine to carry away the fine dust . The
Operation with hand - fed willows was somewhat as follows : The
hinged grid was lowered,a sufficient quantity of cotton placed
inside the beater chamber and upon the grid,and the grid was
then closed again . The shutting of the hinged front grid brought
the cotton within the range of action of the spikes of the beater,
and these Spikes dashed the cotton against the spiked and ribbed
top cover,loosening the matted fibres , and l iberating a good pro
portion Of sand,dust and undesirable matter
,which fel l or was
driven through the g rating for the most part . Each portion of
cotton was al lowed to rema in under this action for a Short spaceof t ime—~ only a few seconds— and then the grid lowered
,the
Opened mass Of cotton released , and a fresh portion presented tothe action of the cylinder . This was the Simplest form of willow
,
and a great many years ago improved willows came out , in which
the intermittent feed and del ivery of cotton were controlled automatically. When it was improved upon
, so as to become a
cotton opener proper,the feed and delivery of cotton became con
tinuous .
As previously s tated,the Oldham willow for Opening ordinary
raw cotton was equipped with automatic feeding and del ivery of
the cotton,prior to its relegation to the ranks Of Obsolete machines
for raw cotton . We may here point out that the roller and clearer
carding eng ine , which has almost become obsolete for ordinary
cotton carding,is yet almost the only machine used for carding
cotton waste . We have an absolute paral lel i n the case of the

104 COTTON WASTE .
l ike 3 the driving pulleys on cyl inder equal l ing 12 in .
diameter by 4 in . by 4 i n . wide for fast and loose pulleys re
spectively. NO part icular advance i n construction wil l be noticed
i n connexion w i th the central cyl inder,Sp iked top cover and up
s troke of beater , but there are some special features i n regard to
the apparatus for automatica l ly feeding and del ivering the cotton .
In the case of Messrs . Plat t Bros .
’ machine,it is equipped
with a feed and del ivery regulator,which dist inctly tends to in
crease productions while reta ining the intermittent feed and
del ivery,which latter permits a su fficiently prolonged Operation
of the cyli nder teeth upon the cotton waste,a prolonged treat
ment not obtainable by any cont inuous feed and delivery,however
Slow . This willow is also fitted with an automati c arrangement
for varying the t ime that may be deemed requisite to permit the
different classes of cotton waste to remain under treatment by the
main cyl inder in order to obtai n the required degree Of cleanli
ness . It wil l be well understood that far more extreme variat ions
i n degree of cleanliness will be found in soft cotton waste than
would ever be l ikely to occur in the case Of any growth of
absolutely raw cotton . The feed and delivery lattices travel at
one uniform Speed,and i t must be understood that a modern wil
low for the treatment of cotton waste practical ly consists of the ma in
cyl i nder,the requisite top covers and under - grips
,a feed - lattice
and a del ivery lattice,and the requisite belts , wheels , pulleys , and
l evers for Operating these parts . The feeding and discharg ing Of
the cotton occupy the same regulated and fixed time under all
conditions i n working while the intermittent motion applied to
the rollers can be instantly adjusted,and thus allow the cotton
waste to rema i n under treatment by the cyl inder for such a time
as may be deemed necessary . This willow is usual ly made withfan for down -draft
,j ust as in the case of Openers
'
and scutchersfor the treatment Of ordinary raw cotton
,but the willow can be
arranged to work with an up- draft for the fan i f required .
Another Make of I'Villou
A special feature of Messrs . Asa Lees and CO .
’
S sel f-actingwaste cleaner or willow cons ists i n the lattice feed . The wasteis placed upon an endless cloth belt
,the full width of the
machine , and this cloth belt travels slowly along,
and de
posi ts the waste into the feeding box . At required intervals,as
THE OPENING AND CLEANING OF COTTON WASTE . 105
regulated by the rack motion ,the feeding box delivers the cotton
waste i nto the cyl inder chamber for the required Opening and
c leaning treatment . The duration Of the intervals of feeding the
c otton into the machine can be readi ly altered according to thec lass of waste under treatment
,so that more or less Opening and
c leaning can be given as required . This part icular arrangement
ensures that the materia l shal l be given to the cylinder over the
whole width of the latter,and i n this way the work and stra i n
imposed upon the g rids is more or less equalized . In some cases
i t has been found that undue pressure has been put on the centre,due to more of the feed of cotton to the cyl inder taking place atthis position . The patent movable rol ler narrows the space
between the cyl inder and the face of the rol ler when the machine
is del ivering ,and widens it when the machine is cleaning . Wi th
the ordinary rol ler there is always 3 i n . Space,but the patent
movable roller varies this from 15 in . down to i in . The rack
motion also is capable Of very fine adjustment . I f requi red,and
special ly ordered,this firm also supply a patent dirt remover,
which moves the dirt,by means Of a wrought - i ron scroll
,to the
outside of the machine,where i t falls i nto a cast - iron box . Over
this box is a revolving elevator,to which buckets are attached
,
and as the buckets pass round they take the dirt up and del iver
i t to the back of the machine into a bag or box . With this
a rrangement the machine is clear from dir t underneath ,and no
c leaning out‘
by hand is required . There is also no accumulat ion
of dirt to become mixed up with the cleaned cotton waste . As
a general rule this machine is bu i lt for r ight - hand driving and
with right -hand del ivery . The rack motion and elevator are on
the l eft hand , and the fan is usually arranged for a down -draft .
General Appearance of Willou'
.
Speaking generally about the Oldham willow principle of
c l eaning cotton waste,the machine at a glance appears to be all
cylinder box,with a lattice to feed the waste , and another to
del iver the same ; the speed of fan may keep much the same as
used for an ordinary cotton Opener,say 1300 or 1400 revolu
t ions per minute . In watching the machine work it is noted that
poss ibly about 12 i n . or 14 i n . of the cotton waste from the feed
lattice is presented to the cyl inder . Then the feed is arrested
while this portion of cotton is treated . Then the del ivery door

106 COTTON WASTE .
Opens to permit exit of the cleaned cotton from cylinder chamber,
and almost at the same moment a further length Of dirty wasteis fed to the cyl inder . The Opening and shutting of. the deliveiydoor may be marked with a certai n amount of noise indicative of
event .
FIG . 12.—W i l low, without Lattice Feed .
The willow ,as made by Messrs . Tatham Of Rochda le
,
shown in figs . 12,13 and 14 . This machine (56 in .
wide on
cylinder) , by loosening ‘ the COp-bottoms
,Shaking out the dust
and taking out any foreign substance which may be . in the
waste , prepares same for the breaking-up machine,and is advised
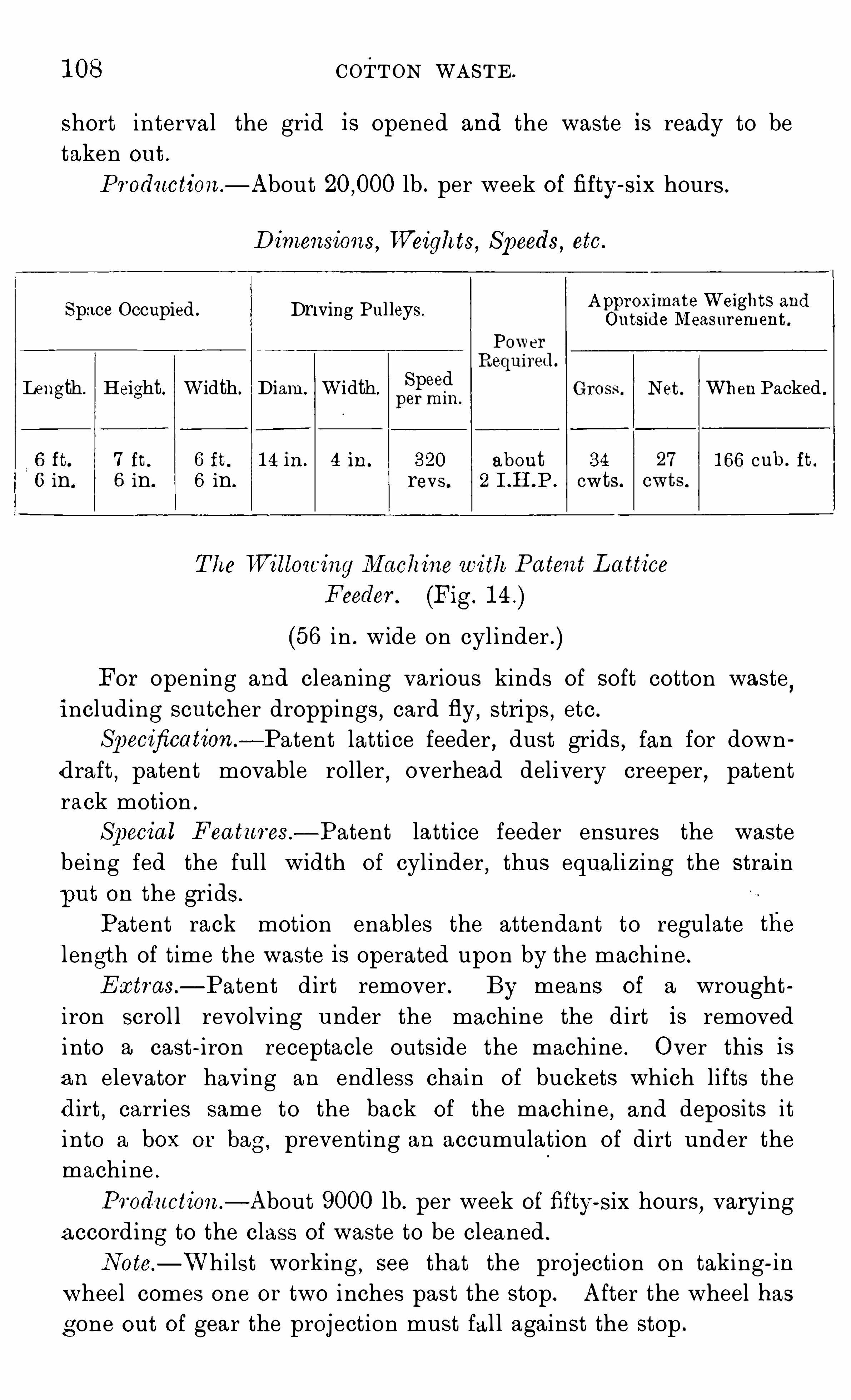
108 COTTON WASTE .
short in terval the grid is Opened and the waste is ready to be
taken out.
Production — About lb . per week of fifty- six hours .
Dimensions,Weights, Speeds , etc .
Space Occupied . Driving Pul leys.
Length . Height. Width. Diam. Width.
Speed When Packed .
permm.
6 ft. 7 ft . 6 ft. 14 in . 4 in. 320 about 34 166 cub . ft .
6 in . 6 in . 6 in . revs . 2 I .H.P. cwts .
The Willou‘ing Machine with Patent La ttice
Feeder. (Fig .
(56 i n . wide on cyl inder . )
For Opening and cleaning various kinds Of soft cotton waste,
including scutcher droppings,card fly
,strips
,etc .
SpeCification.
—Patent latti ce feeder,dust grids
,fan for down
draft,patent movable roller
,overhead del ivery creeper
,patent
rack motion .
Special Fea tures— Patent lattice feeder ensures the waste
being fed the full width Of cyl inder,thus equal i z ing the strain
put on the grids .
Patent rack motion enables the attendant to regulate the
l ength of time the waste is Operated upon by the machine .
Extras— Patent dirt remover . By means of a wrought
i ron scrol l revolving under the machine the dirt is removed
i nto a cast - i ron receptacle outs ide the machine . Over this is
an elevator having an endless chain Of buckets which li fts the
dirt,carries same to the back of the machine
,and deposi ts i t
i nto a box or bag ,preventing an accumulation of dirt under the
machine .
Production—About 9000 lb . per week of fifty- six hours
,varying
a ccording to the class of waste to be cleaned .
Note— Whilst working ,see that the proj ection on taking- in
wheel comes one or two inches past the stop . After the wheel has
g one out of gear the proj ection must fa l l against the stop .
THE OPENING AND CLEANING OF COTTON WASTE . 109
D imensions,lVeights ,
'
Speeds, etc. (Fig .
ApproximateWeights andSpace Occupied . Driving Pul leys~ Outside Measurement
Length. Height. Width. Diam. Gross . Net. When Packed .
10 ft. 7 ft. 7 ft. 14 in . 350. about 56 47 280 cub . ft.
6 in . 6 in. 3 I.H.P. cwts. cwts.
FIG . 14 .—W i l low, with Lattice Feed .
The Preparing Machine for Hard Waste. (Fig .
(40 in . or 48 in . wide . )
The waste is passed through this machine preparatory to
being treated by the breaking-up machine .
The effect is to loosen or comb same so as to be more readily “
broken up and at the same time take out any foreign substance
which may be in the waste . This machine may be preferable to
110 COTTON WASTE .
the opening and cleaning or wil lowing machine where a large
production is requi red . The machine is s trongly designed and
Simple in construction . It cons ists of hand feeder with hardwood
lattice . One pa ir feed rollers covered with toothed disks . Iron
cylinder covered with hard -wood lags fitted with strong steel
teeth . Iron doffer covered with metal plates fitted with hardened
and tempered steel teeth . Two iron calender rollers . Chai n to
drive the feeder . Strap -moving apparatus . Starting and stopping
mot ion for doffer and feeder . Iron cover over cylinder and iron
c asing underneath fitted with door .
FIG . 15 .— Preparing Machine for Hard Waste.
Illustra tion— This Shows at the del ivery end a lap- forming
apparatus which is not required for the purpose above described .
Instead,the waste
,after being stripped from the doffer by the
cal ender rol lers ,fal ls on to the floor and is then ready to be taken
to the breaking-up machines .
Production — The approximate production per week of 56
hours for a machine 40 in . wide is lb .,and for a machine
48 in . wide lb . This machine is made‘
by Messrs .
Tatham .
Breaking-up Machine. (See Fig .
This machine is used for Opening into fibre cop- bottoms ,
reelers or other kinds of hard waste,and is constructed with
various numbers of cyl inders from one to eight , to su i t the quantity
and class of waste to be deal t with and floor Space avai lable .
Specifica tion. Machine with patent welded wrought- iron
cyl i nders,21-1 in . wide over all
,mounted with hard wood lags

112 COTTON WASTE .
Lap- forming machines attached to the del ivery end of one ,
two,or three cyl inder machines are frequently supplied to make
laps , five of which can then be placed on to the feeding lattice ofthe succeeding breaking-up machine . This is a good system to
adopt where length of room is l imited .
Fan with cast—i ron dust pipe for down -draft behind each
cyl inder,and with del ivery lattice apparatus , for Opening very
dirty or dyed cotton waste .
Belt - shifting apparatus with loose driving pul l ey .
Wheel guards to the large wheels on feed rollers and to the
wheels on deliverv cage .
Lag covering for the cyl inders can be suppl ied fitted with
FIG . 16 .
— Cop-bottom Machine.
flat and headed steel teeth or round polished needle -pointed stee l
teeth .
Production — VVhere a quantity of 5000 lb . and upwards of
thread waste , say up to 40’
s counts , is to be treated per week of
fifty- Six hours , i t is advisable to have the machine of Six cyl inders ,
and one passage of the waste through the machine is general ly
sufficient . The production averages from 5000 to 6000 lb . per
week of fifty-six hours . If machines of less number of cyl inders
are instal led the production wil l be correspondingly less .
D riving Pulleys— D riving pulleys 12 i n . diameter by 6 in .
wide for one cyl inder , or 12 in . diameter by 8 in . wide when one
belt is made to drive two cylinders ; i n this case the second is
driven by a side rope from belt-driven cyl inder . I t is not advised
to have fast and loose pulleys on cylinder shaft .
Speed of driving pulleys , 800 revolutions per minute .
Power required— About five indicated horse per cylinder .
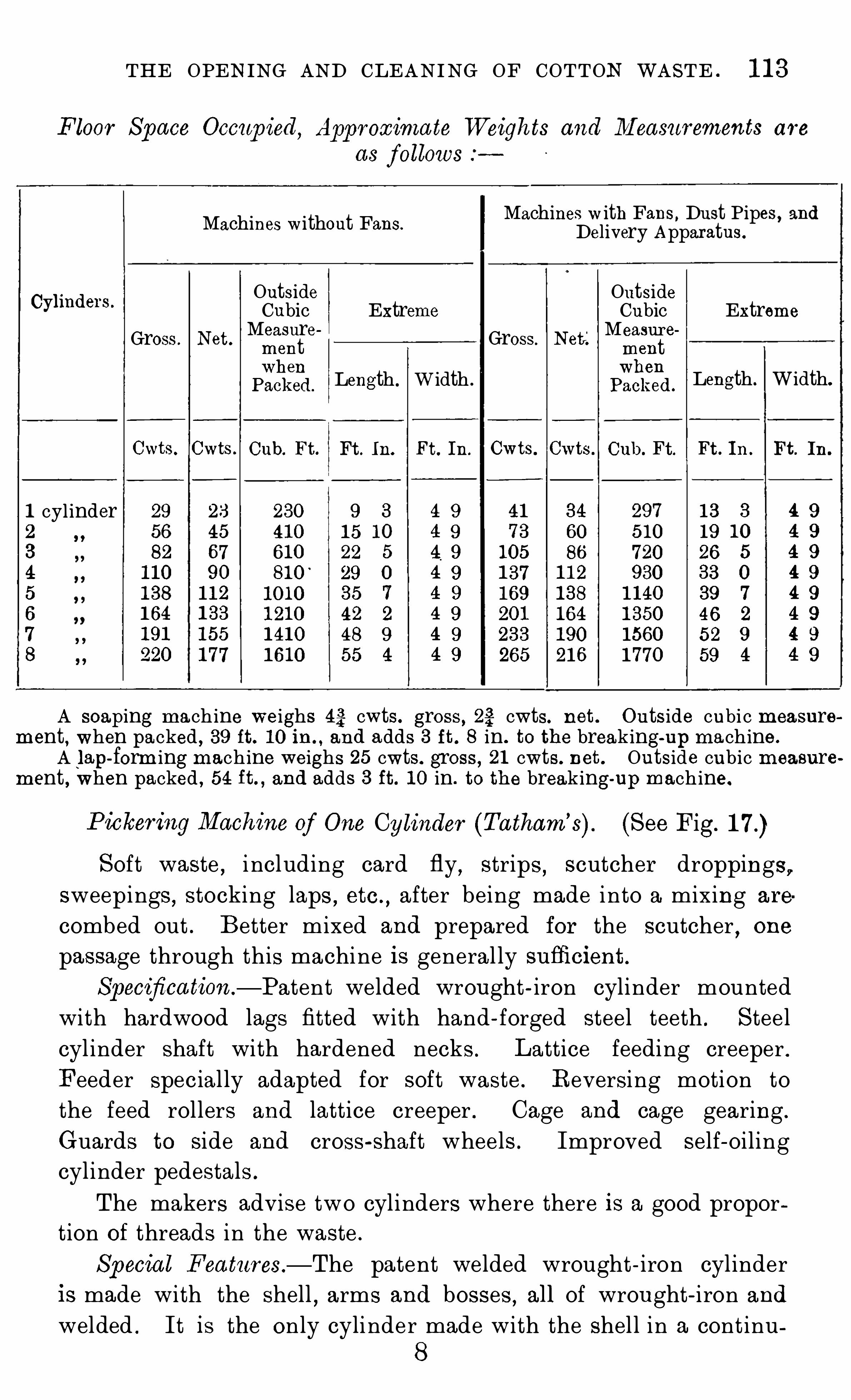
THE OPENING AND CLEANING OF COTTON WASTE . 118
Floor Space Occup ied, Approxima te Weights and Measurements are
as follows
Machines w ith Fans , Dust Pipes, andMachines without Fans. Delivery Apparatus.
Outside OutsideCylindei 8“ Cubic Extreme Cubic Extreme
Measure MeasureGross . Net .
ment Gross. Net.ment
h h
P
‘
av
clfd’
d.
Length Width Pv
eieifél
d.
Length . W idth.
t s. t s . Cub. Ft. Ft . In. Ft. In. t s. t s . Cub . Ft. Ft . In. Ft. In.
1 cylinder 29 23 230 9 3
2 56 45 410 15 10
3 82 67 610 22 5
4 110 90 810‘
29 0
5 138 112 1010 35 7
6 2
7 9
8 4
41 34 297 13 3
73 60 510 19 10
105 86 720 26
137 112 930 33
169 138 1140 39
201 164 1350 46
233 190 1560 52
265 216 1770 59
164 133 1210 42
191 155 1410 48
220 177 1610 55 p
mmmp
p
wm
wwwwwwww
FP
QO
NJ
Q
O
CJ!
mmp
p
wwh
p
wwwwo
wwo
A soaping machine weighs 43 cwts. gross , 22 cwts. net. Outside cubi c measurement
,when packed , 39 ft. 10 ih . , and adds 3 ft. 8 in . to the breaking-up machine.
A lap- form ing machine weighs 25 cwts . gross , 21 cwts. net . Outside cubic measurement , when packed , 54 ft. , and adds 3 ft. 10 in . to the breaking -up machine.
Pickering Machine of One Cylinder (See Fig .
Soft waste , i ncluding card fly,strips
,scutcher droppings,
sweepings , stocking laps , etc .,after being made into a mixing are
combed out . Better mixed and prepared for the scutcher,one
passage through this machine is general ly suflicient.
Specifica tion — Patent welded wrought - iron cylinder mounted
with hardwood lags fitted with hand - forged steel teeth . Steel
cyl inder shaft with hardened necks . Lattice feeding creeper.
Feeder Special ly adapted for soft waste . Reversing motion to
the feed rollers and lattice creeper . Cage and cage gearing .
Guards to Side and cross-shaft wheels . Improved self- oilingcyl inder pedestals .
The makers advise two cylinders where there is a good proportion of threads in the waste .
Sp ecial Fea tures— The patent welded wrought - iron cyl inder
is made with the shell,arms and bosses
,all of wrought - i ron and
welded . It is the only cyli nder made with the shell in a cont inu
COTTON WASTE .
ous sheet welded together , and is the strongest,easiest to turn
,
and safest and best for quick Speeds and high production .
The self- oil ing cylinder pedestals are of an improved type and
are fitted with best brass steps . The collars of the cyl inder Shaft
run inside the pedestals and proj ect into the Oil reservoir at thebottom . The oil
,after lubricating the shaft
,runs back into the
reservoir , thus preventing waste .
E xtras.— Self -acting soaping machine for adding to the
broken -up waste a mixture of soap and water as i t leaves the
last or finishing cyl inder . To card and Spin successful ly , theaddit ion of soap and water in correct proportions is essential .
FIG . 17.—P i ckering Machine of One Cyl inder.
Fan with cast - iron dust pipe for down -draft behind each
cyl inder and with del ivery lattice apparatus for opening very dirty
or dyed cotton -waste .
Belt- shifting apparatus with loose driving pul ley .
Wheel guards to large wheels on feed rollers and on cage .
Illustra tion — The wheel guards over the large wheels on
feed rollers and over wheels on deliveiy cage are only suppl ied if
special ly ordered .
Production — The waste is passed once through the machine,
and the production of a Single machine in . wide on cylinder
is about 6000 lb . per week of fifty- six hours
,the production of
the wider machines being in proportion .
Driving Pulleys— 12 i n . by 6 i n . for one cylinder , or 12 in .
116 COTTON WASTE .
damage the fibre much,or at any rate to but a sl ight extent
,the
ma in Obj ects being to lose the dirt and to thoroughly Open out
the fibrous materia l . COp- bottoms and hard cotton waste
,
general ly speaking,are very clean
,and need little attention in the
way of los ing dirt , but require the maximum amount Of treatmentfor Opening and re-fibring . A description of these cyl inders as
made by Messrs . Hetherington wil l convey the best idea of the
special features des ired in this type of machine .
“ The cylin
ders are of wrought - iron,combining strength with lightness .
They are turned all over the surface,and covered with beech
lags,conta i ning in the aggregate to teeth . These
may be either black hand - forged cast- steel teeth,polished round
s teel teeth,or Hardings
’ patent flat pins . The cylinder shafts
are of steel,and revolve in automatical ly self - lubr icating pedestals ,
fitted with gun-meta l steps
,the cages are of cross -woven wire ,
j ointed without solder,therefore not affected by heat
,and with
i ron bound on the edges . The feed roll ers are provided with a
revers ing motion,so that i n case an accident should occur , or be
apprehended,they can be instantly reversed
,preventing the entry
of additional material,and arresting the further passage of that
already in the machine ; and a motion is provided for stoppingall the parts other than the cyl inders .
”
Weighting of Feed Rollers .
A Special detai l of some importance in connexion with the
foregoing machine cons ists i n the method of weighting the feed
rollers . The method in use for many years past on waste Openers
and on ordinary cotton Openers and scutchers also,has been to
apply the weight to the ends of the rollers outs ide the framing .
In the above case the weighting is appl ied to the feed rol lers in
side the framing,and this brings the pressure as near as possible
to the point where the rol lers bite the cotton waste . This feature
is of importance,i nasmuch as i t tends to prevent “ plucking of
the cotton through the rollers,an evil which has often been a
serious defect on Openers,scutchers
,and cards , either in ordinary
cotton treatment,or in the treatment of cotton waste . In this
connexion makers and users of the machines have to choose
between the lesser of two or three evils . Sufficient rigidity of the
rollers to prevent plucking could be obta i ned by making the
rollers of larger diameter,but i n the case of the actua l striking
THE OPENING AND CLEANING OF COTTON WASTE . 117
point of last roller,large diameters place the sett ings too wide
apart . Yet again,narrow machines will give shorter rol lers , which
are more rigid than the longer ones , but the narrow machines are
of l imited production . Long,thin
,feed rollers are in a sense
necessary,and yet they frequently give or permit plucking of the
cotton, and hence the probable value of bringing the weights
inside the frame ends . We are of Opinion that this is a sound
principle,and worthy of extended adoption4 either in openers ,
scutchers,or cards
,or i n ordinary cotton treatment as well as
with cotton waste .
Prepara tion System.
The preparat ion system being a kind of cross between ordinary
cotton Spinning and condenser Spinning,lends i tself natural ly to
making a harder’
twisted yarn,spun either on a mule with draft
rol lers or else on a ring- frame,the yarn being more suitable for
warps than for weft . The ring- frame is not much used in the
spinning of cotton waste yarns .
The Willow.
The distinctive features of the Wi l low are : (1) the use of a
l imited number of strong,blunt
,nearly round teeth or spikes , 3 in .
to 4 in . l ong and from g i n . to 1 i n . or SO diameter at the top ;
(2) continued treatment by the beater before del ivery,the feed
and delivery being intermittent for the purpose,whereas i n other
opening machines the feed,the treatment
,and the del ivery are
c ontinuous .
Cop-bottom Machine.
By contrast, the treatment of the cotton in the picking or
c op-bottom machine is by a very large number of very fine teeth
infinitely more searching among the fibrous material . By a
c lutch and bevel arrangement attached to the feeding end of the
machine,the latter may be stopped or reversed as required .
Each steel tooth or Spike about 4 in . long and —3 i n . diameter .
Blow-room Fires .
I t is of even more importance to isolate the room whereinthe opening is done in cotton -waste mills than in the case ofo rdinary cotton spinning
,and numberless fires have occurred
118 COTTON WASTE .
through hard substances getting to some of the beaters or cylin
ders and striking fire,many fires also occurring through friction ,
or through waste lapping round the feed - rol lers . I t is inadvis
able to have the mixings of cotton waste s tored in the room wherethe picking and Opening are done . Hand fire extinguishers Of
the kind that start off when turned upside down should be ready
for fires at the start . Water buckets and hose pipes should be
always handy in the breaking-up room,which should be as
fire-proof as convenient and have provision for the water drain
ing away readily after a fire .
Heavy Driving .
The Six or eight cyl inder cop-bottom or hard-waste breaking
machi nes especially are very heavy to drive,and other Ini tial
machines are by no means light,SO that the Opening room should
be as near the driving power as may be convenient .Running each cylinder at possibly 800 revolut ions per minute ,
a machine of the largest character,i.e. eight cylinders, may require
as much as 38 I .H.P. The practice of having on ly a fast pulley
on such a machine and having to stop the driving engine in order
to stop the breaker,is not to be commended
,and i t is better to
use fast and loose pulleys as on an ordinary Opener or scutcher .
One method of distributing the driving in the case of a Six or
eight cyl inder machine is to drive down by a wide belt to each
a lternate cyl inder and to drive each interven ing cylinder from a
belt - driven one by means of an endless band .
Between the fluted feed rollers and each cylinder there is
Often placed a steel ful l -width plate,somewhat after the style of
the mote -knife on a carding eng ine .
The material be ing driven on to the edge of this cutt ing plate
is more or‘
less broken or cut up ,the shape
,angle and sharpness
of the blade being subject to some amount of variation . The
cotton should be kept i n good condit ion and well set to prevent
hard,thready waste ends . In some cases the cylinders are re
versed after severa l weeks’ runn ing .
The Soaper. (See Figs . 18 and
As stated,a soaping arrangement is often attached to the
del ivery end of a cop -bottom or hard -waste breaking machine .
The Object of the soaper is to constantly Spray a mixture of soap

120 COTTON WASTE .
Such is the fluffy,l ight character of the cotton waste as
leaves a six- cyl inder cop -bottom breaker,that i t is often deemed
necessary to Spray it with soapy water as it leaves the machine
A soaping machine is applied when ordered,and is attached to
the del ivery end of the breaking-up machine . The soapy water
tends not only to make the waste st i ck better together,but also
s l ightly adds to the weight . The soaping arrangement stops the
waste from flying about,but the waste should afterwards stand
for a day and a night before using at the next machine,to permit
a reasonable amount of re-drying . The'
soaping apparatus is not
indispensable to one of these hard -waste breakers,but is Often
useful,and must be ordered and pa id for as an extra . In fig . 18
A is the tank of Soap -water,B the soap-roller
,C the spray-brush ,
D the del ivery latt i ce .
Fig . 19 shows a Pickering machine with a soaper attached .
Single Cylinder, Three Cylinders, and Sir Cylinders .
These beech lag and Spiked cyl inders are used in a hor izontal
direction,usual ly have a down- stroke
,and may have any speed
up to from 750 to 850 revolut ions per m inute . As stated,i t is
possible to make machines with only one cyl inder , with as many
as eight cyl inders, or with any number between these extremes
of one and eight . In a single cyl inder machine the hard waste to
be opened is placed upon a feed lat tice i n the usual way,and then
passes between three fluted rol lers to the cylinder . It is not
essentia l that a fan be used in this one- cyl i nder machine , as the
air current created by the quick revolution of the cyl inder wil l be
found sufficient to‘carry the cotton to the wi re cage from whence
the cotton is del ivered behind the machine . A one- cyl inder
machine might occupy a floor space of 12 ft . 24 ins . by 6 ft .
D r iving pulleys 12 in . by 6 i n . wide . Speed of cyl inder about
800 revolutions per minute . There might be used a strap driving
counter - shaft from mai n Shaft 54 in . width,the length depending
upon local circumstances . A strap 5 i n . Wide might be used todrive the cylinder from the counter- shaft
,the high speed of 800
revolut ion s per minute making it advisable to use a counter - shaft .
To drive cross - shaft from cyl inder use a belt 8 ft . 10 in . length by2 in . wide . To drive the Slow motion Shaft from cross - Shaft use
a belt 11 ft . 6 i n . l ength by 14 i n . width . The brush of soaping
apparatus from the cyl inder may take a belt 10 ft . long by
THE OPENING AND CLEANING OF COTTON WASTE . 121
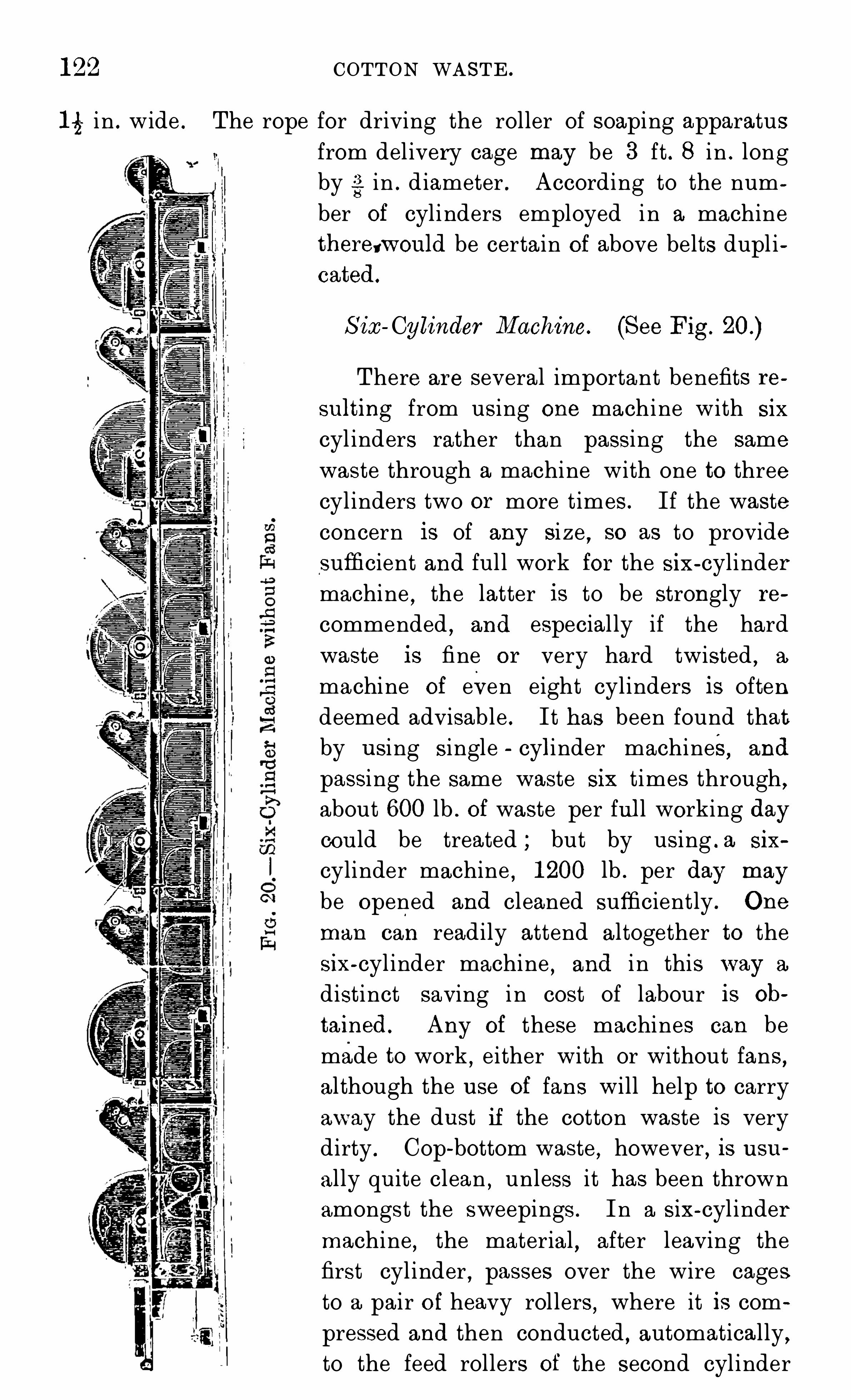
122 COTTON WASTE .
14 i n . wide . The rope for driving the roller of soaping apparatusfrom del ivery cage may be 3 ft . 8 i n . long
by g in . diameter . According to the num
ber of cyl i nders employed in a machinethereywould be certain of above belts dupl i
cated.
Six- Cylinder Machine. (See Fig .
There are several important benefits re
sulting from us ing one machine with six
cyl inders rather than passing the same
waste through a machine with one to three
cyl inders two or more times . If the waste
concern is of any si ze,so as to provide
sufficient and ful l work for the six - cylinder
machine,the latter is to be strongly re
commended,and especial ly if the hard
waste is fine or very hard twisted ,a
machine of even eight cyl inders is often
deemed advisable . It has been found that
by using single - cylinder machines,and
passing the same waste six times through ,
about 600 lb . of waste per full working daycould be treated ; but by us ing . a six
cylinder machine,1200 lb . per day may
be opened and cleaned sufficiently . One
man can readily attend altogether to the
six - cyl inder machine,and i n this way a
distinct saving in cost Of labour is ob
tained. Any of these machines can be
made to work,either with or without fans ,
al though the use of fans will help to carry
away the dust if the cotton waste is very
dirty . Cop-bottom waste,however , is usu
al ly quite clean ,unless i t has been thrown
amongst the sweepings . In a six- cyl inder
machine,the material
,after leaving the
first cyl inder,passes over the wire cages
to a pai r of heavy rollers , where it is com
pressed and then conducted ,automatical ly ,
to the feed rollers of the second cyl inder
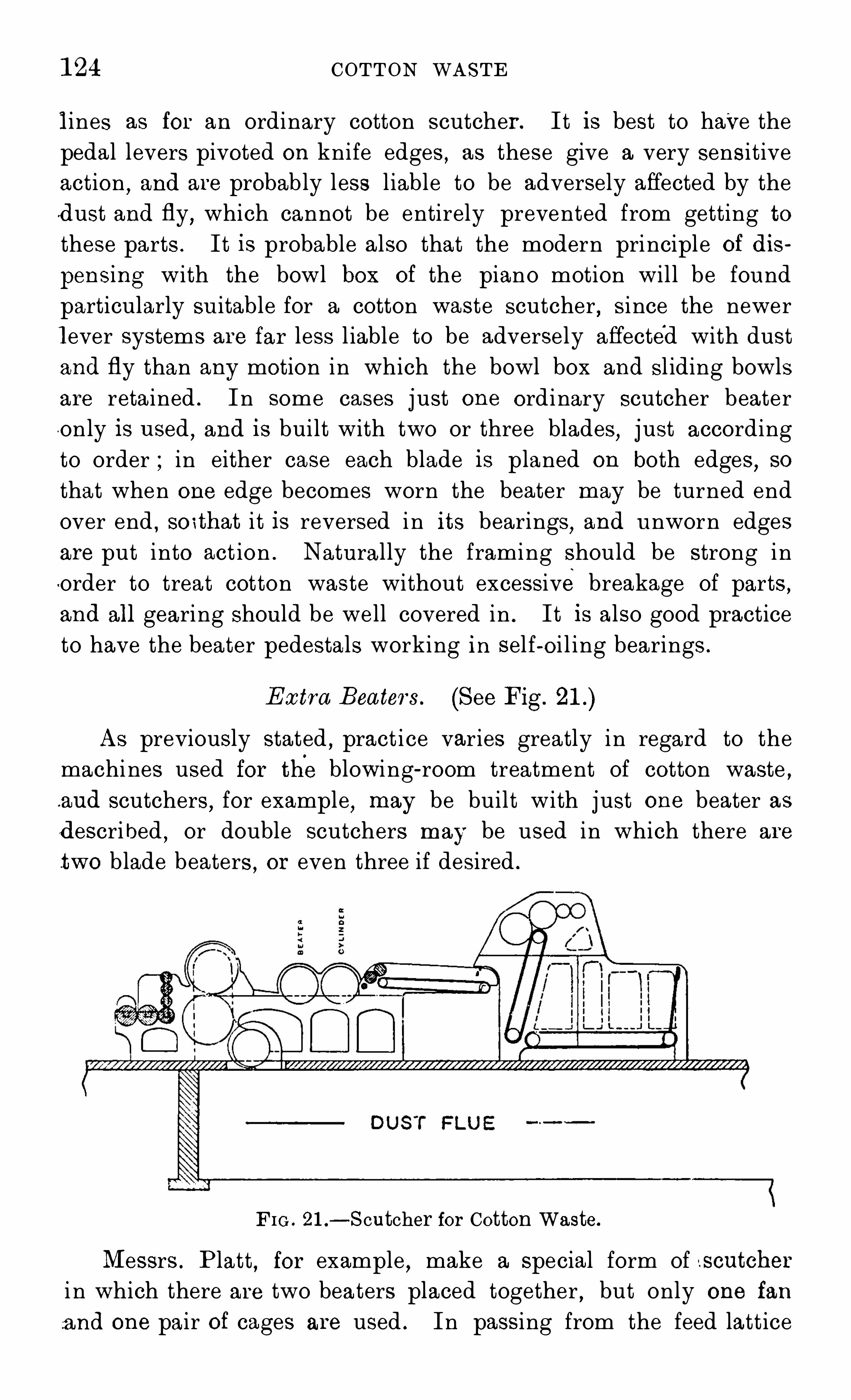
124 COTTON WASTE
lines as for an ordinary cotton scutcher. I t is best to have the
pedal l evers pivoted on knife edges,as these give a very sensi t ive
action,and are probably less l iable to be adversely affected by the
dust and fly,which cannot be entirely prevented from getting to
these parts . It is probable also that the modern principle of dis
pensing with the bowl box of the piano motion wil l be found
particularly su itable for a cotton waste scutcher , Since the newerlever systems are far less l iable to be adversely affected with dust
and fly than any motion in which the bowl box and sl iding bowls
are retained . In some cases j ust one ordinary scutcher beater
only is used,and is built with two or three blades
,j ust according
to order ; in either case each blade is planed on both edges,so
that when one edge becomes worn the beater may be turned end
over end, SO ithat i t is reversed in its bearings , and unworn edges
are put into act ion . Natural ly the framing should be strong in
order to treat cotton waste without excessive breakage of parts ,and all gearing Should be well covered in . It is also good practice
to have the beater pedestals working in sel f-oi l ing bearings .
E xtra Beaters . (See Fig .
As previously stated , pract i ce varies greatly in regard to the
machines used for the blowi ng- room treatment of cotton waste ,a nd scutchers , for example , may be built with just one beater as
descri bed,or double scutchers may be used in which there are
two blade beaters , or even three if desired .
FIG . 21.— Scutcher for Cotton Waste.
Messrs . Platt,for example
,make a Special form of ascutcher
i n which there are two beaters placed together,but only one fan
a nd one pair of cages are used . In passing from the feed latt ice
THE OPENING AND CLEANING OF COTTON WASTE . 125
to the first beater or picker cyl inder the cotton waste is guided byrather large diameter fluted press rollers
,and held down to the
smal ler diameter feed roller . The waste passes between the feed
roller and the noses or short ends of pedal levers which form partof the piano feed regulator . As stated
,the first beater is more in
the nature of a spiked cylinder,and contains a large number of
closely set smal l steel Spikes,which
'
give a most thorough separat ion and opening out of the cotton waste
,somewhat after the style
of the wel l-known Kirchner or carding beater . It is fair to as
sume,indeed
,that the action of this picker beater more resembles
that of the li cker - in of a carding engine than that of a blade
beater . However,i n this case both kinds of treatment are oh
tained because the blade beater is right close up to the picker
beater , with no i ntervening feed rol lers,cages
,or other parts .
As a matter of fact,one single large curv‘ed tOp cover is made to
fit over the top of both beaters . There is a somewhat pecul iarshroud or casing to each blade beater to prevent the soft cotton
waste from stringing round and adhering to the blade,thus as
s isting the work of the stripping plate . It is perfectly obviousthat this double and var ied treatment wil l be very effective in
opening and cleaning soft dirty waste . Following the second or
blade beater there are the usua l two cages and fan,fol lowed again
by four cal enders and the other lap - forming parts . The drivingpulleys on the ends of Spiked cylinder and blade beater are re
commended at 12 in . diameter by 4 in . width, g iving a Speed of
1075 revolutions per minute . A scutcher of this type,with both
cyl inder and beater,may absorb about 5 I .H.P. when xworking
without hopper feeder .
To secure the best results,both in regard to cleaning
,Opening
,
and for making regular laps , it is best to apply a hOpper feeder tothis double beater scutcher
,although this takes up a l ittle more
space,and will absorb more in first cost . The hopper feeder has
wel l proved itself as a most efficient attachment to either Openeror scutcher which is fed with cotton in a loose state
,since it will
treat the desired weight of cotton or cotton waste most effectively
without injury to the fibre , and with a minimum amount of atten
tion . In the case under notice the pulleys to be placed on thestripping cyli nder of the hOpper feeder are fixed at 10 i n . diameterby 3 in . by 3 i n . wide , and the Speed about 300 revolutions perminute .
126 COTTON WASTE .
COp-bottom Breaking Machine.
For the early treatment of cop-bottoms or any hard waste , the
O ldham Wil low and other machines with ordinary beaters and
cylinders containing porcupine knives or full -width blades,do
not appear to give a sufficiently individual i zed treatment of the
fibres .
We may remind our readers that the term “ hard waste is
applied in a genera l way to all waste into which the fina l Spinning
twist has been introduced,and which
,therefore
,is of a much
closer and harder nature than any waste made at any of the
machines coming before the mule or ring frame . COp-bottoms
spinners’ hand waste
,reelers
’
waste,winders
’ waste,doublers
waste , thrums from Slashers,and weavers
’
waste,all come under
the general express ion of hard waste . Cop- bottom s form prob
ably by far the largest class of this kind of waste,and the first
hard waste breaking machines are Often termed cop-bottom
machines . Such machines will most effect ively break up into a
soft fleecy mass a lmost any kind of hard cotton waste,which
latter may afterwards be re- spun and manufactured into sheetings,
c heap towels,cotton blankets
,and flannelettes
,or be converted
into wadding , gun cotton ,etc .
There are various makers of these hard -waste breakers,and
s ince their in troduction various detai l ed improvements have been
discovered and applied by one machine -making firm or another .
The makers cla im that the materia ls used in the construc t ion of
the machines are of the best,and that care is taken to have every
p art well finished and well fitted . I t is claimed that such machines
a re also effective for cleaning opener and scutcher droppings,al
though we have descr ibed the Oldham willow as being an excel lent
machine for such waste . The use of these machines is not con
fined to the cotton -waste trade,but they may be also used for
treating wool len and worsted waste,flax
,hemp
,and jute waste
,
or in short almost any kind of waste produced from any of the
leading texti le fibres,excepting perhaps the more expens ive s ilk
fibre .
Single- bea ter Lap
-forming Scutching Machine,with HOpper
Feeder. (See Fig .
These machines are especial ly constructed for working waste
a nd prepare the laps for the breaking carding engine .
128 COTTON WASTE .
the scutcher wil l probably be set very close together on account
of the short nature of the material operated upon . In some cases
of clean waste i ndeed blank plates are placed beneath the beater
with few if any grate bars , so that the benefit of the Openingeffect of beater may be obtained without losing any of the material
as droppings .
Cotton waste is often very l iable to l icking owing to its soft,
short nature,and especia l ly is this true of broken -up hard waste
treated with the soaping apparatus . For this reason it is a very
common practice to use a creel i n front of the cal enders con
tai ning waste yarn or slubbing which runs in w i th the lap and
helps to keep each layer to i tself . This involves a certai n expense
and labour in keep ing the creel bobbins going.
There is,however
,another serious evi l attendant upon this
practice,viz . that of marking the wire on the carding engine , and
often considerable damage has been done i n this connexion . An
arrangement,however
,has been devised by which a number of
wires act on the cotton Sheet near the cages,and stroke the lap
Sheet into a more sol id condition,thus diminishing the lap - l icking
evi l .
A regular lap is quite as important in the man ipulat ion of
cotton waste by the condenser system as it is in ordinary cotton
spinning,Since there are draw - frames to make uniform sl ivers .
For this reason when cotton is fed loosely to the scutcher— a very
common occurrence— it is usua l to apply a hopper feeder to the
scutcher . As a matter of fact— apart from the question of expen se,
i t is probably a stil l better practice to use two hopper feeds to
the scutcher,the second one being equipped with a regulator
which keeps the cotton in the feed box at something l ike a uni
form height . In cases of a very smal l plant the scutcher may
be omitted a ltogether,and each card fitted with a hopper
,but if
there are,say, half a dozen or more breaker cards i t will prob
ably pay to use the scutcher with hopper,and feed the breaker
cards with laps of cotton waste . In such a case a girl may
easi ly attend to the scutcher .
Although scutchers for cotton waste sometimes conta in beatersor cyl inders of a special character
,such as picker cylinders
,the
more usual practice is to employ an ordinary double or treble
blade -beater . Productions much as for cotton,say 8000 to
lb . per week . I t is much more satisfactory to have a hopper
THE OPENING AND CLEANING OF COTTON WASTE. 129
fender a ttached to the scutcher,as hand - feeding and spreading are
likely to give variat ions i n the weight per yard of the laps .
The link of tripod regulat or is the bes t for such a scutcher,
on account of the amount of fly and dirt,s ince these arrange
ments do not need . the bowl box and its fricti on bowls . Such
dist inct ive features as beater blades,Shrouded to prevent cotton
sticking,cross - cut feed -rollers to give a good grip on the short
fibre,fluted calender rol lers
,special creels for holding COps from
which the yarn is run off i nto the lap to prevent lap - l icking —aremore or less found on scutchers for cotton waste .
Attention to oil ing and cleaning, the production of good
selvedges on the laps , good exhaust flues for the dust , good
belts and ropes kept under proper tens ion are as important in
these scutchers for cotton waste as in those for ordinary raw
cotton . I t is a lso best to have down-drafts with the dust cel lar
below the breaking room .
Hard E nds.
One of the most frequent evils i n using cop-bottom or other
hard waste cons ists i n hard ends or port ions of thready waste not
sufficiently broken up . A waste-spinner natural ly d isl ikes these
hard ends as they prevent draft ing -out and cause many broken
ends . Possible causes are cylinders in the cop -bottom machine
out of order,or under -speeded , or slack belts and ropes for driving
the cylinders, or uneven feeding of the waste. Insuflicient grip
ping of the cotton by the feed - rol lers at this machine may lead to
plucking the waste through in lumps .
The Crighton .
The ordinary s ingle Crighton is sometimes used instead of the
w i llow for soft waste and is best fitted with an i n ner oil chamberto the footstep of the Crighton Shaft
,this being surrounded by a.
water -bath to keep the foots .ep cool . Also the Crighton is bestfitted with a grid which can be raised or lowered as required
,so
as to put the bars closer to or farther from the beater . This particular feature is helping the Crighton to be adopted to good
Egyptian cotton i n ordinary fine spinning,s ince it helps i n pre
venting cat- tail ing of the cotton or stringing it .
CHAPTER IV .
THE CARDING OF COTTON WASTE .
THERE are very mater ial differences between a modern carding
engine used for ordinary cotton carding and those used for the
carding of cotton waste . In a genera l way the most noticeable
d ifference is seen in the fact that the revolving flat card is now
a lmost universal ly adopted for ordinary cotton Spinning , whereasthe rol ler and clearer card sti l l reigns pre - eminent for the carding
of cotton waste . The more open treatment of the cotton fibres i n
the roller and clearer card ,the turning over and mixing of the
fibres by the action of the rol lers and clearers,the abil ity to pass
comparat ively heavy bodies of fibres through the rol ler card, and
a lso its abili ty to treat cotton as much as required without taking
out much waste , are features which have helped to ma i ntain the
supremacy of the roller and clearer card for cotton waste,long
after it has completely lost its hold in the treatment of raw cottoni n the ordinary cotton spinning and carding processes .
Rollers and Clearers.
It will be as well if we just remind our readers of the dis
tinctive feature of this particular style of carding engine . Instead
of flat s being placed near the upper half of the cylinder,a series
of what are termed rollers and clearers are placed in this posi t ion,
a rol ler and a clearer necessari ly working In partnership with
each other , and six or seven pa irs of these rol lers and clearers
fill ing up all the ava ilable Space . Each rol ler or worker has a
comparat ively Slow revolut ion ,so that its surface speed might
average 28 or 30 ft . per minute , whi le its companion clearer,
a lthough of smal ler diameter , has the much higher surface speed
o f poss ibly 400 ft . per minute . In waste carding , owing to their
c omparatively high number of revolut ions , and their sma l l dia
meter,the clearers are often made of wrought - i ron tubing , each
of the Six clearers having a diameter of possibly 21 i n . or 24 i n
(130)
132 COTTON WASTE .
the first clearer and reach the roller which is further from the
l i cker - in . The slow revolution and the oppositely pointing wire
teeth of the rol ler would now help’ to Open out and card the en
tangled portions of fibre,some of the fibre pass ing forward with
the cyl inder,and some adhering to the teeth of the roller . When
these fibres on the roller come Opposi te the clearer , the latter
will probably sweep the fibres from the clearer owing to increased
speed of tcleareri and direction in which the teeth point . In ex
actly the same way the stil l greater surface Speed of the cylinder
will cause the latter to take the fibres from the clearer , so that
the fibres wil l have then been transferred from cyl inder to roller ,from roller to clearer
,and then back aga i n to the cyl i nder . It
is highly probable that the cotton wil l have been now sufficiently
Opened so that i t will penetrate the cyl inder teeth and be now
carried forward by the cyl inder to the doffer . One pa ir of rol lers
and clea’
rers would be utterly inadequate i n Operating upon all
the entanglements of fibre,and any such that may escape one
pair wil l lprobably be acted upon by a subsequent pai r . It is
quite possible for some portions of fibre to be Operated upon and
transferred backwards and forwards several t imes over . Just as
in the case of the flats of a revolving flat carding engi ne , a good
proportion of dirt and impurities of one kind or another are
fastened in or upon the teeth of the cyl inder , rol ler , and clearer ,so that we have the dual card ing Operat ion of opening and clean
ing of thegcotton . In the case of having Six pa irs of rol lers and
clearers there wil l be only six real ly and ful ly effective cardingpoints
,namely
,the nearest point of each of the six rol lers to the
cylinder ; while there will be twelve carding points of much less
value represented by the nearest posi t ion of clearers to cyl inder
and roller to each clearer. A very l i ttle reflection will lead any
one to the natural conclusion that the Opening and cleaningcapaci t ies of rollers and clearers are much inferior to those of
the flats of a revolving flat card,and all experience has demon
strated this, so that for ordinary cotton carding purposes the
rol ler and clearer card has nearly been defunct . In such cases
one sing le revolving flat card appears able to do quite as much
effective scarding as one double roller and clearer card.
In Spite of all this , double rol ler and clearer carding is the
almos t universal system in connexion with the carding of proper
cotton waste, and reasons for this are given near the beginn ing
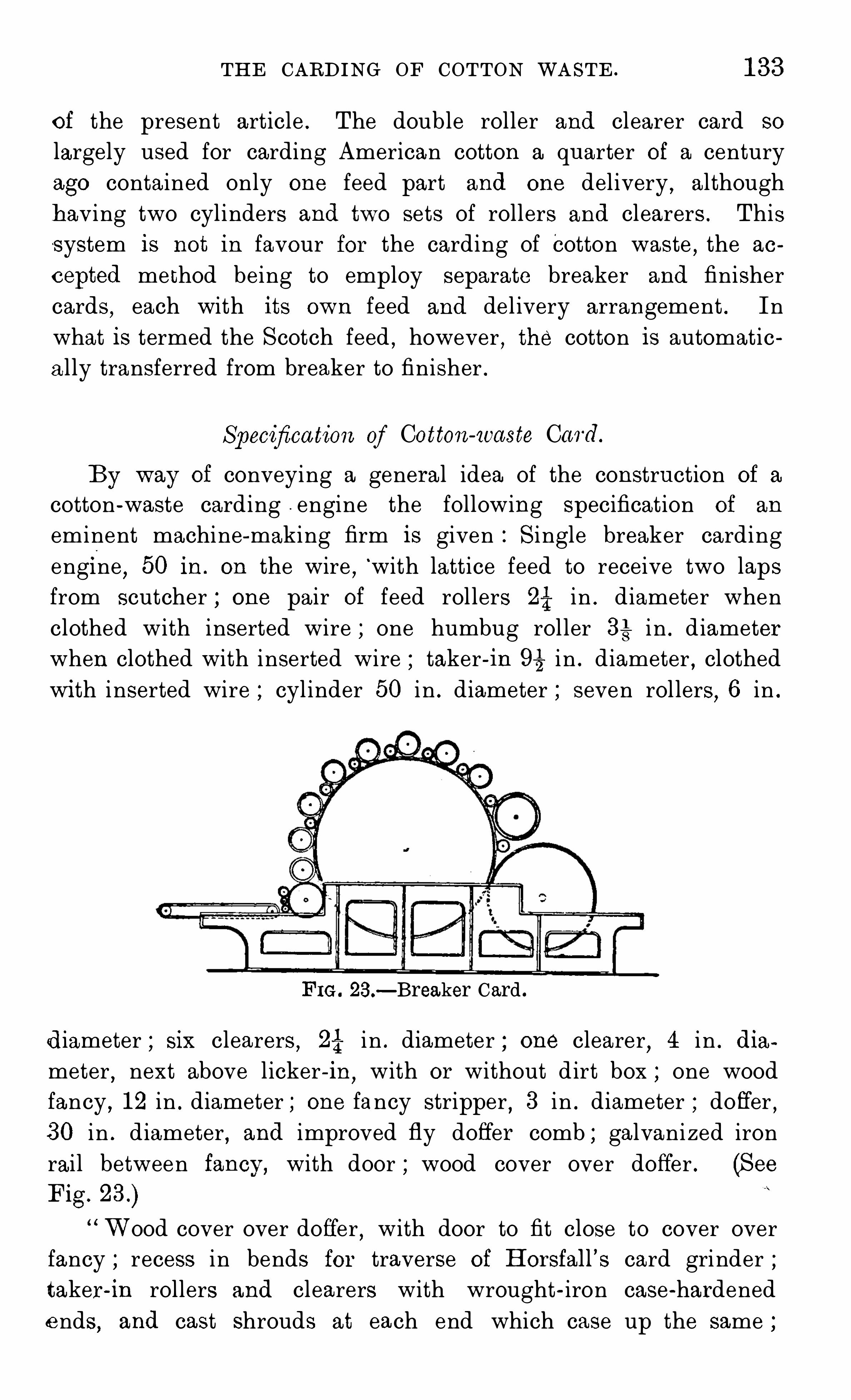
THE CARDING OF COTTON WASTE . 133
of the present article . The double roller and clearer card so
largely used for carding American cotton a quarter of a century
ago contained only one feed part and one del ivery,although
having two cylinders and two sets of rollers and clearers . This
system is not in favour for the carding of Cotton waste , the ao
c epted me thod being to employ separate breaker and finisher
cards,each with its own feed and del ivery arrangement . In
what is termed the Scotch feed ,however
,the cotton is automatic
a l ly transferred from breaker to finisher .
Specifica tion of Cotton-waste Card.
By way of conveying a general idea of the construction of a
cotton -waste carding engine the following specification of an
eminent machine-making firm is given : Single breaker carding
engine,50 in. on the wire
,
‘with lattice feed to receive two laps
from scutcher ; one pair of feed rol lers 24 in . diameter when
clothed with inserted wire ; one humbug roller 34 i n . diameter
when clothed with inserted wire taker - in 94 i n . diameter , clothed
with inserted wire ; cyl inder 50 i n . diameter ; seven rol lers, 6 in .
FIG . 23.—Breaker Card .
diameter ; Six clearers , 24 i n . diameter ; one clearer, 4 i n . dia
meter , next above l icker - in,with or without dirt box ; one wood
fancy , 12 in . diameter ; one fancy stripper,3 in . diameter ; doffer ,
30 in . diameter , and improved fly doffer comb ; galvanized iron
rai l between fancv with door ; wood cover over doffer . (SeeFig .
Wood cover over doffer , with door to fit close to cover over
fancy ; recess in bends for traverse of Horsfall’
s card grinder ;taker- in rollers and clearers with wrought - iron case -hardenede nds , and cast Shrouds at each end which case up the same ;
134 COTTON WASTE .
rollers prepared for chain or band driving ; wood covers and
cover holders complete , and i ncluding division sheet with door,
improved casing to l icker- in,and tin -bar casing to cyl inder with
patent setting arrangement .”
The Cylinder.
Except in the methods of starting and stopping the cyl inders
and i n regard also to kind of card wire employed , there is l ittle
difference between the cylinder of a cotton -waste card and that of
an ordinary cotton card . As regards driving, the differences may
come in more particularly when automatic mechanism is em
ployed for transferring the cotton waste from breaker to finisher
carding engine . Take,for example
,the best-known arrangement
for the purpose , viz . the Scotch feed ,i t is necessary to stop and
start both the breaker and finisher cards almost simultaneously,
and to do this i n the readiest manner often the two may be
driven from the same top counter - shaft from which a separate
bel t each reaches down to breaker and finisher . The counter
shaft itself may be driven from another belt running on fast and
loose counter - shaft pulleys . By moving this one belt from lbose
to fast pull ey both cards may be started at one time , and the
reverse movement of bel t wil l stop both cards together . Variousi ndividual parts of the card may be stopped and started i nde
pendently on much the same lines as for a cotton card .
The Wire Covering .
Referring now to the wire covering , i t wil l be understood that
this should be of a coarser and stronger character than for cotton
counts of 40’
s or 6o’
s,for example . It is well known that many
descriptions of card clothing exist,and i n part icular there are
many sorts of wire more or less i n use .
’
For cylinders and
doffers two riva l forms of card clothing have been in compet itionfor a great many years
,vi z . filleting and sheeting . Fi l lets of
card clothing cut to about 2 i n . wide,made of suflicient length
to clothe a whole cyl inder without piecing,and wound in a close
pitched Spiral upon the cylinder,have almost driven the old
sheets of clothing out of the market as regards ordinary cotton
cards . In the carding of cotton waste,however
,distinctly differ
ent conditions obta in,and i t is quite a common practice to cover
the cylinder of a cotton -waste card with Sheets of card clothing
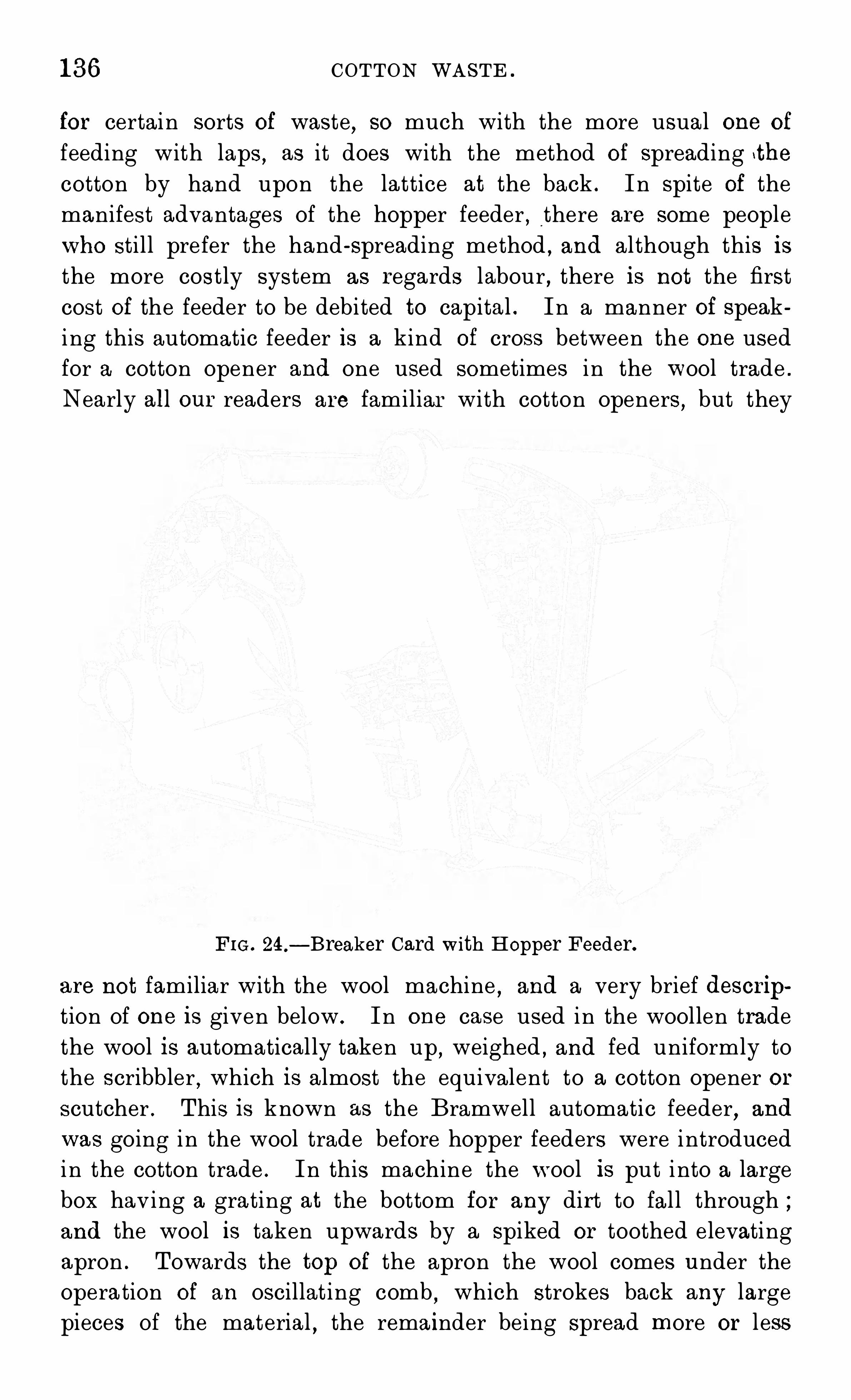
136 COTTON WASTE .
for certai n sorts of waste,so much with the more usual one of
feeding with laps,as it does with the method of spreading the
cotton by hand upon the lattice at the back . In Spite of the
manifest advantages of the hopper feeder,there are some people
who stil l prefer the hand -spreading method ,and al though this is
the more cos tly system as regards labour , there is not the first
cost of the feeder to be debited to capital . In a manner of speak
ing this automatic feeder is a kind of cross between the one used
for a cotton opener and one used sometimes i n the wool trade .
Nearly all our readers are familiar with cotton Openers , but they
FIG . 24 .— Breaker Card with Hopper Feeder.
are not familiar with the wool machine,and a very brief descrip
tion of one is given below . In one case used in the woollen trade
the wool is automatical ly taken up,weighed ,
and fed uniformly to
the scribbler,which is almost the equivalent to a cotton Opener or
scutcher . This is known as the Bramwell automatic feeder,and
was going i n the wool trade before hopper feeders were introduced
in the cotton trade . In this machine the wool is put into a large
box having a grating at the bottom for any dirt to fal l through ;and the wool is taken upwards by a Spiked or toothed elevatingapron . Towards the top of the apron the wool comes under the
Opera tion of an oscillat ing comb which strokes back any large
pieces of the material,the remainder being Spread more or l ess
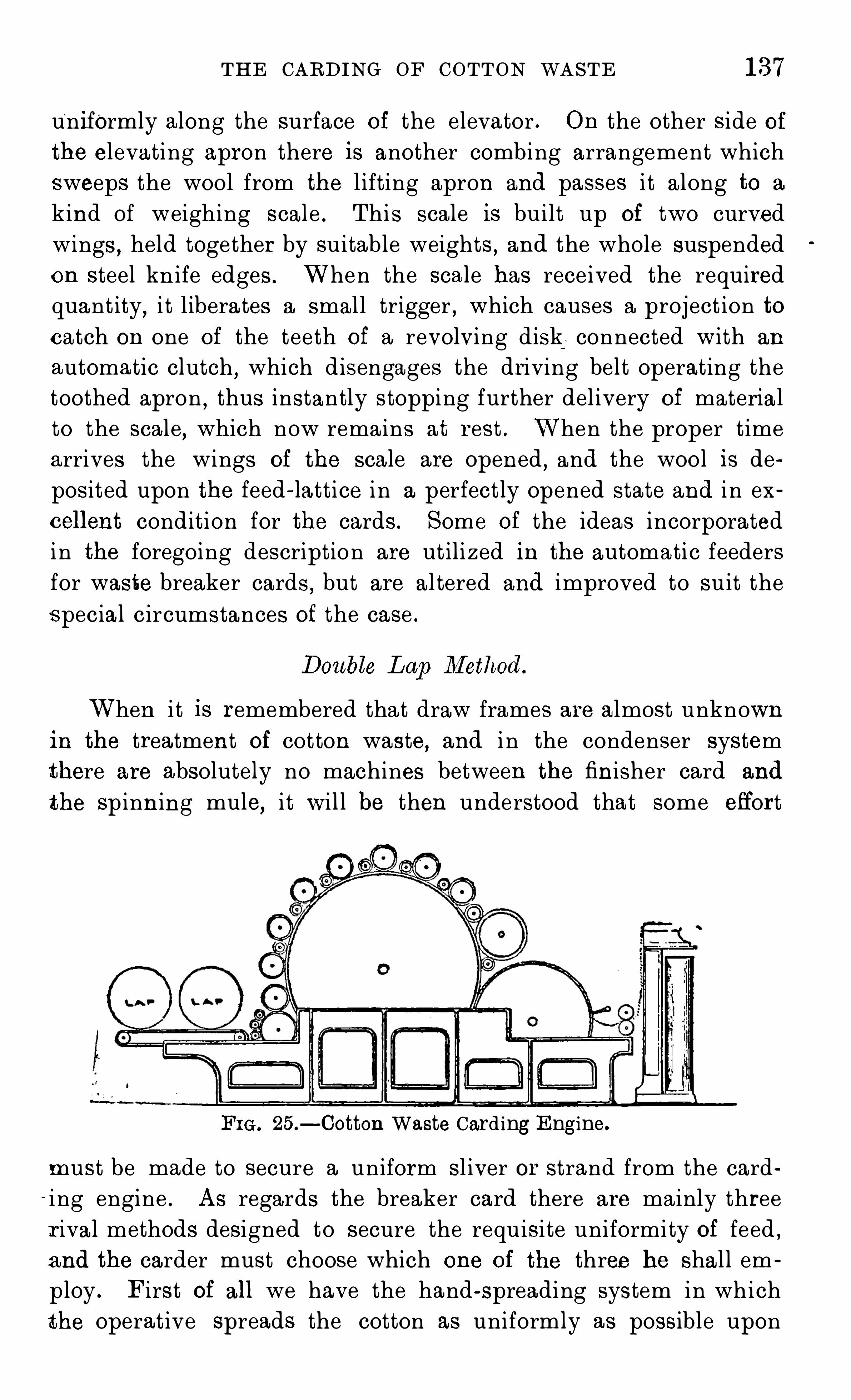
THE CARDING OF COTTON WASTE 137
u‘
niformly along the surface of the elevator . On the other Side of
the elevating apron there is another combing arrangement which
sweeps the wool from the l i fting apron and passes i t along to a
kind of weighing scal e . This scale is built up of two curved
wings , held together by suitable weights,and the whole suspended
on steel kn i fe edges . When the scale has received the required
quant ity,i t l iberates a smal l trigger
,which causes a project ion to
catch on one of the teeth of a revolving disk; connected with an
automatic clutch,which disengages the driving belt Operat ing the
toothed apron,thus instantly stopping further del ivery of material
to the scal e,which now rema ins at rest . When the proper time
a rrives the wings of the scale are Opened ,and the wool is de
pos it ed upon the feed - la tti ce i n a perfectly Opened state and i n excellent condition for the cards . Some of the ideas incorporated
in the foregoing description are ut il i zed in the automati c feeders
for waste breaker cards,but are al tered and improved to suit the
Special c ircumstances of the case .
Double Lap Method.
When i t is remembered that draw frames are almost unknown
in the treatment of cotton waste,and i n the condenser system
there are absolutely no machines between the finisher card and
the spinning mule,i t wi l l be then understood that some effort
FIG . 25.—Cotton Waste Carding Eng ine.
must be made to secure a uniform Sl iver or strand from the card
ing engine . As regards the breaker card there are mainly threerival methods designed to secure the requisi te uniformity of feed ,
and the carder must choose which one of the three he shal l em
ploy . First of all we have the hand - spreading system in whichthe operat ive spreads the cotton as uniformly as possible upon
138 COTTON WASTE .
the feed- lattice ; and let it be remembered that hand spreading of
cotton even for a scutcher has been known to give exceedingly
level work when done by a suffi ciently careful operative . As a
rival to this we have the automatic feeder above al luded to .
A third system— Shown in fig. 25 and very extensively
adopted— is to place two full -width scutcher laps upon the latticefeeder of the breaker card
,one behind the other
,so that we have a
doubl ing of the laps,and a mixing of the cotton which produces an
excel len t effect i n level l ing up the work . In this connexion it
may be thought that even this is a very l im ited doubl ing effect as
compared to that which is common to ordinary cotton Spinning .
While this is so we are not to forget that a 10 per cent error in
counts too coarse would give us a 90’
s yarn instead of 100’
s,a
10 per cent error in 5’
s waste condenser yarns would only make
hal f a count in difference,and i f too coarse would give us 44
’
s
counts instead of 5’
s . Furthermore,a s l ight error in counts of a
cotton waste yarn need not appreciably affect the qual i ty of a
cheap cotton blanket ; nor make the actual weaving process much
more difficult ; but properly spun cotton yarns always need to be
as uniform as we can reasonably get them to be . The doublelap system has the addit ional benefit of uti l izing the piano - feed
regulator at the scutcher,so that we have two factors which in
this system help to give a level sl iver,viz . the doubl ing effect ,
nd the regulating effect of the piano motion .
Single-Breaking Carding E ngine.
(40 in . or 48 i n . wide on wire .) (See fig .
For comber waste broken -up cop -bottoms,and other kinds of
hard waste,with patent Side - drawing and si ngle coi l ing and can
motion .
Specification— Pattern C 7 .— One cyl inder 50 i n . diameter .
One doffer 25 in . diameter . One taker- in 9 in . diameter . Seven
rol lers 5 in . diameter of iron,or 6 in . diameter wood lagged .
Seven clearers 3 i n . diameter . One fancy 7 i n . diameter wood
lagged,driven by rope direct from the cylinder . One humbug
rol ler 3 in . diameter under the feed roller and taker - in . Im
proved concentric bends . Steel cover and shel l ends to taker- in .
Pol ished mahogany covers over rollers,clearers and fancy .
Rol lers driven by chai n or rOpe . D ish feeder with one fluted
roller 24 i n . diameter,and arranged to receive one scutcher lap .
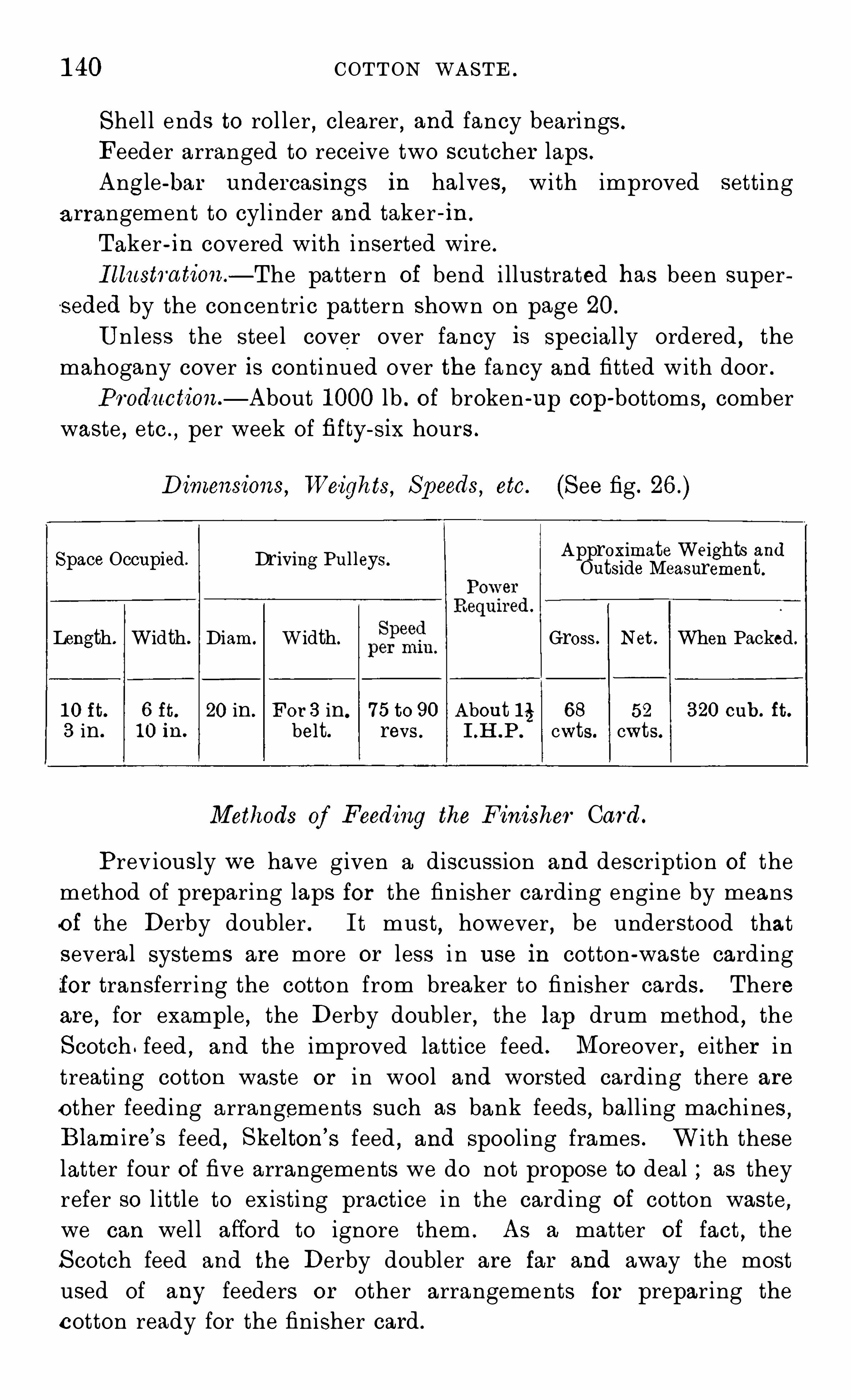
140 COTTON WASTE .
Shel l ends to rol ler,clearer
,and fancy bearings .
Feeder arranged to receive two scutcher laps .
Ang le -bar undercasing s in halves,with improved setting
a rrangement to cyl inder and taker - in .
Taker - in covered with inserted wire .
Illustra tion— The pattern of bend i llustrated has been super
s eded by the concentri c pattern Shown on page 20.
Unless the stee l cover over fancy is Special ly ordered,the
mahogany cover is conti nued over the fancy and fitted with door .
Production — About 1000 lb . of broken -up cop-bottoms
,comber
waste , etc .,per week of fifty- six hours .
D imensions,Weights , Speeds , etc. (See fig .
Approximate Weights andSpace Occupied . Driving Pul leys. Outside Measurement .
Length. Width . Diam. Width. Gross. Net . When Packed .
10 ft. 6 ft. 20 in . For3 in. 75 to 90 About 14 68 52 320 cub . ft.
3 in . 10 in. belt. revs . I .H.P. cwts. cwts.
Methods of Feeding the Finisher Card.
Prev iously we have given a discussion and description of the
method of preparing laps for the finisher carding engine by means
of the Derby doubler . It mus t , however , be understood that
several systems are more or l ess i n use in cotton -waste carding
for transferr ing the cotton from breaker to finisher cards . There
are,for example
,the D erby doubler
,the lap drum method
,the
Scotch . feed,and the improved lattice feed . Moreover
,either i n
treating cotton waste or i n wool and worsted carding there are
other feeding arrangements such as bank feeds , ball ing machines ,Blamire
’
s feed , Skelton’
s feed ,and spooling frames . Wi th these
latter four of five arrangements we do not propose to deal as they
refer so l ittle to existing practice in the carding of cotton waste ,we can wel l afford to ignore them . As a matter of fact , theScotch feed and the Derby doubler are far and away the most
used of any feeders or other arrangements for preparing the
c otton ready for the finisher card .
THE CARDING OP
'
C OTTON WASTE . 141
fThe Lap Drum.
A very few words will suflice to say all that is necessary about
this process . There is a large drum connected to the del ivery of
the breaker or the scribbler which aids in the roll ing up of laps
by frictional contact with the fleece of cotton stripped from the
doffer by an ordinary doffer comb . A stop -motion may be
applied by which knocking off occurs when any required thick
ness of lap has been attained . The lap drum is not used now so
much as it formerly was , and i t is a very primitive and simple
arrangement . Simplicity of itself is no fault,but unfortunately
this is accompanied by irregular work,and by a considerable loss
of production owing to frequent stoppages while the full laps are
being removed in turn from the drum . The necessity for doingthis work somewhat frequently practical ly makes the card an
intermittent machine,and i t has become an axiom in carding that
a carding engine should be a continuous worker, and even in
ordinary cotton carding few people will enterta in the idea of
having a card fitted with an automat ic stop-motion of any kind .
With the D erby doubler system the delivery of the breaker
card is quite on the well -known principle of an oscillating combfor the doffer
,a pai r of catenders, and an ordinary ganand coiler
motion,which permits changing empty for fullk canswitghout inter
fering with the working of the card. the Scotch feed and
improved lattice arrangements the saving in labour is even
distinctly greater than with the Derby doubler as we explai n belowin the present article .
The Scotch Feed. (See fig.
The Scotch roper and Scotch feed arrangement is probablybetter than any other for most kinds of low grade cotton wastes ;i t automat ical ly collects and condenses the cotton from the breaker
card,and feeds the same to the finisher card in an equal and
Continuous manner . Apart from any saving of labour that may
result from not using the Derby doubler,there are some classes
of cotton waste which it is not wise to pass through the Derby
doubler,as
,for example
,waste that is of an oily character
,or low
grade wastes,which are better left in the Open fleecy condition
given by the Scotch feed . Such wastes,compressed by the
weighted rollers of the doubler,become too matted and consoli
142 COTTON WASTE .
dated,and ' this puts more work upon the parts of the finisher
carding engine . Naturally this remark applies somewhat to all
classes of waste , but not to the same extent to clean , soft better
sorts of waste for the finer counts of waste yarns . In such cases
the D erby doubler mai ntains the fibres i n a more paral l el con
dit ion,and i n particular it tends to give a more level and uniform
s l iver and yarn than any other system,especial ly in the finer
counts . This is,perhaps
,the greatest argument for the use of
the Derby doubler , si nce i t needs specia l attention of i tself,and
the coilers and cans Of the breaker also need attention . The
c ross ing of the fibres given by the Scotch feed is an advantage
in very coarse,soft wefts
,Since crossed fibres give a fuller and
more oozy finished yarn than do paral lel fibres,the ful l appear
ance being well suited to cotton blankets and flannelettes . For'
the coarser low grade wastes the Scotch feed system imposes a
good deal l ess work upon the taker- in of the finisher card,and
there is much less danger of damaging the cloth of the taker - in .
In the Scotch feed system the cotton waste is stripped from
the doffer of the breaker by an ordinary fly comb,and is del ivered
upon a lattice running along the lower front of the doffer,and at
r ight angles to the doffer . This latt ice collects and condenses
the fleece of cotton from the doffer,and as a rule turns the fleece
round at right angles,while it is condensing the same into a
ribbon perhaps four inches i n width . The latt ice i tself may be
about five inches i n width,and for thick
,coarse work the Sheet
or ribbon of cotton may atta in that width . E xcept i n some
tandem cards the narrow ribbon of cotton waste passes between
three calender rol lers at the s ide of the breaker card , thus being
c ompressed and consol idated by a two - fold compression into
suflicient compactness to stand its own weight without breakingThis completes what may be termed the del ivery part of the
breaker card and the term Scotch roper is often applied to the
a rrangement as so far described , leaving the term“Scotch feed
to be appl ied more Specifical ly to the rema inder of the arrangement
.This narrow sheet of cotton waste is now l ifted up by an
overhead combinat ion of pulleys and narrow lattice work,re
volving at about the same surface speed as the three bottom
calenders , the top lattices also being only about five or SIX i nches
i n width .
Assuming the breaker and finisher cards to be placed side by

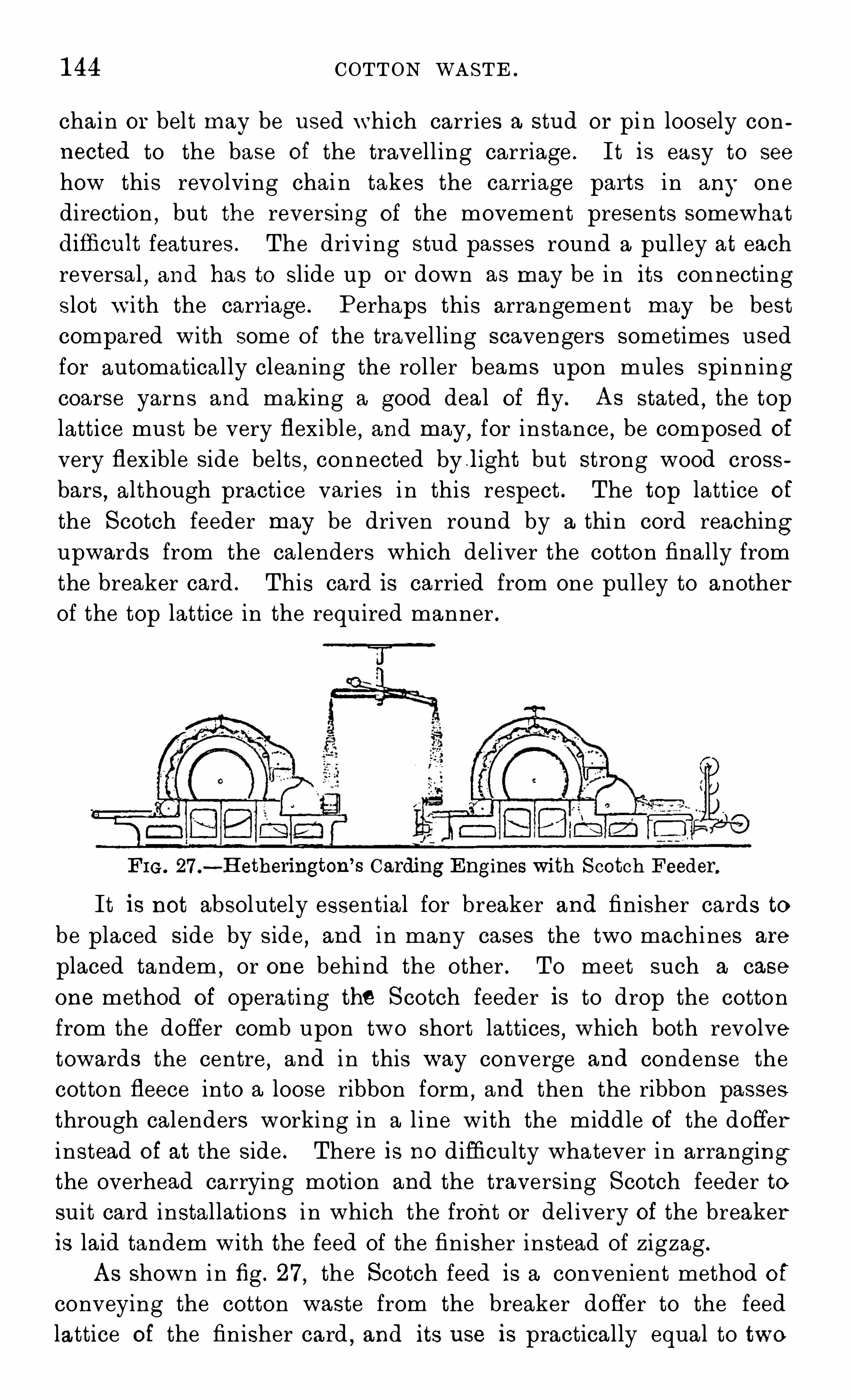
144 COTTON WASTE .
chain or belt may be used which carries a stud or pi n loosely con
nected to the base of the travell ing carriage . It is easy to see
how this revolving chai n takes the carriage parts in any one
direction,but the reversing of the movement presents Somewhat
diflicult features . The driving stud passes round a pul ley at each
reversal,and has to sl ide up or down as may be in its connecting
s lot w i th the carriage . Perhaps this arrangement may be best
compared with some of the travelling scavengers sometimes used
for automatical ly cleaning the rol ler beams upon mules spinning
coarse yarns and making a good deal of fly . As stated,the top
lattice must be very flexible,and may, for instance , be composed of
very flexible side belts,connected byl ight but strong wood cross
bars,although practice varies i n this respect . The top latt ice of
the Scotch feeder may be driven round by a thin cord reachingupwards from the calenders which del iver the cotton final ly from
the breaker card . This card is carried from one pulley to another
of the top lattice in the required manner .
FIG . 27 .-Hetherington
’s Carding Eng ines with Scotch Feeder.
It is not absolutely essential for breaker and finisher cards to
be placed s ide by s ide,and i n many cases the two machines are
placed tandem ,or one behind the other . To meet such a case
one method of Operating the Scotch feeder is to drop the cotton
from the doffer comb upon two Short lattices,which both revolve
towards the centre , and i n this way converge and condense the
cotton fleece into a loose ribbon form ,and then the ribbon passes
through cal enders working in a l i ne with the middle of the doffer
i nstead of at the Side . There is no difficulty whatever in arrangingthe overhead carrying motion and the travers ing Scotch feeder to
suit card instal lations i n which the front or del ivery of the breaker
is laid tandem with the feed of the finisher instead of zigzag .
As Shown in fig . 27, the Scotch feed is a convenient method of
conveying the cotton waste from the breaker doffer to the feed
lattice of the finisher card,and its use is practical ly equal to two
THE CARDING OF COTTON WASTE . 145
doubl ings . The fleece of cotton,as taken from the doffer of the
breaker by the doffer knife or comb,is drawn away in a long Sl iver
upon a narrow cross- latt i ce moving paral lel with the doffer comb
and face of the doffer .
This lattice del ivers the sl iver thus formed through a conductor
to the condensing rollers,from which it passes to an overhead
la ttice creeper,hal f of which is balanced and can swing up and
down .
From the end of the swing balance the Sliver passes down to
a pai r of rollers i n a frame which is moved backwards and forwardsfrom one Side of the finisher- card lattice to the
'
other by a Slowly
travelling belt .As it moves from one s ide to the other
,the rollers which it
conta ins deposit the sl iver regularly upon the feed lattice just
underneath,the speed of which can be so regulated that the
thin edge of one Sl iver overlaps that of another,thus producing
a regular feed . A cord is attached to the travell ing frame,and
passi ng round a pulley fixed in the centre of the card is made fast
to the swing balance of the overhead creeper,the end of which is
also verti cally over the middle poi nt of the traverse of the frame .
In this way the end of the overhead creeper is drawn down as
the travelling creeper approaches the end of each traverse and
a l l owed to l ift as the centre is approached .
Tin Rollers.
The t in rollers i n the travell ing frame have pinions on the
ends of their axles,which gear one with the other . The ends of
the rollers work in a piece pivoted in the centre which enableseach of the rollers i n turn to be put in gear with a stud pinion
,
compounded with a band pulley around which a cord '
passes and
is attached to each side of the card .
The Derby Doubler. (See figs . 28 and
Double carding in the cot ton trade is nearly as old as the
factory system itself,s ince i t was very soon demonstrated that
suflicient cleaning and Opening of the cotton fibres could not be
obta i ned from single carding i n many cases with the cards then
in use. D ouble carding in the ordinary cotton trade has not
entirely disappeared even yet , although in mos t cases i t Simplyseems to drag on a weary existence for want of suffici ent mone
10
146 COTTON WASTE .
and enterprise to clear the cards out and replace them with the
revolv i ng flat. I t ought to be said,however
,i n this connexion
that a few firms still find a market for super - carded yarns,and
pass the same cotton through two revolving flat cards to produce
the requ ired effect . The part icular and principa l pq ose of the
present article is to descr ibe the method or methods of prepar
i ng the sl ivers from the breaker card into a suitable form for
feeding to the fin isher card . Practical ly the only method in use
i n connexion with the double carding for ordinary cotton Spin
ning purposes was to employ a machine termed the D erby doubler .This machine is pract ical ly a combinat ion of the lap - forming
rollers and other parts of a scutcher with the sl iver and Spoon
lever stop motion of a draw frame . The Derby doubler in such
a case usually produced laps equal to the full width of the
finisher card,say,
from 36 i n . to 44 i n . i n width as required .
According to the width of the lap and the thickness of the Sl iver,
the number of cans of Sl iver used at the feed part of the machine
used to vary from about 55 to 70, or more . For instance,i n one
particular case the present writer had to do with,the lap produced
was 39 i n . wide,and 60 back cans were used
,the finished sl ivers
being suitable for a 44 hank roving . This particular machine wasdiscarded long ago to make way for s ingle carding . In connexion
w i th the cotton trade,the Derby doubler is now
,or has been
,
employed in three different connexions . (1) As the medium
between breaker and finisher in ordinary cotton carding ; (2) tofulfil a simi lar purpose in the treatment of cotton waste ; (3) to
prepare laps for the cotton comber in mills which do more or less
of combing . As stated , the machine is now almost Obsolete for
o rdinary cotton carding,and i t is a good illustration of the truism
that extremes meet when we find that it is yet in general and
extensive use for fine cotton Spinning,and is also largely employed
i n the coarse cotton -waste trade . AS used for the several purposes
above explained ,the Derby doubler differs very little in principles
of construction and action,but there is considerable difference in
s i ze and some difference in detai l . To take the two extremes,we
have al ready stated that ful l-width machines taking up to 70
s l ivers at a t ime,for laps 40 i n . or more in width
,were used in
o rdinary cotton carding,and this would be quite poss ible i n
c arding cotton waste i f it were deemed the most convenient
practice . Usual ly,however
,in the cotton -waste trade it is the
148 COTTON WASTE .
its applicat ion the Operative would have to exercise a much closersupervision upon the cans and sl ivers
,and this would take up a
good deal of time now given to other purposes . Each spoon lever isfinely balanced
,so that the weight of the Sl iver keeps the spoon or
head part down ,and therefore holds the tai l or Opposite end of the
Spoon out of the path of an osci l lat ing bar,or else a rotating wing
roller . Absence of the cotton permits the ta il of the spoon leverto enter the path of the oscillating bar
,and to arrest its move
ment . In this way a latched Spring rod is released,and a
strong spiral Spring at once moves the driving belt upon the loose
pul l ey . There is no essentia l difference in principle between thisstop -motion and the mechanical stop -motion used on the draw
frame by the same makers . The spoons may be arranged neatly
down each Side of the V- shaped table and the sl ivers are con
ducted by suitable guides,and drawn round almost at right angles
,
SO as to come close together to form an equa l sheet of cotton .
Mere placing Side by Side would scarcely give a sufficiently homo
geneous Sheet of cotton , as the several sl ivers would reta in too much
of their i ndividual ity . To obviate and partial ly overcome this
separateness i t is usua l to pass the sheet of cotton between heavy
calenders,much the same as on an ordinary scutcher
,this being
a very conven ient thing to do . Fi nal ly,the laps are formed upon
almost the same exact principle as upon a scutcher .
Such is a description of the process upon the Derby doubler .
An average machine of this description might occupy a floor space
of 13 ft . 8 in . x 6 ft . 24 in . D riving pulleys about 12 i n . diameterby 12 in . width for both fast and loose pulleys . Speed of driving
pull eys about 200 revolutions per minute . Speed of l i ne shaft anddiameter of drum on same proportioned to give the above . Power
required per machine about one I .H.P. Gross weight about 50 cwt .
,
net weight 40 cwt . Measurements about 125 cubic ft . The
length of the driv ing belt required would of course be decided by
the posi t ion and height of the l ine- Shaft or counter- shaft . I t may
be explained that for different makers there may be a di fferent gear
ing arrang ement from pul ley Shaft to calenders , and lap rollers
and a lower Speed of pul ley Shaft would be required in such cases .
Derby Doublerfor CottonWaste. Wm. Tatham and Son,Rochdale.
This machine is for the purpose of forming the s l ivers taken
from the breaking carding eng ine into laps for the finishing card
i ng engine .
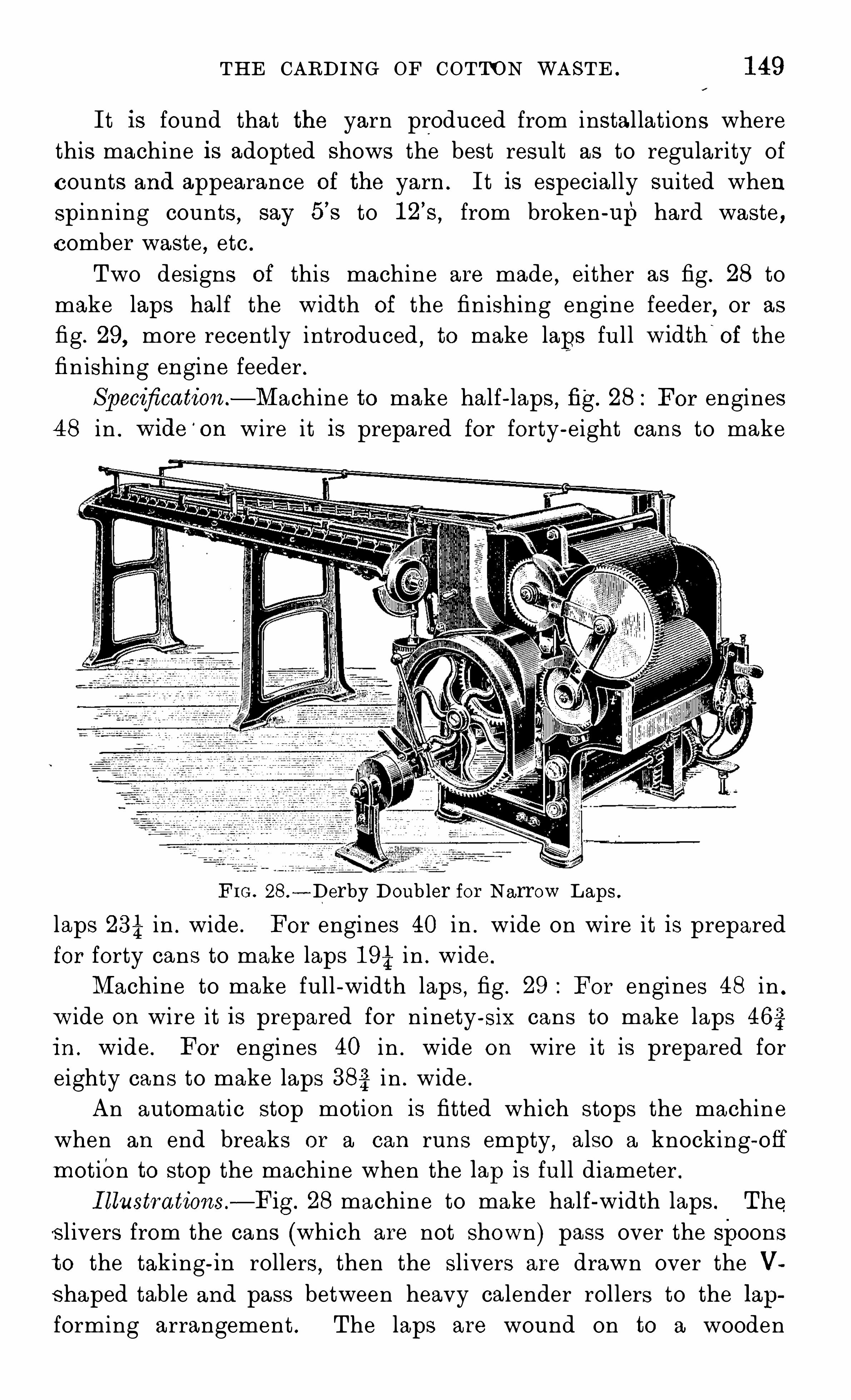
THE CARDING OF COTTON WASTE . 149
It is found that the yarn produced from instal lations where
this machine is adopted shows the best result as to regularity of
c ounts and appearance of the yarn . I t is especially suited whenspinning counts
,say 5
’
s to 12’
s,from broken -up hard waste ,
c omber waste , etc .
Two designs of this machine are made,either as fig . 28 to
make laps half the width of the finishing engine feeder,or as
fig. 29, more recently introduced ,to make laps fu l l width
’
of the
fin ishing engine feeder .
Specification—Machine to make half- laps , fig. 28 : For engines4 8 in . wide
‘
on wire it is prepared for forty - eight cans to make
FIG . 28 .—Derby Doub ler for Narrow Laps .
laps 234 in . wide . For engines 40 in . wide on wire it is prepared
for forty cans to make laps 194 in . wid
Machine to make full -width laps,fig . 29 : For engines 48 in .
w ide on wire it is prepared for n inety - six cans to make laps 465}in . wide . For engines 40 in . wide on wire i t is prepared for
eighty cans to make laps 3854 i n . wide .
An automat i c stop motion is fitted which stops the machine
when an end breaks or a can runs empty,also a knocking-Off
motion to stop the machine when the lap is full diameter .
Illustrations — Fig . 28 machine to make half-width laps . The
s l ivers from the cans (which are not shown) pass over the Spoonsto the taking- in rollers
,then the sl ivers are drawn Over the V
shaped table and pass between heavy calender rollers to the lapforming arrangement . The laps are wound on to a wooden
150 COTTON WASTE .
barrel 4 i n . diameter,and are kept in posi tion endways by two
disk plates set close to ends of calender rollers . The laps are
consolidated by means of a top cal ender roller, which l ifts as the
laps become larger in diameter .
Fig . 29 machine to make full -width laps . The construction
and working are as above described,with the exception that
the laps are formed in a different manner . They are wound on
to a hollow wooden barrel 4 i n . diameter,kept in posit ion end
ways by two disk plates fitting close to ends of calender rollers .
A lap rod is passed through the disk plates and wooden barrel ,and pressure is applied to ends of the lap rod by means of two
vertical racks .
FIG . 29 .—Derby Doubler forW ide Laps.
The ma in advantage of full -width laps is that there is lesslikelihood of irregular yarn caused sometimes by the clearance
between the half- laps varying in width .
It is advisable that a D erby doubler as used in the treatment
of cotton waste should be strongly buil t at the lap head , or other
wise breakdown may occur too frequently . It is the modern
practice to make the various parts to template so that they are
i nterchangeable,this being a convenience in the case ‘of renewal or
breakdown .
I t is usual to apply a ful l lap automat ic stop-motion to eachDerby doubler
,and natural ly such a motion will be simplified and
modified from the one used on a scutcher,so as to suit the fact that
there are no cages to be stopped and started,and no fan or beater
to be considered .
152 COTTON WASTE .
I t has been usual to make 2 laps each 24 in . wide on the
Derby doubler and put these end to end behind the finisher card .
An objection to this practice is the bad piecing in the middle
of the card width where the two lap ends come together . Partly
for this reason the Derby doubler is now sometimes made to pro
duce laps the ful l 48 in . width .
The Derby doubler appears to find more use i n the manipula
tion of hard waste,and the Scotch feed more in the case of soft
waste and perhaps l ower counts .
The card clothing for cyl inder needs an exceedingly strong00foundation
,as much as 4 in . thick sometimes .
Improved Lattice Feed. (See fig
I t must be particularly noted that the Scotch feeder always
turns the web of cotton and therefore the individual fibres over at
right angles to the direction in which they leave the breaker,and
presumably the fibres are thus more crossed with each other than
in the D erby doubler system . It is doubtful whether any work
able system of automati c transference Of cotton waste from breaker
to finisher could qu ite overcome the crossed condition of the fibres,
owing to the doubling up of the fibres which must a lways
occur in transferring cotton from cylinder to doffer,and to the
manner in which the doffer comb cleans the cotton fibres from
the doffer . I t is pos'
s ibl e,however
,to have a method which does
not cross the fibres as much as the Scotch feed,and which does
not cross the ribbon of cot ton at all,but feeds i t with all the fibres
pointing the same way i n which they leave the breaker . Messrs .
Asa Lees Co .
,of Oldham
,attai n this part icular object by means of
thei r improved lattice feed,or the Soho feed
,as it is sometimes
termed,after the name of the firm . When the “ Soho ” feed is
employed the fleece of cotton from the doffer of the breaker dropsdown a sui table s l ide , and is folded by a pai r of rollers upon a
floor lattice i n front of the del ivery of the breaker card . Upon thislattice the rollers deposi t many layers of cotton one above
another,and so make a double sheet of cotton waste
,about 16 in .
wide,and which may consist of as many as twenty thicknesses
of cotton web . The bottom la ttice i tself,upon which the folded
cotton web has been deposited,always has a sideways movement
similar to the much narrower one of the Scotch roper delivery,
and i n this way the 16 in . width of cotton is continual ly given to
THE CARDING OF COTTON WASTE . 153
a double elevating latt ice arrangement for all the world similar
to that used for lifting the cotton up from ba le breaker to top of
c otton mixing stack . The double vertica l'
lifting latt ices carry
the cotton over to the finisher card ,and at this poin t the cotton
is laid upon the feed lat tice of the finisher,with a continual half
lap almost exactly as i n the case of the Scotch feeder. The
fleece or ribbon of cotton in this case never is turned round at
right angles as with the Scotch feed . The double lifting latt ices ,the distributing rollers , and the top lattice wOrk have all to be
of sufficient width to deal with a sheet of cotton 16 m . wide as
against 5 in . wide with the Scotch feeder .
FIG . 30.— Improved Latt ice Feeder.
A press lattice or press board may be employed at the feed
lattice of finisher to keep the cotton waste wel l down to the feed
rollers . It may be noted that both the dish feed with one feed
rol ler and also the double feed roller system are more or less i n
use in cotton -waste carding . A lso in regard to the Derby doubler
system,i t has been previously pointed out that most people make
narrow laps upon the Derby doubler,and then place two of these
end to end at the finisher card . Some people,however
,are be
g inning to favour the one wide - lap system,partly because there
is sometimes a thin,weak place in the cotton web from finisher
,
due to the two narrow laps not coming perfectly up to each
other in the middle of the card .
154 COTTON WASTE .
The “ Fancy and “ Humbug Rollers.
To any person more or l ess conversant with ordinary cotton
carding these two names,
“ Fancy and“ Humbug
,sound very
curious,as neither one nor the other name is appl ied to any part
of an ordinaIy card , nor are the equivalents of those two rollersused at all. The “ fancy
”is an extra roller 10 i n . or 12 in .
diameter,placed after the last of the ordinary rollers i n a waste
card,and immediately over the doffer . The specia l Object of the
“ fancy is to raise the Short fibre a l ittle out of the cyl inder wire,
so that the doffer can then strip the cyl inder much more perfectly
than it otherwise could . The “f ancy has a very high surface
speed— faster,in fact
,than any other part of the card ,
— even ex
ceeding the surface Speed of the cyl inder itsel f by possibly 20 per
cent or so. It may be bui l t of wood,covered with somewhat
coarse wire,
_
and set to penetrate the teeth of the cyl inder for
poss ibly41
3in . or so. Inthis way, with the contact surfaces of
cylinder and fancy revolving in same direction ,the effect is to
raise the fibrous material more or less out of the cyl inder teeth .
There may be a galvanized iron rai l between the“ fancy and
the next roller above i t,and an iron cover over the “ fancy
,with
door . The “ fancy”
may be applied to both breaker and fin isher
cards,i n each case being driven from cyl inder by bel t and flat
pulleys,the driving pull ey on cylinder reaching 30 in . or more
in diameter on occasions . I t does not always happen that thefancy can keep itself sufficiently clean
,and in many cases i t has
fitted to it a smal l stripper,which cleans the fancy
,
”and returns
the fibre agai n to the cylinder,much in the same way that the
stripper or clearer acts for its own roller .
The Fancy Roller.
In reference to . the use of the fancy rol ler in the present
systems of cotton -waste carding,it is well worth noting what
E van Leigh said in regard to the “ fancy more than thirty years
ago,as then used for ordinary cotton carding For heavy card
ing a fancy roller,which is a roller which overruns the periphery
of the cylinder,is sometimes used with advantage . Its object is
to prevent the cyl inder from choking,and therefore rol l ing and
nepping the cotton . NO engine can poss ibly card well unless the
main cylinder can be kept clear ; therefore , the fancy roller , by
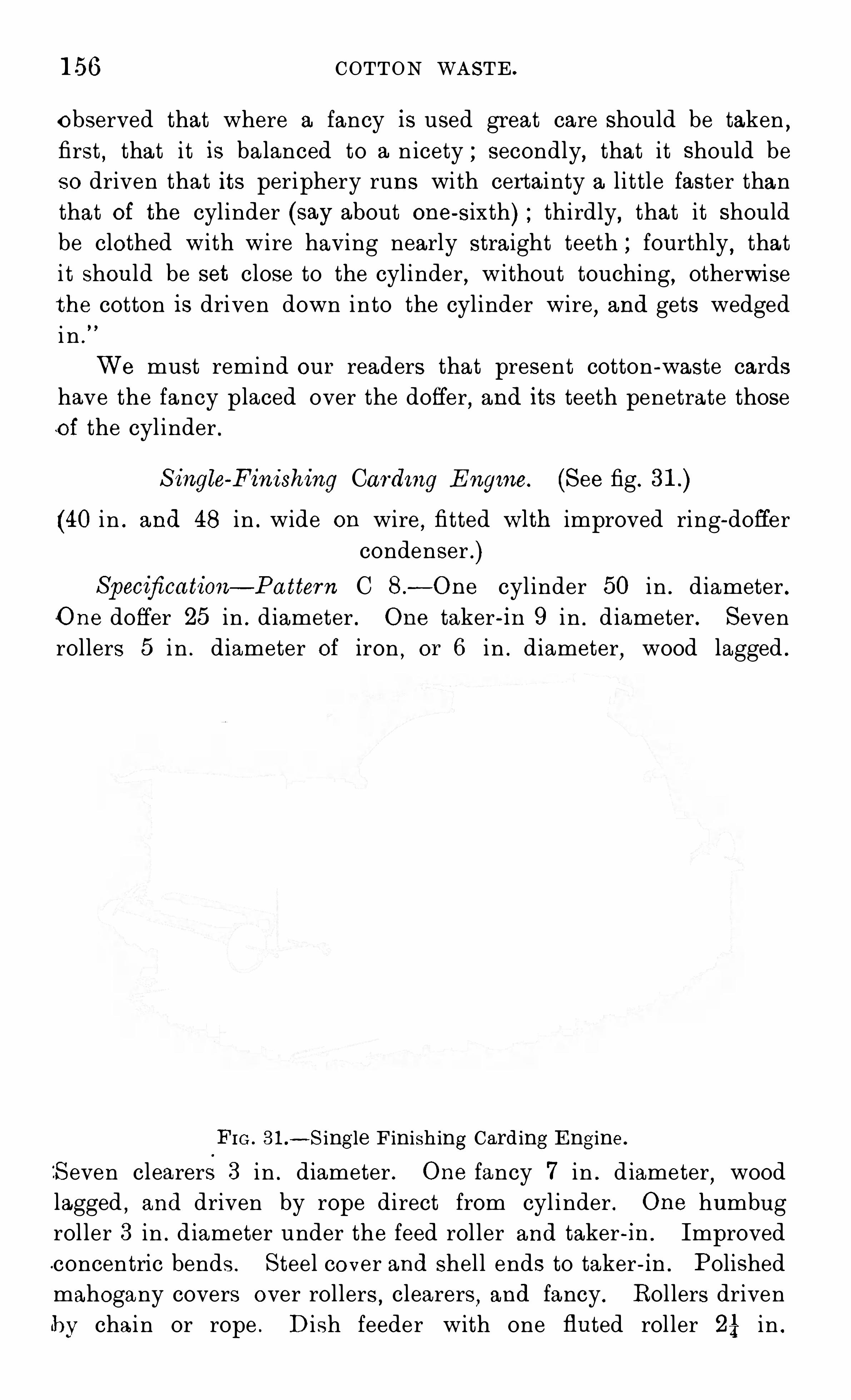
156 COTTON WASTE .
observed that where a fancy is used great care Should be taken,
first,that i t is balanced to a n icety ; secondly, that it Should be
so driven that its periphery runs with certainty a l i t tle faster than
that of the cyl inder (say about one-Sixth) ; thirdly, that it should
be clothed with wire having nearly straight teeth ; fourthly , that
i t should be set close to the cyl inder , without touching , otherwise
the cotton is driven down into the cyl inder wire,and gets wedged
i n .
We must remind our readers that present cotton -waste cards
have the fancy placed over the doffer,and its teeth penetrate those
o f the cyl inder .
Single-Finishing Carding E ngine. (See fig .
(40 i n . and 48 in . wide on wire,fi tted wlth improved ring-doffer
condenser . )Specification— Pa ttern C 8 .
—One cyl inder 50 in . diameter .One doffer 25 in . diameter . One taker- in 9 i n . diameter . Seven
rollers 5 i n . diameter of iron,or 6 i n . diameter
,wood lagged .
FIG . 3 1.—Sing le F inishing Carding Eng ine .
‘
Seven clearers 3 i n . diameter . One fancy 7 in . diameter,wood
lagged,and driven by rope direct from cyl inder . One humbug
roller 3 in . diameter under the feed rol ler and taker - in . Improved
concentric bends . Steel cover and Shell ends to taker - in . Polished
mahogany covers over rollers,clearers
,and fancy . Rollers driven
b y chai n or rope . D ish feeder with one fluted rol ler 24 in .
THE CARDING OF COTTON WASTE . 157
diameter,and arranged to receive four half-width or two full
width D erby doubler laps . Improved pattern dofling comb and
motion,and improved ring-doffer condenser with dividing rol ler
,
one pai r bobbin drums,inside pressing rol lers
,rope driving from
cylinder,etc . The condenser system is genera l ly adopted when
a level,soft
,full or oozy yarn for weft is required .
Special Features — The concentri c bends are of improved
type , and the roller,clearer
,and fancy brackets
,etc .
,are adjusted
by means of 49
4in . screws and two hexagona l nuts
,both vertical ly
and sideways,one screw -key now fitting all the nuts
,and the
combination provides the strongest , simplest,and best arrange
ment on the market .
Self-oiling ring bearings to fancy .
The doffing comb is very strong,and the driving motion has
been re-designed, and the crank arm is secured to the doffingcomb by means of a split boss .
Messrs . Tatham say :
The ring-doffer condenser is found from experience to make
the best qual ity of yarn ; i t is simple in construction,easy to work ,
and most suitable for broken -up cop bottoms . The doffer isclothed with carved rings , the sl ivers from which are kept separate
by means of‘ leather dividing- rings 4 i n . wide . The counts of
yarn regulate the number of rings , which range from about 26rings for NO . 5
’
s to 40 rings for NO . 10’
s counts . After being
doffed the sl ivers are carried forward by means of a grooved
dividing roller to a pai r of endless rubbing leathers,which
,by the
combined action of a crossways and forward movement,rol l or
condense the sl ivers i nto threads ; these are next wound on to
long bobbins provided with steel flanges which are taken direct
to the mule .
E xtras— Specia l steel-hinged cover and rai l to separate the
fancy from the roller above , and filling-up pieces with smal l
grooved Shaft under the fancy ,with shell ends to bearings . (In
lieu of extending the mahogany cover over the fancy as pef speci
fication .)Shell ends to roller , clearer , and fancy bearings .
Angle -bar undercasing in halves,with improved setting arrange
ment to cylinder and taker - in .
Pat ent for perfecting Side - ends .
Taker-in covered with inserted wire Shows the engine fitted
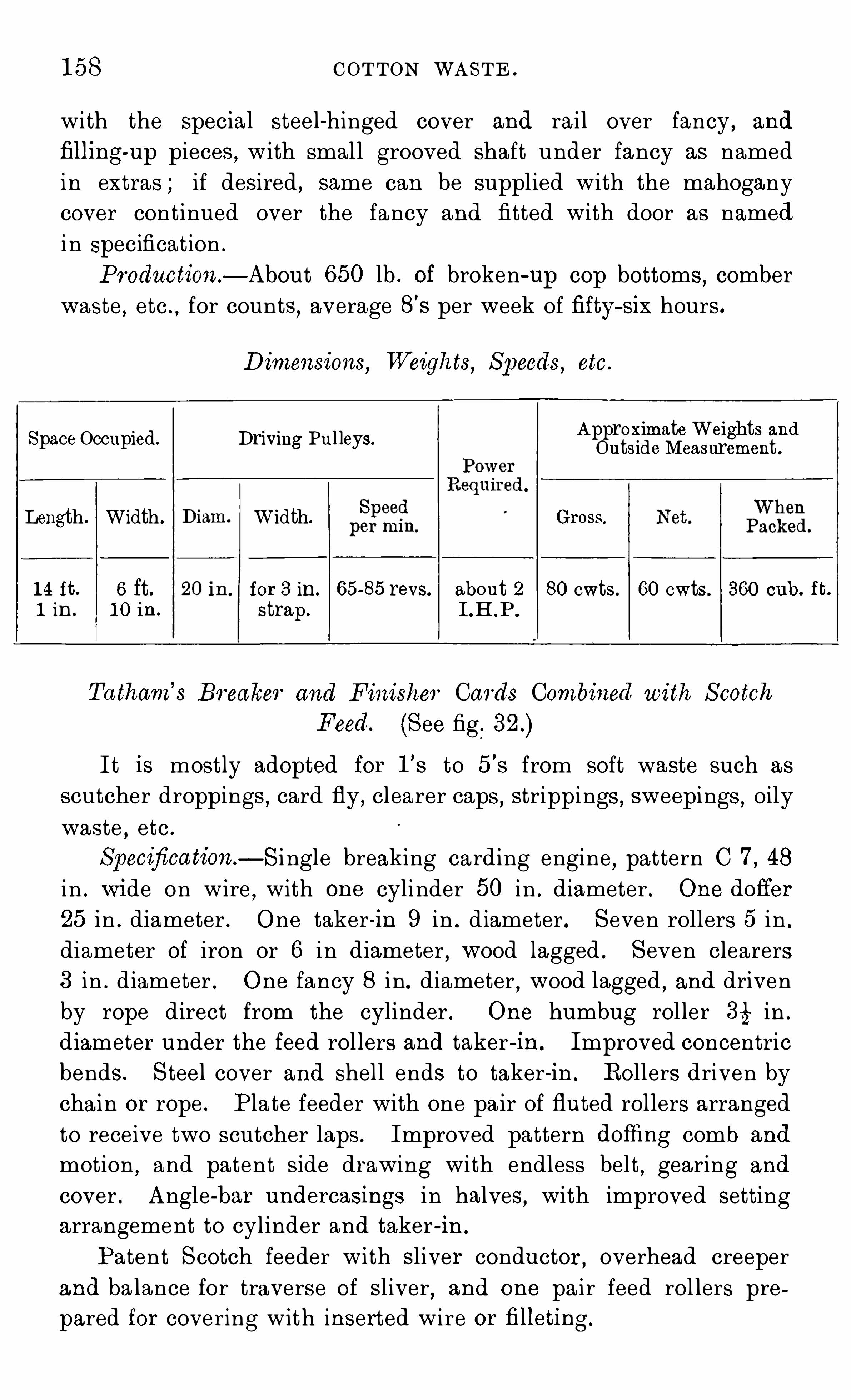
158 COTTON WASTE .
with the special steel -hinged cover and rai l over fancy , and
filling-up pieces , with smal l grooved shaft under fancy as named
in extras ; if desired , same can be supplied with the mahogany
cover continued over the fancy and fitted with door as named
i n specification .
Production— About 650 lb . of broken-up cop bottoms , comber
waste,etc .
,for counts
,average 8
’
s per week of fifty- six hours .
D imensions,Weights, Speeds , etc .
ApproximateWeights andSpace Occupied . Driving Pul leys. OutsideMeasurement
Length . Width . Width. Cross.
14 ft. 6 ft . for 3 in . 65- 85 revs. about 2 80 cwts. 60 cwts . 360 cub .
1 in . 10 in. strap . I .H.P.
Ta tham’
s Breaker and Finisher Cards Combined with Scotch
Feed. (See fig,
I t is mostly adopted for 1’
s to 5’
s from soft waste such as
scutcher droppings , card fly , clearer caps , strippings , sweepings , oily
waste,etc .
Specification—Si ng l e breaking carding engine , pattern C 7 , 48in . wide on wire , with one cylinder 50 i n . diameter . One dofl
'
er
25 in . diameter . One taker-in 9 in . diameter . Seven rollers 5 i n .
diameter of iron or 6 i n diameter , wood lagged . Seven clearers
3 in . diameter . One fancy 8 i n. diameter,wood lagged
,and driven
by rope direct from the cylinder . One humbug roller 34 in .
diameter under the feed rol lers and taker - in. Improved concentric
bends . Steel cover and Shell ends to taker-in . Rol l ers driven by
chai n or rope . Plate feeder with one pa ir of fluted rol lers arranged
to receive two scutcher laps . Improved pattern doffing comb and
motion,and patent Side dra wing with endless belt
,gearing and
cover . Angle-bar undercasings i n halves , with improved setting
arrangement to cyl inder and taker - in .
Patent Scotch feeder with sliver conductor,overhead creeper
and ba lance for traverse of sl iver , and one pa i r feed rol lers prepared for covering with inserted wire or filleting .

160 COTTON WASTE .
work . The doffer is clothed with card rings,the sl ivers from
which are kept separate by means of leather dividing- rings 4 in .
wide . The counts of yarn regulate the number of rings,which
range from about 14 rings for No . 1’
s to 30 rings for No . 4’
s .
After being doffed the sl ivers are carried forward by means of a
grooved dividing roller to a pai r of endless rubbing leathers,
which , by the combined action of a crossways and forward move
ment , rol l or condense the sl ivers i nto threads . These are next
wound on to long bobbins provided with steel flanges which are
taken direct to the mule .
The patent Scotch feeder is an arrangement which takes the
web from the side drawing of the breaking engine,and crosses
same in even layers on the feeder creeper of the finishing engine .
The feeder is made from new models constructed on an improved
principle so as to dispense as much as possible with change wheels
i n case the web is to be a ltered in weight . The driving of the
overhead creeper,the traverse of the carriage , and the turning of
the web rol lers i n the carriage are all driven from the creeper rol ler
on the s ide drawing,and not one part of the mechanism from
the breaking engine and another part from the finishing engine .
It can a lso be worked at a quicker speed without breaking the
web . Also the overhead lattice is supported from the feeder
sides thus obviating a pillar being fixed to the ceil ing or on the
floor .
E xtras — Special steel -hinged cover and rai l to separate the
fancy from the roller above , and filling -up pieces with small grooved
shaft under the fancy , with shel l ends to bearings . (In lieu of
extending the mahogany cover,as per specificat ion . )
Shell ends to rol ler , clearer , and fancy bearings .
Patent for perfecting s ide - ends .
Taker - in covered with inserted wire .
Illustra tion— The i llustration shows the breaking and finishing
engines set Side by s ide,but they are occasional ly set tandem to
suit floor Space requirements . For i l lustrat ion of ring doffer con
denser see page 270 .
Production - About 1000 lb . of soft waste counts 1’
s to 5’
s
per week of fifty- six hours .
Space Occup ied— Breaking engine , 11 ft . 4 i n . by 6 ft . 10 in .
Fi nishing engine with ring-doffer condenser,13 ft . 7 in . by
6 ft . 10 i n .
THE CARDING OF COTTON WASTE . 161
Methods of Delivering Cotton Wastefrom Finisher Cards.
Previously we have somewhat fully described the variousmethods of transferring the cotton waste from breaker to finisher
carding engines,and we have definitely referred to and described
the lap drum method , the Scotch feed method ,the Soho feed
,and
the Derby doubler system
The Preparation System.
In the same way there are various methods of deal ing with
the cotton at the del ivery of the finisher card,the best known
methods being : (1) the coiler system, (2) the ring-doffer system
,
(3) the tape condenser . Tape condensers are made in variousforms and under different specific names . The first or coiler
system is quite an old form,and is perhaps the one most of any
s imilar to the ordinary cotton card . Instead of one can or
coiler only being used ,the comparat ively thick fleece of cotton
is divided out into four or six parts upon the doffer,principal ly
through the medium of the requisite number of dividers placed
between the cyl inder and doffer . E ach one of these four or Six
portions is formed into a sl iver and coi led inside an ordinary card
can in the usual well -known manner . The card front presents.
the novel appearance of having four or six cans of sl iver , all being,
filled at one t ime,and each now qu i te independent of the others .
The cans may be the same s ize as ordinary cotton cans,or they
may be- rather less i n both diameter and l ength . As suming we
desire to make a yarn equal to about 7’
s counts at the mule,then
each card sl iver may equal 14’
s or 14’
s counts,and at the slubber
it is convenient to produce a 44 hank bobbin of much the usua l ,
size from an ordinary slubber or i ntermediate . The bobbins .
from the slubber are taken direct to the waste spinning mule,and‘
are here put into a creel,after the approved cotton spinning
method . This is,of course
,a departure from the orthodox
method of condenser waste spinning,and equal ly it is a departure
from ordinary cotton spinning . This “ preparation ”system
,or
quadruple coiler system of cotton waste carding and Spinn ing
appears to be los ing ground in favour of the more extreme system
of adopting the condenser .
162 COTTON WASTE .
The R ing Dofier System.
The ring doffer condenser system is a present day rival of the
tape condenser in the carding of cotton waste , and in England ,
a t any rate , the ring doffer appears to be holding its own aga i nst
its more ambitious rival , the tape condenser , a lthough the latter
permits cotton to extend over all the ful l width of the doffer in a
continuous fleece,whereas the ring doffer only has strips of
cotton interspersed with spaces . I t must be understood that in
what is termed the ring-doffer system the doffer is not covered
with a long fil let wound spirally round the doffer in one piece
from end to end . There are Simple rings of fill et placed on the
doffer,each one complete of i tself . Suppose thirty-one sl ivers
or Slubbings were required to be made at one time,then thirty
one i ndependent endless r ings Of fil l et,each 14 in . wide
,would
be secured on the doffer , and between each pa ir of fillets there
would be an endless l eather band 4 in . wide . During grinding
the l eather bands are ground at the same time as the wire of the
filleting ,and Should be as smooth as can be got. I t must be
now understood that as the cotton is transferred from cyl inder
to doffer,the cotton fibres naturally divide out at the leather
ri ngs,and each 14 in . fil let takes its own particular portion of
the cotton,and makes one particular strand of cotton . The
cotton natural ly follows the wire -covered portions of fi llet instead
of the smooth rings of leather , and thirty-one individual strandsresult from thirty-one rings of fillet . Leaving the doffer each
s trand or end of cotton enters a V- shaped space in what is termed
the dividing roller,and a natural condensi ng action takes place
here,by which somewhat of a concentrat ion of the sl iver occurs .
In a way of speaking , the use of the divid ing rol ler gives a sl ight
advantage to the ring-doffer,as compared with the tape condenser ,and efforts have been made to imitate the di v iding roller effect
on the tape condenser .
Rubbers .
Leaving the dividing roller , the several strands of cotton come
w i thin the range of action of what are termed the rubbers .
These cons ist of two endless l eather bands reaching the width of
the card ,and presenting about 16 i n . or so of surface for the
cotton waste strands to pass between . The term rubbers is applied
164 COTTON WASTE .
setting of one part to another is Obtained in the waste mill as i n the
ordinary cotton mil l .
Unlike the case of the ring doffer , the cotton in the tape con
denser is stripped from the doffer i n a continuous fleece,and
immediately passes through a pai r of feed rol lers to what are
often termed the space rol lers . I t is at these space rollers that
the cotton is first divided out into separate strands,whereas this
initial division is done at the doffer itself in the ring-doffer system .
In the case now of a double condenser,which is perhaps the
most common one for cotton waste,there are two sets of tapes
,or
one set conducted in a specia l manner round the space rollers SO
that the action is the same as having two tapes . E ach leather tapemay be , say, three - quarters of an inch wide
,and it must be under
stood there are two Space rollers— a top and a bottom one— and
the leathers on top roller are opposi te the Spaces on the bottomroller
,and correspondingly the leathers on bottom roller are
opposi te the pol ished meta l Spaces on the top roller . The cotton
fleece having been stripped from the doffer by an ordinary doffer
fly- comb
,passes i n a continuous width through the feed rol lers
to the space rollers,and between these latter rollers i t is readily
Spl it up into two sets of strands or ends by the Oppositely set tapes of
leather . There may,for example
,be thirty good ends
,and one
Spoiled selvedge end of cotton waste , passing along to the top con
denser rubbers,and the same to the bottom ones . One set of
strands is conducted by guide rol l ers and the tapes i n an upward
di rection,and another set i n a downward direction . Wi th regard
to the rubbers themselves,they are endless leather bands
,the
working width of the machine,two rubbers working together
with the cotton between them . As regards the length of the
rubbers or amount of rubbing space act ing on the cotton at
one time,an idea of this may be formed when we state that the
centres or distance from centre of one rubber guide rol ler to thecentre of the other may be 124 i n . and 134 in . respectively .
The Rubbers .
It must be well understood that these rubbers have a double
action,the one being a continuous forward movement , by means
of which the cotton strands are del ivered on to the long condenser
bobbin . The other is a rapid lateral reciprocat ing movement of
possibly 4 in . stroke or so by means of which the cotton waste
TH E CARD ING OF COTTON WASTE . 165
s trands pass ing between the rubbers are rubbed as between the
hands of a person,unti l they are suffi ciently sol id to wind on and
o ff the long condenser bobbins . The eccentrics for imparting thelateral reciprocation to the rubbers are fixed upon a vert ical shaftdriven rapidly round by a cord from the cyl inder
,these eccentrics
and their action presenting a somewhat imposing appearance
to the person who first witnesses a waste card at work . AS a rule
i t is possible to alter the extent of stroke imparted to the rubbersby these eccentrics . The rotary movement of the rubbers may beimparted by the wheel gearing at the Opposi tes ide of the card from
the eccentrics . Leaving the rubbers,the numerous strands are
conducted round a long condenser bobbin,which is driven round
by frictiona l contact with a wood roller of possibly 5 in . or so i n
diameter ; and i t is possible for a ful l condenser bobbin to attain
a maximum diameter of about 9 i n . i n a comparatively short
t ime,varying with the speed of the card
,and the thickness or
c ounts of the strands of cotton . Assuming thirty good ends,each
end or strand may occupy a width of about 14 in . upon the long
c ondenser bobbin,and there are guide wires su itably traversed Side
w ays to help in placing the cotton ends upon the bobbin . Thus
e ach strand is quite independent of its companion strands,although
they are all wound side by side upon the condenser bobbin .
This disposi t ion is taken advantage of i n the case of the can spinn
ing frame formerly described,i n order to draw the individual
round portions of cotton over the end of the condenser bobbin in
qu i te separate order,and to then use one coil in each shal low can
at the can machine . It is usual to have each long condenser
bobbin somewhat Shorter than the combined spindle gauge of the
number of spindles served at the spinning machines i n order to
a llow for flanges,etc . In ordering machines
,therefore
,care
‘must be taken that the long condenser bobbins are a l ittle Shorter
than the spindle Space ; also that the number of spindles i n the
Spinning machine absorbs the whole of the good threads placed
upon the condenser bobbins . A waste mule of 300 Spindles , for
example,would absorb the full complement of ten condenser
bobbins,each contai ning thirty good ends . Various devices have
b een used more or less in connexion with the narrow tapes of the
tape condenser . In one recent example a specia l feature consistsin the arrangement of the latter with a hal f- twist in it , and as
they are in this way prevented from touching each other it is
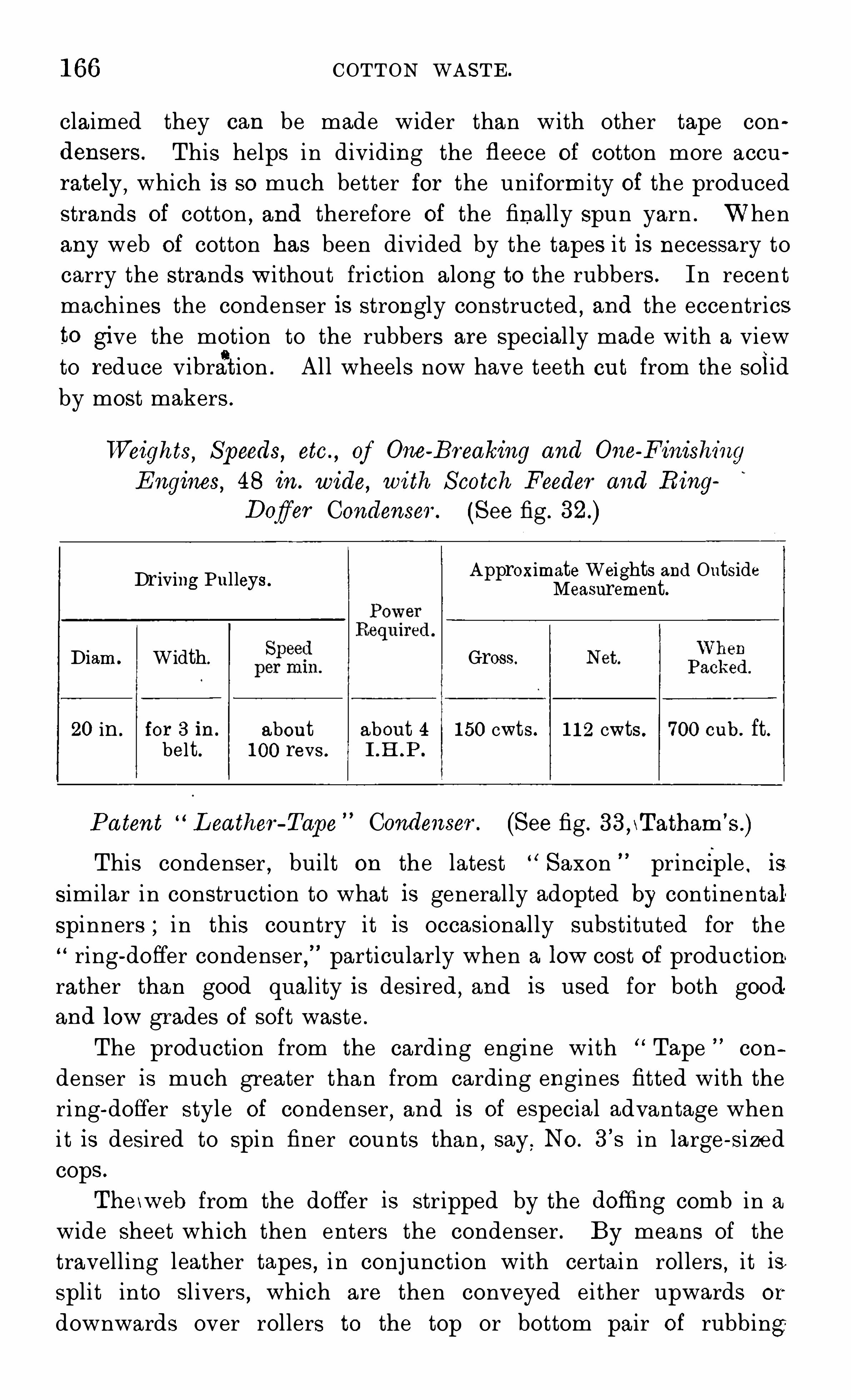
166 COTTON WASTE .
claimed they can be made wider than with other tape con
densers . This helps i n dividing the fleece of cotton more accurately,
which is so much better for the uniformi ty of the produced
strands of cotton,and therefore of the finally Spun yarn . When
any web of cotton has been divided by the tapes i t is necessary to
carry the strands wi thout friction along to the rubbers . In recen t
machines the condenser is strongly constructed,and the eccentrics
to give the motion to the rubbers are Special ly made with a view
to reduce vibra’
tion . Al l wheels now have teeth cut from the solid
by most makers .
Weights , Speeds, etc .,of One-Breaking and One-Finishing
Engines, 48 in. wide, with Scotch Feeder and Ring
Dofi’er Condenser. (See fig .
Approximate Weights and OutsideDriving Pul leys . Measurement.
Diam. Width. Gross.
20 in . for 3 in. about about 4 150 cwts. 112 cwts . 700 cub . ft .belt . 100 revs . I .H.P.
Pa tent “ Leather-Tape Condenser. (See fig .
This condenser,built on the latest “ Saxon principle , is
similar in construction to what is general ly adopted by continental
spinners ; i n this country it is occasional ly substituted for the
ring-doffer condenser,particularly when a low cost of production
rather than good qual ity is desired,and is used for both good
and low grades of soft waste .
The production from the carding engine with “ Tape con
denser is much greater than from carding engines fitted with the
ring-doffer style of condenser,and is of especial advantage when
i t is desired to Spin finer counts than,say, No. 3
’
s in large - Si ze d
cops .
Thexweb from the doffer is stripped by the doffing comb in a
wide sheet which then enters the condenser . By means of the
travell ing leather tapes,i n conjunction with certai n rollers
,i t is
Spli t into sl ivers,which are then conveyed either upwards or
downwards over rollers to the top or bottom pair of rubbing

168 COTTON WASTE .
Waste Carding . Side Slivers .
Many deta i led improvements have been affected in regard to
waste carding and spinning during recent years .
AS elsewhere fully explained the doffer of a waste condenser
card— made on the ring-doffer principle— is divided into equa l
Spaces across its width by means of l eather rings . The web is
taken up by the filleting between these rings and is rolled by
means of rubbers into threads .
There has always been a certai n amount of trouble and loss i n
connexion with the end sl ivers , owing to their irregularity , and
sometimes this has led to cloth being returned,owing to the yarn
on the billey Spun Cops from these s ide sl ivers being SO uneven,
and giving thick and thin places i n the cloth . In other casesthe Side sl ivers have been al lowed to go into waste for using
over aga in before risking defective ya
In one device for overcoming this particular ev i l of Side sl ivers,
and g iving better yarn and cloth thereby,the usual rings for
dividing the doffer are employed,and in addition an extra narrow
ring at each end to al low all Sl iver caused by the draught of the
card and lumps adhering to the rollers to be doffed in the usual
manner,but not to be carried through the rubbers . At each s ide of
the doffer,Opposite the irregular card sl ivers
,tubes are fitted .
The tubes are coupled to a principal tube connected with a
machine (one for every eight cards) consist ing of a fan and
necessary gearing for driving the same and for producing a
draught to draw the irregular sl iver from the condenser card to a
pair of cages,which del iver i t in condition ready for going back
to the lap machine without other preparation .
Pa tentfor Perfecting Side-Ends in Carding Engines. (Seefig .
This patented arrangement invented by Messrs . Kinsman and
Hopkinson consists i n arranging the number of rings on the doffer
into equal spaces as required,and i n addition an extra ring at each
end to a l low all irregular sl iver— caused by the draught of the card— and lumps adhering to the rol l ers and clearers to be doffed by
the comb in the usual manner,but not to be carried through the
rubbers and on to the condenser bobbin .
At each side of the doffer are placed ,Opposi te the irregular
THE CARDING OF COTTON WASTE .
s ide sl ivers , vert ical tubes which are fitted at each side of the divid
ing rol ler,carri ed down below it
,and coupled to a main tube
,at
the end of which is fitted the machine as il lustrated .
FIG . 34 .—Tatham’
s Apparatus for Side Ends in Cotton Waste Cards.
The machine is provided with an exhaust fan to draw away
the irregular Sl iver which passes down the tubes , and delivers the
waste between two wire cages in a loose web (see i l lustration) i n
a state to be returned to the mixing . One of these machines will
draw away the waste sl iver from eight carding engines .
The patented arrangement surpasses anything hitherto devised
to overcome the difficulti es with regard to the s ide - end cops .
Advantages The outs ide threads or rovings are made
equal to any other thread with the minimum amount of waste .
(2) A Cop can be made ful l s ize the mule is made for . This
c annot be done when the cops from the side - ends are variable in
diameter .
(3 ) The Spinning is greatly improved . It 1is wel l known tha t
about 25 per cent of broken threads which have to be pieced up
at the mul e are from side - ends .
(4) The picking out and rej ect ing of s ide -end cops is now
obviated ,which means a large saving .
The patent machine saves endless trouble , and produces more
regular yarn and consequently more even cloth .
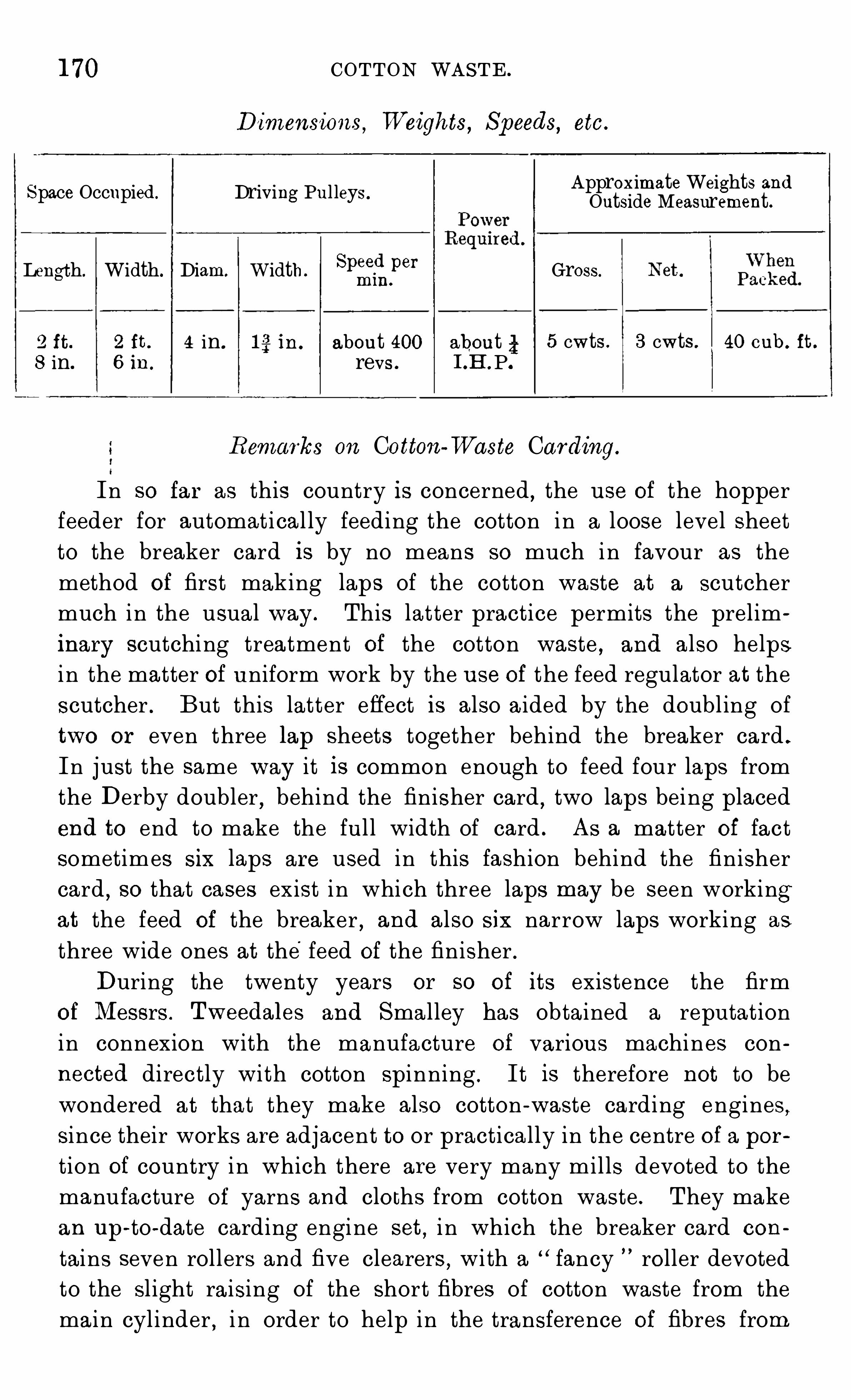
170 COTTON WASTE .
D imensions,Weights , Sp eeds, etc.
ApproximateWeights andSpace Occupied. Driving Pul leys. Outside Measurement .
Length. Width. Diam. Width.
SpgfglP
er Gross.
2 ft. 2 ft . 4 in . 14 in. about 400 about 4 5 cwts . 3 cwts . 40 cub . ft .
8 in . 6 in . revs . LE .P.
Remarks on Cotton-Waste Carding .
In so far as this country is concerned ,the use of the hopper
feeder for automat i cal ly feeding the cotton in a loose level sheet
to the breaker card is by no means SO much in favour as the
method of first making laps of the cotton waste at a scutcher
much in the usual way. This lat ter practice permits the prel iminary scutching treatment of the cotton waste , and also helps
i n the matter of uniform work by the use of the feed regulator at the
scutcher . But this latter effect is also a ided by the doubl ing oftwo or even three lap sheets together behind the breaker card .
In just the same way it is common enough to feed four laps from
the D erby doubler,behind the finisher card
,two laps being placed
end to end to make the ful l width of card . As a matter of fact
sometimes six laps are used in this fashion behind the finisher
card,so that cases exist in which three laps may be seen working
at the feed of the breaker,and also Six narrow laps working as
three wide ones at the'
feed of the finisher .
During the twenty years or S0 of its existence the firmof Messrs . Tweedales and Sma l ley has obtained a reputat ion
in connexion with the manufacture of various machines connected directly with cotton spinning . It is therefore not to be
wondered at that they make also cotton -waste carding engines ,Since their works are adjacent to or practical ly in the centre of a por
tion of country in which there are very many mil ls devoted to the
manufacture of yarns and cloths from cotton waste . They makean up
- to -date carding engine set,i n which the breaker card con
tains seven rollers and five clearers,with a
“ fancy roller devoted
to the Sl ight raising Of the Short fibres of cotton waste from the
main cyl inder , i n order to help in the transference of fibres from
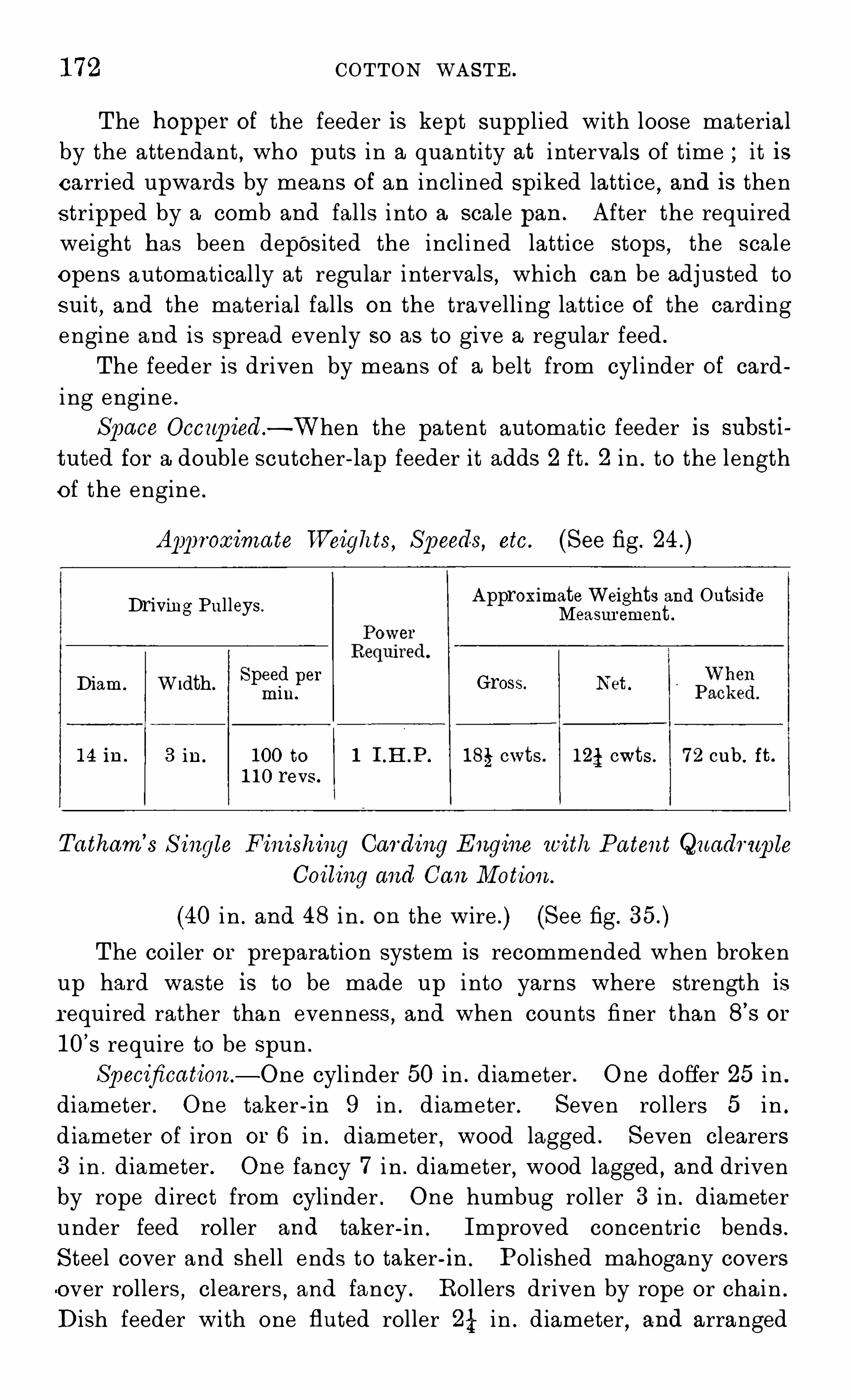
172 COTTON WASTE .
The hOpper of the feeder is kept supplied with loose material
by the attendant , who puts i n a quantity at i ntervals of time it is
carried upwards by means of an incl ined spiked latti ce,and is then
s tripped by a comb and fal ls i nto a scale pan . After the required
weight has been depos ited the incl ined lattice stops,the scal e
Opens automatical ly at regular i ntervals , which can be adjusted to
suit,and the material fal ls on the travell ing lattice of the carding
engine and is spread evenly SO as to give a regular feed .
The feeder is driven by means of a belt from cyl inder of card
ing engine .
Space Occupied—When the patent automatic feeder is substi
tuted for a double scutcher - lap feeder it adds 2 ft . 2 i n . to the length
of the engine .
Approximate Weights , Sp eeds, etc . (See fig .
Approximate Weights and OutsideDriving Pulleys . Measurement .
Diam. W idth.
Speed Per Gross.
min.
14 in . 3 in . 100 to 1 I .H.P. 184 cwts . 124 cwts . 72 cub . ft.
110 revs .
Tatham’
s Single Finishing Carding Engine with Patent Quadruple
Ceiling and Can Motion.
(40 i n . and 48 i n . on the wire . ) (See fig .
The coiler or preparation system is recommended when broken
up hard waste is to be made up into yarns where strength is
required rather than evenness,and when counts finer than 8
’
s or
lo’
s require to be spun .
Specification— One cylinder 50 in . diameter . One doffer 25 i n .
diameter . One taker - in 9 in . diameter . Seven rollers 5 i n .
diameter of iron or 6 i n . diameter , wood lagged . Seven clearers
3 i n . diameter . One fancy 7 i n . diameter,wood lagged
, and driven
by rope direct from cylinder . One humbug roller 3 in . diameter
under feed rol ler and taker- in . Improved concentric bends .
Steel cover and shell ends to taker- in . Pol ished mahogany coversover rollers , clearers , and fancy . Rollers driven by rope or chai n .
D ish feeder with one fluted roller 24 in . diameter,and arranged
THE CARDING OF COTTON WASTE . 173
to receive two half-width or one full -width D erby doubler laps .
Improved pattern doffing comb and mot ion ,and patent quadruple
coil ing and can motion .
Special Features—The concentric bends are of an improved
type,and the roller , clearer , and fancy brackets
,etc .
,are adjusted
by means of screws and two hexagon nuts,both vertical ly and
sideways , tone screw -key now fitting all the nuts , and the com
bination provides the strongest,simplest
,and . best arrangement
required .
Self- oiling ring bearings to fancy .
FIG . 35.— F inisher Card , with Quadruple
-
Coi lers.
Thedofling comb and the driving motion have been re-designed,
and the crank arm is secured to the dofling comb by means of aSplit boss .
Patent quadruple coil ing and can motion . The fleece from
the carding engine is separated into four or more sl ivers,either
by steel - blade dividing apparatus,or by placing leather dividing
rings 4 in . wide between the card rings on the doffer . The sl iversthen pass through funnels
,between a pair of calender rollers to
the coil ing motion and i nto cans,which are usual ly taken to a
slubbing frame,the bobbins from which are then ready for the
creels of the self-acting mule or ring frame . Occasionally for the
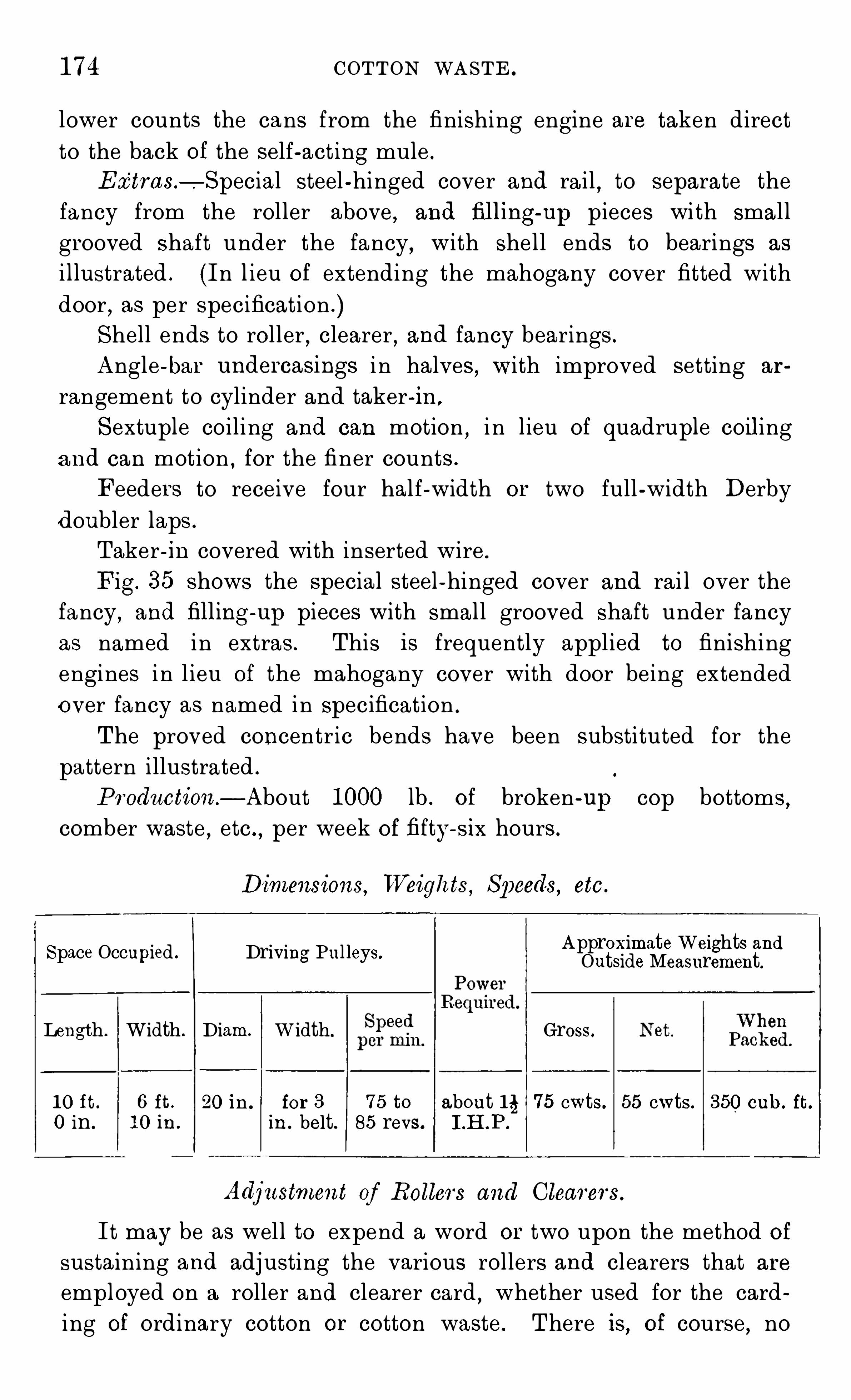
174 COTTON WASTE .
lower counts the cans from the finishing eng ine are taken direct
to the back of the self-acting mule .
Extras—Special steel -hinged cover and ra i l,to separate the
fancy from the roller above,and filling
-up pieces with smal l
grooved shaft under the fancy , with Shell ends to bearings as
i l lustrated . (In l ieu of extending the mahogany cover fitted with
door,as per Specification . )
Shell ends to rol l er , clearer , and fancy bearings .
Angle - bar undercasings i n halves , with improved setting ar
rangement to cylinder and taker- in.
Sextuple coil ing and can motion,i n l ieu of quadruple coiling
and can motion ,for the finer counts .
Feeders to receive four hal f-width or two full -width Derby
doubler laps .
Taker - in covered with inserted wire .
Fig . 35 Shows the special steel -hinged cover and rai l over the
fancy,and filling
-up pieces with smal l grooved shaft under fancy
as named in extras . This is frequently applied to finishing
engines i n l ieu of the mahogany cover with door being extended
over fancy as named in specification .
The proved concentric bends have been substituted for the
pattern illustrated .
Production— About 1000 lb . of broken -up cop bottoms,
comber waste,etc .
,per week of fifty
- Six hours .
D imensions,IVeights , Speeds, etc .
Approximate Weights andSpace Occupied . Driving Pul leys. OutsideMeasurement.
Length . Width . Diam. Width. Gross.
10 ft . 6 ft . 20 in. for 3 75 to about 14 75 cwts. 55 cwts . 350 cub . ft.
0 in . 10 in. in. belt . 85 revs. I .H.P.
Adjustment of Rollers and Clearers.
I t may be as well to expend a word or two upon the method of
sustaining and adjusting the various rollers and clearers that are
employed on a roller and clearer card,whether used for the card
ing of ordinary cotton or cotton waste . There is,of course , no
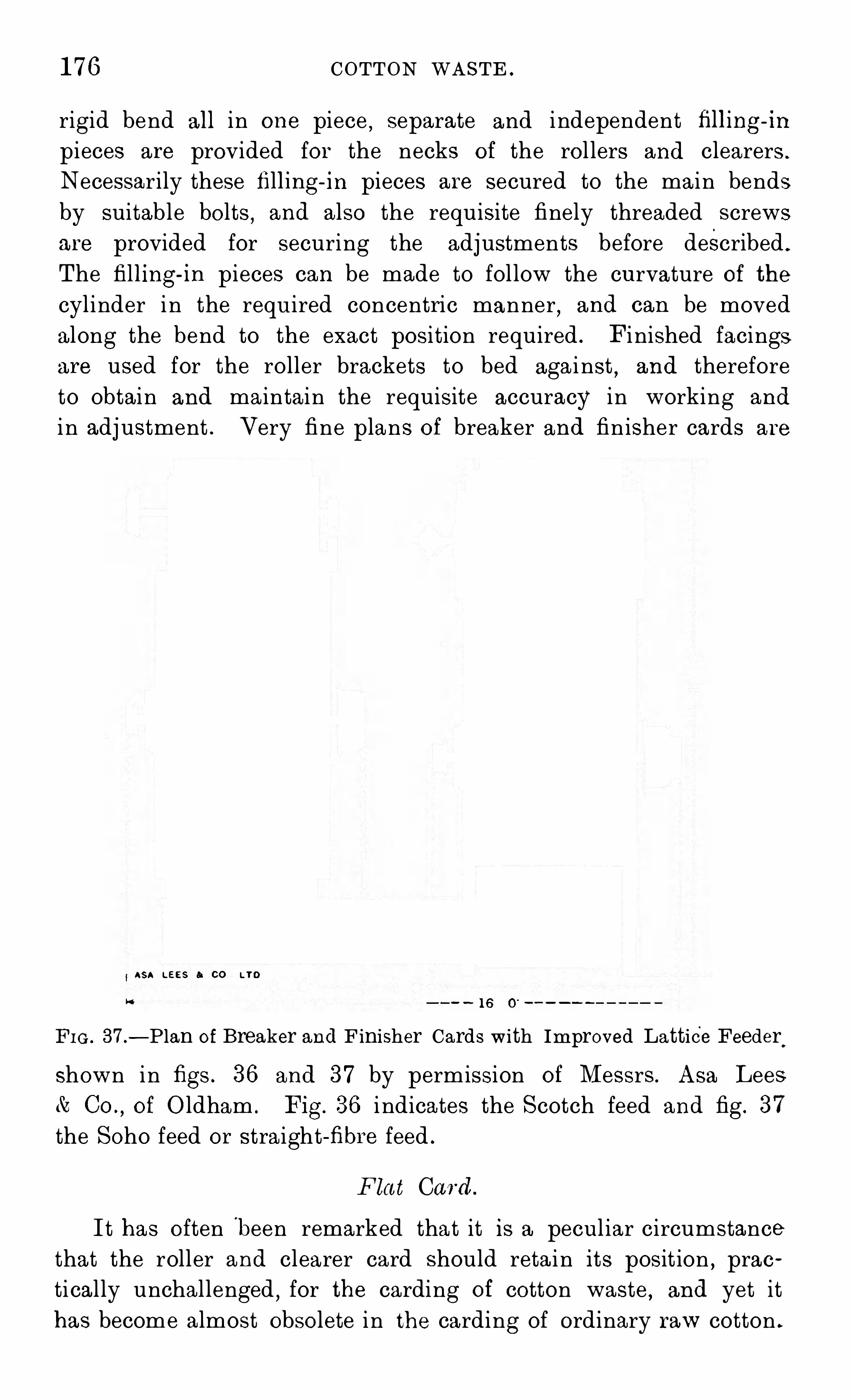
176 COTTON WASTE .
rigid bend all in one piece,separate and i ndependent filling - in
pieces are provided for the necks of the rol lers and clearers .
Necessarily these filling - ih pieces are secured to the main bendsby suitable bolts , and also the requisite finely threaded screws
are provided for securing the adjustments before described .
The filling - in pieces can be made to fol low the curvature of the
cyl inder i n the required concentric manner,and can be moved
along the bend to the exact posi tion required . Fi nished facingsare used for the roller brackets to bed aga i nst , and therefore
to obtain and ma intain the requisite accuracy in working and
i n adjustment . Very fine plans of breaker and finisher cards are
ASA LESS a co LTD
16 o
FIG . 37 .— Plan of Breaker and F inisher Cards with Improved Lattice Feeder
shown in figs . 36 and 37 by permission of Messrs . Asa Lees
Co .,of Oldham . Fig . 36 i ndicates the Scotch feed and fig . 37
the Soho feed or straight -fibre feed .
Flat Card.
I t has often b een remarked that it is a pecul iar circumstance
that the roller and clearer card Should reta i n its posit ion , prae
ti cal ly unchal lenged,for the carding of cotton waste , and yet it
has become almost obsolete in the carding of ordinary raw cotton .
THE CARDING OF COTTON WASTE . 177
Why, for example , should the revolving fiat card obta i n a hold
in this branch of trade,especial ly when it is remembered that
double carding is wanted on the roller and clearer principle ? Is
it not possible to so modify the revolving fiat card that single
carding on this machine may do as well as double carding on the
roller and Clearer principle
The “ Humbug ,” “
Fancy, and “ D irt Rollers .
There are two Special rollers used'
on cotton -waste cards
which a lways attract a certain amount of curios ity on the part of
the man accustomed only to ordinary cotton carding . These are
the “ fancy ”and the “ humbug The “ fancy
”we have de
scribed previously as being used to raise the fibres a l i ttle out of
the cyl inder wire . The “ humbug ” rol ler is a different roll er
altogether,and occupies another posi t ion . It may be 3% i n .
diameter when clothed with inserted wire,and is placed beneath
the feed roller and taker- in . This rol ler serves some sl ight
cleaning purpose , and gives back to the licker - in some fibre that
would otherwise escape,having a good surface speed .
The dirt rol ler is another common feature of the cotton -waste
card,and is a very slowly revolving rol ler covered with coarse
wire and placed immediately over the l icker -in . It may haveeight or nine revolutions per minute
,and serves to take out hard
ends,and some heavy dirt . Formerly used
.
i n cotton carding with
roller cards .
It must be understood that neither the “ fancy rol ler,the
humbug roller,nor the dirt rol ler is to be found upon the
revolving fiat carding engine for the ordinary carding of cotton
As a matter of fact,however
,since a dist inct positionand use for
these three rollers is found in cotton -waste carding,different people
have cons idered whether it would be worth while to apply one or
other to the flat card . At the present t ime caSes exist in whichmodern revolving flat carding engines are working with Specia l
adaptat ions of the dirt roller placed over the l icker - in,and for
cottons contai ning a good deal of dirt there are to be found ad
vocates for this very Specia l practice . I t may be possibly worth
while considering how far the humbug,the fancy
,and the dirt
roll ers may be applied to cotton cards,but the present writer
is doubtful of their practical success .
12
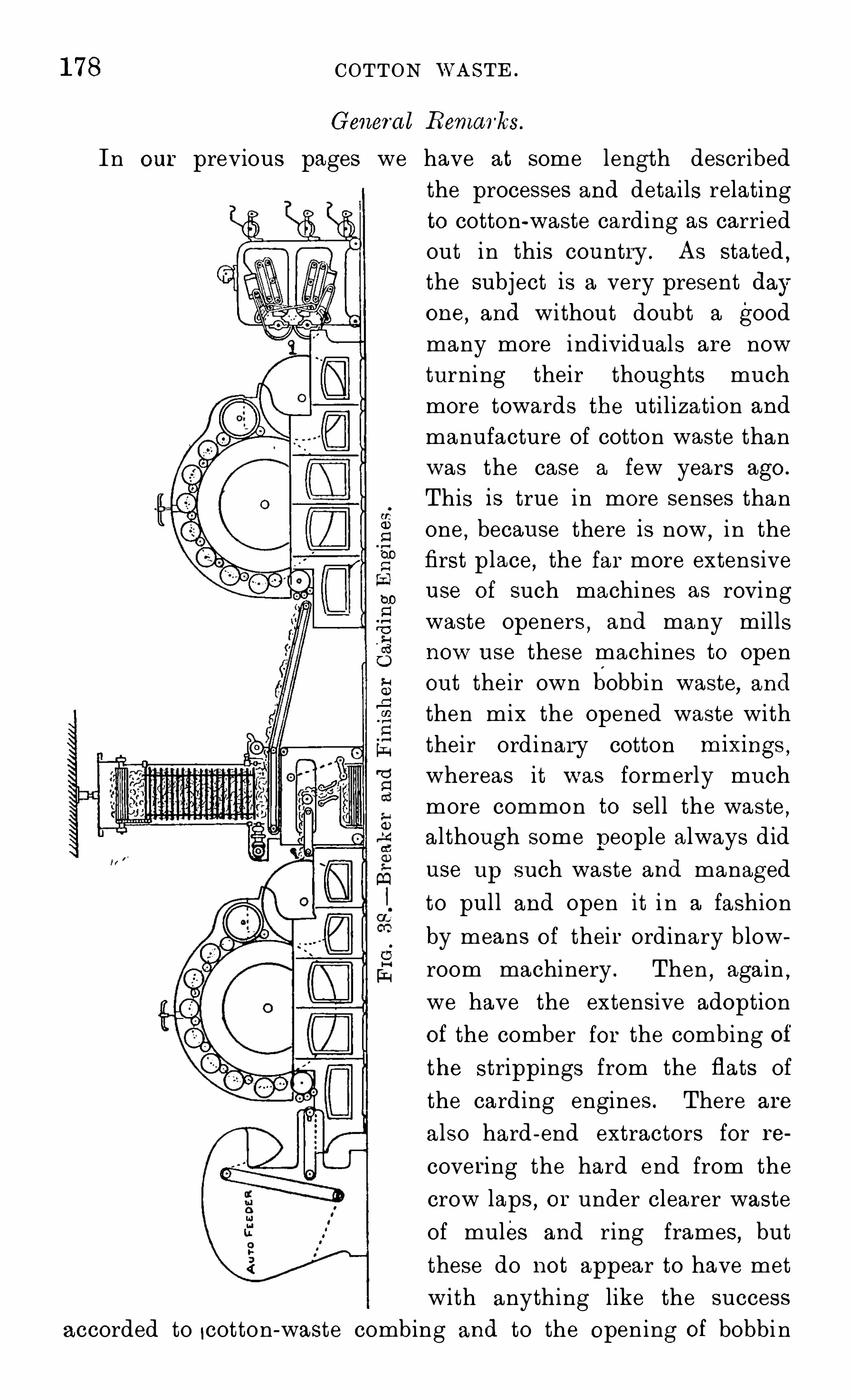
178 COTTON \VASTE .
General Remarks.
In our previous pages we have at some leng th described
the processes and detai ls relating
to cotton-waste carding as carried
out in this country . As stated,
the subject is a very present dayone
,and without doubt a good
many more individuals are now
turning their thoughts much
more towards the util ization and
manufacture of cotton waste than
was the case a few years ago.
This is true in more senses than
one,because there is now
,i n the
first place,the far more extensive
use of such machines as roving
waste Openers,and many mills
now use these machines to Open
out their own bobbin waste,and
then mix the Opened waste with
their ordinary cotton mixings ,
whereas it was formerly much
more common to sell the waste,
although some p eople always did
use up such waste and manag ed
to pull and Open it i n a fashion
by means of their ordinary blow
room machinery . Then,aga in
,
we have the extensive adoption
of the comber for the combing of
the strippings from the flats of
the carding engines . There are
a lso hard - end extractors for re
covering the hard end from the
crow laps,or under clearer waste
of mules and ring frames,but
these do not appear to have met
with anything like the success
accorded to !cotton -waste combing and to the opening of bobbi n
180 COTTON WASTE .
Automati c tabl ing ,feed table with patent spreader and evener
,
three patent spiral feed rol lers , s ing le or double taker - in, swift
or cylinder 50 i n . diameter,with five pa irs of workers and uni
versal double doffing , cleaning , and separating device . Main doffer
36 i n . diameter , and various improvements . Josephy’
s patent
tape condenser , with narrow or broad rubbers as desired,and
special ly efficient pa tent rubbing motion ,four bobbiners
,with 92 t o
200 good threads , Six bobbiners with 150 to 240 good threads .
Tape Condensers.
It must be qui te understood that the ring-doffer condenser isconsidered to be somewhat out of date on the Continent of E urope
,
a lthough all our own investigation leads us to the conclusion tha t
i n England it is yet the favourite and most -used system for the
carding of cotton waste,since it is the oldest and Simplest arrange
ment . As previously stated , tape condensing is , however , on the
increase in E ngland,and the Josephy types claim to be up to date
i n tape condensers . The latest improved type of tape condenser
combines all the advantages of Josephy’
s previously successful
types . It has proved to be well adapted for various classes of
materials,both long and short fibred
,and a lso mixed . The
latest type is made in three models ; (1) Wi th narrow rubbers
and specia l rubbing stroke for all l ightly rubbed materials, par
ticularly as referring to cotton waste ; (2) with broader rubbers
for strong rubbing forwool and woollen waste (3) with extra broadrubbers and three adjustable pressure rollers
,and special rubbing
motion to replace the cumbersome tandem rubber .
Josephy’
s latest improved fluted roller patent tape condenser
is the general term applied to this condenser . It is claimed that
very many of Josephy’
s tape condensers have been sold, and
especially so when it is cons idered that quite a number of specia l
devices relating to tape condensi ng have been placed on the
market by different firms since the first introduction of tape con
densing on the initiation of E rnest Gessner in 1868 . Up to this
time the ring doffer was the universal device for Splitt ing up the
fleece of cotton waste from the cyl inder into the requisite num
ber of individua l slubbing strands . Since 1868 many improve
ments have been made in tape condensers,and
,as before stated
,
we are informed that the old- fashioned'
ring doffer has become
almost obsolete on the Continent , and is there considered to be
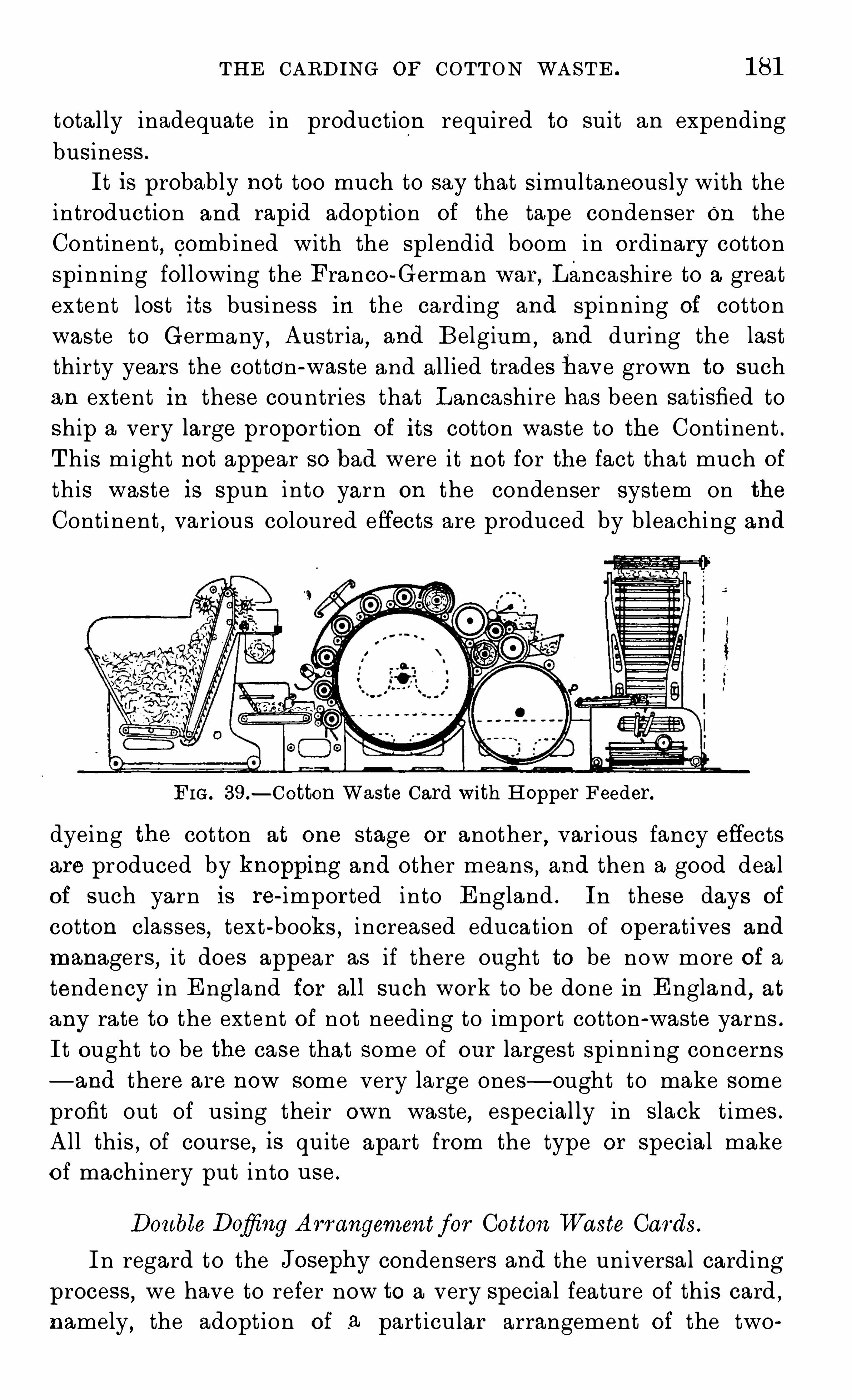
THE CARDING or COTTON WASTE . 181
total ly inadequate in production required to suit an expending
business .
It is probably not too much to say that s imultaneously with the
introduction and rapid adoption of the tape condenser On the
Continent,comb ined with the splendid boom in ordinary cotton
spinning following the Franco-German war,Lancashire to a great
extent lost its busi ness in the carding and Spinning of cotton
waste to Germany,Austria
,and Belgium
,and during the last
thirty years the cotton -waste and al l ied trades have grown to such
an extent in these countries that Lancashire has been sat isfied to
ship a very large proportion of its cotton waste to the Continent .
This might not appear so bad were it not for the fact that much of
this waste is Spun i nto yarn on the condenser system on the
Conti nent,various coloured effects are produced by bleaching and
FIG . 39 .—Cotton Waste Card with Hopper Feeder.
dyeing the cot ton at one stage or another,var ious fancy effects
are produced by knopping and other means,and then a good deal
of such yarn is re- imported into Eng land . In these days of
cotton classes,text -books , i ncreased educat ion of Operat ives and
managers,i t does appear as if there ought to be now more of a
tendency in E ngland for all such work to be done in E ngland,at
any rate to the extent of not needing to import cotton -waste yarns .
I t ought to be the case that some of our largest Spinni ng concerns— and there are now some very large ones— ought to make some
profit out of us ing their own waste,especial ly in slack t imes .
A l l this , of course , is quite apart from the type or special make
of machinery put into use .
Double Dofiing Arrangementfor Cotton Waste Cards .
In regard to the Josephy condensers and the universal cardingprocess , we have to refer now to a very specia l feature of this card ,
namely , the adopt ion of a particular arrangement of the two
182 COTTON WASTE .
doffer system ,or the use of the ordinary doffer , and also an extra
and smal l er one,for the express purpose of more perfectly strip
ping the cotton waste from the ma in cyl inder the first t ime of
asking,and thus a iding i n quanti ty and qual ity of carding . The
Austrian machine makers can certainly cla im to have pa id so much
attent ion to wool and cotton-waste carding engines as to take rank
as special ists in this direction,and they have during many years
past devoted a large outlay of capital,a great dea l of t ime and
i ngenuity,and great energy to the further development of the
principle originally put forth by E rnest Gessner,i.e . the problem
of how to clear the main cyl inder thoroughly from all carded
materia l at every revolution of the same,and with comparat ively
smal l accumulat ions of dirt and fibre in the cylinder wire . I t
almost follows,if such an effect can be produced without corre
sponding disadvantage , that the output will be greater and the
yarn better .
It is claimed that in the universa l carding engineMessrs . Josephy
have solved the problem of more thoroughly cleaning the cyl inder
by the introduction of their double doffing arrangement . We
have careful ly studied diagrams relating to the origina l Gessner
arrangement with two fancies and two doffers,and find that he
employed two separate doffer combs and two lattices,which con
ducted the two separate webs to a pair of pressure rollers between
which the two webs are combined into one web for the condenser .
Now,l et us poin t out the special purpose of the double doffing
arrangement,as this is a very specia l feature not previously re
ferred to in this book . In this case there are two fancies and
two doffers,but there is only one del ivery and only one fleece
of cotton . The first fancy roller comes immediately after the
last of the five workers,and it opera tes upon the principle that
the cotton on the cyl inder can be divided into two portions,an
upper and a lower layer . The first fancy raises the upper layer
of cotton from the cylinder,conta ining a very large proportion of
the impurit ies,its surface revolving aga inst tha t of the cylinder
,
and its teeth pointing against the teeth of the cylinder. The
materia l picked up by the first fancy is conducted to the small
extra doffer which is placed immediately above the large lowerdofier
,which latter occupies practical ly the same posit ion as the
doffer of any other card . The smal l doffer revolves in the oppositedirection from the large doffer
,so tha t their contact surfaces
184 COTTON WASTE .
are never made,the broken -up cotton waste pass ing stra ight from
the bin into the hOpper feed in a loose form . A strong point ismade of the fact that ring doffers are not used ,
and that the tapes
of the tape condenser are comparatively narrow . Certa inly the
ring doffer does l imit the degree of fineness to which the material
may be reduced at the condenser . It is cla imed that from four
to six t imes as many good threads can be given on this universal
tape condenser as on the ring doffer , and that cop bottoms can be
reduced to counts 838 or so at the condenser , and then reduced to
12’
s or so at the final Spinning process without us ing much draught
at this process . About 4 ’
s counts is good at the ring doffer to
be reduced to 7’
s or 8’
s at the condenser mule .
Other Double Defier Condensers .
Such of our readers as are familiar with ordinary cotton
spinning machinery but not with cotton -waste or wool carding
must not imagine that the principle of using a double doffer is
pecul iar to the universal carding set,but a Special arrangement
of double doffer,double fancy
,and narrow tape condenser is
part of this carding machine .
There is,for example
,another type of double doffer arrange
ment which answers somewhat to the following description . The
doffers may each be 22 in . or 24 i n . diameter,and be mounted
one above the other with both in actual contact with the cyl inder,
and the two doffers separated only by a Space of about four in .
Upon each doffer are mounted card rings upon the principle of
the ring doffer previously described i n these pages,each ring
of fil l et representing one end of cotton waste . There may be the
usual dividing leather rings between the filleting rings , and the
special feature to be noticed in this double -doffer system is that
the rings of fillet upon one doffer are placed Opposite the spaces
of the other doffer . In a case,for example
,thirty- eight good and
two spoiled strands , then each doffer would be mounted with twenty
rings of fil let of 1% i n . or 11i n . width , with spaces between of the
same width,these Spaces being wider than is usual with the single
ring-doffer system,and the width of the carding engine be sui t
able to the number of strands of fibrous material taken off the
machine . Each doffer in this case is stripped of its strands of
fibre by a roller stripper,and has its own set of rubbers
,which
may or may not be arranged each on the tandem system .
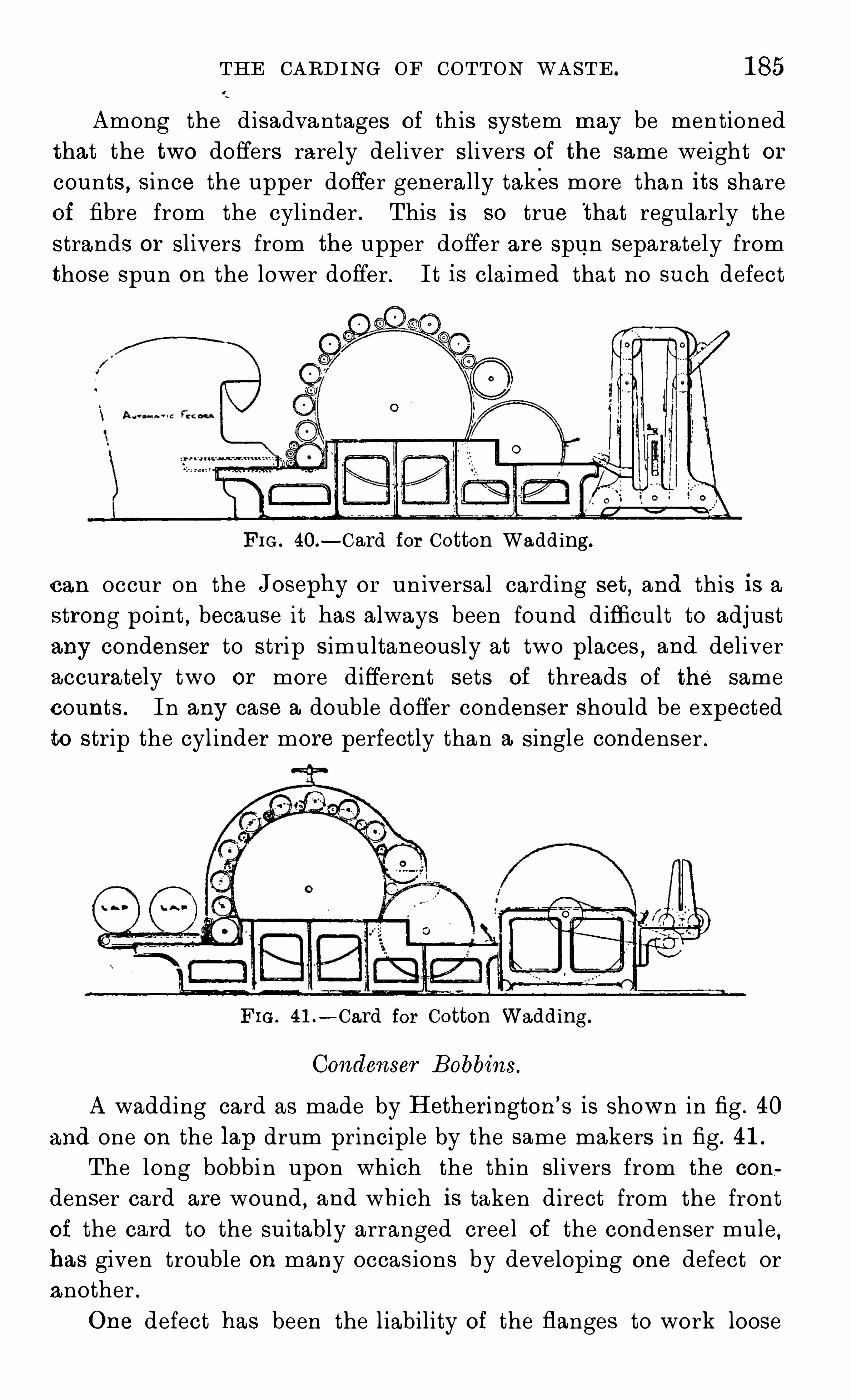
THE CARDING OF COTTON WASTE . 185
Among the disadvantages of th is system may be mentioned
that the two doffers rarely del iver s l ivers of the same weight or
counts,Since the upper doffer genera l ly takes more than its share
of fibre from the cyl inder . This is so true that regularly the
strands or sl ivers from the upper doffer are Spun separately fromthose spun on the lower doffer . I t is cla imed that no such defect
FIG . 40.—Card for Cotton Wadding.
can occur on the Josephy or universal carding set,and this is a
strong point,because i t has always been found difficult to adjust
any condenser to strip s imultaneously at two places , and del iver
accurately two or more different sets of threads of the same
counts . In any case a double doffer condenser should be expected
to strip the cyl inder more perfectly than a Single condenser .
FIG . 41.— Card for Cotton Wadding .
Condenser Bobbins.
A wadding card as made by Hetherington’
s is shown in fig . 40
and one on the lap drum principle by the same makers i n fig. 41.
The long bobbin upon which the thin sl ivers from the con
denser card are wound , and which is taken direct from the front
of the card to the suitably arranged creel of the condenser mule,
has given trouble on many occas ions by developing one defect or
another .
One defect has been the l iability of the flanges to work loose
186 COTTON WASTE .
upon the central spindle , and thus a l low the end rounds of
sl iver to fal l out of shape , thereby causing many breakages of ends
to occur at the Spinning machi ne .
This has been often due to a want of proper support of the
flanges,as they have often been made with only a smal l hole
j ust sufficiently large to admit the long spindle which passes
right through the bobbin and is screwed up to bring the flanges
t ightly aga inst the wooden ends of the barrel or core . In such
cases when the latter shrinks the flanges become loose .
Yet another defect has sometimes been manifest i n the flanges
themselves,these being often made of thin sheet iron
,so that
when the bobbins are put down on the floor by the piercers the
flanges either cut the floor if i t is a wooden one, Or themselves be
come damaged if the floor be of stone . In a part icular improved
make of long condenser bobbin,the core is turned s l ightly
sma ller in diameter than the ma i n body at each end ,and on
these smal ler portions are fixed metal ferrules,provided at the ir
outer ends with square bosses i n the form of four separate pro
jecting pieces . The flanges are placed on these bosses and the pro
jecting pieces turned back upon them,thus securing the flanges
i ndependently to the bolt . The latter is then passed through
the hol low core of the bobbin and screwed up in the usua l way.
If the core shrinks longitudinally and the bol t becomes loose the
flanges will stil l reta in their rigidity and will also sustain the
shock if bobb i ns are thrown on the floor .
The Waste Card Condenser.
It is claimed for the tape condenser that it is much more
adaptable to different counts of sl iver than is the ring doffe‘r
A lso that i t is a more productive machine and will certainly
g ive far and away finer counts,especially i f a double or treble or
quadruple condenser be used . It is cla imed that 1000 lb . per
week may be g iven by a double tape condenser for 6 ’
s . As
against this i t may be urged that E ng l ish people are for the
most part more accustomed to the ring doffer and use is second
nature . Also that it is eminently sui ted to the med ium and
lower counts of cotton-waste yarns and to limited ranges of
counts . Yet another i tem in its favour is its extreme s implicity
and comparatively smal l l iabi li ty to get out of order . The
narrow strips of filleting on the ring doffer may be said to tear
188 COTTON WASTE
example , in some cases one of the rollers has been made to con
tinuously oscillate across the cyl inder in a s imilar manner to a
l ong grindi ng rol ler . Probably this is done to lay the cotton wel l
down on the cyl inder , and for the same reason one of the rol lersmay be driven much more Slowly than the others . These devices
,
however , partake a l i t t le of the nature of fads .
Preparation System.
This particu lar system,using a s lubb ing frame and us ing
creel bobbins at the mule,appears to be more especial ly used for
coarse twist yarns i n which greater s trength is required than in
weft yarns , owing to the friction and stra in put on the twis t yarn
a t i ntermediate stages , and at the loom by reeds and healds .
Waste Carding E ngines ; Double Cards .
I t is rarely that double cards have been used for cotton waste in
E ngland, a lthough i t is usual to double card the cotton by passing
it through a s ingle breaker card and then a Single finisher . By
double card as above is meant a card with two cyl inders and two
doffers but only one feed and del ivery .
D irt Roller.
The dirt rol ler is of dist i nct service on a waste card as its
c oarse wire adheres to a good many hard ends and a good
deal of dirt of various kinds . I t always has a very Slow
rotation .
The Humbug .
This sma l l roller (about 2 in . diameter) is placed beneath thel icker-in and serves the purpose of prevent ing the escape of fibre .
A similar roller may be placed beneath the doffer . There does
not appear to be any part icular reason forthcoming as to why
these terms of humbug and “ fancy”
should be used .
The Fancy.
This roller goes at a quick Speed,and practical ly raises a nap
of cotton on the cyl inder surface so that the doffer will afterwards
take the cotton from the cyl inder i n an efficient manner . Its lo ng
wires Should penetrate those of the cyl inder from -
1 i n . to TI
B i n .
deep .
THE CARDING OF COTTON WASTE . 189
Roughly speaking a scutcher for Waste may cost about £100,
a breaker and finisher card with condenser a bout £300,a hOpper
£30 to £35 . These prices were for about 1912. In 1920,prices
were approximately trebled .
Condenser.
The rubbers should do no more rubbing than is necessary for
the required consistency of the rovings,and may be possibly {5
i n . apart at the initial end,and easily close at the terminal end .
Press rol lers may be used in the centre of the rubbers to help
in keeping them better to the cotton strands . The rubbers Should
be as straigh t and l evel as possibl e across the width . Tapes
should be as accessible as possible to facil itate repairs or adjust
ments . It is considered best to have condenser bobbins which
look as ful l as possible for the particular counts .
Combined Driving for Cards .
Formerly it was common enough to drive a finisher card in
dependently from its finisher even with the Scotch or the lattice
feeders,but irregular resu lts were often obta ined from this practice
owing to one belt sl ipping more than its companion . By usinga common driving belt to breaker and finisher
,uniform s tarting
,
stopping,and driving are Obtained in this particular respect .
Also in connexion with Scotch feeders and lattice feeders,
chain driving for some of the detai ls is found to do better than
rope or belt driving .
Improved Waste Slubbing Frame for Prepara tory System.
This frame has been designed especially for cotton -waste
spinning,and is arranged to receive the cans from the finishing
engine with quadruple or sextuple coi l ing and can motions .
The length of l ift,diameter of ful l bobbin , size of top and
bottom rollers,and other deta i ls contained in these frames
,are
found from experience to give the best results , and the patterns
are qu ite up- to -date in every respect . The full bobbins are taken
either to the self-acting mule or ring frame . (See fig .
These frames are made in all lengths up to 152 spindles .
Speczfication .
— Spindles g in . diameter 9 i n . l ift,to make a
bobbin 4i in . diameter 6 in . pitch,24 in . staff. Flyers with Single
centrifugal pressers . Bobbin to lead . One l ine of tin rol lers and
guide wires behind . Three l ines of bottom fluted rollers,1 in . ,
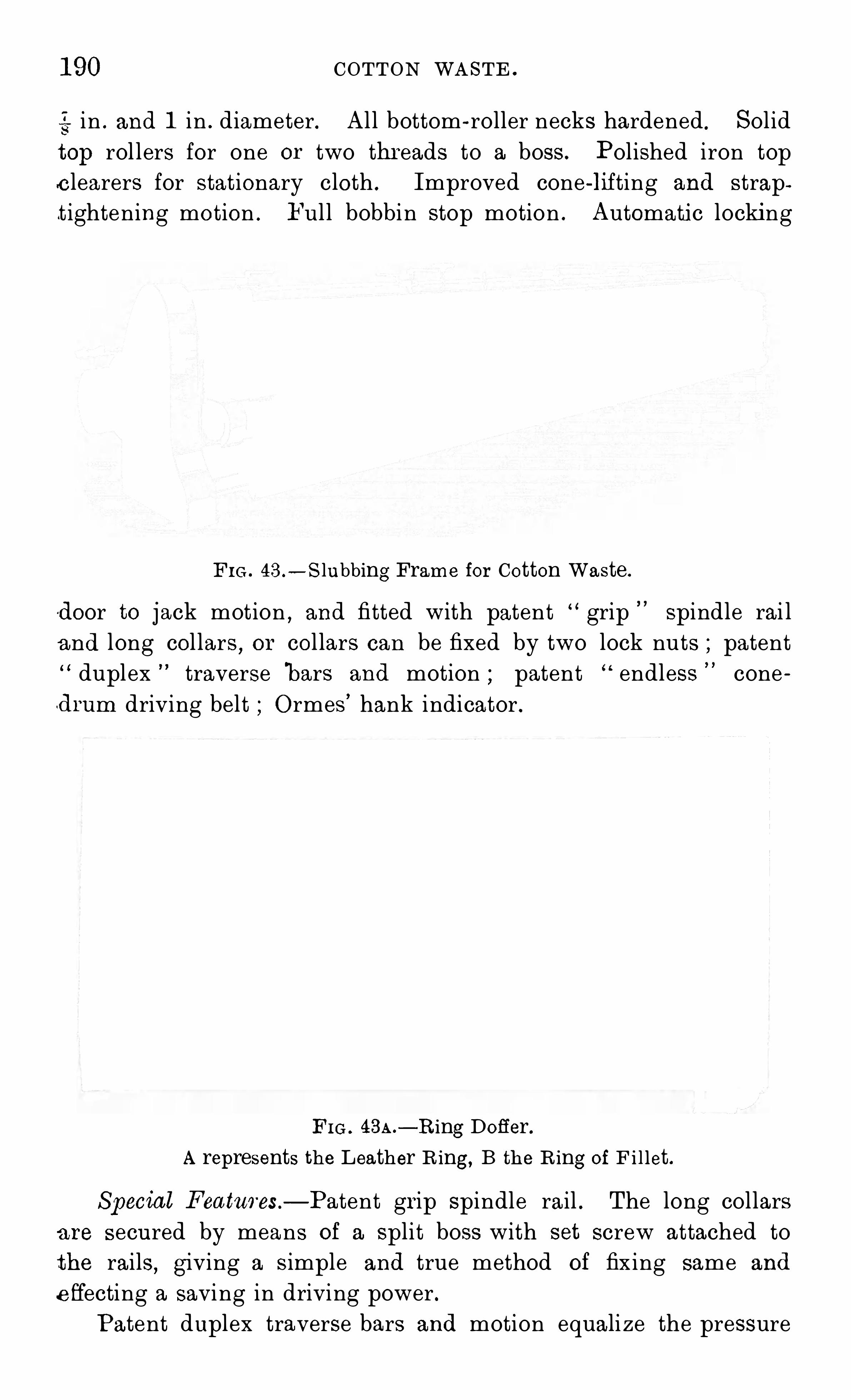
190 COTTON WASTE .
in . and 1 in . diameter. Al l bottom - roller necks hardened . Sol id
top rol lers for one or two threads to a boss . Polished iron top
c learers for stationary cloth . Improved cone -lifting and strap
tightening motion . Ful l bobbin stop motion . Automatic locking
FIG . 43 .—Slubbing Frame for Cotton Waste .
door to jack motion ,and fitted with patent grip spindle rai l
and long col lars,or col lars can be fixed by two lock nuts ; patent
“ duplex traverse b ars and motion ; patent endless coneldrum driving belt Ormes
’
hank indicator .
FIG . 43A.—R ing Doffer.
A represents the Leather R ing , B the R ing of F i l let .
Special Features— Patent grip Spindle rail . The long collars
are secured by means of a Split boss with set screw attached to
the rails, giving a s imple and true method of fixing same and
e ffecting a saving in driving power .Patent duplex traverse bars and motion equali ze the pressure
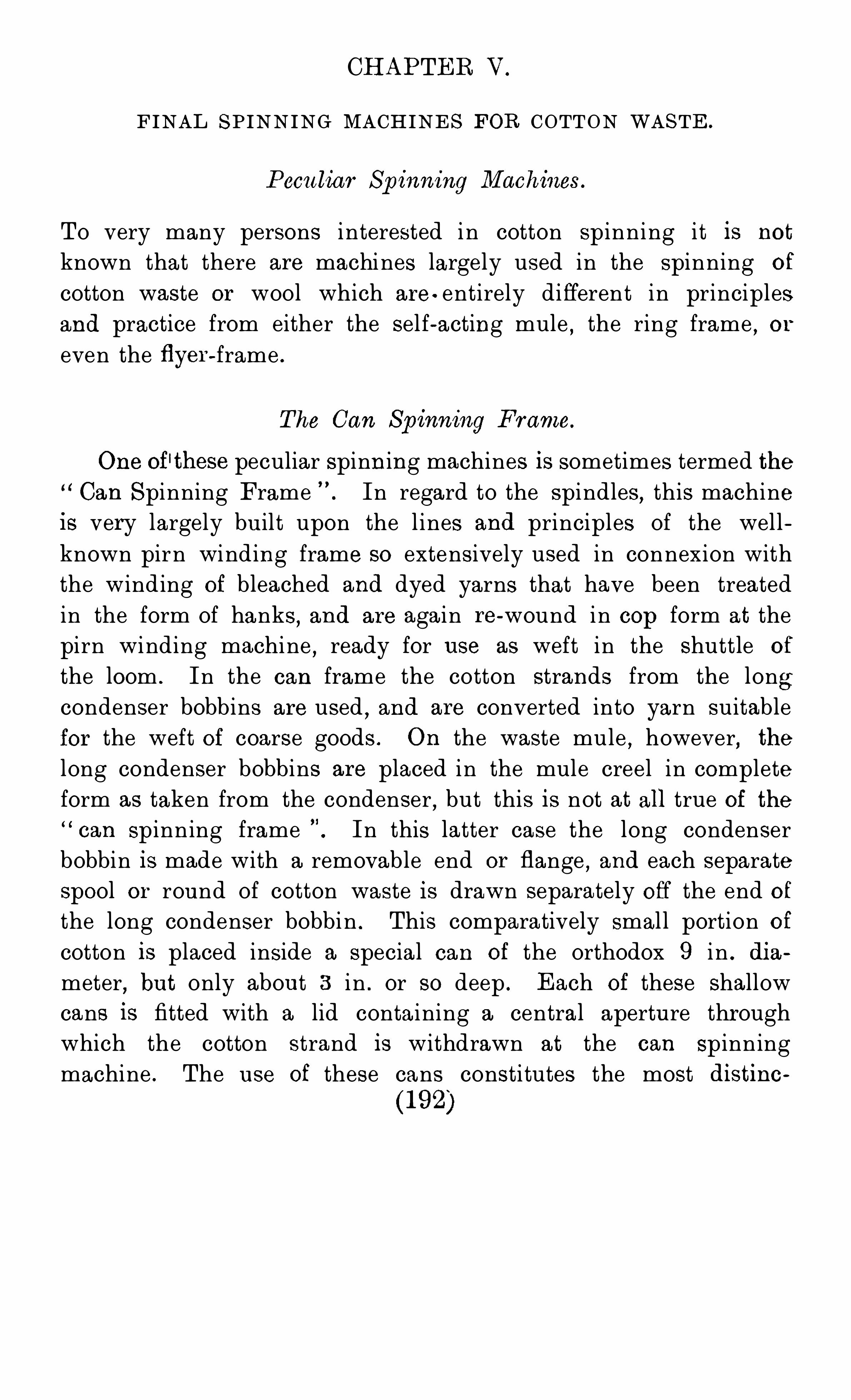
CHAPTER V .
FINAL SPINNING MACHINES FOR COTTON WASTE .
Peculiar Sp inning Machines .
To very many persons i nterested in cotton spinning it is not
known that there are machines largely used in the spinning of
cotton waste or wool which are - entirely different in principles
and practice from either the sel f-acting mule,the ring frame
,or
even the flyer- frame .
The Can Spinning Frame.
One of'these peculiar Spinning machines is sometimes termed the
Can Spinning Frame In regard to the Spindles,this machine
is very largely buil t upon the l ines and principles of the well
known pirn winding frame so extensively used in connexion with
the winding of bleached and dyed yarns that have been treated
in the form of hanks,and are again re-wound in GOP form at the
pirn winding machine,ready for use as weft in the shuttle of
the loom . In the can frame the cotton strands from the longcondenser bobbins are used
,and are converted into yarn suitable
for the weft of coarse goods . On the waste mule,however
, the
long condenser bobbins are placed in the mule creel in complete
form as taken from the condenser,but this is not at all true of the
“can spinning frame In this latter case the long condenser
bobbin is made with a removable end or flange,and each separate
spool or round of cotton waste is drawn separately off the end of
the long condenser bobbin . This comparatively smal l portion of
cotton is placed inside a special can of the orthodox 9 i n . dia
meter,but only about 3 i n . or so deep . Each of these Shallow
cans is fitted with a lid containing a central aperture through
which the cotton strand is withdrawn at the can Spinning
machine . The use of these cans consti tutes the most distinc
(192)
FINAL SPINNING MACHINES FOR COTTON WASTE . 193
t ive feature of the machine,and g ives the name to the machine
,
and i t must be very particu larly noted that the yarn is not twisted
by the Spindle,but by a modera tely qu ick rotation being given to
each can . The Sha llow cans of condenser cotton really form the
creel of the machine,and they are placed low down and in front
of the machine much the same as are the Cops or bobbins of a
winding frame . The loose cotton spool fits nicely inside the can
and the cotton is withdrawn from the cen tre rof the spool— and
not the outside— and,as before st ated
,passes through a smal l
aperture in the centre of the l id of the can . The manner in
which the cotton thread is held at both ends and the relation of
the hole i n the can l id to the point at which the cotton is
leaving the spool inside make i t possible for twist to be inserted,
there being some sort of resemblance between this twisting
prin ciple and that by which a draw- frame coi ler is sa id to put a
l i ttle twist i n the s l iver,al though the can of the can frame re
volves very much faster than the can of a coi ler,and therefore
much more twist is i nserted . Compared with a spindle,how
ever,the speed of the can is exceedingly low . For all that
,this
mach ine is not wel l fitted for making the finer counts of cotton
waste yarn— say,anything above 5
’
s or so— not alone or so much
because its twisting capacity is limited,but also because there.
is no draught in the machine either by rol ler drawing or carriage
draught . The ordinary cotton waste condenser mule is,of course
,
l imited in draught to about two,but to be readily able to draw
a condenser end from 4’
s into 7’
s or 8’
s or so is far different from
being forced to leave the end at 4’
s counts just as fed to the
machine . This is one of the essential differences in effect pro
duced by the can frame and other waste Spinning machines .
Strictly speaking,i t is not a Spinning frame at all
,but only a
twisting machine,since
,technical l y speaking
,the term “
spinningimpl ies both twisting and attenuation of the cotton . The machine
appears to find a Special vogue in producing up to about 4 ’
s counts
of yarn from end - drawn condenser Spools,such yarns being low
twisted and particularly suited for very coarse wefts . E ach strand
of cotton emerges from the centre of the can,xpasses upwards
and over suitable guides,and thence through the sl i t in the cone
shaped cup and upon’
the Spindle in cup form. The machine is
probably the simplest one ever devised for spinn ing or twisting
yarns of textile fibres,and i t therefore requires very little skil l i n
13
194 COTTON WASTE .
handl ing— either from a worker’
s or foreman’
s point of view
while comparatively l ittle power is required to drive it propor
tionately to the weight of yarn produced . The 9 in . diameter
of can is made to correspond with the diameter of full condenser
bobbin produced on the finisher carding engine,and its use com
pels a wide Spindle gauge , this being about in . The machine,
however,is duplicate or double - sided like a winding frame
,which
i t real ly more resembles than it does a spinning machine .
The Spindle and Cop .
A word now i n regard to the spindle . To a mule or ring
frame man who has never considered the cone - cup method of
placing yarn in Cop form ,an examinat ion of the resultant Spool
or cop will be surpris ing . Such Cops are well bui lt,and may be
produced either on full length spools or without such foundation .
Take the pirn winding frame for example . There is no attempt
to twist the yarn in this machine,its usual vogue being to take
banks of yarn that have been bleached or dyed,and re-
.v ind
them into COp form ready for the loom shuttle . It is common
to use a thin spool which has a base the shape of the top cone of
a mule COp . The bobbin is placed on a very long and special ly
s haped Spindle,which is driven round in the usual manner . The
c one of the bobbin is placed vertical ly in cone cup with the apex
of the bobbi n pointing downwards so that the Cop is bui l t down
the Spindle and bobbin instead of upwards , as on a mule or ring
frame . The rotat ion of the spool a l luded to draws the yarn
from the hank round suitable guides and through a Sl it in the
c up and upon the bobbin itself . Because the base or in itia l
portion of the spool is of cone shape , the l ift of the frame guides
and shapes the yarn in a cone form upon the spool . The next
feature requires a moment'
s consideration on the part of one who
has not previously studied this copping problem . As the cop at
tai ns a certain diameter of cone from base to apex , i t becomes too
large to fit i n the meta l con ica l cup,and naturally is forced upwards
so as to cont inual ly wind the yarn lower down the bobbin,the
manner of holding and driving the spindle readily permitting this .
A natura l and simple Copping motion is thus provided for each
Spindle i tself . Now this pirn winding and Cop shaping principle
is the one essential ly adopted on the can spinning frame , with
perhaps the one important di fference that,at any rate for the ortho
196 COTTON WASTE .
each thread so that the whole of’
the frame need not be stopped
at one time . The machine is a double - s ided one l ike a windingframe
,and covers a considerable width over all
, the length being
anything up to about 80 cans,as required . Final ly , i t may be
stated that if the yarn is required to be bleached and dyed before
going to the next process , the can frame may be easi ly adopted
to wind the yarn in hank form instead of in Cop form .
The can or cup frame is not very largely used in E ngland ,
but its Special province is i n the case of very coarse yarns of per
haps 1’
s or so from some of the poorest materia l used up i n
cotton -waste spinn ing .
FIG .—Cup
-Sp inning Machine (Tatham
Such stuff wi ll not stand any draught at all and this machine
only twists without draughting . Much of this coarse cheap stuff,however
,is used in the backing and fil l ing of some exceedingly
good carpets and wil l take almost any colour in dyeing very readi ly .
The centre end of each smal l can of s liver is drawn through
a smal l hole i n the top of the can . A girl may mind the machine,
and each spindle may be fitted with a knock -off motion . This
is the kind of machine that is sometimes humorously said to spin
double noughts
Cup-Sp inning Machine.
The above machine is used for spinning a soft twisted
weft yarn for low counts up to No . 3’
s,and the yarn is wel l
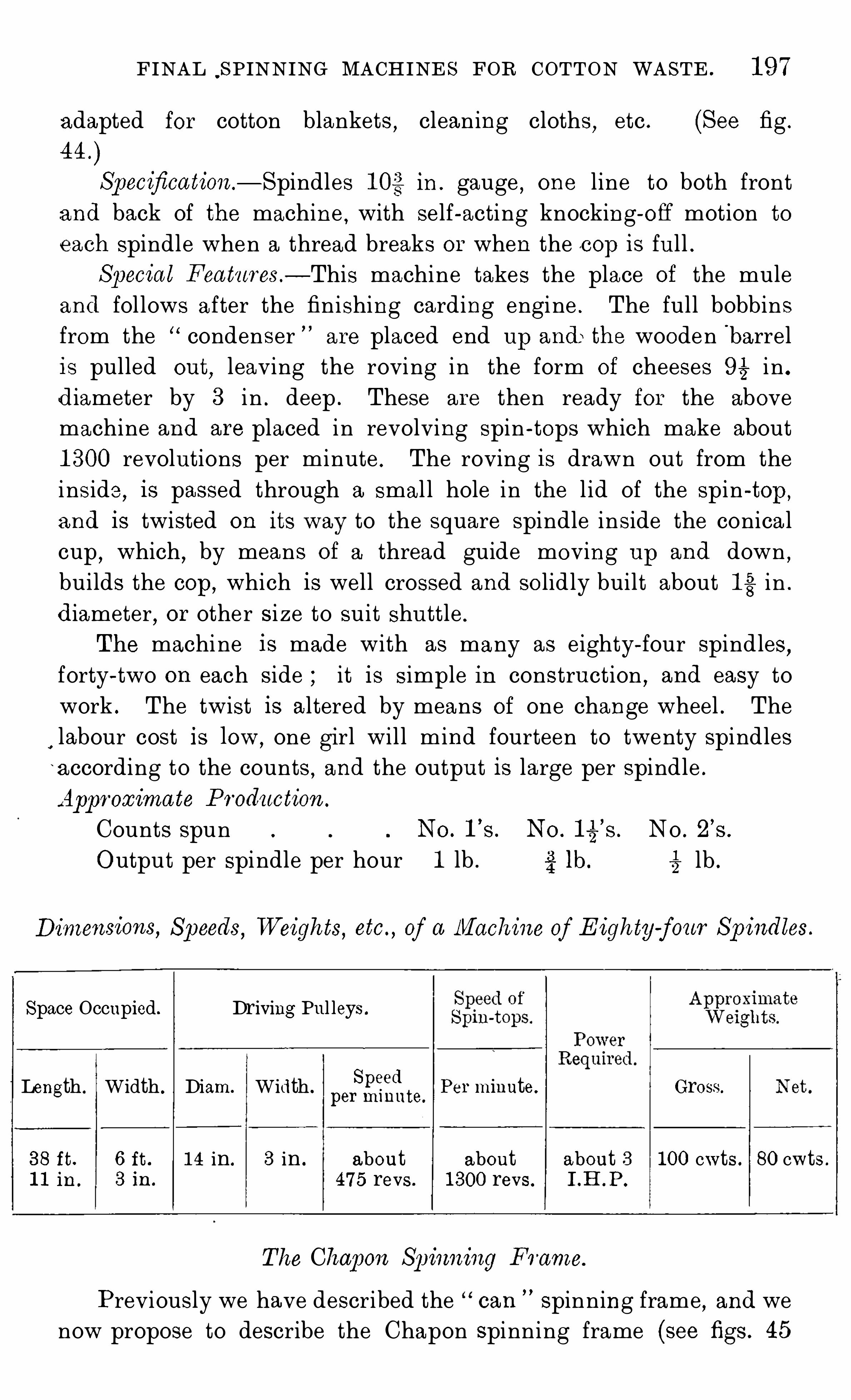
FINAL S PINNING MACHINES FOR COTTON WASTE . 197
adapted for cotton blankets,cleaning cloths
,etc . (See fig .
Specification — Spindles mg in . gauge,one l ine to both front
and back of the machine,with self -acting knocking- Off motion to
ach Spindle when a thread breaks or when the Cop is ful l .
Special Fea tures— This machine takes the place of the mule
and fol lows after the finishing carding engine . The full bobbins
from the “ condenser are placed end up and: the wooden b arrel
is pulled out,leaving the roving in the form of cheeses i n .
diameter by 3 i n . deep . These are then ready for the above
machine and are placed in revolving Spin - tops which make about
1300 revolutions per minute . The roving is drawn out from the
inside,is passed through a smal l hole in the l id of the spin -top ,
and is twisted on its way to the square spindle in side the conica l
cup,which
,by means of a thread guide moving up and down
,
builds the cop ,which is well crossed and solidly built about 13 in .
diameter,or other Si ze to suit shuttle .
The machine is made with as many as eighty- four spindles,
forty- two on each s ide ; it is s imple in construction,and easy to
work . The twist is altered by means of one change wheel . The
labour cost is low ,one girl wil l mind fourteen to twenty Spindles
according to the counts , and the output is large per Spindle .
Approximate Production .
Counts Spun No. 1’
s . No. It’
s . No . 2’
s .
Output per Spindle per hour 1 lb .
4} lb. 5 lb .
Dimensions, Speeds , Weights, etc . ,of a Machine of E ighty-four Sp indles .
Space Occupied . Driving Pul leys .
Length . Width . Diam. Width .
perEilhute.
Perminute. Gross.
38 ft. 6 ft . 14 in . 3 in . about about about 3 100 cwts . 80 cwts .
11 in . 3 in. 475 revs . 1300 revs. I .H.P.
The Chapon Sp inning Frame.
Previously we have described the can Spinning frame, and we
now propose to describe the Chapon Spinning frame (see figs . 45
198 COTTON WASTE .
and The can frame and the Chapon mach ine have a good
many points of resemblance in genera l construction and appear
ance,so much so that at a first glance a tyro might be incl ined to
think they were identical machines . There are,however
,some
very ximportant differences i n principles of construction and
Operation,as we Shal l make clear i n the present art icl e . Both
these machines have a specia l vogue and capacity for the pro
duction of low counts of yarn,say, anything from { S counts
up to about 3’
s or 4’
s from condenser bobbins . In both cases
the cops are built up on the cone Cop principle , as described
previously,and in each case the cops are Special ly designed for
use as weft in the weaving of such goods as cotton blankets,or
i n poorer stuff,as cleaning cloths
,etc . In cotton blankets and
s imilar woven goods this weft gives a very full appearance,
superior in some respects to that obta ined from yarn Spun upon
the self-acting mule . In each case the Cop is formed in an iron
cup,upon a long steel internal spindle
,much similar to the
pirn winding frame principle . The full length of Cop is attained
by the diameter of the cop itsel f continual ly forcing both cop
and Spindle upwards,and building the cop downwards . The
completed Cop is drawn off the steel spindle,which is l ifted out
for the purpose , and then replaced for the next Cop . For the“can frame and the “ Chapon machine cops a l ike
,box
shuttles are used in the looms without shuttle tongues,the
cop being held in its place by the external pressure of a l ight
longitudinal band or rod,while the yarn is withdrawn from the
i nside and base of the Cop ,i nstead of from the apex of the top
cone and outside surface , as is the invariable case with mule
and ring frame yarn,and also in the case of Cops or bobbins
formed on the pirn winder . Al though it is real ly a very s imple
machine,the Chapon is somewhat more complicated than the
can frame, Simply because it is a more ambitious machine and
has a somewhat greater Scope . It has the advantage of using
the full - length condenser bobbins i n the creel in just the same
way as on the waste - Spinning condenser mule . The cone cup
and long loose spindle are not only util i zed for winding and
shaping the yarn in cop form ,but are also used for putting the
twist i n the yarn after much the same way as may be done in
the well -known cotton - Spinning machines . I t is furthermore
possible to construct a Chapon Spinning frame so that the

200 COTTON WASTE .
FRO NT V iew
45 .— Chapon Spinning frame.
As used to Spin very coarse yarns .
BACK V IEW.
46 .
— Chapon spinning frame. As used to spin very coarse yarns .
of the bobbin with the surface drums ,and it passes between a
pair of positively dri ven conducting rol lers , thence downwards to
FINAL SPINNING MACHINES FOR COTTON WASTE . 201
the eye or curl of a suitable rotating guide , through the sl i t in
the conica l cup ,and upon the steel spindle passing down the
c entre of the cup . The guides or wire curls are given a sufficient
traverse along the length of the cone of yarn while the he ight of
the cone - cup remains constant , and’
the height of the spi ndle isbeing automati cal ly increased by the thickness of the yarn in
order to keep the cone part a lways equal i n diameter and correct
i n height relat i vely to the cup and the travers e . To prevent the
yarn from flying outwards too much,and to avoid twining of the
threads,Very deep smooth bl inker separators are used between
the spindles . Coming now to the rotat ion of the spindle itself
and of the guide curls,i t may be said that this is a much more
important business than on the can machine,in which twisting
is done at the creel can i tself,and the Spindle and cop wind and
shape on the Simplest plan imaginable j ust as on the pirn wind
i ng frame,each spindle or Cop drawing its yarn from its own can
at the variable speed required to suit the shape of the cone . On
the Chapon machine there is a differential motion by which the
bobbin or spindle and the guide curl ring are given different
Speeds i n order to permit winding and twisting to take place
s imultaneously,somewhat after the winding and twisting of the
rovings on a bobbin and fly- frame
,but with distinct differences
i n principles and constructions,since on the Chapon frame the
c otton is formed into a COp- shape and the Spindle and bobbin
form practica l ly one piece . If the bobbin and the guide curl
revolved at the same rate there would be twisting without wind
ing,but each is definitely driven at a well -proportioned speed
,
so as to give a suffi cient twisting and an amount of winding
on proportioned and equa l i zed to the rate of del ivery of cotton,
first by the ti n surface druIns at the back,and then by the con
ducting rollers . (See figs . 45 and From a cotton Spinner’
s
point of V iew a particularly novel kind of differential motion is
provided in order to accommodate the pos it ive speed of COp totheuniform feed of cotton from back bobbin and to the varying dia
meter of the Cop cone from apex to base . On the ordinary pirn
winding frame the yarn is Simply fed or drawn forward more
rapidly when winding on the base of the cone of Cop than when
winding on the apex,and the whole thing is s implicity itself . It
is an ent irely different thing on the Chapon machine,i n which the
yarn is given off the long back condenser bobbins at a uniform
202 COTTON WASTE .
speed . Assuming that winding has been made correct for winding
on the apex of the cone of the cop when the lifter curls are in
their lowest position ,then
,as the yarn is guided upwards towards
the base by the rais ing of the l ifter,the winding speed in
creases proportionately to the greater diameter of the base . To
compensate for the quicker wi nding -on rate the guide rollers are
given a well -proportioned downwards movement,towards the
spindles,and this movement combined with the rais ing of the
lifter curl wires gives the increase in length of yarn required by
the greater diameter of cop . In other words,a differential wind
ing- ou motion is provided by causing the l ifter and guide rollers
to move towards each other,and g ive slack yarn as the winding
point moves towards the base of the cone,while these two parts
recede from each other and tend to take up the yarn when the
winding-ou point moves towards the apex of the cone of 00p .
This differential winding-ou problem is a distinctly interesting
and va luable one,and the comparatively rapid crossing of the
yarn along the cone not only facil itates the subsequent drawing
off of the yarn,but also helps to distribute the twist in the yarn
sufficiently . The spindle speeds may be proportioned to the
counts of yarn requ ired, but are always comparatively low
,reach
ing 700 or 800 revolutions per minute for counts 1%’
s or 2’
s,
with the larger dimen sions of Cop as above g iven , and up to
about 1300 or 1400 revolutions per minute for 3’
s to 4’
s . It wil l
be noticed that both counts and spindle Speeds for this Chapon
spinning machine are very much on a par with those obtain ing
on a range of bobbin and fly frames for ordinary cotton spinning ,
i ncluding slubber,intermediate
,and roving frames . There is
,
however,a much higher range of twist per inch put i nto the yarn
from the Chapon frame . The production of this machine per
spindle varies a great deal,according to class of waste used
,abil ity of
the operatives,twist per inch required
,etc . This machine has been
a good deal used on the Continent,and is understood to give a good
production of soft weft for sixty hours it is somewhat as fol lows
0 59 E ng l ish counts 34 lb . per spindle .
28
22
18
14
12
9
204 COTTON WASTE .
engines . The bottom rollers may be fluted if required . The
second style of rollers is very much on the l ines of the ordinary
three pairs of rollers i n common use on a ring Spinning frame
or an ordinary mul e for spinning proper cotton yarns . The three
l ines of bottom rollers are of very smal l diameter— possibly in .
by t in . by if in .,or even less in diameter for front and back— so
as to suit the very short fibre to be found usual ly in cotton
waste . The front and middle top rol lers are also of smal l
diameter,covered in the usual way with smooth closely woven
c loth next to the iron,and roller leather tightly drawn over the
c l oth . These two rol l ers may be joined together bya l ittl e saddle
and one l ink and l ever weighting arrangement used for both of
them . The back top roller in this case is usual ly plai n and
polished,and of about 1g in . diameter
,i n order to make it suffi~
c iently heavy by self -weighting . It will be readily understood
that using draught rollers i n this way i n a mule intended for spin
ning cotton -waste yarns,puts the process very much in the same
c ategory as ordinary cotton spinning,since rollers always tend to
make fibres paral lel,and draw out the cotton finer than is pos
s ible with either the “ ratch ”or gain principle of drawing .
The rollers in this case are made adjustable,provision often
being made for the distance between all three l ines being a l tered,
it being possible to separately al ter the distance between back and
m iddle on the one hand,or front and middle on the other hand . In
some cases Where waste mules are constructed with draught rollers
in this way, i t is the practice to a lso supply it with bobbins buil t on a
bobbin and fly frame,this latter machine being suppl ied with cotton
out of cans of sl iver prepared at the del ivery of the finisher card
ing engine , which in this case has the doffer web spl i t up into aboutfour parts , each of which goes into a can . This style of wastespinning is a compromise between orthodox cotton Spinning and
true waste Spinning upon the condenser principle in which nodrawing rol lers are used for the cotton to go through on any
machine , and no real attempt is made to put the fibres into
paral lel order in any of the processes . As a matter of fact,present
day practice apparently tends to run more and more in the wayof discarding the preparation system of cotton -waste spinning , andfor the condenser system to more and more increase in use. In
the case of a waste- Spinning mule in which three l ines of rollersa re used as above described
,i t is qui te easy to discard the roller
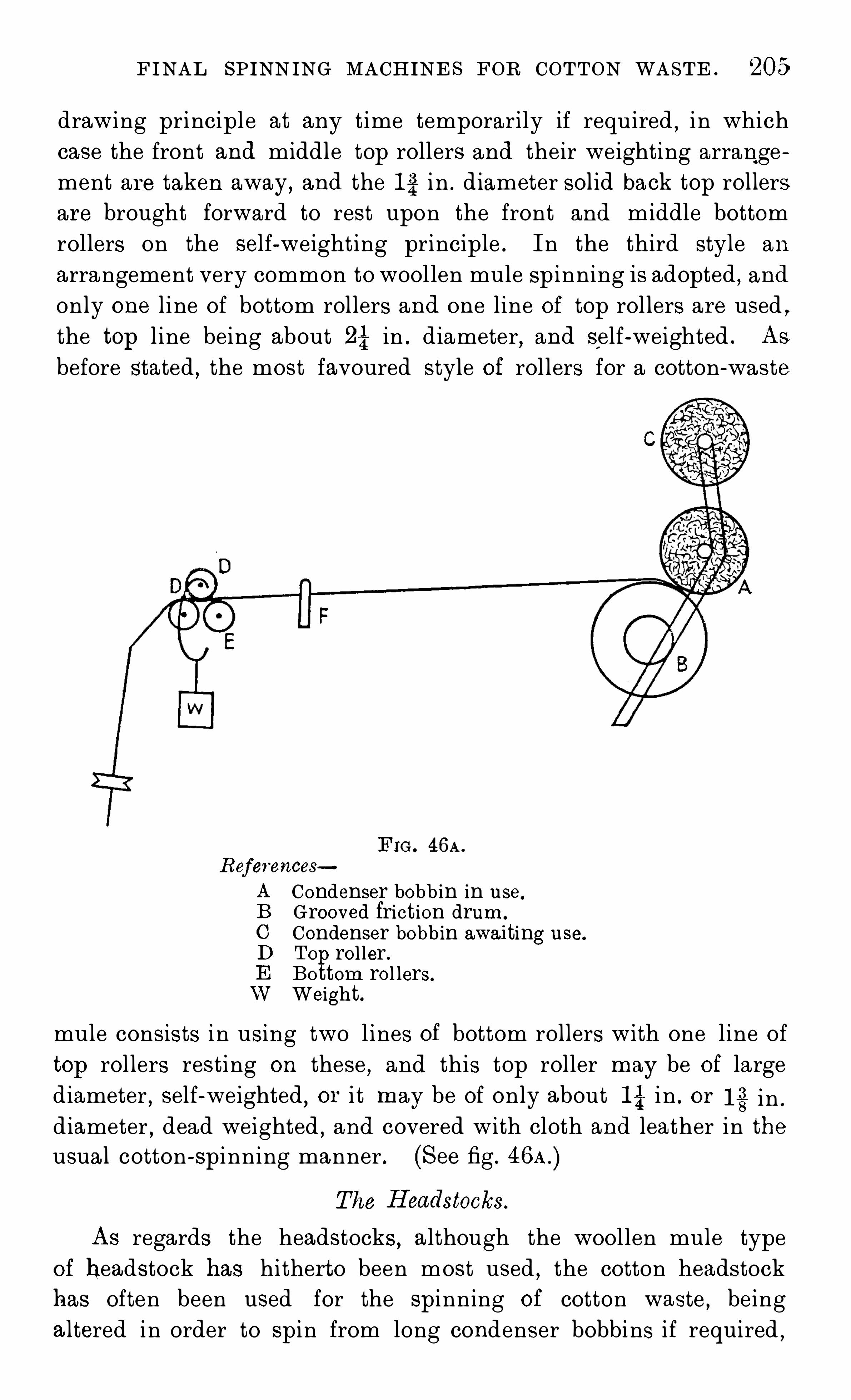
FINAL SPINN ING MACHINES FOR COTTON WASTE . 205
drawing principle at any t ime temporarily if requ ired ,i n which
case the front and middle top rollers and their weighting arrange
ment are taken away,and the 152 i n . diameter sol id back top rollers
are brought forward to rest upon the front and middle bottom
rollers on the self-weighting principle . In the third style an
arrangement very common to wool len mule Spinning is adopted , and
only one l i ne of bottom rollers and one l ine of top rol lers are used ,
the top l ine being about 2% in . diameter,and self-weighted . As
before Stated , the most favoured style of rol lers for a cotton -waste
References
Condenser bobbin in useGrooved frict ion drumCondenser bobbin awaiting use.
Top rol ler.Bottom rol lers.
Weight .é
mc
o
we
mule consists i n using two l ines of bottom rollers with one l ine oftop rol lers resting on these , and this top roller may be of large
diameter , self-weighted , or i t may be of only about 1} i n . or 1g i n .
diameter , dead weighted ,and covered with cloth and leather in the
usual cotton - spinning manner . (See fig . 46A. )
The Headstocks.
AS regards the headstocks , although the woollen mule typeof headstock has hitherto been most used
,the cotton headstock
has often been used for the spinning of cotton waste,being
a ltered in order to spin from long condenser bobbins i f required,
206 COTTON WASTE .
and being equipped with a ratching motion for disengaging the
rol lers shortly before the carriage has fin ished its outward run .
E lsewhere in this book we ful ly expla i n how quite recently
most determined and most successful attempts have been made
to fully adapt the cotton headstock so as to give most excellent
results i n the ordinary way of Spinning cotton -waste yarns of
good and so- cal l ed fine qualit ies . It is a somewhat noticeable
fact that self- acting mules for the Spinning of cot ton -waste have
very often indeed had the headstocks built upon the side rim
principle,in which the rim Shafts are paral lel to creels and rollers ,
al though the back r ims are made if required for cotton -waste
spinn ing,and the rim Shafts are at right angles to the rollers and
creels . It is possible that the side rim arrangement suits the
woollen type of headstock somewhat better than it does an ordi
nary cotton Spinning headstock,but in such cotton spinning it
is seldom the s ide rim is adonted unless it is a v ery low room in
which a countershaf t running down the centre of the two muleswill give a much longer down bel t than would be obta ined with
the ordi nary top countershaft of the back rim . In some cases,
of course,the headstock is constructed on the Side rim principle
i n order to suit the arrangement of driving Shaft already obtain ing
in the room wherein the mules are to be placed . Side rims can
and do give good results , but the writer on the whole prefers the
back rim pulley arrangement .
Spindles and Productions .
Because of the very thick character of the yarn it is necessary
to make big cops as a rule in order to restrict the number of dof
fing times at the mule,and to make the COpS last l onger at the next
process . For this reason the Spindle gauge or distance from centreof one Spindle to centre of the next one is usual ly a wide one
,say,
anything from 1712 in . or 15} in . up to 25 in .,or so as compared with
1 {a in . or 1% in . as a standard forpin - Cop weft , and 1} in . to 133 in . as
a standard for twist Cops i n the ordinary processes of cotton spinning . I t fol lows partly from the wide spindle gauge that the
number of Spindles per mule must be much less than for a cottonspinning mule
,but another reason for a reduction in the number
of spindles is found in the great amount of creel ing and doffing
required , which reduces the capacit ies of the Operatives as regardsnumber of spindles . In a general way a waste mul e conta in ing
COTTON \VASTE .
other suitable means is very soon attained . Hence we have the
long- establ ished practice of using the woollen mule type of headstock
i n mules for Spinning waste cotton yarns on the condenser system .
In l ike manner there is a great resemblance i n the finisher carding
engines as used for these two materials,not a lone in the fact that i n
each case the card is of the roller and clearer type , but also in the
manner of dividing or cutting up the width of the fleece of fibres
from the doffer into a sufficient number of i ndividual ends,reach
ing usual ly from ten to thirty-one or so for cotton waste,and
sometimes up to four t imes this number upon woollen condenser
cards . One of the developments of recent years i n connexion
with the Spinning of cotton -waste yarns has been the modification
and application of the cotton - spinning type of headstock for the
purposes of cotton -waste Spinning upon the condenser principle .
We now propose to describe a mul e that has been brought
up to date for this special purpose . In this case one par
ticular and essentia l feature is the adoption of the carriage “ ga i n
or“ drag ” principle for draughting the cotton out
,to the utter ex
clusion of the “ ratching” or second stretch principle
,the wel l
known slubbing motion for the early Open ing of the rol ler -box
not usual ly being needed or at all used in this mul e . This mule being Operated on the condenser principle
,there is , of course
,no
rol ler draught at all,exactly as On the woollen mule principle . Take
an example of Spinning counts 7’
s to 8’
s from 45 hank condenserstrands . Each long condenser creel bobbin may conta in about
thirty ends— one each for a front twist ing Spindle— the total length
of the bobbin being about 48 in .
,and ful l d iameter 8 i n . or 9 in .
This long bobbin is placed hori zonta l ly upon a fluted t in roller ordrum of poss ibly 10 in . diameter or so, and is bent backwardswith its ends aga inst the vertica l creel stands . The tin drum
method of driving ensures a sufficiently positive rotat ion of the
condenser bobbin,and a uni form surface speed
,whatever may
be the diameter of the bobbin . The strands of cotton from these
long bobbins are conducted through vert ical guide wires behind
the rollers much after the ordinary cotton spinning mule style fors ingle rovings . Next
,the cotton passes through the rollers
,which
cons ist of two bottom fluted rol lers upon which is placed a l eather
covered rol ler weighted on the dead -weight principle to ensure asufficient grip of the cotton ends . These three lines of rollers may
be approximately about 15 in . diameter,there being probably a
FINAL SPINNING MACHINES FOR COTTON WASTE . 209
slight difference in diameter between top and bottom rollers to
prevent fluting of the leather - covered top rol lers . Final ly, each
cotton end passes from the rol lers to its Spindle , which usual ly
has only a moderate amount of topping,
or distance from top of
Spindle to top of fluted front roller,and only a moderate amount
of Spindle bevel also . A large amount of either “ topping”
or
Spindle “ bevel ” would probably make it awkward to put in the
required amount of “ ga in or carriage draught ; without running
some risk of the yarn drawing off the Spindles when the cops were
nearing their ful l l ength . (See fig .
Let us now deal briefly with the driving of the three primaryand fundamental movements of this mul e during draughting , twist
FIG . 47 .— Cotton-waste Mule with Cotton Headstock .
ing,and ordinary outward carriage movement . I t wil l simplify
matters and greatly help a cotton mule man to understand the
mechanism and operation of this headstock if we state at once
that the rollers and carriage are driven at a uniform speed during.
outward carriage travel,while the Spindles have three different
Speeds during any one run out,each Speed being definitely ob
tained from proper mechanism,and each controlled as required .
We Shall explain that the first motor or s ide - shaft for driving the
rollers and carriage is driven in a different manner from what
obtains in the ordinary cotton mule headstock,but from this Side
Shaft the driving of rol lers and carriage is much the same as
every cotton mule worker is acquai nted with . There are,of
course,no draught wheels for driving the back and middle rollers
,
14
210 COTTON WASTE .
as these rollers are not used,and there is a definite connexion
between the driving of the rollers and carriage, so that the relat ive
speeds of carriage and rollers may be adjusted to whatever
amount of draught may be required . If,for example
,i t is required
to put i n a l i ttle less draught,this may easi ly be done by altering
(a ) a wheel which will drive the rollers more quickly without
a ltering the speed of the carriage ; or (b) by a ltering a wheel
which wil l reduce the Speed of the carriage without altering
the Speed of the rol lers . If,
again,i t was considered
that the l imit of carriage and roller speed had been attained
c onsistent with the qual i ty Of the material and the piecing-up
c apacity of the workers,the above case would probably be
met by al tering that change wheel,which would reduce the
Speed of the carriage and l eave that of the rol lers unaltered . I t
is to be particularly noted that the outward speed of the carriage“i n this particular waste - Spinning mule is kept at a uniform rate
,
whereas i t is more usual i n the wool len mule type of headstock
to draw the carriage out at variable Speeds by scrolls of much the
s ame shape as those usua l ly employed to draw in the carriage of
a n ordinary spinning mule . In the woollen mule type of head
s tock there is not as a rule any long back - shaft— a lthough it is
poss ible to have one— but i n this new cotton headstock the usual
long back - Shaft containing the usual description Of practically
uniform drawing scrol l is used and the stretch of 64 i n . is
adopted,this bei ng the well - known standard for ordinary counts
of cotton yarn from all garden numbers from 20’
s to 60’
s or so .
(Seefig .
D riving for Variable Sp indle Speeds .
We have endeavoured to word the descriptions so that anyone
familiar with ordinary cotton mule headstocks would be readily
able to understand the special features of this cotton headstock
for spinning waste - cotton yarns upon the condenser principle .
Without doubt by far the greatest difference in principle of con
s truction,as between the headstock of this mule and that of an
ordinary cotton spinning mule , consists in the arrangements for
driving the spindles at three different speeds during each run - out
of the carriage , while keeping the rollers and carriage at a uni form
speed . Such variable speeds are necessary for the best results i n
spinning yarns on the condenser system without using draugh
212 COTTON WASTE .
and has secured to it a second rope rim -pulley of larger diameter
placed just ins ide of the smal l rim -pulley at the back of the head
stock . Such is the method oi construct ion,and the exact action
of these parts will be readily comprehended by anyone who now un
derstands the construct ion . AS the carriage starts out the ordinary
down -belt for the rim -pulley is on the central loose pulley,and
the auxiliary belt is not only driving the carriage and rollers,but
also,by the catch and catch -wheel or free -will a rrangement
,is
driving the rim - shaft , and therefore by the smal ler rim -pul ley is
driving the spindles at a very slow speed . After the carriage has
travelled perhaps 20 i n . or 2 ft . the down belt is moved upon
the front bel t pulley,and at once takes command of the rim
Shaft,and the ratchet -wheel or free -wheel on rim - shaft runs away
from the driving catch of the auxi liary drive,which now oa
drives rol lers and carriage . Arrived at perhaps 18 in . or so,more
or l ess,from end of carriage traverse
,the down bel t is moved
upon the back pulley,and the larger rim -pul ley drives the spindles
unt i l twisting has finished .
Three Speeds of Spindle.
1
Referring aga in to the three - Spindle speed mul e for the purpose
of Spinn ing cotton waste on the condenser principle ,. it will be
understood that any required proportion of speed may be Obtained
as between the first,second
,and third Speeds respectively
,but
the principle must always be observed of having an init ial low
Spindle Speed in order to permit the carriage draughting of the cotton
without thread breakage . This is so true that i f a broken thread
be pieced up on the mul e j ust described before the carriage has
travelled several inches away from the beam it is very likely to break
down aga in,owing to the Spindle hal f of the pieced thread having
more twist than the roller beam half,and a lso owing to the weaker
and thicker nature of the piecing port ion . The carriage itself is
made the medium for determining when the changes shal l take place
from lowest to medium spindle Speed,and from medium to highest
Speed . This will be readily understood by those conversant with
the Single and double speed motions of fine Spinning mules .
There are,however
,essential differences i n principle ; if we started
double Speed earlier we Should Speed up the rollers and carriage
also unti l the back - shaft and roller-boxes opened . The waste
1 See sketch and descript ion of 3 - speed motion in append ix .
FINAL SPINNING MACHINES FOR COTTON WASTE . 213
spinning mule is more l ike a Threlfal l mule,in which the double
Speed is obtained entirely from bringing a larger diameter of rim
pulley into use,so as to speed the spindles al one . There are
some important deta i ls of practice which are affected by this par
ticular feature , as , for example , supposing that the new waste
mule with cotton headstock were al tered— as i t could be in about
a minute or so— so as to change from medium to maximum Spindle
speed somewhat sooner in relation to the termination of the out
ward carriage travel,the effect would be to obta in more twist in
the yarn before the carriage got out,so that less would be neces
sary after the carriage got ful ly out and during twisting at the head,
and the mule would make a complete draw in a proportionately
FIG . 48 .—Cotton-waste Mule with Woollen Type of Headstock.
Shorter time .It must be understood that the tin roller twisting
motion is appl ied to this mul e so that sl ippage of the rim - band does
not affect the total twist per inch put in the yarn ,and also that
a fter the ful l twist has been put i n the yarn backing-off occurs ,
whatever proportion of twist may be left for insertion during sup
plementary twisting after the carriage has come to a standsti l l .
Also our readers must permit us to aga in remind them that the
rim - shaft has nothing to do with driving the rollers and carriage , but
only drives the Spindles . The 3 -speed motion just describ ed is
made by Messrs . Asa Lees Co .
Stop-Motions.
For the purpose of changing the creel bobbins and perform
ing various l i ttl e duties , i t is more often necessary to stop a waste
214 COTTON WASTE .
Spinning mule than an ordinary cotton - spinning one,and i t is
quite common on a waste mule to employ a specia l application
of stop-motion seldom found on a cotton spinning mule . During
the last fifteen years or so it has become the usual thing in
ordinary cotton spinning to apply a turnover latch or handle
which the Operative may turn over to be out of action any time
when the carriage is coming out or going in,and may then ex
peet the mule to stop at the rol ler-beam,because the down -belt.
has not been unlatched and al lowed to move on the loose pulley .
In the waste mule this idea is often carried out to the further
extent of extending a wire rod underneath the fal l er Shafts for a .
good portion or all of the ' length of the mu le . By simply pulling at.
this rod the latch may be turned over from any posi t ion in the length
of the mule,and this may often prove to be a dist inct convenience .
AS a matter of fact,we quite fai l to see why it Should not be
regularly appl ied to ordi nary cotton - Spinning mules,because it is
simple and cheap enough,and can be placed out of the way be
neath the faller shafts . In some waste - spinning mules the idea
is carried out further s til l by us ing the long wire rod as j ust de
scribed,and arranging so that Sl iding it Shal l place the bel t at
once on the loose pulley at any point in the outward travel of
the carriage . To do this i t is common to latch the down -belt.
i n posit ion,and to arrange for a spiral spring to be always
pull ing at the strap rod as the carriage moves out . By movingthe long rod
,connexions are also moved so that the down -bel t fork
is promptly unlatched,and the bel t is drawn upon the loose
pulley by the Spiral spring . This is a specia l applicat ion of the
stop-motion principle which we scarcely think would suit most .
ordinary cotton Spinning mules,because the need for its use
would seldom arise,and i t would make the stop -motion parts a
l i ttle mixed up to also util ize the turnover latch principle,the
strap- rel ieving motion,and the hastening motion . Before leaving
the question of stop - rods we may first say a word about one of
the latest l it tle devices for locking the long stop - rod,or big
starti ng and stopping handle of any sel f- acting mul e,whether for
waste or ordinary yarns . A wire loop or cross -bar of about 6’
s
wire is hinged to the top of the standard,through which the
stop - rod passes at the front ; a suitable s lot is cut across the topof the stop - rod in such a posi t ion that when the stop -rod is pushed
home and the mule is stopped the wire cross-bar at once drops
216 COTTON WASTE .
the mule,and first drives the backing-off
,and afterwards draws
the carriage i n as on ordinary Spinning mul es . It appears to be
the general opinion of cotton -was te spinners who have Operated
mules both on the woollen mule principle of ratching the yarn
by the aid of Slubbing motions,and the use of variable drawing
out scrolls , and have also had experi ence of waste - spinning mules
which draught the cotton ends by the aid of gain,
and not ratch ,
”
that the gai n ” method is distinctly the better when condenser
strands of finer than three hank or so are used . Take for example
a waste mule Spinning 7’
s counts of yarn from 4’
s condenser
bobbins,i t is claimed that more production and better yarn can
be obtained from a cotton headstock with a continuous draughting
of the cotton by carriage gai n . Also the use of paral l el scrolls for
g iving a uniformoutward speed to the carriage appears to be
favoured by many in such cases . The makers themselves make
their claim i n the following words : “ This method of Spinning
produces a finer and much more even yarn,as the draught is put in
conti nuously and gradual ly,and not all at the end of the draw ,
as
in the older system ; i t enables coarser roving to be used than
formerly when Spinning the same counts,as i t is possible to obtain
a draught equal to hal f the draw and i t gives a larger production
as the twist can be put i n sooner than by the older system . The
mule also,having a back - shaft
,works more steadily
,and therefore
runs faster It will be quite understood that automatic governing
motions,or strapping
”motions
,automatic nosing motions
,and
backing-off chain t ightening motions can be and often are applied
to a cotton -waste mule j ust as on an ordinary cotton mule . It
is found also that the instantaneous cl ick - locking motion is an
advantage,as it prevents “ clicking
,
” or having both backing- off
and winding-on cl icks engaged at the same moment . In the
cotton headstock described this “ click motion is on the cone
principle , and is worked from the rocking- shaft in the carriage
middle piece,and the click is engaged before the carriage begins to
move by the same set of mechanism that does the locking of the
fal l ers . We bel ieve most people will concede that cone- cl ick
gearing and ungearing motions have done very excellent service
when put on and adjusted to proper advantage,and often render
effici ent service in l imiti ng the number of snarls put i n the yarn ,
and i n gett i ng good sol id cops . In the case under notice the
winding cl ick is made of steel,case - hardened
,with teeth cut out
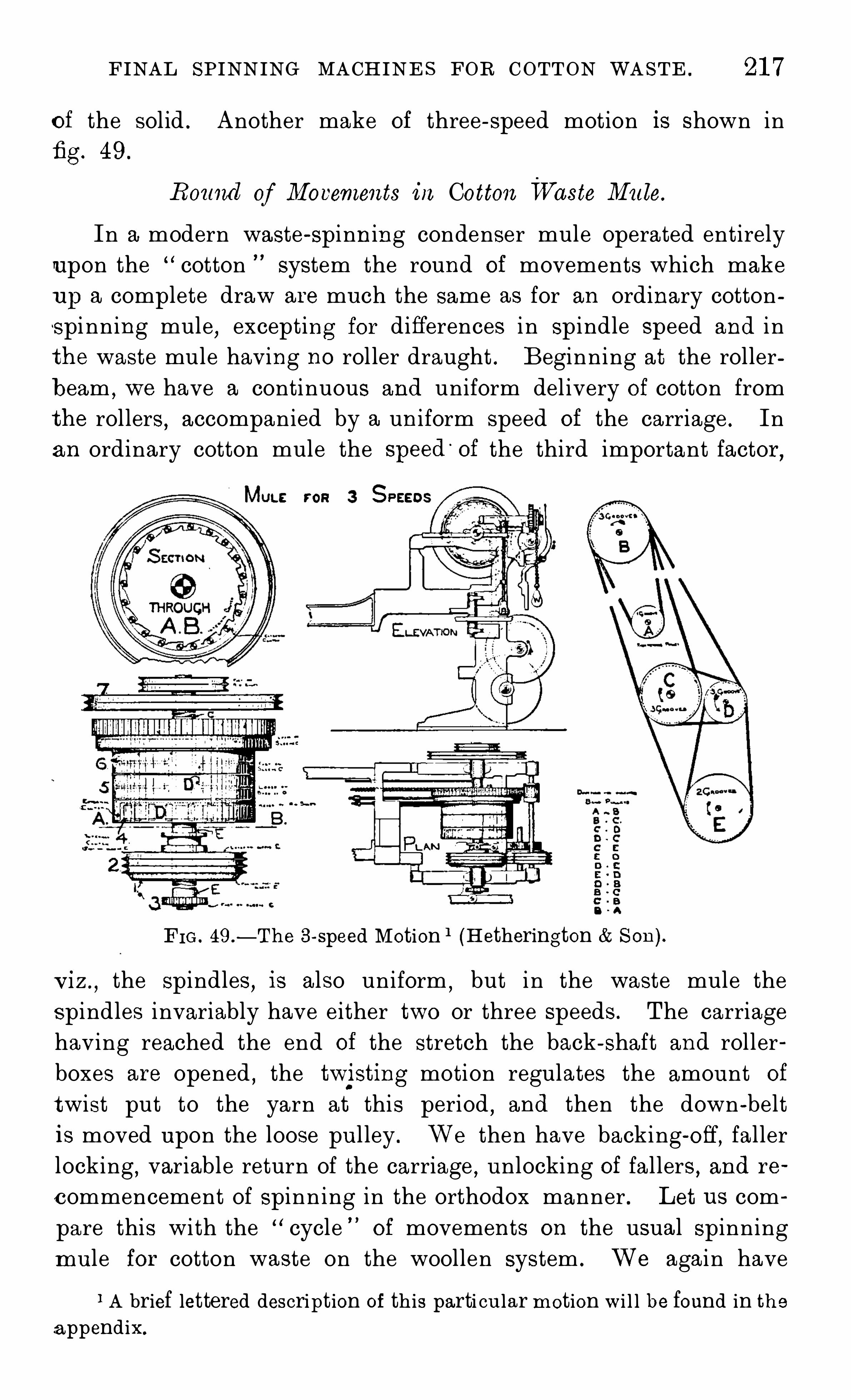
FINAL SPINNING MACHINES FOR COTTON WASTE . 217
of the sol id . Another make of three - speed motion is shown in
fig . 49 .
Round of Movements in Cotton Waste Mule.
In a modern waste - Spinning condenser mule Operated entirely
upon the “ cotton ”system the round of movements which make
up a complete draw are much the same as for an ordinary cotton
Spinning mule,excepting for differences i n Spindle speed and i n
the waste mule having no rol ler draught . Beginning at the roller
b eam ,we have a continuous and uniform del ivery of cotton from
the rollers,accompanied by a uni form Speed of the carriage . In
an ordinary cotton mule the speed‘
of the third important factor,
LE FOR SPEEDS
FIG . 49 .
—The 3 - speed Motion 1(Hetherington Son ) .
v iz .,the spindles
,is also uniform
,but in the waste mule the
Spindles invariably have either two or three speeds . The carriage
having reached the end of the stretch the back - Shaft and roller
boxes are Opened ,the ts ting motion regulates the amount of
twist put to the yarn at this period,and then the down -belt
is moved upon the loose pul ley . We then have backing-off, fal ler
locking,variable return of the carriage , unlocking of fal lers , and re
c ommencement of Spinn ing in the orthodox manner . Let us com
pare this with the “ cycle of movements on the usual spinning
mul e for cotton waste on the woollen system . We again have
1 A brief lettered descript ion of this parti cular motion wi l l be found in thea ppendix .
218 COTTON WASTE .
the del ivery of condensed cotton strands from the rollers,but this
may be accompanied by a variable speed of carriage . The spindles
have a very low speed for the greater portion of the run -out.
When the carriage has moved a sufficient distance outwards,say,
possibly about 40 or more inches out of about a 70 inch stretch ,
the del ivery of cotton from the rol lers is stopped while the car
riage continues its forward movement . This is natural ly accom
panied by the requ is i te amount of spindle draught ,”
or carriage
draught ” as it may be termed . These conditions may obtai n unt il
the carriage gets almost or nearly out,when the double spindle
speed may be brought into action,so as to save time by intro
ducing twist in the yarn as quickly as poss ible now that the
conclusion of“spindle draughting wil l permit of the insertion of
the twist . We have,of course
,the arrestation of outward
carriage movement,and disengagement of drawing- out motion at.
the proper moment . During the supplementary twisting period
may put into Operat ion the “ draw -back or “ receding
movement of the carriage by which the carr iage is slowly moved
a short distance towards the rol ler-beam ,in order to prevent the
shorten ing and harden ing effect of the twist from pull ing the
threads down . This is a part icular feature of a mule operated
upon the woollen headstock and “slubbing motion principle .
Supplementary twisting ,double speed of spindles
,and receding
action of carriage may take place concurrently . After the con
clusion of twist ing , we have backing-Off,fal ler locking
,winding-ou ,
shaping of cops,and return of carriage exactly as before described .
I t wil l be understood that the condenser system of carding and
Spinning,whether the mul e draught be Obta ined upon the drag
or upon the ratching principle,always produces a very full
,
soft - feel ing yarn,with the requisi te strength obtained from the
rubbers of the card ,the cross ing of the fibres and spinning
coarse numbers .
The Slubbing Motion.
I t will be of i nterest and profit to many of our readers i f wegive a brief descript ion of the mechanism by which the rol lers are
controlled,so as to deliver cotton for only a portion of the out
ward movement,i n a cotton -waste mule Operated upon the
woollen headstock principle,and fed with condenser bobbins .
Take an arrangement as made by one firm . The roller -box has
220 COTTON WASTE .
long rod is placed an adjustable finger , which is acted upon whenrequired by a bracket fastened in the carriage “
square In this
way a sufficient movement is given to the long rod,and is trans
mitted by the vertical l ink - rod to the latch- l ever which holds the
roller-box shut . The li fting of this lever releases the hal f of the
roller-box ,and this box is at once forced open by the proper spring .
It will be readily comprehended that the change brackets may be
adjusted so that the rod may be moved and box opened when the
carriage has made say 35 ih .,40 ih .
,44 in .
,or any other pro
portion of the ful l outward stretch that may be desired . This is
not the most common form of slubbing motion by any means , but it
will be readily understood by most of our readers,and especial ly
by those who are familiar with the recent trend of fashion in
regard to the opening and closing of the rol ler - boxes i n some
mules put up for ordinary cotton - spinning purposes . I t is well
known,for example
,that some ordinary cotton - spinning mules
for many years had the rol ler-box Opened and closed by the
sliding action of a long rod as imparted by the carriage . More
recently,however
,it has become the favourite practice to Open
the rol ler -box exactly upon the principle explained as above
for the sl iding- rod slubbing motion of the waste- spinning mule .
Instead of having the Sliding- rod to actual ly compel the box
to Open,the rod now releases a kind of l ever arrangement
,
a'
hd the Spring does the real work of Opening the box . This
development has taken place largely because with the former
practice the rod would drag along with the carriage more
slowly sometimes than others,and there was not always the
exact and prompt opening of the box which is requis ite for
obtaining absolute uniformity in the amount of “ ratching as
required for fine counts of yarn . In the more recent system the
real Opening of the rol l er -box is left to the spring,and not to the
rod,and better action is on the whole obtained
,al though skilful
setting and maintenance of parts in good condition produced ex
c ellent resul ts with the older system . NOW there is no difference
to speak of i n principles of construction and action between the
roller -box Opening of fine mul e j ust referred to and the new longrod method of Opening the roller- box on some condenser wastespinni ng mules . It is
,i ndeed
,very apparently a fine example of
the saying that “ Extremes meet,”
since in the one case we havethe use of the ratching principle for fine cotton yarns
,and in the
FINAL SPINNING MACHINES FOR COTTON WASTE . 221
other case we find it used to an even far greater extent for producing
the very coarsest of cotton yarns , while in almost allmedium countsof yarn from American cotton— say ,
lo’
s to 40’
s,or finer ordinary
cotton spinning— the “ ratching principle is practical ly ignored .
In the fine mule the amount of ratching , however , is l imited at
from 5 i n . up to 4 in . or 5 in . per stretch,whereas in a cotton -waste
mule Operated on the woollen mule principle with a Slubbing
motion,it is possible for the amount of ratch to reach to almost half
the complete stretch,say,
up to from 30 in . to 35 in . in a 70 i n .
stretch .
Wheel Slubbing Motion .
The more usual form of slubbing motion as used on a wool len
mule headstock for spinning cotton -waste or woollen yarns is separ
ated from the carriage,and there is no l ong rod
,the release of
the latch - l ever of rol ler -box depending upon a t rai n of wheelsOperated from the front roller itself . The present writer ex
amined this form of slubbing motion as appl ied to cotton -waste
mules with the woollen type of headstock ,and as built by three
different makers . A brief description of one only will be given,
and i t must be understood that in exact detai l of construction the
others differ from this one and from each other,but not i n principle .
The rol ler-box is held in gear by a latch - l ever,exactly as in the
case of the long rod motion,while a spira l spring is always
trying to force the box Open as agai nst the pressure of the lever .
In this case there is used a Slubbing wheel contai n ing a good
deal of Slotted space on its s ide , and not far from the edge or rim .
The face of the wheel is numbered much after the’
style of the
index wheel of a comber— although we do not think the marks of
the s lubbing wheel bear any rela t ion to the teeth of the wheel asi n the case of the index wheel— and a stud is secured at any re
quired point i n the slotted Space . I t is by the posi tion of the stud
in the slot,and i n regard to the markings on the rim of the slub
bing wheel,that the release of the latch - lever and the open ing of
the rol ler - box are determined in relat ion to the amount of yarn
del ivered and the exact distance’
travelled each draw by the car
riage before the rol ler -box is opened . For example,by screwing
the stud at a certai n mark or number in the s ide of the Slubbing
wheel the roller-box might be Opened and del ivery stopped after
the carriage had travelled 50 in . out of 70 total . If i t were
222 COTTON WASTE .
requi red to have 60 i n . or only 45 in .,or any other amount of yarn
del ivered before Opening the rol ler-box,i t would be a case of only
putting the stud in the proper slot Opposite the proper number onthe slubbing wheel , and this need only be the work of a minu te .
In the case of the rod system the alterat ion would require no more
t ime,and some mark ings on or near the long rod would serve to
i ndicate exact amount of yarn del ivered for opening at any par
ti cular mark . We are i ncl ined personal ly to prefer the rod system
ma inly because the slubb ing wheel requires other gearing for
driving it round ,and special means for return ing i t to its initial
posit ion for the commencement of each outward run . Of course,
the long rod also must be pushed back to spinning posi tion but
this is a very convenient thing to do . The slubbing wheel Itsel f
d i ffers l ittle with d ifferent makers,but the manner of driving it
d iffers cons iderably . In the case under notice there is a train of
two sma l l wheels driving two large ones from front roller to s lub
bing wheel , with a carrier introduced for conven ience,and to give
proper direction of revolution to the slubbing wheel . The front
rol ler wheel itself is very smal l,and the slubbing wheel dist inctly
large,not very much unl ike the front rol ler p inion and crown wheel
of an ordinary draught train of wheels . A sufficiently slow rotat ion
o f the slubbing wheel is Obtained to prevent the stud from releasing
the latch - lever of the roller -box until the carriage has gone suffi
c iently far. In order to return the Slubbing wheel to its initial
posi t ion for Commencing a new draw a weighted chai n arrangement
is used ,and the method of gearing has to be arranged to permit
this return action . The use of this weighted chain is one of the
detai ls i n which the slubbing wheel appears to be somewhat in
ferior to the long rod system,although long practice has probably
reconciled the workers to the former method .
Self -Acting Mule (Condenser System,fig .
Such a mule’
as the one il lustrated in fig . 50 is suitable for
Spinning a ful l,soft - spun
,and level yarn from such cotton wastes
as comber waste and various kinds of hard waste or soft waste .
The bobbins from the fin isher card are placed'
on in cl ined
s tands and are unwound by contact with grooved surface drum s .
The roving is del ivered from the rol lers at a un iform speed,the
carriage speed is uniform and the cotton strands are attenuated
by the carriage speed exceeding the surface speed of the rollers .

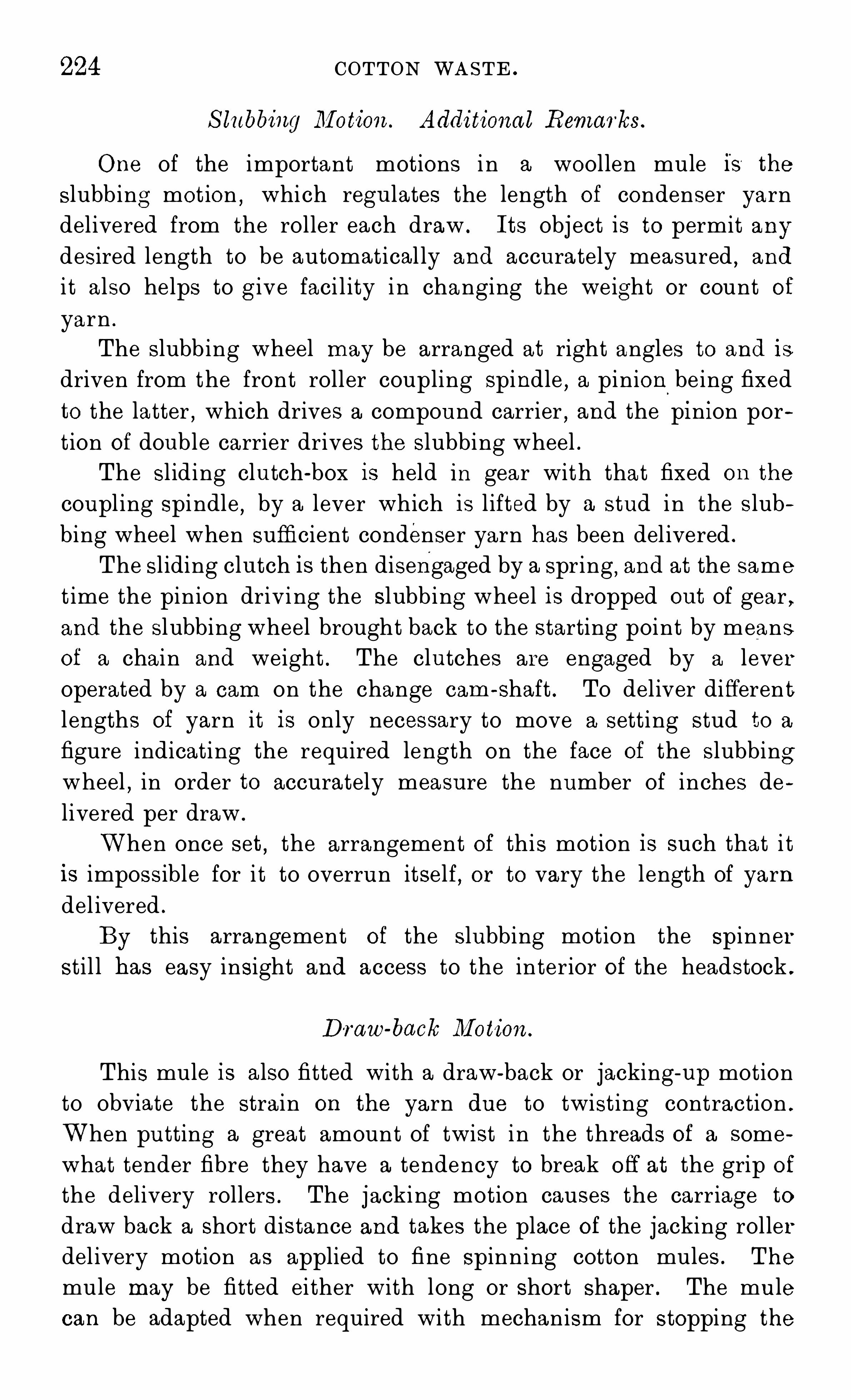
224 COTTON WASTE .
Slubbing Motion . Additional Remarks .
One of the important motions i n a woollen mule Is the
Slubbing mot ion,which regulates the length of condenser yarn
del ivered from the roller each draw . Its obj ect is to permit anydesired length to be automat ical ly and accurately measured
,and
i t also helps to g ive faci l ity i n changing the weight or count of
yarn .
The slubb ing wheel may be arranged at right angles to and is
driven from the front roller coupling Spindle,a pinion be ing fixed
to the latter , which drives a compound carrier,and the pinion por
tion of double carrier drives the slubbing wheel .
The Sl iding clutch-box is held in gear with that fixed on the
coupl ing spindle,by a l ever which is l ifted by a stud in the s lub
bing wheel when sufficient condenser yarn has been del ivered .
The sl iding clutch is then disengaged by a spring ,and at the same
t ime the pinion driving the slubbing wheel is dropped out of gear ,and the slubbing wheel brought back to the starting point by means
of a chain and weight . The clutches are engaged by a l ever
operated by a cam on the change cam - shaft . To del iver different
l engths of yarn it is only necessary to move a setting stud to a
figure indicating the required length on the face of the s lubbingwheel
,in order to accurately measure the number of inches de
livered per draw .
When once set , the arrangement of this motion is such that i t
is imposs ible for i t to overrun itself , or to vary the length of yarn
del ivered .
By this arrangement of the slubbing motion the Spinner
stil l has easy insight and access to the interior of the headstock .
Draw-back Motion.
This mule is also fitted with a draw-back or jacking-up motion
to obviate the strain on the yarn due to twist ing contraction .
When putting a great amount of twist in the threads of a some
what tender fibre they have a tendency to break off at the grip of
the delivery rollers . The jacking motion causes the carriag e to
draw back a short distance and takes the place of the jacking roller
del ivery motion as applied to fine spinning cotton mules . The
mule may be fitted ei ther with long or Short Shaper . The mule
can be adapted when required with mechanism for stopping the
FINAL SPINNING MACHINES FOR COTTON WASTE . 225
spindles , reversing the rol lers , for the Spinning of yarns of a fancy
character,and for twist ing two ends together .
The Reversing Motion is applied to mules Spinning very short
staple and with soft twist , i n which at t imes much trouble has
been caused by the threads breaking at the grip of the rollers .
To overcome this defect . the rol lers are turned slightly inward
immediately after twist ing, So as to bite on the twisted yarn during
backing off and winding on,instead of on soft material as just
del ivered untwisted from the rol lers .
Spindle Stop Motion.
This is chiefly used when there is a cons iderable admixture of
other material , such as China grass,tow
,etc .
,with pure wool which
prevents much draught being put in the yarn .
The “Draw-back Motion.
In the case of a fine spinning mule putting in a good dea l of
supplementary twist with the carriage fully out,it is often found
necessary to adopt means for preventing the ya rn- contracting
effect of the twist from breaking the threads down excessively .
The established method in this case is to cause the rollers todel iver a smal l amount of cotton at this t ime by means of what
1s variously termed the “ receding motion,the “ roller turning ”
motion,or the “ jacking delivery motion . In the case
,for
example,of one mul e
,this motion consists of a tra in of wheels.
Operated primarily from a smal l wheel on the roller side - Shaft,
which thus drives a special bottom shaft that reaches to the front .
of the roller spindle,and drives the front roller by a catch and
ratchet wheel arrangement .
In another mule the whole of this mechanism is i n front .
of the fast and loose pulleys,but is much the same in principle
as the above,al though apparently differing in detai l .
Another firm employ a sma l l sprocket cha i n arrangement,
combined with a catch and catch-wheel for the purposes of their
rol ler - turning motion .
In the original hand -mule of Crompton the difficulty was met
by a slight pushing in of the carriage,and this obtained original ly
in self-actors,but the extra roller turning system has been in
universal use i n fine spinning cotton mules for a very long term
of years,and is much better than the pushing in of the carriage
,
15
226 COTTON WASTE .
i nasmuch as it does not shorten the length of yarn spun as doesthe draw- back motion
,and i t is much less clumsy
,and does not
i n any way interfere with the arrangements for backing-off,
keeping the winding click out of gear , or preventing the premature
engagement of e ither the backing off or taking In frictions . At
the close of a l ecture by the present writer at the Bradford
Technical Col lege the quest ion was discussed why the “ rol ler
turning ” method should not displace the “ draw-back ” method
in wool len mules as it had done in fine cotton spinning . At
d ifferent t imes the writer has been asked the same question in
regard to cotton -waste mules i n which the same thing exists .
Apparently the answer may be given somewhat as follows : In
a fine Spinn ing mule the rol ler draught is sufficient to prevent
the slight portion of yarn del ivered by the receding motion from
a ffecting the counts of yarn or its regularity,whereas there is no
roller draught at all i n a proper woollen mule or i n a cotton -waste
mule on the condenser principle,whether with the wool len or
cotton mul e headstock,and the amount of receding is a lso much
greater . Such mules are made to “ jack -up or “ recede in the
carriage during supplementary twist ing to the extent of 6 in . i f
required,
and a good proportion of this 6 in . is sometimesrequired . This
,of course
,is far and away more than is ever
wanted for a fine spinning cotton mule in which a del ivery of g i n
to 1 i n . is dist inctly large,quite apart from the question of rol ler
d raught not being present in the waste Spinning mule Briefly,
i n a fine spinning mule the amount of “ receding action or yarn
slacken ing seldom ,if ever
,exceeds from 55 in . to 1 ih .
,and this
short length is subj ected to the action of roller draught— al though
wanting in Spindle draught— whereas in the cotton -waste mule
there may be,for example
,a matter of 3 or 4 in . of “
re
. ceding action or slackening of the yarn wanted,owing ma inly to
the very thick nature of the yarn caus ing the twist to Shorten the
yarn infinitely more than the same amount of twist wil l shorten
the fine yarns . In this statement we have,therefore
,an explana
t ion of why the draw -back motion is ma inta ined in woollen or
c otton -waste mules,al though it is obviously more inconvenient in
more ways than one than the roller turning system . Most recent
c otton -waste condenser mules now usual ly have no receding
motion on at all.
In the triple spindle - speed cotton mule headstock described
228 COTTON WASTE .
the carriage happened to finish its outward travel unsteadily, or
receded somewhat on the holding-out catch . Sometimes also the
chain catch is widely set,and there is a Sl ight in itial loss in
winding-ou . For these reasons many have preferred the method
in which the long rod which connects the holding-out ca tch withthe taking- in friction
,has also been made the medium for engaging
the winding catch before the carriage starts i nward . During recent
years,however
,what is termed the cone -winding cl ick principle has
become almost the most popular one for engaging and disengag
i ng the winding click . This is Operated from connexions to the
locking- lever,or what is practical ly the same thing
,from the rock
shaft in the middle piece , and this method of engagement,either
with the cone principle or other equivalent one,appears to be
rapidly superseding the others above specified,at any rate with
several machine shops . Wi th the Oldest and simplest form of
winding cl ick,and some other forms
,the recession of the carriage
in a waste Spinning mule working on the woollen mule principle,
due to the draw -back motion , would engage the winding cl ick
before twisting was finished unless Special preventive means were
adopted . As stated , the cone -winding click depends upon the
fal lers looking for its engagement , and for this reason it is easy
with the cone click arrangement to keep the winding catch dis
engaged during the draw -back action of carriage , and yet to obtai n
prompt engagement of the cl ick at the completion of backing-off
and the locking of the fal l ers . To describe one specific applicat ion
of the cone -winding cl ick to a self-acting mule : The ordinary
spectacle spring for the winding catch is entirely d ispensed with,
and in its place is used a strong half - circular spring made from
flat spring steel— it is not a spiral spring at all ; this new spring
being secured to the side of the winding plate or disc plate at one
end,and having its other end pressing firmly upon the top of the
winding catch and always endeavouring to engage the same .
This arrangement Obta ins its particular name of cone -winding
catch motion from the employment of a loose round boss which
surrounds the t in roller shaft , and has one end or edge turned off
to a conical or tapered outl ine . This coned end is forced under
neath a tai l or arm of the winding catch when the carriage getshome aga in , and i n this way the catch is l evered out of gear
,and
i t is held out by the cone during all the way out of the carriage .
At the completion of the backing-off,the movement of the parts
FINAL SPINNING MACHINES FOR COTTON WASTE . 229
connected with the locking of the fa l lers and disengagement of
the backing-off friction,a lso removes the cone bush away from the
arm of the winding cl ick,when the semicircular spring on top of
the catch promptly puts the catch in gear , and holds it firmly there
all the way up of the carriage . A strong spiral spring helps to
force the cone beneath the arm of the cl ick when the carriage gets
i n . This cone winding click therefore not only finds much favour
with ordinary cotton Spinners,but is even more spec ially adapted
to the Operat ion of a waste - Spinning mule in which the draw-back
action of the carriage is required .
Details .
At this point we wil l just give a Simple recital of one firm’
s
own statement w ith regard to special motions that may be applied
to waste Spinning mules . They say In these mules we gener
a l ly apply the fol lowing arrangements : Patent rope tightening
apparatus for rope taking- in scrol l -band tightening frame patent
c l ip for fastening check scrol l band ; cl ick locking motion ; patent
automat ic nos ing motion ; back ing-off cha in t ightening mot ion ;long copping rai l with loose automat ic front incl ine for regulating
the locking of the fal lers patent step covers Specia l arrangements
in connexion with the drawing-out and taking- in of the carriage ,which cause i t to stop in case of obstruct ion during drawing- out
and by which the Spinning operat ions will automatical ly cease
should the cam- shaft by accident make its change before the
proper t ime ; arrangements by which the mule may be suddenly
s topped during the going in of the carriage , to prevent accident ;safety catch to keep the mule stopped ; Specia l arrangements to
disengage the taking- in frict ion by the going in of the carriage ;a lso stop -motion for stopping the mule when the Carriage is close to
the rol ler-beam by which the attendant can stop it from any part
of the length of the mule,when requis ite to replace empty con
denser bobbins with full ones , or for any other purpose , without
running to the headstock .
Special Motions .
There is no better il lustration of the statement that extremes
m eet than is found in the case of the self-acting mule for fine
c ounts when compared with that for the spinning of cotton waste .
A number of special motions are found advisable in spinning
230 COTTON WASTE .
the fine cotton yarns,are not required for spinning medium
counts,and come into action again when spinning the thick yarns
from condenser carding . Si ngle and double spindle Speeds , and
excessive amount of carriage ga in are two of the best examples
of this feature and are required even more in spinning condenser
yarns than in Spinning the finest counts .
There are also cases of using the jacking motion for condenser
yarns,in wh ich case the carriage 1s put on a slow Speed for the
last smal l portion of its traverse to permit of the gai n or ratch
without excess ive thread breakage . More usual ly,however
,a
waste mule can do without a jacking motion .
Twist per inch ,which is so important in fine counts
,is of much
less consequence in coarse counts,and there are perhaps no real ly
accepted standards,suflicient being put in to keep the cotton to
gether . Judgment is exercised as to what the cotton waste wi l l
do and then the twist is humoured to the material .
Cases have been known when the waste has more resembled
sti cks and old hay than cotton ,but i t is astonishing what can be
done with such stuff i f the carriage speeds , twists per inch ,and
carriage draughts are sk i lful ly adjusted at the mule .
Gauge and Speed.
It must be noted that the pitch of the Slubbings i n a s ingle con
denser finisher card,fixes the gaug e of Spindle at the mule .
For example,i n the case of a ring doffer with 15 in . ring fil lets
and 5 in . ring leathers,the pitch from centre of one roving on the
condenser bobbin to centre of the next one,would be 15, and this
would fix the spindle gauge of the mule at 15. There might be
thirty - four of such on one long condenser bobbin from a 48 in .
finisher card .
I f a 2 in . gauge were used there might be twenty- four rovings
of rather low counts,taking a 2 in . spindle gauge at the mule .
I t is quite possible to run a mule on about 6’
s or so up to five,
five and a half,or even six draws per minute
,with a 64 in . stretch
and a cotton headstock,doing all the draughting by carriage ga in
as distinct from ratch
Formerly three and a half draws per minute was more l ike theaverage Speed .
In cases of excessive breakage it may be better to keep the

CHAPTER VI
THE USE OF COTTON -WASTE YARNS IN WEAVING .
The Weaving of Cotton-Waste Yarns.
IN cons idering the adaptabil ity of cotton -waste yarns to woven
fabrics,it is necessary to remember that compared with yarns spun
on the ordinary cotton system of equal counts they are deficient in
s trength and elast icity,but are of greater softness and ful ness , and
of an oozy fibrous nature .
In the major ity of cases their weakness precludes their use i n
the form of warp,s ince they are unable to withstand the stra in of
shedding,the friction of the healds
,reed
,and shuttle in all but
exceptiona l i nstances .
IVoven Goods in which Yarns Spun from Cotton Waste may
be Used.
Cotton -waste yarns are as a rule soft twisted and are very
bulky . They are largely used in the manufacture of such goods
as the following : Table covers,carpets
,quilts
,cotton sheet ings ,
cotton blankets,flannelettes
,curta i ns
,cheap shirt ings
,cheap suit
ings , bath Sheets and towels,cheap dress goods , cheap overcoat
ing s , upholstery for all classes of furniture , cheap towels , cleaning
cloths,sponge cloths , grey twills for such purposes as working
drawers or overal ls for spinners,miners
,stokers
,and other classes
of workmen . The wide range of fabrics may be either pla in or
fancy , pla in or coloured .
Improvements cont inue to be made whereby finer yarns are
spun and this increases the range of fabrics for which cotton -wasteyarns may be adapted .
In the weaving of cotton -waste yarns i nto fabrics of any kind
it must a lways be remembered that in proportion to bulk these
yarns are weak , and partly for this reason they are genera l lyused as wefts , and the only st ra i n therefore that is put upon
(232
THE USE OF COTTON-WASTE YARNS IN WEAVING 233
the yarn is that of drawing from the shuttle and carrying through
the shed that is formed by the warp .
Speaking general ly,the mechanisms of the looms used for weav
ing fabrics into which cotton -waste yarns enter,are very much
of the ordinary kind . If there is any modificat ion at all in any of
the mechanism it is very often in connexron With the shuttle and
shuttle boxes .
For example , the shuttle might be of increased s ize to take a
larger Cop ,and this would a lso compel a larger Shed to be made
to permit the shuttle to pass through with sufficient freedom .
Frequently i t happens that trouble is caused by these COpS
s l ipp ing from the shuttle tongue,thus caus ing excess ive waste and
other damage . Wi th ordinary shuttles this might be remedied by
opening the shuttle tongue to give a better inside grip of the cop .
Possibly a remedy might be found by the spinner start ing to build
higher up the Spindle , which would reduce the size of aperture in
the Cop but would give shorter cops unless there was previously
some unused length of Spindle above the apex of the ful l cop .
In some cases i t is conside red advisable to re -wind the coarser
counts into sol id Cops,which are very t ightly wound , so that for
equal dimensions a COp will last longer in the Shuttle .
In the quiltings,suit ings
,and other cloths of this class the
cot ton -waste yarn is often used as backing weft in which there is aface warp while the backing weft shows only on the back . To putthis i n other words , we may say there would be two wefts and one
warp , but the waste weft remains at the back of the cloth ,being
s t i tched in by a l lowing some definite number of warp threads to
interweave with same . The object of such cloth is to give warmth,
weight and body,and yet to keep the price comparatively low .
In regard to cotton sheetings these are generally of a coarse
twill weave,and they can be produced very cheaply by us ing
coarse or cotton -waste yarns,so tha t such sheetings are i n exten
s ive use at home and are also exported .
A large amount of this kind of cloth is produced and used inthe United States .
Referring now to cotton blankets,these have a disti nctly differ
ent feel and appearance from the cheap sheetings,the difference
being largely due to the fact that the cotton blankets have a napor finish ra ised upon them to imitate wool len goods . As regardsweave this may be either of a pla i n or twil l character .
234 COTTON WASTE .
The cheap shirtings i n which cotton -waste yarns may be used
may be of a satin weave , resul ting in a fine warp face and a waste
weft back .
Sponge or cleaning cloths represent a very different type from
the foregoing,and may be regarded as among the very cheapest
and lowest classes of goods woven from cotton yarns of any de
scription . Sponge or clean ing cloths are as a rule composed
entirely of coarse shoddy or waste yarns— both warp and weft
and are very Open in the weave , partly to obtai n an enhanced
porous effect . As a rule the weave is of a pla in character , or pos
sibly a gauze weave may sometimes be adopted .
Large quantities of cotton -waste yarns are now being used
in the upholstery trade,being woven into tapestry cloths
,with
good patterns,and real ly good effects produced by rich and tastefu l
dyeing .
o
From the nature of the cotton -waste i t is not practicable to
spin any but yarns of low counts , which are therefore sold at a low
price per pound,and are mostly used in fabrics of a bulky
,heavy
character but moderate price . The price of cotton -waste cards on
the roller and clearer principle,us ing double cards
,often with the
D erby doubler interposed,together with other circumstances
,Often
leads to good condenser yarns of the finer counts commanding a .
higher price than yarns of equal counts Spun on the ordinary
system,and the cl oths conta ining the better and finer condenser
yarns are often of superior appearance and finish .
A few of the leading cloths in which cotton -waste yarns are
used may be more fully expla i ned .
Cotton Blankets— Ordinary qual i t ies of this cloth such as are
exported in large quantities to the Eastern markets,Africa and
South America,are made with the plain weave
,the warp being
relat ively fine in counts,say 20
’
s to 24’
s . The weft ranges from50
’
s to 130’
s bump counts,i.e . 50 to 130 yards per ounce
,this being
a common method of numbering cotton -waste yarns of the coarsest
nature up to three or four hanks per pound . A l it tle further oni n this treatise we give a l ist comparing cotton counts with bumpcounts . Better qual i ti es for the home trade
,sometimes sold as
“ chari ty blankets , are made i n heavier weights with twil l weavesand with strong warps
,say 12
’
s to 18’
s,and perhaps with more
picks per inch of coarse weft than if for export The weft is from
cot ton waste of moderate qual i ty such as wash waste and
236 COTTON WASTE .
the softness of the latter and the arrangement of the fibres being
particularly suitable to this process . The ra is ing machine in com
mon use for cotton fabrics cons ists of a number of smal l rol lers,
each covered with fine teeth,and supported in bearings at the
end of arms which are attached to a central shaft . The cloth is
stretched tightly round the rol lers,and when the central shaft is
revolved,and the cloth drawn forward
,the rol lers also are revolved .
Meanwhile the wire teeth have penetrated the soft spun weft
threads and as they leave the cloth they drag the ends of fibres
with them,thus giving a fine nap or pile to the surface of the
cloth . Orig inally the nap or pile was obta ined by scratching
the surface of the cloth by card filleting , but while grvrng the
FIG . 52.—B lanket Loom (R . Ha l l Sons) .
desired effect this process dragged’
a considerable number of fibres
out of the cloth . Wi th the newer machines there is very l ittle loss
of fibre and weight , and a better nap is obtained with fewer passages
through the machine .
For some markets blankets are dyed,scarlet being a com
mon colour ; in other cases the cloth is printed with variously
coloured flora l designs ; animal figures are also printed upon the
cloth for markets,the l ion
,t iger
,elephant
,etc .
,being represented
in large s i zes . The printing is usual ly done by hand by the aid
of blocks,this being one of the few rema in ing cases i n which the
old- fashioned method of cloth printing stil l survives .
Sheetings are l ighter in weight,and made from finer yarns Of
better qual ity than blankets,the weft rang ing from 3
’
s to 8’
s cotton
counts and the twist‘ up to 32’
s . The weave is general ly two up
THE USE OF COTTON-WASTE YARNS IN WEAVING. 237
and two down or sheeting twil l,but the plai n or calico twill is
also used . Same typ e of loom,but of lighter construction than
the'
one last il lustrated is used for sheetings , and the cloth is soldboth in the raised and non-raised condition .
Cleaning Cloths . (Fig .
These are an exception to the general rule in that they haveboth warp and weft composed of coarse waste yarns . The softnessof the lat ter , together with their low price and Open structure
arising from the method of interweaving them,gives a fabric
which by reason of bulk and absorbent properties is special ly
suitable for cleaning purposes . This cloth is also very easily
cleaned for using again ,and when used for cleaning oily machinery
FIG . 53 .—The Sponge C loth Loom (R . H al l Sons) .
the absorbed oil'
can be reclaimed . Two styles of cleaning
cloth are i n use. In the first kind the warp and weft
are interwoven in the plain or cal ico order by looms of ordin
ary construction,but the second kind
,commonly known as
sponge cloth,is woven by the gauze or leno principle of weaving
,
i n which the warp threads are twisted partly round each other,
with the resul t that increased strength is obtained without losing
the required open structure . For ordinary gauze or leno weaving,
special ly constructed healds known as“ doups are employed ;
but the coarseness and strength of the warp yarn , together with the
strai n arising from the necessary deep Shed,or division in the
warp to be formed for the passage of the Shuttle , causes rapid
wear and destruction of such doup healds . Sponge cloths are
therefore woven by Special ly constructed looms in which two rows
238 COTTON WASTE .
of needles take the place of doups and healds,one row pointing
upwards , and the other row pointing downwards,while the warp
threads are alternately drawn through the needle eyes . The
needles are secured in bars which are controlled by tappets and
levers in such a manner that,besides rising and fal ling to form
a shed ,they can also be moved sideways for the cross ing of the
warp threads .
At each end of the piece a few picks of fine weft are usual ly
put i n and woven in plain order more closely than the coarser
p icks of the body . In these picks the needles are moved up and
down in plain order only,and the Speed of the take -up motion is
automatically reduced . A few picks of coloured weft are also
thrown in at the ends and a drop -box is provided at one end of
the sley for this purpose .
Double Cloth Weave with Waste Cotton Weft.
It is sometimes the case that double - cloth weaves are con
s tructed with either the weft or the warp of wadding or cotton
waste yarn ,the use of weft in this connexion being much more
prevalent than that of warp .
This practice adds both weight and bulk to the woven cloths,
and it is poss ible to do it in double cloths without the waste yarn
showing on either the face or the back of the cloth . Take a
Specific instance with the face and the back of cassimere twil l with
one face , one back in the warp ,and one face
,one back
,one cotton
waste yarn in the fil l ing .
The cotton waste or wadding yarn is of course a bulky,moder
a tely twisted and cheap yarn,and this is picked into the cloth
,the
face warp ends are l ifted and the back warp ends are held down
so that the weft waste yarn is put in the centre of the cloth with
out showing and without interlacing with either face or back warp
ends . Weight and bulk are thus durably imparted to the cloth
without deteriorat ing the appearance . In some cases of cotton
waste warp the waste yarns are ra ised over every backing pick and
depressed over every face pick so as to be put into the centre of the
c loth .
One reason for cheap thick yarns from cotton waste Spun on
the condenser principle being more used for weft than warp,is
that warp yarns are subjected to more stra in than the weft,and are
l iable to be rubbed by the healds and reeds and shuttle .

240 COTTON WASTE .
the overlooker talks severely to the Operatives and says they mus t
bring less waste in .
They wil l do this,but i t is common knowledge that in many
cases i t has been only because they have taken some of the wastehome
,and so the master now has a double loss .
I t may be easy at stock - taking to find out that a considerable
weight of yarn has entered the winding room that has never been
accounted for,but i t is not so easy to pick out the culprits and
bring them to book .
Much the same remarks apply to the weavers in many cases,
and especial ly in places i n which the moral and religious char
acters of the Operatives have not been developed and main
tained.
Often the weavers simply fetch skips or boxes of weft,bring
the waste back with the empty skip,are rebuked or fined if too
much waste is brought in ,with the result that next t ime some of
the waste is taken home,and probably nothing is sa id to the
weaver . All this kind of thing puts a premium on the unsern
pulous weaver , and the thing is manifestly wrong in principle .
Winders are often paid so much per pound’
s weight of yarn
and weavers so much per length of cloth or per cut,
”
and taking
too much trouble with badly Skewering and badly readying copsrepresents so much loss to them .
Improved methods of Skewering the twist Cops by winders,
and pin cop weft by the weavers , combined with better systems of
checking the twist given to winders and the weft given to weavers,
have certain ly resul ted in the reduction of losses i n winders’
warpers’
,slashers’
,and weavers
’
waste ; the winders’
and weaversespecial ly . Counts and qual i ties of yarns should be checked
,and
each class of goods considered separately .
Cop-Skewering .
In the case of weft for weavers i t is perhaps as well for the
spinning mules to be fit ted with ful l - cop stop -motions which stopthe mul e by preventing engagement of the taking - ih friction when
the plates of the copping motion have moved a certa in distance
and the cops have reached a definite fixed length . How can a
weaver help making waste if the cops are too long for the shuttles ‘
2
The shuttle pegs ought also to be capable of retaining the ceps
firmly after having been skewered,and the cops should be spun
THE USE OF COTTON -WASTE YARNS IN WEAVING . 241
on mule spindles of the correct thickness and Cop bottoms startedat the right distance from the bolsters . I t is not fa i r to have the
shuttle pegs so blunt that they can with difficul ty pierce the Copwithout stabbing . Neither must the Opposite extreme of shuttle
tongues too sharp be provided or they will often catch internal
threads and lead to breakage i n winding off. There is perhaps
i ncreased danger of this in cases where loose coils are run over the
noses of the cops upon the bare spindle at the mule every time the
fal lers unlock .
In cases of very softly Spun and softly built cops i t may be
best to build the cops on through tubes at the mule, although
these through tubes cause unsteady Spindles , are comparatively
cost ly, and requ i re more time in putting on the spindles
,Since
tubing apparatus is in very common use for putting short tubes
on the spindles . In the case of ordinary COp winding of twist
yarns of medium counts and moderate price, winders are often
recruited from girls and women,who from some reason or other
have been unable to Cope with the more arduous and often more
highly paid duties of weavers,and this is a disadvantage often .
A t any rate in this one item of Skewering cops with pasted cop
bottoms as much Skil l is necessary as in anything else,if the
minimum amount of waste is to be produced .
In the case of yarns of good qual ity and probably of comparatively fine counts , i t is advisable not to employ winders whose handshave a distinct tendency to perspire , Since this leads sometimes
to corrosion of the spindles , after which it becomes difficul t to
quickly and sat isfactorily skewer the Cops . Na turally,this point
is worthy of attention ,even in the case of lower -priced yarns
,but
more so i n regard to the more costly sorts . Many of the points under
discussion affect the Skewering of cOps , either in weaving or doublingmills
,or apply even in the case of some commiss ion or other reelers .
Shuttle tongues being Spli t wil l often hold a Cop firmly even
when the aperture is a l i ttle too big,but in the case of winders
’
or reelers’
skewers i t is important that these be of the same shape
and dimension as the spindles of the mul e if waste is to be kept
down to a minimum and good winding secured . For good skewer
ing of cops practice is necessary , and i t has been suggested in the
case of large firms i t might even pay to employ a skil ful Operat ive
to teach the art of COp -Skewer ing to the beginners and others less
skilled in the work .
242 COTTON WASTE .
In the case of weft that is i ntended to be bleached or dyed in
cop form the problem of made -up Cop bottoms and waste in COp
skewering becomes even more acute, since any handling of the
Cops between spinner and weaver will be so much against the
maintenance of good apertures i n the cops . COp bleaching or
dyeing probably makes the use of tubes— as aga inst starching
stil l more necessary. I t has been contended that higher training
in regard to cop-Skewering would make weavers independent of
requiring tubed Cop bottoms even in the case of bleached or dyed
ceps , and at any rate the point is worthy of attention .
Winders , weavers , and reelers should avoid pull ing lengths of
yarn from the cOps .
A great idea i n Skewering consists in keeping the point of the
spindle,skewer or shuttle peg, as much as possible in the centre
of the aperture,and prevent the tip from penetrating any threads
on the walls of the apertures .
Demonstrations have been made which go to show that a lmost
any kind of ceps , however badly crushed ,may be skewered by a
skilful person .
Sometimes winders’
waste is not col lected for several days andthis gives them more opportunity of wrongly disposing of i t as
compared with collection every day, especial ly if much grumbling
is done for excess ive waste .
In the case of doubling winding,there has been a good dea l
o fWaste made by cob -webbing or running off the ends when quick
traverse drum winders are used .
It is poss ible a lso to overfill flanged bobbins and thus to cause
extra waste . Sometimes the tubes for quick traverse winding do
not exactly fit the cradle,thus l eaving it poss ible for a tube to
work a l i ttle on one Side , or be placed on one Side after p iecing-up ,
with the inevitable result of cob-webbing . At the next process
such run -off threads will probably break and lead to waste .
Winders’
,weavers’, reelers
’
,and doublers ’ waste is really much
more of a real loss to the master than is waste from a card,
comber,or fly- frame
,because i t has borne all the cost of manufac
turing nearly to the end ; and yet may only command a low price
if sold as waste , because i t is di fficult to break up in the earl ier
machines used in a waste - Spinning mil l,and is very fluffy and
weak after such treatment .
In regard to waste made at the doubling or twisting frame a
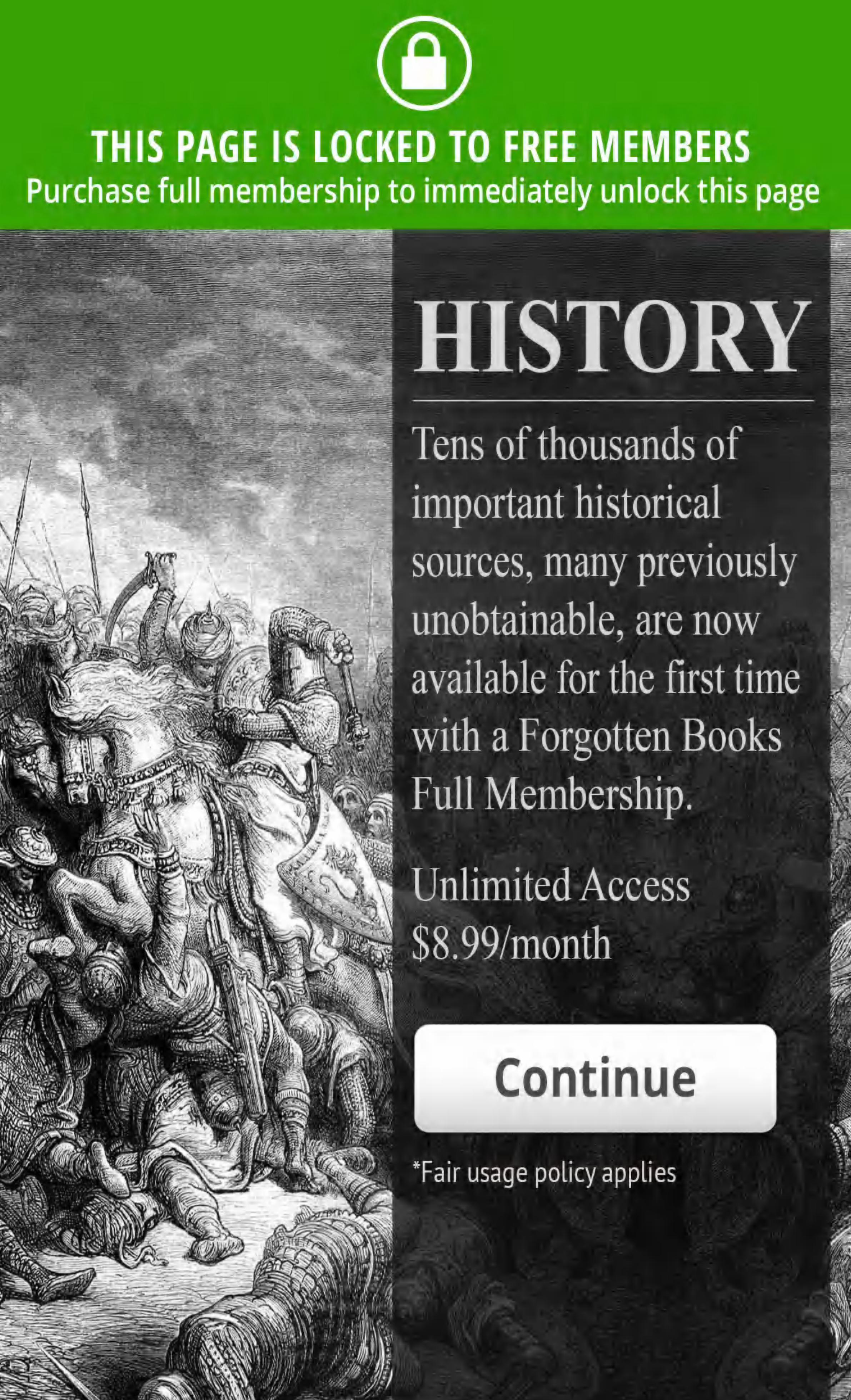
244 COTTON WASTE .
which is taken up i n the old system by the wooden pirn is con
sequently filled with yarn. In addition to this,the cops pro
duced can be of a greater diameter without increas ing the
externa l d imensions of the shuttle,on account of the Cop
‘
rest ing in the Shuttle itself instead of being placed on a
spindle or tongue . The quantity of yarn placed in the same
s i ze of shuttle by this new system is from two to five- fold that
of the old system ,according to the counts and previous condi
tions . What an economy this immediately effects is at onc e
Old System , New System,
\Vith Wooden P irn. W ith Ha lf Pirn .
FIG . 55.— (R . Ha l l Sons) .
apparent . The winder winds a longer length at one operation ,
and the weaver weaves from two to five t imes as much without
changing the shuttle . Not only does the production become
larger,but there is a saving in waste , because every t ime the
weaver re-fills a shuttle a smal l length of weft is wasted . The
main saving is in the stoppages of the loom being greatly reduced ,
the effective number of picks per day being greatly increased . Itis also well known that the repa irs for looms are much less when
the stoppages are reduced . Another point which must not be
overlooked is the producing of better selvedges . By the old
THE USE OF COTTON -WASTE YARNS IN WEAVING. 245
system the tension of the weft becomes greater and greater
as the wooden pirn gets empty . By the new system describedthe tension remai ns practical ly equal from beginning to end .
The machine is suitabl e for all counts of l inen ; fine , coarse ,and waste cottons ; woollen yarns
,asbestos and ramie wefts
,
jute,hemp
,etc . Thousands of spindles are at work in the
product ion of quilts,honeycombs
,sponge - cloths
,tapestry and
Brussels carpets,lappings , sai lcloth and duck
,damask towels
and tablecloths , l i nens , cotton blankets,trouserings
,sackings
,
hessians , hosepipes , etc .,etc .
In fig. 55 we give proportionate drawings of the old and
new systems,which Show at a glance the greater quantity of yarn
placed in a shuttle of equal Si ze by the new system .
The machine may be used to wind sol id cops to weave from
the inside,or to wind on to hal f pirns to weave from the
outside . I t is arranged to wind from warping bobbins,slubber
bobbins , large or smal l banks or Cops . A lso to wind two threadsat once .
CHAPTER VII .
VAR IOUS NOTES.
IN this section a number of features are deal t with which are
more or less connected with the ma in subject of this book , but do
not lend themselves to more specific classification .
The Counts of Cotton-Waste Yarns.
The counts of yarn from such machines as the can frame ,chapon and cup or j umbo winderare always very coarse and hardly
ever conta in much twist,especially from the first and last of these
three machines .
Such yarns are more like very coarse yarn Spun on the roving
frame,but with a more ha i ry appearance . It is quite a common
practice i nstead of terming such yarns '5’
S or 1’
s or 15’
s or 2’
s
counts,to state the yards per ounce . For cotton blankets and
cotton quilt ings the very lowest numbers from 5 up to 15 or so
appear to be in less demand in the Bolton and other districts than
formerly,owing to the almost complete ext inction of heavy hand
loom weaving . A good proportion of lime -bleached waste is usedfor these very coarse yarns
,say often from 60 to 70 per cent , with
the rest of bet ter stuff, such as clearer waste and strips .
The following table shows the comparison of ordinary cotton
counts with the yards per ounce system from °5’
s up to 10’
s counts,
but i t is chiefly in the lowest of these that the yards per ounce
system has been much in vogue .
Apart from bleaching,the character of the waste affects the
colour of the grey - spun yarn,so that droppings and sweepings ,
possibly mixed with dull,di rty raw cotton s , such as some Indian
,
may be used in Spinning such yarns .
(246)

248 COTTON WASTE .
Raw Egyptian cotton per lb .
Comber waste
Card strips
Card back flyBobbin waste
Cl earer waste cotton per lb .
Scaveng er waste
StockingsFlat waste
Opener and scutcher droppings per score lb .
Cardroom sweepings
Mule - room
Flue dirt
The price of waste does not appear to go up in any fixed
proport ion to the price of raw cotton,but fromthe above l ist a
fair idea of average proportionate prices may be obtained . Wi thAmerican cotton at 7d. ,
s trips and bobbin waste m ight fetch 35d.
per 1b .
Approximate Prices of Condenser Yarns.
I t is a somewhat aston ishing fact that condenser yarns in the
higher numbers and qual i ties have been generally dearer than
ordinary cotton yarns of decent qua l it ies . One would natural ly
imagine that , the cotton being taken directly from card to mule
without us i ng fly- frames or draw- frames
,and using no better
class of raw material,the condenser yarn would be inevitably
cheaper for any counts . In the higher ranges of condensed yarns ,however , the prices per pound have often gone up excessively , so
that 14’
s ordinary cotton yarn could be bought cheaper than 10’
s
condenser yarn,while the price of l0
’
s condenser has been dispro
portionately higher than 8’
s ,and 8
’
s than 6’
s .
Poss ibly this can be partly expla ined by the fact that the ring
doffer has been the favourite type of condenser in E ngland ,and
this is not very su i table for the finer ranges of counts . I t is
seldom that more than 36 threads have been made at one t ime
on a ring-dofl’
er card and this does not come out very fine .
. Thedouble tape condenser le nds i tself better to the finer counts, not
speaking of the possibi l i t ies of the treble and quadruple tape con
densers . We are accustomed to associate condenser yarns with
V ARIOUS NOTES. 249
shoddy and cheapness,but at any rate the finer ranges of con
denser yarns are really more valuable than equal counts of fully
spun and twisted rol ler draughted cotton yarns for many purposes ,
and will produce much better effects in certain direct ions . For
example,th is is notably the case in regard to quite a number of
woven fabrics i n which the ful l character of the condensed yarnis of immense value . At the same t ime the Open character of the
condensed yarn lends i tself readily to the influence of dyeing
materials,a very large proport ion of this class of yarn being dyed
in one colour or another .
From these remarks i t wil l be seen that many customers wil l
be prepared to . pay more for a good condensed yarn than for its
equival ent in rol ler draughted yarns with parall el fibres . Very
frequently German spun condenser yarns of good qual i ty and i n the
finer ranges have been imported into England,this being one of
the very few examples in which foreign spun cotton yarns have
found their way into Lancashire .
Double carding adds to cost of condenser yarns .
Cotton-Seed Products .
The products from cotton seed are various and have recentlysmuch increased in quantity . Many years ago (1888) there was
prepared the following table from the actual results of oil
m il ls :
Products from a Test of Seeds .
Linters 20 pounds .
Meats 1089
Cake or meal,feeding stuff
,fert il i zer 800
Hulls 891
Crude oil 289
Other details : summer yellow,winter yel low
,cotton seed
s tearin,salad oil
,summer white
,lard
,cottolene
,miners
’
oi l,soap
,
bran,fuel
,ashes .
In 1896 it was stated that processes of manufacture had
so improved that over 300 pounds (40 to 45 gal lons) of
oil could be obtai ned from each ton of seed . Also del inting
machines have been introduced which remove a much larger
amount of linters than given in above table .
250 COTTON WASTE
We may now add in 1921 that the production of oil,lard
,
l inters,and other valuable articles has been recently carried to a far
greater and more profitable extent than in 1896, owing to various
causes .
The Condenser R ubbers.
There are some persons who contend that the rubbers of the
condenser put twist in the cotton ,but this can scarcely be true as
the action is not a continuous forward rotary one upon the cotton
but purely a reciprocating one.
I t is a more or l ess common practice to castor oil the rubbers,
possibly two or three times per week under circumstances,but
new rubbers may need castor oil a time or two per day, applied
with rubbers working but wi th card run bare . The rubbers are
always made of leather and obtain their name from their rubbing
action on the cotton strands .
Stripp ing .
As in the case of stripping doors of carding engines there is
a certain element of danger to the Operatives working on waste
cards . For example , i t is wi thin the author’s knowledge that
recently an Operat ive had the lid of the fancy rol ler Open and
Sl ipped on the floor made greasy with oil ing the condenser,and
in this way got his hand in the wire with consequent serious
injury .
I t is more or less the practice for the minder and piecer to look
after the waste -spinning mule and a number of cards— say four ,for which they break off and put laps on and transfer the longcondenser bobbins to the mule creel . They may,
however,not do
any stripping and grinding .
As a rule,the grinders on waste cards do not get quite as much
wage per week as do strippers and grinders on ordinary cotton
Spinning . As a consequence the grinders will often leave the
waste mills and get into the proper cotton mills when there is an
opportunity . Some prefer the waste work .
There are examples of small waste - Spinning concerns usinglow qualit ies and depending ent i rely upon adjacent mills for theirsupply and closing down whenever this supply fai ls them . Naturally , the carriage cost of the worst kinds of droppings must notreach much or this feature alone would be prohibitive of its use.
252 COTTON WASTE .
Some Spinning concerns have instal led machines by means
o f which they make their own banding from their own damaged
c ops .
Moderate unevenness in yarns , COps of snarly yarn , nicked
COpS, soft Cops,cops with bad bottoms or other similar defects ,
are not perhaps so objectionable for making into banding as they
a re for the more usual purposes to which cotton yarn is put .
FIG . 57 .— Ba l l ing Machine (Hetherington Son) .
Overlooking and Kinds of Waste.
The coarseness of the counts at the mule ,the limited number
of Spinning machines in use, and other circumstances often pre
e lude the employment of a full -fledged mule overlooker, and as a
rule the onus of keeping things in good order chiefly devolves uponthe carder . The carder at t imes may find his posit ion a very uhenviable one , especial ly as often the manager or master will buythe waste and give instructions for its use without consulting thec arder , leaving the latter to get through to the bes t of his abil ity ,
VARIOUS NOTES . 253
al though the characterof the mixing is in its way quite as important
as in ordinary cotton Spinning.
Such are the variations i n cotton waste tha t it is often highly
desirable for consultations to take place between the manager or
buyer of the waste and the carder,as i n this way much un
pleasantness may be avoided in the way of bad work , diminished
production,and loss of wages to the spinners .
I t is a regular thing for one kind of waste, to be too expens ive
and too good for the qual ity of yarn required ,and so i t is neces
sary to blend the same judic iously with poorer and cheaper sorts
of waste . Judgment and experience are necessary for this to be
done to the best all- round advantage .
Too often the manager is almost solely guided by the all
powerful obj ect of putting down a mixing which must only cost a
certain price per pound .
It is poss ible for a mill with eight pa irs of mules Spinningabout 8
’
s average counts to have its product ion reduced from
lb . per week down to poss ibly lb . by cutting downthe price per pound of the mixing only very Sl ightly . I t is wel l for
a manager to remember tha t ends keeping up at the mule may be
very benefic ia l to the firm a s wel l as to the spinners .
There are many waste mills which work overt ime accord ingto the state of trade
,as the operatives
’
union rules are not applied
as stringently to such mills as to ordinary cotton spinning mills .
Unreasonably poor mixings will lead to overtime to fetch
production and wages up,too much of the stuff going back as
waste instead of sel l ing as weft at a profitable pri ce,in addit ion
to extra cost in cardroom wages,in coal and driving power .
Spindle banding is often made from spoiled Cops and hencewe show fig . 57 .
Hard Ends .
It is necessary to exerc ise reasonable care in regard to the admixture of different lengths of fibre in the waste , as i t is difficultto get the machinery to operate satisfactori ly upon the differentlengths of fibre .
In such cases what are termed hard ends may be expected
in excess ive proport ion , and these will either break at the fin isheror will be responsible for very many breakages at the mule .
In the ordinary waste spinning mule roller draught is not
254 COTTON WASTE .
used and the draughting iOf jthe cot ton is all done by “ carriage
draught,that is
,the carriage moving faster than the roller de
l ivery . Hard ends will not yield to carr iage draught properly
and wil l e ither break ent irely during spinning, or will then
partially break and afterwards completely break during backing
o ff or winding -on .
The first duty of the ofl‘icials and operat ives is . to make the
material to Spin,but i f this be done by taking twist out and fal ler
weight off, in order to make the hard ends to draw ,then trouble
may be expected wi th the customers in regard to soft yarn or
s oft COpS. Apart from this there may be reduced production
through increased twist,and smal ler builder wheels with shorter
l engths on cops owing to the latter being softer .
If the machin es are set to break the long fibre to nothing,in
the earl ier machines there is an excessive amount of waste,a
troublesome amount of lap - l icking,with consequent uneven yarn
,
as there is l it tle chance to provide a remedy by subsequentdoubling .
Workmen .
I t is not too much to say that in waste Spinning there is quiteas much advantage in a man bei ng thoroughly used to his mulesas i n ordinary cotton spinning, so that frequently a s ick minder
l l drop down in production to an inconveniently large extent .
Waste of sufficient qua l i ty,regular work and fair treatment
will command good workmen— an undoubted advantage to any
firm . At the same time good prices are more l ikely to be Obta ined
for the yarn and customers reta ined .
With a poor mixing there may be extra loss i n blow- room at
the cards,and i n using bad bobbins at the mules .
Fine Counts from lVaste.
I t is stated that in concerns set out to Spin from cotton wasteon the tape condenser system as high as 16
’
s cotton counts may
be produced from 9 hank condenser ends . In these cases goodc omber waste has been largely used , and no waste brought in thatneeded the soaping arrangement .
Such waste natural ly needs only a moderate amount of Opening and cleaning in the earl i er machines . The preparation system
lends i tsel f best to making fine counts .

256 COTTON WASTE .
the coal needed to sui t any particular mil l is sometimes to bedecided by the indi v idual case
,since i t happens that the l imited
boiler and driving power of one mill demands good quick steam
raising coal , while another mill can well afford to use a cheaper
i f slower -burn ing coal .
Apart from all this,an efficient
,careful fireman will keep his
fires wel l spread over the grate bars,regulate his dampers to
admit the proper quantity of air,keep his fires clean
,endeavour
to maintain a uniform pressure of steam and therefore steady
driving,and final ly will use every endeavour to burn the smoke .
No doubt the present very extensive use of efficient mechanical
stokers will aid i n preventing waste in coal consumption , but in
crustat ion should be limited in the boi ler , flues should be kep t
clean,the economizers should be kept clean
,while steam pipes ,
boilers and cylinders should be kept well covered to prevent heat
loss from this source .
Woollen and Worsted Machines. Summary.
The following specificat ions from a l eading machinist are in
troduced to Show the general resemblance between these machines
and those used for cotton waste
Carding and Sp inning Machinery.
For all kinds of woollen and worsted cards,with iron or wood
cylinders and doffers ; improved single and double stripper con
densers ; also double doffer condenser , with four heights of sur
face drums,for bringing off double number of threads ; hOpper
feeds,with weighing apparatus for scribbler or first machine ; also
improved Scotch,bank and bal l
,or other feeds for intermediates
or carders,self-acting wil lows
,tenter -hook willow or fearnought
grinding machines,etc .
,etc .
Sel f-acting mules with rim at back or paral lel to roller beams ,
suppl ied with wood or our patent metal carriage , with all the latest
improvements .
“ Carding machinery on the Belgian principle , consisting of
scribbler , i ntermediate and finishing carder,with bal l ing machine
and bank feed,between scribbler and intermediate
,and Scotch
feed,between intermediate and finishing carder . Carder fitted
with tape condenser to take from 50 to 120 good threads off a
60 i n . machine .
VARIOUS NOTES. 257
Carding machinery for blankets,carpet yarns , shoddy, hair ,
and other coarse fibres,with Blamire
’
s or Scotch feeds , and fitted
wi th double doffer condensers with ordinary or tandem rubbers .
Carding machinery for angola yarns,meltons
,unions
,mungo
etc . , with single stripper or double stripper condensers , with
ordinary or‘ tandem rubbers .
Carding machinery for botany and merino wools,with four
l ickers- in,two cylinders
,and two doffers
,fitted wi th bal l ing head
,
or coiler .
Carding machinery for crossbred and medium wools , with two
l ickers -in,breas t
,two cylinders
,and two doffers
,fi tted with bal l
i ng head or coi ler .
Carding machinery for camel ha ir,cashmere
,moha ir
,vicuna
,
etc ., wi th one l icker - in
,breas t
,two cylinders
,and two doffers
fitted wi th ball ing head or coiler .
Condensers for carding machinery of all descriptions . Single
doffer,
single rubber condensers,with ordinary or ‘ tandem
’
rubbers . Single doffer,double rubber condensers
,with ordinary
or‘tandem ’ rubbers
,tape condensers to take from 50 to 120
good threads off a 60 in . machine . Double doffer,double rubber
condensers,with ordi nary or ‘ tandem ’ rubbers . Condensers of
all descriptions fitted to existing carding machines .
“ Bank feeds,bal l ing machines
,Blamire
’
s feeds,and Scotch
feeds fitted to existing carding machines .
Self-acting mules for all kinds of woollen ha ir,shoddy
,mungo
carpet yarns,blankets
,angola yarns
,Scotch yarns , tweeds , etc . ,
cannot be surpassed for simplicity,durability
,strength
,or econo
mical working,and suppl ied with the fol lowing
Speeds — This mule is made with one,two
,or three speeds
,as
requ ired .
“ Spindle stop motion supplied if requ ired .
Changes of the cam shaft effected by a pos i tive motion,and so
arranged that no two motions are antagonist ic and cannot bein gear at the same time .
“ Improved twist motion,pushing- in motion
,Spindle retarding
motion ,Slubbing del ivery motion
,etc .
Coal.
In regard to consumption of coal a comparison should be made
i n regard to total amount used and results compared,so that the
17
258 COTTON WASTE .
true relat ive value of different descriptions of coal may be asoer
tained.
The consumption of oil is another important item , and waste
may occur in this connexion in several ways,such as using oil
that is too thin or too thick for part icular bearings , the Operatives
a l lowing oil to run on bearings too carelessly as on the Spindle
bolsters and rollers of self-acting mules . Careless appl icat ion of
O i l to rollers on any machine stains the yarn , and does damage
bes ides wast ing the oil.
I t has become the very common practice to use mineral oi ls,
and especial ly for the lighter bearings such as ring- frame and
mule Spindles . Castor Oil, sperm oil and tal low are, however , i n
extens ive use for some lubrication .
I t is not contended that free use of good oil is necessarily
waste,since light running of parts
,durabil ity of parts
,consump
tiOn of coa l and other items are affected by the question of sat isfactory lubrication .
It is for the operatives and foremen to see that efficient
lubrication is obtained wi thout undue waste of expensive oil .Bel ting and l eather are two other important items in which
undue cost and waste easily occur . The purchase of poor leather
may easi ly prove a double loss in reducing production and sooncompelling renewal .
City Guilds E xamina tion Question,1909 .
There are two common methods of preparing waste cotton
ready for the Spinning process ; describe these fully . Say which
you consider gives the best resul ts,and give reasons .
Answer .— There are various differences in the detai led treat
ment of cotton waste in the blow - room,but these may belong to
either of the two methods presumably referred to i n the quest ion .
In the same way the cotton waste may be transferred from breaker
to finisher cards either by the Scotch feed or the Derby doubler
systems . The two distinctive systems,however
,are first strongly
and definitely marked at the delivery of the finisher card,at which
point i t is decided whether waste yarns are to be prepared on
( 1) the condenser system,or (2) the manifold coiler or preparation
s ystem .
In the condenser system the thick web of cotton waste is
d ivided up into a number of individual strands,from 30 to 40
260 COTTON WASTE
Vigogne Yarns.
At the time of writing a mill i n Bury is being adapted to the
production of V igogne yarns . V igogne means cotton spun to
imitate wool,and is!made in all sorts of colours and colour mix
tures . V igogne yarns are made not from waste , but from good
American cotton ,and mixtures of cotton and wool . This trade is
not done at present i n this country , but is done to some extent on
the Continent and imported here . The only reason it is not done in
this country is that Lancashire spinners have never been able to
see change for a shil l ing in the bus iness . Obviously German
machinery and methods could have been introduced here if anybody had thought it worth while . Lancashire spinners have not
been asl eep . The business has not been done simply because
they could not see any possible chance of profit in it . The E lton
COp Dyeing Company have certain new and novel methods and
machinery in the spinning,bleaching and dyeing which they think
wil l enable them to do this better and cheaper than it has been
done hitherto .
E xtracts from Consular Reports.
l
Cotton waste includes two very distinct classes one a thread
waste used for wiping and packing purposes by railway and navi
gation companies ; the other a soft waste of various grades whichis re- spun or otherwise mechanically treated . Hard thread wasteis exported
“
from Germany to the United States,while soft waste is
exported from the United States to Europe in enormous and in
creasing qnantities .
The Soft,
_waste,of which Germany requires Increasing quan
tities , is chiefly worked up into yarns,which are used in the
manufacture of cotton or of half-woollen goods , .
“ Eng l ish , French and American wastes are highly valued in theGerman market and are usual ly better than German wastes .
“ The German market is ready to absorb every variety of softwaste and l ikes American waste because i t almost all originatesfrom American cotton .
Market prices for cotton waste in Germany are regulated by
the range on Middl ing Upland cotton in New York . Strips may
command possibly 90 per cent of cotton price and comber waste
1Pre-war.
VARIOUS NOTES. 261
or roving waste may command as good a price as raw cotton on
a ccount of the smal l loss i n Opening and cleaning .
Many factories for us ing cotton waste have been established
during recent years in Germany .
Some of the uses for cotton waste in Germany are as waddingferupholstery purposes
,and i n the manufacture of smokeless powder .
Cotton linters are much imported into Germany .
Also cotton pickings composed of pieces of cotton which comeoff i n sampling and i n transportation
,and become dirtier than the
ordinary cotton and a re separately sold at possibly 90 per cent or
so of cotton price .
“German manufacturers - have such l ittle demand for cotton
tipped cigarettes that they'
often use ordinary loose cotton when re
quired for that purpose .
“ It is understood that in Russ ia there is a moderate demand
for partly spun cotton,a ba l l of which is inserted in the mouth
piece to prevent tobacco dust from entering the mouth of thesmoker , while at the same time the moisture is absorbed .
”
A good amount of cotton waste is imported into Lancashirefrom the United States, and the following have been given as prices
quoted in September, 1909 :
Combers 5d. to 55d. per pound ; card -strips 35d. to 55dSpinner
’
s waste 5d. to 55d. coloured card 3d. to 35d. cop waste
35d. to 4d. ; oily cards and soiled cards according to qual ity . The
Manchester Ship Canal Company puts a toll of 3s . per ton on cotton
waste entering that port,and there is also a quay porterage of 1s . 3d.
per ton . I t is est imated that France produces more cotton waste
than she uses .
In 1900 the fol lowing statements (in substance) were made
i n respect of cotton waste
In Manchester district yarns made from cotton waste are
very much out in price and are not very profitable .
Probably hal f the waste made in E ngland is exported to the
Continent . Cotton waste comprises a clean soft mil l refuse
worked into wadding ; mill sweepings and dirty oily soft mil l
refuse worked up into coarse yarns 4’
s or 6’
s by a special plant .
Also hard waste made from different processes known as Spinners’
waste,reelers
’ waste,weavers
’ waste,i ncluding Cop bottoms . This
hard waste is broken up by a different plant from the soft waste .
There is some hard waste which is made into engine waste or
262 COTTON WASTE .
cleaning waste . Cotton waste is sometimes spun on ordinary
spinn ing machinery,but more often upon a special plant .
As far as we know the yarn from cotton waste is made up
i nto yarns for such purposes as —candle wick,Sponge cloths ,
towel manufacture,bed quiltings
,flannelettes
,and for the backs of
Kidderminster carpets . In very many cases only one port ion of
the manufactured article is from cotton -waste yarn ,the other
portion being from ordinary wool or cotton -yarn .
D istricts on the Continent to which cotton waste is exported
include Verviers (Belgium) , Fermonde (Belgium) , Rhenish Pruss ia
(M. G ladbach) , ChemnitzOne l ist of waste was given as fol lowsDroppings from openers and scutchers
,flat strips
,grid fly ,
brush strips,card - room sweepings
,comber waste
,bobbin waste ,
clearer waste,hard waste
,fluker waste
,carriage fly
,spinning
room sweepings,oily waste . Such a variety of waste requires a
variety of treatment .“Most Of the cotton waste imported from the US A. goes to
Hamburg and is sent from Hamburg to the German and Austrian
cotton districts . Hungary sends its cotton waste largely to these
places .
“ Cleaning cloths absorb a good deal of the dirtiest waste .
Sponge cloths a lso take a good deal .
Wastes in the Woollen Trade.
In what are termed the low woollen districts large quan
tities of rags are regularly used up again after being thoroughly
torn up . Various terms are appl ied to such waste, such as flocks
,
shoddy , mungo , or extract . Noils or proper waste is usual lybetter than re-manufactured stuff such as above specified .
Dust ing , sorting , seaming , oil ing and grinding are processes in
cluded in the treatment of such re-manufactured stuff as mungo andshoddy . E xtract is a term applied to material for gri nding up
which is Obtained from waste cotton and wool cloths from which
the cotton portions have been extracted by what is termed thesulphuric acid process
, or some equival ent .In cotton it is usual to apply the term comber waste to the
large percentage of waste extracted at this point,but i n wool
combing the term nOil”is appl ied to the material rej ected in
preparing and combing of wool . Noi ls therefore come in a differ
264 COTTON WASTE .
the processes and has had the ful l cost of production put into it .
At the same time the waste may be Of less value per pound than
soft waste from the card or comber,because i t takes so much treat
ment in a cylinder breaking machine and thereby loses so much
of its streng th .
A prol ific cause of waste on a doubl ing frame is the breakage
of threads and their entanglement with adjacent threads .
In one case special means are adopted to prevent entanglement
or l icking of the threads due to snarl ing . This is done by giving
a wide spacing to the lengths of threads extending from the nip
of the rol lers to the stump rai l when the machine is stopped,and
bringing the length nearer when the machine is working . By
this means broken ends are caught up by one of the adjacent
lengths of thread,and these become lapped round the top rol ler
instead of being del ivered amongst the spindles with resul t ing
excessive waste and doubles’
Waste in Wip ing up Oil.
Writing on the subject of loss in lubricants an American
a uthority recently said“ I t was found that the oil- soaked waste used
‘
in wiping upwas sent to the boi lers to be burned in one case .
“ In wiping up around engines i t has been found by experi
ment that a pound of dry waste will,after being used and squeezed
out by hand,weigh 2 lb .
,or as the writer found out at one plant
,
there was a loss Of one gal lon of oil for every 10 lb . of dry
waste used this in i tself is quite an i tem . In most large plants i t
will pay to i nstall some make of Oi l and waste - saving machine,by
means of which the oil is extracted and fil tered,and the waste
washed,dried
,and used over aga in .
In the particular case of a large concern it was found that
waste was being used at the rate of lb . per annum for
cleaning purposes . Most of this waste was used for wipin'
g uparound the machinery and engines on which a great deal of oilwas used . All of it was sent to the boi ler to be burned . As this
waste was heavy with oil,i t is safe to say that at the very least
2000 gal lons of Oil,together with the waste , were lost per annum .
"
Large quantit ies of cotton waste and sponge cloths are used
i n engineering workshops as well as in texti le mills for the pur
pose of cleaning machinery . \Vhen dirtied and fully saturated
VARIOUS NOTES . 265
with oil formerly this material was thrown away, but this day is
nearly past . In some cases the cloths are cleaned without charge
for the value of the oil . In others a slight charge is made .
A part icular machine for cleaning 0i cotton waste may be
described as fol lowsThe machine will hold from 50 to 60 lb . of waste . The oil
and grease are first l iquefied by steam and are then ej ected from
the waste by the action of centrifuga l force . The Oi l can be col
lected and filtered,and then both oil and waste may be ready for
using aga in . Such a machine can ei ther be driven by turbine or
bel t . When a turbine is used the exhaust steam is l ed into the
machine and serves to l iquefy the Oil. It is stated that the
pressure inside the machine does not exceed 25 lb . to 30 lb . persquare inch and a pressure gauge indicates the pressure , whilea safety valve prevents excess of pressure .
Loose Cotton Bleaching .
The preparation of loose cotton for the purpose of subsequentuse in the manufacture of absorbent cotton wadding for surgical
purposes,Of gun - cotton
,smokeless powder
,other explosives
,
a rt ificia l si lk,cellulose
,etc . ,
is a part icular branch of the bleaching
business,and has received a good deal of attention
,and var ious
patents have been taken out in this connexion . The purificationand bleaching call ed for in the preliminary preparation of loose
c otton intended for such purposes as the above may be aecom
plished by either the cold system or the warm system
Waste in American Mills .
The following brief extracts from a good paper given in America
a re worthy Of notice“ It is worth while to study the relative losses in waste in
regard to length and strength of fibre . Below are given some approximate figures relating to waste losses i n certai n Southern
mills . In one case out of every eleven bales of cotton enter ingthe mills
,one bal e was lost
,this est imate being based on the
working of many months,the mills making crashes and
damasks .
“ In the different departments it was found that nearly 5 per
c ent was lost in the blowing or picker- room,2 per cent in the card
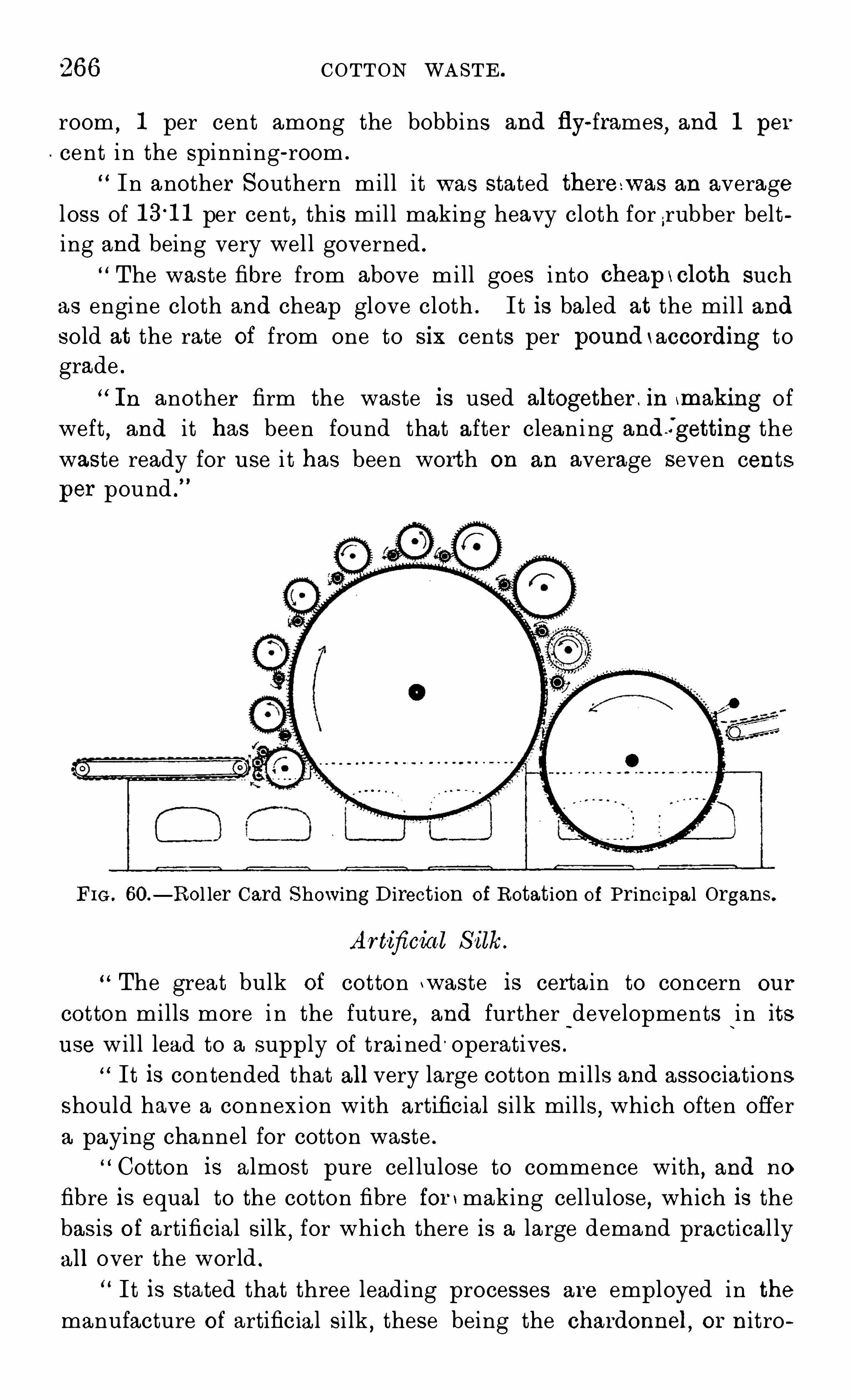
266 COTTON WASTE .
room,1 per cent among the bobbins and fly
- frames,and 1 per
cent in the spinning- room .
In another Southern mill i t was stated there zwas an averagel oss of per cent , this mil l making heavy cloth for irubber belting and being very wel l governed .
“ The waste fibre from above mill goes i nto cheap i cloth suchas engine cloth and cheap glove cloth . I t is baled at the mil l andsold at the rate of from one to six cents per pound iaccording tograde .
“ In another firm the waste is used altogether in smaking of
weft , and i t has been found that after cleani ng andfgetting the
waste ready for use i t has been worth on an average seven cents
per pound .
FIG . 60.—Rol ler Card Showing D irect ion of Rotat ion of Princ ipal Organs.
Artificial Silk.
The grea t bulk of cotton w aste is certain to concern our
cot ton mills more i n the future , and further developments i n its
use will lead to a supply of trai ned " operatives .
It is contended that allvery large cotton mil ls and associations
should have a connex ion with artificial si lk mills,which Often offer
a paying channel for cotton waste .
“ Cotton is almost pure cel lulose to commence with , and no
fibre is equal to the cotton fibre f0 1' \making cellulose,which is the
bas is of artificial Silk,for whi ch there is a large demand practical ly
all over the world .
It is stated that three leading processes are employed in the
manufacture of artificia l si lk,these being the chardonnel
,or nitro
268 COTTON WASTE .
larger impurit ies passes through the bars of this grid and at the
same time the waste is combed to a certa in exten t . The combing
rol l er may have a speed of 1200 revolutions per minute and a
diameter of in . From this comber rol ler the waste is taken
by card taking Off rol ler having the very high speed of 3200 revolu
tions per minute,and the waste is driven upwards . The passage
of the cotton waste is at this point greatly helped by a current Of
a ir passing through the grate bars .
Fire R isk with Cotton Waste.
In certa in tests made abroad the following conclus ions Were
formed
That cotton wadding soaked with Oi l varnish wil l carbonizespontaneously in the interior at ordinary temperatures and willthen take fire on being opened out.
Waste cotton soaked with fatty oils takes fire or chars spontaneously in three to eight hours when heated to 82
° C . wi th exclu
s ion of externa l air. Clean cotton,soaked with twice its own
weight of fatty oi ls and heated to 100°
C. ,with a moderate admis
s ion of air from the outs ide,becomes hot inside in about an hour
to an extent depending upon the kind of oil employed,and often
g oing as far as spontaneous combustion . Cotton that has beensoaked with its own weight of rape oil or cotton - seed Oi l
,and
heated to 25°
C.,with exclus ion of external air
,generates
such a smal l amount Of heat by auto-oxidation,that the risk of
spontaneous ignition from this cause appears to be remote .
No danger Of spontaneous combustion has been recorded among
the enormous quantities of wool stored in the London Docks fromc argoes from the Cape and Austral ia
,al though packed in heavy
bales and stil l i n the grease . On the other hand , the Opinion seems
to prevai l that either raw cotton or cotton in the earl ier stages ofthe mill wil l tend to ignite spontaneously
,and cases of mill fires
have been attributed to this cause .
Shoddy has a high fire risk owing to suspicion from its containing cotton waste or other vegetable fibre on the one hand
,or
from softening oil on the other hand .
Danger of Flannelette.
Mr. Thompson reported as follows“ The di fference between ordinary cal ico or cloth and flannel
VARIOUS NOTES . 269
ette is that the latter has a nap which is produced upon it by
ra is ing one or both surfaces by passing it over revolving rol lers
provided with steel dents or teeth , which raise upon the surfacea nap which forms a better non- conducting material for heat than
the original cloth,and which therefore g ives a greater feeling of
warmth to the person using it than the unra ised cloth .
Experiments were made with various kinds Of flannelettenew and after wearing— to test the amount of fire danger .
“ Conclusions : When a flame is applied to the surface of a
flannelette the nap ign ites and spreads for a few inches only fromthe point at which the flame was applied
,and then becomes ex
tinguished,the fabrics being
i
cold in all these tests .
‘After drying and warming the fabrics there was a greater
tendency for the flame to run over the materia l,doing damage in
proportion as the flannelette was Old and torn,but hardly any if
the material was of a good class .
’
“ It would be advisable for chi ldren’
s dresses to be made of
woollen or a mixture of wool and cotton,or of flannelette which
has been treated to render i t non- inflammable .
There is,however
,probably no more burning danger with any
specific materia l after it has been ra ised than if the same were not
raised or converted into flannelette.
”
Candlewick.
The term candlewick yarn is not now necessarily confined to
yarn used for candlewick,but is often used to i ndicate cotton
waste yarns of very coarse counts which are probably so coarsethat they are numbered by the number Of yards which make one
ounce instead Of on the standard cotton bas is of so many hanks per
pound,which is not very conven ient for counts below 1
’
s cotton .
Bump yarn is another Specia l term appl ied to very coarse
condenser yarn , the term probably arising from the rebound or
concuss ion i n the loom when these yarns are used for wefts and
are beaten up by the reed .
Carpet Cops.
As elsewhere ful ly described ,such machines as the chapon
and the “can
”spinning frames build up the coarse condenser
yarns into cops having the dist inctive feature Of being without
bottom cones . These are sometimes termed “ carpet cops be
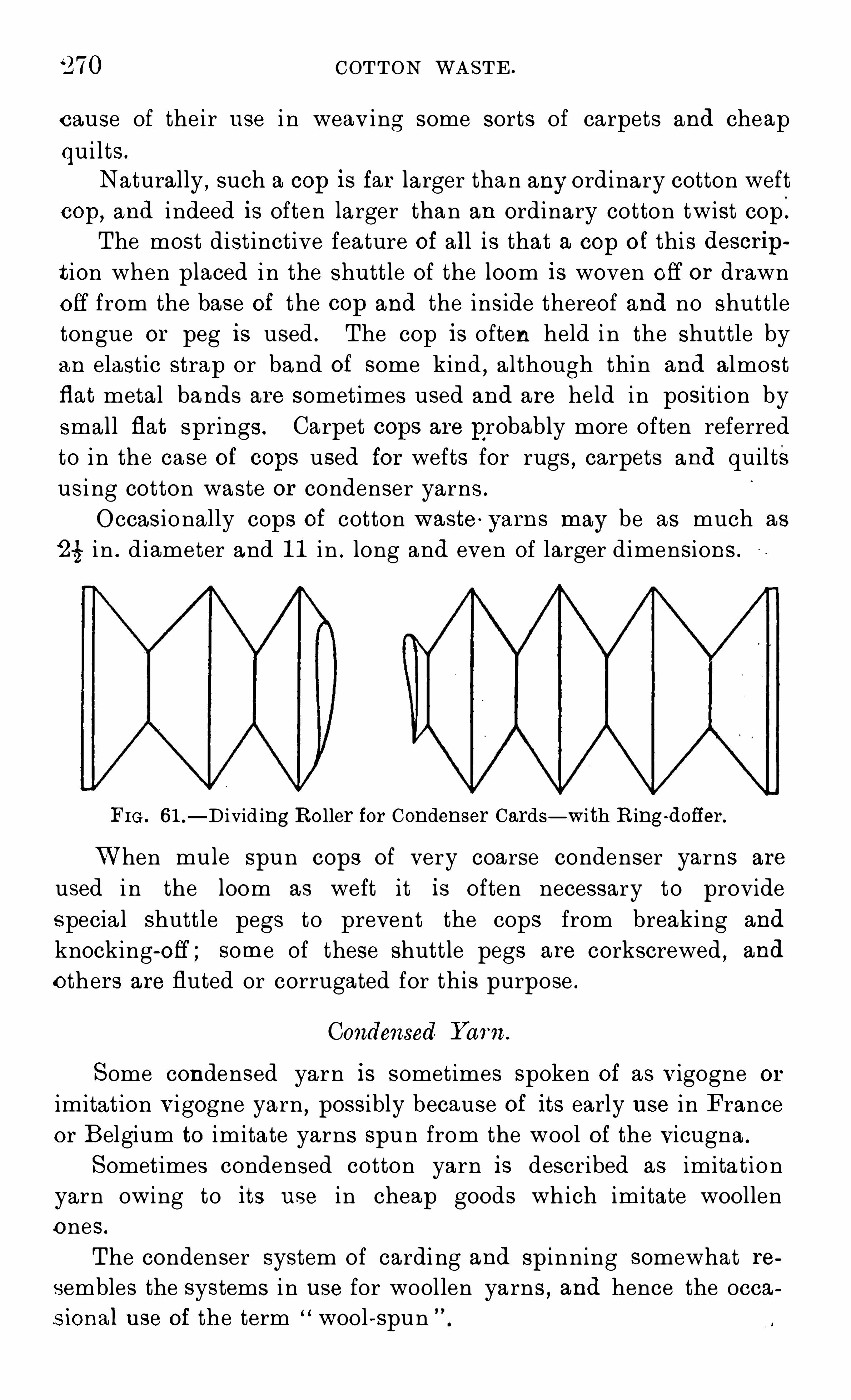
270 COTTON WASTE .
c ause of the ir use i n weav ing some sorts of carpets and cheap
qui lts .
Naturally,such a cop is far larger than any ordinary cotton weft
cop ,and i ndeed is often larger than an ordinary cotton twist cop .
The most dist inctive feature of all is that a cop of this descript ion when placed i n the shuttle of the loom is woven off or drawn
off from the base Of the GOP and the ins ide thereof and no shuttle
tongue or peg is used . The cop is often held i n the shuttle by
an elast ic strap or band of some kind,al though thin and almost
flat metal bands are sometimes used and are held in pos it i on by
smal l flat springs . Carpet COpS are probably more Often referred
to in the case Of COpS used for wefts for rugs , carpets and quilts
us i ng cotton waste or condenser yarns .
Occas io nal ly cops of cotton waste ~
yarns may be as much as
24 i n . diameter and 11 i n . long and even of larger dimensions .
FIG . 61.— D ivid ing Rol ler for Condenser Cards—with R ing -dofler.
When mule spun cops Of very coarse condenser yarns are
used i n the loom as weft it is Often necessary to providespecia l shuttle pegs to prevent the cops from breaking and
knocking-off ; some of these shuttle pegs are corkscrewed,and
others are fluted or corrugated for this purpose .
Condensed Yarn.
Some condensed yarn is sometimes spoken of as V igogne or
imitat ion V i gogne yarn , possibly because of its early use in FranceorBelgium to imitate yarns spun from the wool of the V icugna .
Sometimes condensed cotton yarn is described as imita t ion
yarn owing to its use in cheap goods which imitate woollen
ones .
The condenser system of cardi ng and spinning somewhat re
sembles the systems i n use for woollen yarns , and hence the occas ional use of the term wool -spun
272 COTTON WASTE .
j usted near the feeding mechanism , i n l ine with the burr cylinder ,and burrs and other impuri ties are thrown into the box
,from
which they are removed at regular intervals through the dav .
Some Of the burr waste may be of very little value , whereas other
burr waste may be re -worked by first carbonizing the waste ,dusting and re-working it in connection with wool into low grades
of yarn .
Burr waste,after cleaning it from its foreign and undesirable
matter , is made up of a combination of short and long fibre united
i n a body about one another . D isentanglement may be effected
by the steel toothed cylinders of a Garnett machine .
Card waste is the refuse of wool rema ining in ,and adhering
to,the teeth of the card clothing Of the set of carding engines ,
and dai ly removed from the clothing by stripping the cyl inder and
rollers of the card , probably by means of hand cards.
Hard waste may be produced in the Spinning,dressing
,and
weaving departments of the mill . In the Spinning,hard ends
are the result Of breakages , which require the at tendant to make
a yard or two of waste spun -yarn before the end is re-pieced .
In spooling,hard waste is made when the Operative pulls Off
severa l yards of yarn when a broken end has to be pieced .
In the weaving ,hard waste is caused by the accumulation
of weft on the bobbins,which instead of going in the cloth was
l eft on the bobb i ns , probably because the rema in ing yard or two
was not long enough to reach the width Of the fabric . Also
warp threads break and require re- tying with a l ittle waste
due thereto .
Rags,as produced in the mill
,are the clippings from the ends
of fabrics which are trimmed for the market,samples
,etc .
They may be re -manufactured by pass ing them first through
a rag-picker and i n turn through a Garnett machine or a shoddy
card .
Flocks are of two kinds , such as flocks produced from the
shear,and flocks produced by gigging or napping the goods . The
latter have to be cleaned of . any hard substance before going to theflock cutter .Sweepings are the refuse of the wool of the mill
,but may
contai n an amount of good fibre . They are treated to a dusting
process which liberates the dust and dirt,and may afterwards
be treated somewhat like flocks .
VARIOUS NOTES. 278
Indian Raw Cotton.
Short stapled cotton , such as poor American or Indian , withor without an admixture of cotton waste , is Often used in the
production of thick cheap yarns Spun on the ordinary cotton
spinning principle wi th roller draughting and possibly a redue
tion of drawing- frame and fly- frame use . Such yarns may be
spun either on the mule or the ring frame,and are much used
in the manufacture Of the cheaper sorts of floor coverings or
carpets after doubling into 3,4,5 or 6 cords ; 6
’
s or 8’
s single
yarn is common for th is purpose, and such yarn is often used as
the warp .
Carpets made from coarse cotton very often require the yarn
to be dyed,and therefore i t may be necessary to reel the yarn .
CHAPTER VIII .
SUMMARY OF COMPLE TE PLANT FOR PR ODUCING CLEANINGCLOTHS—WASHING THEM , OIL EXTRACT ION .
DUR ING the war the present writer had i ntimate Connection with
this l i ne of work , and the present en largement of his treatise on
cotton waste may very well be commenced with a description of
the processes i nvolved .
The wastes were chiefly in the nature of'
willowed fly strips,fly
from beneath condenser cards producing 7’
s to 10’
s,best soft
sweepings , cardroom clearers . After proper prel iminary treatment
the mixings were made and treated with soap water .
The breaker card had an automat ic feeder as elsewhere described,
and the cotton was transferred from breaker to finisher by Scotch or
cross feed . The finisher card resembled the breaker in its central
features .
The ring doffer condenser produced counts of condensed rovings
65 1 yds . to 110 yds . with ends equal to 1 per 2 i n . of doffer width .
The condenser bobbins were transferred to a roving frame as else
where described ,this merely twist ing the cotton ends sufficiently
and building the yarn into suitable double -coned bobbins .
This yarn served for both twist and weft . If for weft the
bobbins from the roving frame were placed in the creel of the sol id-Cop weft winding frame as elsewhere described in this treatise .
These sol id cops went immediately into the large loom shuttles .
If for warp,the roving bobbins were transferred to the sect ional
warping frame , adapted to the special purpose by certa in of the
mechanical deta i ls being discarded . This frame made warps 12 to
15 in . wide as required for the loom .
The looms were of the side- lever,plain weaving
,moderately
heavy kind . Ordinary cha in weighting and let off for the wood
warp beams,the empty beams being made of strong ti n which could
be readily sl ided on and off the fixed wood beam . Healds and reed
proportioned to the coarse nature and few threads per inch,of the
(274)
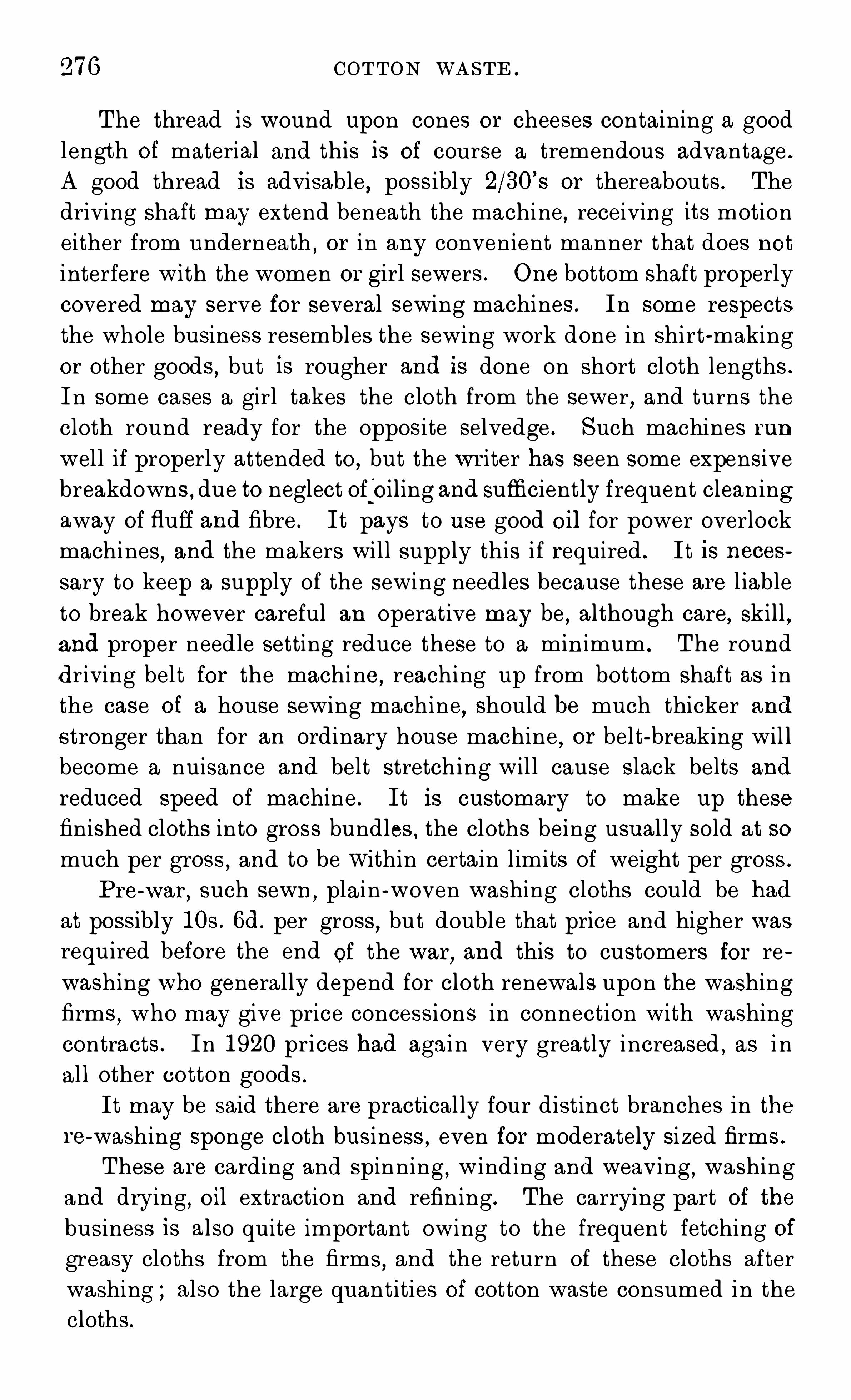
276 COTTON WASTE .
The thread is wound upon cones or cheeses containing a good
length of material and this is of course a tremendous advantage .
A good thread is advisable,poss ibly 2/30
’
s or thereabouts . The
driving shaft may extend beneath the machine , receiving its motion
either from underneath,or in any convenient manner that does not
interfere with the women or girl sewers . One bottom shaft properly
covered may serve for several sewing machines . In some respects
the whole business resembles the sewing work done in shirt -making
or other goods , but is rougher and is done on short cloth lengths .
In some cases a girl takes the cloth from the sewer,and turns the
cloth round ready for the opposi te selvedge . Such machines run
well if properly attended to,but the wri ter has seen some expensive
breakdowns,due to neglect ofOil ing and sufficiently frequent cleaning
away Of fluff and fibre . I t pays to use good oil for power overlock
machines,and the makers will supply this i f required . It is neces
sary to keep a supply of the sewing needles because these are l iable
to break however careful an operative may be , al though care , skill ,and proper needle setting reduce these to a minimum . The round
driving bel t for the machine,reaching up from bottom shaft as in
the case of a house sewing machine,should be much thicker and
s tronger than for an ordinary house machine,or belt-breaking wil l
become a nuisance and belt stretching wil l cause slack belts and
reduced speed Of machine . It is customary to make up thesefinished cloths into gross bundles ,
the cloths being usual ly sold at so
much per gross , and to be Within certain l imits of weight per gross .
Pre-war,such sewn
,plain -woven washing cloths could be had
at possibly 10s . 6d. per gross,but double that price and higher was
required before the end of the war, and this to customers for re
washing who general ly depend for cloth renewals upon the washing
firms,who may give price concess ions in connection with washing
contracts . In 1920 prices had agai n very greatly increased,as i n
all other cotton goods .
It may be said there are practical ly four distinct branches in thewashing Sponge cloth business
,even for moderately si zed firms .
These are carding and spinning,winding and weaving
,washing
and drying,oil extraction and refining. The carrying part of the
business is also quite important owing to the frequent fetching of
greasy cloths from the firms,and the return Of these cloths after
washing ; also the large quantities of cotton waste consumed in the
cloths .
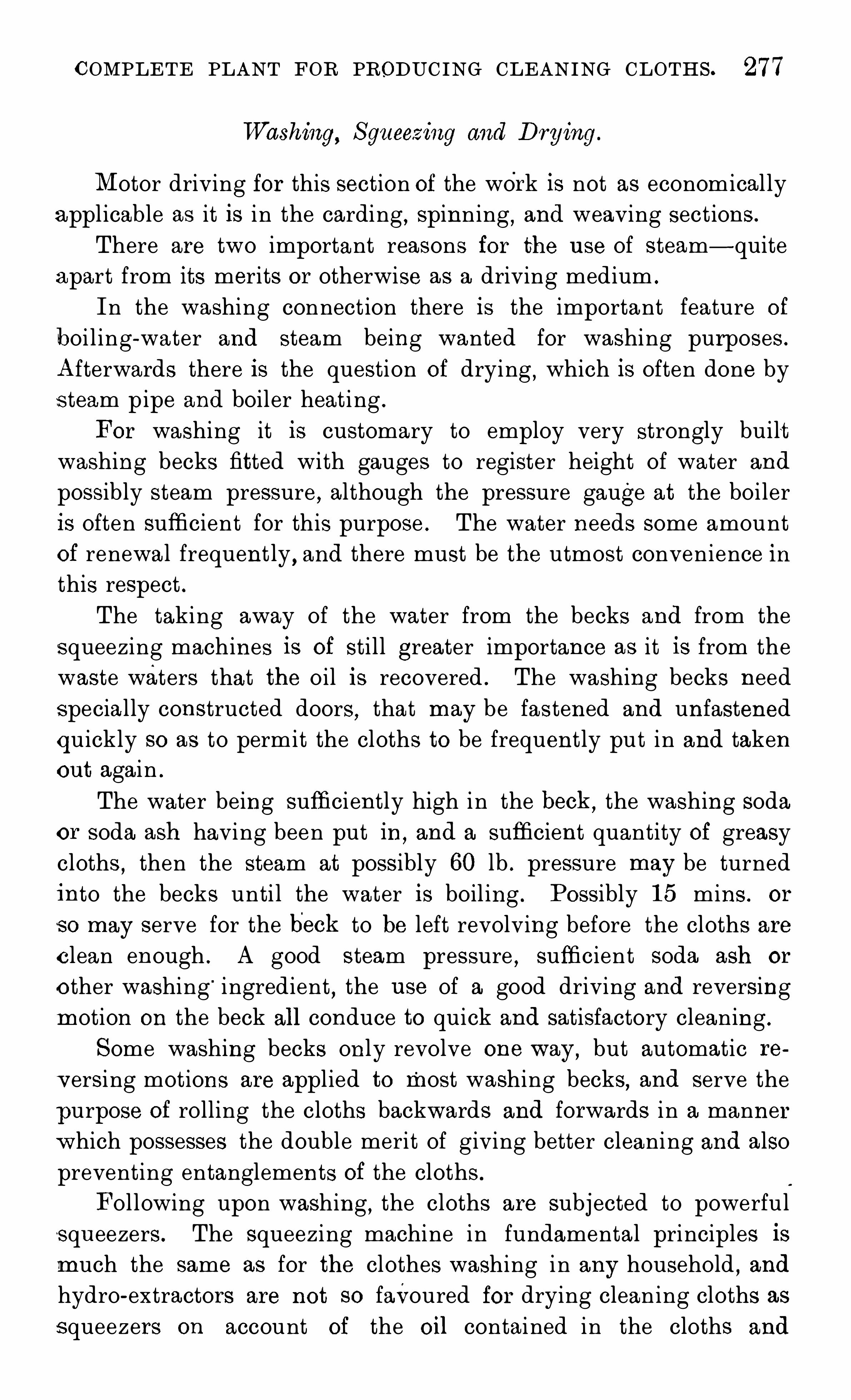
COMPLETE PLANT FOR PRODUC ING CLEANING CLOTHS. 277
Washing , Sgneez ing and Drying .
Motor driving for this section of the work is not as economical lyapplicable as it is in the carding
, spinning , and weaving sections .
There are two important reasons for the use of steam— quiteapart from its merits or otherwise as a driving medium .
In the washing connect ion there is the important feature of
boi l ing-water and steam being wanted for washing purposes .
Afterwards there is the question of drying,which is Often done by
s team pipe and boiler heat ing .
For washing it is customary to employ very strongly built
washing becks fitted with gauges to register height Of water and
possibly steam pressure , although the pressure gauge at the boileris often sufficient for this purpose . The water needs some amount
of renewal frequent ly,and there must be the utmost convenience in
this respect .
The taking away Of the water from the becks and from the
squeezing machines is of stil l greater importance as it is from the
waste waters that the O il is recovered . The washing becks need
special ly constructed doors,that may be fastened and unfastened
quickly SO as to permit the cloths to be frequently put in and takenout again .
The water being sufficiently high in the heck,the washing soda
or soda ash having been put in,and a sufficient quantity of greasy
cloths , then the steam at poss ibly 60 lb . pressure may be turnedinto the becks unti l the water is boil ing . Possibly 15 mins . or
so may serve for the heck to be left revolving before the cloths arec lean enough . A good steam pressure
,sufficient soda ash or
o ther washing “ ingredient,the use of a good driving and reversing
motion on the beck all conduce to quick and satisfactory cleaning .
Some washing becks only revolve one way,but automatic re
v ersing motions are applied to most washing becks, and serve the
purpose of roll ing the cloths backwards and forwards in a manner
which possesses the double merit of giving better cleaning and also
preventing entanglements of the cloths .
Following upon washing,the cloths are subjected to powerful
squeezers . The squeezing machine in fundamental principles ismuch the same as for the clothes washing in any household , and
hydro- extractors are not so favoured for drying cleaning cloths as
squeezers on account Of the oil contai ned in the cloths and
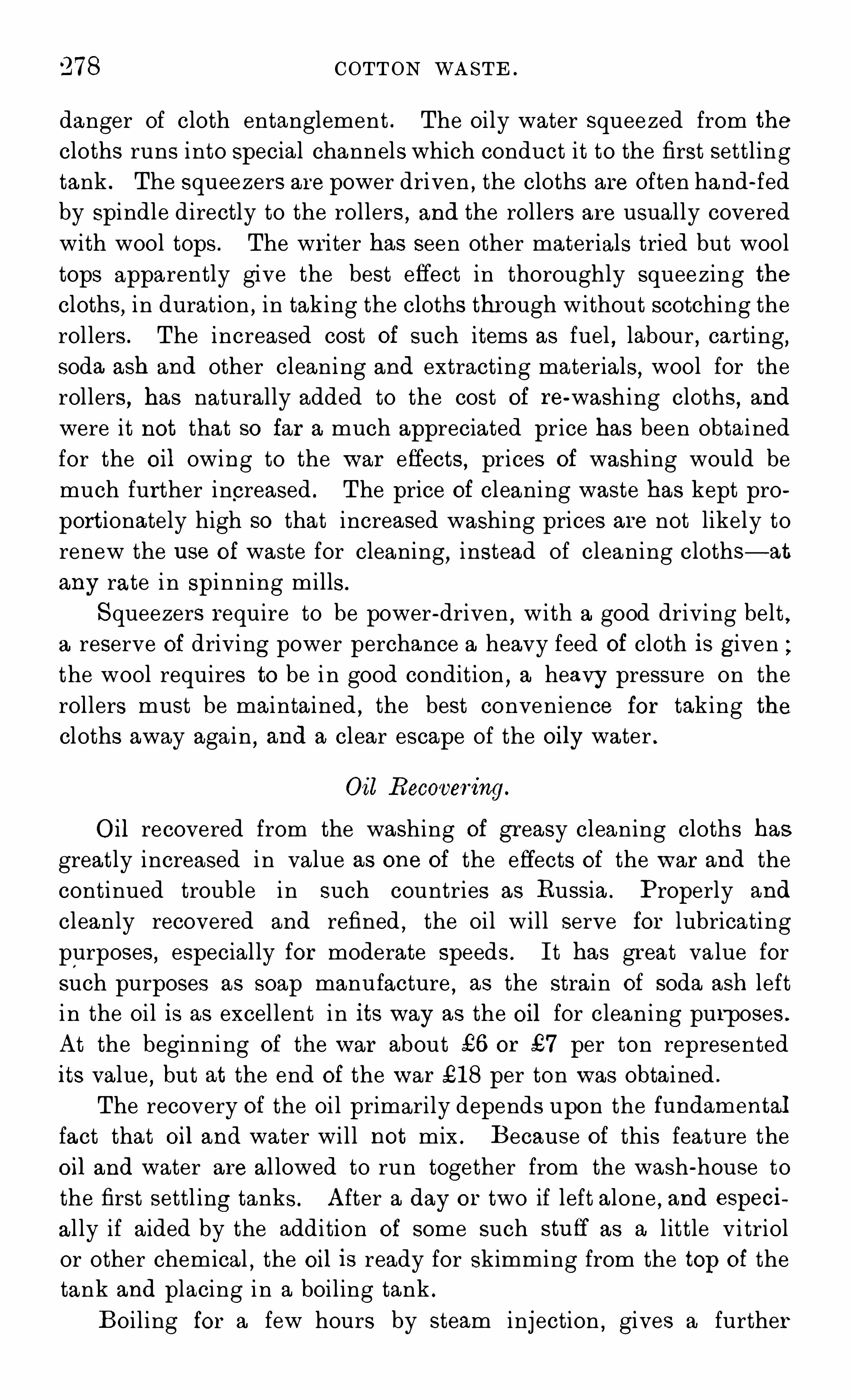
278 COTTON WASTE .
danger of cloth entanglement . The Oi ly water squeezed from the
cloths runs i nto special channels which conduct it to the first settl ing
tank . The squeezers are power driven , the cloths are Often hand- fed
by spindle directly to the rollers , and the rollers are usual ly covered
with wool tops . The wri ter has seen other materials tried but wool
tops apparently give the best effect in thoroughly squeezing thecloths
,in durat ion ,
in taking the cloths through without scotching the
rol lers . The increased cost of such items as fuel,labour
,carting
,
soda ash and other cleaning and extracting materials,wool for the
rollers , has naturally added to the cost Of re-washing cloths,and
were it not that SO far a much appreciated price has been obtai ned
for the oil owing to the war effects , prices of washing would be
much further increased . The price of cleaning waste has kept pro
portionately high so that increased washing prices are not likely to
renew the use of waste for cleaning,i nstead of cleaning cloths— at
any ra te i n spinning mills .
Squeezers require to be power-driven,with a good driving belt
,
a reserve of driving power perchance a heavy feed of cloth is g iven
the wool requires to be i n good condit ion,a heavy pressure on the
rollers must be maintained,the best convenience for taking the
cloths away agai n,and a clear escape of the 0 i water .
Oil Recovering .
Oil recovered from the washing of greasy cleaning cloths hasgreatly increased in value as one of the effects of the war and the
continued trouble in such countries as Russia . Properly and
cleanly recovered and refined,the Oi l wil l serve for lubricating
purposes,especial ly for moderate Speeds . It has great value for
such purposes as soap manufacture,as the strain of soda ash left
i n the Oi l is as excellent in its way as the Oil for cleaning purposes .
At the beginning of the war about £6 or £7 per ton representedits value
,but at the end Of the war £18 per ton was obtained .
The recovery of the Oi l primarily depends upon the fundamental
fact that Oil and water wil l not mix . Because of this feature the
Oil and water are al lowed to run together from the wash -house to
the first settl ing tanks . After a day or two if left alone,and especi
al ly if aided by the addition of some such stuff as a l it tle vi triol
or other chemical , the oil is ready for skimming from the top of thetank and placing in a boil ing tank .
Boil ing for a few hours by steam injection,gives a further
280 COTTON WASTE .
Single Scutchers, wi th latt ice feed ,arranged for four laps , fitted
with fans for down -draught , swing frame pedal feed motion and
cone regulator,and lap arrangement for making laps for cards 40
i n . to 60 i n . on the wire .
Breaker Carding Engine, usual ly 48 in . on the wire , with ex
tended lattice feed table for two scutcher laps,two 2 in . feed rol lers
covered with inserted wire,one 2 in . roller under same covered
with leather fil l et,9 i n . taker- in with inserted wire
,50 in . cyl inder ,
seven rol lers, seven clearers
,one wood fancy with draught rol ler
under and over same,with 30 in . doffer
,fi tted with s ide drawing
for Scotch or cross feed .
Finishing Carding Engine, usual ly 48 in . on the wire , with
Scotch feed,two feed rollers covered with inserted wire , one roller
under and over for leather fil let,9 i n . taker- in covered with inserted
wire,50 i n . cylinder
,seven rollers
,seven clearers , one wood fancy
with draught roller under and over same,24 in . ring doffer fitted
with single rubber wood divider,fly
- comb condenser to take off from14 to 22 ends on to one bobbin
,according to the counts to be Spun .
The Bobbins made on the condensers are afterwards put into the
stands of the self-acting mule .
Self - acting Mules,for Spinning all kinds Of waste , made with
rim shaft paral lel to carriage or headstock ,as des ired
,and the
creels can be arranged for either condenser or roving bobbins .
E xperience has proved it does not pay to use too low a class Of
waste for the purpose intended in the production of cotton waste
yarns,or even in the production of batting . Almost the lowes t
grade of waste tha t can be used for even low counts is willowed flywhich may do for 1
’
s or 2’
s cotton counts or for batting of some
sorts .
Wi llowed fly has Often been mixed with linters to advantage forsome kinds Of work .
Experience and judgment in mixing different sorts of waste for
different purposes count equal ly in this class of work as i n propercotton spinning .
The fol lowing was tes may be used for cotton battingDust - room waste . Droppings from beneath the Opener and
scutcher beater bars ,very ful ly wil lowed . Licker in fly treated in
the same way. Strips from the cylinder,doffer
,and flats of ordin
ary cotton cards . Fly from the condenser or finisher cotton wastecard , which from mills spinning 8
’
s or 10’
s condenser yarns may
COMPLETE PLANT FOR PRODUCING CLEANING CLOTHS. 281
form quite an i tem on the market in some districts . Comberwaste
usual ly reckons as the best that gets into condenser spinnings .
The term Grabbots is applied in America to some dirty
cottons which - the gin discharges and are sometimes sold along with
the sweepings and pickings from the ginnery . Such wastes as
Grabbots,mill run linters
,factor’s samples and cotton pickings are
largely confined to the Uni ted States of America .
Napper waste consists of the fly that is teazed Off such goods
as cotton blankets and flannelettes in the raising or napping process ,and probably get mixed up with other wastes by one dealer or
another . Such waste possesses very l i ttle nature and may be more
used for batting than for cotton yarns and even then for softening
harsher waste .
L inters were developed during the war to a degree not deemed
worth while previously .
I t is a question of price and the high prices Of cotton and cotton
waste developed during the war,and yet Obtaining at the time of
writ ing,have led to the del int ing of ginned seeds to a very ful l
degree . Such second ginnings are termed linters
This waste again is more useful for such purposes as batt ing ,being used in a bleached condition for the insides Of batting .
Linters are l ighter in colour than many wastes and may be
occas ional ly used as part of a mixing to improve the colour .
Surgica l wadding or“ batting
”is often made from linters
which is short fibre obta ined by a del int ing or second ginning
process .
In E ngland such l inters may arrive in bales,and the cotton
needs preliminary Opening treatment by some such machine as the“ willow or else a Crighton opener .
The pieces of shell in linters are l ikely to give trouble if used for
such quilt ing wefts as 85 yds . unless there is excellent willowing .
At any rate this is the writer’
s personal experience .
E ngine Cleaning Waste.
E ngine waste, as i t is termed , may be obtai ned by breaking up
a lmost any kind of final Spun or fully twisted textile yarn,wel l
broken up by suitable machinery .
The proportionate amount of trade in this kind of waste is prob
ably less than formerly owing to the great extent to which sponge
c loths are used for cleaning . Some engineers Object to the plai n
282 COTTON WASTE .
woven re-washing harsher cloths,but most of them are on ly too
pleased to get the softer ones woven on the leno principle . These
latter are rather less dangerous because they wi l l tear more readily
if they get fast when cleaning running machinery . Their greatest
fault is difficulty in stringing and fastening together in the washing
and squeezing-out processes .
E ngine waste may be obtained from cop-bottoms,hand -waste
from reelers,Spinners
,doublers
,winders
,and weavers .
Sometimes i t is obtained from mixtures of different sorts of
hard waste such as double - thread,thrums or Si zing frame waste
,or
even fully twisted coloured yarn .
The machine employed for opening and breaking-up such hard
waste for use as cleaning wast e,resembles i n general appearance a
rol ler and clearer carding engine,but is very much more strongly
built . The cylinder is covered with hardened steel two - inch teeth .
The doffer is fitted wi th iron legs or bars into which are set steel
teeth . There may be three rol lers or workers , fitted with cork -Spur
steel teeth,set al ternately . The four strippers are covered with
steel fi llets . The feed - rol lers are made up of iron segments con
tain ing cast - in teeth . The feed - lattice consists of iron pieces held
together by leather belts. Calender rollers are used to the waste
at the del ivery .
lVadding .
A somewhat severe bleaching process is needed when cotton
waste or l inters is to be used as wadding for surgical purposes .
Processes may be included such as
Boi ling in a good solution of caustic soda with the addition ofa specia l solvent oil
,washing
,scouring with d i lute hydrochlor ic
acid , washing ,hypochlorite of soda treatment
,washing, scouring ,
drying . Final ly treated by some kind of opening machine which
loosens the fibres ready for the final treatment by the waddingcard .
A roller and clearer card may be used with a comparativelysimple del ivery arrangement .A drum is used at the delivery around which the del ivered fleece
is wound time after t ime until a suflicient thickness Of wadding is
obtained . The wadding is then cut across and stripped off. Insome cases a folding apparatus is used instead Of the fleece drum .
284 COTTON WASTE .
ormix together , and this is quite as important in its way for certai n
sorts Of goods from cotton waste as in the finer yarns . E gyptian
c otton as a Whole wil l bleach well,but different Shadings may be
obtai ned if we are not careful and the bleaching effect may come
out differently .
If white cotton waste is dyed to imitate brown Egyptian then it
is more or less spoi led for bleaching .
Comber waste of i tself has a tendency to make a soft yarn or a
soft wadding,New Uplands cotton makes a strong batting . Some
makers of wadding use a certai n proportion of ordinary Uplands
c otton to put a face on the “ batt ing
In the case of the ring-doffer condenser the author has seen
excessive breakage of ends owing to long fibres or hairs reaching
a cross the doffer or on the divider and touching adjacent rov ings .
Sorting Tables .
A practice which possesses some commendable features but
which is by no means general ly adopted,is employing long sorting
tables,with or without gridded portions .
If various sorts of rather low - grade wastes such as sweepings ,willowed fly
,are purchased it may pay to have these wastes placed
on the sorting tables and picked over for bits Of string, bits of metal ,portions of cotton very inferior
, or some very superior .
Wi l lowed fly is much used for low counts of condenser yarn ,
and sometimes waste dealers have what they term seconds ,and some of this the writer has found to conta in a good deal of
undesirable material,unfit for pii tting into any machine or process .
If for wadding,the best portions may be sorted out for the best
face cotton , whether i t be for natural colour or for bleaching .
Fire Protection.
Fire protection is much needed in the earl ier processes of a
cotton waste mill,whether i t be that wadding
,gun - cotton
,or con
denser yarns are required from the mill .Some machines are less l iable to cause fire than others , such as
the ordinary Oldham Wi l low,whose blunt teeth and manner of
their action render this machine as safe as any to commence with .
Any make of Hopper bale -breaker or Hopper feeder is good sincethe tumbl ing about of the cotton in the feed -box tends to l iberate
COMPLETE PLANT FOR PRODUCING CLEANING CLOTHS. 285
metal substances without fire risk . No parts of such a machine are
very dangerous in caus ing fire . Blade or knife -beaters or knife
cyl inders,or spiked cylinders having a good Speed
,are especially
dangerous .
I t is best for fans to Operate with a down draft in the blow- room ,
and all the dust and air to pass downwards into a cement - l ined
dust cellar . In some cases these cel lars are fitted with Sprinklers .
If more than one fan 18 used,each outlet Should be equipped with a
door which closes automatical ly when its own fan is stopped . This
is one preventive aga inst fire Spreading. Friction of parts,waste
lapping round rollers,quickly revolving spikes , or blades striking
against metal substances are all causes of fire .
Suitable passages with fire-proof doors should separate one room
from another. The cotton store or mixing room,the card room
,the
scutching room should be separate rooms .
Water buckets and hose pipes should be convenient , sprinklers
used if possible, and turn- over smal l fire extinguishers used .
Cotton store room,mixing room
,the more dangerous one of the
arly opening machines,and the card room Should be sufficiently
Separated in case of fire .
Unfortunately , cotton waste varies in length Of fibre,i n colour
and in genera l quality very cons iderably , and both care and skil l
are necessary to obtain correct mixings for the kind of work in
process .
Al l kinds of old machines have been adapted for the early treat
ment of cotton waste,but recent
’
experience has demonstrated two
or three leading facts in this connection .
In the first place,such machines as the Oldham Wi l low and the
cop-bottom machine hold distinctive pos itions unrival led in certain
respects .
In the second place,experience has proved the value and adapt
ibility of the Hopper ba le -breaker or cotton Hopper feeder to the
early treatment of some kinds of waste but not to others,owing to the
tendency for some wastes t o warp and string round the evenerroller and other parts .
In the third place , after waste has been given a thorough pre
l iminary treatment , ordinary cotton openers of one kind or anotherwill deal very effectively with the waste. Usual ly it is advisable torun about half a dozen COpS in with the laps to prevent lap- l icking
afterwards .
286 COTTON WASTE .
It is at l east as valuable in waste Spinning mills to make mixings
of the waste as i t is to make mixing s of raw cotton in the fine
spinning mill . Waste varies more in qual ity and type than any
kind of raw cotton .
Soap Water.
Previously we have dealt with the custom of treating cotton
waste with soap -water made from about 1 lb . of soft soap to about
1 gal lon of water. In some cases this is simply put on with a
degging can . In such cases the writer has known mixings to feel
quite wet after two or three days’
standing,and i t is better to mix
about Thursday or Friday and allow to stand until the Monday
following . Proper soaping of fluffy cotton waste makes i t easier of
control . There is some danger of fire if too much soap -water or
plai n water is added to a waste mixing, well covered in ,and left
untouched for severa l days .
I t is the writer’
s experience that a j ud icious application Of soap
water will give better work in some cases,and certainly wil l hold
the fluffy material together i n a better manner ; and of course i t
g ives a more sol id and heavier yarn .
When soap -water is used systematically,the bo il ing and mixing
tank may be fixed in a pos i tion sufliciently high up to obtain a
satisfactory flow to . the required position . A bal l -tap may control
the supply of water from mixing tank to using tank .
There are therefore two chief methods of applying soap-water :
(1) Sprinkl ing it upon the mixing as the latter is being made .
(2) Applying an automatic soaping appl iance to the del ivery of
such a machine as the Cop-bottom machine .
A third method Of applying the water at the feed part Of amachine , such as at a Hopper feed
,does not commend itself to the
present writer , as it is neither good for the working parts of the
machine,nor does it afford time for the equal penetrat ion and
distribution of the soap-water among the cotton waste . E ven when
only one kind Of mixing is being used it is advisable to have two
mixings , one being preparing and maturing when the other one isusing .
If more types Of mixing are to be used then more mixings willbe required .
In ordinary cotton Spinning there are now many mills i n whichthe various bales are placed around the bale -breaker
,and there is
288 COTTON WASTE .
feeding the cotton loose by hand at the feed - lattice of the card ,
at least overcomes the lap - l icking trouble,while it reduces fire
danger,is very suitable for using smal l quantities of certain kinds of
waste , and gives a chance of mixing .
In the preparation of wadding or batting inside portions ,cotton waste properly cleaned may quite conveniently be fed inabove manner to the carding engine and laps of cotton need not
necessarily ever be made . Outside portions of such products mayneed the more complete Opening or scutching treatment .
The Hopper feeder for cards is enhanced in value when veryshort waste or l inters are used because of the strong likel ihood of
such material being troublesome in giving lap l icking .
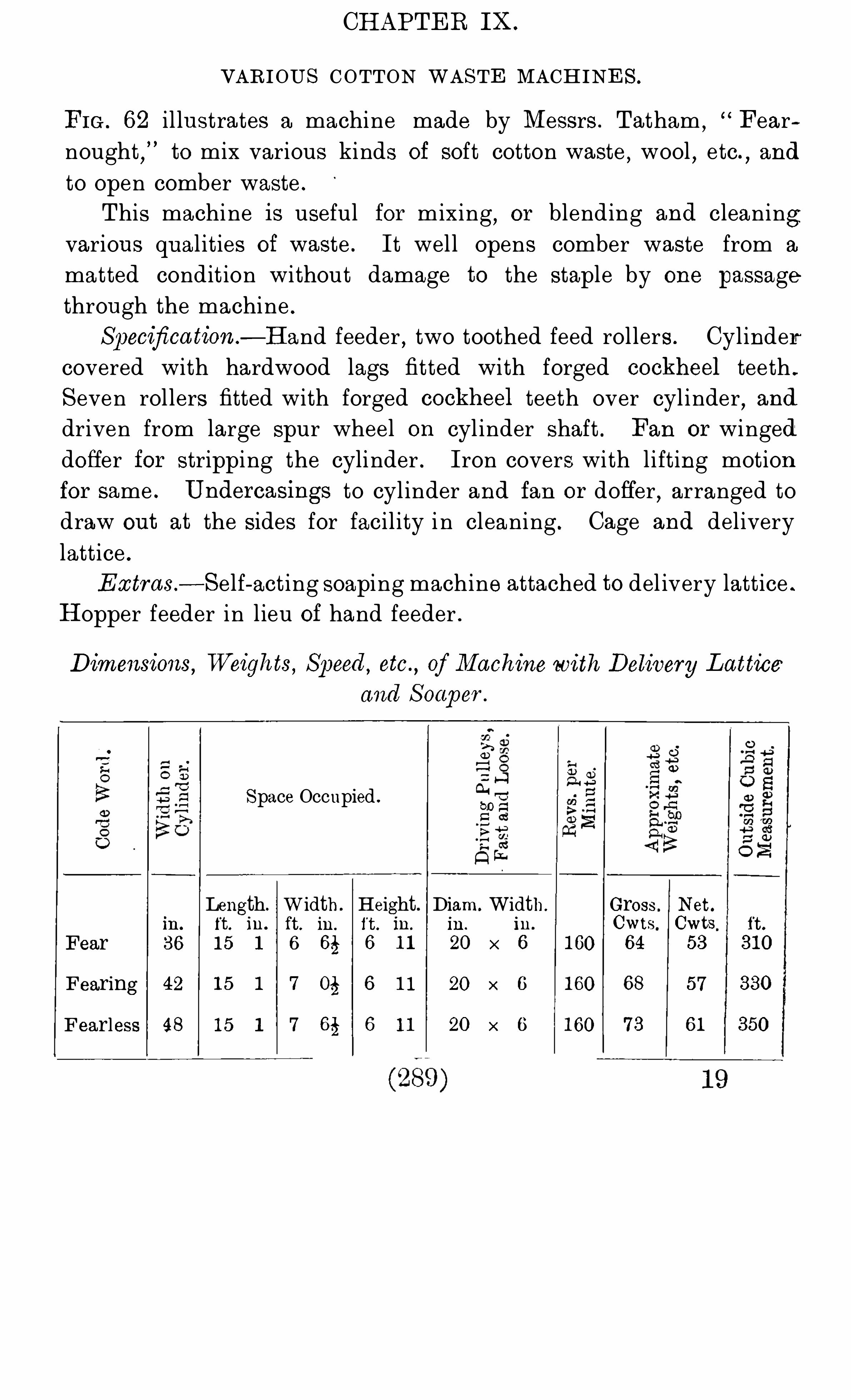
CHAPTER IX.
VARIOUS COTTON WASTE MACH INE S.
FIG . 62 il lustrates a machine made by Messrs . Tatham,
“ Fear
nought,
”to mix various kinds of soft cotton waste
,wool
,etc.
,and
to open comber waste .
This machine is useful for mixing,or blending and cleaning
various qual it ies of waste . It well opens comber waste from a
matted condit ion without damage to the staple by one passagethrough the machine .
Specifica tion — Hand feeder,two toothed feed rol lers . Cylinder
covered with hardwood lags fitted with forged cockheel teeth .
Seven rol lers fitted with forged cockheel teeth over cyl inder,and
driven from large Spur wheel on cyl inder shaft . Fan or winged
doffer for stripping the cylinder . Iron covers with l i fting motion
for same . Undercasings to cyl inder and fan or doffer,arranged to
draw out at the sides for facil ity i n cleaning . Cage and del ivery
lattice .
E xtras — Self-acting soaping machine attached to del ivery lattice .
Hopper feeder in l ieu of hand feeder .
Dimensions,Weights , Speed,
etc .,of Machine with Delivery Lattice
and Soap er.
Space Occupied .
Length. Width . Height. Diam. Width. Gross Net.in. ft. in. ft. in. ft. in. in. in. t s t s ft.
Fear 36 15 1 6 6g 6 11 20 x 6 160 64 53 310
Fearing 42 15 1 7 05 6 11 20 x 6 160 68 57 330
Fearless 48 15 1 7 6g 6 11 20 x 6 160 73 61 350
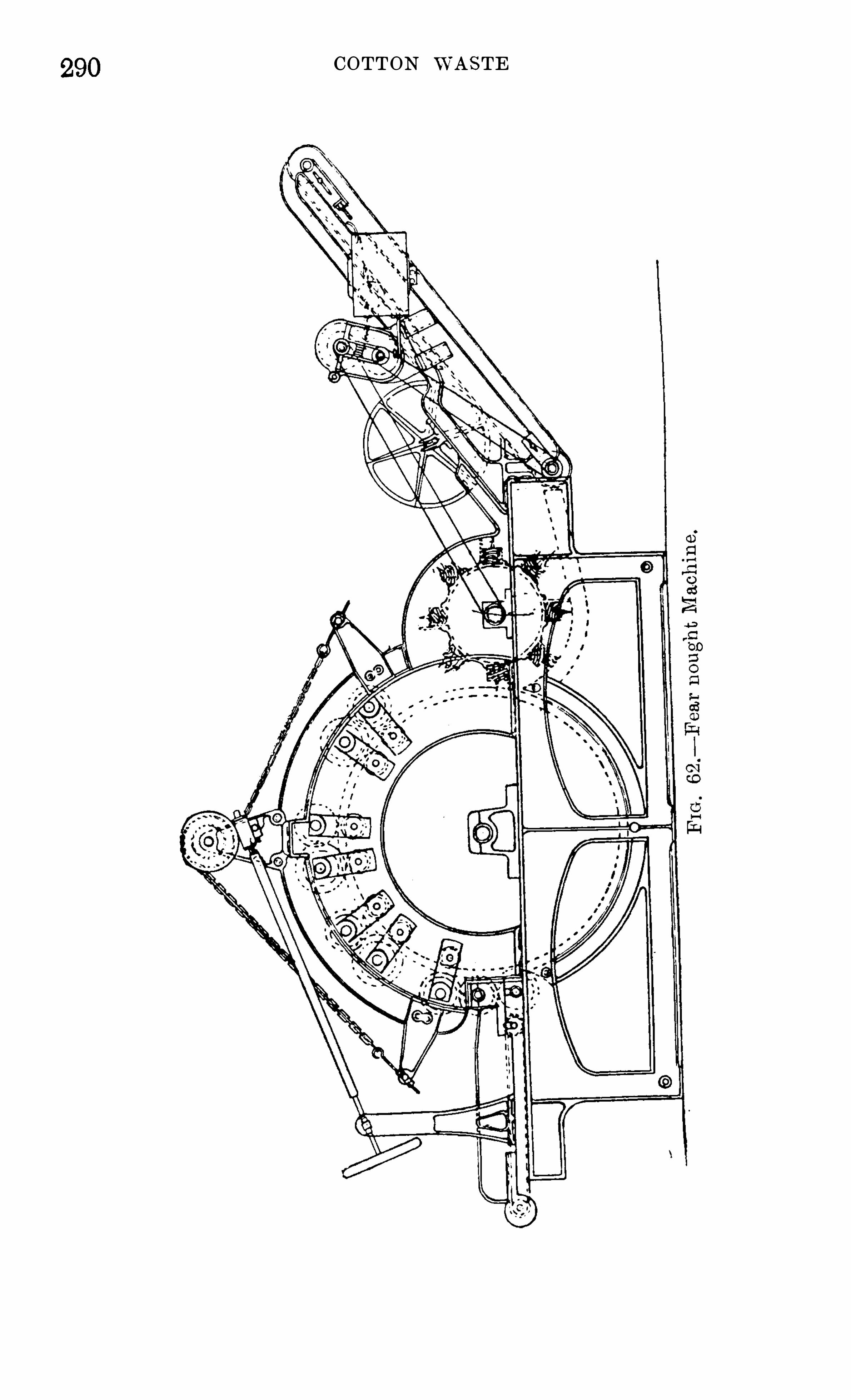
290 COTTON W'
ASTE
292 COTTON WASTE .
Strap ,driving pulley
on 3rd cylinder from
2nd cyl inder, 16 ft . 0 in .
x 4 i n . wide .
Or rope,
drivingpulley on 3rd cyl inderfrom 2nd cyl inder , 22 ft .
6 in . x 37;in . diameter .
Strap ,driving cross
Shaft from cylinder , 7 ft .
9 in . x 2712» in . wide .
Strap ,driving fan
shaft from cylinder , 8
ft . 3 i n . i n . wide .
Strap ,driving slow
motion shaft from cross
shaft , 12 ft . 3 in . x 1712
in . wide .
Strap , driving de
l ivery end from Side
shaft , 14 ft . 0 in . x 2 in .
wide .
Strap ,driving brush
of soaping apparatus
from cyli nder,11 ft . 6
in . x 17} i n . wide .
ROpe ,driving roller
of soaping apparatus
from top cage rol ler , 3
ft. 8 in. x %in . diameter .
4 -Cylinder Machine.
Floor space occupied ,
33 ft . 8 i n . x 6 ft . 3 in .
D riving pulleys on
1st and 3rd cyl inders ,
12 in . x 6 i n . wide .
Speed about 800 revolu
t ions per minute .
COTTON WASTE MACHINES. 293
Gross weight,about 180 cwt nett weight
,about 130 cwt .
Packed in 24 cases .
Measurement , about 850 cub . ft .
Nett Lengths and Breadths of Strapp ing , and Diameters and
Lengths of Ropes required.
Strap, driving countershaft from mainshaft,54 in . wide ,
length depending on height and posit ion of shaft .
Straps,driving pulleys on l st and 3rd cylinders from counter
shaft,5 in . wide
,length depending on height and. pos it ion of
shaft .
(2nd cylinder driven from 1st,and 4th cyli nder from 3rd
cylinder by strap or rope . )Strap , driving pul leys on 2nd cylinder from l st
,and 4th from
3rd,each 16 ft . 0 in . x 4 in . wide.
Or rope , driving pul leys on 2nd cyl inder from Ist,and 4th
from 3rd, each 22 ft . 6 i n . x 4 in . diameter .
Strap ,driving cross shaft from cyl inder , 7 ft . 9 in . x 24 in .
wide .
Strap , driving fan shaft from cylinder, 8 ft . 3 in . x 24 in .
wide .
Strap,driving slow motion Shaft from cross Shaft , 12 ft . 3 in .
x 14 in . wide .
Strap,driving delivery end from side Shaft
,14 ft . 0 i n . x 2 in .
w ide .
Strap,driving brush of soaping apparatus from cylinder
,11 ft .
6 in . x 14 in . wide .
Rope,driving rol ler of soaping apparatus from top cage rol ler,
3 ft . 8 in . x 4 i n . diameter .
Roving Waste Opener.
Messrs . Brooke Doxey have added a hopper feeder to
their roving waste Opener as described below and referring to
figs . 64 and 65 .
Hopper Feeder for Roving Waste Opener.
The ordinary type of hopper feeder used for dea l ing with loose
c otton from the bale Opener or mixing is quite unsuitable for
deal ing effect ively with roving waste , because the latter, being
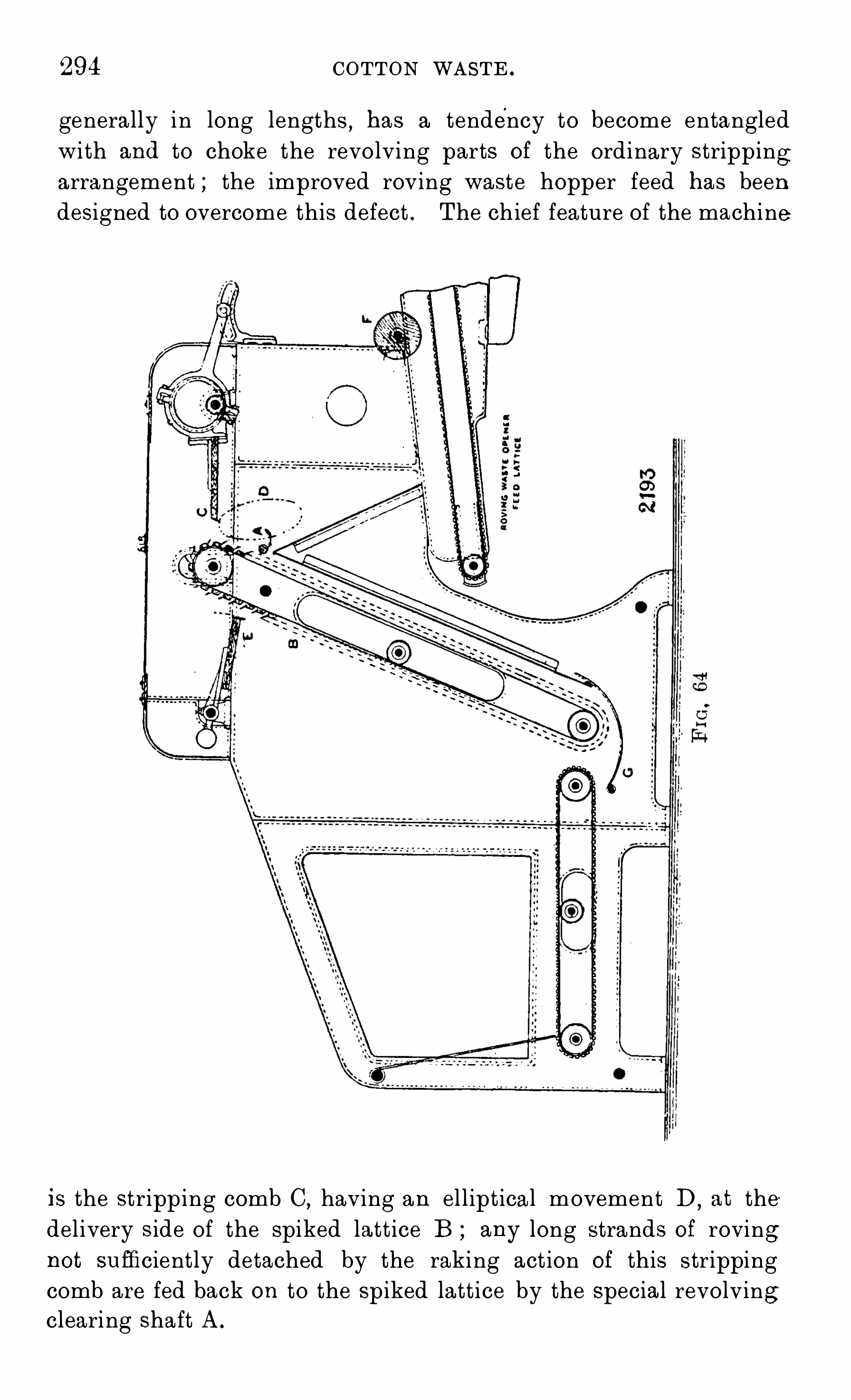
294 COTTON WASTE .
generally in long lengths , has a tendency to become entangled
with and to choke the revolving parts of the ordinary strippingarrangement ; the improved roving waste hopper feed has beendesigned to overcome this defect . The chief feature of the machine
is the stripping comb C ,having an el l iptical movement D ,
at the
del ivery Side of the Spiked latt ice B ; any long strands of rovingnot sufficiently detached by the raking act ion of this stripping
comb are fed back on to the Spiked latt ice by the special revolvingclearing shaft A .
296 COTTON WASTE .
The au tomat ic feeding of rovings to roving waste Opener
presents the following advantages :
1.I t prevents over - feeding
,with its consequent l iability to
choke the feed rol ler,and damage to taker - in and spiked cylinder.
2.The spiked latt ice and the stripping combs loosen or dis
en tang le the smal l masses of roving to such an extent that the
subsequent action of the taker-in and spiked cylinder of the roving
opener gives a much better and more regular result than can be
obta ined with any hand feeding. The amount of roving pass ing
through the roving opener in an unopened state is thus reduced to
a minimum ,as is at once evident from a comparison of the results
from the same roving opener fed by hand and afterwards fed by
our improved automat ic hopper feeder.
3 . A further consequence of the preparatory Opening In the
hopper feeder is the considerable increase in the productive capacity
of the roving waste Opener .
4 . The use of this automatic feeder material ly reduces the
quantity of hard substances finding their way to the roving opener
and damaging taker-ih and cyl inder .
5 . The capacity of the hopper bin’
is so much in excess of thefeed lattice of the roving Opener that the time and skill required to
e ffectively a ttend to the roving Opener are greatly reduced .
The Cri ghton or vertical opener is made by all l eading cotton
machine makers. I t is celebrated for giving efficient Opening and
cleaning either to cotton or soft cotton waste .
Messrs. Dobson and Barlow’
s Vertical Beater Opener : Specialties
and Improvements .
These machines are made xwith either one or two beaters,as
required,and in the lat ter casex the beaters are arranged to be
worked together or separately . They are fitted up with improved
g rids , and the opening and cleaning power of the machine is most
e ffective . The delivery lattice and fan are driven by bands .
E ach beater consis ts of a vertical shaft upon which are mounteds even circular plates ,
of different diameters,with hard steel knives
riveted to them . The Whole being perfectly balanced .
The beater lshaft footsteps are self - lubricating, and have large
o il chambers .
Al l gearing is made s trong and well guarded .
In case s where the countershaft would be too high to drive by
COTTON WASTE MACHINES. 297
hal f twisted strap they apply , when desired , an improved balanced
rope driving arrangement . The pull of the rope is the same on
each s ide of the shaft,so that frict ion and wear on the bearings
are reduced to a minimum .
The machine is made to be fed by the porcupine Opener with
latt ice feed . The hopper feeder can be appl ied to the porcupine
Opener if des ired . The “ Simplex ”hOpper feeder can also be
appl ied to feed the vertica l Opener wi thout the porcupine Opener
i f desired ; where possible , the firm recommend the porcupine
opener to be applied .
They also combine the above machine with s ingle scutcher and
lap part when required .
The machine has been well designed , is built from extra strong
p atterns , and is capable of working at the highest poss ible Speed
without vibration .
The machine shown (Fig . 66) contains the most recent devicein beater bars , i.e. arranging such bars as at D for the porcupine
cylinder to take up all the lower half of the beater path . The
second quarter circle or ascending quarter is used as well as the
first or descending quarter .
Balanced ROpe Driving .
The balanced rope driving is applied by different machinists butfig . 67 shows Messrs . Platt Bros .
’
arrangement .Fig . 67 is an enlarged view showing method of driving cylinder
in Crighton Opener,by means of balanced rope driving .
This system is now preferred to the old method of driving bys trap , as the pul l on the cylinder Shaft is equal ly divided ,
whereas
by the old system it was all on one side .
The balanced rope driving also affords greater facil ity for the
placement of the Opener in the room,as its Situation is not neces
s arily governed by the posit ion of the driving shaft,as is the case
when driven by strap,which system is now obsolete .
Production up to lb . per week of 554 hours .
Floor space occupied opener,10 ft . 4 in . x 5 ft . 94 in . feeder
,
11 ft . 5 in . x 6 ft . 6 in .
Total , 21 ft . 9 in . x 7 ft . 24 i n .
Driving pulley (if for strap driving ) , 12 in . x 6 in . wide . Speed,
about 1100 revs. per min .
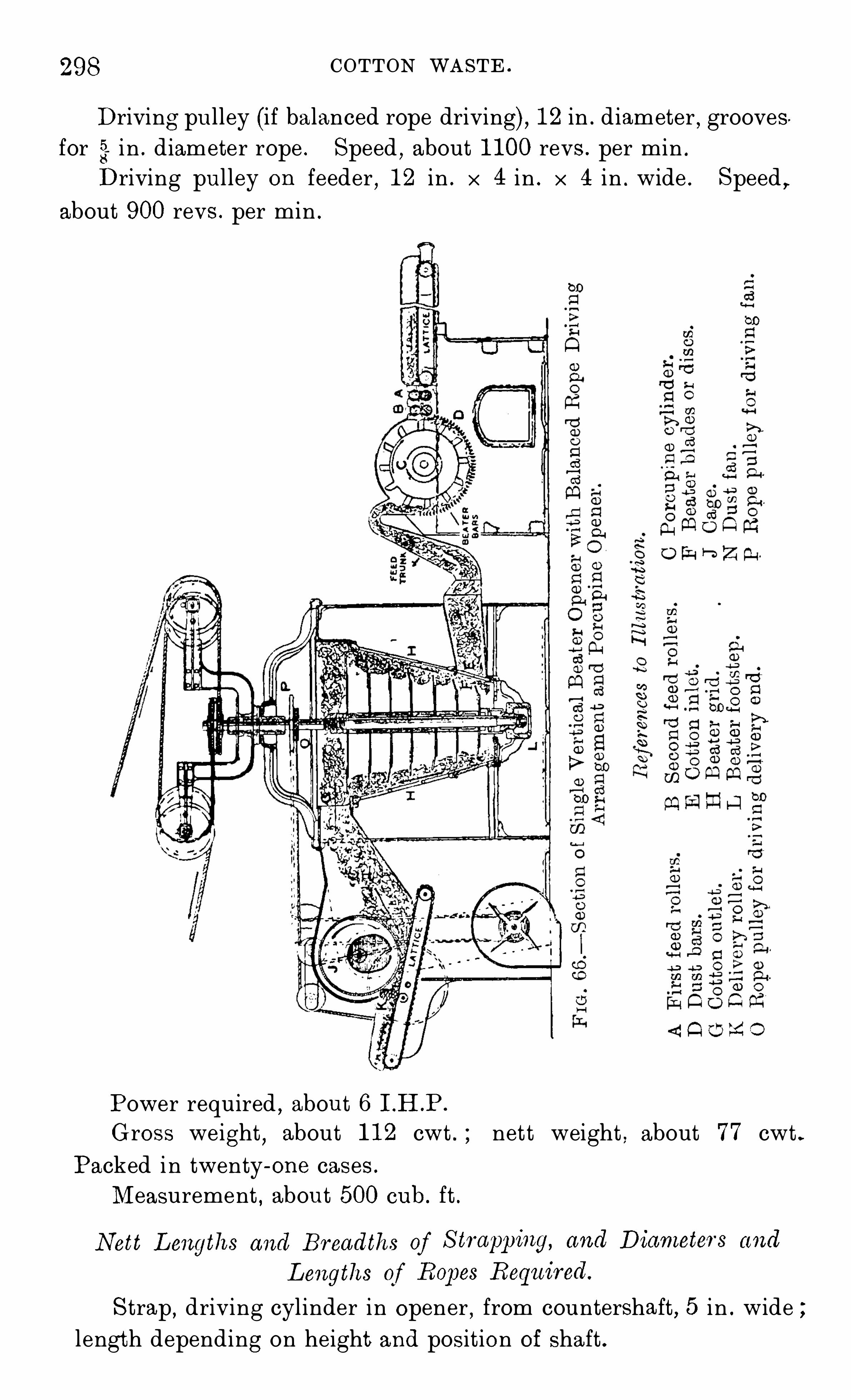
298 COTTON WASTE .
Driving pulley (if balanced rope driving) , 12 in . diameter , grooves.
for g i n .diameter rope . Speed
,about 1100 revs . per min .
D riving pul ley on feeder , 12 in . x in . x 4 in . wide . Speed,
about 900 revs . per min .
Power required ,about 6 I .H.P.
Gross weight , about 112 cwt nett weight about 77 cwt .
Packed in twenty - one cases .
Measurement , about 500 cub . ft .
Nett Lengths and Breadths of Strapping , and Diameters and
Lengths of Ropes Required.
Strap,driving cyl inder in opener
,from countershaft , 5 in . wide ;
l ength depending on height and posit ion of Shaft .
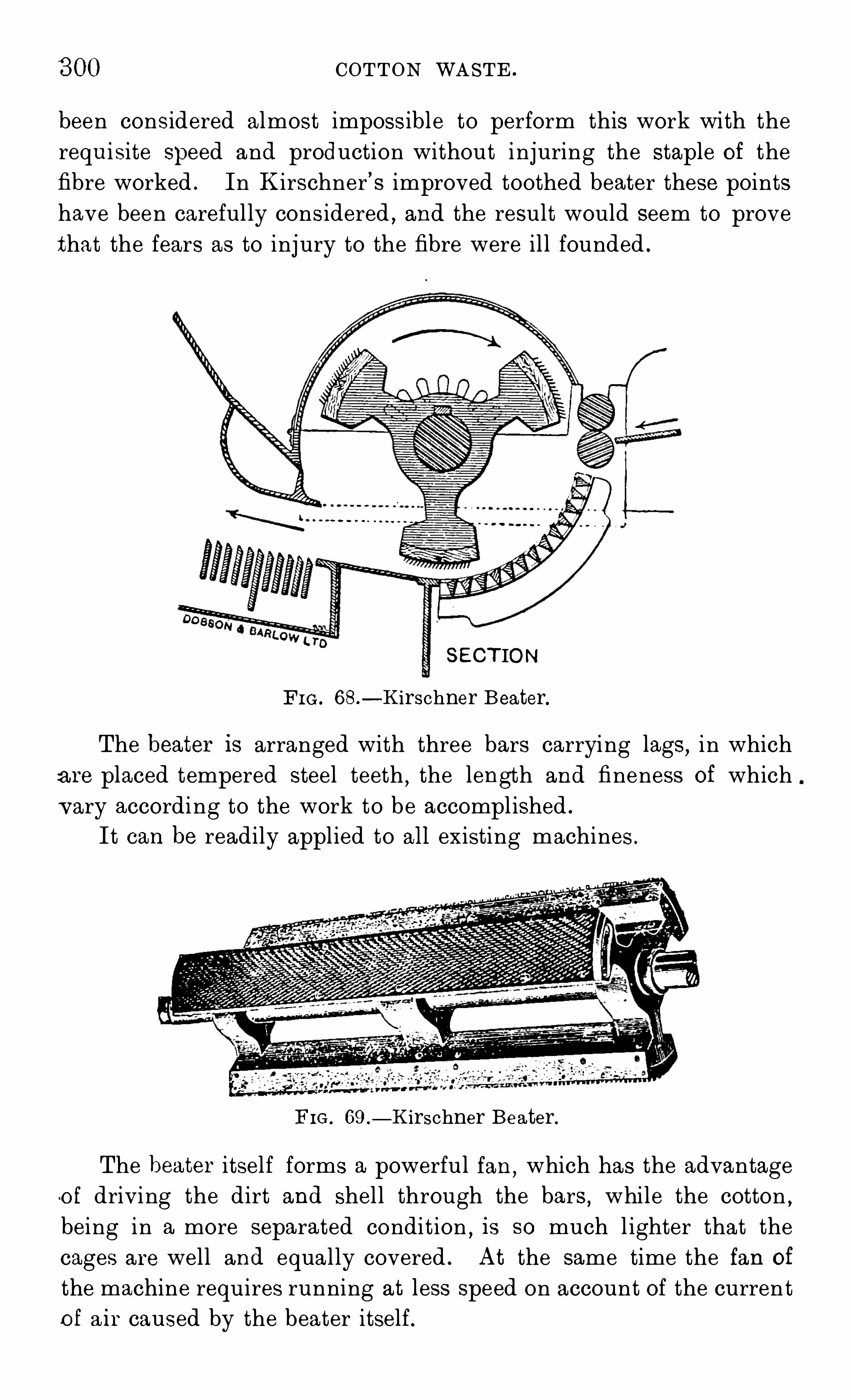
3 00 COTTON WASTE .
been cons idered almost imposs ibl e to perform this work with the
requi site speed and production without injuring the staple of the
fibre worked . In Kirschner’
s improved toothed beater these points
have been careful ly cons idered ,and the result would seem to prove
that the fears as to injury to the fibre were il l founded .
SECTION
FIG . 68.—Kirschner Beater.
The heater is arranged with three bars carrying lags,in which
are placed tempered steel teeth,the length and fineness of which
vary according to the work to be accompl ished .
It can be readily applied to all existing machines .
FIG . 69 .
— Kirschner Beater.
The heater itself forms a powerful fan,which has the advantage
of driving the dirt and Shell through the bars,while the cotton
,
being in a more separated condit ion,is so much l ighter that the
cages are well and equal ly covered . At the same time the fan of
the machine requires running at l ess speed on account of the curren tof air caused by the beater itself .
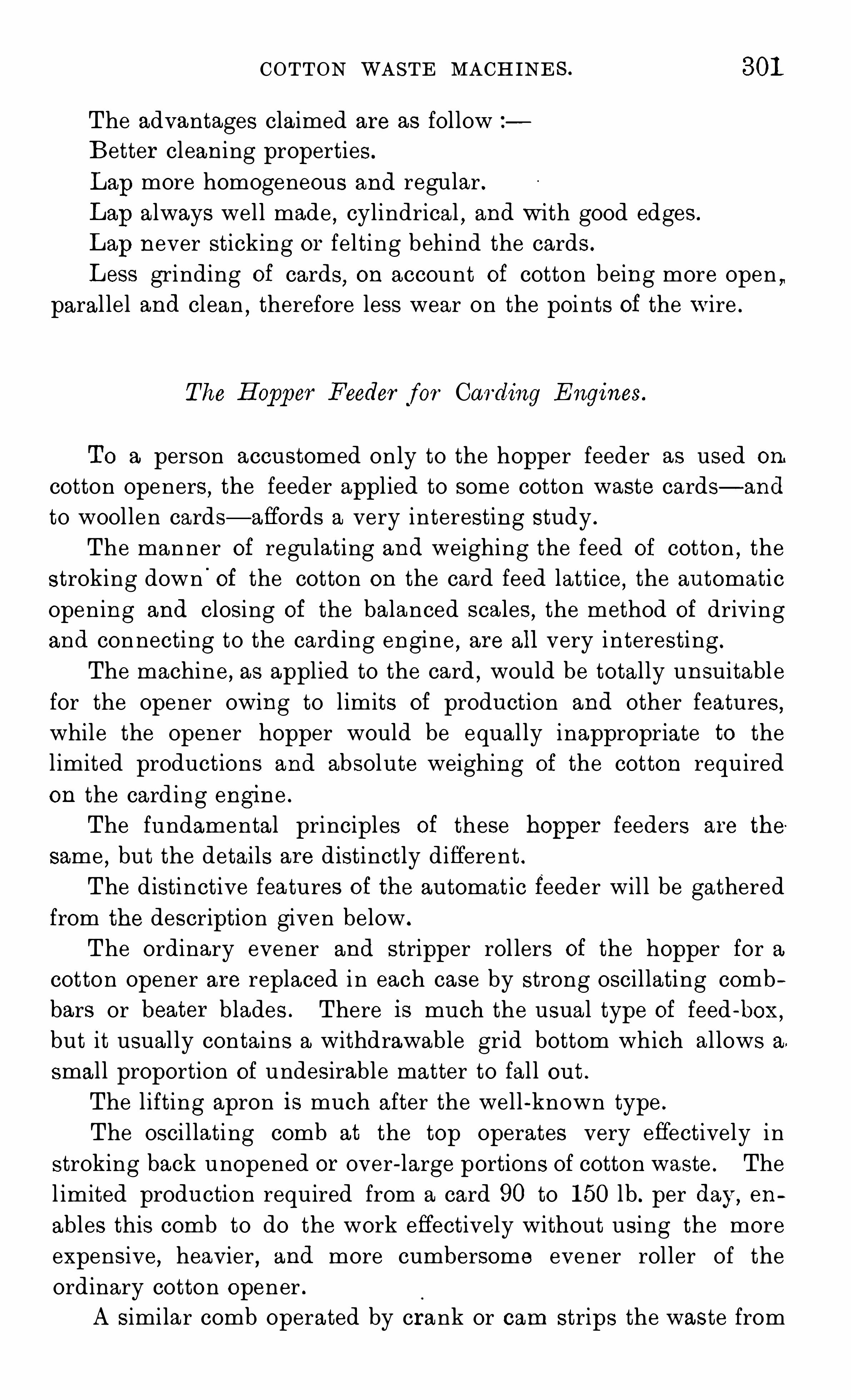
COTTON WASTE MACHINES. 301
The advantages claimed are as followBetter cleaning properties .
Lap more homogeneous and regular .
Lap always well made,cylindrical
,and with good edges .
Lap never sticking or felting behind the cards .
Less grinding of cards,on account of cotton being more open
,
paral lel and clean,therefore less wear on the points of the wire .
The Hopper Feeder for Carding Engines.
To a person accustomed only to the hopper feeder as used on.
cotton openers,the feeder applied to some cotton waste cards— and
to woollen cards— affords a very interesting study .
The manner of regulating and weighing the feed of cotton,the
stroking down'
of the cotton on the card feed lattice,the automati c
Opening and closing of the balanced scales,the method of driving
and connecting to the carding engine , are all very interesting .
The machine , as applied to the card ,would be total ly unsuitabl e
for the Opener owing to l imits of production and other features ,while the opener hopper would be equal ly inappropriate to the
l imited productions and absolute weighing of the cotton required
on the carding engine .
The fundamental principles of these hOpper feeders are the
same , but the details are distinctly different .
The distinctive features of the automat ic feeder wil l be gathered
from the description given below .
The ordinary evener and stripper rol lers of the hopper for a
cotton Opener are replaced in each case by strong oscillating comb
bars or heater blades . There is much the usual type of feed -box,
but it usual ly contains a withdrawable grid bottom which al lows a.
smal l proportion of undesirable matter to fal l out .
The lifting apron is much after the well -known type .
The oscillating comb at the top Operates very effectively in
stroking back unopened or over - large portions of cotton waste . The
l imited production required from a card 90 to 150 lb . per day,en
ables this comb to do the work effectively without using the more
expensive , heavier , and more cumbersome evener rol ler of the
ordinary cotton opener .
A similar comb Operated by crank or cam strips the waste from
302 COTTON WASTE .
the other Side of the Spiked l i ft ing lat tice and del ivers this cotton
into the weighing pan .
The usual method is to arrange the weighing pans or scal e with
two Wings of sheet steel or strong tin stretching across the width
of the machine and capable of closing up at the bottom until sufl‘i
cient cotton is held ,then the weight of cotton overcomes a finely
adjustable balance weight so that the wings open out at the bottom
and drop the weighed cotton upon the feed lattice of the card be
neath the balance . The balance weights are readily adjustable ,both to a coarse or fine degree
,so as to maintain the correct counts
of delivered cotton from the card . The balance is susta ined upon
s teel knife edges . The true principle of balance weighing is oh
served,and the cotton is given to the scales in slow proportions as
carefully as in the best hand -weighing ,and when the correct weight
is reached the sl ight descent of the weighing pan l iberates a smal l
cat ch point , sets In motion a lever connexion which disconnectsthe driving bel t so that the l ifting apron and delivery of cotton are
suspended for the moment . I t must be particularly noticed that
del ivery of the cotton into the weighing pan may be slower or
quicker,regular or irregular
,without affecting the vital principle of
absolute weighing and regular giving of the Cotton to the feed lattice
of the card . The whole operat ion is automatical ly restarted as re
quired .
There are differen t makers of hopper feeders for cotton waste
carding engines such as by the Automatic Feed Co.,Messrs . Asa
Lees Co. ,andHaigh
’
s Machine .
In any case the sequence of operatia is as follows
(a) The cotton waste is placed in hopper probably by hand .
If almost fil led by suitable materia l for good working the feed might
possibly be neglected for 30 mins . or so,but the time is variable .
The manner of weighing Should prevent variable height of cottonin feed -box from giving uneven work as i t does sometimes in a
cotton opener .
(b) The vertical spiked lifting lattice is always taking the fibrousmaterial upwards .
(c) The operation of the evener comb or bar tends to comb out
and l oosen the materia l,the act ion being favoured by the moderate
product ion of a card ; also the combing bar levels the cotton wastenicely on the Spiked latti ce .
(d) The combing bar on the del ivery Side does l i ttle more than
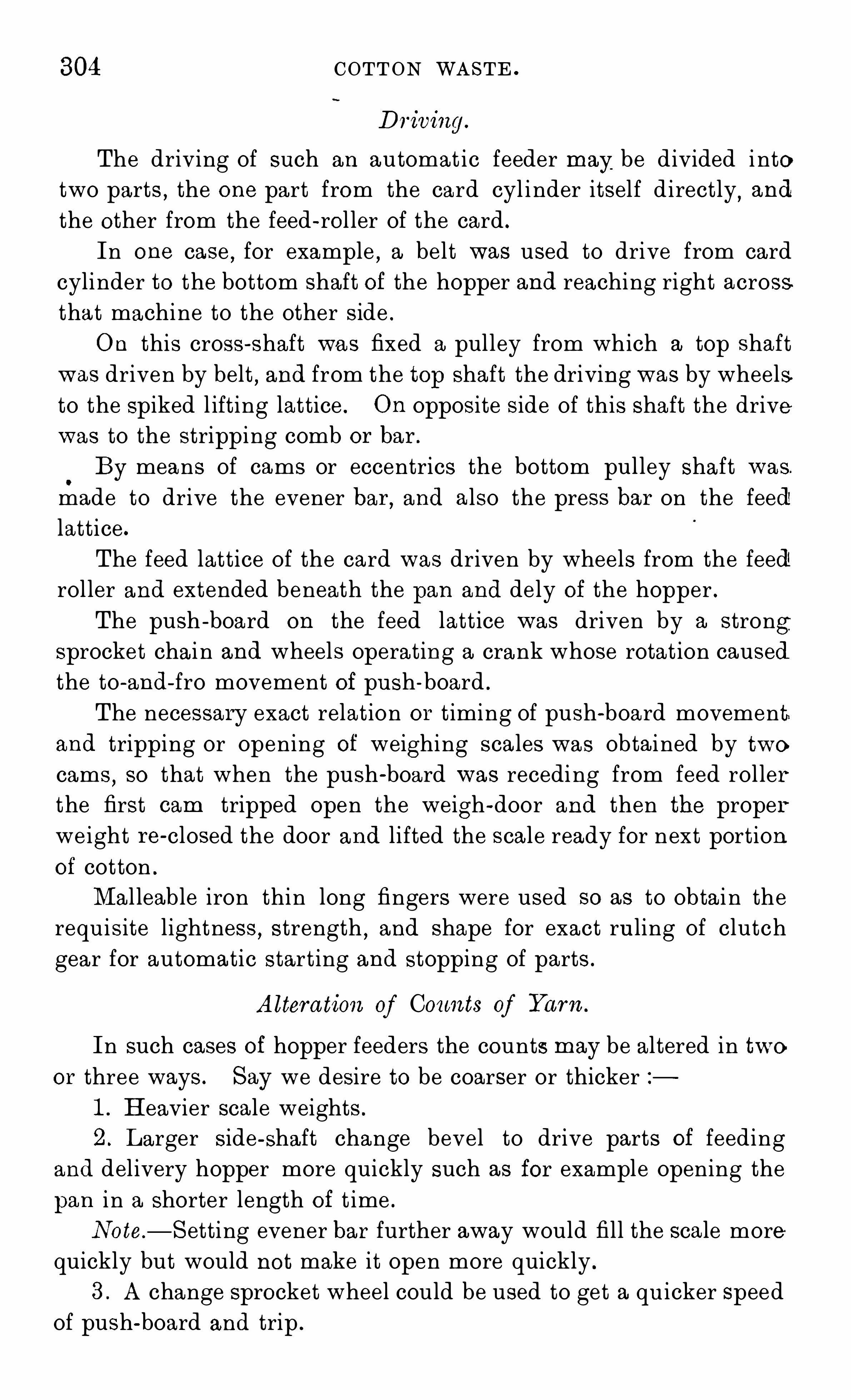
304 COTTON WASTE .
Driving .
The driving of such an automat i c feeder may be divided i ntotwo parts , the one part from the card cyl i nder itself d irectly
,and
the other from the feed - rol ler of the card .
In one case,for example
,a belt was used to drive from card
cylinder to the bottom Shaft of the hopper and reaching right acrossthat machine to the other s ide .
On this cross -shaft wa s fixed a pulley from which a top shaft
was driven by belt , and from the top Shaft the driving was by wheelsto the spiked l ifting lattice . On Opposite s ide of this shaft the drivewas to the stripping comb or bar.
By means of cams or eccentrics the bottom pulley shaft wasmade to drive the evener bar, and a lso the press bar on the feedlattice .
The feed lattice of the card was driven by wheels from the feedrol ler and extended beneath the pan and dely of the hopper .
The push -board on the feed latt ice was driven by a strongSprocket chai n and wheels Operating a crank whose rotat ion causedthe to - and- fro movement of push - board .
The necessary exact relat ion or t iming of push-board movement
and tripping or Opening of weighing scales was obta i ned by twocams
,so that when the push -board was receding from feed rol ler
the first cam tripped Open the weigh -door and then the proper
weight re-closed the door and l i fted the scal e ready for next portion
of cotton .
Mal leable iron thin long fingers were used so as to obtai n the
requ i s ite l ightness,s trength
,and shape for exact ruling of clutch
gear for automatic start ing and stopping of parts .
Alteration of Counts of Yarn .
In such cases of hopper feeders the counts may be altered in two
or three ways . Say we desire to be coarser or thicker
1. Heavier scale weights .
2. Larger side - shaft change bevel to drive parts of feeding
and del ivery hopper more quickly such as for example Opening the
pan i n a shorter length of t ime .
Note — Setting evener bar further away would fil l the scale more
quickly but would not make it Open more quickly .
3 . A change sprocket wheel could be used to get a qu icker speed
of push-board and trip .
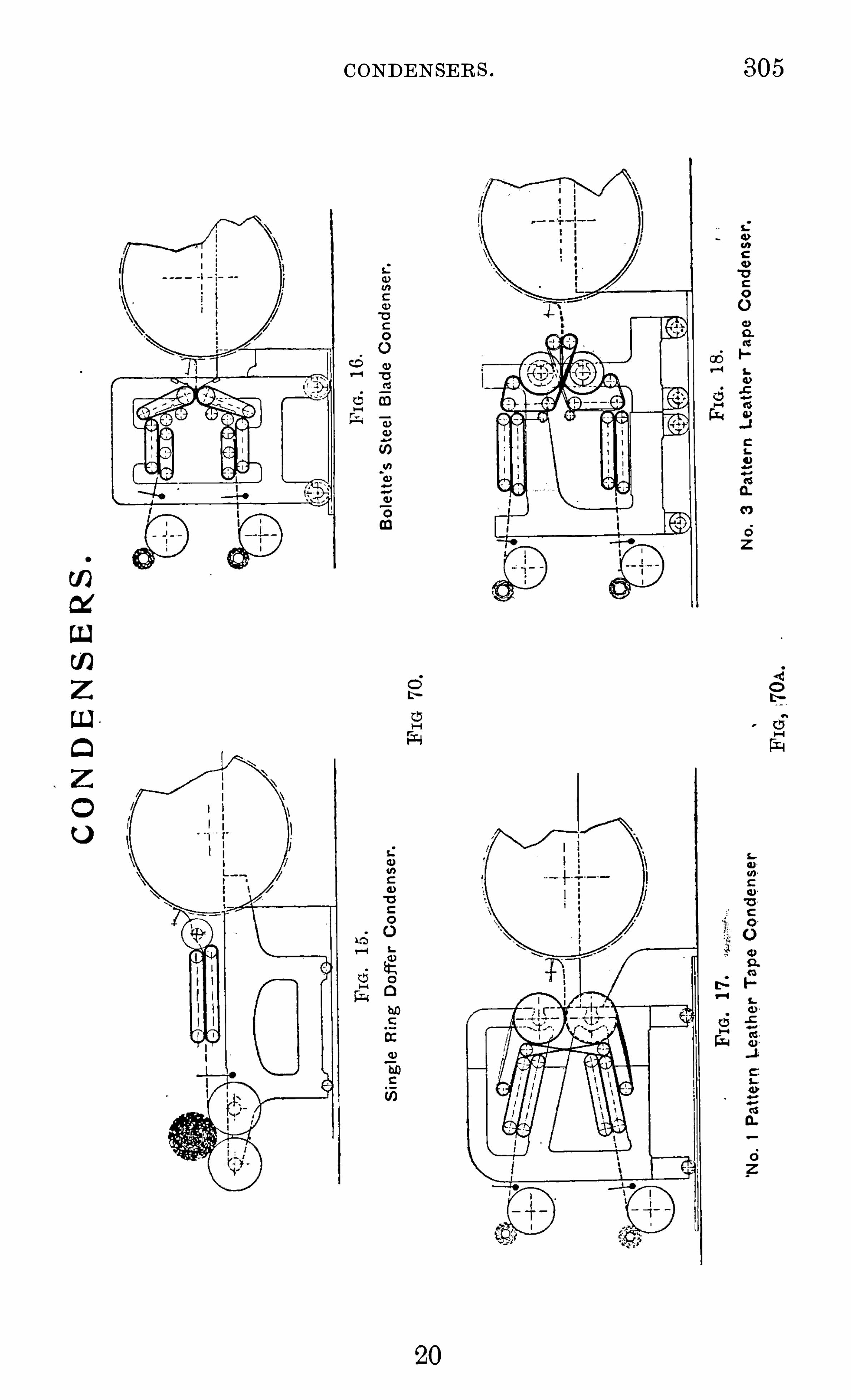
CONDENSERS. 305
306 COTTON WASTE .
A hopper feeder of the kind j ust described may be readily appl ied
to almost any make of card,and usual ly contains four good adjust
able feet which are adaptable to almost any kind of floor .Cams and eccentrics , and one crank
,are much in evidence to
FIG . 19.
No. 5 Pattern Leather Tape Condenser.
FIG . 71.
give oscillat ion of parts instead of rotation to such parts as evener
bar,stripping bar, push-board
,press -bar, to open the cotton scale
,
and to operate the automatic clutch .
I t is the writer’
s experience that a very smal l alteration of the
FIG . 20 .
No. 3 11 Pattern Leather Tape Condenser.
FIG 71A.
pan weight wil l make a dist i nct difference in the counts of yarn
when the hopper is used as the initial part of a combined breakerand finisher card arrangement , having a Scotch feed
, or a broadband feed to connect the two cards .
308 COTTON WASTE .
Sub-figure 18 is given as an improvement on No . 17.
Sub-figure 19 is preferable for some classes of waste . Each
leather tape serves for two threads , and there is no crossing of loaded
and empty tapes .
Sub-figure 20 represents four tiers of rubbing leathers and four
condenser bobbins , and permits a great number of threads to be
taken off. I t is possible to have six tiers and bobb ins .
CHAPTER X .
CARD ING OF COTTON WASTE .
Stripp ing and Grinding .
STR IPPING upon an ordinary revolving flat card is a comparatively
frequent and easy operation . For the short hours just adopted itis becoming the custom to strip all round two
,or two and a
hal f t imes per day, i n Bolton for example , twice per day being agreedupon as the bas is and extra strippings to be paid for . Some firms
want to strip cylinder three times and doffer once,and to count this
as equal to two cylinders and two doffers the Operatives rej ect thisidea at present unless the third cyl inder round is pa id for extra .
The flats are of course automatically and continuously stripped,and
this kind of device has now increased in value owing to higherwages
and Shorter hours . About fiVe minutes or so may cover all a flat
card needs to be stopped for a thorough stripping .
The problem Is entirely different on a roller and clearer card for
cotton waste . The rol lers and clearers can neither be str ipped nor
ground with the machine working,nor properly at the card at all,
but must be removed from the card and taken away to a special
grinding frame as elsewhere shown in this treatise .
The grinding roller may be covered with 40’
s emery,but it should
be understood that 40’
s emery for waste card grind ing is often very
much coarser grain than 40’
s as used for ordinary cotton spinning .
The writer has known fine emery to come Off all over the place in
powdery form when used for waste cards .
It has become a more or less established practice for waste mil ls
to have these large diameter grinding rollers removed to shops which
Special ize in recovering with emery w ith all apparatus at their own
works .
Sol id emery is preferred by many for this purpose , although
fi l let emery is avai lable and meets with approval in some cases .
Not only is spiral filleting more or l ess applied but also sometimes
rings of fil let,a good cutting edge being obtained from the latter .
(309 )
310 COTTON WASTE .
When rollers and clearers are put on the grinding frame it is as
tonishing what a lot of fibre,dust , and dirt are cleaned out of the
teeth,apart from the re- Sharpen ing of the teeth . Often the time
for a rol ler or clearer allowed to remain on the machine is insuffi
cient to do anything but give a cleaning effect . Twenty minutes or
so will , however , make a difference when the Operation is repeated
possibly once per week , but times vary .
The pedestals for holding the rol lers and clearers are readily
adjustable by hand wheels . Frames may be easi ly put down in anysuitable position .
The writer has seen a great deal of trouble caused by usingcotton counts of filleting or card wire used for cotton waste cards
a device sometimes resorted to for the saving of first cost in using
second-hand wire . Such wire chokes up with dirt and fibre com
paratively soon,and results in very poor carding . E special ly are
the doffers l iable to choke and clog full of refuse in any such cases,
and i t easily becomes very difficul t indeed to get a condenser ring
doffer to work reasonably well under such conditions .
When grinding through , the cyl inder and doffer may need
a good prel iminary cleaning with hand strickles,the ordinary
stripping brushes being often insufficient to give the requisi te effect .
Often it is found necessary to give the doffers a kind Of hand
strickl ing during the daytime in.
order to get the condenser to
properly work,and in very dirty work it may be advisable to do
this also for the breaker card in order to get the Scotch feed to
work properly .
A good part of a day may be occupied in a thorough grindingand cleaning of a pai r of cotton waste cards
,and a good deal of the
work is of a two-handed character .
Cases have been known in which a bristl e stripping brush has
been kept continual ly running over the doffer of a cotton waste card ,
but such devices should be left for Special occasions .
Anyone who has worked cards operating cotton waste of the
lower qual ities will real ise the advantage of the customary practice
of having baywood covers over all the card tops,such covers en
circling the ends oi the rollers and clearers very fully .
Long grinding roll ers are often preferred for cotton waste cards ,the Slower Operation and finer work of the Horsfal l grinders notbeing appreciated the same on these cards as i n ordinary cottonSpinning .
312 COTTON WASTE .
cyl inder by their own brackets,so that differences in the wire clothing
alone condemn mixing of posit ions . Neither are bearings always justexactly right for any, only their own rollers or clearers .
Proper rol ler and clearer stands to hold a complete set should
be kept adjacent to the grinding roller,and the nearer the latter is
to a central position the better,so long as adequate provision is
made for dust removal .Automatic stripping motions
,front or stripping door locking
motions,anddust removing during stripping , have scarcely the same
Significance on rol ler and clearer cards as on revolving flats .
Care should be exercised ,i n grinding the condenser ring-doffers
,
that the leather rings are not unduly roughened ,these being
natural ly ground down by the same roller and the same proportionas the wire . The Horsfal l traverse is not a good thing for these
leather rings . The ordinary methods of driving the grinding
rol lers apply to these cards as to flat cards .
Some carders make smal l one hand stri ckles from ordinary card
wire,and have these applied at once to the doffer when ends are
breaking over-much . It is surprising what a lot of dirt wil l be
immediately fetched out by one of the smal l strickles .
Breakage of E nds .
Setting the fancy rol lers sl ightly deeper,adjusting the condenser
for tension Of rovings , and re - sharpening,thorough clean ing
,
Speeding up,or re - setting the height of doffer comb
,are often
remedies for excessive end breakage .
For a condenser it is almost more important to have an efficientdoffer comb than even for ordinary cotton spinning . Owing to the
discontinuance of the rol ler and clearer card for ordinary cottonSpinning , very many such cards during the period 1896 - 1918 wereconverted to condenser Spinning
,and it was regularly found neces
sary to get a complete new doffer comb and comb -box for the
condenser , while the old rig-out would work all right for thebreaker .
The ord inary transference of fibre from cyl inder to doffer and
from doffer by the comb is by no means a perfect action,but the
short fibre used in waste spinn ing magnifies any such imperfect ions .
In connexion with grinding,the operations of removing and
re-applying the driving chai ns for the rol lers,and the endless belts
for the clearers need to be done with celerity and accuracy . There
CARDING or COTTON WASTE . 313
are v arious methods in use for wrapping the endless clearer belts
properly round all the pulleys , and a tyro may find some l it tle
trouble i n this work .
Scotch Feed Connexion.
The writer deems it advisable to note a few points touchingthe Scotch feed
,obtained from his own personal experience .
The Scotch feed or lattice roper must be correctly proport ioned
in speed as between the breaker and finisher cards , to take up exactly from the breaker and del iver exactly to the finisher . This isnot always a connexion to be treated carelessly .
In a case of bad edges made at the fin isher and giving bad
side ends at the condenser,a remedy was provided by getting a
more exact and uniform width of cotton Spread from Scotch feeder
traverse motion upon the finisher feed lattice . This was done by
putting more l inks in the back chai n .
In one case the finisher had to be continual ly pushed by tight
belt,etc .
,because the breaker more than kept up with finisher in giving
it cotton,and yet it was peculiar that too much overlap was given of
the narrow waste ribbon on the finisher lattice,even to the point of
briilding up too vertical ly and tumbling over .
The feed wheel at finisher was speeded up 19 to 22.
In one example a correct working proportion between breaker
and finisher.
was obtained by applying a slightly larger diameter
driving pulley for breaker only .
Let it be noted that altering the feed -bevel at breaker to be
larger would give a heavier ribbon of cotton to the finisher , other
things being equal .
I f a larger feed - bevel alone were applied to finisher i t thins the
amount of cotton on feed latt ice of finisher .
The amount of overlap needs to be carefully regulated at the
finisher feed,as wel l as the counts of condenser roving .
A method of test ing counts at a condenser card,is to unrol l
about 2 or 3 yds. or so from all the rovings which compose a Con
denser bobbin ,to rol l these up into a loose rope form
,careful ly
cut off i n yard lengths by scissors or other means and weigh in
usual manner .
314 COTTON WASTE .
This Should be done at reasonable intervals and the weighings
recorded .
The counts trouble is very considerable in a good deal of con
denser spinning,percentages of variation being more than many
imagine . The redeeming feature is that the full nature of the yarn
and its use as weft help to reduce the evil effect i n the cloth . In
some kinds of qui ltings for example very uneven weft Shows up
quite dist inctly and unfavourably when the quilt is held up to the
l ight .
If the weft is very uneven or if it be persistently too light or
heavy in counts,it may seriously affect the weight of cloth for given
dimens ions .
Assuming a condenser bobbin to contain 30 ends i t wi l l be seen
that 1 yd . represents in the rope of yard , 30 i ndividual yards of
sl iver , each one of which goes to an i ndividual COp or bobbin at the
next process .
Always of course there is the usual method of testing counts bytaking a number of yards off at the wrap reel , which may be either
the 1 yd . wrap block to test yards per ounce in the “ bump ” trade ,or the 14 yds . circumference of wrap reel for the finer counts of
cotton waste yarns .
A different s ize of barrow change at either breaker or finisher
must be noted in its effect upon the balance of one card keepingup with the other
,as well as i n its effect on production .
An important change wheel on a condenser card is one that
drives the condenser bobbin and certai n other connexions . Many
cases have occurred i n which excessive breakage of condenser
rovings has been traced to the Speed of condenser bobbin being too
great , and an al tera tion in this wheel has promptly effected a
remedy . This change wheel is a spur wheel ranging from 40 to
48 teeth or so.
I t is a feature worth knowing that an al teration in counts by
means of s ide - Shaft bevels or different weight of feed often affects
the tension of the rovings at the condenser .
I t must also be understood that al tering the condenser change
wheel also alters the counts.
Good round rovings,sufficiently strong yet soft
,and freedom
from breakage , are encouraged by careful rubbing of condenserrubbers , with castor oil, every second or third n ight , after stopping .
3 16 COTTON WASTE .
Two ropes,driving grinding rol l ers over cyl inder from Slow
motions, 10 ft . 0 i n . x45
4i n . diameter .
TWO rOpeS , driving gri nding rollers over doffers from Slow
motions , 6 ft . 3 in . x1—56i n . diameter .
Ropes for Stripping Purposes.
One rOpe , driving stripping rol ler over cyl inder from loose
pulley , 7 ft . 9 i n . x 454i n . diameter .
One rope , driving stripping roller over doffer from loose pulley
9 ft . 10 i n . x 45
4in . diameter .
The Revolving Flat Card for Cotton Waste.
The’
question of the suitabil ity of the revolving flat card for thetreatment of cotton waste has Often arisen , and i t is one the present
writer has considered .
It does not appear likely that the revolving flat card wil l super
s ede the roller and clearer for cotton waste , although it has done so,
a lmost absolutely,for ordinary cotton . For Short material and
mixed fibres it certainly appears yet advantageous to prefer the
roller and clearer .
The Specific obj ect,for example
,of the flats being made to
revolve,is that they Shal l slowly but continual ly and automatical ly
be bringing out short fibre and impurities to the front of the card for
automatic stripping .
In the treatment of cotton waste,i t may easi ly happen that the
flats shal l extract fibre that is required to stop in as part of the
finished product .
Flats on American cotton may have a Speed varying from 1 in .
to 24 in . per minute,the faster speeds taking out more waste and
g iving better yarn .
If , for example , we did use the revolving flat for cotton waste we
might reduce the flats speed below the 1 i n . per minute specifiedabove . Yet some g ive extra speed for this purpose .
Yet agai n there are spaces between the flats which wil l probablyal low too much dust and fibre to pass into the room
,whereas the
top of the card is fully encased in a rol ler and clearer card .
The rollers and clearers are very well suited to the treatmentof short and mixed fibres and usual ly are supported in bearingswhich permit them to jump up harmlessly i f pieces of unopened
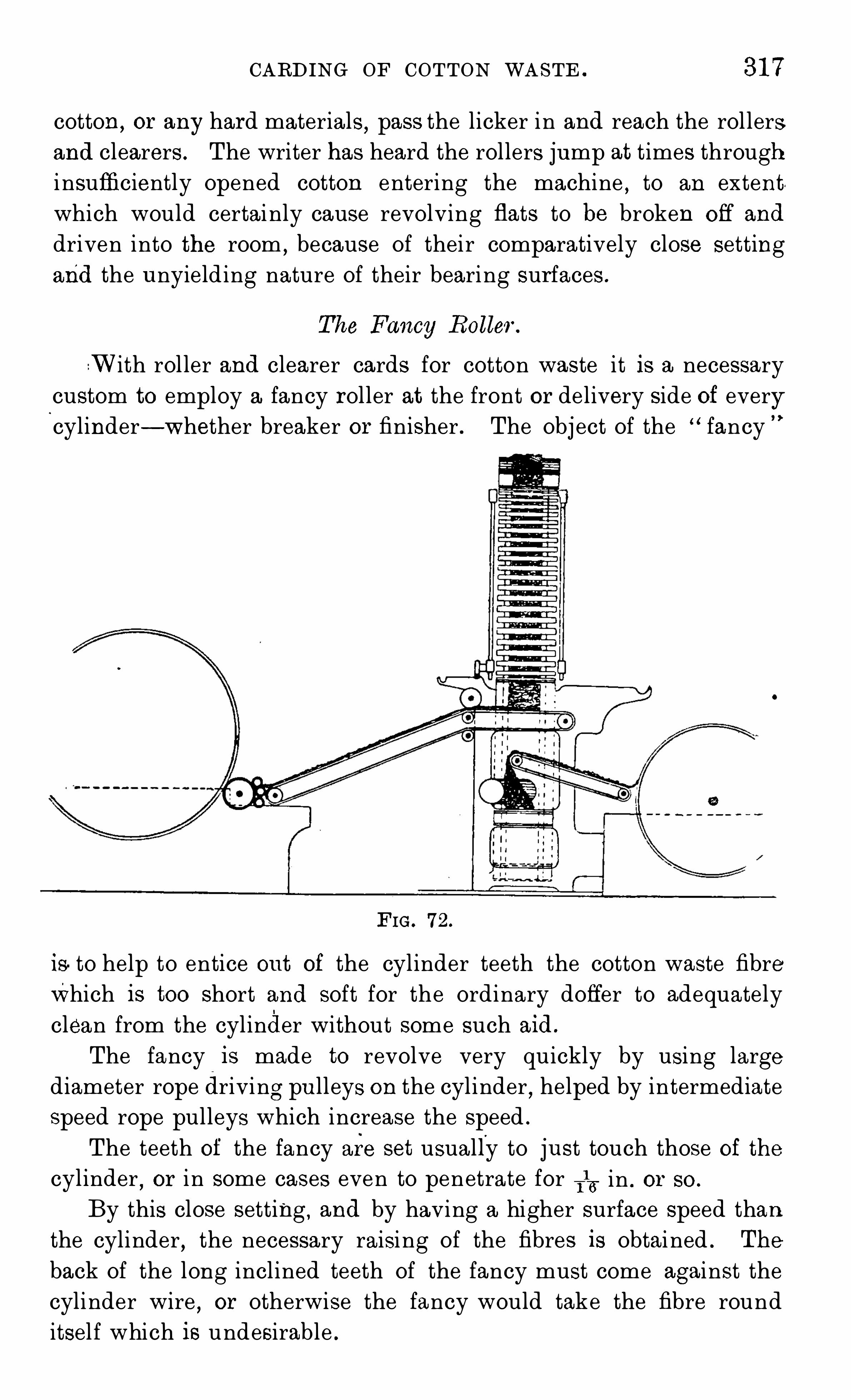
CARDING OF COTTON WASTE . 317
cotton,or any hard materials
,pass the licker in and reach the rol lers
and clearers . The writer has heard the rollers jump at times through
i nsufficiently Opened cotton entering the machine,to an extent
which would certai nly cause revolving flats to be broken Off and
driven into the room,because Of thei r comparatively close setting
and the unyield ing nature Of their bearing surfaces .
The Fancy Roller.
With rol ler and clearer cards for cotton waste it is a necessarycustom to employ a fancy roller at the front or delivery side of everycylinder— whether breaker or finisher . The Obj ect Of the “ fancy
FIG. 72.
is to help to entice out of the cyl inder teeth the cotton waste fibrewhich is too short and soft for the ordinary doffer to adequately
clean from the cyl inder without some such aid.
The fancy is made to revolve very quickly by using largediameter rope driving pull eys on the cyl inder , helped by intermediatespeed rope pulleys which increase the speed .
The teeth of the fancy are set usually to just touch those of thecyl inder
,or i n some cases even to penetrate for T
1
? in . or so.
By this close setting,and by having a higher surface speed than
the cylinder , the necessary raisi ng Of the fibres is Obtai ned . The
back Of the long incl ined teeth Of the fancy must come against the
cylinder wire,or otherwise the fancy would take the fibre round
itsel f which is undesirable .
COTTON \VASTE .
D iagonal Broad Band Delivery and Feeder.
An arrangement Of Messrs . Platt Bros . is shown in fig. 72.
This is an alternative arrangement to the Scotch feeder,and
produces a broader sl iver,which is deposited on the feeding lattice
and presented to the feed rollers at an i ncreased angle . i.e . with the
fibres more end -wise .
The carding engines may be placed either i n l ine or side by side ,as preferred . If in l ine
,it is necessary for the feeding lattice to be
extended over the del ivery apparatus,as shown .
Combined Driving for Feeders , Doffers , and Condensers of Carding Engines with Scotch Feed.
When the breaker and finisher carding eng ines are placed in l ine ,and the floor is suitably constructed , the feeders and doffers Of both
machines,as also the condenser , may be connected with each other
by shafts and gearing , and driven by one belt from the cylinder shaft
Of the finisher carding engines . This arrangement ensures the pro
portional speeds for the driven parts being maintained,and conse
quently the total draft is free from the variations that are l iable to
occur when the ordinary system Of i ndependent drives is i n use.
With the main connecting shaft placed below the floor,there is no
blocking Of passages .
The Roving Frame for Waste Sp inning .
The bobbin and flyframe as used in ordinary cotton spinn ing
possesses distinct features i n regard to the production Of yarns from
cotton waste . For the economical use Of the roving frame in thisconnexion it is necessary to know the comparative merits and
demerits Of the machine,the exact nature Of the work to be produced
,
and productive capacity in regard to subsequent machines .
The writer has had pract ical experience in using the roving
frame for the production Of condenser yarns .
A roving frame Of 8 in . l ift was stripped Of its ordinary creel andfitted up with condenser drums
,the three lines Of bottom rollers
being left i n their places but only one l ine Of top rol lers . The con !
denser drums were driven from the back draft rol ler,the speeds
bei ng careful ly proportioned .
NO roller draft or carriage draft existed in the machine,and

320 COTTON WASTE .
must be geared ,and the frame worked much the same as for
ordinary cotton spinning . Wi thout di fferential a drag string should
wrap round the bevel .
The roving frame is Often used in mills on very low counts
say, i n producing the very thick soft wefts for Leno sponge cloths
or similar types Of weaves ,i n which warp yarns Of possibly 20
’
s are
used along with soft weft yarns Of cotton waste , only about 50 yds .
per ounce,i n counts . The condenser yarn may be about 100 yds .
per ounce more or less as required— but two Of these are twisted
together in the roving frame,being guided into the proper traverse
space . Other machines are used for this purpose , but the roving
frame is well suited to the very thick and very soft nature Of this
class Of work .
Ordinary clean ing cloths for cotton or other mills in which thec loths are required to be Often re-washed are usual ly made fromcomparat ively hard yarns 65 to 120 yds . per ounce
,which
may actuallv be Of equal counts both for twist and weft or either
one may be somewhat finer than the other . A coarse weft means
frequent re- shuttl ing,in spite Of the use of sol id wound cops and
large shuttles . The coarse weft Of course means increased produc
tion from the loom owing to fewer picks Of weft per inch being requi red . Coarse twist means warps that are soon finished
,and it is
no joke when a beam comes empty every 30 hours or so,a result
coming inside the present writer’
s personal experience .
Very expert work is wanted in tying up such warps or there wil l
be considerable loss in production this way.
Sponge cloths produced on the Leno or gauze prinmple are
beautifully soft and absorbent,but are bad for machine washing as
loose ends entangle and the cloths string round and fasten to each
other in the washing becks .
For re-washing by machinery in order to Obtai n the double
benefit Of (1) re-use of the cloths, (2) extraction or recovery Of the
Oil for such purposes as soap—boil ing,the harder woven
,less good
looking cloths Of nearly equal twist and weft,are far the better .
An ordinary side - l ever pick loom wil l serve to weave such
cloths , but the softer kinds on the gauze principle require a muchmore expensive loom .
In the roving frame used for spinning condenser yarns,we
cannot produce the same ha iry,ful l thread as from the mule
,the
tendency being to destroy this feature i n the flyframe,and to
enhance the same on the condenser mule . If the roving frame is
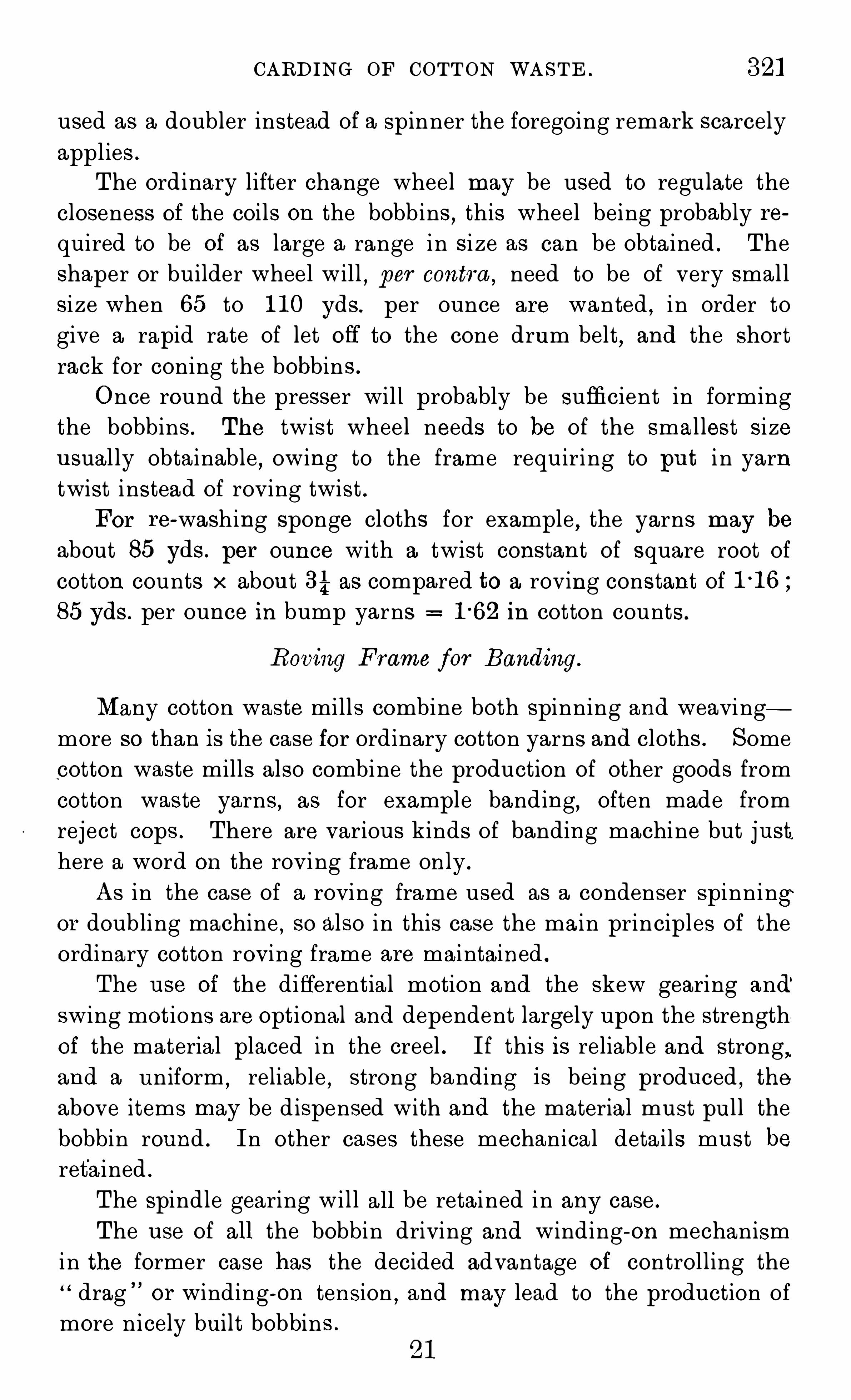
CARDING OF COTTON WASTE . 32]
used as a doubler instead Of a spinner the foregoing remark scarcely
applies .
The ordinary lifter change wheel may be used to regulate the
closeness Of the coils on the bobbins , this wheel being probably re
quired to be Of as large a range in si ze as can be Obtained . The
shaper or builder wheel will, per contra
,need to be Of very smal l
si ze when 65 to 110 yds. per ounce are wanted,i n order to
give a rapid rate Of let Off to the cone drum belt , and the short
rack for coning the bobbins .
Once round the presser will probably be sufficient in forming
the bobbins . The twis t wheel needs to be Of the smal lest size
usual ly obtainable,owing to the frame requiring to put i n yarn
twist instead Of roving twist .For re-washing sponge cloths for example , the yarns may be
about 85 yds . per ounce with a twist constant Of square root of
cotton counts x about 3 71as compared to a roving cons tant Of
85 yds . per ounce in bump yarns 16 2 in cotton counts .
Roving Frame for Banding .
Many cotton waste mills combine both Spinning and weaving
more so than is the case for ordinary cotton yarns and cloths . Some
cotton waste mills also combine the production Of other goods from
cotton waste yarns,as for example banding
,Often made from
reject cops . There are various kinds Of banding machine but justhere a word On the roving frame only .
As in the case Of a roving frame used as a condenser spinningor doubling machine
,so also in this case the main principles Of the
ordinary cotton roving frame are maintained .
The use Of the differentia l motion and the skew gearing and'
swing mot ions are Optional and dependent largely upon the strength .
of the material placed in the creel . If this is reliable and strong,
and a uniform,reliable
,strong banding is being produced
,the
above items may be dispensed with and the material must pul l the
bobbin round . In other cases these mechanica l deta i ls must beretained .
The spindle gearing wil l all be retai ned in any case .
The use Of all the bobbin driving and winding-on mechanism
in the former case has the decided advantage of controll ing the“ drag or winding-on tension
,and may lead to the production Of
more nicely buil t bobbins .
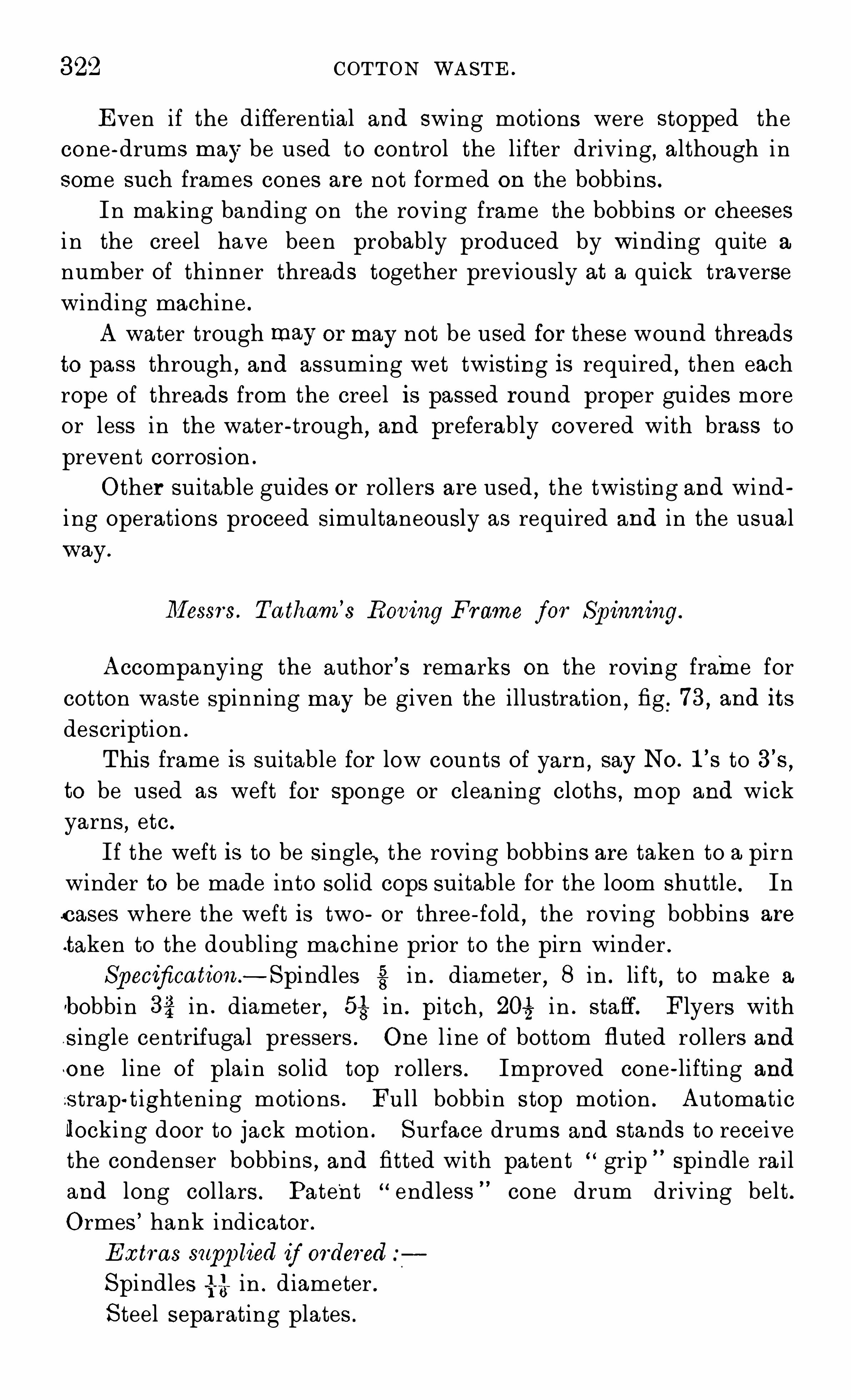
822 COTTON WASTE .
Even if the differential and swing motions were stopped the
cone - drums may be used to control the l ifter driving, although in
some such frames cones are not formed on the bobbins .
In making banding on the roving frame the bobbins or cheesesi n the creel have been probably produced by winding quite a
number Of thinner threads together previously at a quick traverse
winding machine .
A water trough may ormay not be used for these wound threads
to pass through ,and assuming wet twisting is required
,then each
rope of threads from the creel is passed round proper guides more
or less in the water - trough,and preferably covered with brass to
prevent corros ion .
Other suitable guides or rollers are used ,the twisting and wind
i ng Operations proceed simultaneously as required and in the usual
way.
Messrs . Ta tham’
s Roving Frame for Sp inning .
Accompanying the author’
s remarks on the roving frame forcotton waste spinning may be given the illustration ,
fig,73 , and its
description .
This frame is suitable for low counts Of yarn ,say NO . 1
’
s to 3’
s,
to be used as weft for sponge or cleaning cloths , mop and wick
yarns , etc .
If the weft is to be single, the roving bobbins are taken to a pirn
winder to be made into solid cops suitable for the loom shuttle . In
c ases where the weft is two or three - fold,the roving bobbins are
taken to the doubling machine prior to the pirn winder .
Specification— Spindles in . diameter,8 in . li ft
,to make a
bobbin SA; in . diameter, 5% in . pitch ,
207} i n . staff. Flyers with
s ingle centrifugal pressers . One l ine Of bottom fluted rollers and
one l ine Of pla i n solid top rollers . Improved cone - li fting and
s trap-t ightening motions . Ful l bobbin s top motion . Automa t ic
locking door to jack motion . Surface drums and stands to receive
the condenser bobbins,and fitted with patent “ grip spindle ra i l
and long collars . Patent endless cone drum driving belt .
Ormes ’ hank indicator .
E xtras supp lied if orderedSpindles {7} in . diameter .
Steel separating plates .
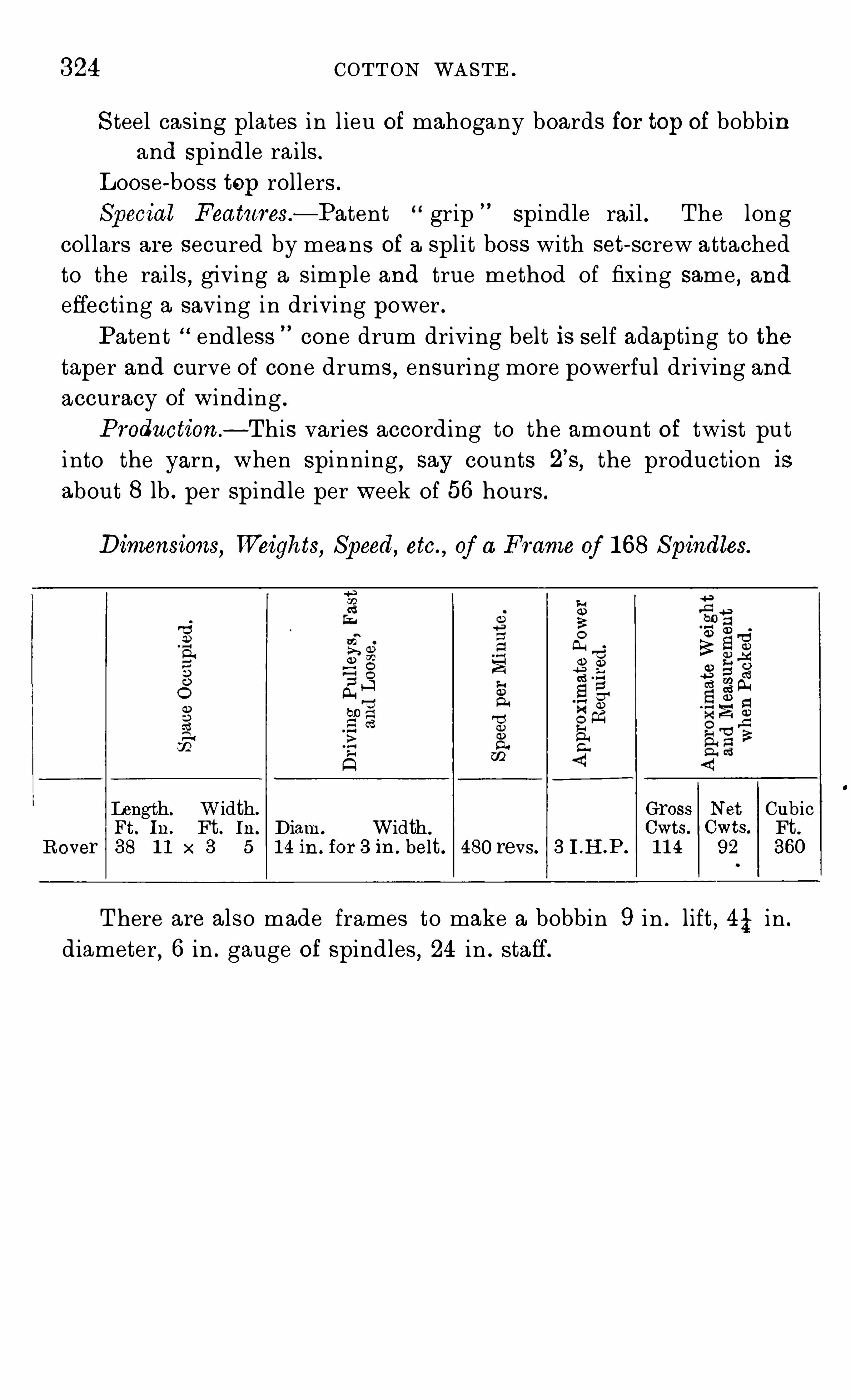
324 COTTON WASTE .
Steel casing plates i n l ieu of mahogany boards for top Of bobbinand Spindle ra i ls .
Loose-boss tOp rollers .
Special Features — Patent grip Spindle rai l . The long
collars are secured by means Of a spl i t boss with set-screw attached
to the rai ls, g iving a s imple and true method of fixing same , and
effecting a saving in driving power .
Paten t endless cone drum driving belt is self adapting to thetaper and curve Of cone drums , ensuring more powerful driving and
accuracy Of winding .
Production— This varies according to the amount Of twist put
i nto the yarn,when spinning
,say counts 2
’
s,the production is
about 8 lb . per spindle per week of 56 hours .
Dimensions,Weights, Speed, etc.
,of a Frame of 168 Spindles.
Length. Width. Gross Net CubicFt. In. Ft . In. Diam. Width . t s. t s Ft .
Rover 38 11 x 3 5 14 in . for 3 in . belt . 480 revs . 3 I .H.P. 114 92 360
There are also made frames to make a bobbin 9 i n . l ift , 4} in .
diameter,6 in . gauge Of spindles , 24 in . staff.
CHAPTER XI .
FINAL SPINNING PROCESSE S.
False Twisting Machine.
WHAT has become known as the “ false twisting frame is a
machine made when required by Messrs . Plat t Bros . Of Oldham .
I t is essentially a ring- spinning frame but conta ins some very
dist inctive features designed to make it useful in Spinning yarnsfrom the short fibres Of cotton waste with creels taking condenserlbobbins directly from the finisher card .
Like the four top roller system Of Mr. Smith,this device is
des igned to more or less rival the condenser mule in giving draft
to the condenser rovings , and thus produce finer counts Of yarn .
General ly Speaking,this false twisting frame when compared
with the mule,possesses the understood features Of continuous
Spinning,smal ler Space occupied ,
and therefore greater production
(see fig .
A general V iew Of the machine is given . Messrs . Platt are of
c ourse extensive makers also of condenser mules to meet all usual
c ondit ions .
The machine,l ike most ring frames
,has a row Of spindles on
each Side, and the condenser bobbins are placed upon corrugated
c entral ly disposed metal drums so as to unwind at a un i form surface
speed . The creel may be arranged to hold two rows Of condenser
bobbins,one row for each side
,or arranged for one row only Of
c ondenser bobbins , i n which latter case the condenser strands are
delivered alternately to each s ide .
The condenser cotton is taken through a pair Of feed rol lers
which have a surface speed practically equal to that of the con
denser surface drums,and is then passed through a twisting tube
to what may be termed the drawing rol lers . Leaving these rollers
each thread passes through a traveller and upon the ri ng in the
u sual way.
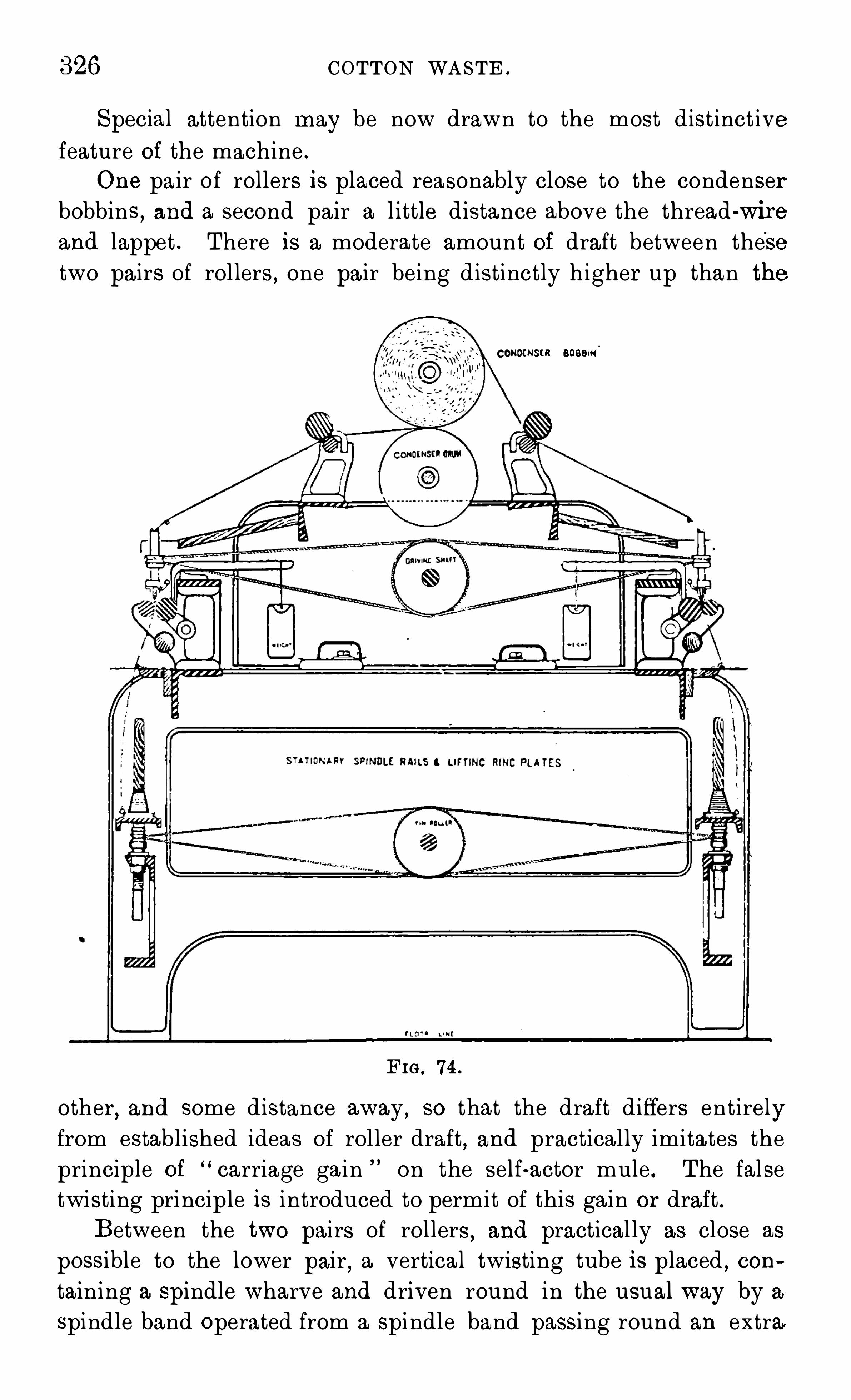
326 COTTON WASTE .
Special attention may be now drawn to the most distinct ive
feature Of the machine .
One pair O f rollers is placed reasonably close to the condenser
bobbins,and a second pair a l ittle distance above the thread -wire
and lappet . There is a moderate amount Of draft between these
two pairs Of rol lers , one pair being distinctly higher up than the
OINSKR BOBBIN
FIG . 74 .
other, and some distance away,SO that the draft differs entirely
from established ideas Of rol ler draft,and practical ly imitates the
principle of “ carriage ga i n on the self-actor mule . The false
twisting principle is i ntroduced to permit Of this gain or draft .Between the two pairs Of rollers
,and practical ly as close as
possible to the lower pair,a vertical twisting tube is placed , con
taining a Spindle wharve and driven round in the usual way by a
spindle band operated from a spindle band passing round an extra
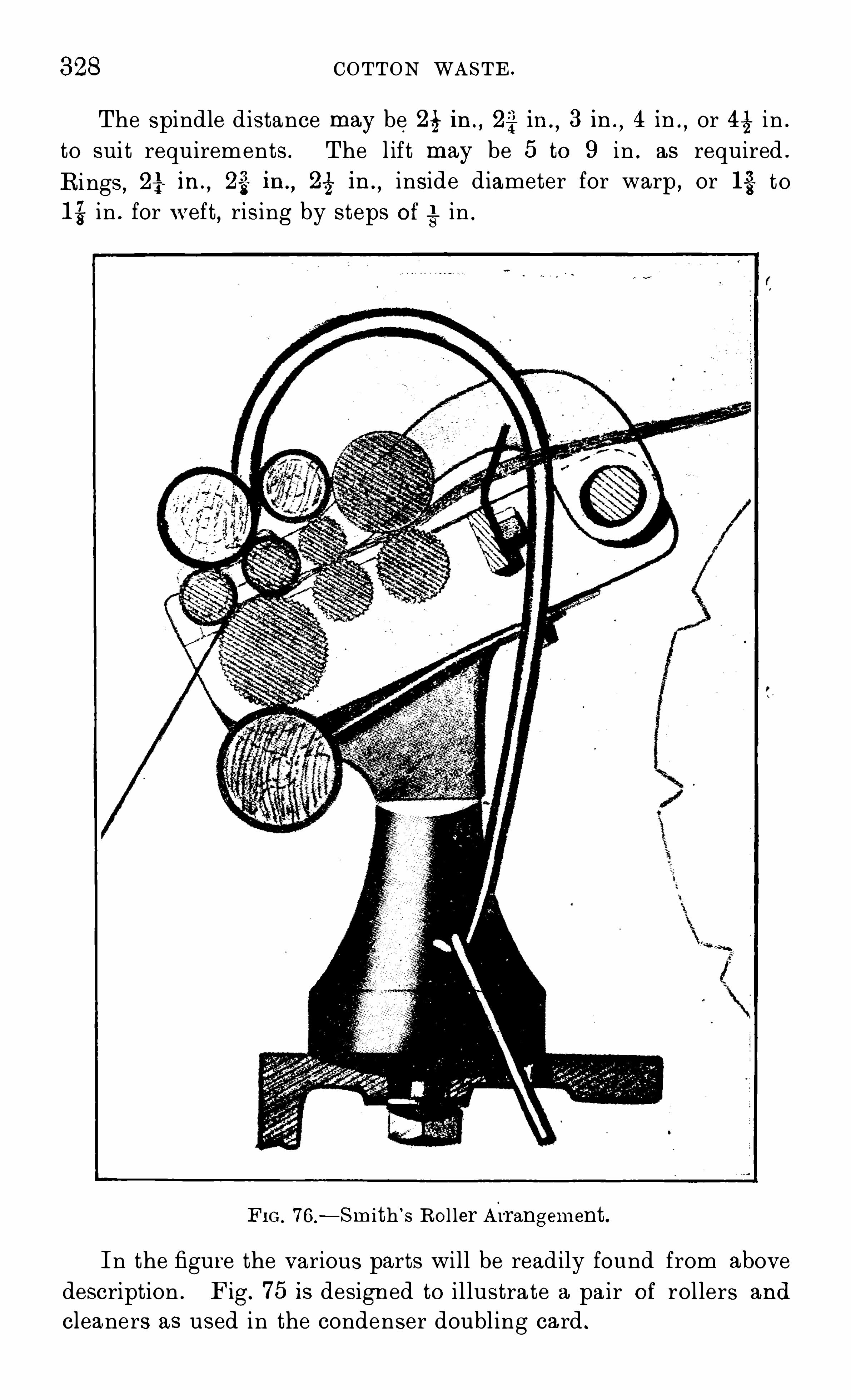
328 COTTON WASTE .
The Spindle distance may be 25 in . ,in .
,3 in .
,4 in .
,or 45 in .
to sui t requirements . The l ift may be 5 to 9 in . as required .
Ri ngs , 21‘ in .
,2-2 in .
,25 in .
,inside diameter for warp ,
or 113} t o
1% in . for weft , ris ing by steps of g in .
FIG . 76 .
—Smith‘
s Rol ler Arrangement .
In the figure the various parts will be readily found from above
description . Fig . 75 is designed to i l lustrate a pa ir of rol lers and
cleaners as used in the condenser doubling card .
FINAL SPINNING PROCESSES. 329
Messrs. Hetherington’
s Waste Ring Frames . The Smith Patents .
If required,we understand that Messrs . Hetherington Sons
Ltd.,of Manchester
,are prepared to make ring frames for the spin
ning of yarns from Cotton waste e ither with the ordinary system
of draft rollers or upon the “ Smith system according to order .
The writer is indebted to them for the i llustrat ions (figs . 76 and
77) which Show the ordinary rol ler stand and a lso the rol le r
s tand of the Smith ring frame .
Mr. Smith has during recent years devoted a great dea l of tim e
FIG . 77 .—Ordinary Rol ler Stand for R ing -Frame.
and money in adapting the‘
ring frame to the condenser system Of
c otton waste . As lShOW Il in fig . 76 the fundamental feature con
s ists in using four top rol lers i nstead of three , three of these rollers
being Of small diameter and two Of them touching the front bottom
roller . This arrangement permits very short fibre to carry through
the rollers,and permits of a greater draft than is obtainable i n
any Spinning frame or mule that possesses no draft rol lers .
Accompanying this specia l r ing frame there are other devices ,
as,for example , a method of oscil lating or traversing the feed rol ler
and worker rollers— after the manner of a long grinding roller— SO
as to correct irregularit ies i n the feed of cotton and thus ensure
380 COTTON WASTE
even,
and re gular ends upon the condenser bobbin . (Seefig .
It rema i ns to be seen to what extent the trade will adopt the
suggested ideas . Mr. Smith is a capable man, and has l ectured
on waste spinning for the present writer at Bolton Techn ical
School . For a 3 - top rol ler stand see fig . 77 .
In what is termed the “ condenser doubling card the feed
rol lers are traversed Six times per minute over a width of 3 in .,
whilst the workers receive a double traverse of z} in . or 1 i n .
(according to material) for every revolution .
The odd and even rol lers move in alternate directions in order
to better Obtain the regularizing or doubli ng effect upon the cotton .
Of their ring frame for Spinning cotton waste yarns,M essrs .
Hetherington state that i n other respects i t resembles their ordinary
ring frame,with the creel arranged to take condenser bobbins .
The pedestals are self-supporting and sel f- lubricat in g . Tin
rollers are strongly made,coupled by stout shafts which run in
Mohler self-adjusting and self - lubricat ing bearin gs .
G irder rai ls are Of a deep and s trong section and top surfaces
planed to give a true carrying surface for the Spindles .
Ring ra i ls are broad and strong with a deep flange,milled on
the top and front and l et squarely into the poker top .
The ring rai l l ifting motion can be worked by chains and
blocks,but the usual method is by chains and levers
,well -balanced
and arranged to carry smal l bowls that come under the poker
supporting rai ls . The chain connecting the heart lever to the
rocking shafts cannot lock, as i t is always under tension . After
doffing , the heart lever can be rapidly raised and lowered to take
up the Slack yarn by means Of a foot -pedal,while putt ing the
strap on the fast pulley .
E i ther cop-building motion or straight l ift may be applied
All rings are punched from the sol id s teel bar,carefully turned ,
and highly pol ished after being case -hardened .
New Roller Stand and Cap Bar
The roller s tands and cap bars are of improved pattern ,the
bearings for the front roller are bushed with brass and the sl ides
are milled all over to standard Sizes . The front bearing is a
separate piece SO that in cases of accident it can be eas i ly replaced
without in any way disturbing the!stand .
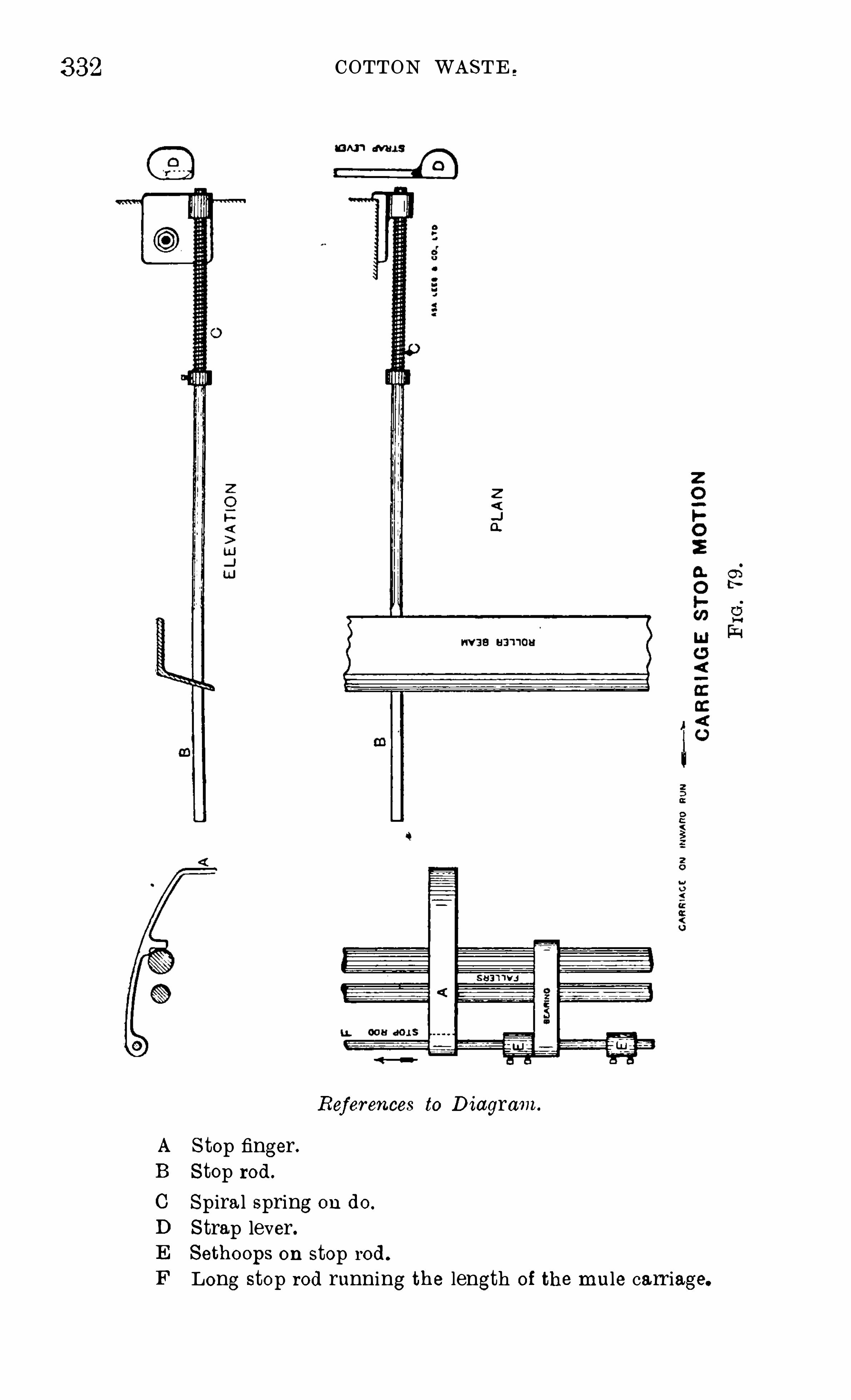
3 32
M
H
U
O
UJ
>
COTTON WASTE
References to D iagram.
Stop finger.Stop rod.
Spira l Spring on do.
Strap lever.Sethoops on stop rod.
Long stop rod running the length of the mule carriage.
FINAL SPINN ING PROCESSES. 833
As the carriage completes the outward run the disengaging leverK is l ifted
,through the square block L and the incline lever O
,
upon the distance bracket N . At the finish of the draw the latch
lever J releases the fork lever H,by coming in contact with the
stop screw Q ,and the top part Of the catch box D then falls into
gear,driving the rack F forward . The latter
,
’
coming i n contact
with the weighted lever P,pushes i t aga inst the adjustable stop
screw R,when the carriage is driven back by the continued motion
of the rack .
The motion is put out of gear , after the carriage has receded
the desired distance,by the square block L fall ing off the end of the
distance bracket N . The disengaging lever K then lifts the catch
box out of gear through the lever H and the tension of the SpringM . The rack F is returned to its former posit ion (fixed by the
stop hoop G) _
by the weighted buffer lever P.
The above motion is Often Omitted from cotton waste mules .
Carriage Stop Motion (Asa Lees) , (Fig .
This motion is applied in order that the attendant may stop the
mule from any part of the carriage where he may be working, and
is Operated in the following manner
The stop finger A is so adjusted on the stop rod F by the
sethOOps that i t may be moved either opposite to or just clear of the
stop rod B.
When it is desired to stop the mule the stop finger A is
pulled Opposite the stop rod B,and as the carriage finishes its
i nward run the latter is forced under the weighted end Of the strap
lever D,thus holding the strap on the loose pulley and preventing
the mule from starting out again .
TO start the mule aga i n it is only necessary to move the stop
rod F in the Opposi te direction,when the rod B is released through
the tension of the spira l Spring C,and the strap is brought on to the
fast pul ley . Above motion is very useful for creel ing .
Slubbing Motion (Fig
The Obj ect of this motion is to stop the delivery of yarn by the
rollers at any desired position during the draw .
When the cam A puts the catch box in gear by means of the
lever B,the latch D engages with the catch E and prevents the
catch box from being disengaged again until such time as it is
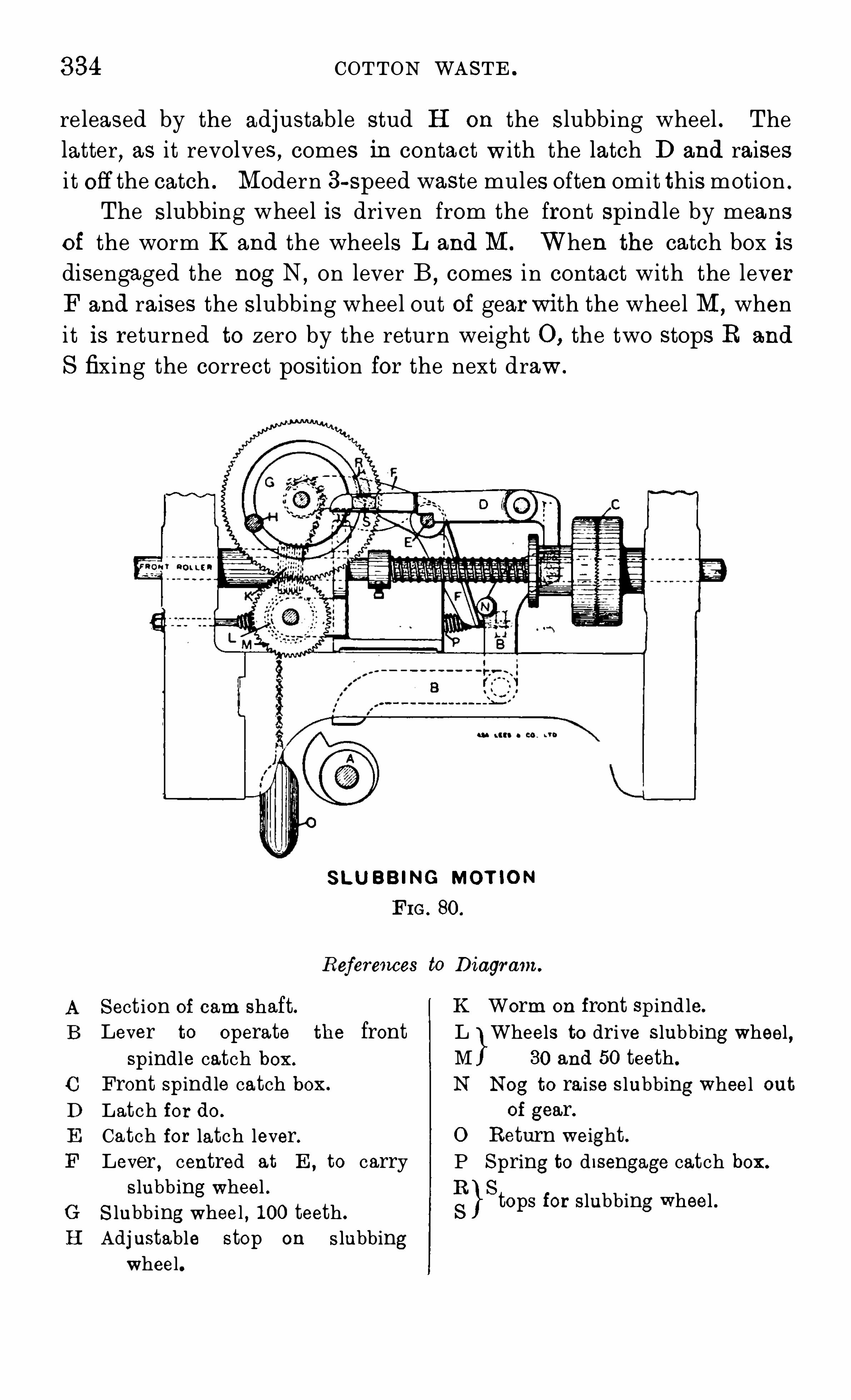
384 COTTON WASTE .
released by the adjustable stud H on the slubbing wheel . The
latter,as i t revolves , comes in contact with the latch D and raises
i t Off the catch . Modern 3- speed waste mules often omit this motion .
The Slubbing wheel is driven from the front spindle by means
of the worm K and the wheels L andM. When the catch box isdisengaged the nog N ,
on lever B,comes i n contact with the lever
F and raises the Slubbing wheel out of gearwith the wheel M , when
i t is returned to zero by the return weight 0 , the two stops R and
S fixing the correct position for the next draw .
neu r
SLUBBING MOTION
FIG . 80.
References
Sect ion Of cam shaft.Lever to operate the front
sp indle catch box .
Front sp indle catch box .
Latch for do.
Ca tch for latch lever.Lever
,centred at E , to carry
s lubbing Wheel .Slubbing whee l , 100 teeth.
Adjustable stop on s lubbingWheel.
to D iagram.
K Worm on front Spindle.
L Wheels to drive s lubbing wheel ,M} 30 and 50 teeth.
N Nog to raise s lubbing whee l outof gear.
0 Return weight .P Spring to d isengage catch box.
!}Stops for Slubbing wheel .

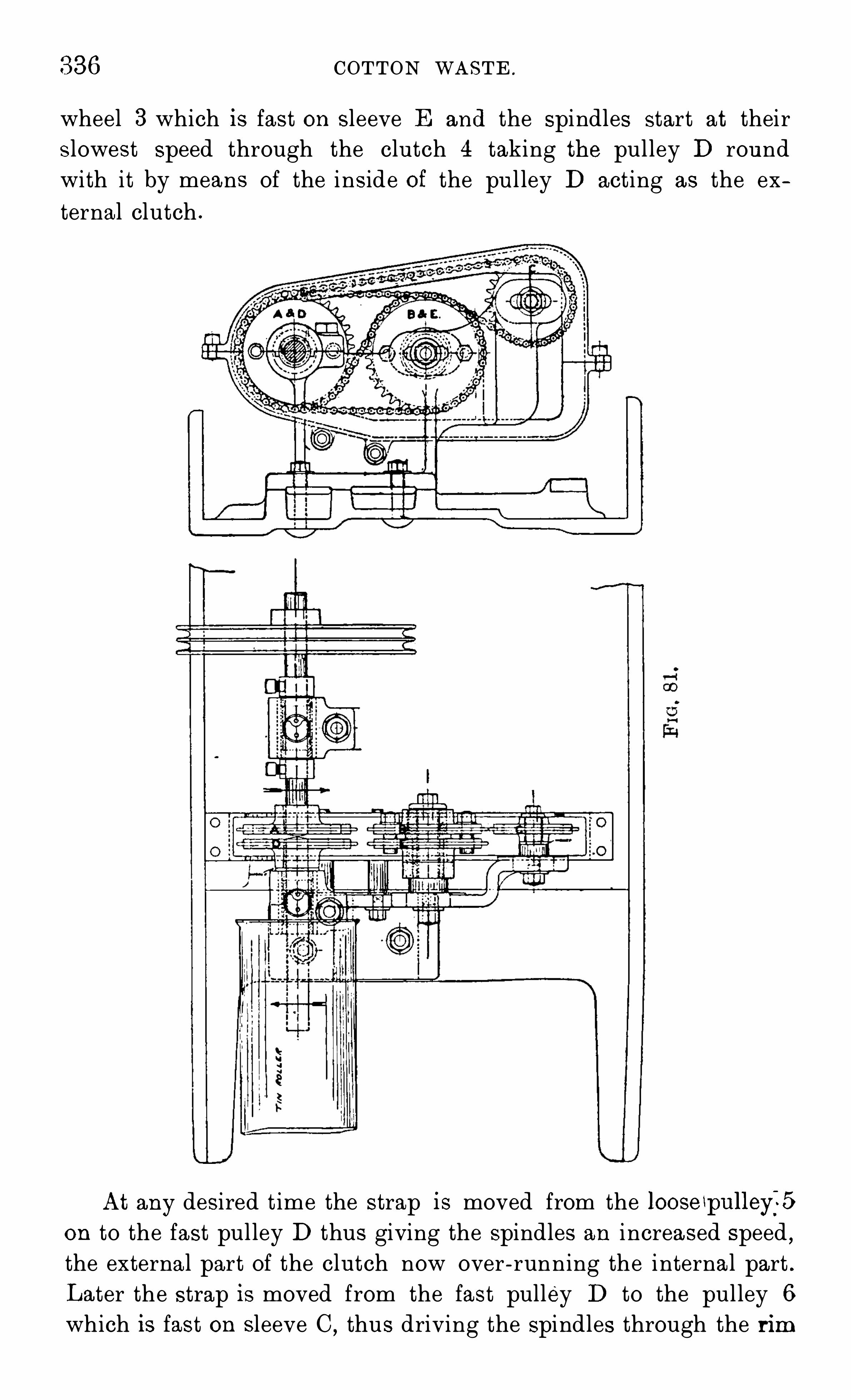
336 COTTON WASTE .
wheel 3 which is fast on sleeve E and the spindles start at thei r
s lowest speed through the clutch 4 taking the pulley D round
with it by means of the ins ide of the pul ley D acting as the ex
ternal clutch .
At any desired t ime the strap is moved from the loose lpulley}5on to the fast pulley D thus giving the spindles an i ncreased speed
,
the externa l part of the clutch now over - running the internal part .Later the strap is moved from the fast pulley D to the pulley 6
which is fast on sleeve C,thus driving the Spindles through the rim
FINAL SPINNING PROCESSES. 337
7 (also fast on sleeve C) at a sti l l greater speed . When the requ isiteamount of twist has been put in the yarn , the strap is rel ieved by
the twist motion and moved on to the loose pu ll ey 5 by the same
motion the backing Off is kept out Of gear , until the spindles have
somewhat reduced their speed . These motions are all adjustable
and can be made to act at any required t ime to suit the various
classes of yarn .
CLEANING AND OILING .
An eminent machine firm gives the fol lowing instructions for
machines in an ordinary cotton Spinning mil l,and these may be
modified to requirements by cotton waste spinners
Openers and Scutchers.
All bearings mus t be Oiled once a day,and those of quick ‘
running shafts twice a day.
The bottom of the dust box,which is behind the beaters , should
be let down about once every two hours , i n order to throw out the
impurit ies which have fallen from the cotton through the grid bars .
Great care must be taken that this Operat ion is never p erformed
whilst the machine is runni ng .
The beater droppings must also be taken out once per day.
It is a lso necessary to clean the machines all through once a
week,on which occasion the calender rol lers are to be taken out .
Whilst doing this,the bearings will of course be thoroughly cleaned
and freshly O iled . The dust flues must also be cleaned .
If the cone feed regulator is Of the pedal and bowl - rai l pattern,
i t is necessary to take apart the bowls and bowl - ra i ls and clean
them well,each time the machine is cleaned through . The bowls
,
pedal bearing surfaces,and bowl - rai ls must be treated with black
lead,applied with a brush
,the blacklead having previously been.
mixed with water to the consistency Of a paste . Under nocircum
stances must these parts be oiled or greased .
I f the cone feed regulator is Of the link pattern , the parts of
same need only be brushed with a hand-brush .
Carding Engines .
All bearings must be Oi led once a day,and the main bearings
twice .
The excentric box for the doffer comb mus t be suffi ciently fil led
with Oil.
COTTON WASTE .
The cards must be cleaned all through once a week .
In order to facil itate the passage of the flats , the ends of same ,i.e .
,their bearing surfaces
,must be touched with blacklead which
has previously been mixed with water to the consistency of a
paste,the blacklead to be appl ied with a brush ; under no circum
stances must the ends of the flats or their bearing surfaces be oiled
or greased .
The front part Of the card must be cleaned every two hours .
In order to keep the polished parts smooth,use French chalk for
cleaning same . Take out the l icker- in waste four t imes a day, and
that under the cyl inder grid once a week .
The floor Of the cardroom must be swept every two hours .
Stripp ing—Wh en working better class cotton , the cyl inder
must be st ripped three times and the doffer twice a day,whilst for
medium and low cottons (Of which a large production is required)both must be stripped four times a day
Grinding— The cylinder
,doffer
,and flats must be lightly ground
every three weeks,i.e . for four hours .
Settings.— The setting gauges must be of s tandard Sizes , viz
in . , in ., in. ,
or in . In setting ,the
circumstances Of course determine .
An average sett ing,however
,is as fol lows
Set the doffer to cylinder with a gauge in .
flats at front (above doffer) to the cylinder witha flat gauge
flats in middle (above cylinder shaft) to cyl inderwi th flat gauge
flats at back (over l icker- in) to the cyl inderwith flat gaugedofl
'
er comb to doffer with gaugeGeneral ly the feed rol ler dish is set to the l icker- in
,
and the l icker- in to the cylinder with gauge .
The l icker - in knives must always be set as close as possible tothe l icker - in , without , however, catching same .
Above deta i ls are for week Of 557} hours and 10 hour day. Theyare somewhat modified for a working week Orday Of shorter durat ion .
Self-Acting Mules.
Al l quickly- running shafts i n headstock and carriage must beO i l ed twice a day,
and the bearings of the back shaft,carriage
340 COTTON WASTE .
bowls,drawing-out Scrol ls , strap pulleys , and the steps of the
fal ler and counter - faller shafts must be O i led twice a week .
The spindle bolsters must be oiled twice a day,and the Spindle
footsteps once . Spindle footsteps with Oil chamber must be oiled
once weekly .
The fluted rol lers must be taken out four times a year,and the
flutes thoroughly cleaned . The roller steps must be well cleaned
and freshly greased on these occasions .
If the middle and back top rol lers are weighted by weights , thenecks may be treated every two days with a mixture of oi l and fat
,
applied with a brush . The necks of the top rol lers when self
weighted must neither be oiled nor greased at the most,they may
be touched with blacklead,mixed with water to the cons istency Of
a paste,and applied with a brush . The centres of the front l ine of
top rollers must be Oi led once a week,care being taken that not too
much oil is appl ied,and that i t does not get on to the rol ler
leathers . When Single boss rol lers are used,the roller cap nebs
must be taken out when cleaning through,and blacklead
,mixed
with water to the consistency Of a paste,applied to same
,to pol ish
the nebs . Cleaning through Should take place every four or six
weeks according to the counts Spun and the cotton used .
The front top rollers should be re-varnished once a week . The
top roller leathers should be periodical ly examined,and ei ther re
covered or ground up aga i n .
Al l rollers should be cleaned once or twice a week .
The waste should be taken from the under clearers Once or
twice a day,according to the counts Spun and the cotton used .
General ly , after four to Six years’ working
,all spinning machines
should be completely taken to pieces,with the exception of the
framing,and all lubri cated parts thoroughly cleaned , necessary
repa irs effected , i.e . pieces replaced where necessary,and the
whole machine level led aga in with spiri t level and twine . The
labour and time thus expended are amply recompensed by the.
greatly prolonged working l ife and smoother running Of themachines .
Roller Delivery Motion whilst Twisting at theHead.
The arrangement as per fig . 82 is made by Asa Lees Co . for
fine Spinn ing mules instead Of the jacking- in motion .
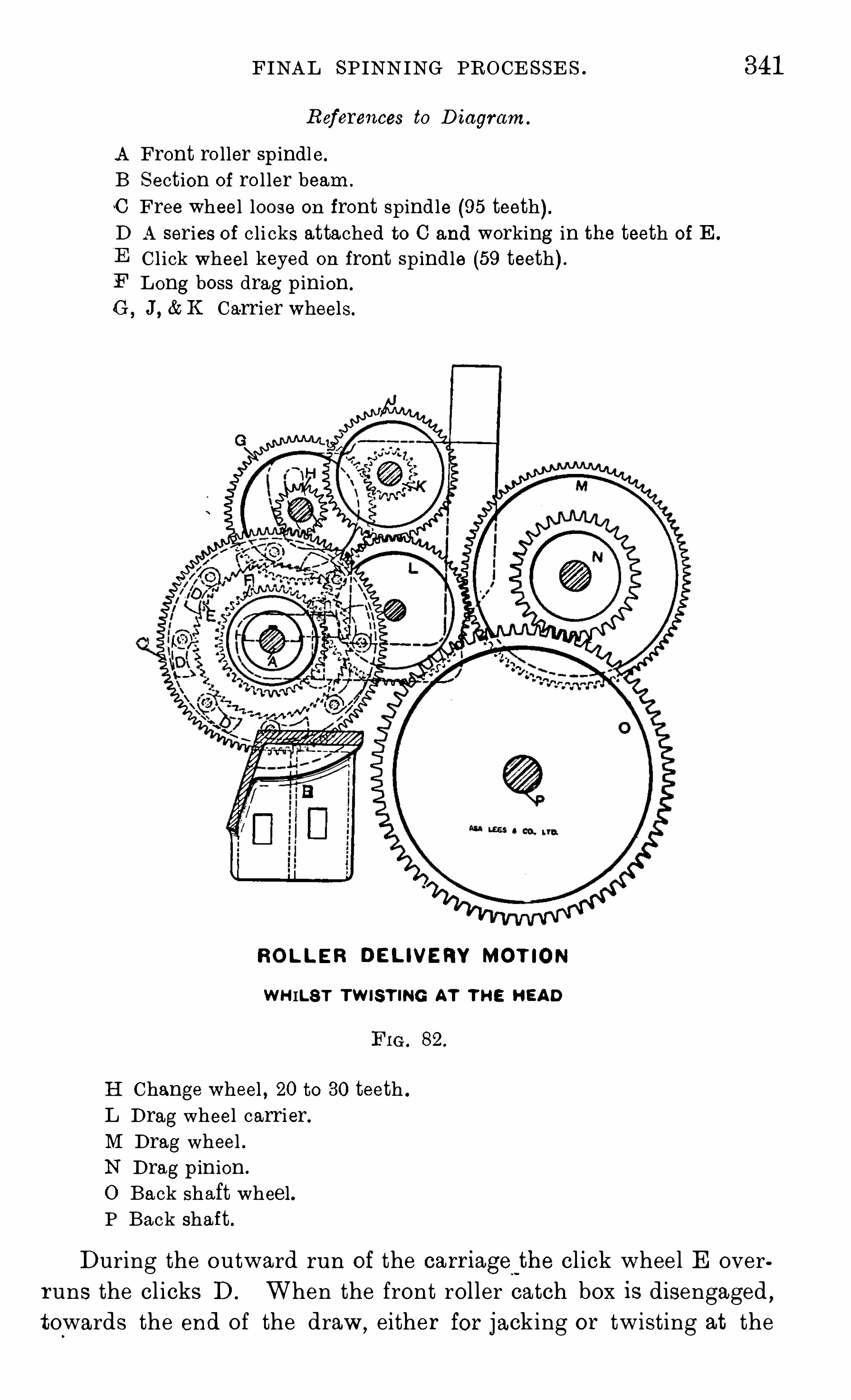
FINAL SPINNING PROCESSES. 341
R eferences to D iagram.
A Front rol ler sp indle .
B Sect ion of rol ler beam .
0 Free wheel loose on front spindle (95 teeth) .D A series of cli cks attached to C and working in the teeth of E .
C l ick wheel keyed on front spindle (59 teeth ) .Long boss drag p inion .
G,J, K Carrier wheels.
ROLLER DELIVERY MOTION
WHILST TWISTING AT THE HEAD
FIG . 82.
Change wheel , 20 to 30 teeth .
L Drag wheel carrier.M Drag wheel .N Drag p in ion .
0 Back shaft wheel .P Back shaft .
During the outward run of the carriage_
the cl ick wheel E over
runs the cl icks D . When the front roller catch box is disengaged ,towards the end Of the draw
,either for jacking or twisting at the
342 COTTON WASTE .
head,the wheel C continues to revolve s lowly, being driven by the
pinion E,which in turn is driven from the long boss pinion F
by the train Of wheels shown in the diagram . The cl icks D then
engage with the teeth Of the cl ick wheel E,which would otherwise
stop when the catch box is disengaged , causing it to revolve Slowly
and thus driving the rol lers at a reduced speed unti l the twist motion
has finished working and the strap is on the loose pul ley .
Imp roved Condenser Mule with 3 -Spindle Speeds!(Taylor ,
Lang,
Much interest is often manifested by both manufacturers and
Spinners in waste Spinning . The subject is one of pecul iar and
Specia l interest,partly by reason Of the util i ty of re-manufacturing
i nto useful goods many classes of what would otherwise be waste
materia l,and partly by reason of the diverse uses to which waste
yarns are now put . To a greater or less degree they enter int o
the composi t ion Of a host of different fabrics , and i n many cases
condenser yarns are better suited to give the desired effect than
are ordinary yarns .
Messrs . Taylor , Lang , say :“ The abil ity to discern the subtle
differences between different classes of waste yarn is only to be
Obta ined by a close practical acquaintance with them , but that the
differences are there is proved by the fact that the variat ion , for in
stance , between ring- spun and mule - spun condenser yarns, is
readily discernible in the ul timate woven cloth . The condenser
system of Spinning can be used on the ring frame , and the yarn so
produced is suitable for certa i n purposes , but what is technical ly
known as‘ condenser ’ yarn can only be satisfactorily spun upon
the mule . In the waste yarn trade,
‘condenser’ yarn is usual ly
understood to signify a yarn which is very level,soft Spun , possess
i ng great fill ing properties when used as weft,and capable Of taking
a high finish in rais ing . The mule alone can give this .
“We need hardly mention that i n the preparation Of condenserbobbins for waste spinning
,all the usual drawings and doublings
by which ordinary roving is evened during its passage through the
drawing and flyframes are el iminated . There is,therefore
, all the
more reason that the final spinning process Shou ld be capable of
‘ In connect ion with this description refer to fig s. 83 , 84 , 85, 86 hereafter g iven .

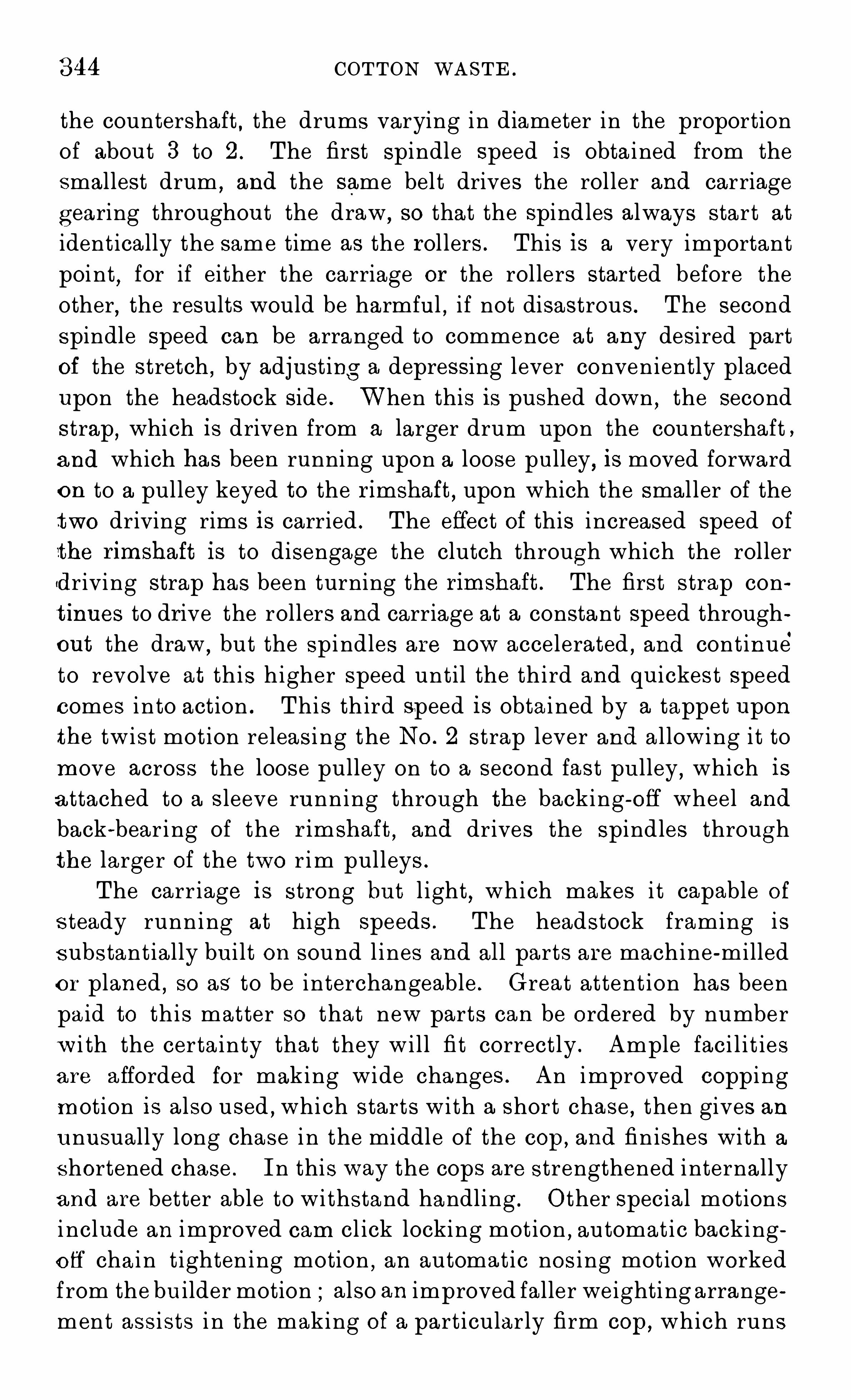
344 COTTON WASTE .
the countershaft , the drums varying in diameter in the proportion
Of about 3 to 2. The first spindle speed is Obta i ned from thesmal lest drum ,
and the same belt drives the rol ler and carriage
g earing throughout the draw ,so that the Spindles always start at
ident ically the same time as the rollers . This is a very important
point,for if either the carriage or the rol lers started before the
other,the results would be harmful
,i f not disastrous . The second
spindle speed can be arranged to commence at any desired part
of the stretch,by adjust ing a depressing lever conveniently placed
upon the headstock side . When this is pushed down,the second
s trap,which is driven from a larger drum upon the countershaft ,
and which has been running upon a loose pulley , is moved forward
on to a pulley keyed to the rimshaft, upon which the smal l er of thetwo driving rims is carried . The effect Of this i ncreased speed Of
the rimshaft is to disengage the clutch through which the roller
driving strap has been turning the rimshaft . The first strap con
tinues to drive the rollers and carriage at a constant Speed through
out the draw,but the spindles are now accelerated
,and cont inue
’
to revolve at th is higher Speed until the third and qui ckes t Speed
c omes i n to action . Thi s th ird speed is obta i ned by a tappet upon
the twis t mot ion releas i ng the NO . 2 strap lever and a l lowing i t to
move across the loose pulley on to a second fast pul ley , which is
a ttached to a s leeve runn ing through the backing - Off wheel and
back -bear i ng Of the rimshaft, and drives the spindles through
the larger of the two r im pulleys .
The carr iage is strong but l ight,which makes i t capable Of
s teady runn ing at high speeds . The headstock framing is
s ubs tant ia l ly bu i l t on sound l ines and all parts are machine -milled
or planed,so as to be interchangeable . Great at tent ion has been
pa id to th is mat ter so that new parts can be ordered by number
w i th the certa in ty tha t they wil l fi t correctly . Ample faci l i t ies
are a fforded for making wide chang es . An improved Copping
motion is a lso used,which s tarts with a short chase , then gives an
unusual ly long chase in the middle of the Cop ,and fin ishes with a
shortened chase . In this way the cops are strengthened internal ly
and are better able to wi thstand handling . Other Specia l motions
i nclude an improved cam cl ick locking mot ion ,automat i c backing
o ff cha i n t ighten ing motion,an automa t i c nos i ng mot ion worked
from the bu i lder motion a lso an improved fal ler weighti ng arrange
ment ass is ts i n the making of a part icularly firm Cop ,which runs
FINAL SPINNING PROCESSES. 345
o ff eas i ly i n the shuttle or at the winding frame . There are a
number Of arrangements upon the headstock for deal i ng with thes pecial requirements Of condenser spinn i ng . In par t i cular
,
a spec ia l arrangement is used which is the very Opposi te ofthe an t i - snarl ing mot ion used upon fine mules . In other words
,
it is an arrangement for ensur ing that the front rol lers sha l l del ivera l i tt le yarn before the carr iage starts away from the rol ler beam .
This prevents any poss ib i l i ty Of the yarn being over - s tretched ,
tor the short length Of yarn which has been well twisted duringthe conclus ion Of the preced ing draw is thus softened and put i ntoa condi t ion to al low of its being eas i ly drawn . Another special
feature worthy Of note is that in th is headstock the pul l of therimband is arranged to hold back the carriage , thus prevent ing
i t from jumping away from the rol ler beam at the beginning of
the stre tch ,and a lso ensuring that when the double and treble
speeds come into act i on,there Shal l be no j erk ing forward of the
c arriage , any such act ion being immediately product ive of
s tretched”or nicked ” yarn .
Productions for Forty-E ightHours .
Counts Of yarn 1’
s 2’
s 3’
s 4’s 5
’
s 6’
s 7’s 8
’
e 9’s
Approx ima te productionsper week of forty- eight 12 8 6 42 35 3 2; 25 2ihours in llb . per spind le
720 spind les 13 in. gauge 20 bobb ins of 36 ends.
Specification Of condenser mule for Spinning 8’s.
588 sp ind les 12 in . gauge 21 bobb ins of 28 ends.
I nc luding : new pattern specia l headstock arranged for treble speed of
sp indles ; case-hardened steel rim shaft rim pul leys with double grooves ; ropetaking - in with t ightening apparatus ; quadrant with detachab le wheel part ;instantaneous c l ick lock ing mot ion ; steel winding c l ick wheel ; p laned and
p ol ished rol ler beam ; 3 scrol ls on taking - in shaft ; 3 scrolls on backshaft ;
backshafts li in. diameter ; fa l ler shafts is in . and 1 in . d iameter ; 2 l ines ofbottom rol lers 1 in . diameter ; 1 l ine Of sol id top rol lers 1 in. diameter deadweighted ; rol lers with two ends per boss ; wire gu ides on wood rods ; carriageslboarded underneath with strong boards ; diagona l rods running from square tocarriage end ; length of sp ind le 17 to 18g in. pipe bolsters and
_
deep sing lefootsteps for sp ind les ; brass ferules in front sp indle ribs ; Oil tubes for lubricat ing tin rollers from front of carriage creel for condenser bobbins with 9 in.
diameter fluted wooden surface drums ; plate bolsters and sing le footsteps ;c ounter driving w ith shaft , double hangers , drums and pul leys ; improved
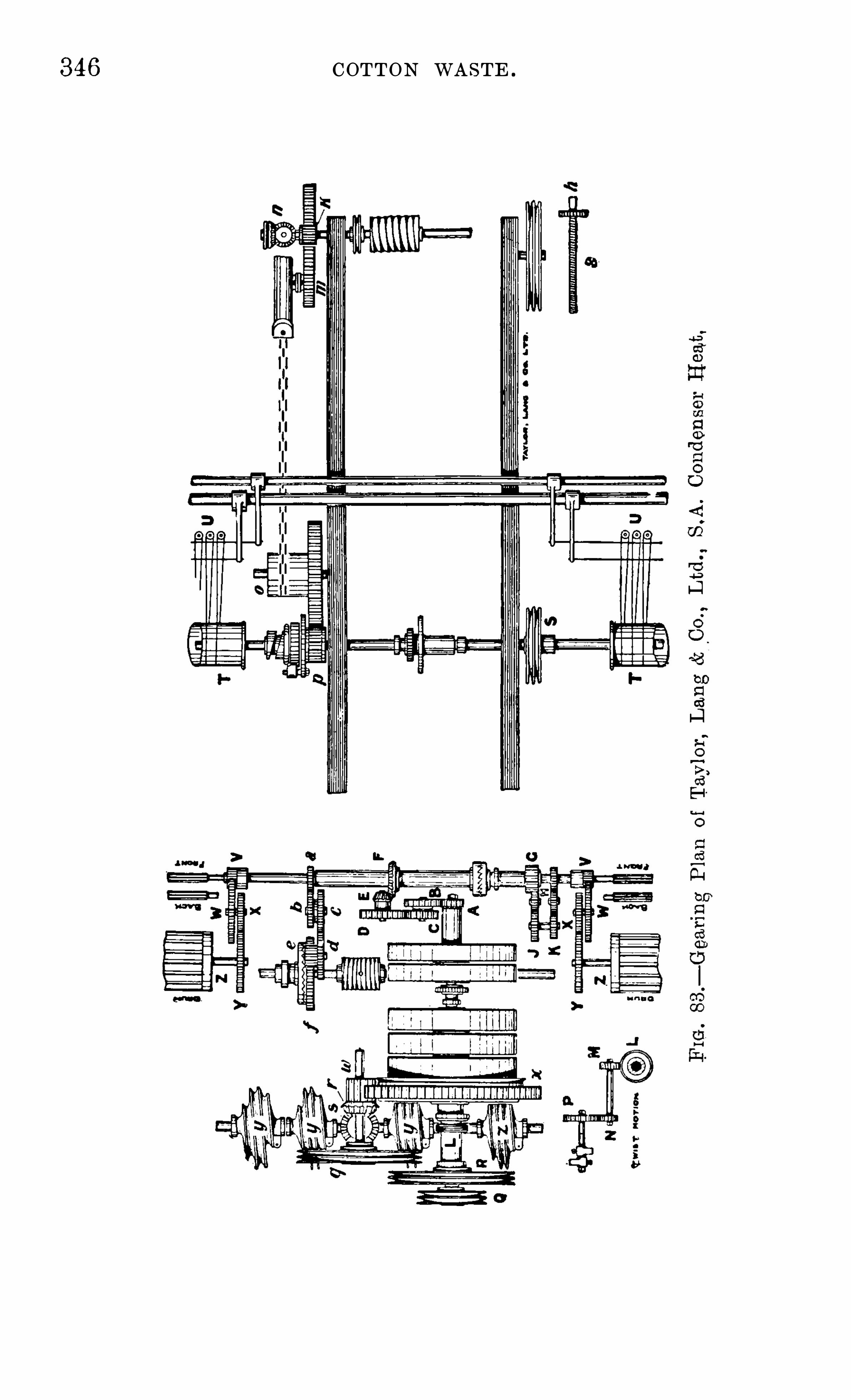
346 COTTON WASTE .
348 COTTON WASTE .
o W inding drum.
p pinion on T.R . shaft .g Rope taking -in pul ley .
r Tak ing -in shaft bevel .s Upright shaft top bevel .t Scrol l shaft bevels .
w Backing -off pinion .
a: wheel .31 Taking -in scrol l .2 check scrol l .
Patent Treble Sp indle Speed Condenser . Mule Rim
References to Diagram (Fig .
A Rim shaft.B Steel Cl ick wheel keyed on shaft (A) .C Sma l l rim on rim shaft (A) .D 2nd Speed driving pu l ley keyed on shaft (A) .E Loose pul ley running on boss of (D ) .F 3rd speed driv ing pul ley bolted on Sleeve (G) .G Sleeve running from pu l ley (F ) to large rim (H ) .H Large rim carried on s leeve (G) .J Worm for twi st mot ion on s leeve (G) .K Backing -off wheel runn ing loose on s leeve (G) .Rol ler and carriage driving pul ley running loose on rim shaft .
M Steel c l ick on (L ) engag ing with click wheel (B ) to g ive 1st sp indle speed .
N Loose pul ley running on boss of pul ley (L) .O Detachab le boss on rim shaft end carrying sma l l rim .
P P inion driving carriage and rol lers on sleeve of (L . )
The rim shaft il lustrated in diagram is designed to enable three
s epara te spindle speeds (slow ,medium
,and fast) to be obta ined in
success ion ,together with a constant roller del ivery and carriage
speed,while driving the counter shaft through a Single drum on
line shaft . Two down belts are used,one working on the pulleys
(L N ) and the other running upon the pul leys (D E F) . These
two straps are driven at different Speeds by counter drums varying
in diameter in the ratio of two to three .
The attention of the reader is directed to diagram on Oppos ite
page and to the lettered references above . It wil l be found on
examination that s l eeve pulley (L) can be drawn Off the front of
rim shaft carrying with it loose pulley (N) and rol ler drivmg pinion(P) which is pegged into the sl eeve and has no connexion with the
rim shaft (A) . Further,on unscrewing lock nut at back of rim shaft
it is poss ibl e after sl iding boss (A) (upon which is small rim (C) )
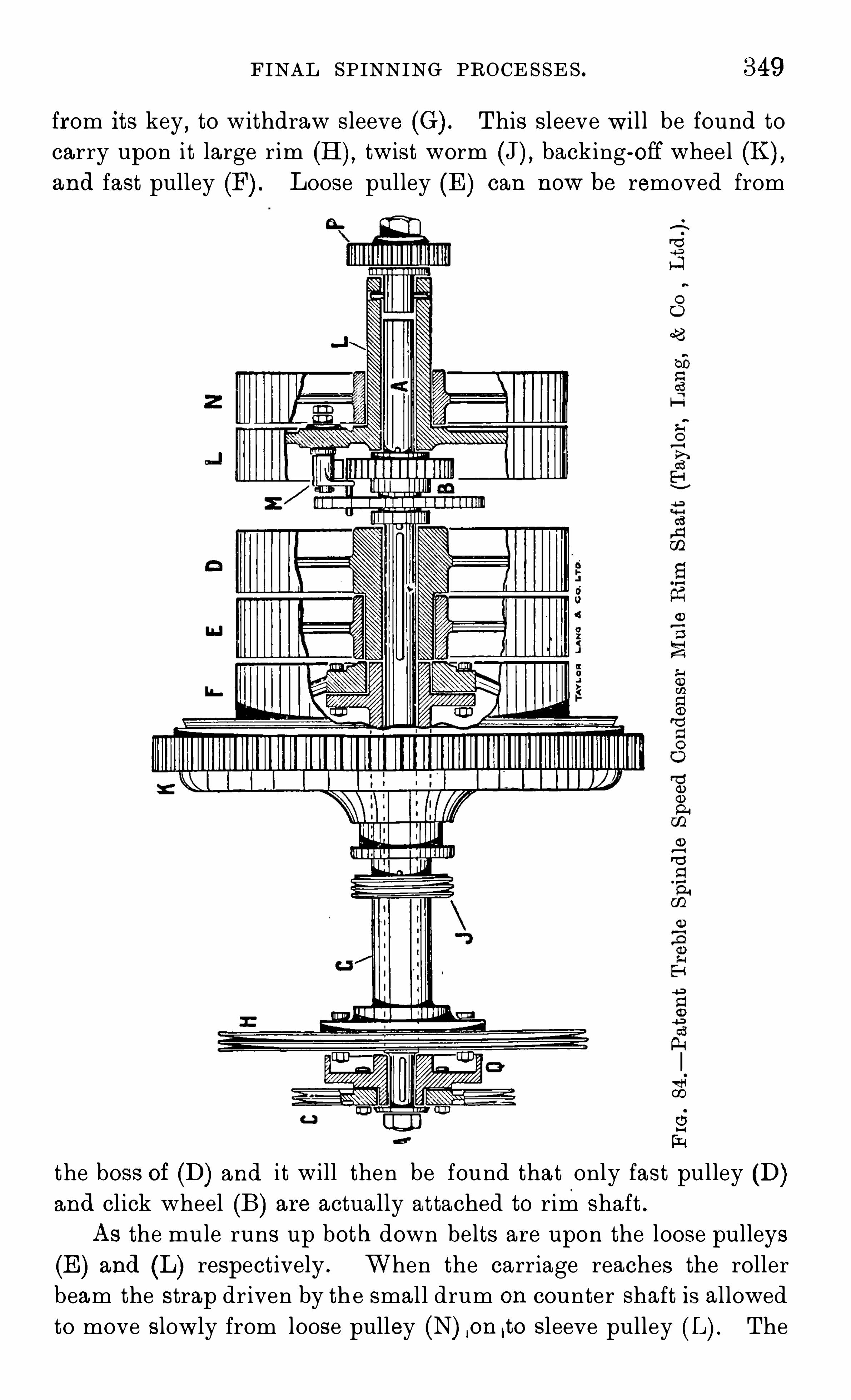
FINAL SPINNING PROCE SSES. 349
from its key , to withdraw sleeve (G) . This Sleeve wi l l be found to
carry upon it large rim (H) , twist worm (J) , backing-off wheel (K) ,and fast pulley (F) . Loose pulley (E ) can now be removed from
CD
a.
the boss of (D) and i t will then be found that only fast pulley (D )and cl ick wheel (B) are actual ly attached to rim Shaft .As the mule runs up both down belts are upon the loose pulleys
(E ) and (L) respectively . When the carriage reaches the rollerbeam the strap driven by the smal l drum on counter Shaft is allowed
to move Slowly from loose pulley (N) ,on Ito Sleeve pulley (L) . The
350 COTTON WASTE .
rotat ion of sl eeve (L) immediately drives both rol lers and carriage
at the same instant cl ick (M) is engaged with click wheel (B) uponthe rim shaft and the first , or Slow speed of Spindles is obta ined
from smal l rim (C) .This slow spi ndle Speed continues until the strap driven by the
larger drum on counter shaft is moved forward from loose pulley
(E ) on to fast pulley (D) . This strap immediately takes control of
rim shaft and drives the spindles through smal l rim (C) at a consider
ably increased Speed . This increase Oi Speed is represented by the
difference in diameter Of the two drums placed on counter shaft .The effect Of this increased speed Of rim Shaft is to disengage click
(M) from click wheel (B) . The Sleeve pulley (L) continues todrive the rollers and carriage at their original speed throughout the
whole of the draw .
This second or medium Speed of Spindles continues until the
outward run is almost complete,and then the quick- running bel t
is trans ferred across loose pulley (E ) to Sl eeve pulley (F) This
strap now drives the Spindles through large rim (H) and gives thethird or fast speed of Spindles . The difference between second
and third speeds is represented by the difference in the diameters
of the two rims (C ) and (H) .When the carriage completes its outward movement the rol ler
driving belt is transferred from sleeve pulley (L) to loose pulley (N)and when the required amount Of twist has been inserted the second
belt is transferred to loose pulley (E ) . Backing-Off now takes place
through the medium Of the large rim (H) ; the mule runs up and
the draw is complete .
For descript ion of the levers,etc .
,actuating the straps
, see dia
gram Fig . 85 on Opposi te page .
Treble Sp indle Speed Condenser Mule Motions .
For a description Of the method of Obtai ning the 3 -SpindleSpeeds from the rim Shaft
,see fig . 84 and its description
,
which must be referred to in conjunction with the following
remarks .
As the mule runs up both down belts are upon the loose pulleys .
If the stop motion is Operat ing the latch lever (C) will not be l ifted ,
and strap eye (A) will continue upon the loose pulley . The mule
will remain at rest so long as stop rod is not disturbed .
When the stop motion is not acting,bracket (E) comes in contact

352 COTTON WASTE .
with incl ine (D ) and l ifts the latch lever (C) ; this releases straplever (B) carrying strap eye (A) which is drawn upon the fastpulley by a spring shown in diagram . The movement of the bel t
is controlled by bowl (J) which in conjunction with lever (H) allows .
the belt to come Slowly into action as the carr iage moves away
from the rol ler beam . This first strap drives rollers and carriageand also gives the first Speed Of Spindles .
The above condit ions obtain until the movement of the carriagebrings the swing lever (S) in contact with trigger (Q ) . Up to thismoment the second strap eye (K) has been held in its centra lpos it ion upon the loose pulley by recess (T2) i n twist latch lever
(T) engaging with the proj ect ion upon the loose part of compound
strap lever (L) , although the fast part of compound strap lever has.
been moved by the action Of the cam away from (L) to a posit ioncorresponding to that required for the third Spindle speed . The
depression of trigger (Q) moves strap lever (L) from recess (T2)i nto recess (T1) on twist latch lever , thus bringing strap eye (K)i nto l ine with second spindle Speed driving pulley . The posi t ionOf the levers is now that i l lustrated i n the diagram
,and i t wil l be
not iced that the‘
two halves of the compound strap lever (L M) arewidely separated ,
thei r only connexion being through the Springshown in diagram .
The second speed of Spindles continues a long with the steadyforward movement of the carriage unti l the outward run is a lmostcomplete . The third spindle speed is now brought into action byfinger (V) on twist mot ion be ing caused to lift twist latch lever (T)out of contact with loose strap lever (L) . The strap now movesqu ickly across the loose pul ley on to the fast pul ley next to the
backing-Off fr iction . The strap lever (L) performs this movement .
under the i nfluence of the spiral Spring connect ing it to fast s trap
lever (M) and thus brings the third spindle Speed into Operation .
As the mule completes its outward run bel l crank lever (G) is.
l i fted by the fal lers,and rod (F) pulls strap eye (A) on to loose
pul ley thus bringing rollers and carriage to rest . Strap (K) con
tinues to drive the spindles at the maximum speed , being now held
in position upon the fast pulley by twist lever (N ) , al though thecam has changed to give it a centra l posi t ion on loose pul ley .
When the required amount Of twist has been inserted twist catch
(W) lifts twist lever (N ) and releasi ng (K ) al lows i t to re turn to theloose pulley through the influence Of the Spring attached to lower
FINAL SPINNING PROCESSES . 353
extremity Of (M ) . Backing-Off now takes place and the mule runsup .
Pa tent Carriage Retarding Motion (Fig .
The Short length of yarn between spindle point and roller whichhas had the ful l amount of twist inserted during the precedingdraw is not in a suitable condit ion for the carriage draft to act
upon it . The use of this device enabl es the rollers to del iver
a l ittle roving before the carriage begins its outward run and thishas the effect of Softening the yarn and SO obviates the excess ive
breakage of ends which often occurs i n the first few inches of the
draw .
The carriage is driven from the front rol ler in the usual waythe des ired effect being obtai ned by us ing in connexion with the
backshaft catchbox an arrangement similar to that in the anti
snarling motion applied to the fine mule,the effect in this case ,
however , being exactly Opposite .
Instead of the proj ections (D ) on sl iding portion of clutch (C) beingconnected with backshaft through a disc Of the usual type , a Specia l
form of disc (E ) is employed . When the Sl iding portion Of catch
box (C) is ungeared from the other half upon wheel (B) , it is pos
s ible to rotate (C ) upon the shaft until the proj ections (D ) cast upon
its interior are“
out of contact with the wings on disc (E ) . I f the
catchbox be then put into gear the motion of backshaft wheel (B)will not be transmitted to backshaft and carriage unti l the projec
tions have moved through an are sufficient to compensate for the
above backward movement .Spring (J) is arranged so as to revolve the sl iding portion of
clutch (C) away from the wings of disc (D) whenever the clutch isdisengaged . By setting the stop col lar (H) in a su i table pos ition
relat ive to proj ection (G) on plate (F) which is attached to Sl idingportion of clutch
,any required amount of retardation of backshaft!
and carriage may be readily Obta ined. If the catch box is disen
gaged,spring (J) will pul l (C) backwards unti l (H) and (G) are in
contact and this negative rotation wil l be lost upon the next engage
ment of the clutch .
If the projection on stop collar (H) be arranged to remain incontact with proj ection (G ) i t is evident that no backward movement of (C) can take place upon its disengagement , and as the
driving projections are thus kept in contact wi th the wings of disc23
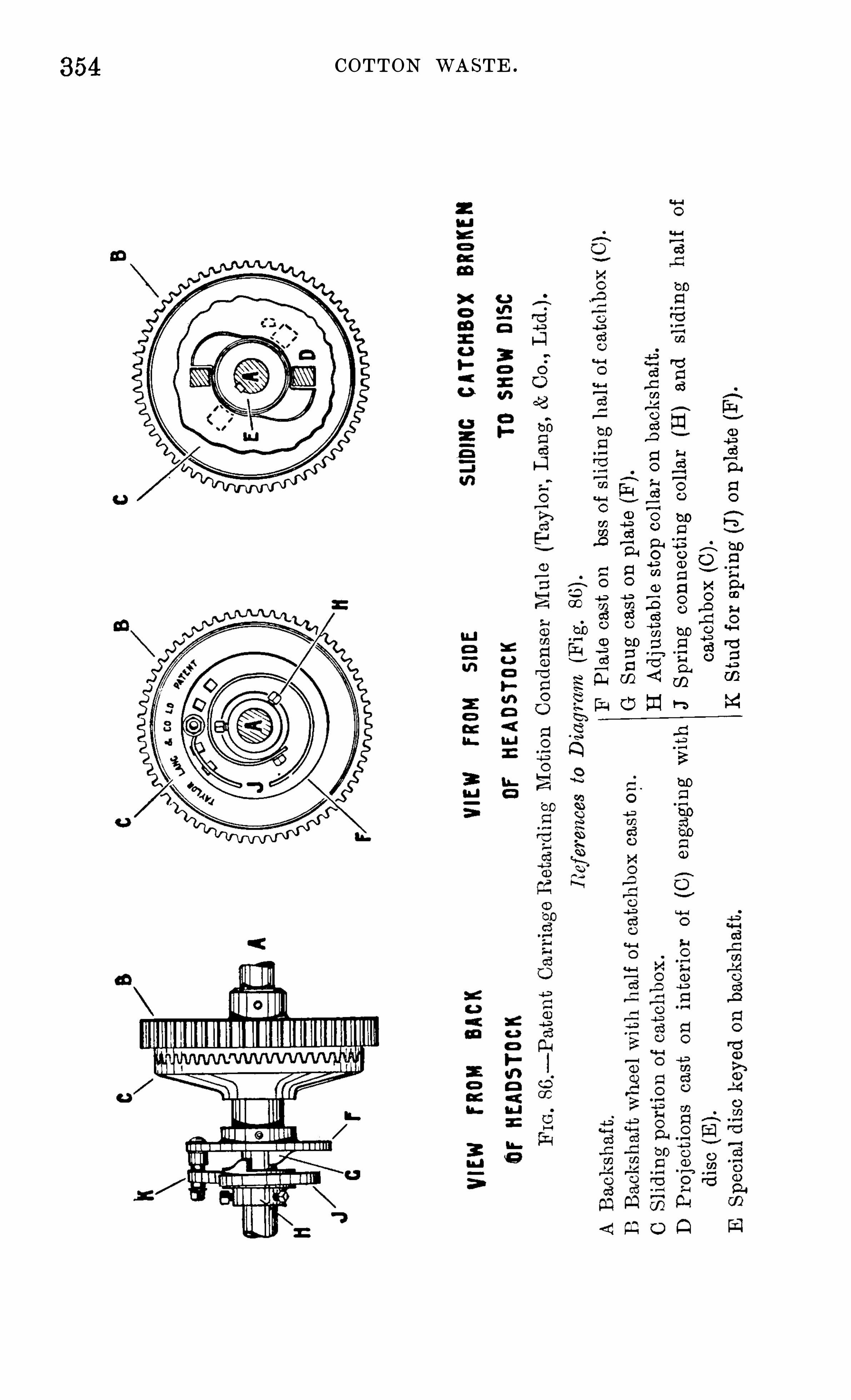
354 COTTON WASTE .
o
a
a
no
n
ma
fia
?no
“
Bu
m
M
A
9
was
m
3co
wcmuoo
qo
ma
ca
w
n
s
5,
mEmewzo
a
smxoea
no
a
s
oo
Qo
fi
m
rm0
d
ano
5
8ms
cw
0
0
$03
no
3
88e
m
am
am:
s.
CHAPTER XII .
PROCESSES SUBSE QUENT TO SPINNING .
Reeling .
REEL ING has for its primary Object the winding or reel ing of
spun or double yarn from cops or bobbins into the form Of hanks
or l eas,the standard hank being 840 yds . and the lea 120 yds .
so far as cotton is concerned . Messrs . Asa Lees CO . clearly
show cop and bobbin reel ing in figs . 87 , 88 , which Show the
bridge ”
dofling motion .
A great deal of single Spun yarn from cotton waste is reeled
i nto hanks for the double purpose of convenience Of transi t and
for bleaching or dye ing purposes .
For quilts especia l ly a good deal Of bleached condenser weftis used
,and after the yarn has been bleached in the bank form
it may be wound into sol id COpS on the special pirn winding frame ,which may have its creel fitted to take either Cops , hanks , or ring
bobbins,as may be required .
The creel Of the reel itsel f may be suited to take either COpS ,
ring bobbins,flyframe bobbins
,cheeses or cones of yarn .
A reel may be either single or double and when used for con
denser or preparat ion yarns should have a wide pitch or gauge .
Reeled yarn is made up into bundles which may be either short
bundles hard pressed in a Special ly strong bundl ing machine, or
may be made into long unpressed or l ightly pressed bundles . It
is quite common for condenser yarns to be made into long nu
pressed bundles and transmitted from one Lancashire town or mil l
to another one without any wrappering . The standard circumfer
ence 54 i n . or 1; yds .
Particulars of Mill containing Ring Spindles (Messrs .
Dobson Barlow) .
Below is a sett ing out for a mill which may use short staple
new cotton more or less mixed with waste to Spin very coarse yarns
by ordinary Spinning processes
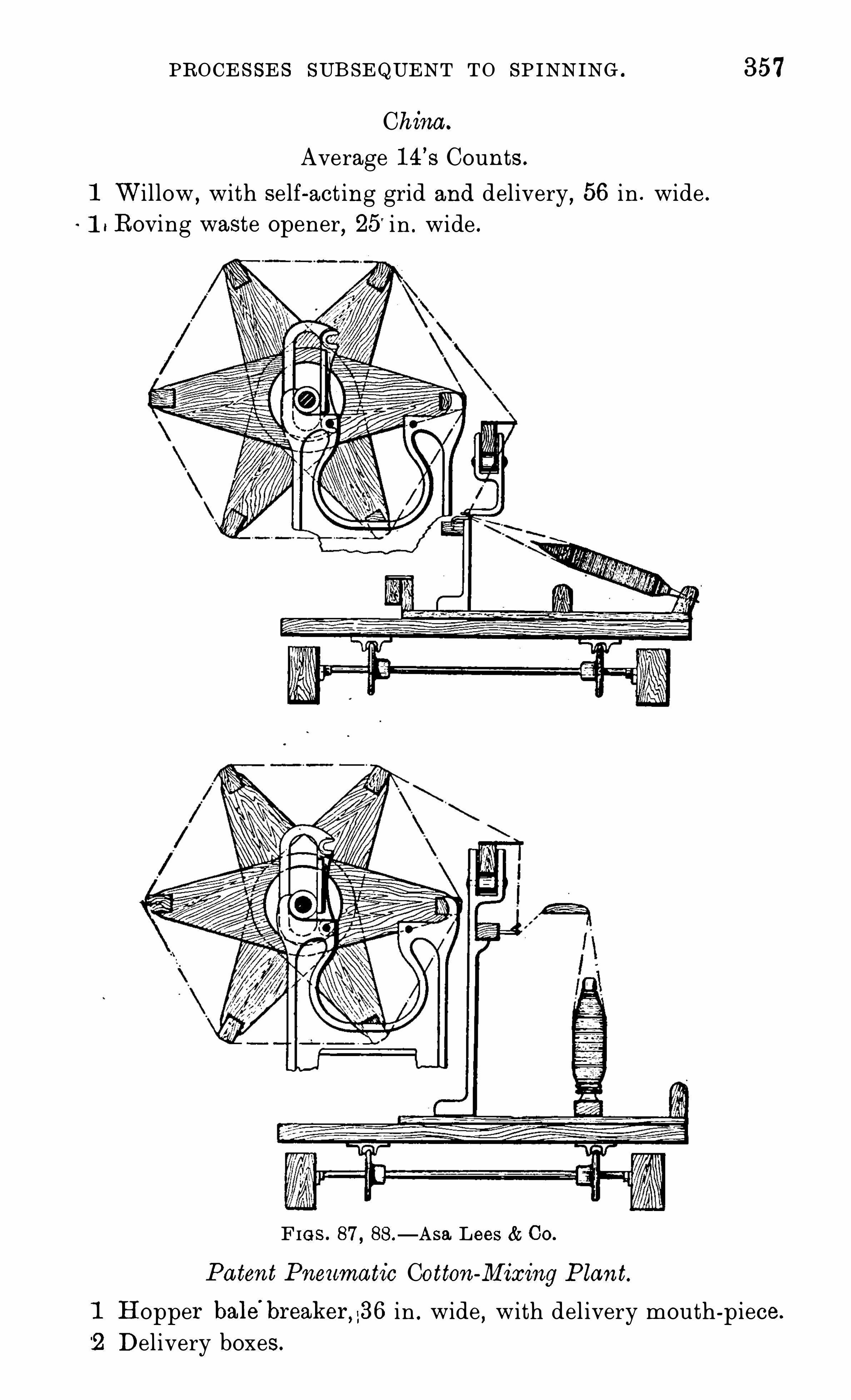
PROCESSES SUBSEQUENT TO SP INNING . 357
China .
Average 14’
s Counts .
1 Wi l low ,with self-act ing grid and del ivery
,56 in . wide .
1 .Roving waste Opener,25
' i n . wide .
F IGS. 87 , 88 .—Asa Lees Co.
Patent Pneumatic Cotton-Mixing Plant.
1 Hopper bale'
breaker, ;36 in . wide , with del ivery mouth -piece.
2 D el ivery boxes.
358
1
1
1
2
COTTON WASTE .
Collector and del ivery box .
Exhaust fan .
Control stand .
Swivel guide plates, 3 mixings.
Blowing Room.
2 Hopper feeders with porcupine , 37 i n . wide , 10
lattice .
2 Single vertical Openers , with by-pass arrangement .
2 Dust trunks,with travel l ing lat ti ce .
2
3
H
H
l—‘Hl—‘HH
1
Horizontal exhaust openers , 38 i n . laps .
Single scutchers,finishers
,38 in . laps .
Card Room.
Cards, 50 in . x 38 in. laps , 26 in . doffers .
Drawing frames , 1 head , 7 del iveries , 17 in . roller .
Slubbing frames, 80 spindles
,10 in. space
,10 in . li ft .
Intermediate frames, 132 spindles , 6 in. space, 10
Roving frames,168 Spindles
,5g in . space, 7 in. l ift .
Mechanic’
s Shop .
10 in . lathe.
6 i n . lathe .
Grinding stone.
Smith ’
s hearth and anvil .
Dri ll ing machine .
10 in . shaper.
Wheel cutter .C ircular saw .
In England repai rs might be Obtained without such a mechanic’sShop .
Sp inning Room.
R ing frames,400 Spindles
,23 in. space , 5
Single hand reels,40 hanks
,35 in . gauge .
Bundling presses,10 lb . bundles .
Banding machine, 16 spindl es .
Winder for ditto .
Hydraulic bal ing press,for 40- 10 bundles .
Pump for ditto .
Thread extractor.
3 60 CO'
I‘TON WASTE .
Messrs . Asa Lees’
Beaming Frame.
In mills which include a complete plant for weaving cloths
from cotton waste , beaming frames must be used to aid i n pro
ducing weaver’
s warps . For cleaning cloths on the gauze principle
with about 20’
s warp yarn a good number of bobbins will be
wanted in the creel . For what are termed si lks there are only
about 14 ends per inch ,the beams are narrow ,
fewer total ends are
wanted and a narrower beaming machine may be used . Sometimes
i t is on the sectional beaming machine style .
Beaming Machine. (See fig .
This machine is provided with a self- stopping motion ontheSi ngleton principle and brake motions are appl ied to all machines
t o ensure quick s topping when the motion Operates .
The pin rol lers are independent ly mounted and are so arranged
that each end Of the knocking-off roller can move i ndependently ,so that when a pin drOps it is not necessary for i t to move the
whole rol ler .
E xpanding front combs and back reeds are supplied for any
number Of ends , and V creels for any corresponding number of
bobbins . The creels are provided with glass or wood steps,as
desi red .
Al l machines are fi tted with a measuring motion , wi th indicator,to Show the number of yards wound ; and a lso a knocking -Off
motion to stop the machine when a given number Of yards has
been wound .
Weights are supplied for the beam arms to ensure hard beams.
Two drop rollers are provided to take up slack yarn.
The friction plate revolves on the boss Of the pedestal , and not
on the drum shaft,as usua l . The pin bars are made of mild steel ,
and are planed perfectly true on each side .
One. beaming machine is required for 60 to 80 looms .
Machines are made in the following si zes
9/8’
s to make beams up to 54 in . wide .
6/4’
S 60
7/4’
S 66
8/4’
s 72
9/4’
s 78
10/4’
s 84
i i/4'
s 90
PROCESSES SUBSEQUFNT TO SPINNING . 361
12/4’
s to make beams-
up to 96 i n . wide .
13/4’
s 102
14/4’
s 108
U sual size of driving pulley 15 in. x 2 i n .
Usual speed of driving pulley 45 to 50 revs . per. min .
Power required per machine about 4, LE P.
Convenient Multip liers (Messrs . Dobson Barlow) .
Circles,Areas and Figures.
D iameter of a circle x 31 416 or 2—72 the circumference .
C i rcumferenceof a circle x 0 31831 or the diameter .
Square of diameter x 0 7854 the area of the circle .
Square of diameter x the area of the circle .
Square root Of area x the diameter of a circle .
R adius of circle x 628318 the circumference .
C i rcumference 35 449 x, J area of circle .
D iameter of a circle x 0 8862 the s ide Of an equal square .
Side of a square x 11 28 the d iameter of an equal circle .
Area of a t riangle the base .
2L the perpendicular height .
Square of the diameter Of a sphere x 3 1416 convex surface.
Cube of the diameter of a sphere x 05 236 the solidity .
D iameter of a sphere x 08 06 the edge of an equal cube .
D iameter of a sphere x 0 6667 the length of an equal cyl inder .
Surface of a cyl inder area of both ends length x circum
ference .
Sol idity Of a cylinder area of one end x the length.
Sol idity of a cone area of the base x 11; the perpendicular height .
Area of an el l ipse l ong axis x Short axis x 0 7854 .
Miscellaneous.
French counts of yarn x E nglish counts .
E nglish counts Of yarn x 08 47 French counts of yarn .
Mule twist for Indian andAmerican cotton sq. root of counts x
weft x 325 .
R ing frame twist x 40 0.
Mule twist for E gyptian cotton x 3 6 06 .
weft x 31 83 .
R ing frame twist x 36 06 .
doubling twist x 45 .
D egrees centigrade x 18 32 degrees Fahrenheit .D egrees fahrenhei t x 05 55 32 degrees Centigrade .
362 COTTON WASTE .
Winding Frames .
Winding frames of one kind or another are sometimes used
in cotton waste mil ls even if no weaving is done at the firm . The
slow traverse vertical spindle winding frame,or the heavy drum
winder may be used to prepare bobbins or cheeses for the beam
warper when warps are made either i n the Spinning or i n the weav r
ing mil l .
Occasionally cotton waste yarns may be sold in the cheese
form instead of being sold in the more customary forms of Cops or
reeled hanks . Quick traverse winding frames for winding eithersingle or double yarns into cheeses or cones
,may be e i ther of the
spindle type such as the Leeson or International winder,or Of the
drum type such as the machine descr ibed below,Shown in section
,
fig . 90,which the writer recently saw working in a condenser
cotton waste spinning mill,and giving sat isfaction .
Patent Quick Traverse Drum Winding Frame With or WithoutStop Motion. (See fig .
(Messrs . Dobson Barlow .)
Specia lties and Improvements .
In des igning this machine the greatest care has been taken with
regard to the fitted parts,all being machine tooled to template and
i nterchangeable .
The drum shafts and cradl e brackets are carried on one central
rai l bring i ng the centres of these shafts nearer together than hitherto
and therefore econom ising floor space .
The gearing , traverse sl ides and cam are all enclosed in one box
and run in Oil . The pul leys for driving the machine are placed at
the same end Of machine as the cam and gearing .
The cradle for spool , sett ing-on handle,detector box
,and brake
are all carried from one bracket on the centra l rail,and this is of
novel construction combined with the highest efficiency .
The cam is Of improved type,machine cut
,and is capable of
being run at a very high speed i n conj unct ion with a great ly improved light traverse rod .
The stop motion when an end breaks is instantaneous , neveral lowing the broken end to get on the spool , which is very impor tant
when tying the broken end s ing ly .
I t can be adapted to wind cones .
364 COTTON WASTE .
E conomy in cost Of wages .
creeling .
Better tension for doubling or twist ing .
NO threading Of guides .
No stoppages for doffing .
Less ordinary knots and no bunch knots .
at tention required .
stra i n on yarn when wi nding and unwinding .
waste .
FIG . 91.— Section of Upright Spind le W inding Frame, W inding Bottle
shaped and Warpers’ Bobb ins.
Traverse motions‘
for quick traverse winders have been highly
developed,and many good arrangements exist , but the limits of
this treatise preclude their descript ion . Running Off at the edges
is a feature to guard against in winding upon bobbins without flanges .
300 Spindles to 1 m .h .p ; 160 revolutions per min . for tin
cylinders with 10 in . t in rol ler pull eys .
Production might reach 13 lb . per Spindle in a 48 hours’ week
for about 3o’
s yarn,but is vastly dependent on skill of Operative ,
qual i ty of yarn,condition Of machine . Other counts in inverse pro
port ion to counts .
Fig . 91 i l lustrates a section of a vert ical Spindle winder .
PROCESSES SUBSEQUENT To SPINNING . 365
Improved Upright Sp indle Winding Frames.
(Messrs . Dobson Barlow .)
Forwinding yarn from ring frame bobbins , cops, or r ing doubler
bobbins,on to warping bobbins .
The spindles are of the self- contai ned rabbeth principle,placed
in double rows on each side Of the machine,and driven by a 5 in .
t in rol ler ; pol ished steel gu ide plates or adjustable yarn clearer
guides are applied with T- regulat ing screws to each spindle fit ted
to wood lifting rail,brushes forxcleaning the yarn . It is also fitted
with improved mangle wheel l i fting motion,which makes a superior
bobbin for warping . The firm also apply a travell ing apron for carry
ing away the empty ring bobbins to the end of the machine,and
del ivering them into a skip . This saves‘time,and also prevents
breakages . An arrangement is applied so that the tension of the
apron can be adjusted by means Of regulat ing screws . A patent
tapering motion is applied when i t is required to wind on to bottle
shaped single -flanged bobbins . The bobbin boxes are made ofwell
seasoned and selected timber . The creels are arranged for skewers
when winding from cops,spli t wood bushes when winding Off top
of ring frame bobbins,or revolving spindles wnen winding
'
od the
side Of ring frame bobbins or ring doubler bobbins .
Pirn Winders.
The writer has had a good deal of experience with the sol id cop
winder such as shown in Fig . 54 of first edit ion . Cases now exist
in which solid Cops of coarse yarn are made to unwind from the
Cop nose . It is capable Of making solid cops that wil l weave Off to
the limit,but if the yarn is too soft in nature
,ei ther from low twist
or low class of material,there wil l natural ly be breakages . No
shuttle tongue is used and the yarn is withdrawn from the base end
of the cop . The lids for holding these cops in the shuttle may be
either of metal as suppl ied by the Shuttle maker or may be of broad
elastic , the writer’
s experience being in favour of the elastic i f the
two hooked ends are properly made . The spindles and solid cOps
are too heavy for ordinary spindle band driving .
Spinners,weavers , or winders
,accustomed only to mule spun
cops are astounded when they find how readily these sol id quick
traverse COpS will straighten out or ready . You may break such
a cop anyhow and anywhere and i t wil l immediate ly “ ready , the
3 66 COTTON WASTE .
s ecret consist ing i n the quick winding traverse . It is quite possible
to have only one round of bump yarn about 80 yds . per oz . in one
down or one up traverse ; natural ly , the crossings of yarn are thus
made very acute and this prevents interlocking of the threads .
A cam or eccentric traverse is given and the wheel gear may be
a l tered to give the proporti onate rate of traverseg and the writer’
s ex
perience is that sometimes this may be regulated or altered with ad
vantag e . The Spindles automatically are forced up by the continual
building of the Cop diameter on the cone principle , and a point is
final ly reached by which a spindle is pushed outside its driving Slot .
I t is easy to shorten the traverse by a Slotted finger. The he ight of
the sweep or traverse in relation to the cone cup is adjustable and
i t wil l pay to give this feature skilful attent ion .
Some Cloths which use Yarns from Cotton Waste.
Cleaning Cloths—Lancashire and Yorkshire texti le millse specia l ly for Spinning— have most of the machinery cleaning doneby sponge cloths or wipers which wil l re-wash several t imes over .
The extraction of the oil helps to pay for the washing, which , prewar
,was done at the rate of about 2s . 6d. per gross
,fetched and de
livered, but at the time of writing the price has become much higher ,and would be st i l l higher only for the good price just now obtai ned
for recovered oil , which is always the property of the washer . The
processes of Oil recovery by washing,sieving
,tank standing
,with
or without chemical a ids , are of such a nature that i t does not payeven a large mill to wash its own cloths . More usual ly
,the cloth
washing firms a lso spin the yarns and weave the cloths .
For re-washing,cloths are best of plai n weave
,with very l ittle
d ifference i n counts between warp and weft,and these counts from
65 to 120 yds . per ounce . The cloths and Oil are boi led by steam
inj ection .
Soft Sponge Cloths — These may have a very thick twofold weft
and the twist may be 15’
s to 2o’
s or so and Operated upon the
gauze or Leno principle , i nvolving a somewhat costly and compli
c ated addition to the mechanism of the loom .
The Leno weave g ives the requisite firmness and strength to an
Open fabric . The Leno weave is of a l ight Open texture in which
warp threads are twisted partly round each other . Special ly con
s tructed healds or doups”
are used for the purpose . The prin
c iple is often applied to the production of light fancies such as
blouses .

368 COTTON WASTE .
Table- Cloths.
—Quite a lot of condenser cotton yarn forms part.
of many kinds of table - cloth .
Towels appear to absorb more and more of condenser cotton
yarn,owing to the absorbent nature of the yarn and, the extremely
high price of l inen yarns .
Personal towels need to be softer than pot towels .
Both Terry and honeycomb towels may use coarse cotton weft
Flannelettes .
- These absorb a large quantity of cotton condenser
yarns,the full nature Of such yarns giving the warm ,
soft feel ingwhich makes flannelettes feel ful l and soft a fter the style Of wool .
Flannelet te may almost be described as imitation wool .
The wool feel ing is enhanced by “ raising ” the cloth cons ider
ably .
Cretonne.
—Cretonne cloths may Often be distinguished by very
fancy printing effects produced on the cloth . These fancy print
ings are su itable for hang ings and draperies . For the weft low
counts yarn of both the condenser and the preparation styles may
be used . The fulness of quilt ings and flannelettes is not so essent ial
and the waste weft for cretonne fabrics is often irregular . The
weave may be oatmeal , twi l l , plain , or even sat in .
Cotton Blankets— Cotton blankets are used to a large and grow »
i ng extent,and i nvariably require condenser weft because of the
very ful l,soft
,feel and appearance g iven to the cloth by such
weft . They are woven any width required ,and afterwards treated
to a generous ra ising process to bring out the nap as much as
possible .
They are not subj ected to fancy weave effects the same as
quiltings,nor to fancy printing effects the same as cretonnes .
There is perhaps even a closer connexion in the cotton waste
trade than in ordinary cotton betweenxthe Spinner,manufacturer ,
bleacher , dyer and finisher,and this needs encouragement .
If any new cotton is cons idered for mixing with cotton waste
i t is usual ly Indian as this country gives the bulk of the shortest
cotton staples . Much Indian cotton wil l part with its dirt freely .
Mr. Porritt quotes the Indian Trade Commiss ioner as statingthat out of a tota l Indian crop Of ba les of 400 lb . each
the staple :
g. to 1} in’
. is about bal es .
1} to —g1} to
PROCE SSES SUBSEQUENT To SPINNING 369
He continues“ Al l Of this last is mixed and a large proportion of i t would
run from Ato g i n . making a total of ba les .
Before the war Germany took about Of the total Indian
export s Of cotton,whilst the United Kingdom took less than Of
what Germany did ; the bulk of the cotton sent to Germany wouldbe Of the shorter staples .
The condenser mules for counts 4’
s and above are fitted with
a treble Spindle Speed in order to give increased production and
superior qual ity of yarn . The first Speed of the spindles is about
1800 revolutions per minute for 18 i n . of the draw , then the second
speed is accel erated to 2700 revolutions unt i l the carriage is nearly
at full stretch,and the third speed is about 5000 for twisting up .
-
“When spinning 5’
s to 6 ’
s the carriage Will make about
draws per minute , for 7’
s to 8’
s just under 4 draws .
Where coloured yarns are required the common practice is todye i n the raw material . I have seen on the Continent severa l
colours being treated in the cardroom at the same t ime,and the
adoption Of the automa tic feeder to carding engines lends Itsel fto this arrangement .
With reference to the weaving Of the flannelettes,Shawls and
blankets,they are mostly pla i n woven
,but there are some woven
on Jacquard looms to get the figured patterns. Severa l cloths are
double woven which throws up the weft , so that the ra is ing machi nes
can act thereon to the ful lest advantage .
Botany Yarns.
Apparently this name occas ional ly appl ied to some cotton wasteyarns has been obtai ned from the wool t rade
,and appears to have
been more especia l ly appl ied to short wool yarns . It has been said
tha t its very first orig inat ion was from“ Botany Bay The term
is sometimes appl ied to mixtures Of short wool and short cotton or
cotton waste Spun on the condenser system .
Angola Yarns.
True Angola cloth is a l ight cloth made from the wool of the
Angora goat,a native of As ia Minor . As made from cotton waste
or mixtures of wool waste and cotton waste , the cloth is real ly an
imitation Angora .
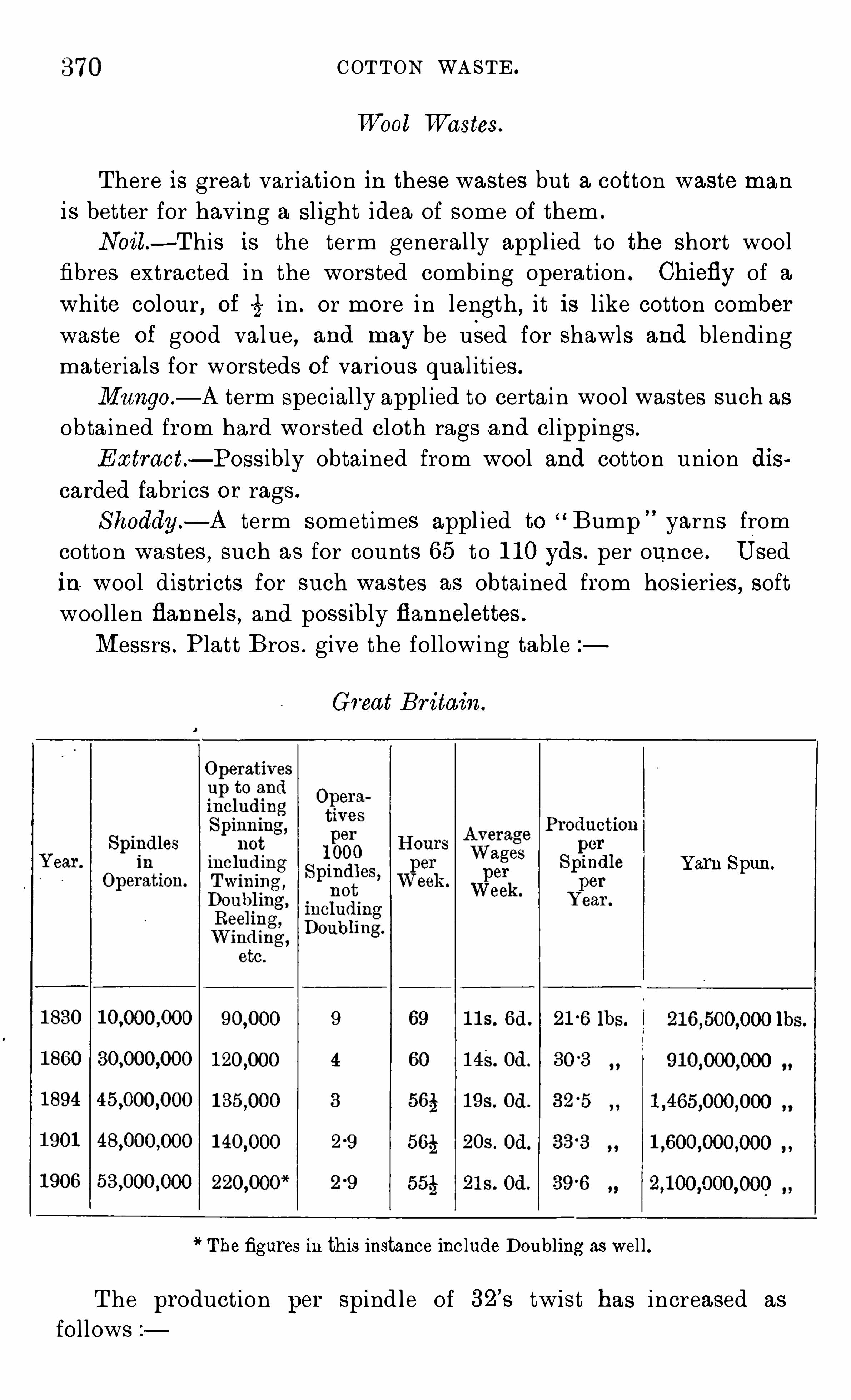
COTTON WASTE .
Wool Wastes.
There is great variat ion in these wastes but a cotton waste man
is better for having a sl ight idea Of some of them .
N0il. -This is the term general ly appl ied to the Short wool
fibres extracted in the worsted combing Operation . Chiefly of a
white colour , Of 7} i n . or more in length , i t is l ike cotton comber
waste of good va l ue , and may be used for Shawls and blending
materials for worsteds Of various qual it ies .
Mango— A term special ly appl ied to certa in wool wastes such as
obta ined from hard worsted cloth rags and cl ippings .
E xtract—Poss ibly obtai ned from wool and cotton union dis
carded fabrics or rags .
Shoddy.—A term sometimes appl ied to
“ Bump yarns from
cotton wastes , such as for counts 65 t o 110 yds . per ounce . Used
in. wool districts for such wastes as obta ined from hosieries, soft
woollen flannels,and poss ibly flannelettes .
Messrs . Plat t Bros . give the following table
Great Britain.
Yarn Spun.
The figures in this instance inc lude Doubl ing as wel l .
The production per spindle of 32’
s twist has increased as
follows
372 COTTON WASTE .
Opener,followed by a s i ngle beater lap forming scutcher fi tted with
Hopper feeder . Breaker card on the rol ler and clearer principle,
connected by a Scotch feed to the single rol ler and clearer finisher
card . This latter may be on either the ring doffer or the tape
condenser principle . The long condenser bobbins could be taken
direct to ei ther the Cop spinning frame or the condenser mule.
For 6’
s we might use a good dea l of hard waste , such as Cop
bottoms,with card strips and clearer waste . To treat the Cop
bottoms i t would be advisable to use a hard waste machine with
picker cyl inders , us ing from three to six cylinders , the soft waste
being treated at first as per NO . 1 . Scutcher as per No . 1. Cards
as per No . 1,unless we might prefer to use the D erby doubler
instead of the Scotch feeder,in which case the breaker card
would be fitted with a coiler and can del ivery,while the finisher
card would be fitted with a lap feed arrangement . The condenser
mule would probably be the next machine after the finisher card .
For the 10’
s counts hard waste and comber waste might be
used as the raw ma terial,with prel iminary treatment
,as specified
i n Nos . 1 and 2. Possibly some bobbin waste,or new cotton .
For such fine counts either the tape condenser or the slubbing
frame principle could be adopted . In the latter case we might use the
D erby doubler between breaker and finisher cards,and the finisher
card would be fitted with four or six card cans instead Of the con
denser . The cans of sl iver or Slubbing would be taken now direct
to a slubbing frame fi tted with three lines of smal l diameter draft
rol lers . The bobbins from the Slubbing frame would then be taken
direct to the creel of the mule or to a Special ly adapted ring
Sp innmg frame fitted with drawing rollers . I t wil l be noticed tha t
this NO . 3 system is a cross between the proper system of cotton
Spinning and the proper condenser system of waste Spinning .
No . 3 is termed the preparat ion system,
”
and may give a stronger
yarn and cheaper,but does not g ive as round
,full
,and good
looking yarn as a well - prepared condenser yarn .
Q . G ive a ful l description,with sketches
,of the apparatus you
would use, and of the course you would fol low in making a
test for the amount of moisture in a del ivery of cotton .
A . The use of testing ovens for the somewhat quick testing of
the moisture from smal l samples Of the bulk has i ncreased duringthe last few years
,but i n the great majoi ity of cotton Spinning mi lls
such apparatus is yet entire ly absent,and rel iance is placed upon
PROCESSES SUBSEQUENT TO SPINN ING . 373
l ong established methods,in which no apparatus whatever is used .
In such cases i f i t is required to tes t for moisture , a good qual ity of
c otto n is taken— possibly 100 lb . or SO— and exposed for several
hours i n a very warm pos it ion, or it may be sometimes simply
spread out i n a thin layer on one Of the ordinary mil l floors,the
percentage of moisture being determined by weighing before and
a fter exposure . Specia l ovens heated by gas , steam ,or electricity
are used to a fa irly large extent i n one place or another for testingthe moisture in cotton or cotton yarn . In a famil iar example the
oven is heated by gas , the heat from which passes through the
narrow chamber which surrounds the real oven ins ide which the
c otton is placed ,SO that the cotton may not be scorched by actua l
contact with the directly—heated portions Of the oven . A pa ir of
finely- adjusted sca les is mounted upon the oven
,with the weights
outside and the cotton pan i nside the oven , so that the material is
weighed while actual ly ins ide the oven,both before and after ex
posure to the heat . Only sma l l samples of the cotton or yarn are
taken— say 1 to 2 lb .—with exposures varying from 30 to 90 min . at
a temperature of possibly 220 to
Q . How are the qualit ies Of American and Egyptian cotton
graded? How are the standards fixed from year to year ,and how does grade affec t. price
A. The leading grades Of American cotton are Ordinary,
G ood Ordinary Low Middl ing Middl ing Good
M iddl ing Middling Fa ir These are sub-divided into
hal f and quarter grades by the prefixes Strict,
”Fully
,
”Barely
Thus,for ordinary ,
“ Stri ct ordinary equa ls 31 grade higher ,Ful ly ordinary grade higher
,
“Barely good,ordinary grade
above ordinary . The E gyptian names are sl ightly different,thus
Middl ing ,Middl ing Fa i r
,Fa ir
,Good Fai r , Fully Good Fa i r , Good
Fine,E xtra Fi ne . In the above l ists the lowest grades are quoted
first and soon progressively to the highest grades quoted at the end .
G rading in the first instance is done prior to the bal i ng Of the cotton
i n country of growth,but it is afterwards done in L iverpool
,and
each year standard samples are obta ined according to the genera l
standard of the yea r’
s crops , and are fixed and kept by the Cotton
Associat ion . Grade refers especia l ly to the appearance and cleanli
ness of the cotton as dist inct from length of fibre , and natural ly the
better grades command the higher prices , other things being equal .
I t is a common error for the term grade to be taken as applying to
374 COTTON WASTE .
all the properties of cotton ,i ncluding also the length Of fibre
,but i t
is important to remember that these two are quite dist inct .
Q . What is the method usual ly fol lowed in making a purchase
Of cotton ? What amount does the cost Of making the pur
chase add to the cost of the cotton
A. There are various systems more or less fol lowed in purchas
i ng cotton such as buying“Spot cotton
,C.I .F. cotton ,
and
“ Futures cotton . The quest ion asks for the usual method,and
the more usual method of purchasing cotton for actual use consists
i n buying Spot cotton . A manager before going down to L iverpool
would probably have notified his visi t to at least one “ buying broker,
who would arrange for some of the “sell ing brokers
”to have
samples at the first broker’
s Offices ready for selection . In a general
way i t is Of course assumed that the brokers have suflicient know
ledge of the Spinners’ requirements to have only more or l ess suit
able samples on hand . I t is a fundamenta l principle that cotton ,
neither much too bad nor too good for the purpose , is selected .
Length,strength
,and uniformity of fibre are j udged by pull ing
samples between finger and thumb . E xamina t ion and Shaking
may disclose an idea Of cleanliness, while colour , of course , is ob
servable . Beyond the travell ing expenses,actua l purchas ing adds
l i ttle to the cost,the chief i tem being 3
1, per cent . commiss ion paid
by the Spinners to the buying broker . I f payment is neglected beyond the ten days
’
grace,then 5 per cent . per annum interest may
be added to the cost for excess days. In the case Of E gyptian
cotton deductions from the cost in favour of the spinner may be
made for discount and turning the scal es i n weighing,i f so arranged .
Q . G ive a ful l description of the different arrangements for
feeding the cotton to waste cards , and give a rough sketch
showing the position of the fibres i n each case .
A. This answer must be divided into two chief parts : (1) thefeed of the breaker card ; (2) the feed of the finisher card for cottonwaste . There are alternat ive methods i n !each case . (1) Thebreaker card receives the cotton from the blowroom ,
and i t is a very
common practice to place two full width laps from the scutcher on
a feed lattice at the card so as to Obta i n more uniform work from
the card . Sometimes loose cotton from the blowroom is careful ly
spread upon the feed lattice of the breaker card , while a sti l l moremodern practice to some extent adopted is to place the loose cottoninto a Hopper feeder attached to the card . (2) Coming now to the

COTTON WASTE .
Q . Assum ing you are wrapping the sl iver from a card and find
wide variations i n the same can,where would you look for
the cause,and what would you do to remove the variat ions
A . In such cases i t is very Often the lap that is faul ty ,and we
might first d i rect our atten tion to this poi nt . As a rule,the faul t
i n the lap would be fairly apparen t , but reference could eas i ly be
made to the weighings of ful l scutcher laps usually writ ten down
in the blowroom . I f these appeared suffici ently correct a persona l
check might be kept for a t ime upon these weighings . It would ,
however,be qu ite poss ible in the case under discuss ion for the
weight of a ful l lap to be correct and yet short lengths of the lap to
be quite variable,and a lap could be unrolled , examined ,
and two
yard lengths carefully broken off and weighed . These coming
out errat ically,we Should turn our attent ion at once to the various
parts of the piano feed regulat ing motion,and see that the cone bel t
was sufficiently tight , the various rods and levers clean,free , and
properly adjusted . Such work m ight be carried out both for
scutchers and openers,and i n connexion with the latter the various
mechanisms and act ions of the hopper feeder could be carefully
examined . At the card itself a check could be placed on thes tripping
, g rinding ,sett ing
, and condition of the principal organsand l ikely details .
Q . What reasons can you give for the adoption of the dish feedplate on a card in place Of the two- roller feed ? What arethe faults which may arise if a badly designed plate isused ?
A . With the two - rol ler feed i t was difficult to get sufficiently
near sett i ng of the striking point of the taker - in to the grippingpoint of the feed rol lers i n order to get the bes t resul ts from most
of the cottons used . Moreover,i t was not feas ible to vary the dis
tance Of this s triking point from the feed grip,i n order to suit the
dis tance to the length of fibre being used . By adopting the feed
plate and the one superposed feed roller these disadvantages are
qu i te overcome . The face of the feed plate and the distance of thes triking point are made Short for Indian cotton ,
longer for American,
and stil l longer for the finer s tapled cottons , so that we have here
introduced practically the same principle as Obtains i n connexion
with the d iameters and adj us tments Of draft rollers . If the plateswere badly des igned or not suited to the cottOn and work required
,
there might be cut and broken fibre,or fibre dropping away as
PROCESSES SUBSEQUENT T.O SPINNING . 3 77
waste,or insufficient cleaning of the cotton or i rregular striking Off
by the taker -in teeth upon the cotton or fibres not sufficiently
combed out, just according to the part icular faul t occurring in the
plates .
On the cotton waste card it is more usua l ly the case to employ
feed - rol lers covered with inserted sow - tooth wire i n order to get a
better grip on the fibres . Ordinary cotton cards do not use the
i nserted wire .
Q . Assuming i t is necessary that the production of a card be
increased from 500 to 630 lb . per week,which Of the fol low
ing methods would you adopt ?
(a) Make a heavier scutcher lap and i ncrease the draft Of a
. card .
(b) Keep the same weight of scutcher lap and increase the
Speed of the card .
G ive ful l reasons for your answers .
A. Unless there were some Spec ia l reason to the contrary it
wou ld be bet ter to adopt a modificat ion of (b) , and s imply Speed up
the feed and del ivery parts Of the card by putting on a larger
barrow change wheel or doffer driving wheel in the proport ion Of
500 to 650. This is the more usua l and convenien t method of
increasing the product ion ,and does not a lter the speeds of cylinder
fla ts and l icker - in. If (b) is to be taken as i ncreas ing the speeds
of all parts of thecard equal ly by applyi ng sma ller cyl inder pulleys
or a larger top drum ,then as a rule this would be preferable to
the (a ) method .
Assuming that the draft as per method (a ) were i ncreased in
the same rat io as the weight per yard of lap ,then method (a) would
not meet the case at all, s ince we should be S imply us ing a thicker
but slower feed of cotton ,the latter counteracting the former as
regards production .
Q . Assuming a mill to be using lb . Of cotton per week,
how much of this will be sold as waste G ive the different
classes and probable prices of each .
A. Natura l ly , the total percentage ofwaste made at any particu
lar mill wil l vary from that made at another,even on similar work
,
and so also will the waste made at any one machine . An ap
proximately correct average total for fa ir American cotton may be
about 16 per cent,divided out somewhat as follows Opener
4 per cent , first scutcher 15; per cent , second s cutcher per cen t,
378 COTTON WASTE .
card 45 per cent , draw frames 1 per cent , flyframe 15 per cent ,and Spinn ing 2 per cent .
As regards classes,the beater droppings from the Openers and
scutchers are of very l ittle value as a rule,and the same remark
appl ies to dust and dirt from inside the cages and dust flues .
Coming to the card,a very different state Of things Obta ins s ince
both strips and fly make good usable waste and form‘
a good pro
portion of the usual saleable cotton waste . Worth substantial ly
hal f the price of the raw cotton ,many firms have “begun to use up
their own strippings,andpass the same through a specially adapted
comber . Sl iver waste and lap ends from the card may be s imply
put in the mixing or i n the Hopper feeder without further attention .
From the frames the bobbin waste is the best,commanding a good
proport ion of ful l cost of raw cotton per lh.,many firms now pass ing
their bobbin waste through a specia l roving waste opener,and then
using this waste wi th the raw cotton . It is clean and long in the
fibre . Roller laps,clearer waste , and waste from picking rol lers are
poorer Of the sorts,and rank more on a value parwith that from the
carding engine . Hard waste from mules and ring frames , al though
the most costly to the producer or spinner , is yet of much less
value to the waste purchaser , because Of the difficul ty Of breaking
i t up and reducing back to the loose fibrous condit ion without
much injury to the fibre . Worst sweepings , blowroom droppings ,and cleaning or oi ly waste are among the worst sorts of waste .
As regards amount of waste sold this will vary greatly according to
the amount used over agai n at the same mill ; also it must be
remembered that the bulk of the loss i n the blowroom is practi
cal ly dead loss . Moisture loss is also , of course , dead loss .
Q . How would you remove the fol lowing faults i n scutcher
laps (1) Variations i n total weight ; (2) variations i n
weight per yard ; (3) var iat ions in the thickness at inter
valsA . There is a close relationship
'
between these three specified
kinds of variation,i nasmuch as all three might sometimesmore or
l ess result from certai n specific causes . Imperfect and i rregular
action of the ful l lap knock off motion would give the (a) varia
t ion without necessarily giving the other two,and i f laps Showed
equal weights in two-yard lengths , but unequal i n total weights ,this point might receive attention . Apart from this the whole of
the feeding of the cotton might be too thick or too thin , and give
380 COTTON WASTE .
cards ; and these are the chief reasons for adoption of the flat
card .
Q . Describe ful ly how you would proceed to erect a roving
frame . Make an outl ine sketch of the machine , and mark
the points to which particular attention Should be pa id
during erection .
A . The first thing to do is to obta in the requisi te centre l ines on
the floor,and to mark out the exact pos i t ion of the machine .
There are different methods of obta ining the principa l l ine which
mus t be parall el to the roller beam . One_way is to measure Off
from an existing and adjacent machine when such is avai lable .
A common method is to drop two plumb centre dots from the l ineshaft , but some distance apart, and then connect these centre marks
with a stra ight l ine . The mai n centre l ine is then easi ly proj ected
a t right angles to the first one .
The portions Of roller beam should be la id along the length of
this l ine in the required and indicated consecut ive order , start ing at
the gearing end . The first piece of beam may be loosely connectedto the gearing end frame and ithe first Spring piece put in pos ition
a fterwards the other pieces of roller beam , and the other spring
pieces may be connected up in proper order . One of the par
ticularly important points is now to level up the roller beam end
to end with l i ne and blocks and the Spirit level . The end ma in
g earing beam may now be put in ,and also the beam for the ratchet
c hange motion,fol lowed by the top cone drum and the l ifter shaft
,
and these two must be made to work quite freely . Another point
requiring special care is the exact vertical ity Of the spring pieces,
and then the bottom or spindle ra i l may be attached to these .
Follow up with the lifter shafts,and add the connected cha ins ,
l evers and balance weights for these . Most Of the gearing may
now be completed,the roller weights appl ied ,
and the setting of
roller stands checked .
Before starting up the following points need particular at tention : The Spindles should work freely in the col lars ; the rollers
Should be set the proper distance,centre to centre ; the leng th l ift
should be set,and the dimin ishing rod set level in the middle of
the l ift the proper change wheels should be careful ly worked out ,and then put on ; the roller traverse motion must be set to the
best advantage ; all Spindles,rollers
,and flyers should be sufli
PROCESSES SUBSEQUENT TO SPINNING . 381
ciently wel l cleaned and O i l ed ,and the cone bel t started at extrem
end . Note that the ba lance weights and vertical l ifter racks are all
quiteclear at each extremity of the l ift .
Q . G ive a ful l description of the course you would pursue to
keep carding engines i n good working condition . How
many cards would you expect each g rinder to attend to ,
and how Often would you strip,grind
,and set cards for
carding (a ) good American cotton , or (b) good E gyptiancotton ? Flat cards and fresh cotton only .
A . It might be said that strict and careful attention to cleaning ,oiling , stripping
,grinding
,and setting are the principal po ints
requiring attention in order to keep carding engines i n the bestworking condit ion .
Number of times stripping and grinding vary with differen t
firms withi n l imits'
,but as a genera l basis we might say for a good
class of Egyptian cotton working from 430 to 470 lb . per week , and
taking out a reasonable amount of waste the cylinder might be
stripped three times per day, and doffer two or three . Sometimes
the cylinder is stripped four t imes per day,for Egyptian especial ly
,
i f the cotton be a l ittle inferior,\or a somewhat heavy weight be
carded . For American,
the stripping times are Often much the
same as above,although Often both cyl inder and doffer are stripped
three times per day with a production of 750 lb . or so per week .
There is probably more variat ion in grinding times than in
stripping, and after the introduction of hardened and tempered
steel wire some people reduced grinding times to very few . For
good work,however
,many firms l ike to g ive a light grinding once
or twice per week,or a heavierand longer grinding every week or
two
Forty cards for two men is Often taken as a basis for Egyptian
cotton,with reasonable productions , cleanings , and accessory con
ditions . I t is often the case that a cardroom does not divide out
to a true proportion , and g rinders are required to attend to more
cards at an agreed payment extra per card .
E ach firm or each carder general ly has some system for re
setting the cards , but about every six months may be taken as an
average for a thorough re- setting . In cases of Special trouble with
Specific cards , special attention may be given to grinding and re
setting,and there are some people who will g ive a bit extra
attention to the doffers
382 COTTON WASTE .
Q . Assuming you have a del ivery of 50 bal es of cotton,what
course would you pursue before making a mixing?
A . After entering up the requis ite part iculars of the bal es in the
proper books,the cotton might be examined to see i f up to the
sample from’
which purchased . Then we might decide as to
what proportion it should be mixed and used . When ready forusing the hoops and bagging would be removed , and the cotton
would probably be passed through a hOpper bal e -breaker before
being distr ibuted by the mixing latt i ces upon the proper mixing .
The bale-breaker breaks the large masses of pressed cotton into
smal l pieces , shakes and Opens the cotton in a general way, extracts
a smal l port ion of dust,and gives the cotton to the mix ing latt ices .
To facil itate a proper mixing the cotton bal es may be placed around
the hopper,and portions taken from each bale in succession . It
need hardly be remarked that the bale -breaker is the one machine
through which the cotton passes at the spinning mil l before the
stack mixing is built up .
Q . G ive a clear explanat ion Of the difference between hard and
soft waste,and say for what purpose each is used .
A. Hard waste consists of waste into which the final Spinning
twist has been put,and inc ludes cop bottom waste , spinners
’ hand
waste , weavers, winders , warpers , and reel ers’
waste,possibly
waste from the doubl ing frame,and thrums from the Slasher s i z ing
frame . Included also may be cleaning waste Obtained from pul l ing
bad Cops . Hard waste is general ly used up in waste Spinning mil lsfor the spinn ing of very low counts of condenser yarns
,possibly
2’
s,4
’
s,6
’
s, or so on . It is passed through a COp bottom machine
with from three to six or more cyl inders of Special construction,
which reduces the waste to a very loose , fluffy condit ion , after which
it may be made into laps at the scutcher . The rol ler and clearer
card is used,the cotton being passed through both breaker and
finisher cards . The condenser bobbins from the finisher are taken
to the waste spinning mule .
Soft waste may include such waste as crow waste , clearer waste ,s trips and fly from the card
,sl iver waste and lap ends , bobbin
waste,roller lap waste , and even the better sorts of sweepings .
These wastes are used for vastly different purposes . Bobbin was te
is often well broken up by a special machine , and j udiciously
used over agai n i n the same mill . Sliver waste and lap end waste
may be Simply thrown again on the mixing or i n the hOpper at the

384 COTTON WASTE .
i nto its bearings ,the machine levelled up with the aid Of the Spiri t
l evel,and poss ibly more or less of wood packings may be requi red
or first of all the framing may be le velled upon wedges to be after
rds replaced by permanent packing . The beater Shaft must be
set qui te paral lel to the li ne shaft or counter shaft , and then we arequi te ready for marki ng the absolutely exact posit ion of the fan holes
unless this has been previously done . After cutt ing the fan hol e,
the fan pipes may be secured to the frame Sides,and themachine
relevelled,squared
,and screwed up . The fan may now be placed
correctly in posit ion,and
,i f possible
,care should be taken to pro
vide a good - si zed separate flue from each machine to the dust cham
ber . Fan pipes should have very rounded corners or very graduated
bends , and all parts through which the air flows should be made
thoroughly air- tight if the best results are required . Next we may
cont inue the work connected with the pneumatic portion of themachine by fixing up the cage bends
,the dead -air box
,the cages
themselves,and the internal dampers of the cages when such are
used . Follow this up by attaching some of the lap - end,which
need not be a very troublesome job ,as the parts are few and s imple
,
al though heavy . The beater bars and bars for the dead air box may
next be fixed in pos i t ion,fol lowed by the feed rollers and the pedals
Of the regulating motion . Then the bowl - box and its parts,the
regulating box and cone drums,and the geari ng for driving the feed
from connex cone drum . The piano motion should be set to have
the cone -belt at or near centre Of cones when the requi red thickness
of cotton is placed between pedal roller and pedals . Now we areready for fixing up the feed - lattice . Fi nally wemay rig up the ful l
lap knocki ng- off mot ion ,set the lap racks and also the brake
motion,i f not done
,and haVe the feed clutch gearing properly .
During the erection we should particularly take care to have the
proper places air- tight,the machine quite level and square with
shafting , regular motion accurately set,the knocking—off motion to
knock Off at correct t ime , the beater the correct distance from beater
bars and pedals,all revolvi ng parts free and easy in their bearings ,
and all parts properly screwed up .
Q .Assuming you are making lb . weight of 5-hank
rovings per week with waste as .g iven below , what weight
of cotton would you requi re to put into the mixing ?
A. The percentage Of waste at the different processes varies
with the kind of cotton and the special requirements of any
PROCESSES SUBSEQUENT TO SPINN ING. 385
part icular case , but we will assume the following losses from the
American cotton required for 5-hank roving
Opener and hoppers together 5 per cent over all,scutcher
2 per cent , card 5 per cent , drawings 15 per cent , fly- frames 15
per cent over all. Invisible loss is not reckoned in the answers
given below
(1) We require lb . of finished rovings .
6000
98;100
lb . from the drawframes .
913 lb . waste at the bobbin and flyframes .
(2) 60913 x 100
985
927 lb . waste made at drawframes .
(3) 61840 x 100
lb . Of sl iver from cards .
3254 lb . of waste from the carding engines .
(4) 65094 x 100
98
1328 lb . of waste made a scutcher.
(5) 66422 x 10095
3495 lb . of waste made at the Openers .
Q . What course would you follow in the blowing room to keepyour laps regular in weight ? What will cause lap (a) tobe larger in diameter at one end than the other , (b) to beSplit
, (0) to have ragged edges .
A. The first consideration in a modern works blowing roomas regards uniformity in weight of laps is to maintain all parts ofthe piano feed regulating motions in the best working condition
,
and adjusted to the best advantage . E special ly should care betaken that the cone belt Shall not be sl ipping
,one evidence of this
Sl ipping being Often an extra bright appearance Of the centra l
portions of the cone drums . Sl ippage of cone belt,however
,is
Often due to binding of the feed rollers , or feed lattice , or even thecone Shafts themselves . Bowl boxes should be kept clean
,and
often occasional blackleading Of the bowls is advantag eous foreasy working . Wi th modern Openers i t is advisable to note that
the hopper feeder e levat ing latt ice is picking the cotton up uni
formly all across its width . I t need hardly be added that constant
weighing of ful l scutcher laps,occasional weighing of two yard
25
lb . of cotton laps from opener.
lb . Of raw cotton to be bought .
386 COTTON WASTE .
lengths of laps and careful mixing of the cotton are safeguards
aga inst the work becoming very irregular . (a )“ Catches Of
cotton on the machine Sides or on the leaf-bars, or making up of
some Of the holes in the cages , are common causes of laps be
coming cone - l ike in shape . Natural ly the cotton must be spread
uniformly across the width of feed latt i ce,i n order to ensure a
uniform diameter of lap .
(b) Split laps are often due to an excess ive proportion of short
fluffy fibre being present in the cotton . A good many people
consider that lap - l i cking or spl it - laps may be prevented , or at
least diminished ,by having most Of the air current passing through
the top cage , and for this reason many machines have the top
cage of larger diameter than the bottom one . In.many cases
a hinged board is al lowed to rest on the lap during its formationin order to make a smoother and more sol id lap ,
and thus diminish
lap- l icking . Brake motions too heavi ly weighted
,or cal ender
rollers too li ghtly weighted,are possibl e causes Of split - laps .
(c) D efective l inings to the ends of the cages , exceedingly l ightor thin sheets of cotton
,cotton st icking to the sides of the machine
between beater and cages,unlevel feeding Of the cotton
,unequal
distribution of the fan draft,are all l ikely causes of bad selvedges .
Q . What are the most common inj uries caused to the cottonfibre in the blowing room ? How are they caused
,and
how far can they be prevented ?A. Cut fibre may be caused by over - feeding the cotton and
having the beater set too close to the pedals,or to the knife
stripping ra i l , or to the beater bars , especia l ly in the case of long
fibred cotton ,or by running the beater at too high a Speed .
Stringy fibre may be caused by setting the blade beater too
far from the pedals or feed rollers,or by having so weak a fan
draft that the cotton rema ins too long in the beater chamber,or by
having the stripping ra il set so far away that port ions Of cotton
are carried round by the beater .
Stringy cotton,bunched cotton
,and cat tails may be caused
by portions of cotton st icking to the bars or to the machine s ides
between the beater and the cages .
A good deal of waste and bad work is caused by ragged
selvedges and unlevel laps,but these scarcely come under the
des ignation of injury to the fibre . The causes Of inj ury being
indicated,the remedies are sufficiently Obvious. Properly shaped
388 COTToN WASTE .
frame to have made 41 banks , and the price to be 6d. per hank ,the tenter
’
s wage would be
81 x 6 486 pence £2 0s . 6d.
Q . Assuming that you were about to start up a new ring frame,
describe fully the precautions you would adopt (a) beforeactual ly commencing to Spin
,and (b) during the first few
months of working . Wha t effect will this treatment haveupon the ultimate working life of the mach ine ?
A . The start ing Of a new machine is perhaps the most crit i cal
and important part Of its career,and affords a fa ir criterion of the
skil l and care expended in building the frame,erecting i t
,and the
adjustment Of its various parts . One Of the essentia l features inga it ing -up is to see that the bear ings are thoroughly cleaned and
l ubricated . For some time after starting str ict attention Should begiven to th is feature of keeping all bearings efficiently lubricated
,as
there is Often at first a dist inct tendency for some bearings to heat,
and unless this is checked the bearing may soon be ruined . Care
wil l doubtless have been taken to have all the bolts well screwedup
,but after start ing and working a short t ime some of these may
be tested aga in wi th the screw key . The Spindles should be banded
and a l lowed to run a few hours before piecing up,and after running
it is advisable to have them re-adjusted each to the centre of its
r ing , this being Often done whilst running . It is poss ible a lso that
some of the thread wires might need re-sett ing,and this should re
ceive attention . The roller traverse motion should be set to give
the maximum amount of traverse consistent with absolute freedom
from running Off at the ends and taking care to have the traverse
moving to within equa l distances from each end . The utmost care
is needed i n applying the correct s ize Of twist wheel,builder wheel
,
and change pinion for counts . After a new frame has worked for
about two days the dirty Oi l may be pumped out and the Spindlesre-oiled
,then a week or SO may be allowed to elapse before repeat
ing this Operation , after which it may be sufficient to add a l ittle
fresh O i l every month or so,and to pump the oil out about three
or four t imes annua lly . Attent ion to such poi nts as enumerated
wil l undoubtedly tend to prolong the l ife of a frame and give easy
working of same .
During working the bearings of front rollers may be O i led two orthree times per week
,and other rollers once per week . A l l t i n
roll er bearings should be kept greased,
and then oil ing may
PROCESSES SUBSEQUENT TO SPINNING . 389
suflice once per week . Ful l scouring twice or thrice per annum ,
underclearers picked every two hours,thread boards , ring ra i ls , etc .
,
w iped about every two and a hal f hours .
After working a few months a number of bearings and fixings
may be tested .
Q . State the probable causes of the fol lowing defects i n theaction of the mule
,the effects produced by each ,
and the
remedies you would apply in each instance : (a) Too muchyarn backed Off as the COp builds up (b) carriage comingirregularly upon the catch ; (0) counter- faller too high at
the termination Of the inward run ; and (d) winding underduring the formation of the cop bottom .
A . (a ) The usual cause of too much yarn backing off is having
a s lack backing-Off chai n , and this feature becoming more pronounced as the COp bui lds up impl ies the absence of an automaticbacking -Off cha in t ightening motion and neglect of the spinner to
tighten the chain by hand,or else the automat i c mot ion is not
properly adjusted . A wrong outline of backing -Off snai l sometimes
affects this problem .
(b) I f the carriage is coming irregularly on the catch it may be
due to one of the following causes : (1) E ngine running irregularly ;
(2) too much strap - rel ieving motion at work ; (3) back-shaft box
s t icking ; (4) Long lever sticking or not being changed at the cor
rect moment ; (5) holding-out catch not properly set ; (6) tendencyof winding catch to engage prematurely ; (7) carriage not set
properly square”
or paral lel with the roller -beam (8) front stOpsnot properly adjusted ; (9) back shaft incl ines not used in a correct
and equa l manner ; (10) very slack down -strap combined with too
much strap drawing-Off.
(c) Count er- fal ler too high at the terminat ion of inward run is
usual ly accounted for by such circumstances as the fol lowing
Too much governing mot ion in use too smal l an amount of nosing
motion depression levers not used sufficiently and equally quad
rant arm set too far back wrong profil e of Copping rail .
(d) Wi nding under " duri ng the format ion Of the cop bottom
is often caused by the cop bottom being too heavy , or by the shaper
being stopped during the first several draws,or by want of a
sufficiently defined apex on the copping ra i l or a sufficiently de
velOped first fal l in the ra i l , or by the threads becoming too slack
and the counter wire l ifting too much , or the bottom cone in the
390 COTTON WASTE .
Cop too Short, or the first chase of the fal ler wire being too short ,
or an excessively slack backing-off cha in ,or an excess ive use of
fal l er- eas ing motions,or fal ler weights touching the floor .
Q . D escribe the nature , characterist ics ,and ult imate uses Of
waste yarns spun from (a ) Cop bottoms, (b) low comber
waste,and (c) greasy , soft waste and sweepings . D escribe
also any differences you wou ld make in the spinning of
each variety,and give ful l reasons for these differences .
A . (a) I t is poss ib le to Open clean,prepare
,and spin cop
bottom waste either on the condenser system or the preparat ion
system,but in every case a good prel iminary treatment Of such
waste is necessary in the hard waste breaking machine . For the
most part such waste is made into good , level yarn of 5’
s to 9’
s
counts on the condenser system ,and the yarns are peculiarly well
su i ted for and are extensively used as wefts i n such cloths as quil ts ,bed covers
,flannelettes ,
cotton blankets , and sheet ings . If spun on
the preparat ion system it may be bundled into hanks and used by
makers Of rope and twine,or as warp in certa in classes of goo S
, or
as weft i n cloths which may be printed or dyed,such as towels and
cretonnes . COp bottom waste is much used for cal ender bowls .
(b) Nearly all the remarks given about hard wast e wil l apply tolow comber waste
,except in regard to prel iminary treatment . It
wil l spi n , however , into finer counts Of yarn ,and is often only
mixed in moderate proportions with the other wastes i n order to
improve the mixings , and secure sufficiently good Spinn ing and
yarn . The greater the proportion of comber wast e to hard waste ,the finer the counts— or else better— will be the qual i ty Of yarn . The
uses of the_yarns will be much the same , but in better qual it i es of
goods . For the finer counts— but not necessarily better qual i t ies
the cotton waste may be made into bobbins on the slubbing frameand Spun upon the cotton system at the mule
,this being Often
termed the “ preparation method of waste Spinni ng ,which wil l
give stronger and more solid yarns Of poss ibly finer counts , moresuited for the purposes Of warp or rope -making .
(0) When , however , we come to the use of g reasy ,soft waste and
sweepings , these are frequently spun on the condenser mule into
l ow classes of weft,say,
from 1’
s to 2’
s counts , and used for sponge
cloths , candlewick and lampwick ,cheap flocks for bedding .
The can Spinning frame or the chapon may be used instead of
the mul e for spinning from 1’
s to 2’
s for coarse weft for cleaning
392 COTTON WASTE .
In cotton waste mules on the woollen mule headstock system
Special mot ions are Often employed,such as a jacking-up motion ,
"
which moves the carriage i n during twisting at the head slubbing
motion for regulating the amount of cotton del ivered from the
rol lers each stretch . The creel Of a condenser mule consists chiefly
of long tin drums , upon which the long condenser bobbins are laid
l eng thwise and are unwound by friction .
Q . Assuming you have a mixing of lb . of American
cotton su i table for spinning 40'
s warp , what weight of
finished roving would you expect to get ? G ive a l ist of
the losses and the i r amount .
A. The exact amount Of waste would , Of course , vary with such. i tems as the skil l and care of the workpeople
,the condit ion and
speeds Of the machinery,and— at the scutchers and cards— with
the ideas of the management ; but all these would come withincerta i n l imits
,andmight work out approximately as stated below
Opener 4 per cent .
Breaker scutcher 2
Fin isher scutcher 15Card ing engine 5
D raw frames 1
Flyframes 15Start ing w i th the Opener we may find the waste
,and the
amount of good cotton passed forward from each process by cal
culation as follows
(1)4
480 lb . of waste at Opener,l eaving lb .
good cotton passed forward to card .
(2)5
576 lb . of waste at cards,l eaving lb .
of good sl iver .
(3)1094
1:
n1
lb . of waste at draw frames,l eaving
lb. of good Sl iver .
x(4) 100
ing lb . of good rovings .
A point of particular importance in this connexion is the differ
ence between making the ca lculat ion in detai l as above,and
reducing it to one Operat ion as below . The total percentages added
162 5 lb . of waste at the flyframes,leav
PROCESSES SUBSEQUENT TO SPINNING . 393
up reach 14 75 . We may reason this : if 100 lb . of good cotton
p roduces 14 75 per cen t of waste , what wil l lb . produce
This would Only leave lb . of rovings,whereas the detail ed
c alculation shows the weight of rovings to' be lb .
Q . Would it be poss ible for you to tel l i f any of the wastesmade in the foregoing quest ion were due to bad packing or
faulty ginning ? If so,how would you proceed to de
termine thisA . The dilapidated condition of the wrapper ing or packing of
v ery many of the bal es of American when they reach this countryis notorious . The actual weight or percentage of waste may,
how
ever,not atta i n a high figure as due to bad packing . At any rate
an ordinary inspection of the ba les of cotton when they reach themill should usua l ly disclose fau l ts due to badwrappering
,such
,for
e xample,as sta in ing and dirtying of the cotton . SO far we are
a l luding only to the packing or covering of the cotton bal es . It
is quite possible for cotton to be falsely or fraudulently packed , or
damaged,apart from the quest ion of wrapping , or to rank as un
merchantable cotton,and by the usual contract rules such cotton
may be claimed for by the purchaser at the value Of the sound
cotton at the date of return . Falsely packed cotton may have dist inct excess of the tare
,or portions of inferior cotton may be in
cluded in the ba les,the tare excesses being evidenced by weighing
af ter taking Off,whilst expert examinat ion of the bales after Opening
may disclose other faul ts . Gin- cut cotton is perhaps not as eas i ly
detected as fa lse packing,but may be suspected by extra cleanliness
of Smal l samples,by a distinc t tendency to curl , or by samples
breaking too’
easily between the fingers and thumbs . Natural ly ,its
presence will be manifested in the mil l by increased waste , worse
spinning, and weaker yarn ,
when present i n large quantity . The
spinner may make his cla ims for falsely packed cotton through his
buying broker .
THE END .
INDEX.
ABSORBENT cotton, 262, 263 , 283 .
Action of roller and clearer of cardingengine, 131, 132.
Adjustment of rol lers and clearers, 174 ,175, 176 .
Ang les of beater bars, 36 .
of grid bars for scutcher, 41.
Angola yarn, 369 .
Arrangement of mules, 339 .
Artificia l silk, 266 .
Automatic feeder (Bramwell ) , 136 .
feed of thread extractor, 82.
BAD work and bad Spinning , 53 .
Ba ine’
s loss table 267 .
Ba le breakers , 22.
waste from , 3 .
Ba lling machine,252
Banding , 59 , 251, 283 , 321 .
machine,251.
Bars, Schaelibaum ,11, 12.
Beaters bars,9 , 10 ,
34, 65 .
lecture on , 34 .
of Openers , 9 .
scutchers, 9 .
K irchner, 125 .
Beaming machine,359 .
B lade beater droppings , 6 , 7 .
B lanket loom,235 , 236 .
B lankets , cotton. 234 , 368 .
Blending of the waste from rovingOpener
, 74 , 75 , 76 .
B lowing -room waste, 3 .
B low-room fires, 117Bobbin waste, 85 .
Bobbins, 93 .
Booth’s patents forvacuum cleaning , 24 .
Botany yarns, 369 .
Bramwel l automati c feeder, 136 .
Breakage of condenser ends, 312.
Breaker and finisher cards combinedwith Scotch feed
,158- 60.
card , 133 , 139 .
with double lap feed , 137 .
hopper feeder,136 .
card ing engine, 90.
d imensions, weights, Speeds,etc of, 139 .
Breaking -up machines,110, 111.
Broad - band card feeder, 318.
Brush strips,19 .
Brussels carpet, 239 .
Burr waste, 271.
Buying of cotton , 374 .
CALCULATIONS on waste percent . , 13 -16 ,385 .
Candlewick , 269 .
Can spinning frame (the) , 192, 193 .
Card condenser arrangements , 306-8 ,
Card filleting , 236 .
filleting rules , 311.
fly, 85 .
grinder, Horsfall’
s,133 .
strips , 18 , 85 .
wastes from carding engine, 18.
waste , 271.
Card ing and Spinning machinery,256 .
eng ine, front plate of, 26 - 30.
Hol land '
s web - conductor for, 30.
patent for perfecting Side-ends.
in , 168 .
revolving flat, 20, 21.
waste,18 .
machinery, all k inds of, 256 .
of cotton waste (the) , 130 ,309 .
genera] remarks on the, 178 .
Cards forwadd ing , 94 .
Carpet , Brussels , 239 .
cops,269 .
tapestry , 239 .
Carriage retard ing motion , 353 .
stop -motion , 333 .
Chapon Spinning frame (the) , 197 -202.
China m i lls , parti culars , 356 -8 .
C ity Gu ilds examination questions258 .
C la ims for vacuum system Of strippingCyl inders and doffers of cards , 21.
C leaning and oil ing , 337 .
Cloths , 234 , 237 , 27 4 .
C learer waste, 85 .
from mules, 58 .
C lothing for cotton waste cards, 134 .
C loths using cotton waste yarns , 366 .
Coa l,consumption of, 257 .
Coarse waste yarns, 237 .
(394)
.396 COTTON WASTE .
D ish feed on cards , 376 .
D irt rollers for cards, 177 , 188.
D isposa l of the comber waste, 32.
Double c loth weave w ith waste cottonweft, 238.
doffer condensers , 184 .
dofiing arrangements for cottonwaste cards, 181.
lap method for breaker card , 187
Doublers’ waste,242.
Double wind ing , 242.
yarn on ring frames , 70.
Doubl ing frames,waste and stop
motions for, 63 .
waste in ,263 .
Draught ing of cotton waste on the
waste mule, 203 , 204 , 205 .
Drawback frames, 93 .
motion formule, 224 -6 .
Driving for variable Sp indle speeds
Dropping s from blade beater, 6 , 7 .
l icker- in fly , 8 , 18 .
of cotton waste, 4 , 6 .
Dust extraction and the Wire clothingof a card , 22.
ENG INE waste, 281.
E rect ion of roving frame, 380.
of scutcher, 383 .
E van Leigh on“Fancy ” rol lers, 154 ,
155 , 156 .
E xcess ive use of waste, 77 .
E xtracts from recent consular reports,260, 261.
Extra waste from inferior cotton , 64 .
FACTORY inspectors in respect of cottoncard ing eng ines , 24 .
Fa lse packed cotton , 393 .
twisting machine,Fancy rol ler for card , 154 , 177 , 188 .
Fancy rol ler, the , used in cottonwaste carding , 154 , 317.
(the) , 188 .
Fau lts in laps , 378 .
Feeding methods for finisher card , 140152.
the breaker card (methods of) , 135.
Feed rol lers of card , 187 .
weight ing of, 116 .
F ibre waste, 19 .
Fil leting rules , 311.
Fine counts from waste , 254 .
Finisher card , 156.
four bobb ins ,methods of feeding the, 140.
two bobbins , 258.
with quadruple coi lers, 172, 173 .
F in isher card ing eng ine, 91.
F ire protect ion , 284 .
risk wi th cotton waste, 268.
Fires in blow-room ,117 .
Flannelette, dangers of, 268.
F lat card , 176 .
stripping , 20.
carding eng ine, revol ving , 20, 21.
strips , 18 .
F ly wastes from carding eng ine, 18 , 67 .
Front plate of the carding eng ine (the) ,26
Ful ler details of waste in Indian mil ls,66 .
GAITING -UP of ring frame, 388 .
Gauge and speed of spind le at the
mule, 230 .
Gearing plan formules, 347 .
the, 78 .
Genera l remarks on the carding Of
cotton waste, 178 .
German imports of cotton waste, 1.
of l inters , 1.
Gin- cut cotton, 393 .
Grades Of cotton, 373 .
Grinding and stripping , 309 .
machines, 315.
ropes , 315.
Gun - cotton, 263 , 283 .
H AND cards for stripping cylinders , 30,31.
Hard ends, 253 .
from cop bottom or other hardwaste, 129 .
rovings, causes of, 52.
remedies for, 53 .
waste, 90, 94 , 271.
breaking machine, 90.
Headstocks (the) , 205 .
Heavy driving , 118 .
Hei lmann combers , 32.
cotton comber, 19 .
Hol land ’s web conductor for cardingengines, 30.
Hopper feeder for card , 136 .
feeders , waste from , 3 , 5 .
Horsfall’
s card grinder, 133 .
“ Humbug ,” Fancy and dirt rol lers ,
177.
Humbug rol lers, the, 154 , 177, 188 .
IMPORTED cotton waste, 1.
soft waste, 1.
Improved lattice feed , 152, 153 .
tubular wind ing machine , 243-5.
waste slubbing frame for preparatory system, 189 .
Indian cotton, 65, 368 .
INDEX . 397'
Indian mi l l waste, 66. Mule product ions , 345.
raw cotton, 273 . spinning and waste, 53.
Indicators, 387 . Multipl iers , 361.
Inferior cotton , extra waste from,64 .
Injury to CottOD fibreS, 386 . NASMITH combers, 32, 83 .
Irregular laps, 385 Neppy, dirty and leafy rovings , causesof, 52.
JACKmG -m motions , 331. rovings, remedies for, 53 .
Josephy condensers , 181, 182, 183 . New patent machine, 267 .
K INDS of waste, 280 .
Kirchner beater, 125.
LAP drummethod offeeding thefin ishercard
, 141.
faults, 378 -85.
l i cking prevention, 285.
waste , 67.
Lattice feed for card , 152.
Leaf bar waste, 7 .
Leather-tape condenser (patent) , 166.
Lecture on beater bars, 34 ,
Letter on cotton m il l waste, 84 .
Licker-in droppings , 68 .
fly droppings, 8 , 18.
teeth , 43 .
Link regulator, 129 .
Linters , 281.
Long fibre in flat strips , 19 .
Loose cotton bleaching , 265.
MACHINERY for waste, 371.
p lan of, 219 .
Machinesmore orless used in the trea tment of cotton waste, summaryof, 89 .
with fans , approximate weightsand meesurements of, 113 .
without fans, approx imate weightsandmeasurements of, 113 .
Mak ing of waste in cotton mills, 2.
Manager’
s letter on waste in cottonm i l ls, 60.
Manifold coi ler sys tem,92.
Methods of del ivering cotton waste fromfinisher cards, 161.
feed ing the breaker card , 135.
finisher card , 140.
Mil l planning , 356 - 8.
Mixing of cotton waste, 96 .
treatment,287 .
Mixings , 95.
for waste yarns, 282, 372-5.
Modern roving waste openers, 72, 73 .
Moisture tests , 372.
Mule clearer waste, 58.
defects , 389 .
deta i ls, 39 1.
for spinning waste , 203 , 204 , 205.
headstock , 223 .
OBJE CTIONABLE wastes , 271.
Oil, consumpt ion of,257 .
recovering from greasy cloths, 278 .
O il ing and cleaning , 337 .
O ldham wil low, 92, 94 , 126 .
machine, 102, 103 , 104 , 105.
One- cyl inder machine, approximateweights andmeasurements of, 115 .
Openers for roving waste, 72.
waste from, 3 .
Opening and c lean ing of cotton waste,99
OverloCk sewing machines , 275.
Overlooking and kinds of waste, 252.
PAIR of mules, 339 .
Passage of cotton through waste mu le,205.
Patent automati c feed ing machine forbreaking card ing eng ines , 171.
for perfecting side-ends in cardingeng ines, 168 .
“ leather-tape condenser, 166 .
Pecul iar spinning machines, 192.
Per cent ca lculator, 385 , 39 1 .
Pickering machine for waste, 113 , 114 .
wi th soaper,120.
Pirn winder, 365.
Plan of breaker and finisher cards, 175,176 .
carding and sp inning plant forcotton waste , 219 .
machinery,219 .
P lant for c leaning cloths , 274.
P latt’s condensers, 306 -8 .
Possible systems ofmachinery , in usingcotton waste
, 90, 97.
Preparation system,188.
for waste yarns , 161.
of machinery , 97.
Preparing machine forhard waste, 110.
Process of recovering good cotton fromcarding eng ine strips , 83 .
Production from waste mule, 206.
Productions and spindles , 370, 376 .
of cotton wa ste machinery, 100.
mules, 345 .
Prices of condenser yarns , 248.
cotton waste,247 , 248 .
398 COTTON WASTE .
QUADRUPLE coi ler card , 172, 173 .
Ques tions and answers , 371.
Quick transverse winder, 362.
RAISING machine, 23 5.
Reced ing motion , 331.
Recovering good cotton from cardingengine strips, process of, 83 .
long fibre from card strips, 83 .
Reel ing ,356 -7.
Reelers’ waste , 242.
Remarks on cotton waste carding , 170171.
three- speed driving and wastemules , 215, 216 .
Remova l of stripping dust, 21, 22.
Retarding motion for carriage, 353 .
Reversing motion (the) , 224 .
for spindles, 335.
Revolv ing fiat carding engine, 20 , 21.
Re-washing o f greasy cloths, 277 .
R ing doffer, 162.
frame for cotton waste, 230.
frames,double yarn on , 70.
Roth’s patent aspirator, 33.
Round of movements in cotton wastemu le, 217
Roving s containing slubs, causes of, 53defects in ,
Roving frames for band ing , 318 , 322.
waste,315.
waste, 69 .
opener, 74 , 78, 79 .
another make of, 79 .
Opening , 72.
treatment of, 71.
Rol ler card , 266 .
stands, 328-9 .
Rol lers and clearers , adjustment Of,174 , 175, 176 .
of card ing engines, 130.
Ropes for grind ing , 315 .
Rubbers for condensers,162, 164 , 165.
SCHAELIEAUM bars , 11, 12,
Scotch feed , 3 13 .
for card , 14 1.
method of feeding the finishercard , 141, 142, 143 , 144 .
or cross feed , 92.
Scutcher bars and lap- l i cking (the) ,
127 .
droppings, 6 .
for cottonwaste (the) ; 123 , 124 , 125Scutchers , wa ste from, 3 .
Self-a cting mule,222
,223 .
mules, work on , 53 -7 .
Self- actor mule (the) , 203 .
Sewing of cleaning Cloths, 275.
Sheetings , 236 .
Short fibre strips, 19 .
Shutt le pegs,tongues, 24 1
Side ends, motion for cards , 163.sl ivers for cards , 168.
Sing le-beater breaking carding engine,
finishing carding eng ine, 156.
lap-forming scutching machinewith hopper feeder, 126 , 127.
scutcher with hopper feeder, 90.
Six- cyl inder machine, 122.
Skewering of cops,Sl iver waste, 85.
Slubber for cotton waste, 189 .
Slubbing motion (the) , 218-20, 223 -4.
formules, 33 1.
Smith’s roller stand , 328 .
Soaping apparatus, 96 , 118 .
appliance, 119 .
Soap water, 286 .
Soda ash for grea sy c loths, 277 .
Soft-rovings, causes of, 52.
remed ies for, 52.
Soft waste machines,279 .
Soho feed , 152.
Solid cops, 243 .
cop wind ing machine, 243 , 244 .
Sort ing tables, 284 .
Specia l motions,229 .
rol lers, 187 .
Specification of cotton waste card, 133 ,138, 156 .
Spiked cyl inders , 115 .
Spindle and cop ,194 , 195.
reversing motion, 335 .
stop motion , 225 .
Spindles and productions, 206 .
Sponge Cloth loom,237 .
or cleaning cloths, 234 , 237 .
Squeez ing of grease c loths, 277 .
Stretched rovings, causes of, 53.
remed ies for, 53 .
cyl inders by hand- cards, 30, 31.
dust, remova l of, 21, 22.
Stripping and grind ing , 309 , 381.
by vacuum system ,23 - 6.
of cards, 250 .
fiat cards, 20, 21.
Strips from cards, 18 , 83 .
Stop -mot ion formules, 333 .
Stop -motions for waste mule, 213 , 214 .
Stores, 255, 257 .
Summary of machines, 89 .
wastes, 16 , 17 .
Systems of machinery,90, 97 .
TABLES foi sorting waste, 284 .
Tape condensei s, 163 , 180,Tapestry carpet 239.

400 COTTON WASTE .
W inding frames, 365. Work on self-acting mules (the) , 53,W ire clothing of a card and dust ex 54 , 55, 56 , 57 .
traction, 22. Wrapping of cotton counts at con
covering of cotton waste card , 134. denser, 313 .
Woollen and worsted machines, 256 .
m il l wastes, 271.
Wool wastes, 370. YARN for sewing machines, 276 .
Workmen ,254 . Yarns, V igogne, 260.
ABERDE EN : THE UNIVERSITY PRESS .