astudy to develop an electronics chassis compound cylinder
TRANSCRIPT
A STUDY TO DEVELOP AN ELECTRONICS CHASSIS
COMPOUND CYLINDER PRESSURE VESSEL USING
FINITE ELEMENT MODELING
GORDON RANDALL STRALEY, P.E.
Bachelor of Science in Mechanical Engineering
University of South Alabama, 1992
A thesis submitted to the College of Engineering at
FLORIDA INSTITUTE OF TECHNOLOGY
in partial fulfillment of the requirements
for the degree of
MASTER OF SCIENCE DEGREE in
MECHANICAL ENGINEERING
Melbourne, Florida
December, 2016

© Copyright 2016 G. Randall Straley
All Rights Reserved
The author grants permission to make single copies ______________________________

We the undersigned committee hereby approve the attached thesis,
“A Study to Develop an Electronics Chassis Compound Cylinder Pressure
Vessel Using Finite Element Modeling”
by Gordon Randall Straley, P.E.
_________________________________________________
David C. Fleming, Ph.D., Principal Advisor
Associate Professor
Department of Mechanical and Aerospace Engineering
_________________________________________________
Razvan Rusovici, Ph.D.
Associate Professor
Department of Mechanical and Aerospace Engineering
_________________________________________________
Shengyuan Yang, Ph.D.
Associate Professor
Department of Mechanical and Aerospace Engineering
_________________________________________________
Ronnal P. Reichard, Ph.D, Outside Member
Professor
Department of Marine and Environmental Systems
_________________________________________________
Hamid Hefazi, Ph.D.
Professor, Department Head
Department of Mechanical and Aerospace Engineering

iii
Abstract
A Study to Develop an Electronics Chassis Compound Cylinder Pressure
Vessel Using Finite Element Modeling
by
Gordon Randall Straley, P.E.
Principal Advisor: David C. Fleming, Ph.D.
This thesis develops a process to design and analyze a two-layer compound cylinder pressure
vessel utilizing an inner insert to house electronic circuit card assemblies. The process begins
with sizing and analysis of a compound cylinder based on analytical formulas and progresses in
complexity to a 2-Dimensional plane stress finite element model of the chassis assembly and
ends with a computationally expensive 3-Dimensional finite element analysis of the pressure
vessel.
Comparing the results from the compound cylinder to the electronics chassis, it is observed that
the inner insert geometry has a strong influence on the interfacial pressure at the upper circuit
card assembly slot location. The values for the maximum contact pressure are approximately
125% higher when compared to a compound cylinder without an insert. However, the average
contact pressure between the outer shell and inner insert is only 2% to 6% higher than the
baseline compound cylinder. This difference is captured in a term deemed the Pressure Intensity
Factor (PIF). This high-pressure region affects the stress values in both components which is
captured in a Stress Concentration Factor (SCF) based on the equivalent stress values. The shell
SCF values range from 1.4 to 1.6 for the 3D compound cylinder and the 2D plane stress
electronics chassis models. The insert SCF values range from 5.6 to 6.8 for the same models.
Both component SCF values increase in the 3D electronics chassis models.
The thesis demonstrates that thin-walled cylindrical pressure vessels primary failure mode is
buckling and that the inclusion of the interference fit insert increases the depth rating of the
assembly by a factor of 8.0. The thesis employs the concept of margin of safety as the design
pass/fail criteria and illustrates that the margins decrease as the electronics chassis stress values
increase with the fidelity of the finite element models. The thesis illustrates that ending the
analysis with a computationally inexpensive 2-Dimensional plane stress finite element analysis
model may result in a failing pressure vessel design.
iv
Table of Contents
Abstract ................................................................................................................................ iii
List of Figures ..................................................................................................................... vii
List of Tables ....................................................................................................................... xii
List of Abbreviations ........................................................................................................... xv
List of Symbols .................................................................................................................. xvi
Acknowledgement ............................................................................................................. xvii
Dedication ........................................................................................................................ xviii
Chapter 1 Introduction ..................................................................................................... 1
1.1 Motivation ............................................................................................................ 1
1.2 Monobloc Cylinder Electronic Enclosures .......................................................... 4
1.3 Approach .............................................................................................................. 8
Chapter 2 Background – Literature Review ................................................................... 10
2.1 Monobloc Cylinder ............................................................................................ 10
2.1.1 Example Stress Distribution .............................................................................. 12
2.2 Compound Cylinder ........................................................................................... 19
2.2.1 Example Shrink Fit Studies ............................................................................... 26
2.3 Literature Review Concluding Remarks ............................................................ 28
Chapter 3 Compound Cylinder Pressure Vessel Development ...................................... 29
3.1 Compound Cylinder Industry Standard Dimensions ......................................... 29
3.2 Compound Cylinder Analytical Solution ........................................................... 32
3.2.1 Compound Cylinder Subjected to External Loads ............................................. 35
3.3 2D Compound Cylinder Finite Element Model ................................................. 39
3.3.1 2D Compound Cylinder Subjected to External Loads ....................................... 41
3.4 3D Compound Cylinder Finite Element Model ................................................. 49
3.4.1 3D Compound Cylinder Subjected to External Loads ....................................... 54
3.5 Compound Cylinder Concluding Remarks ........................................................ 55
Chapter 4 Electronics Chassis Pressure Vessel Development ....................................... 57
v
4.1 Electronics Chassis Pressure Vessel Development Process............................... 59
4.2 2D Electronics Chassis Finite Element Model .................................................. 61
4.3 3D Electronics Chassis Finite Element Model .................................................. 66
4.3.1 Stress Distribution Away from Boundary Conditions ....................................... 70
4.3.2 Maximum Stress Value Results ......................................................................... 74
4.3.3 3D Electronics Chassis Deformation Study ....................................................... 79
4.3.3.1 Mid-Length Deformation .............................................................................. 79
4.3.3.2 Shell O-Ring Surface Deformation ............................................................... 81
4.4 3D Electronics Chassis Linear Buckling Analysis ............................................ 83
4.5 3D Electronics Chassis Modal Analysis ............................................................ 92
4.5.1 3D Electronics Chassis 1/8th Symmetry Model Modal Analysis ....................... 93
4.5.2 3D Electronics Chassis Full Model Modal Analysis ......................................... 94
Chapter 5 Manufacturing ............................................................................................... 97
5.1 Shell Manufacturing........................................................................................... 97
5.1.1 Shell Material ..................................................................................................... 97
5.1.2 Shell Machining ................................................................................................. 97
5.2 Insert Manufacturing .......................................................................................... 99
5.2.1 Insert Material .................................................................................................. 100
5.2.2 Insert Machining .............................................................................................. 103
5.3 Chassis Assembly ............................................................................................ 104
Chapter 6 Discussion and Conclusions ........................................................................ 108
6.1 Electronics Chassis Development Discussion ................................................. 108
6.2 Conclusions ...................................................................................................... 111
6.3 Recommendations ............................................................................................ 113
References ......................................................................................................................... 115
Appendix A Standard ANSI Sch 80 Pipe Dimensions ................................................ 117
Appendix B ANSI Standard Force and Shrink Fits ..................................................... 118
Appendix C Compound Cylinder FEA Results ........................................................... 119
Appendix D 3D Compound Cylinder Friction Study .................................................. 125
Appendix E Electronics Chassis FEA Results ............................................................ 129
Appendix F Pathfinder Chassis Analysis .................................................................... 144
vi
Pathfinder Chassis 2D Finite Element Model ............................................................... 145
Pathfinder Chassis 3D Finite Element Model ............................................................... 152
Pathfinder Chassis 3D FEA Deformation Study........................................................... 156
Pathfinder Chassis Mid-Length Deformation ............................................................... 156
Pathfinder Shell O-Ring Surface Deformation ............................................................. 157
vii
List of Figures
Figure 1.1: Closed-End Cylindrical Pressure Vessel. ................................................................ 1
Figure 1.2: Typical In-Water PV Electronics Chassis [1]. ......................................................... 2
Figure 1.3: CCA’s attached to inner wall of monobloc tube. ..................................................... 3
Figure 1.4: 4-CCA Slot Interference-Fit pressure vessel tube assembly. ................................... 4
Figure 1.5. US Patent 4,858,068 for electronic circuit housing [2]. ........................................... 5
Figure 1.6. US Patent 6,404,637 B2 for telecommunications equipment enclosure [3]. ........... 6
Figure 1.7. US Patent Application 2005/0068743 A1 for equipment enclosure [4]. ................. 7
Figure 1.8. US Patent 8,373,418 B2 for subsea electronic modules [5]. .................................... 7
Figure 1.9. US Patent 8,493,741 B2 for subsea electronic modules [6]. .................................... 8
Figure 2.1. Thick-walled cylinder subjected to both uniform internal and external pressure. . 11
Figure 2.2: Stress distribution through a thick-walled cylinder – Internal Pressure Only. ...... 12
Figure 2.3: Stress distribution through a thick-walled cylinder - External Pressure Only. ...... 13
Figure 2.4. Monobloc cylinder failure plots for 300 series stainless steel. .............................. 15
Figure 2.5. Diagram of simply supported endcap. ................................................................... 16
Figure 2.6. Flat end cap failure plot for 300 series stainless steel. ........................................... 17
Figure 2.7. Critical buckling pressure for thin-walled tube. ..................................................... 18
Figure 2.8. Critical buckling pressure for a 0.065 wall stainless steel tube. ............................ 18
Figure 2.9: Two-Layer, Interference-Fit compound cylinder................................................... 20
Figure 2.10. Arrangement for induction heating of disk and shaft [17]. .................................. 26
Figure 2.11. FEA model of shrink fit interface joint [18]. ....................................................... 27
Figure 3.1. Interfacial pressure for ANSI Standard Force and Shrink Fits. ............................. 32
Figure 3.2. Compound cylinder change in interference diameter vs. temperature. .................. 32
Figure 3.3. Compound cylinder interfacial pressure illustration []. ......................................... 34
Figure 3.4. CREO® model of two-layer compound cylinder. .................................................. 39
Figure 3.5. ANSYS Workbench® ¼ symmetry 2D model of two-layer compound. ................ 40
Figure 3.6. 316 Stainless Steel Monobloc Cylinder Failure Modes ......................................... 43
Figure 3.7. Titanium Grade CP 2 Monobloc Cylinder Failure Modes ..................................... 43
Figure 3.8. Aluminum Alloy 6061-T6 Monobloc Cylinder Failure Modes ............................. 43
viii
Figure 3.9. Minimum wall thickness for an 8-inch diameter monobloc cylinder exposed to
hydrostatic pressure in accordance with Equation (2.13). ............................................... 44
Figure 3.10. Case 4: ANSYS Workbench® Pressure load analysis Step 2. .............................. 45
Figure 3.11. Case 4: ANSYS Workbench® Temperature load analysis Step 3. ....................... 45
Figure 3.12. Case 4: Interfacial pressure and equivalent stress plots. ...................................... 45
Figure 3.13. Workbench® 1/8 symmetry 3D model of two-layer compound cylinder. ............ 50
Figure 3.14. 3D ¼ symmetry analysis interfacial pressure plot for 10 mils diametrical
interference. ..................................................................................................................... 51
Figure 3.15. 3D compound cylinder ¼ symmetry analysis Shell hoop stress plot at ro for 10
mils diametrical interference. .......................................................................................... 51
Figure 3.16. 3D compound cylinder ¼ symmetry analysis Insert hoop stress plot at ro for 10
mils diametrical interference. .......................................................................................... 52
Figure 3.17. 3D compound cylinder ¼ symmetry analysis Shell axial stress plot for 10 mils
diametrical interference. .................................................................................................. 52
Figure 3.18. 3D compound cylinder ¼ symmetry analysis Insert axial stress plot for 10 mils
diametrical interference. .................................................................................................. 52
Figure 4.1. CREO® model of electronics chassis dual-layer cylinder. ..................................... 57
Figure 4.2. Overall dimensions of the electronics chassis pressure vessel cylinder. ............... 58
Figure 4.3. Mid-length cross-section of the electronics chassis pressure vessel cylinder. ....... 58
Figure 4.4. Electronics chassis pressure vessel development flow diagram. ........................... 60
Figure 4.5. ANSYS Workbench® 2D plane stress ¼ symmetry model geometry and mesh. .. 62
Figure 4.6. 2D Case 1, plane stress analysis interfacial contact pressure. ................................ 62
Figure 4.7. 2D Case 1, plane stress analysis Shell and Insert equivalent stress plots. ............. 63
Figure 4.8. 2D Case 1, Stress concentration at upper CCA slot location. ................................ 63
Figure 4.9. Case 1, 2D plane stress analysis Shell radial deformation. .................................... 64
Figure 4.10. Case 1, 2D plane stress analysis CCA slot radial deformation. ........................... 64
Figure 4.11. Examples of dished head end caps [21]. .............................................................. 67
Figure 4.12. Examples of flat head end caps [21]. ................................................................... 67
Figure 4.13. Electronics chassis flat end cap. ........................................................................... 67
Figure 4.14. Compound cylinder electronics chassis with end caps. ....................................... 68
Figure 4.15. Cross-section of Compound cylinder electronics chassis with end caps. ............ 68
ix
Figure 4.16. End cap to shell interface detail (O-rings are omitted for clarity). ...................... 68
Figure 4.17. Electronics Chassis ANSYS Workbench® 3D 1/4 symmetry model geometry. . 69
Figure 4.18. 3D 1/8th symmetry model parts A and B. ............................................................. 69
Figure 4.19. Case 1, Electronics Chassis 3D 1/8th symmetry model geometry Part A. ........... 70
Figure 4.20. Case 1, Electronics Chassis 3D 1/8th symmetry model geometry Part B. ............ 70
Figure 4.21. Case 1, 3D 1/8 symmetry analysis interfacial segment 2 pressure plots.............. 71
Figure 4.22. Case 1, 3D 1/8 symmetry analysis Shell segment 2 equivalent stress plots. ....... 71
Figure 4.23. Case 1, 3D 1/8 symmetry analysis Insert equivalent segment 2 stress plots. ...... 71
Figure 4.24. Case 1, 3D 1/8 symmetry analysis interfacial pressure plots. .............................. 74
Figure 4.25. Case 1, 3D 1/8 symmetry analysis Shell equivalent stress plots. ......................... 74
Figure 4.26. Case 1, 3D 1/8 symmetry analysis Insert equivalent stress plots. ........................ 75
Figure 4.27. Case 1, Insert Part A maximum equivalent stress location. ................................. 78
Figure 4.28. Case 1, Shell Parts A & B equivalent stress plots. ............................................... 78
Figure 4.29. Circularity or Out-Of-Round (OOR) definition. .................................................. 79
Figure 4.30. Case 1, 3D analysis radial deformation at the mid-length of the shell................. 81
Figure 4.31. Case 2, 3 and 4: 3D electronics chassis with end cap 1/8 symmetry FEA model.81
Figure 4.32. Case 1, 3D analysis radial deformation of the O-ring surface. ............................ 82
Figure 4.33. 2205 Duplex stainless steel monobloc cylinder failure mode plot. ..................... 84
Figure 4.34. Critical buckling pressure for thin-walled 2205 duplex stainless tube. ............... 85
Figure 4.35. Electronics Chassis 1/8 symmetry Part A model Eigenvalue Buckling results. .. 86
Figure 4.36. Shell Only 1/8 symmetry model Eigenvalue Buckling mode 1 plot. ................... 87
Figure 4.37. E-Chassis Part-A Shell Segment 2 axial and equivalent stress values at buckling
pressure of 955.6 psi. ....................................................................................................... 89
Figure 4.38. E-Chassis Part-A Shell axial and equivalent stress values at buckling pressure of
955.6 psi. .......................................................................................................................... 90
Figure 4.39. Four-Slot Electronics Chassis assembly. ............................................................. 92
Figure 4.40. ANSYS Workbench FEA model utilized for modal analysis. ............................. 93
Figure 4.41. ANSYS Workbench FEA model utilized for modal analysis. ............................. 95
Figure 4.42. Image of mode shape 1, 351 Hz, for an open-ended electronics chassis. ............ 95
Figure 4.43. Image of mode shape 11, 1,514 Hz, for an open-ended electronics chassis. ....... 96
Figure 5.1. Shell pre-Insert assembly fabrication drawing. ...................................................... 98
x
Figure 5.2. Shell fabrication open-end detail. .......................................................................... 99
Figure 5.3. Shell fabrication End Cap mounting holes clocking detail. ................................... 99
Figure 5.4. Illustration of transverse direction tensile test coupons. ...................................... 101
Figure 5.5. Porosity in 7075-T6 Insert. .................................................................................. 102
Figure 5.6. Case 1 and Case 3 Insert cross-section pre-assembly dimensions (10 mil
interference). .................................................................................................................. 104
Figure 5.7. Insert radial deformation at temperature of -320°F. ............................................ 105
Figure 5.8. Shell radial deformation at temperature of +450°F. ............................................ 106
Figure 5.9. Shell radial deformation at temperature of +450°F. ............................................ 106
Figure 5.10. E-Chassis post assembly machining details. ...................................................... 107
Figure 5.11. E-Chassis post assembly O-ring surface machining details. .............................. 107
Figure C-1. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert axial stress plot. .............. 121
Figure C-2. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell radial stress plot at ri. ....... 121
Figure C-3. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert radial stress plot at ro. ...... 121
Figure C-4. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell axial deformation plot. ..... 122
Figure C-5. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert axial deformation plot. .... 122
Figure C-6. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell equivalent stress plot. ...... 122
Figure C-7. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert equivalent stress plot....... 123
Figure D-1. Interfacial pressure for cpd cylinder with 0.30 friction coefficient. ................... 126
Figure D-2. Axial stress plot of cpd cylinder Shell with 0.30 friction coefficient. ................ 126
Figure D-3. Axial stress plot of cpd cylinder Insert with 0.30 friction coefficient. ............... 127
Figure D-4. Interfacial pressure for cpd cylinder with 0.0001 friction coefficient. ............... 127
Figure D-5. Axial stress plot of cpd cylinder Shell with 0.0001 friction coefficient. ............ 128
Figure D-6. Axial stress plot of cpd cylinder Insert with 0.0001 friction coefficient. ........... 128
Figure E-1. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A hoop stress plot. ...... 134
Figure E-2. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A radial stress plot. ..... 135
Figure E-3. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A axial stress plot. ...... 135
Figure E-4. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A equivalent stress plot.
....................................................................................................................................... 135
Figure E-5. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part A hoop stress plot. ..... 136
Figure E-6. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part A radial stress plot. .... 136
xi
Figure E-7. Case 1, 3D E-Chassis analysis Insert Part A axial stress plot. ............................ 137
Figure E-8. Case 1, 3D E-Chassis analysis Insert Part A equivalent stress plot. ................... 137
Figure E-9. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B hoop stress plot. ...... 139
Figure E-10. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B radial stress plot. ... 140
Figure E-11. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B axial stress plot. .... 140
Figure E-12. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B equivalent stress plot.
....................................................................................................................................... 141
Figure E-13. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part B hoop stress plot. ... 141
Figure E-14. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part B radial stress plot. .. 142
Figure E-15. Case 1, 3D E-Chassis analysis Insert Part B axial stress plot. .......................... 142
Figure E-16. Case 1, 3D E-Chassis analysis Insert Part B equivalent stress plot. ................. 143
Figure F-1. CREO® model of Pathfinder electronics chassis. ................................................ 144
Figure F-2. Overall dimensions of the Pathfinder electronics chassis. .................................. 145
Figure F-3. Mid-length cross-section of the Pathfinder electronics chassis. .......................... 145
Figure F-4. Pathfinder 2D plane stress ¼ symmetry model geometry and mesh. .................. 147
Figure F-5. Pathfinder 2D Case 1, plane stress analysis interfacial contact pressure. ........... 148
Figure F-6. Pathfinder 2D Case 1, plane stress analysis Shell and Insert equivalent stress plots.
....................................................................................................................................... 148
Figure F-7. Pathfinder 2D Case 1, Stress concentration at upper CCA slot location. ............ 149
Figure F-8. Pathfinder Case 1, 2D plane stress analysis Shell radial deformation. ................ 149
Figure F-9. Pathfinder Case 1, 2D plane stress analysis CCA slot radial deformation. ......... 150
Figure F-10. Pathfinder Case 1, 3D 1/8 symmetry analysis interfacial pressure plots. .......... 152
Figure F-11. Pathfinder Case 1, 3D 1/8 symmetry analysis Shell equivalent stress plots. .... 153
Figure F-12. Case 1, 3D 1/8 symmetry analysis Insert equivalent stress plots. ..................... 153
Figure F-13. Case 1, Pathfinder Part A radial deformation at the mid-length of the shell. .... 157
Figure F-14. Case 2, 3 and 4: Pathfinder chassis with end cap 1/8 symmetry FEA model. ... 158
Figure F-15. Case 1, Pathfinder Part A radial deformation of the O-ring surface. ................ 159
xii
List of Tables
Table 1.1: Thermal conductivity of various metals. ................................................................... 3
Table 2.1. Two-layer compound cylinder dimensions and material properties. ...................... 21
Table 2.2. Comparison of interfacial pressure expression results. ........................................... 21
Table 2.3. Mechanical characteristics based on surface process. ............................................. 28
Table 3.1. Dimensions of 8-inch S80 stainless steel pipe. ....................................................... 30
Table 3.2. ANSI Standard Force and Shrink Fits. .................................................................... 31
Table 3.3. Example Two-layer compound cylinder dimensions and material properties. ....... 33
Table 3.4. Assembly residual stress analytical solutions of a two-layer closed-end compound
cylinder. ........................................................................................................................... 35
Table 3.5. Two-Layer compound cylinder load cases. ............................................................. 36
Table 3.6. Saltwater water column vs. pressure table1. ............................................................ 36
Table 3.7. Two-layer compound cylinder Case Study 4 analytical results. ............................. 38
Table 3.8. Two-layer compound cylinder dimensions and material properties. ...................... 39
Table 3.9: 2D FEM model Contact Pressure comparison. ....................................................... 40
Table 3.10: Assembly residual stress results of a 2D FEM Plane Stress Model Comparison to
the Analytical Solutions. .................................................................................................. 41
Table 3.11. Comparison of ANSI Shrink Fit results for nominal 8-inch compound cylinder. 42
Table 3.12. Two-Layer compound cylinder load cases. ........................................................... 42
Table 3.13. Margin Factors of Safety and Configuration Factors. ........................................... 46
Table 3.14. Design mechanical properties for 316 stainless steel and 6061-T651 aluminum
[25]................................................................................................................................... 47
Table 3.15. Mechanical properties for a two-layer compound cylinder. .................................. 48
Table 3.16. Summary of 316/6061 two-layer compound cylinder 2D case study, 0.065 shell. 48
Table 3.17. Margin summary of 316/6061 2D case study, 0.105 shell. ................................... 49
Table 3.18. Margin summary of 2205/6061 2D case study, 0.065 shell. ................................. 49
Table 3.19. Final dimensions and material selection from a 2D Plane Stress FEA case study of
a two-layer compound cylinder ....................................................................................... 49
Table 3.20: 3D FEM Compound Cylinder Model Comparison to Analytical Solution. .......... 50
xiii
Table 3.21. 3D open-end compound cylinder friction factor study (10 mil interference)........ 53
Table 3.22. Summary of 2205/6061 two-layer compound cylinder 3D case study. ................ 54
Table 3.23. Comparison of percent difference for 2D and 3D analysis results for compound
cylinder case study. .......................................................................................................... 55
Table 4.1. Two-Layer electronics chassis pressure vessel load cases. ..................................... 61
Table 4.2. Two-layer electronics chassis pressure vessel dimensions and materials. .............. 61
Table 4.3. Mechanical properties for two-layer electronics chassis pressure vessel. ............... 61
Table 4.4. Summary of 2205/6061 two-layer electronics chassis 2D analysis. ....................... 65
Table 4.5. Revised margin summary for 2D plane stress analysis upgrading to 7075-T651
insert. ............................................................................................................................... 65
Table 4.6. Percent difference 2D Compound Cylinder to the 2D Electronics Chassis. ........... 66
Table 4.7. Two-Layer electronics chassis pressure vessel load cases for 3D FEA. ................. 66
Table 4.8. 3D Compound Cylinder Electronics Chassis Part A segment 2 case study stress
results. .............................................................................................................................. 72
Table 4.9. 3D Compound Cylinder Electronics Chassis Part B segment 2 margin results. ..... 73
Table 4.10. Comparison of 3D Electronics Chassis Part A & B segment 2 case study results. 73
Table 4.11. 3D Electronics Chassis Part A 2205/7075 full model results. ............................... 75
Table 4.12. 3D Electronics Chassis 2205/7075 Part B full model results. ............................... 76
Table 4.13. Percent Difference Results Part A: Segment 2 to Non-segmented model. ........... 77
Table 4.14. Percent Difference Results Part B: Segment 2 to Non-segmented model. ............ 77
Table 4.15. Electronics Chassis mid-length deformation comparison. .................................... 80
Table 4.16. Electronics Chassis O-ring surface deformation comparison. .............................. 82
Table 4.17: Electronics Chassis Eigenvalue Buckling load multiplier. ................................... 86
Table 4.18: Electronics Chassis less Insert Eigenvalue Buckling load multiplier. .................. 87
Table 4.19. Monobloc Cylinder Failure Comparison of Under Pressure® to Workbench®. .... 88
Table 4.20. Under Pressure® Cylinder Comparison to Workbench® E-Chassis. ................... 91
Table 4.21. Two-Layer electronics chassis pressure vessel modal analysis case studies. ....... 93
Table 4.22. First six fundamental frequencies of E-Chassis Parts A and B using 1/8th
symmetry models. ............................................................................................................ 94
Table 4.23. First fourteen fundamental frequencies of the Electronics Chassis full model. .... 95
xiv
Table 5.1. Design mechanical properties for aluminum alloy extruded rod, bar and shapes
[25]................................................................................................................................. 100
Table 5.2. Design mechanical properties for aluminum alloy rolled, drawn or cold-finished
rod, bar and shapes [25]. ................................................................................................ 101
Table 5.3. Aluminum Alloy 7075-T6 tensile test results. ...................................................... 102
Table 5.4. Nominal 8-inch diameter Insert mechanical properties......................................... 102
Table 6.1. Margin Summary: 3D Compound Cylinder through 3D E-Chassis. ..................... 110
Table C-1. 316/6061 two-layer cpd cylinder 2D case study results. ...................................... 119
Table C-2. 2205/6061 cpd cylinder 3D FEA case study results. ............................................ 120
Table C-3. Summary of analytical, 2D and 3D FEA results for a cpd cylinder case study. .. 124
Table E-1. 2205/6061 Electronics Chassis 2D Plane Stress Results ...................................... 129
Table E-2. Comparison of 2D plane stress Compound Cylinder to Electronics Chassis. ...... 130
Table E-3. Case 1, 3D E-Chassis Parts A & B Segment 2 results comparison. ..................... 131
Table E-4. Case 1, 3D E-Chassis Parts A & B segment 2 results comparison con’t. ............ 132
Table E-5. Case 1, 3D E-Chassis Parts A all segments results comparison. .......................... 133
Table E-6. Case 1, 3D E-Chassis Parts A all segments results comparison con’t. ................. 134
Table E-7. Case 1, 3D E-Chassis Part B all segments results comparison. ............................ 138
Table E-8. Case 1, 3D E-Chassis Part B all segments results comparison con’t. .................. 139
Table F-1. Pathfinder electronics chassis pressure vessel load cases. .................................... 146
Table F-2. Mechanical properties for the Pathfinder electronics chassis pressure vessel. ..... 146
Table F-3. Summary of Pathfinder electronics chassis 2D analysis....................................... 151
Table F-4. Two-Layer electronics chassis pressure vessel load cases for 3D FEA. .............. 152
Table F-5. Pathfinder 3D Electronics Chassis Part A results. ................................................ 154
Table F-6. Pathfinder 3D Electronics Chassis Part B results. ................................................ 155
Table F-7. Pathfinder Chassis mid-length deformation comparison. ..................................... 156
Table F-8. Pathfinder chassis O-ring deformation comparison. ............................................. 158
xv
List of Abbreviations
CCA Circuit Card Assembly
CMM Coordinate Measuring Machine
CPD Compound
E-Chassis Electronics Chassis
EDM Electric Discharge Machining
FEA Finite Element Analysis
FEM Finite Element Method or Model
ID Inside diameter
MMPDS Metallic Materials Properties Development and Standardization
MS Margin of Safety
OD Outside diameter
OOR Out of Round or Circularity
PBOF Pressure Filled Oil Filled
% Difference Percent Difference = ABS (First Value − Second Value
(First Value + Second Value) 2⁄)
PIF Pressure Intensity Factor, 𝑃𝑚𝑎𝑥/𝑃𝑎𝑣𝑒
SCF Stress Concentration Factor, 𝑚𝑎𝑥𝑖𝑚𝑢𝑚𝜎𝑣𝑚 /𝑎𝑣𝑒𝑟𝑎𝑔𝑒 𝜎𝑣𝑚
SF Safety Factor
xvi
List of Symbols
𝐸 Young’s Modulus
𝐸𝑜 Outer cylinder modulus of elasticity
𝐸𝑖 Inner cylinder modulus of elasticity
𝐹𝑡𝑦 Design yield tensile stress
𝐹𝑡𝑢 Design ultimate tensile stress
𝐹𝐹 Fitting factor
𝛿𝑟 Interference, radial between cylinders
𝛿𝑑 Interference, diametrical between cylinders
𝑙, 𝐿 Length of cylinder
𝑀𝑆𝑦 Margin of safety based on design yield tensile stress
𝑀𝑆𝑢 Margin of safety based design ultimate tensile stress
𝑃𝑏 Pressure, buckling
𝑃𝑐 Pressure, critical for buckling
𝑝𝑖𝑛𝑡 Pressure, interfacial
𝑝𝑜 Pressure, external
𝑝𝑖 Pressure, internal
𝑝𝑇 Pressure, transmitted
𝑅𝑖𝑛𝑡 Radius, interfacial
𝑟 Radius, at point of interest
𝑟𝑠𝑖 Radius, inside of inner sleeve (cylinder)
𝑟𝑠𝑜 Radius, outside of inner sleeve (cylinder)
𝑟𝑡𝑖 Radius, inside of outer tube (cylinder)
𝑟𝑡𝑜 Radius, outside of outer tube (cylinder)
𝜈 Poisson’s ratio
𝜈0 Poisson’s ratio, outer cylinder
𝜈𝑖 Poisson’s ratio, inner cylinder
xvii
Acknowledgement
I would like to thank my advisor, Dr. David Fleming for his encouragement and guidance
throughout my academic career at the Florida Institute of Technology and this thesis. I also
would like to thank Dr. Razvan Rusovici, Dr. Shengyuan Yang and Dr. Ronnal Reichard for
serving on my Master’s thesis committee and providing valued insightful feedback. Finally, I
would also like to thank my employer for investing in my education and providing challenging
design tasks.
Remember:
There are no constraints on the human mind, no walls around the human spirit,
no barriers to our progress except those we ourselves erect.
President Ronald Reagan

xviii
Dedication
This thesis is dedicated first to my wife Sylvia, whose support, patience and understanding
during this endeavor have been unyielding. The thesis is also dedicated to my mother for her
lifelong encouragement in all matters. Finally, this work is dedicated to my friend and mentor
Mark D. Driscoll whose inspiration started me on this path so many years ago.
1
Chapter 1
Introduction
1.1 Motivation
The motivation of this thesis is to develop an enclosure for electronics equipment subjected to
different levels of external hydrostatic pressure along with varying external temperatures. The
enclosure will also be subjected to both fresh water and seawater environments along with
varying corrosive and thermal conductivity environments. Two additional design criteria are to
minimize the weight and maximize the thermal capacity of the enclosure. To ensure
manufacturability, the enclosure design should utilize commercially available materials and
fabrication standards.
A common approach for packaging electronics subjected to external hydrostatic pressure is to
house the components in a pressure vessel. The pressure vessel housings can be spherical,
cylindrical or even rectangular if a pressure balanced oil-filled (PBOF) approach is used. One
specific type is the Closed-End Cylindrical Pressure Vessel. The pressure vessel consists of two
circular disk end caps along with a cylindrical tube as illustrated in Figure 1.1.
Figure 1.1: Closed-End Cylindrical Pressure Vessel.
2
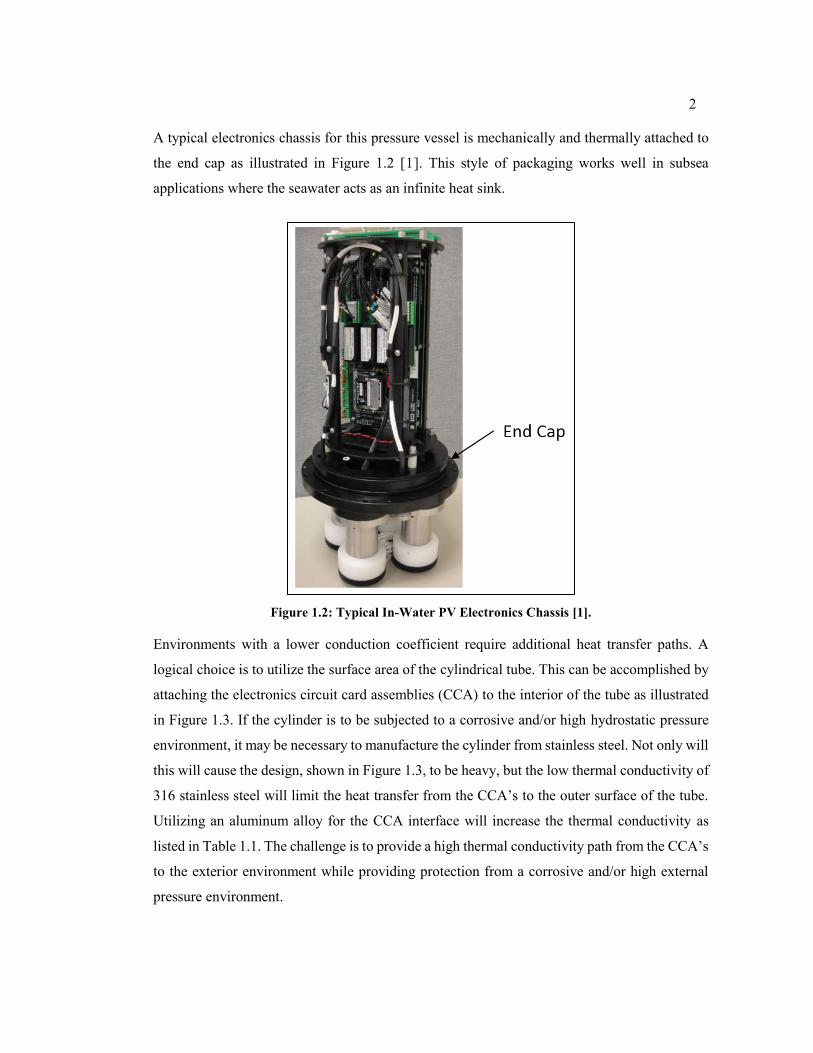
A typical electronics chassis for this pressure vessel is mechanically and thermally attached to
the end cap as illustrated in Figure 1.2 [1]. This style of packaging works well in subsea
applications where the seawater acts as an infinite heat sink.
Figure 1.2: Typical In-Water PV Electronics Chassis [1].
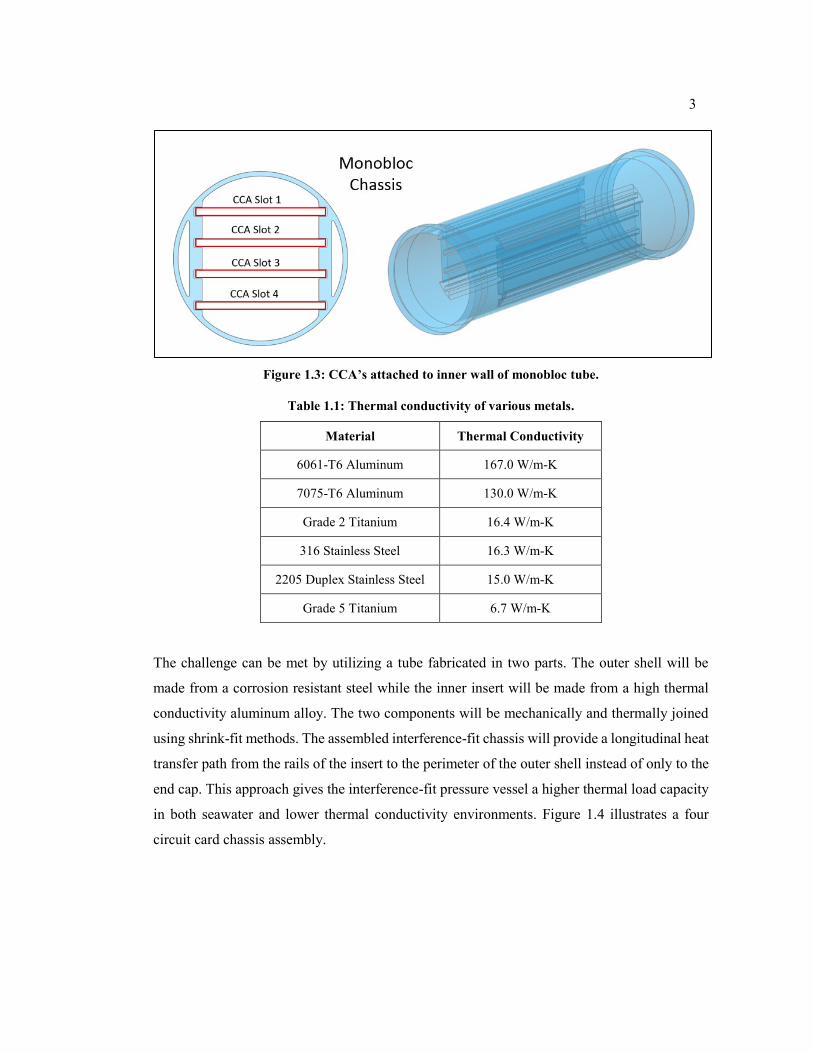
Environments with a lower conduction coefficient require additional heat transfer paths. A
logical choice is to utilize the surface area of the cylindrical tube. This can be accomplished by
attaching the electronics circuit card assemblies (CCA) to the interior of the tube as illustrated
in Figure 1.3. If the cylinder is to be subjected to a corrosive and/or high hydrostatic pressure
environment, it may be necessary to manufacture the cylinder from stainless steel. Not only will
this will cause the design, shown in Figure 1.3, to be heavy, but the low thermal conductivity of
316 stainless steel will limit the heat transfer from the CCA’s to the outer surface of the tube.
Utilizing an aluminum alloy for the CCA interface will increase the thermal conductivity as
listed in Table 1.1. The challenge is to provide a high thermal conductivity path from the CCA’s
to the exterior environment while providing protection from a corrosive and/or high external
pressure environment.
3
Figure 1.3: CCA’s attached to inner wall of monobloc tube.
Table 1.1: Thermal conductivity of various metals.
Material Thermal Conductivity
6061-T6 Aluminum 167.0 W/m-K
7075-T6 Aluminum 130.0 W/m-K
Grade 2 Titanium 16.4 W/m-K
316 Stainless Steel 16.3 W/m-K
2205 Duplex Stainless Steel 15.0 W/m-K
Grade 5 Titanium 6.7 W/m-K
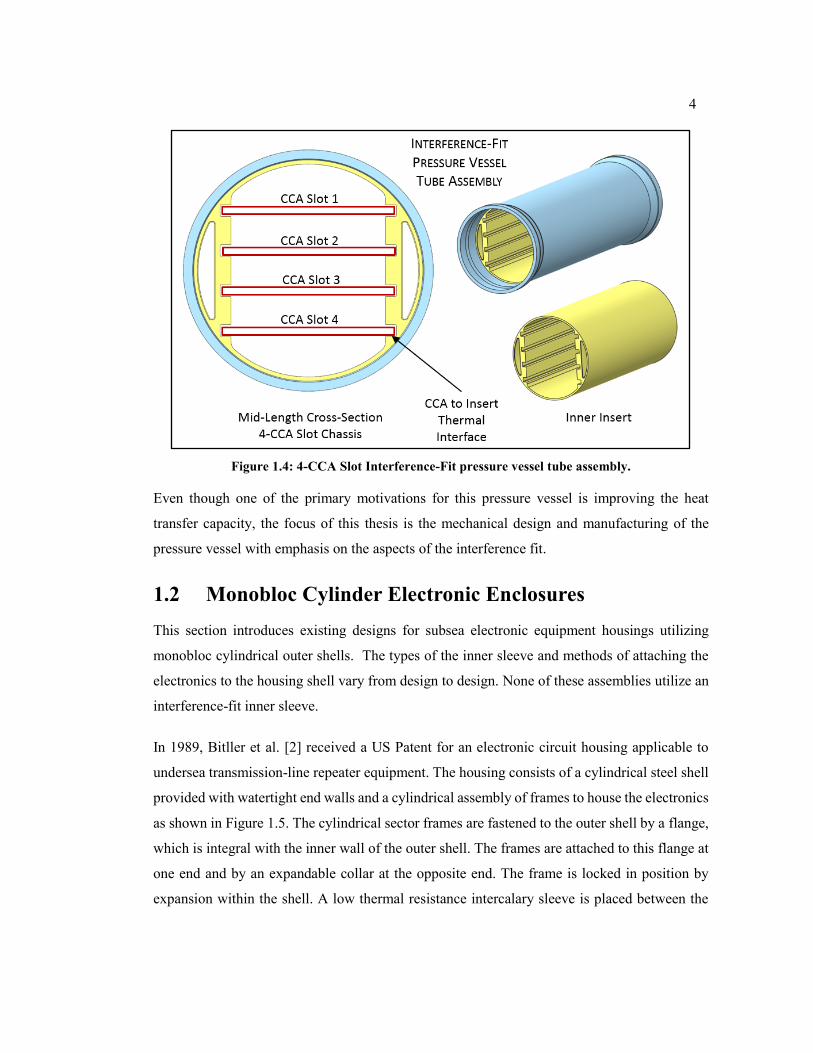
The challenge can be met by utilizing a tube fabricated in two parts. The outer shell will be
made from a corrosion resistant steel while the inner insert will be made from a high thermal
conductivity aluminum alloy. The two components will be mechanically and thermally joined
using shrink-fit methods. The assembled interference-fit chassis will provide a longitudinal heat
transfer path from the rails of the insert to the perimeter of the outer shell instead of only to the
end cap. This approach gives the interference-fit pressure vessel a higher thermal load capacity
in both seawater and lower thermal conductivity environments. Figure 1.4 illustrates a four
circuit card chassis assembly.
4
Figure 1.4: 4-CCA Slot Interference-Fit pressure vessel tube assembly.
Even though one of the primary motivations for this pressure vessel is improving the heat
transfer capacity, the focus of this thesis is the mechanical design and manufacturing of the
pressure vessel with emphasis on the aspects of the interference fit.
1.2 Monobloc Cylinder Electronic Enclosures
This section introduces existing designs for subsea electronic equipment housings utilizing
monobloc cylindrical outer shells. The types of the inner sleeve and methods of attaching the
electronics to the housing shell vary from design to design. None of these assemblies utilize an
interference-fit inner sleeve.
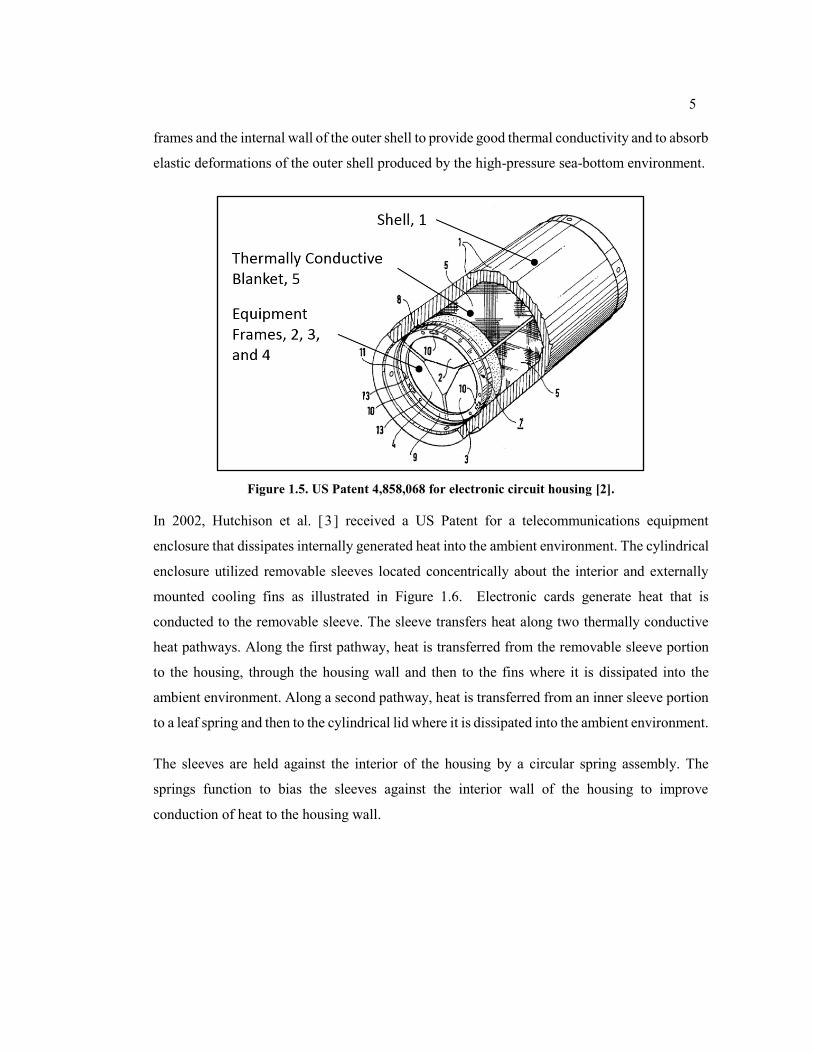
In 1989, Bitller et al. [2] received a US Patent for an electronic circuit housing applicable to
undersea transmission-line repeater equipment. The housing consists of a cylindrical steel shell
provided with watertight end walls and a cylindrical assembly of frames to house the electronics
as shown in Figure 1.5. The cylindrical sector frames are fastened to the outer shell by a flange,
which is integral with the inner wall of the outer shell. The frames are attached to this flange at
one end and by an expandable collar at the opposite end. The frame is locked in position by
expansion within the shell. A low thermal resistance intercalary sleeve is placed between the
5
frames and the internal wall of the outer shell to provide good thermal conductivity and to absorb
elastic deformations of the outer shell produced by the high-pressure sea-bottom environment.
Figure 1.5. US Patent 4,858,068 for electronic circuit housing [2].
In 2002, Hutchison et al. [3] received a US Patent for a telecommunications equipment
enclosure that dissipates internally generated heat into the ambient environment. The cylindrical
enclosure utilized removable sleeves located concentrically about the interior and externally
mounted cooling fins as illustrated in Figure 1.6. Electronic cards generate heat that is
conducted to the removable sleeve. The sleeve transfers heat along two thermally conductive
heat pathways. Along the first pathway, heat is transferred from the removable sleeve portion
to the housing, through the housing wall and then to the fins where it is dissipated into the
ambient environment. Along a second pathway, heat is transferred from an inner sleeve portion
to a leaf spring and then to the cylindrical lid where it is dissipated into the ambient environment.
The sleeves are held against the interior of the housing by a circular spring assembly. The
springs function to bias the sleeves against the interior wall of the housing to improve
conduction of heat to the housing wall.
6
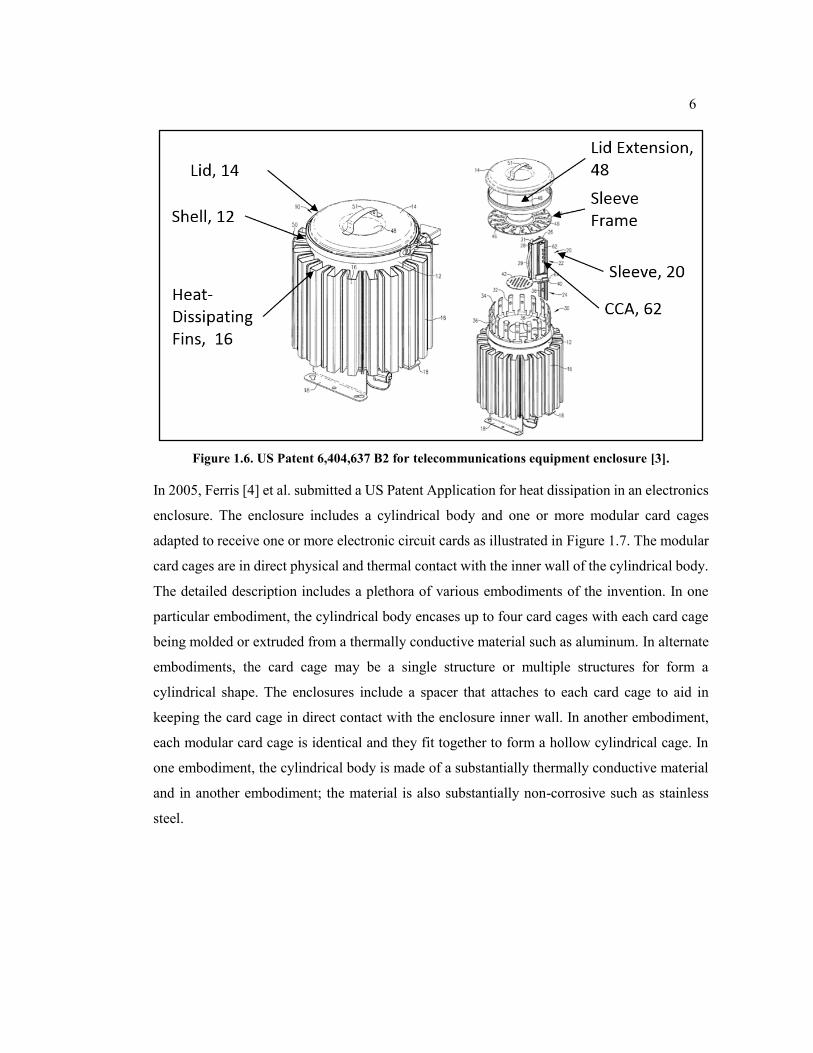
Figure 1.6. US Patent 6,404,637 B2 for telecommunications equipment enclosure [3].
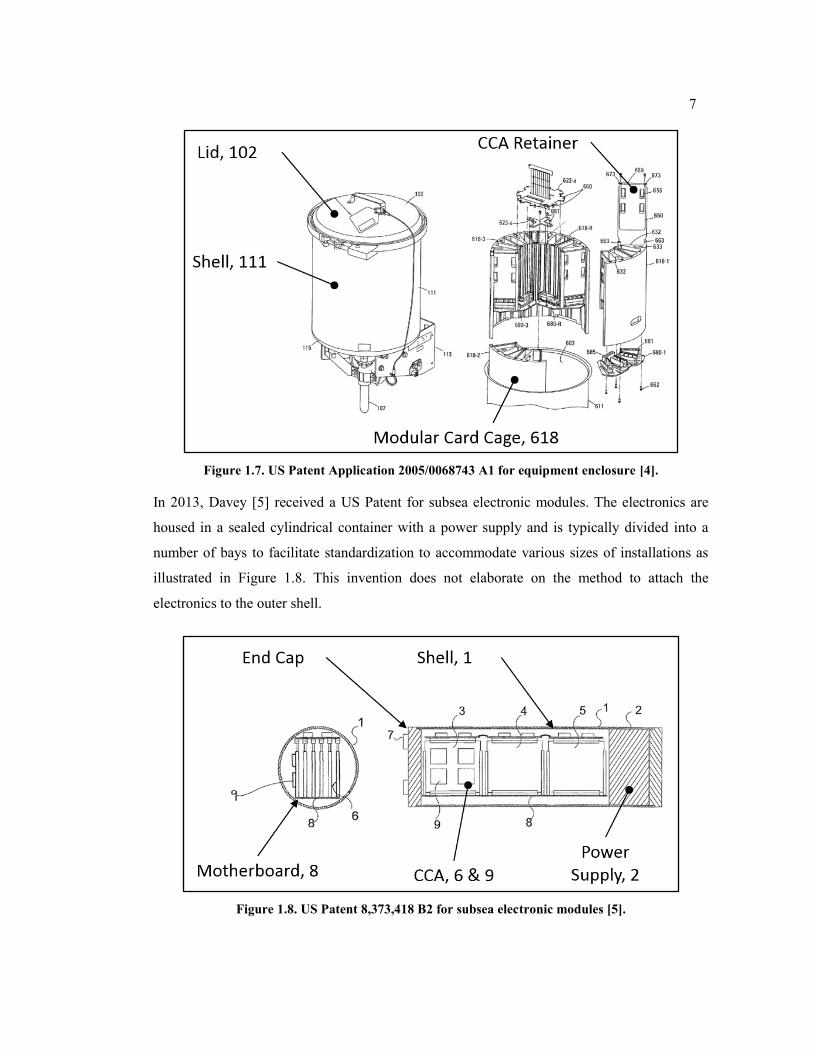
In 2005, Ferris [4] et al. submitted a US Patent Application for heat dissipation in an electronics
enclosure. The enclosure includes a cylindrical body and one or more modular card cages
adapted to receive one or more electronic circuit cards as illustrated in Figure 1.7. The modular
card cages are in direct physical and thermal contact with the inner wall of the cylindrical body.
The detailed description includes a plethora of various embodiments of the invention. In one
particular embodiment, the cylindrical body encases up to four card cages with each card cage
being molded or extruded from a thermally conductive material such as aluminum. In alternate
embodiments, the card cage may be a single structure or multiple structures for form a
cylindrical shape. The enclosures include a spacer that attaches to each card cage to aid in
keeping the card cage in direct contact with the enclosure inner wall. In another embodiment,
each modular card cage is identical and they fit together to form a hollow cylindrical cage. In
one embodiment, the cylindrical body is made of a substantially thermally conductive material
and in another embodiment; the material is also substantially non-corrosive such as stainless
steel.
7
Figure 1.7. US Patent Application 2005/0068743 A1 for equipment enclosure [4].
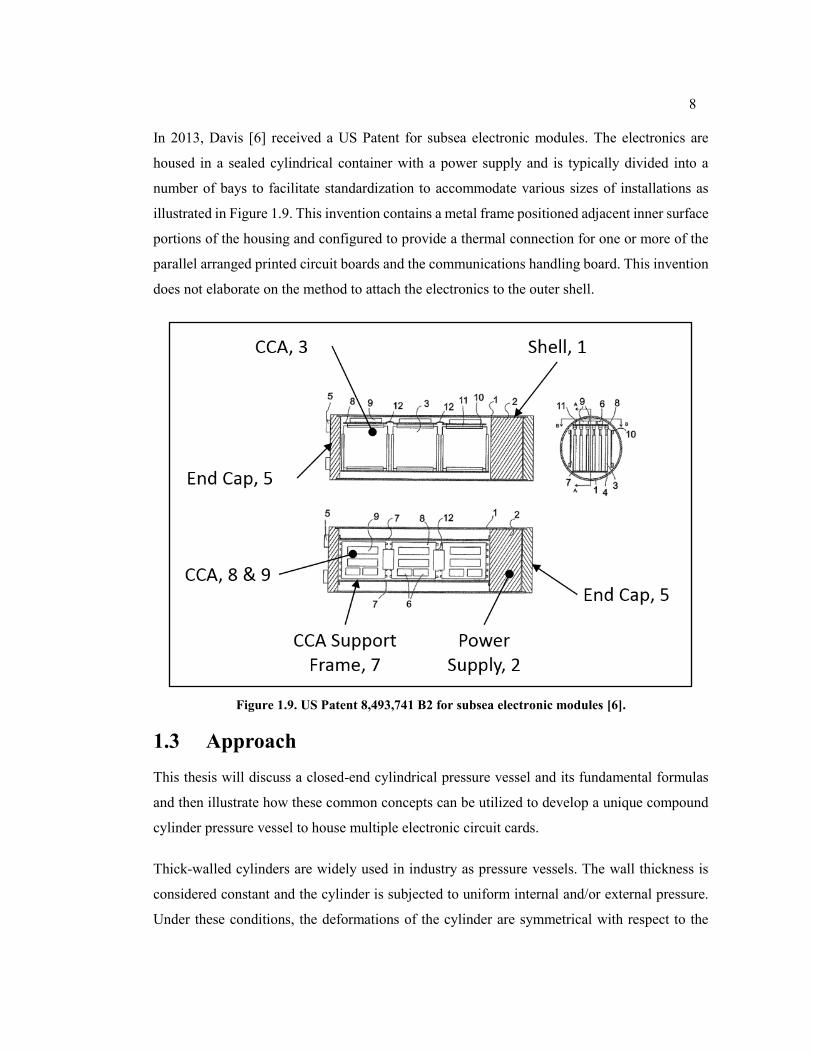
In 2013, Davey [5] received a US Patent for subsea electronic modules. The electronics are
housed in a sealed cylindrical container with a power supply and is typically divided into a
number of bays to facilitate standardization to accommodate various sizes of installations as
illustrated in Figure 1.8. This invention does not elaborate on the method to attach the
electronics to the outer shell.
Figure 1.8. US Patent 8,373,418 B2 for subsea electronic modules [5].
8
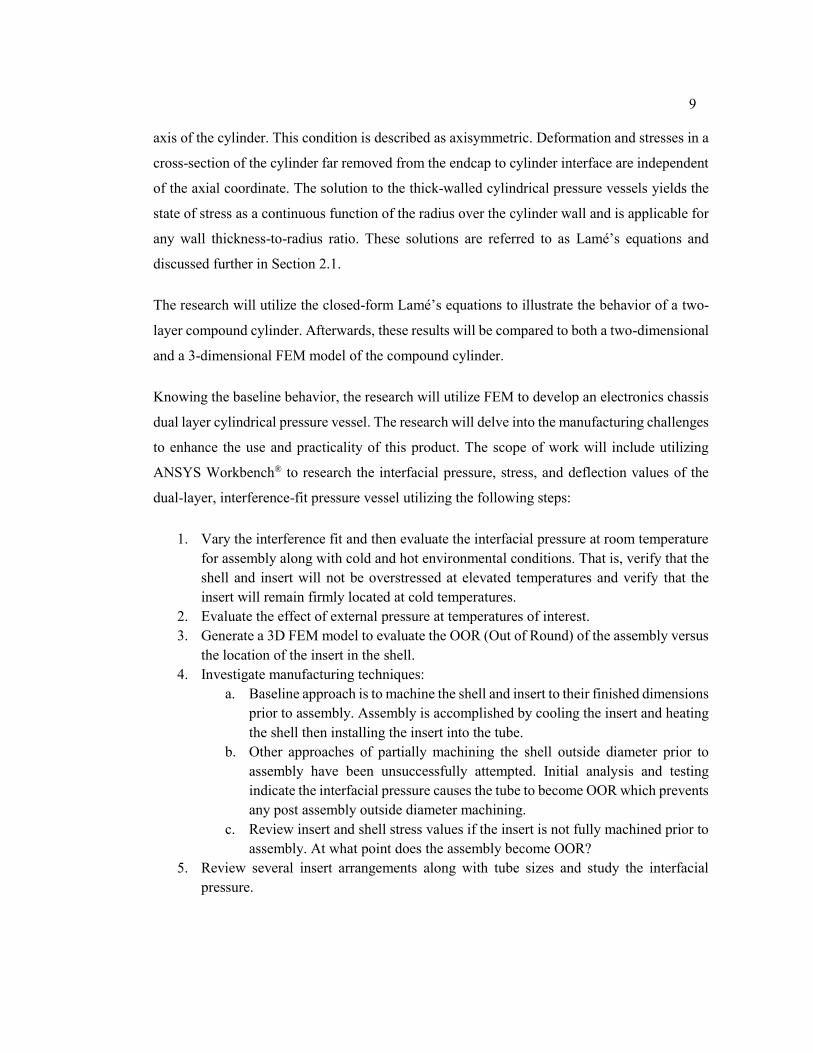
In 2013, Davis [6] received a US Patent for subsea electronic modules. The electronics are
housed in a sealed cylindrical container with a power supply and is typically divided into a
number of bays to facilitate standardization to accommodate various sizes of installations as
illustrated in Figure 1.9. This invention contains a metal frame positioned adjacent inner surface
portions of the housing and configured to provide a thermal connection for one or more of the
parallel arranged printed circuit boards and the communications handling board. This invention
does not elaborate on the method to attach the electronics to the outer shell.
Figure 1.9. US Patent 8,493,741 B2 for subsea electronic modules [6].
1.3 Approach
This thesis will discuss a closed-end cylindrical pressure vessel and its fundamental formulas
and then illustrate how these common concepts can be utilized to develop a unique compound
cylinder pressure vessel to house multiple electronic circuit cards.
Thick-walled cylinders are widely used in industry as pressure vessels. The wall thickness is
considered constant and the cylinder is subjected to uniform internal and/or external pressure.
Under these conditions, the deformations of the cylinder are symmetrical with respect to the
9
axis of the cylinder. This condition is described as axisymmetric. Deformation and stresses in a
cross-section of the cylinder far removed from the endcap to cylinder interface are independent
of the axial coordinate. The solution to the thick-walled cylindrical pressure vessels yields the
state of stress as a continuous function of the radius over the cylinder wall and is applicable for
any wall thickness-to-radius ratio. These solutions are referred to as Lamé’s equations and
discussed further in Section 2.1.
The research will utilize the closed-form Lamé’s equations to illustrate the behavior of a two-
layer compound cylinder. Afterwards, these results will be compared to both a two-dimensional
and a 3-dimensional FEM model of the compound cylinder.
Knowing the baseline behavior, the research will utilize FEM to develop an electronics chassis
dual layer cylindrical pressure vessel. The research will delve into the manufacturing challenges
to enhance the use and practicality of this product. The scope of work will include utilizing
ANSYS Workbench® to research the interfacial pressure, stress, and deflection values of the
dual-layer, interference-fit pressure vessel utilizing the following steps:
1. Vary the interference fit and then evaluate the interfacial pressure at room temperature
for assembly along with cold and hot environmental conditions. That is, verify that the
shell and insert will not be overstressed at elevated temperatures and verify that the
insert will remain firmly located at cold temperatures.
2. Evaluate the effect of external pressure at temperatures of interest.
3. Generate a 3D FEM model to evaluate the OOR (Out of Round) of the assembly versus
the location of the insert in the shell.
4. Investigate manufacturing techniques:
a. Baseline approach is to machine the shell and insert to their finished dimensions
prior to assembly. Assembly is accomplished by cooling the insert and heating
the shell then installing the insert into the tube.
b. Other approaches of partially machining the shell outside diameter prior to
assembly have been unsuccessfully attempted. Initial analysis and testing
indicate the interfacial pressure causes the tube to become OOR which prevents
any post assembly outside diameter machining.
c. Review insert and shell stress values if the insert is not fully machined prior to
assembly. At what point does the assembly become OOR?
5. Review several insert arrangements along with tube sizes and study the interfacial
pressure.

10
Chapter 2
Background – Literature Review
This literature review will discuss the theory of thin-walled and thick-walled monobloc
cylinders and the application to cylindrical pressure vessels. Examples will be given to illustrate
the stress distribution in the thick-walled cylinder. Next, the theory of compound or multi-layer
cylinders will be discussed. Finally, a review of shrink-fit applications and studies utilizing these
theories will be reviewed.
2.1 Monobloc Cylinder
The simplest pressure vessel is a thin-walled monobloc cylinder. Mechanics of Materials
develops the approximate state of stress solution to this fundamental theory as an average value
over the cylinder wall thickness and thin-walled pressure vessel formulas are considered to be
accurate if the thickness-to-radius ratio is less than 1/20 [7]. The tangential stress, radial stress
and axial stress expressions are given by Equation (2.1) through Equation (2.3) as:
𝜎ℎ𝑜𝑜𝑝 = 𝜎𝜃 =𝑝𝑟
𝑡 (2.1)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 = 𝜎𝑟 = 𝑝 (2.2)
𝜎𝑎𝑥𝑖𝑎𝑙 = 𝜎𝑧 =𝑝𝑟
2𝑡 (2.3)
where: 𝜎ℎ𝑜𝑜𝑝 = tangential, circumferential or hoop stress,
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 = radial stress,
𝜎𝑎𝑥𝑖𝑎𝑙 = axial stress,
𝑝 = internal pressure,
𝑟 = radius (because the wall is thin, the approximation makes no distinction
between inner, outer and mean radius),
𝑡 = wall thickness.
For cylinders of any significant wall thickness, the Theory of Elasticity is used to develop the
exact solution to thick-wall monobloc cylindrical pressure vessels. This advanced theory yields
the state of stress as a continuous function of the radius over the cylinder wall and is applicable
for any wall thickness-to-radius ratio at a distance far from open ends. Equations (2.4) through

11
(2.9), also referred to as Lamé’s equations [8, 9], summarize the stress and deflection formulas
for an unrestrained, thick-wall, closed-end cylinder as shown in Figure 2.1.
Figure 2.1. Thick-walled cylinder subjected to both uniform internal and external pressure.
The stress field does not depend on elastics constants; however, the displacements depend on
two elastic constants: Young’s modulus, 𝐸 and Poisson’s ratio, 𝜈.
𝜎ℎ𝑜𝑜𝑝 = 𝜎𝜃 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2+
𝑟𝑖2𝑟𝑜
2
𝑟2(𝑟𝑜2 − 𝑟𝑖
2)(𝑝𝑖 − 𝑝𝑜) (2.4)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 = 𝜎𝑟 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2−
𝑟𝑖2𝑟𝑜
2
𝑟2(𝑟𝑜2 − 𝑟𝑖
2)(𝑝𝑖 − 𝑝𝑜) (2.5)
𝜎𝑎𝑥𝑖𝑎𝑙 = 𝜎𝑧 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟02
𝑟𝑜2 − 𝑟𝑖
2 (2.6)
𝜎𝑣𝑜𝑛 𝑚𝑖𝑠𝑒𝑠 = 𝜎𝑣𝑚 =1
√2√(𝜎𝜃 − 𝜎𝑟)
2 + (𝜎𝑟 − 𝜎𝑧)2 + (𝜎𝑧 − 𝜎𝜃)
2 (2.7)
𝑢𝑟𝑎𝑑𝑖𝑎𝑙 = 𝑢𝑟 =𝑟
𝐸(𝑟𝑜2 − 𝑟𝑖
2)[(1 − 2𝜈)(𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2) +
(1 + 𝜈)𝑟𝑜2𝑟𝑖2
𝑟2(𝑝𝑖 − 𝑝𝑜)] (2.8)
𝑢𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑𝑖𝑛𝑎𝑙 = 𝑢𝑧 = [(1 − 2𝜈)(𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2)
𝐸(𝑟𝑜2 − 𝑟𝑖
2)] 𝑧 (2.9)
where: 𝜎𝜃 = circumferential or hoop stress
𝜎𝑟 = radial stress (through wall thickness)
𝜎𝑧= longitudinal or axial stress
𝑢𝑟 = displacement through wall thickness
𝑢𝑧= longitudinal displacement
𝑝𝑖 = internal pressure
𝑝𝑜 = external pressure
𝑟𝑖 = inside radius
𝑟𝑜= outside radius
𝑟 = radius at point of interest, 𝑟𝑖 ≤ 𝑟 ≤ 𝑟𝑜
12
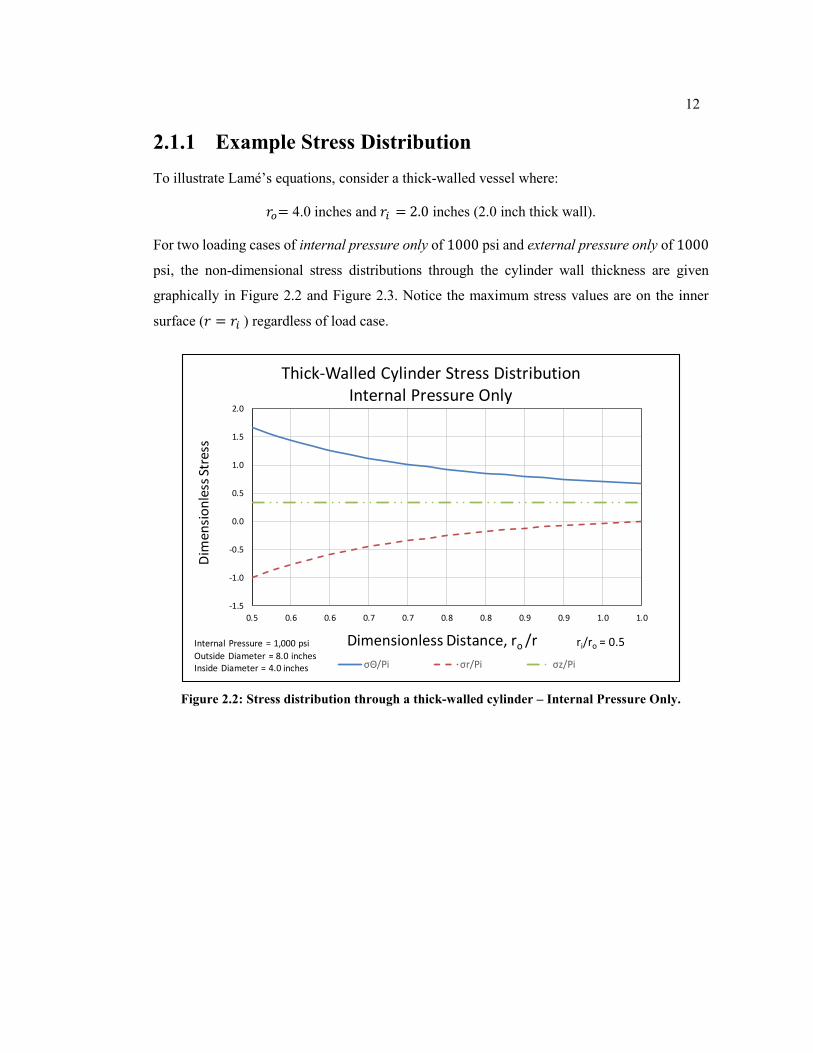
2.1.1 Example Stress Distribution
To illustrate Lamé’s equations, consider a thick-walled vessel where:
𝑟𝑜= 4.0 inches and 𝑟𝑖 = 2.0 inches (2.0 inch thick wall).
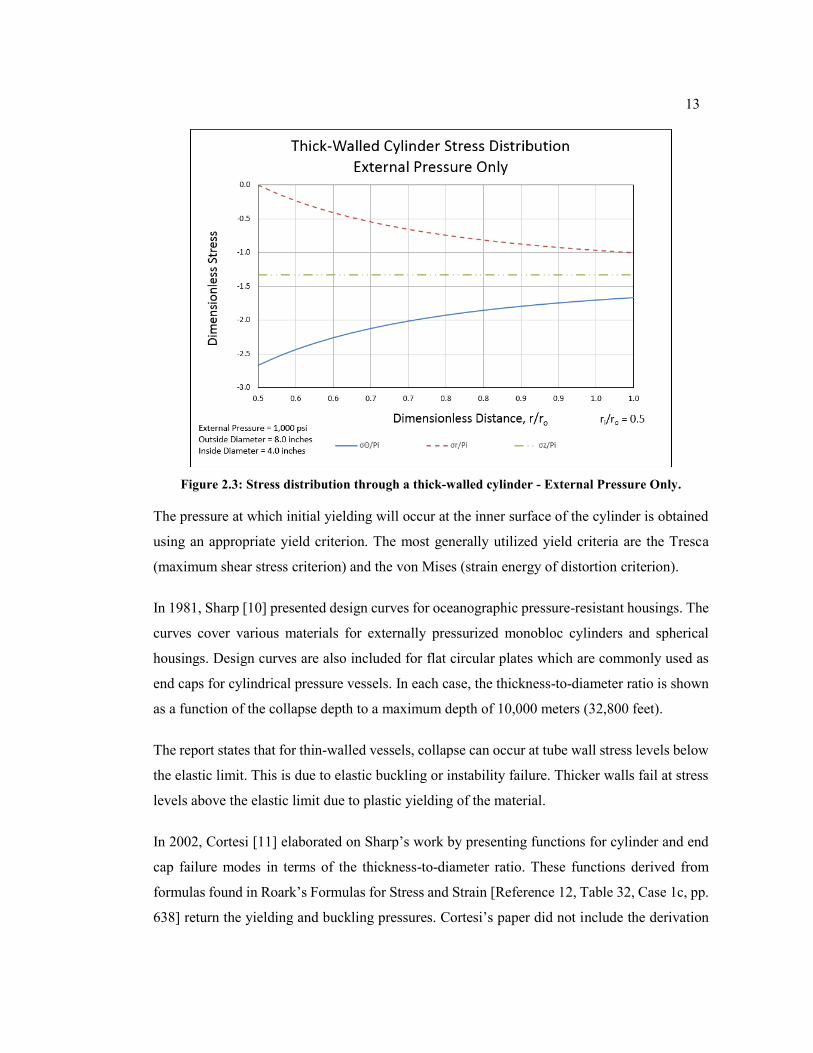
For two loading cases of internal pressure only of 1000 psi and external pressure only of 1000
psi, the non-dimensional stress distributions through the cylinder wall thickness are given
graphically in Figure 2.2 and Figure 2.3. Notice the maximum stress values are on the inner
surface (𝑟 = 𝑟𝑖 ) regardless of load case.
Figure 2.2: Stress distribution through a thick-walled cylinder – Internal Pressure Only.
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
0.5 0.6 0.6 0.7 0.7 0.8 0.8 0.9 0.9 1.0 1.0
Dim
ensi
on
less
Str
ess
Dimensionless Distance, ro /r
Thick-Walled Cylinder Stress DistributionInternal Pressure Only
σΘ/Pi σr/Pi σz/Pi
Internal Pressure = 1,000 psi
Outside Diameter = 8.0 inchesInside Diameter = 4.0 inches
ri/ro = 0.5
13
Figure 2.3: Stress distribution through a thick-walled cylinder - External Pressure Only.
The pressure at which initial yielding will occur at the inner surface of the cylinder is obtained
using an appropriate yield criterion. The most generally utilized yield criteria are the Tresca
(maximum shear stress criterion) and the von Mises (strain energy of distortion criterion).
In 1981, Sharp [10] presented design curves for oceanographic pressure-resistant housings. The
curves cover various materials for externally pressurized monobloc cylinders and spherical
housings. Design curves are also included for flat circular plates which are commonly used as
end caps for cylindrical pressure vessels. In each case, the thickness-to-diameter ratio is shown
as a function of the collapse depth to a maximum depth of 10,000 meters (32,800 feet).
The report states that for thin-walled vessels, collapse can occur at tube wall stress levels below
the elastic limit. This is due to elastic buckling or instability failure. Thicker walls fail at stress
levels above the elastic limit due to plastic yielding of the material.
In 2002, Cortesi [11] elaborated on Sharp’s work by presenting functions for cylinder and end
cap failure modes in terms of the thickness-to-diameter ratio. These functions derived from
formulas found in Roark’s Formulas for Stress and Strain [Reference 12, Table 32, Case 1c, pp.
638] return the yielding and buckling pressures. Cortesi’s paper did not include the derivation

14
of the formulas. Because these functions are useful in understanding the behavior of the
cylinder, the derivations are included in this thesis.
Cylinder Yield Failure:
Recall the governing equations for stress in a thick-walled cylinder are:
𝜎ℎ𝑜𝑜𝑝 = 𝜎𝜃 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2 −𝑟𝑖2𝑟𝑜2(𝑝𝑜 − 𝑝𝑖)
𝑟2(𝑟𝑜2 − 𝑟𝑖
2) (2.4)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 = 𝜎𝑟 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2 +𝑟𝑖2𝑟𝑜2(𝑝𝑜 − 𝑝𝑖)
𝑟2(𝑟𝑜2 − 𝑟𝑖
2) (2.5)
𝜎𝑎𝑥𝑖𝑎𝑙 = 𝜎𝑎 =𝑝𝑖𝑟𝑖
2 − 𝑝𝑜𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2 (2.6)
where 𝜎𝜃 = circumferential or hoop stress
𝜎𝑟 = radial stress
𝜎𝑎 = axial or longitudinal stress
𝑝𝑜 = external pressure
𝑝𝑖 = internal pressure
𝑟𝑜 = outer radius
𝑟𝑖 = inner radius
𝑟 = radius at point of interest, 𝑟𝑖 ≤ 𝑟 ≤ 𝑟𝑜
If the internal pressure 𝑝𝑖 = 0, then the maximum circumferential stress occurs at 𝑟 = 𝑟𝑖.
Substituting these values into Equation (2.4) yields Equation (2.10).
𝜎𝜃(𝑟 = 𝑟𝑖) =−2𝑝𝑜𝑟𝑜
2
𝑟𝑜2 − 𝑟𝑖
2 (2.10)
Letting 𝜎𝜃 = 𝜎𝑦 and solving Equation (2.10) for the Thickness to Outer Diameter ratio of a
cylinder results in Equation (2.11). Equation (2.11) describes the relation that will cause yielding
at the inner surface for a given pressure. To prevent yielding, T/OD should be larger than this
value.
𝑇
𝑂𝐷= 1
2(1 − √1 −
2𝑝𝑜𝜎𝑦) (2.11)
where 𝜎𝑦 = yields strength of cylinder material
𝑇 = thickness of cylinder wall
𝑂𝐷 = outside diameter of cylinder
15
Cylinder Buckling Failure:
Equation (2.12) describes the pressure at which the cylinder will buckle.
𝑃 = 2𝐸
1 − 𝜈2(𝑇
𝑂𝐷)3
(2.12)
where 𝑃 = external buckling pressure
𝑇 = cylinder wall thickness
𝑂𝐷 = outside diameter of cylinder
𝐸 = Young’s Modulus
𝜈 = Poisson’s ratio
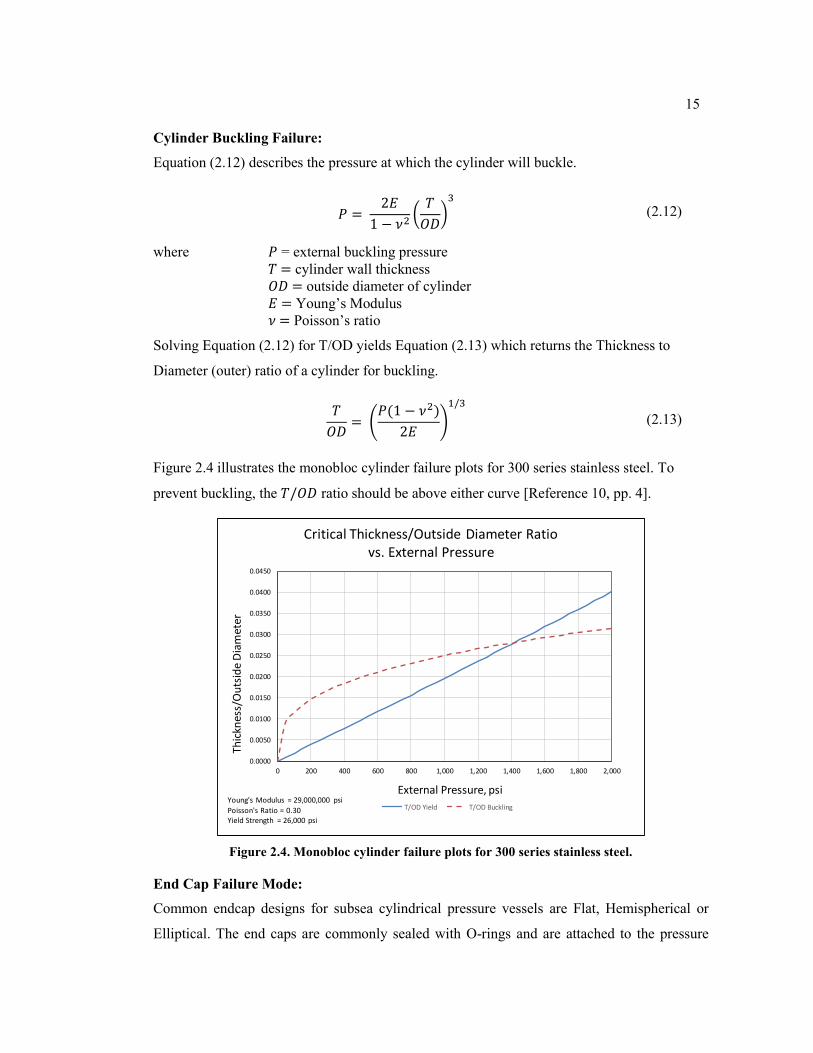
Solving Equation (2.12) for T/OD yields Equation (2.13) which returns the Thickness to
Diameter (outer) ratio of a cylinder for buckling.
𝑇
𝑂𝐷= (
𝑃(1 − 𝜈2)
2𝐸)
1/3
(2.13)
Figure 2.4 illustrates the monobloc cylinder failure plots for 300 series stainless steel. To
prevent buckling, the 𝑇/𝑂𝐷 ratio should be above either curve [Reference 10, pp. 4].
Figure 2.4. Monobloc cylinder failure plots for 300 series stainless steel.
End Cap Failure Mode:
Common endcap designs for subsea cylindrical pressure vessels are Flat, Hemispherical or
Elliptical. The end caps are commonly sealed with O-rings and are attached to the pressure
0.0000
0.0050
0.0100
0.0150
0.0200
0.0250
0.0300
0.0350
0.0400
0.0450
0 200 400 600 800 1,000 1,200 1,400 1,600 1,800 2,000
Thic
knes
s/O
uts
ide
Dia
met
er
External Pressure, psi
Critical Thickness/Outside Diameter Ratio vs. External Pressure
T/OD Yield T/OD BucklingYoung's Modulus = 29,000,000 psi
Poisson's Ratio = 0.30Yield Strength = 26,000 psi
16
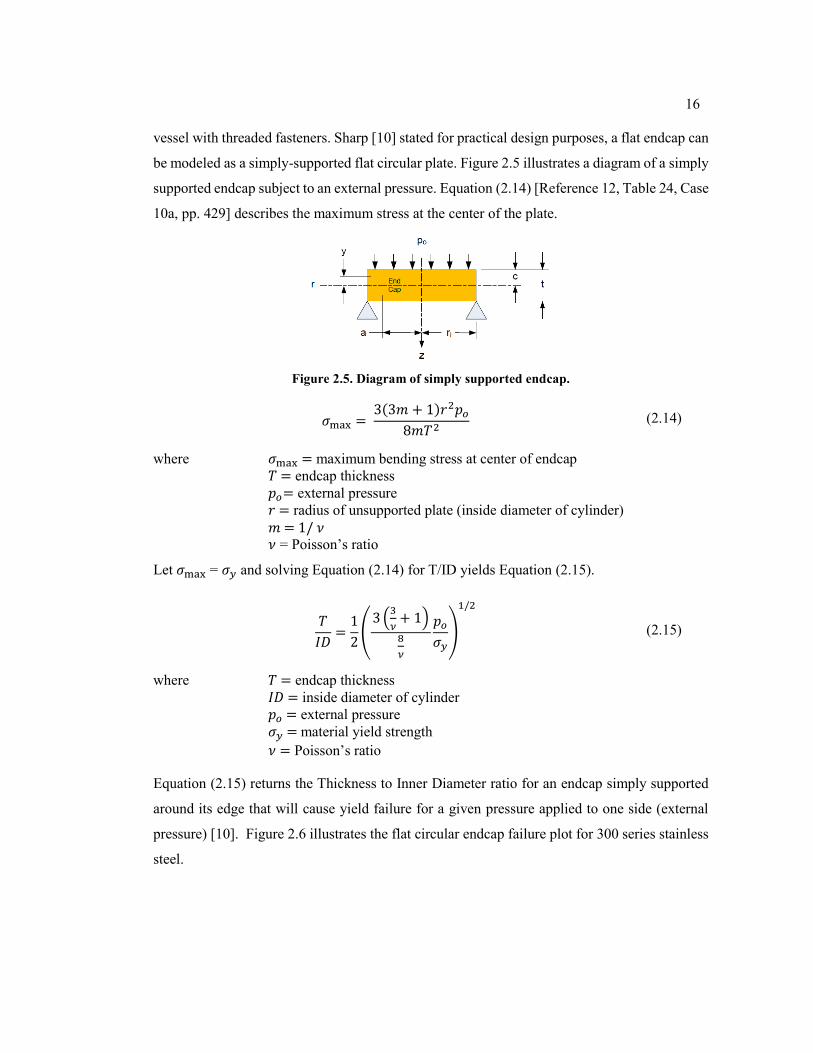
vessel with threaded fasteners. Sharp [10] stated for practical design purposes, a flat endcap can
be modeled as a simply-supported flat circular plate. Figure 2.5 illustrates a diagram of a simply
supported endcap subject to an external pressure. Equation (2.14) [Reference 12, Table 24, Case
10a, pp. 429] describes the maximum stress at the center of the plate.
Figure 2.5. Diagram of simply supported endcap.
𝜎max = 3(3𝑚 + 1)𝑟2𝑝𝑜
8𝑚𝑇2 (2.14)
where 𝜎max = maximum bending stress at center of endcap
𝑇 = endcap thickness
𝑝𝑜= external pressure
𝑟 = radius of unsupported plate (inside diameter of cylinder)
𝑚 = 1/ 𝜈 𝜈 = Poisson’s ratio
Let 𝜎max = 𝜎𝑦 and solving Equation (2.14) for T/ID yields Equation (2.15).
𝑇
𝐼𝐷=1
2(3(
3
𝜈+ 1)
8
𝜈
𝑝𝑜𝜎𝑦)
1/2
(2.15)
where 𝑇 = endcap thickness
𝐼𝐷 = inside diameter of cylinder
𝑝𝑜 = external pressure
𝜎𝑦 = material yield strength
𝜈 = Poisson’s ratio
Equation (2.15) returns the Thickness to Inner Diameter ratio for an endcap simply supported
around its edge that will cause yield failure for a given pressure applied to one side (external
pressure) [10]. Figure 2.6 illustrates the flat circular endcap failure plot for 300 series stainless
steel.
17
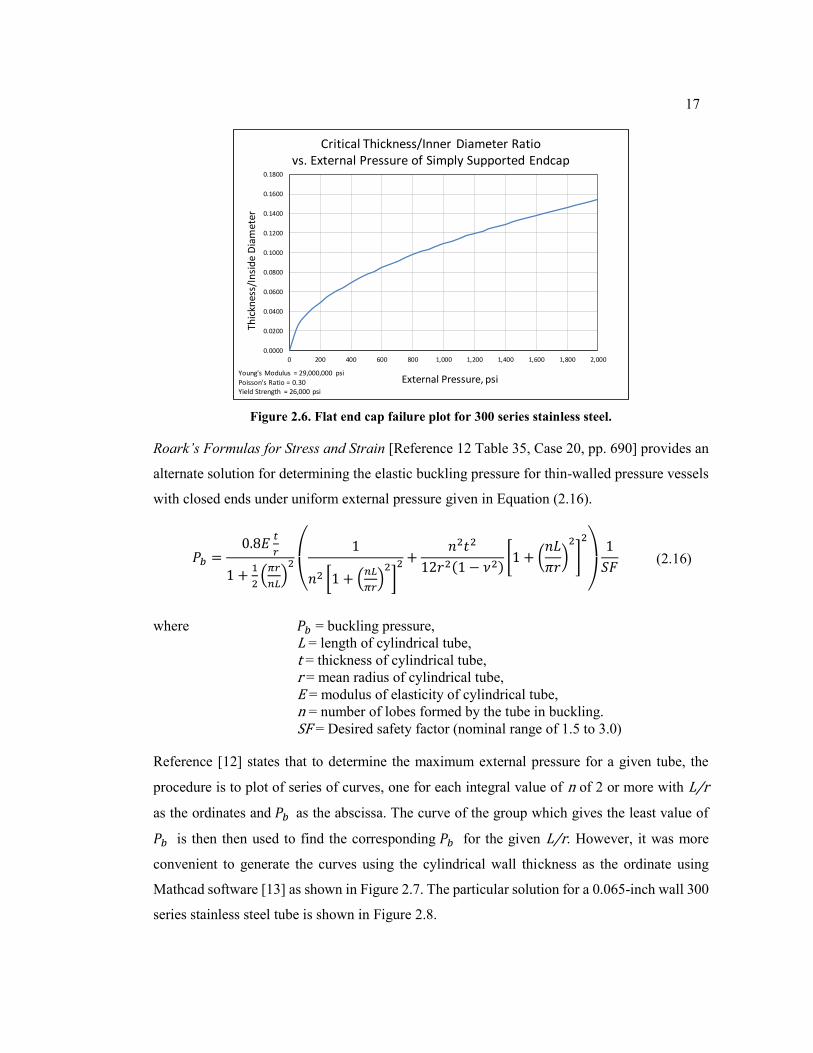
Figure 2.6. Flat end cap failure plot for 300 series stainless steel.
Roark’s Formulas for Stress and Strain [Reference 12 Table 35, Case 20, pp. 690] provides an
alternate solution for determining the elastic buckling pressure for thin-walled pressure vessels
with closed ends under uniform external pressure given in Equation (2.16).
𝑃𝑏 =0.8𝐸
𝑡
𝑟
1 +1
2(𝜋𝑟
𝑛𝐿)2
(
1
𝑛2 [1 + (𝑛𝐿
𝜋𝑟)2]2 +
𝑛2𝑡2
12𝑟2(1 − 𝜈2)[1 + (
𝑛𝐿
𝜋𝑟)2
]
2
)
1
𝑆𝐹 (2.16)
where 𝑃𝑏 = buckling pressure,
L = length of cylindrical tube,
t = thickness of cylindrical tube,
r = mean radius of cylindrical tube,
E = modulus of elasticity of cylindrical tube,
n = number of lobes formed by the tube in buckling.
SF = Desired safety factor (nominal range of 1.5 to 3.0)
Reference [12] states that to determine the maximum external pressure for a given tube, the
procedure is to plot of series of curves, one for each integral value of n of 2 or more with L/r
as the ordinates and 𝑃𝑏 as the abscissa. The curve of the group which gives the least value of
𝑃𝑏 is then then used to find the corresponding 𝑃𝑏 for the given L/r. However, it was more
convenient to generate the curves using the cylindrical wall thickness as the ordinate using
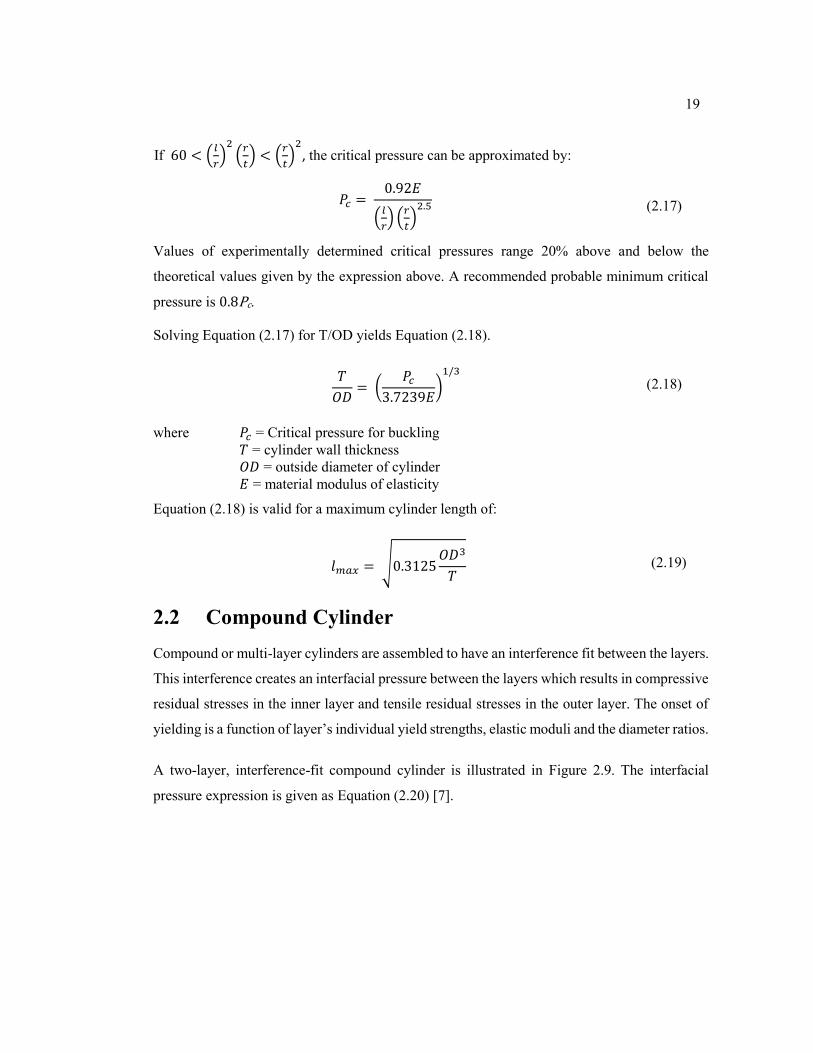
Mathcad software [13] as shown in Figure 2.7. The particular solution for a 0.065-inch wall 300
series stainless steel tube is shown in Figure 2.8.
0.0000
0.0200
0.0400
0.0600
0.0800
0.1000
0.1200
0.1400
0.1600
0.1800
0 200 400 600 800 1,000 1,200 1,400 1,600 1,800 2,000
Thic
knes
s/In
sid
e D
iam
eter
External Pressure, psi
Critical Thickness/Inner Diameter Ratio vs. External Pressure of Simply Supported Endcap
Young's Modulus = 29,000,000 psi
Poisson's Ratio = 0.30Yield Strength = 26,000 psi
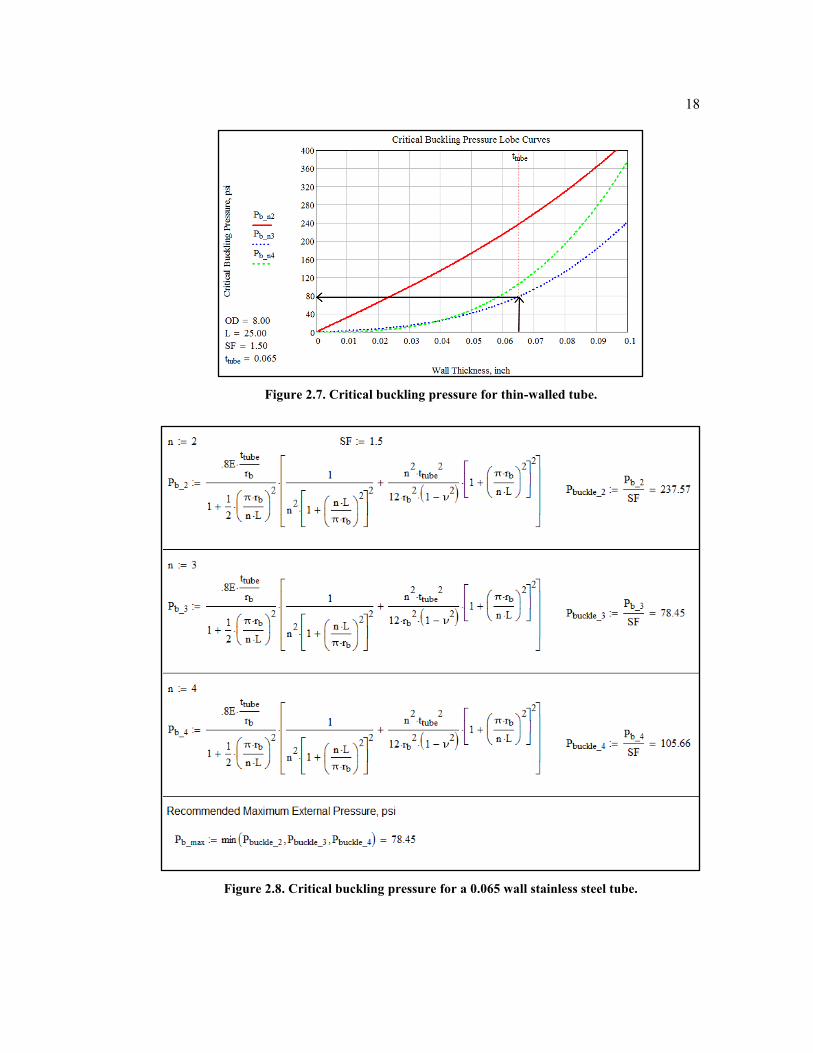
18
Figure 2.7. Critical buckling pressure for thin-walled tube.
Figure 2.8. Critical buckling pressure for a 0.065 wall stainless steel tube.
19
If 60 < (𝑙
𝑟)2(𝑟
𝑡) < (
𝑟
𝑡)2
, the critical pressure can be approximated by:
𝑃𝑐 = 0.92𝐸
(𝑙
𝑟) (
𝑟
𝑡)2.5 (2.17)
Values of experimentally determined critical pressures range 20% above and below the
theoretical values given by the expression above. A recommended probable minimum critical
pressure is 0.8Pc.
Solving Equation (2.17) for T/OD yields Equation (2.18).
𝑇
𝑂𝐷= (
𝑃𝑐3.7239𝐸
)1/3
(2.18)
where 𝑃𝑐 = Critical pressure for buckling
𝑇 = cylinder wall thickness
𝑂𝐷 = outside diameter of cylinder
𝐸 = material modulus of elasticity
Equation (2.18) is valid for a maximum cylinder length of:
𝑙𝑚𝑎𝑥 = √0.3125𝑂𝐷3
𝑇 (2.19)
2.2 Compound Cylinder
Compound or multi-layer cylinders are assembled to have an interference fit between the layers.
This interference creates an interfacial pressure between the layers which results in compressive
residual stresses in the inner layer and tensile residual stresses in the outer layer. The onset of
yielding is a function of layer’s individual yield strengths, elastic moduli and the diameter ratios.
A two-layer, interference-fit compound cylinder is illustrated in Figure 2.9. The interfacial
pressure expression is given as Equation (2.20) [7].
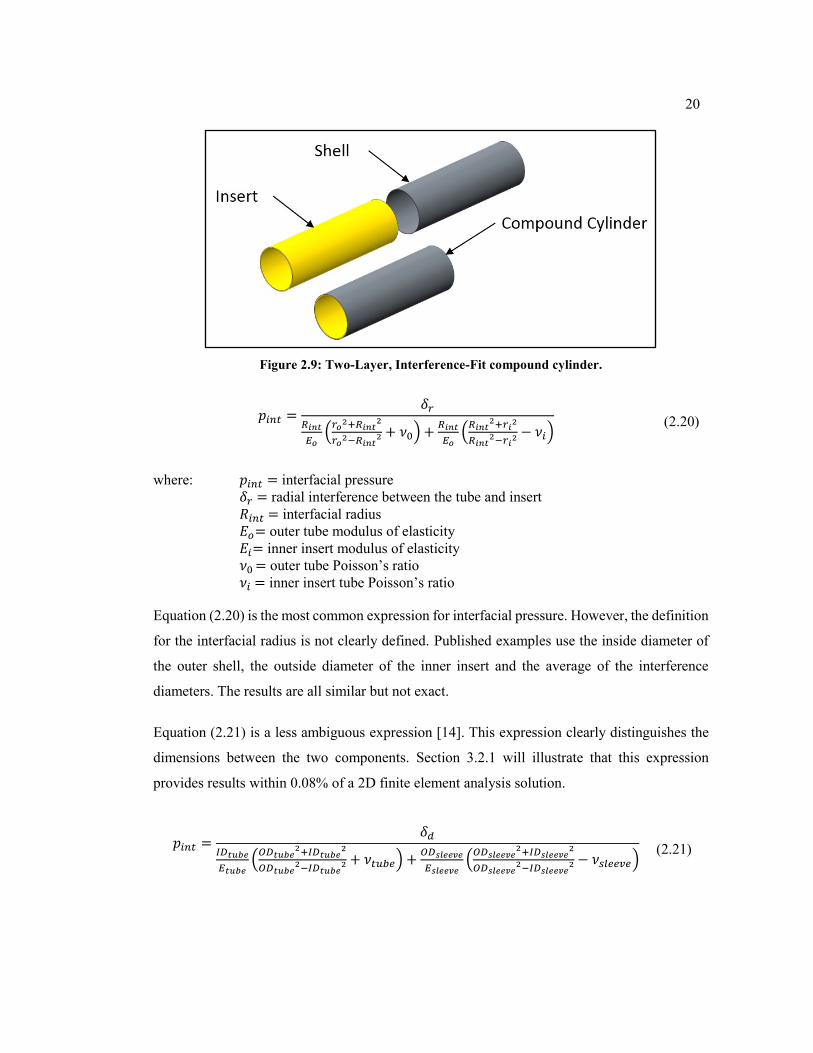
20
Figure 2.9: Two-Layer, Interference-Fit compound cylinder.
𝑝𝑖𝑛𝑡 =𝛿𝑟
𝑅𝑖𝑛𝑡
𝐸𝑜(𝑟𝑜2+𝑅𝑖𝑛𝑡
2
𝑟𝑜2−𝑅𝑖𝑛𝑡
2 + 𝜈0) +𝑅𝑖𝑛𝑡
𝐸𝑜(𝑅𝑖𝑛𝑡
2+𝑟𝑖2
𝑅𝑖𝑛𝑡2−𝑟𝑖
2 − 𝜈𝑖) (2.20)
where: 𝑝𝑖𝑛𝑡 = interfacial pressure
𝛿𝑟 = radial interference between the tube and insert
𝑅𝑖𝑛𝑡 = interfacial radius
𝐸𝑜= outer tube modulus of elasticity
𝐸𝑖= inner insert modulus of elasticity
𝜈0 = outer tube Poisson’s ratio
𝜈𝑖 = inner insert tube Poisson’s ratio
Equation (2.20) is the most common expression for interfacial pressure. However, the definition
for the interfacial radius is not clearly defined. Published examples use the inside diameter of
the outer shell, the outside diameter of the inner insert and the average of the interference
diameters. The results are all similar but not exact.
Equation (2.21) is a less ambiguous expression [14]. This expression clearly distinguishes the
dimensions between the two components. Section 3.2.1 will illustrate that this expression
provides results within 0.08% of a 2D finite element analysis solution.
𝑝𝑖𝑛𝑡 =𝛿𝑑
𝐼𝐷𝑡𝑢𝑏𝑒
𝐸𝑡𝑢𝑏𝑒(𝑂𝐷𝑡𝑢𝑏𝑒
2+𝐼𝐷𝑡𝑢𝑏𝑒2
𝑂𝐷𝑡𝑢𝑏𝑒2−𝐼𝐷𝑡𝑢𝑏𝑒
2 + 𝜈𝑡𝑢𝑏𝑒) +𝑂𝐷𝑠𝑙𝑒𝑒𝑣𝑒
𝐸𝑠𝑙𝑒𝑒𝑣𝑒(𝑂𝐷𝑠𝑙𝑒𝑒𝑣𝑒
2+𝐼𝐷𝑠𝑙𝑒𝑒𝑣𝑒2
𝑂𝐷𝑠𝑙𝑒𝑒𝑣𝑒2−𝐼𝐷𝑠𝑙𝑒𝑒𝑣𝑒
2 − 𝜈𝑠𝑙𝑒𝑒𝑣𝑒) (2.21)
21
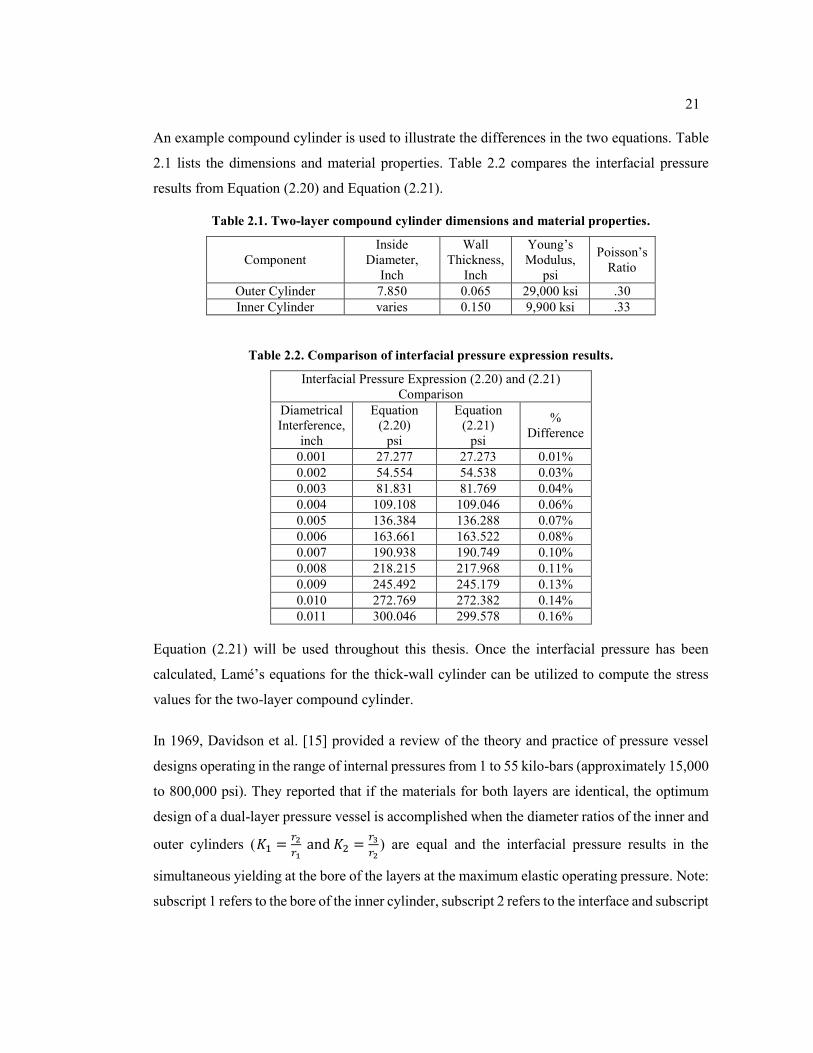
An example compound cylinder is used to illustrate the differences in the two equations. Table
2.1 lists the dimensions and material properties. Table 2.2 compares the interfacial pressure
results from Equation (2.20) and Equation (2.21).
Table 2.1. Two-layer compound cylinder dimensions and material properties.
Component
Inside
Diameter,
Inch
Wall
Thickness,
Inch
Young’s
Modulus,
psi
Poisson’s
Ratio
Outer Cylinder 7.850 0.065 29,000 ksi .30
Inner Cylinder varies 0.150 9,900 ksi .33
Table 2.2. Comparison of interfacial pressure expression results.
Interfacial Pressure Expression (2.20) and (2.21)
Comparison
Diametrical
Interference,
inch
Equation
(2.20)
psi
Equation
(2.21)
psi
%
Difference
0.001 27.277 27.273 0.01%
0.002 54.554 54.538 0.03%
0.003 81.831 81.769 0.04%
0.004 109.108 109.046 0.06%
0.005 136.384 136.288 0.07%
0.006 163.661 163.522 0.08%
0.007 190.938 190.749 0.10%
0.008 218.215 217.968 0.11%
0.009 245.492 245.179 0.13%
0.010 272.769 272.382 0.14%
0.011 300.046 299.578 0.16%
Equation (2.21) will be used throughout this thesis. Once the interfacial pressure has been
calculated, Lamé’s equations for the thick-wall cylinder can be utilized to compute the stress
values for the two-layer compound cylinder.
In 1969, Davidson et al. [15] provided a review of the theory and practice of pressure vessel
designs operating in the range of internal pressures from 1 to 55 kilo-bars (approximately 15,000
to 800,000 psi). They reported that if the materials for both layers are identical, the optimum
design of a dual-layer pressure vessel is accomplished when the diameter ratios of the inner and
outer cylinders (𝐾1 =𝑟2
𝑟1 and 𝐾2 =
𝑟3
𝑟2) are equal and the interfacial pressure results in the
simultaneous yielding at the bore of the layers at the maximum elastic operating pressure. Note:
subscript 1 refers to the bore of the inner cylinder, subscript 2 refers to the interface and subscript

22
3 refers to the outside of the outer cylinder. However, if layer materials have different yield
strengths and elastic constants, the optimum design is more complex as follows.
The Tresca yield criterion was used to determine the internal operating pressure for yielding an
optimum, two-layer cylinder as given in Equation (2.22).
𝑃𝑦
𝜎𝑦2=1
2(𝜎𝑦1
𝜎𝑦2+ 1) −
1
𝐾√𝜎𝑦1
𝜎𝑦2 (2.22)
where K and K1 are defined by Equations (2.23) and (2.24):
diameter ratio, 𝐾 = 𝑟2𝑟1
(2.23)
𝐾1 = (𝜎𝑦1
𝜎𝑦2)
1/4
√𝐾 (2.24)
𝐾2 = (𝜎𝑦1
𝜎𝑦2)
1/4
√𝑟3𝑟2
(2.25)
The initial radial interference for this two-layer optimum compound cylinder is given in
Equation (2.26):
𝛿𝑖𝑛𝑡𝑟2=1
2[𝜎𝑦2 −
1
𝐾√𝜎𝑦1𝜎𝑦2] [
1 − 𝜈12
𝐸1(𝐾12 + 1
𝐾12 − 1
) +1 − 𝜈2
2
𝐸2(𝐾22 + 1
𝐾22 − 1
) −𝜈1(1 + 𝜈1)
𝐸1
+𝜈2(1 + 𝜈2)
𝐸2] −
1 − 𝜈12
𝐸1[𝜎𝑦1 + 𝜎𝑦2 −
2
𝐾√𝜎𝑦1𝜎𝑦2
𝐾12 − 1
]
(2.26)
where 𝑃𝑦 = Internal pressure at initial yield
𝐸1 = Young’s elastic modulus of inner cylinder 1
𝐸2 = Young’s elastic modulus of outer cylinder 2
𝜎𝑦1 = Yield stress in tension of inner cylinder 1
𝜎𝑦2 = Yield stress in tension of outer cylinder 2
𝐾 = Diameter ratio defined in Equation (2.23)
𝐾1 = Condition for optimum inner cylinder defined in Equation (2.24)
𝐾2 = Condition for optimum outer cylinder defined in Equation (2.25)
𝑟1 = Bore radius of inner cylinder
𝑟2 = Radius of interface of two cylinders
𝑟3 = Outside radius of outer cylinder

23
Equation (2.26) illustrates that slight variations in the two elastic constants, Young’s modulus,
𝐸 and Poisson’s ratio, 𝜈, can have a significant effect on the design parameters for a compound
cylinder. Of course, variations in yield strength will also have a considerable effect. The
theoretical elastic pressure limit for a dual-layer compound cylinder is 100% of the material
yield strength. The theoretical elastic pressure limit is only 50% of the material yield for a single
wall cylinder [15].
In 2014, Majumder [16] researched the optimum design of compound cylindrical pressure
vessels subjected to internal pressure by finite element analysis. The thesis suggests that the
ideal value of contact pressure will produce equal maximum tensile stresses in both cylinders.
In other words, the main objective of an optimized multilayer cylinder is to achieve equivalent
maximum hoop stress at the inner surface of all cylinders. If the materials of the two cylinders
are identical, the ideal diametrical interference, 𝛿1 is defined by Equation (2.27).
𝛿1 = 𝑝𝑠 [2𝐷1𝑐1[(𝑐1𝑐2)
2 − 1]
𝐸(𝑐22 − 1)(𝑐1
2 − 1)] (2.27)
where 𝑐1 and 𝑐2 are defined by Equations (2.28) and (2.29):
𝑐1 = 𝐷2𝐷1
(2.28)
𝑐2 = 𝐷3𝐷2
(2.29)
and 𝑝𝑠 = Interfacial Pressure
𝐷1= Inner diameter of the insert
𝐷2= Outer diameter of the insert
𝐷3= Outer diameter of the shell
𝐸 = Modulus of elasticity for the insert and shell.
Slocum [14] states that the holding power of an interference fit depends on the coefficient of
friction and the amount by which the surface asperities (roughness) of the two parts dig into
each other forming a mechanical bond. Assuming the latter is the dominate holding power, it
should be maximized by cleaning and degreasing the parts prior to assembly. In addition, micro
slip occurs at small tangential levels. It is wrong to assume that the rougher the mating surfaces,
the better the chance that the peaks will interlock decreasing micro slip and increasing the
holding power of the interference joint. In fact, as the surface roughness increases, the stiffness
24
and dimensional location stability decreases. In general, the finer the surface finish (on the order
of 0.5 micro-meters 𝑅𝑎 or 16 micro-inches 𝑅𝑎) the more the joint appears to be solid. Slocum
suggests that clean, high surface finish parts actually cold weld together after they are press fit.
A 16 micro-inches 𝑅𝑎 finish is considered fine and is indicative of parts where the machining
marks direction is blurred i.e. not obvious. This finish can be applied by reaming, grinding
boring and rolling processes.
Slocum [14] explained that the interference joint should be designed to provide adequate
holding power when the minimum interference between parts exists. In addition, the stress
levels in the parts should not exceed the material yield strength when the maximum interference
exists even in the presence of other stresses in the system. A given system may be subjected to
the following stresses: axial, torsional, bending, pressure, thermal and inertial.
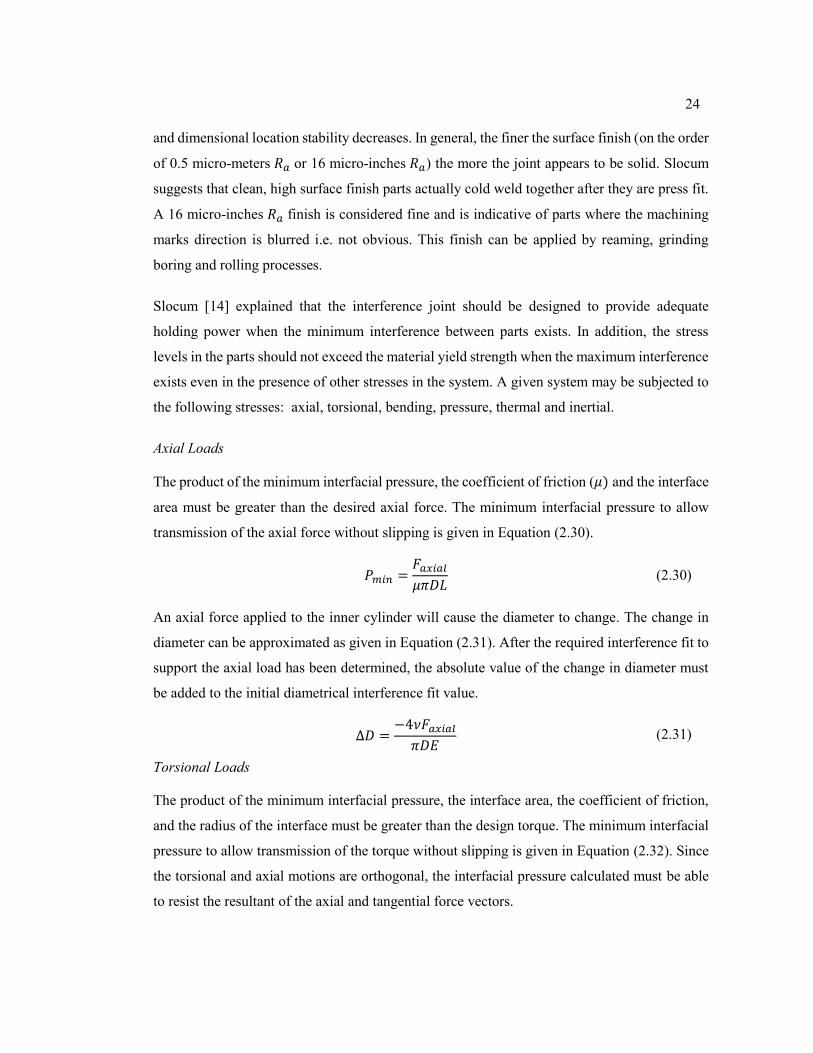
Axial Loads
The product of the minimum interfacial pressure, the coefficient of friction (𝜇) and the interface
area must be greater than the desired axial force. The minimum interfacial pressure to allow
transmission of the axial force without slipping is given in Equation (2.30).
𝑃𝑚𝑖𝑛 =𝐹𝑎𝑥𝑖𝑎𝑙𝜇𝜋𝐷𝐿
(2.30)
An axial force applied to the inner cylinder will cause the diameter to change. The change in
diameter can be approximated as given in Equation (2.31). After the required interference fit to
support the axial load has been determined, the absolute value of the change in diameter must
be added to the initial diametrical interference fit value.
∆𝐷 =−4𝜈𝐹𝑎𝑥𝑖𝑎𝑙𝜋𝐷𝐸
(2.31)
Torsional Loads
The product of the minimum interfacial pressure, the interface area, the coefficient of friction,
and the radius of the interface must be greater than the design torque. The minimum interfacial
pressure to allow transmission of the torque without slipping is given in Equation (2.32). Since
the torsional and axial motions are orthogonal, the interfacial pressure calculated must be able
to resist the resultant of the axial and tangential force vectors.

25
𝑃𝑚𝑖𝑛 =2𝑇𝑑𝑒𝑠𝑖𝑔𝑛
𝜇𝜋𝐷𝐿 (2.32)
Bending Loads
In general, when a beam bends, one surface is in tension and the other surface is in compression.
To prevent an interference fit joint from working loose, the product of the interface pressure and
the coefficient of friction must be greater than the maximum tensile or compressive stress in the
beam. In addition, to transfer the bending moment effectively across the joint, the area moment
of inertia of the outer cylinder must be greater than the area moment of inertial of the inner
cylinder.
𝑃𝑚𝑖𝑛𝜇 > 𝜎𝑏 (2.33)
𝐼𝑥−𝑥 𝑜𝑢𝑡𝑒𝑟 > 𝐼𝑥−𝑥 𝑖𝑛𝑛𝑒𝑟 (2.34)
Pressure Stresses
Application of external or internal hydrostatic pressure will cause the components to contract
or expand. This may cause tightening or loosening of the interference fit joint.
Thermal Loads
Temperature changes can cause the diameters of the interference fit assembly to contract or
expand which directly affects the allowable minimum and maximum interference fits. The
change in outside diameter relative to the inside diameter at the diameter 𝐷 of the interference
fit for a uniform temperature change ∆𝑇 from the assembly temperature is defined in Equation
(2.35).
∆𝐷 = 𝐷∆𝑇(𝛼𝐼 − 𝛼𝑂) (2.35)
Inertial Stresses
When a body spins, centrifugal forces tend to expand the body and cause internal radial and
circumferential stresses. The interference joint should be designed such that the parts do not
loosen or fly apart. This mainly applies to pulleys or disks on shafts and is not applicable to the
subject of this thesis. Consult reference [14] if additional information is desired.
26
2.2.1 Example Shrink Fit Studies
The following two studies illustrate applications of compound cylinder shrink fits and a
methodology for a computer-aided design of shrink fits that considers the surface roughness and
form defects of the manufacturing process.
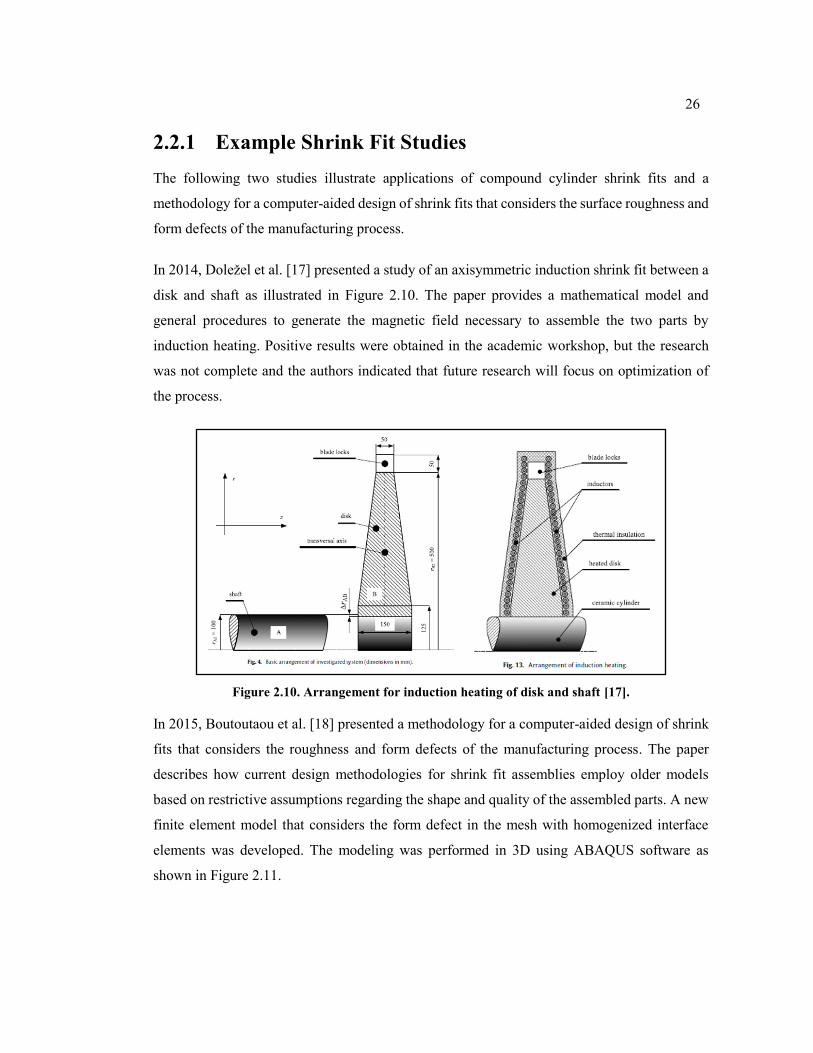
In 2014, Doležel et al. [17] presented a study of an axisymmetric induction shrink fit between a
disk and shaft as illustrated in Figure 2.10. The paper provides a mathematical model and
general procedures to generate the magnetic field necessary to assemble the two parts by
induction heating. Positive results were obtained in the academic workshop, but the research
was not complete and the authors indicated that future research will focus on optimization of
the process.
Figure 2.10. Arrangement for induction heating of disk and shaft [17].
In 2015, Boutoutaou et al. [18] presented a methodology for a computer-aided design of shrink
fits that considers the roughness and form defects of the manufacturing process. The paper
describes how current design methodologies for shrink fit assemblies employ older models
based on restrictive assumptions regarding the shape and quality of the assembled parts. A new
finite element model that considers the form defect in the mesh with homogenized interface
elements was developed. The modeling was performed in 3D using ABAQUS software as
shown in Figure 2.11.

27
Figure 2.11. FEA model of shrink fit interface joint [18].
Three finishing processes (honing, grinding and turning) were considered on the inside diameter
of the disk. The thickness of the homogenized element was determined according to the height
of the asperities. The stiffness of the homogenized element is largely influenced by the surface
because the peaks of roughness rapidly become plastic. Homogenizing exhibits the effect of
smoothing plastic deformation over the entire thickness of the element. This scenario results in
a decrease in Young’s modulus and Poisson’s ratio in the radial/circumferential and radial/axial
directions. The characteristics in the other directions remained unchanged. Table 2.3 shows that
the von Mises stresses (𝜎𝑣𝑚) for grinding and honing are substantially identical to the perfect
case, but that for turning is reduced by approximately 33%. This finding is explained as the
constraints are not homogeneous because of roughness. Their vertices are subjected to
significant pressure and axial compressive stress, whereas their valleys are subjected to less
radial and axial tensile stresses. The von Mises stress indicator is a shear indicator. The
homogenized element transcribes this behavior using a lower transverse Poisson’s ratio. The
average interface pressure (𝑝𝑚𝑒𝑎𝑛) decreases by 5%, which is explained by the fact that the
contact section is decreased because of the asperities and asymmetry of the location profile.
This decrease is smaller than those of the von Mises stresses because pressure is important at
the level of asperities (Approximately 29,000 psi for the given example). The push out force
(𝐹𝑝𝑜) is a function of the interface pressure, therefore the value for turning is the lowest, as
expected. Note, only the bore defects in the disk have been considered. Generalizing the
approach for defects in both parts with the notion of recovering asperities is necessary before
using the results published in Reference [18].
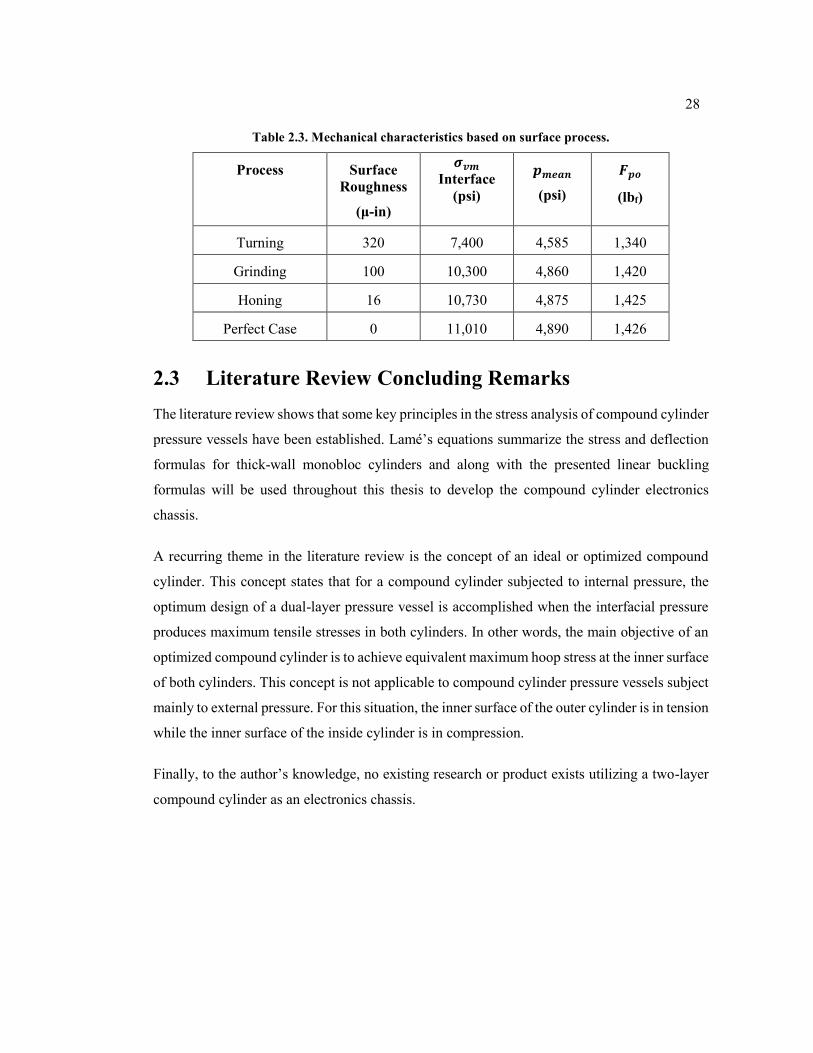
28
Table 2.3. Mechanical characteristics based on surface process.
Process Surface
Roughness
(μ-in)
𝝈𝒗𝒎 Interface
(psi)
𝒑𝒎𝒆𝒂𝒏
(psi)
𝑭𝒑𝒐
(lbf)
Turning 320 7,400 4,585 1,340
Grinding 100 10,300 4,860 1,420
Honing 16 10,730 4,875 1,425
Perfect Case 0 11,010 4,890 1,426
2.3 Literature Review Concluding Remarks
The literature review shows that some key principles in the stress analysis of compound cylinder
pressure vessels have been established. Lamé’s equations summarize the stress and deflection
formulas for thick-wall monobloc cylinders and along with the presented linear buckling
formulas will be used throughout this thesis to develop the compound cylinder electronics
chassis.
A recurring theme in the literature review is the concept of an ideal or optimized compound
cylinder. This concept states that for a compound cylinder subjected to internal pressure, the
optimum design of a dual-layer pressure vessel is accomplished when the interfacial pressure
produces maximum tensile stresses in both cylinders. In other words, the main objective of an
optimized compound cylinder is to achieve equivalent maximum hoop stress at the inner surface
of both cylinders. This concept is not applicable to compound cylinder pressure vessels subject
mainly to external pressure. For this situation, the inner surface of the outer cylinder is in tension
while the inner surface of the inside cylinder is in compression.
Finally, to the author’s knowledge, no existing research or product exists utilizing a two-layer
compound cylinder as an electronics chassis.
29
Chapter 3
Compound Cylinder Pressure Vessel Development
A primary goal of this thesis is to develop a methodology to design a compound cylinder
pressure vessel that can be manufactured using commercially available materials and industry
standards as guidelines for the interference fit and to demonstrate it through a representative
design. A secondary goal is to minimize the weight of the compound cylinder pressure vessel.
A tertiary goal is to minimize costs of the assembly. This goal may drive the material selection
once the first two goals have been met.
The development of the pressure vessel will begin with a discussion of a two-layer compound
cylinder. Chapter 4 will transition from this basic design to the development of the electronics
chassis pressure vessel based on the two-layer compound cylinder.
A discussion of the industry standard dimensions for the components and of the interference fit
will be presented first. Following this, the geometry driven Lamé’s equations along with
industry standards for margin of safety will be utilized to determine material based design
guidelines for a compound cylinder. Finally, both two-dimensional and three-dimensional finite
element models of the two-layer compound cylinder will be presented along with their results
and compared to the closed-form Lamé’s equations.
This thesis will primarily focus on the development of a nominal 8-inch diameter pressure vessel
but will present data for nominal sizes 10-inch and 12-inch diameter where applicable.
3.1 Compound Cylinder Industry Standard Dimensions
The outer shell of the pressure vessel will be typically fabricated from extruded thick-walled
aluminum tubing or seamless aluminum or stainless steel pipe. Dimensional tolerances on the
aluminum tubing are more exact than pipe but aluminum is not always the appropriate choice.
Consider an application where a nominal 8-inch diameter outer shell must be fabricated from
stainless steel. Seamless stainless steel pipe is commercially available in 0.500-inch wall
thickness but the large dimensional tolerances of pipe must be considered when determining the
30
dimensions of the outer shell of the compound cylinder. Permissible variations in the wall
thickness for stainless steel pipe are specified by ASTM standards [19]. Table 3.1 lists the
dimensions and tolerances for 8-inch schedule 80 stainless steel pipe. Dimensions for 10-inch
and 12-inch schedule 80 pipe are given in Appendix A.
Table 3.1. Dimensions of 8-inch S80 stainless steel pipe.
8” Schedule 80 Pipe Tolerances per ASTM-A999 Sections 10, 11 and 12
OD Calculations (Sec 12) Wall Thickness Calculations (Sec 10) ID Calculations (sec 11)
Nom OD
Tolerance Limit Wall Tolerance Limit ID-Calculation Nom
ID Tolerance Limit
8.625
0.093 8.718
0.500
12.5% 0.563 7.593
7.625
0.000 7.625 -12.5% 0.438 7.843 Max ID
-0.031 8.594 12.5% 0.563 7.469 Min ID
-0.063 7.563 -12.5% 0.438 7.719
To ensure that the outer cylinder dimensions will be within the raw pipe tolerances, the
maximum outside diameter must be less than 8.594 inches. The minimum inside diameter must
be larger than 7.843 inches. To ensure the inside diameter can be machined true with an
appropriate surface finish, a nominal inside diameter of 7.850 will be utilized in this study. To
minimize weight, a wall thickness of 0.065 inches will be used in this study which equates to a
nominal outside diameter of 7.980 inches in the sections of the shell away from the two open
ends. Recall the nominal wall thickness of the 8-inch schedule 80 pipe is 0.50 inches. Removing
87% of the wall thickness down to 0.065 inches is the maximum economically feasible amount
using standard machining practices such as honing and turning.
Along with using commercially available materials, the shrink fit value should be specified in
such a manner that a fabrication shop can produce the compound cylinder. Industry standards
exist for dimensions and tolerance fits for shafts and hubs. ANSI B4.1 defines standard force
and shrink fits for cylindrical parts as follows [20].
Force Fits: (FN): Force or shrink fits constitute a special type of interference fit,
normally characterized by maintenance of constant bore pressures throughout the
range of sizes. The interference therefore varies almost directly with diameter, and
the difference between its minimum and maximum value is small, to maintain the
resulting pressures within reasonable limits.
These fits are described as follows:
31
FN 1 Light drive fits are those requiring light assembly pressures, and produce more
or less permanent assemblies. They are suitable for thin sections or long fits, or in
cast-iron external members.
FN 2 Medium drive fits are suitable for ordinary steel parts, or for shrink fits on light
sections. They are about the tightest fits that can be used with high-grade cast-iron
external members.
FN 3 Heavy drive fits are suitable for heavier steel parts or for shrink fits in medium
sections.
FN 4 and FN 5 Force fits are suitable for parts that can be highly stressed, or for
shrink fits where the heavy pressing forces required are impractical.
A summary of standard interference fit values is listed in Table 3.2. The full table of standard
dimensions is given in Appendix B.
Table 3.2. ANSI Standard Force and Shrink Fits.
Figure 3.1 illustrates the interfacial pressure for ANSI standard interference values for nominal
8-inch, 10-inch and 12-inch compound cylinders at room temperature. Notice that as the
diameter of the compound cylinder is increased, the magnitude of the interfacial pressure
decreases for a given interference value. Figure 3.2 illustrates the change in the interference
diameter with change in ambient temperature for compound cylinders using Equation (2.35).
4.73 5.52 5.125 1.2 2.9 1.9 4.5 3.4 6.0 5.4 8.0 7.5 11.6
5.52 6.30 5.91 1.5 3.2 2.4 5.0 3.4 6.0 5.4 8.0 9.5 13.6
6.30 7.09 6.70 1.8 3.5 2.9 5.5 4.4 7.0 6.4 9.0 9.5 13.6
7.09 7.88 7.49 1.8 3.8 3.2 6.2 5.2 8.2 7.2 10.2 11.2 15.8
7.88 8.86 8.37 2.3 4.3 3.2 6.2 5.2 8.2 8.2 11.2 13.2 17.8
8.86 9.85 9.36 2.3 4.3 4.2 7.2 6.2 9.2 10.2 13.2 13.2 17.8
9.85 11.03 10.44 2.8 4.9 4.0 7.2 7.0 10.2 10.0 13.2 15.0 20.0
11.03 12.41 11.72 2.8 4.9 5.0 8.2 7.0 10.2 12.0 15.2 17.0 22.0
12.41 13.98 13.20 3.1 5.5 5.8 9.4 7.8 11.4 13.8 17.4 18.5 24.2
13.98 15.75 14.87 3.6 6.1 5.8 9.4 9.8 13.4 15.8 19.4 21.5 27.2
15.75 17.72 16.74 4.4 7.0 6.5 10.6 9.5 13.6 17.5 21.6 24.0 30.5
17.72 19.69 18.71 4.4 7.0 7.5 11.6 11.5 15.6 19.5 23.6 26.0 32.5
Note: 1 mil = 1/1000 inch
ANSI Standard Force and Shrink Fits ANSI B4.1-1969 (R1987)
Interference (mils)
Nominal Diameter
Range, inch
Average
Diameter Interference (mils) Interference (mils) Interference (mils) Interference (mils)
Class FN 1 Class FN 2 Class FN 3 Class FN 4 Class FN 5
32
Figure 3.1. Interfacial pressure for ANSI Standard Force and Shrink Fits.
Figure 3.2. Compound cylinder change in interference diameter vs. temperature.
3.2 Compound Cylinder Analytical Solution
Lamé provided formulas for stress and deflection of thick-wall cylinders (Section 2.1 and 2.2).
Slocum explained that the interference joint should be designed to provide adequate holding
power when the minimum interference between parts exists. In addition, the stress levels in the
0
50
100
150
200
250
300
350
400
450
500
550
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Inte
rfac
ial P
ress
ure
, psi
Interference, mils
2-Layer Compound CylinderAssembly Interference-Fit vs. Interfacial Pressure
8-inch 10-inch 12-inch
Shell Wall = 0.065"
8" shell ID = 7.850"10" shell ID = 9.970"
12" shell ID =
E_insert = 9,900 ksi
ν_insert = 0.33Insert Wall = 0.150"
E_shell = 28,000 ksi
ν_shell = 0.27
-6.00
-5.00
-4.00
-3.00
-2.00
-1.00
0.00
1.00
2.00
3.00
4.00
5.00
-40 -30 -20 -10 0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160
Ch
ange
in In
der
fere
nce
Dia
met
er, m
ils
Ambient Temperature, Deg F(68 Deg F Baseline)
Change in Interference Diameter vs. Ambient Temperature
2-Layer Compound Cylinder316 Stainless Steel Shell/Aluminum 6061-T6 Insert
8-inch 10-inch 12-inch
Shell:
316 Stainless Steel𝛼 = 8.9 µ-inch/inch °F
Insert:
Aluminum 6061-T6𝛼 = 13.1 µ-inch/inch °F

33
parts should not exceed the material yield strength when the maximum interference exists even
in the presence of other stresses in the compound cylinder (Section 2.2). ANSI standards provide
guidance on the magnitude of interference for a compound cylinder based on the nominal
diameter (Section 3.1). The goal of this section is to develop a baseline understanding of the
behavior of a two-layer compound cylinder. The results will be compared to finite element
analysis models of the compound cylinder in the next section. Finally, the results of the
compound cylinder development will be used for comparison with the thesis subject electronics
chassis pressure vessel in Chapter 4.
The compound cylinder development will begin by calculating the stress distribution in the
cylinders utilizing the interference fit and interfacial pressure guidance illustrated in the
previous section. Equation (2.21) is used to calculate the interfacial pressure for a given
geometry. Knowing the interfacial pressure, Lamé’s formulas for stress, Equations (2.4) through
(2.6), along with von Mises’ stress formula, Equation (2.7), are used to calculate the equivalent
stress in both cylinders.
This process is best illustrated with an example, as follows. Consider the material properties and
cylinder dimensions given in Table 3.3 for a diametrical interference of 0.010 inches. Figure 3.3
illustrates the interfacial pressure on the two cylinders.
Table 3.3. Example Two-layer compound cylinder dimensions and material properties.
Component
Inside
Diameter,
Inch
Wall
Thickness,
Inch
Material
Young’s
Modulus, 𝐸
psi
Poisson’s
Ratio, 𝜈
Outer Cylinder 7.850 0.065 316 Stainless
Steel 28,000,000 0.27
Inner Cylinder 7.560 0.150 6061-T651
Aluminum 9,900,000 0.33
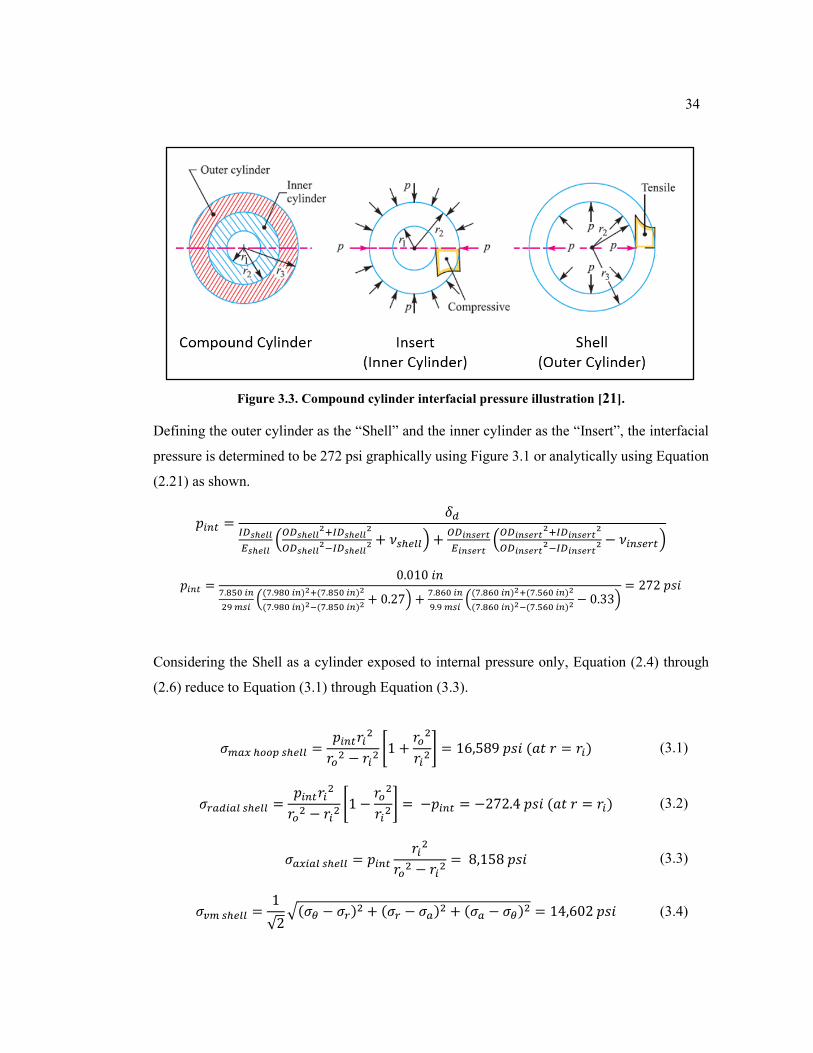
34
Figure 3.3. Compound cylinder interfacial pressure illustration [21].
Defining the outer cylinder as the “Shell” and the inner cylinder as the “Insert”, the interfacial
pressure is determined to be 272 psi graphically using Figure 3.1 or analytically using Equation
(2.21) as shown.
𝑝𝑖𝑛𝑡 =𝛿𝑑
𝐼𝐷𝑠ℎ𝑒𝑙𝑙
𝐸𝑠ℎ𝑒𝑙𝑙(𝑂𝐷𝑠ℎ𝑒𝑙𝑙
2+𝐼𝐷𝑠ℎ𝑒𝑙𝑙2
𝑂𝐷𝑠ℎ𝑒𝑙𝑙2−𝐼𝐷𝑠ℎ𝑒𝑙𝑙
2 + 𝜈𝑠ℎ𝑒𝑙𝑙) +𝑂𝐷𝑖𝑛𝑠𝑒𝑟𝑡
𝐸𝑖𝑛𝑠𝑒𝑟𝑡(𝑂𝐷𝑖𝑛𝑠𝑒𝑟𝑡
2+𝐼𝐷𝑖𝑛𝑠𝑒𝑟𝑡2
𝑂𝐷𝑖𝑛𝑠𝑒𝑟𝑡2−𝐼𝐷𝑖𝑛𝑠𝑒𝑟𝑡
2 − 𝜈𝑖𝑛𝑠𝑒𝑟𝑡)
𝑝𝑖𝑛𝑡 =0.010 𝑖𝑛
7.850 𝑖𝑛
29 𝑚𝑠𝑖((7.980 𝑖𝑛)2+(7.850 𝑖𝑛)2
(7.980 𝑖𝑛)2−(7.850 𝑖𝑛)2+ 0.27) +
7.860 𝑖𝑛
9.9 𝑚𝑠𝑖((7.860 𝑖𝑛)2+(7.560 𝑖𝑛)2
(7.860 𝑖𝑛)2−(7.560 𝑖𝑛)2− 0.33)
= 272 𝑝𝑠𝑖
Considering the Shell as a cylinder exposed to internal pressure only, Equation (2.4) through
(2.6) reduce to Equation (3.1) through Equation (3.3).
𝜎𝑚𝑎𝑥 ℎ𝑜𝑜𝑝 𝑠ℎ𝑒𝑙𝑙 =𝑝𝑖𝑛𝑡𝑟𝑖
2
𝑟𝑜2 − 𝑟𝑖
2[1 +
𝑟𝑜2
𝑟𝑖2] = 16,589 𝑝𝑠𝑖 (𝑎𝑡 𝑟 = 𝑟𝑖) (3.1)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 𝑠ℎ𝑒𝑙𝑙 =𝑝𝑖𝑛𝑡𝑟𝑖
2
𝑟𝑜2 − 𝑟𝑖
2[1 −
𝑟𝑜2
𝑟𝑖2] = −𝑝𝑖𝑛𝑡 = −272.4 𝑝𝑠𝑖 (𝑎𝑡 𝑟 = 𝑟𝑖) (3.2)
𝜎𝑎𝑥𝑖𝑎𝑙 𝑠ℎ𝑒𝑙𝑙 = 𝑝𝑖𝑛𝑡𝑟𝑖2
𝑟𝑜2 − 𝑟𝑖
2= 8,158 𝑝𝑠𝑖 (3.3)
𝜎𝑣𝑚 𝑠ℎ𝑒𝑙𝑙 =1
√2√(𝜎𝜃 − 𝜎𝑟)
2 + (𝜎𝑟 − 𝜎𝑎)2 + (𝜎𝑎 − 𝜎𝜃)
2 = 14,602 𝑝𝑠𝑖 (3.4)
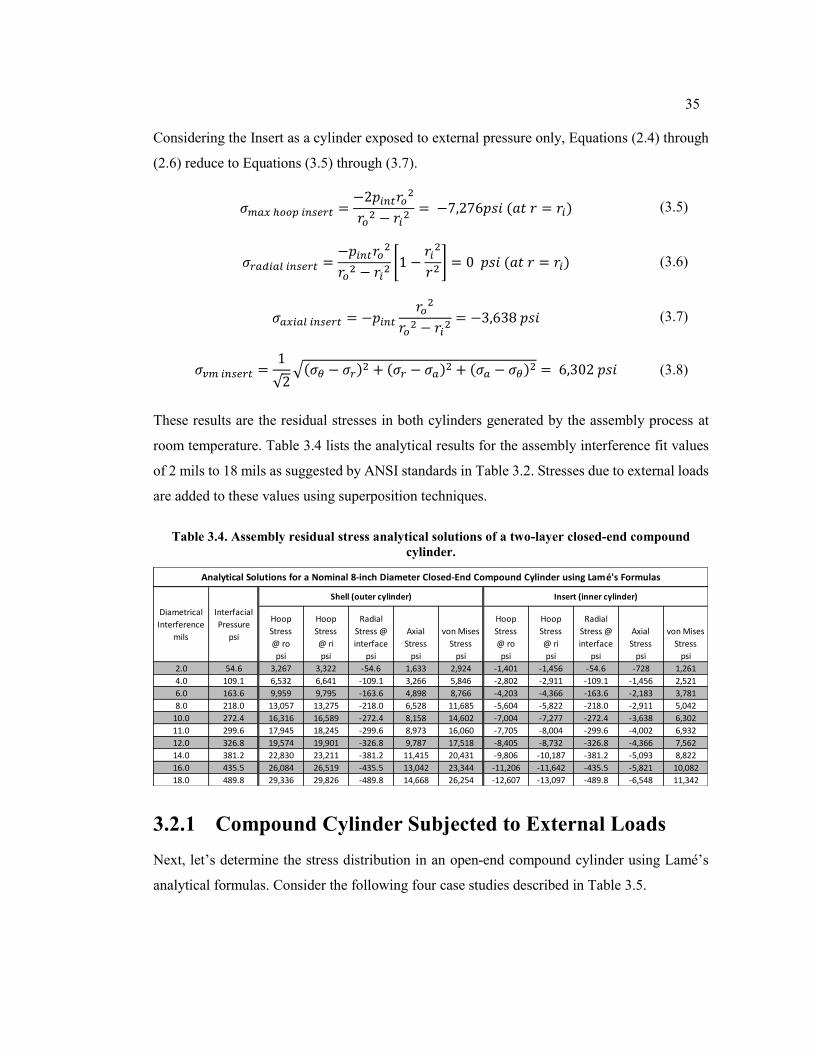
35
Considering the Insert as a cylinder exposed to external pressure only, Equations (2.4) through
(2.6) reduce to Equations (3.5) through (3.7).
𝜎𝑚𝑎𝑥 ℎ𝑜𝑜𝑝 𝑖𝑛𝑠𝑒𝑟𝑡 =−2𝑝𝑖𝑛𝑡𝑟𝑜
2
𝑟𝑜2 − 𝑟𝑖
2= −7,276𝑝𝑠𝑖 (𝑎𝑡 𝑟 = 𝑟𝑖) (3.5)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 𝑖𝑛𝑠𝑒𝑟𝑡 =−𝑝𝑖𝑛𝑡𝑟𝑜
2
𝑟𝑜2 − 𝑟𝑖
2[1 −
𝑟𝑖2
𝑟2] = 0 𝑝𝑠𝑖 (𝑎𝑡 𝑟 = 𝑟𝑖) (3.6)
𝜎𝑎𝑥𝑖𝑎𝑙 𝑖𝑛𝑠𝑒𝑟𝑡 = −𝑝𝑖𝑛𝑡𝑟𝑜2
𝑟𝑜2 − 𝑟𝑖
2= −3,638 𝑝𝑠𝑖 (3.7)
𝜎𝑣𝑚 𝑖𝑛𝑠𝑒𝑟𝑡 =1
√2√(𝜎𝜃 − 𝜎𝑟)
2 + (𝜎𝑟 − 𝜎𝑎)2 + (𝜎𝑎 − 𝜎𝜃)
2 = 6,302 𝑝𝑠𝑖 (3.8)
These results are the residual stresses in both cylinders generated by the assembly process at
room temperature. Table 3.4 lists the analytical results for the assembly interference fit values
of 2 mils to 18 mils as suggested by ANSI standards in Table 3.2. Stresses due to external loads
are added to these values using superposition techniques.
Table 3.4. Assembly residual stress analytical solutions of a two-layer closed-end compound
cylinder.
3.2.1 Compound Cylinder Subjected to External Loads
Next, let’s determine the stress distribution in an open-end compound cylinder using Lamé’s
analytical formulas. Consider the following four case studies described in Table 3.5.
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
2.0 54.6 3,267 3,322 -54.6 1,633 2,924 -1,401 -1,456 -54.6 -728 1,261
4.0 109.1 6,532 6,641 -109.1 3,266 5,846 -2,802 -2,911 -109.1 -1,456 2,521
6.0 163.6 9,959 9,795 -163.6 4,898 8,766 -4,203 -4,366 -163.6 -2,183 3,781
8.0 218.0 13,057 13,275 -218.0 6,528 11,685 -5,604 -5,822 -218.0 -2,911 5,042
10.0 272.4 16,316 16,589 -272.4 8,158 14,602 -7,004 -7,277 -272.4 -3,638 6,302
11.0 299.6 17,945 18,245 -299.6 8,973 16,060 -7,705 -8,004 -299.6 -4,002 6,932
12.0 326.8 19,574 19,901 -326.8 9,787 17,518 -8,405 -8,732 -326.8 -4,366 7,562
14.0 381.2 22,830 23,211 -381.2 11,415 20,431 -9,806 -10,187 -381.2 -5,093 8,822
16.0 435.5 26,084 26,519 -435.5 13,042 23,344 -11,206 -11,642 -435.5 -5,821 10,082
18.0 489.8 29,336 29,826 -489.8 14,668 26,254 -12,607 -13,097 -489.8 -6,548 11,342
Shell (outer cylinder) Insert (inner cylinder)
Interfacial
Pressure
psi
Analytical Solutions for a Nominal 8-inch Diameter Closed-End Compound Cylinder using Lamé's Formulas
Diametrical
Interference
mils
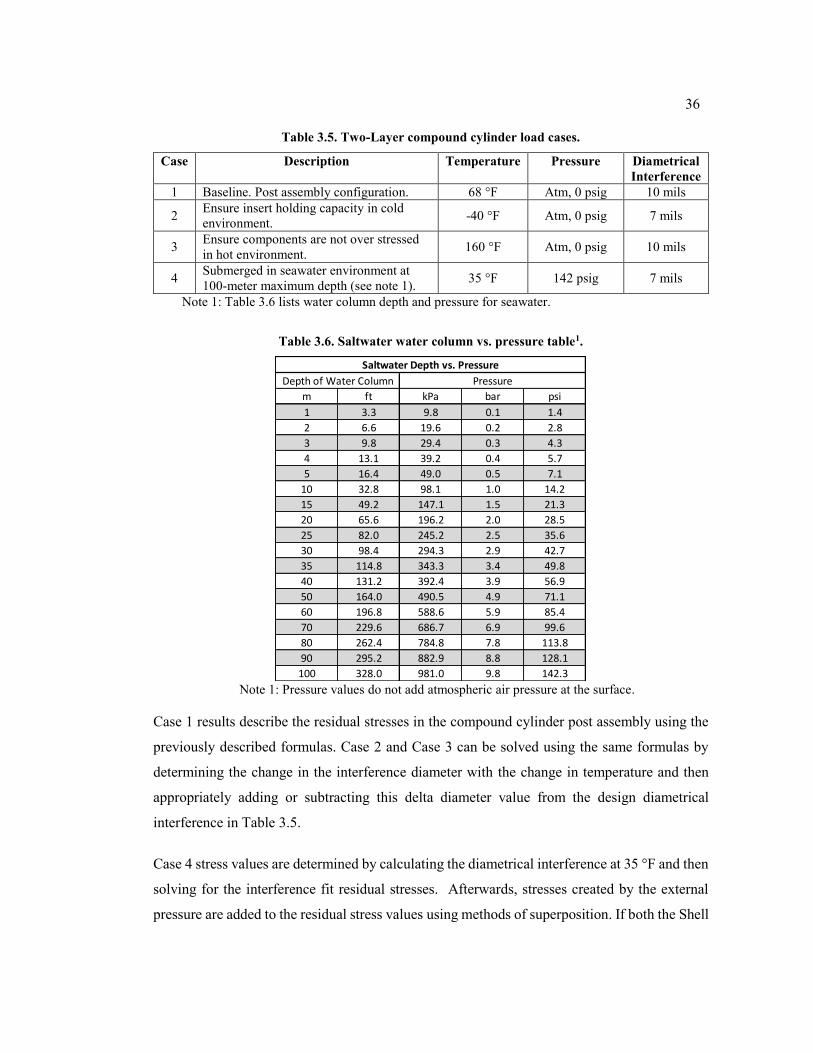
36
Table 3.5. Two-Layer compound cylinder load cases.
Case Description Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly configuration. 68 °F Atm, 0 psig 10 mils
2 Ensure insert holding capacity in cold
environment. -40 °F Atm, 0 psig 7 mils
3 Ensure components are not over stressed
in hot environment. 160 °F Atm, 0 psig 10 mils
4 Submerged in seawater environment at
100-meter maximum depth (see note 1). 35 °F 142 psig 7 mils
Note 1: Table 3.6 lists water column depth and pressure for seawater.
Table 3.6. Saltwater water column vs. pressure table1.
Note 1: Pressure values do not add atmospheric air pressure at the surface.
Case 1 results describe the residual stresses in the compound cylinder post assembly using the
previously described formulas. Case 2 and Case 3 can be solved using the same formulas by
determining the change in the interference diameter with the change in temperature and then
appropriately adding or subtracting this delta diameter value from the design diametrical
interference in Table 3.5.
Case 4 stress values are determined by calculating the diametrical interference at 35 °F and then
solving for the interference fit residual stresses. Afterwards, stresses created by the external
pressure are added to the residual stress values using methods of superposition. If both the Shell
m ft kPa bar psi
1 3.3 9.8 0.1 1.4
2 6.6 19.6 0.2 2.8
3 9.8 29.4 0.3 4.3
4 13.1 39.2 0.4 5.7
5 16.4 49.0 0.5 7.1
10 32.8 98.1 1.0 14.2
15 49.2 147.1 1.5 21.3
20 65.6 196.2 2.0 28.5
25 82.0 245.2 2.5 35.6
30 98.4 294.3 2.9 42.7
35 114.8 343.3 3.4 49.8
40 131.2 392.4 3.9 56.9
50 164.0 490.5 4.9 71.1
60 196.8 588.6 5.9 85.4
70 229.6 686.7 6.9 99.6
80 262.4 784.8 7.8 113.8
90 295.2 882.9 8.8 128.1
100 328.0 981.0 9.8 142.3
Depth of Water Column Pressure
Saltwater Depth vs. Pressure

37
and Insert materials are the same, stresses due to external pressure can be calculated using
Equations (3.5) through (3.7) with the following changes in definition of the variables:
𝜎ℎ𝑜𝑜𝑝 = 𝜎𝜃 =−𝑝𝑜𝑟𝑡𝑜
2
𝑟𝑡𝑜2 − 𝑟𝑠𝑖
2 [1 +𝑟𝑠𝑖2
𝑟2] (3.9)
𝜎𝑟𝑎𝑑𝑖𝑎𝑙 = 𝜎𝑟 =−𝑝𝑜𝑟𝑡𝑜
2
𝑟𝑡𝑜2 − 𝑟𝑠𝑖
2 [1 −𝑟𝑠𝑖2
𝑟2] (3.10)
𝜎𝑎𝑥𝑖𝑎𝑙 = 𝜎𝑎 =−𝑝𝑜𝑟𝑡𝑜
2
𝑟𝑡𝑜2 − 𝑟𝑠𝑖
2 (3.11)
where 𝜎𝜃 = circumferential or hoop stress
𝜎𝑟 = radial stress
𝜎𝑎 = axial or longitudinal stress
𝑝𝑜 = external pressure
𝑟𝑡𝑜 = outer radius of shell (or tube)
𝑟𝑠𝑖 = inner radius of insert (or sleeve)
𝑟 = radius at point of interest, 𝑟𝑠𝑖 ≤ 𝑟 ≤ 𝑟𝑡𝑜
If materials for the Shell and Insert are different, the pressure transferred from the external
surface of the Shell to the interface of the Shell and Insert must be determined prior to
calculating stresses due to external pressure. An expression for this transmitted pressure,
𝑝𝑇 , was not located by the author of this thesis in the references listed. However, Example 8.4
in Reference 22 outlines a procedure to determine the expression for the transmitted pressure
for a compound cylinder exposed to an internal pressure. This procedure was used to develop
an expression for the transmitted pressure caused by external pressure as follows.
The radial displacement at the bore of the outer shell (𝑟 = 𝑟𝑡𝑖) of an open-ended cylinder
subjected to external and internal pressure is given as Equation (3.12):
𝑢𝑟 =𝑟𝑡𝑖
𝐸𝑠ℎ𝑒𝑙𝑙(𝑟𝑡𝑜2 − 𝑟𝑡𝑖
2)[(1 − 𝜈𝑠ℎ𝑒𝑙𝑙)(𝑝𝑇𝑟𝑡𝑖
2 − 𝑝𝑜𝑟𝑡𝑜2 ) + 𝑟𝑡𝑜
2 (1 + 𝜈𝑠ℎ𝑒𝑙𝑙)(𝑝𝑇 − 𝑝𝑜)] (3.12)
where 𝑢𝑟 = radial deformation of the inside surface of the Shell ( 𝑟 = 𝑟𝑡𝑖) 𝑟𝑡𝑜 = Shell (tube) outside radius
𝑟𝑡𝑖 = Shell (tube) inside radius
𝑝𝑜 = external pressure applied to Shell
𝑝𝑇 = transmitted pressure to Insert at interface
𝐸𝑠ℎ𝑒𝑙𝑙 = Shell Young’s modulus
𝜈𝑠ℎ𝑒𝑙𝑙 = Shell Poisson’s ratio
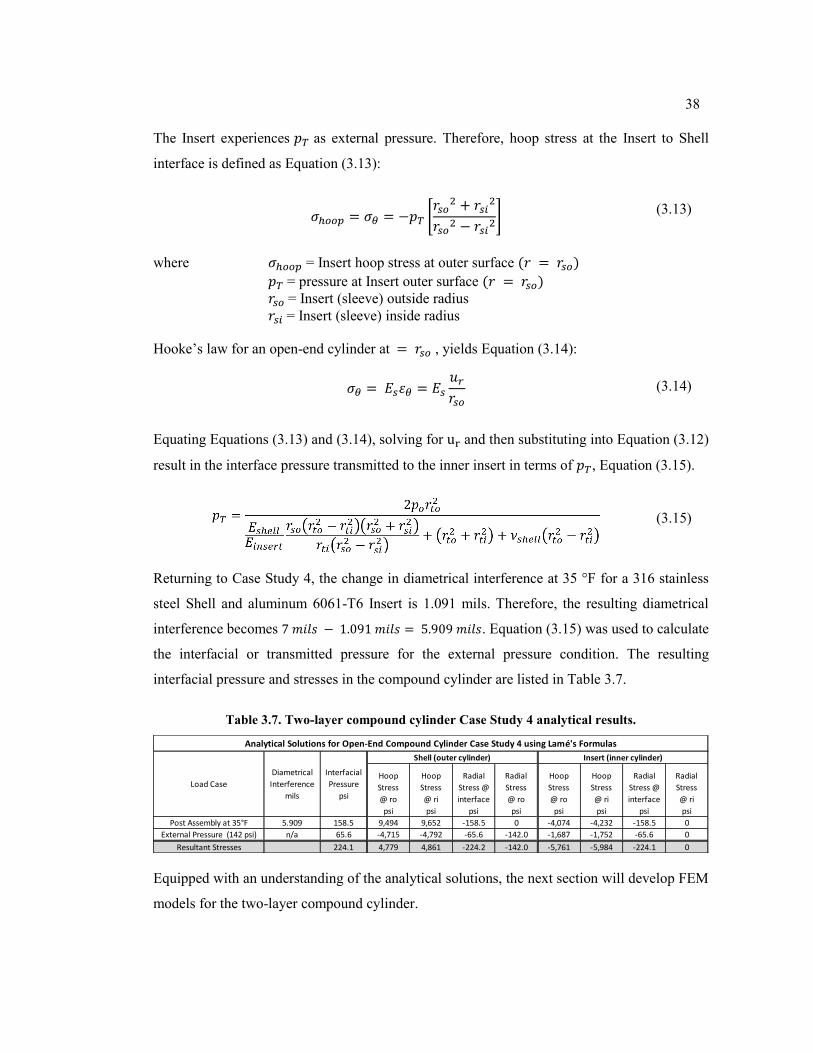
38
The Insert experiences 𝑝𝑇 as external pressure. Therefore, hoop stress at the Insert to Shell
interface is defined as Equation (3.13):
𝜎ℎ𝑜𝑜𝑝 = 𝜎𝜃 = −𝑝𝑇 [𝑟𝑠𝑜
2 + 𝑟𝑠𝑖2
𝑟𝑠𝑜2 − 𝑟𝑠𝑖
2]
(3.13)
where 𝜎ℎ𝑜𝑜𝑝 = Insert hoop stress at outer surface (𝑟 = 𝑟𝑠𝑜)
𝑝𝑇 = pressure at Insert outer surface (𝑟 = 𝑟𝑠𝑜) 𝑟𝑠𝑜 = Insert (sleeve) outside radius
𝑟𝑠𝑖 = Insert (sleeve) inside radius
Hooke’s law for an open-end cylinder at = 𝑟𝑠𝑜 , yields Equation (3.14):
𝜎𝜃 = 𝐸𝑠휀𝜃 = 𝐸𝑠𝑢𝑟𝑟𝑠𝑜
(3.14)
Equating Equations (3.13) and (3.14), solving for ur and then substituting into Equation (3.12)
result in the interface pressure transmitted to the inner insert in terms of 𝑝𝑇, Equation (3.15).
(3.15)
Returning to Case Study 4, the change in diametrical interference at 35 °F for a 316 stainless
steel Shell and aluminum 6061-T6 Insert is 1.091 mils. Therefore, the resulting diametrical
interference becomes 7 𝑚𝑖𝑙𝑠 − 1.091 𝑚𝑖𝑙𝑠 = 5.909 𝑚𝑖𝑙𝑠. Equation (3.15) was used to calculate
the interfacial or transmitted pressure for the external pressure condition. The resulting
interfacial pressure and stresses in the compound cylinder are listed in Table 3.7.
Table 3.7. Two-layer compound cylinder Case Study 4 analytical results.
Equipped with an understanding of the analytical solutions, the next section will develop FEM
models for the two-layer compound cylinder.
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Radial
Stress
@ ro
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Radial
Stress
@ ri
psi
Post Assembly at 35°F 5.909 158.5 9,494 9,652 -158.5 0 -4,074 -4,232 -158.5 0
External Pressure (142 psi) n/a 65.6 -4,715 -4,792 -65.6 -142.0 -1,687 -1,752 -65.6 0
Resultant Stresses 224.1 4,779 4,861 -224.2 -142.0 -5,761 -5,984 -224.1 0
Analytical Solutions for Open-End Compound Cylinder Case Study 4 using Lamé's Formulas
Load Case
Diametrical
Interference
mils
Interfacial
Pressure
psi
Shell (outer cylinder) Insert (inner cylinder)
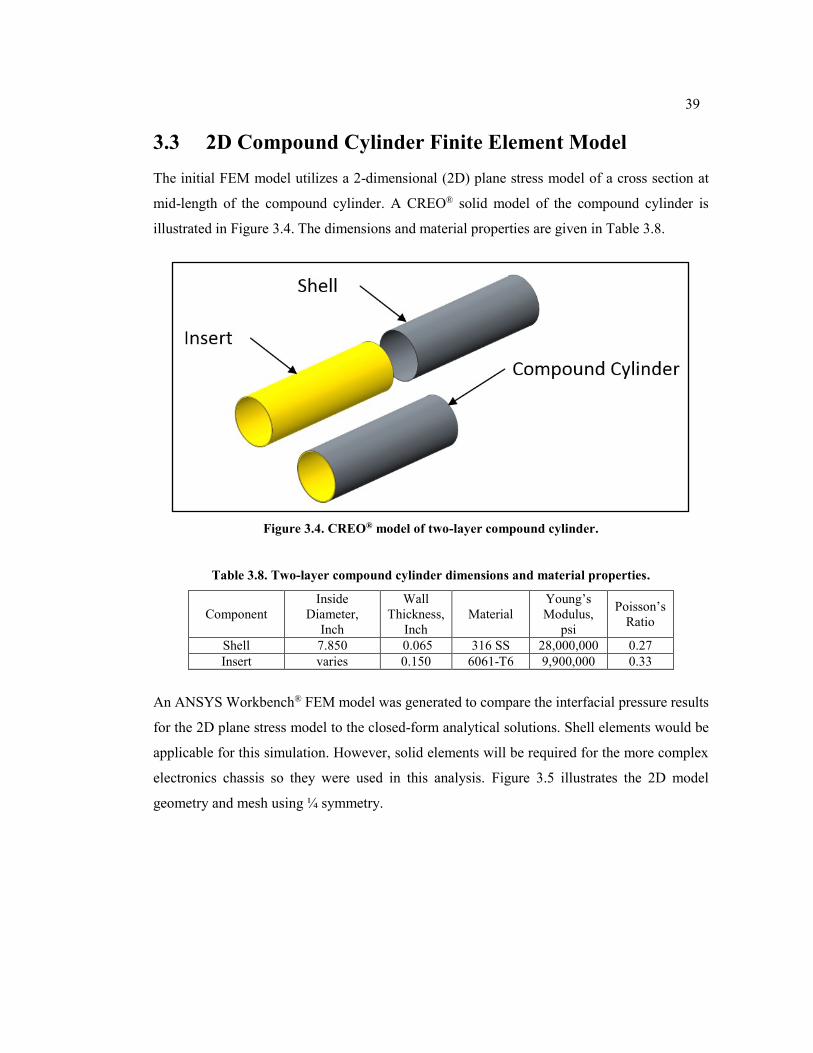
39
3.3 2D Compound Cylinder Finite Element Model
The initial FEM model utilizes a 2-dimensional (2D) plane stress model of a cross section at
mid-length of the compound cylinder. A CREO® solid model of the compound cylinder is
illustrated in Figure 3.4. The dimensions and material properties are given in Table 3.8.
Figure 3.4. CREO® model of two-layer compound cylinder.
Table 3.8. Two-layer compound cylinder dimensions and material properties.
Component
Inside
Diameter,
Inch
Wall
Thickness,
Inch
Material
Young’s
Modulus,
psi
Poisson’s
Ratio
Shell 7.850 0.065 316 SS 28,000,000 0.27
Insert varies 0.150 6061-T6 9,900,000 0.33
An ANSYS Workbench® FEM model was generated to compare the interfacial pressure results
for the 2D plane stress model to the closed-form analytical solutions. Shell elements would be
applicable for this simulation. However, solid elements will be required for the more complex
electronics chassis so they were used in this analysis. Figure 3.5 illustrates the 2D model
geometry and mesh using ¼ symmetry.
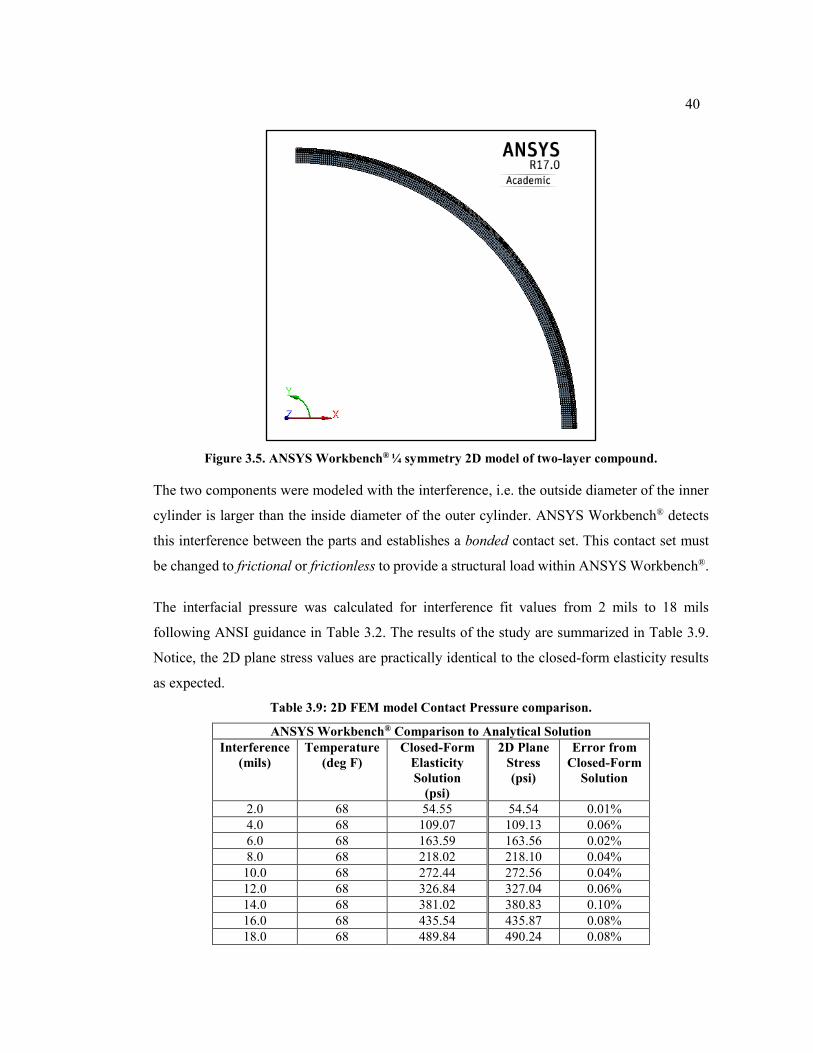
40
Figure 3.5. ANSYS Workbench® ¼ symmetry 2D model of two-layer compound.
The two components were modeled with the interference, i.e. the outside diameter of the inner
cylinder is larger than the inside diameter of the outer cylinder. ANSYS Workbench® detects
this interference between the parts and establishes a bonded contact set. This contact set must
be changed to frictional or frictionless to provide a structural load within ANSYS Workbench®.
The interfacial pressure was calculated for interference fit values from 2 mils to 18 mils
following ANSI guidance in Table 3.2. The results of the study are summarized in Table 3.9.
Notice, the 2D plane stress values are practically identical to the closed-form elasticity results
as expected.
Table 3.9: 2D FEM model Contact Pressure comparison.
ANSYS Workbench® Comparison to Analytical Solution
Interference
(mils)
Temperature
(deg F)
Closed-Form
Elasticity
Solution
(psi)
2D Plane
Stress
(psi)
Error from
Closed-Form
Solution
2.0 68 54.55 54.54 0.01%
4.0 68 109.07 109.13 0.06%
6.0 68 163.59 163.56 0.02%
8.0 68 218.02 218.10 0.04%
10.0 68 272.44 272.56 0.04%
12.0 68 326.84 327.04 0.06%
14.0 68 381.02 380.83 0.10%
16.0 68 435.54 435.87 0.08%
18.0 68 489.84 490.24 0.08%
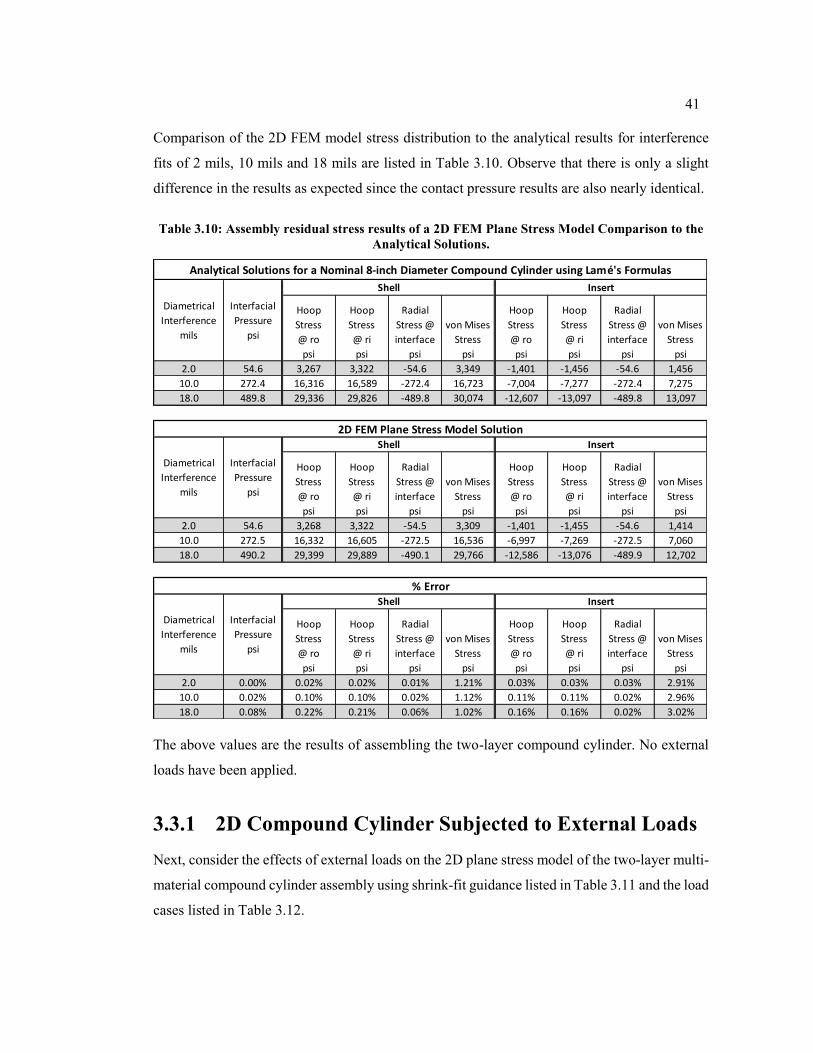
41
Comparison of the 2D FEM model stress distribution to the analytical results for interference
fits of 2 mils, 10 mils and 18 mils are listed in Table 3.10. Observe that there is only a slight
difference in the results as expected since the contact pressure results are also nearly identical.
Table 3.10: Assembly residual stress results of a 2D FEM Plane Stress Model Comparison to the
Analytical Solutions.
The above values are the results of assembling the two-layer compound cylinder. No external
loads have been applied.
3.3.1 2D Compound Cylinder Subjected to External Loads
Next, consider the effects of external loads on the 2D plane stress model of the two-layer multi-
material compound cylinder assembly using shrink-fit guidance listed in Table 3.11 and the load
cases listed in Table 3.12.
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
2.0 54.6 3,267 3,322 -54.6 3,349 -1,401 -1,456 -54.6 1,456
10.0 272.4 16,316 16,589 -272.4 16,723 -7,004 -7,277 -272.4 7,275
18.0 489.8 29,336 29,826 -489.8 30,074 -12,607 -13,097 -489.8 13,097
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
2.0 54.6 3,268 3,322 -54.5 3,309 -1,401 -1,455 -54.6 1,414
10.0 272.5 16,332 16,605 -272.5 16,536 -6,997 -7,269 -272.5 7,060
18.0 490.2 29,399 29,889 -490.1 29,766 -12,586 -13,076 -489.9 12,702
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
von Mises
Stress
psi
2.0 0.00% 0.02% 0.02% 0.01% 1.21% 0.03% 0.03% 0.03% 2.91%
10.0 0.02% 0.10% 0.10% 0.02% 1.12% 0.11% 0.11% 0.02% 2.96%
18.0 0.08% 0.22% 0.21% 0.06% 1.02% 0.16% 0.16% 0.02% 3.02%
Analytical Solutions for a Nominal 8-inch Diameter Compound Cylinder using Lamé's Formulas
Diametrical
Interference
mils
Interfacial
Pressure
psi
Shell Insert
Diametrical
Interference
mils
Interfacial
Pressure
psi
Shell Insert
2D FEM Plane Stress Model Solution
Diametrical
Interference
mils
Interfacial
Pressure
psi
Shell Insert
% Error
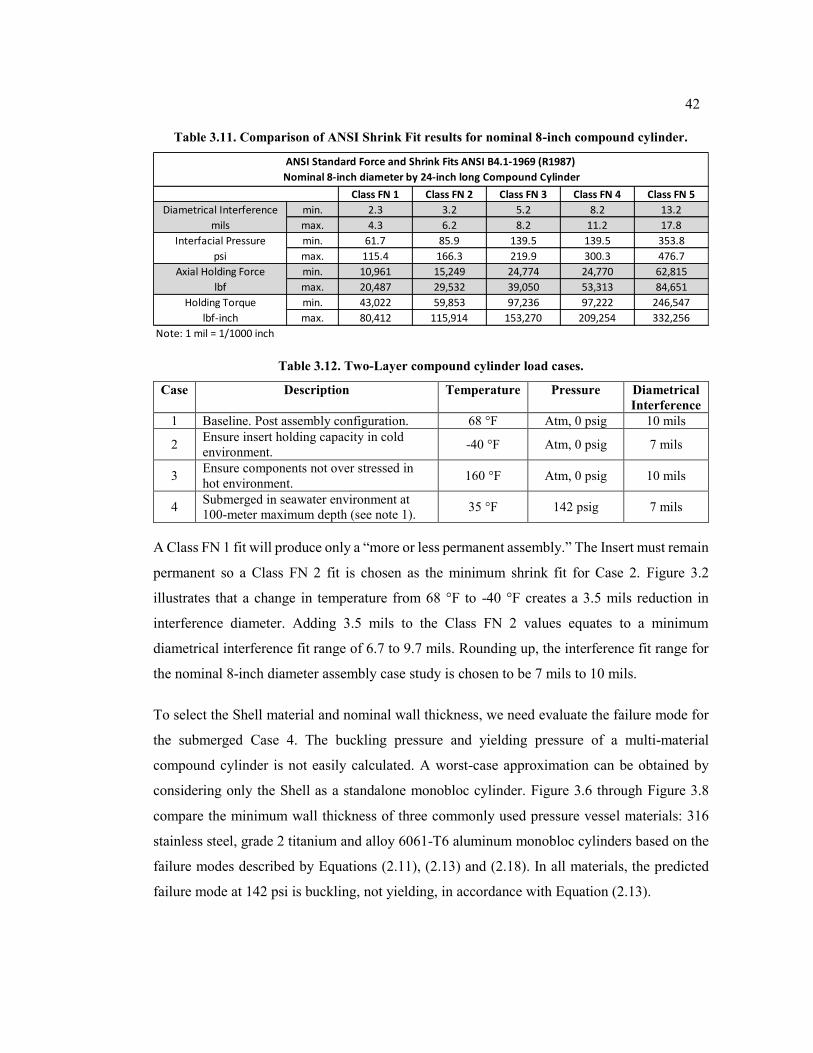
42
Table 3.11. Comparison of ANSI Shrink Fit results for nominal 8-inch compound cylinder.
Table 3.12. Two-Layer compound cylinder load cases.
Case Description Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly configuration. 68 °F Atm, 0 psig 10 mils
2 Ensure insert holding capacity in cold
environment. -40 °F Atm, 0 psig 7 mils
3 Ensure components not over stressed in
hot environment. 160 °F Atm, 0 psig 10 mils
4 Submerged in seawater environment at
100-meter maximum depth (see note 1). 35 °F 142 psig 7 mils
A Class FN 1 fit will produce only a “more or less permanent assembly.” The Insert must remain
permanent so a Class FN 2 fit is chosen as the minimum shrink fit for Case 2. Figure 3.2
illustrates that a change in temperature from 68 °F to -40 °F creates a 3.5 mils reduction in
interference diameter. Adding 3.5 mils to the Class FN 2 values equates to a minimum
diametrical interference fit range of 6.7 to 9.7 mils. Rounding up, the interference fit range for
the nominal 8-inch diameter assembly case study is chosen to be 7 mils to 10 mils.
To select the Shell material and nominal wall thickness, we need evaluate the failure mode for
the submerged Case 4. The buckling pressure and yielding pressure of a multi-material
compound cylinder is not easily calculated. A worst-case approximation can be obtained by
considering only the Shell as a standalone monobloc cylinder. Figure 3.6 through Figure 3.8
compare the minimum wall thickness of three commonly used pressure vessel materials: 316
stainless steel, grade 2 titanium and alloy 6061-T6 aluminum monobloc cylinders based on the
failure modes described by Equations (2.11), (2.13) and (2.18). In all materials, the predicted
failure mode at 142 psi is buckling, not yielding, in accordance with Equation (2.13).
Class FN 1 Class FN 2 Class FN 3 Class FN 4 Class FN 5
Diametrical Interference min. 2.3 3.2 5.2 8.2 13.2
mils max. 4.3 6.2 8.2 11.2 17.8
Interfacial Pressure min. 61.7 85.9 139.5 139.5 353.8
psi max. 115.4 166.3 219.9 300.3 476.7
Axial Holding Force min. 10,961 15,249 24,774 24,770 62,815
lbf max. 20,487 29,532 39,050 53,313 84,651
Holding Torque min. 43,022 59,853 97,236 97,222 246,547
lbf-inch max. 80,412 115,914 153,270 209,254 332,256
Note: 1 mil = 1/1000 inch
ANSI Standard Force and Shrink Fits ANSI B4.1-1969 (R1987)
Nominal 8-inch diameter by 24-inch long Compound Cylinder
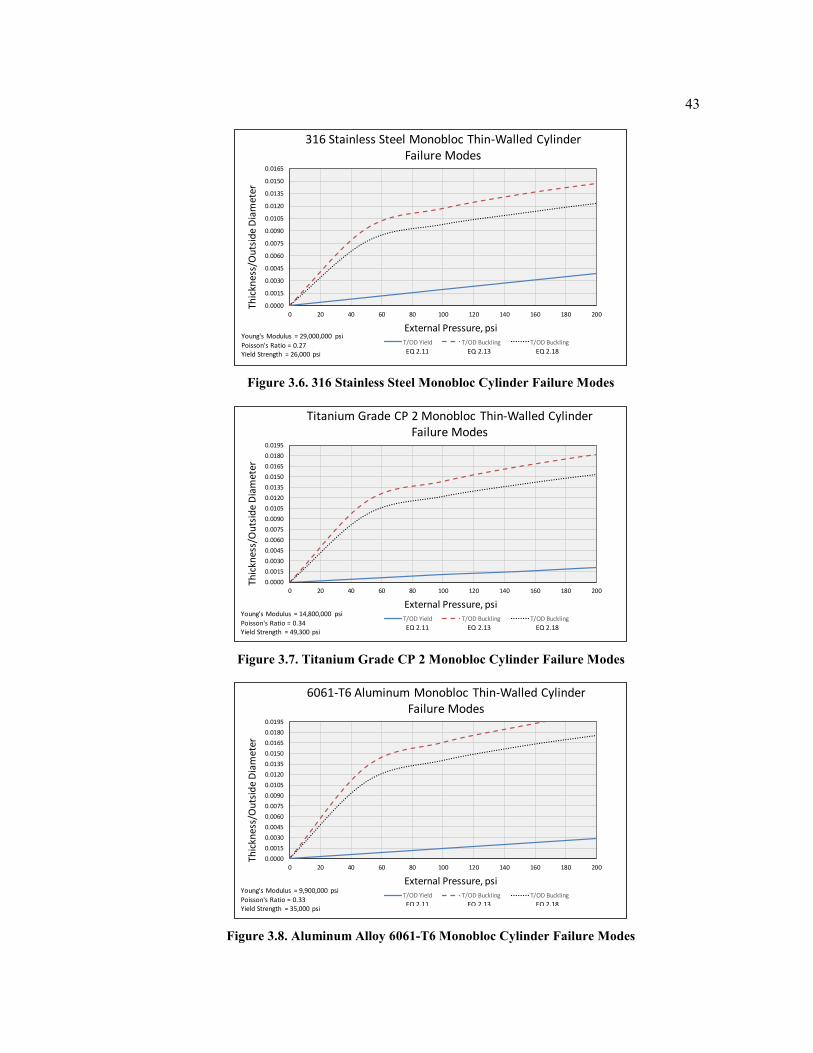
43
Figure 3.6. 316 Stainless Steel Monobloc Cylinder Failure Modes
Figure 3.7. Titanium Grade CP 2 Monobloc Cylinder Failure Modes
Figure 3.8. Aluminum Alloy 6061-T6 Monobloc Cylinder Failure Modes
0.0000
0.0015
0.0030
0.0045
0.0060
0.0075
0.0090
0.0105
0.0120
0.0135
0.0150
0.0165
0 20 40 60 80 100 120 140 160 180 200
Thic
knes
s/O
uts
ide
Dia
met
er
External Pressure, psi
316 Stainless Steel Monobloc Thin-Walled Cylinder Failure Modes
T/OD Yield T/OD Buckling T/OD Buckling
EQ 2.11 EQ 2.13 EQ 2.18
Young's Modulus = 29,000,000 psi
Poisson's Ratio = 0.27Yield Strength = 26,000 psi
0.0000
0.0015
0.0030
0.0045
0.0060
0.0075
0.0090
0.0105
0.0120
0.0135
0.0150
0.0165
0.0180
0.0195
0 20 40 60 80 100 120 140 160 180 200
Thic
knes
s/O
uts
ide
Dia
met
er
External Pressure, psi
Titanium Grade CP 2 Monobloc Thin-Walled Cylinder Failure Modes
T/OD Yield T/OD Buckling T/OD Buckling
EQ 2.11 EQ 2.13 EQ 2.18
Young's Modulus = 14,800,000 psi
Poisson's Ratio = 0.34Yield Strength = 49,300 psi
0.0000
0.0015
0.0030
0.0045
0.0060
0.0075
0.0090
0.0105
0.0120
0.0135
0.0150
0.0165
0.0180
0.0195
0 20 40 60 80 100 120 140 160 180 200
Thic
knes
s/O
uts
ide
Dia
met
er
External Pressure, psi
6061-T6 Aluminum Monobloc Thin-Walled Cylinder Failure Modes
T/OD Yield T/OD Buckling T/OD Buckling
EQ 2.11 EQ 2.13 EQ 2.18
Young's Modulus = 9,900,000 psi
Poisson's Ratio = 0.33Yield Strength = 35,000 psi
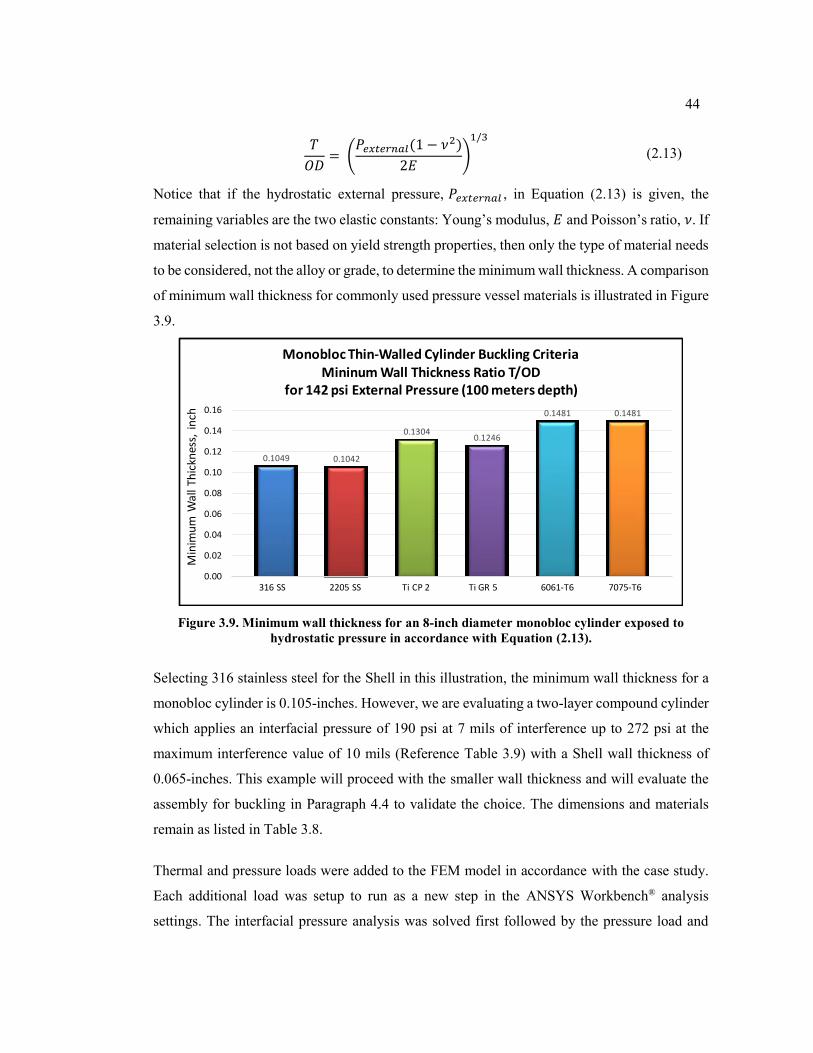
44
𝑇
𝑂𝐷= (
𝑃𝑒𝑥𝑡𝑒𝑟𝑛𝑎𝑙(1 − 𝜈2)
2𝐸)
1/3
(2.13)
Notice that if the hydrostatic external pressure, 𝑃𝑒𝑥𝑡𝑒𝑟𝑛𝑎𝑙 , in Equation (2.13) is given, the
remaining variables are the two elastic constants: Young’s modulus, 𝐸 and Poisson’s ratio, 𝜈. If
material selection is not based on yield strength properties, then only the type of material needs
to be considered, not the alloy or grade, to determine the minimum wall thickness. A comparison
of minimum wall thickness for commonly used pressure vessel materials is illustrated in Figure
3.9.
Figure 3.9. Minimum wall thickness for an 8-inch diameter monobloc cylinder exposed to
hydrostatic pressure in accordance with Equation (2.13).
Selecting 316 stainless steel for the Shell in this illustration, the minimum wall thickness for a
monobloc cylinder is 0.105-inches. However, we are evaluating a two-layer compound cylinder
which applies an interfacial pressure of 190 psi at 7 mils of interference up to 272 psi at the
maximum interference value of 10 mils (Reference Table 3.9) with a Shell wall thickness of
0.065-inches. This example will proceed with the smaller wall thickness and will evaluate the
assembly for buckling in Paragraph 4.4 to validate the choice. The dimensions and materials
remain as listed in Table 3.8.
Thermal and pressure loads were added to the FEM model in accordance with the case study.
Each additional load was setup to run as a new step in the ANSYS Workbench® analysis
settings. The interfacial pressure analysis was solved first followed by the pressure load and
0.1049 0.1042
0.13040.1246
0.1481 0.1481
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
Min
imu
m W
all
Thic
knes
s, i
nch
Monobloc Thin-Walled Cylinder Buckling Criteria Mininum Wall Thickness Ratio T/OD
for 142 psi External Pressure (100 meters depth)
316 SS 2205 SS Ti CP 2 Ti GR 5 6061-T6 7075-T6
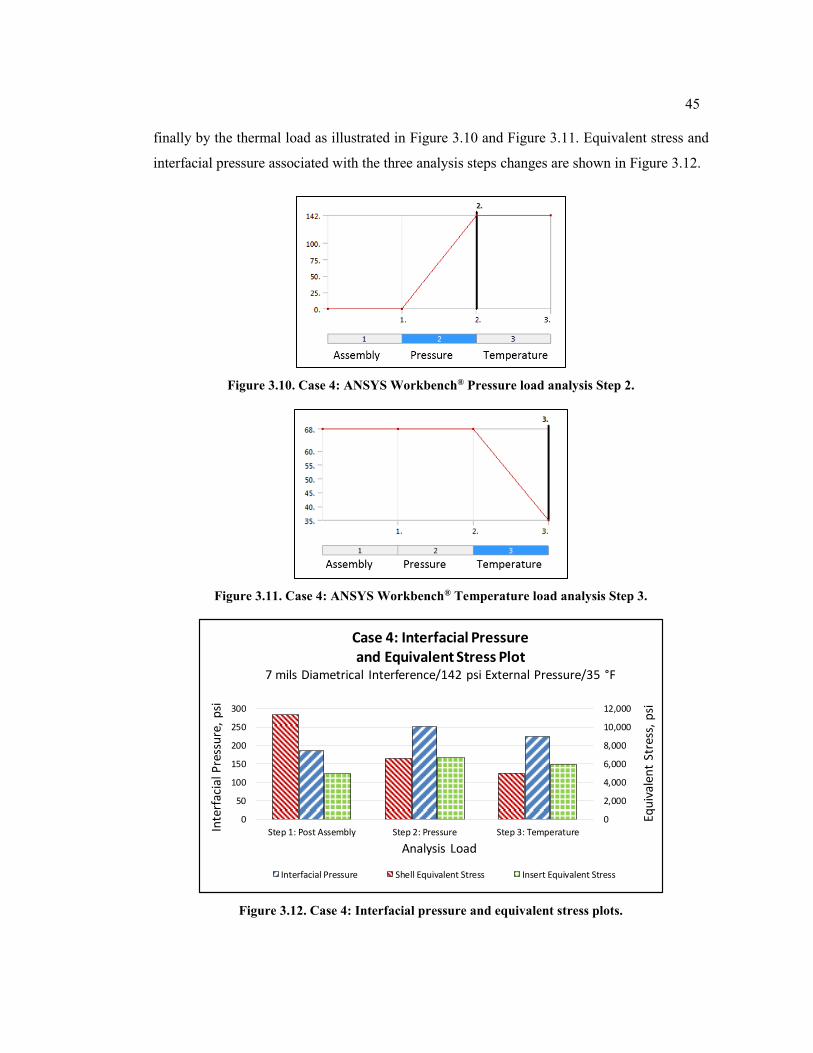
45
finally by the thermal load as illustrated in Figure 3.10 and Figure 3.11. Equivalent stress and
interfacial pressure associated with the three analysis steps changes are shown in Figure 3.12.
Figure 3.10. Case 4: ANSYS Workbench® Pressure load analysis Step 2.
Figure 3.11. Case 4: ANSYS Workbench® Temperature load analysis Step 3.
Figure 3.12. Case 4: Interfacial pressure and equivalent stress plots.
0
2,000
4,000
6,000
8,000
10,000
12,000
0
50
100
150
200
250
300
Step 1: Post Assembly Step 2: Pressure Step 3: Temperature
Equ
ival
ent
Stre
ss,
psi
Inte
rfac
ial P
ress
ure
, p
si
Analysis Load
Case 4: Interfacial Pressure and Equivalent Stress Plot
7 mils Diametrical Interference/142 psi External Pressure/35 °F
Interfacial Pressure Shell Equivalent Stress Insert Equivalent Stress
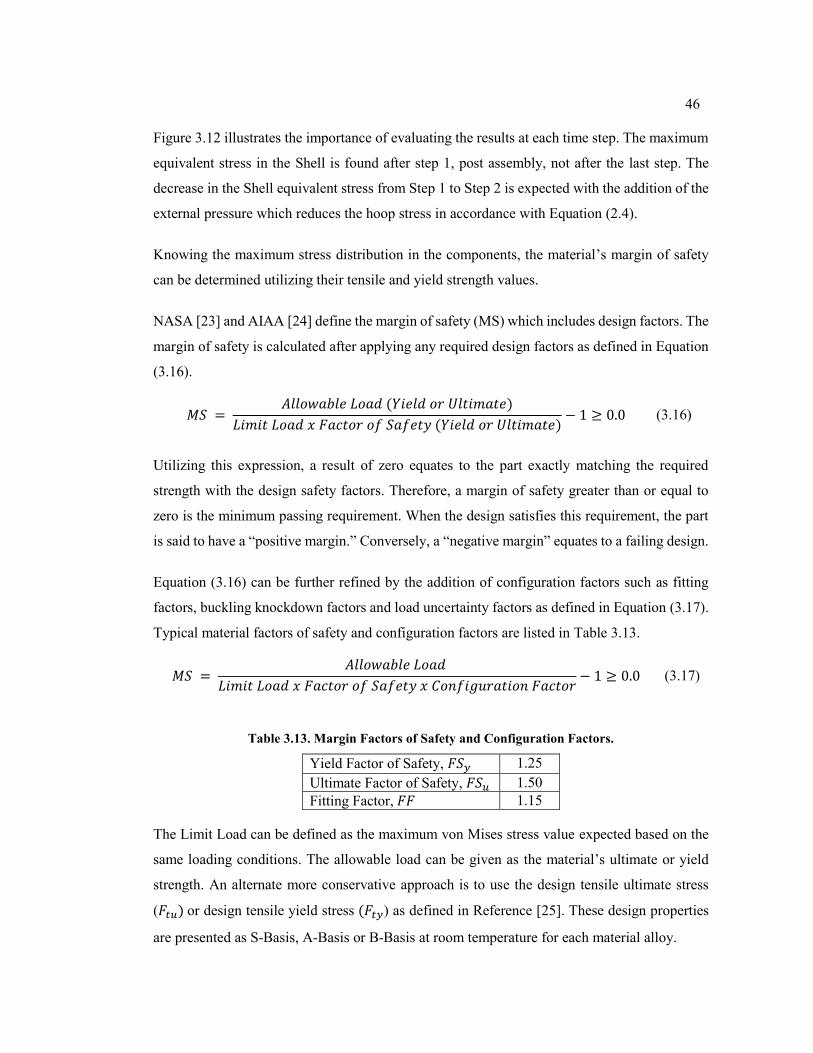
46
Figure 3.12 illustrates the importance of evaluating the results at each time step. The maximum
equivalent stress in the Shell is found after step 1, post assembly, not after the last step. The
decrease in the Shell equivalent stress from Step 1 to Step 2 is expected with the addition of the
external pressure which reduces the hoop stress in accordance with Equation (2.4).
Knowing the maximum stress distribution in the components, the material’s margin of safety
can be determined utilizing their tensile and yield strength values.
NASA [23] and AIAA [24] define the margin of safety (MS) which includes design factors. The
margin of safety is calculated after applying any required design factors as defined in Equation
(3.16).
𝑀𝑆 = 𝐴𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝐿𝑜𝑎𝑑 (𝑌𝑖𝑒𝑙𝑑 𝑜𝑟 𝑈𝑙𝑡𝑖𝑚𝑎𝑡𝑒)
𝐿𝑖𝑚𝑖𝑡 𝐿𝑜𝑎𝑑 𝑥 𝐹𝑎𝑐𝑡𝑜𝑟 𝑜𝑓 𝑆𝑎𝑓𝑒𝑡𝑦 (𝑌𝑖𝑒𝑙𝑑 𝑜𝑟 𝑈𝑙𝑡𝑖𝑚𝑎𝑡𝑒)− 1 ≥ 0.0 (3.16)
Utilizing this expression, a result of zero equates to the part exactly matching the required
strength with the design safety factors. Therefore, a margin of safety greater than or equal to
zero is the minimum passing requirement. When the design satisfies this requirement, the part
is said to have a “positive margin.” Conversely, a “negative margin” equates to a failing design.
Equation (3.16) can be further refined by the addition of configuration factors such as fitting
factors, buckling knockdown factors and load uncertainty factors as defined in Equation (3.17).
Typical material factors of safety and configuration factors are listed in Table 3.13.
𝑀𝑆 = 𝐴𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝐿𝑜𝑎𝑑
𝐿𝑖𝑚𝑖𝑡 𝐿𝑜𝑎𝑑 𝑥 𝐹𝑎𝑐𝑡𝑜𝑟 𝑜𝑓 𝑆𝑎𝑓𝑒𝑡𝑦 𝑥 𝐶𝑜𝑛𝑓𝑖𝑔𝑢𝑟𝑎𝑡𝑖𝑜𝑛 𝐹𝑎𝑐𝑡𝑜𝑟− 1 ≥ 0.0 (3.17)
Table 3.13. Margin Factors of Safety and Configuration Factors.
Yield Factor of Safety, 𝐹𝑆𝑦 1.25
Ultimate Factor of Safety, 𝐹𝑆𝑢 1.50
Fitting Factor, 𝐹𝐹 1.15
The Limit Load can be defined as the maximum von Mises stress value expected based on the
same loading conditions. The allowable load can be given as the material’s ultimate or yield
strength. An alternate more conservative approach is to use the design tensile ultimate stress
(𝐹𝑡𝑢) or design tensile yield stress (𝐹𝑡𝑦) as defined in Reference [25]. These design properties
are presented as S-Basis, A-Basis or B-Basis at room temperature for each material alloy.
47
S-Basis values represent the minimum property value specified by the governing industry
specification such as SAE Aerospace Materials Division, ASTM, or federal or military
standards for the material. The S-Basis value may also represent downgraded derived properties.
A-basis is the lower of the T99 value or the S-Basis minimum value. The T99 value is the
statistically lower tolerance bound for a mechanical property such that at least 99 percent of the
population is expected to have equal or exceeded the T99 value with a confidence of 95 percent.
B-basis is based on the calculated T90 value defined as at least 90 percent of the population of
values are expected to equal or exceed the B-Basis mechanical property allowable with a
confidence of 95 percent.
Design mechanical properties for 316 stainless steel and aluminum alloy 6061-T651 are listed
in Table 3.14.
Table 3.14. Design mechanical properties for 316 stainless steel and 6061-T651 aluminum [25].
Mechanical
Property
316 Stainless Steel 6061-T651 Aluminum
S-Basis A-Basis B-Basis S-Basis A-Basis B-Basis
𝐹𝑡𝑢, ksi 73 n/a n/a 42 42 43
𝐹𝑡𝑦, ksi 26 n/a n/a 35 35 37
𝐸, msi 28 n/a n/a 9.9 9.9 9.9
𝜈 0.27 n/a n/a 0.33 0.33 0.33
For a two-layer compound cylinder, margin of safety 𝑀𝑆𝑦 and 𝑀𝑆𝑢 should be calculated for
each component as given in Equation (3.18) and Equation (3.19).
𝑀𝑆𝑦 = 𝐹𝑡𝑦
𝜎𝑣𝑚 𝑥 𝐹𝑆𝑦 𝑥 𝐹𝐹− 1 ≥ 0.0 → 𝑃𝑎𝑠𝑠 (3.18)
𝑀𝑆𝑢 = 𝐹𝑡𝑢
𝜎𝑣𝑚 𝑥 𝐹𝑆𝑢 𝑥 𝐹𝐹− 1 ≥ 0.0 → 𝑃𝑎𝑠𝑠 (3.19)
where 𝑀𝑆𝑦 = margin of safety based on design yield tensile stress
𝑀𝑆𝑢 = margin of safety based on design ultimate tensile stress
𝐹𝑡𝑦 = design yield tensile stress
𝐹𝑡𝑢 = design ultimate tensile stress
𝐹𝐹 = fitting factor
48
Material mechanical properties for the case study are listed in Table 3.15.
Table 3.15. Mechanical properties for a two-layer compound cylinder.
Component Material 𝑭𝒕𝒖 Cold 𝑭𝒕𝒚 Cold 𝑭𝒕𝒖 Hot 𝑭𝒕𝒚 Hot
Shell Option 1 316 Stainless Steel 73 ksi 26 ksi 70.6 ksi 24.8 ksi
Shell Option 2 2205 Duplex Stainless Steel 95 ksi 65 ksi 81.4 ksi 55.7 ksi
Insert Option 1 6061-T651 Aluminum 42 ksi 35 ksi 40.3 ksi 33.9 ksi
Insert Option 2 7075-T651 Aluminum 56 ksi 49 ksi 48.4 ksi 45.8 ksi
where 𝐹𝑡𝑦 = design yield tensile stress
𝐹𝑡𝑢 = design ultimate tensile stress
Cold = values for temperatures -40 °F to 68 °F.
Hot = estimated values for a temperature of 160 °F.
The case study margin results are summarized in Table 3.16. A full summary of results is given
in Appendix C, Table C-1. The Shell yield margin of safety value, 𝑀𝑆𝑦 , for Case 3 is highlighted
in red to indicate a negative margin. Green highlighted values indicate a positive margin.
Table 3.16. Summary of 316/6061 two-layer compound cylinder 2D case study, 0.065 shell.
To increase the Case 3 Shell yield margin, either the Shell thickness can be increased or the
Shell material yield strength can be increased. Increasing the Shell wall thickness from 0.065-
inches to 0.105-inches increases the assembly weight by 6.8 pounds and the yield margin of
safety, 𝑀𝑆𝑦, to 0.074 as illustrated in Table 3.17. Changing the Shell material to 2205 duplex
stainless steel with a higher yield strength also increases the margin of safety to a passing value
as illustrated in Table 3.18. Utilizing the much higher strength 2205 duplex stainless steel gives
the appearance of excess margin in the Shell which suggests the wall thickness could be reduced.
However, decreasing the thickness beyond the current value of 0.065-inches is not practical
from a manufacturing perspective.
Case Description: Case 1 Case 2 Case 3 Case 4
Interference: Max Min Max Min
Temperature: Room Cold Hot Cold
Pressure: None None None High
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 268.6 111.2 345.3 224.8
Average Contact Pressure (psi): 268.2 110.8 344.9 224.4
Max. Shell Hoop Stress (psi): 16,344.0 6,749.8 21,019.0 4,874.9
Max. Shell Radial Stress (psi): -268.6 -111.2 -345.6 -224.8
Max. Shell von Mises Stress (psi): 16,480.0 6,805.9 21,194.0 4,990.8
Max. Insert Hoop Stress (psi): -7,154.9 -2,958.2 -9,193.2 -5,987.1
Max. Insert Radial Stress (psi): -268.4 -111.1 -344.9 -224.7
Max. Insert von Mises Stress (psi): 7,154.9 2,958.1 9,193.2 5,987.1
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.098 1.658 -0.187 2.624
Shell MSult (>0 Pass): 1.568 5.218 0.931 7.479
Insert MSyld (>0 Pass): 2.403 7.231 1.569 3.067
Insert MSult (>0 Pass): 2.403 7.231 1.543 3.067
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 2.3 -3.0 6.1 -0.6
Shell Y-Deformation (mil): 2.3 -3.0 6.1 -0.6
Out of Round Dimension (mil): 0.0 0.0 0.0 0.0
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 47,628 19,677 61,238 39,850
Holding Torque (in-lb): 186,939 77,232 240,359 156,413
316 Stainless Steel
Aluminum Alloy 6061-T651
49
Table 3.17. Margin summary of 316/6061 2D case study, 0.105 shell.
Table 3.18. Margin summary of 2205/6061 2D case study, 0.065 shell.
Choosing to maintain the minimum weight, the upgrade from 316 stainless steel to 2205 duplex
stainless steel shell was selected as the baseline solution to the compound cylinder.
The dimensions of the 2D FEA case study along with the final material selection to achieve a
positive margin in all cases are summarized in Table 3.19. These parameters will be utilized in
the 3D FEM model in the next section.
Table 3.19. Final dimensions and material selection from a 2D Plane Stress FEA case study of a
two-layer compound cylinder
Component
Inside
Diameter,
Inch
Wall
Thickness,
Inch
Material
Shell
(Outer Cylinder) 7.850 0.065
2205 Duplex
Stainless Steel
Insert
(Inner Cylinder) 7.560 0.150
6061-T651
Aluminum
3.4 3D Compound Cylinder Finite Element Model
The nominal 8-inch diameter two-layer compound cylinder dimensions from the 2D FEM model
review were utilized to create a 3-dimensional finite element model. The dimensions are per
Table 3.19 with a length of 24 inches. Figure 3.13 illustrates the ANSYS Workbench® 3D
model geometry and solid element mesh using 1/4 symmetry for an open-end compound
cylinder. The results and comparison to the analytical solutions are listed in Table 3.20.
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.451 2.514 0.074 4.471
Shell MSult (>0 Pass): 2.395 7.222 1.552 11.802
Insert MSyld (>0 Pass): 1.814 5.806 1.124 2.679
Insert MSult (>0 Pass): 1.814 5.806 1.102 2.679
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.701 8.006 0.682 9.169
Shell MSult (>0 Pass): 2.289 9.969 1.048 11.385
Insert MSyld (>0 Pass): 2.350 10.152 1.364 3.234
Insert MSult (>0 Pass): 2.350 10.152 1.340 3.234
50
Figure 3.13. Workbench® 1/8 symmetry 3D model of two-layer compound cylinder.
Table 3.20: 3D FEM Compound Cylinder Model Comparison to Analytical Solution.
A plot of the interfacial pressure for the 10 mils interference analysis is shown in Figure 3.14.
Observe the interfacial pressure varies from a maximum value of 303.2 psi at the center of the
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
2.0 54.6 3,267 3,322 -54.6 1,633 2,924 -1,401 -1,456 -54.6 -728 1,261
10.0 272.4 16,316 16,589 -272.4 8,158 14,602 -7,004 -7,277 -272.4 -3,638 6,302
18.0 489.8 29,336 29,826 -489.8 14,668 26,254 -12,607 -13,097 -489.8 -6,548 11,342
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
2.0 59.0 3,534 3,596 -59.3 872 3,251 -1,516 -1,572 -58.9 -388 1,376
10.0 296.7 17,775 18,089 -298.0 4,535 16,322 -7,624 -7,906 -296.0 -2,019 6,903
18.0 530.3 31,787 32,345 -532.3 7,840 29,248 -13,628 -14,130 -529.0 -3,488 12,366
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
Hoop
Stress
@ ro
psi
Hoop
Stress
@ ri
psi
Radial
Stress @
interface
psi
Axial
Stress
psi
von Mises
Stress
psi
2.0 8.19% 8.17% 8.26% 8.62% 46.62% 11.20% 8.23% 8.03% 7.98% 46.65% 9.13%
10.0 8.90% 8.94% 9.04% 9.38% 44.41% 11.78% 8.85% 8.65% 8.65% 44.51% 9.54%
18.0 8.25% 8.36% 8.45% 8.68% 46.55% 11.40% 8.10% 7.89% 8.00% 46.73% 9.03%
Shell Insert
Interfacial
Pressure
psi
Interfacial
Pressure
psi
Analytical Solutions for a Nominal 8-inch Diameter Compound Cylinder using Lamé's Formulas
3D FEM Model SolutionShell Insert
% ErrorShell Insert
Diametrical
Interference
mils
Interfacial
Pressure
psi
Diametrical
Interference
mils
Diametrical
Interference
mils
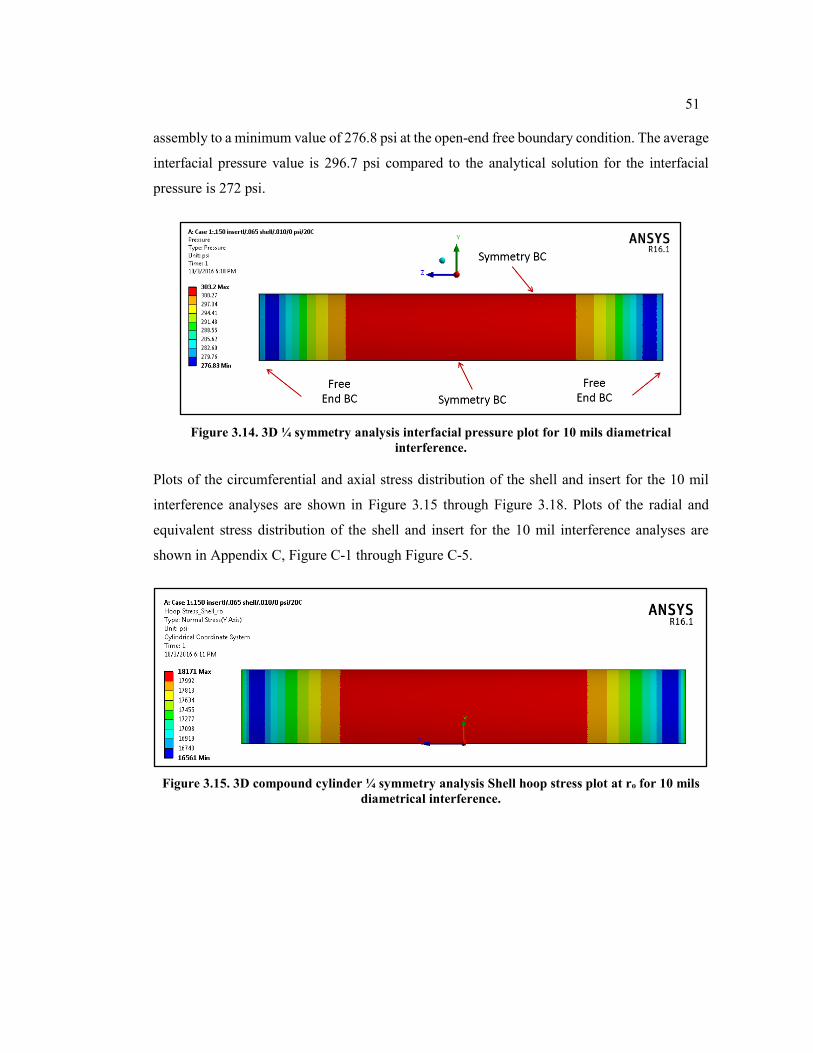
51
assembly to a minimum value of 276.8 psi at the open-end free boundary condition. The average
interfacial pressure value is 296.7 psi compared to the analytical solution for the interfacial
pressure is 272 psi.
Figure 3.14. 3D ¼ symmetry analysis interfacial pressure plot for 10 mils diametrical
interference.
Plots of the circumferential and axial stress distribution of the shell and insert for the 10 mil
interference analyses are shown in Figure 3.15 through Figure 3.18. Plots of the radial and
equivalent stress distribution of the shell and insert for the 10 mil interference analyses are
shown in Appendix C, Figure C-1 through Figure C-5.
Figure 3.15. 3D compound cylinder ¼ symmetry analysis Shell hoop stress plot at ro for 10 mils
diametrical interference.
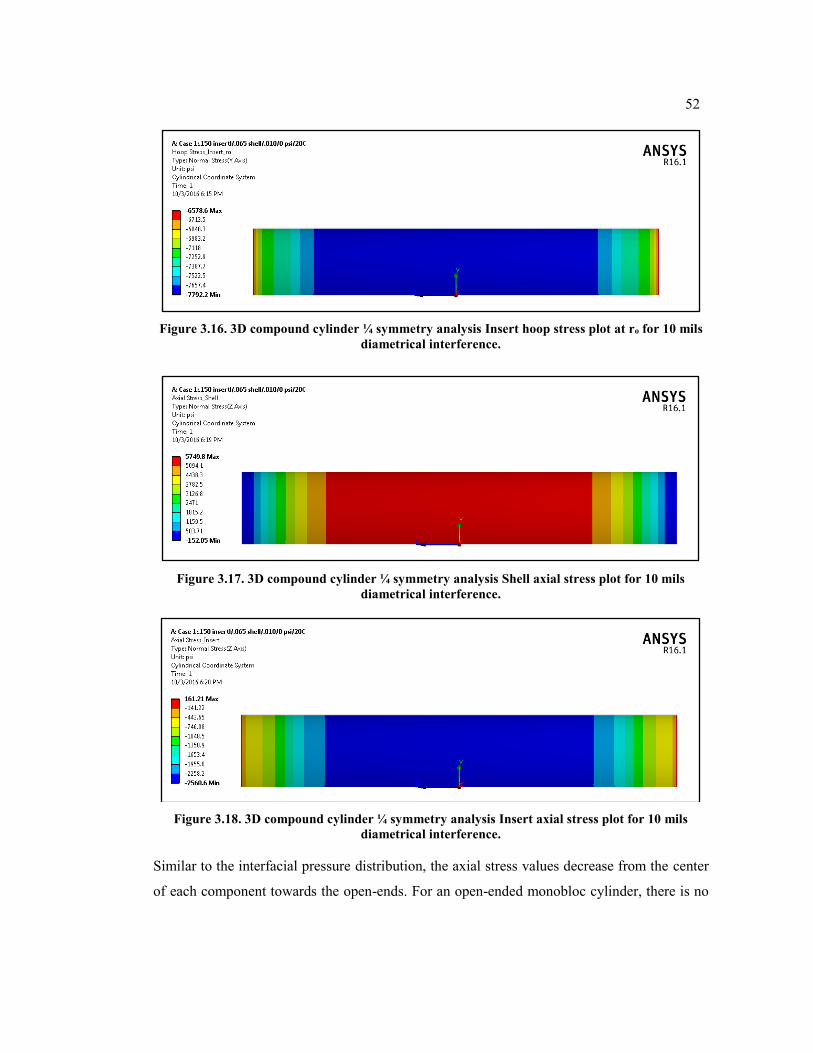
52
Figure 3.16. 3D compound cylinder ¼ symmetry analysis Insert hoop stress plot at ro for 10 mils
diametrical interference.
Figure 3.17. 3D compound cylinder ¼ symmetry analysis Shell axial stress plot for 10 mils
diametrical interference.
Figure 3.18. 3D compound cylinder ¼ symmetry analysis Insert axial stress plot for 10 mils
diametrical interference.
Similar to the interfacial pressure distribution, the axial stress values decrease from the center
of each component towards the open-ends. For an open-ended monobloc cylinder, there is no

53
axial load on its ends, therefore the axial stress is zero. However, the strain in the axial direction
is non-zero and is defined by Equation (3.20) [9].
휀𝑧𝑧 (𝑜𝑝𝑒𝑛 𝑒𝑛𝑑) = 2𝜈(𝑝𝑒𝑥𝑡𝑒𝑟𝑛𝑎𝑙𝑟𝑜
2 − 𝑝𝑖𝑛𝑡𝑒𝑟𝑛𝑎𝑙𝑟𝑖2)
(𝑟𝑜2 − 𝑟𝑖
2)𝐸 (3.20)
It is suggested that the presence of the axial stress in this multi-material compound cylinder is
due to the difference in the longitudinal strain in the two components and the friction between
the mating two components.
For the outer shell and inner insert, the open-end cylinder longitudinal strain created by the
interfacial pressure is:
휀𝑧𝑧 (𝑠ℎ𝑒𝑙𝑙) = 2(.30)(−296.7𝑝𝑠𝑖) (
7.850
2)2
((7.980
2)2− (
7.850
2)2)29 × 106𝑝𝑠𝑖
= −1.71 × 10−4
휀𝑧𝑧 (𝑖𝑛𝑠𝑒𝑟𝑡) = 2(.33)(296.7𝑝𝑠𝑖) (
7.860
2)2
((7.860
2)2− (
7.560
2)2) 9.9 × 106𝑝𝑠𝑖
= 2.64 × 10−4
Therefore, the change in longitudinal strain for the two components is 4.35 × 10−4. The friction
coefficient for aluminum on stainless steel is assumed to be 0.30.
A study was performed with various friction factors to determine the effect on the axial stress
values. Table 3.21 lists the average values for the study. As the friction coefficient approaches
zero, the axial stress values approach the analytical solution. As the coefficient approaches
infinity, the axial stress values approach 5,200 psi for the Shell and -2,315 psi for the Insert.
Additional discussion on the study is located in Appendix D.
Table 3.21. 3D open-end compound cylinder friction factor study (10 mil interference).
Friction Factor Interfacial
Pressure, psi
Shell Axial Stress,
psi
Insert Axial Stress,
psi
Analytical 272.4 0 0
0.00001 272.4 -0.06 0.03
0.0001 272.3 2.4 -1.1
0.001 272.5 24.7 -11.0
0.01 273.6 247 -110
0.30 294.0 4,230 -1,883
1.0 297.3 4,871 -2,168
10.0 298.7 5,217 -2,288
100.0 299.0 5,178 -2,305
1000.0 299.1 5,190 -2,310
10000.0 298.9 5,198 -2,315
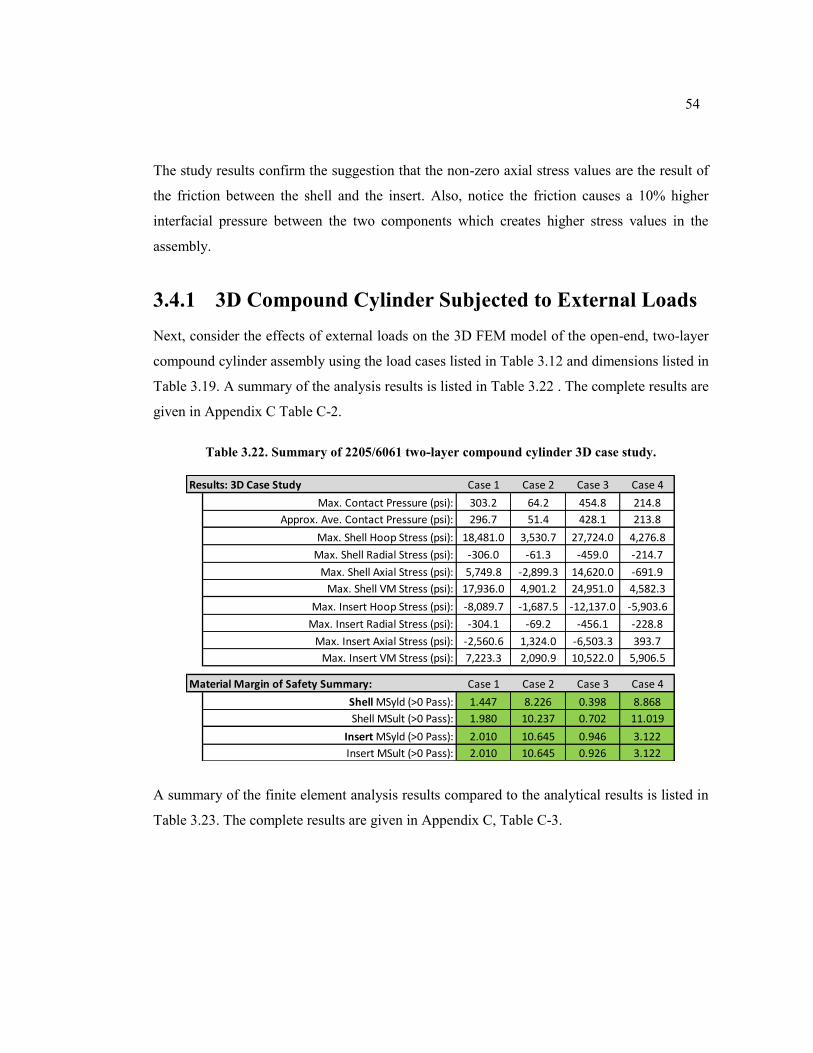
54
The study results confirm the suggestion that the non-zero axial stress values are the result of
the friction between the shell and the insert. Also, notice the friction causes a 10% higher
interfacial pressure between the two components which creates higher stress values in the
assembly.
3.4.1 3D Compound Cylinder Subjected to External Loads
Next, consider the effects of external loads on the 3D FEM model of the open-end, two-layer
compound cylinder assembly using the load cases listed in Table 3.12 and dimensions listed in
Table 3.19. A summary of the analysis results is listed in Table 3.22 . The complete results are
given in Appendix C Table C-2.
Table 3.22. Summary of 2205/6061 two-layer compound cylinder 3D case study.
A summary of the finite element analysis results compared to the analytical results is listed in
Table 3.23. The complete results are given in Appendix C, Table C-3.
Results: 3D Case Study Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 303.2 64.2 454.8 214.8
Approx. Ave. Contact Pressure (psi): 296.7 51.4 428.1 213.8
Max. Shell Hoop Stress (psi): 18,481.0 3,530.7 27,724.0 4,276.8
Max. Shell Radial Stress (psi): -306.0 -61.3 -459.0 -214.7
Max. Shell Axial Stress (psi): 5,749.8 -2,899.3 14,620.0 -691.9
Max. Shell VM Stress (psi): 17,936.0 4,901.2 24,951.0 4,582.3
Max. Insert Hoop Stress (psi): -8,089.7 -1,687.5 -12,137.0 -5,903.6
Max. Insert Radial Stress (psi): -304.1 -69.2 -456.1 -228.8
Max. Insert Axial Stress (psi): -2,560.6 1,324.0 -6,503.3 393.7
Max. Insert VM Stress (psi): 7,223.3 2,090.9 10,522.0 5,906.5
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.447 8.226 0.398 8.868
Shell MSult (>0 Pass): 1.980 10.237 0.702 11.019
Insert MSyld (>0 Pass): 2.010 10.645 0.946 3.122
Insert MSult (>0 Pass): 2.010 10.645 0.926 3.122
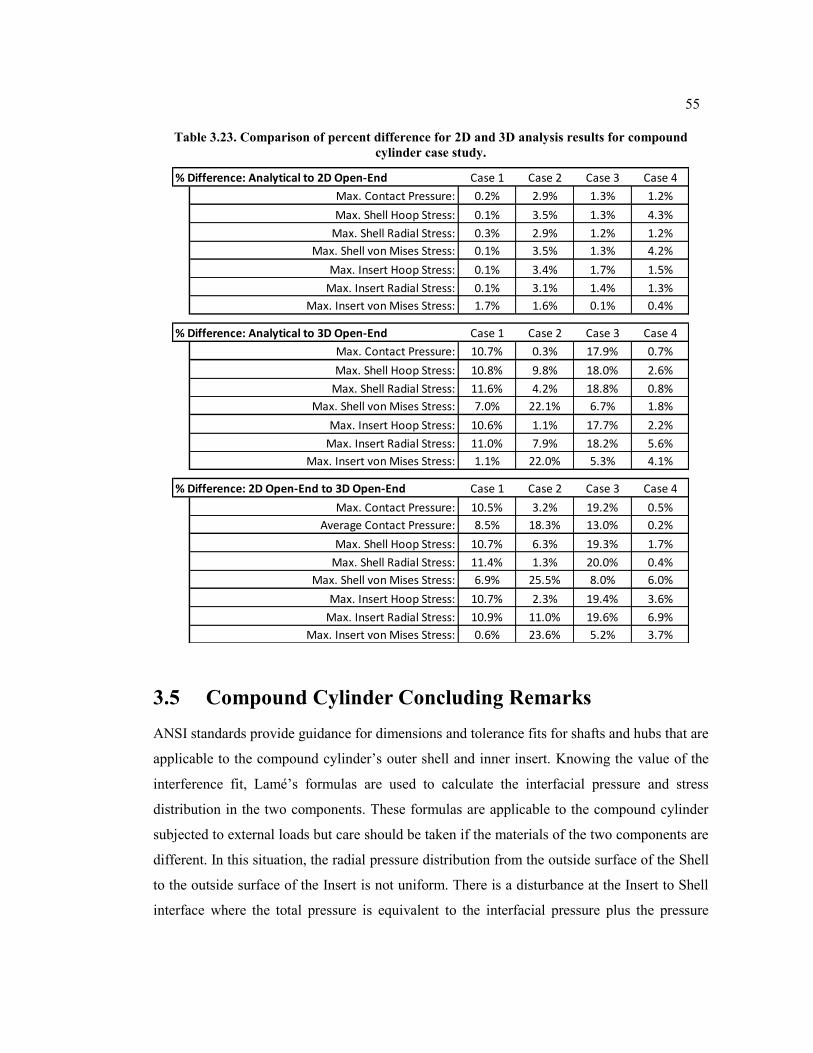
55
Table 3.23. Comparison of percent difference for 2D and 3D analysis results for compound
cylinder case study.
3.5 Compound Cylinder Concluding Remarks
ANSI standards provide guidance for dimensions and tolerance fits for shafts and hubs that are
applicable to the compound cylinder’s outer shell and inner insert. Knowing the value of the
interference fit, Lamé’s formulas are used to calculate the interfacial pressure and stress
distribution in the two components. These formulas are applicable to the compound cylinder
subjected to external loads but care should be taken if the materials of the two components are
different. In this situation, the radial pressure distribution from the outside surface of the Shell
to the outside surface of the Insert is not uniform. There is a disturbance at the Insert to Shell
interface where the total pressure is equivalent to the interfacial pressure plus the pressure
% Difference: Analytical to 2D Open-End Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 0.2% 2.9% 1.3% 1.2%
Max. Shell Hoop Stress: 0.1% 3.5% 1.3% 4.3%
Max. Shell Radial Stress: 0.3% 2.9% 1.2% 1.2%
Max. Shell von Mises Stress: 0.1% 3.5% 1.3% 4.2%
Max. Insert Hoop Stress: 0.1% 3.4% 1.7% 1.5%
Max. Insert Radial Stress: 0.1% 3.1% 1.4% 1.3%
Max. Insert von Mises Stress: 1.7% 1.6% 0.1% 0.4%
% Difference: Analytical to 3D Open-End Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 10.7% 0.3% 17.9% 0.7%
Max. Shell Hoop Stress: 10.8% 9.8% 18.0% 2.6%
Max. Shell Radial Stress: 11.6% 4.2% 18.8% 0.8%
Max. Shell von Mises Stress: 7.0% 22.1% 6.7% 1.8%
Max. Insert Hoop Stress: 10.6% 1.1% 17.7% 2.2%
Max. Insert Radial Stress: 11.0% 7.9% 18.2% 5.6%
Max. Insert von Mises Stress: 1.1% 22.0% 5.3% 4.1%
% Difference: 2D Open-End to 3D Open-End Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 10.5% 3.2% 19.2% 0.5%
Average Contact Pressure: 8.5% 18.3% 13.0% 0.2%
Max. Shell Hoop Stress: 10.7% 6.3% 19.3% 1.7%
Max. Shell Radial Stress: 11.4% 1.3% 20.0% 0.4%
Max. Shell von Mises Stress: 6.9% 25.5% 8.0% 6.0%
Max. Insert Hoop Stress: 10.7% 2.3% 19.4% 3.6%
Max. Insert Radial Stress: 10.9% 11.0% 19.6% 6.9%
Max. Insert von Mises Stress: 0.6% 23.6% 5.2% 3.7%

56
transmitted from the outer surface of the Shell to the inner Surface of the Shell as described in
Equation (3.16).
As expected, the analytical solution and the 2D FEM model solution are nearly identical for the
study cases without external loads. Both contact pressure and stress values are up to 4% higher
for the external load cases. Similarly, the 3D FEM model solutions contact pressure and stress
values are up to 24% higher than the analytical solutions. A summary of the finite element
analysis results compared to the analytical results is listed in Table 3.23. The complete results
are given in Appendix C, Table C-3.
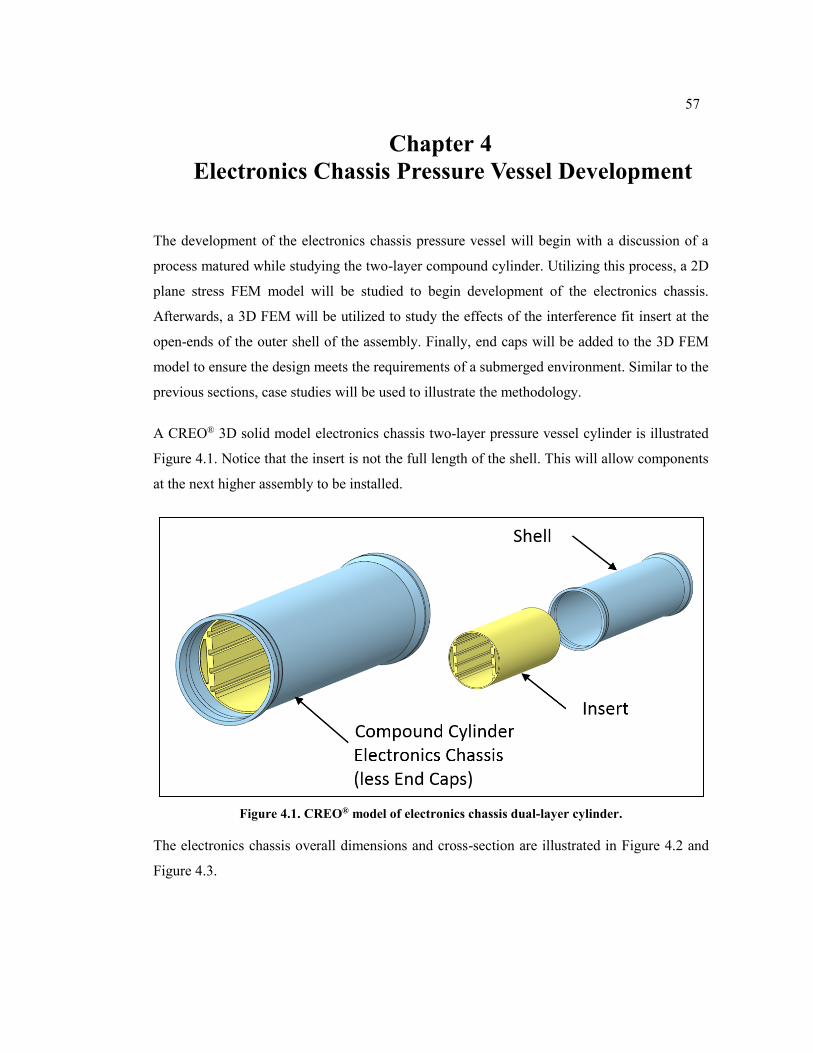
57
Chapter 4
Electronics Chassis Pressure Vessel Development
The development of the electronics chassis pressure vessel will begin with a discussion of a
process matured while studying the two-layer compound cylinder. Utilizing this process, a 2D
plane stress FEM model will be studied to begin development of the electronics chassis.
Afterwards, a 3D FEM will be utilized to study the effects of the interference fit insert at the
open-ends of the outer shell of the assembly. Finally, end caps will be added to the 3D FEM
model to ensure the design meets the requirements of a submerged environment. Similar to the
previous sections, case studies will be used to illustrate the methodology.
A CREO® 3D solid model electronics chassis two-layer pressure vessel cylinder is illustrated
Figure 4.1. Notice that the insert is not the full length of the shell. This will allow components
at the next higher assembly to be installed.
Figure 4.1. CREO® model of electronics chassis dual-layer cylinder.
The electronics chassis overall dimensions and cross-section are illustrated in Figure 4.2 and
Figure 4.3.
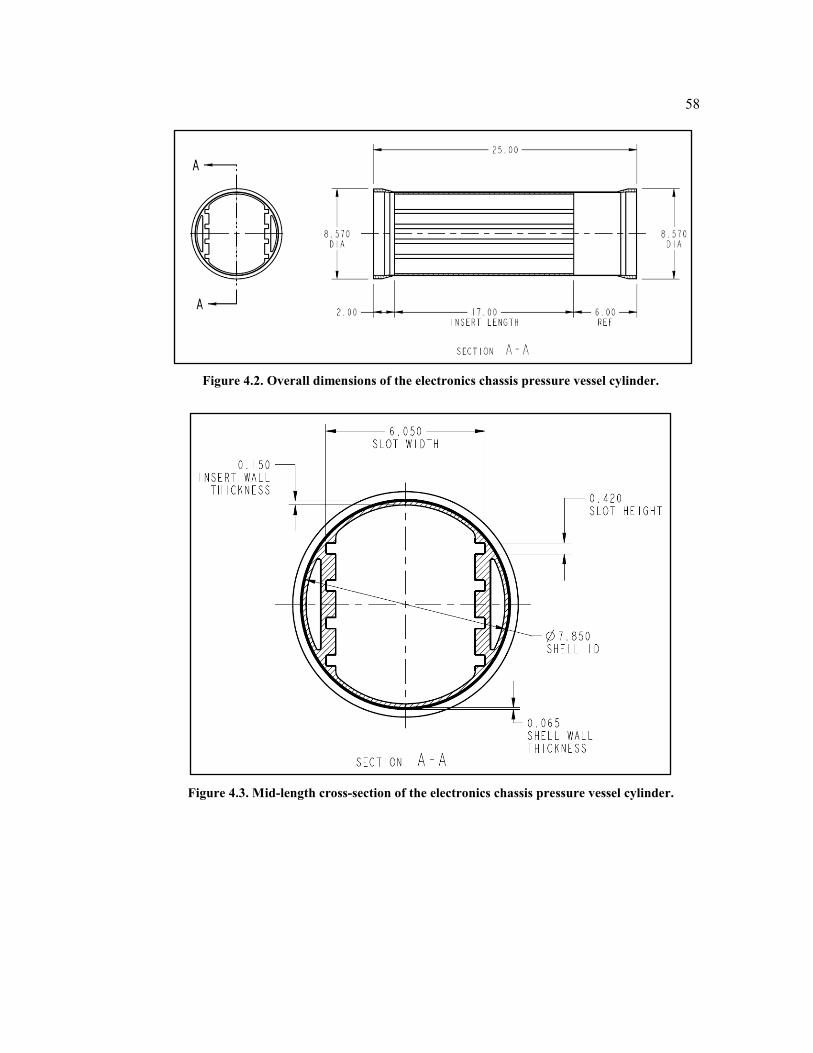
58
Figure 4.2. Overall dimensions of the electronics chassis pressure vessel cylinder.
Figure 4.3. Mid-length cross-section of the electronics chassis pressure vessel cylinder.
59
4.1 Electronics Chassis Pressure Vessel Development
Process
The development of the electronics chassis will follow the process acquired while evaluating
the two-layer compound cylinder as follows. The process is illustrated in Figure 4.4. Computer
computation time increases with the complexity of the model. The goal is to expedite the
solution by iterating material selection and chassis geometry using the less complex models. In
general, the process begins with sizing and analysis of a compound cylinder based on analytical
formulas and progresses in complexity to the 2D FEA chassis assembly and finally to the 3D
FEA chassis assembly.
In particular, the iterative process begins with the selection of the initial Shell material based on
given requirements for the environment and external loading. Knowing the Shell material, an
estimate can be made of the Shell thickness based on the failure mechanism. Next, using the
given temperature requirements, the interference fit can be selected and the initial contact
pressure and the resulting stress distribution can be calculated. This process is iterated until
positive margins are achieved for the Shell and Insert for all case studies of interest. Next, a 2D
plane stress model is developed for the electronics chassis using material selections and wall
thickness determined using the compound cylinder. The 2D model is iterated until positive
margins are achieved for the Shell and Insert for all case studies of interest. Next, a 3D FEA
model is developed for the electronics chassis using material selections and wall thickness
determined using the 2D plane-stress model. This model is computationally expensive so a
version without End Caps and external loads should be completed first. Finally, the End Caps
are added to the 3D model and external load case studies can be performed. Upon satisfaction
of the circularity condition and positive margins have been obtained, the design is complete.
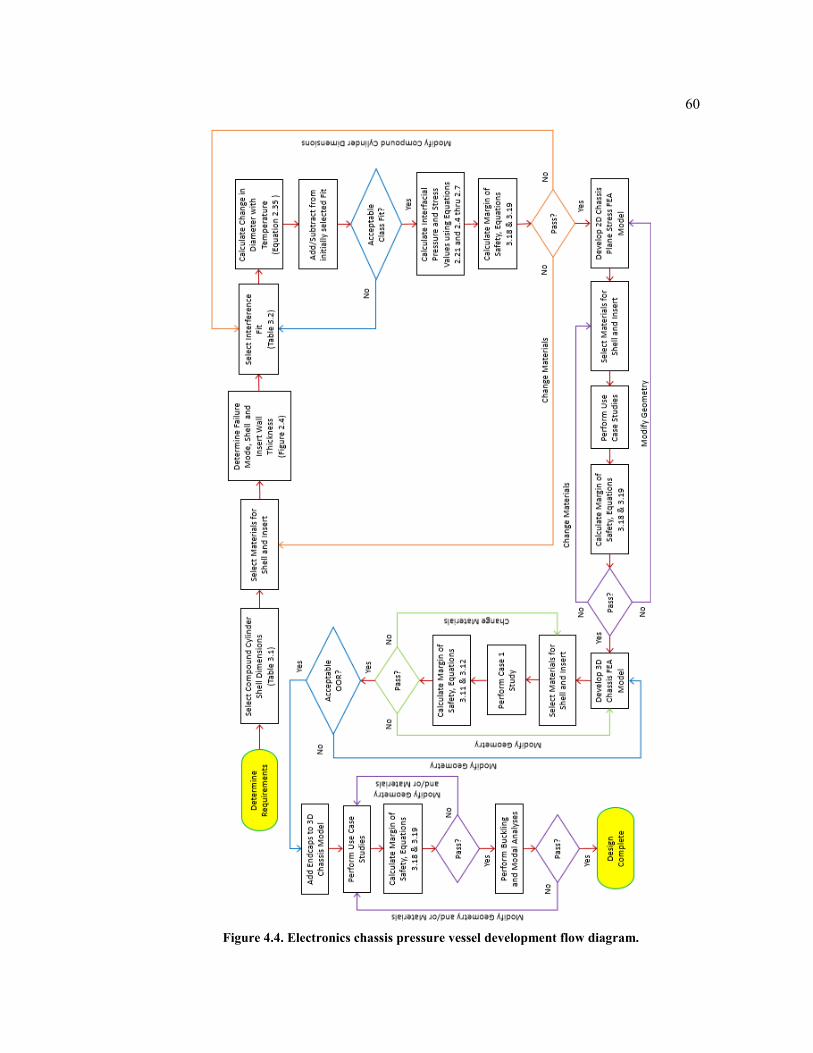
60
Figure 4.4. Electronics chassis pressure vessel development flow diagram.
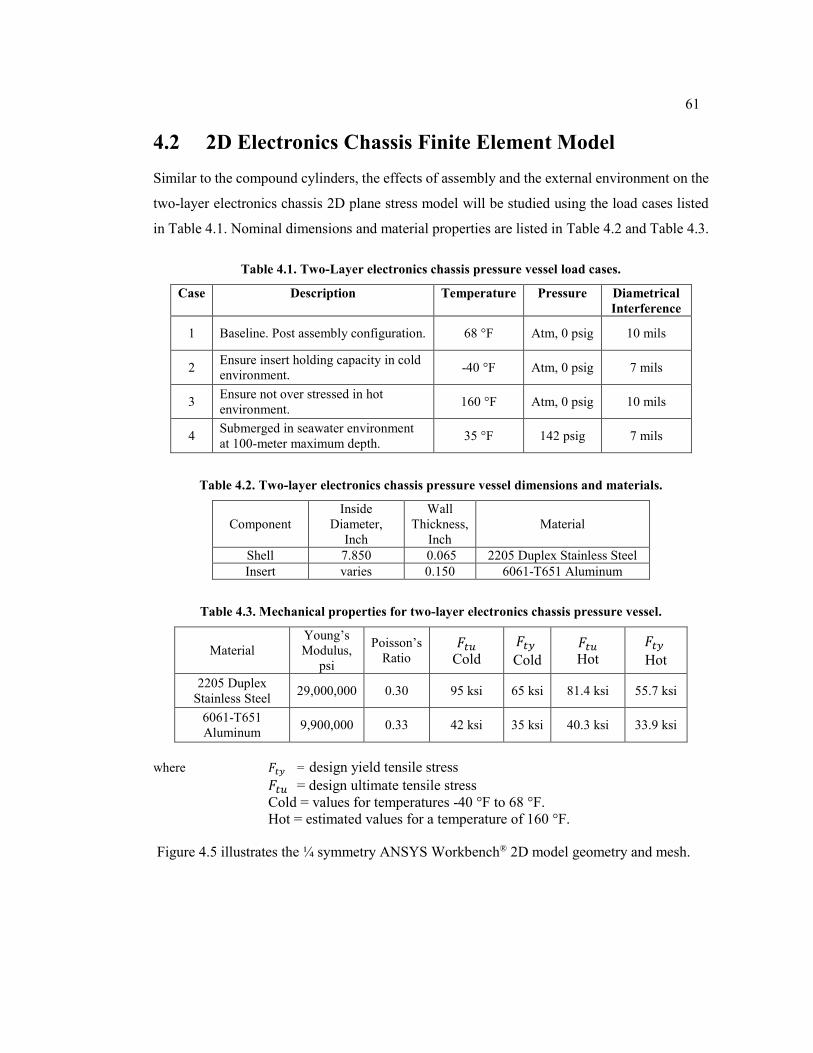
61
4.2 2D Electronics Chassis Finite Element Model
Similar to the compound cylinders, the effects of assembly and the external environment on the
two-layer electronics chassis 2D plane stress model will be studied using the load cases listed
in Table 4.1. Nominal dimensions and material properties are listed in Table 4.2 and Table 4.3.
Table 4.1. Two-Layer electronics chassis pressure vessel load cases.
Case Description Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly configuration. 68 °F Atm, 0 psig 10 mils
2 Ensure insert holding capacity in cold
environment. -40 °F Atm, 0 psig 7 mils
3 Ensure not over stressed in hot
environment. 160 °F Atm, 0 psig 10 mils
4 Submerged in seawater environment
at 100-meter maximum depth. 35 °F 142 psig 7 mils
Table 4.2. Two-layer electronics chassis pressure vessel dimensions and materials.
Component
Inside
Diameter,
Inch
Wall
Thickness,
Inch
Material
Shell 7.850 0.065 2205 Duplex Stainless Steel
Insert varies 0.150 6061-T651 Aluminum
Table 4.3. Mechanical properties for two-layer electronics chassis pressure vessel.
Material
Young’s
Modulus,
psi
Poisson’s
Ratio 𝐹𝑡𝑢
Cold
𝐹𝑡𝑦
Cold
𝐹𝑡𝑢 Hot
𝐹𝑡𝑦
Hot
2205 Duplex
Stainless Steel 29,000,000 0.30 95 ksi 65 ksi 81.4 ksi 55.7 ksi
6061-T651
Aluminum 9,900,000 0.33 42 ksi 35 ksi 40.3 ksi 33.9 ksi
where 𝐹𝑡𝑦 = design yield tensile stress
𝐹𝑡𝑢 = design ultimate tensile stress
Cold = values for temperatures -40 °F to 68 °F.
Hot = estimated values for a temperature of 160 °F.
Figure 4.5 illustrates the ¼ symmetry ANSYS Workbench® 2D model geometry and mesh.
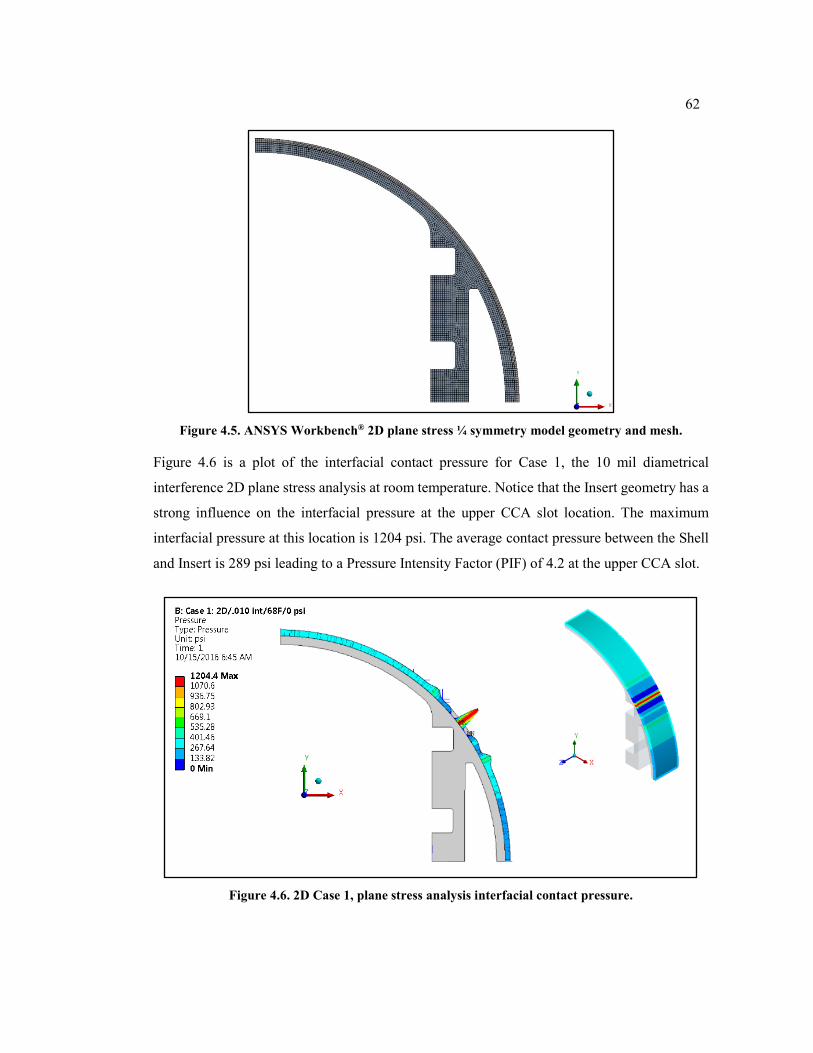
62
Figure 4.5. ANSYS Workbench® 2D plane stress ¼ symmetry model geometry and mesh.
Figure 4.6 is a plot of the interfacial contact pressure for Case 1, the 10 mil diametrical
interference 2D plane stress analysis at room temperature. Notice that the Insert geometry has a
strong influence on the interfacial pressure at the upper CCA slot location. The maximum
interfacial pressure at this location is 1204 psi. The average contact pressure between the Shell
and Insert is 289 psi leading to a Pressure Intensity Factor (PIF) of 4.2 at the upper CCA slot.
Figure 4.6. 2D Case 1, plane stress analysis interfacial contact pressure.
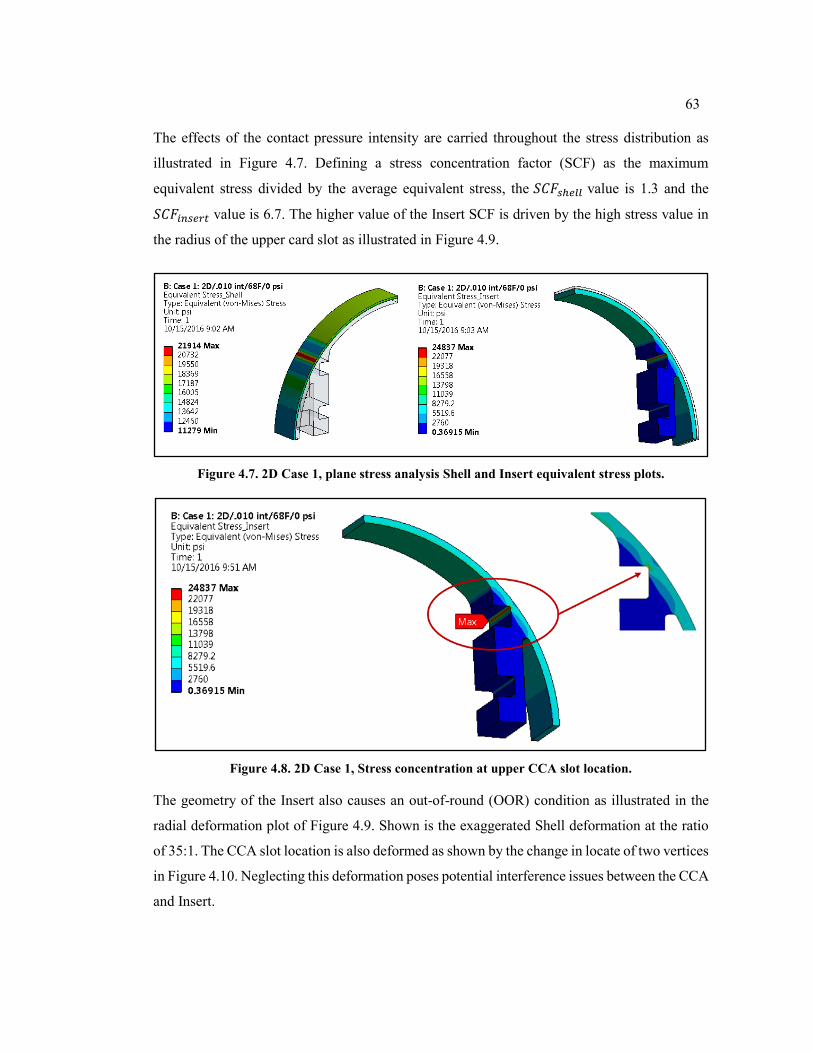
63
The effects of the contact pressure intensity are carried throughout the stress distribution as
illustrated in Figure 4.7. Defining a stress concentration factor (SCF) as the maximum
equivalent stress divided by the average equivalent stress, the 𝑆𝐶𝐹𝑠ℎ𝑒𝑙𝑙 value is 1.3 and the
𝑆𝐶𝐹𝑖𝑛𝑠𝑒𝑟𝑡 value is 6.7. The higher value of the Insert SCF is driven by the high stress value in
the radius of the upper card slot as illustrated in Figure 4.9.
Figure 4.7. 2D Case 1, plane stress analysis Shell and Insert equivalent stress plots.
Figure 4.8. 2D Case 1, Stress concentration at upper CCA slot location.
The geometry of the Insert also causes an out-of-round (OOR) condition as illustrated in the
radial deformation plot of Figure 4.9. Shown is the exaggerated Shell deformation at the ratio
of 35:1. The CCA slot location is also deformed as shown by the change in locate of two vertices
in Figure 4.10. Neglecting this deformation poses potential interference issues between the CCA
and Insert.
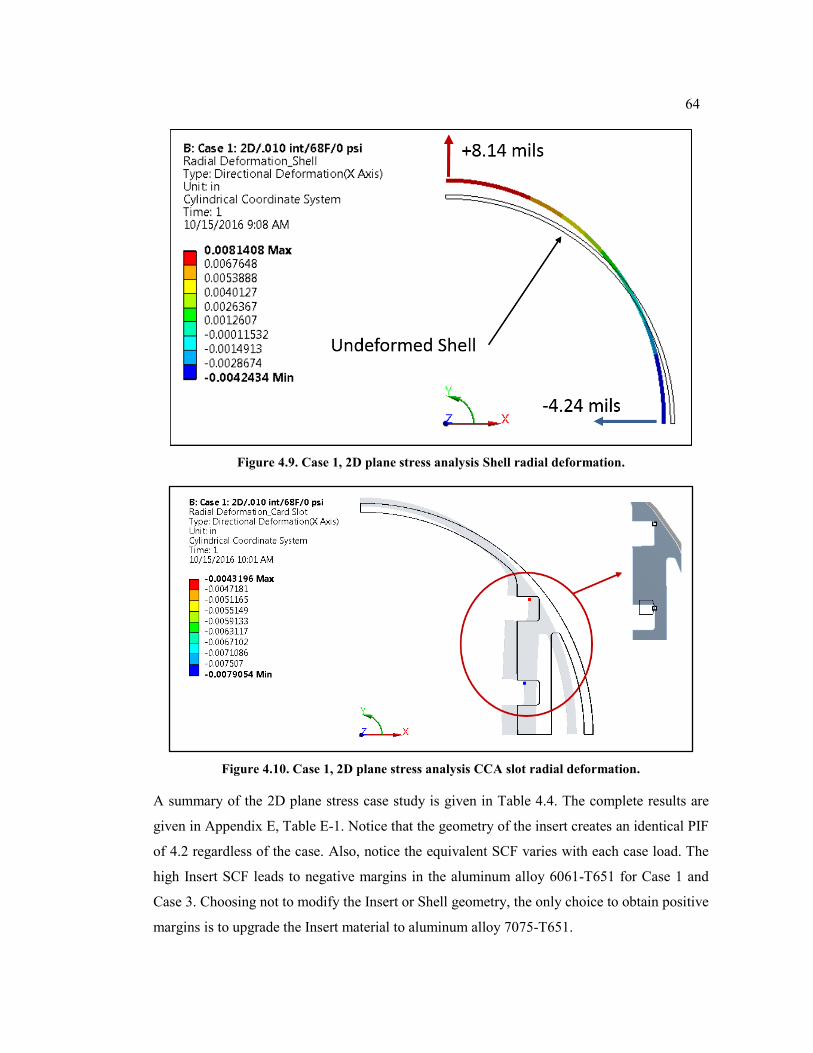
64
Figure 4.9. Case 1, 2D plane stress analysis Shell radial deformation.
Figure 4.10. Case 1, 2D plane stress analysis CCA slot radial deformation.
A summary of the 2D plane stress case study is given in Table 4.4. The complete results are
given in Appendix E, Table E-1. Notice that the geometry of the insert creates an identical PIF
of 4.2 regardless of the case. Also, notice the equivalent SCF varies with each case load. The
high Insert SCF leads to negative margins in the aluminum alloy 6061-T651 for Case 1 and
Case 3. Choosing not to modify the Insert or Shell geometry, the only choice to obtain positive
margins is to upgrade the Insert material to aluminum alloy 7075-T651.
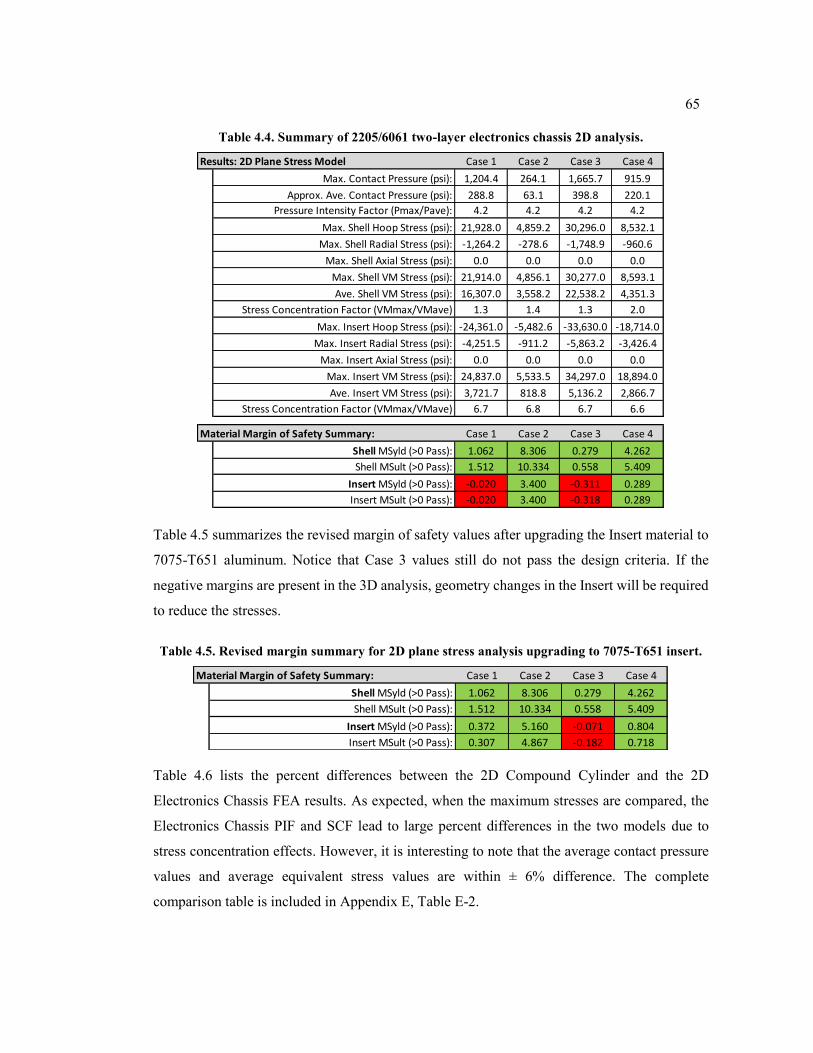
65
Table 4.4. Summary of 2205/6061 two-layer electronics chassis 2D analysis.
Table 4.5 summarizes the revised margin of safety values after upgrading the Insert material to
7075-T651 aluminum. Notice that Case 3 values still do not pass the design criteria. If the
negative margins are present in the 3D analysis, geometry changes in the Insert will be required
to reduce the stresses.
Table 4.5. Revised margin summary for 2D plane stress analysis upgrading to 7075-T651 insert.
Table 4.6 lists the percent differences between the 2D Compound Cylinder and the 2D
Electronics Chassis FEA results. As expected, when the maximum stresses are compared, the
Electronics Chassis PIF and SCF lead to large percent differences in the two models due to
stress concentration effects. However, it is interesting to note that the average contact pressure
values and average equivalent stress values are within ± 6% difference. The complete
comparison table is included in Appendix E, Table E-2.
Results: 2D Plane Stress Model Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,204.4 264.1 1,665.7 915.9
Approx. Ave. Contact Pressure (psi): 288.8 63.1 398.8 220.1
Pressure Intensity Factor (Pmax/Pave): 4.2 4.2 4.2 4.2
Max. Shell Hoop Stress (psi): 21,928.0 4,859.2 30,296.0 8,532.1
Max. Shell Radial Stress (psi): -1,264.2 -278.6 -1,748.9 -960.6
Max. Shell Axial Stress (psi): 0.0 0.0 0.0 0.0
Max. Shell VM Stress (psi): 21,914.0 4,856.1 30,277.0 8,593.1
Ave. Shell VM Stress (psi): 16,307.0 3,558.2 22,538.2 4,351.3
Stress Concentration Factor (VMmax/VMave) 1.3 1.4 1.3 2.0
Max. Insert Hoop Stress (psi): -24,361.0 -5,482.6 -33,630.0 -18,714.0
Max. Insert Radial Stress (psi): -4,251.5 -911.2 -5,863.2 -3,426.4
Max. Insert Axial Stress (psi): 0.0 0.0 0.0 0.0
Max. Insert VM Stress (psi): 24,837.0 5,533.5 34,297.0 18,894.0
Ave. Insert VM Stress (psi): 3,721.7 818.8 5,136.2 2,866.7
Stress Concentration Factor (VMmax/VMave) 6.7 6.8 6.7 6.6
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.062 8.306 0.279 4.262
Shell MSult (>0 Pass): 1.512 10.334 0.558 5.409
Insert MSyld (>0 Pass): -0.020 3.400 -0.311 0.289
Insert MSult (>0 Pass): -0.020 3.400 -0.318 0.289
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -4.2 -4.3 -3.2 -5.6
Shell Y-Deformation (mil): 8.1 -1.7 13.9 4.3
Out of Round Dimension (mil): -24.8 -5.3 -34.2 -19.8
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.062 8.306 0.279 4.262
Shell MSult (>0 Pass): 1.512 10.334 0.558 5.409
Insert MSyld (>0 Pass): 0.372 5.160 -0.071 0.804
Insert MSult (>0 Pass): 0.307 4.867 -0.182 0.718
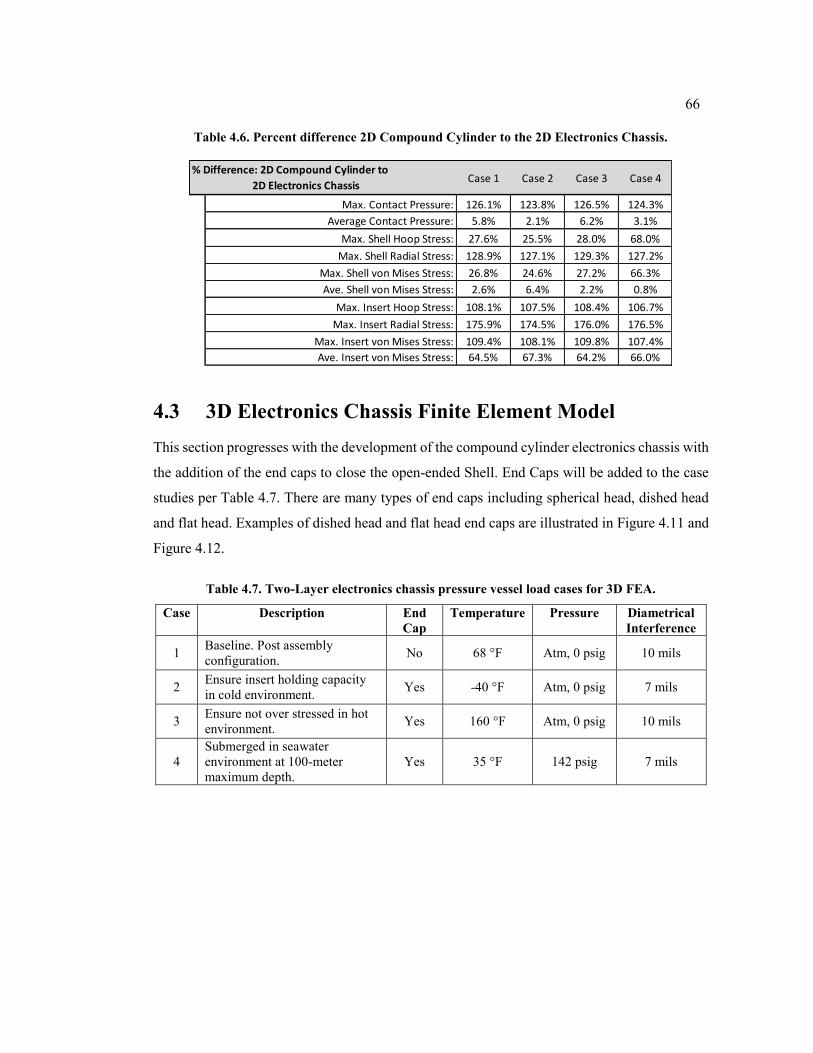
66
Table 4.6. Percent difference 2D Compound Cylinder to the 2D Electronics Chassis.
4.3 3D Electronics Chassis Finite Element Model
This section progresses with the development of the compound cylinder electronics chassis with
the addition of the end caps to close the open-ended Shell. End Caps will be added to the case
studies per Table 4.7. There are many types of end caps including spherical head, dished head
and flat head. Examples of dished head and flat head end caps are illustrated in Figure 4.11 and
Figure 4.12.
Table 4.7. Two-Layer electronics chassis pressure vessel load cases for 3D FEA.
Case Description End
Cap
Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly
configuration. No 68 °F Atm, 0 psig 10 mils
2 Ensure insert holding capacity
in cold environment. Yes -40 °F Atm, 0 psig 7 mils
3 Ensure not over stressed in hot
environment. Yes 160 °F Atm, 0 psig 10 mils
4
Submerged in seawater
environment at 100-meter
maximum depth.
Yes 35 °F 142 psig 7 mils
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 126.1% 123.8% 126.5% 124.3%
Average Contact Pressure: 5.8% 2.1% 6.2% 3.1%
Max. Shell Hoop Stress: 27.6% 25.5% 28.0% 68.0%
Max. Shell Radial Stress: 128.9% 127.1% 129.3% 127.2%
Max. Shell von Mises Stress: 26.8% 24.6% 27.2% 66.3%
Ave. Shell von Mises Stress: 2.6% 6.4% 2.2% 0.8%
Max. Insert Hoop Stress: 108.1% 107.5% 108.4% 106.7%
Max. Insert Radial Stress: 175.9% 174.5% 176.0% 176.5%
Max. Insert von Mises Stress: 109.4% 108.1% 109.8% 107.4%
Ave. Insert von Mises Stress: 64.5% 67.3% 64.2% 66.0%
% Difference: 2D Compound Cylinder to
2D Electronics Chassis
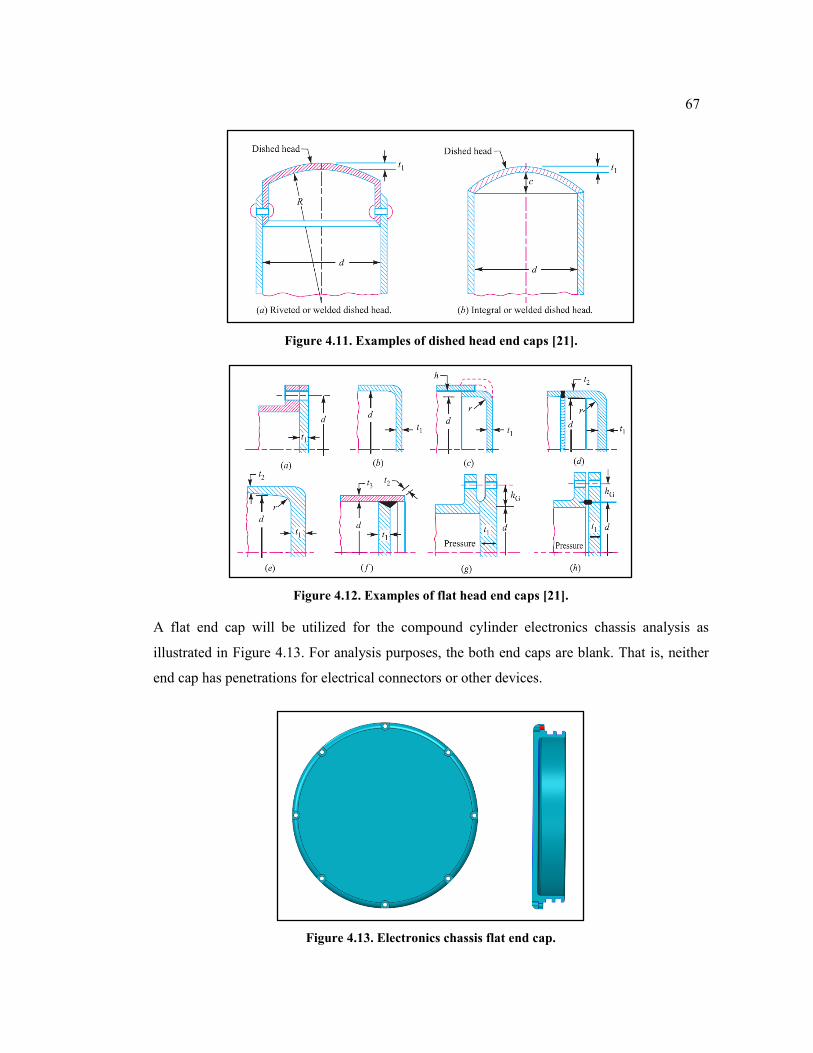
67
Figure 4.11. Examples of dished head end caps [21].
Figure 4.12. Examples of flat head end caps [21].
A flat end cap will be utilized for the compound cylinder electronics chassis analysis as
illustrated in Figure 4.13. For analysis purposes, the both end caps are blank. That is, neither
end cap has penetrations for electrical connectors or other devices.
Figure 4.13. Electronics chassis flat end cap.
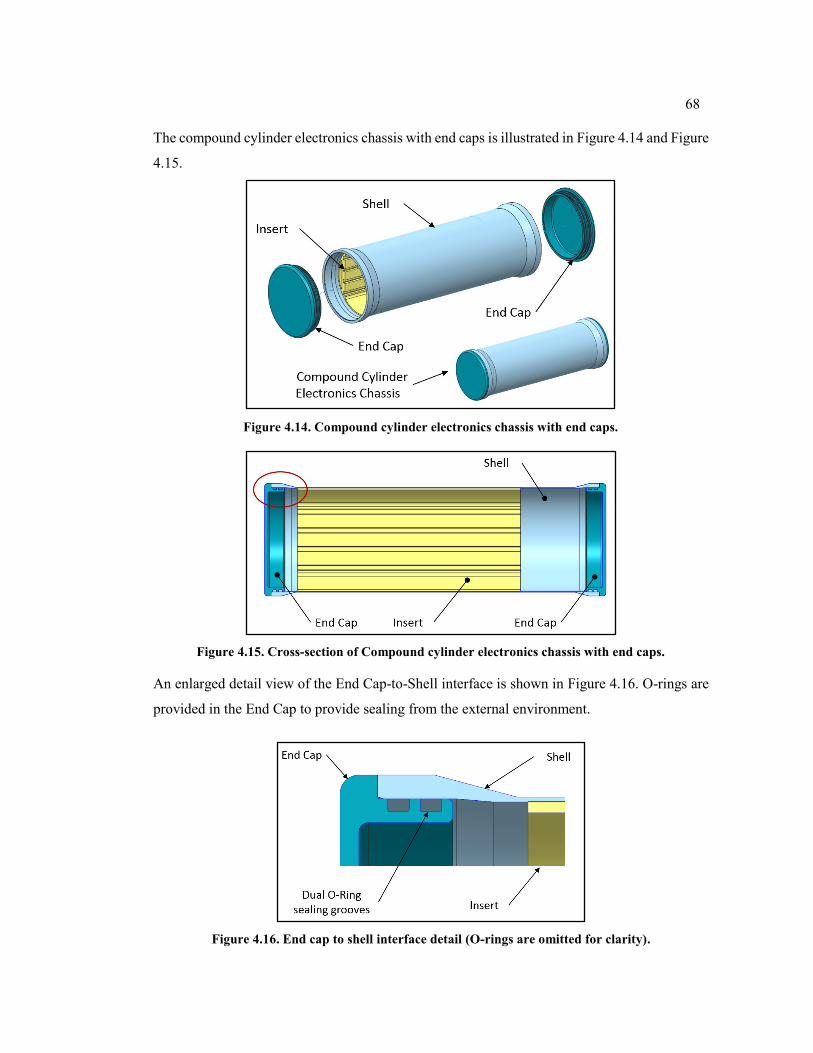
68
The compound cylinder electronics chassis with end caps is illustrated in Figure 4.14 and Figure
4.15.
Figure 4.14. Compound cylinder electronics chassis with end caps.
Figure 4.15. Cross-section of Compound cylinder electronics chassis with end caps.
An enlarged detail view of the End Cap-to-Shell interface is shown in Figure 4.16. O-rings are
provided in the End Cap to provide sealing from the external environment.
Figure 4.16. End cap to shell interface detail (O-rings are omitted for clarity).
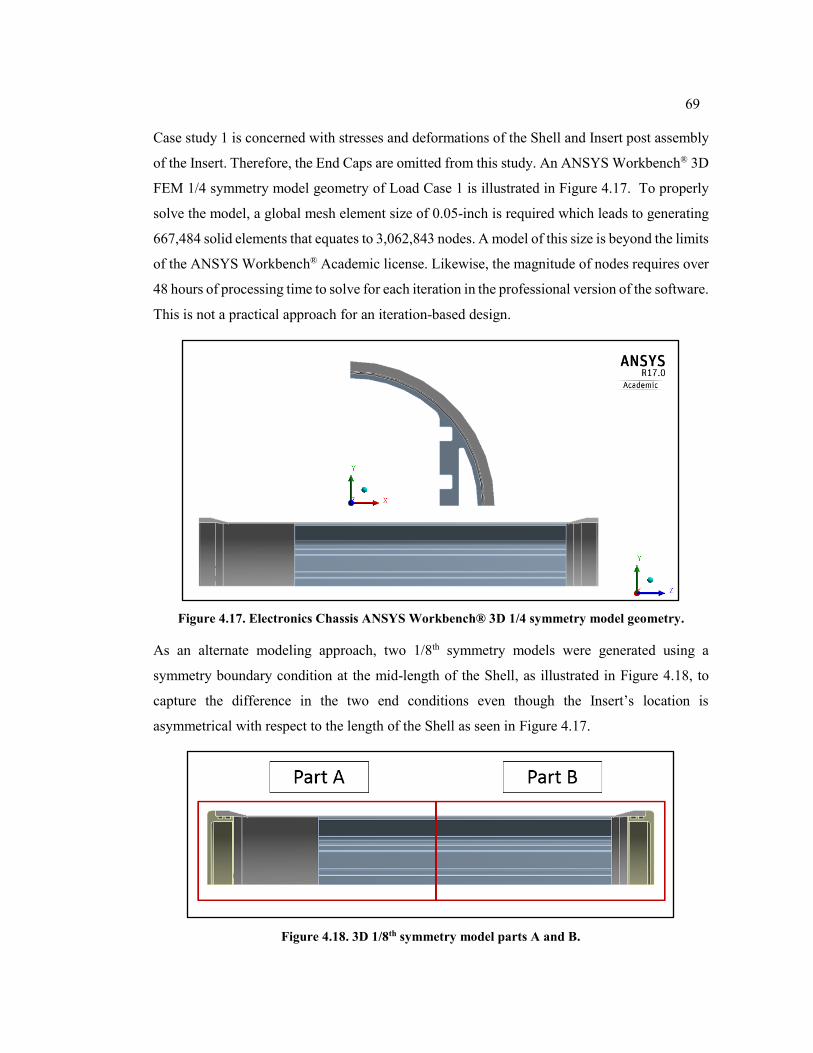
69
Case study 1 is concerned with stresses and deformations of the Shell and Insert post assembly
of the Insert. Therefore, the End Caps are omitted from this study. An ANSYS Workbench® 3D
FEM 1/4 symmetry model geometry of Load Case 1 is illustrated in Figure 4.17. To properly
solve the model, a global mesh element size of 0.05-inch is required which leads to generating
667,484 solid elements that equates to 3,062,843 nodes. A model of this size is beyond the limits
of the ANSYS Workbench® Academic license. Likewise, the magnitude of nodes requires over
48 hours of processing time to solve for each iteration in the professional version of the software.
This is not a practical approach for an iteration-based design.
Figure 4.17. Electronics Chassis ANSYS Workbench® 3D 1/4 symmetry model geometry.
As an alternate modeling approach, two 1/8th symmetry models were generated using a
symmetry boundary condition at the mid-length of the Shell, as illustrated in Figure 4.18, to
capture the difference in the two end conditions even though the Insert’s location is
asymmetrical with respect to the length of the Shell as seen in Figure 4.17.
Figure 4.18. 3D 1/8th symmetry model parts A and B.
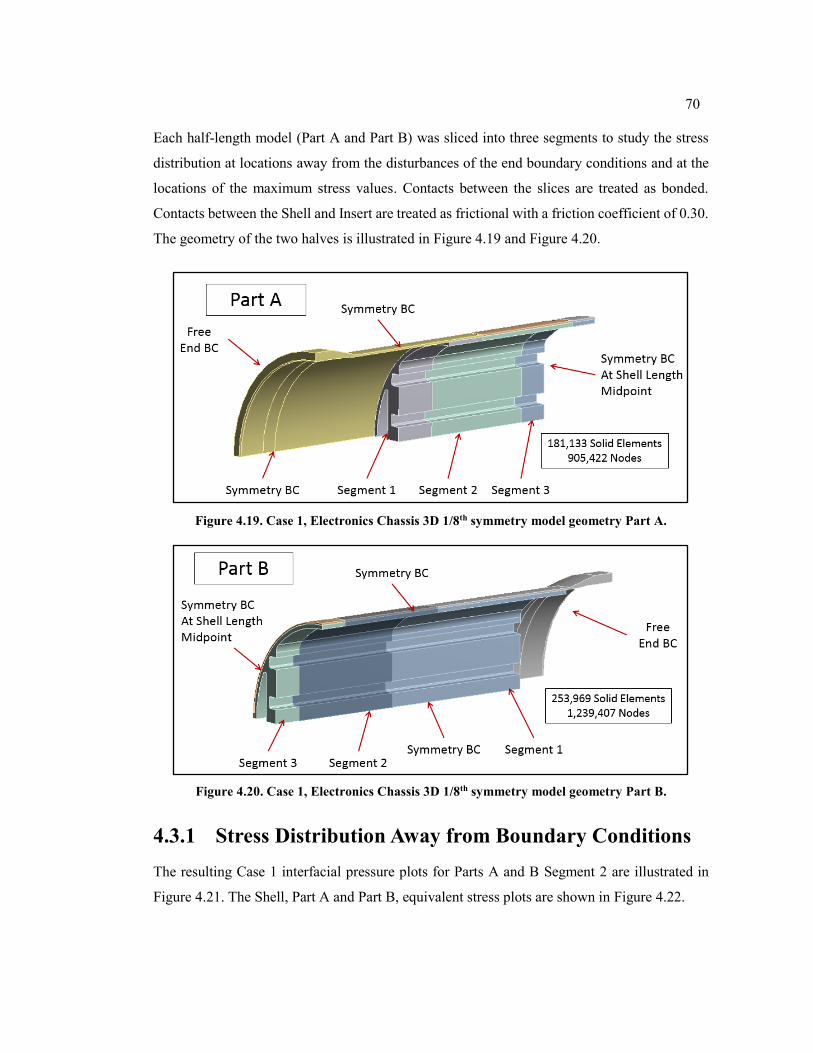
70
Each half-length model (Part A and Part B) was sliced into three segments to study the stress
distribution at locations away from the disturbances of the end boundary conditions and at the
locations of the maximum stress values. Contacts between the slices are treated as bonded.
Contacts between the Shell and Insert are treated as frictional with a friction coefficient of 0.30.
The geometry of the two halves is illustrated in Figure 4.19 and Figure 4.20.
Figure 4.19. Case 1, Electronics Chassis 3D 1/8th symmetry model geometry Part A.
Figure 4.20. Case 1, Electronics Chassis 3D 1/8th symmetry model geometry Part B.
4.3.1 Stress Distribution Away from Boundary Conditions
The resulting Case 1 interfacial pressure plots for Parts A and B Segment 2 are illustrated in
Figure 4.21. The Shell, Part A and Part B, equivalent stress plots are shown in Figure 4.22.
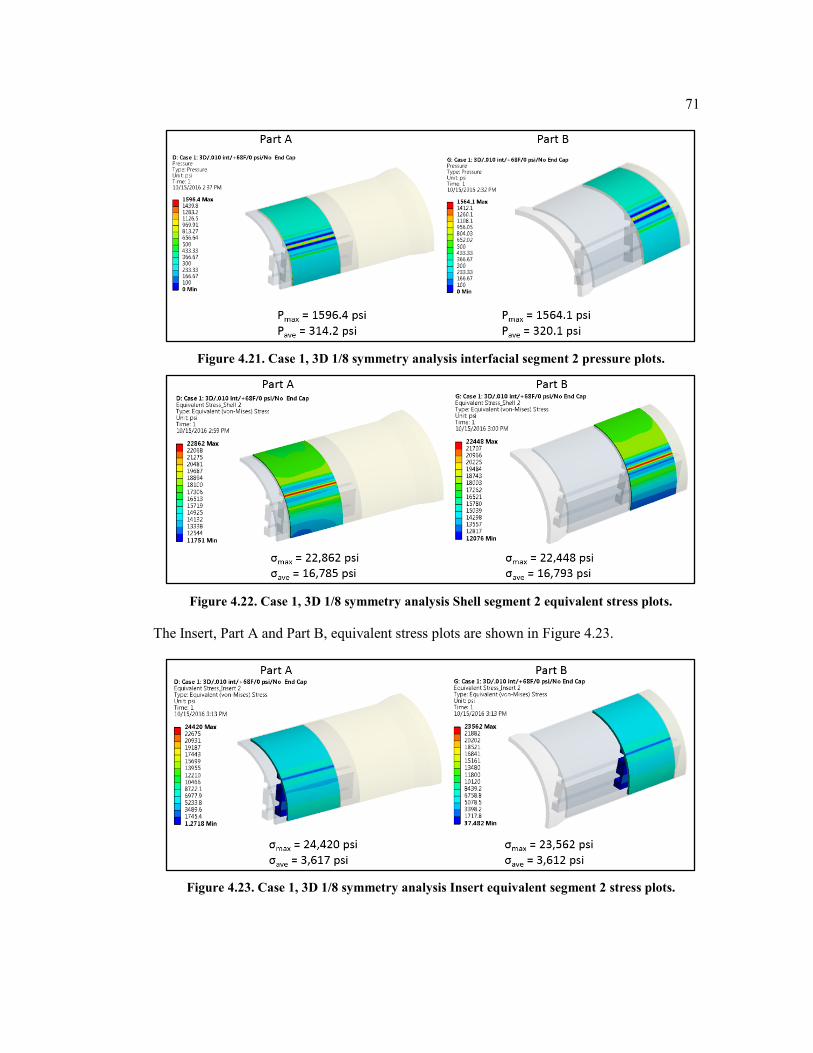
71
Figure 4.21. Case 1, 3D 1/8 symmetry analysis interfacial segment 2 pressure plots.
Figure 4.22. Case 1, 3D 1/8 symmetry analysis Shell segment 2 equivalent stress plots.
The Insert, Part A and Part B, equivalent stress plots are shown in Figure 4.23.
Figure 4.23. Case 1, 3D 1/8 symmetry analysis Insert equivalent segment 2 stress plots.
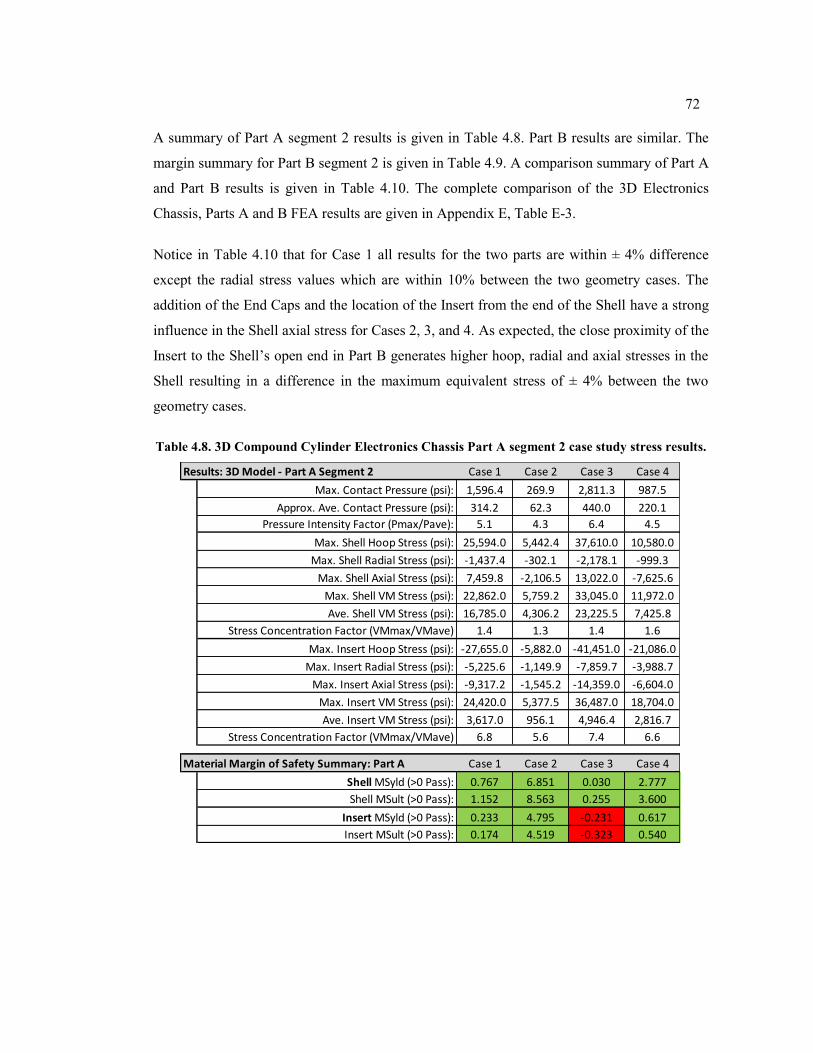
72
A summary of Part A segment 2 results is given in Table 4.8. Part B results are similar. The
margin summary for Part B segment 2 is given in Table 4.9. A comparison summary of Part A
and Part B results is given in Table 4.10. The complete comparison of the 3D Electronics
Chassis, Parts A and B FEA results are given in Appendix E, Table E-3.
Notice in Table 4.10 that for Case 1 all results for the two parts are within ± 4% difference
except the radial stress values which are within 10% between the two geometry cases. The
addition of the End Caps and the location of the Insert from the end of the Shell have a strong
influence in the Shell axial stress for Cases 2, 3, and 4. As expected, the close proximity of the
Insert to the Shell’s open end in Part B generates higher hoop, radial and axial stresses in the
Shell resulting in a difference in the maximum equivalent stress of ± 4% between the two
geometry cases.
Table 4.8. 3D Compound Cylinder Electronics Chassis Part A segment 2 case study stress results.
Results: 3D Model - Part A Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,596.4 269.9 2,811.3 987.5
Approx. Ave. Contact Pressure (psi): 314.2 62.3 440.0 220.1
Pressure Intensity Factor (Pmax/Pave): 5.1 4.3 6.4 4.5
Max. Shell Hoop Stress (psi): 25,594.0 5,442.4 37,610.0 10,580.0
Max. Shell Radial Stress (psi): -1,437.4 -302.1 -2,178.1 -999.3
Max. Shell Axial Stress (psi): 7,459.8 -2,106.5 13,022.0 -7,625.6
Max. Shell VM Stress (psi): 22,862.0 5,759.2 33,045.0 11,972.0
Ave. Shell VM Stress (psi): 16,785.0 4,306.2 23,225.5 7,425.8
Stress Concentration Factor (VMmax/VMave) 1.4 1.3 1.4 1.6
Max. Insert Hoop Stress (psi): -27,655.0 -5,882.0 -41,451.0 -21,086.0
Max. Insert Radial Stress (psi): -5,225.6 -1,149.9 -7,859.7 -3,988.7
Max. Insert Axial Stress (psi): -9,317.2 -1,545.2 -14,359.0 -6,604.0
Max. Insert VM Stress (psi): 24,420.0 5,377.5 36,487.0 18,704.0
Ave. Insert VM Stress (psi): 3,617.0 956.1 4,946.4 2,816.7
Stress Concentration Factor (VMmax/VMave) 6.8 5.6 7.4 6.6
Material Margin of Safety Summary: Part A Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.767 6.851 0.030 2.777
Shell MSult (>0 Pass): 1.152 8.563 0.255 3.600
Insert MSyld (>0 Pass): 0.233 4.795 -0.231 0.617
Insert MSult (>0 Pass): 0.174 4.519 -0.323 0.540
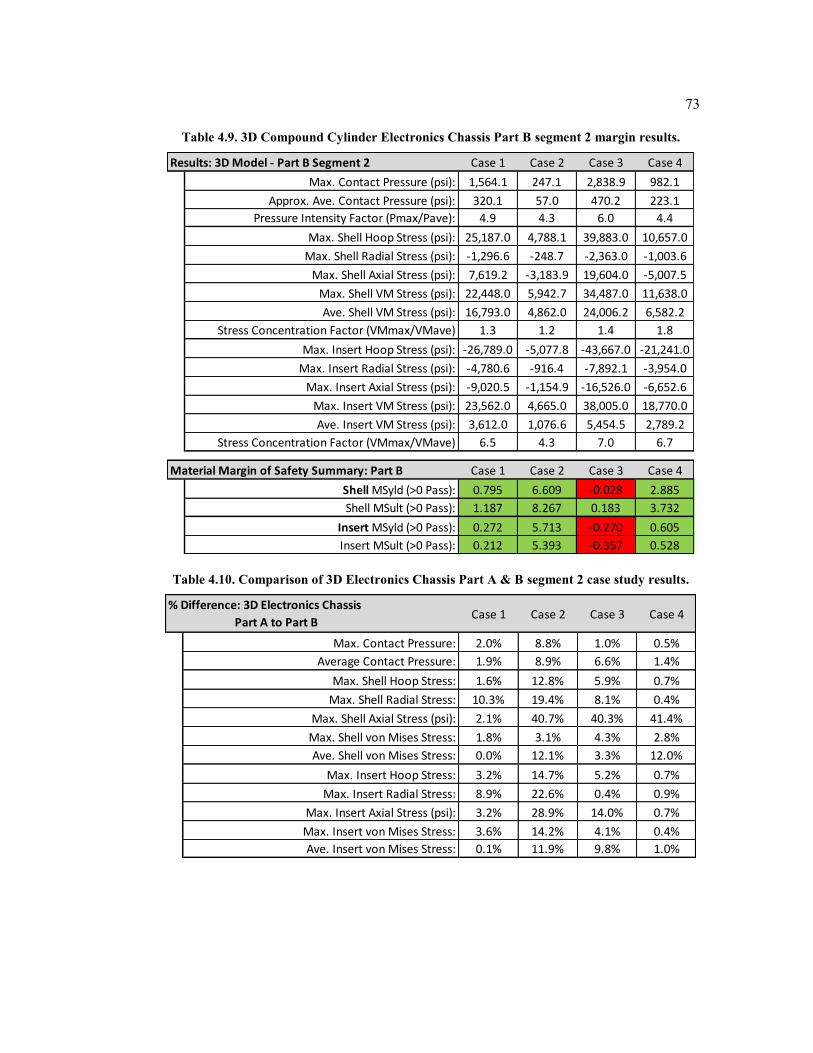
73
Table 4.9. 3D Compound Cylinder Electronics Chassis Part B segment 2 margin results.
Table 4.10. Comparison of 3D Electronics Chassis Part A & B segment 2 case study results.
Results: 3D Model - Part B Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,564.1 247.1 2,838.9 982.1
Approx. Ave. Contact Pressure (psi): 320.1 57.0 470.2 223.1
Pressure Intensity Factor (Pmax/Pave): 4.9 4.3 6.0 4.4
Max. Shell Hoop Stress (psi): 25,187.0 4,788.1 39,883.0 10,657.0
Max. Shell Radial Stress (psi): -1,296.6 -248.7 -2,363.0 -1,003.6
Max. Shell Axial Stress (psi): 7,619.2 -3,183.9 19,604.0 -5,007.5
Max. Shell VM Stress (psi): 22,448.0 5,942.7 34,487.0 11,638.0
Ave. Shell VM Stress (psi): 16,793.0 4,862.0 24,006.2 6,582.2
Stress Concentration Factor (VMmax/VMave) 1.3 1.2 1.4 1.8
Max. Insert Hoop Stress (psi): -26,789.0 -5,077.8 -43,667.0 -21,241.0
Max. Insert Radial Stress (psi): -4,780.6 -916.4 -7,892.1 -3,954.0
Max. Insert Axial Stress (psi): -9,020.5 -1,154.9 -16,526.0 -6,652.6
Max. Insert VM Stress (psi): 23,562.0 4,665.0 38,005.0 18,770.0
Ave. Insert VM Stress (psi): 3,612.0 1,076.6 5,454.5 2,789.2
Stress Concentration Factor (VMmax/VMave) 6.5 4.3 7.0 6.7
Material Margin of Safety Summary: Part B Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.795 6.609 -0.028 2.885
Shell MSult (>0 Pass): 1.187 8.267 0.183 3.732
Insert MSyld (>0 Pass): 0.272 5.713 -0.270 0.605
Insert MSult (>0 Pass): 0.212 5.393 -0.357 0.528
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 2.0% 8.8% 1.0% 0.5%
Average Contact Pressure: 1.9% 8.9% 6.6% 1.4%
Max. Shell Hoop Stress: 1.6% 12.8% 5.9% 0.7%
Max. Shell Radial Stress: 10.3% 19.4% 8.1% 0.4%
Max. Shell Axial Stress (psi): 2.1% 40.7% 40.3% 41.4%
Max. Shell von Mises Stress: 1.8% 3.1% 4.3% 2.8%
Ave. Shell von Mises Stress: 0.0% 12.1% 3.3% 12.0%
Max. Insert Hoop Stress: 3.2% 14.7% 5.2% 0.7%
Max. Insert Radial Stress: 8.9% 22.6% 0.4% 0.9%
Max. Insert Axial Stress (psi): 3.2% 28.9% 14.0% 0.7%
Max. Insert von Mises Stress: 3.6% 14.2% 4.1% 0.4%
Ave. Insert von Mises Stress: 0.1% 11.9% 9.8% 1.0%
% Difference: 3D Electronics Chassis
Part A to Part B
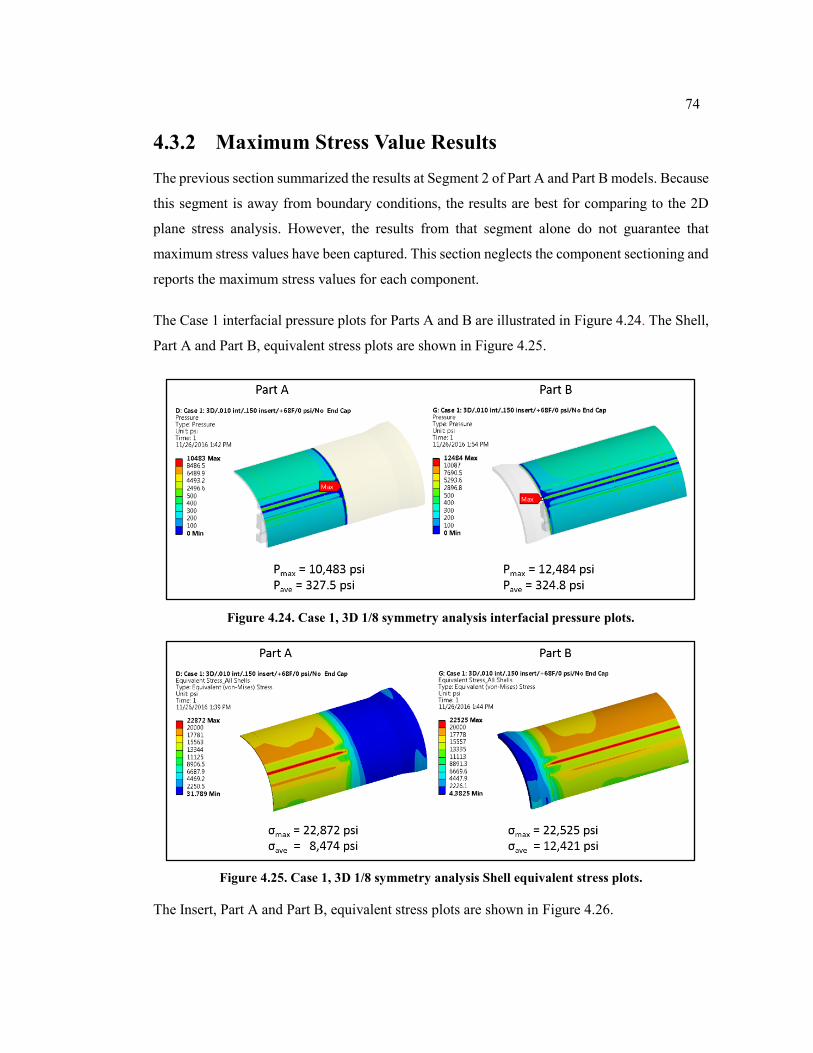
74
4.3.2 Maximum Stress Value Results
The previous section summarized the results at Segment 2 of Part A and Part B models. Because
this segment is away from boundary conditions, the results are best for comparing to the 2D
plane stress analysis. However, the results from that segment alone do not guarantee that
maximum stress values have been captured. This section neglects the component sectioning and
reports the maximum stress values for each component.
The Case 1 interfacial pressure plots for Parts A and B are illustrated in Figure 4.24. The Shell,
Part A and Part B, equivalent stress plots are shown in Figure 4.25.
Figure 4.24. Case 1, 3D 1/8 symmetry analysis interfacial pressure plots.
Figure 4.25. Case 1, 3D 1/8 symmetry analysis Shell equivalent stress plots.
The Insert, Part A and Part B, equivalent stress plots are shown in Figure 4.26.
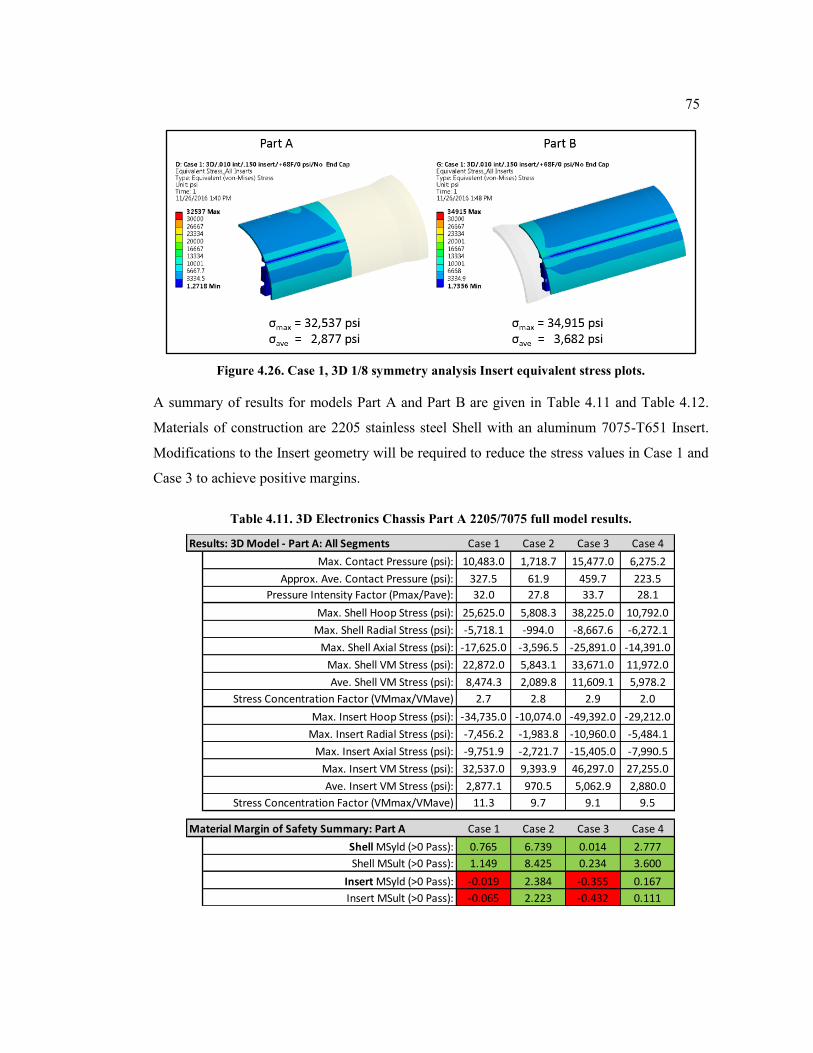
75
Figure 4.26. Case 1, 3D 1/8 symmetry analysis Insert equivalent stress plots.
A summary of results for models Part A and Part B are given in Table 4.11 and Table 4.12.
Materials of construction are 2205 stainless steel Shell with an aluminum 7075-T651 Insert.
Modifications to the Insert geometry will be required to reduce the stress values in Case 1 and
Case 3 to achieve positive margins.
Table 4.11. 3D Electronics Chassis Part A 2205/7075 full model results.
Results: 3D Model - Part A: All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 10,483.0 1,718.7 15,477.0 6,275.2
Approx. Ave. Contact Pressure (psi): 327.5 61.9 459.7 223.5
Pressure Intensity Factor (Pmax/Pave): 32.0 27.8 33.7 28.1
Max. Shell Hoop Stress (psi): 25,625.0 5,808.3 38,225.0 10,792.0
Max. Shell Radial Stress (psi): -5,718.1 -994.0 -8,667.6 -6,272.1
Max. Shell Axial Stress (psi): -17,625.0 -3,596.5 -25,891.0 -14,391.0
Max. Shell VM Stress (psi): 22,872.0 5,843.1 33,671.0 11,972.0
Ave. Shell VM Stress (psi): 8,474.3 2,089.8 11,609.1 5,978.2
Stress Concentration Factor (VMmax/VMave) 2.7 2.8 2.9 2.0
Max. Insert Hoop Stress (psi): -34,735.0 -10,074.0 -49,392.0 -29,212.0
Max. Insert Radial Stress (psi): -7,456.2 -1,983.8 -10,960.0 -5,484.1
Max. Insert Axial Stress (psi): -9,751.9 -2,721.7 -15,405.0 -7,990.5
Max. Insert VM Stress (psi): 32,537.0 9,393.9 46,297.0 27,255.0
Ave. Insert VM Stress (psi): 2,877.1 970.5 5,062.9 2,880.0
Stress Concentration Factor (VMmax/VMave) 11.3 9.7 9.1 9.5
Material Margin of Safety Summary: Part A Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.765 6.739 0.014 2.777
Shell MSult (>0 Pass): 1.149 8.425 0.234 3.600
Insert MSyld (>0 Pass): -0.019 2.384 -0.355 0.167
Insert MSult (>0 Pass): -0.065 2.223 -0.432 0.111
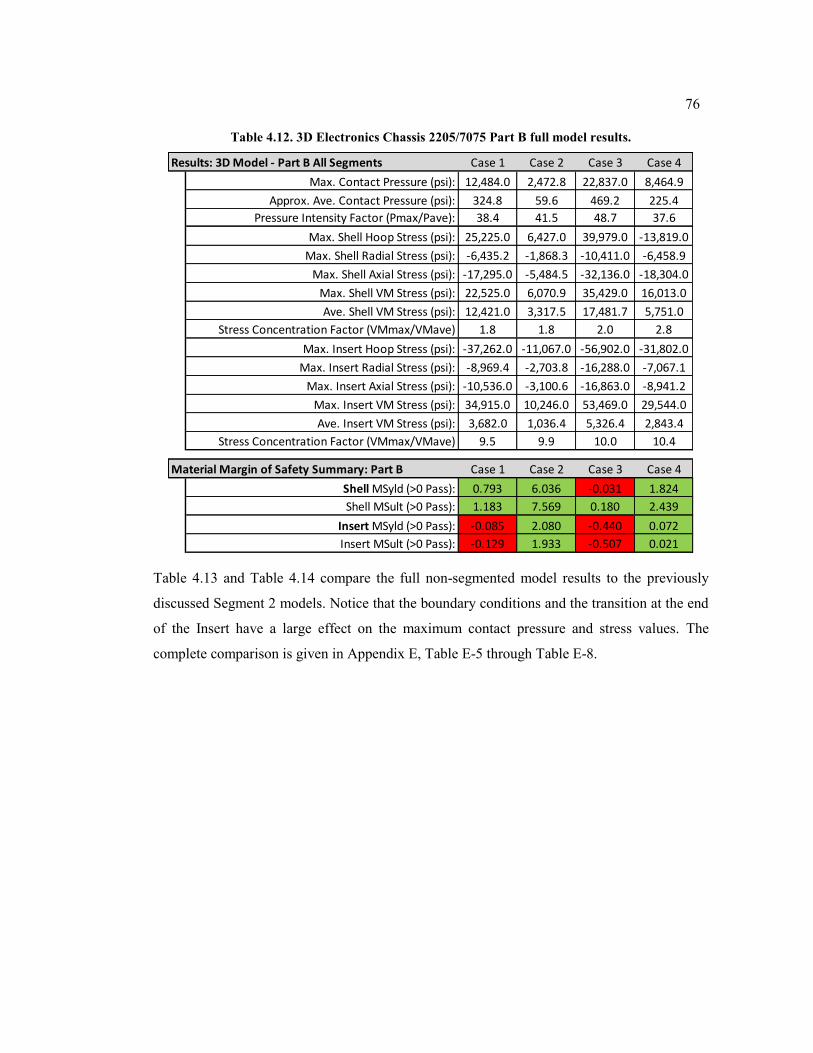
76
Table 4.12. 3D Electronics Chassis 2205/7075 Part B full model results.
Table 4.13 and Table 4.14 compare the full non-segmented model results to the previously
discussed Segment 2 models. Notice that the boundary conditions and the transition at the end
of the Insert have a large effect on the maximum contact pressure and stress values. The
complete comparison is given in Appendix E, Table E-5 through Table E-8.
Results: 3D Model - Part B All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 12,484.0 2,472.8 22,837.0 8,464.9
Approx. Ave. Contact Pressure (psi): 324.8 59.6 469.2 225.4
Pressure Intensity Factor (Pmax/Pave): 38.4 41.5 48.7 37.6
Max. Shell Hoop Stress (psi): 25,225.0 6,427.0 39,979.0 -13,819.0
Max. Shell Radial Stress (psi): -6,435.2 -1,868.3 -10,411.0 -6,458.9
Max. Shell Axial Stress (psi): -17,295.0 -5,484.5 -32,136.0 -18,304.0
Max. Shell VM Stress (psi): 22,525.0 6,070.9 35,429.0 16,013.0
Ave. Shell VM Stress (psi): 12,421.0 3,317.5 17,481.7 5,751.0
Stress Concentration Factor (VMmax/VMave) 1.8 1.8 2.0 2.8
Max. Insert Hoop Stress (psi): -37,262.0 -11,067.0 -56,902.0 -31,802.0
Max. Insert Radial Stress (psi): -8,969.4 -2,703.8 -16,288.0 -7,067.1
Max. Insert Axial Stress (psi): -10,536.0 -3,100.6 -16,863.0 -8,941.2
Max. Insert VM Stress (psi): 34,915.0 10,246.0 53,469.0 29,544.0
Ave. Insert VM Stress (psi): 3,682.0 1,036.4 5,326.4 2,843.4
Stress Concentration Factor (VMmax/VMave) 9.5 9.9 10.0 10.4
Material Margin of Safety Summary: Part B Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.793 6.036 -0.031 1.824
Shell MSult (>0 Pass): 1.183 7.569 0.180 2.439
Insert MSyld (>0 Pass): -0.085 2.080 -0.440 0.072
Insert MSult (>0 Pass): -0.129 1.933 -0.507 0.021
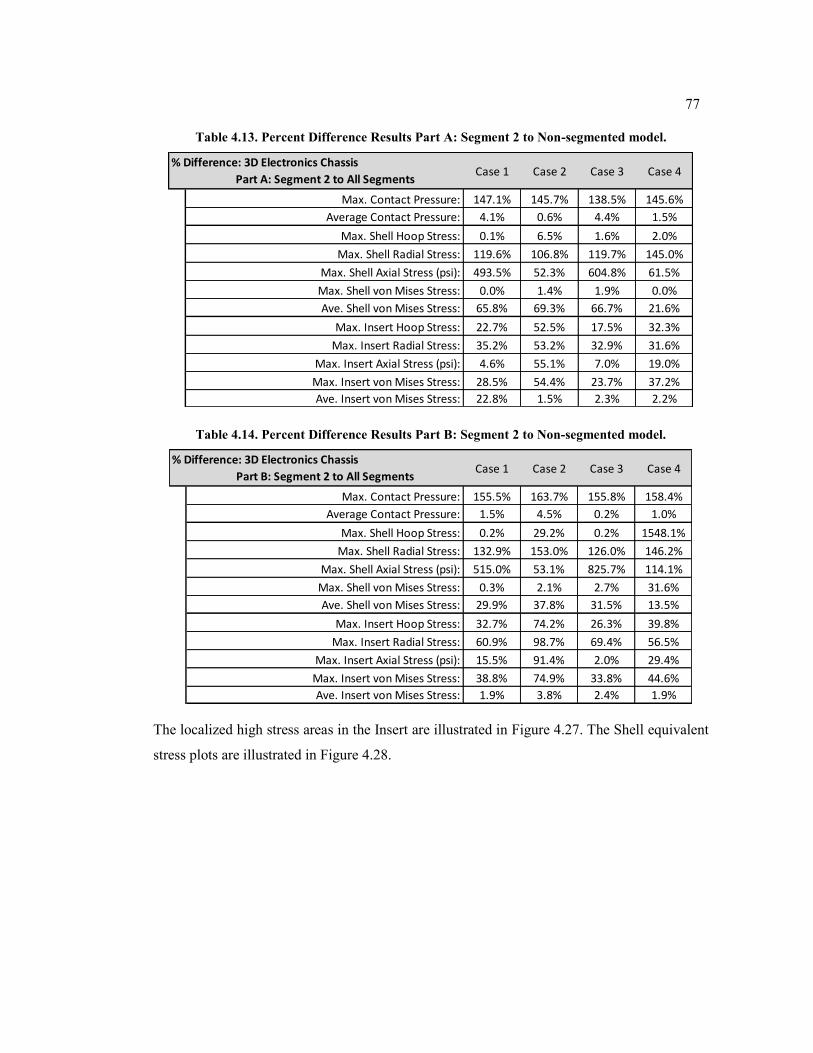
77
Table 4.13. Percent Difference Results Part A: Segment 2 to Non-segmented model.
Table 4.14. Percent Difference Results Part B: Segment 2 to Non-segmented model.
The localized high stress areas in the Insert are illustrated in Figure 4.27. The Shell equivalent
stress plots are illustrated in Figure 4.28.
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 147.1% 145.7% 138.5% 145.6%
Average Contact Pressure: 4.1% 0.6% 4.4% 1.5%
Max. Shell Hoop Stress: 0.1% 6.5% 1.6% 2.0%
Max. Shell Radial Stress: 119.6% 106.8% 119.7% 145.0%
Max. Shell Axial Stress (psi): 493.5% 52.3% 604.8% 61.5%
Max. Shell von Mises Stress: 0.0% 1.4% 1.9% 0.0%
Ave. Shell von Mises Stress: 65.8% 69.3% 66.7% 21.6%
Max. Insert Hoop Stress: 22.7% 52.5% 17.5% 32.3%
Max. Insert Radial Stress: 35.2% 53.2% 32.9% 31.6%
Max. Insert Axial Stress (psi): 4.6% 55.1% 7.0% 19.0%
Max. Insert von Mises Stress: 28.5% 54.4% 23.7% 37.2%
Ave. Insert von Mises Stress: 22.8% 1.5% 2.3% 2.2%
% Difference: 3D Electronics Chassis
Part A: Segment 2 to All Segments
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 155.5% 163.7% 155.8% 158.4%
Average Contact Pressure: 1.5% 4.5% 0.2% 1.0%
Max. Shell Hoop Stress: 0.2% 29.2% 0.2% 1548.1%
Max. Shell Radial Stress: 132.9% 153.0% 126.0% 146.2%
Max. Shell Axial Stress (psi): 515.0% 53.1% 825.7% 114.1%
Max. Shell von Mises Stress: 0.3% 2.1% 2.7% 31.6%
Ave. Shell von Mises Stress: 29.9% 37.8% 31.5% 13.5%
Max. Insert Hoop Stress: 32.7% 74.2% 26.3% 39.8%
Max. Insert Radial Stress: 60.9% 98.7% 69.4% 56.5%
Max. Insert Axial Stress (psi): 15.5% 91.4% 2.0% 29.4%
Max. Insert von Mises Stress: 38.8% 74.9% 33.8% 44.6%
Ave. Insert von Mises Stress: 1.9% 3.8% 2.4% 1.9%
% Difference: 3D Electronics Chassis
Part B: Segment 2 to All Segments
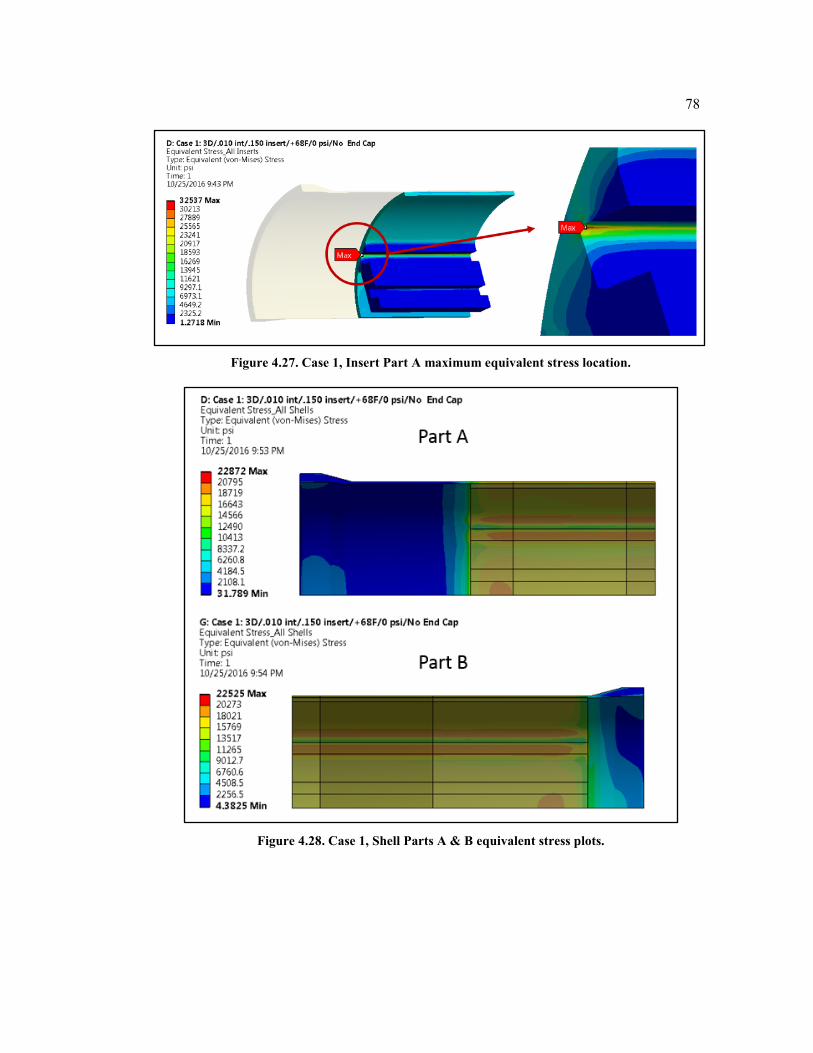
78
Figure 4.27. Case 1, Insert Part A maximum equivalent stress location.
Figure 4.28. Case 1, Shell Parts A & B equivalent stress plots.
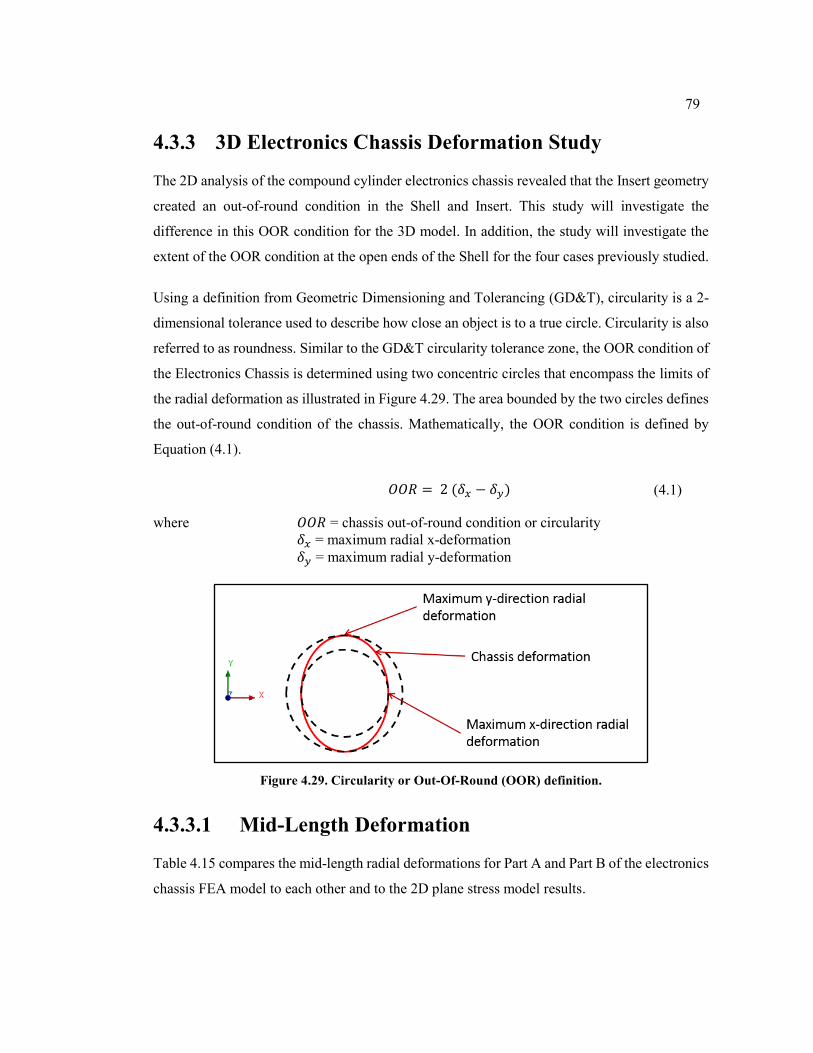
79
4.3.3 3D Electronics Chassis Deformation Study
The 2D analysis of the compound cylinder electronics chassis revealed that the Insert geometry
created an out-of-round condition in the Shell and Insert. This study will investigate the
difference in this OOR condition for the 3D model. In addition, the study will investigate the
extent of the OOR condition at the open ends of the Shell for the four cases previously studied.
Using a definition from Geometric Dimensioning and Tolerancing (GD&T), circularity is a 2-
dimensional tolerance used to describe how close an object is to a true circle. Circularity is also
referred to as roundness. Similar to the GD&T circularity tolerance zone, the OOR condition of
the Electronics Chassis is determined using two concentric circles that encompass the limits of
the radial deformation as illustrated in Figure 4.29. The area bounded by the two circles defines
the out-of-round condition of the chassis. Mathematically, the OOR condition is defined by
Equation (4.1).
𝑂𝑂𝑅 = 2 (𝛿𝑥 − 𝛿𝑦) (4.1)
where 𝑂𝑂𝑅 = chassis out-of-round condition or circularity
𝛿𝑥 = maximum radial x-deformation
𝛿𝑦 = maximum radial y-deformation
Figure 4.29. Circularity or Out-Of-Round (OOR) definition.
4.3.3.1 Mid-Length Deformation
Table 4.15 compares the mid-length radial deformations for Part A and Part B of the electronics
chassis FEA model to each other and to the 2D plane stress model results.
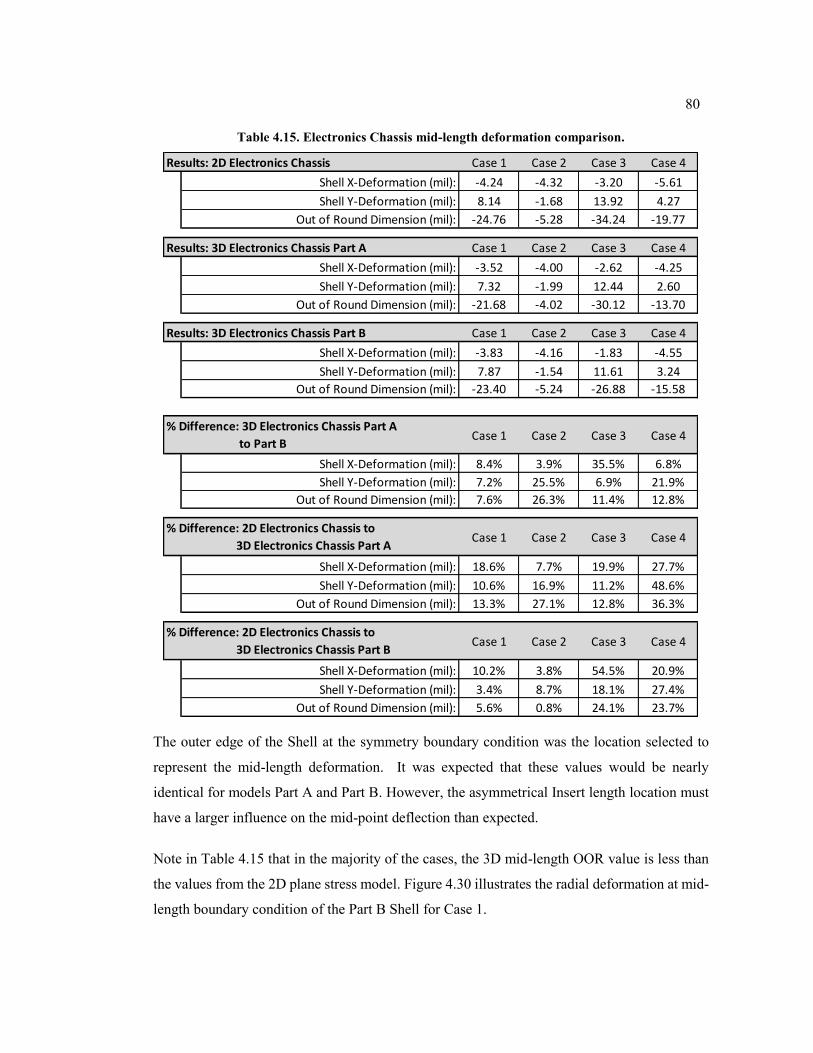
80
Table 4.15. Electronics Chassis mid-length deformation comparison.
The outer edge of the Shell at the symmetry boundary condition was the location selected to
represent the mid-length deformation. It was expected that these values would be nearly
identical for models Part A and Part B. However, the asymmetrical Insert length location must
have a larger influence on the mid-point deflection than expected.
Note in Table 4.15 that in the majority of the cases, the 3D mid-length OOR value is less than
the values from the 2D plane stress model. Figure 4.30 illustrates the radial deformation at mid-
length boundary condition of the Part B Shell for Case 1.
Results: 2D Electronics Chassis Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -4.24 -4.32 -3.20 -5.61
Shell Y-Deformation (mil): 8.14 -1.68 13.92 4.27
Out of Round Dimension (mil): -24.76 -5.28 -34.24 -19.77
Results: 3D Electronics Chassis Part A Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -3.52 -4.00 -2.62 -4.25
Shell Y-Deformation (mil): 7.32 -1.99 12.44 2.60
Out of Round Dimension (mil): -21.68 -4.02 -30.12 -13.70
Results: 3D Electronics Chassis Part B Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -3.83 -4.16 -1.83 -4.55
Shell Y-Deformation (mil): 7.87 -1.54 11.61 3.24
Out of Round Dimension (mil): -23.40 -5.24 -26.88 -15.58
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 8.4% 3.9% 35.5% 6.8%
Shell Y-Deformation (mil): 7.2% 25.5% 6.9% 21.9%
Out of Round Dimension (mil): 7.6% 26.3% 11.4% 12.8%
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 18.6% 7.7% 19.9% 27.7%
Shell Y-Deformation (mil): 10.6% 16.9% 11.2% 48.6%
Out of Round Dimension (mil): 13.3% 27.1% 12.8% 36.3%
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 10.2% 3.8% 54.5% 20.9%
Shell Y-Deformation (mil): 3.4% 8.7% 18.1% 27.4%
Out of Round Dimension (mil): 5.6% 0.8% 24.1% 23.7%
% Difference: 2D Electronics Chassis to
3D Electronics Chassis Part A
% Difference: 2D Electronics Chassis to
3D Electronics Chassis Part B
% Difference: 3D Electronics Chassis Part A
to Part B
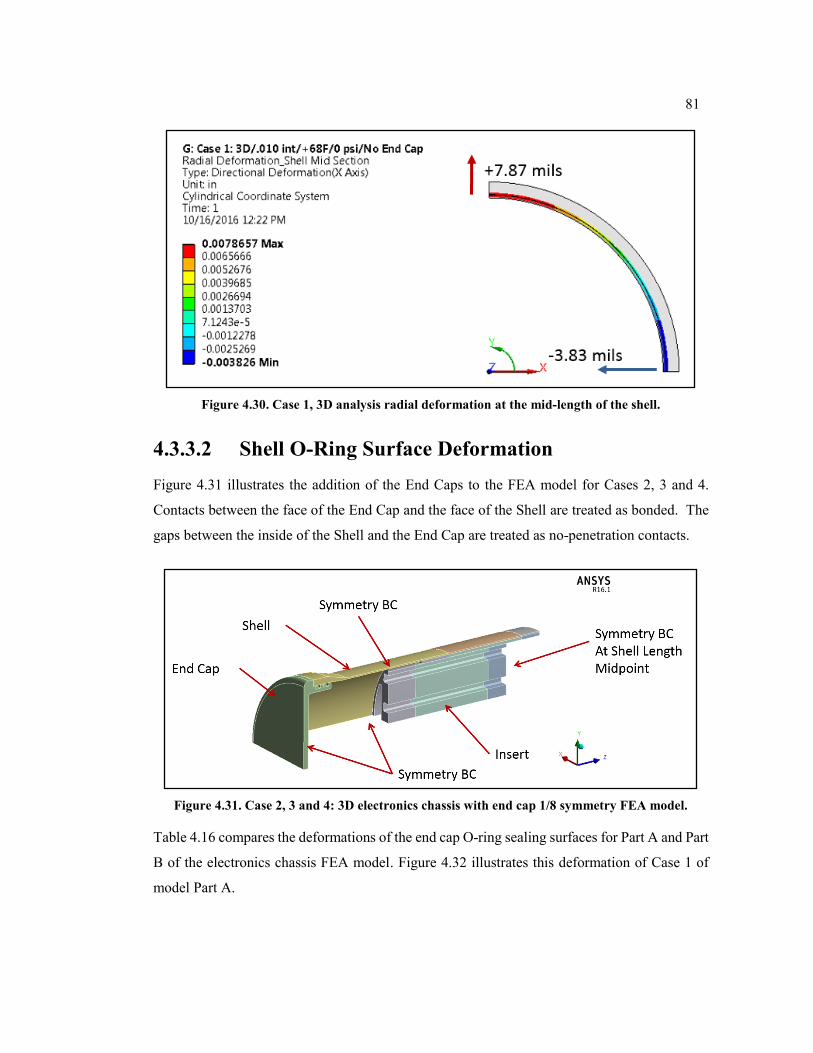
81
Figure 4.30. Case 1, 3D analysis radial deformation at the mid-length of the shell.
4.3.3.2 Shell O-Ring Surface Deformation
Figure 4.31 illustrates the addition of the End Caps to the FEA model for Cases 2, 3 and 4.
Contacts between the face of the End Cap and the face of the Shell are treated as bonded. The
gaps between the inside of the Shell and the End Cap are treated as no-penetration contacts.
Figure 4.31. Case 2, 3 and 4: 3D electronics chassis with end cap 1/8 symmetry FEA model.
Table 4.16 compares the deformations of the end cap O-ring sealing surfaces for Part A and Part
B of the electronics chassis FEA model. Figure 4.32 illustrates this deformation of Case 1 of
model Part A.
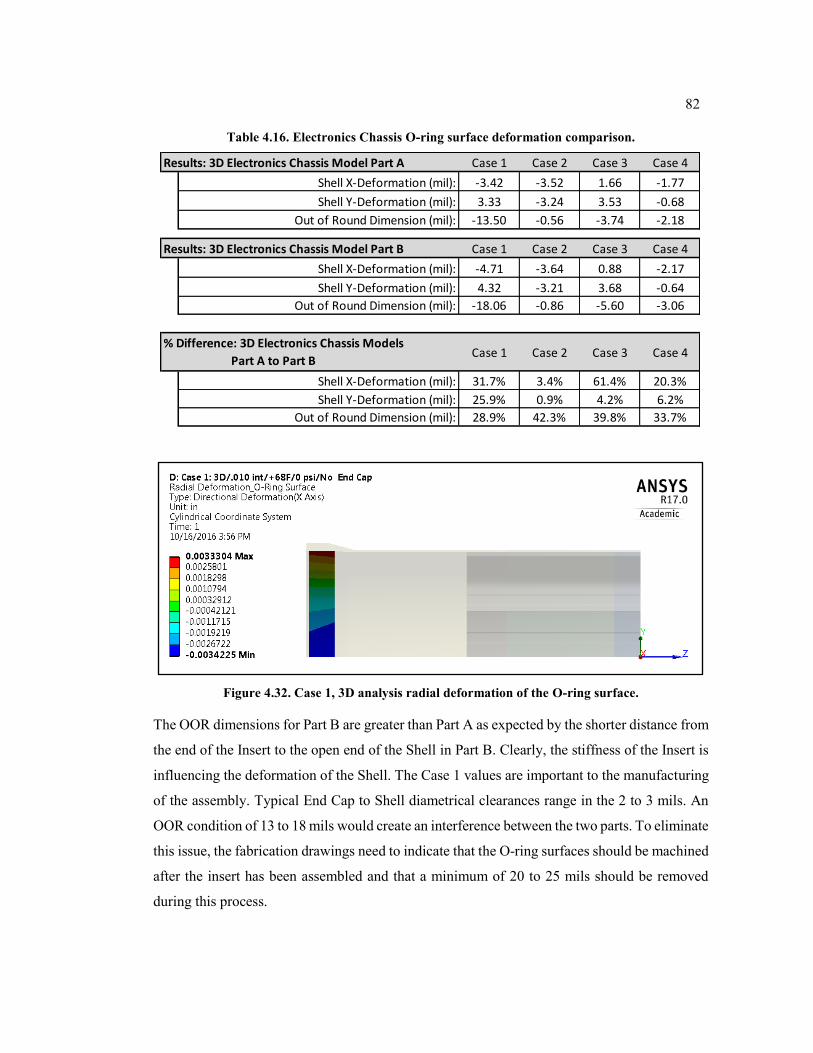
82
Table 4.16. Electronics Chassis O-ring surface deformation comparison.
Figure 4.32. Case 1, 3D analysis radial deformation of the O-ring surface.
The OOR dimensions for Part B are greater than Part A as expected by the shorter distance from
the end of the Insert to the open end of the Shell in Part B. Clearly, the stiffness of the Insert is
influencing the deformation of the Shell. The Case 1 values are important to the manufacturing
of the assembly. Typical End Cap to Shell diametrical clearances range in the 2 to 3 mils. An
OOR condition of 13 to 18 mils would create an interference between the two parts. To eliminate
this issue, the fabrication drawings need to indicate that the O-ring surfaces should be machined
after the insert has been assembled and that a minimum of 20 to 25 mils should be removed
during this process.
Results: 3D Electronics Chassis Model Part A Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -3.42 -3.52 1.66 -1.77
Shell Y-Deformation (mil): 3.33 -3.24 3.53 -0.68
Out of Round Dimension (mil): -13.50 -0.56 -3.74 -2.18
Results: 3D Electronics Chassis Model Part B Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -4.71 -3.64 0.88 -2.17
Shell Y-Deformation (mil): 4.32 -3.21 3.68 -0.64
Out of Round Dimension (mil): -18.06 -0.86 -5.60 -3.06
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 31.7% 3.4% 61.4% 20.3%
Shell Y-Deformation (mil): 25.9% 0.9% 4.2% 6.2%
Out of Round Dimension (mil): 28.9% 42.3% 39.8% 33.7%
% Difference: 3D Electronics Chassis Models
Part A to Part B
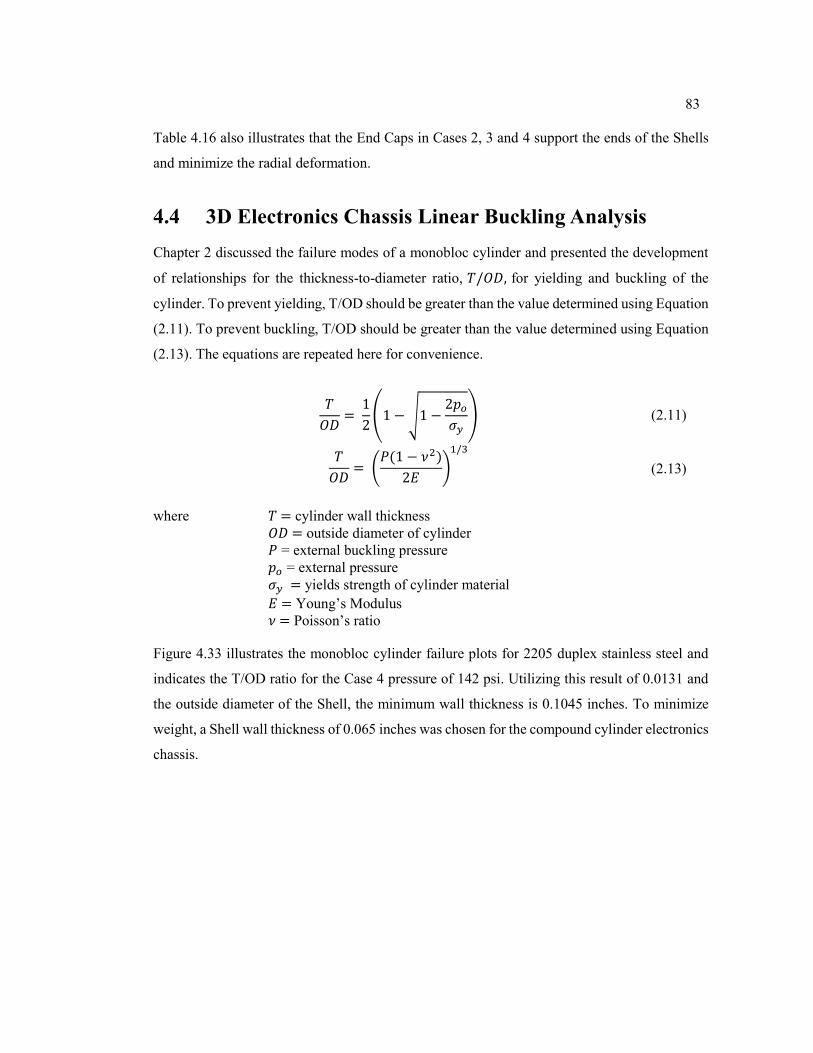
83
Table 4.16 also illustrates that the End Caps in Cases 2, 3 and 4 support the ends of the Shells
and minimize the radial deformation.
4.4 3D Electronics Chassis Linear Buckling Analysis
Chapter 2 discussed the failure modes of a monobloc cylinder and presented the development
of relationships for the thickness-to-diameter ratio, 𝑇/𝑂𝐷, for yielding and buckling of the
cylinder. To prevent yielding, T/OD should be greater than the value determined using Equation
(2.11). To prevent buckling, T/OD should be greater than the value determined using Equation
(2.13). The equations are repeated here for convenience.
𝑇
𝑂𝐷= 1
2(1 − √1 −
2𝑝𝑜𝜎𝑦) (2.11)
𝑇
𝑂𝐷= (
𝑃(1 − 𝜈2)
2𝐸)
1/3
(2.13)
where 𝑇 = cylinder wall thickness
𝑂𝐷 = outside diameter of cylinder
𝑃 = external buckling pressure
𝑝𝑜 = external pressure
𝜎𝑦 = yields strength of cylinder material
𝐸 = Young’s Modulus
𝜈 = Poisson’s ratio
Figure 4.33 illustrates the monobloc cylinder failure plots for 2205 duplex stainless steel and
indicates the T/OD ratio for the Case 4 pressure of 142 psi. Utilizing this result of 0.0131 and
the outside diameter of the Shell, the minimum wall thickness is 0.1045 inches. To minimize
weight, a Shell wall thickness of 0.065 inches was chosen for the compound cylinder electronics
chassis.
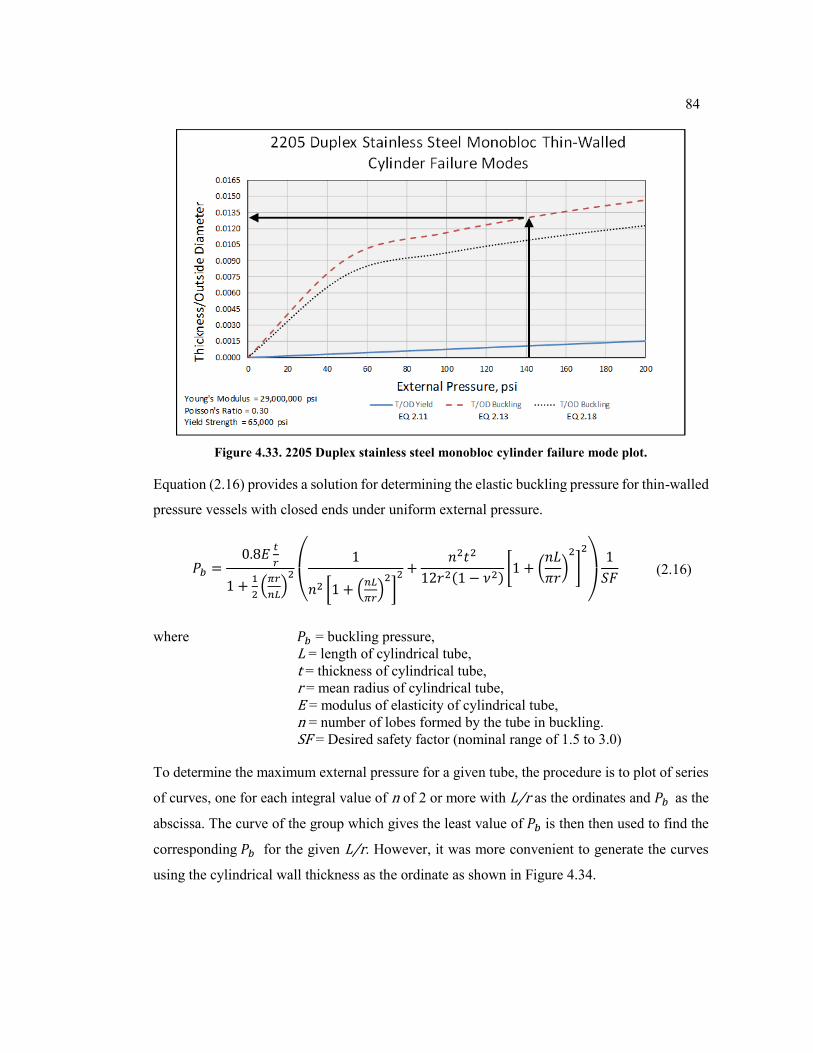
84
Figure 4.33. 2205 Duplex stainless steel monobloc cylinder failure mode plot.
Equation (2.16) provides a solution for determining the elastic buckling pressure for thin-walled
pressure vessels with closed ends under uniform external pressure.
𝑃𝑏 =0.8𝐸
𝑡
𝑟
1 +1
2(𝜋𝑟
𝑛𝐿)2
(
1
𝑛2 [1 + (𝑛𝐿
𝜋𝑟)2]2 +
𝑛2𝑡2
12𝑟2(1 − 𝜈2)[1 + (
𝑛𝐿
𝜋𝑟)2
]
2
)
1
𝑆𝐹 (2.16)
where 𝑃𝑏 = buckling pressure,
L = length of cylindrical tube,
t = thickness of cylindrical tube,
r = mean radius of cylindrical tube,
E = modulus of elasticity of cylindrical tube,
n = number of lobes formed by the tube in buckling.
SF = Desired safety factor (nominal range of 1.5 to 3.0)
To determine the maximum external pressure for a given tube, the procedure is to plot of series
of curves, one for each integral value of n of 2 or more with L/r as the ordinates and 𝑃𝑏 as the
abscissa. The curve of the group which gives the least value of 𝑃𝑏 is then then used to find the
corresponding 𝑃𝑏 for the given L/r. However, it was more convenient to generate the curves
using the cylindrical wall thickness as the ordinate as shown in Figure 4.34.
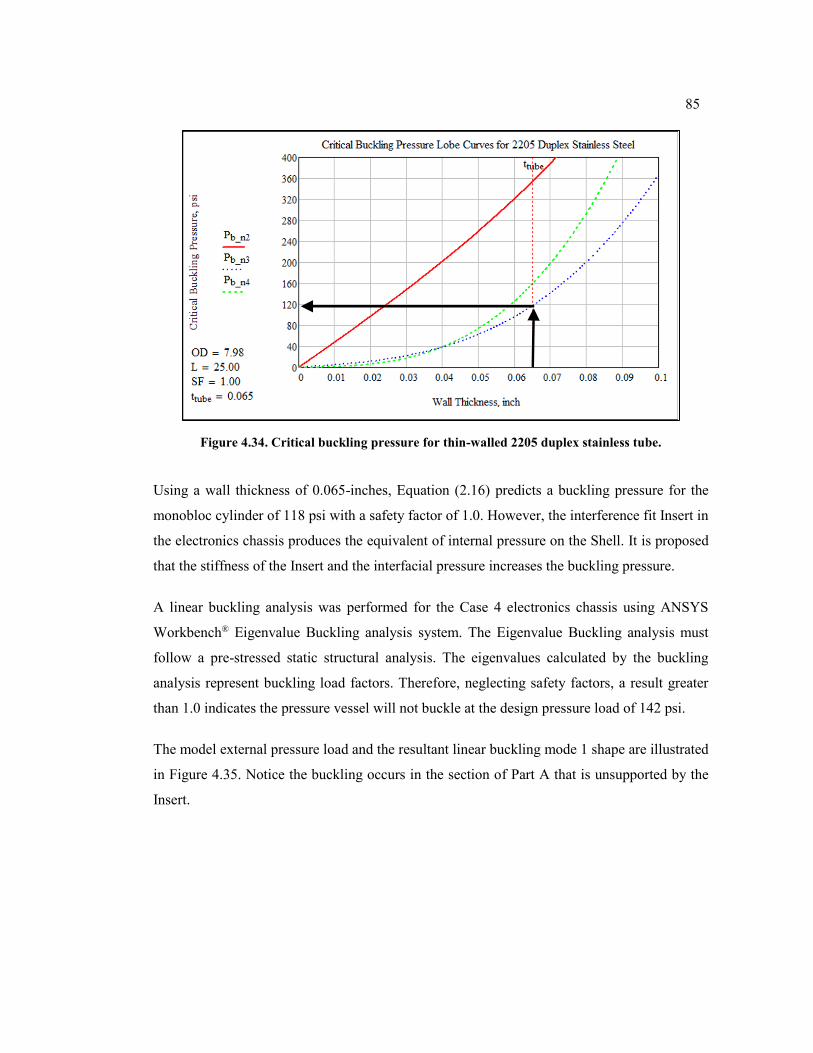
85
Figure 4.34. Critical buckling pressure for thin-walled 2205 duplex stainless tube.
Using a wall thickness of 0.065-inches, Equation (2.16) predicts a buckling pressure for the
monobloc cylinder of 118 psi with a safety factor of 1.0. However, the interference fit Insert in
the electronics chassis produces the equivalent of internal pressure on the Shell. It is proposed
that the stiffness of the Insert and the interfacial pressure increases the buckling pressure.
A linear buckling analysis was performed for the Case 4 electronics chassis using ANSYS
Workbench® Eigenvalue Buckling analysis system. The Eigenvalue Buckling analysis must
follow a pre-stressed static structural analysis. The eigenvalues calculated by the buckling
analysis represent buckling load factors. Therefore, neglecting safety factors, a result greater
than 1.0 indicates the pressure vessel will not buckle at the design pressure load of 142 psi.
The model external pressure load and the resultant linear buckling mode 1 shape are illustrated
in Figure 4.35. Notice the buckling occurs in the section of Part A that is unsupported by the
Insert.
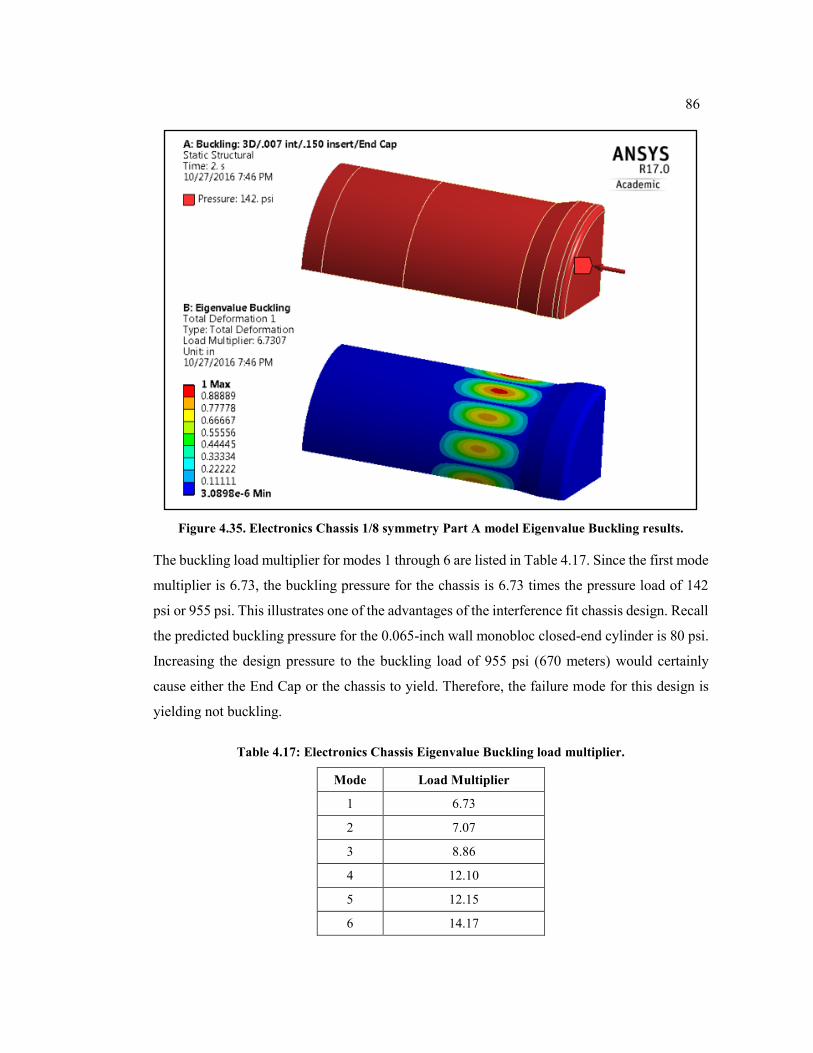
86
Figure 4.35. Electronics Chassis 1/8 symmetry Part A model Eigenvalue Buckling results.
The buckling load multiplier for modes 1 through 6 are listed in Table 4.17. Since the first mode
multiplier is 6.73, the buckling pressure for the chassis is 6.73 times the pressure load of 142
psi or 955 psi. This illustrates one of the advantages of the interference fit chassis design. Recall
the predicted buckling pressure for the 0.065-inch wall monobloc closed-end cylinder is 80 psi.
Increasing the design pressure to the buckling load of 955 psi (670 meters) would certainly
cause either the End Cap or the chassis to yield. Therefore, the failure mode for this design is
yielding not buckling.
Table 4.17: Electronics Chassis Eigenvalue Buckling load multiplier.
Mode Load Multiplier
1 6.73
2 7.07
3 8.86
4 12.10
5 12.15
6 14.17
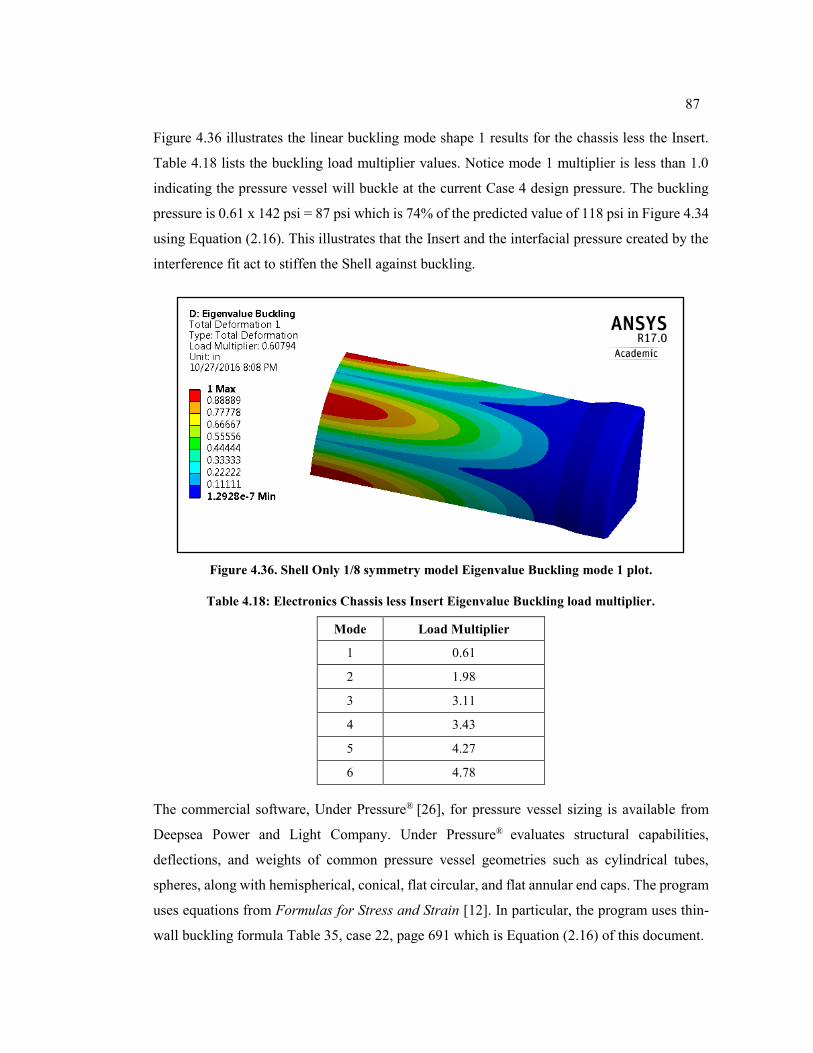
87
Figure 4.36 illustrates the linear buckling mode shape 1 results for the chassis less the Insert.
Table 4.18 lists the buckling load multiplier values. Notice mode 1 multiplier is less than 1.0
indicating the pressure vessel will buckle at the current Case 4 design pressure. The buckling
pressure is 0.61 x 142 psi = 87 psi which is 74% of the predicted value of 118 psi in Figure 4.34
using Equation (2.16). This illustrates that the Insert and the interfacial pressure created by the
interference fit act to stiffen the Shell against buckling.
Figure 4.36. Shell Only 1/8 symmetry model Eigenvalue Buckling mode 1 plot.
Table 4.18: Electronics Chassis less Insert Eigenvalue Buckling load multiplier.
Mode Load Multiplier
1 0.61
2 1.98
3 3.11
4 3.43
5 4.27
6 4.78
The commercial software, Under Pressure® [26], for pressure vessel sizing is available from
Deepsea Power and Light Company. Under Pressure® evaluates structural capabilities,
deflections, and weights of common pressure vessel geometries such as cylindrical tubes,
spheres, along with hemispherical, conical, flat circular, and flat annular end caps. The program
uses equations from Formulas for Stress and Strain [12]. In particular, the program uses thin-
wall buckling formula Table 35, case 22, page 691 which is Equation (2.16) of this document.
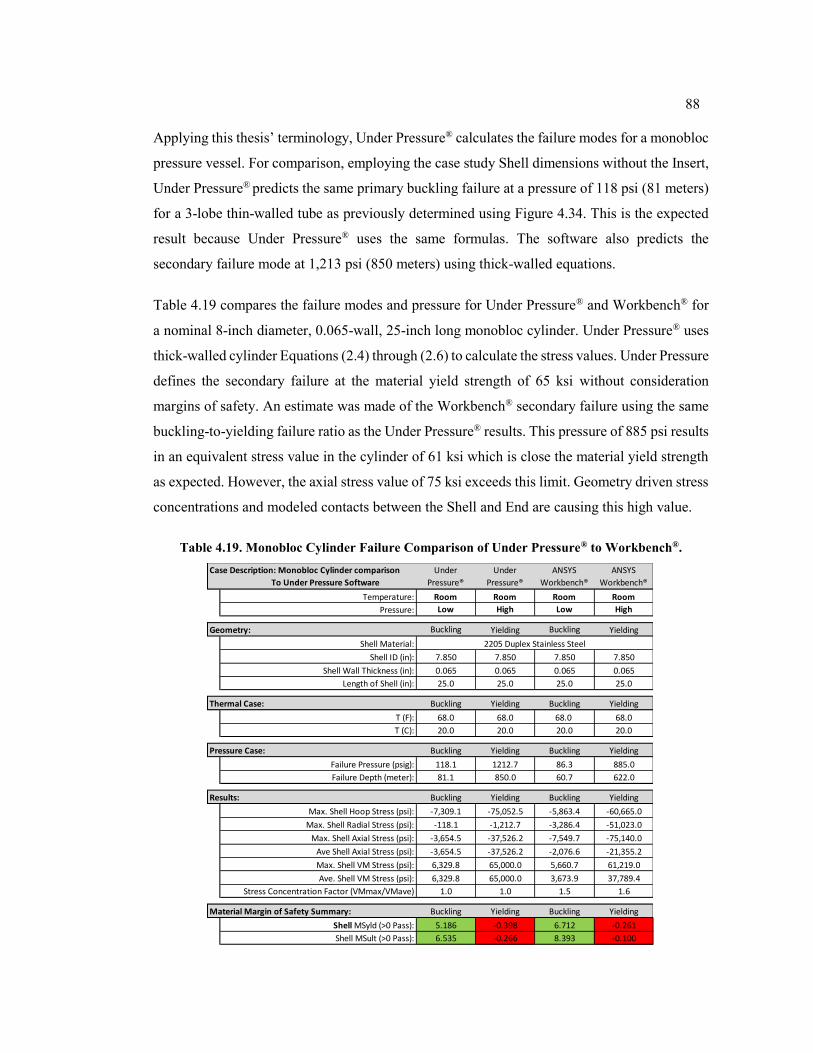
88
Applying this thesis’ terminology, Under Pressure® calculates the failure modes for a monobloc
pressure vessel. For comparison, employing the case study Shell dimensions without the Insert,
Under Pressure® predicts the same primary buckling failure at a pressure of 118 psi (81 meters)
for a 3-lobe thin-walled tube as previously determined using Figure 4.34. This is the expected
result because Under Pressure® uses the same formulas. The software also predicts the
secondary failure mode at 1,213 psi (850 meters) using thick-walled equations.
Table 4.19 compares the failure modes and pressure for Under Pressure® and Workbench® for
a nominal 8-inch diameter, 0.065-wall, 25-inch long monobloc cylinder. Under Pressure® uses
thick-walled cylinder Equations (2.4) through (2.6) to calculate the stress values. Under Pressure
defines the secondary failure at the material yield strength of 65 ksi without consideration
margins of safety. An estimate was made of the Workbench® secondary failure using the same
buckling-to-yielding failure ratio as the Under Pressure® results. This pressure of 885 psi results
in an equivalent stress value in the cylinder of 61 ksi which is close the material yield strength
as expected. However, the axial stress value of 75 ksi exceeds this limit. Geometry driven stress
concentrations and modeled contacts between the Shell and End are causing this high value.
Table 4.19. Monobloc Cylinder Failure Comparison of Under Pressure® to Workbench®.
Under
Pressure®
Under
Pressure®
ANSYS
Workbench®
ANSYS
Workbench®
Temperature: Room Room Room Room
Pressure: Low High Low High
Geometry: Buckling Yielding Buckling Yielding
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Length of Shell (in): 25.0 25.0 25.0 25.0
Thermal Case: Buckling Yielding Buckling Yielding
T (F): 68.0 68.0 68.0 68.0
T (C): 20.0 20.0 20.0 20.0
Pressure Case: Buckling Yielding Buckling Yielding
Failure Pressure (psig): 118.1 1212.7 86.3 885.0
Failure Depth (meter): 81.1 850.0 60.7 622.0
Results: Buckling Yielding Buckling Yielding
Max. Shell Hoop Stress (psi): -7,309.1 -75,052.5 -5,863.4 -60,665.0
Max. Shell Radial Stress (psi): -118.1 -1,212.7 -3,286.4 -51,023.0
Max. Shell Axial Stress (psi): -3,654.5 -37,526.2 -7,549.7 -75,140.0
Ave Shell Axial Stress (psi): -3,654.5 -37,526.2 -2,076.6 -21,355.2
Max. Shell VM Stress (psi): 6,329.8 65,000.0 5,660.7 61,219.0
Ave. Shell VM Stress (psi): 6,329.8 65,000.0 3,673.9 37,789.4
Stress Concentration Factor (VMmax/VMave) 1.0 1.0 1.5 1.6
Material Margin of Safety Summary: Buckling Yielding Buckling Yielding
Shell MSyld (>0 Pass): 5.186 -0.398 6.712 -0.261
Shell MSult (>0 Pass): 6.535 -0.266 8.393 -0.100
Case Description: Monobloc Cylinder comparison
To Under Pressure Software
2205 Duplex Stainless Steel
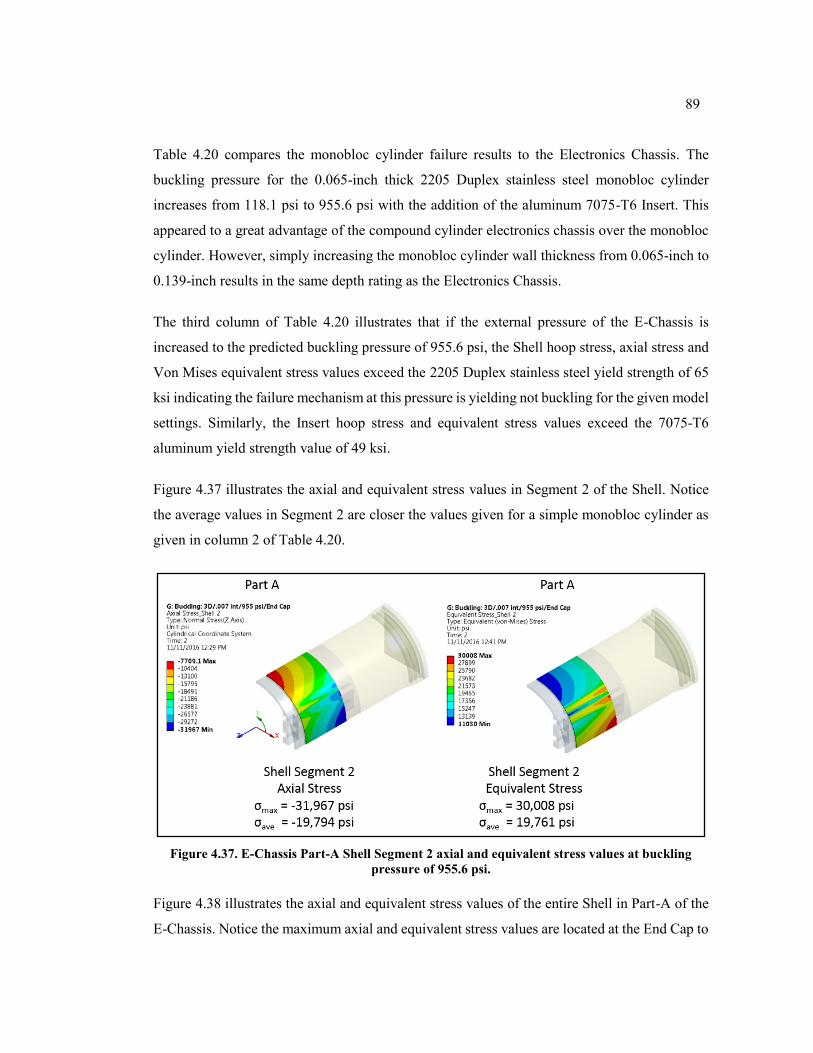
89
Table 4.20 compares the monobloc cylinder failure results to the Electronics Chassis. The
buckling pressure for the 0.065-inch thick 2205 Duplex stainless steel monobloc cylinder
increases from 118.1 psi to 955.6 psi with the addition of the aluminum 7075-T6 Insert. This
appeared to a great advantage of the compound cylinder electronics chassis over the monobloc
cylinder. However, simply increasing the monobloc cylinder wall thickness from 0.065-inch to
0.139-inch results in the same depth rating as the Electronics Chassis.
The third column of Table 4.20 illustrates that if the external pressure of the E-Chassis is
increased to the predicted buckling pressure of 955.6 psi, the Shell hoop stress, axial stress and
Von Mises equivalent stress values exceed the 2205 Duplex stainless steel yield strength of 65
ksi indicating the failure mechanism at this pressure is yielding not buckling for the given model
settings. Similarly, the Insert hoop stress and equivalent stress values exceed the 7075-T6
aluminum yield strength value of 49 ksi.
Figure 4.37 illustrates the axial and equivalent stress values in Segment 2 of the Shell. Notice
the average values in Segment 2 are closer the values given for a simple monobloc cylinder as
given in column 2 of Table 4.20.
Figure 4.37. E-Chassis Part-A Shell Segment 2 axial and equivalent stress values at buckling
pressure of 955.6 psi.
Figure 4.38 illustrates the axial and equivalent stress values of the entire Shell in Part-A of the
E-Chassis. Notice the maximum axial and equivalent stress values are located at the End Cap to
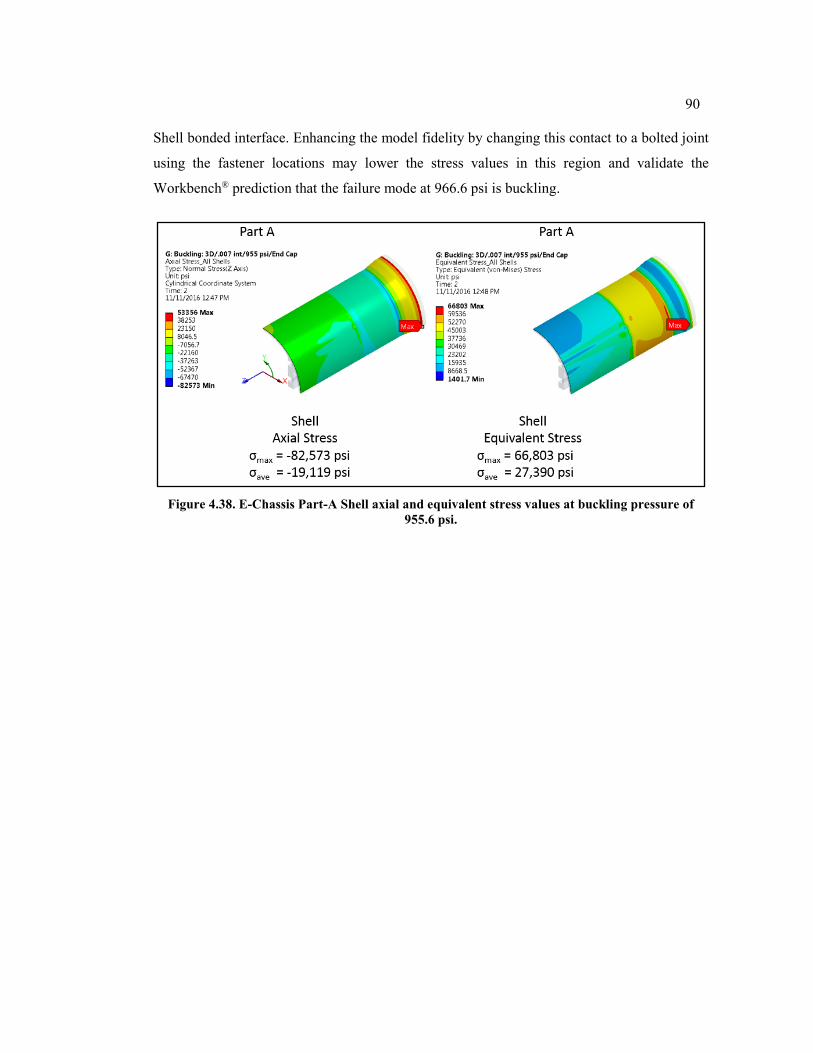
90
Shell bonded interface. Enhancing the model fidelity by changing this contact to a bolted joint
using the fastener locations may lower the stress values in this region and validate the
Workbench® prediction that the failure mode at 966.6 psi is buckling.
Figure 4.38. E-Chassis Part-A Shell axial and equivalent stress values at buckling pressure of
955.6 psi.
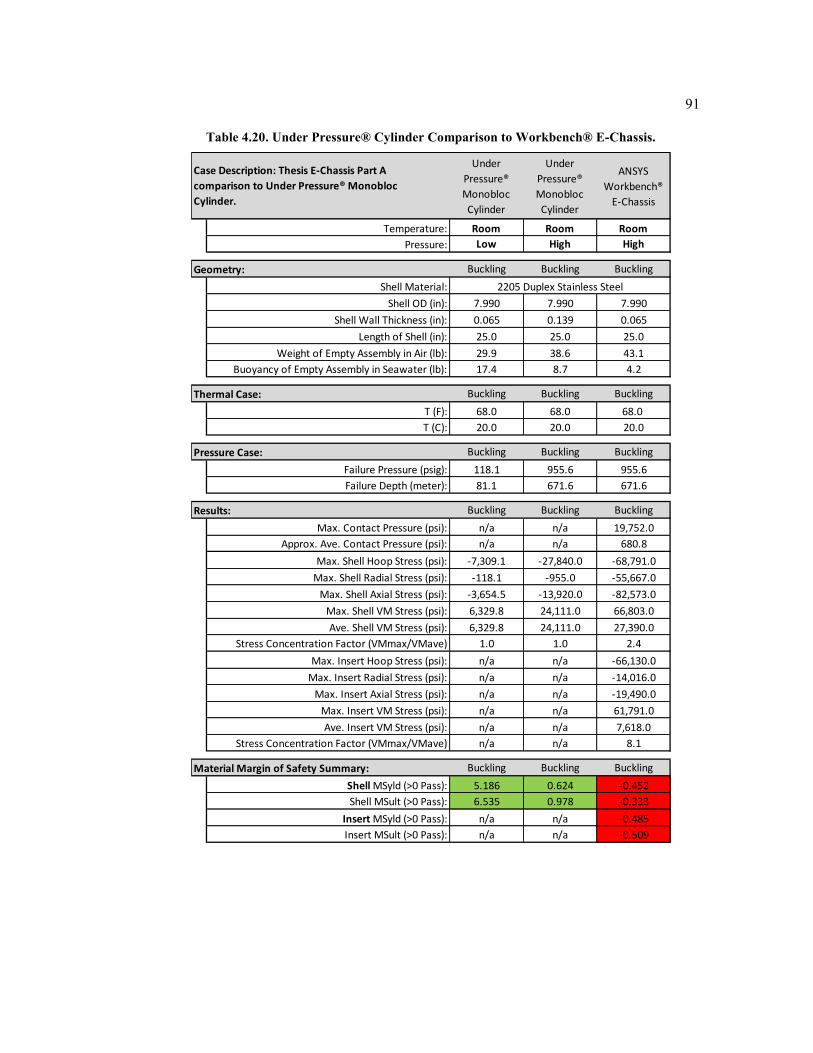
91
Table 4.20. Under Pressure® Cylinder Comparison to Workbench® E-Chassis.
Under
Pressure®
Monobloc
Cylinder
Under
Pressure®
Monobloc
Cylinder
ANSYS
Workbench®
E-Chassis
Temperature: Room Room Room
Pressure: Low High High
Geometry: Buckling Buckling Buckling
Shell Material:
Shell OD (in): 7.990 7.990 7.990
Shell Wall Thickness (in): 0.065 0.139 0.065
Length of Shell (in): 25.0 25.0 25.0
Weight of Empty Assembly in Air (lb): 29.9 38.6 43.1
Buoyancy of Empty Assembly in Seawater (lb): 17.4 8.7 4.2
Thermal Case: Buckling Buckling Buckling
T (F): 68.0 68.0 68.0
T (C): 20.0 20.0 20.0
Pressure Case: Buckling Buckling Buckling
Failure Pressure (psig): 118.1 955.6 955.6
Failure Depth (meter): 81.1 671.6 671.6
Results: Buckling Buckling Buckling
Max. Contact Pressure (psi): n/a n/a 19,752.0
Approx. Ave. Contact Pressure (psi): n/a n/a 680.8
Max. Shell Hoop Stress (psi): -7,309.1 -27,840.0 -68,791.0
Max. Shell Radial Stress (psi): -118.1 -955.0 -55,667.0
Max. Shell Axial Stress (psi): -3,654.5 -13,920.0 -82,573.0
Max. Shell VM Stress (psi): 6,329.8 24,111.0 66,803.0
Ave. Shell VM Stress (psi): 6,329.8 24,111.0 27,390.0
Stress Concentration Factor (VMmax/VMave) 1.0 1.0 2.4
Max. Insert Hoop Stress (psi): n/a n/a -66,130.0
Max. Insert Radial Stress (psi): n/a n/a -14,016.0
Max. Insert Axial Stress (psi): n/a n/a -19,490.0
Max. Insert VM Stress (psi): n/a n/a 61,791.0
Ave. Insert VM Stress (psi): n/a n/a 7,618.0
Stress Concentration Factor (VMmax/VMave) n/a n/a 8.1
Material Margin of Safety Summary: Buckling Buckling Buckling
Shell MSyld (>0 Pass): 5.186 0.624 -0.452
Shell MSult (>0 Pass): 6.535 0.978 -0.333
Insert MSyld (>0 Pass): n/a n/a -0.485
Insert MSult (>0 Pass): n/a n/a -0.509
2205 Duplex Stainless Steel
Case Description: Thesis E-Chassis Part A
comparison to Under Pressure® Monobloc
Cylinder.
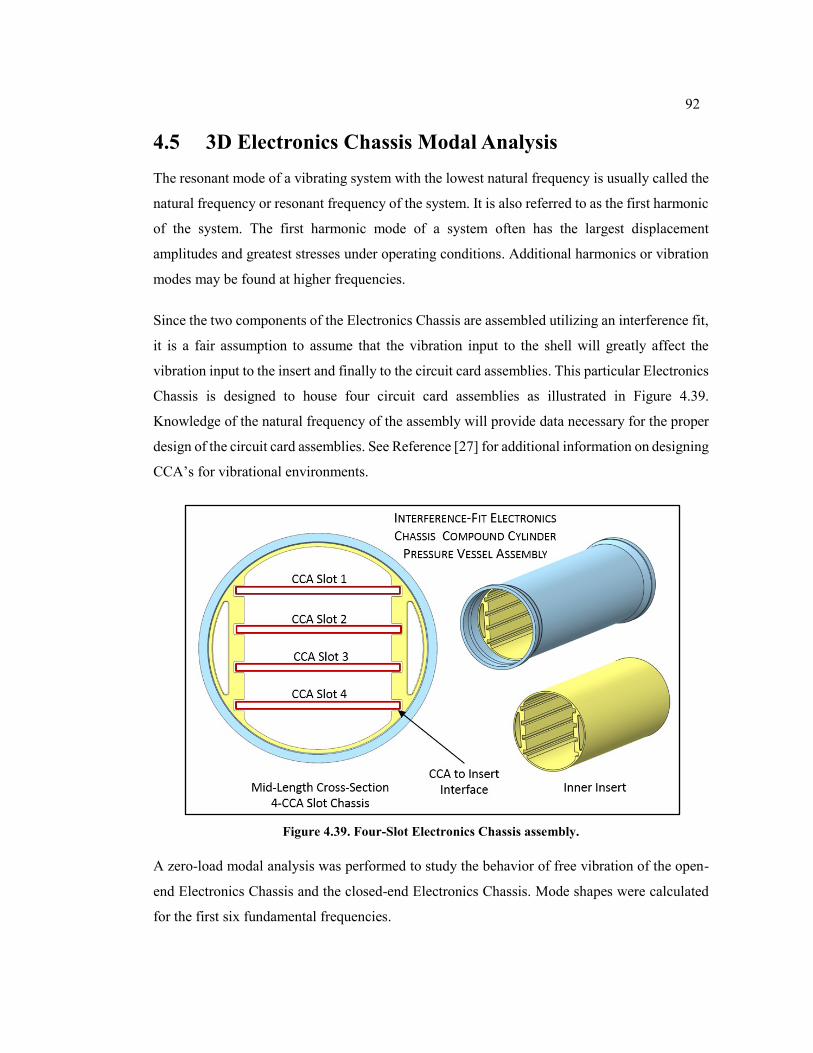
92
4.5 3D Electronics Chassis Modal Analysis
The resonant mode of a vibrating system with the lowest natural frequency is usually called the
natural frequency or resonant frequency of the system. It is also referred to as the first harmonic
of the system. The first harmonic mode of a system often has the largest displacement
amplitudes and greatest stresses under operating conditions. Additional harmonics or vibration
modes may be found at higher frequencies.
Since the two components of the Electronics Chassis are assembled utilizing an interference fit,
it is a fair assumption to assume that the vibration input to the shell will greatly affect the
vibration input to the insert and finally to the circuit card assemblies. This particular Electronics
Chassis is designed to house four circuit card assemblies as illustrated in Figure 4.39.
Knowledge of the natural frequency of the assembly will provide data necessary for the proper
design of the circuit card assemblies. See Reference [27] for additional information on designing
CCA’s for vibrational environments.
Figure 4.39. Four-Slot Electronics Chassis assembly.
A zero-load modal analysis was performed to study the behavior of free vibration of the open-
end Electronics Chassis and the closed-end Electronics Chassis. Mode shapes were calculated
for the first six fundamental frequencies.
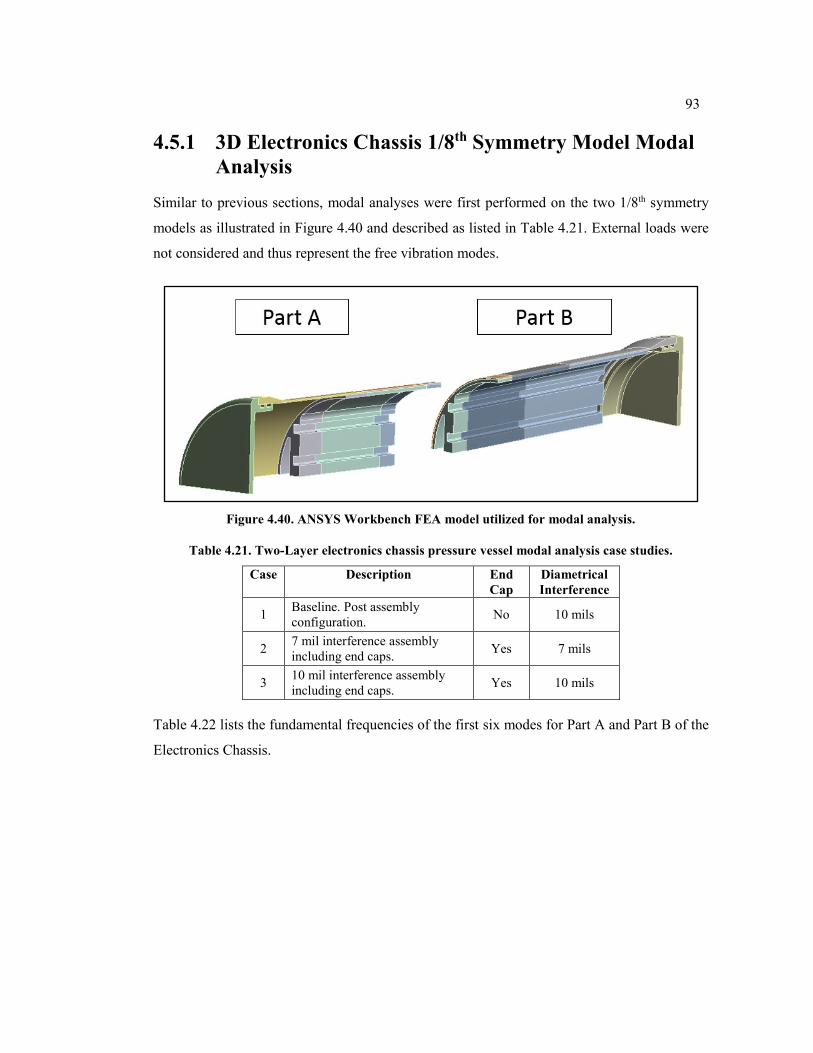
93
4.5.1 3D Electronics Chassis 1/8th Symmetry Model Modal
Analysis
Similar to previous sections, modal analyses were first performed on the two 1/8th symmetry
models as illustrated in Figure 4.40 and described as listed in Table 4.21. External loads were
not considered and thus represent the free vibration modes.
Figure 4.40. ANSYS Workbench FEA model utilized for modal analysis.
Table 4.21. Two-Layer electronics chassis pressure vessel modal analysis case studies.
Case Description End
Cap
Diametrical
Interference
1 Baseline. Post assembly
configuration. No 10 mils
2 7 mil interference assembly
including end caps. Yes 7 mils
3 10 mil interference assembly
including end caps. Yes 10 mils
Table 4.22 lists the fundamental frequencies of the first six modes for Part A and Part B of the
Electronics Chassis.
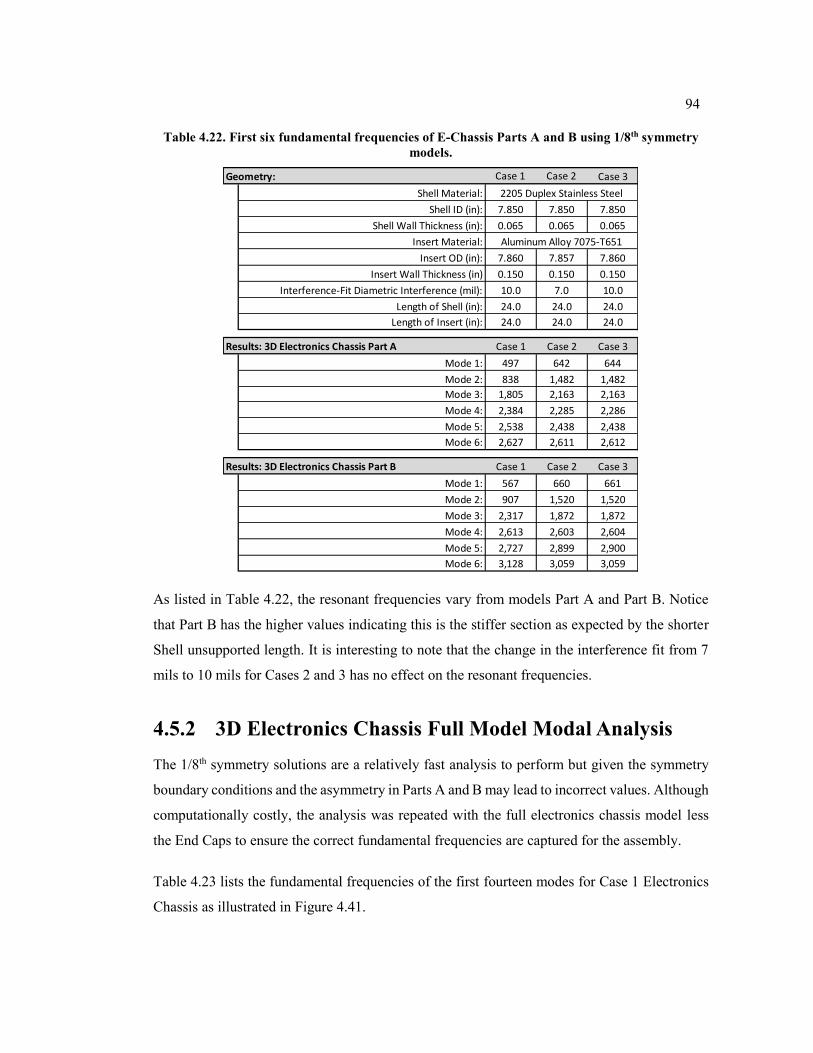
94
Table 4.22. First six fundamental frequencies of E-Chassis Parts A and B using 1/8th symmetry
models.
As listed in Table 4.22, the resonant frequencies vary from models Part A and Part B. Notice
that Part B has the higher values indicating this is the stiffer section as expected by the shorter
Shell unsupported length. It is interesting to note that the change in the interference fit from 7
mils to 10 mils for Cases 2 and 3 has no effect on the resonant frequencies.
4.5.2 3D Electronics Chassis Full Model Modal Analysis
The 1/8th symmetry solutions are a relatively fast analysis to perform but given the symmetry
boundary conditions and the asymmetry in Parts A and B may lead to incorrect values. Although
computationally costly, the analysis was repeated with the full electronics chassis model less
the End Caps to ensure the correct fundamental frequencies are captured for the assembly.
Table 4.23 lists the fundamental frequencies of the first fourteen modes for Case 1 Electronics
Chassis as illustrated in Figure 4.41.
Geometry: Case 1 Case 2 Case 3
Shell Material:
Shell ID (in): 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860
Insert Wall Thickness (in) 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0
Length of Shell (in): 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0
Results: 3D Electronics Chassis Part A Case 1 Case 2 Case 3
Mode 1: 497 642 644
Mode 2: 838 1,482 1,482
Mode 3: 1,805 2,163 2,163
Mode 4: 2,384 2,285 2,286
Mode 5: 2,538 2,438 2,438
Mode 6: 2,627 2,611 2,612
Results: 3D Electronics Chassis Part B Case 1 Case 2 Case 3
Mode 1: 567 660 661
Mode 2: 907 1,520 1,520
Mode 3: 2,317 1,872 1,872
Mode 4: 2,613 2,603 2,604
Mode 5: 2,727 2,899 2,900
Mode 6: 3,128 3,059 3,059
Case 1 Case 2 Case 3
Mode 1: 13.2% 2.8% 2.6%
Mode 2: 7.9% 2.5% 2.5%
Mode 3: 24.8% 14.4% 14.4%
Mode 4: 9.2% 13.0% 13.0%
Mode 5: 7.2% 17.3% 17.3%
Mode 6: 17.4% 15.8% 15.8%
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
% Difference: 3D Electronics Chassis
Part A to Part B Modal Analysis
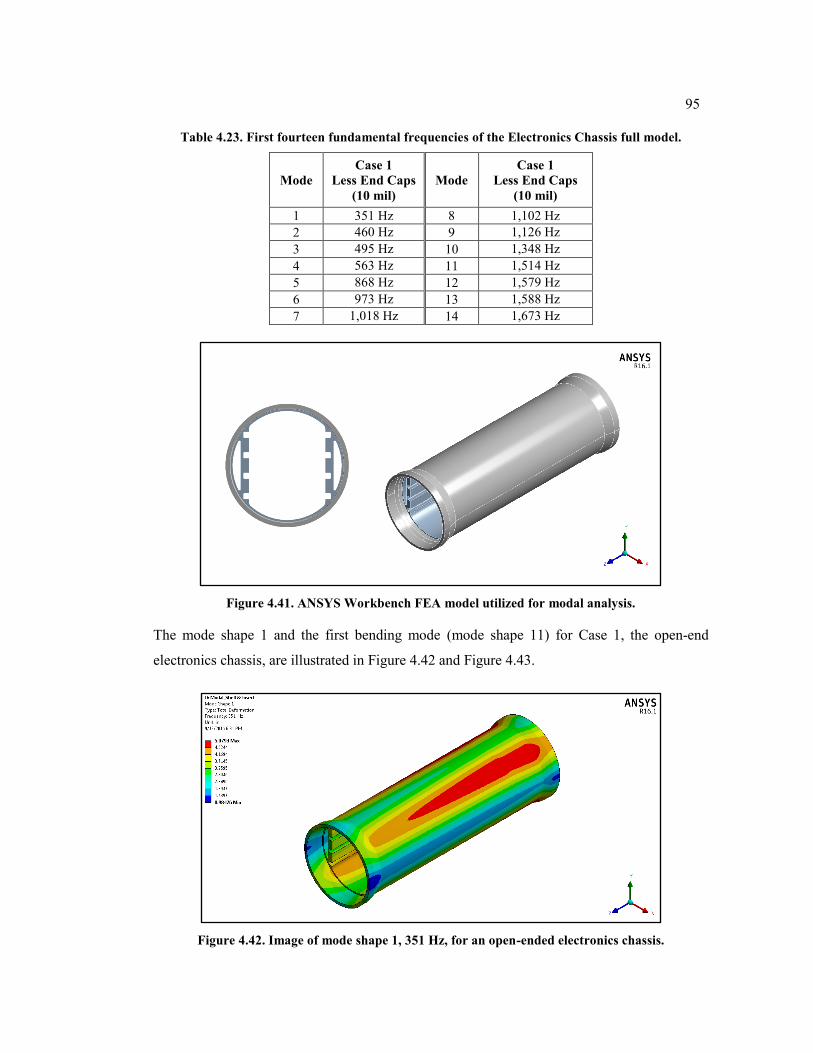
95
Table 4.23. First fourteen fundamental frequencies of the Electronics Chassis full model.
Mode
Case 1
Less End Caps
(10 mil)
Mode
Case 1
Less End Caps
(10 mil)
1 351 Hz 8 1,102 Hz
2 460 Hz 9 1,126 Hz
3 495 Hz 10 1,348 Hz
4 563 Hz 11 1,514 Hz
5 868 Hz 12 1,579 Hz
6 973 Hz 13 1,588 Hz
7 1,018 Hz 14 1,673 Hz
Figure 4.41. ANSYS Workbench FEA model utilized for modal analysis.
The mode shape 1 and the first bending mode (mode shape 11) for Case 1, the open-end
electronics chassis, are illustrated in Figure 4.42 and Figure 4.43.
Figure 4.42. Image of mode shape 1, 351 Hz, for an open-ended electronics chassis.
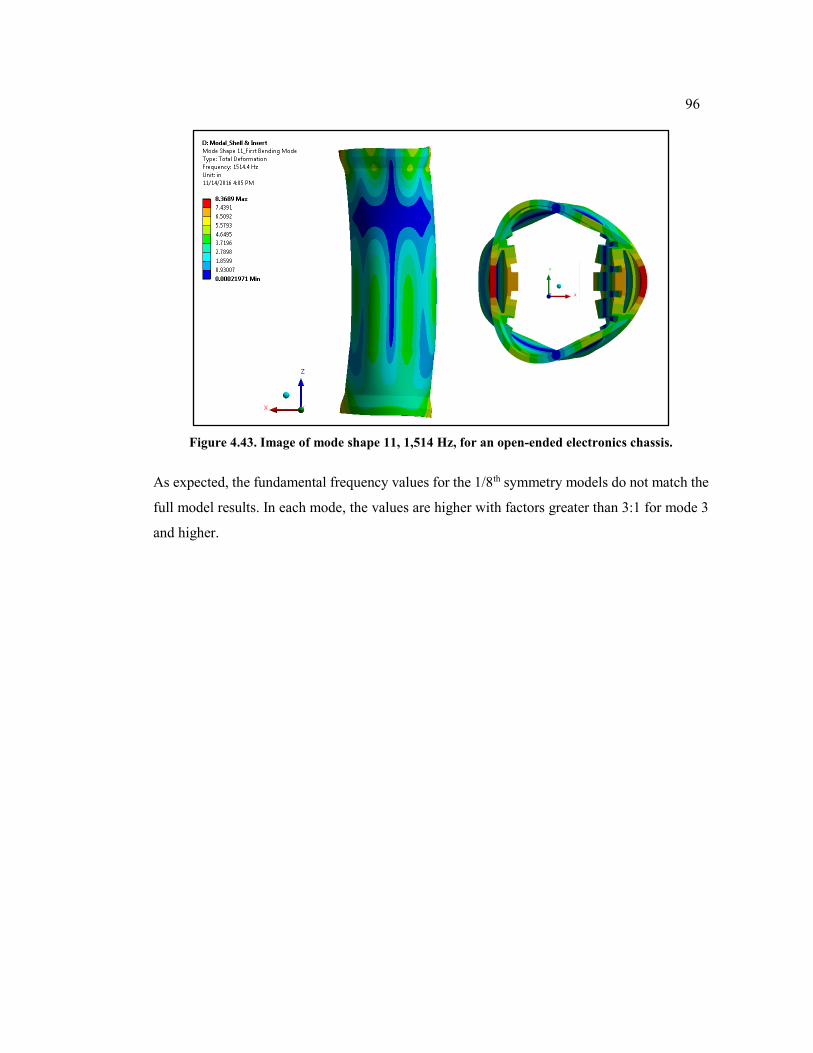
96
Figure 4.43. Image of mode shape 11, 1,514 Hz, for an open-ended electronics chassis.
As expected, the fundamental frequency values for the 1/8th symmetry models do not match the
full model results. In each mode, the values are higher with factors greater than 3:1 for mode 3
and higher.
97
Chapter 5
Manufacturing
A primary goal of this thesis is to develop a pressure vessel that can be manufactured using
commercially available materials. The design process developed in this thesis utilized standard
design guidelines to determine the magnitude of the interference and demonstrated the process
for a given case study. The solution to the example pressure vessel utilizes a 2205 Duplex
stainless steel Shell and an aluminum alloy 7075-T6 Insert. This chapter will discuss the
manufacturing of the electronics chassis’ two components along with recommendations on
material properties and assembly procedures.
5.1 Shell Manufacturing
The dimensions of the outer Shell in this thesis are based upon commercially available 0.50-
inch thick wall pipe. Given the choice between welded or seamless pipe, it is recommended to
use the seamless pipe to minimize manufacturing defects. Solid bar stock may be dimensionally
feasible, but the additional machining costs may be prohibitive. Thick-walled tubing is also
available in some materials but may cost more than the baseline pipe.
5.1.1 Shell Material
In the example problem, the geometry and external loads on the thesis Electronics Chassis
required upgrading the Shell material from 316 Stainless Steel to 2205 Duplex Stainless Steel.
Other materials such as titanium, aluminum alloys, beryllium copper and plastic could also be
considered. Material properties of the thick-walled 2205 Duplex pipe met or exceeded published
values.
5.1.2 Shell Machining
The Shell machining begins with 0.50-inch thick pipe and ends with a wall thickness of 0.065-
inch in areas away from the open ends. The ends require additional material for End Cap
fasteners and O-ring surfaces. The Shell requires multiple machining process both pre-assembly
and post-assembly.
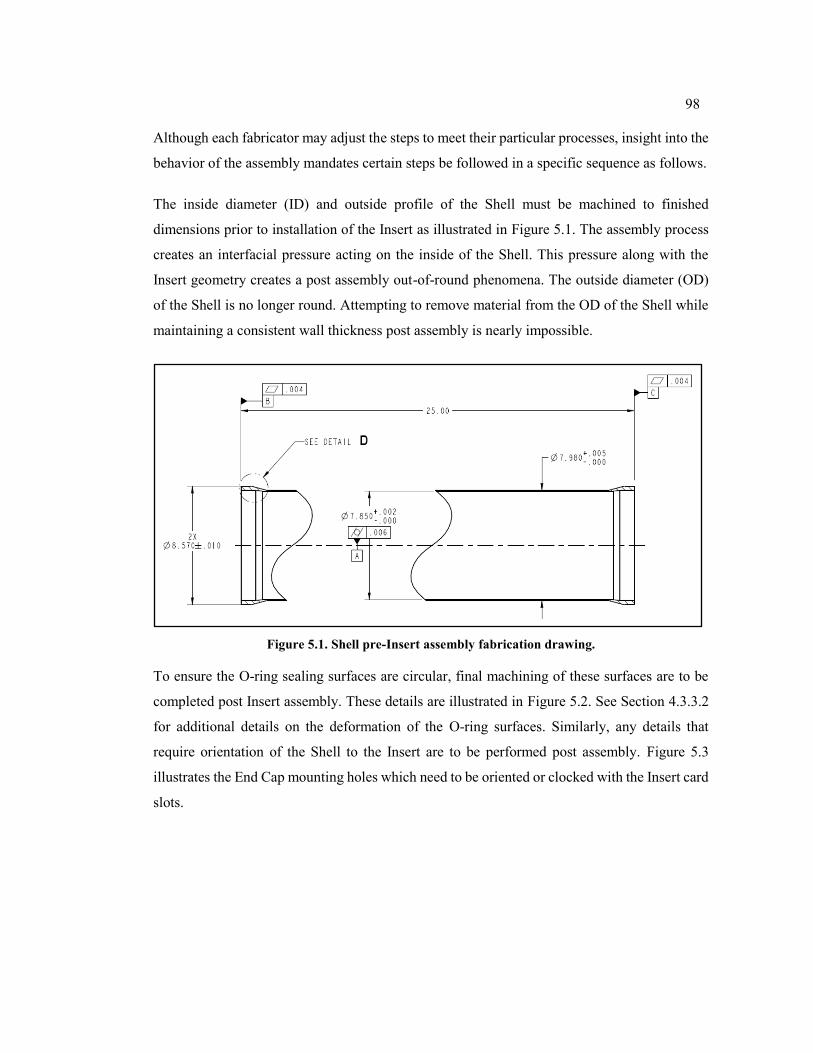
98
Although each fabricator may adjust the steps to meet their particular processes, insight into the
behavior of the assembly mandates certain steps be followed in a specific sequence as follows.
The inside diameter (ID) and outside profile of the Shell must be machined to finished
dimensions prior to installation of the Insert as illustrated in Figure 5.1. The assembly process
creates an interfacial pressure acting on the inside of the Shell. This pressure along with the
Insert geometry creates a post assembly out-of-round phenomena. The outside diameter (OD)
of the Shell is no longer round. Attempting to remove material from the OD of the Shell while
maintaining a consistent wall thickness post assembly is nearly impossible.
Figure 5.1. Shell pre-Insert assembly fabrication drawing.
To ensure the O-ring sealing surfaces are circular, final machining of these surfaces are to be
completed post Insert assembly. These details are illustrated in Figure 5.2. See Section 4.3.3.2
for additional details on the deformation of the O-ring surfaces. Similarly, any details that
require orientation of the Shell to the Insert are to be performed post assembly. Figure 5.3
illustrates the End Cap mounting holes which need to be oriented or clocked with the Insert card
slots.
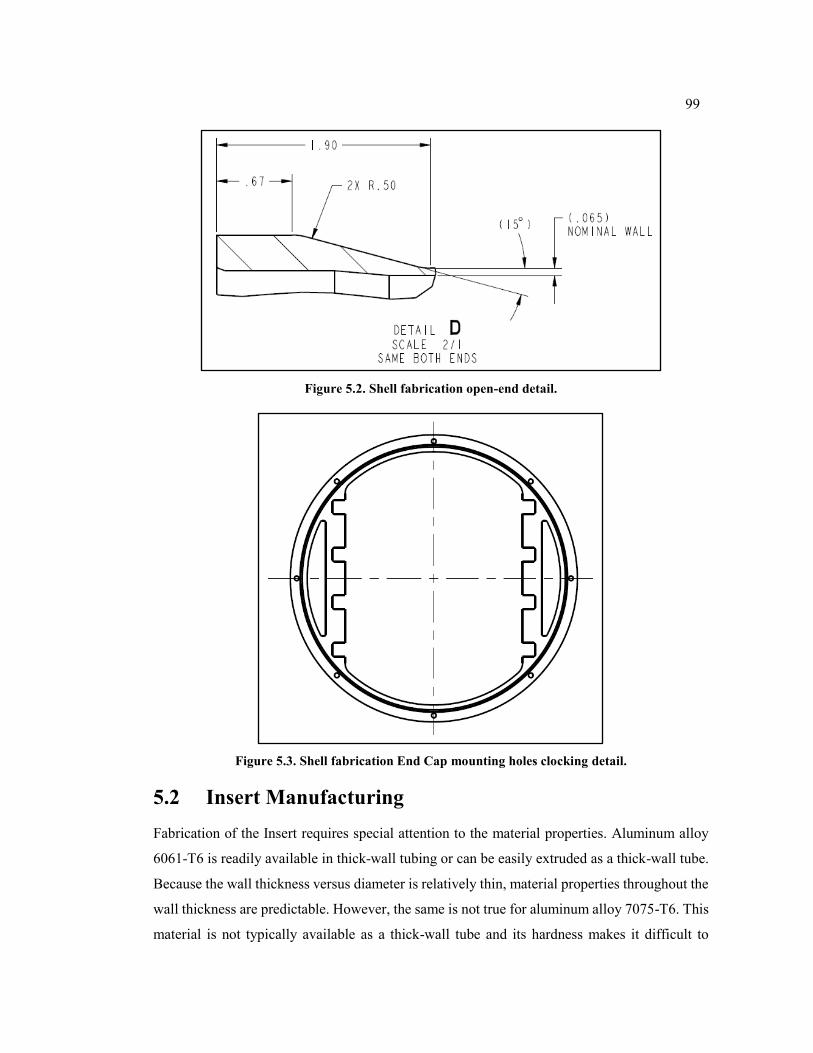
99
Figure 5.2. Shell fabrication open-end detail.
Figure 5.3. Shell fabrication End Cap mounting holes clocking detail.
5.2 Insert Manufacturing
Fabrication of the Insert requires special attention to the material properties. Aluminum alloy
6061-T6 is readily available in thick-wall tubing or can be easily extruded as a thick-wall tube.
Because the wall thickness versus diameter is relatively thin, material properties throughout the
wall thickness are predictable. However, the same is not true for aluminum alloy 7075-T6. This
material is not typically available as a thick-wall tube and its hardness makes it difficult to
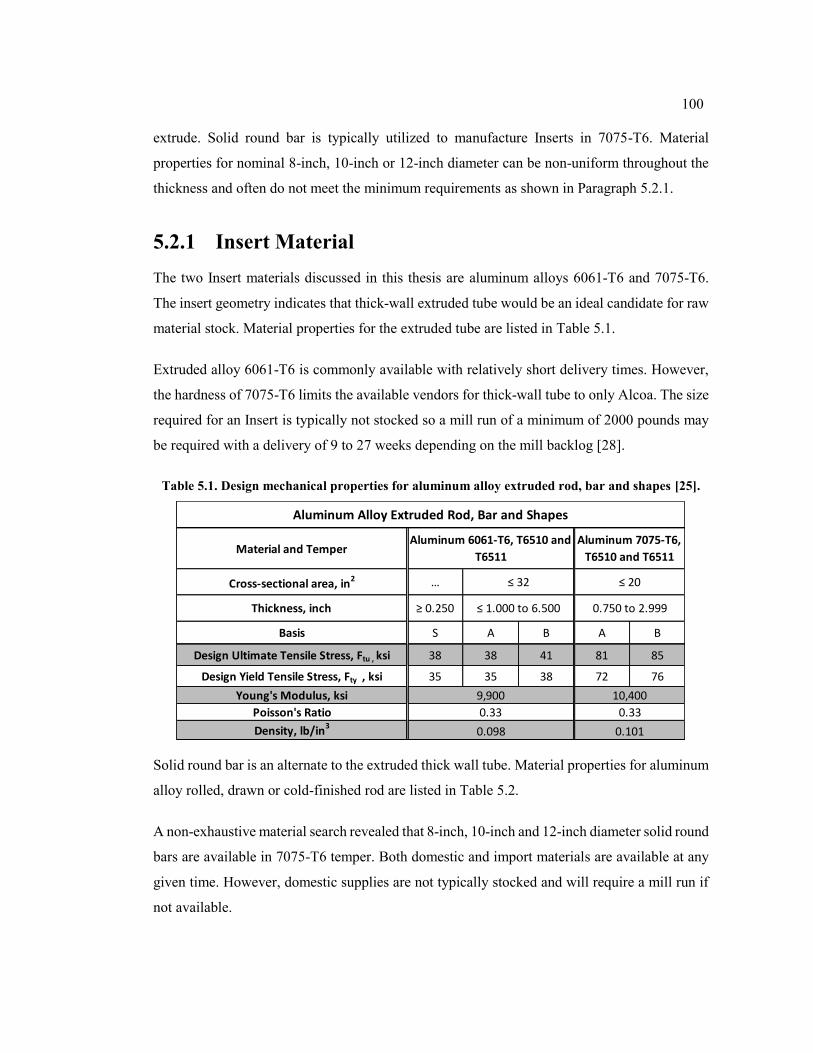
100
extrude. Solid round bar is typically utilized to manufacture Inserts in 7075-T6. Material
properties for nominal 8-inch, 10-inch or 12-inch diameter can be non-uniform throughout the
thickness and often do not meet the minimum requirements as shown in Paragraph 5.2.1.
5.2.1 Insert Material
The two Insert materials discussed in this thesis are aluminum alloys 6061-T6 and 7075-T6.
The insert geometry indicates that thick-wall extruded tube would be an ideal candidate for raw
material stock. Material properties for the extruded tube are listed in Table 5.1.
Extruded alloy 6061-T6 is commonly available with relatively short delivery times. However,
the hardness of 7075-T6 limits the available vendors for thick-wall tube to only Alcoa. The size
required for an Insert is typically not stocked so a mill run of a minimum of 2000 pounds may
be required with a delivery of 9 to 27 weeks depending on the mill backlog [28].
Table 5.1. Design mechanical properties for aluminum alloy extruded rod, bar and shapes [25].
Solid round bar is an alternate to the extruded thick wall tube. Material properties for aluminum
alloy rolled, drawn or cold-finished rod are listed in Table 5.2.
A non-exhaustive material search revealed that 8-inch, 10-inch and 12-inch diameter solid round
bars are available in 7075-T6 temper. Both domestic and import materials are available at any
given time. However, domestic supplies are not typically stocked and will require a mill run if
not available.
Material and Temper
Cross-sectional area, in2 …
Thickness, inch ≥ 0.250
Basis S A B A B
Design Ultimate Tensile Stress, Ftu , ksi 38 38 41 81 85
Design Yield Tensile Stress, Fty , ksi 35 35 38 72 76
Young's Modulus, ksi
Poisson's Ratio
Density, lb/in3
9,900 10,400
0.33 0.33
0.098 0.101
Aluminum Alloy Extruded Rod, Bar and Shapes
Aluminum 6061-T6, T6510 and
T6511
Aluminum 7075-T6,
T6510 and T6511
≤ 32 ≤ 20
≤ 1.000 to 6.500 0.750 to 2.999
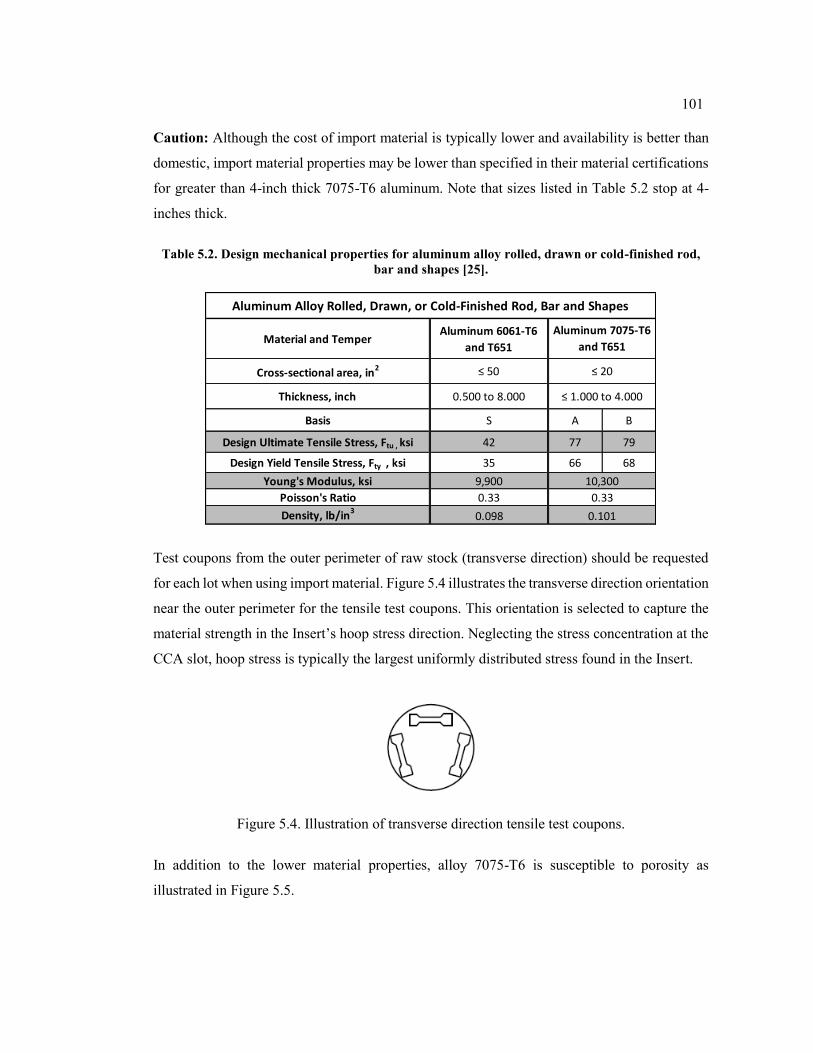
101
Caution: Although the cost of import material is typically lower and availability is better than
domestic, import material properties may be lower than specified in their material certifications
for greater than 4-inch thick 7075-T6 aluminum. Note that sizes listed in Table 5.2 stop at 4-
inches thick.
Table 5.2. Design mechanical properties for aluminum alloy rolled, drawn or cold-finished rod,
bar and shapes [25].
Test coupons from the outer perimeter of raw stock (transverse direction) should be requested
for each lot when using import material. Figure 5.4 illustrates the transverse direction orientation
near the outer perimeter for the tensile test coupons. This orientation is selected to capture the
material strength in the Insert’s hoop stress direction. Neglecting the stress concentration at the
CCA slot, hoop stress is typically the largest uniformly distributed stress found in the Insert.
Figure 5.4. Illustration of transverse direction tensile test coupons.
In addition to the lower material properties, alloy 7075-T6 is susceptible to porosity as
illustrated in Figure 5.5.
Material and TemperAluminum 6061-T6
and T651
Cross-sectional area, in2 ≤ 50
Thickness, inch 0.500 to 8.000
Basis S A B
Design Ultimate Tensile Stress, Ftu , ksi 42 77 79
Design Yield Tensile Stress, Fty , ksi 35 66 68
Young's Modulus, ksi 9,900
Poisson's Ratio 0.33
Density, lb/in3
0.098
10,300
0.33
0.101
Aluminum Alloy Rolled, Drawn, or Cold-Finished Rod, Bar and Shapes
Aluminum 7075-T6
and T651
≤ 20
≤ 1.000 to 4.000
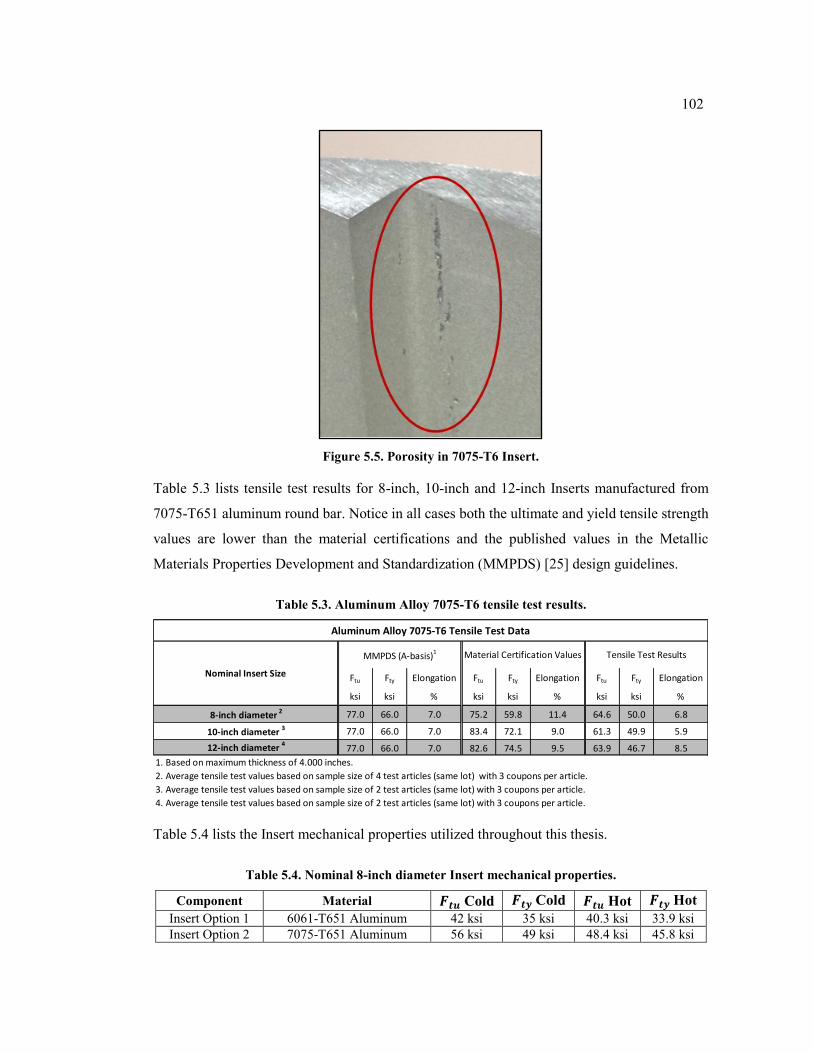
102
Figure 5.5. Porosity in 7075-T6 Insert.
Table 5.3 lists tensile test results for 8-inch, 10-inch and 12-inch Inserts manufactured from
7075-T651 aluminum round bar. Notice in all cases both the ultimate and yield tensile strength
values are lower than the material certifications and the published values in the Metallic
Materials Properties Development and Standardization (MMPDS) [25] design guidelines.
Table 5.3. Aluminum Alloy 7075-T6 tensile test results.
Table 5.4 lists the Insert mechanical properties utilized throughout this thesis.
Table 5.4. Nominal 8-inch diameter Insert mechanical properties.
Component Material 𝑭𝒕𝒖 Cold 𝑭𝒕𝒚 Cold 𝑭𝒕𝒖 Hot 𝑭𝒕𝒚 Hot
Insert Option 1 6061-T651 Aluminum 42 ksi 35 ksi 40.3 ksi 33.9 ksi
Insert Option 2 7075-T651 Aluminum 56 ksi 49 ksi 48.4 ksi 45.8 ksi
Ftu Fty Elongation Ftu Fty Elongation Ftu Fty Elongation
ksi ksi % ksi ksi % ksi ksi %
8-inch diameter 2 77.0 66.0 7.0 75.2 59.8 11.4 64.6 50.0 6.8
10-inch diameter 3 77.0 66.0 7.0 83.4 72.1 9.0 61.3 49.9 5.9
12-inch diameter 4 77.0 66.0 7.0 82.6 74.5 9.5 63.9 46.7 8.5
1. Based on maximum thickness of 4.000 inches.
2. Average tensile test values based on sample size of 4 test articles (same lot) with 3 coupons per article.
3. Average tensile test values based on sample size of 2 test articles (same lot) with 3 coupons per article.
4. Average tensile test values based on sample size of 2 test articles (same lot) with 3 coupons per article.
MMPDS (A-basis)1 Tensile Test Results
Nominal Insert Size
Material Certification Values
Aluminum Alloy 7075-T6 Tensile Test Data
103
where 𝐹𝑡𝑦 = design yield tensile stress
𝐹𝑡𝑢 = design ultimate tensile stress
Cold = values for temperatures -40 °F to 68 °F.
Hot = estimated values for a temperature of 160 °F.
5.2.2 Insert Machining
The Insert of study is 17-inches long. The geometry of the Insert is illustrated in Figure 5.6. The
accuracy required for the card slot locations require the part be manufactured using precision
Wire Electric Discharge Machining (EDM) process. Wire EDM is a method utilized to cut
conductive materials with a thin wire electrode that follows a programmed path. The hardness
of the work piece material has no detrimental effect on the cutting speed. Wire EDM can be
accurate to ± 0.0001 inches. The wire EDM process does not generate burrs. However, the
process can generate sharp edges so care should be taken to add small fillets (radii) where
necessary to eliminate the sharp edges.
Although many machine shops have wire EDM capabilities, the length of the Insert requires a
deep reach wire EDM. This requirement reduces the number of available wire EDM facilities.
To manufacture the Insert, the outside diameter of the thick-walled tube or solid round bar, is
machined down from the raw stock diameter to a dimension larger than is required for the
interference fit. The inner profile is then cut to shape using the wire EDM process. The Insert
final OD is machined to final dimensions after the wire EDM operation. If a chemical
conversion process is required, it is to be performed after final machining of the Insert and prior
the Insert being installed in the Shell. Dimensional inspection of the Insert is also to be
performed prior to assembly. Recall, the post assembly out-of-round phenomena changes the
dimensions of the insert which make it nearly impossible to inspect to pre-assembly dimensions.
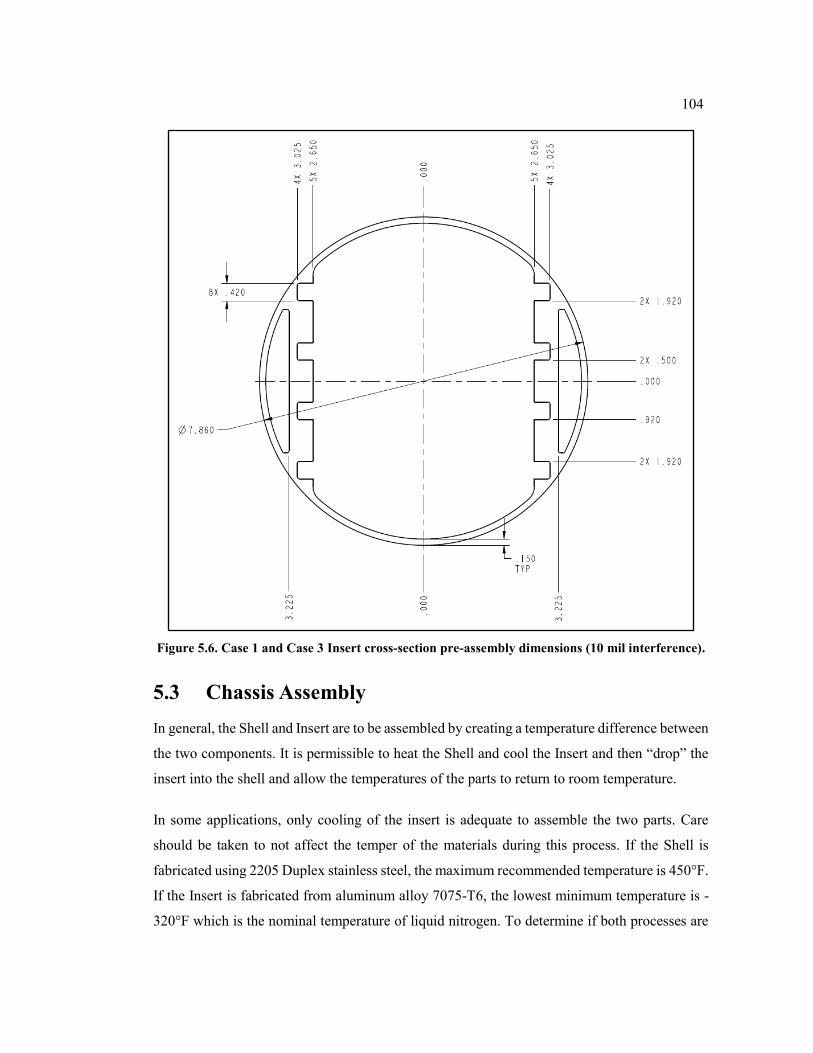
104
Figure 5.6. Case 1 and Case 3 Insert cross-section pre-assembly dimensions (10 mil interference).
5.3 Chassis Assembly
In general, the Shell and Insert are to be assembled by creating a temperature difference between
the two components. It is permissible to heat the Shell and cool the Insert and then “drop” the
insert into the shell and allow the temperatures of the parts to return to room temperature.
In some applications, only cooling of the insert is adequate to assemble the two parts. Care
should be taken to not affect the temper of the materials during this process. If the Shell is
fabricated using 2205 Duplex stainless steel, the maximum recommended temperature is 450°F.
If the Insert is fabricated from aluminum alloy 7075-T6, the lowest minimum temperature is -
320°F which is the nominal temperature of liquid nitrogen. To determine if both processes are
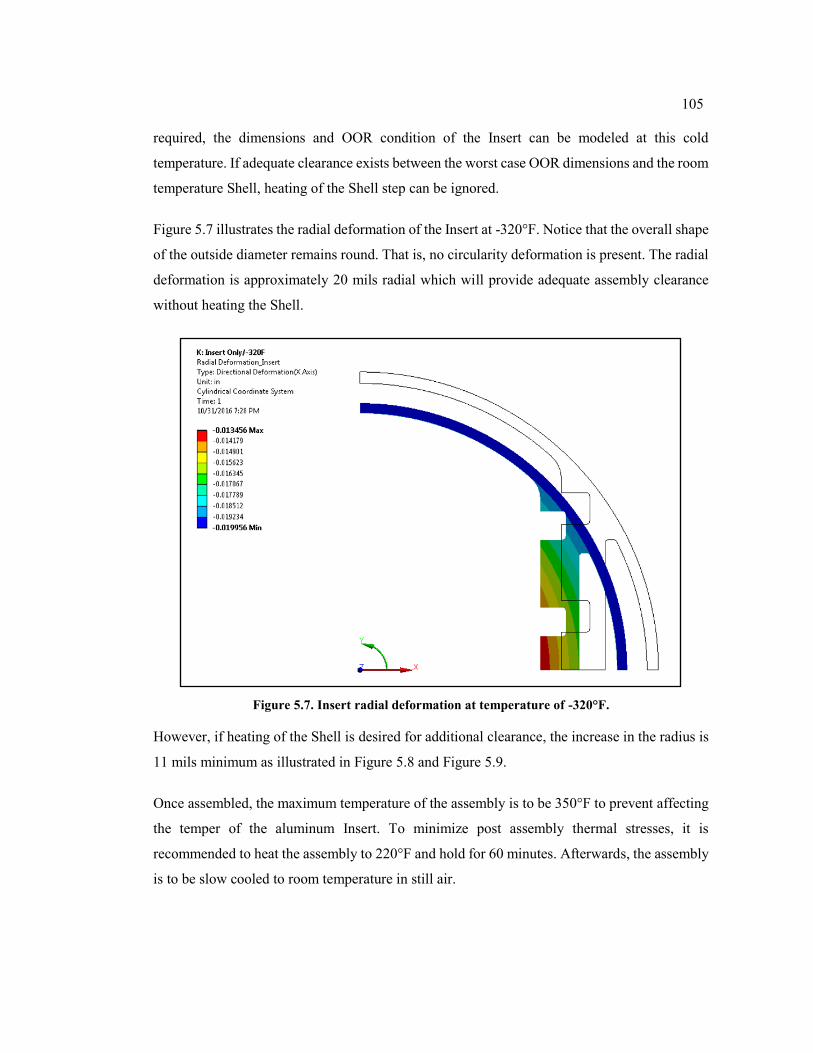
105
required, the dimensions and OOR condition of the Insert can be modeled at this cold
temperature. If adequate clearance exists between the worst case OOR dimensions and the room
temperature Shell, heating of the Shell step can be ignored.
Figure 5.7 illustrates the radial deformation of the Insert at -320°F. Notice that the overall shape
of the outside diameter remains round. That is, no circularity deformation is present. The radial
deformation is approximately 20 mils radial which will provide adequate assembly clearance
without heating the Shell.
Figure 5.7. Insert radial deformation at temperature of -320°F.
However, if heating of the Shell is desired for additional clearance, the increase in the radius is
11 mils minimum as illustrated in Figure 5.8 and Figure 5.9.
Once assembled, the maximum temperature of the assembly is to be 350°F to prevent affecting
the temper of the aluminum Insert. To minimize post assembly thermal stresses, it is
recommended to heat the assembly to 220°F and hold for 60 minutes. Afterwards, the assembly
is to be slow cooled to room temperature in still air.
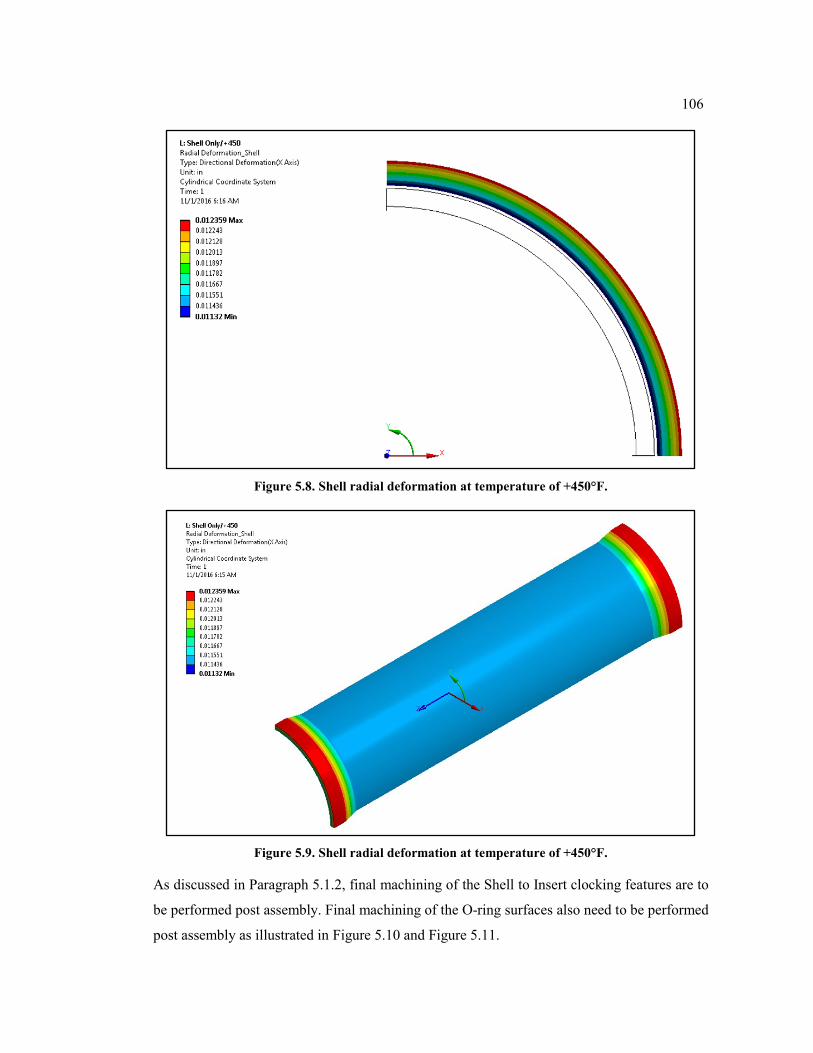
106
Figure 5.8. Shell radial deformation at temperature of +450°F.
Figure 5.9. Shell radial deformation at temperature of +450°F.
As discussed in Paragraph 5.1.2, final machining of the Shell to Insert clocking features are to
be performed post assembly. Final machining of the O-ring surfaces also need to be performed
post assembly as illustrated in Figure 5.10 and Figure 5.11.
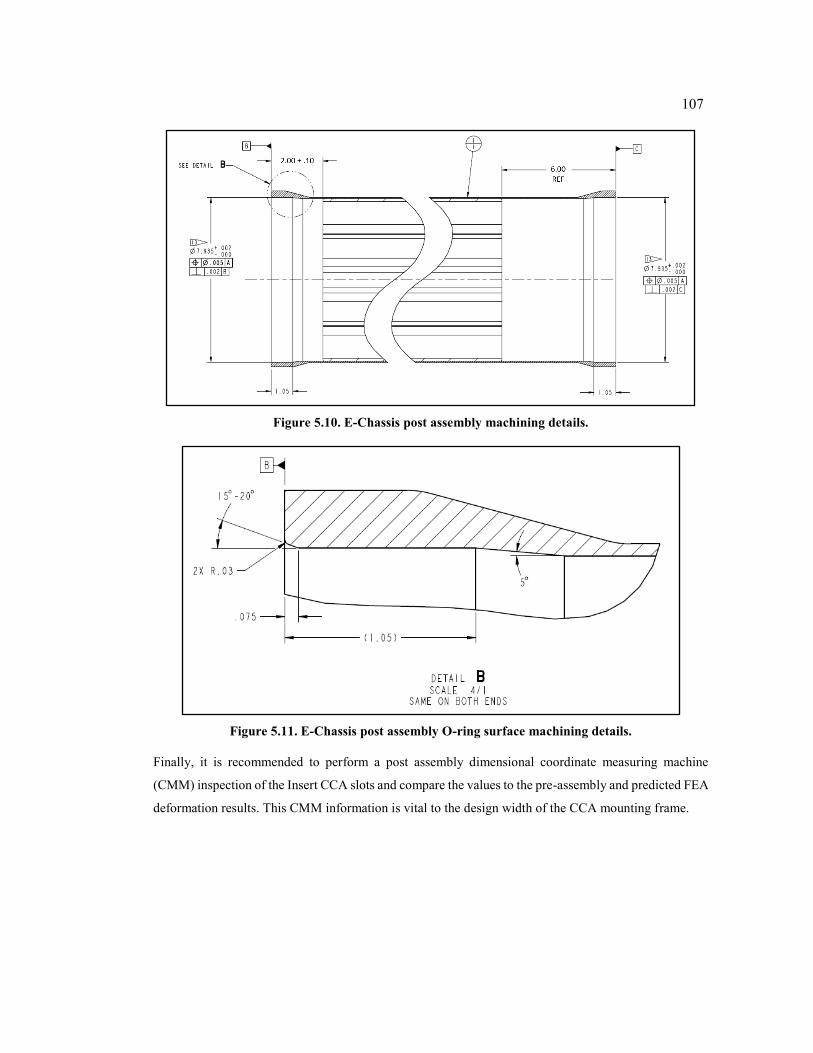
107
Figure 5.10. E-Chassis post assembly machining details.
Figure 5.11. E-Chassis post assembly O-ring surface machining details.
Finally, it is recommended to perform a post assembly dimensional coordinate measuring machine
(CMM) inspection of the Insert CCA slots and compare the values to the pre-assembly and predicted FEA
deformation results. This CMM information is vital to the design width of the CCA mounting frame.
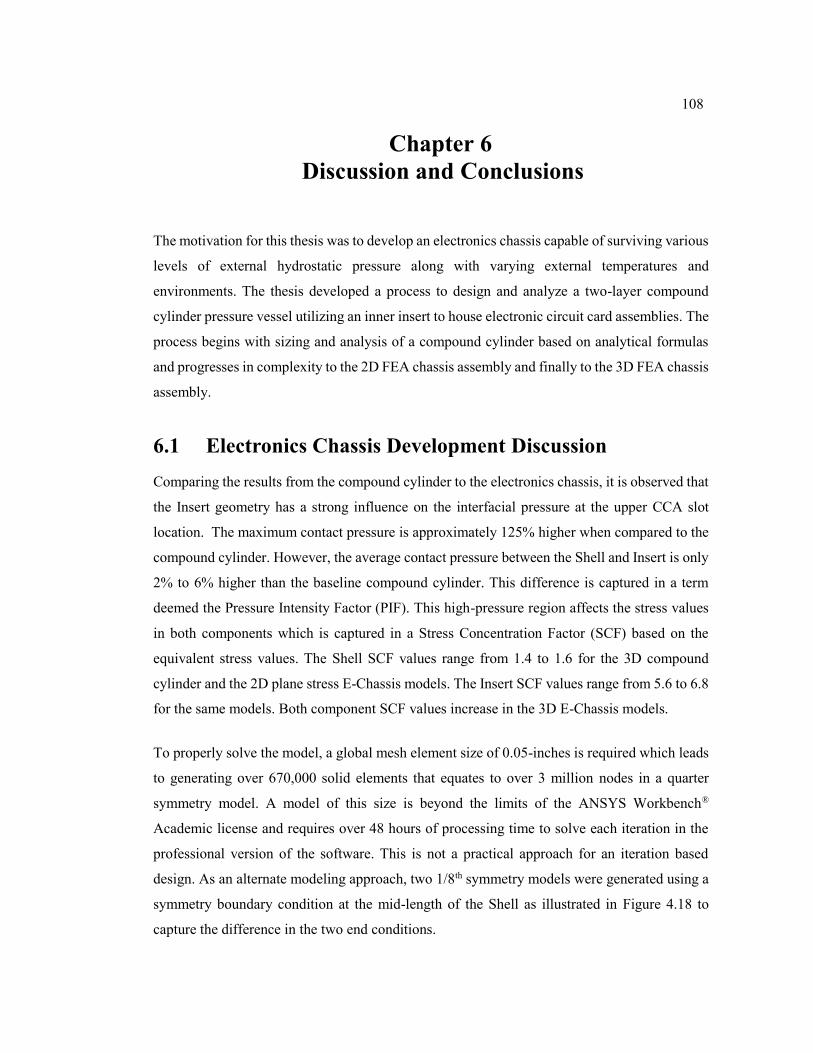
108
Chapter 6
Discussion and Conclusions
The motivation for this thesis was to develop an electronics chassis capable of surviving various
levels of external hydrostatic pressure along with varying external temperatures and
environments. The thesis developed a process to design and analyze a two-layer compound
cylinder pressure vessel utilizing an inner insert to house electronic circuit card assemblies. The
process begins with sizing and analysis of a compound cylinder based on analytical formulas
and progresses in complexity to the 2D FEA chassis assembly and finally to the 3D FEA chassis
assembly.
6.1 Electronics Chassis Development Discussion
Comparing the results from the compound cylinder to the electronics chassis, it is observed that
the Insert geometry has a strong influence on the interfacial pressure at the upper CCA slot
location. The maximum contact pressure is approximately 125% higher when compared to the
compound cylinder. However, the average contact pressure between the Shell and Insert is only
2% to 6% higher than the baseline compound cylinder. This difference is captured in a term
deemed the Pressure Intensity Factor (PIF). This high-pressure region affects the stress values
in both components which is captured in a Stress Concentration Factor (SCF) based on the
equivalent stress values. The Shell SCF values range from 1.4 to 1.6 for the 3D compound
cylinder and the 2D plane stress E-Chassis models. The Insert SCF values range from 5.6 to 6.8
for the same models. Both component SCF values increase in the 3D E-Chassis models.
To properly solve the model, a global mesh element size of 0.05-inches is required which leads
to generating over 670,000 solid elements that equates to over 3 million nodes in a quarter
symmetry model. A model of this size is beyond the limits of the ANSYS Workbench®
Academic license and requires over 48 hours of processing time to solve each iteration in the
professional version of the software. This is not a practical approach for an iteration based
design. As an alternate modeling approach, two 1/8th symmetry models were generated using a
symmetry boundary condition at the mid-length of the Shell as illustrated in Figure 4.18 to
capture the difference in the two end conditions.
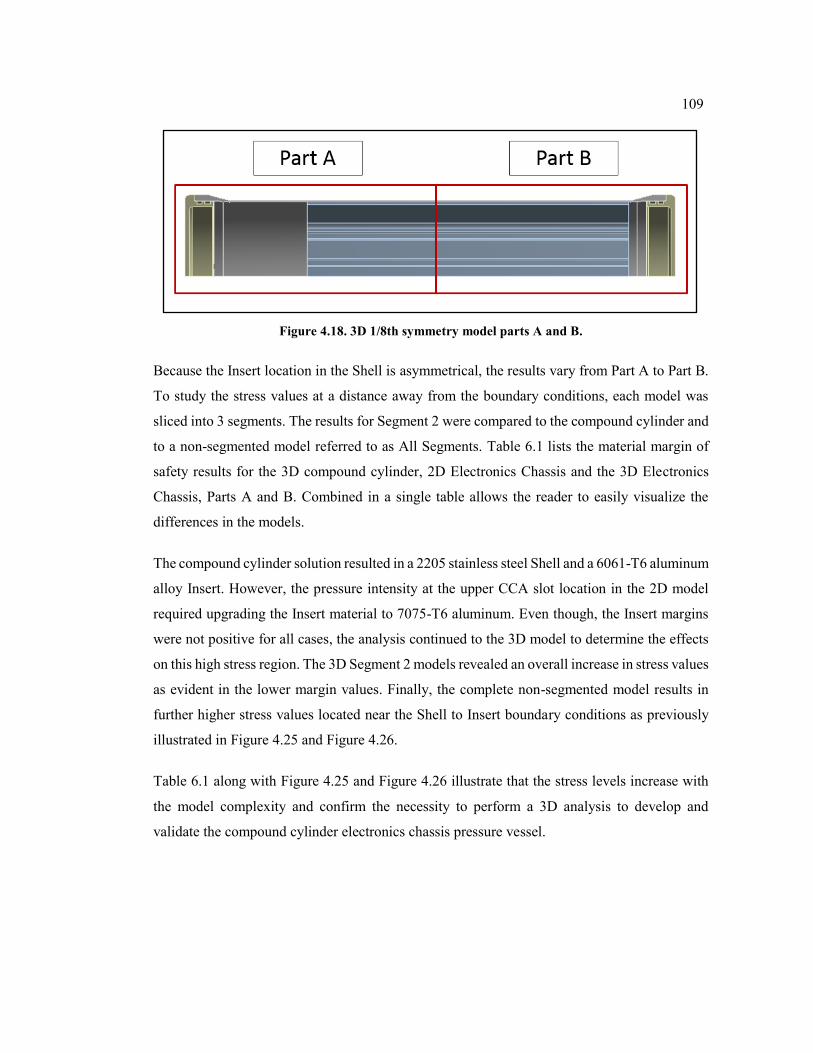
109
Figure 4.18. 3D 1/8th symmetry model parts A and B.
Because the Insert location in the Shell is asymmetrical, the results vary from Part A to Part B.
To study the stress values at a distance away from the boundary conditions, each model was
sliced into 3 segments. The results for Segment 2 were compared to the compound cylinder and
to a non-segmented model referred to as All Segments. Table 6.1 lists the material margin of
safety results for the 3D compound cylinder, 2D Electronics Chassis and the 3D Electronics
Chassis, Parts A and B. Combined in a single table allows the reader to easily visualize the
differences in the models.
The compound cylinder solution resulted in a 2205 stainless steel Shell and a 6061-T6 aluminum
alloy Insert. However, the pressure intensity at the upper CCA slot location in the 2D model
required upgrading the Insert material to 7075-T6 aluminum. Even though, the Insert margins
were not positive for all cases, the analysis continued to the 3D model to determine the effects
on this high stress region. The 3D Segment 2 models revealed an overall increase in stress values
as evident in the lower margin values. Finally, the complete non-segmented model results in
further higher stress values located near the Shell to Insert boundary conditions as previously
illustrated in Figure 4.25 and Figure 4.26.
Table 6.1 along with Figure 4.25 and Figure 4.26 illustrate that the stress levels increase with
the model complexity and confirm the necessity to perform a 3D analysis to develop and
validate the compound cylinder electronics chassis pressure vessel.
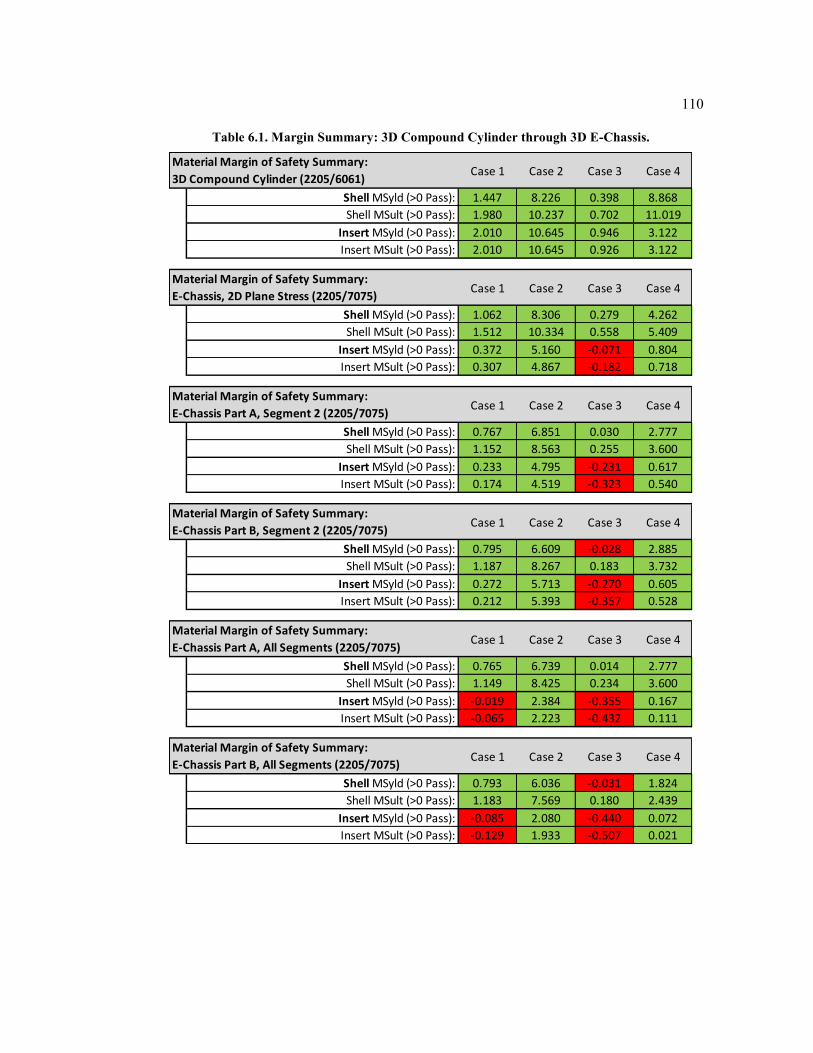
110
Table 6.1. Margin Summary: 3D Compound Cylinder through 3D E-Chassis.
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.447 8.226 0.398 8.868
Shell MSult (>0 Pass): 1.980 10.237 0.702 11.019
Insert MSyld (>0 Pass): 2.010 10.645 0.946 3.122
Insert MSult (>0 Pass): 2.010 10.645 0.926 3.122
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.062 8.306 0.279 4.262
Shell MSult (>0 Pass): 1.512 10.334 0.558 5.409
Insert MSyld (>0 Pass): 0.372 5.160 -0.071 0.804
Insert MSult (>0 Pass): 0.307 4.867 -0.182 0.718
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.767 6.851 0.030 2.777
Shell MSult (>0 Pass): 1.152 8.563 0.255 3.600
Insert MSyld (>0 Pass): 0.233 4.795 -0.231 0.617
Insert MSult (>0 Pass): 0.174 4.519 -0.323 0.540
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.795 6.609 -0.028 2.885
Shell MSult (>0 Pass): 1.187 8.267 0.183 3.732
Insert MSyld (>0 Pass): 0.272 5.713 -0.270 0.605
Insert MSult (>0 Pass): 0.212 5.393 -0.357 0.528
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.765 6.739 0.014 2.777
Shell MSult (>0 Pass): 1.149 8.425 0.234 3.600
Insert MSyld (>0 Pass): -0.019 2.384 -0.355 0.167
Insert MSult (>0 Pass): -0.065 2.223 -0.432 0.111
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.793 6.036 -0.031 1.824
Shell MSult (>0 Pass): 1.183 7.569 0.180 2.439
Insert MSyld (>0 Pass): -0.085 2.080 -0.440 0.072
Insert MSult (>0 Pass): -0.129 1.933 -0.507 0.021
Material Margin of Safety Summary:
E-Chassis, 2D Plane Stress (2205/7075)
Material Margin of Safety Summary:
E-Chassis Part A, Segment 2 (2205/7075)
Material Margin of Safety Summary:
E-Chassis Part B, Segment 2 (2205/7075)
Material Margin of Safety Summary:
E-Chassis Part A, All Segments (2205/7075)
Material Margin of Safety Summary:
E-Chassis Part B, All Segments (2205/7075)
Material Margin of Safety Summary:
3D Compound Cylinder (2205/6061)
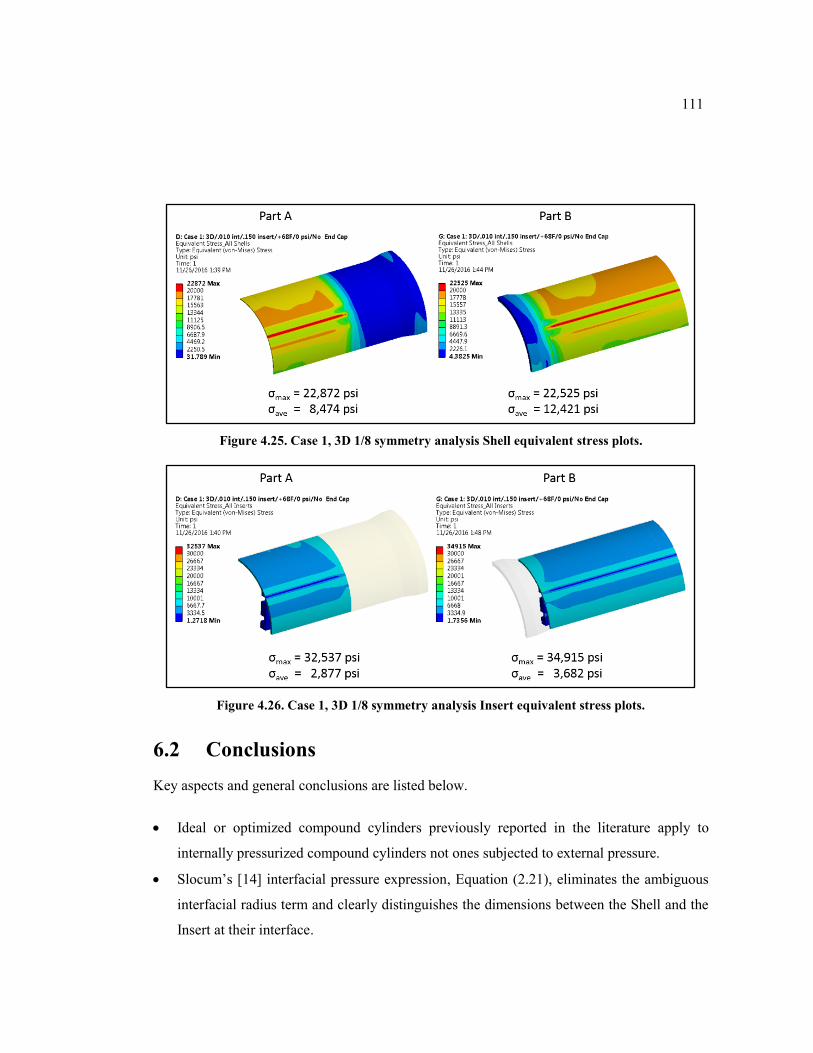
111
Figure 4.25. Case 1, 3D 1/8 symmetry analysis Shell equivalent stress plots.
Figure 4.26. Case 1, 3D 1/8 symmetry analysis Insert equivalent stress plots.
6.2 Conclusions
Key aspects and general conclusions are listed below.
Ideal or optimized compound cylinders previously reported in the literature apply to
internally pressurized compound cylinders not ones subjected to external pressure.
Slocum’s [14] interfacial pressure expression, Equation (2.21), eliminates the ambiguous
interfacial radius term and clearly distinguishes the dimensions between the Shell and the
Insert at their interface.
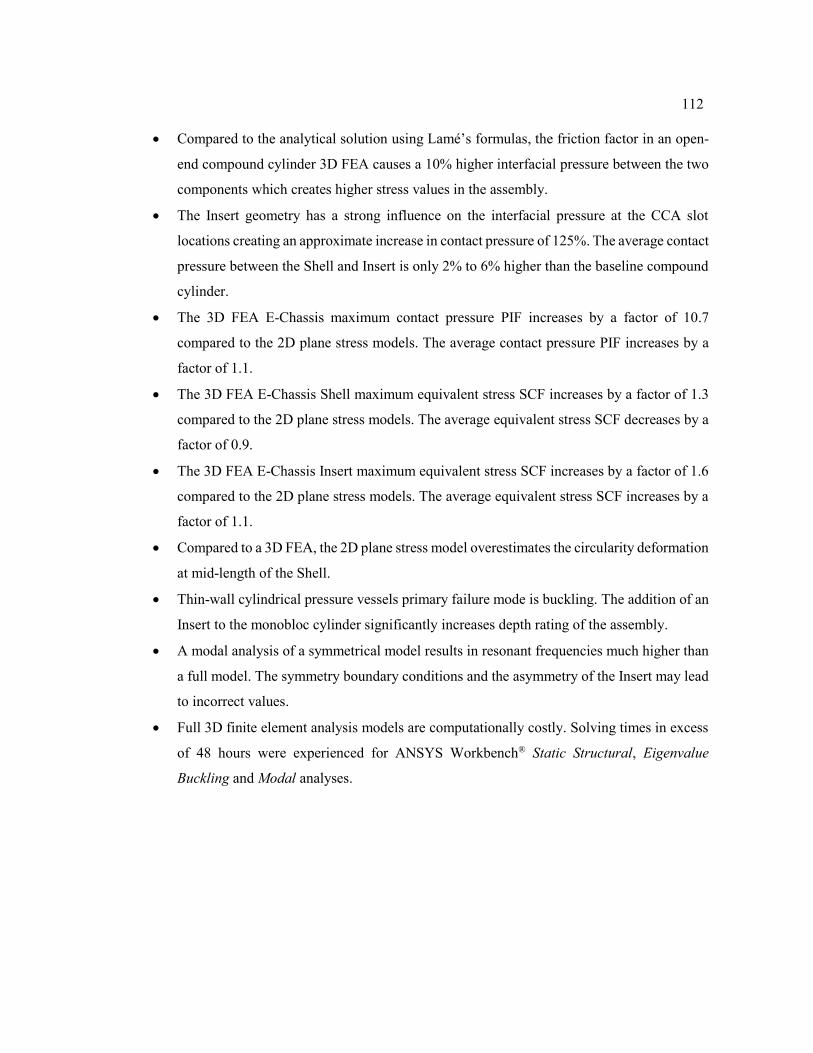
112
Compared to the analytical solution using Lamé’s formulas, the friction factor in an open-
end compound cylinder 3D FEA causes a 10% higher interfacial pressure between the two
components which creates higher stress values in the assembly.
The Insert geometry has a strong influence on the interfacial pressure at the CCA slot
locations creating an approximate increase in contact pressure of 125%. The average contact
pressure between the Shell and Insert is only 2% to 6% higher than the baseline compound
cylinder.
The 3D FEA E-Chassis maximum contact pressure PIF increases by a factor of 10.7
compared to the 2D plane stress models. The average contact pressure PIF increases by a
factor of 1.1.
The 3D FEA E-Chassis Shell maximum equivalent stress SCF increases by a factor of 1.3
compared to the 2D plane stress models. The average equivalent stress SCF decreases by a
factor of 0.9.
The 3D FEA E-Chassis Insert maximum equivalent stress SCF increases by a factor of 1.6
compared to the 2D plane stress models. The average equivalent stress SCF increases by a
factor of 1.1.
Compared to a 3D FEA, the 2D plane stress model overestimates the circularity deformation
at mid-length of the Shell.
Thin-wall cylindrical pressure vessels primary failure mode is buckling. The addition of an
Insert to the monobloc cylinder significantly increases depth rating of the assembly.
A modal analysis of a symmetrical model results in resonant frequencies much higher than
a full model. The symmetry boundary conditions and the asymmetry of the Insert may lead
to incorrect values.
Full 3D finite element analysis models are computationally costly. Solving times in excess
of 48 hours were experienced for ANSYS Workbench® Static Structural, Eigenvalue
Buckling and Modal analyses.
113
6.3 Recommendations
The thesis concentrated on the structural aspects of the design but a major advantage of the
interference fit design is an improved thermal path from the Insert’s card slots to the Shell’s
outer surface. Creating a thermal model to study the heat transfer through the chassis and
determine the thermal capacity in various thermal conductivity environments is of vital interest
in the full development of the electronics chassis.
A second item of interest is the holding capacity of the insert versus the surface finish. Slocum
[14] stated that the holding power of an interference fit depends on the coefficient of friction
and the amount by which the surface roughness of the two parts dig into each other forming a
mechanical bond. In general, the finer the surface finish, the more the joint appears to be solid.
Slocum suggests that clean, high surface finish parts actually cold weld together after they are
press fit. If this phenomenon can be validated, perhaps lower interference fit values can be
utilized which will lower stress values and make fabrication and assembly of the two
components more efficient. Boutoutaou et al. [18] presented a methodology for a computer-
aided design of shrink fits that considers the roughness and form defects of the manufacturing
process. Only the bore defects in the outer disk were considered. Generalizing the approach for
defects in both parts with the is necessary to complete the study.
A third item of interest is the buckling capacity of the assembly. Eigenvalue buckling generally
yields non-conservative results. Both this thesis and commercially available pressure vessel
software utilize a linear buckling analysis because the results are computationally relatively
inexpensive and the buckling mode shapes can be used for comparison to the more realistic
nonlinear buckling analysis.
A fourth area of interest is the validation of material properties in thick alloyed aluminum plate
and shapes. The occurrence appears to be more relevant when imported materials are used.
However, this has not been fully vetted. The majority of alloy 7075-T6 is currently
manufactured overseas in Alcoa plants.
Finally, this thesis demonstrated the development of the compound cylinder electronics chassis
pressure vessel using a nominal 8-inch outside diameter Shell. As the diameter of the compound
cylinder is increased, the magnitude of the interfacial pressure decreases for a given interference

114
value. This suggests that a larger interference fit value will be required for a 10-inch and 12-
inch assembly to obtain the same holding capacity as an 8-inch assembly. Both 10-inch and 12-
inch chassis have been design and fabricated based on results of a 2D plane stress analysis. It
will be of interest to evaluate the results of a 3D FEM analysis.
115
References
[1] Prevco Subsea Housings, [Products], https://prevco.com/products, [cited 10 April
2016].
[2] Bitller, J. P., Pascal, F., Hang-Hu, M., Pelet, A. (To Alcatel CIT), “Electronic Circuit
Housing,” U. S. Patent 4,858,068, August 15, 1989.
[3] Hutchinson, R. D., Schiffbauer, R., Smith, K. (To the Special Product Company),
“Concentrical Slot Telecommunications Equipment,” U. S. Patent 6,404,637 B2, June
11, 2002.
[4] Ferris, C., Petersen, C. D. (To Fogg and Associates, LLC), “Heat Dissipation for
Electronic Enclosures,” U. S. Patent Application Publication US 2005/0068743 A1,
March 31, 2005.
[5] Davey, P. J. (To Vetco Gray Controls Limited), “Subsea Electronic Modules,” U. S.
Patent 8,373,418 B2, February 12, 2013.
[6] Davis, J. R. (To Vetco Gray Controls Limited), “Subsea Electronic Modules,” U. S.
Patent 8,493,741 B2, July 23, 2013.
[7] Shigley, J. E. and Mischke, C. R., “Press and Shrink Fits,” Mechanical Engineering
Design, 8th ed., McGraw-Hill, New York, 2006, pp. 107-112.
[8] Sadd, M. H., Elasticity. Theory, Applications, and Numerics, 2e, Academic Press, 2009,
pp. 172-173.
[9] Boresi, A. P. and Schmidt, R. J., Advanced Mechanics of Materials, 6th ed., John Wiley
& Sons, 2003, pp. 389-397.
[10] Sharp, A. G., “Design Curves for Oceanographic Pressure-Resistant Housings,”
Technical Memorandum 3-81, Woods Hole Oceanographic Institution, Office of Naval
Research Contract No. N00014-73-C-0097, 1981, pp. 1 – 8.
[11] Cortesi, R., “Crush Depth of Simple Cylinders and Endcaps,” Massachusetts Institute of
Technology Mechanical Engineering, Cambridge, Massachusetts, June 2002,
[http://rogercortesi.com/portf/pressvesfailure/presvesfail.html. Accessed 7/13/16.]
[12] Young, W. C., “Table 32 Formula’s for thick-walled vessels under internal and
external loading, Case 1c,” Roark’s Formulas for Stress and Strain, 6th ed., McGraw-
Hill, New York, pp. 638.
[13] PTC Mathcad version 15.0.
[14] Slocum, A. H., ”Interference Fit Joints,” Precision Machine Design, 1st ed., Prentice-
Hall, 1992, pp. 384-393.
[15] Davidson, T. E., and Kendall, D. P., “The Design of Pressure Vessels for Very High
Pressure Operation,” Technical Report WVT-6917, Benet R&E Laboratories,
Watervliet Arsenal, U.S. Army Weapons Command, May 1969, pp. 4-16.
[16] Majumder, T., “Optimum Design of Compound Cylindrical Pressure Vessel by Finite
Element Analysis,” MS Thesis, Jadavpur University, Kolkata, India, 2014.

116
[17] Doležel, I., Kotlan, V., Ulrych, B., “Design of joint between disk and shaft based on
induction shrink fit,” Journal of Computational and Applied Mathematics, Elsevier,
Vol. 270, 2014, pp. 52-62.
[18] Boutoutaou, H. and Fontaine, J. F., “Methodology for a Computer-Aided Design of
Shrink Fits that Considers the Roughness and Form Defects of the Manufacturing
Process,” Journal of Mechanical Science and Technology, Vol. 29, No. 5, 2015, pp.
2097-2103.
[19] “Standard Specifications for General Requirements for Alloy and Stainless Steel Pipe,”
ASTM A999/A 999M, Sections 10, 11 and 12, ASTM International, West
Conshohocken, PA, 2004.
[20] Oberg, E., Jones, F. D., Horton, H. L. and Ryffel, H. H., “Allowances and Tolerances,”
Machinery’s Handbook, 26th ed., Industrial Press, New York, 2000, pp. 621-641.
[21] Khurmi, R. S. and Gupta, J. K., A Textbook of Machine Design, 14th ed., Eurasia
Publishing House Ltd., New Delhi, 2015, pp. 241-246.
[22] Ugural, A. C. and Fenster, S. K., Advanced Mechanics of Materials and Applied
Elasticity, 6th ed., Prentice Hall, 2012, pp. 408-419.
[23] Roe Jr., R. R., “Structural Design and Test Factors for Spaceflight Hardware,” NASA-
STD-5001B, April 2016.
[24] “Space Systems - Structures, Structural Components, and Structural Assemblies,”
AIAA S-110, 2005.
[25] Rice, R. C., Jackson, J. L., Bakuckas, J., and Thompson, S., “Metallic Materials
Properties Development and Standardization (MMPDS),” DOT/FAA/AR-MMMPDS-
01, January 2003.
[26] Deepsea Power & Light, “Under Pressure Version 4.0 User Manual,”
[http://www.deepsea.com/knowledgebase/design-tools/under-pressure-design-
software/. Accessed 10/28/16.]
[27] Steinberg, D. S., Vibration Analysis for Electronics Equipment, 3rd ed., John Wiley &
Sons, New York, 2000.
[28] Personal communication with Alcoa Forgings and Extrusions division, Lafayette,
Indiana Plant, 5/13/2013 and 3/15/2016.
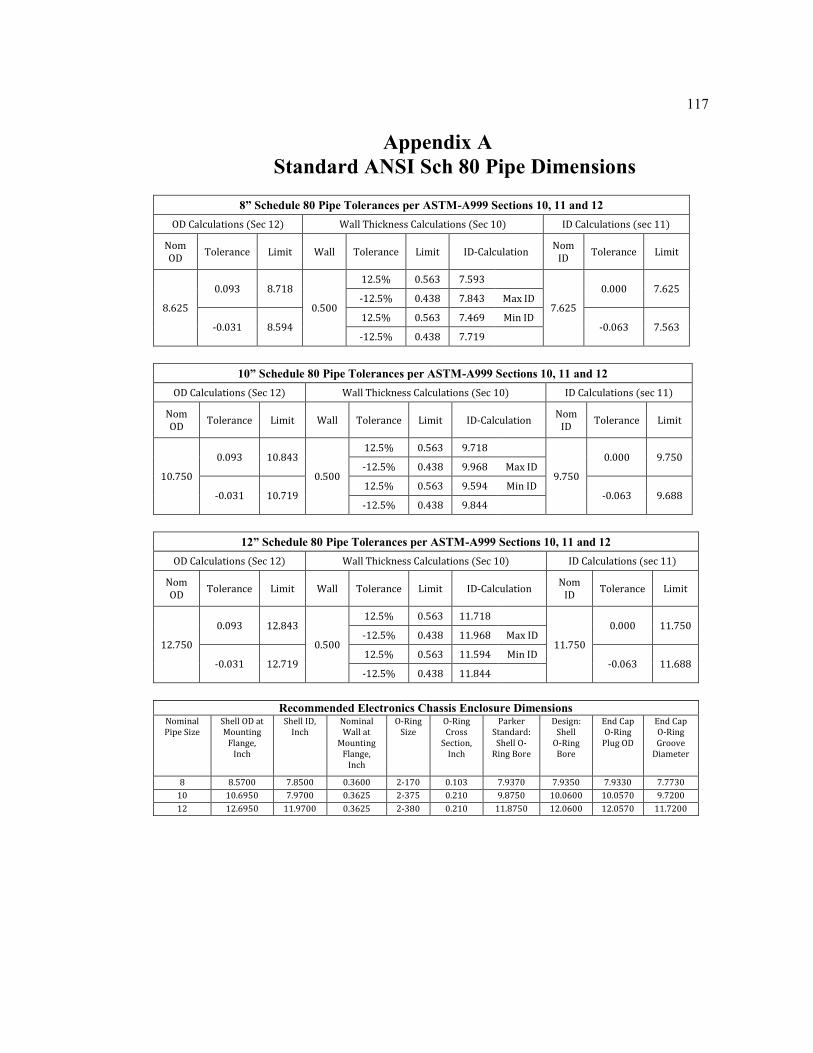
117
Appendix A
Standard ANSI Sch 80 Pipe Dimensions
8” Schedule 80 Pipe Tolerances per ASTM-A999 Sections 10, 11 and 12
OD Calculations (Sec 12) Wall Thickness Calculations (Sec 10) ID Calculations (sec 11)
Nom OD
Tolerance Limit Wall Tolerance Limit ID-Calculation Nom
ID Tolerance Limit
8.625
0.093 8.718
0.500
12.5% 0.563 7.593
7.625
0.000 7.625 -12.5% 0.438 7.843 Max ID
-0.031 8.594 12.5% 0.563 7.469 Min ID
-0.063 7.563 -12.5% 0.438 7.719
10” Schedule 80 Pipe Tolerances per ASTM-A999 Sections 10, 11 and 12
OD Calculations (Sec 12) Wall Thickness Calculations (Sec 10) ID Calculations (sec 11)
Nom OD
Tolerance Limit Wall Tolerance Limit ID-Calculation Nom
ID Tolerance Limit
10.750
0.093 10.843
0.500
12.5% 0.563 9.718
9.750
0.000 9.750 -12.5% 0.438 9.968 Max ID
-0.031 10.719 12.5% 0.563 9.594 Min ID
-0.063 9.688 -12.5% 0.438 9.844
12” Schedule 80 Pipe Tolerances per ASTM-A999 Sections 10, 11 and 12
OD Calculations (Sec 12) Wall Thickness Calculations (Sec 10) ID Calculations (sec 11)
Nom OD
Tolerance Limit Wall Tolerance Limit ID-Calculation Nom
ID Tolerance Limit
12.750
0.093 12.843
0.500
12.5% 0.563 11.718
11.750
0.000 11.750 -12.5% 0.438 11.968 Max ID
-0.031 12.719 12.5% 0.563 11.594 Min ID
-0.063 11.688 -12.5% 0.438 11.844
Recommended Electronics Chassis Enclosure Dimensions
Nominal Pipe Size
Shell OD at Mounting
Flange, Inch
Shell ID, Inch
Nominal Wall at
Mounting Flange,
Inch
O-Ring Size
O-Ring Cross
Section, Inch
Parker Standard: Shell O-
Ring Bore
Design: Shell
O-Ring Bore
End Cap O-Ring
Plug OD
End Cap O-Ring Groove
Diameter
8 8.5700 7.8500 0.3600 2-170 0.103 7.9370 7.9350 7.9330 7.7730
10 10.6950 7.9700 0.3625 2-375 0.210 9.8750 10.0600 10.0570 9.7200
12 12.6950 11.9700 0.3625 2-380 0.210 11.8750 12.0600 12.0570 11.7200
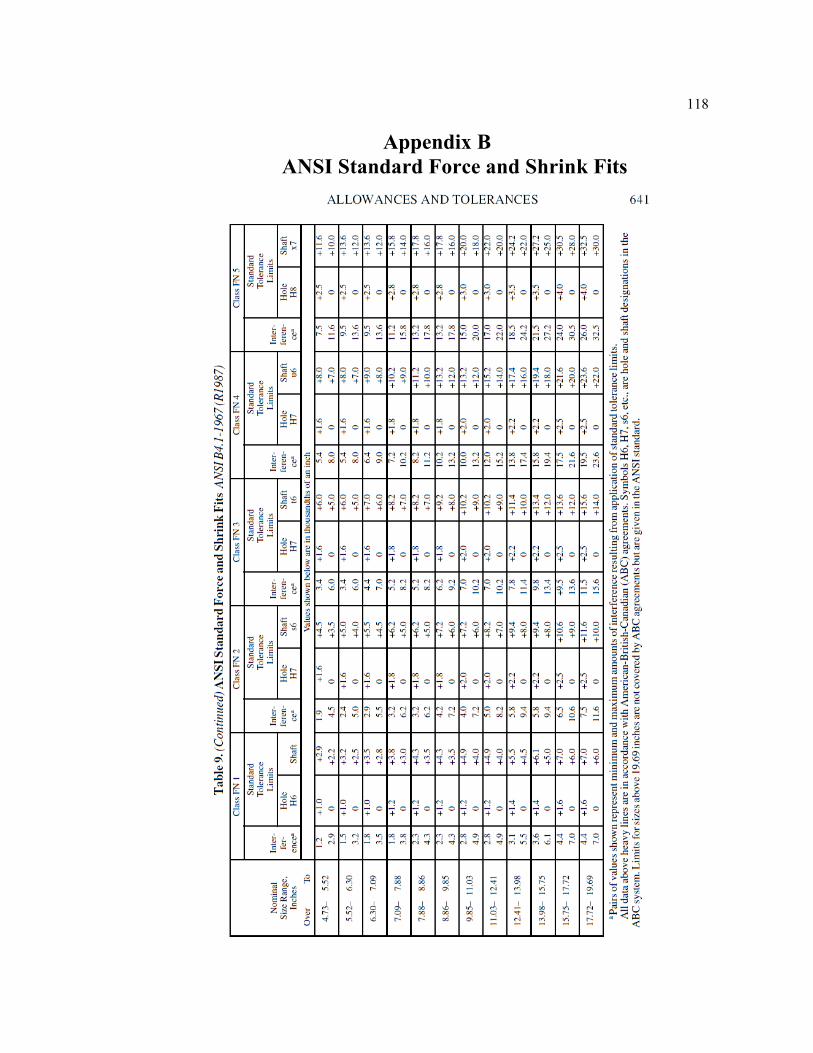
118
Appendix B
ANSI Standard Force and Shrink Fits
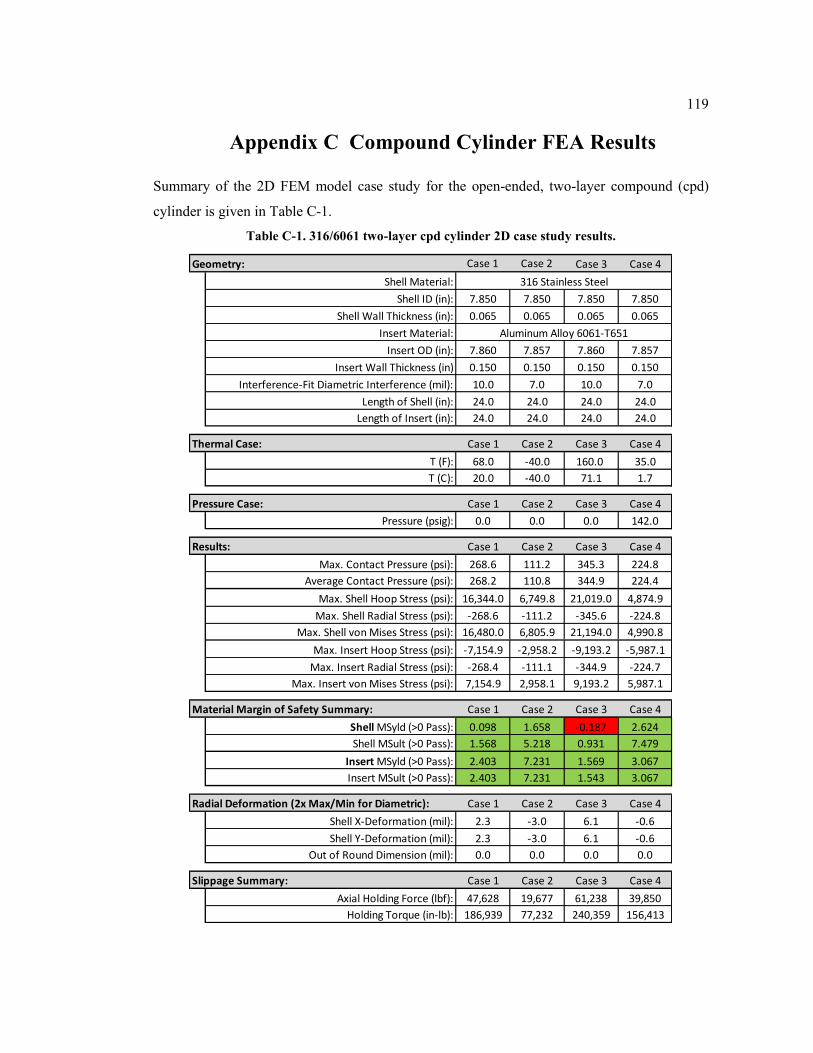
119
Appendix C Compound Cylinder FEA Results
Summary of the 2D FEM model case study for the open-ended, two-layer compound (cpd)
cylinder is given in Table C-1.
Table C-1. 316/6061 two-layer cpd cylinder 2D case study results.
Case Description: Case 1 Case 2 Case 3 Case 4
Interference: Max Min Max Min
Temperature: Room Cold Hot Cold
Pressure: None None None High
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 268.6 111.2 345.3 224.8
Average Contact Pressure (psi): 268.2 110.8 344.9 224.4
Max. Shell Hoop Stress (psi): 16,344.0 6,749.8 21,019.0 4,874.9
Max. Shell Radial Stress (psi): -268.6 -111.2 -345.6 -224.8
Max. Shell von Mises Stress (psi): 16,480.0 6,805.9 21,194.0 4,990.8
Max. Insert Hoop Stress (psi): -7,154.9 -2,958.2 -9,193.2 -5,987.1
Max. Insert Radial Stress (psi): -268.4 -111.1 -344.9 -224.7
Max. Insert von Mises Stress (psi): 7,154.9 2,958.1 9,193.2 5,987.1
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.098 1.658 -0.187 2.624
Shell MSult (>0 Pass): 1.568 5.218 0.931 7.479
Insert MSyld (>0 Pass): 2.403 7.231 1.569 3.067
Insert MSult (>0 Pass): 2.403 7.231 1.543 3.067
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 2.3 -3.0 6.1 -0.6
Shell Y-Deformation (mil): 2.3 -3.0 6.1 -0.6
Out of Round Dimension (mil): 0.0 0.0 0.0 0.0
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 47,628 19,677 61,238 39,850
Holding Torque (in-lb): 186,939 77,232 240,359 156,413
316 Stainless Steel
Aluminum Alloy 6061-T651
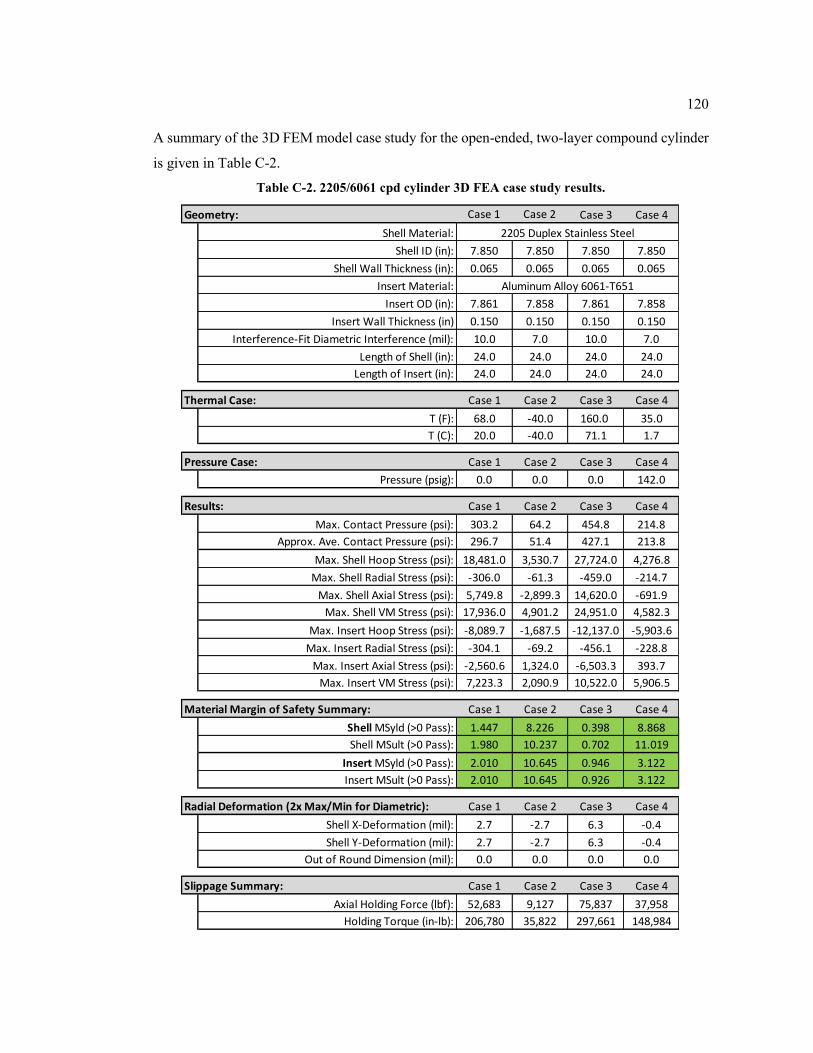
120
A summary of the 3D FEM model case study for the open-ended, two-layer compound cylinder
is given in Table C-2.
Table C-2. 2205/6061 cpd cylinder 3D FEA case study results.
Case Description: 3D Open-End Compound Cyl. Case 1 Case 2 Case 3 Case 4
Interference: Max Min Max Min
Temperature: Room Cold Hot Cold
Pressure: None None None High
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.861 7.858 7.861 7.858
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 303.2 64.2 454.8 214.8
Approx. Ave. Contact Pressure (psi): 296.7 51.4 427.1 213.8
Max. Shell Hoop Stress (psi): 18,481.0 3,530.7 27,724.0 4,276.8
Max. Shell Radial Stress (psi): -306.0 -61.3 -459.0 -214.7
Max. Shell Axial Stress (psi): 5,749.8 -2,899.3 14,620.0 -691.9
Max. Shell VM Stress (psi): 17,936.0 4,901.2 24,951.0 4,582.3
Max. Insert Hoop Stress (psi): -8,089.7 -1,687.5 -12,137.0 -5,903.6
Max. Insert Radial Stress (psi): -304.1 -69.2 -456.1 -228.8
Max. Insert Axial Stress (psi): -2,560.6 1,324.0 -6,503.3 393.7
Max. Insert VM Stress (psi): 7,223.3 2,090.9 10,522.0 5,906.5
Material Margin of Safety Summary: Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.447 8.226 0.398 8.868
Shell MSult (>0 Pass): 1.980 10.237 0.702 11.019
Insert MSyld (>0 Pass): 2.010 10.645 0.946 3.122
Insert MSult (>0 Pass): 2.010 10.645 0.926 3.122
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 2.7 -2.7 6.3 -0.4
Shell Y-Deformation (mil): 2.7 -2.7 6.3 -0.4
Out of Round Dimension (mil): 0.0 0.0 0.0 0.0
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 52,683 9,127 75,837 37,958
Holding Torque (in-lb): 206,780 35,822 297,661 148,984
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
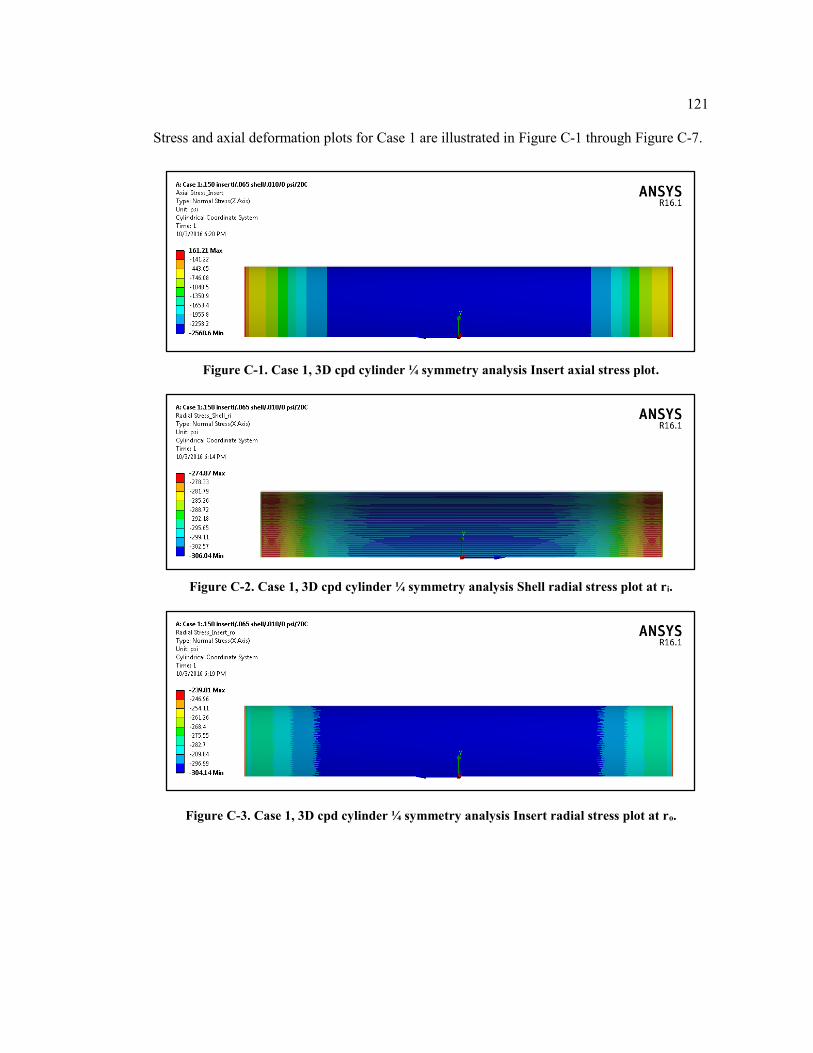
121
Stress and axial deformation plots for Case 1 are illustrated in Figure C-1 through Figure C-7.
Figure C-1. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert axial stress plot.
Figure C-2. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell radial stress plot at ri.
Figure C-3. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert radial stress plot at ro.
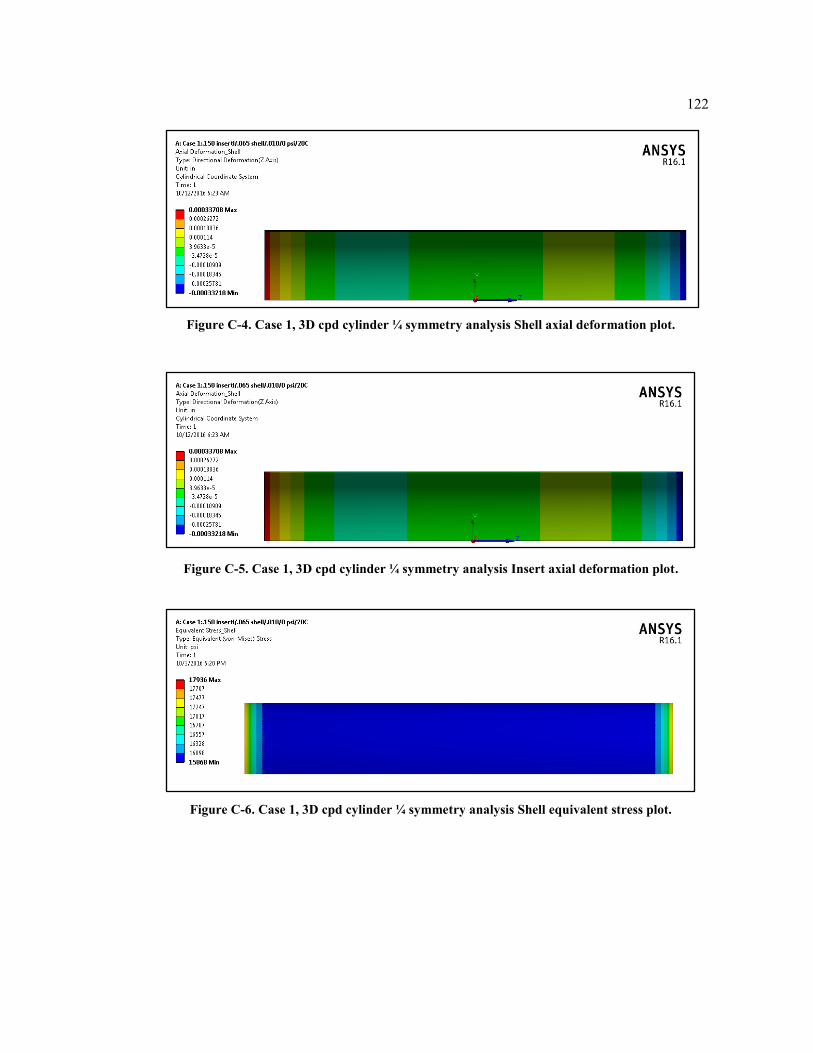
122
Figure C-4. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell axial deformation plot.
Figure C-5. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert axial deformation plot.
Figure C-6. Case 1, 3D cpd cylinder ¼ symmetry analysis Shell equivalent stress plot.
123
Figure C-7. Case 1, 3D cpd cylinder ¼ symmetry analysis Insert equivalent stress plot.
The results of the analytical, 2D and 3D FEA case study of the open-ended, two-layer compound
cylinder are listed in Table C-3.
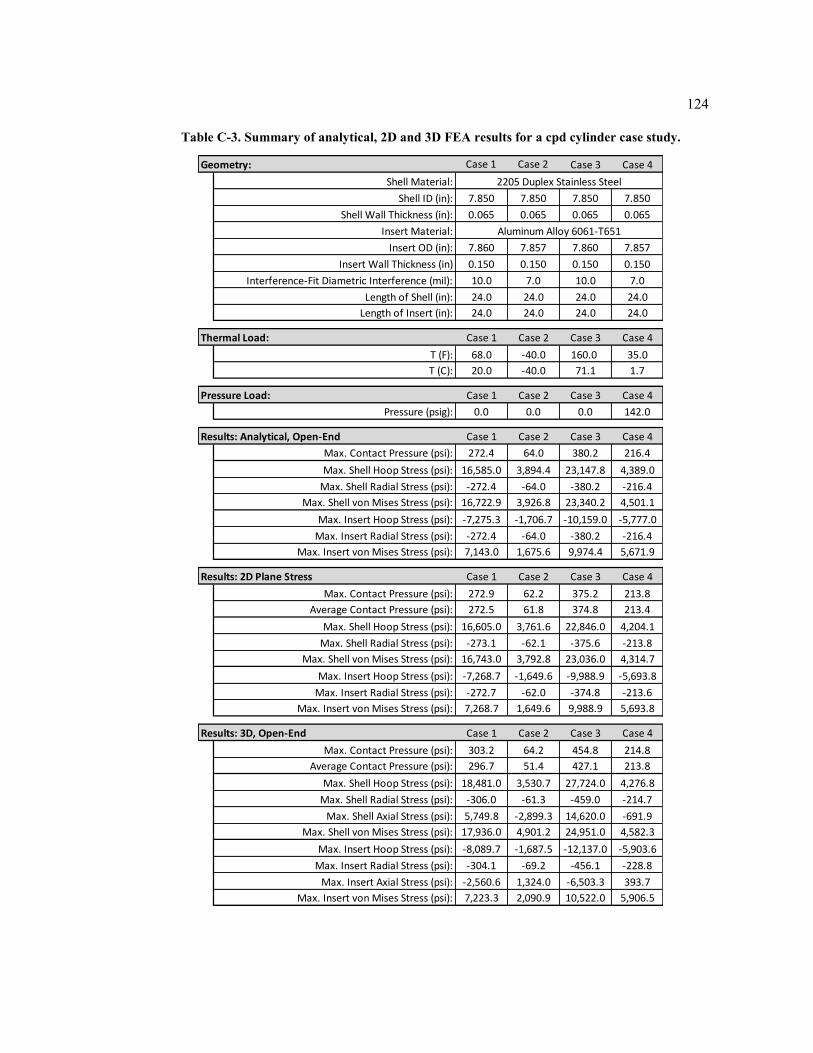
124
Table C-3. Summary of analytical, 2D and 3D FEA results for a cpd cylinder case study.
Case Description: Case 1 Case 2 Case 3 Case 4
Interference: Max Min Max Min
Temperature: Room Cold Hot Cold
External Pressure: None None None High
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Analytical, Open-End Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 272.4 64.0 380.2 216.4
Max. Shell Hoop Stress (psi): 16,585.0 3,894.4 23,147.8 4,389.0
Max. Shell Radial Stress (psi): -272.4 -64.0 -380.2 -216.4
Max. Shell von Mises Stress (psi): 16,722.9 3,926.8 23,340.2 4,501.1
Max. Insert Hoop Stress (psi): -7,275.3 -1,706.7 -10,159.0 -5,777.0
Max. Insert Radial Stress (psi): -272.4 -64.0 -380.2 -216.4
Max. Insert von Mises Stress (psi): 7,143.0 1,675.6 9,974.4 5,671.9
Results: 2D Plane Stress Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 272.9 62.2 375.2 213.8
Average Contact Pressure (psi): 272.5 61.8 374.8 213.4
Max. Shell Hoop Stress (psi): 16,605.0 3,761.6 22,846.0 4,204.1
Max. Shell Radial Stress (psi): -273.1 -62.1 -375.6 -213.8
Max. Shell von Mises Stress (psi): 16,743.0 3,792.8 23,036.0 4,314.7
Max. Insert Hoop Stress (psi): -7,268.7 -1,649.6 -9,988.9 -5,693.8
Max. Insert Radial Stress (psi): -272.7 -62.0 -374.8 -213.6
Max. Insert von Mises Stress (psi): 7,268.7 1,649.6 9,988.9 5,693.8
Results: 3D, Open-End Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 303.2 64.2 454.8 214.8
Average Contact Pressure (psi): 296.7 51.4 427.1 213.8
Max. Shell Hoop Stress (psi): 18,481.0 3,530.7 27,724.0 4,276.8
Max. Shell Radial Stress (psi): -306.0 -61.3 -459.0 -214.7
Max. Shell Axial Stress (psi): 5,749.8 -2,899.3 14,620.0 -691.9
Max. Shell von Mises Stress (psi): 17,936.0 4,901.2 24,951.0 4,582.3
Max. Insert Hoop Stress (psi): -8,089.7 -1,687.5 -12,137.0 -5,903.6
Max. Insert Radial Stress (psi): -304.1 -69.2 -456.1 -228.8
Max. Insert Axial Stress (psi): -2,560.6 1,324.0 -6,503.3 393.7
Max. Insert von Mises Stress (psi): 7,223.3 2,090.9 10,522.0 5,906.5
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
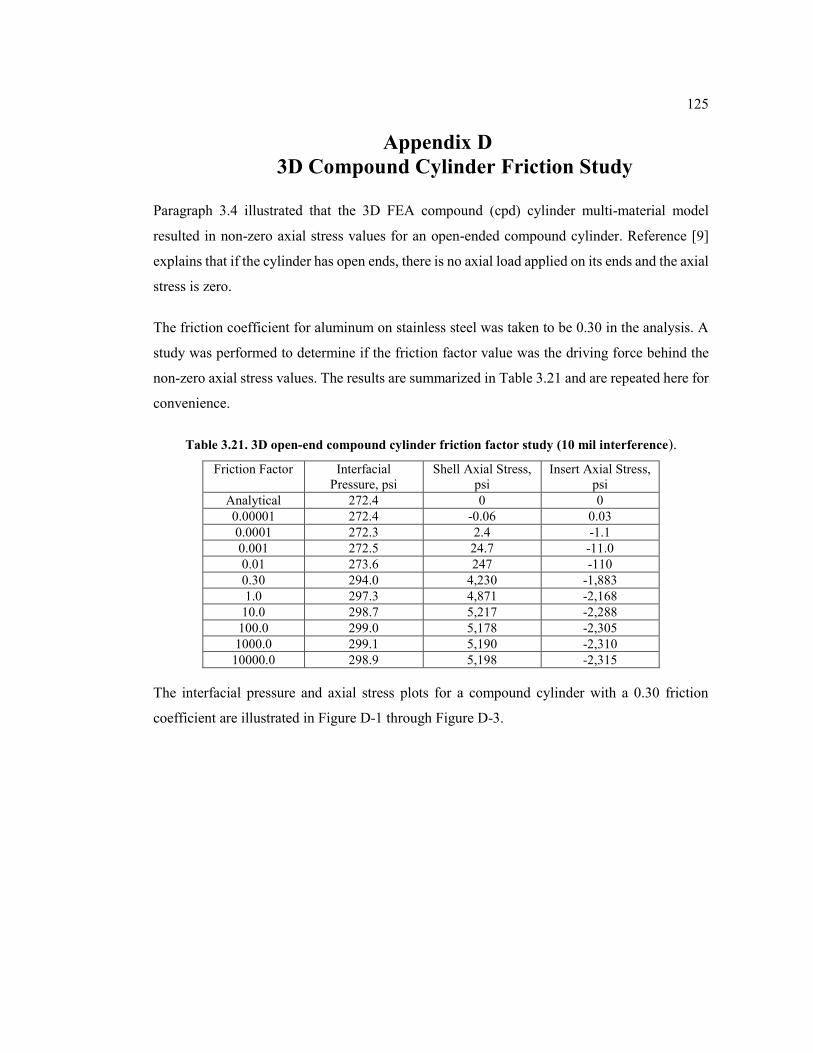
125
Appendix D
3D Compound Cylinder Friction Study
Paragraph 3.4 illustrated that the 3D FEA compound (cpd) cylinder multi-material model
resulted in non-zero axial stress values for an open-ended compound cylinder. Reference [9]
explains that if the cylinder has open ends, there is no axial load applied on its ends and the axial
stress is zero.
The friction coefficient for aluminum on stainless steel was taken to be 0.30 in the analysis. A
study was performed to determine if the friction factor value was the driving force behind the
non-zero axial stress values. The results are summarized in Table 3.21 and are repeated here for
convenience.
Table 3.21. 3D open-end compound cylinder friction factor study (10 mil interference).
Friction Factor Interfacial
Pressure, psi
Shell Axial Stress,
psi
Insert Axial Stress,
psi
Analytical 272.4 0 0
0.00001 272.4 -0.06 0.03
0.0001 272.3 2.4 -1.1
0.001 272.5 24.7 -11.0
0.01 273.6 247 -110
0.30 294.0 4,230 -1,883
1.0 297.3 4,871 -2,168
10.0 298.7 5,217 -2,288
100.0 299.0 5,178 -2,305
1000.0 299.1 5,190 -2,310
10000.0 298.9 5,198 -2,315
The interfacial pressure and axial stress plots for a compound cylinder with a 0.30 friction
coefficient are illustrated in Figure D-1 through Figure D-3.
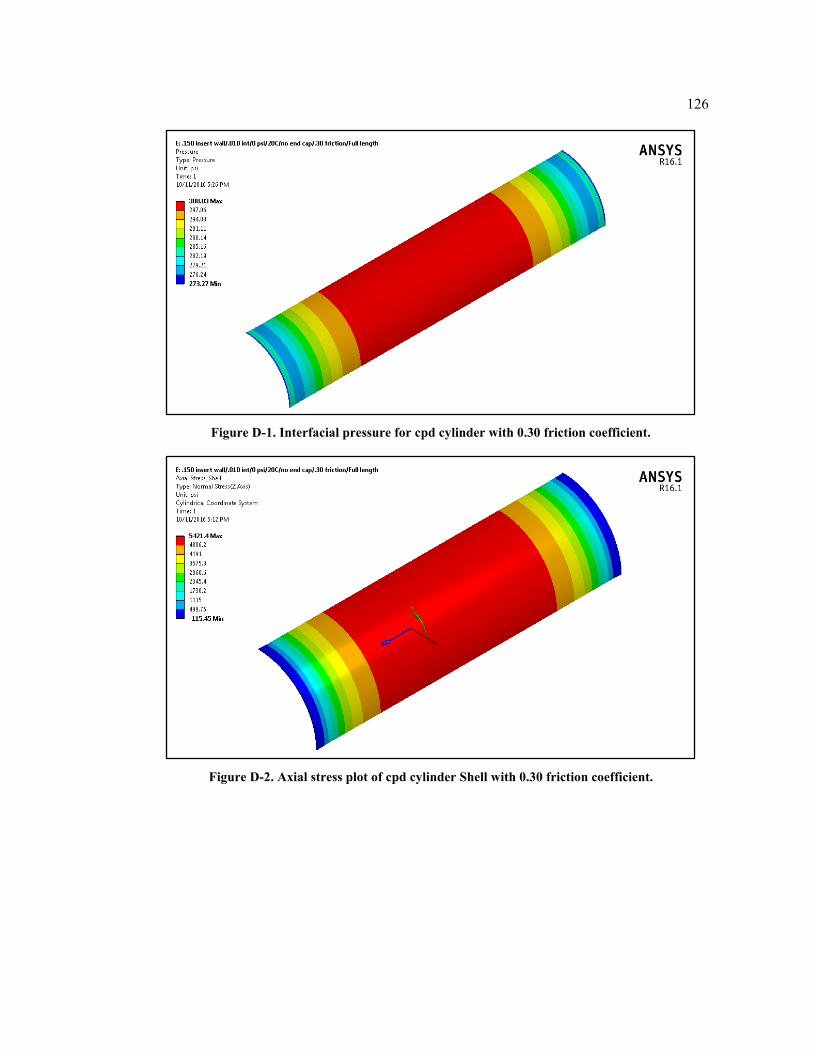
126
Figure D-1. Interfacial pressure for cpd cylinder with 0.30 friction coefficient.
Figure D-2. Axial stress plot of cpd cylinder Shell with 0.30 friction coefficient.
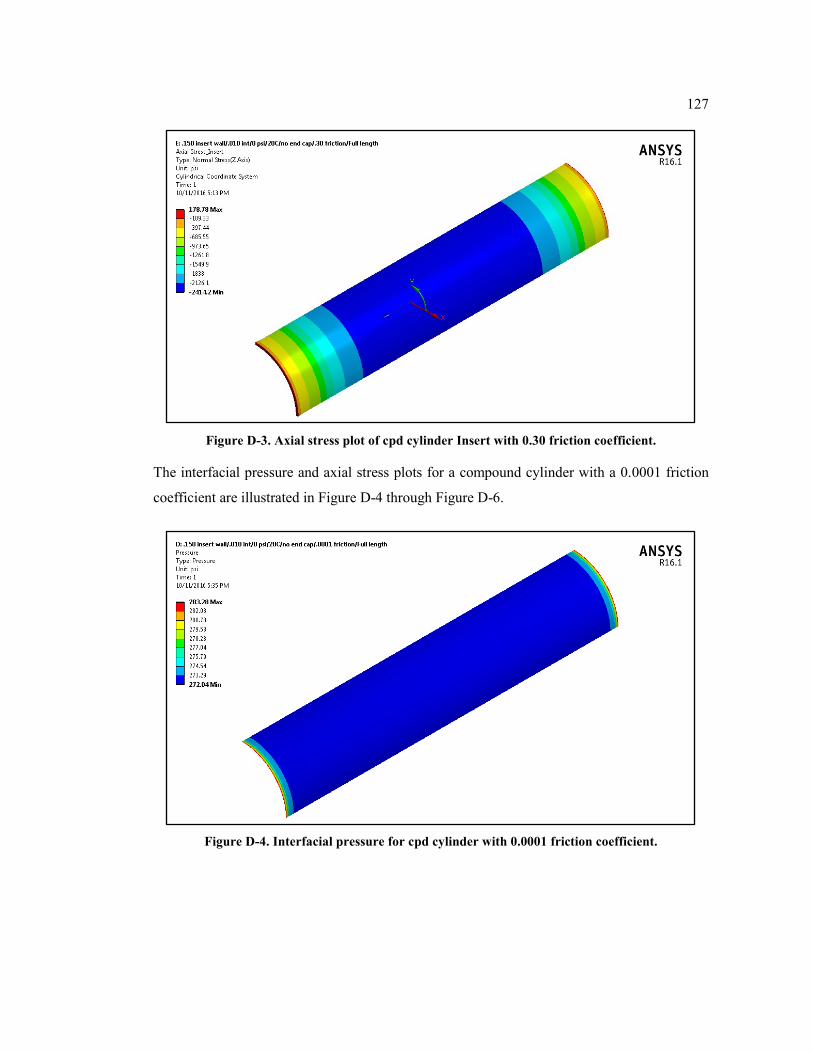
127
Figure D-3. Axial stress plot of cpd cylinder Insert with 0.30 friction coefficient.
The interfacial pressure and axial stress plots for a compound cylinder with a 0.0001 friction
coefficient are illustrated in Figure D-4 through Figure D-6.
Figure D-4. Interfacial pressure for cpd cylinder with 0.0001 friction coefficient.
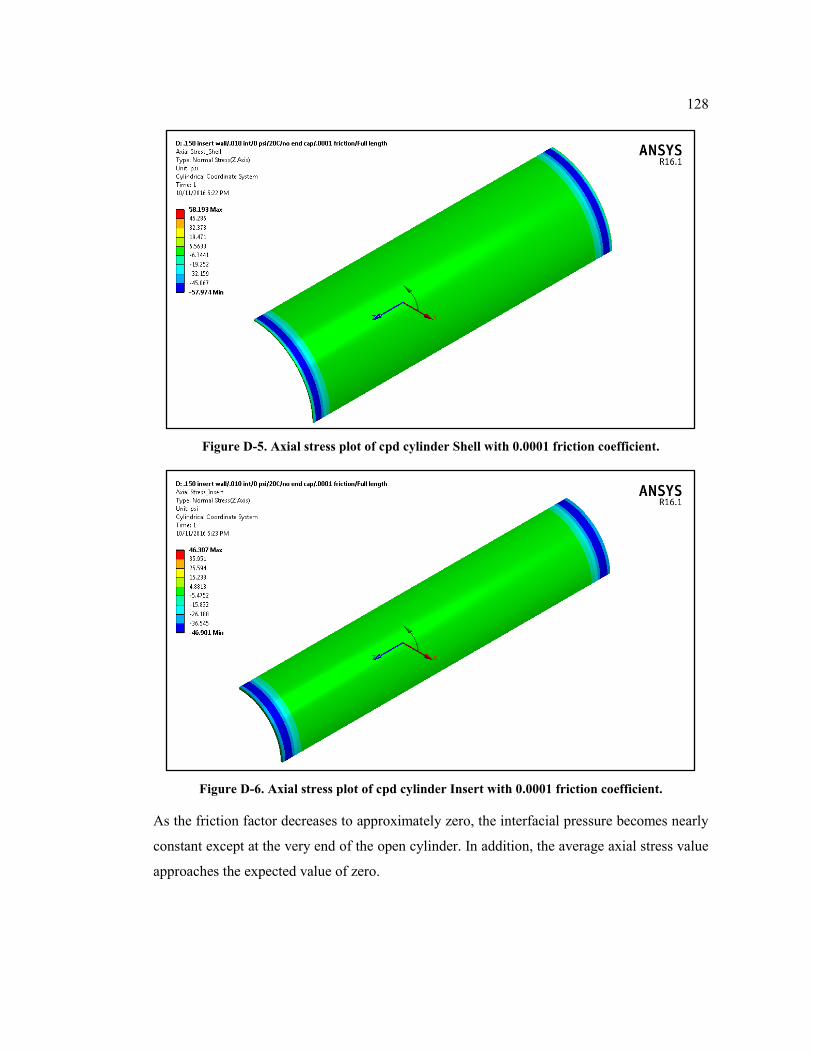
128
Figure D-5. Axial stress plot of cpd cylinder Shell with 0.0001 friction coefficient.
Figure D-6. Axial stress plot of cpd cylinder Insert with 0.0001 friction coefficient.
As the friction factor decreases to approximately zero, the interfacial pressure becomes nearly
constant except at the very end of the open cylinder. In addition, the average axial stress value
approaches the expected value of zero.
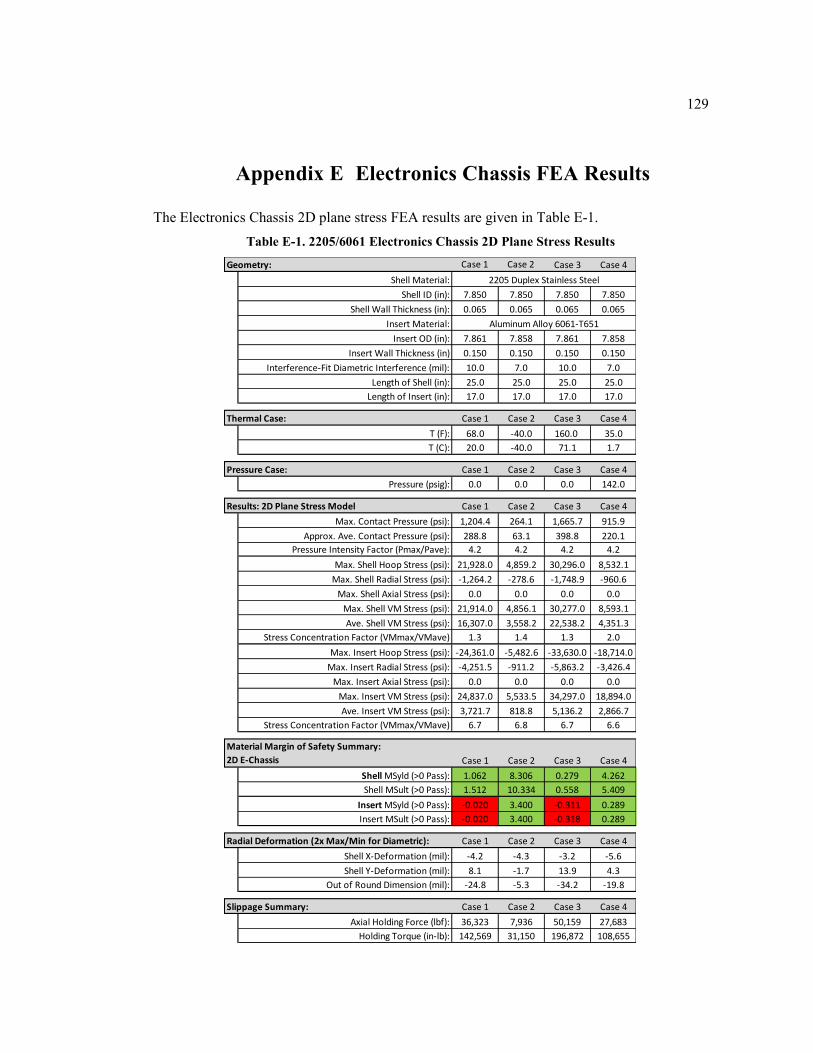
129
Appendix E Electronics Chassis FEA Results
The Electronics Chassis 2D plane stress FEA results are given in Table E-1.
Table E-1. 2205/6061 Electronics Chassis 2D Plane Stress Results
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.861 7.858 7.861 7.858
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 2D Plane Stress Model Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,204.4 264.1 1,665.7 915.9
Approx. Ave. Contact Pressure (psi): 288.8 63.1 398.8 220.1
Pressure Intensity Factor (Pmax/Pave): 4.2 4.2 4.2 4.2
Max. Shell Hoop Stress (psi): 21,928.0 4,859.2 30,296.0 8,532.1
Max. Shell Radial Stress (psi): -1,264.2 -278.6 -1,748.9 -960.6
Max. Shell Axial Stress (psi): 0.0 0.0 0.0 0.0
Max. Shell VM Stress (psi): 21,914.0 4,856.1 30,277.0 8,593.1
Ave. Shell VM Stress (psi): 16,307.0 3,558.2 22,538.2 4,351.3
Stress Concentration Factor (VMmax/VMave) 1.3 1.4 1.3 2.0
Max. Insert Hoop Stress (psi): -24,361.0 -5,482.6 -33,630.0 -18,714.0
Max. Insert Radial Stress (psi): -4,251.5 -911.2 -5,863.2 -3,426.4
Max. Insert Axial Stress (psi): 0.0 0.0 0.0 0.0
Max. Insert VM Stress (psi): 24,837.0 5,533.5 34,297.0 18,894.0
Ave. Insert VM Stress (psi): 3,721.7 818.8 5,136.2 2,866.7
Stress Concentration Factor (VMmax/VMave) 6.7 6.8 6.7 6.6
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 1.062 8.306 0.279 4.262
Shell MSult (>0 Pass): 1.512 10.334 0.558 5.409
Insert MSyld (>0 Pass): -0.020 3.400 -0.311 0.289
Insert MSult (>0 Pass): -0.020 3.400 -0.318 0.289
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -4.2 -4.3 -3.2 -5.6
Shell Y-Deformation (mil): 8.1 -1.7 13.9 4.3
Out of Round Dimension (mil): -24.8 -5.3 -34.2 -19.8
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 36,323 7,936 50,159 27,683
Holding Torque (in-lb): 142,569 31,150 196,872 108,655
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
Material Margin of Safety Summary:
2D E-Chassis
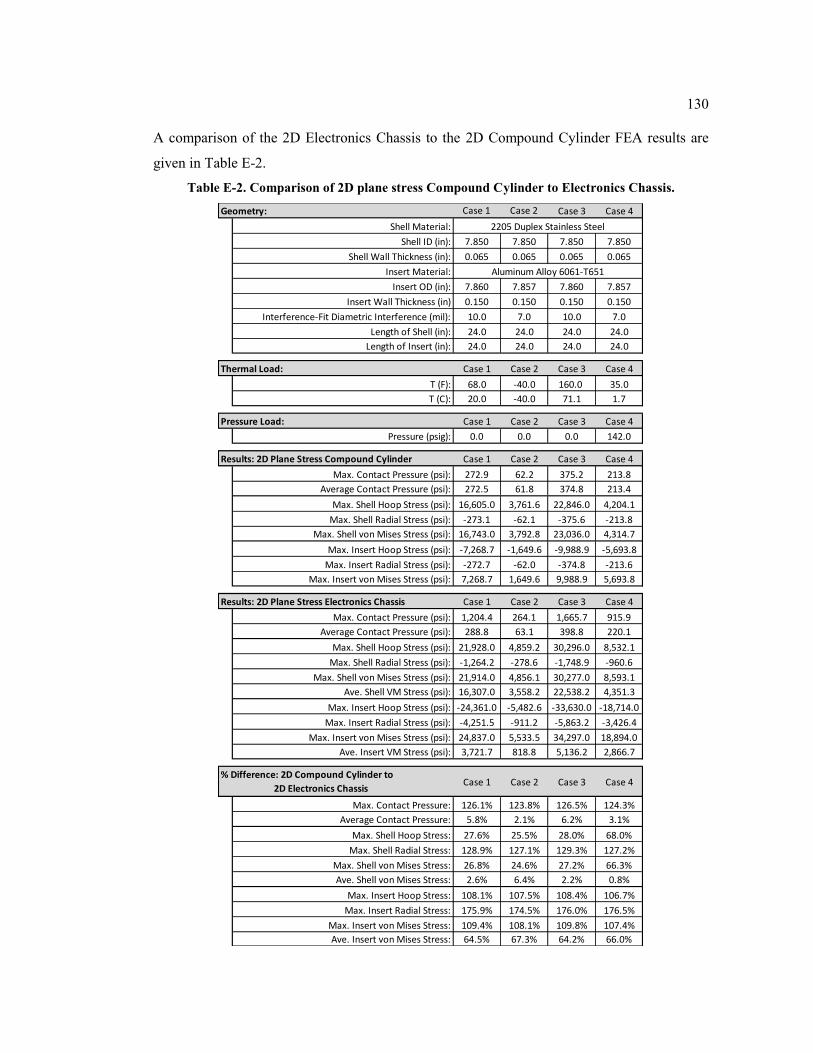
130
A comparison of the 2D Electronics Chassis to the 2D Compound Cylinder FEA results are
given in Table E-2.
Table E-2. Comparison of 2D plane stress Compound Cylinder to Electronics Chassis.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 2D Plane Stress Compound Cylinder Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 272.9 62.2 375.2 213.8
Average Contact Pressure (psi): 272.5 61.8 374.8 213.4
Max. Shell Hoop Stress (psi): 16,605.0 3,761.6 22,846.0 4,204.1
Max. Shell Radial Stress (psi): -273.1 -62.1 -375.6 -213.8
Max. Shell von Mises Stress (psi): 16,743.0 3,792.8 23,036.0 4,314.7
Max. Insert Hoop Stress (psi): -7,268.7 -1,649.6 -9,988.9 -5,693.8
Max. Insert Radial Stress (psi): -272.7 -62.0 -374.8 -213.6
Max. Insert von Mises Stress (psi): 7,268.7 1,649.6 9,988.9 5,693.8
Results: 2D Plane Stress Electronics Chassis Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,204.4 264.1 1,665.7 915.9
Average Contact Pressure (psi): 288.8 63.1 398.8 220.1
Max. Shell Hoop Stress (psi): 21,928.0 4,859.2 30,296.0 8,532.1
Max. Shell Radial Stress (psi): -1,264.2 -278.6 -1,748.9 -960.6
Max. Shell von Mises Stress (psi): 21,914.0 4,856.1 30,277.0 8,593.1
Ave. Shell VM Stress (psi): 16,307.0 3,558.2 22,538.2 4,351.3
Max. Insert Hoop Stress (psi): -24,361.0 -5,482.6 -33,630.0 -18,714.0
Max. Insert Radial Stress (psi): -4,251.5 -911.2 -5,863.2 -3,426.4
Max. Insert von Mises Stress (psi): 24,837.0 5,533.5 34,297.0 18,894.0
Ave. Insert VM Stress (psi): 3,721.7 818.8 5,136.2 2,866.7
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 126.1% 123.8% 126.5% 124.3%
Average Contact Pressure: 5.8% 2.1% 6.2% 3.1%
Max. Shell Hoop Stress: 27.6% 25.5% 28.0% 68.0%
Max. Shell Radial Stress: 128.9% 127.1% 129.3% 127.2%
Max. Shell von Mises Stress: 26.8% 24.6% 27.2% 66.3%
Ave. Shell von Mises Stress: 2.6% 6.4% 2.2% 0.8%
Max. Insert Hoop Stress: 108.1% 107.5% 108.4% 106.7%
Max. Insert Radial Stress: 175.9% 174.5% 176.0% 176.5%
Max. Insert von Mises Stress: 109.4% 108.1% 109.8% 107.4%
Ave. Insert von Mises Stress: 64.5% 67.3% 64.2% 66.0%
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
% Difference: 2D Compound Cylinder to
2D Electronics Chassis
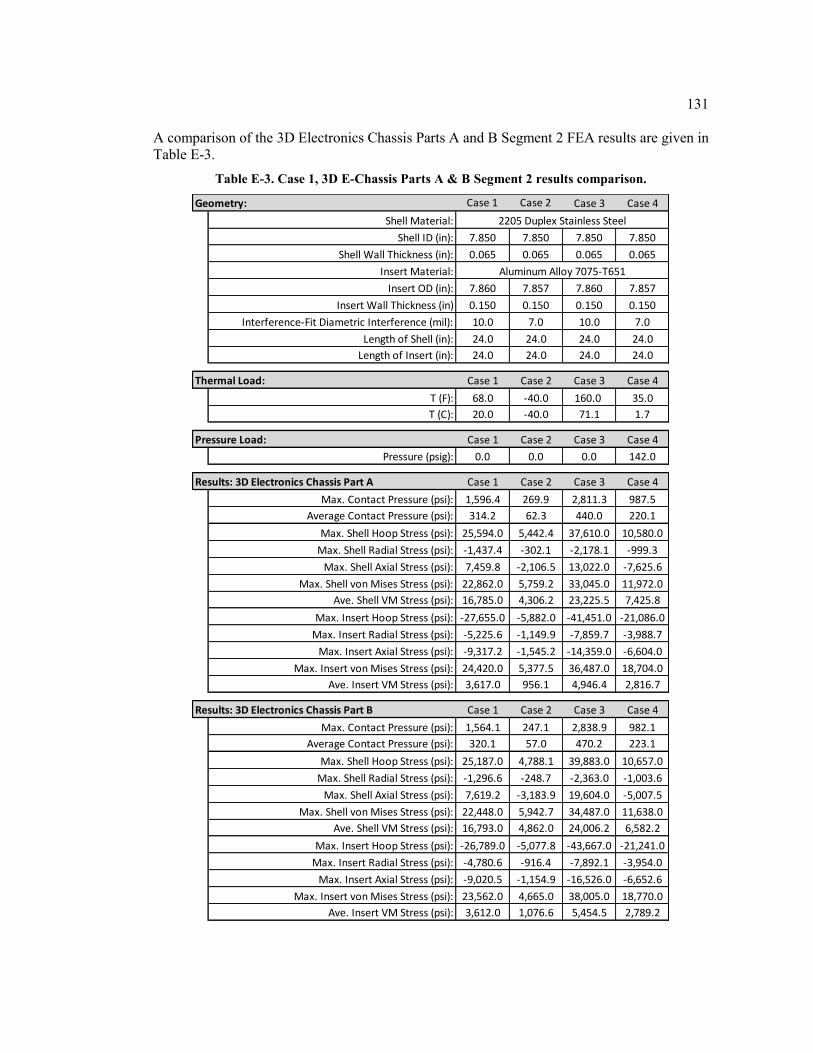
131
A comparison of the 3D Electronics Chassis Parts A and B Segment 2 FEA results are given in
Table E-3.
Table E-3. Case 1, 3D E-Chassis Parts A & B Segment 2 results comparison.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part A Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,596.4 269.9 2,811.3 987.5
Average Contact Pressure (psi): 314.2 62.3 440.0 220.1
Max. Shell Hoop Stress (psi): 25,594.0 5,442.4 37,610.0 10,580.0
Max. Shell Radial Stress (psi): -1,437.4 -302.1 -2,178.1 -999.3
Max. Shell Axial Stress (psi): 7,459.8 -2,106.5 13,022.0 -7,625.6
Max. Shell von Mises Stress (psi): 22,862.0 5,759.2 33,045.0 11,972.0
Ave. Shell VM Stress (psi): 16,785.0 4,306.2 23,225.5 7,425.8
Max. Insert Hoop Stress (psi): -27,655.0 -5,882.0 -41,451.0 -21,086.0
Max. Insert Radial Stress (psi): -5,225.6 -1,149.9 -7,859.7 -3,988.7
Max. Insert Axial Stress (psi): -9,317.2 -1,545.2 -14,359.0 -6,604.0
Max. Insert von Mises Stress (psi): 24,420.0 5,377.5 36,487.0 18,704.0
Ave. Insert VM Stress (psi): 3,617.0 956.1 4,946.4 2,816.7
Results: 3D Electronics Chassis Part B Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,564.1 247.1 2,838.9 982.1
Average Contact Pressure (psi): 320.1 57.0 470.2 223.1
Max. Shell Hoop Stress (psi): 25,187.0 4,788.1 39,883.0 10,657.0
Max. Shell Radial Stress (psi): -1,296.6 -248.7 -2,363.0 -1,003.6
Max. Shell Axial Stress (psi): 7,619.2 -3,183.9 19,604.0 -5,007.5
Max. Shell von Mises Stress (psi): 22,448.0 5,942.7 34,487.0 11,638.0
Ave. Shell VM Stress (psi): 16,793.0 4,862.0 24,006.2 6,582.2
Max. Insert Hoop Stress (psi): -26,789.0 -5,077.8 -43,667.0 -21,241.0
Max. Insert Radial Stress (psi): -4,780.6 -916.4 -7,892.1 -3,954.0
Max. Insert Axial Stress (psi): -9,020.5 -1,154.9 -16,526.0 -6,652.6
Max. Insert von Mises Stress (psi): 23,562.0 4,665.0 38,005.0 18,770.0
Ave. Insert VM Stress (psi): 3,612.0 1,076.6 5,454.5 2,789.2
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
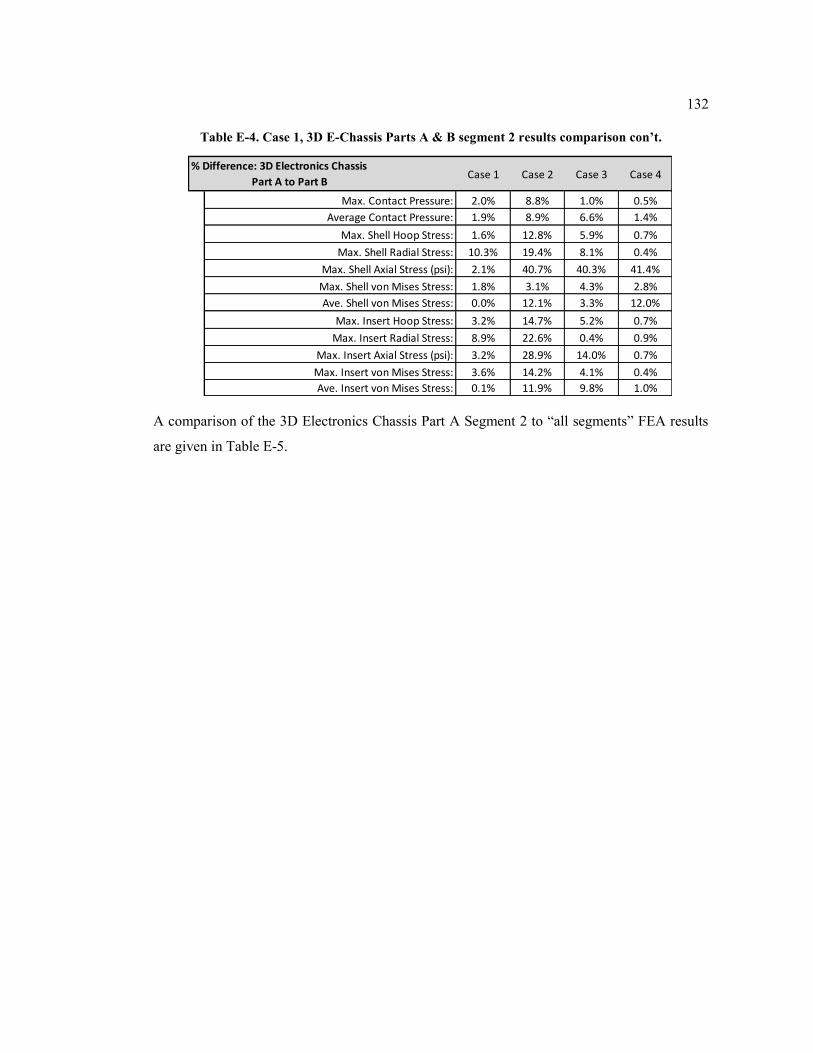
132
Table E-4. Case 1, 3D E-Chassis Parts A & B segment 2 results comparison con’t.
A comparison of the 3D Electronics Chassis Part A Segment 2 to “all segments” FEA results
are given in Table E-5.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part A Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,596.4 269.9 2,811.3 987.5
Average Contact Pressure (psi): 314.2 62.3 440.0 220.1
Max. Shell Hoop Stress (psi): 25,594.0 5,442.4 37,610.0 10,580.0
Max. Shell Radial Stress (psi): -1,437.4 -302.1 -2,178.1 -999.3
Max. Shell Axial Stress (psi): 7,459.8 -2,106.5 13,022.0 -7,625.6
Max. Shell von Mises Stress (psi): 22,862.0 5,759.2 33,045.0 11,972.0
Ave. Shell VM Stress (psi): 16,785.0 4,306.2 23,225.5 7,425.8
Max. Insert Hoop Stress (psi): -27,655.0 -5,882.0 -41,451.0 -21,086.0
Max. Insert Radial Stress (psi): -5,225.6 -1,149.9 -7,859.7 -3,988.7
Max. Insert Axial Stress (psi): -9,317.2 -1,545.2 -14,359.0 -6,604.0
Max. Insert von Mises Stress (psi): 24,420.0 5,377.5 36,487.0 18,704.0
Ave. Insert VM Stress (psi): 3,617.0 956.1 4,946.4 2,816.7
Results: 3D Electronics Chassis Part B Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,564.1 247.1 2,838.9 982.1
Average Contact Pressure (psi): 320.1 57.0 470.2 223.1
Max. Shell Hoop Stress (psi): 25,187.0 4,788.1 39,883.0 10,657.0
Max. Shell Radial Stress (psi): -1,296.6 -248.7 -2,363.0 -1,003.6
Max. Shell Axial Stress (psi): 7,619.2 -3,183.9 19,604.0 -5,007.5
Max. Shell von Mises Stress (psi): 22,448.0 5,942.7 34,487.0 11,638.0
Ave. Shell VM Stress (psi): 16,793.0 4,862.0 24,006.2 6,582.2
Max. Insert Hoop Stress (psi): -26,789.0 -5,077.8 -43,667.0 -21,241.0
Max. Insert Radial Stress (psi): -4,780.6 -916.4 -7,892.1 -3,954.0
Max. Insert Axial Stress (psi): -9,020.5 -1,154.9 -16,526.0 -6,652.6
Max. Insert von Mises Stress (psi): 23,562.0 4,665.0 38,005.0 18,770.0
Ave. Insert VM Stress (psi): 3,612.0 1,076.6 5,454.5 2,789.2
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 2.0% 8.8% 1.0% 0.5%
Average Contact Pressure: 1.9% 8.9% 6.6% 1.4%
Max. Shell Hoop Stress: 1.6% 12.8% 5.9% 0.7%
Max. Shell Radial Stress: 10.3% 19.4% 8.1% 0.4%
Max. Shell Axial Stress (psi): 2.1% 40.7% 40.3% 41.4%
Max. Shell von Mises Stress: 1.8% 3.1% 4.3% 2.8%
Ave. Shell von Mises Stress: 0.0% 12.1% 3.3% 12.0%
Max. Insert Hoop Stress: 3.2% 14.7% 5.2% 0.7%
Max. Insert Radial Stress: 8.9% 22.6% 0.4% 0.9%
Max. Insert Axial Stress (psi): 3.2% 28.9% 14.0% 0.7%
Max. Insert von Mises Stress: 3.6% 14.2% 4.1% 0.4%
Ave. Insert von Mises Stress: 0.1% 11.9% 9.8% 1.0%
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
% Difference: 3D Electronics Chassis
Part A to Part B
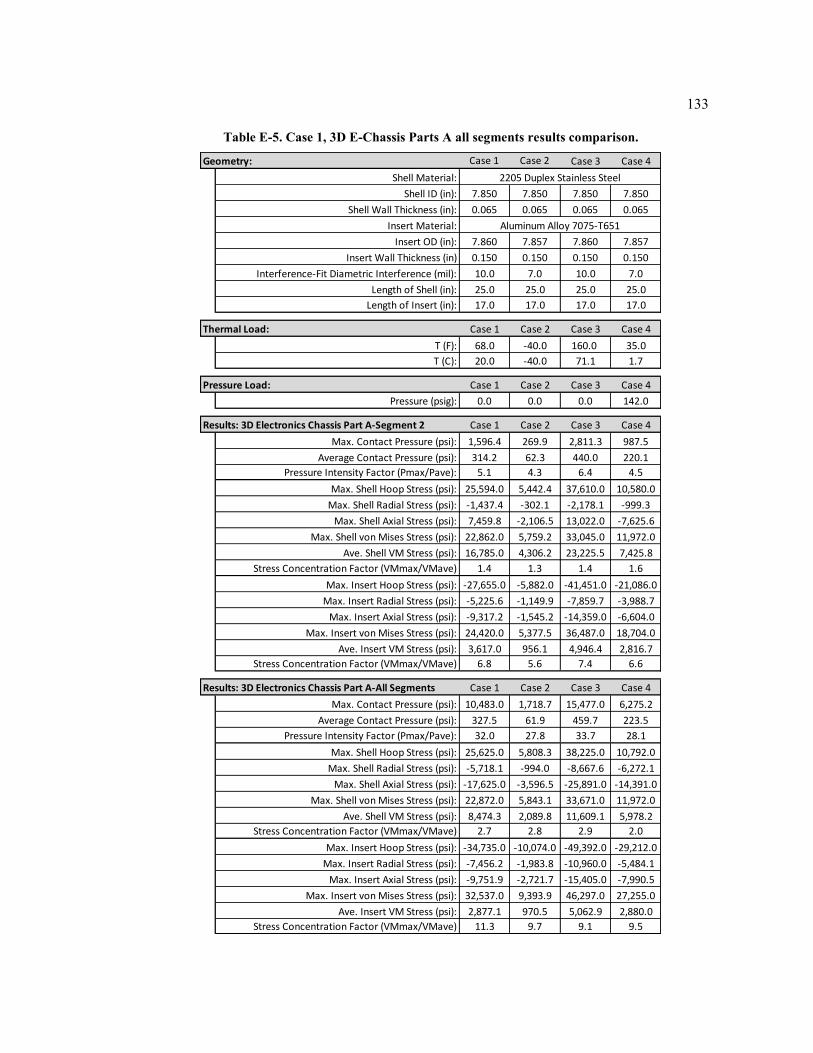
133
Table E-5. Case 1, 3D E-Chassis Parts A all segments results comparison.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part A-Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,596.4 269.9 2,811.3 987.5
Average Contact Pressure (psi): 314.2 62.3 440.0 220.1
Pressure Intensity Factor (Pmax/Pave): 5.1 4.3 6.4 4.5
Max. Shell Hoop Stress (psi): 25,594.0 5,442.4 37,610.0 10,580.0
Max. Shell Radial Stress (psi): -1,437.4 -302.1 -2,178.1 -999.3
Max. Shell Axial Stress (psi): 7,459.8 -2,106.5 13,022.0 -7,625.6
Max. Shell von Mises Stress (psi): 22,862.0 5,759.2 33,045.0 11,972.0
Ave. Shell VM Stress (psi): 16,785.0 4,306.2 23,225.5 7,425.8
Stress Concentration Factor (VMmax/VMave) 1.4 1.3 1.4 1.6
Max. Insert Hoop Stress (psi): -27,655.0 -5,882.0 -41,451.0 -21,086.0
Max. Insert Radial Stress (psi): -5,225.6 -1,149.9 -7,859.7 -3,988.7
Max. Insert Axial Stress (psi): -9,317.2 -1,545.2 -14,359.0 -6,604.0
Max. Insert von Mises Stress (psi): 24,420.0 5,377.5 36,487.0 18,704.0
Ave. Insert VM Stress (psi): 3,617.0 956.1 4,946.4 2,816.7
Stress Concentration Factor (VMmax/VMave) 6.8 5.6 7.4 6.6
Results: 3D Electronics Chassis Part A-All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 10,483.0 1,718.7 15,477.0 6,275.2
Average Contact Pressure (psi): 327.5 61.9 459.7 223.5
Pressure Intensity Factor (Pmax/Pave): 32.0 27.8 33.7 28.1
Max. Shell Hoop Stress (psi): 25,625.0 5,808.3 38,225.0 10,792.0
Max. Shell Radial Stress (psi): -5,718.1 -994.0 -8,667.6 -6,272.1
Max. Shell Axial Stress (psi): -17,625.0 -3,596.5 -25,891.0 -14,391.0
Max. Shell von Mises Stress (psi): 22,872.0 5,843.1 33,671.0 11,972.0
Ave. Shell VM Stress (psi): 8,474.3 2,089.8 11,609.1 5,978.2
Stress Concentration Factor (VMmax/VMave) 2.7 2.8 2.9 2.0
Max. Insert Hoop Stress (psi): -34,735.0 -10,074.0 -49,392.0 -29,212.0
Max. Insert Radial Stress (psi): -7,456.2 -1,983.8 -10,960.0 -5,484.1
Max. Insert Axial Stress (psi): -9,751.9 -2,721.7 -15,405.0 -7,990.5
Max. Insert von Mises Stress (psi): 32,537.0 9,393.9 46,297.0 27,255.0
Ave. Insert VM Stress (psi): 2,877.1 970.5 5,062.9 2,880.0
Stress Concentration Factor (VMmax/VMave) 11.3 9.7 9.1 9.5
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
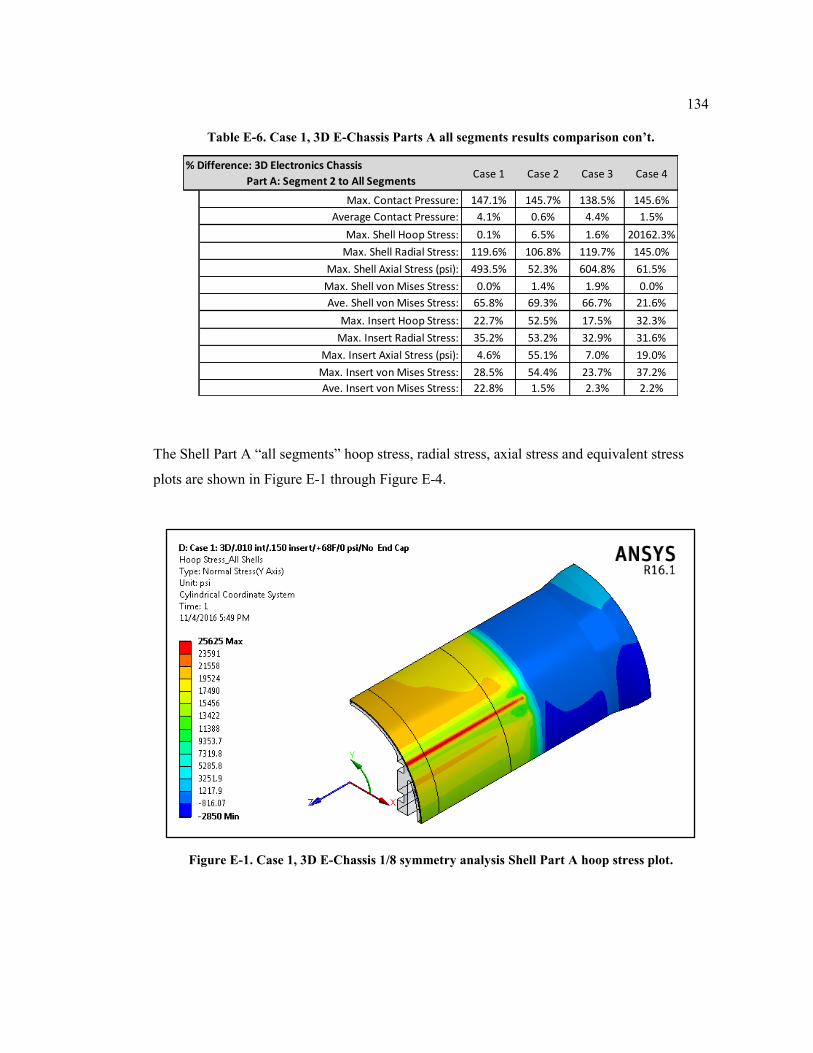
134
Table E-6. Case 1, 3D E-Chassis Parts A all segments results comparison con’t.
The Shell Part A “all segments” hoop stress, radial stress, axial stress and equivalent stress
plots are shown in Figure E-1 through Figure E-4.
Figure E-1. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A hoop stress plot.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part A-Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,596.4 269.9 2,811.3 987.5
Average Contact Pressure (psi): 314.2 62.3 440.0 220.1
Pressure Intensity Factor (Pmax/Pave): 5.1 4.3 6.4 4.5
Max. Shell Hoop Stress (psi): 25,594.0 5,442.4 37,610.0 10,580.0
Max. Shell Radial Stress (psi): -1,437.4 -302.1 -2,178.1 -999.3
Max. Shell Axial Stress (psi): 7,459.8 -2,106.5 13,022.0 -7,625.6
Max. Shell von Mises Stress (psi): 22,862.0 5,759.2 33,045.0 11,972.0
Ave. Shell VM Stress (psi): 16,785.0 4,306.2 23,225.5 7,425.8
Stress Concentration Factor (VMmax/VMave) 1.4 1.3 1.4 1.6
Max. Insert Hoop Stress (psi): -27,655.0 -5,882.0 -41,451.0 -21,086.0
Max. Insert Radial Stress (psi): -5,225.6 -1,149.9 -7,859.7 -3,988.7
Max. Insert Axial Stress (psi): -9,317.2 -1,545.2 -14,359.0 -6,604.0
Max. Insert von Mises Stress (psi): 24,420.0 5,377.5 36,487.0 18,704.0
Ave. Insert VM Stress (psi): 3,617.0 956.1 4,946.4 2,816.7
Stress Concentration Factor (VMmax/VMave) 6.8 5.6 7.4 6.6
Results: 3D Electronics Chassis Part A-All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 10,483.0 1,718.7 15,477.0 6,275.2
Average Contact Pressure (psi): 327.5 61.9 459.7 223.5
Pressure Intensity Factor (Pmax/Pave): 32.0 27.8 33.7 28.1
Max. Shell Hoop Stress (psi): 25,625.0 5,808.3 38,225.0 -10,792.0
Max. Shell Radial Stress (psi): -5,718.1 -994.0 -8,667.6 -6,272.1
Max. Shell Axial Stress (psi): -17,625.0 -3,596.5 -25,891.0 -14,391.0
Max. Shell von Mises Stress (psi): 22,872.0 5,843.1 33,671.0 11,972.0
Ave. Shell VM Stress (psi): 8,474.3 2,089.8 11,609.1 5,978.2
Stress Concentration Factor (VMmax/VMave) 2.7 2.8 2.9 2.0
Max. Insert Hoop Stress (psi): -34,735.0 -10,074.0 -49,392.0 -29,212.0
Max. Insert Radial Stress (psi): -7,456.2 -1,983.8 -10,960.0 -5,484.1
Max. Insert Axial Stress (psi): -9,751.9 -2,721.7 -15,405.0 -7,990.5
Max. Insert von Mises Stress (psi): 32,537.0 9,393.9 46,297.0 27,255.0
Ave. Insert VM Stress (psi): 2,877.1 970.5 5,062.9 2,880.0
Stress Concentration Factor (VMmax/VMave) 11.3 9.7 9.1 9.5
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 147.1% 145.7% 138.5% 145.6%
Average Contact Pressure: 4.1% 0.6% 4.4% 1.5%
Max. Shell Hoop Stress: 0.1% 6.5% 1.6% 20162.3%
Max. Shell Radial Stress: 119.6% 106.8% 119.7% 145.0%
Max. Shell Axial Stress (psi): 493.5% 52.3% 604.8% 61.5%
Max. Shell von Mises Stress: 0.0% 1.4% 1.9% 0.0%
Ave. Shell von Mises Stress: 65.8% 69.3% 66.7% 21.6%
Max. Insert Hoop Stress: 22.7% 52.5% 17.5% 32.3%
Max. Insert Radial Stress: 35.2% 53.2% 32.9% 31.6%
Max. Insert Axial Stress (psi): 4.6% 55.1% 7.0% 19.0%
Max. Insert von Mises Stress: 28.5% 54.4% 23.7% 37.2%
Ave. Insert von Mises Stress: 22.8% 1.5% 2.3% 2.2%
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
% Difference: 3D Electronics Chassis
Part A: Segment 2 to All Segments
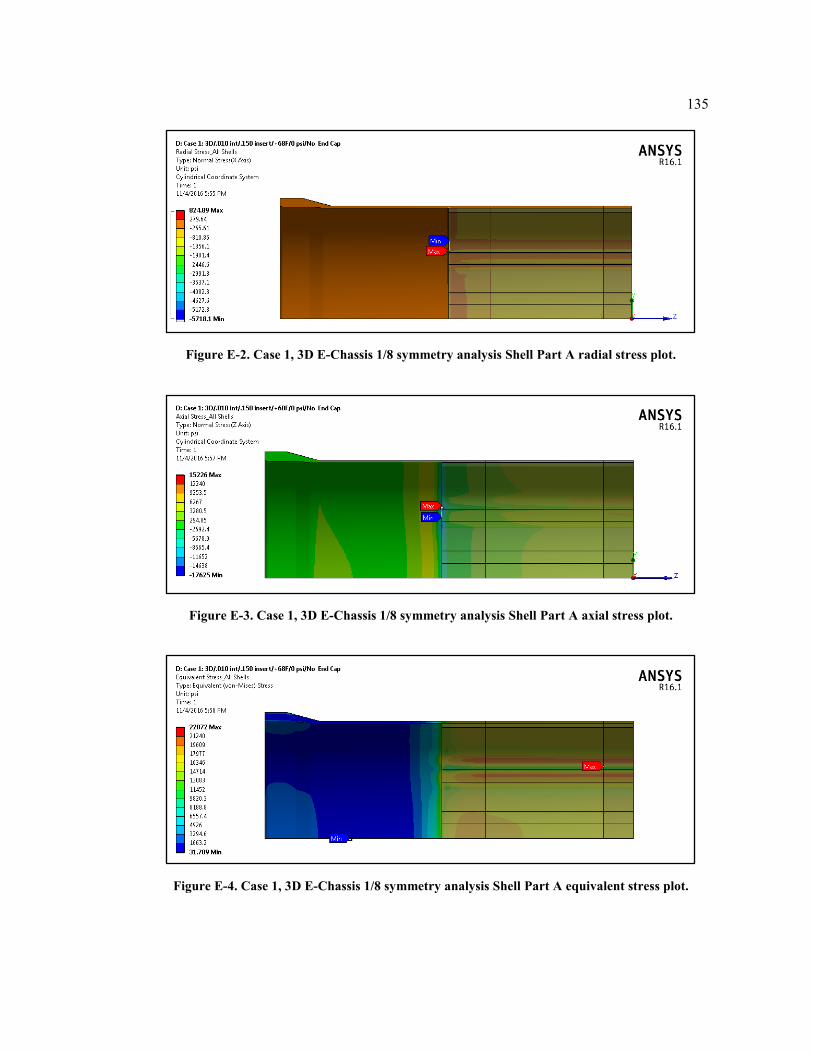
135
Figure E-2. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A radial stress plot.
Figure E-3. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A axial stress plot.
Figure E-4. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part A equivalent stress plot.
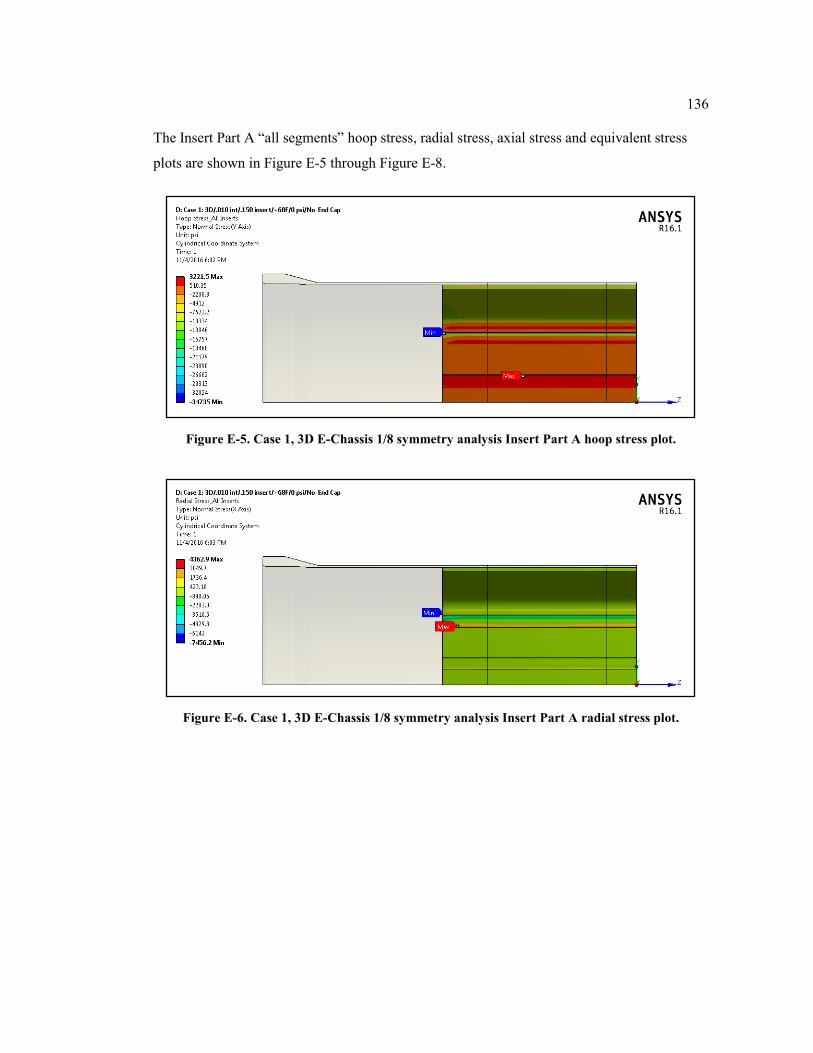
136
The Insert Part A “all segments” hoop stress, radial stress, axial stress and equivalent stress
plots are shown in Figure E-5 through Figure E-8.
Figure E-5. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part A hoop stress plot.
Figure E-6. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part A radial stress plot.
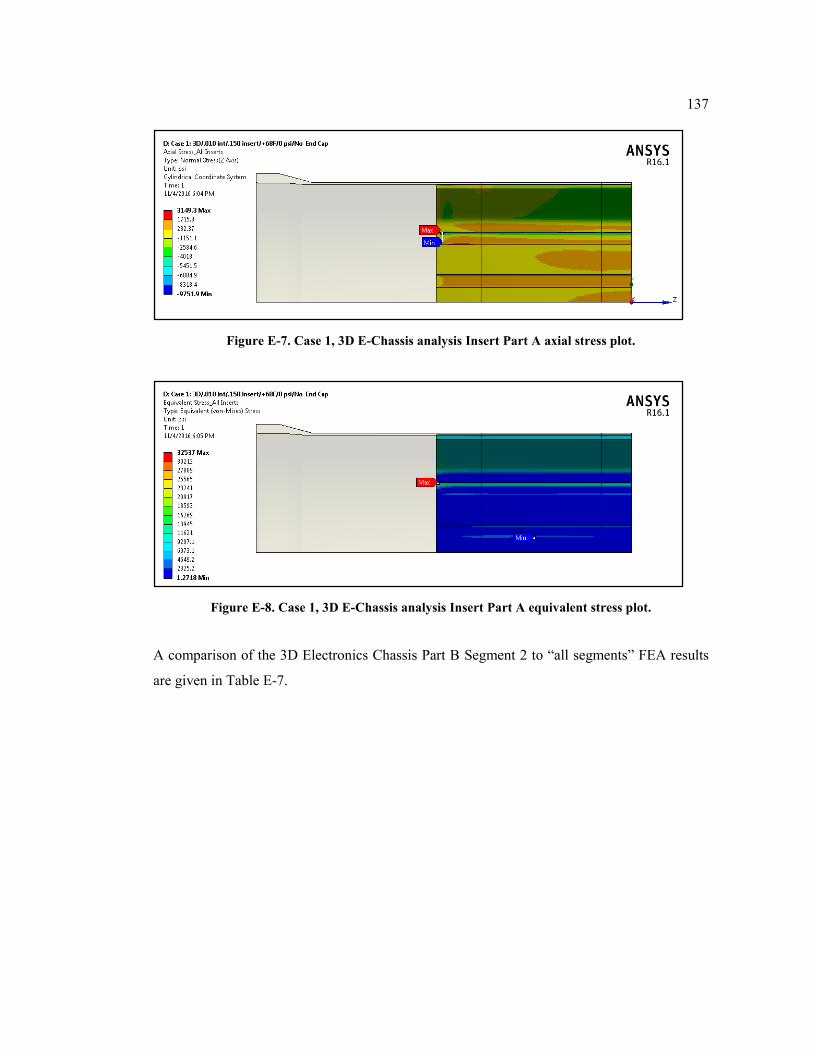
137
Figure E-7. Case 1, 3D E-Chassis analysis Insert Part A axial stress plot.
Figure E-8. Case 1, 3D E-Chassis analysis Insert Part A equivalent stress plot.
A comparison of the 3D Electronics Chassis Part B Segment 2 to “all segments” FEA results
are given in Table E-7.
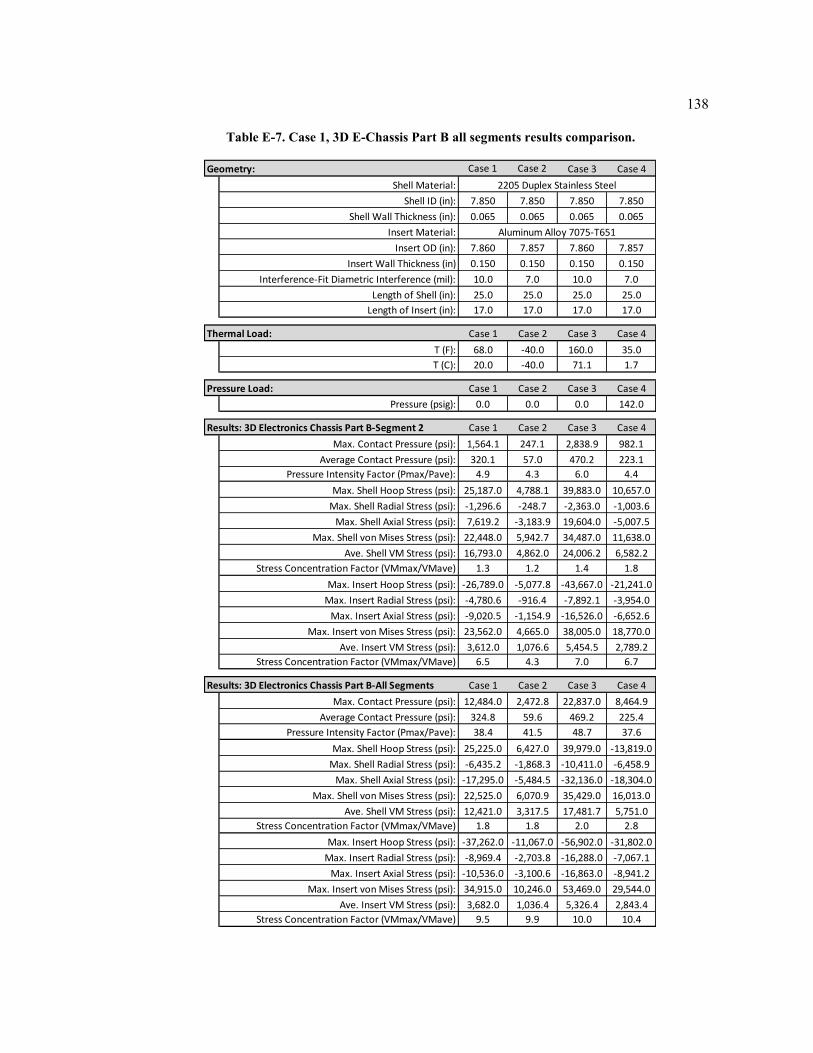
138
Table E-7. Case 1, 3D E-Chassis Part B all segments results comparison.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part B-Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,564.1 247.1 2,838.9 982.1
Average Contact Pressure (psi): 320.1 57.0 470.2 223.1
Pressure Intensity Factor (Pmax/Pave): 4.9 4.3 6.0 4.4
Max. Shell Hoop Stress (psi): 25,187.0 4,788.1 39,883.0 10,657.0
Max. Shell Radial Stress (psi): -1,296.6 -248.7 -2,363.0 -1,003.6
Max. Shell Axial Stress (psi): 7,619.2 -3,183.9 19,604.0 -5,007.5
Max. Shell von Mises Stress (psi): 22,448.0 5,942.7 34,487.0 11,638.0
Ave. Shell VM Stress (psi): 16,793.0 4,862.0 24,006.2 6,582.2
Stress Concentration Factor (VMmax/VMave) 1.3 1.2 1.4 1.8
Max. Insert Hoop Stress (psi): -26,789.0 -5,077.8 -43,667.0 -21,241.0
Max. Insert Radial Stress (psi): -4,780.6 -916.4 -7,892.1 -3,954.0
Max. Insert Axial Stress (psi): -9,020.5 -1,154.9 -16,526.0 -6,652.6
Max. Insert von Mises Stress (psi): 23,562.0 4,665.0 38,005.0 18,770.0
Ave. Insert VM Stress (psi): 3,612.0 1,076.6 5,454.5 2,789.2
Stress Concentration Factor (VMmax/VMave) 6.5 4.3 7.0 6.7
Results: 3D Electronics Chassis Part B-All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 12,484.0 2,472.8 22,837.0 8,464.9
Average Contact Pressure (psi): 324.8 59.6 469.2 225.4
Pressure Intensity Factor (Pmax/Pave): 38.4 41.5 48.7 37.6
Max. Shell Hoop Stress (psi): 25,225.0 6,427.0 39,979.0 -13,819.0
Max. Shell Radial Stress (psi): -6,435.2 -1,868.3 -10,411.0 -6,458.9
Max. Shell Axial Stress (psi): -17,295.0 -5,484.5 -32,136.0 -18,304.0
Max. Shell von Mises Stress (psi): 22,525.0 6,070.9 35,429.0 16,013.0
Ave. Shell VM Stress (psi): 12,421.0 3,317.5 17,481.7 5,751.0
Stress Concentration Factor (VMmax/VMave) 1.8 1.8 2.0 2.8
Max. Insert Hoop Stress (psi): -37,262.0 -11,067.0 -56,902.0 -31,802.0
Max. Insert Radial Stress (psi): -8,969.4 -2,703.8 -16,288.0 -7,067.1
Max. Insert Axial Stress (psi): -10,536.0 -3,100.6 -16,863.0 -8,941.2
Max. Insert von Mises Stress (psi): 34,915.0 10,246.0 53,469.0 29,544.0
Ave. Insert VM Stress (psi): 3,682.0 1,036.4 5,326.4 2,843.4
Stress Concentration Factor (VMmax/VMave) 9.5 9.9 10.0 10.4
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
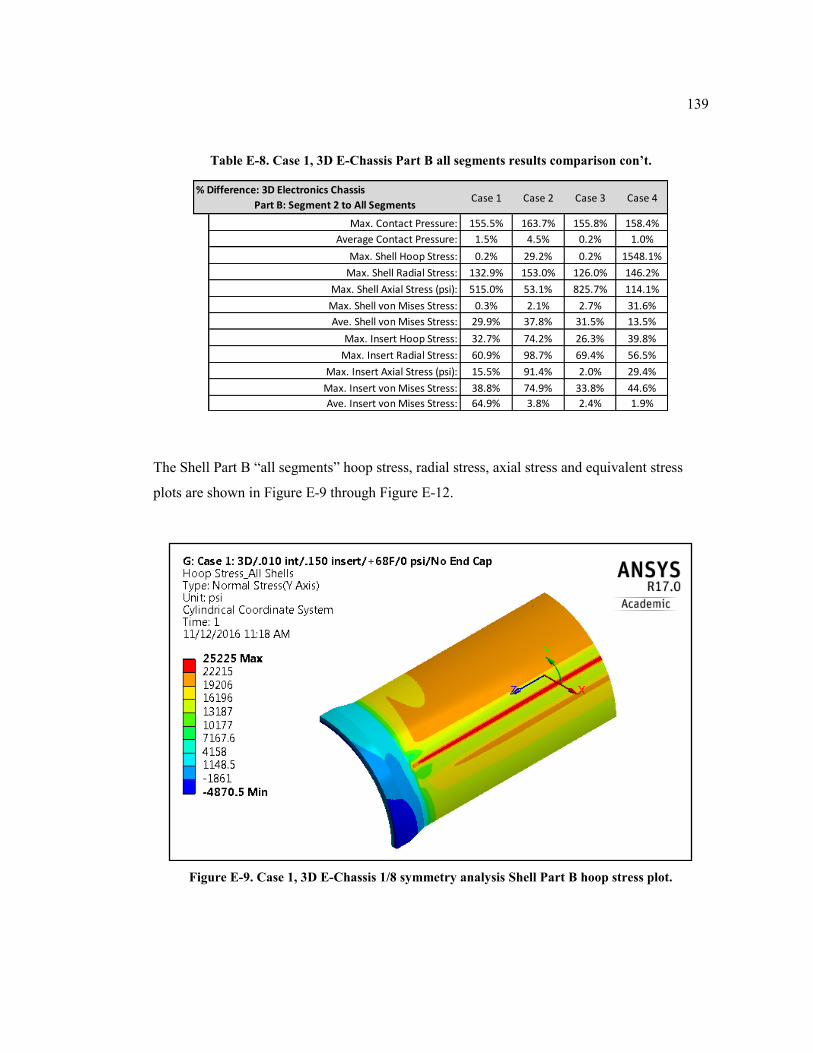
139
Table E-8. Case 1, 3D E-Chassis Part B all segments results comparison con’t.
The Shell Part B “all segments” hoop stress, radial stress, axial stress and equivalent stress
plots are shown in Figure E-9 through Figure E-12.
Figure E-9. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B hoop stress plot.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.860 7.857 7.860 7.857
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 24.0 24.0 24.0 24.0
Length of Insert (in): 24.0 24.0 24.0 24.0
Thermal Load: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Load: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: 3D Electronics Chassis Part B-Segment 2 Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 1,564.1 247.1 2,838.9 982.1
Average Contact Pressure (psi): 320.1 57.0 470.2 223.1
Pressure Intensity Factor (Pmax/Pave): 4.9 4.3 6.0 4.4
Max. Shell Hoop Stress (psi): 25,187.0 4,788.1 39,883.0 10,657.0
Max. Shell Radial Stress (psi): -1,296.6 -248.7 -2,363.0 -1,003.6
Max. Shell Axial Stress (psi): 7,619.2 -3,183.9 19,604.0 -5,007.5
Max. Shell von Mises Stress (psi): 22,448.0 5,942.7 34,487.0 11,638.0
Ave. Shell VM Stress (psi): 16,793.0 4,862.0 24,006.2 6,582.2
Stress Concentration Factor (VMmax/VMave) 1.3 1.2 1.4 1.8
Max. Insert Hoop Stress (psi): -26,789.0 -5,077.8 -43,667.0 -21,241.0
Max. Insert Radial Stress (psi): -4,780.6 -916.4 -7,892.1 -3,954.0
Max. Insert Axial Stress (psi): -9,020.5 -1,154.9 -16,526.0 -6,652.6
Max. Insert von Mises Stress (psi): 23,562.0 4,665.0 38,005.0 18,770.0
Ave. Insert VM Stress (psi): 3,612.0 1,076.6 5,454.5 2,789.2
Stress Concentration Factor (VMmax/VMave) 6.5 4.3 7.0 6.7
Results: 3D Electronics Chassis Part B-All Segments Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 12,484.0 2,472.8 22,837.0 8,464.9
Average Contact Pressure (psi): 324.8 59.6 469.2 225.4
Pressure Intensity Factor (Pmax/Pave): 38.4 41.5 48.7 37.6
Max. Shell Hoop Stress (psi): 25,225.0 6,427.0 39,979.0 -13,819.0
Max. Shell Radial Stress (psi): -6,435.2 -1,868.3 -10,411.0 -6,458.9
Max. Shell Axial Stress (psi): -17,295.0 -5,484.5 -32,136.0 -18,304.0
Max. Shell von Mises Stress (psi): 22,525.0 6,070.9 35,429.0 16,013.0
Ave. Shell VM Stress (psi): 12,421.0 3,317.5 17,481.7 5,751.0
Stress Concentration Factor (VMmax/VMave) 1.8 1.8 2.0 2.8
Max. Insert Hoop Stress (psi): -37,262.0 -11,067.0 -56,902.0 -31,802.0
Max. Insert Radial Stress (psi): -8,969.4 -2,703.8 -16,288.0 -7,067.1
Max. Insert Axial Stress (psi): -10,536.0 -3,100.6 -16,863.0 -8,941.2
Max. Insert von Mises Stress (psi): 34,915.0 10,246.0 53,469.0 29,544.0
Ave. Insert VM Stress (psi): 7,079.8 1,036.4 5,326.4 2,843.4
Stress Concentration Factor (VMmax/VMave) 4.9 9.9 10.0 10.4
Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure: 155.5% 163.7% 155.8% 158.4%
Average Contact Pressure: 1.5% 4.5% 0.2% 1.0%
Max. Shell Hoop Stress: 0.2% 29.2% 0.2% 1548.1%
Max. Shell Radial Stress: 132.9% 153.0% 126.0% 146.2%
Max. Shell Axial Stress (psi): 515.0% 53.1% 825.7% 114.1%
Max. Shell von Mises Stress: 0.3% 2.1% 2.7% 31.6%
Ave. Shell von Mises Stress: 29.9% 37.8% 31.5% 13.5%
Max. Insert Hoop Stress: 32.7% 74.2% 26.3% 39.8%
Max. Insert Radial Stress: 60.9% 98.7% 69.4% 56.5%
Max. Insert Axial Stress (psi): 15.5% 91.4% 2.0% 29.4%
Max. Insert von Mises Stress: 38.8% 74.9% 33.8% 44.6%
Ave. Insert von Mises Stress: 64.9% 3.8% 2.4% 1.9%
2205 Duplex Stainless Steel
Aluminum Alloy 6061-T651
% Difference: 3D Electronics Chassis
Part B: Segment 2 to All Segments
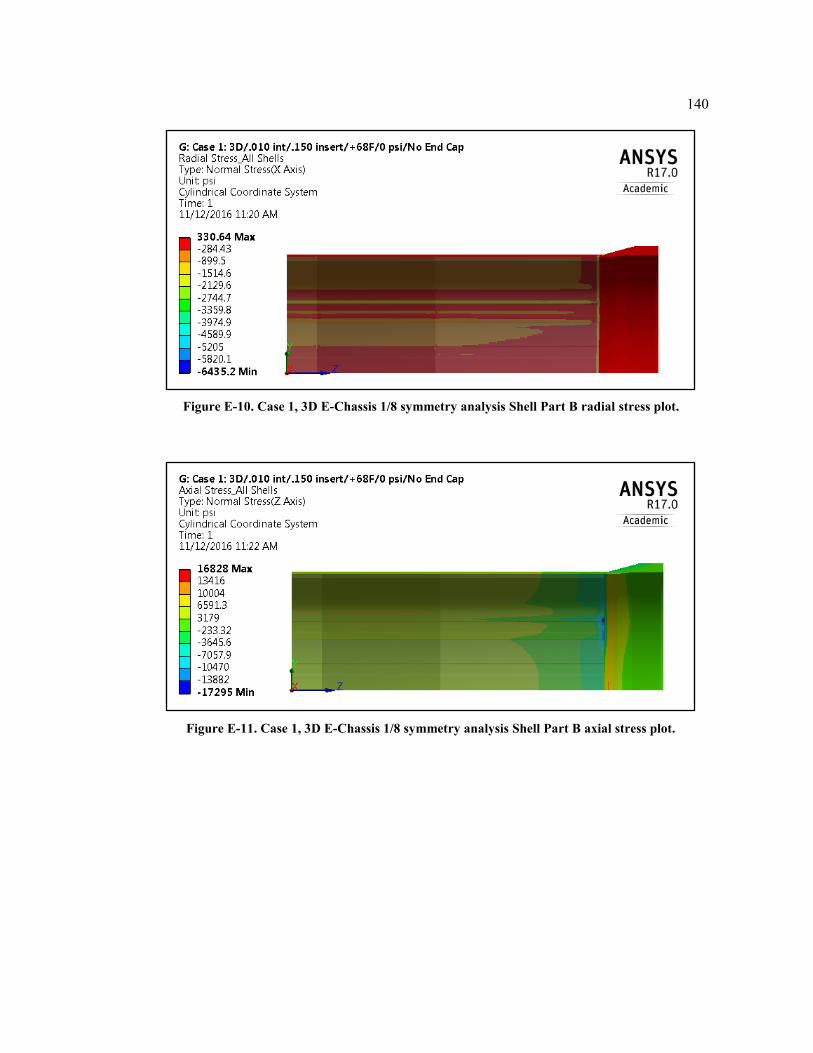
140
Figure E-10. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B radial stress plot.
Figure E-11. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B axial stress plot.
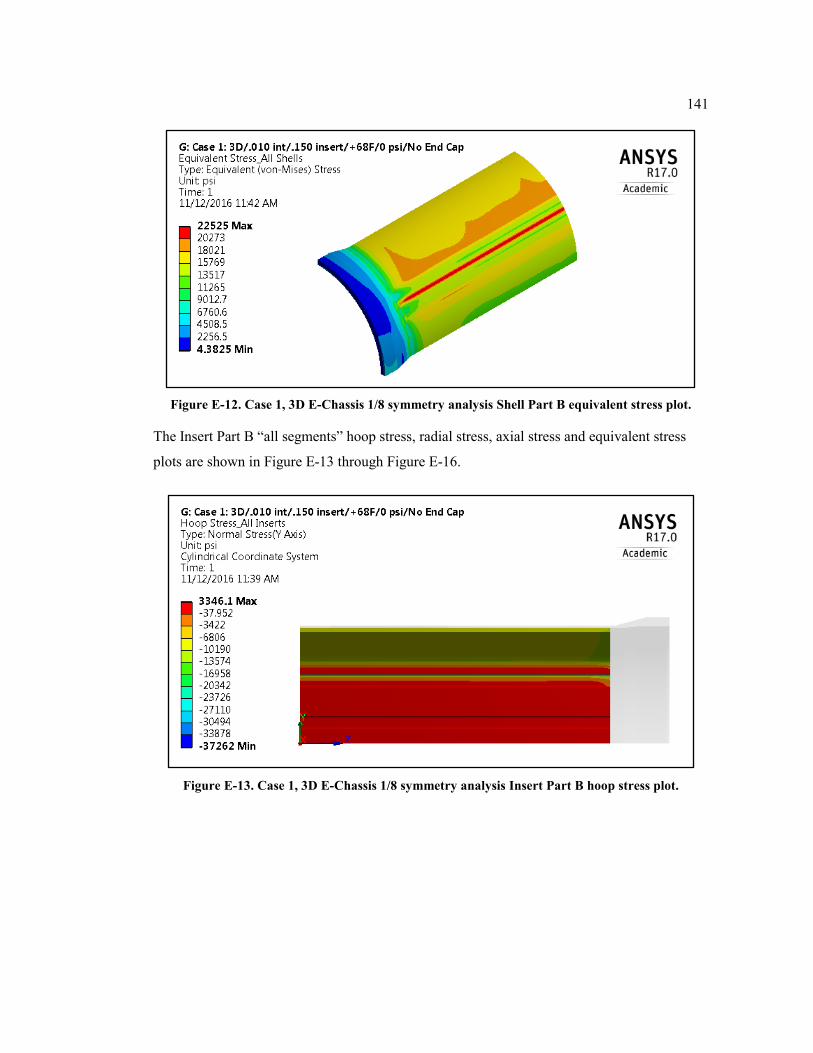
141
Figure E-12. Case 1, 3D E-Chassis 1/8 symmetry analysis Shell Part B equivalent stress plot.
The Insert Part B “all segments” hoop stress, radial stress, axial stress and equivalent stress
plots are shown in Figure E-13 through Figure E-16.
Figure E-13. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part B hoop stress plot.
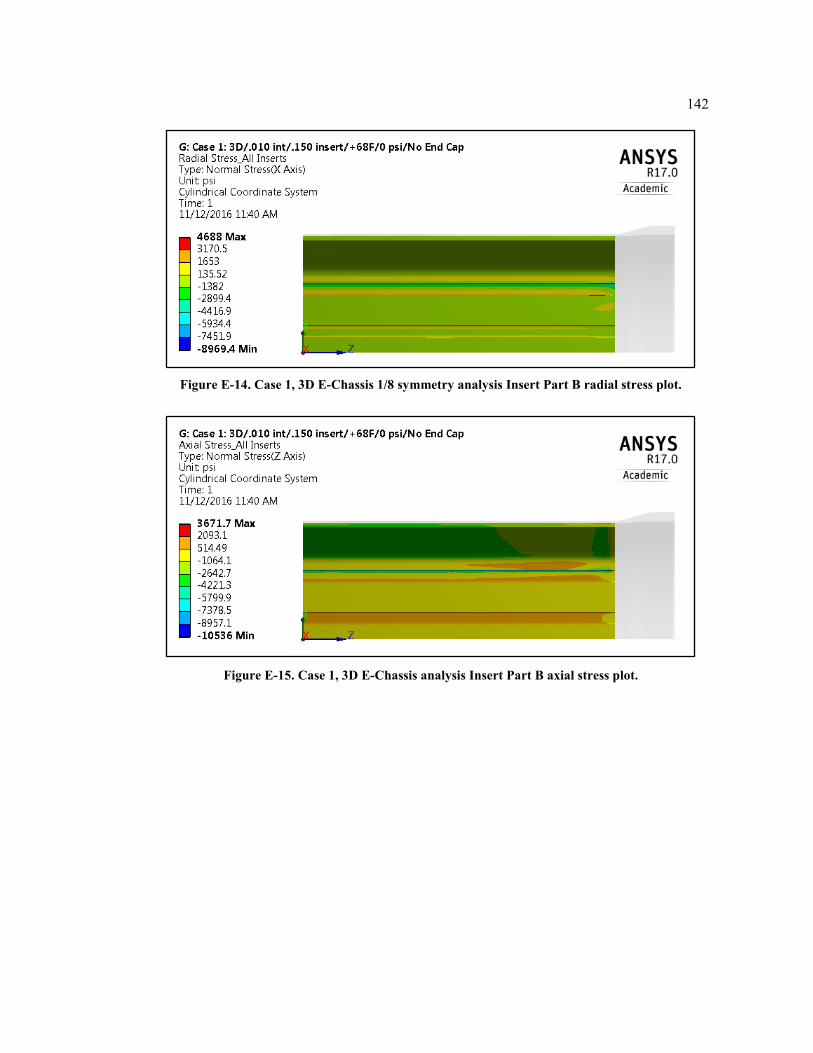
142
Figure E-14. Case 1, 3D E-Chassis 1/8 symmetry analysis Insert Part B radial stress plot.
Figure E-15. Case 1, 3D E-Chassis analysis Insert Part B axial stress plot.
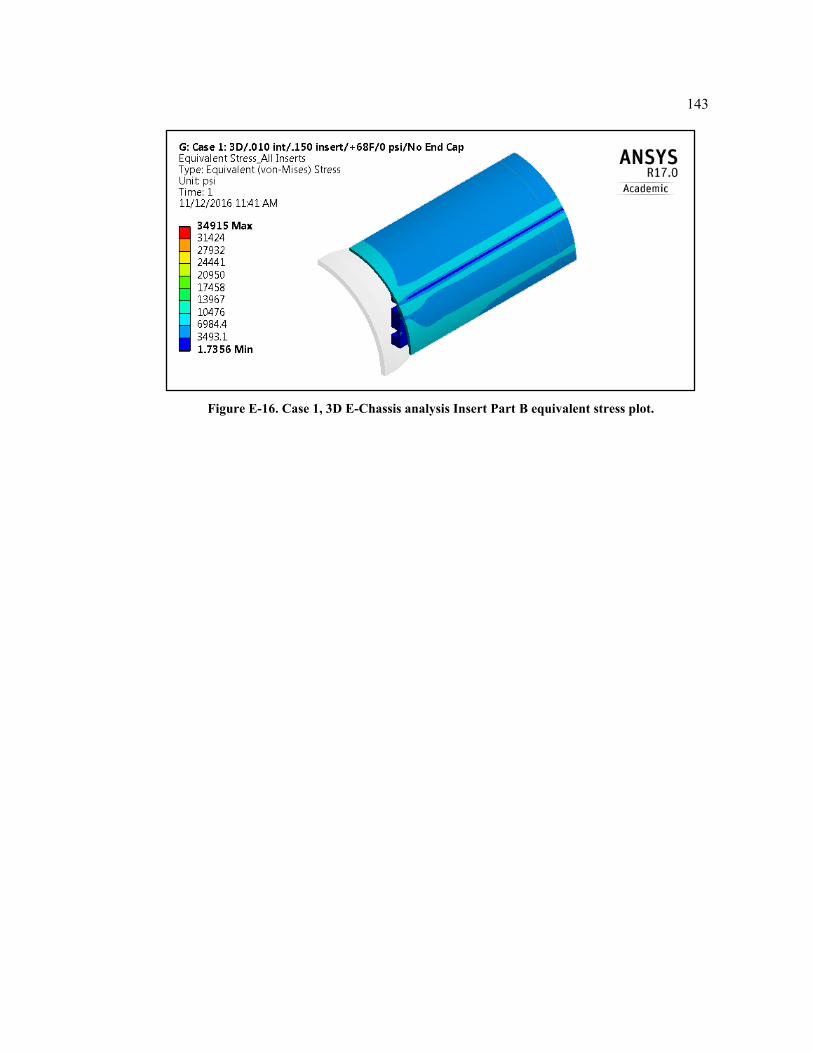
143
Figure E-16. Case 1, 3D E-Chassis analysis Insert Part B equivalent stress plot.
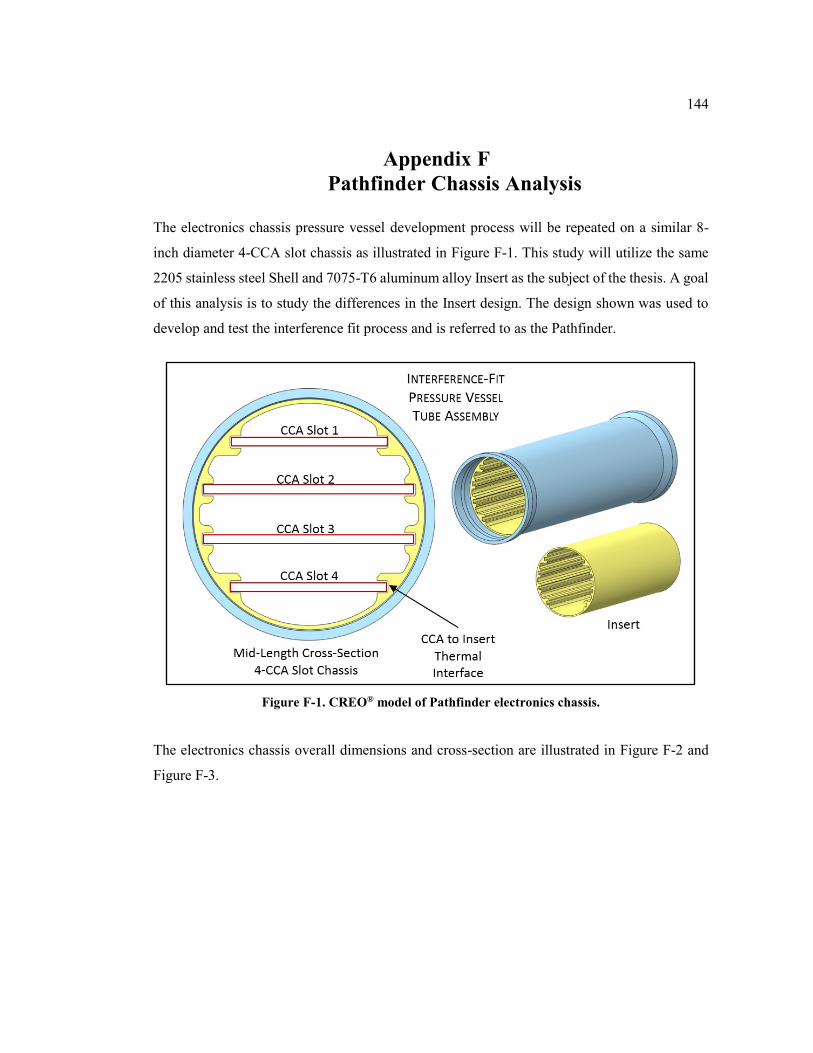
144
Appendix F
Pathfinder Chassis Analysis
The electronics chassis pressure vessel development process will be repeated on a similar 8-
inch diameter 4-CCA slot chassis as illustrated in Figure F-1. This study will utilize the same
2205 stainless steel Shell and 7075-T6 aluminum alloy Insert as the subject of the thesis. A goal
of this analysis is to study the differences in the Insert design. The design shown was used to
develop and test the interference fit process and is referred to as the Pathfinder.
Figure F-1. CREO® model of Pathfinder electronics chassis.
The electronics chassis overall dimensions and cross-section are illustrated in Figure F-2 and
Figure F-3.
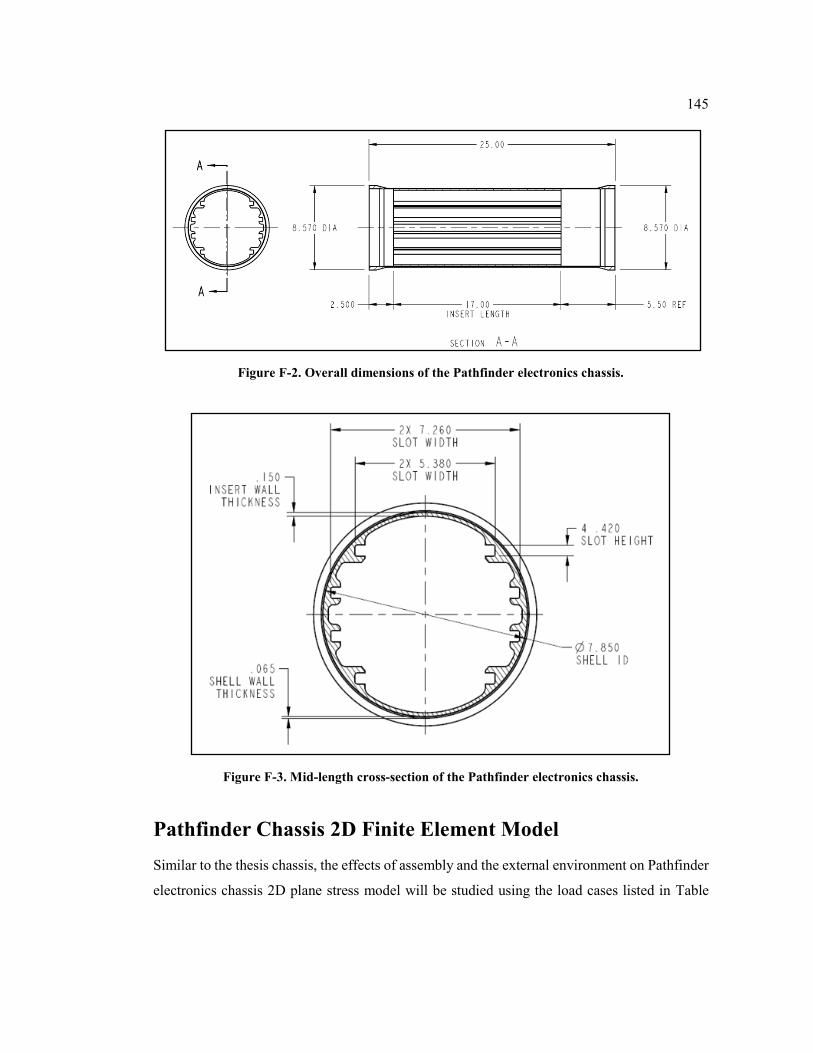
145
Figure F-2. Overall dimensions of the Pathfinder electronics chassis.
Figure F-3. Mid-length cross-section of the Pathfinder electronics chassis.
Pathfinder Chassis 2D Finite Element Model
Similar to the thesis chassis, the effects of assembly and the external environment on Pathfinder
electronics chassis 2D plane stress model will be studied using the load cases listed in Table
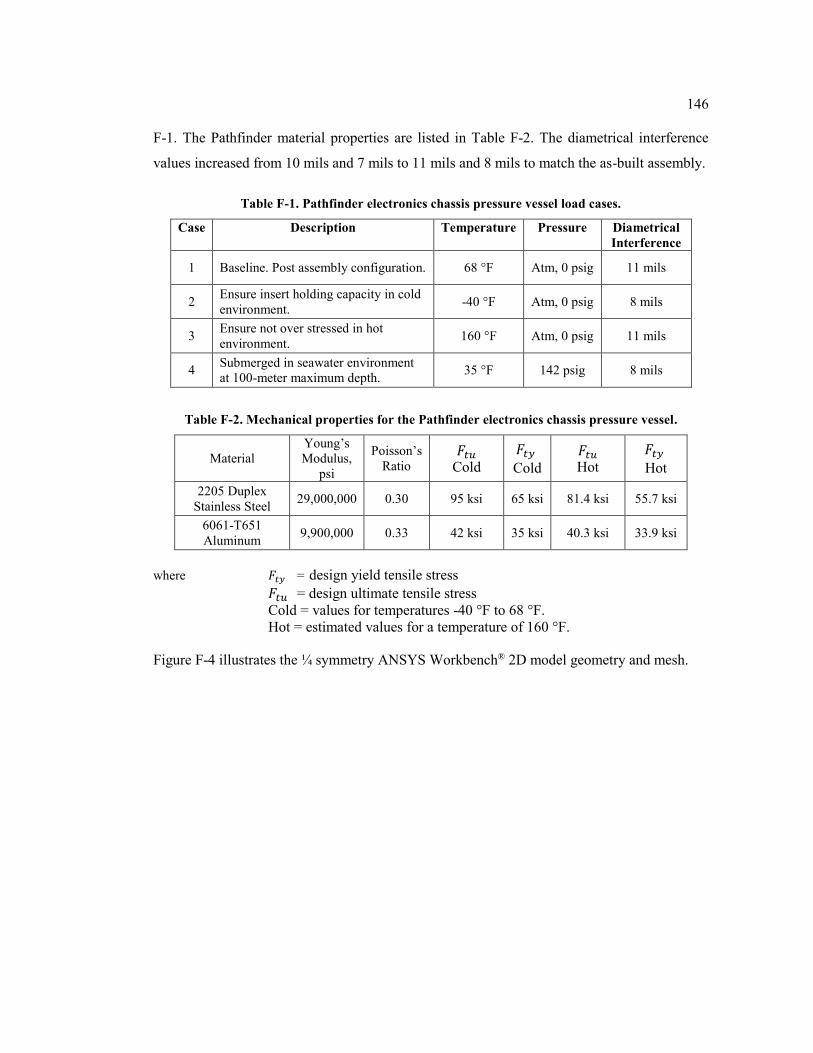
146
F-1. The Pathfinder material properties are listed in Table F-2. The diametrical interference
values increased from 10 mils and 7 mils to 11 mils and 8 mils to match the as-built assembly.
Table F-1. Pathfinder electronics chassis pressure vessel load cases.
Case Description Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly configuration. 68 °F Atm, 0 psig 11 mils
2 Ensure insert holding capacity in cold
environment. -40 °F Atm, 0 psig 8 mils
3 Ensure not over stressed in hot
environment. 160 °F Atm, 0 psig 11 mils
4 Submerged in seawater environment
at 100-meter maximum depth. 35 °F 142 psig 8 mils
Table F-2. Mechanical properties for the Pathfinder electronics chassis pressure vessel.
Material
Young’s
Modulus,
psi
Poisson’s
Ratio 𝐹𝑡𝑢
Cold
𝐹𝑡𝑦
Cold
𝐹𝑡𝑢 Hot
𝐹𝑡𝑦
Hot
2205 Duplex
Stainless Steel 29,000,000 0.30 95 ksi 65 ksi 81.4 ksi 55.7 ksi
6061-T651
Aluminum 9,900,000 0.33 42 ksi 35 ksi 40.3 ksi 33.9 ksi
where 𝐹𝑡𝑦 = design yield tensile stress
𝐹𝑡𝑢 = design ultimate tensile stress
Cold = values for temperatures -40 °F to 68 °F.
Hot = estimated values for a temperature of 160 °F.
Figure F-4 illustrates the ¼ symmetry ANSYS Workbench® 2D model geometry and mesh.

147
Figure F-4. Pathfinder 2D plane stress ¼ symmetry model geometry and mesh.
Figure F-5 is a plot of the interfacial contact pressure for Case 1, the 11-mil diametrical
interference 2D plane stress analysis at room temperature. The insert geometry has a strong
influence on the interfacial pressure at the both CCA slot locations. The maximum interfacial
pressure is 552 psi. The average contact pressure between the Shell and Insert is 321 psi leading
to a Pressure Intensity Factor (PIF) of 1.7 at the CCA slots.
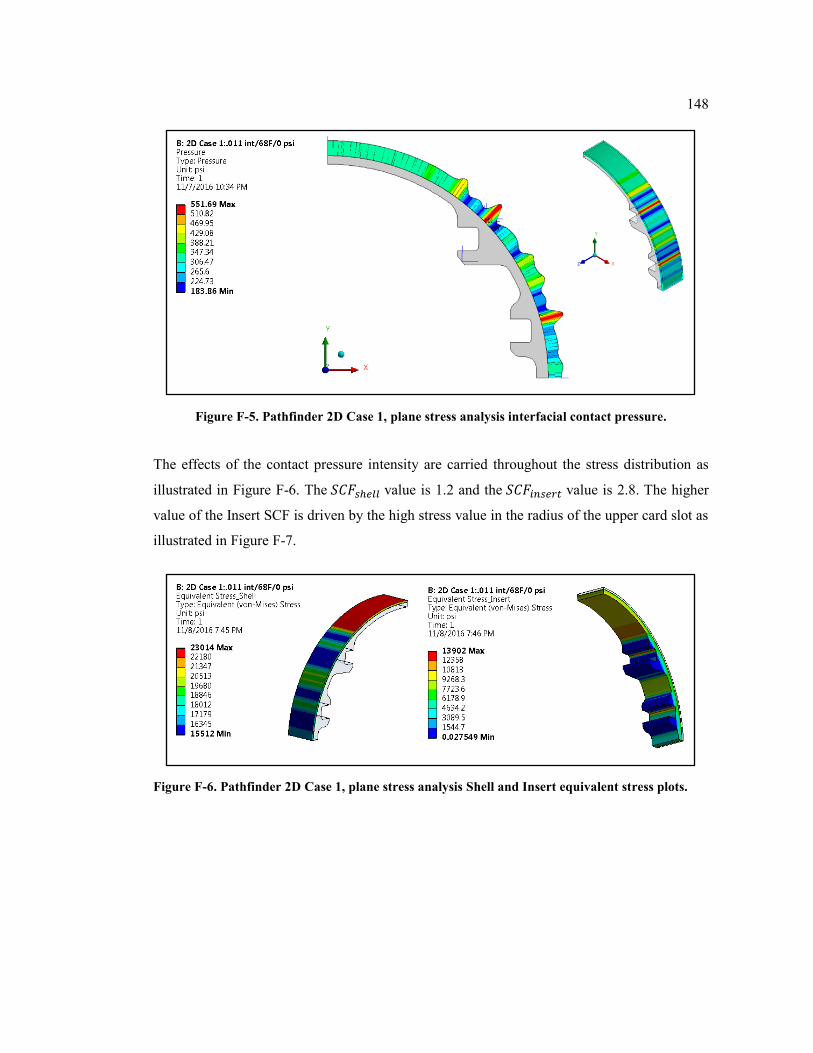
148
Figure F-5. Pathfinder 2D Case 1, plane stress analysis interfacial contact pressure.
The effects of the contact pressure intensity are carried throughout the stress distribution as
illustrated in Figure F-6. The 𝑆𝐶𝐹𝑠ℎ𝑒𝑙𝑙 value is 1.2 and the 𝑆𝐶𝐹𝑖𝑛𝑠𝑒𝑟𝑡 value is 2.8. The higher
value of the Insert SCF is driven by the high stress value in the radius of the upper card slot as
illustrated in Figure F-7.
Figure F-6. Pathfinder 2D Case 1, plane stress analysis Shell and Insert equivalent stress plots.
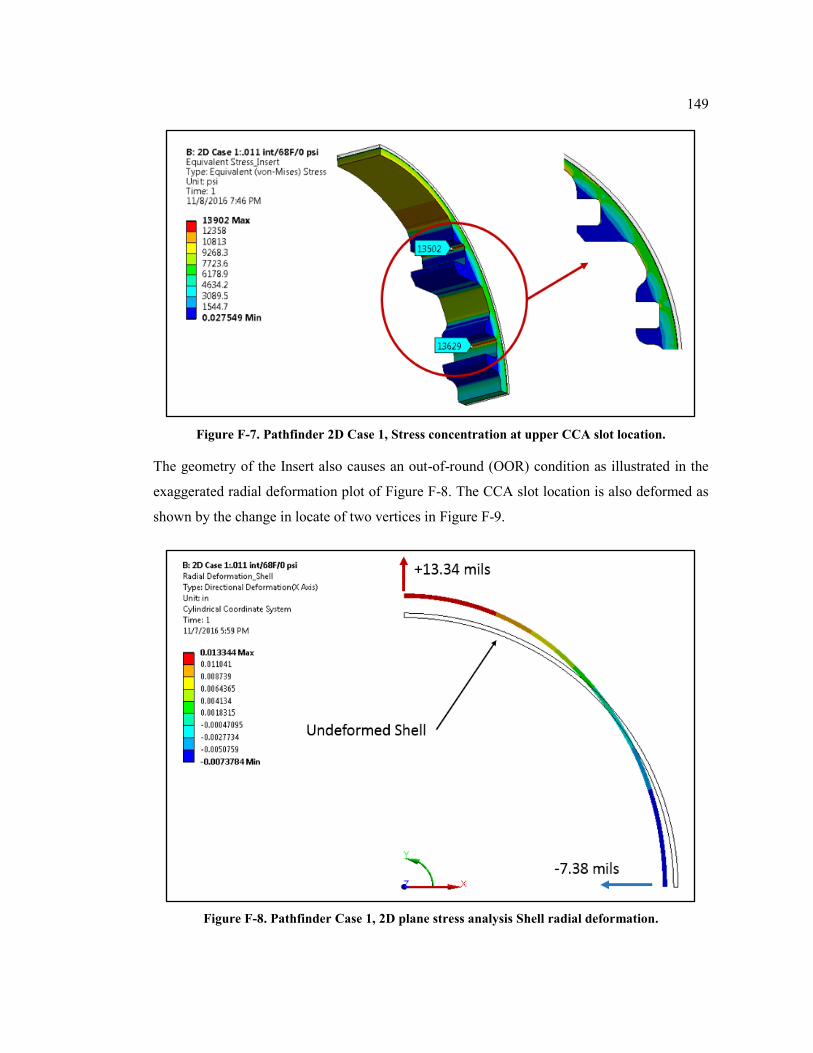
149
Figure F-7. Pathfinder 2D Case 1, Stress concentration at upper CCA slot location.
The geometry of the Insert also causes an out-of-round (OOR) condition as illustrated in the
exaggerated radial deformation plot of Figure F-8. The CCA slot location is also deformed as
shown by the change in locate of two vertices in Figure F-9.
Figure F-8. Pathfinder Case 1, 2D plane stress analysis Shell radial deformation.
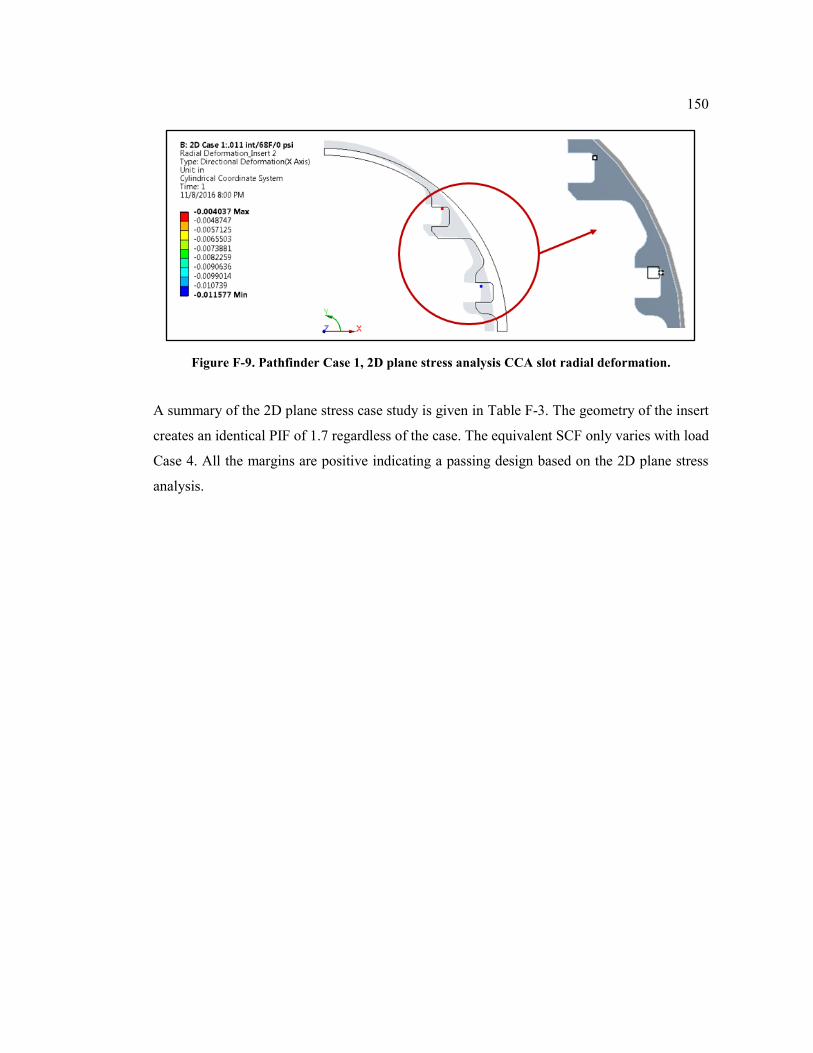
150
Figure F-9. Pathfinder Case 1, 2D plane stress analysis CCA slot radial deformation.
A summary of the 2D plane stress case study is given in Table F-3. The geometry of the insert
creates an identical PIF of 1.7 regardless of the case. The equivalent SCF only varies with load
Case 4. All the margins are positive indicating a passing design based on the 2D plane stress
analysis.
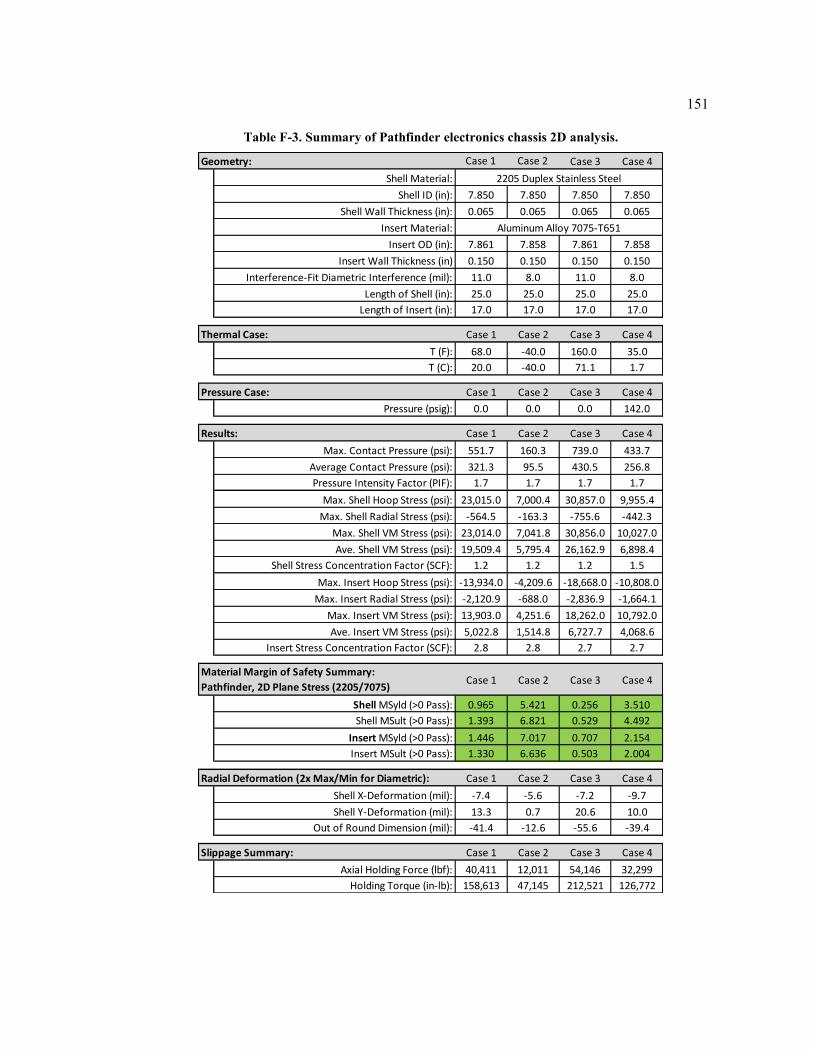
151
Table F-3. Summary of Pathfinder electronics chassis 2D analysis.
Geometry: Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.861 7.858 7.861 7.858
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 11.0 8.0 11.0 8.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 551.7 160.3 739.0 433.7
Average Contact Pressure (psi): 321.3 95.5 430.5 256.8
Pressure Intensity Factor (PIF): 1.7 1.7 1.7 1.7
Max. Shell Hoop Stress (psi): 23,015.0 7,000.4 30,857.0 9,955.4
Max. Shell Radial Stress (psi): -564.5 -163.3 -755.6 -442.3
Max. Shell VM Stress (psi): 23,014.0 7,041.8 30,856.0 10,027.0
Ave. Shell VM Stress (psi): 19,509.4 5,795.4 26,162.9 6,898.4
Shell Stress Concentration Factor (SCF): 1.2 1.2 1.2 1.5
Max. Insert Hoop Stress (psi): -13,934.0 -4,209.6 -18,668.0 -10,808.0
Max. Insert Radial Stress (psi): -2,120.9 -688.0 -2,836.9 -1,664.1
Max. Insert VM Stress (psi): 13,903.0 4,251.6 18,262.0 10,792.0
Ave. Insert VM Stress (psi): 5,022.8 1,514.8 6,727.7 4,068.6
Insert Stress Concentration Factor (SCF): 2.8 2.8 2.7 2.7
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.965 5.421 0.256 3.510
Shell MSult (>0 Pass): 1.393 6.821 0.529 4.492
Insert MSyld (>0 Pass): 1.446 7.017 0.707 2.154
Insert MSult (>0 Pass): 1.330 6.636 0.503 2.004
Radial Deformation (2x Max/Min for Diametric): Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -7.4 -5.6 -7.2 -9.7
Shell Y-Deformation (mil): 13.3 0.7 20.6 10.0
Out of Round Dimension (mil): -41.4 -12.6 -55.6 -39.4
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 40,411 12,011 54,146 32,299
Holding Torque (in-lb): 158,613 47,145 212,521 126,772
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
Material Margin of Safety Summary:
Pathfinder, 2D Plane Stress (2205/7075)
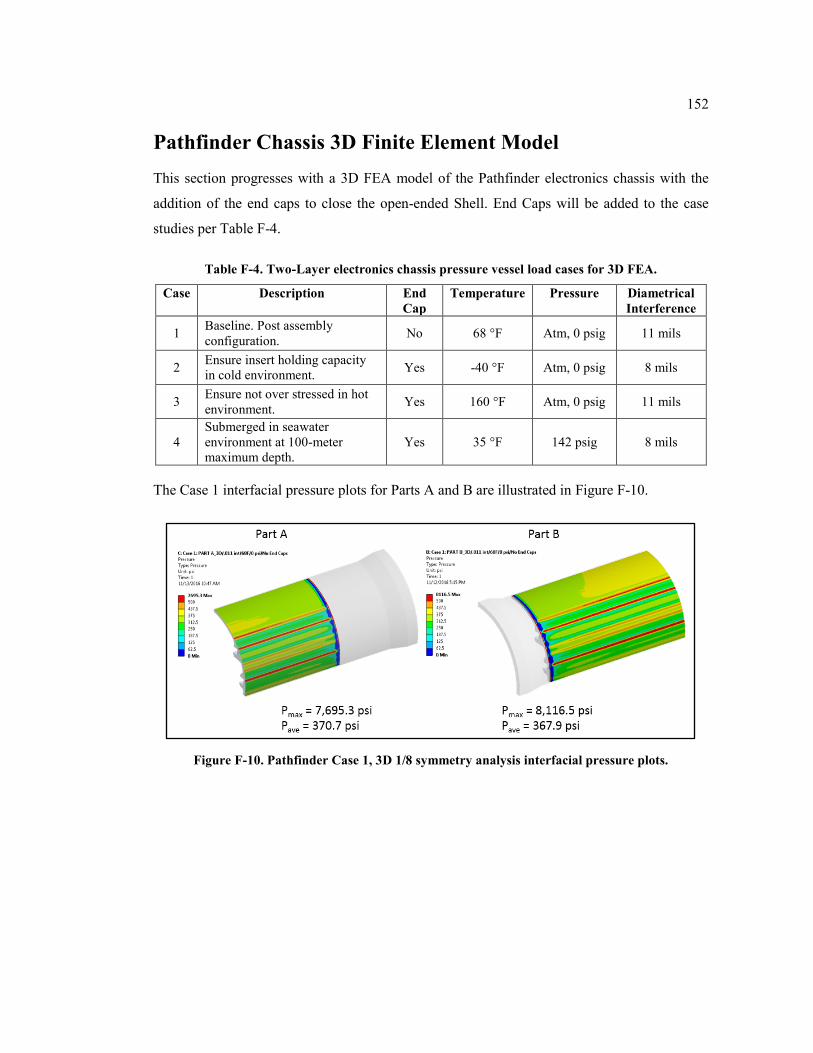
152
Pathfinder Chassis 3D Finite Element Model
This section progresses with a 3D FEA model of the Pathfinder electronics chassis with the
addition of the end caps to close the open-ended Shell. End Caps will be added to the case
studies per Table F-4.
Table F-4. Two-Layer electronics chassis pressure vessel load cases for 3D FEA.
Case Description End
Cap
Temperature Pressure Diametrical
Interference
1 Baseline. Post assembly
configuration. No 68 °F Atm, 0 psig 11 mils
2 Ensure insert holding capacity
in cold environment. Yes -40 °F Atm, 0 psig 8 mils
3 Ensure not over stressed in hot
environment. Yes 160 °F Atm, 0 psig 11 mils
4
Submerged in seawater
environment at 100-meter
maximum depth.
Yes 35 °F 142 psig 8 mils
The Case 1 interfacial pressure plots for Parts A and B are illustrated in Figure F-10.
Figure F-10. Pathfinder Case 1, 3D 1/8 symmetry analysis interfacial pressure plots.
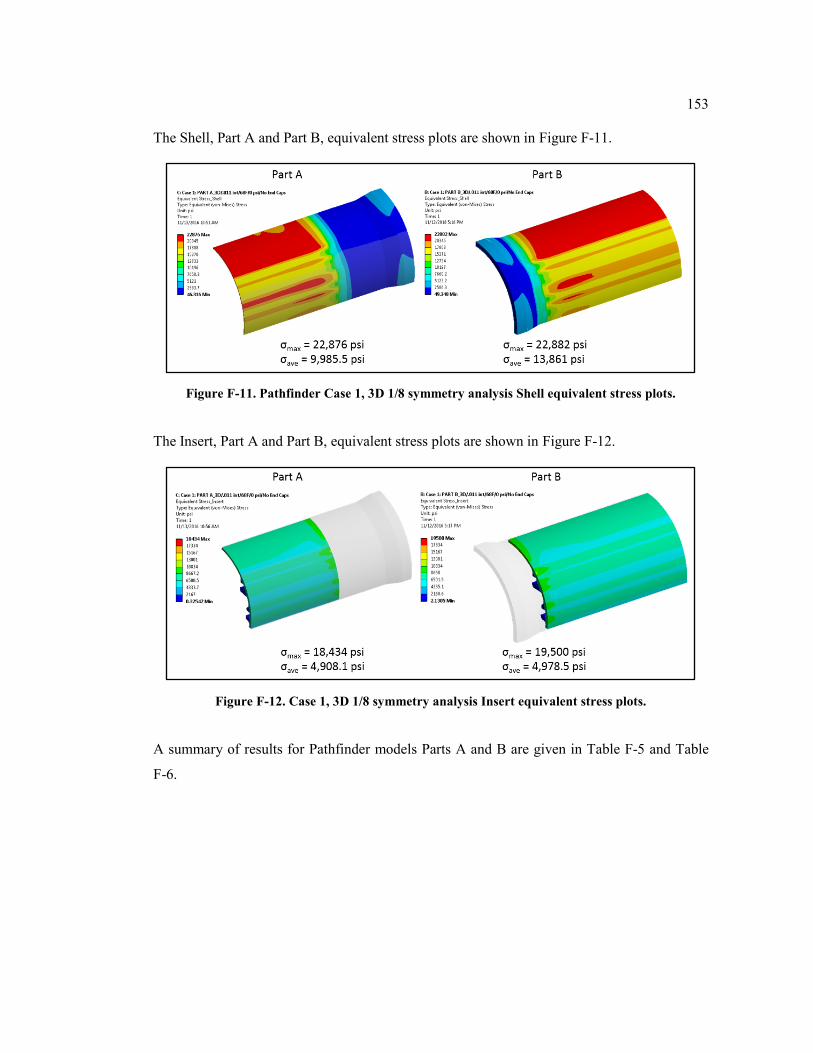
153
The Shell, Part A and Part B, equivalent stress plots are shown in Figure F-11.
Figure F-11. Pathfinder Case 1, 3D 1/8 symmetry analysis Shell equivalent stress plots.
The Insert, Part A and Part B, equivalent stress plots are shown in Figure F-12.
Figure F-12. Case 1, 3D 1/8 symmetry analysis Insert equivalent stress plots.
A summary of results for Pathfinder models Parts A and B are given in Table F-5 and Table
F-6.
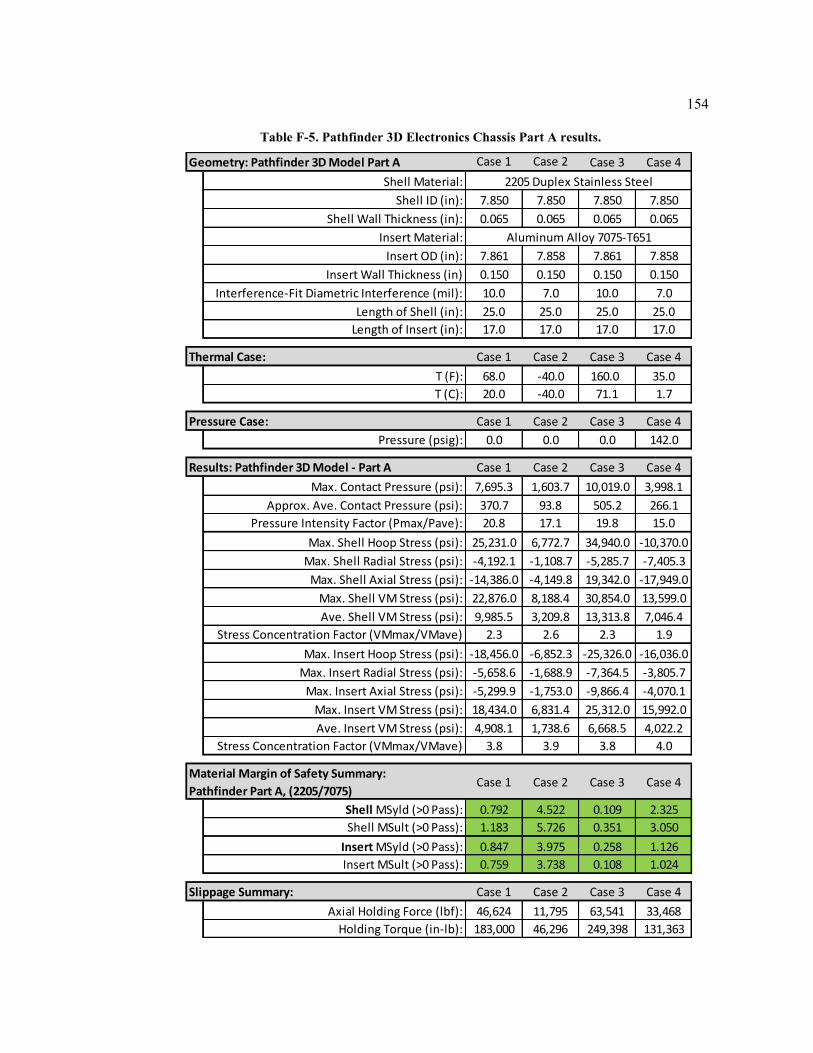
154
Table F-5. Pathfinder 3D Electronics Chassis Part A results.
Geometry: Pathfinder 3D Model Part A Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.861 7.858 7.861 7.858
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 10.0 7.0 10.0 7.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Pathfinder 3D Model - Part A Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 7,695.3 1,603.7 10,019.0 3,998.1
Approx. Ave. Contact Pressure (psi): 370.7 93.8 505.2 266.1
Pressure Intensity Factor (Pmax/Pave): 20.8 17.1 19.8 15.0
Max. Shell Hoop Stress (psi): 25,231.0 6,772.7 34,940.0 -10,370.0
Max. Shell Radial Stress (psi): -4,192.1 -1,108.7 -5,285.7 -7,405.3
Max. Shell Axial Stress (psi): -14,386.0 -4,149.8 19,342.0 -17,949.0
Max. Shell VM Stress (psi): 22,876.0 8,188.4 30,854.0 13,599.0
Ave. Shell VM Stress (psi): 9,985.5 3,209.8 13,313.8 7,046.4
Stress Concentration Factor (VMmax/VMave) 2.3 2.6 2.3 1.9
Max. Insert Hoop Stress (psi): -18,456.0 -6,852.3 -25,326.0 -16,036.0
Max. Insert Radial Stress (psi): -5,658.6 -1,688.9 -7,364.5 -3,805.7
Max. Insert Axial Stress (psi): -5,299.9 -1,753.0 -9,866.4 -4,070.1
Max. Insert VM Stress (psi): 18,434.0 6,831.4 25,312.0 15,992.0
Ave. Insert VM Stress (psi): 4,908.1 1,738.6 6,668.5 4,022.2
Stress Concentration Factor (VMmax/VMave) 3.8 3.9 3.8 4.0
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.792 4.522 0.109 2.325
Shell MSult (>0 Pass): 1.183 5.726 0.351 3.050
Insert MSyld (>0 Pass): 0.847 3.975 0.258 1.126
Insert MSult (>0 Pass): 0.759 3.738 0.108 1.024
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 46,624 11,795 63,541 33,468
Holding Torque (in-lb): 183,000 46,296 249,398 131,363
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
Material Margin of Safety Summary:
Pathfinder Part A, (2205/7075)
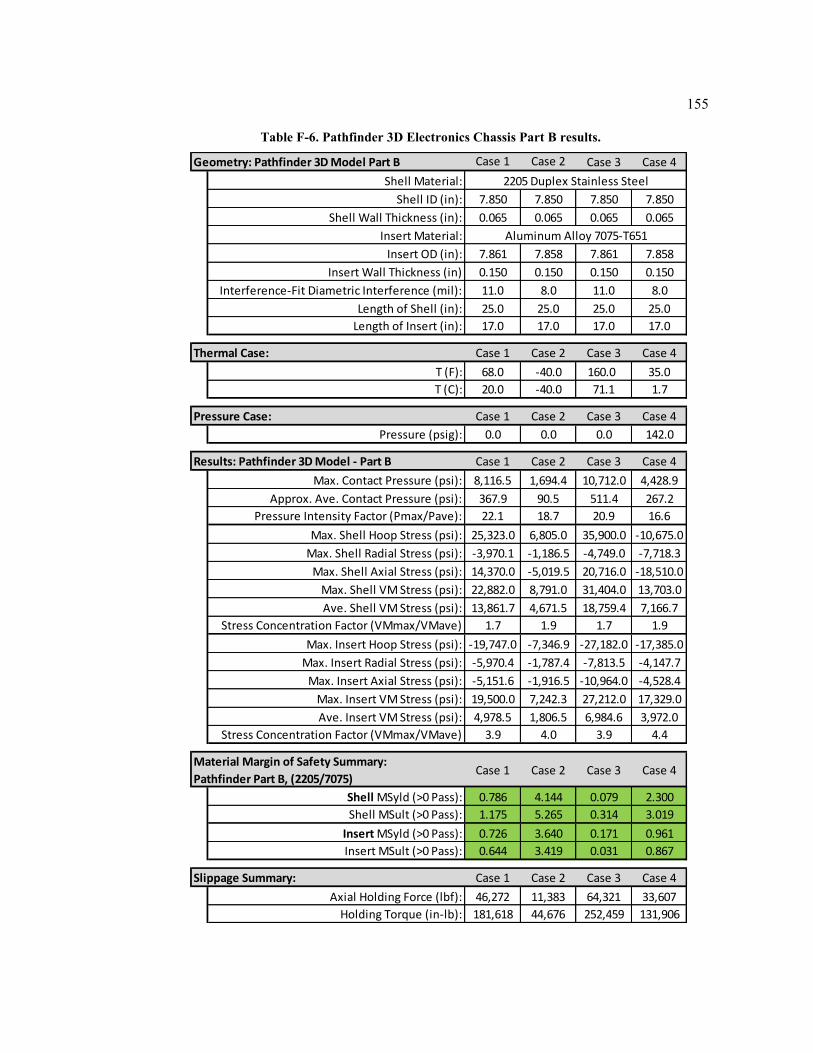
155
Table F-6. Pathfinder 3D Electronics Chassis Part B results.
Geometry: Pathfinder 3D Model Part B Case 1 Case 2 Case 3 Case 4
Shell Material:
Shell ID (in): 7.850 7.850 7.850 7.850
Shell Wall Thickness (in): 0.065 0.065 0.065 0.065
Insert Material:
Insert OD (in): 7.861 7.858 7.861 7.858
Insert Wall Thickness (in) 0.150 0.150 0.150 0.150
Interference-Fit Diametric Interference (mil): 11.0 8.0 11.0 8.0
Length of Shell (in): 25.0 25.0 25.0 25.0
Length of Insert (in): 17.0 17.0 17.0 17.0
Thermal Case: Case 1 Case 2 Case 3 Case 4
T (F): 68.0 -40.0 160.0 35.0
T (C): 20.0 -40.0 71.1 1.7
Pressure Case: Case 1 Case 2 Case 3 Case 4
Pressure (psig): 0.0 0.0 0.0 142.0
Results: Pathfinder 3D Model - Part B Case 1 Case 2 Case 3 Case 4
Max. Contact Pressure (psi): 8,116.5 1,694.4 10,712.0 4,428.9
Approx. Ave. Contact Pressure (psi): 367.9 90.5 511.4 267.2
Pressure Intensity Factor (Pmax/Pave): 22.1 18.7 20.9 16.6
Max. Shell Hoop Stress (psi): 25,323.0 6,805.0 35,900.0 -10,675.0
Max. Shell Radial Stress (psi): -3,970.1 -1,186.5 -4,749.0 -7,718.3
Max. Shell Axial Stress (psi): 14,370.0 -5,019.5 20,716.0 -18,510.0
Max. Shell VM Stress (psi): 22,882.0 8,791.0 31,404.0 13,703.0
Ave. Shell VM Stress (psi): 13,861.7 4,671.5 18,759.4 7,166.7
Stress Concentration Factor (VMmax/VMave) 1.7 1.9 1.7 1.9
Max. Insert Hoop Stress (psi): -19,747.0 -7,346.9 -27,182.0 -17,385.0
Max. Insert Radial Stress (psi): -5,970.4 -1,787.4 -7,813.5 -4,147.7
Max. Insert Axial Stress (psi): -5,151.6 -1,916.5 -10,964.0 -4,528.4
Max. Insert VM Stress (psi): 19,500.0 7,242.3 27,212.0 17,329.0
Ave. Insert VM Stress (psi): 4,978.5 1,806.5 6,984.6 3,972.0
Stress Concentration Factor (VMmax/VMave) 3.9 4.0 3.9 4.4
Case 1 Case 2 Case 3 Case 4
Shell MSyld (>0 Pass): 0.786 4.144 0.079 2.300
Shell MSult (>0 Pass): 1.175 5.265 0.314 3.019
Insert MSyld (>0 Pass): 0.726 3.640 0.171 0.961
Insert MSult (>0 Pass): 0.644 3.419 0.031 0.867
Slippage Summary: Case 1 Case 2 Case 3 Case 4
Axial Holding Force (lbf): 46,272 11,383 64,321 33,607
Holding Torque (in-lb): 181,618 44,676 252,459 131,906
2205 Duplex Stainless Steel
Aluminum Alloy 7075-T651
Material Margin of Safety Summary:
Pathfinder Part B, (2205/7075)
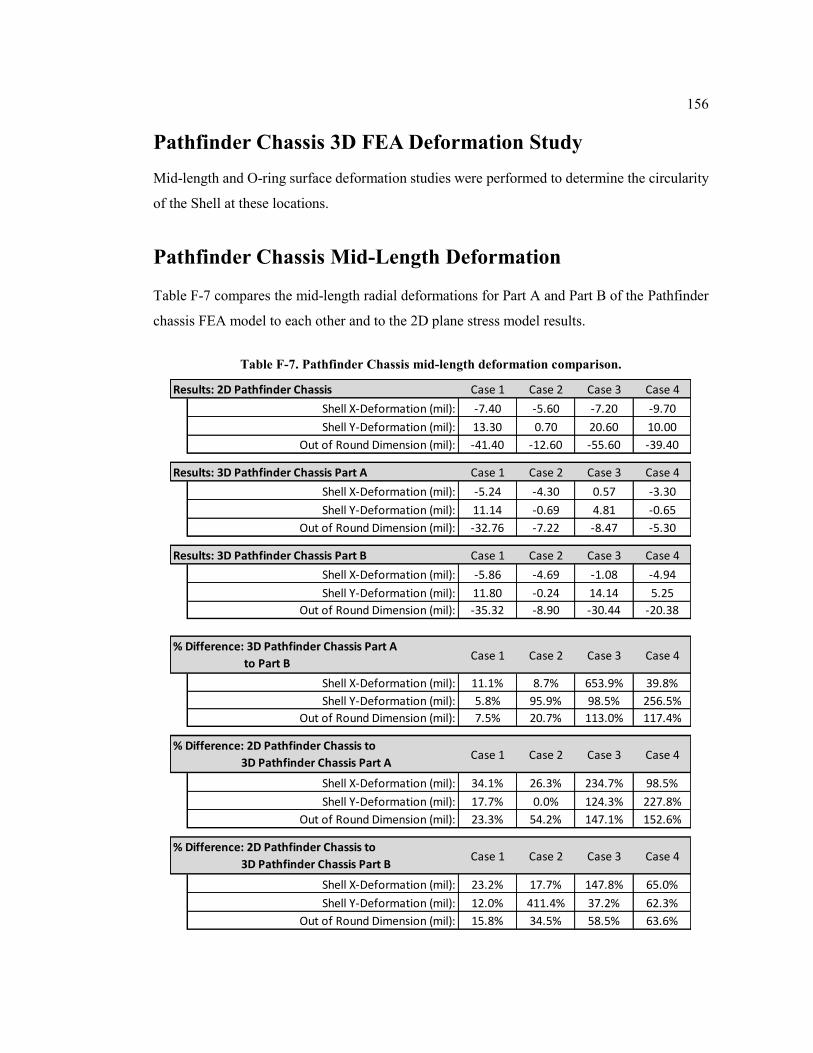
156
Pathfinder Chassis 3D FEA Deformation Study
Mid-length and O-ring surface deformation studies were performed to determine the circularity
of the Shell at these locations.
Pathfinder Chassis Mid-Length Deformation
Table F-7 compares the mid-length radial deformations for Part A and Part B of the Pathfinder
chassis FEA model to each other and to the 2D plane stress model results.
Table F-7. Pathfinder Chassis mid-length deformation comparison.
Results: 2D Pathfinder Chassis Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -7.40 -5.60 -7.20 -9.70
Shell Y-Deformation (mil): 13.30 0.70 20.60 10.00
Out of Round Dimension (mil): -41.40 -12.60 -55.60 -39.40
Results: 3D Pathfinder Chassis Part A Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -5.24 -4.30 0.57 -3.30
Shell Y-Deformation (mil): 11.14 -0.69 4.81 -0.65
Out of Round Dimension (mil): -32.76 -7.22 -8.47 -5.30
Results: 3D Pathfinder Chassis Part B Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -5.86 -4.69 -1.08 -4.94
Shell Y-Deformation (mil): 11.80 -0.24 14.14 5.25
Out of Round Dimension (mil): -35.32 -8.90 -30.44 -20.38
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 11.1% 8.7% 653.9% 39.8%
Shell Y-Deformation (mil): 5.8% 95.9% 98.5% 256.5%
Out of Round Dimension (mil): 7.5% 20.7% 113.0% 117.4%
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 34.1% 26.3% 234.7% 98.5%
Shell Y-Deformation (mil): 17.7% 0.0% 124.3% 227.8%
Out of Round Dimension (mil): 23.3% 54.2% 147.1% 152.6%
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 23.2% 17.7% 147.8% 65.0%
Shell Y-Deformation (mil): 12.0% 411.4% 37.2% 62.3%
Out of Round Dimension (mil): 15.8% 34.5% 58.5% 63.6%
% Difference: 2D Pathfinder Chassis to
3D Pathfinder Chassis Part B
% Difference: 3D Pathfinder Chassis Part A
to Part B
% Difference: 2D Pathfinder Chassis to
3D Pathfinder Chassis Part A
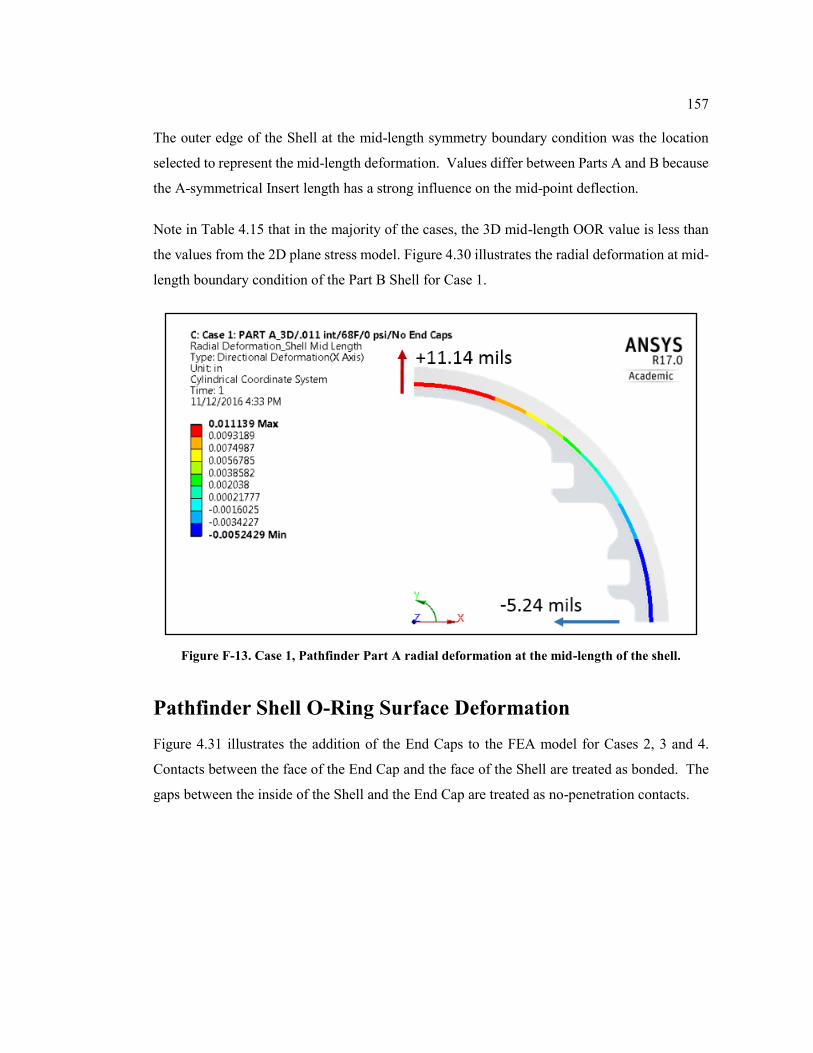
157
The outer edge of the Shell at the mid-length symmetry boundary condition was the location
selected to represent the mid-length deformation. Values differ between Parts A and B because
the A-symmetrical Insert length has a strong influence on the mid-point deflection.
Note in Table 4.15 that in the majority of the cases, the 3D mid-length OOR value is less than
the values from the 2D plane stress model. Figure 4.30 illustrates the radial deformation at mid-
length boundary condition of the Part B Shell for Case 1.
Figure F-13. Case 1, Pathfinder Part A radial deformation at the mid-length of the shell.
Pathfinder Shell O-Ring Surface Deformation
Figure 4.31 illustrates the addition of the End Caps to the FEA model for Cases 2, 3 and 4.
Contacts between the face of the End Cap and the face of the Shell are treated as bonded. The
gaps between the inside of the Shell and the End Cap are treated as no-penetration contacts.
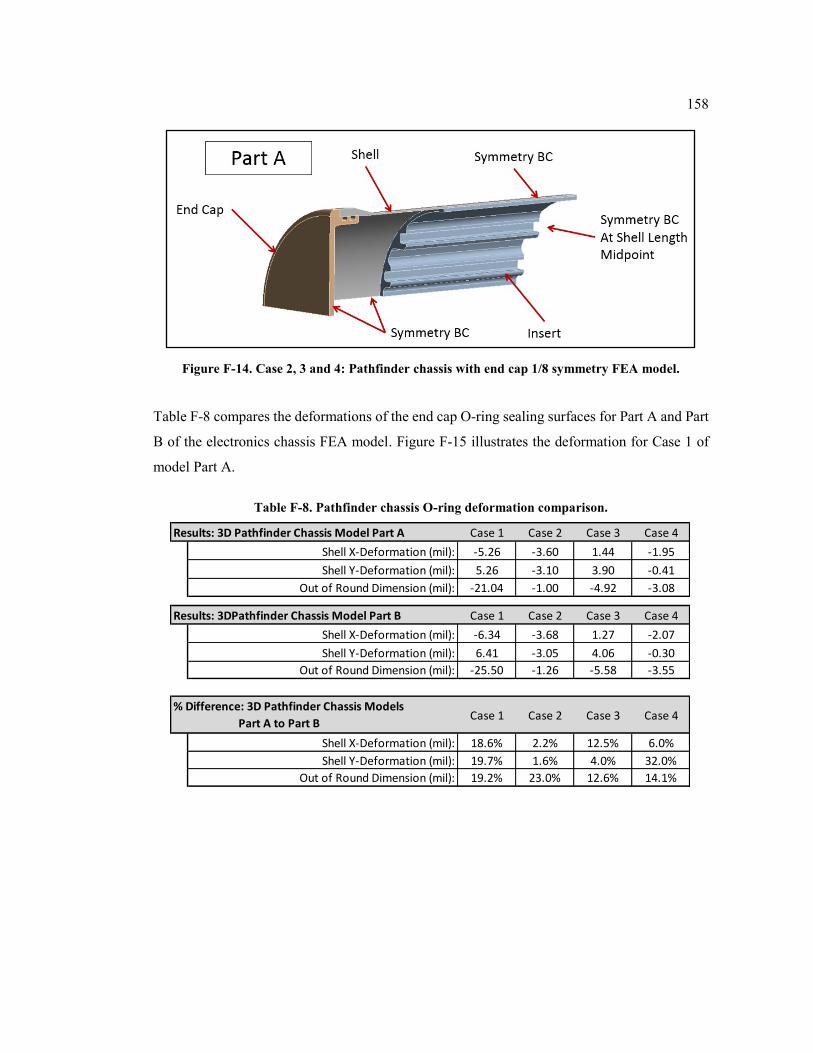
158
Figure F-14. Case 2, 3 and 4: Pathfinder chassis with end cap 1/8 symmetry FEA model.
Table F-8 compares the deformations of the end cap O-ring sealing surfaces for Part A and Part
B of the electronics chassis FEA model. Figure F-15 illustrates the deformation for Case 1 of
model Part A.
Table F-8. Pathfinder chassis O-ring deformation comparison.
Results: 3D Pathfinder Chassis Model Part A Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -5.26 -3.60 1.44 -1.95
Shell Y-Deformation (mil): 5.26 -3.10 3.90 -0.41
Out of Round Dimension (mil): -21.04 -1.00 -4.92 -3.08
Results: 3DPathfinder Chassis Model Part B Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): -6.34 -3.68 1.27 -2.07
Shell Y-Deformation (mil): 6.41 -3.05 4.06 -0.30
Out of Round Dimension (mil): -25.50 -1.26 -5.58 -3.55
Case 1 Case 2 Case 3 Case 4
Shell X-Deformation (mil): 18.6% 2.2% 12.5% 6.0%
Shell Y-Deformation (mil): 19.7% 1.6% 4.0% 32.0%
Out of Round Dimension (mil): 19.2% 23.0% 12.6% 14.1%
% Difference: 3D Pathfinder Chassis Models
Part A to Part B

159
Figure F-15. Case 1, Pathfinder Part A radial deformation of the O-ring surface.
The OOR dimensions for Part B are greater than Part A as expected by the shorter distance from
the end of the Insert to the open end of the Shell in Part B. The stiffness of the Insert is
influencing the deformation of the Shell. The Case 1 values are important to the manufacturing
of the assembly. Typical End Cap to Shell diametrical clearances range in the 2 to 3 mils. An
OOR condition of 13 to 18 mils would create an interference between the two parts. To eliminate
this issue, the fabrication drawings need to indicate that the O-ring surfaces should be machined
after the insert has been assembled and that a minimum of 25 to 30 mils should be removed
during this process.