archaeological and archaeometrical approaches of the chaîne opératoire in iron and steelmaking :...
TRANSCRIPT

Seediscussions,stats,andauthorprofilesforthispublicationat:https://www.researchgate.net/publication/268816571
Archaeologicalandarchaeometricalapproachesofthechaîneopératoireinironandsteelmaking:Methodologyforaregionalevolutionstudy
CONFERENCEPAPER·JANUARY2009
READS
68
2AUTHORS,INCLUDING:
SylvainBauvais
FrenchNationalCentreforScientificResea…
18PUBLICATIONS10CITATIONS
SEEPROFILE
Availablefrom:SylvainBauvais
Retrievedon:03February2016

Archaeological and archaeometrical approachesof the chaîne opératoire in iron and steelmaking :
Methodology for a regional evolution study
Sylvain BAUVAIS and Philippe FLUZIN
INTRODUCTION
Over the last twenty years, archaeological and archaeometrical research implemented in Francehas made it possible to define the various stages of the chaîne opératoire in iron and steelmaking as wellas the indicators which are linked to them (archaeological structures, wastes). These studies revealthat the chaîne opératoire may (or may not), split in space and time, but may also contain variousdegrees of intensity (mini-maxi production). This implies that the production sites can be of differ-ent natures : they may include partial or complete chaînes opératoires, and are part of a social context(e.g., rural, urban, specialized or domestic craft). The relationships within the chaîne opératoire createlinks between the sites and form a technological, economic and social network through trade in semi-finished and manufactured products. The evolution of these networks must be studied by taking intoaccount the cultural and political contexts of each period (e.g., hierarchical networks of sites andindividuals, consumption practices with respect to the metal) to draw up a coherent comprehensionof this organization. The determination of site activities (smelting, refining, elaboration, consump-tion, recycling), as well as intensity, enables realization of a dynamic cartography of these activities,both synchronic and diachronic. The physicochemical linkages between the ore, the smelting slag, thepost-smelting slag and the produced metal allow, eventually, comprehension of the connectionbetween sites which are part of the same exchange network. This, in turn, reflects the regional devel-opment of metallurgical organization and the trade in iron semi-products and manufactured goods.
The typological attribution (morphology, impurities level, iron / carbon composition) of semi-products worked on the elaboration sites also permits refining the vision of what circulates and of whatthe sites acquire. Thus, an archaeological and historical study of these data can structure the relativeimage we have of these relations in the various epochs (Mangin et al. 2000a).
The synthetic flow chart presented in Fig. 1 summarizes the various approaches. After presentingthe characteristic indicators of the stages of the chaîne opératoire, we shall set out the results obtainedby applying this methodology to iron and steelmaking activities in the North of the Paris Basin duringthe Iron Age II.
THE CHAÎNE OPÉRATOIRE IN IRON AND STEELMAKING
The transformation of ore, a natural substance, into functional iron objects entails passing througha series of technical stages during which the material undergoes chemical and physical transforma-tions. The first phase in the art of metal making involves separating the metal in the ore from the otherelements with which it is combined. Thus metal is obtained by means of a successive reduction ofthese oxides. The other elements contained in the ore (gangue) are expelled to varying degrees in theform of slag.

Regardless of the time period, place or process in question, three inseparable elements play a partin the reduction process :
– Ore : iron is the fourth most abundant element in the hearth’s crust, but occurs in a wide rangeof mineralogical combinations in the form of ore. The value of an ore and the use to which it is putobviously depend on its iron oxide content but also, first and foremost, on the nature and concen-tration of the elements with which it is combined.
– Fuel (such as charcoal, peat, coke) : the carbon that it contains is a triple agent. It produces heat,reduces the ore, and combines with the iron to produce steel and cast iron. (Pure iron contains lessthan 0.02 % carbon, steel 0.02 to 1.7 % and cast iron 1.7 to 6.67 %).
– Oxidizing agent (oxygen in the air) : this is the main factor determining the temperature levelattained in the furnaces. In an attempt to raise it, natural draught was abandoned for forced-airprocesses, first manual (bellows), and later hydraulic (twelfth century A.D.) and mechanical.
Iron and steelmaking processes are very diverse, but they can nevertheless be summed up by takingas our main criterion the temperature reached in the hearths or furnaces, which governs the physicalstate of the materials processed.
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN158
Fig. 1. Synthetic organization chart of the developed approaches.

Given T as the temperature attainable through a given process, and Tm as the temperature at whichthe metal melts. Then :
– If T is lower than Tm, we are dealing with the so-called ‘direct method’ (turning ore directly intoiron and/or steel). The metal produced by this form of reduction remains solid (albeit dough-like),but the slag may flow from the furnace.
– If T is higher than Tm, and then we are dealing with the ‘indirect method’. The products result-ing from the reduction process are liquid : cast iron and slag. Although cast iron may be molded, itcannot be forged as it is too brittle, and must be decarbonized to obtain steel by refinement. This extrastage of refining accounts for the term ‘indirect’ 1.
In direct iron and steelmaking, we may distinguish three main stages (reduction, refining, andforging), which may or may not take place at the same site (Fig. 2). Each stage involves a specific oper-ation and results in a product, archaeological structures, and more or less specific types of wastes.
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 159
1. For the indirect process, see Fluzin 1999, Fluzin in Mangin 2000a and b
Fig. 2. Direct reduction and its products.1. Experimental reconstitution, Clérimois (Yonne-France), Archéodrome de Beaune, 1996 (France) C. Dunikowski,S. Cabboï, P. Fluzin and A. Ploquin (P. Fluzin).2. Dense slag flow plaques (superimposed ribbons). Experiment, Sarthe (France), 1997 C. Dunikowski, S. Cabboï,P. Fluzin and A. Ploquin (P. Fluzin).3. Furnace bottom : excavation A 28. Aulnay-Truchet site (Sarthe France), 1997 S. Cabboï (P. Fluzin).4 and 5. Ethnoarchaeological reconstitution : Agorregi forge. Basque Country (Spain), 1999, bloom No. 8, 21 kg M. Urteaga, P. and S. Crew, P. Fluzin, R. Herbach, V. Serneels and P. Dillmann (P. Fluzin).
Reduction
The first stage consists in transforming (by reduction) the iron ore into crude metal in a low furnaceor hearth (Fig. 2 : l). Iron and steel produced remain dough-like, while the ore gangue turns intoliquid or semi-liquid slag. This slag either runs off or gathers inside or outside the furnace (Fig. 2 : 2,3). A detailed morphological examination of these products yields information about the function-ing and architecture of the furnace (GSAF 1997 ; Leroy 1997 ; Serneels 1993). It is impossible tooffer a detailed typology of low hearths, as they exist in such variety. However, they can be grouped,for example, into three families according to whether the slag separates fairly easily from the metal,runs off inside or flows away outside the hearth (Bielenin et al. 1998 ; Pelet 1982). Regardless of thetype of low hearth, charcoal and ore (or blends of ores and possibly flux) are fed alternately into the

upper part of the chamber. Combustion takes place through natural and/or artificial ventilation (bymeans of bellows in the latter case).
Following the reduction process, a fairly heterogeneous, spongy mass is extracted : this is the spongeiron (or bloom) (Fig. 2 : 4, 5). It may weigh (depending on the size of the furnace and the quantityof ore used) anything from a few hundred grams to 90 kg in the case of some African examples knownto us. This bloom is an agglomerate of metal of varying degrees of compactness (Fig. 2 : 5) composedof iron or steel, slag and charcoal. The quality of the bloom is closely linked to the ironworker’smastery of the reduction process : hence, the sponge iron is seldom sufficiently dense and pure notto require refining, which is probably necessary in virtually every case.
Table 1 gives some examples of metallographical indicators found in slag flows and in crude metalwhich are generally the most plentiful.
Table 1. Reduction metallographic indicators
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN160
Slag Metal
Low level of oxidization (relative importance ofthe different oxides)
Intimate contact with the matrix
No peripheral hot oxidization
Metal in the form of globules, often monocrys-talline, distributed in filaments or string near thereduction vectors (porosity) (Fig. 3 : 4)
No thermomechanical deformation
This configuration may even correspond to theoriginal ore grains (Fig. 3 : 1, 2, 3)
Porosities are found into varying degrees depend-ing on the process and the ore (Fig. 3 : 5)
Fig. 3. Metallographic indicators reduction.1. Oolithic ore from Lorraine. During reduction, the metal emerges retaining the shape of the oolith. Reduction andrefining experiment, Nancy-Belfort, 1995 D. Leclere, P. Fluzin, M. Leroy and P. Merluzzo (P. Fluzin).2 and 3. Concentric agglomeration and densification in the middle of ingot from Carthage (P. Fluzin).4 and 5. Filament and string-shaped agglomerations with evacuation of slag. Beginning of fold formation. Experi-mental blooms from Agorregi (Spain) cf. Fig. 2, Photos 4 and 5 (P. Fluzin).

Refining
Refining consists in hammering the bloom while it is hot (‘nobbling’ or ‘shingling’) in order to expelthe impurities and make the metal denser (Fig. 4). Depending on the quality (homogeneity orcompactness) of the bloom, we can distinguish at least two main types of refining (Fig. 5) :
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 161
Fig. 4. Refining practices and waste/1. Contemporary refining forge hearth. Ethnoarchaeological mission, Toungare site, (Burkina Faso), 1994 (P. Fluzin).2. Refining forge hearth and object shaping. Nancy (France) experiment, 1997 D. Leclere, P. Fluzin, M. Leroy andP. Merluzzo (P. Fluzin).3. Slag cake (1.5 kg) after refining of a 4.7 kg bloom. Nancy (France) experiment, 1997 D. Leclere, P. Fluzin, M. Leroyand P. Merluzzo (P. Fluzin).4. Gromps. Macrograph before and after cut (sample F 104/06 : 109 g). Ancient agglomeration of Blessey-Salmaise(Côte d’Or France), 2000 M. Mangin and P. Fluzin (P. Fluzin).5. Section of archaeological cake. Ponte di Val Gabbia site, Bienno (Italy), 5th and 6th centuries A.D. Weight : 2.5 kg,1998 C. Cuccini-Tizzoni, M. Tizzoni and P. Fluzin (P. Fluzin).
Fig. 5. Proposed typology of refining practices.

– Working the mass directly after it is removed from the furnace or after heating it in a specialhearth or furnace.
– Breaking the bloom into pieces of varying size, to be sorted if necessary (separating the barrenmaterials, but also the iron and steel, as notably practiced by certain Japanese artisans) and assembledin the forge.
It may be useful to carry out an initial refining (‘roughing’) of the bloom as soon as it emerges fromthe reduction furnace. Taking advantage of thermal inertia, this favours the agglomeration of themetal and makes for greater compactness while expelling a number of barren elements. Nonetheless,further refining in the forge, often essential, is carried out preferably in a special hearth or furnace(Fig. 4 : 1, 2).
The waste produced by the refining operation, which may entail primary and secondary roughing(Mangin et al. 2000b), may be extremely varied : slag flow fragments, shapeless slag masses with vary-ing metal content, slag-saturated metal shreds, and so forth. The latter type of waste is known as‘gromps’ (Fig. 4 : 4) (Nosek 1994). Gromps are an integral part of the activity of ‘compacting’ thebloom, and their proportion varies considerably from one bloom to another, depending on its qual-ity (density of the metal, lack of pollutant inclusions, porosity, etc.). Various melted materials gatherat the rounded base of the refining hearth (Fig. 4 : 3) and form a vaguely hemispherical mass or slagcake (Fig. 4 : 5). These slag cakes come in many shapes and sizes but tend to be large and heteroge-neous, with numerous inclusions of metallic fragments, suggesting short-lived thermomechanicalactivity (Fig. 4 : 5) (Mangin et al. 2000b). However, the morphological aspect (mass) of these residuesis not a sufficiently distinctive criterion, as our work on the Blessey forges has shown (Mangin et al.2000a). Their size is related essentially to the quantity of matter being worked (with or without addi-tives).
The amount of slag associated with the task of refining a ‘clean’ bloom, or of secondary refining,may be quite small. Obviously the same is not true of a bloom still containing large amounts of non-metallic elements (‘dirty bloom’) and when additives, deoxidants or fluxes (sand, clay and so on), areused.
Our experiments and ethnoarchaeological finds suggest that the refining of a bloom regarded as‘dirty’ involves the loss of around 80 per cent of its original weight in order to obtain an ingot (Crew1991 ; Dillmann et al. 1998 ; Fluzin 1999 ; Leroy et al. 2000). Half this weight loss is accounted forby material consisting largely of slag-coated metal shreds, which may be assimilated to ‘gromps’, 10per cent consists of scale and 20 per cent is made up of slag and billets. A clean bloom sheds only halfits original weight, the bulk of it at the beginning of the operation. The weight of slag cake obtained,without taking into account any additives, is around half the initial bloom weight. These figures notonly help in arriving at a conservative estimate of the quantities produced (metal and waste), but alsodemonstrate the high loss of metallic fragments, some of which end up in the slag cakes or shapelessresidues (gromps).
In principle, the product resulting from refining is a semi-finished product (ingot) of varying qual-ity. Such ingots may therefore take the form of roughly refined blooms, bars, folded-over leaves,salmon-type, elongated bipyramids, blanks, currency bars or socket bars. Their size varies accordingto the initial blooms, the degree of refining, the nature of the metal (iron/steel), and the purpose ofthe product.
The quality of the refining work, which may be carried out in several stages (roughingout/compaction in phase one, and preparation of semi-finished pro duct in phase two), may thereforebe evaluated within the metal from several concomitant characteristics :
– impurities level (porosity and inclusion rate)– morphology of the porosities and inclusions (deformation)– number and morphology of folds– homogeneity of the iron/steel distributionThese are undoubtedly the most difficult indicators to highlight (especially in slag cakes) because
of the possible continued presence of reduction indicators and the fact that they may be associatedwith smithing indicators. Table 2 attempts to summarize them.
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN162
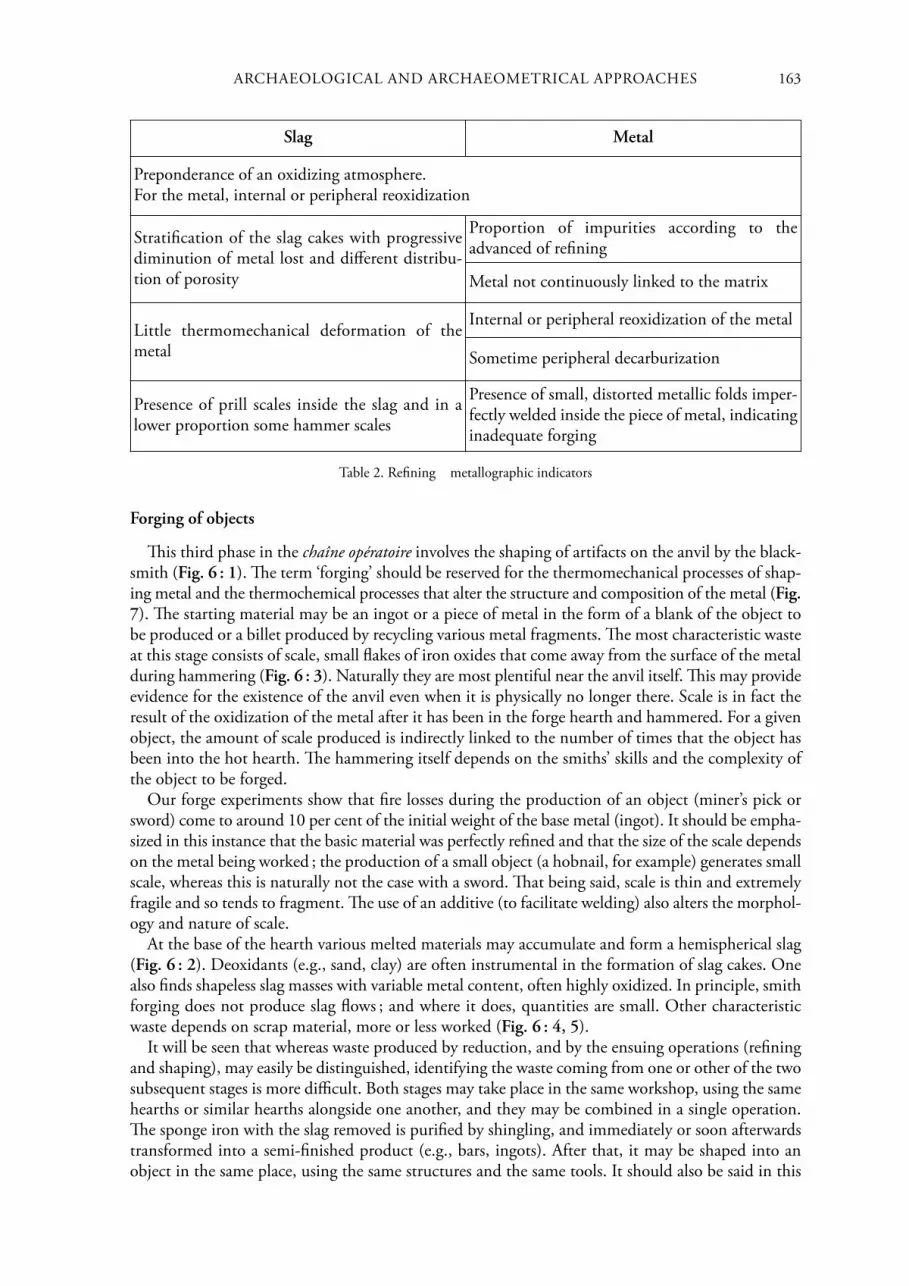
Table 2. Refining metallographic indicators
Forging of objects
This third phase in the chaîne opératoire involves the shaping of artifacts on the anvil by the black-smith (Fig. 6 : 1). The term ‘forging’ should be reserved for the thermomechanical processes of shap-ing metal and the thermochemical processes that alter the structure and composition of the metal (Fig.7). The starting material may be an ingot or a piece of metal in the form of a blank of the object tobe produced or a billet produced by recycling various metal fragments. The most characteristic wasteat this stage consists of scale, small flakes of iron oxides that come away from the surface of the metalduring hammering (Fig. 6 : 3). Naturally they are most plentiful near the anvil itself. This may provideevidence for the existence of the anvil even when it is physically no longer there. Scale is in fact theresult of the oxidization of the metal after it has been in the forge hearth and hammered. For a givenobject, the amount of scale produced is indirectly linked to the number of times that the object hasbeen into the hot hearth. The hammering itself depends on the smiths’ skills and the complexity ofthe object to be forged.
Our forge experiments show that fire losses during the production of an object (miner’s pick orsword) come to around 10 per cent of the initial weight of the base metal (ingot). It should be empha-sized in this instance that the basic material was perfectly refined and that the size of the scale dependson the metal being worked ; the production of a small object (a hobnail, for example) generates smallscale, whereas this is naturally not the case with a sword. That being said, scale is thin and extremelyfragile and so tends to fragment. The use of an additive (to facilitate welding) also alters the morphol-ogy and nature of scale.
At the base of the hearth various melted materials may accumulate and form a hemispherical slag(Fig. 6 : 2). Deoxidants (e.g., sand, clay) are often instrumental in the formation of slag cakes. Onealso finds shapeless slag masses with variable metal content, often highly oxidized. In principle, smithforging does not produce slag flows ; and where it does, quantities are small. Other characteristicwaste depends on scrap material, more or less worked (Fig. 6 : 4, 5).
It will be seen that whereas waste produced by reduction, and by the ensuing operations (refiningand shaping), may easily be distinguished, identifying the waste coming from one or other of the twosubsequent stages is more difficult. Both stages may take place in the same workshop, using the samehearths or similar hearths alongside one another, and they may be combined in a single operation.The sponge iron with the slag removed is purified by shingling, and immediately or soon afterwardstransformed into a semi-finished product (e.g., bars, ingots). After that, it may be shaped into anobject in the same place, using the same structures and the same tools. It should also be said in this
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 163
Slag Metal
Preponderance of an oxidizing atmosphere. For the metal, internal or peripheral reoxidization
Stratification of the slag cakes with progressivediminution of metal lost and different distribu-tion of porosity
Proportion of impurities according to theadvanced of refining
Metal not continuously linked to the matrix
Little thermomechanical deformation of themetal
Internal or peripheral reoxidization of the metal
Sometime peripheral decarburization
Presence of prill scales inside the slag and in alower proportion some hammer scales
Presence of small, distorted metallic folds imper-fectly welded inside the piece of metal, indicatinginadequate forging

SYLVAIN BAUVAIS AND PHILIPPE FLUZIN164
Fig. 6. Forging practice, tools and waste.1. Final refining of bloom on anvil. Nancy experiment, 1997 D. Leclere, P. Fluzin, M. Leroy and P. Merluzzo(P. Fluzin).2. Gallo-Roman forging slag cake (Saverne). Weight : 205 g, viewed from above A.M. Adam and P. Fluzin (P. Fluzin).3. Iron oxide scale produced during forging D. Leclere and P. Fluzin (P. Fluzin).4. Forge scrap, Aigueperse site (Auvergne), 2nd cent. BCE L. Orengo and P. Fluzin (P. Fluzin).5. Metal scrap with imprint of hot slice (30 mm x 22 mm ; weight : 24 g). Ancient agglomeration of Blessey-Salmaise(Côte d’Or) M. Mangin and P. Fluzin (P. Fluzin).
Fig. 7. Synthetic table of the forging processes and their principal macrographic and micrographic clues.

ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 165
connection that the quantity of waste (slag), the proportions of which depend on the operation,decreases as one moves from reduction to forging operations (including refining and forging), alwaysbearing in mind that the number of operations carried out and the volume of products forged obvi-ously affect the quantity of waste.
In cases where the forging of artifacts is separated from metal-refining opera tions, our experimentsand observations are summarized in Table 3.
Slag Metal
Little loss of metal inside the slag Most of the time good inclusion cleanliness
Oxidizing atmosphere with preponderance ofwustite
Line of slag inclusions (corroyage, welding)(Fig. 8 : 4-5)
Presence of hammer-scale usually in high propor-tion (Fig. 8 : 2) Peripheral oxidization
Slag prill (prill scales) in case of welding (Fig. 8 :3) Sometime peripheral decarburization
Stratification in function of the complexity of theprocess
Traces of thermomechanical treatment : quench-ing, work-hardening (Fig. 8 : 1)
Table 3. Forging of objects metallographic indicators
Fig. 8. Metallographic indicators forging (of objects).1. Fragment of hammer-hardened iron in a Gallo-Roman archaeological slag cake. Touffreville site (Calvados), 1995 -N. Coulthard and P. Fluzin (P. Fluzin).2. Lamellar scale vestige. Slag cake, oppidum of Condé-sur-Suippe (Aisne), 2nd-1st cent. BCE S. Bauvais and P. Fluzin(P. Fluzin).3. Globular scale vestige. Slag cake -same as Photo 57 (P. Fluzin).4. Primary inclusions deformed in the direction of hammering. Ingot from Alésia (F-XXIV-408), 1996 M. Mangin,P. Fluzin and P. Dillmann (P. Fluzin).5. Welding. Imperfect metal joints. Scrap. Aigueperse site (Auvergne), 2nd cent. BCE L. Orengo and P. Fluzin(P. Fluzin).

APPLICATION OF THE METHOD : THE NORTH PARIS BASIN DURING THE IRON AGE II
The choice of this period and region are somewhat removed from the focus of this workshop.However, the socio-economic and political events reflected here (the transition from a clan-basedsociety to a state society, urbanization, etc.) can parallel similar phenomena in the proto-historic andearly historic southern Levant.
The north Paris Basin shows strong variation in the potentials of the iron ore sources (Fig. 9). Themiddle-north part is not known for the density of ore sources, however, small geological and pedo-logical epiphenomena allowed small local iron production during ancient periods. On the other hand,
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN166
Fig. 9. Geographical frame of the study and localization of the activities remains.

this area is surrounded by important production centers such as the Bray’s and Ouches regions in thewest, the Yonne and Puisaye in the south, the Ardennes and the complex between Sambre and Meusein the east. This abundance of sources allowed the development of iron and steel activities includingthe entire chaîne opératoire from the ore extraction to the consumption and the recycling of finishedproducts. The studied period covers, over the course of five centuries, the appearance and the devel-opment of iron and steelmaking, and its evolution from rare and sporadic production to “quasi-industrial” production. At the same time, the consumption of the iron objects, initially restricted toprestige artifacts, ultimately touches all spheres of activity. This period is also characterized by increas-ing social complexity in the transition from chiefdom to State organization and the emergence of thefirst cities. Long distance trade with Mediterranean societies in this period also suggests the impor-tance of the exchange of goods and ideas, which intensified before the Roman conquest.
For the studied period, 88 sites of iron and steelmaking or raw material deposits were recorded. Inorder to facilitate the description of the changes, we will deal with them following three chronolog-ical blocks corresponding to important economic and political changes of the society. Although thisapproach has the drawback of smoothing the oscillations within these phases, the still weak data onthe iron and steel activities do not allow greater resolution.
In this context, the sites of this area have undergone strong surface erosion, to a depth of 20-40cm, as a result of 2000 years of agricultural exploitation. Thus, only the structures beneath this levelcan bring information on the sites through their spatial organization and the material which theycontain. Consequently, the quantity of waste found is not representative of that produced. It is thusnecessary to turn to other approaches in order to be able to supplement the characterization of theintensity and characterization of the activity, including the technical complexity of the activitiesconducted, the presence of buildings or specialized tools, and the place of the activity in the settle-ment.
Summarizing a general trend we can notice a constant increase in the number of iron productionsites (considering every stage of the chaîne opératoire) throughout the studied period, with, however,a gap at the beginning of mid-La Tène, concordant with the abandonment of known settlementssites. The Final La Tène period represents by itself more than 50% of the sites. This increase is relatedto the large quantity of forge waste discovered in the settlements (Fig. 10).
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 167
Fig. 10. Evolution of the number of sites in parallel of the metal consumption changes and of the production outletscontrol.

Chronological block I (FIG. 11)
This period begins with the transition between final Hallstatt and early La Tène and extends to thebeginning of middle La Tène (ha D/LT B1 : 5th – 4th centuries BCE). The beginning of the Iron AgeII is characterized in this area by a ranked society based on family and clan organization whosecontrolled spaces are of a small size (Brun 1995 ; Baray 2003 : 389). The society is organized in theperiphery of the Celtic principalities, in decline at the end of the early La Tène period. Settlement(only rural farms) focused along the valleys because they offer both important communication axesand present broad, fertile, and easy-to-cultivate plains. The elites, although monopolizing most of thelocal wealth, as well as long distance exchange, nevertheless remain restricted. On the other hand, atthe end of the early La Tène, the necropolises show a connection, at least conceptual, between mili-tary attributes and the social elite through a return to the presence of armament and chariot tombs,suggesting perhaps increased power of the elites.
The beginning of middle La Tène is related to the Celtic migrations described in the ancient textsand is expressed in the north of France by a fall in the number of settlements sites. This migrationwas initially interpreted as a response to great demographic pressure and resulting impoverishment.However, space does not seem to be saturated at this point and physical anthropological studies show
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN168
Fig. 11. Theoretical diagram of the organization of iron and steel-making during the chronological block I.

that the population did not suffer from deficiencies (Baray 2003 : 392). On the contrary, the increasein concentrations of silos would rather confirm the thesis of the important release of surplus (Demoule1993). Demoule thus opens the possibility for a social and ideological interpretation where we cansee the echo of the theory of “critical social density” (Clastres 1974 ; Lapierre 1977), as suggested forAmazonian societies. The demographic increase, even if it remains restricted, could tend towardstransformation of the established social structures. It is this same transformation which, during finalLa Tène, leads to the emergence of a state level society. However, the migration of 4th century BCEwas a kind of valve, a refusal or inability to modify the existing structures and to pass to a higher degreeof complexity.
For this phase the data are reduced, but it seems that the society becomes more egalitarian(Demoule 1993), and the occupations are distributed in the valleys and increasingly on the plateaus.This expansion was made possible by the adoption of new technologies like the marling of the fieldand the more systematic use of iron agricultural tools.
Throughout the 5th-4th centuries BCE, the settlement forms changed little. They were mainly smallopen-air rural settlements (farms), only 1 to 2 hectares in size. Few enclosed sites are known, butthey reveal much greater richness.
The consumption of iron in this period is restricted to prestige goods deposited in the tombs,consisting of ornaments, weapons, chariot wheels, and to a few restricted utilitarian objects like knivesand axes. Some settlements contained rare nails, agricultural tools like gouges, sickles, and occasion-ally adzes and ploughshares. These objects are exceptional and contrasts are visible between regionsand sites. For the Sénons region, Baray (1991) notes small numbers of iron fibulas in the necropolisduring the 2nd half of the 4th century and the beginning of the 3rd (Baray 1991). Duval (1976) notesthe same phenomenon in the Paris Basin during middle La Tène period.
As we have just seen, this period attests of a low consumption of iron, mainly as prestige goods andin sites which may correspond to elite residences. Moreover, the iron objects are characterized by lowtechnical complexity, excepting the weapons and the wheels. The shape of the semi-products circu-lating is also poorly known. Were bipyramidal “ingots” still circulating in the area in this period ?The badly dated contexts of these discoveries prevent clear conclusions.
The smelting sites of this period in the north of France form the best documented such sites inEurope, due to the pioneering work of Christophe Dunikowski and Sandra Cabboi 2. There is greatsimilarity between the furnaces found in Normandy, in Aisne, in Yonne, in Seine-et-Marne, and inthe Sarthe. These are all single use (slag-pit) furnaces with trapped slag. In general, the number offurnaces is low and they function independently from each other, apparently sometimes for longperiods. Thus, the production of iron seems sporadic and corresponds to activities (perhaps seasonal)carried out according to the need. Production is carried out near settlements, if access to the oreallows it (4 cases), but can also take place elsewhere, near the sources (5 cases). In the latter cases, theproduct is brought back to the settlement for post-smelting treatment (2 cases). This low level produc-tion could have been achieved with very small ore sources and hence can be located in areas wherewe would not expect to find it (e.g., north of Aisne). These production sequences produced only afew slag wastes, in the form of bottom slags and internal cast slags in cords. The exploitation of smallfurnaces, in a sporadic way, near the settlement or in its close proximity raises questions about thetechnological knowledge of the craftsmen, as well as how they located these micro-pedologicalphenomena. Indeed, the smelting, as shown in Fig. 12, requires long training and repeated practice.The idea that in the life of a site, only one, or perhaps two smelting episodes took place does not seemconceivable. Alternatively displacement of the smelting places from one countryside to another wouldmake them more difficult to locate by the archaeologists, thus explaining the discrepancy.
In general settlement sites with smelting indicators are accompanied by waste related to forging.Consequently, the activities of producing metal and transforming it into a finished object do notseem to have been spatially separated. In fact, on two sites, the presence of mould and crucible frag-
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 169
2. INRAP, CNRS IRAMAT, UMR 5060 Laboratoire « Métallurgies et Cultures »

SYLVAIN BAUVAIS AND PHILIPPE FLUZIN170
Fig.
12.
Syn
thet
ic ta
ble
of th
e ne
cess
ary
know
-how
and
of t
he m
ater
ial c
lues
for e
ach
activ
ity.

ments intended for a manufacture of bronze objects also indicates the concomitance of several metal-lurgical technologies.
For this period, nine other sites contained evidence of forging. These sites are difficult to interpret.Only a few post-smelting waste products (slag cakes and unformed slags) were found and it is tempt-ing to interpret them as remains of domestic activities. However, for some, quantities are not verydifferent from those sites also having smelting indicators. By taking into account the quantities andthe types of waste, it is possible to identify two types of forging activities. The first is characterized byan absence of slag-cake and a very low number of slags, described as formless (a few grams). This iswaste produced during low intensity activities. These sites are not production sites but rather reflectdomestic activities involving of tool maintenance or of basic manufacture. The second type corre-sponds to sites with anywhere from a few grams to hundreds of grams of slag, both slag-cakes andformless slags. These sites show greater intensity of metallurgical activities. The metallographic analy-ses indicate that a high skill degree is reflected here (welding or folding clues, Fig. 12). It is difficultto interpret these remains as reflecting the work of an occasional (seasonal) craftsman and it is tempt-ing to see here an itinerant blacksmith. This interpretation solves the waste deficit problem as well asthe absence of specialized structures. Thus we can see iron production sites, with resident craftsmen,and other sites, with areas reflecting episodic activities. This also solves the problem arising from theapparent contradiction between the skills and the low levels of specialization apparent in terms ofquantities and spatial segregation.
In this context where iron, and metal in general, are of a prestigious nature, an itinerant blacksmithwould have a particular status. Indeed, in a society where the imports of prestige goods are controlledby the elites, the local production of these products must, logically, also be prestigious and the produc-ers, holders of this singular and coveted knowledge, could have undergone the risks of the powerfluctuations. Given the possibility of itinerant forging, it is tempting to see a parallel with the WestAfrican blacksmiths whose caste did not possess the same rights or the same duties as other membersof society, and who had important symbolic powers.
Chronological block II (Fig. 13)
This second period corresponds to the end of middle La Tène and the beginning of final La Tène(LT B2/LT C2 : from 3rd to first half of the 2nd century BCE). It continues the preceding periodwith no cultural break, while becoming more complex. Following the transformations at the begin-ning of middle La Tène, a return to a landed aristocracy seems to take place. This is reflected in theloose distribution of rural settlements of differing status, related to small necropoli. The settlementpattern also changes. Accompanied by a demographic increase, the farms become more numerous,they are enclosed, and their territories are marked. In most cases, these farms evolve locally, withgradual reorganization until the Roman conquest and even beyond. This period also sees the devel-opment of a greater social hierarchy and the emergence of open villages of several hectares. This is aunique phenomenon in the history of the area. These villages are the seat of craft and commercialactivities (local and long distance exchange), reflecting increasing economic complexity and expan-sion beyond the rural world. At the same time, the use and the production of coinage develops alongwith the installation of religious sanctuaries which represent important territorial markers.
The relations between these new centers of power and the landed elites are not clear, but there isno evidence indicating competition. It is probably a question of a new leading class which emergesfrom this strongly hierarchical society.
The consumption of iron shows a strong increase. During the 2nd quarter of the 3rd century BCE,copper alloy fibulas are replaced by iron and all objects deposited in the incineration tombs are alsoiron (Baray 2003 : 379). The settlements contain many more objects, and of a greater diversity. Theconsumption of iron seems at this stage to touch the whole population.
As regards to the iron and steelmaking starting from the end of the third century BCE (LT C1),smelting seems to be definitively separated from the settlements. However, the data is scarce comparedto the previous period (only two sites are known, and only in the south-east of the Paris basin). In
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 171

this same area, one notices the presence of sites specializing in the ore preparation. On the otherhand, there is no evidence for bloom treatment sites (refining), but this may reflect the state of theresearch and sample, rather than any archaeological reality.
Forging activities develop in parallel with the increase of the iron consumption. Evidence fordomestic activities of a small scale appear (10 cases), with few slag cakes for which analyses do notsuggest highly developed technical skills. In addition, rural sites with more significant activities devel-oped (8 cases). Their status, however, is difficult to evaluate. The activities seem non-intensive, butpresent signs of complex forging requiring high skill. Two rural settlements show a long term evolu-tion during which their practices perpetuate. These cases represent good examples of technical trans-mission between generations.
In continuity with the preceding period, these sites are often related to copper alloying. Thisconcomitance is also seen in production at open villages which show the first unquestionable indi-cators of specialized craftsmen (at least 3 cases with workshops, specialized structures and tools, andhigh skills revealed in the slag analyses).
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN172
Fig. 13. Theoretical diagram of the organization of iron and steel-making during the chronological block II.

Even if the presence of itinerant blacksmiths is not excluded, the creation of production centersrepresented by the villages suggests a decrease in the importance of role of the itinerant blacksmithand indeed a change in the general status of the craftsmen. Division between smelting activities andthose of forging is the first clue of a greater specialization. Furthermore, if they group together, thisimplies either that they are not independent agents and are tied to the requirements of the elites, orthat they have a personal interest in these new economic centers. Thus, the hypothesis of the forma-tion of these villages by a growing craft bourgeoisie seems contradictory with the underlying politi-cal phenomena and strong hierarchical organization. No change appears in the burial modes of thesevillage elites nor does any particular political tension seem to exist. The craftsman thus preserved awell-defined and important status in which his establishment would answer a convergence of inter-ests between the elite expectations and the development of his own prospects. The forging activitiesin the rural aristocratic settlement also demonstrated this convergence between the elites and thiscraft ‘guild’. In addition, the fact that certain members of the elite earned their prestige from this activ-ity cannot be excluded ; on the contrary, in the countryside, housing units varied little, even when theintensity of forging activity increased as the person who practiced the activity had to maintain asignificant role in daily farming activities.
In the sanctuaries created at the end of this chronological sequence, some iron semi-productdeposits appear. These semi-products were physically altered in sacrificial manners and were depositedwith weapon fragments, ornamental objects, human bones and the remains of feasts. This ritualcontext gives a socio-economic value and a symbolic importance to the semi-products, and to ironin general, which are presented in two principal forms : they are either currency bars or of a moreparticular type identified recently that we shall call socket-bars (Bauvais and Fluzin 2007 ; Berrangeret al. 2007). Further, they correspond to miniatures of objects previously cited. More than 300 of theseminiatures are known today ; the majority coming from sanctuaries although they are also present,in the form of heat cut metal wastes, in forging workshops. Their particular morphology, their rela-tive good inclusion level, and their local character seem to represent a final state of metal in the rawmaterial trade.
The chronological block III (Fig. 14)
In final La Tène, the agglomeration phenomenon intensifies and true cities appear ex nihilo onnew sites : Oppida. These sites are accompanied by the general appearance of coinage and by the firststeps towards a state political system. The passage to a state society thus has its roots in the previousperiod. As with regards to the beginning of middle La Tène, the demographic increase would havecreated pressure on resources and would have exceeded critical social density. Nonetheless, the choicesor the possibilities available would have been different as a result of the increasing social intricacy andthe emergence of the State.
The Oppida are the principal actors in the emergence and assertion of the new elite as a force inthe reorganization of society. They represent true cities, with their craft districts, their streets, and theirsquares all laid-out according to a preset plan and encircled by a fortification. They also encompassall the attributes of a centralized decision-making center with the issue of currencies and the regionalcentralization of commercial resources.
This hierarchical organization is accompanied by an increase in the number of individuals amongthe elite. This new elite, who are the source of the formation of the Oppida, remains primarilycomposed of landowners whose relations with the urban sites are at this time still difficult to appre-ciate. However, the emergence and increasing numbers of the new class of specialized craftsmen(“bourgeoisie”) plays against the elite in terms of counter-power (Metzler-Zens and Metzler 1999).The richness found in these “cities” testifies to an unquestionable opulence, even in craft vocationzones. Nonetheless, this change ends abruptly with the military disorder caused by the Roman inva-sion, leading to a return of the power and privileges of the warlike aristocracy.
The consumption of iron continues to increase during this period as iron tools seem to reach anoptimum relationship between structure, functionality, and function. Indeed, without any deter-
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 173

minism or evolutionist prejudice, we can remark here that “les tendances” (as per Leroi-Gourhan)changes only slightly through the industrial revolution and even into modern times.
The data on smelting activities become again more important as these activities are undertaken atspecialized sites with a strong disparity of intensity appearing between geographical areas.
In the south-east of the Paris basin, sites produce great quantities of iron due to the use of a newtype of furnace equipped with drained-off slag and the possibility of multiple use. Nearly 21 tons ofiron were produced per year during the first century BCE on the Clérimois’s site (Yonne). This produc-tion translates to the manufacture of 57 kg of metal per day which in turn implies production special-ization. This level of output is unmatched during the previous periods.
This trend is similar for the activities of bloom refining which take place on the open village ofVarennes-sur-Seine (Yonne) where one ton of post-smelting slag was discovered. It is here that produc-tion advances to a new level in scale, even given the general increase in consumption. The iron is nolonger intended exclusively for local or even regional consumption, but is extended for long-distancetrade. However, the rest of the zone examined displays different trends. Smelting workshops remainat a low intensity in Picardie and only traces of refining in the Oppida attest to the presence of thisactivity within a short radius of the towns.
Object manufacturing in the open villages continues and remains constant (in the majority ofcases), while the domestic activities become visible in the majority of the rural settlements (16 cases).Other sites reveal various concentrations of production activities such as iron working, copper alloyactivities, and sometimes salt production (8 cases). These settlements can be seen as craftsmen resi-
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN174
Fig. 14. Theoretical diagram of the organization of iron and steel-making during the chronological block III.

dencies where the craftsmen are not specialized in one activity but in several and seem to be discon-nected from all agricultural activity. Moreover, they show the characteristics of aristocratic settle-ments and consequently are in continuity with certain farms from the previous period, albeit withincreased production levels.
The iron objects manufactured in the Oppida also seem to pass a certain stage in craft specializa-tion. The analysis of the iron and steelmaking chaîne opératoire of the crafts district of the oppidumCondé-sur-Suippe (Aisne) enables us to re-enact the type of production as well as the organizationof the workshops (Bauvais 2000). Their production is concentrated in the final phases of the chaîneopératoire, from refining (crude iron mass, semi-products) to object manufacturing (tools, utensils)or to the joining of metal (nails, sheet-iron) with other materials (wood, bronzes). These activities havea very particular distribution, forming specialized sectors for which space is particularly well marked.The specializations are rather broad and not devoted to a type of material, but to a particular produc-tion (almost like the cartwrights or current cutlers).
The analyses of the metal scraps and of the semi-products suggest that various integration levels canbe seen between the sites of this period in a general network of acquisition and of distribution of theraw material.
Oppida and some of the open villages are positioned upstream of this chaîne opératoire and importraw materials in order to transform them inside their workshops. Some sites acquire intermediatequality semi-products whereas the rest retain stocks of very good quality products such as the socketbars which continue to circulate until the Roman conquest. Semi-finished product acquisitiondepends on several factors ; for the Oppida and agglomerations, economic interest seems to be theprincipal factor. These settlements gather the products of reduction from the surrounding areas, refineand work them into final products, and make gains proportional to the added value given to theirgoods. For the other sites, the type of anticipated production and the skill of the individuals seem tobe more taken into account.
Reviewing briefly, at the beginning of the Iron Age II, iron and steelmaking activities are appar-ently sporadic, responding to reduced demand, primarily for smelting and forging. The skill and thetraining required to acquire this knowledge as well as the small quantity of remains discovered in thesettlements prevent us from seeing the work of a residential craftsman. In addition, we do not knowof any specialized forging workshops. The possibility of itinerant metallurgists having a general special-ization in metallurgy (iron / copper alloys) can thus be considered.
Metallurgical organization becomes more complex as the consumption of iron increases. Theappearance of the open villages reveals the first concentrations of specialized craftsmen. The coun-tryside preserves a sporadic forging while small centers increase their production, although their voca-tion still remains difficult to define (domestic/craft ?). The last century of Gallic independence ischaracterized by an intensification of the changes which occurred previously (consumption of metal,production, and specialization). Disparities appear for smelting activities between areas, apparentlyaccording to the importance of the raw material deposits. Indeed, some of the smelting sites deliverquasi-industrial production. As for Oppida and the open villages, they contain craftsmen whose activ-ities are increasingly specialized and more and more productive, while some rural settlements arespecialized in various crafts. Finally, domestic activities related to tool maintenance spread out tomost of the rural settlements.
The short period in which this industry develops in the north of the Paris basin reveals an evolu-tion in parallel with the increasing complexity of the socio-economic and political organization. Onlythe period of the La Tène B (comprised of the first part of middle La Tène) can be seen as a rupturein evolution. However, during this period, specialized activities are still very weak and certainlyconcern only a small portion of society. As such, these upheavals most likely did not influence thestructures of production.
This growth does not come to an end as the Roman conquest brings a new tradition of ironconsumption. In order to supply the Empire, this material demand increases, thus stimulating thedevelopment of true production complexes in areas rich in ore. This trend remains the same until theindustrial revolution.
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 175

CONCLUSION
This detailed outline and the partial application of chaîne opératoire approaches, required for under-standing the regional organization of iron and steelmaking activities, shows the complexity of suchan initiative. Moreover, this complexity lies in each discipline drawn upon, from engineering scienceto anthropology.
It is interesting to see that the individual comprehension of these activities is simplified and illu-minated when approached in a dynamic and scalable way from within their context. Three parame-ters are important to keep in mind :
– The necessity of possessing significant technological analytical tools (via archaeometry) as thebasis of any interpretation.
– The requirement of solid knowledge of the socio-economic and socio-political systems underly-ing these activities, as they are the most crucial and most highly evolving elements.
– The importance of examining a large number of sites in order to be able to transcend the limitsinherent to each site itself.
For this type of analysis to be truly fruitful, it is necessary to apply a constant back-and-forthapproach between macrographic and micrographic scales that only a multidisciplinary methodologyallows.
ACKNOWLEDGEMENTS
We would like to thank Valentine Roux and Steve Rosen for having invited us to present our worksin a frame relatively foreign to our usual research. This introduction in South Levant archaeology hasmoreover presented us with new and wide perspectives for the future. We must also express our thanksto Steve for his editing work to render our original text smooth and comprehensible.
REFERENCES
Baray, L.1991 Le Sénonais dans son contexte du Bassin parisien du IVe et du IIIe siècle avant J.-C.. Revue
Archéologique de l’Est 42 : 203-270.2003 Pratiques funéraires et sociétés de l’Âge du fer dans le Bassin parisien (fin du VIIe s. – troisième
quart du IIe s. avant J.-C.). Paris : Éditions du CNRS (56e supplément à Gallia).Bauvais, S.
2000 Analyse de la chaîne opératoire de sidérurgie sur l’oppidum de Condé-sur-Suippe (Aisne).Mémoire de Maîtrise, Paris I Panthéon Sorbonne, Paris.
Bauvais, S., and Fluzin, P.2007 Réflexions sur l’organisation technico-sociale des activités de forge à La Tène finale dans
l’Aisne (02). Revue d’Archéométrie 30 : 25-43.Berranger, M., Bauvais, S., and Fluzin, P.
2007 Socket bars : multidisciplinary results (archaeology and archaeometry) on a specific ironsemi-product in north of France. In P. Craddock, A., Hauptmann, A. Giumlia-Mair, eds,Archaeometallurgy in Europe 2007. Aquileia, Digital publication on CD.
Bielenin, K., Mangin, M., and Orzechowski, S.1998 La sidérurgie ancienne et l’exploitation minière dans les Montagnes Sainte-Croix (Petite
Pologne) : III Archéométrie et Histoire : Les Montagnes Sainte-Croix et les régions produc-tives européennes (fin de l’Âge de fer – début du Moyen Âge). Dialogues d’Histoire Ancienne24/1 : 139-193.
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN176

Brun, P.1995 Oppida and Social “complexification” in France. In J. D. Hill and C. G. Cumberpatch,
eds, Different Iron Ages : Studies on the Iron Age in Temperate Europe (BAR InternationalSeries 602, Oxford : Archaeopress) : 121-128.
Clastres, P.1974 La Société contre l’État. Paris : Éditions de minuit.
Crew, P.1991 The Experimental Production of Prehistoric Bar Iron. Historical Metallurgy 25, 12 : 21-36.
Demoule, J.-P.1993 L’archéologie du pouvoir : oscillation et résistances dans l’Europe protohistorique. In
A. Daubigney, éd., Fonctionnement social de l’Âge du Fer : Opérateurs et hypothèses pour laFrance (Annales de l’Université de Besançon, Besançon : Centre jurassien du patrimoine) :259-273.
Dillmann, P., Fluzin, P., and Benoit, P.1998 Du fer à la fonte. Nouvelles approches archéométriques. In P. Benoit, ed., L’innovation tech-
nique au Moyen Age (Paris : Errance) : 160-168.Duval, A.
1976 Aspects de La Tène moyenne dans le Bassin parisien. Bulletin de la Société PréhistoriqueFrançaise 73 : 457-484.
Fluzin, P.1999 Ponte di val Gabbia III (Bienno) i reperti metallici dalla Forgia. Primi risultati dello studio
metallographico. In C. Tizzoni and M. Tizzoni, eds, La mineria perduta. Cinque anni di ricerchearcheometallurgiques nel territorio di Bienno, Breno (Gennaio : XXXXXXXX) : 189-193.
GSAF (Groupe de travail Suisse d’Archéologie du fer)1997 Minerais, Scories, Fer : cours d’initiation à l’étude de la métallurgie du fer ancienne et à l’iden-
tification des déchets de cette industrie. Numéro spécial Technique des Fouilles. Basel :ASTFA/VATG.
Lapierre, J.-W.1977 Vivre sans État. Paris : Le Seuil.
Leroy, M.1997 La Sidérurgie en Lorraine avant le haut fourneau. L’utilisation du minerai de fer oolithique en
réduction directe. Monographie du CRA. Paris : CNRS Éditions.Leroy M., Merluzzo P., Fluzin P., Leclerc D., Aubert M., Ploquin A.
2000 La restitution du savoir faire pour comprendre un procédé technique : l’apport de l’expéri-mentation en archéologie du fer. In P. Pétrequin, P. Fluzin, J. Thiriot et P. Benoit, eds, Artsdu Feu et Productions Artisanales (Antibes : Editions APDCA) : 37-53.
Mangin, M., Courtadon, J.-L., Fluzin, P., and Laclos, E. de2000a Village, forge et parcellaire aux sources de la Seine : l’agglomération antique de Blessey-Salmaise
(Côte d’Or). Annales Littéraires de l’Université de Franche Comté 700. Besançon : Pressesuniversitaires franc-comtoises.
Mangin, M., Fluzin P., Courtadon, J.-L., and Fontaine, M.-J.2000b Forgerons et Paysans des campagnes d’Alésia. Haut Auxois (Côte d’Or) Ier siècle av.-VIIIème siècle
ap. J.-C. Paris : CNRS Éditions.Metzler-Zens, N., and Metzler, J.
1999 L’image de l’aristocratie à La Tène finale : permanence de la tradition ou apport extérieur ?In A. Villes et A. Bataille-Melkon, eds, Fastes des Celtes entre Champagne et Bourgogne auxVIIe-IIIe siècles avant notre ère (Mémoires de la Société Archéologique Champenoise 15,Reims : Société Archéologique Champenoise) : 549-558.
ARCHAEOLOGICAL AND ARCHAEOMETRICAL APPROACHES 177

Nosek, E.1994 The Metallography of Gromps. In M. Mangin, ed., La sidérurgie ancienne de l’est de la France
dans son contexte européen (Paris : Belles Lettres) : 65-73.Pelet, P.-L.
1982 Recherches sur la métallurgie du fer dans le Jura vaudois. In – Mines et fonderies antiques dela Gaule, Table ronde Toulouse, oct.1980 (Paris, Éditions du CNRS) : 205-214.
Serneels, V.1993 Archéométrie des scories de fer. Recherches sur la sidérurgie ancienne en Suisse occidentale.
Lausanne : Cahiers d’Archéologie Romande 61.
SYLVAIN BAUVAIS AND PHILIPPE FLUZIN178