die richtige mischung macht‘s cloudlösungen für
TRANSCRIPT

520 wwwdigital-manufacturing-magazinde D A CH 1440 Euro weitere EU-Laumlnder 1660 Euro | ISSN 1867-9781
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
Cloudloumlsungen fuumlr zukunftssichere Fabriken
Die richtige Mischung machtlsquos
Bild
er L
ebed
ovsk
ayaamp
ktsd
esig
nSh
utte
rsto
ck
orchestrasofficode
IT OT WE BRIDGE THE GAP
Vom Shopfloor uumlber die klassische IT bis in die Cloud orchestrie-ren wir Ablaumlufe und machen Daten entlang der gesamten Wert-schoumlpfungskette verfuumlgbar
Mit uumlber 5000 Installationen ebnen wir Kunden weltweit den Weg zur Smart Factory ndash sei es Retrofit auftragsgesteuerte Produktion oder Value Based Services
Wir begleiten gerne auch Sie mit dem perfekten Zusammenspiel aus Expertise und Software
Wir machen Sie zum Dirigenten Ihrer Daten
Industrie 40 Experte Peter Velten+49 821 455 901 20 | peterveltensofficode
Liebe Leserinnen und Leser
letztes Jahr hatte VW die Industrie-welt mit der Ankuumlndigung uumlber-rascht ein eigenes standortuumlbergrei-fendes Produktionsdaten netzwerk die Volks wagen Industrial Cloud aufzubauen Darin will der Auto-mobilbauer Daten zum Material-fluss in den Fabriken oder zum Energieverbrauch von Maschinen bereitstellen Als Anbieter hatten die Wolfsburger den Marktfuumlhrer Amazon Web Services (AWS) aus-gewaumlhlt die Cloudsparte des US-Handelsriesen Als Integrationspartner ist inzwischen auch Siemens mit an Bord
Vor kurzem hat nun Volkswagen die naumlchste Stufe des Projekts bekanntgegeben Volkswagen oumlffnet jetzt seine Industrial Cloud fuumlr weitere Unternehmen aus Maschinenbau und Technologie Neue Partner koumlnnen sich kuumlnftig mit den Volkswagen-Stand orten vernetzen und eigene Software-Anwendungen zur Opti mierung von Fertigungsablaumlufen in der Indus-trial Cloud beisteuern Damit entsteht ein schnell wachsendes Angebot an industriellen Software- Applikationen fuumlr die VW-Fabriken Durch die-sen App-Store-Ansatz kann somit jeder Standort Anwendungen fuumlr seine Maschinen Werkzeuge und Anlagen direkt aus der Industrial Cloud beziehen Der Volkswagen-Konzern erwartet hierdurch erheb-liche Produktivitaumltssteigerungen in seinen Werken Die Partner unternehmen koumlnnen gleichzeitig ihre Applikationen in einem der groumlszligten auto mobilen Fertigungsverbuumlnde der Welt skalieren und weiter-entwickeln Hierdurch lassen sich auch ihre eigenen Prozesse und Produkte verbessern
Mit Cloudloumlsungen fuumlr die Fabrik beschaumlftigt sich auch die Titelstory dieser Ausgabe Unter anderem geht es um grundlegende Szenarien fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunter-nehmen sowie um eine Smart- Factory-Kombi aus Edge und Cloud Erfahren Sie mehr daruumlber auf den Seiten 8 und 9
Viel Spaszlig beim Lesen
Rainer Trummer Chefredakteur
Produktiver durch die Cloud
E D I T O R I A L
Besuchen Sie Digital Manufacturing auch auf Facebook Twitter und XING
STARKBEREIT
FUumlR JEDE HERAUSFORDERUNG
UND
FUumlR EINE VERNETZTE WELT
betterpartsfaster
Das multifunktionale QuartettINDEX B400 B500 undTRAUB TNA 400 TNA500
Flexible Universaldrehmaschinenfuumlr praumlzise und kraftvolle ZerspanungWahlweise mit Gegenspindel und weiteren attraktiven Optionen
wwwindex-werkede
4 5 2 0 2 0
I N H A LT
NewsAktuelles aus der Branche 6
Titelstory Zukunftssichere Loumlsungen fuumlr die vernetzte Fabrik Cloud fuumlr den Shopfloor 8
Maschinelles LernenBesseres B2B-Einkaufserlebnis durch Machine Learning 10
Digitalisierung Solide Datenbasis fuumlr die Smart Factory 12
Smart-Factory-TechnologienAfter Corona ndash die neue Zeitrechnung fuumlr produzierende Unternehmen 14
Virtuelle InbetriebnahmeIntelligente Menschmodelle fuumlr die Anlagensimulation 16
Predictive MaintenanceProbleme erkennen bevor sie entstehen 18
Digitalisierung Mehr Transparenz in die Produktion bringen 20
Special ERP amp MESFlexibles ERP-MES-System steuert smarte FabrikAuf dem Weg zum Cost Leader 22
Ressourcen-Planung in der EinzelfertigungEine Basis fuumlr beste Einrichtungen 24
Wenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung Bild Vedder
Reicht es einzelne Prozesse isoliert voneinander zu optimieren Wie digitale Plattformen die Maschinen (OT) mit der Produktionsplanung (IT) auf eine Basis stellen Bild Fujitsu
2412
Personalplanung Produktiver durch smarte Planung 26
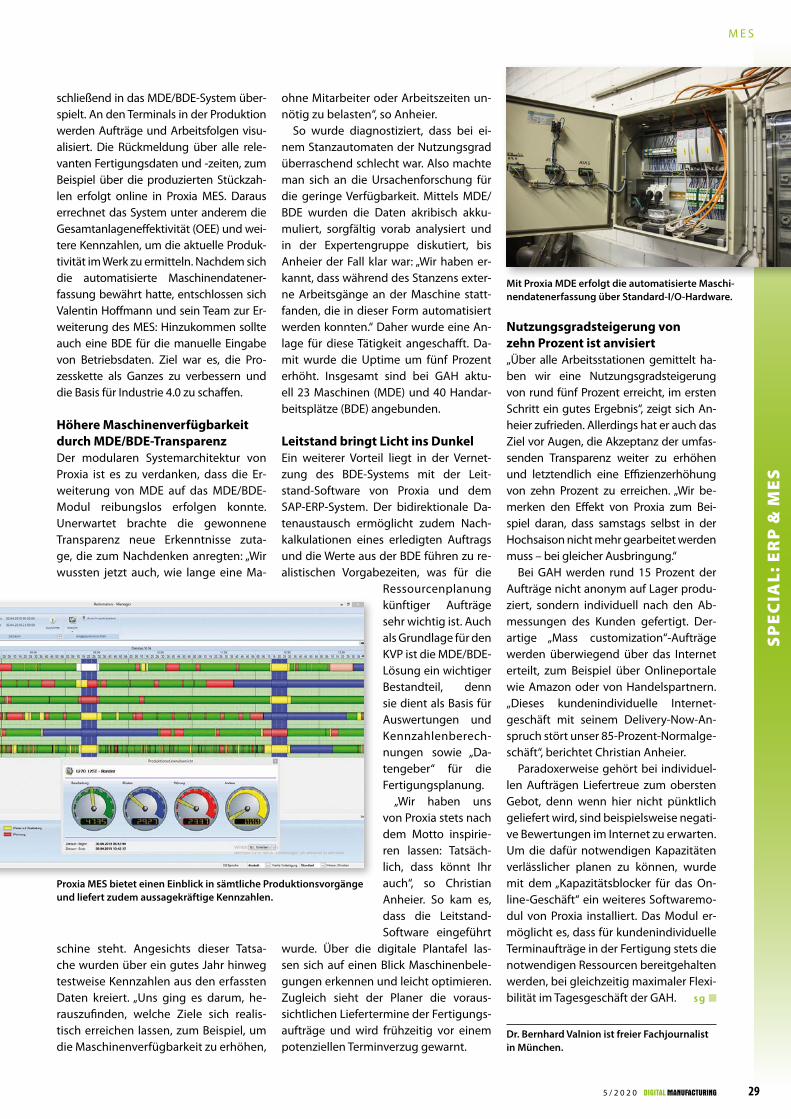
Einfuumlhrung von MDEBDEMES-Herzschlag steigert Nutzungsgrad und Liefertermintreue 28
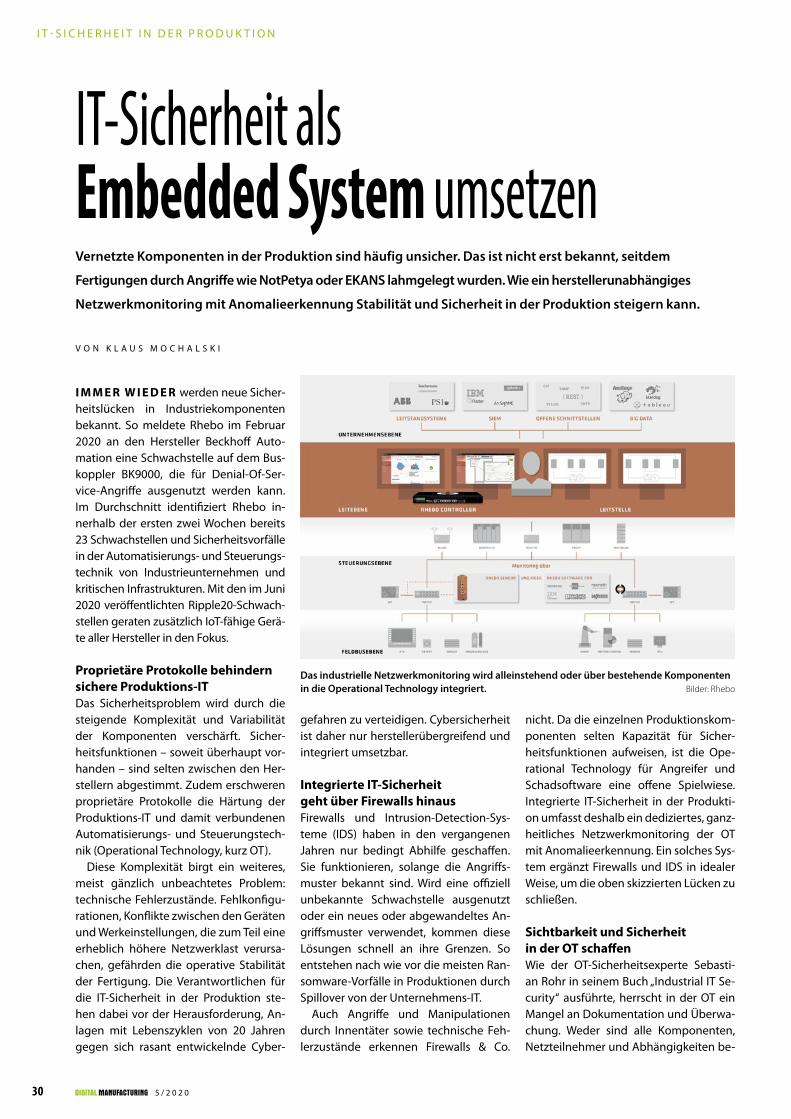
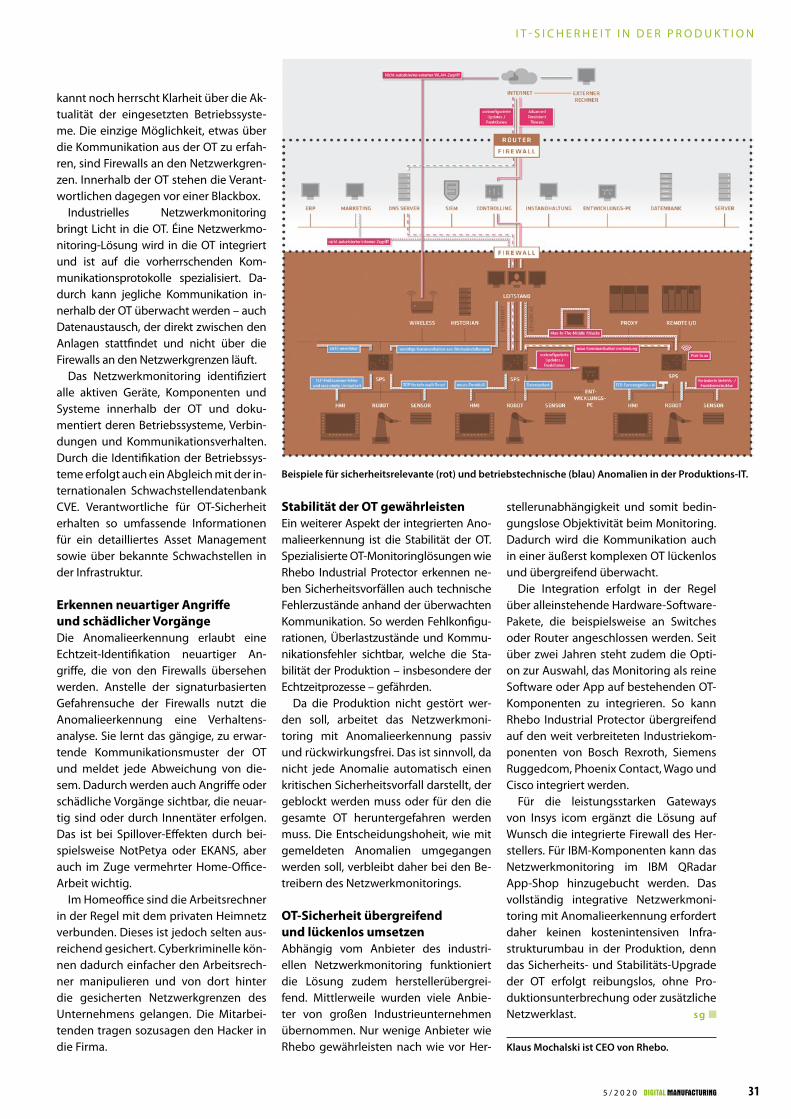
IT-Sicherheit in der ProduktionIT-Sicherheit als Embedded System umsetzen 30
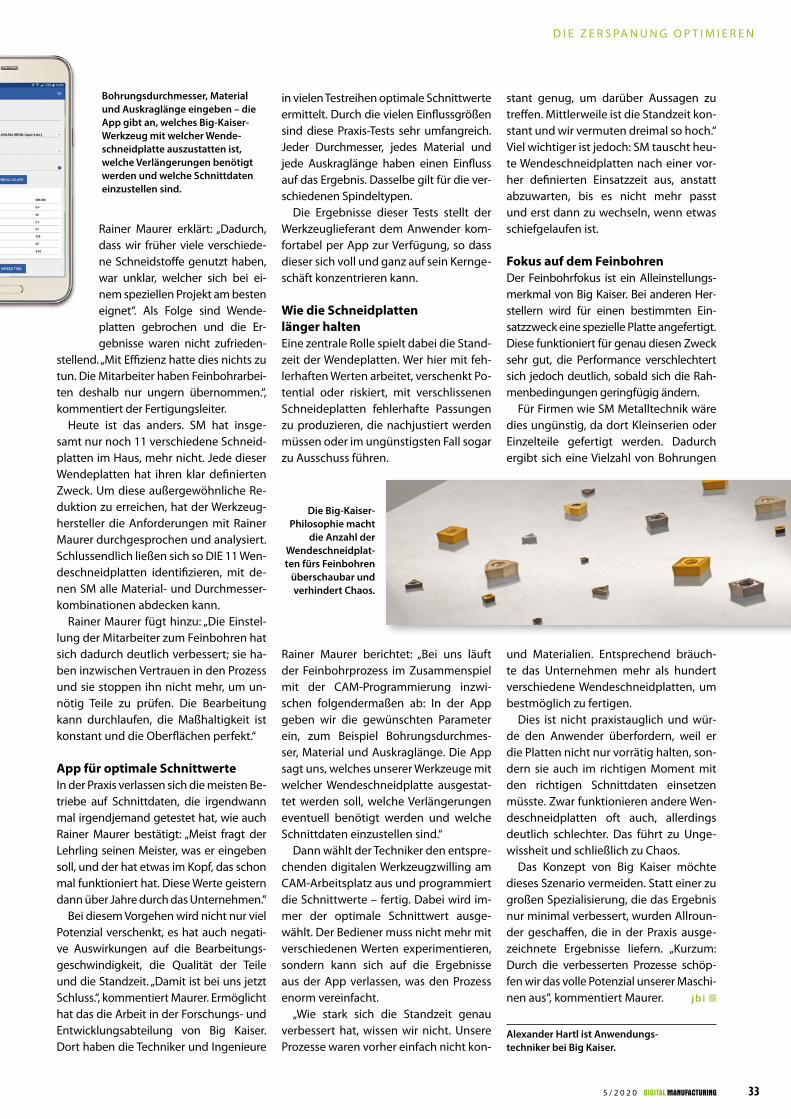
Optimierung in der ZerspanungRichtig bohren und sparen 32
Verkettete MagnesiumbearbeitungZuverlaumlssig automatisiert 34
Intelligente SpanntechnikMehr Einsicht in die Bearbeitung 36
Additive FertigungZuverlaumlssigere Produktion durch passgenaue Greifsysteme 38
Additive FertigungWie kann die Druckguss- Industrie von AM profitieren 40
TraceabilityBauteilruumlckverfolgung mit Track amp Trace Fingerprint 42
EDITORIAL 3
MARKETPLACE 44
VORSCHAU IMPRESSUM 46
Titelanzeige GFT Technologies Cloudloumlsungen fuumlr den ShopfloorIn der Corona-Krise zeigt sich einmal mehr wie hilfreich Cloudloumlsungen seien koumlnnen Sie ermoumlglichen den Mitarbeitern online in gemeinsa-men Informationspools zu arbeiten und remote ganze Unternehmens-bereiche zu uumlberwachen Viele Industrieunternehmen die in der Ver-gangenheit Beruumlhrungsaumlngste hatten beginnen nun mit dem Umbau ihrer IT-Struktur Denn Cloudloumlsungen erfordern keine Investitionen in eigene Hardware sparen lokalen Administrationsaufwand koumlnnen
entsprechend der jeweiligen Performanceanforderungen skaliert werden und sind techno-logisch stets up-to-date Um jedoch eine Cloud-Architektur strategisch sinnvoll einzufuumlhren und realistische Schritte zu planen ist die Zusammenarbeit mit einem erfahrenen Digita-lisierungspartner unerlaumlsslich Die GFT Technologies SE mit Hauptsitz Stuttgart und 6000 Mitarbeitern weltweit verbindet IT-Beratungs- und -Betriebsservices modernes Shopfloor-Management und langjaumlhrige Ingenieursexpertise mit einer eigenen IIoT-Plattform (Sphinx Open Online) die Maschinen- und Businessdaten intelligent verknuumlpft Legt man definierte Regelwerke oder gar kuumlnstliche Intelligenz zugrunde lassen sich die angeschlossenen Umgebungen uumlber die Plattform automatisch steuern
GFT Technologies SEMathias TeufelSenior Account Manager IndustryTel +49 (0)711 62042-348Mobil +49 (0)175 1905335E-Mail MathiasTeufelgftcomInternet wwwgftcomde
Mit Digitaltechnik und optimierter Wendeschneidplatten-Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit und Effizienz beim Feinbohren erheblich erhoumlhen Bild Big Kaiser
32
Redaktionell erwaumlhnte Institutionen Anbieter und Veranstalter
Allmatic S 6 Amazon Business S 10 ams S 24 Anselm Magel Consulting S14 Big Kaiser S 32 Cenit S 6 DE Software amp Control S 6 EOS S 38 Fraunhofer S 42 Fujitsu S12 GFOS S 26 GFT S 8 GOM S 6 Heitec S 20 Hexagon S 6 Huawei S 18 imk S16 Proxia S 28 PSI S 22 Rhebo S 30 Schunk S 36 SLM S 40 Walter S 6 Zimmer Group S 34
INDUSTRIEthinspthinsp40IHR SOFTWARE-PARTNER FUumlR DIE INDUSTRIE
Sind Sie bereit fuumlr Industrie 40 GFOS bietet das MES zur smarten Steuerung Ihrer Produktion
wwwgfoscommes
5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
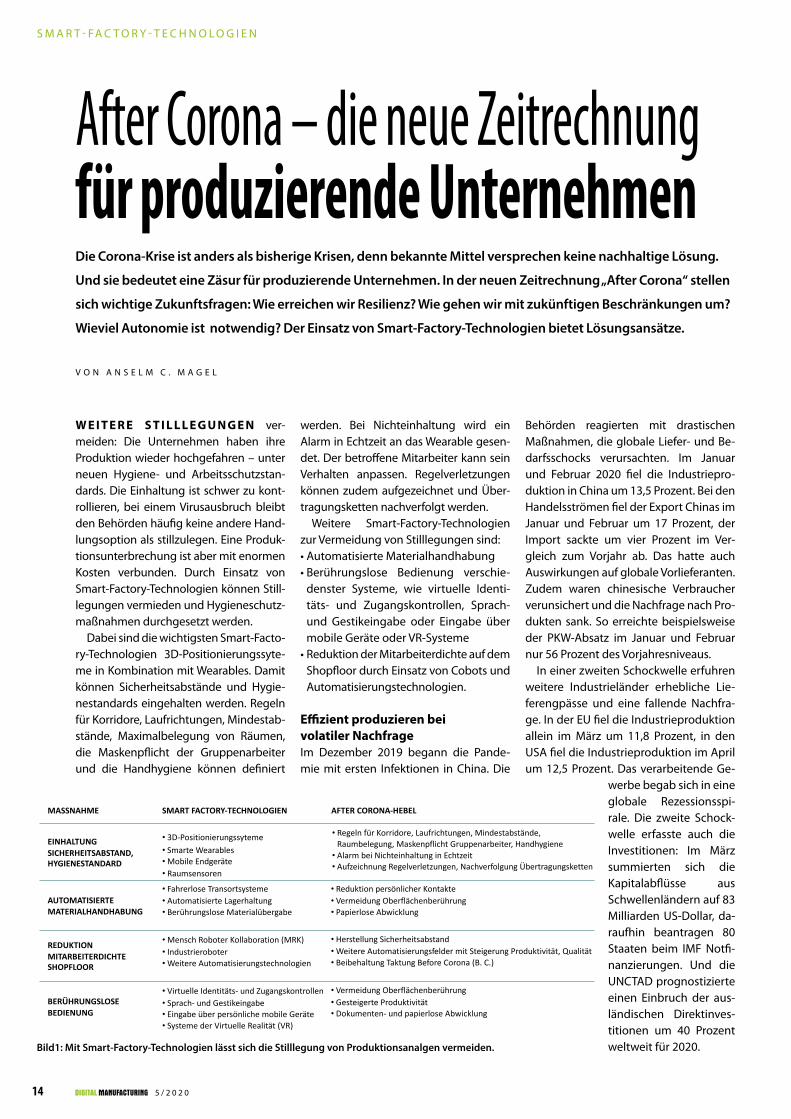
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
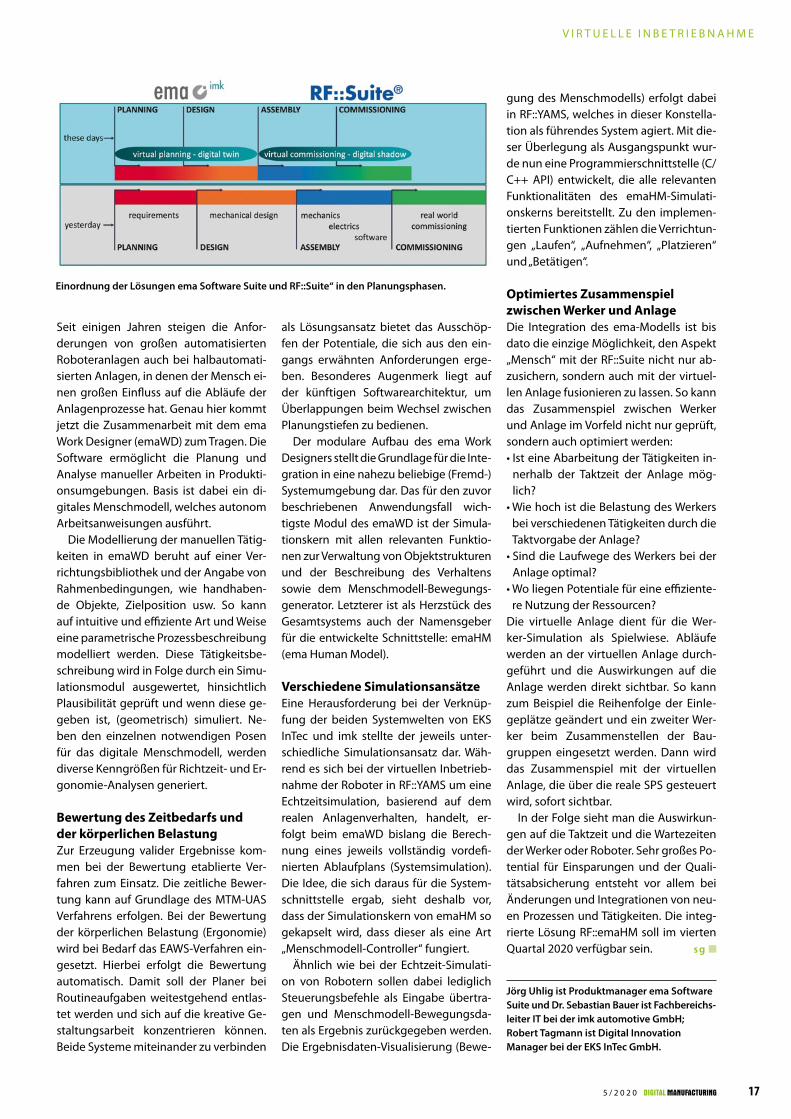
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
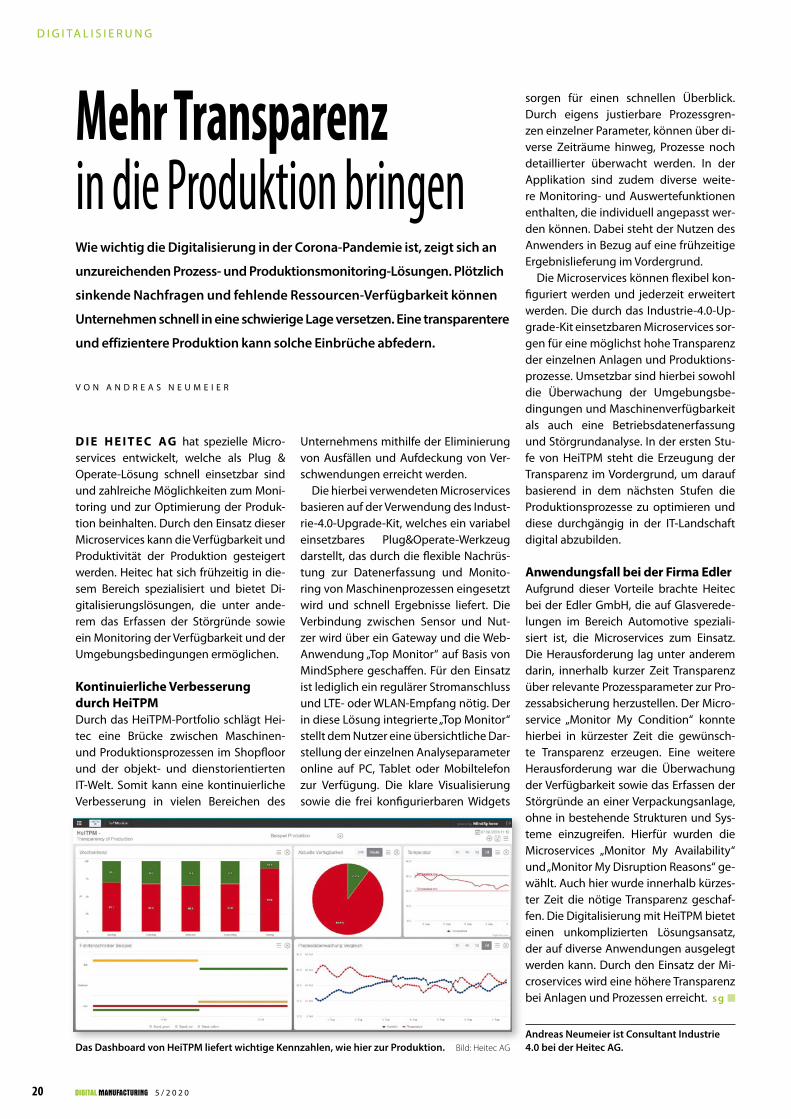
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

orchestrasofficode
IT OT WE BRIDGE THE GAP
Vom Shopfloor uumlber die klassische IT bis in die Cloud orchestrie-ren wir Ablaumlufe und machen Daten entlang der gesamten Wert-schoumlpfungskette verfuumlgbar
Mit uumlber 5000 Installationen ebnen wir Kunden weltweit den Weg zur Smart Factory ndash sei es Retrofit auftragsgesteuerte Produktion oder Value Based Services
Wir begleiten gerne auch Sie mit dem perfekten Zusammenspiel aus Expertise und Software
Wir machen Sie zum Dirigenten Ihrer Daten
Industrie 40 Experte Peter Velten+49 821 455 901 20 | peterveltensofficode
Liebe Leserinnen und Leser
letztes Jahr hatte VW die Industrie-welt mit der Ankuumlndigung uumlber-rascht ein eigenes standortuumlbergrei-fendes Produktionsdaten netzwerk die Volks wagen Industrial Cloud aufzubauen Darin will der Auto-mobilbauer Daten zum Material-fluss in den Fabriken oder zum Energieverbrauch von Maschinen bereitstellen Als Anbieter hatten die Wolfsburger den Marktfuumlhrer Amazon Web Services (AWS) aus-gewaumlhlt die Cloudsparte des US-Handelsriesen Als Integrationspartner ist inzwischen auch Siemens mit an Bord
Vor kurzem hat nun Volkswagen die naumlchste Stufe des Projekts bekanntgegeben Volkswagen oumlffnet jetzt seine Industrial Cloud fuumlr weitere Unternehmen aus Maschinenbau und Technologie Neue Partner koumlnnen sich kuumlnftig mit den Volkswagen-Stand orten vernetzen und eigene Software-Anwendungen zur Opti mierung von Fertigungsablaumlufen in der Indus-trial Cloud beisteuern Damit entsteht ein schnell wachsendes Angebot an industriellen Software- Applikationen fuumlr die VW-Fabriken Durch die-sen App-Store-Ansatz kann somit jeder Standort Anwendungen fuumlr seine Maschinen Werkzeuge und Anlagen direkt aus der Industrial Cloud beziehen Der Volkswagen-Konzern erwartet hierdurch erheb-liche Produktivitaumltssteigerungen in seinen Werken Die Partner unternehmen koumlnnen gleichzeitig ihre Applikationen in einem der groumlszligten auto mobilen Fertigungsverbuumlnde der Welt skalieren und weiter-entwickeln Hierdurch lassen sich auch ihre eigenen Prozesse und Produkte verbessern
Mit Cloudloumlsungen fuumlr die Fabrik beschaumlftigt sich auch die Titelstory dieser Ausgabe Unter anderem geht es um grundlegende Szenarien fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunter-nehmen sowie um eine Smart- Factory-Kombi aus Edge und Cloud Erfahren Sie mehr daruumlber auf den Seiten 8 und 9
Viel Spaszlig beim Lesen
Rainer Trummer Chefredakteur
Produktiver durch die Cloud
E D I T O R I A L
Besuchen Sie Digital Manufacturing auch auf Facebook Twitter und XING
STARKBEREIT
FUumlR JEDE HERAUSFORDERUNG
UND
FUumlR EINE VERNETZTE WELT
betterpartsfaster
Das multifunktionale QuartettINDEX B400 B500 undTRAUB TNA 400 TNA500
Flexible Universaldrehmaschinenfuumlr praumlzise und kraftvolle ZerspanungWahlweise mit Gegenspindel und weiteren attraktiven Optionen
wwwindex-werkede
4 5 2 0 2 0
I N H A LT
NewsAktuelles aus der Branche 6
Titelstory Zukunftssichere Loumlsungen fuumlr die vernetzte Fabrik Cloud fuumlr den Shopfloor 8
Maschinelles LernenBesseres B2B-Einkaufserlebnis durch Machine Learning 10
Digitalisierung Solide Datenbasis fuumlr die Smart Factory 12
Smart-Factory-TechnologienAfter Corona ndash die neue Zeitrechnung fuumlr produzierende Unternehmen 14
Virtuelle InbetriebnahmeIntelligente Menschmodelle fuumlr die Anlagensimulation 16
Predictive MaintenanceProbleme erkennen bevor sie entstehen 18
Digitalisierung Mehr Transparenz in die Produktion bringen 20
Special ERP amp MESFlexibles ERP-MES-System steuert smarte FabrikAuf dem Weg zum Cost Leader 22
Ressourcen-Planung in der EinzelfertigungEine Basis fuumlr beste Einrichtungen 24
Wenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung Bild Vedder
Reicht es einzelne Prozesse isoliert voneinander zu optimieren Wie digitale Plattformen die Maschinen (OT) mit der Produktionsplanung (IT) auf eine Basis stellen Bild Fujitsu
2412
Personalplanung Produktiver durch smarte Planung 26
Einfuumlhrung von MDEBDEMES-Herzschlag steigert Nutzungsgrad und Liefertermintreue 28
IT-Sicherheit in der ProduktionIT-Sicherheit als Embedded System umsetzen 30
Optimierung in der ZerspanungRichtig bohren und sparen 32
Verkettete MagnesiumbearbeitungZuverlaumlssig automatisiert 34
Intelligente SpanntechnikMehr Einsicht in die Bearbeitung 36
Additive FertigungZuverlaumlssigere Produktion durch passgenaue Greifsysteme 38
Additive FertigungWie kann die Druckguss- Industrie von AM profitieren 40
TraceabilityBauteilruumlckverfolgung mit Track amp Trace Fingerprint 42
EDITORIAL 3
MARKETPLACE 44
VORSCHAU IMPRESSUM 46
Titelanzeige GFT Technologies Cloudloumlsungen fuumlr den ShopfloorIn der Corona-Krise zeigt sich einmal mehr wie hilfreich Cloudloumlsungen seien koumlnnen Sie ermoumlglichen den Mitarbeitern online in gemeinsa-men Informationspools zu arbeiten und remote ganze Unternehmens-bereiche zu uumlberwachen Viele Industrieunternehmen die in der Ver-gangenheit Beruumlhrungsaumlngste hatten beginnen nun mit dem Umbau ihrer IT-Struktur Denn Cloudloumlsungen erfordern keine Investitionen in eigene Hardware sparen lokalen Administrationsaufwand koumlnnen
entsprechend der jeweiligen Performanceanforderungen skaliert werden und sind techno-logisch stets up-to-date Um jedoch eine Cloud-Architektur strategisch sinnvoll einzufuumlhren und realistische Schritte zu planen ist die Zusammenarbeit mit einem erfahrenen Digita-lisierungspartner unerlaumlsslich Die GFT Technologies SE mit Hauptsitz Stuttgart und 6000 Mitarbeitern weltweit verbindet IT-Beratungs- und -Betriebsservices modernes Shopfloor-Management und langjaumlhrige Ingenieursexpertise mit einer eigenen IIoT-Plattform (Sphinx Open Online) die Maschinen- und Businessdaten intelligent verknuumlpft Legt man definierte Regelwerke oder gar kuumlnstliche Intelligenz zugrunde lassen sich die angeschlossenen Umgebungen uumlber die Plattform automatisch steuern
GFT Technologies SEMathias TeufelSenior Account Manager IndustryTel +49 (0)711 62042-348Mobil +49 (0)175 1905335E-Mail MathiasTeufelgftcomInternet wwwgftcomde
Mit Digitaltechnik und optimierter Wendeschneidplatten-Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit und Effizienz beim Feinbohren erheblich erhoumlhen Bild Big Kaiser
32
Redaktionell erwaumlhnte Institutionen Anbieter und Veranstalter
Allmatic S 6 Amazon Business S 10 ams S 24 Anselm Magel Consulting S14 Big Kaiser S 32 Cenit S 6 DE Software amp Control S 6 EOS S 38 Fraunhofer S 42 Fujitsu S12 GFOS S 26 GFT S 8 GOM S 6 Heitec S 20 Hexagon S 6 Huawei S 18 imk S16 Proxia S 28 PSI S 22 Rhebo S 30 Schunk S 36 SLM S 40 Walter S 6 Zimmer Group S 34
INDUSTRIEthinspthinsp40IHR SOFTWARE-PARTNER FUumlR DIE INDUSTRIE
Sind Sie bereit fuumlr Industrie 40 GFOS bietet das MES zur smarten Steuerung Ihrer Produktion
wwwgfoscommes
5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

Liebe Leserinnen und Leser
letztes Jahr hatte VW die Industrie-welt mit der Ankuumlndigung uumlber-rascht ein eigenes standortuumlbergrei-fendes Produktionsdaten netzwerk die Volks wagen Industrial Cloud aufzubauen Darin will der Auto-mobilbauer Daten zum Material-fluss in den Fabriken oder zum Energieverbrauch von Maschinen bereitstellen Als Anbieter hatten die Wolfsburger den Marktfuumlhrer Amazon Web Services (AWS) aus-gewaumlhlt die Cloudsparte des US-Handelsriesen Als Integrationspartner ist inzwischen auch Siemens mit an Bord
Vor kurzem hat nun Volkswagen die naumlchste Stufe des Projekts bekanntgegeben Volkswagen oumlffnet jetzt seine Industrial Cloud fuumlr weitere Unternehmen aus Maschinenbau und Technologie Neue Partner koumlnnen sich kuumlnftig mit den Volkswagen-Stand orten vernetzen und eigene Software-Anwendungen zur Opti mierung von Fertigungsablaumlufen in der Indus-trial Cloud beisteuern Damit entsteht ein schnell wachsendes Angebot an industriellen Software- Applikationen fuumlr die VW-Fabriken Durch die-sen App-Store-Ansatz kann somit jeder Standort Anwendungen fuumlr seine Maschinen Werkzeuge und Anlagen direkt aus der Industrial Cloud beziehen Der Volkswagen-Konzern erwartet hierdurch erheb-liche Produktivitaumltssteigerungen in seinen Werken Die Partner unternehmen koumlnnen gleichzeitig ihre Applikationen in einem der groumlszligten auto mobilen Fertigungsverbuumlnde der Welt skalieren und weiter-entwickeln Hierdurch lassen sich auch ihre eigenen Prozesse und Produkte verbessern
Mit Cloudloumlsungen fuumlr die Fabrik beschaumlftigt sich auch die Titelstory dieser Ausgabe Unter anderem geht es um grundlegende Szenarien fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunter-nehmen sowie um eine Smart- Factory-Kombi aus Edge und Cloud Erfahren Sie mehr daruumlber auf den Seiten 8 und 9
Viel Spaszlig beim Lesen
Rainer Trummer Chefredakteur
Produktiver durch die Cloud
E D I T O R I A L
Besuchen Sie Digital Manufacturing auch auf Facebook Twitter und XING
STARKBEREIT
FUumlR JEDE HERAUSFORDERUNG
UND
FUumlR EINE VERNETZTE WELT
betterpartsfaster
Das multifunktionale QuartettINDEX B400 B500 undTRAUB TNA 400 TNA500
Flexible Universaldrehmaschinenfuumlr praumlzise und kraftvolle ZerspanungWahlweise mit Gegenspindel und weiteren attraktiven Optionen
wwwindex-werkede
4 5 2 0 2 0
I N H A LT
NewsAktuelles aus der Branche 6
Titelstory Zukunftssichere Loumlsungen fuumlr die vernetzte Fabrik Cloud fuumlr den Shopfloor 8
Maschinelles LernenBesseres B2B-Einkaufserlebnis durch Machine Learning 10
Digitalisierung Solide Datenbasis fuumlr die Smart Factory 12
Smart-Factory-TechnologienAfter Corona ndash die neue Zeitrechnung fuumlr produzierende Unternehmen 14
Virtuelle InbetriebnahmeIntelligente Menschmodelle fuumlr die Anlagensimulation 16
Predictive MaintenanceProbleme erkennen bevor sie entstehen 18
Digitalisierung Mehr Transparenz in die Produktion bringen 20
Special ERP amp MESFlexibles ERP-MES-System steuert smarte FabrikAuf dem Weg zum Cost Leader 22
Ressourcen-Planung in der EinzelfertigungEine Basis fuumlr beste Einrichtungen 24
Wenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung Bild Vedder
Reicht es einzelne Prozesse isoliert voneinander zu optimieren Wie digitale Plattformen die Maschinen (OT) mit der Produktionsplanung (IT) auf eine Basis stellen Bild Fujitsu
2412
Personalplanung Produktiver durch smarte Planung 26
Einfuumlhrung von MDEBDEMES-Herzschlag steigert Nutzungsgrad und Liefertermintreue 28
IT-Sicherheit in der ProduktionIT-Sicherheit als Embedded System umsetzen 30
Optimierung in der ZerspanungRichtig bohren und sparen 32
Verkettete MagnesiumbearbeitungZuverlaumlssig automatisiert 34
Intelligente SpanntechnikMehr Einsicht in die Bearbeitung 36
Additive FertigungZuverlaumlssigere Produktion durch passgenaue Greifsysteme 38
Additive FertigungWie kann die Druckguss- Industrie von AM profitieren 40
TraceabilityBauteilruumlckverfolgung mit Track amp Trace Fingerprint 42
EDITORIAL 3
MARKETPLACE 44
VORSCHAU IMPRESSUM 46
Titelanzeige GFT Technologies Cloudloumlsungen fuumlr den ShopfloorIn der Corona-Krise zeigt sich einmal mehr wie hilfreich Cloudloumlsungen seien koumlnnen Sie ermoumlglichen den Mitarbeitern online in gemeinsa-men Informationspools zu arbeiten und remote ganze Unternehmens-bereiche zu uumlberwachen Viele Industrieunternehmen die in der Ver-gangenheit Beruumlhrungsaumlngste hatten beginnen nun mit dem Umbau ihrer IT-Struktur Denn Cloudloumlsungen erfordern keine Investitionen in eigene Hardware sparen lokalen Administrationsaufwand koumlnnen
entsprechend der jeweiligen Performanceanforderungen skaliert werden und sind techno-logisch stets up-to-date Um jedoch eine Cloud-Architektur strategisch sinnvoll einzufuumlhren und realistische Schritte zu planen ist die Zusammenarbeit mit einem erfahrenen Digita-lisierungspartner unerlaumlsslich Die GFT Technologies SE mit Hauptsitz Stuttgart und 6000 Mitarbeitern weltweit verbindet IT-Beratungs- und -Betriebsservices modernes Shopfloor-Management und langjaumlhrige Ingenieursexpertise mit einer eigenen IIoT-Plattform (Sphinx Open Online) die Maschinen- und Businessdaten intelligent verknuumlpft Legt man definierte Regelwerke oder gar kuumlnstliche Intelligenz zugrunde lassen sich die angeschlossenen Umgebungen uumlber die Plattform automatisch steuern
GFT Technologies SEMathias TeufelSenior Account Manager IndustryTel +49 (0)711 62042-348Mobil +49 (0)175 1905335E-Mail MathiasTeufelgftcomInternet wwwgftcomde
Mit Digitaltechnik und optimierter Wendeschneidplatten-Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit und Effizienz beim Feinbohren erheblich erhoumlhen Bild Big Kaiser
32
Redaktionell erwaumlhnte Institutionen Anbieter und Veranstalter
Allmatic S 6 Amazon Business S 10 ams S 24 Anselm Magel Consulting S14 Big Kaiser S 32 Cenit S 6 DE Software amp Control S 6 EOS S 38 Fraunhofer S 42 Fujitsu S12 GFOS S 26 GFT S 8 GOM S 6 Heitec S 20 Hexagon S 6 Huawei S 18 imk S16 Proxia S 28 PSI S 22 Rhebo S 30 Schunk S 36 SLM S 40 Walter S 6 Zimmer Group S 34
INDUSTRIEthinspthinsp40IHR SOFTWARE-PARTNER FUumlR DIE INDUSTRIE
Sind Sie bereit fuumlr Industrie 40 GFOS bietet das MES zur smarten Steuerung Ihrer Produktion
wwwgfoscommes
5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

4 5 2 0 2 0
I N H A LT
NewsAktuelles aus der Branche 6
Titelstory Zukunftssichere Loumlsungen fuumlr die vernetzte Fabrik Cloud fuumlr den Shopfloor 8
Maschinelles LernenBesseres B2B-Einkaufserlebnis durch Machine Learning 10
Digitalisierung Solide Datenbasis fuumlr die Smart Factory 12
Smart-Factory-TechnologienAfter Corona ndash die neue Zeitrechnung fuumlr produzierende Unternehmen 14
Virtuelle InbetriebnahmeIntelligente Menschmodelle fuumlr die Anlagensimulation 16
Predictive MaintenanceProbleme erkennen bevor sie entstehen 18
Digitalisierung Mehr Transparenz in die Produktion bringen 20
Special ERP amp MESFlexibles ERP-MES-System steuert smarte FabrikAuf dem Weg zum Cost Leader 22
Ressourcen-Planung in der EinzelfertigungEine Basis fuumlr beste Einrichtungen 24
Wenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung Bild Vedder
Reicht es einzelne Prozesse isoliert voneinander zu optimieren Wie digitale Plattformen die Maschinen (OT) mit der Produktionsplanung (IT) auf eine Basis stellen Bild Fujitsu
2412
Personalplanung Produktiver durch smarte Planung 26
Einfuumlhrung von MDEBDEMES-Herzschlag steigert Nutzungsgrad und Liefertermintreue 28
IT-Sicherheit in der ProduktionIT-Sicherheit als Embedded System umsetzen 30
Optimierung in der ZerspanungRichtig bohren und sparen 32
Verkettete MagnesiumbearbeitungZuverlaumlssig automatisiert 34
Intelligente SpanntechnikMehr Einsicht in die Bearbeitung 36
Additive FertigungZuverlaumlssigere Produktion durch passgenaue Greifsysteme 38
Additive FertigungWie kann die Druckguss- Industrie von AM profitieren 40
TraceabilityBauteilruumlckverfolgung mit Track amp Trace Fingerprint 42
EDITORIAL 3
MARKETPLACE 44
VORSCHAU IMPRESSUM 46
Titelanzeige GFT Technologies Cloudloumlsungen fuumlr den ShopfloorIn der Corona-Krise zeigt sich einmal mehr wie hilfreich Cloudloumlsungen seien koumlnnen Sie ermoumlglichen den Mitarbeitern online in gemeinsa-men Informationspools zu arbeiten und remote ganze Unternehmens-bereiche zu uumlberwachen Viele Industrieunternehmen die in der Ver-gangenheit Beruumlhrungsaumlngste hatten beginnen nun mit dem Umbau ihrer IT-Struktur Denn Cloudloumlsungen erfordern keine Investitionen in eigene Hardware sparen lokalen Administrationsaufwand koumlnnen
entsprechend der jeweiligen Performanceanforderungen skaliert werden und sind techno-logisch stets up-to-date Um jedoch eine Cloud-Architektur strategisch sinnvoll einzufuumlhren und realistische Schritte zu planen ist die Zusammenarbeit mit einem erfahrenen Digita-lisierungspartner unerlaumlsslich Die GFT Technologies SE mit Hauptsitz Stuttgart und 6000 Mitarbeitern weltweit verbindet IT-Beratungs- und -Betriebsservices modernes Shopfloor-Management und langjaumlhrige Ingenieursexpertise mit einer eigenen IIoT-Plattform (Sphinx Open Online) die Maschinen- und Businessdaten intelligent verknuumlpft Legt man definierte Regelwerke oder gar kuumlnstliche Intelligenz zugrunde lassen sich die angeschlossenen Umgebungen uumlber die Plattform automatisch steuern
GFT Technologies SEMathias TeufelSenior Account Manager IndustryTel +49 (0)711 62042-348Mobil +49 (0)175 1905335E-Mail MathiasTeufelgftcomInternet wwwgftcomde
Mit Digitaltechnik und optimierter Wendeschneidplatten-Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit und Effizienz beim Feinbohren erheblich erhoumlhen Bild Big Kaiser
32
Redaktionell erwaumlhnte Institutionen Anbieter und Veranstalter
Allmatic S 6 Amazon Business S 10 ams S 24 Anselm Magel Consulting S14 Big Kaiser S 32 Cenit S 6 DE Software amp Control S 6 EOS S 38 Fraunhofer S 42 Fujitsu S12 GFOS S 26 GFT S 8 GOM S 6 Heitec S 20 Hexagon S 6 Huawei S 18 imk S16 Proxia S 28 PSI S 22 Rhebo S 30 Schunk S 36 SLM S 40 Walter S 6 Zimmer Group S 34
INDUSTRIEthinspthinsp40IHR SOFTWARE-PARTNER FUumlR DIE INDUSTRIE
Sind Sie bereit fuumlr Industrie 40 GFOS bietet das MES zur smarten Steuerung Ihrer Produktion
wwwgfoscommes
5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

Titelanzeige GFT Technologies Cloudloumlsungen fuumlr den ShopfloorIn der Corona-Krise zeigt sich einmal mehr wie hilfreich Cloudloumlsungen seien koumlnnen Sie ermoumlglichen den Mitarbeitern online in gemeinsa-men Informationspools zu arbeiten und remote ganze Unternehmens-bereiche zu uumlberwachen Viele Industrieunternehmen die in der Ver-gangenheit Beruumlhrungsaumlngste hatten beginnen nun mit dem Umbau ihrer IT-Struktur Denn Cloudloumlsungen erfordern keine Investitionen in eigene Hardware sparen lokalen Administrationsaufwand koumlnnen
entsprechend der jeweiligen Performanceanforderungen skaliert werden und sind techno-logisch stets up-to-date Um jedoch eine Cloud-Architektur strategisch sinnvoll einzufuumlhren und realistische Schritte zu planen ist die Zusammenarbeit mit einem erfahrenen Digita-lisierungspartner unerlaumlsslich Die GFT Technologies SE mit Hauptsitz Stuttgart und 6000 Mitarbeitern weltweit verbindet IT-Beratungs- und -Betriebsservices modernes Shopfloor-Management und langjaumlhrige Ingenieursexpertise mit einer eigenen IIoT-Plattform (Sphinx Open Online) die Maschinen- und Businessdaten intelligent verknuumlpft Legt man definierte Regelwerke oder gar kuumlnstliche Intelligenz zugrunde lassen sich die angeschlossenen Umgebungen uumlber die Plattform automatisch steuern
GFT Technologies SEMathias TeufelSenior Account Manager IndustryTel +49 (0)711 62042-348Mobil +49 (0)175 1905335E-Mail MathiasTeufelgftcomInternet wwwgftcomde
Mit Digitaltechnik und optimierter Wendeschneidplatten-Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit und Effizienz beim Feinbohren erheblich erhoumlhen Bild Big Kaiser
32
Redaktionell erwaumlhnte Institutionen Anbieter und Veranstalter
Allmatic S 6 Amazon Business S 10 ams S 24 Anselm Magel Consulting S14 Big Kaiser S 32 Cenit S 6 DE Software amp Control S 6 EOS S 38 Fraunhofer S 42 Fujitsu S12 GFOS S 26 GFT S 8 GOM S 6 Heitec S 20 Hexagon S 6 Huawei S 18 imk S16 Proxia S 28 PSI S 22 Rhebo S 30 Schunk S 36 SLM S 40 Walter S 6 Zimmer Group S 34
INDUSTRIEthinspthinsp40IHR SOFTWARE-PARTNER FUumlR DIE INDUSTRIE
Sind Sie bereit fuumlr Industrie 40 GFOS bietet das MES zur smarten Steuerung Ihrer Produktion
wwwgfoscommes
5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

5 2 0 2 06
N E W S
L A C K E N U N D B E S C H I C H T E N ndash C E N I T
So gelingt dem Roboter der LackSimulieren visualisieren ana-lysieren Oberflaumlchen gehoumlren zu den anspruchsvollsten Auf-gaben in der Automobil- und Luftfahrtproduktion Beschich-tungen erfuumlllen eine Vielzahl von Funktionen ndash vom Schutz der Karosserie und Oberflauml-chenvorbereitung bis hin zur Schaffung der endguumlltigen Er-scheinung die die Wahrneh-mung des Produkts bestimmt Die Technologie muss dabei houmlchste Anforderungen an Qualitaumlt und Effizienz erfuumll-len Der Einsatz von Robotern fuumlr Spruumlhanwendungen hat sich daher bewaumlhrt Vorteil Sie sind in der Lage komplexen dreidimensionalen Bahnen zu folgen ohne zu ermuumlden Ma-nuelle Verfahren koumlnnen dies in der gleichen Praumlzision und Iteration nicht gewaumlhrleis-ten Dank der neuen oberflauml-chenbasierten Funktionalitauml-ten koumlnnen Anwender mit der
neuen Fastsuite Edition 2 von Cenit schnell und intuitiv kom-plexe Lackieranwendungen erstellen simulieren und ana-lysieren So kann er auf sehr einfache und effektive Art alle wichtigen Kriterien wie Mus-ter Oberflaumlchenbedeckung Spruumlhkegelausdehnung und Auftragsgeschwindigkeit opti-mieren All dies kann herstelle-runabhaumlngig fuumlr alle Roboter-marken und -Modelle bereits in der Planungsphase umge-setzt werden ndash und damit lan-ge bevor ein entsprechendes Robotersystem aufgebaut und in Betrieb genommen wird
E R G O N O M I S C H S P A N N E N ndash A L L M A T I C
Auf Buddy ist Verlass
Arbeitsvorbereitung (AV) ist in der Fertigung eine haumlufig unterschaumltzte Grouml-szlige Sie sorgt unter ande-rem dafuumlr dass sich teure Bearbeitungsmaschinen in kuumlrzester Zeit umruumlsten und Werkstuumlcke zur Bear-beitung einspannen lassen Stillstandzeiten werden so moumlglichst reduziert Dem Spannen selbst kommt da-mit eine zentrale Rolle zu denn nur wenn Werkstuumlcke sicher sitzen und die Bear-beitung unterstuumltzen kann die CNC-Maschine schnell
und effizient arbeiten Da-bei erfolgt das Spannen von Werkstuumlcken in der Re-gel mithilfe eines Drehmo-mentschluumlssels oder einer Handkurbel direkt in der Maschine oder auszligerhalb an einem Ruumlstplatz Ein gro-szliger Nachteil dieser Methode ist das umstaumlndliche Han-tieren ndash oftmals uumlber Kopf Physische Fehlbelastungen sowie daraus resultierende Arbeitsausfaumllle sind die Kon-sequenz und belasten Unter-nehmen zusaumltzlich Allmatic hat mit dem WorkBuddy nun eine elektronische Spann-hilfe vorgestellt die die Be-stuumlckung von Spanntuumlrmen beschleunigt und dabei dem Facharbeiter ein ergonomi-sches sowie gelenkschonen-des Arbeiten ermoumlglicht Unhandliche Drehmoment-schluumlssel und falsche An-zugsmomente gehoumlren da-mit der Vergangenheit an
I N K L U S I O N ndash D E S O F T W A R E amp C O N T R O L
So verliert die Maschine VorurteileMitglieder des Arbeitskrei-ses fuumlr Arbeit Soziales Ju-gend und Familie der CSU-Landtagsfraktion waren zu Gast in im Niederbaye-rischen Dingolfing als DE Software amp Control ein neu-es Werkerassistenzsystem vorstellte das in den Werk-staumltten der Barmherzigen Bruumlder Straubing erfolg-reich eingefuumlhrt wurde Elke Steubl Abteilungsleiterin in den Werkstaumltten kommen-tiert bdquoDurch das Werkeras-sistenzsystem Levelup sind Menschen mit Handicap ohne Barrieren wertschoumlp-fend taumltig und leisten ihren Beitrag fuumlr die Gesellschaftldquo Auch fuumlr DE Software war dieses Projekt eine Berei-cherung wie Marketinglei-ter Gerhard Eichner erklaumlrt
bdquoWenn wir unsere Systeme in der Industrie installieren schaffen wir Schnelligkeit und Effizienz In den Werk-staumltten schaffen wir Neu-gier Freude und Selbst-vertrauenldquo Nachdenklich wurden auch die Mitglieder des Arbeitskreises fuumlr Ar-beit Soziales Jugend und Familie Vorsitzender Tho-mas Huber fordert ein Um-denken bdquoGerade Menschen mit Handicap benoumltigen die besten Werkzeuge Jetzt liegt es auch an der Politik Werkstaumltten diese moder-nen Werkzeuge zugaumlnglich zu machenldquo Josef Zellmei-er der Vorsitzende des Aus-schusses fuumlr Staatshaushalt und Finanzfragen sicherte seine umfangreiche Unter-stuumltzung zu
M E S S M A S C H I N E N ndash H E X A G O N
Fuumlr die groszlige Buumlhne geschaffenHexagon stellt mit Delta Ope-ra ein ziemlich groszliges Koor-dinatenmessgeraumlt (KMG) vor das die Beladung uumlberdimen-sionaler Teile vereinfacht Dank offener Bauweise laumlsst sich das KMG von drei Seiten aus mit Werkstuumlcken bela-den Das geht schneller und zudem sind Kollisionen mit der KMG-Konstruktion un-wahrscheinlicher Auch ist der Platzbedarf geringer als bei uumlblichen Bruumlcken-KMG wo-mit sich die Kosten fuumlr eine Temperatur-regelung reduzie-ren Das System ist fuumlr groszlige Luft- und Raumfahrt- sowie Fraumlsanwendungen konzipiert Das neue KMG bietet eine Rei-
he an weiteren Verbesserun-gen beim Bedienkomfort einschlieszliglich Anzeigeleuch-ten fuumlr Geraumltestatus und -ge-schwindigkeit sowie einer manuellen Taster-Wechsel-einrichtung fuumlr den nahtlo-sen Wechsel von Tastkoumlpfen
Bild
Allm
atic
Bild
Hex
agon
Bild
Cen
it
N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

N E W S
M E S S A U S W E R T U N G ndash G O M
Auf einer Software-Plattform gebuumlndeltErst die professionelle Auswertung macht aus praumlzisen Messergebnissen einen Wettbewerbsvorteil Der 3D-Messtechniklieferant GOM hat seine bestehende All-in-one-Software GOM Inspect weiterentwickelt Mit der neu-en Plattform GOM Inspect Suite sind nun alle Anwendungsprogramme sind vollintegriert und zudem durch ei-gene Skripte flexibel und individuell erweiterbar Die Software liefert das
Unternehmen kostenfrei zu seinen op-tischen 3D-Messsystemen wobei sie sich um kostenpflichtige Module er-weitern laumlsst Jaumlhrlich gibt es ein neues Release Die-ses Jahr standen neben neuen Funk-tionen eine Buumlndelung der Struktur an ndash das schafft eine Durchgaumlngigkeit von der Aufnahme der 3D-Daten bis zum Reporting bietet viele Workflow-Effizienzen mehr Flexibilitaumlt und Pro-
zesssicherheit sowie geringere Trai-ningsaufwaumlnde Die GOM Inspect Suite 2020 ist damit eine systemunabhaumlngige Auswertesoftware fuumlr 3D-Messdaten die von Streifenprojektionsscannern Laserscannern Koordinatenmessgerauml-ten und anderen Messmaschinen gene-riert wurden Kostenpflichtige Module wie das Inspect-Professional-Modul un-terstuumltzen beispielsweise die paramet-rische Inspektion und erleichtern durch Vorlagen fuumlr Messablaumlufe und Pruumlfbe-richte den Mess-Workflow zusaumltzlich
D I G I T A L - E V E N T ndash W A L T E R
Digital und trotzdem liveWalter laumldt seine Kunden und Interessenten am 15 Septem-ber 2020 zu einem digitalen Event ein Teilnehmer koumlnnen Walter dabei im wahrsten Sin-ne live erleben Der Werkzeug-hersteller praumlsentiert Loumlsun-gen und Praumlzisionswerkzeuge fuumlr die besonderen Herausfor-derungen in der zerspanen-den Metallbearbeitung Wal-ter-Praumlsident Richard Harris erklaumlrt bdquoDie wichtigen Messen finden in diesem Jahr nicht statt Fuumlr unsere Kunden Part-ner und uns sind das wichtige Treffpunkte ndash nicht nur um Neuheiten vorzustellen son-dern auch fuumlr den persoumlnli-chen Kontakt 2020 haben wir uns deshalb fuumlr ein virtuelles Messe-Erlebnis entschieden Bei Walterlive zeigen wir auf einer eigenen Plattform nicht nur unsere neuen Produkte und Services wir schalten zu-dem per Livestream ins Walter Technology Center und bie-ten Live-Sessions mit unseren Experten anldquo Die Teilnahme ist kostenlos erfordert jedoch eine Anmeldung Eine inter-nationale Auskopplung findet am 16 September auf Eng-lisch und Italienisch statt
wwwamfde
ANDREAS MAIER ANDREAS MAIER GmbH amp Co KG GmbH amp Co KG FellbachFellbach
bdquoDie Null muss stehrsquon Jungsldquo
Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Um bis zu 90 lassen sich Ruumlstzeiten senken ndash mit Nullpunkt-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-Spannsystemen von AMF Damit erhoumlhen sich die Maschinen-laufzeiten sehr deutlich Los gehtrsquoslaufzeiten sehr deutlich Los gehtrsquos
Fragen Sie auch nach unseren AutomatisierungsloumlsungenFragen Sie auch nach unseren Automatisierungsloumlsungen
Noch heute kostenlosen Katalog anfordern
WIR SORGEN FUumlR SPANNUNG
AMF_Anzeige_144x206mm_DE_2020_RZindd 1AMF_Anzeige_144x206mm_DE_2020_RZindd 1 300720 1549300720 1549
W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

W E R B E R E I T S vor der Corona-Krise auf Cloudloumlsungen im Unternehmen gesetzt hat konnte in den vergangenen Monaten die Vorteile hautnah miterleben Anwen-dungen die Mitarbeiter problemlos aus dem haumluslichen Wlan bedienen koumlnnen Bestellprozesse die sich von uumlberall re-geln lassen Maschinenparks die aus der Ferne uumlberwacht gewartet und optimal ausgelastet werden koumlnnen ndash immer kon-taktlos und doch eng vernetzt
Eine besondere KombinationUm dieses Potenzial zu foumlrdern bietet der IT- und Software-Dienstleister GFT Technologies SE eine ungewoumlhnliche in dieser Auspraumlgung vermutlich ein-zigartige Kombination Zum einen ver-fuumlgt das international taumltige Unterneh-men mit rund 6000 Mitarbeitern uumlber mehrere hundert zertifizierte Cloud-Experten pflegt enge Partnerschaften zu den groszligen Cloudanbietern dieser Welt ndash und kann bei Bedarf auch kom-plett deutsche Cloudloumlsungen liefern Zum anderen hat GFT mit bdquoSphinx Open Onlineldquo eine IoT-Plattform im Portfolio die bereits seit vielen Jahren erfolgreich bei Automobilherstellern sowie vielen anderen Industrieunternehmen im Ein-satz ist und wertschoumlpfende Shopfloor-Anwendungen bereithaumllt
Fuumlr den Betrieb von Cloudloumlsungen im Alltag von Fertigungsunternehmen gibt es drei grundlegende Szenarienbull Produktionseinheiten sind weltweit
auf mehrere Standorte verteilt und be-noumltigen eine aktuelle homogene Da-tengrundlage fuumlr relevante Entschei-dungsprozesse
bull Die ausgelieferten Produkte beispiels-weise Maschinen oder Werkzeuge sol-len im Rahmen ihrer Nutzung Daten liefern um den Kunden beim Einsatz zu unterstuumltzen und Ausfallzeiten zu mini-mieren ndash Stichwort Fernwartung
bull Die fortschrittlichste Loumlsung ist es die bereits durchgaumlngig vernetzte Smart Factory von auszligerhalb des Shopfloors zu uumlberwachen zu optimieren und ge-gebenenfalls automatisch zu steuern
Echtzeit-Transparenz uumlber Standorte hinwegGlobal agierende Unternehmen oder Segmente benoumltigen ohne Zeitverzug einen Uumlberblick uumlber relevante Kenn-zahlen ihrer Produktionsstaumltten wie bei-spielsweise OEE anstehende Auftraumlge Zustand der Anlagen oder Verfuumlgbarkeit von Produktions- und Verbrauchsma-terial ndash und zwar ohne Zeitverzug Eine ideale Shopfloor-Loumlsung entsteht dann wenn daruumlber hinaus Machine Learning
Services aus der Cloud fuumlr lokale Prob-lemloumlsungen integriert werden Das laumlsst sich durch verteilte IoT-Plattformen wie Sphinx Open Online von GFT erreichen
Eine lokale Instanz dieser Plattform er-schlieszligt diverse Daten aus unterschiedli-chen Quellen verknuumlpft diese intelligent miteinander bereitet sie rollenspezifisch auf und reagiert autonom auf komple-xe Ereignisse Wenn es um uumlbergeord-nete Entscheidungen geht fungiert die Cloud-Instanz als zentraler Service- knoten uumlber alle Standorte hinweg
Die digitale MorgenrundeEin Service auf Basis der IoT-Plattform von GFT ist beispielsweise das bdquoDigital Teamboardldquo Es bildet Shopfloor-Run-den digital ab und ermoumlglicht konsisten-te Kommunikationswege im Team Die Mitarbeiter und Produktionsverantwort- lichen koumlnnen die Echtzeit-Daten aus den angebundenen Quellen in grafi-schen Darstellungen visualisieren
Fuumlr die taumlglichen Besprechungen ha-ben sie damit Diagramme von Ferti-gungs- und Qualitaumltskennzahlen vor Augen sehen aber auch Stoumlrungen und Abweichungen von Standardprozessen Um Verbesserungsprozesse voranzutrei-ben bildet das Teamboard Problemur-sachen mit ihren Abhaumlngigkeiten ab und unterstuumltzt Lean Management-Metho-den mit digitalen Workflows
Weltweit bidirektionaler AustauschNeben der Shopfloor-Transparenz sind Cloudloumlsungen praumldestiniert fuumlr Funk-tionen der Fernwartung Dabei geht es um Produkte die aus verschiede-nen Gruumlnden remote gewartet oder mit wertschoumlpfenden Services ausgestattet
Cloud im ShopfloorCloudloumlsungen gibt es viele aber eignen sie sich zum Einsatz in der
Fabrik Mit seinen Cloud-Experten und einer etablierten IoT-Plattform
moumlchte GFT die richtige Kombination fuumlr die Industrie bereitstellen
V O N A N K E R O S E R U N D S I E G F R I E D W A G N E R
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
Mit zertifizierten Cloud-Experten und einer etablierten IoT-Plattform will GFT die Zukunft der Industrie nachhaltig mitgestaltenBild ktsdesignShutterstock
Das bdquoDigital Teamboardldquo liefert grafische Darstel-lungen der Echtzeit-Da-ten aus der Produktion und unterstuumltzt so die Shopfloor-Kommuni-kationBild GFT
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-
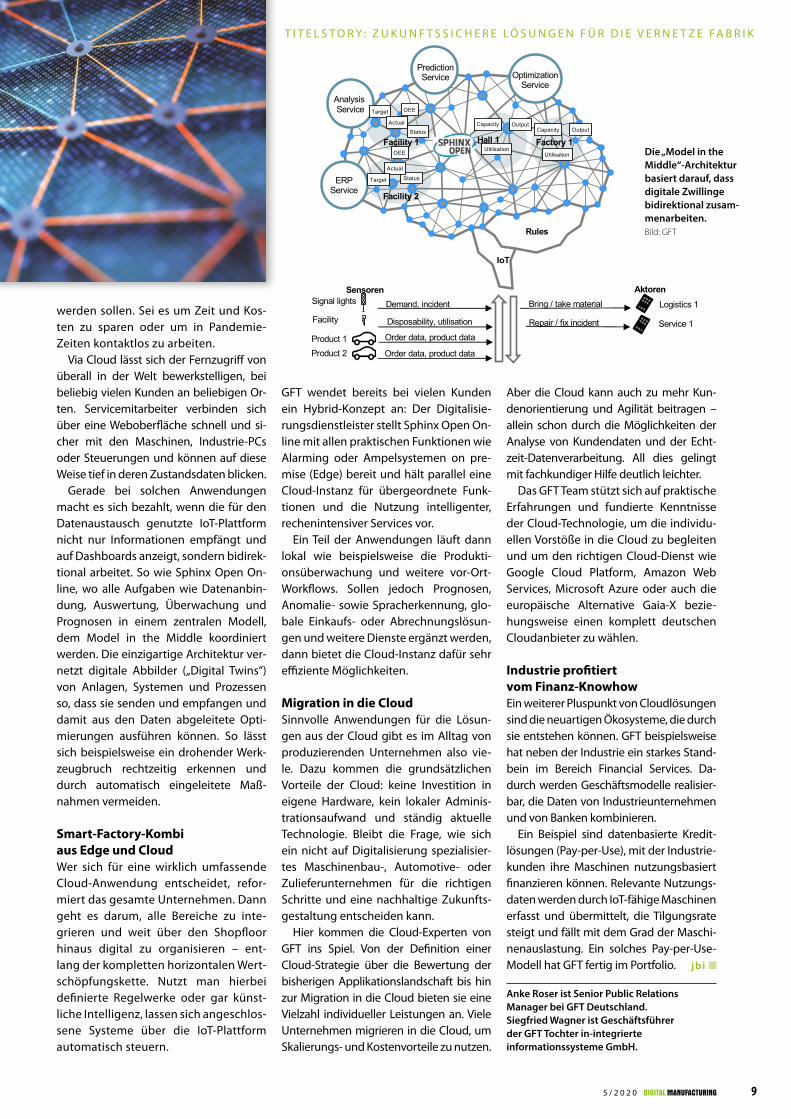
95 2 0 2 0
Rules
PredictionService
Analysis Service
ERPService
OptimizationService
IoT
Target
ActualStatus
Facility 1
Status
Actual
OEE
Target
Facility 2
Capacity Output
Hall 1 Factory 1
Demand incident
Disposability utilisation
Order data product data
Order data product data
Bring take material
Repair fix incident
Sensoren Aktoren
Product 1Product 2
Facility
Signal lights Logistics 1
Service 1
OEE
Utilisation
Capacity Output
Utilisation
T I T E L S T O R Y Z U K U N F T S S I C H E R E L Ouml S U N G E N F Uuml R D I E V E R N E T Z E FA B R I K
werden sollen Sei es um Zeit und Kos-ten zu sparen oder um in Pandemie-Zeiten kontaktlos zu arbeiten
Via Cloud laumlsst sich der Fernzugriff von uumlberall in der Welt bewerkstelligen bei beliebig vielen Kunden an beliebigen Or-ten Servicemitarbeiter verbinden sich uumlber eine Weboberflaumlche schnell und si-cher mit den Maschinen Industrie-PCs oder Steuerungen und koumlnnen auf diese Weise tief in deren Zustandsdaten blicken
Gerade bei solchen Anwendungen macht es sich bezahlt wenn die fuumlr den Datenaustausch genutzte IoT-Plattform nicht nur Informationen empfaumlngt und auf Dashboards anzeigt sondern bidirek-tional arbeitet So wie Sphinx Open On-line wo alle Aufgaben wie Datenanbin-dung Auswertung Uumlberwachung und Prognosen in einem zentralen Modell dem Model in the Middle koordiniert werden Die einzigartige Architektur ver-netzt digitale Abbilder (bdquoDigital Twinsldquo) von Anlagen Systemen und Prozessen so dass sie senden und empfangen und damit aus den Daten abgeleitete Opti-mierungen ausfuumlhren koumlnnen So laumlsst sich beispielsweise ein drohender Werk-zeugbruch rechtzeitig erkennen und durch automatisch eingeleitete Maszlig-nahmen vermeiden
Smart-Factory-Kombi aus Edge und CloudWer sich fuumlr eine wirklich umfassende Cloud-Anwendung entscheidet refor-miert das gesamte Unternehmen Dann geht es darum alle Bereiche zu inte-grieren und weit uumlber den Shopfloor hinaus digital zu organisieren ndash ent-lang der kompletten horizontalen Wert-schoumlpfungskette Nutzt man hierbei definierte Regelwerke oder gar kuumlnst- liche Intelligenz lassen sich angeschlos-sene Systeme uumlber die IoT-Plattform automatisch steuern
GFT wendet bereits bei vielen Kunden ein Hybrid-Konzept an Der Digitalisie-rungsdienstleister stellt Sphinx Open On-line mit allen praktischen Funktionen wie Alarming oder Ampelsystemen on pre-mise (Edge) bereit und haumllt parallel eine Cloud-Instanz fuumlr uumlbergeordnete Funk-tionen und die Nutzung intelligenter rechenintensiver Services vor
Ein Teil der Anwendungen laumluft dann lokal wie beispielsweise die Produkti-onsuumlberwachung und weitere vor-Ort-Workflows Sollen jedoch Prognosen Anomalie- sowie Spracherkennung glo-bale Einkaufs- oder Abrechnungsloumlsun-gen und weitere Dienste ergaumlnzt werden dann bietet die Cloud-Instanz dafuumlr sehr effiziente Moumlglichkeiten
Migration in die CloudSinnvolle Anwendungen fuumlr die Loumlsun-gen aus der Cloud gibt es im Alltag von produzierenden Unternehmen also vie-le Dazu kommen die grundsaumltzlichen Vorteile der Cloud keine Investition in eigene Hardware kein lokaler Adminis-trationsaufwand und staumlndig aktuelle Technologie Bleibt die Frage wie sich ein nicht auf Digitalisierung spezialisier-tes Maschinenbau- Automotive- oder Zulieferunternehmen fuumlr die richtigen Schritte und eine nachhaltige Zukunfts-gestaltung entscheiden kann
Hier kommen die Cloud-Experten von GFT ins Spiel Von der Definition einer Cloud-Strategie uumlber die Bewertung der bisherigen Applikationslandschaft bis hin zur Migration in die Cloud bieten sie eine Vielzahl individueller Leistungen an Viele Unternehmen migrieren in die Cloud um Skalierungs- und Kostenvorteile zu nutzen
Aber die Cloud kann auch zu mehr Kun-denorientierung und Agilitaumlt beitragen ndash allein schon durch die Moumlglichkeiten der Analyse von Kundendaten und der Echt-zeit-Datenverarbeitung All dies gelingt mit fachkundiger Hilfe deutlich leichter
Das GFT Team stuumltzt sich auf praktische Erfahrungen und fundierte Kenntnisse der Cloud-Technologie um die individu-ellen Vorstoumlszlige in die Cloud zu begleiten und um den richtigen Cloud-Dienst wie Google Cloud Platform Amazon Web Services Microsoft Azure oder auch die europaumlische Alternative Gaia-X bezie-hungsweise einen komplett deutschen Cloudanbieter zu waumlhlen
Industrie profitiert vom Finanz-KnowhowEin weiterer Pluspunkt von Cloudloumlsungen sind die neuartigen Oumlkosysteme die durch sie entstehen koumlnnen GFT beispielsweise hat neben der Industrie ein starkes Stand-bein im Bereich Financial Services Da-durch werden Geschaumlftsmodelle realisier-bar die Daten von Industrieunternehmen und von Banken kombinieren
Ein Beispiel sind datenbasierte Kredit-loumlsungen (Pay-per-Use) mit der Industrie-kunden ihre Maschinen nutzungsbasiert finanzieren koumlnnen Relevante Nutzungs-daten werden durch IoT-faumlhige Maschinen erfasst und uumlbermittelt die Tilgungsrate steigt und faumlllt mit dem Grad der Maschi-nenauslastung Ein solches Pay-per-Use-Modell hat GFT fertig im Portfolio jbi
Anke Roser ist Senior Public Relations Manager bei GFT Deutschland Siegfried Wagner ist Geschaumlftsfuumlhrer der GFT Tochter in-integrierte informationssysteme GmbH
Die bdquoModel in the Middleldquo-Architektur basiert darauf dass digitale Zwillinge bidirektional zusam-menarbeitenBild GFT
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-
5 2 0 2 010
B E S C H A F F U N G ist ein Schluumlsselfak-tor fuumlr die uumlbergeordneten Transforma-tions- und Wachstumsbestrebungen von Unternehmen und Organisationen kann allerdings auch eine kostspielige Angele-genheit sein So suchen Unternehmen je-der Groumlszlige stets nach Moumlglichkeiten Kos-ten und Zeit einzusparen sowie Prozesse effizienter zu gestalten und transparen-ter zu machen Letzteres ermoumlglicht den Einkaufsabteilungen auch eine bessere Kontrolle einzelner Bestellungen
Bei groumlszligeren Unternehmen gilt dies insbesondere beim Tail Spend ndash also bei allen nicht gezielt gemanagten und scheinbar unwichtigen Einkaumlufen die oft auszligerhalb der offiziellen Beschaffungs-prozesse stattfinden Denn diese Kosten koumlnnen sich schnell aufsummieren und erreichen nicht selten 20 bis 40 Prozent des Einkaufsvolumens eines Unterneh-mens Kleinere Unternehmen mit knap-pen Budgets sind vor allem darauf an-gewiesen besonders gute Angebote zu identifizieren Die Krux dabei Auch die Suche nach den besten Produkten verur-sacht Kosten ndash und je mehr Zeit investiert wird desto teurer wird der Beschaffungs-prozess am Ende
Machine Learning ermoumlglicht bessere EntscheidungenDie Technologie des Machine Learning kann die Effizienz verbessern und Un-ternehmen dabei unterstuumltzen bessere Beschaffungsentscheidungen zu treffen Das ist auch der Grund weshalb sich ndash so eine Studie von Amazon Business und WBR Insights ndash derzeit mehr als 60 Pro-zent der Einkaufsleiter und Chief Procu-rement Officers entweder uumlber kuumlnstli-che Intelligenz und maschinelles Lernen informieren oder die Technologien be-reits einsetzen
Ein Beispiel dafuumlr ist die Bechtold GmbH ein kleiner Betrieb aus Kronau der Fenster und Rolllaumlden herstellt Fuumlr die Montage von Fenstern Haustuumlren Wintergaumlrten und Daumlchern benoumltigt das 20-koumlpfige Team eine zuverlaumlssige Ver-sorgung mit Materialien wie Schrauben Unterlegscheiben oder Werkzeugen Fuumlr Michael Lumpp Einkaufs- und IT-Leiter bei Bechtold ist das entscheidend um Kundenauftraumlge zu bearbeiten und den engen Zeitrahmen der bdquoJust-in-Timeldquo-Projekte einzuhalten Seine Kunden set-zen hohe Maszligstaumlbe und so hat auch er entsprechende Anforderungen wenn
es um Beschaffung geht Er benoumltigt die Produkte schnell in guter Qualitaumlt und zu einem vernuumlnftigen Preis ndash und das ohne zeitaufwaumlndige Suche damit er die Zeit seines Teams fuumlr strategischere Auf-gaben nutzen kann
Was kuumlnstliche Intelligenz und Machine Learning leisten koumlnnenHier koumlnnen digitale Technologien wie kuumlnstliche Intelligenz und Machi-ne Learning helfen Das Feld der kuumlnst-lichen Intelligenz bezieht sich auf die Loumlsung kognitiver Probleme die haumlu-fig mit menschlicher Intelligenz in Ver-bindung gebracht werden wie die Pro-blemloumlsung Mustererkennung und das Erlernen neuer Fertigkeiten Machine Learning ist ein Teilbereich dieser Tech-nologie und steht fuumlr die Faumlhigkeit mit Hilfe von Daten aus bereits gemachten Erfahrungen automatisch zu lernen und sich selbststaumlndig zu verbessern
Amazon Business erweitert staumlndig den Einsatz von maschinellem Lernen um manuelle und zeitaufwaumlndige Aufga-ben bei Anwendern zu automatisieren Beispielsweise fuumlr die Prognose von Pro-dukttrends anhand deren Daten sich die
Besseres B2B-Einkaufserlebnis durch Machine LearningBekannt ist vielen dass Machine Learning bereits bei Amazon Alexa und anderen virtuellen Sprachassistenten
zum Einsatz kommt Aber auch immer mehr Unternehmen die Zeit und Geld bei ihren Beschaffungsprozessen
einsparen wollen setzen auf die moderne Technologie
V O N F L O R I A N B Ouml H M E
M A S C H I N E L L E S L E R N E N
M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-

M A S C H I N E L L E S L E R N E N
erforderliche Menge eines bestimmten Artikels wie Schrauben besser vorhersa-gen laumlsst Das reduziert die Lagerkosten und sorgt fuumlr die weitere Optimierung der Fulfillment-Prozesse was letztend-lich zu einer Preissenkung fuumlr den Kun-den fuumlhrt ndash fuumlr den Endverbraucher wie auch den Geschaumlftskunden
Bestaumlndiges Lernen aufgrund des Such- und Kaufverhaltens Einkaufsleiter koumlnnen aber beispiels-weise ihre bevorzugten Produkte bei Amazon Business einpflegen und Ma-chine-Learning-Algorithmen gleichen sie automatisch mit dem Sortiment von Amazon ab um dieselben oder aumlhnliche Artikel zu identifizieren und Einkaufslei-tern kostenguumlnstige Alternativen anzu-bieten Auch die Suchfunktion profitiert vom maschinellen Lernen Sie lernt kon-tinuierlich aus dem Such- und Kaufver-halten den vorhandenen Informationen und kombiniert branchenspezifische Pa-rameter um fuumlr den Kunden interessante Produkte zu identifizieren
Auf diese Weise unterstuumltzt Machine Learning kontextrelevante Ergebnisse zu erhalten und empfiehlt Produkte und Lieferanten die bisher vielleicht nicht beruumlcksichtigt wurden Das stellt sicher dass das Ranking nur relevante Produkte beinhaltet und auf jeden Geschaumlftskun-den hin optimiert ist damit dieser den gesuchten Artikel schneller findet Wenn Michael Lumpp also nach Schrauben sucht sorgt Machine Learning dafuumlr dass die fuumlr ihn attraktivsten Produkte in der Ergebnisliste zuerst angezeigt werden
Effizienter durch Guided BuyingAuch das Feature bdquoGuided Buyingldquo profi-tiert von Machine Learning Es hilft Un-
ternehmen dabei ihre Prozesseffizienz zu steigern indem benoumltigte und bevor-zugte Produkte automatisch priorisiert werden ndash basierend auf der Bestellhis-torie und dem Budget des Kunden so-wie Branchenklassifizierungssystemen und den unternehmenseigenen Ein-kaufsrichtlinien des Geschaumlftskunden In Zukunft koumlnnte maschinelles Lernen unter Beruumlcksichtigung der jeweiligen Geschaumlftsziele eines Unternehmens Ein-kaufsrichtlinien sogar automatisch auf-stellen und anwenden ndash und diese Richt-linien immer wieder flexibel anpassen um sicherzustellen dass die Ziele auch erreicht werden
Auch automatisierte Wiederholungs-kaumlufe koumlnnten auf diese Weise verein-facht werden Wann immer es an der Zeit ist den Warenbestand wieder auf-zufuumlllen koumlnnte eine Lagerbestands-nachfrage fuumlr den Kunden den Bedarf an bestimmten Artikeln prognostizieren und automatisch neu bestellen Dank Machine Learning laumlsst sich aber auch der prognostizierte Bedarf bei Geschaumlfts-kunden ermitteln woraufhin Funktionen vorgeschlagen werden die dabei unter-stuumltzen den Bedarf zu decken
Aus Daten Analysen erstellenWollten Unternehmen in der Vergangen-heit die Beschaffungsdaten auswerten mussten sie in Experten wie Business-In-telligence-Ingenieure Informatiker und IT-Experten investieren die aus den Da-ten schlieszliglich komplexe Analysemodel-le erstellt haben Dank Machine Learning koumlnnen das heutzutage die Beschaf-fungsmanager selbst Sie muumlssen keine Fachexperten sein um die komplexen Daten auszulesen sondern koumlnnen ein-fach eigenstaumlndig die Bestellhistorie von
Tausenden von Mitarbeitern auswerten um ausreichend fundierte Kaufentschei-dungen zu treffen
Mit immer besseren Methoden stei-gern die Einkaufsteams die Produktivi-taumlt von Abteilungen und des gesamten Unternehmens Diese spielen auch eine Schluumlsselrolle um Agilitaumlt und Geschwin-digkeit der Unternehmen zu steigern ndash vom Einzelunternehmer uumlber kleine Unternehmen Krankenhaumluser oder Uni-versitaumlten bis hin zu Groszligunternehmen Fuumlr Michael Lumpp von Bechtold bedeu-tet es dass schon im Einkauf der Grund-stein fuumlr die profitable Abwicklung seiner Projekte gelegt wird ndash ohne dass die Be-schaffung all seine Kapazitaumlten buumlndelt Und nicht nur fuumlr kleinere Betriebe wie Bechtold ist das ein absoluter Mehrwert Maschinelles Lernen verspricht Einkaumlu-fern einen groszligen Zeitgewinn eine Er-leichterung der eigenen Arbeit und eine houmlhere Produktivitaumlt in allen Bereichen ndash und das zum Vorteil von Unternehmen jeder Groumlszlige und Branche sg
Florian Boumlhme ist Director bei Amazon Business DACH
Beschaffungsprozesse in Unternehmen verursachen haumlufig hohe Kosten Bild Natee MeepianShutterstock
Bild
sde
core
tSh
utte
rsto
ck
5 2 0 2 012
D I E KO M P L E X I TAumlT in der Optimie-rung und Automatisierung von Ferti-gungsprozessen und sekundaumlren Ge-schaumlftsprozessen nimmt stetig zu auch durch die Vielzahl an IT-Systemen die Ein-zug auf dem Shopfloor erhalten Die Idee der sich weitgehend selbstorganisierten bdquosmarten Fabrikldquo gewinnt daher fuumlr viele Fertigungsunternehmen an Stellenwert wie eine Studie des Marktforschungsun-ternehmens Teknowlogy Group belegt Demnach wollen fast zwei Drittel der Fir-men ihre Investitionen in Smart-Factory-Initiativen erhoumlhen Zu den groumlszligten Her-ausforderungen zaumlhlt dabei eine Bruumlcke zwischen IT und den OT-Systemen in der Fertigung zu schlagen Die Gruumlnde dafuumlr liegen in proprietaumlren Protokollen und isolierten Datensilos die das durchgaumln-gige Erfassen entlang der Supply Chain und Produktion erschweren
Digitalisierungs plattform fuumlr den Shopfloor nutzenEine zentrale Digitalisierungsplattform fuumlr den Shopfloor wie sie Fujitsu mit bdquoCol-minaldquo bietet bringt alle Daten an einem Ort zusammen So schaffen APIs fuumlr un-terschiedliche Datenformate und Uumlber-tragungszeiten eine offene Architektur in der Edge-Ebene von Colmina die die
Anbindung unterschiedlicher IT-Systeme wie ERP MES PDM oder SCADA ermoumlg-licht Aber auch einzelne Sensoren Ma-schinen oder Industrieroboter koumlnnen angebunden werden Das leistungsfauml-hige Gateway Fujitsu Intelliedge erfasst und puffert die Daten bedarfsgerecht
Die Daten liegen zunaumlchst in einer unstrukturierten Form vor Mithilfe von Data Mapping werden sie in ein standar-disiertes Datenmodell uumlberfuumlhrt Diese lassen sich dann einfach fuumlr eine Vielzahl an Services nutzen beispielsweise zur Vi-sualisierung Denn Probleme koumlnnen nur behoben werden wenn sie erkannt wer-den Das Intelligent Dashboard zeigt an ob ein Fertigungssystem oder eine Pro-zesskette reibungslos funktionieren oder Produktionsausfaumllle beziehungsweise Maschinenstillstaumlnde den Eingriff durch Instandhalter oder Produktionsplanern erfordern Das Dashboard eignet sich durch die unterschiedlichen Betrach-tungsebenen auf das Gesamtwerk
Die zentrale Aufgabe einer Digitalisie-rungsplattform besteht darin spezifi-sche Ende-zu-Ende-Loumlsungen (Szena-rien) bereitzustellen Solche Szenarien sind beispielsweise die Reduzierung von unerwarteten Einfluumlssen auf bestehen-de Produktionsablaumlufe die bestmoumlgliche Terminierung von Spezifikationsaumlnde-rungen und Planung und Uumlberwachung der verfuumlgbaren Ressourcen Neben ei-ner Vielzahl an standardmaumlszligig berechne-ter KPIs koumlnnen auch eigene Kennzahlen beruumlcksichtigt werden Die staumlndige Ent-scheidungsfindung auch bei unvorher-gesehenen Ereignissen muss nicht mehr auf bdquoBauchentscheidungenldquo des Produk-tionsleiters beruhen sondern kann an-hand der Simulation unterschiedlicher Handlungsoptionen getroffen werden gewichtet nach passender KPI
Diesen Zusammenhang verdeutlicht ein Blick auf das Szenario zur Terminie-rung von Spezifikationsaumlnderungen Die-ses ermoumlglicht einem Fertigungsunter-
Solide Datenbasis fuumlr die Smart FactoryHeute reicht es nicht mehr einzelne Produktionsprozesse isoliert voneinander zu optimieren vielmehr ist die
Digitalisierung der gesamten Fertigungsprozesse erforderlich Bei der Vernetzung von Maschinen und Anlagen
(OT) sowie Produktions- und Materialbedarfsplanungssystemen (IT) unterstuumltzen digitale Plattformen
V O N J Ouml R N N I T S C H M A N N U N D C H R I S T O F S C H L E I D T
D I G I TA L I S I E R U N G
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Intel erfasst Betriebsstatus von ProduktionslinienBeim Halbleiter-Hersteller Intel kommt die Digitalisierungsplattform Colmina im Werk Penang in Malaysien zum Einsatz und stellt dort Informationen uumlber den Status der Produktionslinien bereit Die Loumlsung die Fujitsu gemeinsam mit Intel entwickelt hat verarbeitet und visualisiert IoT-Daten vom Shopfloor Auf Basis dieser Daten konnten die Verantwortlichen bei Intel die Effizienz der Fertigung optimieren So konnten die Fracht-kosten um 30 Prozent gesenkt werden
An digitalisierten Fertigungsumgebungen fuumlhrt fuumlr Unternehmen kein Weg vorbei Bilder Fujitsu
D I G I TA L I S I E R U N G
nehmen den optimalen Zeitpunkt aller von einer Artikelumstellung betroffenen Produkte unter Beruumlcksichtigung vor-handener Lagerkapazitaumlten zu bestim-men Betrachtet werden die Auftrags-planung die Materialbeschaffung die Lagerhaltung und die Montage selbst
Colmina kann aufzeigen welche Auf-traumlge noch auf Basis der alten Spezifika-tionen abgewickelt werden und ab wann die neue Produktversion ausgeliefert wird Weiterhin beruumlcksichtigt die Platt-form den Materialbestand und stellt si-cher dass der Sicherheitsbestand mit moumlglichst geringem Risiko verbraucht wird Die Ergebnisse dieser Simulationen gewaumlhrleisten einen kontinuierlichen Produktionsbetrieb ohne parallel Bestaumln-de vom Vorgaumlnger- und Nachfolgerarti-kel auf Lager zu halten
Wichtige Kriterien fuumlr die Auswahl einer DigitalisierungsloumlsungZum Abschluss noch ein Blick auf weite-re wichtige Funktionen die eine Digitali-sierungsplattform bereitstellen sollte Die Nutzung von Containern innerhalb einer Kubernetes-Architektur in Colmina stellt
sicher dass der Nutzer selbst waumlhlen kann welche Services er in seinem Unternehmen nutzen moumlchte Der Anwender bezahlt nur diejenigen Funktionalitaumlten die er auch wirklich nutzt Diese Skalierbarkeit ermoumlglicht es sich mit Anwendungsfaumlllen vertraut zu machen und die Digitalisie-rungsplattform auszubauen
Wichtig ist zudem dass Unter-nehmen waumlhlen koumlnnen ob sie die Plattform im eigenen Rechen zentrum implementieren als Cloud-Services beziehen oder im Rah-men einer Hybrid Cloud nutzen moumlch-ten Denn nicht jedes Unternehmen ist bereit vertrauliche Fertigungsdaten in einer Public Cloud zu speichern
Das dritte Auswahlkriterium betrifft eine ganzheitliche und kompetente Unterstuumlt-zung durch einen weltweit taumltigen Louml-sungsanbieter Da Industrieunternehmen sich auf ihre Kernkompetenzen fokussie-ren und das erforderliche IT-Know-how muumlhsam aufbauen muumlssen empfiehlt es sich in vielen Faumlllen die benoumltigten Kom-petenzen extern zu beauftragen
Abhilfe koumlnnen Experten von externen Anbietern wie Fujitsu schaffen Sie erar-beiten gemeinsam mit dem Anwender eine Digitalisierungsstrategie unterstuumlt-zen bei der Auswahl und Implementie-rung der benoumltigten Technologien und Loumlsungen Das Vorgehen erfolgt in ei-nem Co-creation-Ansatz bei dem inter-ne und externe Fachleute eine passende Digitalisierungsloumlsung entwickeln sg
Joumlrn Nitschmann ist Senior Director Sales Head of Manufacturing amp Automotive Central Europe Fujitsu Christof Schleidt ist Head of Sales amp Business Development Connected Services Manufacturing amp Automotive Fujitsu
Industrie 40 IoT ziehen mit groszligen Schritten in die Produk-tion ein Betriebs- Produktions-
und Fertigungsleiter beschaumlftigen sich immer oumlfter mit IT-Themen
Dies gilt auch fuumlr Xing hier informieren sich bereits uumlber
13000 Fachleute uumlber die Trends in der Fertigungsindustrie
Digital Manufacturing - Bestens informiert via Print ePaper Online und Social Media
in der Fertigungsindustrie
- Bestens informiert via Print ePaper Online und Social Media
13017Follower
DM_Xing_Anzindd 1DM_Xing_Anzindd 1 310820 1627310820 1627
Das Dashboard zeigt die Ergebnisse der verschiedenen Analysen an wie hier den aktuellen Produktionsstand
5 2 0 2 014
W E I T E R E S T I L L L E G U N G E N ver-meiden Die Unternehmen haben ihre Produktion wieder hochgefahren ndash unter neuen Hygiene- und Arbeitsschutzstan-dards Die Einhaltung ist schwer zu kont-rollieren bei einem Virusausbruch bleibt den Behoumlrden haumlufig keine andere Hand-lungsoption als stillzulegen Eine Produk-tionsunterbrechung ist aber mit enormen Kosten verbunden Durch Einsatz von Smart-Factory-Technologien koumlnnen Still-legungen vermieden und Hygieneschutz-maszlignahmen durchgesetzt werden
Dabei sind die wichtigsten Smart-Facto-ry-Technologien 3D-Positionierungssyte-me in Kombination mit Wearables Damit koumlnnen Sicherheitsabstaumlnde und Hygie-nestandards eingehalten werden Regeln fuumlr Korridore Laufrichtungen Mindestab-staumlnde Maximalbelegung von Raumlumen die Maskenpflicht der Gruppenarbeiter und die Handhygiene koumlnnen definiert
werden Bei Nichteinhaltung wird ein Alarm in Echtzeit an das Wearable gesen-det Der betroffene Mitarbeiter kann sein Verhalten anpassen Regelverletzungen koumlnnen zudem aufgezeichnet und Uumlber-tragungsketten nachverfolgt werden
Weitere Smart-Factory-Technologien zur Vermeidung von Stilllegungen sind bull Automatisierte Materialhandhabungbull Beruumlhrungslose Bedienung verschie-
denster Systeme wie virtuelle Identi-taumlts- und Zugangskontrollen Sprach- und Gestikeingabe oder Eingabe uumlber mobile Geraumlte oder VR-Systeme
bull Reduktion der Mitarbeiterdichte auf dem Shopfloor durch Einsatz von Cobots und Automatisierungstechnologien
Effizient produzieren bei volatiler NachfrageIm Dezember 2019 begann die Pande-mie mit ersten Infektionen in China Die
Behoumlrden reagierten mit drastischen Maszlignahmen die globale Liefer- und Be-darfsschocks verursachten Im Januar und Februar 2020 fiel die Industriepro-duktion in China um 135 Prozent Bei den Handelsstroumlmen fiel der Export Chinas im Januar und Februar um 17 Prozent der Import sackte um vier Prozent im Ver-gleich zum Vorjahr ab Das hatte auch Auswirkungen auf globale Vorlieferanten Zudem waren chinesische Verbraucher verunsichert und die Nachfrage nach Pro-dukten sank So erreichte beispielsweise der PKW-Absatz im Januar und Februar nur 56 Prozent des Vorjahresniveaus
In einer zweiten Schockwelle erfuhren weitere Industrielaumlnder erhebliche Lie-ferengpaumlsse und eine fallende Nachfra-ge In der EU fiel die Industrieproduktion allein im Maumlrz um 118 Prozent in den USA fiel die Industrieproduktion im April um 125 Prozent Das verarbeitende Ge-
werbe begab sich in eine globale Rezessionsspi-rale Die zweite Schock-welle erfasste auch die Investitionen Im Maumlrz summierten sich die Kapitalabfluumlsse aus Schwellenlaumlndern auf 83 Milliarden US-Dollar da-raufhin beantragen 80 Staaten beim IMF Notfi-nanzierungen Und die UNCTAD prognostizierte einen Einbruch der aus-laumlndischen Direktinves-titionen um 40 Prozent weltweit fuumlr 2020
After Corona ndash die neue Zeitrechnung fuumlr produzierende UnternehmenDie Corona-Krise ist anders als bisherige Krisen denn bekannte Mittel versprechen keine nachhaltige Loumlsung
Und sie bedeutet eine Zaumlsur fuumlr pro duzierende Unternehmen In der neuen Zeitrechnung bdquoAfter Coronaldquo stellen
sich wichtige Zukunftsfragen Wie erreichen wir Resilienz Wie gehen wir mit zukuumlnftigen Beschraumlnkungen um
Wieviel Autonomie ist notwendig Der Einsatz von Smart-Factory-Technologien bietet Loumlsungsansaumltze
V O N A N S E L M C M A G E L
S M A R T - FA C T O R Y - T E C H N O L O G I E N
bull Regeln fuumlr Korridore Laufrichtungen Mindestabstaumlnde Raumbelegung Maskenpflicht Gruppenarbeiter Handhygienebull Alarm bei Nichteinhaltung in Echtzeitbull Aufzeichnung Regelverletzungen Nachverfolgung Uumlbertragungsketten
bull Reduktion persoumlnlicher Kontaktebull Vermeidung Oberflaumlchenberuumlhrungbull Papierlose Abwicklung
bull Herstellung SicherheitsabstandbullWeitere Automatisierungsfelder mit Steigerung Produktivitaumlt Qualitaumltbull Beibehaltung Taktung Before Corona (B C)
bull Vermeidung Oberflaumlchenberuumlhrungbull Gesteigerte Produktivitaumltbull Dokumenten- und papierlose Abwicklung
AFTER CORONA-HEBEL
Abbildung 1 Vermeidung Stilllegungen mit Smart Factory-Technologien
1
bull 3D-Positionierungssytemebull Smarte WearablesbullMobile Endgeraumltebull Raumsensoren
bull Fahrerlose Transortsystemebull Automatisierte Lagerhaltungbull Beruumlhrungslose Materialuumlbergabe
bullMensch Roboter Kollaboration (MRK)bull IndustrieroboterbullWeitere Automatisierungstechnologien
bull Virtuelle Identitaumlts- und Zugangskontrollenbull Sprach- und Gestikeingabebull Eingabe uumlber persoumlnliche mobile Geraumltebull Systeme der Virtuelle Realitaumlt (VR)
SMART FACTORY-TECHNOLOGIEN
EINHALTUNG SICHERHEITSABSTAND HYGIENESTANDARD
AUTOMATISIERTE MATERIALHANDHABUNG
REDUKTION MITARBEITERDICHTE SHOPFLOOR
BERUumlHRUNGSLOSE BEDIENUNG
MASSNAHME
Bild1 Mit Smart-Factory-Technologien laumlsst sich die Stilllegung von Produktionsanalgen vermeiden
5 2 0 2 0 15
S M A R T - FA C T O R Y - T E C H N O L O G I E N
Regierungen stemmen sich mit Inves-titions- Kaufanreiz- und Stuumltzungspro-grammen gegen die Rezession Bis zur globalen Verfuumlgbarkeit wirksamer Thera-peutika und Vakzine gegen Covid-19 sind weitere staatliche Maszlignahmen geplant Derzeit steigen die Infektionszahlen welt-weit wieder fuumlr Herbst und Winter wird eine zweite Pandemiewelle erwartet Pro-duzierende Unternehmen muumlssen sich in diesem fragilen wirtschaftlichen Umfeld auf eine volatile Nachfrage einstellen Tra-ditionelle Produktionen haben bei der geforderten agilen und flexiblen Ferti-gung signifikante Effizienznachteile
Erreicht wird eine agile und kostenef-fiziente Fertigung durch die Umsetzung der vertikalen und horizontalen Inte-gration welche die effiziente Fertigung kleiner Losgroumlszligen erlaubt Durch die Di-gitalisierung wesentlicher Schritte vom Auftrag bis zur Auslieferung und der Ver-knuumlpfung dieser entsteht die Integration Smart-Factory-Technologien helfen da-bei das Konzept umzusetzen Zu diesen zaumlhlen der Online-Produktkonfigurator die automatisierte Auftragsbearbeitung das dynamische Scheduling das intel-ligente Werkstuumlck die Echtzeit-Schnitt-stellen zu Maschinen und der digitale Workflow fuumlr den Fertigungsprozess
Ruumlckverlagern und Wettbewerbs-faumlhigkeit erhaltenGlobale Lieferketten sind heute komplex alles ist auf Just-in-time-Lieferung hin aus-gerichtet Geschwindigkeit und Kosten-druck sind enorm Gleichzeitig wurden sie immer laumlnger und die fortschreitende glo-bale Arbeitsteilung reduzierte die Kosten weiter Je laumlnger die globale Lieferkette desto anfaumllliger Diese Fragilitaumlt fuumlhrt uns die Pandemie vor Augen Grenzschlieszligun-
gen Betriebsstillegungen sowie pande-mische Schutz- und Hygienemaszlignahmen sind in heutigen Lieferkonzepten nicht vorgesehen So wurden diese mit groszliger Wucht getroffen Die grenzenlose Globa-lisierung der Lieferkette ist mit der Pande-mie nicht mehr realisierbar
Produzierende Unternehmen haben daraus ihre Lehren gezogen und begin-nen ihre lang gezogene zerfranste Lie-ferkette anzupassen und robuster zu ge-stalten Kurzfristig verspricht die regionale Lagerhaltung mehr Kontrolle was auch die Kosten treibt Fuumlr national kritische Produkte werden staatlich verordnete Produktionsruumlckverlagerung diskutiert Mit der neuen Zeitrechnung gilt es Au-tonomie und Abhaumlngigkeit Oumlffnung und Schlieszligung neu auszubalancieren Mittel- und langfristig ist die wettbewerbsfaumlhige Ruumlckverlagerung fuumlr viele Produktkatego-rien attraktiv Nur damit kann dauerhaft Resilienz erreicht werden
Interessant ist eine Ruumlckverlagerung von Niedrigkostenlaumlndern nach Europa wenn die Kostenluumlcke geschlossen wer-den kann Vergleicht man die Produkti-onskosten von China mit Deutschland so betraumlgt die Kostenluumlcke 18 Prozent zu Tschechien fuumlnf Prozent zu Ungarn vier Prozent und zur Slowakei sieben Prozent (siehe Abb 3) Nimmt man Mexiko als Niedrigkostenland so betraumlgt die Luumlcke zu Deutschland 26 Prozent zu Tschechi-en 14 Prozent zu Ungarn 13 Prozent und zur Slowakei 16 Prozent (MCI 2019 BCG)
Die analysierte Bandbreite der Kostenluuml-cke kann mit dem Einsatz von Smart-Fac-tory-Technologien geschlossen werden Derzeit planen produzierende Unterneh-men mit Produktivitaumltssteigerungen von 27 bis 37 Prozent uumlber die naumlchsten fuumlnf Jahre durch den Einsatz von Smart-Fac-
tory-Technologien auf Fabrikebene (CGI 2019) Mit einer Greenfield-Ruumlckverlage-rung wird das Potenzial am oberen Ende der Bandbreite ausgeschoumlpft Uumlbersetzt man die Produktivitaumltssteigerung in Kos-teneffizienz so lassen sich signifikante Potenziale beim Personal und Materi-al sowie in der Energie und Logistik er-zielen Eventuelle Mehrabschreibungen werden dagegen gerechnet Kostenpo-tenziale werden in der Smart Factory selbst sowie uumlber den Effiziency-by-De-sign-Ansatz in der Entwicklung gehoben
Zukunftsstrategien entwickelnBekannte Rezepte versprechen in der ak-tuellen Pandemie keine nachhaltige Louml-sung Faktoren wie die Ruptur der Lie-ferketten die globale Rezession mit den negativen Auswirkungen auf Angebot und Nachfrage sowie das globale Primat der Virusbekaumlmpfung werden mit der neuen Zeitrechnung (After Corona) die Produktion veraumlndern Am Epochenuumlber-gang sind Unternehmensfuumlhrungen auf-gefordert fundamentale Zukunftsfragen beantworten Wie erreichen wir Resilienz fuumlr unser Geschaumlft Wieviel Autonomie ist notwendig wieviel Abhaumlngigkeit ver-kraftbar Nimmt die Unternehmensfuumlh-rung eine innere Haltung dazu ein kann ein gemeinsames Zukunftsbild entwickelt werden Auf dieser Basis koumlnnen mit ei-ner bdquoRegnoseldquo neue kraftvolle Loumlsungen erarbeitet und umgesetzt werden Damit kann die Unternehmensfuumlhrung den Zu-kunftssprung einleiten und so die Heraus-forderungen in der neuen Zeitrechnung (After Corona) gut bewaumlltigen sg
Anselm C Magel ist als Managementberater spezialisiert auf die digitale Transformation in der Produktions- und Maschinenbaubranche
Abbildung 2 Veraumlnderung Industrieproduktion 2020 (Vergleich zum Vorjahresmonat)
2
VERAumlNDERUNG INDUSTRIEPORDUKTION JANUAR ndash MAI 2020
Jan - Feb Maumlrz April Mai
Quelle National Bureau of Statistics China Federal Reserve USA Eurostat
-1350
-110
390 440
000
-450
-1250
150
-13
-1180
-2720
-2050
China
USA
EU
Bild 2 Veraumlnderung der Industrieproduktion von Jan bis Mai 2020 Quellen National Bureau of Statistics China Federal Reserve USA Eurostat
Bild 3 Manufacturing Cost Index 2019 im Laumlndervergleich Quelle BCG 2020
5 2 0 2 016
D E R W O R S T C A S E uumlber nicht er-reichbare Taktzeiten oder bdquogesprengteldquo Kostenrahmen ist bei der Planung einer Fertigungsanlage zu vermeiden Teure Notloumlsungen fuumlhren letztendlich nicht zur Zielerreichung und schraumlnken ins-besondere den wirtschaftlichen Betrieb einer solchen Anlage stark ein oder ma-chen diesen sogar unmoumlglich Der Louml-sungsansatz besteht in einer fruumlhen Abbildung Simulation und Fehlerbe-seitigung Letztendlich soll mit effekti-ven Werkzeugen ein Gesamtmodell auf-gebaut werden koumlnnen welches durch das Ausprobieren verschiedener Szena-rien und Bewertung ndash sprich Simulation ndash Erkenntnisse uumlber Machbarkeit Wirt-schaftlichkeit und Sicherheit liefert In der (Teil-)Automatisierung einer Anlage steht neben Anlagentechnik Sensoren Produkt und Ressourcengeometrie auch
der Mensch Alle Modellelemente muumls-sen dabei hinreichend genau modelliert sein damit man mit dem Gesamtsystem abgesicherte Ergebnisse ableiten kann
Reale Anlage in ein virtuelles Schattenmodell spiegelnMit der RFSuite der EKS InTec und dem ema Workdesigner der imk automotive stehen heute zwei Systeme zur Verfuuml-gung welche jeweils in ihrem Fachge-biet zu den besten verfuumlgbaren Werk-zeugen am Markt gehoumlren Die RFSuite bietet eine vollstaumlndige Tool-Kette aus ei-ner Hand um das Anlageverhalten nach-zubilden oder die reale Anlage direkt in ein virtuelles Schattenmodell zu spiegeln und Analysen durchzufuumlhren Die flexible Architektur ermoumlglicht den skalierbaren Einsatz Dadurch wird die komplette An-lagenfunktionalitaumlt ohne mechanischen
Aufbau realisiert und zugleich der Reife-grad erhoumlht
Die Assistenzen erkennen Fehler oder Abweichungen von vorgegebenen Stan-dards schon bei der Modellerstellung Bei korrekten Eingangsdaten aus den Berei-chen SPS Robotik und 3D liegt die Feh-lerquote der automatischen Erstellung bei tatsaumlchlichen 0 Prozent SPS-Pro-grammierer koumlnnen anpassungsfrei im Simulationsmodell arbeiten testen und bis zum finalen Stand optimieren und im Anschluss ohne weitere Eingriffe in das validierte Projekt auf die Fertigungsanla-ge aufspielen Bei Bedarf lassen sich reale Komponenten einbinden Roboter koumln-nen der Realitaumlt entsprechend abgebildet oder durch Schnittstellen direkt in den herstellerspezifischen Programmiersys-temen betrieben werden Damit koumlnnen Softwareexperten und Programmierer ih-ren gewohnten Taumltigkeiten nachgehen zugleich werden virtuelle Modelle zu Schulungszwecken eingesetzt
Virtuelles Werkzeug fuumlr den Lebenszyklus eines SystemsDurch das breite Schnittstellenport-folio der RFSuite koumlnnen altgediente und zukunftsorientierte Kommunikati-onsschnittstellen wie Profibus Profinet MQTT OPC-UA und weitere sowohl vir-tuell als auch real gekoppelt aufgezeich-net und uumlberwacht werden Durch den Einsatz als virtueller Schatten wird auch bdquoPredictive Maintenanceldquo realisierbar Diese Funktionen macht die RFSuite zu einem ganzheitlichen virtuellen Werk-zeug uumlber den gesamten Lebenszyklus eines Produktionssystems
Intelligente Menschmodelle fuumlr die AnlagensimulationDie Planung Konstruktion und Inbetriebnahme komplexer Fertigungsanlagen zaumlhlen derzeit zu den anspruchs-
vollsten Aufgaben bei Engineering-Leistungen Anforderungen hinsichtlich Verfuumlgbarkeit und Modularisierung
fordern Anlagenbauer und Systemlieferanten heraus Menschmodelle unterstuumltzen die Anlagensimulation
V O N J Ouml R G U H L I G D R S E B A S T I A N B A U E R U N D R O B E R T T A G M A N N
V I R T U E L L E I N B E T R I E B N A H M E
Ein Werker arbeitet an einer virtuellen Anlage Bilder EKS InTec imk automotive
5 2 0 2 0 17
V I R T U E L L E I N B E T R I E B N A H M E
Seit einigen Jahren steigen die Anfor-derungen von groszligen automatisierten Roboteranlagen auch bei halbautomati-sierten Anlagen in denen der Mensch ei-nen groszligen Einfluss auf die Ablaumlufe der Anlagenprozesse hat Genau hier kommt jetzt die Zusammenarbeit mit dem ema Work Designer (emaWD) zum Tragen Die Software ermoumlglicht die Planung und Analyse manueller Arbeiten in Produkti-onsumgebungen Basis ist dabei ein di-gitales Menschmodell welches autonom Arbeitsanweisungen ausfuumlhrt
Die Modellierung der manuellen Taumltig-keiten in emaWD beruht auf einer Ver-richtungsbibliothek und der Angabe von Rahmenbedingungen wie handhaben-de Objekte Zielposition usw So kann auf intuitive und effiziente Art und Weise eine parametrische Prozessbeschreibung modelliert werden Diese Taumltigkeitsbe-schreibung wird in Folge durch ein Simu-lationsmodul ausgewertet hinsichtlich Plausibilitaumlt gepruumlft und wenn diese ge-geben ist (geometrisch) simuliert Ne-ben den einzelnen notwendigen Posen fuumlr das digitale Menschmodell werden diverse Kenngroumlszligen fuumlr Richtzeit- und Er-gonomie-Analysen generiert
Bewertung des Zeitbedarfs und der koumlrperlichen BelastungZur Erzeugung valider Ergebnisse kom-men bei der Bewertung etablierte Ver-fahren zum Einsatz Die zeitliche Bewer-tung kann auf Grundlage des MTM-UAS Verfahrens erfolgen Bei der Bewertung der koumlrperlichen Belastung (Ergonomie) wird bei Bedarf das EAWS-Verfahren ein-gesetzt Hierbei erfolgt die Bewertung automatisch Damit soll der Planer bei Routineaufgaben weitestgehend entlas-tet werden und sich auf die kreative Ge-staltungsarbeit konzentrieren koumlnnen Beide Systeme miteinander zu verbinden
als Loumlsungsansatz bietet das Ausschoumlp-fen der Potentiale die sich aus den ein-gangs erwaumlhnten Anforderungen erge-ben Besonderes Augenmerk liegt auf der kuumlnftigen Softwarearchitektur um Uumlberlappungen beim Wechsel zwischen Planungstiefen zu bedienen
Der modulare Aufbau des ema Work Designers stellt die Grundlage fuumlr die Inte-gration in eine nahezu beliebige (Fremd-)Systemumgebung dar Das fuumlr den zuvor beschriebenen Anwendungsfall wich-tigste Modul des emaWD ist der Simula-tionskern mit allen relevanten Funktio-nen zur Verwaltung von Objektstrukturen und der Beschreibung des Verhaltens sowie dem Menschmodell-Bewegungs-generator Letzterer ist als Herzstuumlck des Gesamtsystems auch der Namensgeber fuumlr die entwickelte Schnittstelle emaHM (ema Human Model)
Verschiedene SimulationsansaumltzeEine Herausforderung bei der Verknuumlp-fung der beiden Systemwelten von EKS InTec und imk stellte der jeweils unter-schiedliche Simulationsansatz dar Waumlh-rend es sich bei der virtuellen Inbetrieb-nahme der Roboter in RFYAMS um eine Echtzeitsimulation basierend auf dem realen Anlagenverhalten handelt er-folgt beim emaWD bislang die Berech-nung eines jeweils vollstaumlndig vordefi-nierten Ablaufplans (Systemsimulation) Die Idee die sich daraus fuumlr die System-schnittstelle ergab sieht deshalb vor dass der Simulationskern von emaHM so gekapselt wird dass dieser als eine Art bdquoMenschmodell-Controllerldquo fungiert
Aumlhnlich wie bei der Echtzeit-Simulati-on von Robotern sollen dabei lediglich Steuerungsbefehle als Eingabe uumlbertra-gen und Menschmodell-Bewegungsda-ten als Ergebnis zuruumlckgegeben werden Die Ergebnisdaten-Visualisierung (Bewe-
gung des Menschmodells) erfolgt dabei in RFYAMS welches in dieser Konstella-tion als fuumlhrendes System agiert Mit die-ser Uumlberlegung als Ausgangspunkt wur-de nun eine Programmierschnittstelle (CC++ API) entwickelt die alle relevanten Funktionalitaumlten des emaHM-Simulati-onskerns bereitstellt Zu den implemen-tierten Funktionen zaumlhlen die Verrichtun-gen bdquoLaufenldquo bdquoAufnehmenldquo bdquoPlatzierenldquo und bdquoBetaumltigenldquo
Optimiertes Zusammenspiel zwischen Werker und AnlageDie Integration des ema-Modells ist bis dato die einzige Moumlglichkeit den Aspekt bdquoMenschldquo mit der RFSuite nicht nur ab-zusichern sondern auch mit der virtuel-len Anlage fusionieren zu lassen So kann das Zusammenspiel zwischen Werker und Anlage im Vorfeld nicht nur gepruumlft sondern auch optimiert werdenbull Ist eine Abarbeitung der Taumltigkeiten in-
nerhalb der Taktzeit der Anlage moumlg-lich
bull Wie hoch ist die Belastung des Werkers bei verschiedenen Taumltigkeiten durch die Taktvorgabe der Anlage
bull Sind die Laufwege des Werkers bei der Anlage optimal
bull Wo liegen Potentiale fuumlr eine effiziente-re Nutzung der Ressourcen
Die virtuelle Anlage dient fuumlr die Wer-ker-Simulation als Spielwiese Ablaumlufe werden an der virtuellen Anlage durch-gefuumlhrt und die Auswirkungen auf die Anlage werden direkt sichtbar So kann zum Beispiel die Reihenfolge der Einle-geplaumltze geaumlndert und ein zweiter Wer-ker beim Zusammenstellen der Bau-gruppen eingesetzt werden Dann wird das Zusammenspiel mit der virtuellen Anlage die uumlber die reale SPS gesteuert wird sofort sichtbar
In der Folge sieht man die Auswirkun-gen auf die Taktzeit und die Wartezeiten der Werker oder Roboter Sehr groszliges Po-tential fuumlr Einsparungen und der Quali-taumltsabsicherung entsteht vor allem bei Aumlnderungen und Integrationen von neu-en Prozessen und Taumltigkeiten Die integ-rierte Loumlsung RFemaHM soll im vierten Quartal 2020 verfuumlgbar sein sg
Joumlrg Uhlig ist Produktmanager ema Software Suite und Dr Sebastian Bauer ist Fachbereichs-leiter IT bei der imk automotive GmbH Robert Tagmann ist Digital Innovation Manager bei der EKS InTec GmbH
Einordnung der Loumlsungen ema Software Suite und RFSuiteldquo in den Planungsphasen
5 2 0 2 018
D I E F O R T S C H R E I T E N D E Digitali-sierung fuumlhrt zu einer immer staumlrkeren Durchdringung aller menschlichen Tauml-tigkeitsbereiche industrieller als auch gesellschaftlicher Wertschoumlpfung Die verbesserte virtuelle Darstellung der mo-dellierten Realitaumlt (Virtual Reality) erlaubt eine vorausschauende Planung von Be-triebszustaumlnden oder Verschleiszligsituatio-nen Das hat bereits heute maszliggeblichen Einfluss auf die Ressourcen- und Materi-aleinsatzplanung waumlhrend des gesamten Lebenszyklus der in der Produktion einge-setzten Systeme und Komponenten
Digitale Zwillinge erleichtern die PlanungIn der Fertigung eroumlffnet die zunehmen-de Vernetzung von Produktionseinheiten neue Geschaumlftsmodelle fuumlr alle Partner entlang der Wertschoumlpfungskette Be-reits im Entstehungsprozess neuer Fer-tigungsanlagen koumlnnen die Partner auf digitale Abbilder die sogenannten digi-
talen Zwillingen von Komponenten Ma-schinen und Anlagen inklusive ihrer Ge-brauchscharakteristika zuruumlckgreifen Sie simulieren den Betrieb der Anlagen und wissen vorab wo potenzielle Schwach-stellen liegen Die Zeiteinsparung durch den Ruumlckgriff auf die digitalisierten Ab-bilder der Produktionsanlagen kann bis zu 30 Prozent betragen
Eine wichtige Voraussetzung fuumlr die Schaffung dieser digitalen Zwillinge ist die Digitalisierung von allen relevan-ten Komponenten in der Produktion und den damit verbundenen Prozes-sen Hierbei wird die physikalische Rea-litaumlt mittels Sensorik weitestgehend als digitales Modell abgebildet Neue Ver-netzungsstandards wie 5G oder WiFi6 erlauben zunehmend den technolo-gisch anspruchsvollen herstellerunab-haumlngigen Datentransport in Echtzeit So koumlnnen Kamerabilder fuumlr die Ob-jekt- und raumlumliche Lagebestimmung von Werkzeugen Halbzeugen und Pro-
dukten genutzt werden was die Quali-taumltssicherung erleichtert Eine vernetzte Produktion ermoumlglicht auszligerdem den Einsatz skalierbarer Dienste die mithilfe von kuumlnstlicher Intelligenz aus der Cloud oder bdquoon the edgeldquo also vor Ort die Ma-schinen steuern
Preventive Maintenance verbindet digitale mit analoger WeltPreventive Maintenance ist ein klassi-scher Anwendungsfall bei dem die ana-loge und digitale Welt zur erweiterten Realitaumlt miteinander verschmelzen Die industrielle Anwendung in Form von Mixed Reality profitiert von der Verfuumlg-barkeit von 5G denn Anwendungen fuumlr Augmented Reality und Virtual Rea-lity erfordern eine hohe Datenrate mit gleichzeitig niedriger Latenz So kann eine Echtzeituumlbertragung gewaumlhrleistet und koumlnnen beispielsweise stoumlrende Ka-belverbindungen bei Head Mounted Dis-plays vermieden werden
Probleme erkennen bevor sie entstehenDie Wartung von Maschinen Anlagen und Produkten ist ein wesentlicher
Kostenfaktor fuumlr Unternehmen Komponenten und Systeme muumlssen
regelmaumlszligig auf Verschleiszlig und Fehlfunktionen gepruumlft und bei Bedarf
repariert werden Ziel muss es daher sein die Wartungstaumltigkeiten besser
planen zu koumlnnen um eine moumlglichst unterbrechungsfreie Nutzung zu
gewaumlhrleisten Hierbei werden periodische Routineprozesse der vorbeu-
genden Wartung im Sinne einer vorausschauenden Wartung optimiert
V O N D R M I C H A E L L E M K E
P R E D I C T I V E M A I N T E N A N C E
Data collection Status monitoring Smart analysis Remote service Predictive maintenance
Ein Anwendungs-beispiel fuumlr einen
automatisierten Workflow Bild Huawei
5 2 0 2 0 19
P R E D I C T I V E M A I N T E N A N C E
Eine beispielhafte Anwendung mit AR im industriellen Umfeld zeigt die Abbil-dung auf der rechten Seite Hierbei koumln-nen vor Ort verfuumlgbare Maschinen- und Prozessdaten nahtlos in Echtzeit vom Bediener durch einen virtuellen Bildrah-men betrachtet werden Muumlhsame Feh-lersuche wird vereinfacht indem Daten von Sensoren und Aktoren dreidimensi-onal im Raum visualisiert werden Dabei sind tiefgreifendere Informationen wie Kabelbelegung und Dokumente tech-nische Zeichnungen und Modelle sowie Bedienungs- und Montageanleitungen direkt verfuumlgbar und mit dem Objekt ver-knuumlpft
Anleitung zur Fehlerbehebung Auch die automatische Anleitung zur Fehlerbehebung ist realisierbar indem der Betriebs- oder Maschineningenieur durch bekannte Problemstellungen ge-fuumlhrt wird Der konkrete raumlumliche Anla-genbezug kann hierbei nicht nur durch Marker an der Maschine sondern auch durch Lokalisierung per 5G gestuumltzt er-folgen Auszligerdem kann zur didaktischen Aus- und Weiterbildung ein durchgaumln-giges MR-Konzept in Kombination mit einem mechatronischen Lernsystem eingesetzt werden um dem Aus- und Fortzubildenden Inhalte und Zusam-menhaumlnge an der realen Maschine auf-zuzeigen Das wird erreicht indem Pro-zesse visualisiert und damit begreifbar
werden Somit wird dem zukuumlnftigen Bediener ein selbstgesteuertes und ziel-gerichtetes Handeln im Arbeitsalltag bei gleichzeitiger Qualifizierung und Kom-petenzentwicklung ermoumlglicht
In der virtuellen Realitaumlt lassen sich Abbilder von Produktionsstrukturen dar-stellen und simulieren ndash vom Projekt-arbeitsplatz mit kollaborativen Roboter bis hin zur komplexen industriellen An-lage So kann sich der Produktionsver-antwortliche schon mit Anlagen und Prozessschritten vertraut machen die noch nicht umgesetzt wurden Ein Bei-spiel hierfuumlr ist die Implementierung der Ablaumlufe in einer Robotersimulation die dann spaumlter auf der realen Maschine nur noch parametrisiert werden muumlssen 5G ermoumlglicht es hierbei rechenintensive Operationen wie Simulation und Ren-dering vor Ort auszufuumlhren um tragba-re Ressourcen wie Tablets oder HMDs zu entlasten da sie nur eine vergleichsweise geringe Rechenkapazitaumlt aufweisen
Potenzial fuumlr die vollstaumlndig vernetzte IndustrieDie digitale Transformation stellt Unter-nehmen und Plattformbetreiber vor eine doppelte Integrationsaufgabe Sie muumls-
sen das Zusammenspiel von Edge- und Cloud-Louml-sungen orchestrieren und auch uumlber die Unterneh-mensgrenzen hinweg louml-sen Industrie 40 macht diesen Wandel besonders deutlich In der Produk-tion erzeugen unzaumlhlige Maschinen mit ihren Sen-soren riesige Datenmen-
gen die von unterschiedlichen Herstel-lern verwaltet werden
Aufgrund der technisch benoumltigten Naumlhe zur Produktion werden diese Da-ten direkt in Edge-Rechenzentren verar-beitet Zur Analyse muumlssen die Daten der unterschiedlichen Maschinen nicht nur verbunden sondern auch mit Geschaumlfts-daten in Verbindung gebracht werden Am Ende dieses Prozesses ergeben sich Effizienzgewinne Produktionsverbesse-rungen und zusaumltzliche Wertschoumlpfung
Freie Verfuumlgbarbarkeit von DatenEine Voraussetzung fuumlr die Fortsetzung der arbeitsteiligen Prozesse in der Wert-schoumlpfungskette in der Industrie 40 liegt in der freien sicheren und wirt-schaftlich vorteilhaften Verfuumlgbar- und Austauschbarkeit von Daten zwischen Marktteilnehmern Europa steht hier vor der Herausforderung sein liberales Wirt-schafts- und Gesellschaftsmodell fort-zuentwickeln und eigene Konzepte und Regeln fuumlr die Nutzung kritischer Digital-technologien zum Beispiel zur Erhebung zum Austausch und zur Speicherung und Analyse von Daten im Wettbewerb mit internationalen Oligopolen in der Platt-formoumlkonomie zu entwickeln und zu po-sitionieren Um diese Herausforderung zu meistern hat das Bundeswirtschafts-ministerium das Projekt GAIX-X ins Le-ben gerufen Ziel der Initiative ist es eine vertrauenswuumlrdige Cloud-Infrastruktur zu entwickeln damit Partnern die Ko-operation in betrieblichen Oumlkosystemen und der sichere Austausch von Betriebs- und Fertigungsdaten im Kontext neuer serviceorientierter Geschaumlftsmodelle er-moumlglicht wird Auf dieser Basis werden zukuumlnftig eine Vielzahl neuer Anwen-dungen der kuumlnstlichen Intelligenz in der Fertigung entstehen sg
Dr Michael Lemke ist Senior Technology Principal (ICT) bei Huawei Technologies Deutschland GmbH
AR ermoumlglicht die Visualisierung von Maschinen daten fuumlr die Wartung (links) Mit VR wird ein modu-lares Produktionssys-tem simuliert (rechts) Bilder Festo Didactic SE
5 2 0 2 020
D I E H E I T E C AG hat spezielle Micro-services entwickelt welche als Plug amp Operate-Loumlsung schnell einsetzbar sind und zahlreiche Moumlglichkeiten zum Moni-toring und zur Optimierung der Produk-tion beinhalten Durch den Einsatz dieser Microservices kann die Verfuumlgbarkeit und Produktivitaumlt der Produktion gesteigert werden Heitec hat sich fruumlhzeitig in die-sem Bereich spezialisiert und bietet Di-gitalisierungsloumlsungen die unter ande-rem das Erfassen der Stoumlrgruumlnde sowie ein Monitoring der Verfuumlgbarkeit und der Umgebungsbedingungen ermoumlglichen
Kontinuierliche Verbesserung durch HeiTPMDurch das HeiTPM-Portfolio schlaumlgt Hei-tec eine Bruumlcke zwischen Maschinen- und Produktionsprozessen im Shopfloor und der objekt- und dienstorientierten IT-Welt Somit kann eine kontinuierliche Verbesserung in vielen Bereichen des
Unternehmens mithilfe der Eliminierung von Ausfaumlllen und Aufdeckung von Ver-schwendungen erreicht werden
Die hierbei verwendeten Microservices basieren auf der Verwendung des Indust-rie-40-Upgrade-Kit welches ein variabel einsetzbares PlugampOperate-Werkzeug darstellt das durch die flexible Nachruumls-tung zur Datenerfassung und Monito-ring von Maschinenprozessen eingesetzt wird und schnell Ergebnisse liefert Die Verbindung zwischen Sensor und Nut-zer wird uumlber ein Gateway und die Web-Anwendung bdquoTop Monitorldquo auf Basis von MindSphere geschaffen Fuumlr den Einsatz ist lediglich ein regulaumlrer Stromanschluss und LTE- oder WLAN-Empfang noumltig Der in diese Loumlsung integrierte bdquoTop Monitorldquo stellt dem Nutzer eine uumlbersichtliche Dar-stellung der einzelnen Analyseparameter online auf PC Tablet oder Mobiltelefon zur Verfuumlgung Die klare Visualisierung sowie die frei konfigurierbaren Widgets
sorgen fuumlr einen schnellen Uumlberblick Durch eigens justierbare Prozessgren-zen einzelner Parameter koumlnnen uumlber di-verse Zeitraumlume hinweg Prozesse noch detaillierter uumlberwacht werden In der Applikation sind zudem diverse weite-re Monitoring- und Auswertefunktionen enthalten die individuell angepasst wer-den koumlnnen Dabei steht der Nutzen des Anwenders in Bezug auf eine fruumlhzeitige Ergebnislieferung im Vordergrund
Die Microservices koumlnnen flexibel kon-figuriert werden und jederzeit erweitert werden Die durch das Industrie-40-Up-grade-Kit einsetzbaren Microservices sor-gen fuumlr eine moumlglichst hohe Transparenz der einzelnen Anlagen und Produktions-prozesse Umsetzbar sind hierbei sowohl die Uumlberwachung der Umgebungsbe-dingungen und Maschinenverfuumlgbarkeit als auch eine Betriebsdatenerfassung und Stoumlrgrundanalyse In der ersten Stu-fe von HeiTPM steht die Erzeugung der Transparenz im Vordergrund um darauf basierend in dem naumlchsten Stufen die Produktionsprozesse zu optimieren und diese durchgaumlngig in der IT-Landschaft digital abzubilden
Anwendungsfall bei der Firma EdlerAufgrund dieser Vorteile brachte Heitec bei der Edler GmbH die auf Glasverede-lungen im Bereich Automotive speziali-siert ist die Microservices zum Einsatz Die Herausforderung lag unter anderem darin innerhalb kurzer Zeit Transparenz uumlber relevante Prozessparameter zur Pro-zessabsicherung herzustellen Der Micro-service bdquoMonitor My Conditionldquo konnte hierbei in kuumlrzester Zeit die gewuumlnsch-te Transparenz erzeugen Eine weitere Herausforderung war die Uumlberwachung der Verfuumlgbarkeit sowie das Erfassen der Stoumlrgruumlnde an einer Verpackungsanlage ohne in bestehende Strukturen und Sys-teme einzugreifen Hierfuumlr wurden die Microservices bdquoMonitor My Availabilityldquo und bdquoMonitor My Disruption Reasonsldquo ge-waumlhlt Auch hier wurde innerhalb kuumlrzes-ter Zeit die noumltige Transparenz geschaf-fen Die Digitalisierung mit HeiTPM bietet einen unkomplizierten Loumlsungsansatz der auf diverse Anwendungen ausgelegt werden kann Durch den Einsatz der Mi-croservices wird eine houmlhere Transparenz bei Anlagen und Prozessen erreicht sg
Andreas Neumeier ist Consultant Industrie 40 bei der Heitec AG
Mehr Transparenz in die Produktion bringenWie wichtig die Digitalisierung in der Corona-Pandemie ist zeigt sich an
unzureichenden Prozess- und Produktionsmonitoring-Loumlsungen Ploumltzlich
sinkende Nachfragen und fehlende Ressourcen-Verfuumlgbarkeit koumlnnen
Unternehmen schnell in eine schwierige Lage versetzen Eine transparentere
und effizientere Produktion kann solche Einbruumlche abfedern
V O N A N D R E A S N E U M E I E R
D I G I TA L I S I E R U N G
Das Dashboard von HeiTPM liefert wichtige Kennzahlen wie hier zur Produktion Bild Heitec AG
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
SPECIAL ERP amp MES
Auf dem Weg zum Cost Leader
Perusch-Paletten Mit der ERP-MES-Suite PSIpenta zur smarten Fabrik
5 2 0 2 022
SP
ECIA
L E
RP
amp M
ES
E I N E PA L E T T E braucht auf den ers-ten Blick nicht viel Fuumlszlige Trag- und Deck-bretter ndash zusammengehalten von ein paar Naumlgeln und Klammern Doch der Teufel liegt im beruumlhmten Detail So gilt es in der Palettenproduktion weit mehr als nur Formate oder Kufenmaszlige zu be-achten Zu den klassischen Parametern zaumlhlen beispielsweise auch Traglast Folien uumlberstaumlnde Deckel oder Stapel-eigenschaften der Paletten Das trifft nicht nur auf kunden individuelle Ferti-gungen zu Auch innerhalb vorhandener Standards wie Nonstop- Export- oder Papierpaletten ergeben sich auf diese Weise theoretisch unendlich viele Konfi-gurationsmoumlglichkeiten In Summe gibt es in der Palettenproduktion also eine riesige Variantenvielfalt die auch das 1953 gegruumlndete Familien unternehmen Perusch-Paletten GmbH (Perusch) aus
dem oumlsterreichischen Frohn leiten in der Steiermark beherrschen muss Zur Heraus-forderung wird die Variantenvielfalt nicht zuletzt in Kombination mit dem steigen-den Kostendruck recht kurzen Vorlaufzei-ten und Just-in-Sequence- Lieferungen Denn Perusch beliefert uumlber wiegend gro-szlige und mittelstaumlndische Papier- und Kar-tonagenproduzenten mit einem jaumlhrli-chen Palettenbedarf von uumlber 100000 Stuumlck ndash verteilt auf mehrere LKW-Ladun-gen pro Tag
Projekt bdquoPerusch-Paletten 40ldquoIn diesem Kontext hat das Thema Auto-mation ndash zusammen mit Entwicklungen wie die Digitalisierung und Globalisierung ndash fuumlr die Zukunftsfaumlhigkeit des Unterneh-mens sukzessive an Bedeutung gewon-nen und den Druck in den letzten Jahr-zehnten weiter erhoumlht Perusch stellt sich
dieser Herausforderung bdquoWir wollen sbquoCost Leaderlsquo bei der Produktion von Karton- und Papierverpackungspaletten werden ndash bei gleichzeitig maximierter Flexibilitaumltldquo bringt es Wolfgang Perusch auf den Punkt Gemeinsam mit seinem Bruder Ernst Perusch fuumlhrt er das Unternehmen be-reits in dritter Generation und verantwor-tet die Bereiche Technik und Produktion In Zahlen bedeutet das neu gesteckte Ziel Perusch will mit seinem Bestandsteam von 38 Mitarbeitern die Anzahl an gefertigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen Das geht nur durch eine starke Reduzierung des Anteils ma-nuell gefertigter Paletten die Beschleuni-gung der Auftragsdurchlaufzeiten sowie eine optimale Verwertung der Ressource Holz Die beiden Hebel Ein houmlchstmoumlg-licher Automatisierungsgrad kombiniert mit einer maximalen Ausschoumlpfung der Digitalisierungsmoumlglichkeiten
Hierfuumlr wurde das aus Mitteln des Euro-paumlischen Fonds fuumlr regionale Entwicklung kofinanzierte Projekt bdquoPerusch-Paletten 40ldquo und damit die groumlszligte Erweiterungsin-vestition der Firmengeschichte ins Leben gerufen Im Mittelpunkt steht die Moder-nisierung der gesamten Fertigung mit der Digitalisierung und Auto matisierung der internen Prozesse als zentralen Zie-len Den ersten Projektmeilenstein schloss Perusch 2019 mit der Eroumlffnung der neu-en Produktionshalle mit einer Flaumlche von 1507 msup2 ab Hier wird das Unternehmen kuumlnftig vollautomatisiert Paletten ferti-gen ndash mit der ERP-MES-Suite PSIpenta von PSI Automotive amp Industry als Datendreh-scheibe Die Loumlsung wurde ganz bewusst bereits im Vorfeld des Projekts eingefuumlhrt
Durchgaumlngiges System steuert vollautomatisierte Anlage bdquoUnsere neue Fertigung besteht aus drei Ebenen die durch ihre durchgaumlngige und
Auf dem Weg zum Cost LeaderVon einer vollautomatisierten Fertigung die im Sinne von Industrie 40 auch saumlmtliche Daten aus einem
durchgaumlngigen ERP-MES-System erhaumllt und zuruumlckmeldet traumlumt so manches Unternehmen Bei Perusch-
Paletten ist die smarte Fabrik bereits Realitaumlt und das Unternehmen auf dem besten Weg zur Kostenfuumlhrerschaft
V O N J E N S R E E D E R
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
In der neuen Produktionshalle mit einer Flaumlche von rund 1500 msup2 wird Perusch kuumlnftig vollautomatisiert Paletten fertigen ndash mit der ERP-MES-Suite PSIpenta als Datendrehscheibe
5 2 0 2 0 23
F L E X I B L E S E R P - M E S - S Y S T E M S T E U E R T S M A R T E FA B R I K
tiefe vertikale Integration nahezu mit ei-nander verschmolzen sindldquo erlaumlutert Wolfgang Perusch Die Shopfloor-Ebene umfasst die neue Produktionsanlage mit einer Saumlgelinie einer Stapelanlage mit zwei Industrierobotern ein Intralogistik-system sowie eine Industriefertigungs-linie Daran angedockt sind die MES- Module inklusive des PSIpenta-Leitstands die wiederum vollintegriert sind in das ERP-System Gemeinsam mit dem ange-bundenen Kunden-Webportal bildet das ERP-System die dritte und houmlchste Ebene
Alle erforderlichen Daten kommen aus dem ERP-System Das heiszligt die Software plant und steuert einen kompletten Auf-tragsdurchlauf im Zusammenspiel mit den verschiedenen Komponenten der Produk-tionslinie vollautomatisiert ndash vom Eingang des Kundenauftrags uumlber die Produk tion bis zur Etikettierung und Auslieferung Ausgangspunkt fuumlr das ERP-System ist
eine CSV-Datei in der Kunden uumlber das an-gebundene Webportal alle relevanten Auf-tragsdaten erfassen PSIpenta generiert hieraus automatisiert Kundenvorgaumln-ge Fertigungsauftraumlge und Stuumlcklisten Durchschnittlich 270 kundenspezifische Parameter uumlbermittelt das ERP-System pro Kundenauftrag an den Shopfloor bdquoHier kommt das Variantenmanagement der ERP-Loumlsung zum Tragen Verein-facht gesprochen verwaltet es die spe-zifischen Auspraumlgungen unserer standar-disierten Palettentypen und generiert Angebote Auftraumlge Stuumlcklisten und Ar-beitsplaumlne fuumlr die konfigurierten Muster ndash und zwar auch dann wenn es einen Auftrag in dieser Form noch nie gegeben hatldquo so Perusch und er ergaumlnzt bdquoDabei muss man sich vergegenwaumlrtigen dass wir theoretisch eine unendlich Varianten-vielfalt haumlndeln Denn wir koumlnnen jegli-che Breiten-Laumlngen-Kombination milli-metergenau umsetzenldquo
Fuumlr jedes Teil einer Palette ndash dazu zaumlhlen das Bodenbrett beziehungsweise Fuumlszlige Tragbretter und Deckbretter ndash generiert das System eigene Fertigungsauftraumlge Der Leitstand plant die Fertigungsauf-traumlge fuumlr die Montage automatisiert auf Basis der Termine und Ruumlstzeiten ein Im Anschluss uumlbergibt er die Zuschnittauf-traumlge samt den internen Lieferterminen an einen integrierten Algorithmus Die-ser dient der Planung der Zuschnittanla-ge welche die Bretter fuumlr die Produktion aus Langware kappt Ziel ist es moumlglichst wenig Verschnitt beziehungsweise Abfaumll-le zu erzeugen Der Algorithmus errech-net hierfuumlr auf Basis der vom Leitstand geplanten Starttermine die optimale Ausnutzung der Rohware (Verschnitt-optimierung) ndash und zwar ohne Konflikte hervorzurufen Eine wichtige Rolle spielt hierbei ein digitaler Zwilling der alle me-chanischen und sonstigen Einschraumln-kungen des Systems kennt und die er-mittelte Verschnittoptimierung auf ihre Machbarkeit pruumlft Die ermittelten Daten schleust das System uumlber die Saumlge bezie-hungsweise Stapelanlage direkt in das interne Logistiksystem damit dieses die Ladungstraumlger in der korrekten Sequenz an die Fertigungslinie foumlrdert
Maximale Transparenz ermoumlglicht hochflexible PlanungDas ERP-System ist in der automatisier-ten smarten Palettenfabrik die Daten-basis So beginnen die Vorteile schon bei der Auftragseingangsschnittstelle durch die der Zeitaufwand fuumlr die manuelle Ein-gaben entfaumlllt oder erheblich reduziert wird Immer wiederkehrende Prozesse mit Kunden koumlnnen folglich weitestgehend automatisiert bearbeitet werden Dabei entfaumlllt auch die Anlage neuer Artikel was eine weitere erhebliche Zeiterspar-nis bedeutet bdquoDas System kann durch den Variantenmanager auch ein Format das bisher noch nie angefragt wurde auto-matisch verarbeiten und in einen Auftrag ummuumlnzen Das ist ein groszliger Vorteilldquo so Perusch Die automatischen Ruumlckmeldun-gen der verschiedenen Stationen an das ERP-System versetzen das Unternehmen in die Lage jederzeit den Status eines Auftrags zu kennen was ein hochflexib-les Planen ermoumlglicht Perusch ergaumlnzt bdquoBesonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht ein-schraumlnkt etwa wenn es um die Erweite-rung der Systemlandschaft gehtldquo
Der noch laufenden Implementierungs-phase mit Tests wird sich in Kuumlrze der Go-Live der Produktion anschlieszligen Ab diesem Zeitpunkt will das Unternehmen den Fokus auf die Sammlung von Pro-duktionsdaten legen um die Anlagen weiter zu optimieren bdquoSo oder so sind wir unheimlich stolz etwas geschafft zu haben woruumlber vielerorts lediglich debattiert wird und was auch speziell in unserer Branche bislang einzigartig ist Die vollautomaische Fertigung 40ldquo fasst Wolfgang Perusch zusammen
Cost Leader mit ZukunftPerusch-Paletten hat mit der groumlszligten Investition in der Firmengeschichte das Fundament fuumlr einen langfristigen Erfolg gelegt Durch die Verzahnung von Auto-mation und Informationstechnologie ent-steht eine hochleistungsfaumlhige Produkti-on der dem Unternehmen die Zukunft ndash vielleicht sogar als Cost Leader ndash im Bereich der Palettenherstellung sichern wird An der Realisierung des Traums der Smart Factory hat nicht zuletzt auch das durchgaumlngige ERP-MES-System PSIpenta einen wesentlichen Anteil Mit seiner Funktionstiefe Bedienerfreundlichkeit Offenheit und Flexibilitaumlt bringt es alles mit was die Smart Factory auf IT-Seite benoumltigt r t
Jens Reeder ist Leiter Division Industry bei der PSI Automotive amp Industry GmbH
Besonders wichtig ist fuumlr uns dass uns das ERP-System auch zukuumlnftig nicht einschraumlnkt etwa wenn es um die Erwei-terung der Systemlandschaft gehtldquoWOLFGANG PERUSCH
Die Bruumlder Wolfgang und Ernst Perusch fuumlh-ren das Familienunternehmen bereits in dritter Generation Mit ihrem Bestandsteam und einer Maximierung des Automatisierungs- und Digi-talisierungsgrad wollen sie die Anzahl an gefer-tigten Paletten pro Jahr von zuletzt 900000 auf 14 Millionen erhoumlhen und damit zum Cost Leader werden Bilder Perusch-Paletten
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 024
A L S D A S westfaumllische Traditions-unternehmen Vedder den bayrischen Marktbegleiter Loher Raumexklusiv im Jahr 2013 uumlbernahm lief es anders als man erwarten koumlnnte Bei Firmenfusi-onen werden dem akquirierten Unter-nehmen haumlufig die Ablaumlufe und damit auch die Software-Infrastrukturen des Kaumlufers uumlbergestuumllpt In diesem Fall verhielt es sich jedoch anders
Bei der Vedder GmbH im westfaumlli-schen Luumldinghausen wurde bereits vor der Fusion die Entscheidung getroffen mit amserp genau die Geschaumlftssoft-ware zu implementieren die an dem hinzugekommenen Standort im nie-derbayrischen Haidlfing bereits seit 2003 zum Einsatz kommt Auch wenn die Voraussetzungen fuumlr die standort-uumlbergreifende Implementierung guumlns-tig waren bedurfte dies zunaumlchst der
Zustimmung des Mutterkonzerns Depa Global Interior aus Dubai
Vertreter des Konzerns schauten sich die Funktionsweise des ERP-Systems vor Ort in Haidlfing genau an und zeigten sich aumluszligerst zufrieden mit der Abbildung der Prozesse Sie stimmten dem Einsatz an beiden Standorten daher zu
Administrativ betreut wird das Sys-tem das extern in einem Rechenzen-trum des Mutterkonzerns betrieben wird von Christoph Weikl und Wilhelm Klostermann vom Standort Haidlfing aus Beide sind urspruumlnglich gelernte Schreiner mit Zusatzausbildungen und kennen somit die Anforderungen eines handwerklich gepraumlgten Einzelfertigers an eine ERP-Software
Nachdem Anfang 2014 unter der Regie der beiden ERP-Projektleiter mit der Im-plementierung von ams in Luumldinghausen
begonnen und das System in den Folge-monaten modulweise erweitert worden war befanden sich an den Standorten zunaumlchst zwei separate ERP-Instanzen im Einsatz Dieser Parallelbetrieb der vorran-gig unternehmensrechtliche Gruumlnde hat-te bedingte dass der Artikelstamm taumlglich synchronisiert werden musste 2016 war Vedder dann organisatorisch so weit die Systeme sukzessive zusammenzufuumlhren
bdquoDie System-Fusion mit der Verschmel-zung der Datenbanken im Fruumlhjahr 2018 als letztem Punkt war ein laumlngerer Pro-zess in dem wir genau abwaumlgten welche Daten wir aus welchem System uumlberneh-men wolltenldquo sagt Wilhelm Klostermann der sich an dieser Stelle sehr gut durch ams unterstuumltzt sah
Der Grund warum an beiden Stand-orten unabhaumlngig voneinander die Wahl auf amserp gefallen war liegt in der speziellen Ausrichtung der Soft-ware auf die besonderen Gegebenhei-ten der Einzelfertigung
Das Prinzip bdquowachsende StuumlcklisteldquoEine zentrale Anforderung an die Soft-ware war die Funktionalitaumlt der bdquowach-senden Stuumlcklisteldquo Weil bei Auftragser-teilung die endguumlltige Auspraumlgung des zu fertigenden Produkts in aller Regel nicht bekannt ist muumlssen wichtige Wert-schoumlpfungsprozesse wie Konstruktion Beschaffung und Produktion zeitlich pa-rallel zueinander stattfinden Die bdquowach-sende Stuumlcklisteldquo ermoumlglicht es die Be-schaffungs- und Fertigungsablaumlufe zu einem Zeitpunkt zu starten da die Konst-ruktion noch in vollem Gange ist
Die Unwaumlgbarkeiten beginnen be-reits bei der Angebotserstellung Um einigermaszligen genaue Preise ermitteln zu koumlnnen bedarf es einer Menge an Know-how seitens der Mitarbeiter so-wie einer flexiblen Software die mit diesen Variablen zurechtkommt
Eine Basis fuumlr beste EinrichtungenWenn zwei spezialisierte Einzelfertiger fusionieren dann prallen unterschiedliche Arbeitsweisen aufeinander
In diesem Fall stellte man fruumlh die Weichen ndash in eine ungewoumlhnliche Richtung
V O N G U I D O P I E C H
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Einzelfertiger An beiden Standorten im westfaumllischen Luumldinghausen und im bayrischen Haidlfing konstruiert und fertigt Vedder heute qualitativ hochwertigste Komplettloumlsungen fuumlr den individuellen Innenausbau exklusiver Luxusyachten Residenzen und Privatjets auf Basis eines gemeinsamen ERP-Systems Bilder Vedder
SP
ECIA
L E
RP
amp M
ES
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
R E S S O U R C E N - P L A N U N G I N D E R E I N Z E L F E R T I G U N G
Dazu Christoph Weikl bdquoErst einmal steht uns meist nichts weiter zur Verfuumlgung als der extrem verkleinerte Plan eines 160-Meter-Schiffes Man erkennt ge-rade einmal die Raumlume und die unge-faumlhre Position von Moumlbelstuumlcken Mit Gluumlck laumlsst sich aus einem 3D-Rende-ring ruumlckschlieszligen ob es sich eventu-ell um ein Sideboard handeltldquo Die Art seiner Oberflaumlche der Glanzgrad oder etwaige anzubringende Sondertei-le ergeben sich erst viel spaumlter lange nachdem auf Basis der groumlszligtenteils ge-schaumltzten Stundenansaumltze und Materi-alkosten ein Angebotspreis kalkuliert wurde und der Zuschlag erfolgte
ERP-seitig existiert zu Produktionsbe-ginn tatsaumlchlich nur eine Auftragspositi-on mit einer nackten Stuumlckliste in die zu-naumlchst die Arbeitsgaumlnge aufgenommen werden Erst dann erfolgt gemeinsam mit dem Schiffsdesigner den Eignerver-tretern sowie den Vertretern der Werft die schrittweise Ausarbeitung der bdquoGe-neral Detailsldquo Und erst dann beginnt die Stuumlckliste zu wachsen Nach und nach ergibt sich ob und wo Griffe Sondertei-le oder Metallunterkonstruktionen ange-bracht werden muumlssen
bdquoDer groszlige Vorteil liegt fuumlr uns darin dass der Projektleiter die Schaumltzpreise beziehungsweise die in den Stuumlcklisten erfassten Werte ndash seien es Materialien oder Arbeitsstunden ndash sofort in der mit-laufenden Kalkulation einsehen kannldquo erklaumlrt Wilhelm Klostermann Der Soll-wert steigt und ab einem bestimmten Zeitpunkt laumlsst sich anhand der Ist-Kos-ten prognostizieren wo sich der Preis hinbewegt
bdquoDas ist schon klasse dass man die Kostenentwicklung von null kommend bis zu einem sehr detaillierten Grad er-fassen kannldquo konstatiert Christoph Weikl
Wilhelm Klostermann ergaumlnzt als weite-ren positiven Aspekt dass man die Werte im Rahmen der Nachkalkulation fuumlr Fol-geprojekte heranziehen koumlnne um Ver-gleichszahlen zu ermitteln
Natuumlrlich kann es immer einmal vor-kommen dass die anfaumlnglichen Schaumlt-zungen nicht aufgehen weil aufgrund spaumlterer Designentscheidungen oder Materialaumlnderungen unvorhergesehene Arbeiten anfallen In solchen Faumlllen wer-den Nachtraumlge auf erhoumlhten Aufwand er-stellt Die eigentliche Problematik ist der damit einhergehende Termindruck Da-her ist es fuumlr Vedder essentiell alle pro-jektrelevanten Termine mit amserp im-mer im Blick zu haben
Eine moumlglichst genaue Terminpla-nung wird umso wichtiger wenn bis zu zehn Groszligprojekte mit Laufzeiten von meist etwa zwei Jahren und viele klei-nere Projekte wie Yacht-Umbauten oder Buumlroausbauten parallel laufen bdquoNach-traumlge Aumlnderungen Abweichungen und Anpassungen gehoumlren bei uns zum Ta-gesgeschaumlft An dieser Stelle muumlssen wir flexibel sein ndash und diese Flexibilitaumlt
bietet uns amsldquo kommentiert Christoph Weikl
Die Prozessflexibilitaumlt bildet die Grund-lage dafuumlr dass Vedder seine Vorgabe umsetzen konnte so nah wie moumlglich am Standard der Software zu bleiben bdquoAufgrund seiner Branchenorientierung kann ams von Hause aus sehr viele un-serer bewaumlhrten Prozesse abbildenldquo betont Weikl Als positiver Nebeneffekt nur weniger kleinerer Anpassungen bleiben die Wartungskosten ebenso wie der Aufwand bei Releasewechseln und Updates gering Die Software wird bereits in den meis-ten Unternehmensbereichen einge-setzt Und es sollen weitere hinzu-kommen um uumlber eine noch groumlszligere Datendurchgaumlngigkeit den Prozessnut-zen abermals zu erhoumlhen bdquoUnser Ziel ist eine komplett integrierte Gesamtloumlsung mit verzahnten Komponenten die alle sauber miteinander kommunizierenldquo bekraumlftigt Christoph Weikl jbi
Guido Piech ist PR-Redakteur bei der amsSolution AG
Wachsende Stuumlckliste Bei Angebot und Auf-
tragsvergabe sind Details wie eine beson-
dere Oberflaumlche und Sonderteile noch
nicht bekannt ndash das ERP muss Flexibilitaumlt in Sa-
chen Nachtraumlge Aumlnderungen Abwei-
chungen und Anpassun-gen mitbringen
95 Maschinenverfuumlgbarkeit mit MES
MES-Software Leitstand Feinplanung MDE BDE PZE CAQ TPM MES-Monitoring KPIweb OEE wwwproxiacom infoproxiacom +49 8092 23 23 0
bdquoLohnfertiger stehen heute vor besonderen Herausforderungen Unsere Kunden verlangen ein Houmlchstmaszlig an Qualitaumlt bei kurzen Lieferzeiten zu guten Preisen Mit luumlckenloser Transparenz unseres gesamten Shopfloors erfuumlllen wir diese Wuumlnsche ndash dank leistungsfaumlhigem PROXIA MES mit mo- derner OPC-UA Anbindung liegt unsere Maschinenverfuumlgbarkeit bei 95ldquo
Claus Ostlangenberg geschaumlftsf Gesellschafter der Ostlangenberg GmbH
Direkt zum AnwenderberichtEinfach QR-Code scannen
2019-12-PROXIA-Anzeige-Ostlangenberg-DM-210x73indd 1 29072020 151500
SP
ECIA
L E
RP
amp M
ES
5 2 0 2 026
G U T E R S E R V I C E und praktische in-tuitive Produkte sind Grundlage fuumlr zu-friedene Kunden und somit fuumlr den Er-folg eines Unternehmens Doch was fuumlr Kunden gilt sollte auch fuumlr Mitarbeiter gelten Denn die moderne Arbeitswelt bdquoNew Workldquo und der stetig wachsende Fachkraumlftemangel erfordern arbeitneh-merfreundliche Modelle in allen Berei-chen ndash auch in der Produktion
Elementar ist dabei die Dienst- und Schichtplanung bei der einerseits die unternehmerische Sicht und Auftrags-lage beruumlcksichtigt werden muss an-dererseits aber die Wuumlnsche und Be-duumlrfnisse der Arbeits- und Fachkraumlfte im Fokus stehen sollten Konzepte zur Mitarbeiterbindung Gesundheits- und Vorsorgeangebote sowie individuelle Arbeitszeitmodelle sind inzwischen fuumlr jede Branche relevant Langfristig er-folgreich kann ein Unternehmen nur sein wenn es die oft zitierte Work-Life-Balance ernst nimmt
Das liegt vor allem daran dass die Nachwuchskraumlfte die nach und nach in das Berufsleben einsteigen digital ver-netzt und mit smarten und intuitiven Loumlsungen groszlig geworden sind und die-se nun auch im beruflichen Alltag erwar-ten ndash ein Urlaubsantrag ist fuumlr die neue Generation kein Papierformular mehr Lernen und Weiterbildung geschieht via eLearning man definiert sich selbst nicht mehr ausschlieszliglich uumlber den Beruf und die Karriere sondern vielmehr auch uumlber die Sinnhaftigkeit der Taumltigkeit
Wie die Produktion mithalten kannAuch wenn in Produktionsbetrieben zu-meist in Schichten gearbeitet wird gibt es Moumlglichkeiten der Flexibilisierung von Arbeitszeiten und Arbeitsmodellen So koumlnnen sich auch hier Mitarbeiter fle-xibel und wunschgemaumlszlig auf Schichten und Arbeitseinsaumltze einstellen
Eine digitale Personalbedarfsermittlung und -einsatzplanung ist der Garant fuumlr die optimale Dienstplanung Dabei wird der Bedarf an Fachkraumlften ebenso be-ruumlcksichtigt wie die Praumlferenzen der ein-zelnen Mitarbeiter da alle An- und Vorga-ben in einem System zusammenflieszligen Die komplexen Zusammenhaumlnge und das qualitative sowie quantitative Aufbe-reiten und Auswerten der Daten werden am besten mit einer professionellen IT-Louml-sung organisiert Der Fertigungs-IT-Spezi-alist GFOS (Gesellschaft fuumlr Organisations-beratung und Softwareentwicklung mbH) beispielsweise bietet dafuumlr Loumlsungen
Produktions-Mitarbeiter motivierenEine optimierte Personaleinsatzplanung bringt viele positive Effekte mit sich Einer-seits wird sichergestellt dass Mitarbeiter ihre Wuumlnsche mit Blick auf Arbeitstage und Schichten einreichen koumlnnen und diese dann auch bestmoumlglich in die Planungen einflieszligen Andererseits lassen sich kon-krete Daten aus der Produktionsplanung einbinden was eine genauere Bedarfser-mittlung ermoumlglicht und zugleich Flexibi-litaumlt bei der Dienstplanerstellung schafft
Die Personalplanung geschieht wortwoumlrt-lich auf Knopfdruck und unter Beachtung der eingestellten Parameter
In den Datensaumltzen der einzelnen Mit-arbeiter finden sich neben den individu-ellen Praumlferenzen auch Informationen zu Qualifikationen Erfahrungen und Fauml-higkeiten Diese Angaben werden bei der Planung von Auftragsbearbeitungen analysiert sodass das System sicherstellt dass sich entsprechend ausgebildete und erfahrene Mitarbeiter vor Ort befin-den wenn ein Auftrag bearbeitet wer-den muss Moumlglicherweise muumlssen sogar zwei oder mehrere Fachkraumlfte fuumlr einen speziellen Auftrag in einer Schicht ge-plant sein ndash oder es gibt Produktionsvor-gaumlnge die auch von einer Hilfskraft bear-beitet werden koumlnnen
Qualifikationen Weiterbildungen oder vorgeschriebene Schulungen werden uumlber ein spezielles Tool verwaltet das selbstverstaumlndlich mit der Personalein-satzplanung vernetzt ist Der Planer hat so Zugriff auf Selektionen und Filterun-gen die ihm beispielsweise Facharbeiter mit einer Ausbildung fuumlr eine spezielle Maschine anzeigen Dabei werden auch
Produktiver durch smarte PlanungNew Work macht auch vor der Produktion nicht halt Wie sich die neuen Arbeitsprinzipien mit
den traditionellen Erfordernissen der Fertigung in Einklang bringen lassen
V O N K A T H A R I N A R Ouml H R I G
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Eine datenbasier-te Einsatzplanung
steigert nicht nur die Motivation der Mitar-
beiter sondern sichert auch die Verfuumlgbarkeit
von auf die Anlagen geschulten Personal
Bild Gorodenkoff Shutterstock
SP
ECIA
L E
RP
amp M
ES
I N T E L L I G E N T E P E R S O N A L P L A N U N G
Mitarbeiter aufgelistet die im Laufe der Betriebszugehoumlrigkeit die Abteilung ge-wechselt haben und daher gar nicht in der regulaumlren Einsatzplanung auftauchen wuumlrden ndash dies hat besonders in Phasen personeller Engpaumlsse oder sehr voller Auf-tragsbuumlcher Vorteile da betriebsintern schnell und flexibel geplant werden kann
Mitarbeiter werden also nach ihren Faumlhigkeiten und dem konkreten Bedarf eingeplant und sind so optimal ausgelas-tet was die Motivation verstaumlrkt da sie nicht unter- und nicht uumlberfordert sind Denn genauso wie Fachkraumlfte zu spezi-ellen Zeiten verplant werden werden ih-nen systematisch zu anderen Zeiten Frei-zeit und Ruhephasen eingeraumlumt ndash und dies mit Blick auf die individuell einge-reichten Wuumlnsche und Bedarfe Selbst-verstaumlndlich werden dabei stets auch alle gesetzlichen und tariflichen Vorga-ben und Richtlinien eingehalten Zudem kann der Planer jederzeit manuell in die automatische Planung eingreifen und Schichten und Dienstplaumlne korrigieren
Warum eine Software nutzenDie Bedarfsermittlung und Personalein-satzplanung ist mit einer Software des-halb so effektiv weil sie auf realen Betriebsdaten basiert und somit die An-forderungen jedes Unternehmens in-dividuell abbildet Uumlber Schnittstellen zum fuumlhrenden ERP-System und durch die Einbettung in ein digitales Produkti-onsleitsystem ist dafuumlr gesorgt dass Be-triebs- und Produktionsdaten in Echtzeit in das Planungssystem flieszligen Das funk-tioniert bereichs- und systemuumlbergrei-fend was den Planer in eine komfortable Situation versetzt
Denn schon fruumlhzeitig sind zukuumlnfti-ge Produktionsauftraumlge einsehbar was eine zielgerichtete Personalplanung er-moumlglicht Gleichzeitig sind Echtzeitda-ten verfuumlgbar und die Produktivitaumlt mit dem jeweils eingesetzten Personal kann analysiert werden Die dabei erfassten Daten flieszligen wiederum in das Planungs-tool ein und machen eine immer genau-er werdende Einsatzplanung moumlglich Damit werden ineffiziente Dienstplauml-ne die meist einfach zyklisch wieder-holend sind abgeloumlst und ein flexibles und bedarfsorientiertes Personaleinsatz-management wird implementiert So koumlnnen Unternehmen Personalverant-wortliche und Planer sowie Mitarbeiter schnell auf besondere Situationen und Schwankungen reagieren ndash ein spuumlr- und messbarer Mehrwert fuumlr Arbeitgeber und -nehmer
In Zukunft KI-gesteuertEinen Schritt weiter geht eine Bedarfs- und Personaleinsatzplanung die mit kuumlnstlicher Intelligenz ausgestattet ist Denn diese analysiert die riesigen Daten-mengen die aus allen produktions- und planungsnahen Bereichen einflieszligen im Hinblick auf strukturelle Muster und Re-gelmaumlszligigkeiten So koumlnnen sehr klein-teilige Zusammenhaumlnge und Wirkungen entdeckt werden die groszliges Optimie-rungspotential bergen Eine KI-basierte Bedarfsermittlung und Einsatzplanung lernt das Gesamtsystem und dessen Ab-haumlngigkeiten also tiefgreifend kennen und kann selbstlernend immer besser werdende Dienstplaumlne Planungsvor-schlaumlge und Bedarfsprognosen erstellen
GFOS stellt dafuumlr Manufacturing-Exe-cution-Systeme und effiziente Personal-planungstools als Grundlage zur Verfuuml-gung Mit Hilfe solcher Software lassen sich nicht nur eine optimale Dienst- und Schichtplanung durchfuumlhren Die intui-tive Handhabung und die Beruumlcksichti-gung von Mitarbeiterwuumlnschen fuumlhren zu einer spuumlrbaren Verbesserung fuumlr Un-ternehmen und Angestellte Denn die Einbeziehung der Mitarbeiterwuumlnsche und deren Verfuumlgbarkeit in die Planung helfen dabei gleichermaszligen die Motiva-tion im Betrieb zu steigern und die Pro-duktivitaumlt anzukurbeln jbi
Katharina Roumlhrig ist Bereichsleiterin Business Development amp Mitglied der Geschaumlftsleitung bei GFOS
Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1Anzeige_13_aaafech20_75x297_ohne-friedrichshafenindd 1 120620 1116120620 1116
5 2 0 2 028
I N D E U T S C H L A N D Europa und der Welt hat sich Gust Alberts GmbH amp Co KG (GAH) mittlerweile in der fuumlnften Ge-neration zum erfolgreichen und stetig expandierenden Systemanbieter entwi-ckelt Das Produktspektrum der GAH um-fasst unter anderem Eisenwaren Zaun-technik Profile und Bleche Rund 110 Millionen Euro Umsatz wurden im letz-ten Geschaumlftsjahr erzielt Was 1852 als Riegelschmiede im Herzen des Sauerlan-des begann umfasst heute ein Sortiment von weit mehr als 7000 Artikeln das von uumlber 8000 Handelspartnern weltweit vertrieben wird
Einfuumlhrung einer computergestuumltz-ten MaschinendatenerfassungDie erste Beruumlhrung mit der Loumlsungs-suite des MES-Spezialisten Proxia hatte GASH am Standort Herscheid durch die Einfuumlhrung der computergestuumltzten Ma-schinendatenerfassung (MDE) Christian Anheier Assistent der Betriebsleitung und Leiter der Konstruktion und Zeitwirt-schaft bei GAH blickt zuruumlck bdquoWir wollten die Maschinenstunden vollstaumlndig digi-tal und korrekt erfassen um die Praumlmie-nabrechnung zu vereinfachenldquo Bei dem Hersteller hat sich ein vierstufiges Bonus-system fuumlr die Mitarbeitermotivation als wirkungsvoller Stimulus uumlber die Jah-re hinweg etabliert allerdings verlangt dies eine luumlckenlose Datenerfassung will man Diskussionen darum vermeiden
Hierbei kann Proxia MDE seine Staumlrken ausspielen denn es ermittelt vollautoma-tisch und fehlerfrei den elektronischen bdquoFingerabdruckldquo einer Maschine Waumlhrend der Maschinenbediener wie gewohnt der Arbeit nachgeht laumluft die MDE-Loumlsung unbemerkt im Hintergrund Fehleingaben oder das Vergessen manueller Bemeldun-gen werden so ausgeschlossen
Neue Maschinen und Anlagen koumlnnen jetzt per OPC-UA angeschlossen werden woran auch GAH partizipieren wollte Die neue MDE-Kommunikationsstrategie OPC-UA integriert sich in das vorhande-ne digitale MDE-Hardwarekonzept von Proxia mit der Moumlglichkeit Maschinen-signale digital abzugreifen bdquoDurch UndOder-Verknuumlpfungen kann gerade bei Maschinen mit wenig Intelligenz sehr viel mehr an Informationen herausgeholt werden So gewaumlhren wir auch in aumllte-re Maschinen tiefe Einblicke in Echtzeitldquo erlaumlutert Juumlrgen Doumlring Vertriebsleiter West bei Proxia das Vorgehen
Digitalisierung in der Prozesskette fuumlr Industrie 40Konsolidierung Automatisierung und Eliminierung der Fehlerquote ndash unter diesen Aspekten fuumlhrte Proxia 2015 die Maschinendatenerfassung ein Zunaumlchst wurden fuumlnf Maschinen (MDE) im Testbe-trieb an das MES-System angeschlossen Uumlber eine SPS wurden diese Maschinen an die Erfassungsterminals angebunden Nach Optimierung und Anpassung wur-de das System auf alle relevanten Maschinen und Anlagen ausgerollt Ein Kundenauftrag wird nun zunaumlchst mit den wichtigsten Informatio-nen im ERP-System SAP angelegt und termi-niert Artikel Auftrags-daten Artikeldaten Lie-ferfristen mit Enddatum sowie die Arbeitsfolgen Diese Daten werden an-
MES-Herzschlag steigert Nutzungsgrad und LiefertermintreueDer Systemanbieter Gust Alberts hat eine luumlckenlose MES-Planung und MDEBDE-Erfassung des gesamten
Wertschoumlpfungsprozesses in der Produktion eingefuumlhrt Mithilfe moderner Loumlsungen von Proxia konnte das
Unternehmen den Nutzungsgrad um fuumlnf Prozent und die Liefertermintreue um sechs Prozent erhoumlhen
V O N D R B E R N H A R D V A L N I O N
E I N F Uuml H R U N G V O N M D E B D ES
PEC
IAL
ER
P amp
MES
Die klar strukturierte Bedienober-flaumlche der BDE-Software mit flexibler
Konfiguration sorgt fuumlr eine hohe Mitarbeiterakzeptanz
Bilder Proxia
5 2 0 2 0 29
M E S
schlieszligend in das MDEBDE-System uumlber-spielt An den Terminals in der Produktion werden Auftraumlge und Arbeitsfolgen visu-alisiert Die Ruumlckmeldung uumlber alle rele-vanten Fertigungsdaten und -zeiten zum Beispiel uumlber die produzierten Stuumlckzah-len erfolgt online in Proxia MES Daraus errechnet das System unter anderem die Gesamtanlageneffektivitaumlt (OEE) und wei-tere Kennzahlen um die aktuelle Produk-tivitaumlt im Werk zu ermitteln Nachdem sich die automatisierte Maschinendatener-fassung bewaumlhrt hatte entschlossen sich Valentin Hoffmann und sein Team zur Er-weiterung des MES Hinzukommen sollte auch eine BDE fuumlr die manuelle Eingabe von Betriebsdaten Ziel war es die Pro-zesskette als Ganzes zu verbessern und die Basis fuumlr Industrie 40 zu schaffen
Houmlhere Maschinenverfuumlgbarkeit durch MDEBDE-TransparenzDer modularen Systemarchitektur von Proxia ist es zu verdanken dass die Er-weiterung von MDE auf das MDEBDE-Modul reibungslos erfolgen konnte Unerwartet brachte die gewonnene Transparenz neue Erkenntnisse zuta-ge die zum Nachdenken anregten bdquoWir wussten jetzt auch wie lange eine Ma-
schine steht Angesichts dieser Tatsa-che wurden uumlber ein gutes Jahr hinweg testweise Kennzahlen aus den erfassten Daten kreiert bdquoUns ging es darum he-rauszufinden welche Ziele sich realis-tisch erreichen lassen zum Beispiel um die Maschinenverfuumlgbarkeit zu erhoumlhen
ohne Mitarbeiter oder Arbeitszeiten un-noumltig zu belastenldquo so Anheier
So wurde diagnostiziert dass bei ei-nem Stanzautomaten der Nutzungsgrad uumlberraschend schlecht war Also machte man sich an die Ursachenforschung fuumlr die geringe Verfuumlgbarkeit Mittels MDEBDE wurden die Daten akribisch akku-muliert sorgfaumlltig vorab analysiert und in der Expertengruppe diskutiert bis Anheier der Fall klar war bdquoWir haben er-kannt dass waumlhrend des Stanzens exter-ne Arbeitsgaumlnge an der Maschine statt-fanden die in dieser Form automatisiert werden konntenldquo Daher wurde eine An-lage fuumlr diese Taumltigkeit angeschafft Da-mit wurde die Uptime um fuumlnf Prozent erhoumlht Insgesamt sind bei GAH aktu-ell 23 Maschinen (MDE) und 40 Handar-beitsplaumltze (BDE) angebunden
Leitstand bringt Licht ins DunkelEin weiterer Vorteil liegt in der Vernet-zung des BDE-Systems mit der Leit-stand-Software von Proxia und dem SAP-ERP-System Der bidirektionale Da-tenaustausch ermoumlglicht zudem Nach-kalkulationen eines erledigten Auftrags und die Werte aus der BDE fuumlhren zu re-alistischen Vorgabezeiten was fuumlr die
Ressourcenplanung kuumlnftiger Auftraumlge sehr wichtig ist Auch als Grundlage fuumlr den KVP ist die MDEBDE-Loumlsung ein wichtiger Bestandteil denn sie dient als Basis fuumlr Auswertungen und Kennzahlenberech-nungen sowie bdquoDa-tengeberldquo fuumlr die Fertigungsplanung
bdquoWir haben uns von Proxia stets nach dem Motto inspirie-ren lassen Tatsaumlch-lich dass koumlnnt Ihr auchldquo so Christian Anheier So kam es dass die Leitstand-Software eingefuumlhrt
wurde Uumlber die digitale Plantafel las-sen sich auf einen Blick Maschinenbele-gungen erkennen und leicht optimieren Zugleich sieht der Planer die voraus-sichtlichen Liefertermine der Fertigungs-auftraumlge und wird fruumlhzeitig vor einem potenziellen Terminverzug gewarnt
Nutzungsgradsteigerung von zehn Prozent ist anvisiertbdquoUumlber alle Arbeitsstationen gemittelt ha-ben wir eine Nutzungsgradsteigerung von rund fuumlnf Prozent erreicht im ersten Schritt ein gutes Ergebnisldquo zeigt sich An-heier zufrieden Allerdings hat er auch das Ziel vor Augen die Akzeptanz der umfas-senden Transparenz weiter zu erhoumlhen und letztendlich eine Effizienzerhoumlhung von zehn Prozent zu erreichen bdquoWir be-merken den Effekt von Proxia zum Bei-spiel daran dass samstags selbst in der Hochsaison nicht mehr gearbeitet werden muss ndash bei gleicher Ausbringungldquo
Bei GAH werden rund 15 Prozent der Auftraumlge nicht anonym auf Lager produ-ziert sondern individuell nach den Ab-messungen des Kunden gefertigt Der-artige bdquoMass customizationldquo-Auftraumlge werden uumlberwiegend uumlber das Internet erteilt zum Beispiel uumlber Onlineportale wie Amazon oder von Handelspartnern bdquoDieses kundenindividuelle Internet-geschaumlft mit seinem Delivery-Now-An-spruch stoumlrt unser 85-Prozent-Normalge-schaumlftldquo berichtet Christian Anheier
Paradoxerweise gehoumlrt bei individuel-len Auftraumlgen Liefertreue zum obersten Gebot denn wenn hier nicht puumlnktlich geliefert wird sind beispielsweise negati-ve Bewertungen im Internet zu erwarten Um die dafuumlr notwendigen Kapazitaumlten verlaumlsslicher planen zu koumlnnen wurde mit dem bdquoKapazitaumltsblocker fuumlr das On-line-Geschaumlftldquo ein weiteres Softwaremo-dul von Proxia installiert Das Modul er-moumlglicht es dass fuumlr kundenindividuelle Terminauftraumlge in der Fertigung stets die notwendigen Ressourcen bereitgehalten werden bei gleichzeitig maximaler Flexi-bilitaumlt im Tagesgeschaumlft der GAH sg
Dr Bernhard Valnion ist freier Fachjournalist in Muumlnchen
SP
ECIA
L E
RP
amp M
ES
Proxia MES bietet einen Einblick in saumlmtliche Produktionsvorgaumlnge und liefert zudem aussagekraumlftige Kennzahlen
Mit Proxia MDE erfolgt die automatisierte Maschi-nendatenerfassung uumlber Standard-IO-Hardware
5 2 0 2 030
I M M E R W I E D E R werden neue Sicher-heitsluumlcken in Industriekomponenten bekannt So meldete Rhebo im Februar 2020 an den Hersteller Beckhoff Auto-mation eine Schwachstelle auf dem Bus-koppler BK9000 die fuumlr Denial-Of-Ser-vice-Angriffe ausgenutzt werden kann Im Durchschnitt identifiziert Rhebo in-nerhalb der ersten zwei Wochen bereits 23 Schwachstellen und Sicherheitsvorfaumllle in der Automatisierungs- und Steuerungs-technik von Industrieunternehmen und kritischen Infrastrukturen Mit den im Juni 2020 veroumlffentlichten Ripple20-Schwach-stellen geraten zusaumltzlich IoT- faumlhige Gerauml-te aller Hersteller in den Fokus
Proprietaumlre Protokolle behindern sichere Produktions-IT Das Sicherheitsproblem wird durch die steigende Komplexitaumlt und Variabilitaumlt der Komponenten verschaumlrft Sicher-heitsfunktionen ndash soweit uumlberhaupt vor-handen ndash sind selten zwischen den Her-stellern abgestimmt Zudem erschweren proprietaumlre Protokolle die Haumlrtung der Produktions-IT und damit verbundenen Automatisierungs- und Steuerungstech-nik (Operational Technology kurz OT)
Diese Komplexitaumlt birgt ein weiteres meist gaumlnzlich unbeachtetes Problem technische Fehlerzustaumlnde Fehlkonfigu-rationen Konflikte zwischen den Geraumlten und Werkeinstellungen die zum Teil eine erheblich houmlhere Netzwerklast verursa-chen gefaumlhrden die operative Stabilitaumlt der Fertigung Die Verantwortlichen fuumlr die IT-Sicherheit in der Produktion ste-hen dabei vor der Herausforderung An-lagen mit Lebenszyklen von 20 Jahren gegen sich rasant entwickelnde Cyber-
gefahren zu verteidigen Cybersicherheit ist daher nur herstelleruumlbergreifend und integriert umsetzbar
Integrierte IT-Sicherheit geht uumlber Firewalls hinausFirewalls und Intrusion-Detection-Sys-teme (IDS) haben in den vergangenen Jahren nur bedingt Abhilfe geschaffen Sie funktionieren solange die Angriffs-muster bekannt sind Wird eine offiziell unbekannte Schwachstelle ausgenutzt oder ein neues oder abgewandeltes An-griffsmuster verwendet kommen diese Loumlsungen schnell an ihre Grenzen So entstehen nach wie vor die meisten Ran-somware-Vorfaumllle in Produktionen durch Spillover von der Unternehmens-IT
Auch Angriffe und Manipulationen durch Innentaumlter sowie technische Feh-lerzustaumlnde erkennen Firewalls amp Co
nicht Da die einzelnen Produktionskom-ponenten selten Kapazitaumlt fuumlr Sicher-heitsfunktionen aufweisen ist die Ope-rational Technology fuumlr Angreifer und Schadsoftware eine offene Spielwiese Integrierte IT-Sicherheit in der Produkti-on umfasst deshalb ein dediziertes ganz-heitliches Netzwerkmonitoring der OT mit Anomalieerkennung Ein solches Sys-tem ergaumlnzt Firewalls und IDS in idealer Weise um die oben skizzierten Luumlcken zu schlieszligen
Sichtbarkeit und Sicherheit in der OT schaffenWie der OT-Sicherheitsexperte Sebasti-an Rohr in seinem Buch bdquoIndustrial IT Se-curityldquo ausfuumlhrte herrscht in der OT ein Mangel an Dokumentation und Uumlberwa-chung Weder sind alle Komponenten Netzteilnehmer und Abhaumlngigkeiten be-
IT-Sicherheit als Embedded System umsetzenVernetzte Komponenten in der Produktion sind haumlufig unsicher Das ist nicht erst bekannt seitdem
Fertigungen durch Angriffe wie NotPetya oder EKANS lahmgelegt wurden Wie ein herstellerunabhaumln giges
Netzwerkmonitoring mit Anomalieerkennung Stabilitaumlt und Sicherheit in der Produktion steigern kann
V O N K L A U S M O C H A L S K I
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
Das industrielle Netzwerkmonitoring wird alleinstehend oder uumlber bestehende Komponenten in die Operational Technology integriert Bilder Rhebo
5 2 0 2 0 31
I T - S I C H E R H E I T I N D E R P R O D U K T I O N
kannt noch herrscht Klarheit uumlber die Ak-tualitaumlt der eingesetzten Betriebssyste-me Die einzige Moumlglichkeit etwas uumlber die Kommunikation aus der OT zu erfah-ren sind Firewalls an den Netzwerkgren-zen Innerhalb der OT stehen die Verant-wortlichen dagegen vor einer Blackbox
Industrielles Netzwerkmonitoring bringt Licht in die OT Eacuteine Netzwerkmo-nitoring-Loumlsung wird in die OT integriert und ist auf die vorherrschenden Kom-munikationsprotokolle spezialisiert Da-durch kann jegliche Kommunikation in-nerhalb der OT uumlberwacht werden ndash auch Datenaustausch der direkt zwischen den Anlagen stattfindet und nicht uumlber die Firewalls an den Netzwerkgrenzen laumluft
Das Netzwerkmonitoring identifiziert alle aktiven Geraumlte Komponenten und Systeme innerhalb der OT und doku-mentiert deren Betriebssysteme Verbin-dungen und Kommunikationsverhalten Durch die Identifikation der Betriebssys-teme erfolgt auch ein Abgleich mit der in-ternationalen Schwachstellendatenbank CVE Verantwortliche fuumlr OT-Sicherheit erhalten so umfassende Informationen fuumlr ein detailliertes Asset Management sowie uumlber bekannte Schwachstellen in der Infrastruktur
Erkennen neuartiger Angriffe und schaumldlicher VorgaumlngeDie Anomalieerkennung erlaubt eine Echtzeit-Identifikation neuartiger An-griffe die von den Firewalls uumlbersehen werden Anstelle der signaturbasierten Gefahrensuche der Firewalls nutzt die Anomalieerkennung eine Verhaltens-analyse Sie lernt das gaumlngige zu erwar-tende Kommunikationsmuster der OT und meldet jede Abweichung von die-sem Dadurch werden auch Angriffe oder schaumldliche Vorgaumlnge sichtbar die neuar-tig sind oder durch Innentaumlter erfolgen Das ist bei Spillover-Effekten durch bei-spielsweise NotPetya oder EKANS aber auch im Zuge vermehrter Home-Office-Arbeit wichtig
Im Homeoffice sind die Arbeitsrechner in der Regel mit dem privaten Heimnetz verbunden Dieses ist jedoch selten aus-reichend gesichert Cyberkriminelle koumln-nen dadurch einfacher den Arbeitsrech-ner manipulieren und von dort hinter die gesicherten Netzwerkgrenzen des Unternehmens gelangen Die Mitarbei-tenden tragen sozusagen den Hacker in die Firma
Stabilitaumlt der OT gewaumlhrleistenEin weiterer Aspekt der integrierten Ano-malieerkennung ist die Stabilitaumlt der OT Spezialisierte OT-Monitoringloumlsungen wie Rhebo Industrial Protector erkennen ne-ben Sicherheitsvorfaumlllen auch technische Fehlerzustaumlnde anhand der uumlberwachten Kommunikation So werden Fehlkonfigu-rationen Uumlberlastzustaumlnde und Kommu-nikationsfehler sichtbar welche die Sta-bilitaumlt der Produktion ndash insbesondere der Echtzeitprozesse ndash gefaumlhrden
Da die Produktion nicht gestoumlrt wer-den soll arbeitet das Netzwerkmoni-toring mit Anomalieerkennung passiv und ruumlckwirkungsfrei Das ist sinnvoll da nicht jede Anomalie automatisch einen kritischen Sicherheitsvorfall darstellt der geblockt werden muss oder fuumlr den die gesamte OT heruntergefahren werden muss Die Entscheidungshoheit wie mit gemeldeten Anomalien umgegangen werden soll verbleibt daher bei den Be-treibern des Netzwerkmonitorings
OT-Sicherheit uumlbergreifend und luumlckenlos umsetzenAbhaumlngig vom Anbieter des industri-ellen Netzwerkmonitoring funktioniert die Loumlsung zudem herstelleruumlbergrei-fend Mittlerweile wurden viele Anbie-ter von groszligen Industrieunternehmen uumlbernommen Nur wenige Anbieter wie Rhebo gewaumlhrleisten nach wie vor Her-
stellerunabhaumlngigkeit und somit bedin-gungslose Objektivitaumlt beim Monitoring Dadurch wird die Kommunikation auch in einer aumluszligerst komplexen OT luumlckenlos und uumlbergreifend uumlberwacht
Die Integration erfolgt in der Regel uumlber alleinstehende Hardware-Software-Pakete die beispielsweise an Switches oder Router angeschlossen werden Seit uumlber zwei Jahren steht zudem die Opti-on zur Auswahl das Monitoring als reine Software oder App auf bestehenden OT-Komponenten zu integrieren So kann Rhebo Industrial Protector uumlbergreifend auf den weit verbreiteten Industriekom-ponenten von Bosch Rexroth Siemens Ruggedcom Phoenix Contact Wago und Cisco integriert werden
Fuumlr die leistungsstarken Gateways von Insys icom ergaumlnzt die Loumlsung auf Wunsch die integrierte Firewall des Her-stellers Fuumlr IBM-Komponenten kann das Netzwerkmonitoring im IBM QRadar App-Shop hinzugebucht werden Das vollstaumlndig integrative Netzwerkmoni-toring mit Anomalieerkennung erfordert daher keinen kostenintensiven Infra-strukturumbau in der Produktion denn das Sicherheits- und Stabilitaumlts-Upgrade der OT erfolgt reibungslos ohne Pro-duktionsunterbrechung oder zusaumltzliche Netzwerklast sg
Klaus Mochalski ist CEO von Rhebo
Beispiele fuumlr sicherheitsrelevante (rot) und betriebstechnische (blau) Anomalien in der Produktions-IT
5 2 0 2 032
S C H M AU S E R M Uuml L L E R Metalltech-nik (SM) fertigt Einzelteile oder Kleinse-rien ndash praumlzise und flexibel in allen Mate-rialien Der CNC-Fertiger im bayrischen Pollenfeld-Preith nahe Ingolstadt haumllt Ressourcen im Vorrichtungsbau in der Metalltechnik und daran angeschlossen auch in der CAD-Konstruktion bereit
Fertigungsleiter Rainer Maurer er-klaumlrt bdquoNatuumlrlich gehoumlren auch Automo-bilhersteller zu unseren Auftraggebern Wir wollen unseren Kundenstamm je-doch bewusst divers halten um so die auf Branchen beschraumlnkten Schwankun-gen auszugleichenldquo
Fuumlr ein Start-up fertigt SM beispielswei-se Zufuumlhrtechnik in einer innovativen Vor-gehensweise Statt eines sich wiederho-lenden haumlndischen Prozesses der dann ein nicht vorhersehbares Ergebnis liefert simuliert das Start-up dazu die komplexen Foumlrderer und bietet dem Endkunden so eine passgenaue Loumlsung an deren Kom-ponenten SM als CNC-Fertiger herstellt
Einen aumlhnlichen Prozess mit integrier-ter Simulation bietet SM in seiner me-chanischen Fertigung heute selbst an bdquoMit dem Werkzeughersteller Big Kaiser
zusammen haben wir unseren Bereich Feinbohren gleich auf zwei Ebenen opti-miertldquo erlaumlutert Maurer
Der Digital Twin im FertigungsprozessbdquoUnser erstes Projekt war der sogenann-te Digital Twinldquo erklaumlrt der Fertigungs-leiter bdquoDurch ihn bekommt der Anwen-der schon vor Prozessbeginn Gewissheit uumlber den Erfolg Gerade bei Einzelteilen ist dies sinnvollldquo
Die Basis fuumlr den Digital Twin bildet bei SM die CAM-Software HSM Works von Autodesk Dabei entsteht nicht ein einziger digitaler Zwilling sondern alle relevanten Komponenten werden digi-tal abgebildet Zum einen die 5-Achs-Simultanfraumlsmaschine C42 von Hermle mit der Automation HS-Flex zum an-deren die Spannmittel von SMW Au-toblok Selbst die Werkzeuge sind di-gital nachgebildet ndash gerade bei den Feinbohrkoumlpfen mit einstellbaren Aus-kraglaumlngen und Durchmessern ist das essentiell Aber auch Details wie das Blum-Lasermesssystem sind nach-gebildet Schlieszliglich bleibt auch eine
Kollision mit dem Werk-zeugmesssystem eine Kollision
Sind alle Komponen-ten als Digital Twin abge-bildet kann SM den op-timalen Programmablauf simulieren ohne die rea-le Maschinen zu belegen und moumlglichen Ausschuss
und Schaumlden zu produzieren Insbeson-dere bei komplexen 5-Achs-Simultanbe-arbeitungen ist dies sinnvoll denn hier kann man oft nicht mehr alle Details der Relativbewegungen im Blick behalten
Ein unguumlnstiger Fehler in diesem Be-reich ndash beispielsweise eine Kollision ndash waumlre fuumlr die Wirtschaftlichkeit des je-weiligen Auftrags fatal
Maurer kommentiert bdquoEin professio-neller Prozess muss zuverlaumlssig ablaufen und zwar schon beim ersten Mal Ein Kol-lege hat mich damals darauf gebracht den Digital Twin bei uns einzufuumlhren Jetzt lassen wir nach der Programmer-stellung die Teile durch die Automation laufen und sind zuversichtlich was die Ergebnisse angeht Das ist die ideale Er-gaumlnzung zu unserem modernen Maschi-nenparkldquo
Das Beste Alles was SM zu dieser Digi-talisierung brauchte war bereits im Haus ndash etwa die Hermle-Maschine bdquoBisher ist es an Kleinigkeiten gescheitert die jedoch eine wichtige Rolle spielen ndash uns fehlten beispielsweise die Werkzeugdaten Sind sie in ihrer Komplexitaumlt ungenau ist auch das Ergebnis nicht vorhersagbar denn jede Verlaumlngerungskombination hat ei-nen anderen digitalen Zwillingldquo
Heute liefert Big Kaiser alle benoumltigten Daten in allen relevanten Laumlngen und Durchmesserkombinationen
Raus aus dem WendeplattendschungelDoch nicht nur die Digital Twins opti-mieren heute den Feinbohrprozess Big Kaiser bringt SM auch physisch einen entscheidenden Schritt weiter Mit der immer richtigen Wendeschneidplatte ndash ein oft uumlbergangenes Detail das alles einfacher und effizienter macht
Richtig bohren und sparenDurch den Einsatz digitaler Technik und optimierter Wendeschneidplatten-
Philosophie konnte Schmauser Muumlller Metalltechnik die Prozesssicherheit
und Effizienz beim Feinbohren erheblich steigern
V O N A L E X A N D E R H A R T L
D I E Z E R S PA N U N G O P T I M I E R E N
Keine Pruumlfungen mehr im Bearbeitungsprozess Dennis Heil von Schmauser Muumlller (SM) laumlsst das Feinboh-ren sowie die Automation durchlaufen und ruumlstet be-reits den naumlchsten AuftragBilder Big Kaiser
5 2 0 2 0 33
D I E Z E R S PA N U N G O P T I M I E R E N
Rainer Maurer erklaumlrt bdquoDadurch dass wir fruumlher viele verschiede-ne Schneidstoffe genutzt haben war unklar welcher sich bei ei-nem speziellen Projekt am besten eignetldquo Als Folge sind Wende-platten gebrochen und die Er-gebnisse waren nicht zufrieden-
stellend bdquoMit Effizienz hatte dies nichts zu tun Die Mitarbeiter haben Feinbohrarbei-ten deshalb nur ungern uumlbernommenldquo kommentiert der Fertigungsleiter
Heute ist das anders SM hat insge-samt nur noch 11 verschiedene Schneid-platten im Haus mehr nicht Jede dieser Wendeplatten hat ihren klar definierten Zweck Um diese auszligergewoumlhnliche Re-duktion zu erreichen hat der Werkzeug-hersteller die Anforderungen mit Rainer Maurer durchgesprochen und analysiert Schlussendlich lieszligen sich so DIE 11 Wen-deschneidplatten identifizieren mit de-nen SM alle Material- und Durchmesser-kombinationen abdecken kann
Rainer Maurer fuumlgt hinzu bdquoDie Einstel-lung der Mitarbeiter zum Feinbohren hat sich dadurch deutlich verbessert sie ha-ben inzwischen Vertrauen in den Prozess und sie stoppen ihn nicht mehr um un-noumltig Teile zu pruumlfen Die Bearbeitung kann durchlaufen die Maszlighaltigkeit ist konstant und die Oberflaumlchen perfektldquo
App fuumlr optimale Schnittwerte In der Praxis verlassen sich die meisten Be-triebe auf Schnittdaten die irgendwann mal irgendjemand getestet hat wie auch Rainer Maurer bestaumltigt bdquoMeist fragt der Lehrling seinen Meister was er eingeben soll und der hat etwas im Kopf das schon mal funktioniert hat Diese Werte geistern dann uumlber Jahre durch das Unternehmenldquo
Bei diesem Vorgehen wird nicht nur viel Potenzial verschenkt es hat auch negati-ve Auswirkungen auf die Bearbeitungs-geschwindigkeit die Qualitaumlt der Teile und die Standzeit bdquoDamit ist bei uns jetzt Schlussldquo kommentiert Maurer Ermoumlglicht hat das die Arbeit in der Forschungs- und Entwicklungsabteilung von Big Kaiser Dort haben die Techniker und Ingenieure
in vielen Testreihen optimale Schnittwerte ermittelt Durch die vielen Einflussgroumlszligen sind diese Praxis-Tests sehr umfangreich Jeder Durchmesser jedes Material und jede Auskraglaumlnge haben einen Einfluss auf das Ergebnis Dasselbe gilt fuumlr die ver-schiedenen Spindeltypen
Die Ergebnisse dieser Tests stellt der Werkzeuglieferant dem Anwender kom-fortabel per App zur Verfuumlgung so dass dieser sich voll und ganz auf sein Kernge-schaumlft konzentrieren kann
Wie die Schneidplatten laumlnger haltenEine zentrale Rolle spielt dabei die Stand-zeit der Wendeplatten Wer hier mit feh-lerhaften Werten arbeitet verschenkt Po-tential oder riskiert mit verschlissenen Schneideplatten fehlerhafte Passungen zu produzieren die nachjustiert werden muumlssen oder im unguumlnstigsten Fall sogar zu Ausschuss fuumlhren
Rainer Maurer berichtet bdquoBei uns laumluft der Feinbohrprozess im Zusammenspiel mit der CAM-Programmierung inzwi-schen folgendermaszligen ab In der App geben wir die gewuumlnschten Parameter ein zum Beispiel Bohrungsdurchmes-ser Material und Auskraglaumlnge Die App sagt uns welches unserer Werkzeuge mit welcher Wendeschneidplatte ausgestat-tet werden soll welche Verlaumlngerungen eventuell benoumltigt werden und welche Schnittdaten einzustellen sindldquo
Dann waumlhlt der Techniker den entspre-chenden digitalen Werkzeugzwilling am CAM-Arbeitsplatz aus und programmiert die Schnittwerte ndash fertig Dabei wird im-mer der optimale Schnittwert ausge-waumlhlt Der Bediener muss nicht mehr mit verschiedenen Werten experimentieren sondern kann sich auf die Ergebnisse aus der App verlassen was den Prozess enorm vereinfacht
bdquoWie stark sich die Standzeit genau verbessert hat wissen wir nicht Unsere Prozesse waren vorher einfach nicht kon-
stant genug um daruumlber Aussagen zu treffen Mittlerweile ist die Standzeit kon-stant und wir vermuten dreimal so hochldquo Viel wichtiger ist jedoch SM tauscht heu-te Wendeschneidplatten nach einer vor-her definierten Einsatzzeit aus anstatt abzuwarten bis es nicht mehr passt und erst dann zu wechseln wenn etwas schiefgelaufen ist
Fokus auf dem FeinbohrenDer Feinbohrfokus ist ein Alleinstellungs-merkmal von Big Kaiser Bei anderen Her-stellern wird fuumlr einen bestimmten Ein-satzzweck eine spezielle Platte angefertigt Diese funktioniert fuumlr genau diesen Zweck sehr gut die Performance verschlechtert sich jedoch deutlich sobald sich die Rah-menbedingungen geringfuumlgig aumlndern
Fuumlr Firmen wie SM Metalltechnik waumlre dies unguumlnstig da dort Kleinserien oder Einzelteile gefertigt werden Dadurch ergibt sich eine Vielzahl von Bohrungen
und Materialien Entsprechend braumluch-te das Unternehmen mehr als hundert verschiedene Wendeschneidplatten um bestmoumlglich zu fertigen
Dies ist nicht praxistauglich und wuumlr-de den Anwender uumlberfordern weil er die Platten nicht nur vorraumltig halten son-dern sie auch im richtigen Moment mit den richtigen Schnittdaten einsetzen muumlsste Zwar funktionieren andere Wen-deschneidplatten oft auch allerdings deutlich schlechter Das fuumlhrt zu Unge-wissheit und schlieszliglich zu Chaos
Das Konzept von Big Kaiser moumlchte dieses Szenario vermeiden Statt einer zu groszligen Spezialisierung die das Ergebnis nur minimal verbessert wurden Allroun-der geschaffen die in der Praxis ausge-zeichnete Ergebnisse liefern bdquoKurzum Durch die verbesserten Prozesse schoumlp-fen wir das volle Potenzial unserer Maschi-nen ausldquo kommentiert Maurer jbi
Alexander Hartl ist Anwendungs- techniker bei Big Kaiser
Bohrungsdurchmesser Material und Auskraglaumlnge eingeben ndash die App gibt an welches Big-Kaiser- Werkzeug mit welcher Wende-schneidplatte auszustatten ist welche Verlaumlngerungen benoumltigt werden und welche Schnittdaten einzustellen sind
Die Big-Kaiser- Philosophie macht
die Anzahl der Wendeschneidplat-ten fuumlrs Feinbohren
uumlberschaubar und verhindert Chaos
5 2 0 2 034
D A S U N T E R N E H M E N Schwab CNC-Metallbearbeitung fertigt Fraumls- und Dreh-teile fuumlr diverse Branchen ndash vom Prototy-pen bis hin zu groumlszligeren Serien im Bereich Aluminium- und Magnesiumdruckguss Nun moumlchte das Unternehmen zwei Maschinen zur Magnesium bearbeitung verketten und automatisieren
Beim Werkstuumlck bdquoActuator Housingldquo handelt es sich um ein Gehaumlusebauteil aus Magnesium fuumlr Lenkgetriebe von Kraftfahrzeugen die Jahresausbringung liegt bei bis zu 250000 Stuumlck Die Bear-beitung beider Werkstuumlckseiten erfolgt nacheinander auf zwei Maschinen auf dem ersten Bearbeitungszentrum vier-fach auf der zweiten Maschine ein-
zeln Gleichzeitig soll der Bearbeitungs-raum der Maschinen fuumlr Ruumlstvorgaumlnge und Anlaufteile haumlndisch zugaumlnglich bleiben Als Zusatzprozess soll die Kennzeichnung der Werkstuumlcke nach erfolgter Bearbeitung mit einem Data-Matrix-Code in den Automatisierungs-ablauf integriert werden Entwickelt und realisiert hat die Automatisierung mit Robotern als Turnkey-System das Unter-nehmen EGS Automatisierungstechnik
Roboter automatisieren BearbeitungsprozessAusgangspunkt fuumlr den Automatisie-rungsprozess war ein vorhandenes Be-arbeitungszentrum Brother Speedio
S1000 das eine Seite der Werkstuumlcke in einer 4-fach-Aufspannung bearbeitet Die vorhandene Spannvorrichtung in die die Bauteile bisher haumlndisch einge-legt waren galt es mit moumlglichst weni-gen Modifikationen automatisch zu be-stuumlcken Die Bearbeitungszeit und der Werkstuumlckwechsel liegen in Summe bei zirka sechs Minuten fuumlr vier Teile diese Spanne diente als taktzeitbestimmen-de Vorgabe fuumlr die Automatisierung An der Maschine wurde eine seitliche Bela-deluke nachgeruumlstet die sowohl in den Sicherheitskreis der Maschine als auch in den Sicherheitskreis der Roboterzelle eingebunden wurde
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rol-le Um alle Positionen auf der Vorrich-tung zu erreichen muss der Roboter re-lativ weit in die Maschine eintauchen Verbunden mit der erforderlichen Praumlzi-sion beim Handhaben und Einlegen der Teile und der notwendigen hohen Ver-
Zuverlaumlssig automatisiertUm die Produktivitaumlt in der Fertigung zu steigern entscheiden sich immer mehr Unternehmen dazu
ihre Werkzeugmaschinen zu verketten und zu automatisieren ndash entscheidend ist dafuumlr das richtige System
samt passenden Robotern und der Greiftechnik
V O N H E I K O R Ouml H R I G U N D G R E G O R N E U M A N N
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
Der Roboter faumlhrt uumlber spezielle Automationstuumlren in die beiden Maschinen ein so dass sie fuumlr die Bediener uumlber die Fronttuumlren fuumlr Ruumlstvorgaumlnge voll zugaumlnglich sind Bilder Zimmer und ESG
5 2 0 2 0 35
V E R K E T T E T E M A G N E S I U M B E A R B E I T U N G
fahrgeschwindigkeit fiel die Wahl auf ei-nen Industrieroboter Yaskawa GP25 mit einer YRC1000-Steuerung
Zweite wichtige Vorgabe war die Au-tonomie der Automationsanlage Sie sollte moumlglichst 12 Fertigungsstunden autonom fertigen koumlnnen Dafuumlr muss eine Speicherkapazitaumlt fuumlr 480 Rohtei-le und 480 Fertigteile vorhanden sein Die Bauteilabmessung des geometrisch komplexen Werkstuumlcks betraumlgt rund 145 x 135 x 50 Millimeter das Gewicht liegt bei etwa 200 Gramm Die Teilebevorra-tung und Bereitstellung uumlbernimmt ein Palettiersystem Sumo Ecoplex2 von EGS Dieses nimmt Werkstuumlcktraumlger bis zu ei-ner Groumlszlige von 600 x 400 Millimeter auf die gestapelt bevorratet depalettiert dem Roboter zur Teileentnahme zur Ver-fuumlgung gestellt und nach der Befuumlllung mit Fertigteilen zuruumlck palettiert werden In der Ausfuumlhrung mit Zu- und Abfuumlhr-baumlndern betraumlgt die Kapazitaumlt sechs Werk-stuumlcktraumlgerstapel fuumlr Roh- und Fertigteile
Als Werkstuumlcktraumlger dienen handels-uumlbliche und stapelfaumlhige Kunststoffbe-haumllter Deren werkstuumlckspezifische In-lays die die Bauteile exakt positioniert aufnehmen hat EGS selbst konstruiert und Schwab hat sie in der eigenen Fer-tigung hergestellt Die richtige Gestal-tung von Werkstuumlcktraumlgern ist fuumlr die Zuverlaumlssigkeit der spaumlteren Automati-sierung elementar
Greifer fuumlr optimale PositionierungEine ebenfalls wichtige Kernkompo-nente ist die Greiftechnik Es kommen
Greifmodule der Zimmer Group zur Anwendung So wurde fuumlr die Anlage je-weils ein pneumatischer Dreibackengreifer der Serie GD300-C verwendet Die Dreibackengreifer bestehen aus einem robusten Ge-haumluse das in einer hart be-schichteten Aluminiumle-gierung ausgefuumlhrt ist Der Antrieb erfolgt uumlber einen doppelwirkenden Pneu-matikzylinder mit Rundkol-ben Kennzeichnend ist die Kraftuumlbertragung uumlber ein synchron zwangsgefuumlhr-tes Keilhakengetriebe dies ermoumlglicht hohe Greifkraumlfte durch op-timale Umlenkung der Antriebskraft Dreibackengreifer sind auf das Wesent-liche reduziert und sorgen so fuumlr wirt-schaftliches Greifen Die T-Nutenfuumlh-rung der GD300-C-Greifer sorgt fuumlr hohe Kraumlfte- und Momentenaufnahme Sie gewaumlhrleistet eine hohe Steifigkeit und verbindet dies mit langer Lebensdauer bei kompakter Bauweise
Die zweite Seite der Werkstuumlcke wird in einer weiteren Maschine bearbeitet einer Brother Speedio S700 Auch hier er-folgt die automatische Beladung seitlich durch eine spezielle Beladeluke Die Be-arbeitung dieser Seite ist weitaus weni-ger umfangreich dauert daher deutlich kuumlrzer und erfolgt hier einzeln
Da die erste Maschine fuumlr den An-lagentakt bestimmend ist muumlssen aus dieser immer direkt nach Bearbei-tungsende die vier bearbeiteten Werk-stuumlcke entnommen und vier neue Rohteile eingelegt werden Zur Zwi-schenablage fuumlr die Halbfertigteile dient eine kombinierte Ablage- und Wende-station mit vier Werkstuumlckaufnahmen Hier legt der Roboter die Bauteile auf und holt sie gewendet zur Beladung der zweiten Maschine wieder ab
In beiden Maschinen werden die Bau-teile nach der Bearbeitung und vor dem Entnehmen mittels einer am Roboter-werkzeug angebrachten Blasduumlse weitest-gehend vom Kuumlhlschmiermittel befreit
Die Schutzeinrichtung am GreifwerkzeugNach erfolgter Bearbeitung bringt ein Kennzeichnungslaser einen Data- Matrix-Code muss auf jedes Bauteil auf Als Anlagenhersteller ist EGS Automati-sierungstechnik fuumlr die Einhaltung der Lasersicherheit verantwortlich Dies realisiert eine entsprechende Schutz-einrichtung am Greifwerkzeug sowie Sensorik die sicher uumlberwacht dass der Laser nur arbeiten kann wenn die Schutzabschrankung den Kennzeich-nungsbereich sicher abdeckt Waumlhrend der Beschriftung haumllt der Roboter das Werkstuumlck sicher in Position entstehen-de Daumlmpfe werden abgesaugt Nach er-folgter Kennzeichnung legt der Roboter das Fertigteil zuruumlck in einen Werkstuumlck-traumlger der im Palettiersystem auf einen Fertigteilstapel abpalettiert wird Die Werkstuumlcktraumlgerstapel der Roh- und Fertigteile werden an einer Bedienseite der Anlage aufgestellt und entnommen
Robotersteuerung uumlbernimmt KommandoAlle Ablaumlufe koordiniert die Robotersteu-erung YRC1000 und die gesamte Anla-ge laumlsst sich uumlber das Bedienhandgeraumlt des Roboters bedienen Als Schnittstelle zu den beiden Maschinen dient Profinet Die Anlagentaktzeit wurde sogar leicht unterschritten so dass Roboter aktuell schneller ist als die taktzeitbestimmen-de erste Maschine jbi
Heiko Roumlhrig ist Leiter Vertrieb und Marketing bei EGS Automatisierungstechnik Gregor Neumann ist Fachpressereferent bei der Zimmer Group
Die Werkstuumlcktraumlger bevorraten acht Bauteile mittels werkstuumlckspezifischer Aufnahmen und stellen sie sicher positioniert bereit
Ein Endeffektor mit werkstuumlckspezifischen Greiferbacken gewaumlhrleistet einen sicheren Halt der Bauteile auch unter widrigen Umgebungsbedingungen im Kuumlhlschmiermittel- nebel und staumlndigen Kontakt mit Spaumlnen
5 2 0 2 036
S C H W I N G U N G E N Rattermarken Werkzeugversagen ndash all diese Herausfor-derungen koumlnnten bald der Vergangen-heit angehoumlren Ein neuer feinfuumlhliger Werkzeughalter ist in der Lage den Zer-spanungsprozess luumlckenlos zu erfassen zuvor definierte Grenzwerte zu uumlberwa-chen und bei Unregelmaumlszligigkeiten bei-spielsweise eine adaptive Regelung von Drehzahl und Vorschub in Echtzeit zu er-moumlglichen (siehe Kasten)
Dazu erfasst der smarte Werkzeughalter die Daten unmittelbar am Werkzeug und uumlbertraumlgt sie drahtlos via Bluetooth an eine Empfangseinheit im Maschinenraum von wo sie per Kabel an eine Regel- und Auswerteeinheit weitergeleitet werden
Damit unterscheidet sich das System grundlegend von anderen Loumlsungen zur Prozessuumlberwachung Waumlhrend eine Uumlberwachung der Stromaufnahme der Spindel nur diffuse Signale zum Schwin-gungsverhalten ermoumlglicht liefert die intelligente Werkzeugaufnahme praumlzi-se Prozessdaten in hoher Aufloumlsung Die Rede ist vom iTendo von Schunk Er be-ginnt genau dort wo die klassische Pro-zessuumlberwachung an Grenzen stoumlszligt und ergaumlnzt diese wirkungsvoll
Pilotprojekte zeigen PotenzialWie eine solche Prozessuumlberwachung konkret aussieht verdeutlichen mehrere Pilotapplikationen die in Zusammenar-beit mit Anwendern im Schunk-Tec-Cen-ter in Lauffen realisiert wurdenbull Adaptives Fraumlsen Bei der Bearbeitung
von Werkstuumlcken mit variierendem Aufmaszlig galt es bislang abzuwaumlgen ob die Prioritaumlt eher bei der Bearbeitungs-zeit oder bei der Oberflaumlchenqualitaumlt liegt Mit dem smarten Werkzeughalter laumlsst sich beides optimieren Waumlhrend schmale Bereiche schwingungsfreie Override-Werte von 100 Prozent er-moumlglichen wird der Prozess bei brei-tem Aufmaszlig automatisch auf einen Override von rund 90 Prozent redu-ziert Unterm Strich ergeben sich da-mit kurze Bearbeitungszeiten bei optimaler Oberflaumlchenqualitaumlt und Werkzeugschonung
bull Bohrsenken Beim kombinierten Bohrsenken von duumlnnwandigen Groszlig-bauteilen in der Flugindustrie besteht die Gefahr dass es mit zunehmen-dem Verschleiszlig des Werkzeugs oder labiler Aufspannung zu Rattermarken in der Senkung kommt Wird der Pro-
zess mit dem sensorischen Werkzeug-halter uumlberwacht kann bei auftreten-den Schwingungen automatisch ein Schwesterwerkzeug eingewechselt werden oder eine Meldung an den Be-diener erfolgen Die Dokumentation von qualitaumltsrelevanten Merkmalen als Report pro Bauteil soll demnaumlchst uumlber eine App realisiert werden
bull Mikrozerspanung Bei der Bearbei-tung von Injektorduumlsen mit Schneiden-durchmessern kleiner einem Millime-ter besteht die Gefahr dass Werkzeuge brechen ohne dass dies uumlber die uni-verselle Prozessuumlberwachung der Spin-del erkannt wird Mit dem iTendo laumlsst sich nun sowohl ein Werkzeugbruch als auch ein zunehmender Werkzeug-verschleiszlig erfassen Uumlber Trendauswer-tungen ist es moumlglich das Erreichen der Verschleiszliggrenze zu bestimmen und ei-nen rechtzeitigen Werkzeugwechsel zu veranlassen ohne dass es zu Fehlteilen oder Werkzeugbruch kommt
bull Entgraten In Entgratanwendungen entscheidet meist die Erfahrung der Bediener daruumlber wann Buumlrsten und andere rotierende Werkzeuge zuge-stellt werden Mit dem neuen Werk-
Mehr Einsicht in die BearbeitungIn diesen Tagen kommt ein neuer sensorischer Werkzeughalter auf den Markt In einer ersten
Pilotapplikationen hat das smarte Hydro-Dehnspannfutter gezeigt welche Anwendungsfelder
kuumlnftig von der smarten Aufnahme profitieren koumlnnen
V O N R A O U L D E S S E L
I N T E L L I G E N T E S PA N N T E C H N I K
Beispiel 1 Die smarte Aufnahme erkennt Werkzeugverschleiszlig beim Bohrsenken
Beispiel 2 Trendauswertung von Werkzeugverschleiszlig und Erkennung von Werkzeugbruch in der Mikrozerspanung
5 2 0 2 0 37
zeughalter laumlsst sich auch dieser Pro-zess automatisieren diesmal jedoch in umgekehrter Logik Uumlber eine Tren-dauswertung erfasst der Werkzeughal-ter einen Ruumlckgang der Schwingun-gen Wird ein zuvor gesetztes Limit erreicht wird die Buumlste automatisch zugestellt oder gewechselt
Start mit gaumlngiger Schnittstelle Im ersten Schritt wird das smarte Hy-dro-Dehnspannfutter fuumlr die gaumlngige Schnittstelle HSK-A-63 mit Spanndurch-messern von 6 bis 32 Millimetern und einer Laumlnge von 130 Millimetern stan-dardisiert Es laumlsst sich nachruumlsten ohne dass eine Modifikation oder ein Tausch von Maschinenkomponenten erforder-lich ist Der sensorische Werkzeughalter verfuumlgt uumlber identische Stoumlrkonturen wie konventionelle Werkzeugaufnah-men und kann bis 10000 Umdrehungen pro Minute genutzt werden
Auch der Einsatz von Kuumlhlschmier-mittel ist wie gewohnt moumlglich Die er-forderliche Hardware ist direkt in den Werkzeughalter integriert ohne dessen Eigenschaften zu beeinflussen Komplet-tiert wird das System uumlber einen Daten-empfaumlnger im Maschinenraum sowie eine Kontrolleinheit im Schaltschrank Im
permanenten Einsatz liegt die Batteriele-bensdauer des Werkzeughalters bei 10 Stunden im Standby-Betrieb im Werk-zeugmagazin bei 14 Tagen
Einfache EinbindungDie Inbetriebnahme des Werkzeughal-ters und die Analyse der Daten erfolgen uumlber ein browserbasiertes Dashboard auf handelsuumlblichen PCs Tablets oder Smartphones
In der einfachsten Ausbaustufe die komplett ohne maschinenseitige An-passungen realisiert werden kann las-sen sich die Live-Daten des Sensors uumlber eine lokale Anbindung unmittelbar am Dashboard anzeigen Hierfuumlr bietet der Hersteller ein spezielles Koffersystem mit integriertem Display an uumlber das der Werkzeughalter mit minimalem Auf-wand innerhalb von zwei Stunden in Be-trieb genommen werden kann
In einer zweiten Ausbaustufe wird der Echtzeitcontroller idealerweise von ei-nem Servicetechniker uumlber digitale be-ziehungsweise analoge IO mit der Ma-schinensteuerung verbunden so dass beispielsweise Alarme ausgeloumlst oder Pro-zesse adaptiv geregelt werden koumlnnen
Die dritte und houmlchste Ausbaustufe wiederum ermoumlglicht zusaumltzlich einen
Informationsaustausch mit der Maschi-ne beispielsweise uumlber OPC UA wenn die aktuellste Siemens-Steuerung im Einsatz ist Alle Varianten koumlnnen auch uumlber eine Cloudloumlsung betrieben und zentral gesteuert werden
Die Vielfalt der Einsatzmoumlglichkei-ten hat selbst die Experten bei Schunk uumlberrascht Am Tec-Center in Lauffen ist man daher auch weiterhin offen um zusaumltzliche Anwendungsfelder unter Labor bedingungen zu testen jbi
Raoul Dessel ist Executive Vice President bei Schunk in Lauffen
Mit einer App koumlnnen Anwender die ermittelten Daten auf PC Tablet oder Handy abrufen und fuumlr die Parametrierung und Trendanalysen nutzen Bilder Schunk
Je nach Vibration reagierenEin Sensor nebst Akku und Sendeeinheit im intelligenten Werkzeughalter erfasst den Prozess mit 5 kHz unmittelbar am Werk-zeug Ein Algorithmus ermittelt fortlaufend den sogenannten IFT-Wert eine Kenngroumlszlige fuumlr die Prozessstabilitaumlt die die gemesse-ne Schwingung als Zahlenwert auf einer definierten Intensitaumltsskala wiedergibt ndash aumlhnlich der Richterskala bei Erdbeben Wird der Schnitt instabil greift die integrierte Intelligenz in Echtzeit mit einer Latenz von rund 20 Millisekunden und ohne Zutun des Bedieners ein Je nach Situation wird der Prozess gestoppt auf zuvor definierte Basisparameter reduziert oder adaptiert die Zustellung von Werkzeugen veraumlndert Schwesterwerkzeuge eingewechselt oder Meldungen an Bediener abgesetzt Passend zur jeweiligen Anwendung koumlnnen uumlber ei-nen Webservice sowohl die Grenzwerte als auch entsprechende Reaktionen bei deren Uumlberschreitung definiert werden
5 2 0 2 038
O B D E R AU S FA L L von IT-Systemen oder menschliches Versagen die Liste moumlglicher Gruumlnde fuumlr einen Produkti-onsausfall ist lang Wesentlich weniger aufregend aber im operativen Alltag re-levanter als Katastrophenszenarien sind die Fallstricke in den produktionsinhauml-renten Prozessen Das ist auch bei der SSI Schaumlfer der Fall einem weltweit taumlti-gen Loumlsungsanbieter von modularen La-ger- und Logistiksystemen mit Hauptsitz in Neunkirchen Bei der Herstellung von Lager- Kommissionier- und Transport-behaumlltern nutzte das Unternehmen uumlber viele Jahre ein universell einsetzbares Greifsystem aus Aluminium Diese bdquoMe-tallhaumlndeldquo bestanden aus Aluminium-profilen mit Aufnahmen fuumlr Saugnaumlpfe Justiert wurde dieser Mechanismus uumlber
Imbusschrauben ndash und zwar immer wie-der neu je nach gefertigter Behaumllterart
Houmlhere Praumlzision bei der Produktion verhindert AusfaumllleEntscheidend ist hierbei die Praumlzision Die Saugnaumlpfe muumlssen exakt an der rich-tigen Position sein damit die Behaumllter reibungslos und schnell im Produktions-zyklus aus der Spritzgussmaschine ent-nommen werden koumlnnen Geschieht das nicht droht ein Verkanten des Behaumllters woraus wiederum ein Produktionsstopp resultieren kann Doch selbst ohne die-sen bdquoWorst Caseldquo wird deutlich dass der wiederkehrende Aufwand fuumlr die Umruumls-tung nicht unerheblich ist bdquoWir muumlssen wegen unseres groszligen Produktportfolios etwa drei Mal pro Tag eine unserer vie-
len Spritzgussmaschinen umruumlstenldquo er-klaumlrt Michael Zander Leiter der Produkti-on Kunststoff am Standort NeunkirchenSiegerland Etwa zehn Minuten wurden bisher allein fuumlr diese Umruumlstungen be-noumltigt mit den entsprechend verlorenen Umsaumltzen durch Maschinen- und Pro-duktionsstillstand
Mit Blick auf diese Voraussetzungen ist es leicht nachvollziehbar dass das Unter-nehmen den Produktionsprozess verbes-sern wollte Auszligerdem koumlnnen mit einer besseren Loumlsung auch direkt die Kosten gesenkt werden indem die Ruumlst- und Stillstandszeiten der Spritzgussmaschi-nen grundsaumltzlich reduziert werden
Ersetzen der Aluminiumgreifer durch neue SpezialgreiferMit Unterstuumltzung der technischen Be-rater von EOS Additive Minds konnte das Team von SSI Schaumlfer in kurzer Zeit Wissen aufbauen und folgendes Ver-besserungspotenzial bestimmen Der fehleranfaumlllige Aluminiumgreifer sollte durch mehrere individuell auf die jewei-ligen Behaumlltergroumlszligen und -formen abge-stimmte Spezialgreifer ersetzt werden Diese sollten haltbar schnell auswech-selbar und optimal auf die jeweilige An-forderung abgestimmt sein
Zuverlaumlssigere Produktion durch passgenaue GreifsystemeLagern Foumlrdern Transportieren oder Kommissionieren ndash SSI Schaumlfer ist Spezialist wenn es um modulare Lager-
und Logistiksysteme mit zugehoumlriger Software geht Fuumlr den Produktionsprozess von Lager- Transport- und
Kommissionierbehaumlltern suchte der Hersteller nach einer kostenguumlnstigeren und zuverlaumlssigeren Methode zum
Entnehmen der Behaumllter aus den Spritzgussanlagen Die Loumlsung hierfuumlr lag im additiven Fertigungsverfahren
V O N D A N I E L S C H R Ouml D E R
A D D I T I V E F E R T I G U N G
Kleiner Greifer groszlige Wirkung Die individu-elle Passform garan-tiert einen perfekten Sitz bei der EntnahmeBild SSI Schaumlfer
Mit dem Spezialgreifer aus dem Material PA 2200 konnten die Ruumlstzeiten reduziert und die Produktion gesteigert werden Bild SSI Schaumlfer
A D D I T I V E F E R T I G U N G
Die Grundidee aumlhnelt damit der des Sports Ein Zehnkaumlmpfer ist sicher ein beeindruckender Sportler doch auf Ein-zeldisziplinen spezialisierte Sportler sind ihm in aller Regel uumlberlegen Dieser An-nahme folgend machten sich EOS und SSI Schaumlfer an das Projekt Die Konstruk-tion der passenden Greifer war dabei in-sofern relativ einfach da alle Daten zu den Behaumlltern inhouse verfuumlgbar wa-ren Dabei galt es auch fruumlhere Design-prozesse zu verlassen und so die Vorteile des 3D-Drucks optimal auszunutzen Die Integration der Luftkanaumlle im Greifer die wiederum die Basis fuumlr den pneumati-schen Greifmechanismus zur Entnahme der Behaumllter sind gehoumlrt zu den Beson-derheiten der additiven Fertigung Wei-terhin ging es darum die Bauteile so zu konstruieren dass Stabilitaumlt und Funk-tion durch die kompakte Baugroumlszlige und das niedrige Eigengewicht des Greifers miteinander harmonieren
bdquoLetztlich ist so ein Design immer ein Kompromissldquo erklaumlrt Werkzeugbauleiter Torsten Kosiahn Das hierfuumlr ausgewaumlhlte Material PA 2200 hat sich dank seiner aus-geglichenen Eigenschaften in tausenden von Anwendungen bewaumlhrt fest steif chemikalienbestaumlndig und langlebig Da-ruumlber hinaus ermoumlglicht es eine hohe De-tailtreue mit umfassenden Moumlglichkeiten zur Nachbearbeitung ndash kurzum ideal fuumlr Funktionsteile und bewegliche Verbin-dungen Produziert wurden die Greifer mit dem 3D-Drucksystem EOS P 396
Durch die additive Fertigungsmetho-de konnte SSI Schaumlfer innerhalb weniger Tagen eine Vielzahl von Greifern kons-truieren und anfertigen Durch die Ver-wendung der neuen Greifer konnten die Umruumlstzeiten erheblich reduziert wer-den Wo fruumlher fummelige Feinarbeit erforderlich war reichen nun ein paar Klicks ndash und der perfekt auf den jeweili-
gen Euro-Behaumllter abgestimmte Greifer sitzt Das macht sich auch in Zahlen be-merkbar So konnten die Ruumlstzeiten um 80 Prozent reduziert und rund 120 Stun-den Produktionszeit pro Jahr hinzuge-wonnen werden
Re-Design schlieszligt Gefahr von Fehlbedienungen ausKaum in Zahlen auszudruumlcken sind die moumlglichen Folgeaufwendungen wenn ein schwerwiegender Fehler bei der Ein-stellung eines Greifers zu einem laumlngeren Ausfall gefuumlhrt haumltte denn bei der haumln-dischen Feinabstimmung der alten Grei-fer bestand stets die Gefahr von Fehlbe-dienungen Durch das entsprechende Re-Design ist dies nun so gut wie aus-geschlossen denn die Saugnaumlpfe sitzen jetzt zuverlaumlssig immer an der richtigen Stelle Zudem sind die neuen Greifer dank ihres Materials auch deutlich leich-ter als die zuvor eingesetzten Das Ge-wichtsersparnis von uumlber 70 Prozent und die erhoumlhte Bedienerfreundlichkeit ge-faumlllt natuumlrlich auch den Mitarbeitern die die Umruumlstungen durchfuumlhrt
So konnte SSI Schaumlfer saumlmtlichen Ziel-setzungen umsetzen houmlhere Zuverlaumls-sigkeit geringere Kosten Gewichtser-sparnis und die generelle Zunahme der Produktivitaumlt Kasim Mohamed Produkt- und Innovationsmanager bei SSI Schaumlfer ist mit dem Ergebnis wie auch der Un-terstuumltzung durch das Additive-Minds-Team von EOS sehr zufrieden bdquoUnsere Anforderungen waren ganz klar Zuver-laumlssigkeit und Geschwindigkeit mussten bei der Umruumlstung der Greifer zuneh-men Mit der additiven Fertigung unserer Greifsysteme konnten wir diese Aufgabe loumlsen und Kosten reduzierenldquo sg
Daniel Schroumlder ist Application Development Consultant bei der EOS GmbH
SSI Schaumlfer hat die Spezialgreifer mit dem 3D-Druck-system EOS P 396 angefertigt Bild EOS
Mehr zur Aktion Magazines for Future und unseren Partnern
Unser Magazin beteiligt sich an der Kampagne Magazines For Future
Gemeinsam mit unseren Freunden von united-kioskde und Eden Reforestation
Projects werden uumlberall auf der Welt 10 Baumlume gepflanzt sobald Sie ein Abo
auf united-kioskde abschlieszligen
Alle Angebote unterunited-kioskde
digital-manufacturing
Jetzt DIGITAL
MANUFACTURING selbst lesen oder
verschenken und damit 10 Baumlume pflanzen
Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1Digital_Manufacturing_Magazines_For_Future__75_x_297_mm__Neutral_RZindd 1070220 1017070220 1017
5 2 0 2 040
I N A L L E N Industrien sind die Prozesse zu einer erfolgreichen Nutzung des Se-lective Laser Meltings aumlhnlich Unterneh-men wie SLM Solutions stehen zunaumlchst in der Verantwortung der Industrie den grundlegenden Prozess verstaumlndlich zu machen Dazu gehoumlrt es auch Vertrau-en zu schaffen Zu betonen ist dass das Ziel nicht darin besteht die Druckguss-fertigung zu ersetzen Vielmehr muss die Branche fuumlr die Zukunft stark und wett-bewerbsfaumlhig bleiben Das funktioniert indem Selective Laser Melting als Add-On in der Produktion eingesetzt wird
Die Kernfrage lautet in welchen Pro-duktionssegmenten der metallbasierte 3D-Druck sinnvoll und effizient einge-setzt werden kann Die Antwort darauf ist stark abhaumlngig vom Produkt sowie dessen Design und Funktionalitaumlt aber auch vom jaumlhrlichen Produktionsbedarf Fachkenntnisse uumlber den 3D-Druck-Pro-
zess und 3D-Druck-gerechtes Design so-wie der klare Wille und entsprechende Budgets sind entscheidend um die neue Technologie erfolgreich zu implementie-ren Gerade fuumlr mittelstaumlndische Unter-nehmen stellt sich die Frage mit welcher Zielvorgabe und mit welchen Ressour-cen dieser Weg zu gehen ist
Anforderungen und ChancenUm ein additiv gefertigtes Produkt in ei-ner hohen Qualitaumlt in Serie anbieten zu koumlnnen muss die gesamte Prozessket-te aufeinander abgestimmt sein Dazu gehoumlren nicht nur robuste verlaumlssliche Maschinen sondern es gilt das Bauteil zunaumlchst fuumlr den additiven Fertigungs-prozess neu zu konstruieren beziehungs-weise zu entwickeln um die Vorteile op-timal nutzen zu koumlnnen
Durch die Integration von konturna-hen Kuumlhlkanaumllen lassen sich zum Beispiel
Wie kann die Druckguss- Industrie profitierenDie Druckguss-Industrie und ihre Zulieferer setzen sich bereits
seit laumlngerer Zeit intensiv mit den Chancen und Herausforderungen
des 3D-Drucks auseinander Wo noch Potenziale fuumlr eine effizientere
und kostenoptimierte Produktion liegen zeigt dieser Bericht
V O N R A L F F R O H W E R K
Automatisierung und Verknuumlpfung sind
trumpf Ein SLM Hub uumlbernimmt das Ent-
und Beladen sowie die Pulveraufbereitung fuumlr
fuumlnf Produktions- anlagen SLM 800
Werkzeugeinsaumltze mit Selective Laser Mel-ting herstellen die bei Druckgusswerkzeu-gen zu kuumlrzeren Abkuumlhlzeiten und somit zur Reduzierung des gesamten Herstel-lungsprozesses beitragen Innere Struktu-ren koumlnnen zudem das Bauteilgewicht re-duzieren und die Stabilitaumlt erhoumlhen
Nach einer erfolgreichen Fertigung folgt die ebenso wichtige Nachbearbei-tung Zunaumlchst wird das Teil von der Bau-platte geloumlst und die Supportstrukturen werden entfernt Wenn es die Funktion des Bauteiles erfordert kann abschlie-szligend eine partielle spanabhebende Nacharbeit oder auch Waumlrmebehand-lung erfolgen
Lohnt sich die additive FertigungJe nach Einsatzgebiet kann die additive Fertigung zu zahlreichen kommerziellen und technischen Vorteilen fuumlhren die es den Unternehmen erlauben ihre Wettbe-werbsposition zu staumlrken Die Druckguss-Industrie fokussiert heute insbesondere bei der Herstellung von Prototypen und Kleinserien auf das Selective Laser Mel-ting Insbesondere bei der Herstellung von Werkzeugen erreicht sie oft einen deutlichen Kostenvorteil da auf teure Druckgusswerkzeuge verzichtet werden kann und dadurch auch die Entwick-lungszeiten reduziert werden
5 2 0 2 0 41
A D D I T I V E F E R T I G U N G
Fuumlr den Selective-Laser-Melting-Prozess sind schon heute diverse Aluminium-Le-gierungen wie AlSi10Mg AlSi7Mg und AlSi9Cu3 in spezifizierter Pulverqualitaumlt erhaumlltlich Beachtlich ist auch dass die Ma-terialeigenschaften eines 3-D-gedruckten Bauteils in der Regel besser sind als die ei-nes Druckgussteil da eine wesentliche houml-here Dichte erzeugt werden kann Hinzu kommt dass nicht jede fuumlr die Serienpro-duktion benoumltigte Aluminiumlegierung auch in Sandgussformen fuumlr Prototypen verwendet werden kann Setzt man Selec-tive Laser Melting in der Prototypenphase ein kann hingegen bereits die Serienlegie-rung verwendet werden
Additiv gefertigte MotortraumlgerEinige Hersteller zeigen wie die Tech-nologie bereits heute erfolgreich in Se-rie eingesetzt wird Bugatti beispiels-weise nutzt die Additive Fertigung fuumlr
die Herstellung eines Motortraumlgers aus AlSi10Mg mit integrierten Kuumlhlkanaumllen Diese Konsole dient als aktiver Hitze-schild und wird seit Serienstart im Bu-gatti Chiron verbaut In der Entwicklung befinden sich auch ein Bremssattel und eine Heckfluumlgelmechanik die mit topo-logieoptimiertem Design mittels Selecti-ve Laser Melting hergestellt werden
Kosteneffizienz durch AutomatisierungDer metallbasierte additive Fertigungs-prozess bietet die Moumlglichkeit Lean Production bei hoher Wirtschaftlichkeit und Losgroumlszlige 1 zu realisieren Ebenso ist die Prozessautomatisierung in der gesamten Fertigungsindustrie auch bei additiver Fertigung ein wichtiger Punkt der die Akzeptanz der Technologie er-houmlhen und Kostenvorteile schaffen kann Mit der Pulverversorgungsein-
heit PSV bietet SLM Solutions beispiels-weise eine Loumlsung die das manuelle Nachfuumlllen von Pulver eruumlbrigt Die ge-samte Pulverfoumlrderung das Sieben des Pulvers und die Lagerung erfolgen in einem geschlossenen Kreislauf unter Schutzgasatmosphaumlre Das kontaktlo-se Pulverhandling ermoumlglicht ein hohes Maszlig an Arbeitssicherheit
Auch das Fertigungssystem SLM 800 setzt auf Automatisierung Eine vollauto-matische Auspackstation integriert zahl-reiche Funktionen Unter bestehender Schutzgasatmosphaumlre werden mehrere Bauzylinder parallel gehandelt Sowohl das Aufheizen als auch das kontrollierte Abkuumlhlen der Bauzylinder sind Bestand-teile der Auspackstation bdquoSLM Hubldquo Die in-erte Pulverentfernung erfolgt durch voll-automatische Rotation und Vibration der bebauten Substratplatte Das unbenutzte Pulver wird entfernt und anschlieszligend in die Tanks der zentralen Pulverfoumlrderung zuruumlckgefuumlhrt und gesiebt so dass rund 98 Prozent des nicht aufgeschmolzenen Pulvers wiederverwendet werden koumln-nen Bis zu fuumlnf SLM 800 lassen sich mo-dular mit einer einzigen Auspackstation betreiben
Die Maschinen werden automatisch durch Vakuumtechnologie von der zen-tralen Pulverstation mit integrierter Siebstation versorgt Durch solche Au-tomatisierungen und verfahrenstechni-schen Entwicklungen laumlsst sich die Wirt-schaftlichkeit steigern
Safety firstAls eine Herausforderung ist die Zertifi-zierung von Bauteilen und die Integrati-on von Selective Laser Melting in beste-hende Produktionslinien zu sehen SLM Solutions unterstuumltzt hier durch fundierte Erfahrung und intelligente Software-Louml-
sungen Bei Zertifizierungen werden alle qualitaumltsrelevanten Prozessparameter mit Hilfe einer Auswirkungsanalyse (FMEA) analysiert sowie die Werte und deren Tole-ranzen fuumlr hohe Funktionalitaumlt im Bauteil ermittelt
Mit Hilfe der vorhandenen Qualitaumlts-sicherungstechnologie in Selective-La-ser-Melting-Maschinen werden alle rele-vanten Werte dargestellt und gesteuert (Monitoring amp Controlling) Mit dem Melt Pool Monitoring (MPM) koumlnnen beispiels-weise die Vorgaumlnge im Schmelzbad vi-sualisiert werden Das System erfasst die entstehende Waumlrmestrahlung aus der Schmelze waumlhrend des gesamten Ferti-gungsprozesses Die Soll- und die ausge-gebene Ist-Laserleistung werden uumlber das Laser Power Monitoring (LPM) kontinuier-lich waumlhrend des gesamten Fertigungs-prozesses erfasst Eine Uumlberwachung des Pulverbetts erfolgt uumlber das Layer Control System (LCS) das moumlgliche Unregelmauml-szligigkeiten bei der Beschichtung detektiert Diese Qualitaumltssicherungstools sorgen fuumlr eine fehlerarme Fertigung qualitativ hochwertiger Bauteile
AusblickDas Selective Laser Melting wurde in Deutschland entwickelt und in den ver-gangenen 15 Jahren ist in Gesamteuro-pa ein groszliger Erfahrungsschatz heran-gewachsen Daher ist die Bereitschaft die Technologie einzusetzen verhaumlltnis-maumlszligig groszlig Es spricht vieles dafuumlr dass sich das selektive Laserschmelzen auch in der Druckgussindustrie durchsetzen wird ndash die passenden Loumlsungen und Systeme gibt es bereits jbi
Dipl Ing Ralf Frohwerk ist Global Head of Business Development bei SLM Solutions
Bugatti nutzt Selective Laser Melting bei der Herstellung von Motorentraumlgern mit integrierten inneren Strukturen
Dieser Kern einer Druckgussform von Frech enthaumllt Kuumlhlkanaumlle und verbessert so den Gieszligprozess Bilder SLM Solutions
Das Selective Laser Melting wird bereits in zahlreichen Branchen erfolgreich eingesetzt
5 2 0 2 042
U M D I E M Ouml G L I C H K E I T E N von Industrie 40 konsequent zu nutzen muss jedes noch so kleine Bauteil und Halbzeug mit einer individuellen digita-len ID verknuumlpft werden Nur so laumlsst sich jedes Teil zu jeder Zeit in der Wertschoumlp-fungskette bis an den Anfang zuruumlckver-folgen Und nur so lassen sich Ursachen fuumlr eventuell wiederkehrende Produkti-onsfehler die mithilfe von Inline-Pruumlfsys-temen erkannt wurden nachhaltig be-heben ndash und zwar weit uumlber die eigene Produktion hinaus Auch Zulieferer koumln-nen mithilfe einer luumlckenlosen Bauteil-Ruumlckverfolgung Fehlerquellen im eige-nen Produktionsprozess identifizieren
Automatisierte Fertigungsprozesse bei Brose FahrzeugteileDer Automobilzulieferer Brose produ-ziert unter anderem Antriebsmodule fuumlr
Pkw-Heckklappen Die automatisierte Montagelinie wurde dafuumlr 2019 aufge-baut Die Antriebe durchlaufen einen au-tomatisierten Fertigungsprozess sodass eine Zuordnung der Varianten stets ge-waumlhrleistet ist Die Herausforderung im Prozess bestand darin die Zuordnung der einzelnen Antriebe bei der manuel-len Uumlbergabe an zwei Pruumlfstationen nicht zu verlieren und die Ruumlckverfolgbarkeit der Teile sicherzustellen
Herkoumlmmliche Techniken zur Ruumlck-verfolgung wie Laserbeschriftung oder Labels sind technisch kritisch aufgrund von Haftungsproblemen oder Oberflauml-chenveraumlnderungen (Nachdunkeln der Oberflaumlche) Gleichzeitig sollten Warte-zeiten durch aufwaumlndige Programmie-rung oder Freigabe der Pruumlfstationen durch Schleusen vermieden werden Hierfuumlr eignet sich die Ruumlckverfolgung mit dem vom Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM entwi-ckelten Track amp Trace Fingerprint-System Die markierungsfreie Technik nutzt vor-handene Oberflaumlchen-Mikrostrukturen als Unterscheidungsmerkmal Das Ver-fahren generiert auf Basis der individu-ellen Mikrostruktur eines Bauteils eine
charakteristische Bit-Folge ndash den Finger-print-Code Eine zusaumltzliche Markierung ist uumlberfluumlssig Dadurch ist jedes Bauteil uumlber seine gesamte Lebensdauer mit einer digitalen ID verknuumlpft ndash und zwar ohne extra markiert zu werden Die indi-viduelle Bauteiloberflaumlche genuumlgt
Durch den Einsatz dieser neuen Tech-nik wird eine Zuweisung der einzelnen Varianten zu den Pruumlfstationen obsolet Das System erkennt die Antriebe in der Pruumlfstation automatisch und gewaumlhrleis-tet sowohl die Ruumlckverfolgbarkeit der Antriebe als auch die korrekte Zuwei-sung der Pruumlfparameter Auch Antriebe die wieder in den Fertigungsprozess ein-geschleust werden stellen kein Problem dar da sie in dem System bereits als be-kannt hinterlegt sind
Oberflaumlchen von Bauteilen zeigen individuelle MerkmaleWie funktioniert genau das von Fraun-hofer IPM seit einigen Jahren erforschte markierungsfreie Verfahren Bei genau-er Betrachtung weisen nahezu alle tech-nischen Oberflaumlchen zufaumlllige Merkmale wie Mikrostrukturen oder Farbtexturen auf die das zugehoumlrige Bauteil auf ein-zigartige Weise kennzeichnen Track amp Trace Fingerprint nimmt definierte Be-reiche der Bauteiloberflaumlche in hoher Aufloumlsung mit einem speziell entwickel-ten Lesegeraumlt auf
Aus der Bildaufnahme mit ihren spezi-fischen Strukturverlaumlufen und deren Po-sition zueinander wird der Fingerprint-Code errechnet dieser wird gepaart mit einer individuellen ID in einer Daten-bank hinterlegt Bei der spaumlteren Identifi-zierung des Bauteils wird dieser Vorgang an derselben Bauteilposition wieder-holt und der neu ermittelte Fingerprint-Code mit allen bereits in der Datenbank hinterlegten Fingerprint-Codes vergli-chen Wird eine Uumlbereinstimmung fest-gestellt ist das gesuchte Bauteil identi-fiziert und die ID wird zuruumlckgesendet Das ermoumlglicht eine Zuordnung von zu-saumltzlichen Informationen wie Mess- oder Herstellungsdaten zu einem bestimm-ten Bauteil Track amp Trace Fingerprint ist so ausgelegt dass unterschiedliche Bau-teilgroumlszligen und -formen und eine groszlige Bandbreite an Materialien im Produk-tionstakt erfasst werden koumlnnen ndash von Kunststoffen uumlber praumlzisionsbearbeite-tes Aluminium und Eisenguss bis hin zu lackierten Oberflaumlchen
Bauteilruumlckverfolgung mit Track amp Trace FingerprintDurch die Identifizierung einzelner Bauteile und Halbzeuge koumlnnen Pro-
duktionsdaten zu jeder Zeit auf individuelle Teile zuruumlckgefuumlhrt werden
Wenn Markierungen zu aufwaumlndig sind kommen andere Loumlsungen wie
die Ruumlckverfolgung mit Track amp Trace Fingerprint zum Zuge Das Verfahren
von Fraunhofer IPM nutzt vorhandene Oberflaumlchen-Mikrostrukturen als
Unterscheidungsmerkmal und wurde in einer Pilot installation validiert
V O N N O R B E R T S A U M U N D D R T O B I A S S C H M I D - S C H I R L I N G
T R A C E A B I L I T Y
Mit Track amp Trace Fingerprint werden definierte Bereiche der Bauteilober-flaumlche mit einem Lesegeraumlt erfasst Zur Lageerkennung wird hierbei der Schnittpunkt zweier Bauteilkanten bestimmt (gruumlne Linien)
5 2 0 2 0 43
T R A C E A B I L I T Y
Markierungsfreie Ruumlckverfolgung in der MontagelinieWeder die Aufnahme der Oberflaumlchen-struktur noch die Generierung des Fin-gerprint-Codes duumlrfen die Produk tion verzoumlgern Track amp Trace Fingerprint nutzt daher ein schnelles kamerabasier-tes Sensorsystem als Lesegeraumlt das die Mikrostruktur hochaufgeloumlst mit einem CMOS-Bildsensor aufzeichnet und dar-aus nach einem speziellen Algorithmus den Fingerprint-Code des jeweiligen Bauteiles erzeugt Die Reduzierung der Bilddaten auf eine simple Bit-Folge mit geringem Speicherbedarf ermoumlglicht ei-nen Datenbankabgleich im Produktions-
takt und macht Track amp Trace Fingerprint zu einem Inline-faumlhigen System Toleran-zen in der Positionierung der Bauteile werden softwareseitig anhand geeigne-ter geometrischer Bezugspunkte beruumlck-sichtigt da die Lage des Fingerprints auf dem Bauteil nicht direkt erkennbar ist
Die Erfassung der Bilddaten erfordert typischerweise eine Positionierung auf ein Millimeter genau eine Verdrehung bis maximal fuumlnf Grad und Verkippungen bis vier Grad sind dabei tolerierbar Kon-kret wurden bei Brose drei Lesesysteme in die Montagelinie integriert ndash eines in der Entnahmestation und je ein weiteres in den beiden Pruumlfstationen Die Ansteu-erungssoftware der Lesesysteme und die Management-Software zur Verwaltung der Fingerprint-Codes laufen auf einem
Industrie-PC der uumlber eine TCPIP-Ver-bindung mit der Anlagensteuerung (SPS) verbunden ist
Identifizierung der Bauteile ohne ZeitverlustDurch die Nutzung der vorhandenen individuellen Oberflaumlchenstruktur ent-stehen beim markierungsfreien Track amp Trace Fingerprint keine stuumlckzahlabhaumln-gigen Kosten Denn das System nutzt die ohnehin vorhandene Bauteiloberflaumlche Im hier beschriebenen Beispiel werden 99 Prozent der Antriebe zweifelsfrei er-kannt Die Fingerprint-Code-Erzeugung dauert in der Linie nur rund 500 Millise-kunden die gesamte Bauteilidentifika-tion einschlieszliglich Fingerprint-Code-Er-zeugung erfolgt in unter einer Sekunde
Die Erkennung der Oberflaumlchenstruk-tur ist sehr robust ausgelegt Eventuelle Stoumlreinfluumlsse durch Fremdlicht werden durch sehr kurze Belichtungszeiten von rund 200 micros vermieden Moumlgliche Stoumlrein-fluumlsse wie Schmutz oder Kratzer auf der Bauteiloberflaumlche werden mithilfe von re-dundantem Informationsuumlbertrag zuver-laumlssig ausgeschlossen Das Verfahren ist somit bis zu einem gewissen Grad intrin-sisch robust gegenuumlber Veraumlnderungen der Oberflaumlche Das hat den Vorteil dass Bauteile auch noch zu einem spaumlteren Zeitpunkt immer wieder identifiziert wer-den koumlnnen wodurch eine nachtraumlgliche Zuordnung der in der Fertigung gemesse-nen Parameter zu bestimmten Bauteilen moumlglich ist Dies vereinfacht insbesonde-re das im Bereich Automotive so wichtige Thema Ruumlckrufe sg
Dipl-Ing (FH) Norbert Saum MSc ist Projekt leiter Inline Vision Systeme Dr Tobias Schmid-Schirling ist Gruppenleiter Inline Vision Systeme beide am Fraunhofer-Institut fuumlr Physikalische Messtechnik IPM
Die Hardware von Track amp Trace Fingerprint besteht aus einem Reader zur optischen Bildaufnahme (links) und der Steuerungseinheit (rechts) Bilder Fraunhofer IPM
Das aufgenommene Bildfeld ist gruumln umrandet rot eingezeichnet ist die fuumlr die Ruumlckverfolgung genutzte Auswerteflaumlche
Der Digital Manu facturing Magazin Newsletter helliphellip immer wissen was gerade laumluft
Jetzt anmelden unterwwwdigital-manufacturing-magazinderedaktionsbrief
KOST
ENFR
EI
AUFBAU UND OPTIMIERUNG IT-GESTUumlTZTER PRODUK TIONSPROZESSE Industrie 40 | Internet der Dinge
DM_NL_Anzeigen 1_3_2019indd 1DM_NL_Anzeigen 1_3_2019indd 1 200720 1633200720 1633
5 2 0 2 044
M A R K E T P L A C E
COSMO CONSULT GruppeSchoumlneberger Str 1510963 BerlinTel 030 343815-192Fax 030 343815-111E-Mail infocosmoconsultcom
COSMO CONSULT ist Anbieter von End-to-End-Businessloumlsungen Wir begleiten Unternehmen bei der Digitalisierung und entwickeln zukunfts-weisende Industrie 40-Loumlsungskonzepte Diese umfassen neben ERP auch BI CRM DMS und IoT
gbo datacomp GmbHSchertlinstraszlige 12a86159 AugsburgFon +49 (0) 821 - 59 70 10wwwgbo-datacompdeinfogbo-datacompde
gbo datacomp gilt als Ideengeber der ersten Stunde im Bereich MES-Loumlsun-gen fuumlr mittelstaumlndische Produktionsunternehmen Der Full-Service-Dienst-leister verfuumlgt uumlber mehr als 30 Jahre Projekterfahrung im Produktionsumfeld An fuumlnf Standorten werden die Anforderungen der Kunden auf der Basis von Standardmodulen den Kundenbeduumlrfnissen angepasst Neben seiner modu-laren MES-Loumlsung bisoftMES solutions bietet der MES-Experte kundenindivi-duelles Consulting Von der Einfuumlhrung uumlber die Anlagenintegration bis hin zur praktischen Umsetzung von MES-Loumlsungen realisiert das mittelstaumlndische Soft-warehaus alles aus einer Hand Die ausgesuchte Branchenkompetenz spricht fuumlr sich Derzeit betreut die gbo datacomp weltweit mehr als 900 Systemloumlsun-gen mit uumlber 20000 Usern und mehr als 100000 angeschlossenen Maschinen
MPDV Mikrolab GmbHRoumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 181 39E-Mail infompdvcomWebsite wwwmpdvcom
MPDV mit Hauptsitz in Mosbach ist der Marktfuumlhrer fuumlr IT-Loumlsungen in der Fertigung Mit mehr als 40 Jahren Projekterfahrung im Produktionsumfeld verfuumlgt MPDV uumlber umfangreiches Fachwissen und unterstuumltzt Unternehmen jeder Groumlszlige auf ihrem Weg zur Smart Factory Produkte wie das Manufac-turing Execution System (MES) HYDRA von MPDV oder die Manufacturing Integration Platform (MIP) ermoumlglichen es Fertigungsunternehmen ihre Produktionsprozesse effizienter zu gestalten und dem Wettbewerb so einen Schritt voraus zu sein Die MPDV-Gruppe beschaumlftigt rund 500 Mitarbeiter an 13 Standorten in Deutschland China Luxemburg Malaysia der Schweiz Singapur und den USA
Industrie Informatik GmbHWankmuumlllerhofstraszlige 58A-4020 LinzTel +43 732 6978-0Fax +43 732 6978-12E-Mail infoindustrieinformatikcomWeb wwwindustrieinformatikcom
Industrie Informatik ndash Ihr starker Partner in Sachen Fertigungsoptimierung
Seit mehr als 25 Jahren unterstuumltzen wir mit unserer MES-Software cronet-work produzierende Unternehmen bei der Optimierung ihrer Fertigungs-ablaumlufe Wir schaffen die Basis fuumlr eine effiziente Produktion und eine erfolg-reiche Zukunft unserer Kunden Industrie Informatik ist mit Standorten und Buumlros weltweit vertreten (Deutschland Oumlsterreich China) und hat Installa-tionen bei namhaften Unternehmen aller Branchen wie voestalpine Miba Schott Stiebel Eltron oder Voith erfolgreich umgesetzt Mehr als 95 enga-gierte Mitarbeiter betreuen in engem direkten Kontakt unsere Kunden in mehr als 20 Laumlndern weltweit
ISGUS GmbHOberdorfstraszlige 18-2278054 Villingen-SchwenningenTel +49 7720 393-0Fax +49 7720 393-184wwwisgusdeinfoisgusde
Das ZEUSreg Workforce Management unterstuumltzt Sie nachhaltig bei der Umset-zung Ihrer Strategie- und Kostenplanung Die ZEUSreg Module Zeiterfassung Zutrittskontrolle Personaleinsatzplanung sowie Betriebsdatenerfassung sind beliebig kombinierbar und werden nach Ihren Angaben individuell eingerich-tet Sie haben mit ISGUS die freie Wahl Ihren Loumlsungsumfang als bdquoon premiseldquo oder als Software as a Service (SaaS) in der ISGUS Cloud zu nutzen
Unser Ziel ist es Ihnen eine technologisch hochmoderne und zuverlaumlssige Gesamtloumlsung zu erarbeiten die alle Aspekte der Digitalisierung in Ihrem HR- und Produktionsumfeld vollumfaumlnglich abdecken - stationaumlr und mobil von einer professionellen Einfuumlhrung begleitet
IGZ mbH Logistikweg 1D-95685 FalkenbergTel +49 (0) 9637 9292-0infoigzcom wwwigzcom
Das SAP Projekthaus IGZ mit Sitz in Falkenberg (Bayern) realisiert Produk-tions- und Logistikloumlsungen mit der SAP-Standardsoftware SAP ME (Ferti-gungsindustrie) SAP MII (Prozessindustrie) und SAP EWM TM (Lager- und Transportlogistik) Fuumlr die Unabhaumlngigkeit seiner Kunden setzt IGZ konse-quent und ausschlieszliglich auf SAP-Standardloumlsungen sowie auf Neutralitaumlt zu Technik- Anlagenanbietern
Schwerpunkt von IGZ ist die Integration manueller bis hoch automatisierter Produktionsprozesse mit folgenden SAP-Systemen SAP Digital Manufacturing Suite (SAP ME MII PCO) SAP Digital Manufacturing Cloud (SAP DMC) SAP S4HANA Manufacturing (SAP PEO)
SCHOTT SYSTEME GmbHLandsberger Str 8D-82205 Gilching Telefon 089 348069 E-Mail infoschott-systemedeWEB wwwschott-systemede
SCHOTT SYSTEME GmbH ist ein auf CADCAM Computergraphik und Produktions-IT spezialisiertes Unternehmen das seit mehr als 35 Jahren modulare kostengerechte Softwareloumlsungen fuumlr Design Konstruktion und Fertigung entwickelt Die CAD-CAM-Software bdquoPictures by PCldquo unterstuumltzt den gesamten Entwick-lungsprozess von der Entwurfsidee bis zum Produkt und umfasst ua 2D3D-KonstruktionDesign technische Dokumentation sowie Bohren Fraumlsen und Gravieren bis zu 5-Achsen simultan Drehen Dreh-Fraumlsen und Drahterodieren Zudem verfuumlgt die Software uumlber eine integrierte Programmier- und Ent-wicklungsumgebung mit der sich individuelle Aufgaben unproblematisch erstellen lassen
Wir machen Sie zum Dirigenten Ihrer Daten soffico schafft mit seiner Low-Code Plattform Orchestra Loumlsungen fuumlr Smart Factory Industrie 40 und IoT ndash vom Shopfloor uumlber die klassische IT bis in die Cloud Orchestra automatisiert Ablaumlufe und ordnet die Kommunikation in Ihrer IT-Architektur Semantik setzt Ihre Daten dabei in den richtigen Kontext und generiert so wertvolle InformationenUnsere Services fuumlr Sie Intelligente Vernetzung zur bedarfs- und nutzergerechten Datenbereitst Effiziente und unternehmensuumlbergreifende Wertschoumlpfungsketten
durch Datenverkettung mit Orchestra Automatisierte Schnittstellen verbinden IT mit OT und unterstuumltzen die
Anwender in der ProduktionNehmen Sie eine fuumlhrende Position bei der Digitalisierung der Fertigung ein
soffico GmbHBGM-Wegele-Str 1286167 Augsburg+49 821 567474 00infosofficodewwworchestrasofficode
5 2 0 2 0
M A R K E T P L A C E
45
WIN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Str 5D-85591 Vaterstetten Tel +49-(0)8106-350-0 Internet wwwwin-verlagde
Mit einer Platzierung hier im Marketplace erreichen Sie ein Jahr lang durch-gaumlngige Praumlsenz in einem etablierten Fachmagazin Mit sehr geringen Kosten praumlsentieren Sie Ihr Unternehmen und ihre Vertriebspartner regelmauml-szligig einer hochkaraumltigen Zielgruppe Damit erhoumlhen Sie Ihre Kontaktchancen erheblich
Martina Summer Tel 0 81 06306-164 E-Mail mswin-verlagde
Andrea Lippmann Tel 0 81 06350-227 E-Mail alwin-verlagde
ORSOFT GmbHMartin-Luther-Ring 1304109 Leipzig Tel +49 (0)341 2308900 wwworsoftnet
Innovative Advanced Planning and Scheduling und Supply Chain Ma-nagement Loumlsungen als Ergaumlnzung zu SAP ERP und SAP S4HANA und anderer fuumlhrender ERP-Software
ORSOFT-Loumlsungen werden in der Produktionsplanung der Prozess- und Fertigungsindustrie eingesetzt Sie verbessern damit Ihren OEE und Ihre Lie-fertreue und reduzieren auszligerdem Ihre Lagerbestaumlnde Planer und Manager erhalten Transparenz uumlber logistische Ketten Simulationsmoumlglichkeiten und Entscheidungsunterstuumltzung Als Teil der Germanedge-Gruppe hebt OR-SOFT Potentiale im Bereich Manufacturing Operations Management (MOM) sowohl fuumlr Mittelstaumlndler als auch fuumlr Groszligunternehmen weltweit
ORSOFTGmbH
JAKOB Antriebstechnik GmbHDaimlerring 42 63839 KleinwallstadtTel 06022 2208-0infojakobantriebstechnikdewwwjakobantriebstechnikde
Mit uumlber 40 Jahren Erfahrung sind wir einer der fuumlhrenden Anbieter fuumlr mechanische Baugruppen fuumlr den Maschinenbau Mit unseren Kupplungen fuumlr die Antriebstechnik und Kraftspannelementen fuumlr die Werkstuumlck- und Werkzeugspannung setzen wir die Standards im Markt Aber auch mit unseren neu entwickelten Motorspindelschutzsystemen unterstreichen wir unsere hohe Innovationskraft und bieten optimale Sicherheitsloumlsungen fuumlr den Kollisionsschutz
Wir sehen uns als Innovationstreiber fuumlr marktgerechte neue Technologien ndash auch auszligerhalb unserer bisherigen Produktbereiche ndash unter Nutzung aller Synergien der JAKOB-Gruppe im Hintergrund
PSI Automotive amp Industry GmbHDircksenstraszlige 42-4410178 Berlin+49 800 377 4 968infopsi-automotive-industrydewwwpsi-automotive-industryde
Der ganzheitliche ERP- und MES-Anbieter fuumlr den Mittelstand
Fuumlr den Automobil- und Fahrzeugbau den Maschinen- und Anlagenbau sowie die Zulieferindustrie bietet die PSI Automotive amp Industry GmbH unter dem Markennamen PSIpenta Loumlsungen zur umfassenden Optimierung der wertschoumlpfenden Prozesse auf Produktions- und Feinplanungsebene
Neben klassischen Mittelstaumlndlern werden Unternehmen und Konzerne angesprochen die in eine bereits bestehende IT-Landschaft ein System fuumlr effizientere Produktions- undoder Instandhaltungsprozesse integrieren wollen
3D Printing BusinessHP Deutschland GmbHSchickardstr 3271034 Boumlblingen+49703145091003D-Druckhpcomhpcomgo3Danwendungen
HP inc ist ein international bekanntes High-Tech Unternehmen das seit nunmehr 3 Jahren aktiv industrielle 3D-Drucker anbietet Die HP Jet Fusion 4200 und 5200 3D-Druckloumlsungen heben Ihre Fertigungsmoumlglichkeiten auf das naumlchste Level Fertigen Sie funktionale Teile in PA12 PA11 und TPU in Serie ohne Abstriche bei der Qualitaumlt Das modulare Design erlaubt es Ihren Durchsatz parallel zu den wachsenden Anforderungen an die Additive Fertigung zu steigern
Vorteile der Additiven Fertigung von HPGeringere Kosten I Zeitersparnis I Serienproduktion I Anpassung der Fertigung
Kindern eine Zukunft zu schenken ist ein wundervolles ErlebnisErlebe die Kraft der Patenschaft Werde jetzt Pate auf worldvisionde
Das Deutsche Zentralinstitut fuumlr soziale Fragen (DZI)bescheinigt
46 5 2 0 2 0
V O R S C H AU AU F D I E AU S G A B E 620 ndash E R S C H E I N T A M 9 O K TO B E R
Impressum Herausgeber und Geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
DIGITAL MANUFACTURING im Internet httpwwwdigital-manufacturing-magazinde
So erreichen Sie die RedaktionChefredaktion Rainer Trummer (viSdP) rtwin-verlagde Tel 08106 350-152 Redaktion Jan Bihn (-161 jbiwin-verlagde) Stefan Girschner (freier Mitarbeiter sgwin-verlagde)Mitarbeiter dieser Ausgabe Dr Sebastian Bauer Florian Boumlhme Raoul Dessel Ralf Frohwerk Alexander Hartl Dr Michael Lemke Anselm C Magel Klaus Mochalski Gregor Neumann Andreas Neumeier Joumlrn Nitschmann Guido Piech Jens Reeder Katharina Roumlhrig Heiko Roumlhrig Anke Roser Norbert Saum Christof Schleidt Dr Tobias Schmid-Schirling Daniel Schroumlder Robert Tagmann Joumlrg Uhlig Dr Bernhard Valnion Siegfried Wagner
So erreichen Sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (08106 306164 mswin-verlagde)Mediaberatung Andrea Lippmann (08106 350-227 alwin-verlagde)Anzeigendisposition Chris Kerler (08106 350-220 ckewin-verlagde)
So erreichen Sie den AbonnentenserviceLeserservice bdquoWIN-Verlagldquo Postfach 13 63 82034 Deisenhofen Tel +49 (0) 89 85 853 ndash 866 Fax +49 (0) 89 85 853 ndash 62866 E-Mail win-verlagintime-media-servicesde GmbH
Vertrieb Helga Wrobel (hewwin-verlagde) Tel 0 81 06 350-132 Sabine Immerfall (siwin-verlagde) Tel 0 81 06 350-131
Layout und Titelgestaltung Saskia Koumllliker Grafik MuumlnchenDruck Holzmann Druck GmbH amp Co KG Bad WoumlrishofenBildnachweisFotos falls nicht gekennzeichnet Werkfotos shutterstockcom aboutpixelde fotoliade Titelbild GFT Technologies SEProduktionHerstellung Jens Einloft (-172 jewin-verlagde)Verlagsleitung Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantwObjektleitung Rainer Trummer (-152 rtwin-verlagde)
Anschrift Anzeigen Vertrieb und alle Verantwortlichen
WIN-Verlag GmbH amp Co KG Johann-Sebastian-Bach-Straszlige 5 85591 Vaterstetten Tel 0 81 06 350-0
BezugspreiseEinzelverkaufspreis 1440 Euro in D A CH und 1660 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Jahresabonnement (8 Ausgaben) 11520 Euro in D A CH und 13280 Euro in den weiteren EU-Laumlndern inkl Porto und MwSt Vorzugspreis fuumlr Studenten Schuumller Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage Bezugspreise auszligerhalb der EU auf Anfrage
Erscheinungsweise achtmal jaumlhrlichEine Haftung fuumlr die Richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die Redaktion vom Heraus geber nicht uumlbernommen werden Honorierte Artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt eingeschickte Manuskripte Fotos und Abbildungen keine Gewaumlhr
Copyright copy 2020 fuumlr alle Beitraumlge bei der WIN-Verlag GmbH amp Co KG Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die Aufnahme in elektronische Datenbanken und die Vervielfaumlltigung auf CD-ROM und allen anderen elektronischen Datentraumlgern
ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedruckt
Auszligerdem erscheinen bei der WIN-Verlag GmbH amp Co KG Magazine AUTOCAD amp Inventor Magazin Bauen aktuell Digital Business Cloud DIGITAL ENGINEERING Magazin Digital Process Industry e-commerce Magazin virtual-realitiy-magazinde Partnerkataloge Autodesk Partnerloumlsungen DIGITAL ENGINEERING SOLUTIONS IBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
Im naumlchsten Heft
Prozess analysieren und optimierenFast kein Unternehmensbereich ist so straff orga nisiert wie die Produktion ndash kein Wunder Eine Maschine oder Anlage kann auch mal ein Millionen-Invest darstellen Es gilt die teuren Werkzeuge moumlglichst effizient auszulasten Fruuml-her ging das mit gesundem Menschenverstand und Erfahrung Diese Eigenschaften braucht es heute auch noch ndash unterstuumltzt durch die intel-ligenten digitalen Tools die wir im naumlchsten Heft vorstellenBild Dmitry KalinovskyShutterstock
Additive FertigungEin paar Klammern fuumlr den Kuumlhlschrank ein nicht mehr lieferbares Ersatzteil fuumlr den Oldti-mer oder auch einen Prototypen ndash fuumlr mehr ist 3D-Druck nicht zu gebrauchen ndash oder Wir zei-gen unter anderem dass es auch in der Serie bereits Anwendungen fuumlr den 3D-Druck gibt und wie sich Teile aus dem Drucker auch geeig-net absichern lassenBild MarinaGrigorivnaShutterstock
MES-LoumlsungenManufacturing-Execution-Systeme (MES) gel-ten weiterhin als die Schaltzentrale in der Pro-duktion Wie veraumlndert sich ihre Rolle im Zuge der Digitalisierung Wir schauen auf die aktu-ellen Loumlsungen wie auch auf die Alternativen in Form von umfassenden ERP-Systemen und Plattformloumlsungen sowie auf die Ergaumlnzung durch Kuumlnstliche IntelligenzBild PoptikaShutterstock
WEITERE THEMEN
bull Identifikation und Ruumlckverfolgungbull Intra- und Lagerlogistikbull Qualitaumltsmanagementbull Handling und Robotikbull Arbeitsschutz
Aus aktuellem Anlass sind Themenaumlnderungen moumlglich
Bringing Automation to Life
31 Internationale Fachmesseder industriellen Automation
Nuumlrnberg 24 ndash 26112020sps-messede
50 Rabattcode SPSXXAZ1Erleben Sie die Vielfalt der digitalen
Transformation in Nuumlrnberg
Registrieren Sie sich noch heute fuumlr die SPS 2020 sps-messedeeintrittskarten
wwwzimmer-groupcom
GLOBAL WINNER
THE KNOW-HOW FACTORY
Greiferserie 5000+ Praumlziseste Fuumlhrung am Markt+ Jetzt erhaumlltlich mit Stahl-Stahl und Stahl-Aluminiumfuumlhrung+ Nach Wahl mit IP40 IP64 oder IP67 Abdichtung
4x
6x
Jubi
laumlum
- OLE_LINK3
- _GoBack
- _Hlk49350202
- _GoBack
-