deshidratación campbell
DESCRIPTION
españolTRANSCRIPT
La deshidratación es el proceso de eliminación de agua de un gas y / o líquido de modo que el agua condensada no esté presente en el sistema. La inhibición es el proceso de agregar algún producto químico al agua condensada de modo que no puedan formar hidratos.
La deshidratación generalmente se prefiere, si es económicamente factible y mecánicamente, porque evita que haya agua de condensación en el sistema. Esta agua es la fuente de hidratos y problemas de corrosión / erosión. En algunos casos, la inhibición puede ser el procedimiento preferido, particularmente en sistemas que emplean endulzamiento que emplean moderada refrigeración (-40 ° C [-40 ° F] y superiores).
El gas natural es comercialmente deshidratado en una de tres maneras.
1. Deshidratación por Absorción Glicol
2. Adsorción Mol Tamiz, Silica Gel, o alúmina activada
3. Condensación por refrigeración con glicol o inyección de metanol
Deshidratación de glicol (absorción) es el proceso de deshidratación más común usado para cumplir con especificaciones de tubería, especificaciones de venta y los requisitos de campo (gas lift, fuel, etc.). Los procesos de adsorción se utilizan para obtener contenidos muy bajos de agua (0.1 ppm o menos) requeridos en procesos de baja temperatura como plantas profundas de NGL y extracción de GNL.
La condensación se usa comúnmente como un proceso de deshidratación cuando moderados niveles de refrigeración son empleados o en transporte por ductos. Un inhibidor tal como etilenglicol (EG) o metanol se utiliza para evitar la formación de hidratos, pero cabe señalar que el mecanismo de extracción de agua real es la condensación.
Cuatro glicoles se utilizan para la deshidratación y / o la inhibición:
1. Monoetilenglicol (MEG) - a menudo referido como el etilenglicol (EG)
2. El dietilenglicol (DEG)
3. Trietilenglicol (TEG)
4. tetraetilenglicol (Treg)
Trietilenglicol (TEG) es el glicol más común usado en sistemas de absorción.
Monoetilenglicol (MEG) es el glicol más común usado en sistemas de inyección de glicol. Todos los glicoles son higroscópicos, lo que significa que tienen una afinidad para el agua.
Las propiedades básicas de estos glicoles se muestran en el Apéndice 18A. Las principales propiedades que rigen la elección de glicol para una aplicación dada son:
1. Viscosidad
2. Presión de vapor
3. Solubilidad en hidrocarburos
En los sistemas de deshidratación de absorción el solvente (glicol) debe ser higroscópico, no corrosivo, no volátil, fácilmente regenerado a altas concentraciones, insoluble en hidrocarburos líquidos, y no reactivo con hidrocarburos, C02 y compuestos de azufre.
Varios de los glicoles están cerca de cumplir con todos estos criterios. Dietilenglicol (DEG), trietilenglicol (TEG) y tetraetilenglicol (TREG) glicoles todos poseen rasgos adecuados. Sin embargo, casi el 100% de procesos de deshidratación utilizan TEG.
DEG es algo más barato para comprar y, a veces se utiliza por esta razón. A veces también esutilizado como un inhibidor además de un absorbente. Sin embargo, para el momento en que se manipula, almacena, y ha añadido a las unidades a menudo no hay ahorro real. En comparación con TEG, DEG tiene una mayor pérdida de arrastre, ofrece menos depresión del punto de rocío, y la regeneración a altas concentraciones es más difícil. Por estas razones, es difícil justificar una unidad de DEG.
TREG es más viscoso y más caro que los otros procesos. La única ventaja real es su presión de vapor más baja que reduce la pérdida de arrastre del absorbedor. Se puede utilizar en los relativamente raros casos en que se emplea la deshidratación de glicol en un gas cuya temperatura excede de aproximadamente 50 ° C [122 ° F],
Propilenglicol En los últimos años algunas unidades han empleado (PG). PG es el glicol menos tóxico y tiene una menor afinidad por compuestos aromáticos, pero PG tiene una presión de vapor mucho más alta que TEG, y un muy bajo punto de inflamación.
Este capítulo se centrará en el TEG, a pesar de que los datos de propiedades se muestran en el Apéndice 18 de varios glicoles. Algunas de las características del sistema también se aplican para todos los glicoles.
UNIDADES BASICAS DE DESHIDRATACIÓN CON GLICOL
La figura 18.1 muestra la unidad de glicol básica, independientemente del glicol utilizado. No se muestra ningún equipo de refrigeración de gas de entrada que puede ser una parte de la unidad de deshidratación. Cuando es posible enfriar el gas húmedo que entra con el aire, agua u otra corriente por delante del absorbedor. Tal enfriamiento es la forma menos costosa de la deshidratación.
El gas húmedo que entra, libre de agua líquida, entra en el fondo del absorbedor (contactor) y fluye a contracorriente con el glicol. Contacto Glicol-gas se produce en los platos. Los platos campana de burbuja se han utilizado históricamente pero los de los de empaquetamiento estructurado son más comunes hoy en día. El gas seco deja la parte superior del absorbedor.
El glicol pobre entra en la bandeja superior o en la parte superior de la empaquetadura y fluye hacia abajo, absorbiendo agua que va, quedando rico en agua.Es conveniente utilizar la palabra "rico" para describir la parte inferior del amortiguador y la palabra "Pobre" de la parte superior. En la parte inferior, tanto el gas que entra y el glicol que salen son ricos en agua; en la parte superior ambos son pobres en agua.
El glicol rico sale de la parte inferior del absorbedor y fluye a un condensador de reflujo en la parte superior de la columna. El glicol rico entra entonces en un tanque de evaporación instantánea (flash tank) donde la mayoría de los componentes volátiles (arrastrados y solubles) se vaporizan. La presión del Flash Tank es típicamente 300-700 kPa [44 a 102 psia].
Dejando el flash tank el glicol rico fluye a través de los filtros de glicol y el intercambiador rico/pobre donde se intercambia calor con el glicol pobre caliente. El glicol rico entra entonces en la columna donde el agua se elimina por destilación.
La columna still y el rehervidor son a menudo llamados el regenerador o reconcentrador. Aquí es donde la concentración de glicol se incrementa al requerimiento del glicol pobre.
La unidad de regeneración mostrada está diseñada para funcionar a presión atmosférica preferiblemente. Las temperaturas de descomposición térmica inicial de los glicoles se muestran en la siguiente tabla:
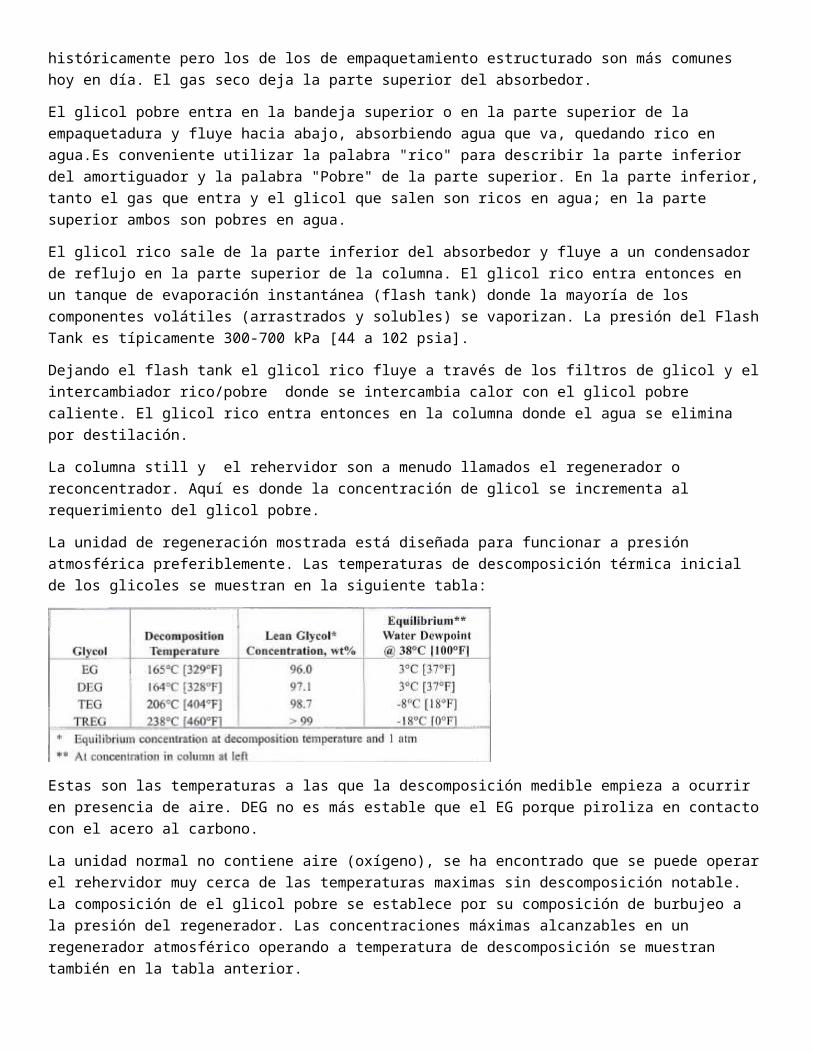
Estas son las temperaturas a las que la descomposición medible empieza a ocurrir en presencia de aire. DEG no es más estable que el EG porque piroliza en contacto con el acero al carbono.
La unidad normal no contiene aire (oxígeno), se ha encontrado que se puede operar el rehervidor muy cerca de las temperaturas maximas sin descomposición notable. La composición de el glicol pobre se establece por su composición de burbujeo a la presión del regenerador. Las concentraciones máximas alcanzables en un regenerador atmosférico operando a temperatura de descomposición se muestran también en la tabla anterior.
Si la concentración de glicol pobre requerida en el absorbedor (para cumplir con la especificación del punto de rocío) es mayor que las concentraciones máximas anteriores, entonces algún método de incrementar aún más la concentración del glicol en el regenerador debe ser incorporado en la unidad. Prácticamente todos estos métodos implican disminución de la presión parcial de la solución de glicol, ya sea por un vacío en el regenerador o mediante la introducción de gas de arrastre en el regenerador.
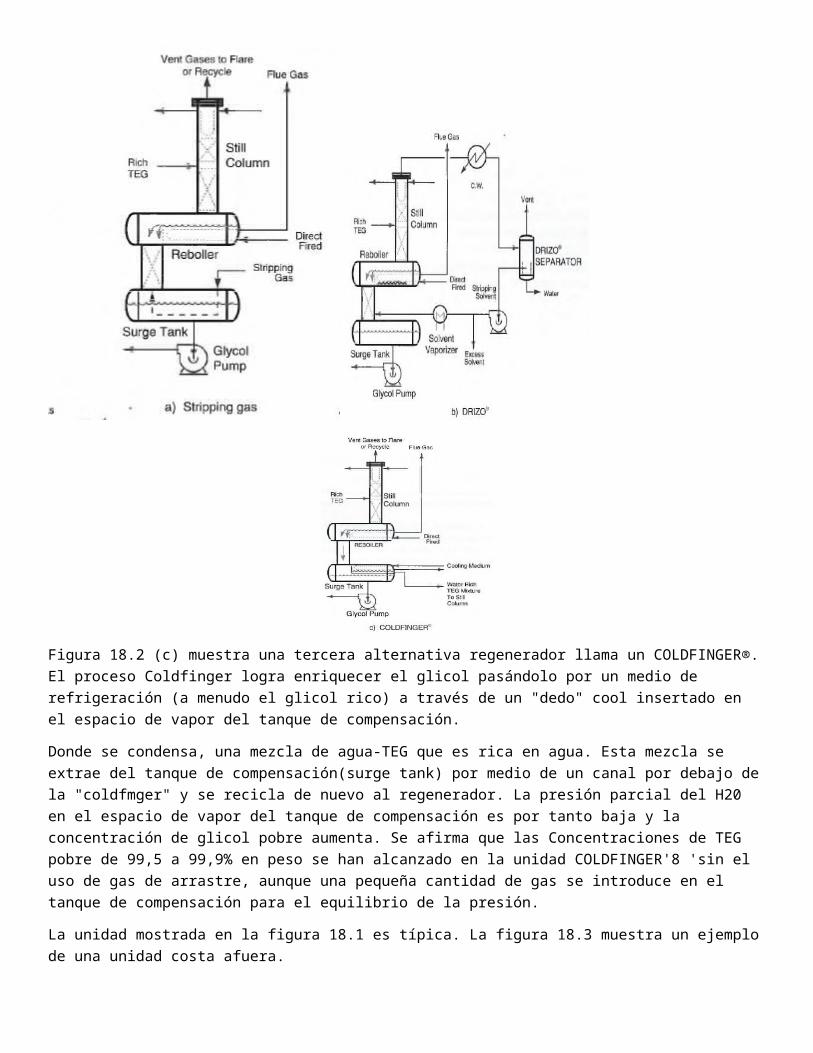
Un sistema de gas de strippling típico se muestra en la Figura 18.2 (a). Cualquier gas inerte es adecuado. Una parte del gas que esta deshidratado, o gas de escape de una bomba de glicol de gasolina (si se utiliza), es adecuado. la cantidad requerida es pequeña. El gas de strippling se puede introducir directamente en el rehervidor o en un empaquetado "Columna de arrastre" entre el intercambiador de calor y surge tank. En teoría, la adición de gas a una unidad de strippling entre el surge tank y el rehervidor es superior y dará lugar a tasas de gas de arrastre inferiores. Si se introduce directamente al rehervidor, es común utilizar un tubo distribuidor a lo largo de la parte inferior del rehervidor.
Una segunda alternativa de gas de strippling es cerrar el bucle de gas de arrastre y usar un material como el isooctano, como se muestra en la Figura 18.2 (b). Se vaporiza a temperatura del rehervidor pero puede ser condensado y separado del agua en un separador de tres fases. El disolvente de extracción se bombea de nuevo al regenerador para completar el bucle de separación. Se vende bajo el nombre comercial DRIZO®, esta unidad tiene la ventaja de proporcionar altas tasas de gas de strippling con poco o ningún venteo de hidrocarburos. Concentraciones glicol superiores a 99,99% en peso se han logrado con el proceso Drizo "'. Se ha añadido una ventaja de condensación y recuperación de los hidrocarburos aromáticos en la cabeza de la columna still . en la práctica, estas unidades a menudo operan con un disolvente de extracción que no es iso-octano, es una mezcla de aromáticos, nafténicos y parafínicos hidrocarburos en el rango de C5-C10.
Figura 18.2 (c) muestra una tercera alternativa regenerador llama un COLDFINGER®. El proceso Coldfinger logra enriquecer el glicol pasándolo por un medio de refrigeración (a menudo el glicol rico) a través de un "dedo" cool insertado en el espacio de vapor del tanque de compensación.
Donde se condensa, una mezcla de agua-TEG que es rica en agua. Esta mezcla se extrae del tanque de compensación(surge tank) por medio de un canal por debajo de la "coldfmger" y se recicla de nuevo al regenerador. La presión parcial del H20 en el espacio de vapor del tanque de compensación es por tanto baja y la concentración de glicol pobre aumenta. Se afirma que las Concentraciones de TEG pobre de 99,5 a 99,9% en peso se han alcanzado en la unidad COLDFINGER'8 'sin el uso de gas de arrastre, aunque una pequeña cantidad de gas se introduce en el tanque de compensación para el equilibrio de la presión.
La unidad mostrada en la figura 18.1 es típica. La figura 18.3 muestra un ejemplo de una unidad costa afuera.
El scrubber de entrada está en la parte inferior del absorbedor. Se requiere la separación de tres fases. El gas se sube a través de un "plato de chimenea" al absorbedor. El hidrocarburo y el agua se separan como se muestra. Separación trifásica ahorra en espacio de la cubierta y es menos costoso, pero muchas de las unidades existentes son insatisfactorios debido a que proporcionan una separación inadecuada. Esto es particularmente cierto cuando el absorbedor utiliza relleno estructurado.
El TEG rico de la bandeja de chimenea va a una olla de desgasificación ( flash tank) que es operado a una presión suficientemente alta para enviar el gas combustible o de recompresión. En algunos sistemas, la presión es suficiente simplemente para entrar en el sistema principal de bengala. El propósito de esto es: (1) el uso o eliminar de manera segura los componentes volátiles recogidos por el TEG en el absorbedor, y (2) reducir al mínimo la presencia de compuestos de azufre corrosivos y dióxido de carbono en el reherbidor de alta temperatura.
La verdadera solubilidad de las parafinas de hidrocarburos es muy baja en los glicoles. Pero, el separador de arrastre y el arrastre hacen introducir hidrocarburos en el glicol rico. Muchos de ellos son "más pesados" que el aire y pueden ser un problema de seguridad a menos que se desechan adecuadamente. Además, los componentes aromáticos son muy solubles en TEG. Estos también pueden ser una preocupación ambiental y de seguridad cuando se descarga a la atmósfera en la parte superior del regenerador. Ambos compuestos de azufre y dióxido de carbono son solubles en agua y reaccionan en cierto grado con los glicoles. La desgasificación en el tanque de evaporación instantánea antes de la columna de extracción reduce su concentración en el glicol algo. Esta desgasificación es más eficiente si el glicol rico se precalienta primero, por lo general en el intercambiador de glicol rico-pobre.
El enfriador de glicol es un intercambiador de gas-TEG en la Figura 18.3, a diferencia del de medio enfriamiento en la figura 18.1. Este es un método común de enfriar el glicol pobre. Es simple y económico y garantiza que el glicol entre en el contactor más caliente que el gas. El intercambiador de gas-glicol puede dar como resultado temperaturas de TEG pobres excesivamente altos con pequeños caudales de gas.
El intercambiador de rico/pobre en la figura 18.3 es una bobina en el tanque de compensación. Este es barato de construir, pero a menudo resulta en mala transferencia de calor y vapor de fondo y requerimientos de calor más altos. intercambiadores tubo-en-tubo son ampliamente utilizados en este servicio.
PROCESOS DE DISEÑO BASICOS
Todos los factores que controlan el comportamiento de los sistemas de absorción también se aplican para TEG deshidratación. De hecho, desde un punto de vista de proceso, TEG es uno de los procesos de absorción más simples empleados en la industria del petróleo.
Para diseñar correctamente una unidad uno necesita saber tasa de flujo máxima y mínima de gas, la temperatura máxima y mínima y la presión, composición del gas y del punto de rocío de agua requerida o contenido de agua del gas de salida. De estos uno puede calcular:
1. La concentración mínima de TEG POBRE en la solución de entrada en la parte superior del absorbedor requerido para cumplir con la especificación de agua de salida del gas.
2. La tasa de circulación de TEG pobre necesario para recoger la cantidad necesaria de agua del gas y cumplir la especificación de contenido de agua de gas de salida.
3. La cantidad de absorbedor de contacto requerida para producir el enfoque necesario para el equilibrio requerido en (1) en la velocidad de circulación elegida anteriormente.
Para obtener estas respuestas es necesario tener una correlación de equilibrio vapor-líquido para un sistema de TEG-agua. A partir de este insumo básico, se puede evaluar el tamaño del equipo y desarrollar especificaciones mecánicas.
El procedimiento que sigue es sencillo y se puede realizar manualmente. En todos, pero algunas aplicaciones excepcionales, dará resultados tan fiables como los métodos más rigurosos. Siguiendo un esquema del procedimiento de cálculo básico, se revisará cada componente principal del equipo.
CONCENTRACIÓN MINIMA DE TEG POBRE
Si el gas saturado con agua se coloca en una celda estática con una concentración dada de solución TEG-agua a una P y T fijas, el equilibrio se alcanza en el tiempo. Suponiendo que el líquido tenía una concentración de agua suficientemente
baja, el agua se transferiría a este líquido desde el gas. En el equilibrio, la fracción molar de agua en el gas dividido por su fracción molar en el líquido es igual al valor K para este sistema.
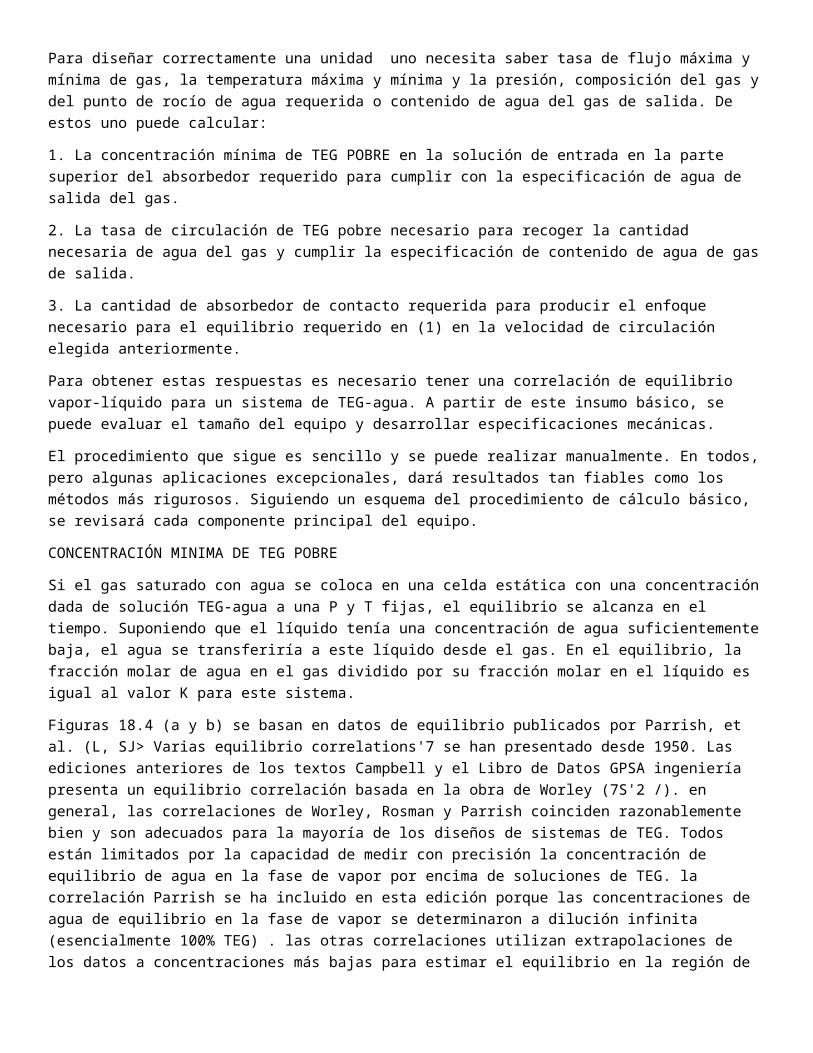
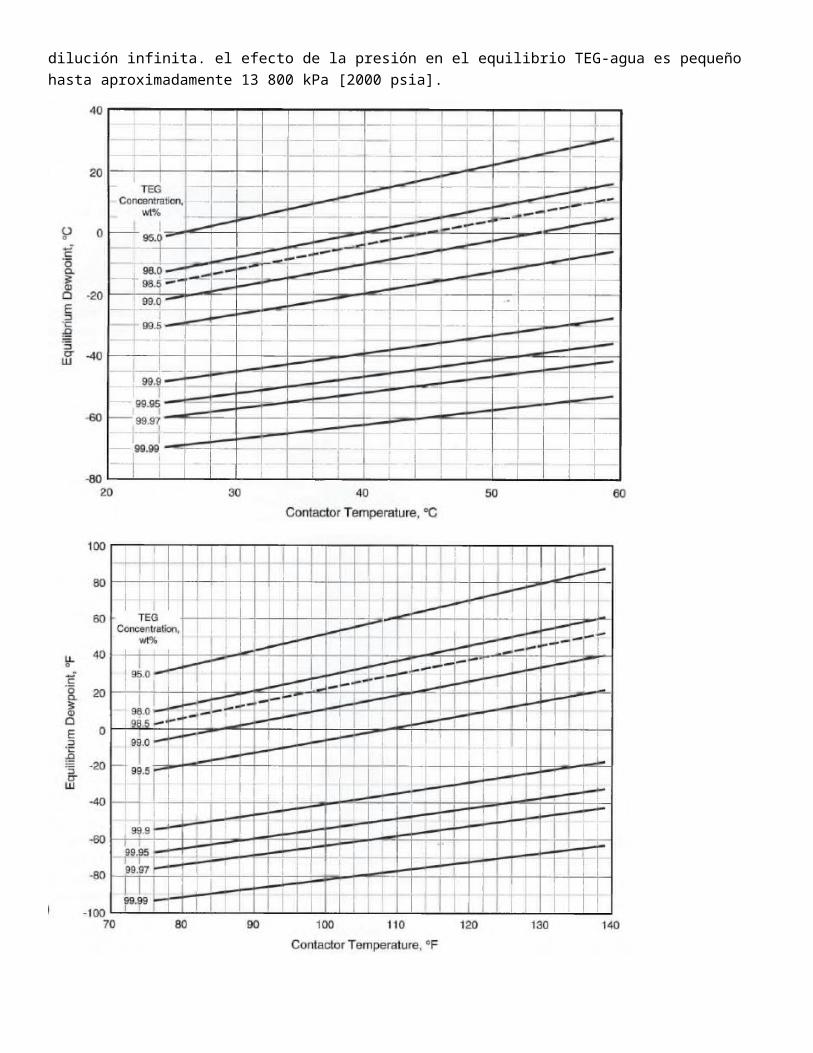
Figuras 18.4 (a y b) se basan en datos de equilibrio publicados por Parrish, et al. (L, SJ> Varias equilibrio correlations'7 se han presentado desde 1950. Las ediciones anteriores de los textos Campbell y el Libro de Datos GPSA ingeniería presenta un equilibrio correlación basada en la obra de Worley (7S'2 /). en general, las correlaciones de Worley, Rosman y Parrish coinciden razonablemente bien y son adecuados para la mayoría de los diseños de sistemas de TEG. Todos están limitados por la capacidad de medir con precisión la concentración de equilibrio de agua en la fase de vapor por encima de soluciones de TEG. la correlación Parrish se ha incluido en esta edición porque las concentraciones de agua de equilibrio en la fase de vapor se determinaron a dilución infinita (esencialmente 100% TEG) . las otras correlaciones utilizan extrapolaciones de los datos a concentraciones más bajas para estimar el equilibrio en la región de dilución infinita. el efecto de la presión en el equilibrio TEG-agua es pequeño hasta aproximadamente 13 800 kPa [2000 psia].
Un absorbedor de TEG es esencialmente isotérmico. El calor de la solución es de aproximadamente 211 kJ / kg [91 Btu / lbm] de agua absorbida además del calor latente. Pero, la masa de agua absorbida más la masa de TEG circulada es pequeña en relación a la masa de gas. Por esto, los controles de temperatura del gas de entrada.
El aumento de temperatura debido al calor de absorción y transferencia de calor entre el glicol y el gas rara vez excede 1-2 ° C [2-4 ° F], excepto cuando la deshidratación esa presiones por debajo de aproximadamente 1000 kPa [145 psia]. En bajas presiones algún ajuste de temperatura puede ser deseable.
Este punto de rocío del agua podría ser alcanzada en una celda de prueba, pero no en un absorbedor real. El gas y el TEG no están en contacto durante un tiempo suficientemente largo para alcanzar el equilibrio. Además, el gas sale teóricamente a la bandeja superior del absorbedor en equilibrio con el TEG dejando la bandeja, no entra. Numerosas pruebas muestran que una unidad correctamente operando bien diseñada tendrá un punto de rocío de agua real 5-10 ° C [9-18 ° F] más alto que el punto de rocío de equilibrio. Este "enfoque" de equilibrio depende del glicol se utiliza la tasa de circulación y el número de contactos en el absorbedor y es usado para especificar la concentración mínima de glicol pobre. El procedimiento es el siguiente.
1. Establecer el punto de rocío del agua de salida deseada necesaria a las especificaciones del contrato de venta o de la temperatura mínima del sistema.
2. Reste el approach a partir de (1) para encontrar el correspondiente punto de rocío de agua en equilibrio.
3. Introduzca el valor en (2) en la ordenada de la figura 18.4 y trace una línea horizontal.
4. Dibuja una línea vertical de la temperatura del gas de entrada en la abscisa.
5. La intersección de las líneas en las etapas (3) y (4) establece la concentración de TEG pobre mínimo requerido para obtener el punto de rocío del agua en el paso (1). Si se especifica o se calcula en masa por unidad de volumen de gas contenido en agua, un contenido de agua, la presión, Se requiere correlación temperatura del punto de rocío (ver Figura 6.1 en el Volumen 1 o en la figura 18C.1 en el apéndice 18C). Tenga en cuenta que los puntos de rocío de agua de equilibrio en la ordenada de la figura 18.4 se basan en la suposición de la fase de agua condensada es un líquido metaestable. En los puntos de rocío bajos la verdadera fase condensada será un hidrato. La temperatura del punto de rocío de equilibrio por encima de un hidrato es más elevada que por encima de un líquido metaestable. Por lo tanto, la figura 18.4 puede predecir puntos de rocío que son más bajos que lo que en realidad se puede lograr. La diferencia es que es una función de la temperatura, presión y composición de gas, pero puede ser tanto como 8-12 ° C [15-20 ° F], la figura 6.5 muestra la relación entre los metaestables y puntos de rocío de hidratos de un gas. Cuando la deshidratación es a puntos de rocío muy bajos, tales como los requeridos aguas arriba de un proceso de refrigeración, la concentración de TEG debe ser suficiente para secar el gas al punto de rocío de hidrato y no sólo el punto de rocío metaestable. La línea discontinua en la figura 18.4 a es aproximadamente 98.5% en peso representa la concentración de TEG pobre que se puede producir de forma rutinaria en un regenerador que funciona a presión atmosférica estándar y 204 ° C [400 ° F], Este es un valor seguro para los propósitos de diseño y especificaciones . Las concentraciones de 98,7 a 98,8% en peso son comunes; algunas conecntraciones de 99,1% en peso se han reportado sino que representan un caso especial donde los hidrocarburos entrantes proporcionan decapado natural y / o la presión atmosférica fue inferior a 101 kPa [14,7 psia]. Dado que el costo de capital inicial de accesorios de gas de arrastre ordinario es pequeño, siempre deben ser incluidos. Las condiciones pueden cambiar a donde sean necesarios.
Es necesario fijar una concentración TEG pobre para los cálculos posteriores. como primera consideración, utilizar los resultados de la Figura 18.4. Si la concentración obtenida es menor que 98,5% en peso, el uso de 98,5% en peso para el cálculo a menos que usted planea reducir la temperatura del reherbidor debajo de 204 ° C [400 ° F], La concentración mínima TEG pobre puede no ser la utilizada eventualmente. Una concentración más alta que esto puede ser especificado para minimizar la velocidad de circulación y optimizar los costes.
Absorber Diseño
El absorbedor (contactor) es donde se elimina el agua del gas por el proceso de absorción física. La cantidad de agua extraída depende de tres factores:
• concentración de glicol
»Tasa de circulación de glicol
*Número de contactos en absorbedor
El efecto de la concentración de glicol en la eliminación de agua se ilustra en la figura 18.4. Como aumenta la concentración de TEG, el punto de rocío de agua en equilibrio disminuye. En un absorbedor esto significaría una menor concentración de agua en el gas a la salida del absorbedor, por lo tanto, una eliminación de agua más alta.
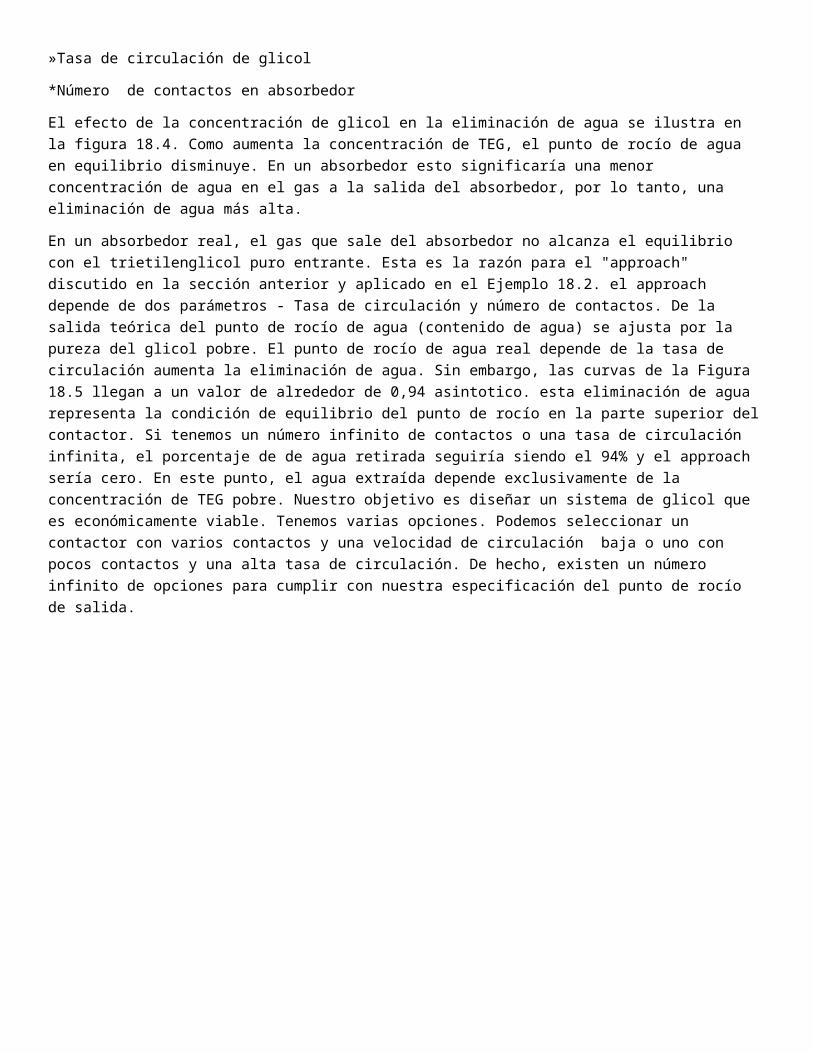
En un absorbedor real, el gas que sale del absorbedor no alcanza el equilibrio con el trietilenglicol puro entrante. Esta es la razón para el "approach" discutido en la sección anterior y aplicado en el Ejemplo 18.2. el approach depende de dos parámetros - Tasa de circulación y número de contactos. De la salida teórica del punto de rocío de agua (contenido de agua) se ajusta por la pureza del glicol pobre. El punto de rocío de agua real depende de la tasa de circulación aumenta la eliminación de agua. Sin embargo, las curvas de la Figura 18.5 llegan a un valor de alrededor de 0,94 asintotico. esta eliminación de agua representa la condición de equilibrio del punto de rocío en la parte superior del contactor. Si tenemos un número infinito de contactos o una tasa de circulación infinita, el porcentaje de de agua retirada seguiría siendo el 94% y el approach sería cero. En este punto, el agua extraída depende exclusivamente de la concentración de TEG pobre. Nuestro objetivo es diseñar un sistema de glicol que es económicamente viable. Tenemos varias opciones. Podemos seleccionar un contactor con varios contactos y una velocidad de circulación baja o uno con pocos contactos y una alta tasa de circulación. De hecho, existen un número infinito de opciones para cumplir con nuestra especificación del punto de rocío de salida.
La mayoría de los diseños utilizan una velocidad de circulación de 15 a 40 litros TEG / kg H20 absorbida [5.2 US gal / lb H20 absorbido]. Esto está cerca del óptimo económico. Las tasas de circulación más altos producen un mayor sistema de regeneración, mayor consumo de energía y mayor coabsorcion de hidrocarburos aromáticos. Tasas más bajas requeriran un contactor más alto y puede resultar en el sistema hidráulico pobre de platos / empaques.
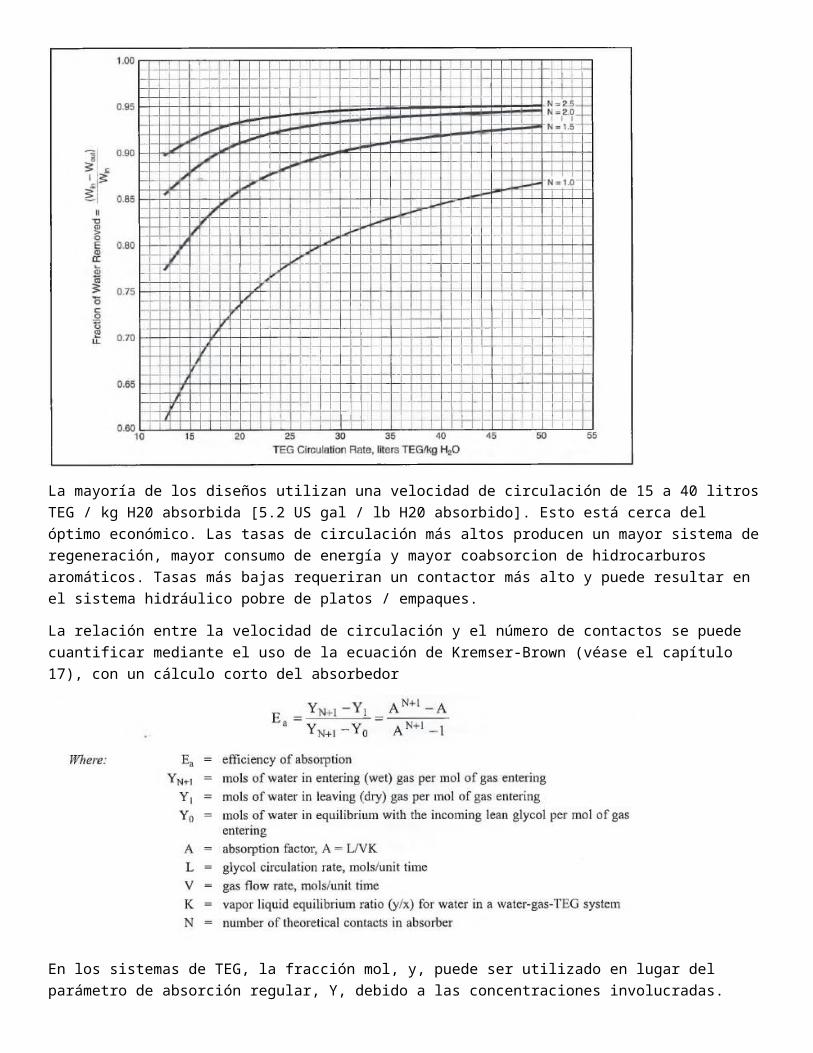
La relación entre la velocidad de circulación y el número de contactos se puede cuantificar mediante el uso de la ecuación de Kremser-Brown (véase el capítulo 17), con un cálculo corto del absorbedor
En los sistemas de TEG, la fracción mol, y, puede ser utilizado en lugar del parámetro de absorción regular, Y, debido a las concentraciones involucradas.
Esto significa que el lado izquierdo de la ecuación 18.1 se convierte
donde "Y" se refiere a la fracción molar de agua en lugar de una tasa por mol de gas entrante. Además, puesto que la fracción mol de agua se puede convertir a la masa de agua por volumen de gas estándar por un factor de conversión fijo,
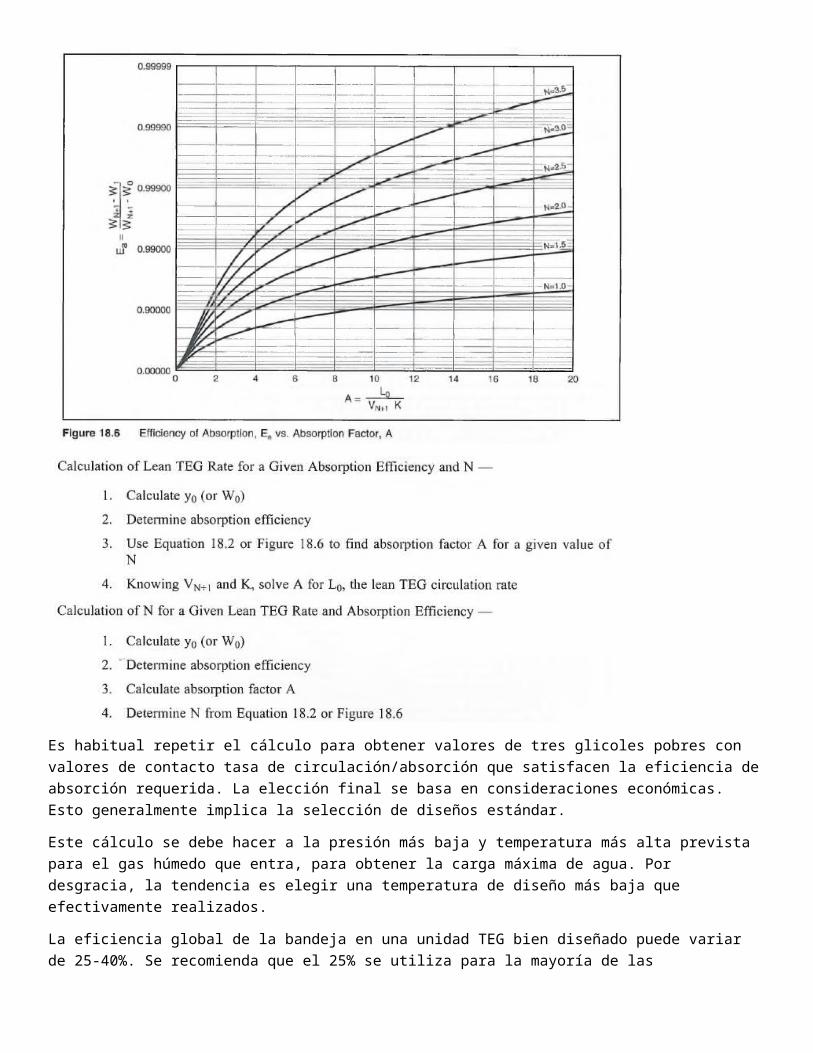
Figura 18.6 es una gráfica de la ecuación 18.2 y es conveniente para los cálculos manuales. Esto utiliza lo que podría llamarse un factor de absorción total. L0 es la tasa de trietilenglicol puro entrando en la bandeja superior y VN + 1 es la tasa de gas que entra en la bandeja inferior. A pesar de que el (L / V) cambia ligeramente a lo largo del absorbedor el efecto de estos cambios son cancelados por los cambios en el valor "K", por lo que el uso de (L0 / Vn + 1K) como el factor de absorción promedio tiene poco efecto sobre la exactitud del método.
La ordenada de la izquierda de la figura 18.6 se denomina eficiencia de absorción de la absorción, Ea. Se trata de la cantidad real de agua extraída, dividido por la cantidad máxima teóricamente extraíble. Los valores de N abarcan la gama de etapas teóricas empleadas usualmente en los contactores de TEG.
Es habitual repetir el cálculo para obtener valores de tres glicoles pobres con valores de contacto tasa de circulación/absorción que satisfacen la eficiencia de absorción requerida. La elección final se basa en consideraciones económicas. Esto generalmente implica la selección de diseños estándar.
Este cálculo se debe hacer a la presión más baja y temperatura más alta prevista para el gas húmedo que entra, para obtener la carga máxima de agua. Por desgracia, la tendencia es elegir una temperatura de diseño más baja que efectivamente realizados.
La eficiencia global de la bandeja en una unidad TEG bien diseñado puede variar de 25-40%. Se recomienda que el 25% se utiliza para la mayoría de las aplicaciones. Esto proporciona un factor de seguridad asequible para ayudar a compensar los errores inherentes a las especificaciones de diseño.
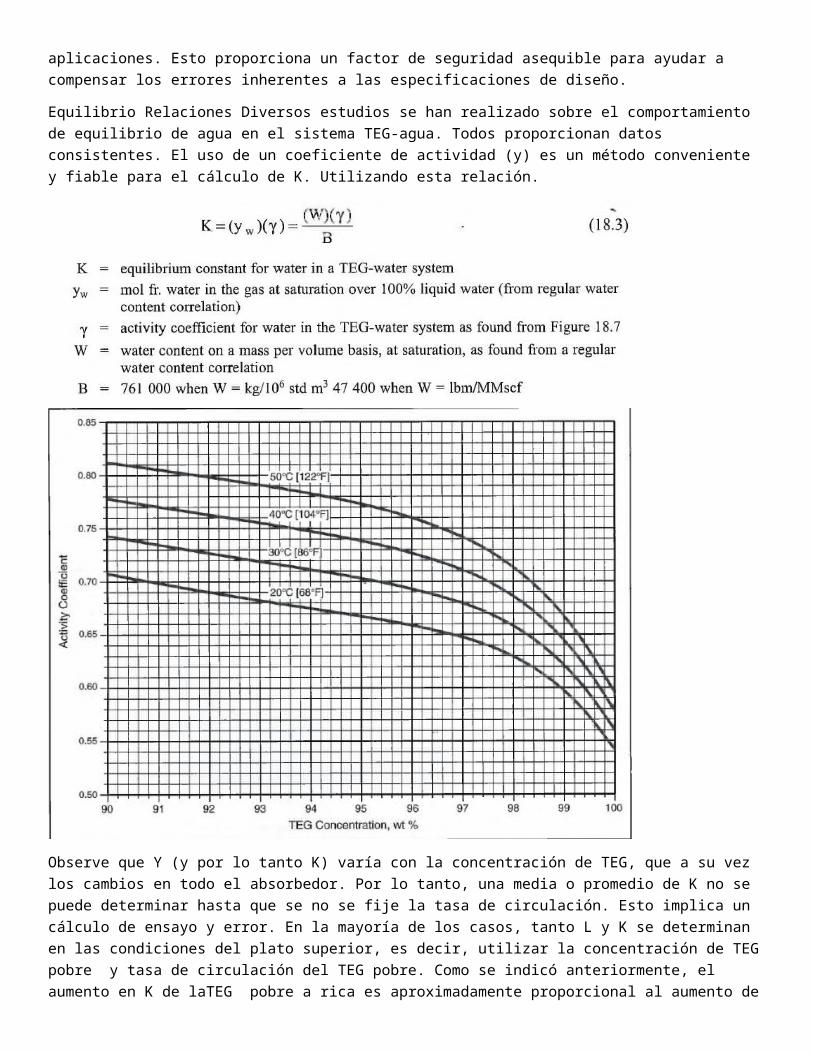
Equilibrio Relaciones Diversos estudios se han realizado sobre el comportamiento de equilibrio de agua en el sistema TEG-agua. Todos proporcionan datos consistentes. El uso de un coeficiente de actividad (y) es un método conveniente y fiable para el cálculo de K. Utilizando esta relación.
Observe que Y (y por lo tanto K) varía con la concentración de TEG, que a su vez los cambios en todo el absorbedor. Por lo tanto, una media o promedio de K no se puede determinar hasta que se no se fije la tasa de circulación. Esto implica un cálculo de ensayo y error. En la mayoría de los casos, tanto L y K se determinan en las condiciones del plato superior, es decir, utilizar la concentración de TEG pobre y tasa de circulación del TEG pobre. Como se indicó anteriormente, el aumento en K de laTEG pobre a rica es aproximadamente proporcional al aumento de L / V, por lo que el factor de absorsion (A = L / VK) permanece relativamente sin cambios a lo largo del absorbedor.
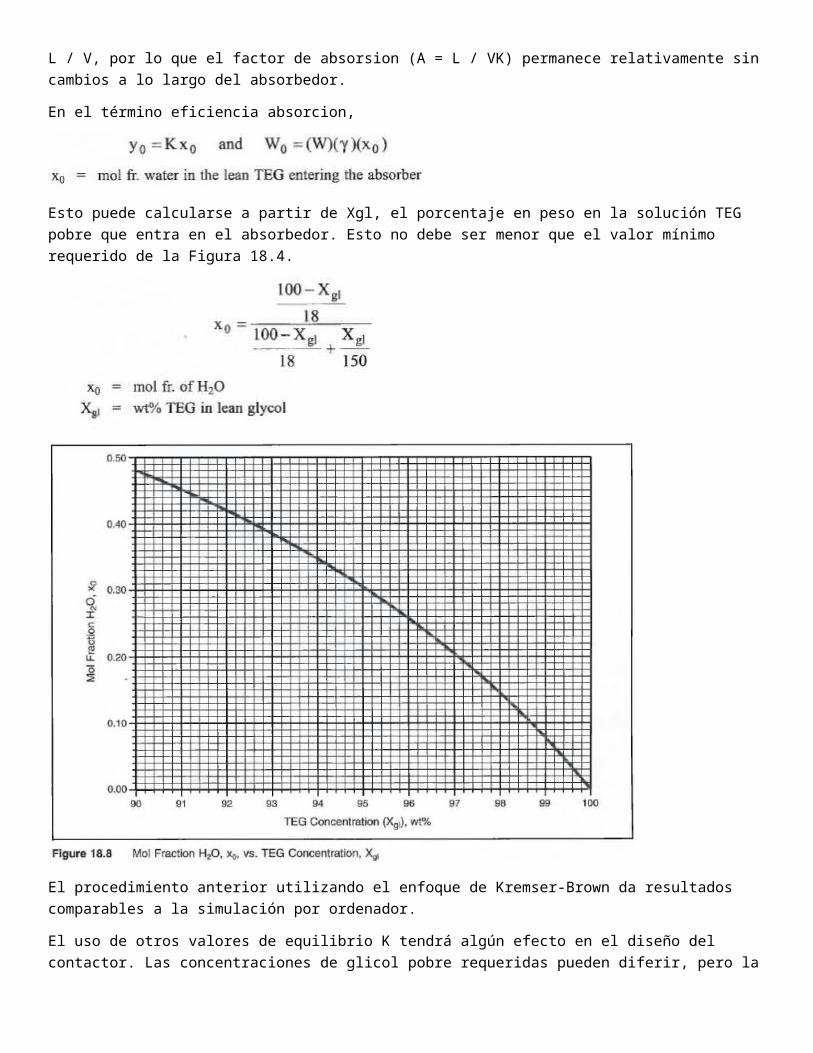
En el término eficiencia absorcion,
Esto puede calcularse a partir de Xgl, el porcentaje en peso en la solución TEG pobre que entra en el absorbedor. Esto no debe ser menor que el valor mínimo requerido de la Figura 18.4.
El procedimiento anterior utilizando el enfoque de Kremser-Brown da resultados comparables a la simulación por ordenador.
El uso de otros valores de equilibrio K tendrá algún efecto en el diseño del contactor. Las concentraciones de glicol pobre requeridas pueden diferir, pero la diferencia es normalmente menor que el error aleatorio en las especificaciones del proceso y es estadísticamente insignificante.
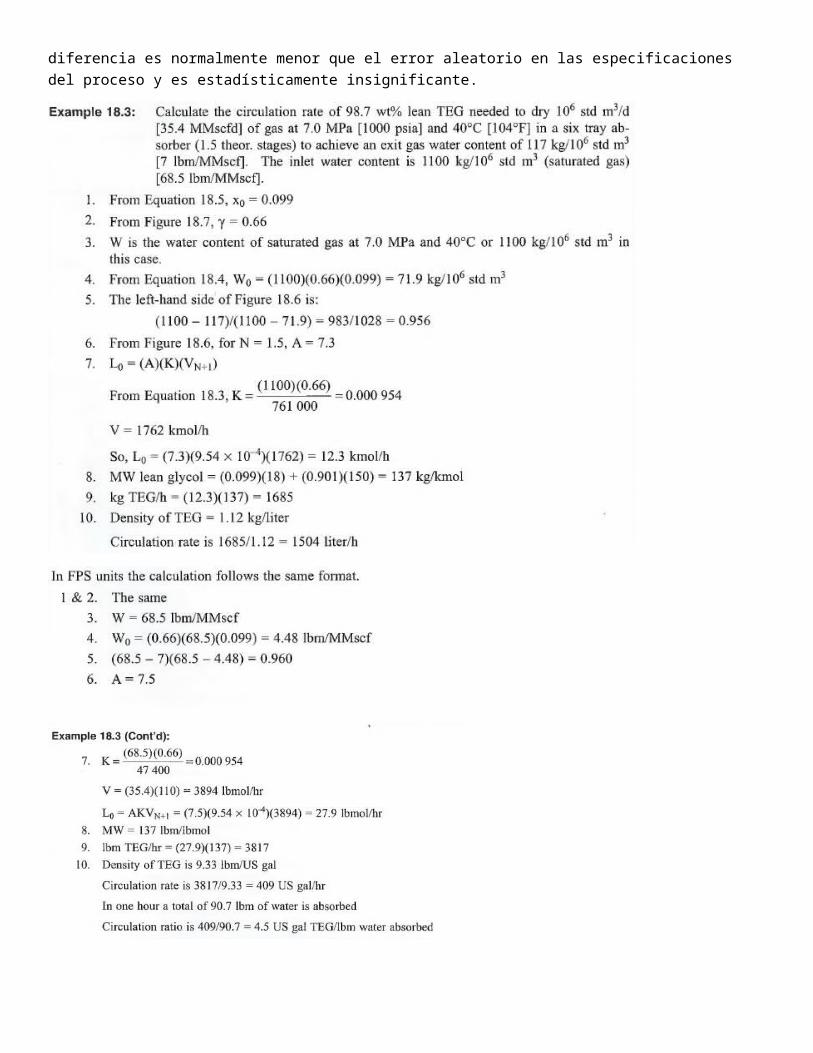
Al utilizar el método Kremser-Brown, los términos V y L deben expresarse en unidades molares. Esto requiere el cálculo de la MW de la solución de TEG. El peso molecular de una solución TEG-agua puede calcularse como sigue:
MW = 18xo + 150 (1- xo)
La tasa de circulación real utilizada en las unidades puede ser diferente de este, porque las condiciones de funcionamiento siempre difieren en algún grado de las especificados en el diseño. Además, las bombas de circulación del TEG vienen en capacidades discretas. Es una práctica de sonido para seleccionar otros componentes basados en la capacidad de la bomba de circulación.
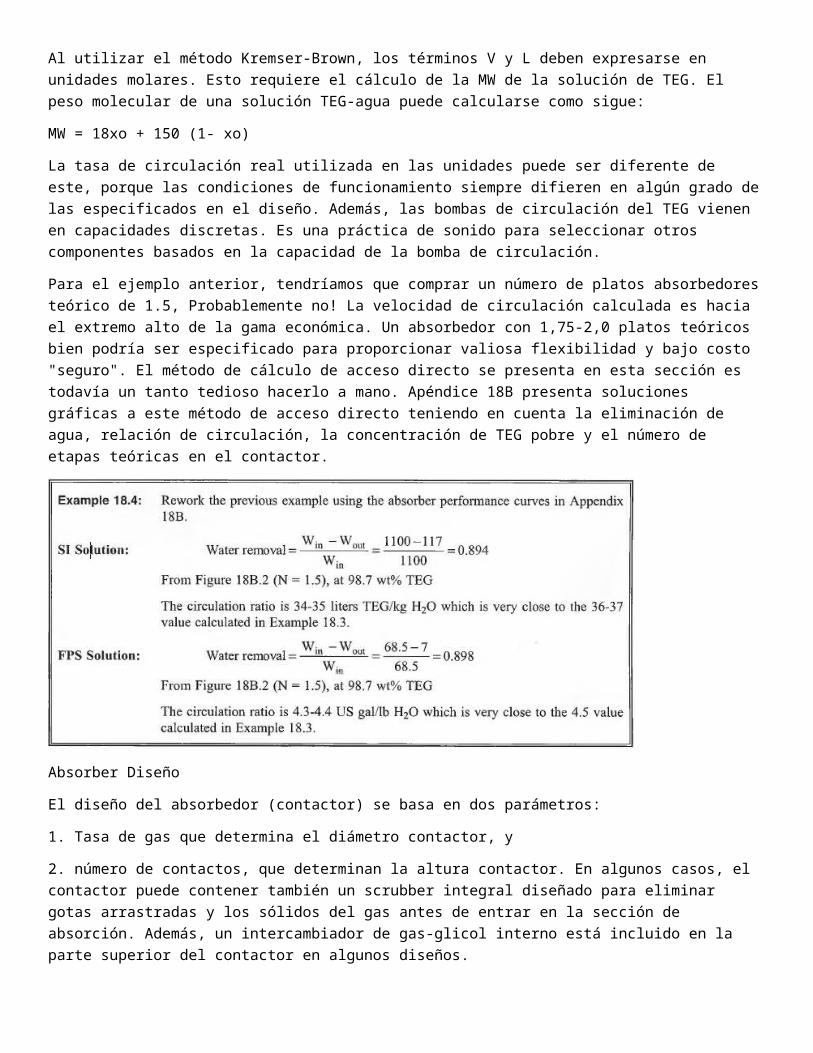
Para el ejemplo anterior, tendríamos que comprar un número de platos absorbedores teórico de 1.5, Probablemente no! La velocidad de circulación calculada es hacia el extremo alto de la gama económica. Un absorbedor con 1,75-2,0 platos teóricos bien podría ser especificado para proporcionar valiosa flexibilidad y bajo costo "seguro". El método de cálculo de acceso directo se presenta en esta sección es todavía un tanto tedioso hacerlo a mano. Apéndice 18B presenta soluciones gráficas a este método de acceso directo teniendo en cuenta la eliminación de agua, relación de circulación, la concentración de TEG pobre y el número de etapas teóricas en el contactor.
Absorber Diseño
El diseño del absorbedor (contactor) se basa en dos parámetros:
1. Tasa de gas que determina el diámetro contactor, y
2. número de contactos, que determinan la altura contactor. En algunos casos, el contactor puede contener también un scrubber integral diseñado para eliminar gotas arrastradas y los sólidos del gas antes de entrar en la sección de absorción. Además, un intercambiador de gas-glicol interno está incluido en la parte superior del contactor en algunos diseños.
El diámetro del contactor depende casi exclusivamente de la tasa de gas y es prácticamente independiente de la tasa de glicol. Esto es debido a las bajas cargas de líquido empleadas en contactores de glicol. Dos tipos de contactores internos se utilizan en sistemas de glicol - bandejas (generalmente casquete de burbujeo) y el embalaje (generalmente estructurado).
Bandejas Bubble cap(casquete de burbujeo) se han utilizado históricamente en los sistemas de TEG. Este fue sin duda el caso hasta mediados de 1980. Desde entonces, muchos contactores se han instalado con relleno estructurado. Esto es principalmente debido a la capacidad de manejo de gas superior del relleno estructurado con relación a las bandejas. Bandejas tubo de turbulencia, una tecnología patentada de Shell, se han introducido recientemente. Shell afirma significativos aumentos de la capacidad más de relleno estructurado. Cuando se utilizan contactores en bandejas, bubble caps se prefieren sobre los otros tipos de bandejas (de la válvula y tamiz) debido a su relación de reducción más alta y, en general una mejor eficiencia a bajas tasas de líquidos. Del mismo modo, cuando se emplea un contactor lleno, se prefiere el relleno estructurado sobre empaquetamiento aleatorio debido a su mayor capacidad, mejor cobertura y un rendimiento superior a las bajas tasas de líquidos. Embalaje aleatoria se utiliza a veces en pequeños contactores de diámetro (menos de 0,6 m [24 de]) para mayor comodidad.
Diámetro del contactor
Como se dijo anteriormente, el diámetro de un contactor de glicol se determina casi exclusivamente por el tipo de gas. Si un contactor está operando cerca de las inyecciones, los cambios en la tasa de glicol pueden tener un efecto notable en el arrastre del glicol, pero para fines de diseño de la tasa de líquido normalmente no es un factor en el tamaño absorbedor.
El cálculo del diámetro puede proceder de dos maneras. El primer método emplea la Souders Ecuación Brown (Ecuación 11.11), utiliza con frecuencia para separadores de tamaño.
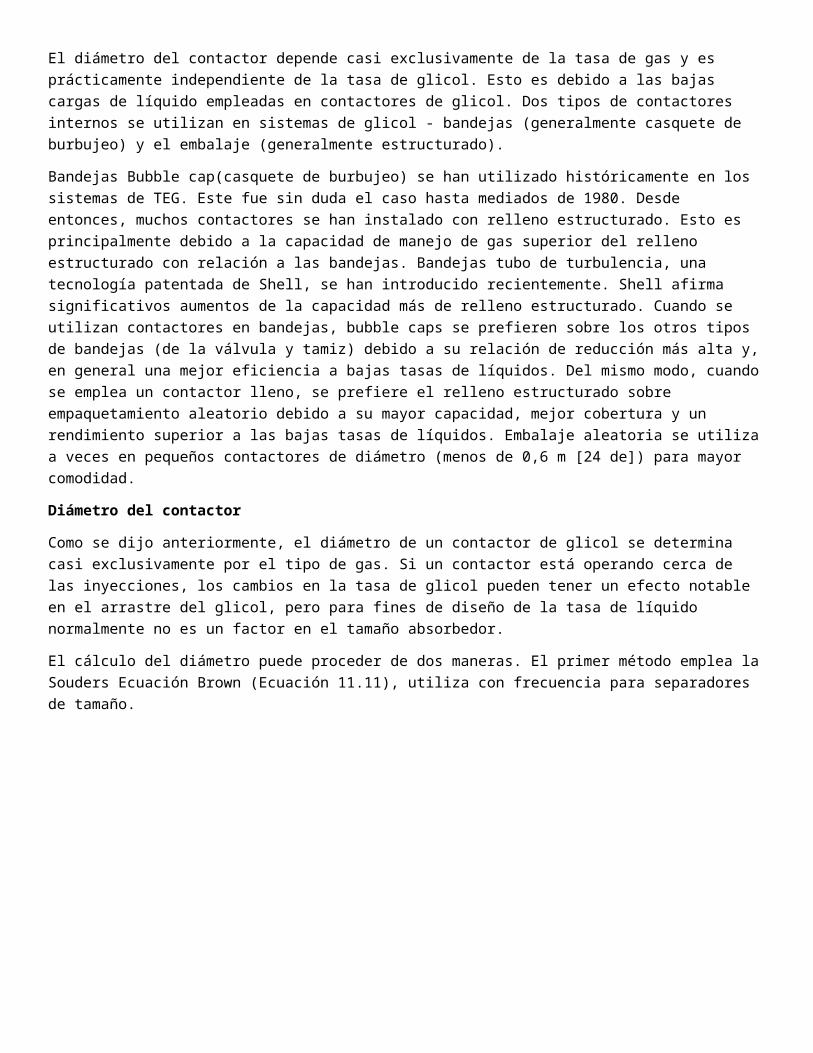
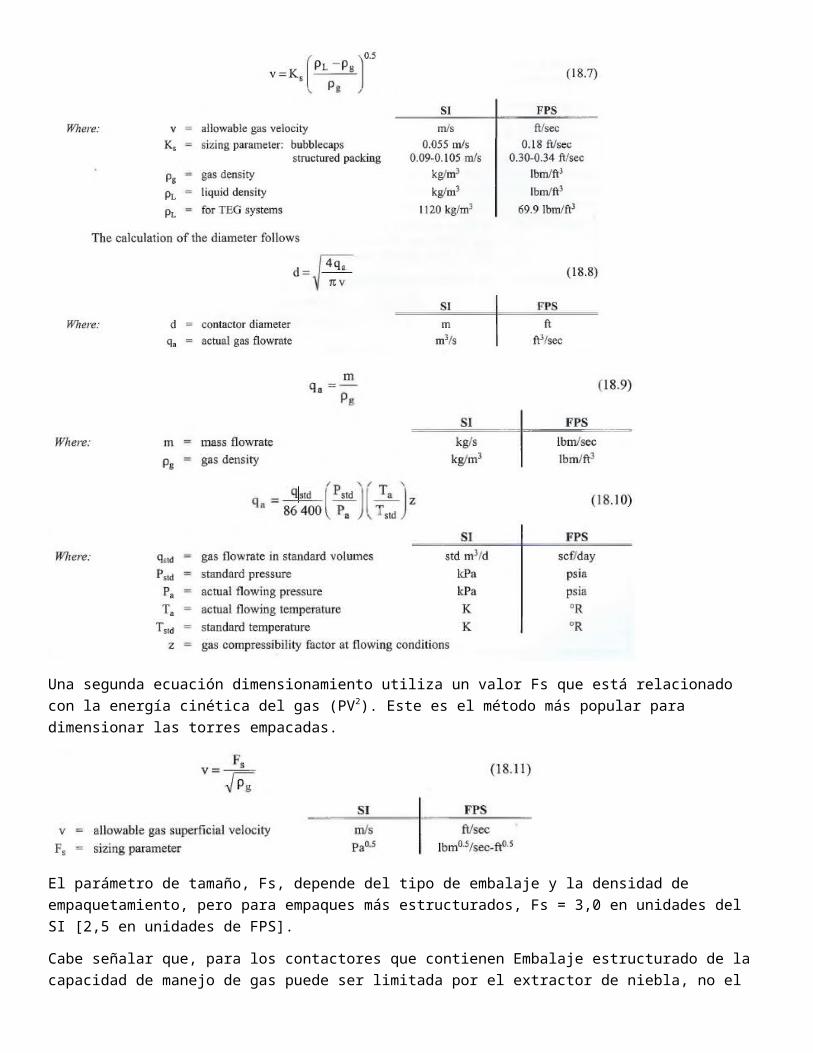
Una segunda ecuación dimensionamiento utiliza un valor Fs que está relacionado con la energía cinética del gas (PV2). Este es el método más popular para dimensionar las torres empacadas.
El parámetro de tamaño, Fs, depende del tipo de embalaje y la densidad de empaquetamiento, pero para empaques más estructurados, Fs = 3,0 en unidades del SI [2,5 en unidades de FPS].
Cabe señalar que, para los contactores que contienen Embalaje estructurado de la capacidad de manejo de gas puede ser limitada por el extractor de niebla, no el embalaje. Esto es particularmente cierto cuando la viscosidad glicol supera 15-20 cp. Este es el intervalo de viscosidad aproximada de TEG a 32-38 ° C [90-100 ° F]. En un diseño actual, es una práctica de ingeniería adecuada para el tamaño del contactor para un caudal de gas de 20-30% más alta que la tasa esperada. Esta contingencia proporciona capacidad contactor para cambios en el caudal y la presión y para los ingenieros de yacimientos pesimistas.
Altura Contactor
La altura contactor se determina por el número de contactos de equilibrio requeridos y la eficiencia de la transferencia de masa. Para contactores en bandejas la conversión de etapas de equilibrio a bandejas reales se lleva a cabo mediante el uso de una eficiencia de bandeja. La eficiencia de la bandeja es medida de la aproximación al equilibrio, y puede calcularse a partir de ya sea en fase de vapor o composiciones de fase líquida.
La eficiencia total de los platos se define como sigue:
Para contactores glicol utilizando platos de campana burbuja general suele oscilar entre el 25-30%. (Esto es equivalente a un Murphree eficiencia de la placa de aproximadamente 45-50%). Para la mayoría de los cálculos de ingeniería una eficiencia global de la bandeja del 25% dará resultados satisfactorios.
Se recomienda una distancia mínima de 610 mm [24 in]. Es esencial que una espuma estable no llena el espacio de gas entre las bandejas para evitar la pérdida excesiva de glicol. Esta separación también permite un nivel de líquido adecuado en los tubos de descenso.
Diseño hidráulico de la bandeja es crítica debido a la velocidad de circulación baja. El líquido puede pasar por alto las tapas o válvulas en algunas zonas de la bandeja, ineficaz contacto gas-líquido puede ocurrir con bajas velocidades de gas, y los niveles de líquido en la bandeja pueden ser inestables. En situaciones como ésta, el rendimiento de absorción puede variar notablemente con gas y la tasa de líquido. Una tasa mayor de líquido que el calculado puede ser necesario para proporcionar la eficiencia de la bandeja requerida. Se requiere un mínimo de longitud de vertedero 50% del diámetro de la torre para asegurar la distribución adecuada de líquido a través de la bandeja.
Para torres empacadas, las etapas de equilibrio se convierten a alturas de embalaje utilizando un HTU (Altura de una unidad de transferencia) o HETP (altura equivalente a un plato teórico (etapas )).
HETP y HTU son conceptos relacionados y dependen principalmente de las propiedades de los gases y líquidos, gas y las tasas de líquido, así como las características de la superficie y la densidad de la empaquetadura.
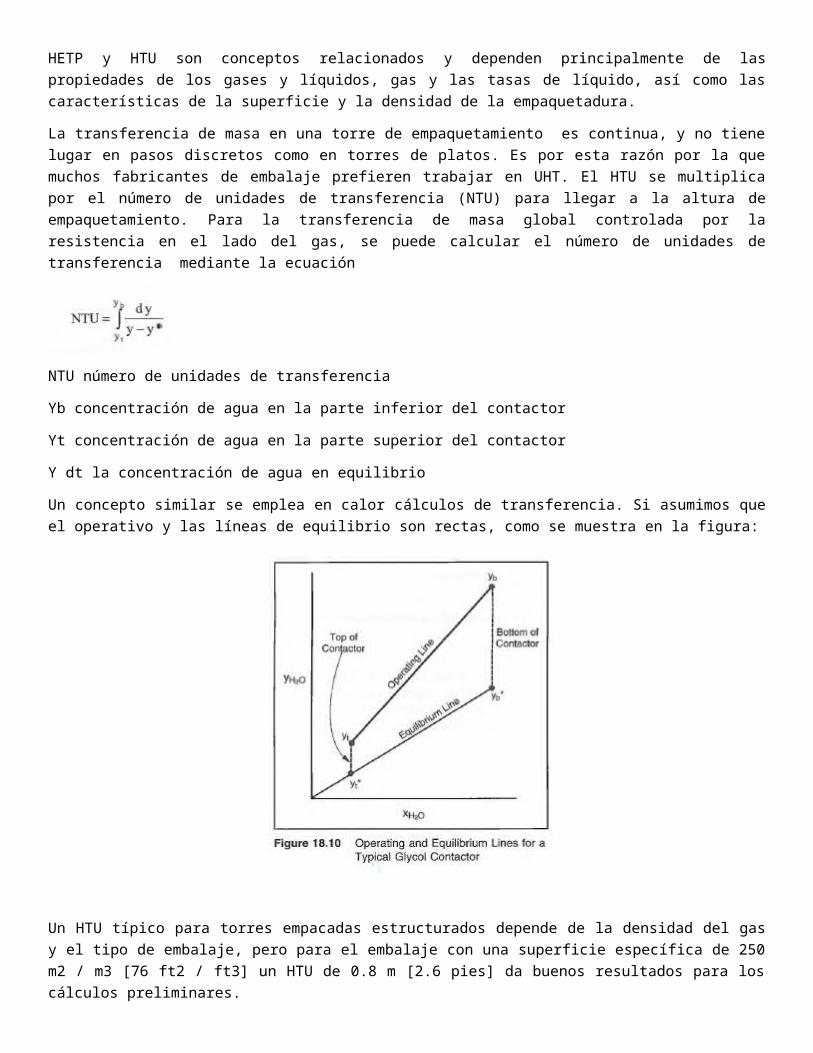
La transferencia de masa en una torre de empaquetamiento es continua, y no tiene lugar en pasos discretos como en torres de platos. Es por esta razón por la que muchos fabricantes de embalaje prefieren trabajar en UHT. El HTU se multiplica por el número de unidades de transferencia (NTU) para llegar a la altura de empaquetamiento. Para la transferencia de masa global controlada por la resistencia en el lado del gas, se puede calcular el número de unidades de transferencia mediante la ecuación
NTU número de unidades de transferencia
Yb concentración de agua en la parte inferior del contactor
Yt concentración de agua en la parte superior del contactor
Y dt la concentración de agua en equilibrio
Un concepto similar se emplea en calor cálculos de transferencia. Si asumimos que el operativo y las líneas de equilibrio son rectas, como se muestra en la figura:
Un HTU típico para torres empacadas estructurados depende de la densidad del gas y el tipo de embalaje, pero para el embalaje con una superficie específica de 250 m2 / m3 [76 ft2 / ft3] un HTU de 0.8 m [2.6 pies] da buenos resultados para los cálculos preliminares.
A pesar de la superioridad técnica de laHTU / NTU acercarse a muchas empresas siguen utilizando el Método HETP / NTS.
NTS representa el número de etapas teóricas y es idéntico a los valores de "N" en las ecuaciones. A pesar de que la transferencia de masa en torres de relleno es el método HETP / NTS continua es más común.
La relación entre NTS y NTU puede estimarse a partir de la Ecuación
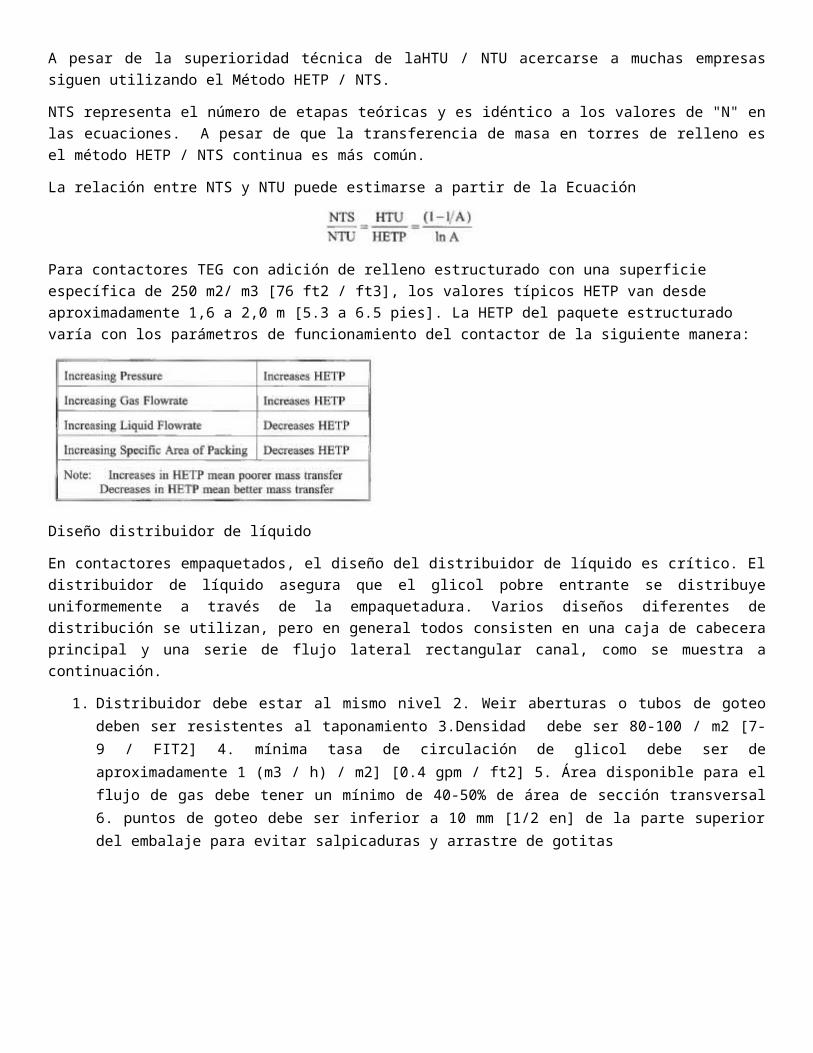
Para contactores TEG con adición de relleno estructurado con una superficie específica de 250 m2/ m3 [76 ft2 / ft3], los valores típicos HETP van desde aproximadamente 1,6 a 2,0 m [5.3 a 6.5 pies]. La HETP del paquete estructurado varía con los parámetros de funcionamiento del contactor de la siguiente manera:
Diseño distribuidor de líquido
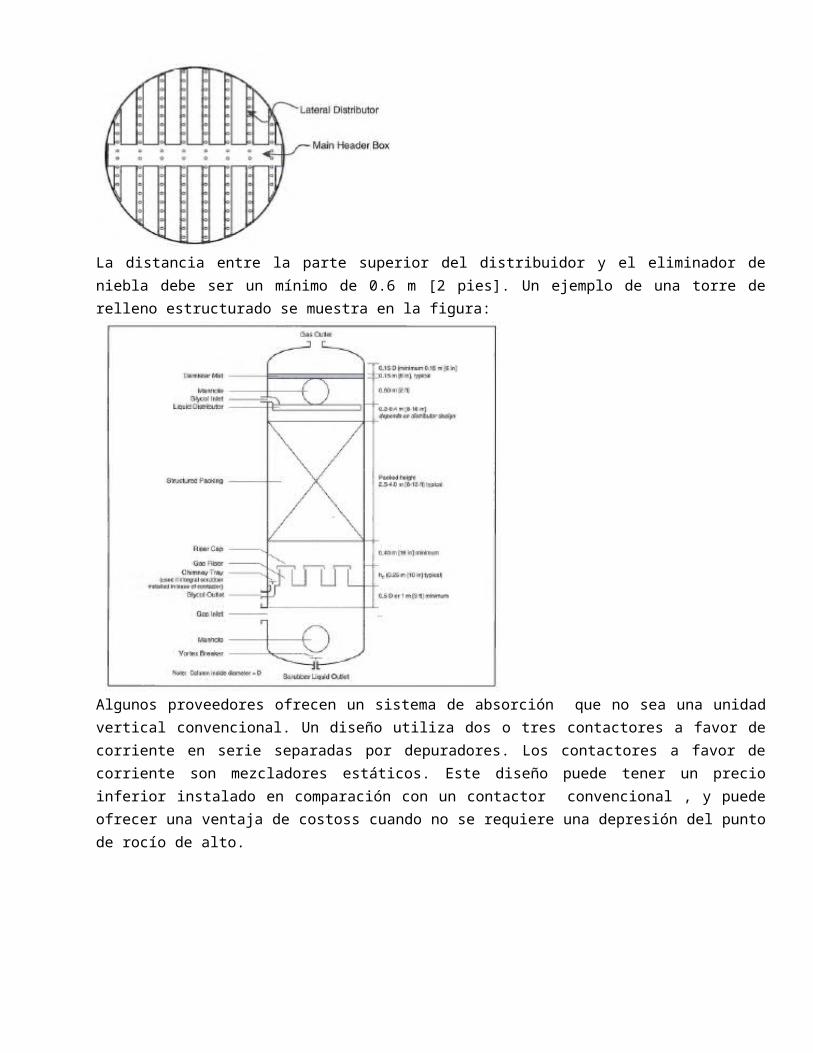
En contactores empaquetados, el diseño del distribuidor de líquido es crítico. El distribuidor de líquido asegura que el glicol pobre entrante se distribuye uniformemente a través de la empaquetadura. Varios diseños diferentes de distribución se utilizan, pero en general todos consisten en una caja de cabecera principal y una serie de flujo lateral rectangular canal, como se muestra a continuación.
1. Distribuidor debe estar al mismo nivel 2. Weir aberturas o tubos de goteo deben ser resistentes al taponamiento 3.Densidad debe ser 80-100 / m2 [7-9 / FIT2] 4. mínima tasa de circulación de glicol debe ser de aproximadamente 1 (m3 / h) / m2] [0.4 gpm / ft2] 5. Área disponible para el flujo de gas debe tener un mínimo de 40-50% de área de sección transversal 6. puntos de goteo debe ser inferior a 10 mm [1/2 en] de la parte superior del embalaje para evitar salpicaduras y arrastre de gotitas
La distancia entre la parte superior del distribuidor y el eliminador de niebla debe ser un mínimo de 0.6 m [2 pies]. Un ejemplo de una torre de relleno estructurado se muestra en la figura:
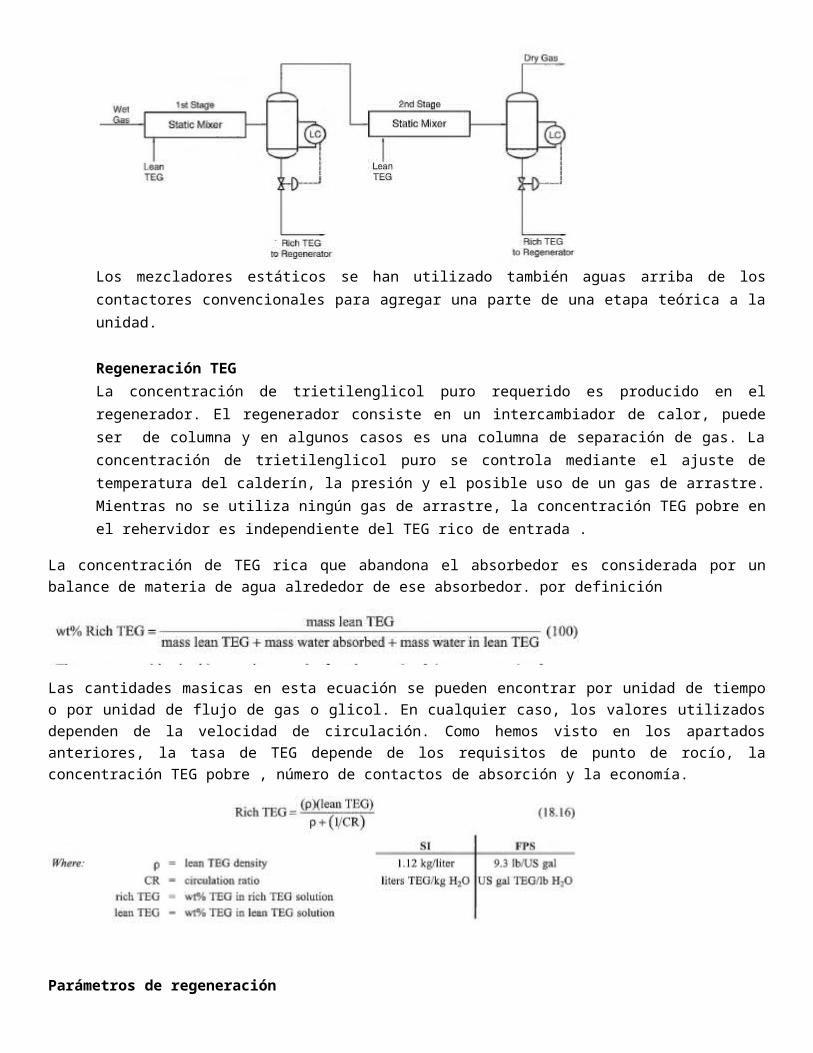
Algunos proveedores ofrecen un sistema de absorción que no sea una unidad vertical convencional. Un diseño utiliza dos o tres contactores a favor de corriente en serie separadas por depuradores. Los contactores a favor de corriente son mezcladores estáticos. Este diseño puede tener un precio inferior instalado en comparación con un contactor convencional , y puede ofrecer una ventaja de costoss cuando no se requiere una depresión del punto de rocío de alto.
Los mezcladores estáticos se han utilizado también aguas arriba de los contactores convencionales para agregar una parte de una etapa teórica a la unidad.
Regeneración TEGLa concentración de trietilenglicol puro requerido es producido en el regenerador. El regenerador consiste en un intercambiador de calor, puede ser de columna y en algunos casos es una columna de separación de gas. La concentración de trietilenglicol puro se controla mediante el ajuste de temperatura del calderín, la presión y el posible uso de un gas de arrastre. Mientras no se utiliza ningún gas de arrastre, la concentración TEG pobre en el rehervidor es independiente del TEG rico de entrada .
La concentración de TEG rica que abandona el absorbedor es considerada por un balance de materia de agua alrededor de ese absorbedor. por definición
Las cantidades masicas en esta ecuación se pueden encontrar por unidad de tiempo o por unidad de flujo de gas o glicol. En cualquier caso, los valores utilizados dependen de la velocidad de circulación. Como hemos visto en los apartados anteriores, la tasa de TEG depende de los requisitos de punto de rocío, la concentración TEG pobre , número de contactos de absorción y la economía.
Parámetros de regeneración
Debido a que la regeneración se lleva a cabo cerca de la presión atmosférica, en condiciones de atmósfera esencialmente ideales, el cálculo es de rutina. Figura 18.12 se ha calculado para predecir el rendimiento del regenerador. ™
El mínimo % en peso TEG pobre en la abscisa superior se encuentra en la Figura 18.4. El% en peso de TEG rico en la abscisa inferior se encuentra partir de la ecuación 18.16. Las líneas diagonales en la parte inferior izquierda de la figura 18.12 representan diversas cantidades de gas de arrastre para las unidades donde la separación se roció en el rehervidor.
Se muestran tres líneas de temperatura. Cuando las concentraciones son elevadas deseado; la especificación de 204 ° C [400 ° F] es normal a menos que el gas que se está deshidratado contiene oxígeno. Esto es cerca de la temperatura de descomposición térmica (en el aire). En el caso habitual en el que el oxígeno gas natural libre, el uso de 204 ° C [400 ° F] ha demostrado satisfactoria.
Las líneas diagonales en la parte superior derecha en la figura 18.12 representan el efecto de la presión de regeneración en mmHg.
A menos que se está utilizando un vacío, es habitual utilizar la línea de 760 mm de Hg durante los cálculos de diseño.
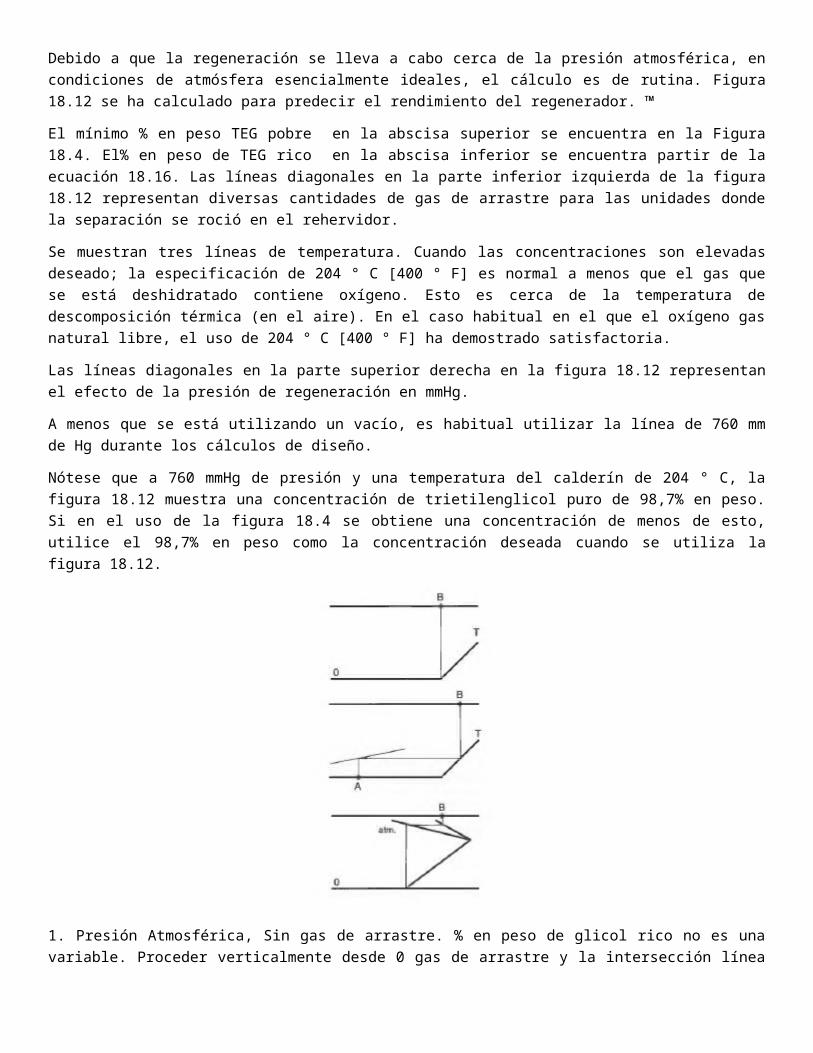
Nótese que a 760 mmHg de presión y una temperatura del calderín de 204 ° C, la figura 18.12 muestra una concentración de trietilenglicol puro de 98,7% en peso. Si en el uso de la figura 18.4 se obtiene una concentración de menos de esto, utilice el 98,7% en peso como la concentración deseada cuando se utiliza la figura 18.12.
1. Presión Atmosférica, Sin gas de arrastre. % en peso de glicol rico no es una variable. Proceder verticalmente desde 0 gas de arrastre y la intersección línea de temperatura. Vas a leer el 98,7% en peso de TEG a 204 ° C; 98,4% en peso a 193 ° C.
2. La presión atmosférica, gas de arrastre.a. Proceda verticalmente desde B a la línea de temperatura yluego horizontalmente.b. Proceder verticalmente desde A.c. Intersección de dos líneas de A y B corrige cantidadde gas de arrastre.
3. Vacío, Sin gas de arrastre.a. Proceda verticalmente desde la intersección de la línea de gas 0y la línea de la temperatura a la línea atmosférica (760mmHg).b. Proceder horizontalmente desde el punto en (a) para presionar línea necesaria para fijar el valor del punto B.
FIGURA 18.12 PÁG. 359
Como regla general, el vacío se evita a menos que sea necesario para simplificar la operación de la unidad. Las bombas de vacío pueden ser una molestia y el aire (oxígeno) de ingreso acelera la degradación del glicol. Un eyector puede ser utilizado para producir vacío necesario en las circunstancias adecuadas.
Figura 18.12 se basa en 1 etapa de equilibrio en el regenerador. La mayoría de los regeneradores contendrán más de 1 etapa de equilibrio, en particular si una columna de separación se instala entre el intercambiador de calor y tanque de compensación. La figura 18.13 muestra la concentración de TEG pobre vs la tasa de gas de arrastre para instalaciones que emplean una columna de separación. En la figura 18.13, "N" se refiere al número de etapas teóricas en la columna de extracción. El HETP aproximado en la columna de extracción es de 0.8 m [2.7 pies] de 5/8 en los anillos del féretro y 0.4 m [1.3 pies] para estructurado embalaje / 75 '^
Las tasas de gas de arrastre rara vez superan los 75 m3 (std) / m3 TEG [10 pc / gal] a menos que se requieren concentraciones TEG pobre superiores a 99,99% en peso. Si se requieren estas concentraciones, un diseño alternativo, como DRIZO® o un sistema de adsorción también debe ser considerado.
REHERVIDOR
La entrada de calor al regenerador se proporciona en el calderín. La fuente de calor se suele emplear fuego directo con los tubos de fuego sumergidos en un baño de glicol. Otras fuentes de calor incluyen el aceite caliente (u otro fluido de transferencia de calor) de vapor, o calentamiento por resistencia eléctrica.
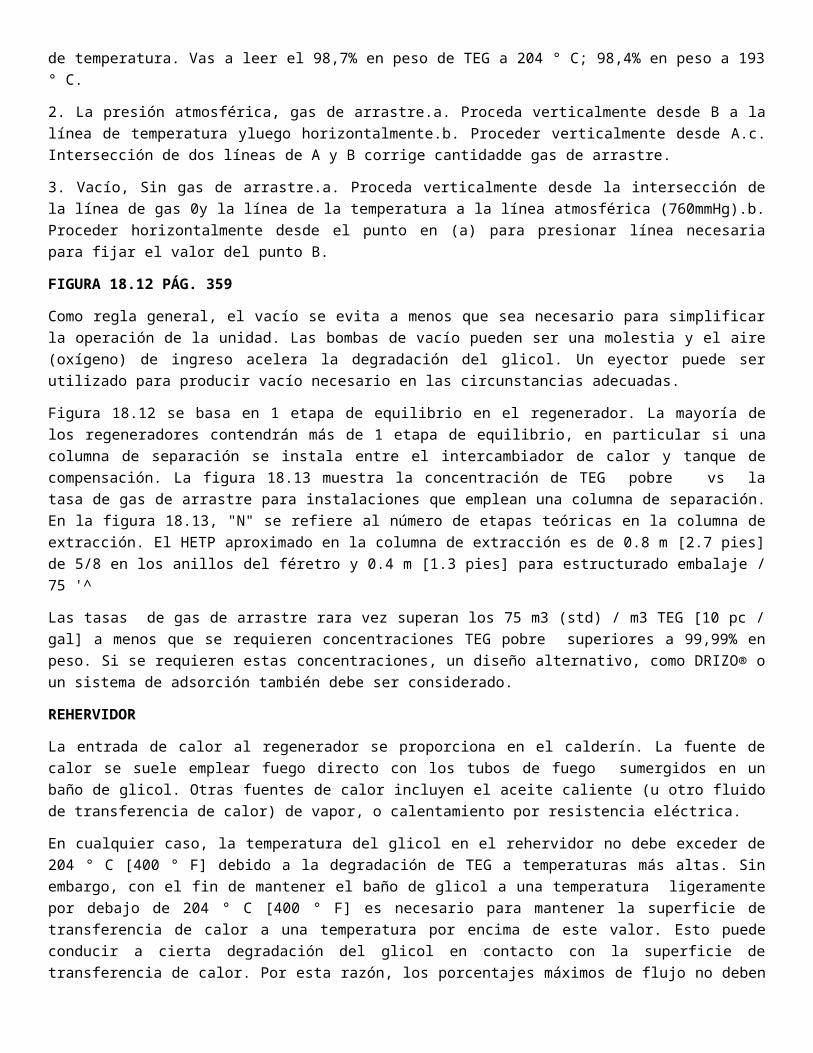
En cualquier caso, la temperatura del glicol en el rehervidor no debe exceder de 204 ° C [400 ° F] debido a la degradación de TEG a temperaturas más altas. Sin embargo, con el fin de mantener el baño de glicol a una temperatura ligeramente por debajo de 204 ° C [400 ° F] es necesario para mantener la superficie de transferencia de calor a una temperatura por encima de este valor. Esto puede conducir a cierta degradación del glicol en contacto con la superficie de transferencia de calor. Por esta razón, los porcentajes máximos de flujo no deben excederse. Estas tasas de flujo, a su vez, se establecen teniendo en cuenta el área de transferencia de calor.
La mayoría de los hervidores de glicol deben mantener la temperatura del baño cerca de 204 ° C [400 ° F], las temperaturas más bajas pueden reducir la degradación pero resultar en concentraciones inferiores trietilenglicol puro que, a su vez, requieren mayores tasas de circulación o mayores tasas de gas de arrastre.
Los efectos de presión sobre el funcionamiento del regenerador no suelen apreciarse plenamente. Concentraciones TEG pobre se reducen por la contrapresión en el regenerador. Típica contrapresión para ventilar a un sistema LP de fuego o sistema de condensador puede ser tanto como 3,5-7 kPa [0,5 a 1 psi]. Para un regenerador que funciona a 204 ° C [400 ° F] sin gas de arrastre, el efecto de la presión en la concentración de TEG pobre es de aproximadamente 0,014% en peso / kPa [0,1% en peso / psi].
La potencia del hervidor depende de la relación de tasa de circulación de trietilenglicol (TEG litros / H20 [gal TEG / lbm H20]), la eficiencia del intercambiador de TEG-rica pobre, la relación de reflujo, despojando las tasas de gas y la eficacia del aislamiento. Balances térmicos indican que un rehervidor debe de 250-300 kJ / litro requerido [900-1075 Btu / EE.UU. gal]. La potencia del hervidor en realidad se debe dimensionar para entregar 130-140% del calor para el funcionamiento, las pérdidas de aislamiento, etc. Un valor de cálculo de 400 kJ / litro [1430 Btu / US gal] típicamente proporcionaremos entrada de calor suficiente flexibilidad para satisfacer cualquier condición de funcionamiento esperado. La potencia del hervidor siempre debe ser dimensionado en base a la capacidad de la bomba de circulación, no las tasas de circulación previstos.
COLUMNA DESPOJADORA
La columna despojadora es la porción "fraccionador" del regenerador. La columna se puede empaquetar. Las columnas despojadoras son más comunes y el empaquetamiento es típicamente un relleno aleatorio como el acero inoxidable de anillos ranurados. Tamaños de empaquetamiento van desde 16 mm [5/8 en] a 51 mm [2 en] dependiendo del tamaño de empaquetamiento de la columna, entre más grande sea el empaquetamiento el diámetro es mayor.
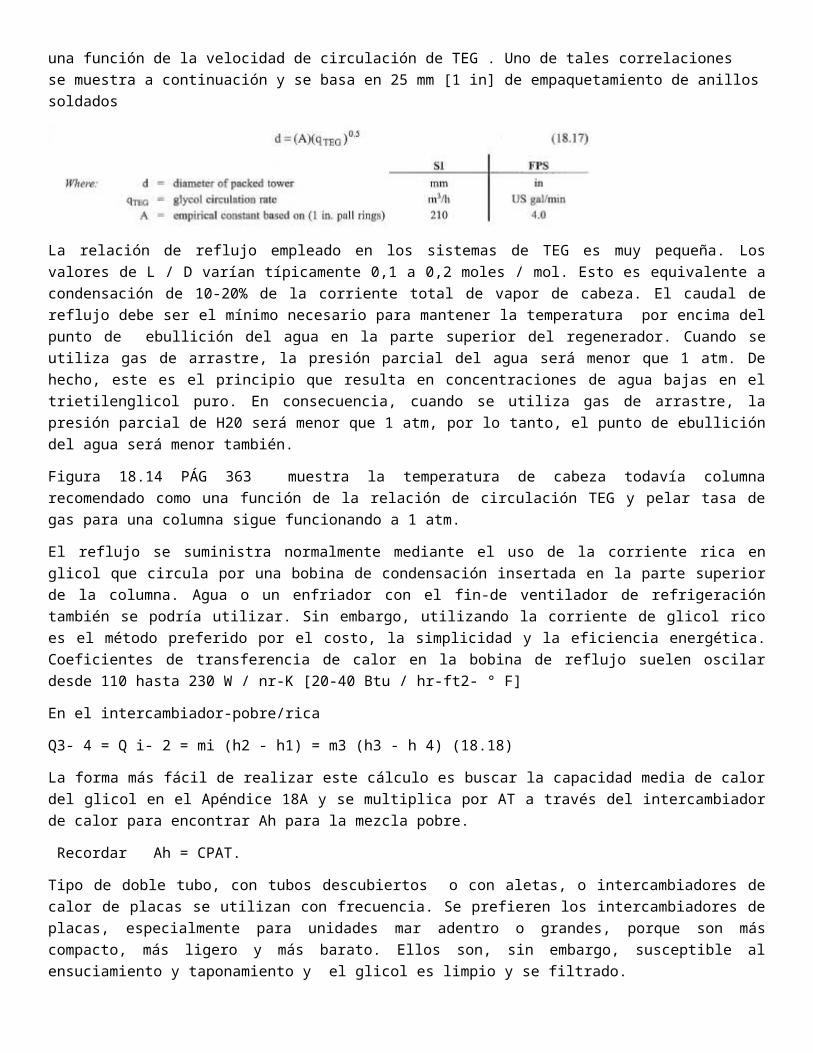
La columna todavía está dimensionado en base a correlaciones . Dado que la carga de vapor a menudo está vinculada a la tasa de circulación de glicol muchas correlaciones se han desarrollado para estimar el diámetro de la columna como una función de la velocidad de circulación de TEG . Uno de tales correlaciones se muestra a continuación y se basa en 25 mm [1 in] de empaquetamiento de anillos soldados
La relación de reflujo empleado en los sistemas de TEG es muy pequeña. Los valores de L / D varían típicamente 0,1 a 0,2 moles / mol. Esto es equivalente a condensación de 10-20% de la corriente total de vapor de cabeza. El caudal de reflujo debe ser el mínimo necesario para mantener la temperatura por encima del punto de ebullición del agua en la parte
superior del regenerador. Cuando se utiliza gas de arrastre, la presión parcial del agua será menor que 1 atm. De hecho, este es el principio que resulta en concentraciones de agua bajas en el trietilenglicol puro. En consecuencia, cuando se utiliza gas de arrastre, la presión parcial de H20 será menor que 1 atm, por lo tanto, el punto de ebullición del agua será menor también.
Figura 18.14 PÁG 363 muestra la temperatura de cabeza todavía columna recomendado como una función de la relación de circulación TEG y pelar tasa de gas para una columna sigue funcionando a 1 atm.
El reflujo se suministra normalmente mediante el uso de la corriente rica en glicol que circula por una bobina de condensación insertada en la parte superior de la columna. Agua o un enfriador con el fin-de ventilador de refrigeración también se podría utilizar. Sin embargo, utilizando la corriente de glicol rico es el método preferido por el costo, la simplicidad y la eficiencia energética. Coeficientes de transferencia de calor en la bobina de reflujo suelen oscilar desde 110 hasta 230 W / nr-K [20-40 Btu / hr-ft2- ° F]
En el intercambiador-pobre/rica
Q3- 4 = Q i- 2 = mi (h2 - h1) = m3 (h3 - h 4) (18.18)
La forma más fácil de realizar este cálculo es buscar la capacidad media de calor del glicol en el Apéndice 18A y se multiplica por AT a través del intercambiador de calor para encontrar Ah para la mezcla pobre.
Recordar Ah = CPAT.
Tipo de doble tubo, con tubos descubiertos o con aletas, o intercambiadores de calor de placas se utilizan con frecuencia. Se prefieren los intercambiadores de placas, especialmente para unidades mar adentro o grandes, porque son más compacto, más ligero y más barato. Ellos son, sin embargo, susceptible al ensuciamiento y taponamiento y el glicol es limpio y se filtrado.
Algunas unidades de deshidratación pequeñas utilizan una bobina en el tambor de compensación para intercambiar calor entre la corriente de glicol rica y pobre. No sólo las bobinas están limitadas en superficie pero los valores en general 'U' tienden a ser bajos. Como resultado, no pueden ser adecuados para aplicaciones en las que el calor del hervidor disponible es limitado. También pueden no enfriar el glicol pobre adecuadamente para cumplir con el límite de temperatura de la bomba. Sólo deben ser considerados para unidades compactas pequeñas que tienen un deber calderín inferior a 150 kW [500 MBtu / hr].
ENFRIADOR GLYCOL POBRE
Se requiere un enfriador de glicol final de modo que el glicol pobre a entrar en la parte superior de la contactor se enfría a 5-10 ° C [9-18 ° F] de la temperatura del gas que entra en la bandeja superior. El glicol pobre a menudo se enfría con un intercambiador de calor gas-glicol pobre. Intercambiadores de Gas-glicol son baratos y compactos, pero la temperatura TEG pobre puede aumentar a niveles inaceptables en tasa de gas bajas. Aunque el riesgo de aire o enfriadores por agua pueden sobre-enfriar el glicol pobre, a menudo se utilizan ya que el control de la temperatura del glicol es independiente del flujo de gas.
Si un intercambiador gas-glicol se utiliza no recomendamos el tipo que emplea una bobina integral en la parte superior de la columna de absorción debido a la transferencia de calor es menos eficiente y los problemas de inspección y mantenimiento.
FILTROS
Buena filtración es crítica. Se prefiere el tipo de flujo completo. Recomiendo dos filtros en paralelo, sin líneas de desvío, por lo que la filtración completa está asegurada.
Un elemento tejido de tela que es capaz de reducir los sólidos a aproximadamente 100 ppm en peso se prefiere. Generalmente Elementos de papel y fibra de vidrio han demostrado ser insatisfactorio. Tamaño del filtro en un sistema
de glicol correctamente operado debe ser 5-10 | im. Los tamaños más grandes (25-50 (xm) pueden ser necesarios durante el inicio
y en el servicio sucio.
Puede que sea imposible juzgar la eficacia de la filtración por el color. Incluso glicol bien filtrada a menudo será negro. Pero, la eliminación de la mayor parte de los sólidos reducirá la corrosión, taponamiento y depósitos en el intercambiador de calor, y puede reducir las pérdidas de formación de espuma. Buena filtración es fundamental para el rendimiento satisfactorio.
Es deseable medir la presión diferencial a través del filtro y cambiar los elementos cuando alcanza recomendado AP máxima del proveedor de filtros que a menudo es 170 kPa [25 psi].
Se recomienda el uso de un purificador de carbono corriente abajo del filtro a menudo. Esto puede producir glicol esencialmente blanco y agua. El mantenimiento de este color ha demostrado deseable porque tiende a aumentar la eficiencia de la deshidratación y minimizar la formación de espuma, una fuente importante de pérdida de glicol.
Los hidrocarburos aromáticos son a menudo presente en el glicol rico entrar en el regenerador y serán adsorbidos en el filtro de carbón. Estos componentes se alcanzan rápidamente el equilibrio de carga en el filtro de carbono aunque es probable que eventualmente son desplazados (en cierta medida) por los hidrocarburos más pesados. porque
de este alto contenido aromático, changeout de filtros de carbón requiere precauciones especiales para evitar la exposición innecesaria de los trabajadores a los componentes BTEX.
En algunas unidades, el filtro de carbón está instalado en la corriente de trietilenglicol puro, aguas arriba del contactor, para evitar la carga aromático significativo.
Carbón activado a partir de carbón se debe utilizar porque el carbón a base de madera tiende a romperse en uso. Este carbono puede ser colocado en un envase de metal o instalado como relleno en un recipiente. En cualquier caso, se necesitan buenas pantallas para evitar la pérdida de carbono en el sistema. Las partículas de carbono, al igual que el sulfuro de hierro,
tienden a promover una espuma estable.
Tambor de compensación
El tambor de compensación debe estar dimensionado para proporcionar lo siguiente:
• un tiempo de retención no menos de 20 minutos entre niveles bajos y normales, sobre la base de la velocidad de circulación de diseño;
° capacidad de retención de entre el nivel normal y de alto nivel;
° un plazo razonable de tiempo entre adiciones de glicol;
• volumen suficiente para aceptar el glicol drenado del calderín para permitir la reparación o inspección del serpentín tubo de fuego o calor.
A menudo se ventila a la rehervidor una pequeña cantidad de N2 o gas de purga de combustible seco a veces es necesario para evitar que vapor de agua del intercambiador de calor fluye a través de la línea de ventilación y ser absorbido por el glicol en el tambor de compensación. Si no se encuentra directamente debajo de la rehervidor, debe estar provisto de un suministro de gas de purga separado. También se deben tomar medidas a fin de facilitar:
• maquillaje del inventario de glicol de almacenamiento de glicol por medio manual o una bomba accionada por aire con una válvula de retención y el filtro;
• la adición de productos químicos para el recipiente de compensación del glicol, por ejemplo, para el control de pH, inhibición de la corrosión, etc.
Tanque de vaporización instantánea de glicol
El recipiente de vaporización instantánea de glicol se utiliza para eliminar hidrocarburos ligeros, C02 y / o H2S, que han sido absorbidos o arrastradas con el glicol, así como recuperar el gas gastado de bombas accionadas gas-glicol. También sirve para separar cualquier hidrocarburos líquidos desde el glicol para evitar que entren en el rehervidor y causando el ensuciamiento y la formación de espuma.
Tanto los compuestos de azufre y dióxido de carbono son muy solubles en agua y reaccionan en cierto grado con los glicoles. La desgasificación aguas arriba en el recipiente de vaporización instantánea del regenerador reduce su concentración un poco y ayuda a mitigar la corrosión en el regenerador. La desgasificación es más eficiente si el glicol se precalienta primero. Precalentamiento, a alrededor de 60 a 70 ° C [140-158 ° F] se hace a menudo para disminuir la viscosidad y facilitar la desgasificación. Cuando se usan bombas de gas-glicol alimentado, la presión de funcionamiento del recipiente de vaporización instantánea debe ser compatible con la presión máxima de escape de la bomba que es 15 por ciento de la presión de funcionamiento del contactor. Así, con 70 bar [1015 psia] contactor presión el recipiente de flash debe operar a una presión inferior a 10 bar [145 psia]. El recipiente flash no debe contener hidrocarburos líquidos. Desafortunadamente esto a menudo no es el caso debido a la mala separación de gas de entrada aguas arriba del contactor. Por lo tanto, es prudente para instalar una boquilla desnatadora de hidrocarburos, cubeta y el vertedero para recoger y separar el condensado líquido del glicol rico.
Bombas de glycol
Bombas de circulación de glicol pueden accionarse conelectricidad, gas, o gas-glicol alimentados. Las bombas deben ser dimensionados para proporcionar un mínimo de 25 por ciento del exceso de capacidad, y en servicios críticos se proporcionarán dos bombas de glicol, cada uno diseñado para trabajo del 100 por ciento.
Separación de entrada
Sin duda, la mayoría de los problemas de funcionamiento con sistemas de deshidratación de glicol son el resultado directo de tratamiento de gas de entrada inadecuado de aguas arriba del contactor. El separador de aguas arriba debe eliminar los hidrocarburos líquidos, agua líquida, sólidos, inibitors corrosión, etc. antes de la unidad de glicol. John Campbell Sr. dice "Usted no puede permitirse la deshidratación si no puede darse el lujo de colocar un separador eficaz en la entrada de gas." Una unidad de glicol es un sistema cerrado. Contaminantes no volátiles permanecen en el glicol y deben ser eliminados por filtración o purga.
Algunos de los contaminantes más nocivos son la sal y alto punto de ebullición de los hidrocarburos. Estos permanecen en el glicol. La sal precipita en el rehervidor, la columna still y los intercambiadores glicol rico/pobre. Esto puede causar obstrucciones aumentar la caída de presión y la disminución de caudales. En el intercambiador de calor, la sal puede cubrir el tubo de fuego causando puntos calientes y fallos tubo de fuego eventual.
Hidrocarburos pesados pueden causar "coque" en el rehervidor causando puntos calientes en el tubo de fuego y taponar las columnas still y de arrastre. Además, estos hidrocarburos quemados causan que el glicol se convieta en negro y promover la formación de espuma en el contactor, y causar cambio del filtro con frecuencia. Si los compuestos
de azufre están presentes en el gas, éstos se pueden combinar con los hidrocarburos pesados para formar un lodo corrosivo "que se acumula en el sistema.
Ciertamente, un separador impingent tamaño adecuado es el primer paso en la prevención de arrastre no deseado. Muchas unidades también utilizan separadores de coalescencia y / o recalentadores de filtro aguas abajo del separador primario. Con frecuencia, un intercambiador de calor diseñado para aumentar la temperatura del gas por 5 ° C [9 ° F] está instalado inmediatamente aguas arriba del contactor. Esto sirve para vaporizar las partículas de líquido arrastradas en el gas. Muchos diseños utilizan un scrubber integral instalada en la base del contactor. Si bien esto puede proporcionar una cierta eliminación de partículas arrastradas, estos "scrubbers" son típicamente de tamaño insuficiente, particularmente cuando el contactor está lleno de relleno estructurado. Estos lavadores integrales no deben usarse nunca como un separador de primaria – sino como separador secundario.
PROBLEMAS DE FUNCIONAMIENTO
El funcionamiento de la unidad de glicol debe ser esencialmente libre de problemas. Rara vez es. Muchos de los problemas se derivan de un diseño inadecuado y / o fallas de funcionamiento. La simplicidad básica de la unidad y la disponibilidad de unidades "estándar" tiende a oscurecer la necesidad de prestar atención a los detalles de diseño mecánico.
Los glicoles son químicamente reactivos y necesitan ser protegidos de la contaminación.
Un síntoma común de muchos de los problemas es la pérdida excesiva de glicol. Esta pérdida es debido a uno, o una combinación, de los siguientes:
1. La formación de espuma
2. degradación
3. Sales que tapan el regenerador de la columna still
4. extracción niebla inadecuada
5. Diseño de absorción inadecuada para las condiciones de flujo
6. Pérdida de glicol en agujeros de la bobina gas-glicol en la parte superior del absorbedor o en el plato de la chimenea por encima de una sección de separación en la parte inferior del absorbedor
7. derrame de glicol o fugas de bomba
8. glicol pobre arrastrador demasiado caliente
9. reflujo inadecuado de glicol (temperatura demasiado alta en la parte superior de la columna still) tiende a hacer espuma. Espumante ordinario puede no ser crítico si la unidad ha sido diseñada cuidadosamente. Cualquier espuma tiende a ser más estable cuando aromáticos y / o compuestos de azufre están presentes. Sulfuros y sulfitos metálicos, y productos de degradación, contribuyen al problema.
Espumas sólo se rompen utilizando la superficie y el tiempo, o productos químicos. Separación del plato debe ser lo suficientemente grande como para que la espuma no puede llenar el espacio entre los platos y formar una fase líquida continua. Un extractor de niebla no rompe la espuma con eficiencia. Una vez que la espuma llena el absorbedor, hay una fase líquida continua de glicol para salir por encima.El uso de un agente antiespumante puede reducir el problema. Hay muchos agentes antiespumantes disponibles.Evite añadir demasiado agente antiespumante. Si se añade demasiado puede acelerar la formación de espuma. Set
La sal es un problema constante. Una buena separación antes del absorbedor es obligatorio. Cualquier sal llega a los depósitos de regenerador ya sea en la columna, rehervidor, o intercambiador de glicol rico-pobre todavía. Es común para empaques de las columnas still las tapan hasta el punto de que glicol se pierde por encima. Incluso si esto no
ocurre, la sal puede precipitar en la superficie de transferencia de calor en el rehervidor y causar fracaso . Si no se proporciona una buena separación es inexcusable.
El vapor de agua en el gas es relativamente fresca, pero puede ser ligeramente salina. NaCl es soluble en TEG en algún grado. A 50 ° C alrededor de 3,3 kg se disolverán en 100 kg de TEG. Por lo tanto, un poco de sal está siempre presente. Una parte de la sal soluble puede hidrolizar a HCl y bajar el pH del glicol.
La corrosión-erosión
Los glicoles pueden reaccionar con compuestos de azufre. Los materiales resultantes tienden a polimerizarse y formar "mugre(gunk)" que es muy corrosivo. Además, el pH de glicol se hace menor. Los inhibidores de corrosión por sí solos no puede resolver el problema satisfactoriamente. La solución real es buen diseño mecánico y una buena filtración complementado por un inhibidor de la corrosión.
Un buen diseño implica factores como el control de la velocidad del fluido, ells radio largas y una serie de pequeños detalles que muy pocas veces se hace correctamente. En muchos casos, el buen diseño mecánico elimina la necesidad de los aceros de aleación caros.
Si es factible de hacerlo, el pH glicol debe mantenerse por encima de 6,0. Algunos llegan a ser tan preocupados manteniéndolo a 7,0 o superior que añadir grandes cantidades de carbonato de sodio cáustico y similares a la unidad. El resultado es rara vez satisfactorio. El ajuste del pH es adecuado pero la cura puede ser peor que la enfermedad si es exagerado.
Los inhibidores de corrosión sobre las superficies de metal y forman una película pueden ser eficaces en la reducción de la corrosión. El uso juicioso de acero inoxidable también puede ser eficaz en la reducción de la corrosión. Esto es particularmente cierto para la deshidratación de alta C02. Cuando la presión parcial de C02 es alta, el pH del TEG rico puede ser inferior a 5. A menudo es más eficaz utilizar acero inoxidable en el lado "ricos" de la unidad, que tratar de combatir la corrosión con inhibidores.
En un entorno corrosivo, la eliminación total de la corrosión es un objetivo poco realista. La meta apropiada está reduciendo a niveles económicamente tolerables. Figura 18.16 muestra la solubilidad de H2S en TEG. Es verdadero que la absorción tiene lugar en el absorbedor. Figura 18.17 muestra la solubilidad de C 0 2 en un 96,5% en peso de solución TEG la Solubilidad de C 0 2 en TEG puro es aproximadamente 20% mayor. Referencia 18.12 proporciona datos adicionales sobre las solubilidades de H2S y C 0 2, así como C1 C2 y C3 en TEG.
Absorción aromática
La afinidad de los compuestos aromáticos por TEG hace tiempo se reconoce. El proceso UDEX se utilizó durante muchos años en refinerías y plantas químicas para extraer hidrocarburos aromáticos a partir de parafinas con TEG.
En el servicio de deshidratación de gas, TEG va a absorber cantidades limitadas de hidrocarburos aromáticos (benceno, tolueno, etilbenceno y xileno) del gas. Estos componentes son a menudo abreviado como BTEX. La cuantificación de los niveles de absorción ha adquirido mayor importancia en los últimos años debido al aumento de las restricciones a las emisiones de aromáticos de glicol.
Basado en datos de referencia 18.14, se predijeron niveles de absorción para componentes BTEX varían de 5-10% para el benceno que un 20-30% de etilbenceno y xileno. La figura 18.18 muestra porcentajes absorción aproximados para componentes BTEX vs. TEG velocidad de circulación y la temperatura del contactor a 6900 kPa [1000 psia]. Figura 18.18 se generó usando el PROSIM® simulador de procesos. La absorción se ve favorecida a temperaturas más bajas, el aumento de la concentración de TEG y velocidad de circulación. Presión no tiene un fuerte efecto en absorción de aromáticos. La absorción puede disminuir realmente a presiones más altas debido a la conducta retrógrada.
La mayor parte de los compuestos aromáticos absorbidos se ventila con el vapor de agua en la parte superior del regenerador.
En algunos casos estos compuestos aromáticos pueden ser condensado y recuperado, sin embargo la eficacia de la condensación disminuye rápidamente con el aumento de las tasas de agotamiento de gas.
En estos casos, muchos operadores utilizan un condensador parcial para condensar el agua y el tubo de los hidrocarburos volátiles a un incinerador o al rehervidor como combustible. Volver a la presión en el regenerador puede ser minimizado mediante el uso de un eductor (que es a menudo la válvula de gas combustible en el rehervidor) o por un downward- pendiente condensador enfriado por agua.