cost effective methodology for reducing and calculating …infohouse.p2ric.org/ref/28/27027.pdf ·...
TRANSCRIPT

COST EFFECTIVE METHODOLOGY FOR REDUCING AND CALCULATING
I . CHROME EMISSIONS
BY
RHONDA CARDINAL
SENIOR ENVIRONMENTAL ENGINEER
McDonnell Douglas Aerospace 5301 Bolsa Avenue
Huntington Beach, CA 92647-2099
10126193
Introduction
In 1988, chrome emissions from MDA-West (McDonnelI Douglas Aerospace) Huntington Beach were calculated to provide data on the first S A R A 313 Form R report. The calculations were done using some EPA suggested methods and good engineering judgment at the time. V e q little published data or detailed guidance was available. Total pounds of chromium emissions calculated exceeded 80 pounds. The following year, additional research was done to improve the emissions calculations using the technical expertise of knowledgeable consultants. Emissions calculated dropped to 36 pounds for roughly the same workload due to improved emission factors and the installation of amp. hr. meters.
1988 was also the year that AB2588* took effect in the state of California. This law required stack-based and fugitive emissions estimates, followed by Health Risk Assessments for "High Priority" facilities. The priorities were determined by a screening calculation based on total facility emissions and the degree of hazard for listed chemicals. Hexavalent Chromium was the most potent carcinogen on the AB2588 list.
The full extent of the impact of chrome emissions was not realized until a Health Risk Assessment was performed one year later. Chrome dominated the facility cancer risk-based isopleth. The Huntington Beach facility determined that emissions of over one pound would trigger community notification requirements when the Health Risk Assessment was performed.
The third phase of AB2588 ir, to notify residents who live within a certain risk level as to the health risk nature and severity of the facilities emissions. To ensure that we hand not overstated emissions, it became necessary to re-examine every aspect of ow calculations to see where test data or additional information might improve the accuracy of the final emissions numbers. We then concentrated on installing simple cost effective control devices to further reduce emissions.
Because of this effort, chrome emission estimates have dropped every year and Huntington Beach may no longer be required to participate in the AB2588 notification program.
The techniques used will be shared in this paper to help other facilities mtiniize their calculations and emission factors and determine the best control strategy for their operation.
The the common aerospace chrome emission sources that will be covered in this paper m:
1. MetalFahing
-
"9 ? _
A. Plating and a n d i g .
B. Other metal finishing process tanks.
2. Stainless Steel Welding
* Air Toxic "Hot Spots" Information and Assessntent Act of 198% - 1

2
3. Painting Operations
A. Spray booth.
B. Fugitives
These topics will be covered in detail, and calculations provided. This paper will discuss emission calculations and estimating techniques. There may be additional options for mitigating chrome emissions within a health risk assessment. There will be no discussion as to the nature and validity of Health Risk Assessment (HRA) process.

1. MetdFFinishing
A. Plating and Anodizing
A well known ARB calculation for emissions from hard chrome plating and hard anodizing tanks is (State of California Air Resources Board, 1989:U):
Uncontrolled Emissions = Emission Factor x Amp. Hrs.
Where Amp. Hrs. = the current used in amperes times the number of hours of applied current.
The emission factor in this reference is 5.2 @amp hr.
There are other emission factors in this reference for controlled emissions, however, these factors assume certain control efficiencies which may not apply to a given facility.
The South Coast Air Quality Management District (SCAQMD) requires the installation of amp. hr. meters to demonstrate compliance with Rule 1169 (South Coast Air Quality Management District, 1990:(c)(2)), which makes this a very easy calculation to perform. Six ampere hour meters were installed in Huntington Beach at approximately $2,000 each. Emissions estimated from the anodize tank dropped 90% after amp. hr. meters had been in place for a full year.
There are three commonly used methods for controlling emissions from plating andor anodizingtianks:
Owh" hrs)
1. Polypropylene Balk 2. Mist SumressantdSurface Tension Reducers 3. Fumescrubbers
Polypropylene balls are easy to use on chrome plating tanks and have had no adverse effect on the Huntington Beach process. To be effective, the polyballs balls must cover the entire surface area of the tank. They work by blanketing the surface of the tank and reducing the subsequent emissions.
In a 1988 report, the California Air Resources Board stated that the "beads or balls have been reported to become trapped under or in the part as it is lowered into the tank, either interfering with plating or causing problems when the part is put into service" (Calif. Air Resources Board, 198830) This is typically more of a problem with an automated process than a manual operation, and where parts have complex geometries.
It is difficult to find a reference for the control efficiency of polybaUs balls done.* usually, the control efficiency is given in conjunction with some other system, such as fume suppressants for a total of 95%.
* Pacific Environmental Services performed a source test at Size Conrml Plating Company in November of 1988 and reports a control eficiency of less than 50% forpolyballs.

4
Polypropylene balls are a good fist line control measure, and are very inexpensive at $68 for IO00 one inch balls (Special Plastics Systems, 1992174) The coverage is 172 balls per surface foot
Fume suppressants and surface tension reducers are more widely used in the South Coast basin since the passage of Rule 1169. The AQMD required their use before permits would be issued for the plating and anodize line at the Huntington Beach facility. Fume suppressants work by creating a foam blanket on the tank surface, and are usually used on plating tanks. Surface tension reducers minimize emissions by allowing bubbles to dissipate as they reach the surface instead of bursting.
A June 1991 letter from the South Coast district to PES indicated that fume suppressants Fumetroll01 and Foam Lok L controlled emissions from hard chrome plating by 95%. The surface tension reducer Harshaw MSP-ST controlled chromic acid anodizing tanks by 95% (High, 1991). Fumetrol 101 was not acceptable for anodize tanks.
Prior to receiving permits for the process line in December of 1991, Fumetroll01 and Harshaw MSP-ST were applied to the plating and anodize tanks. No adverse results have been reported. One equipment change was required for the chemicals to work properly, switching from air agitation to mechanical circulation.
Air agitation increases chrome emissions, therefore, mechanical circulation is another opportunity for reduction, though data is not available. Fumetrol 101 costs approximately $12/gallon and must be applied one inch thick across the surface. One gallon will mat a 7.0 f t z tank containiig polypropylene balls. Fumetrol is monitored visually and is not effective if there are gaps in the foam.
Harshaw MSP-ST costs approximately $65 per gallon and is maintained by measuring surface tension. Surface tension must be less than 40 dynes per centimeter. The approximate concentration of Harshaw in a tank is .02% by volume.
Adding these chemicals to plating and anodizing tanks is a cost effective method for reducing emissions by 95% without sacrificing the process.
A final method for controlling chrome emissions is to install an add-on control device, i. e. a chevron blade mist eliminator, a packed-bed scrubber, or a composite mesh pad system. The EPA is assigning very high control efficiencies to these6 at 95,99, and 99.9%, respectively (Banker, 1992). For an older scrubber to achieve this type of control efficiency, it must be in peak operating condition, cleaned and well maintained. Huntington Beach found that it was a good investment to source test and upgrade an existing system, rather than replace it or install additional equipment.
Packed bed scrubbers cost approximately $3 per CFM installed. No cost data was obtained for chevron blade mist eliminators or composite meshpad systems.
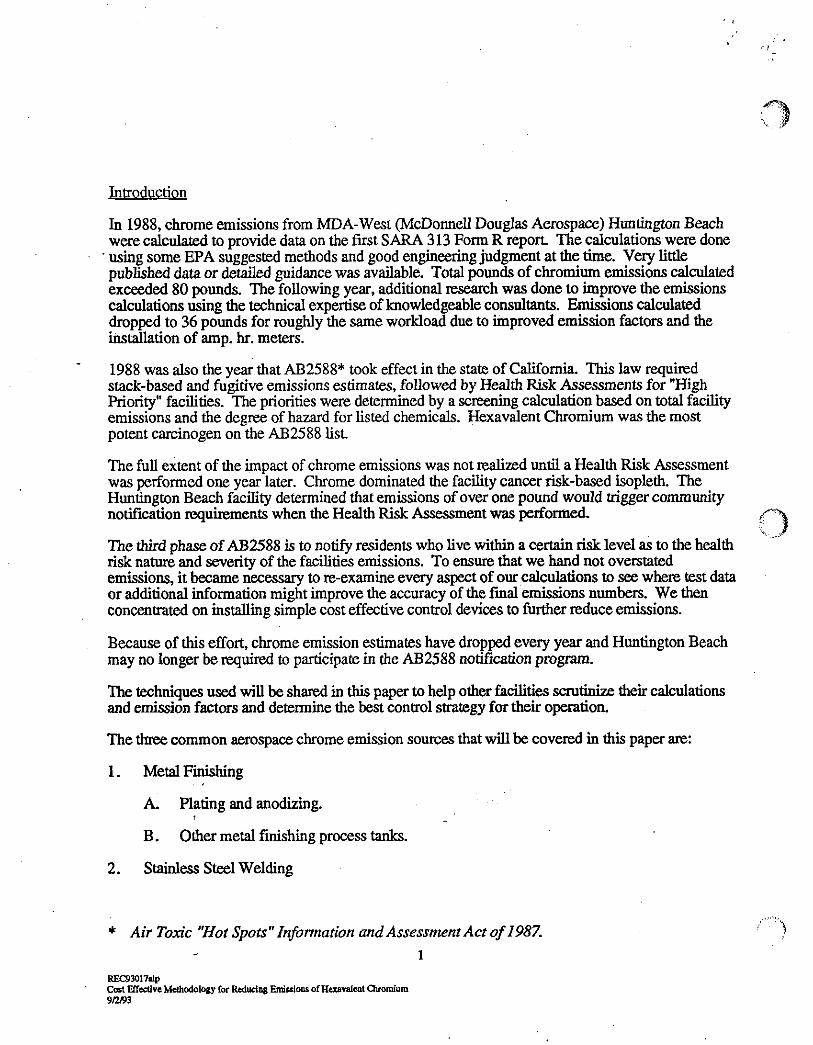
The effect of all of the control efficiencies is cumulative when the emission calculations are performed. Final atmospheric emissions are:
Controlled = Uncontrolled x f100-CE1) (1 00-CE2) . Where CE' = % Control Efficiency, device #1
CE2 = % Control Efficiency, device #2, and so on
Emissions Emissions (100) (1W
B . Other Process Tanks
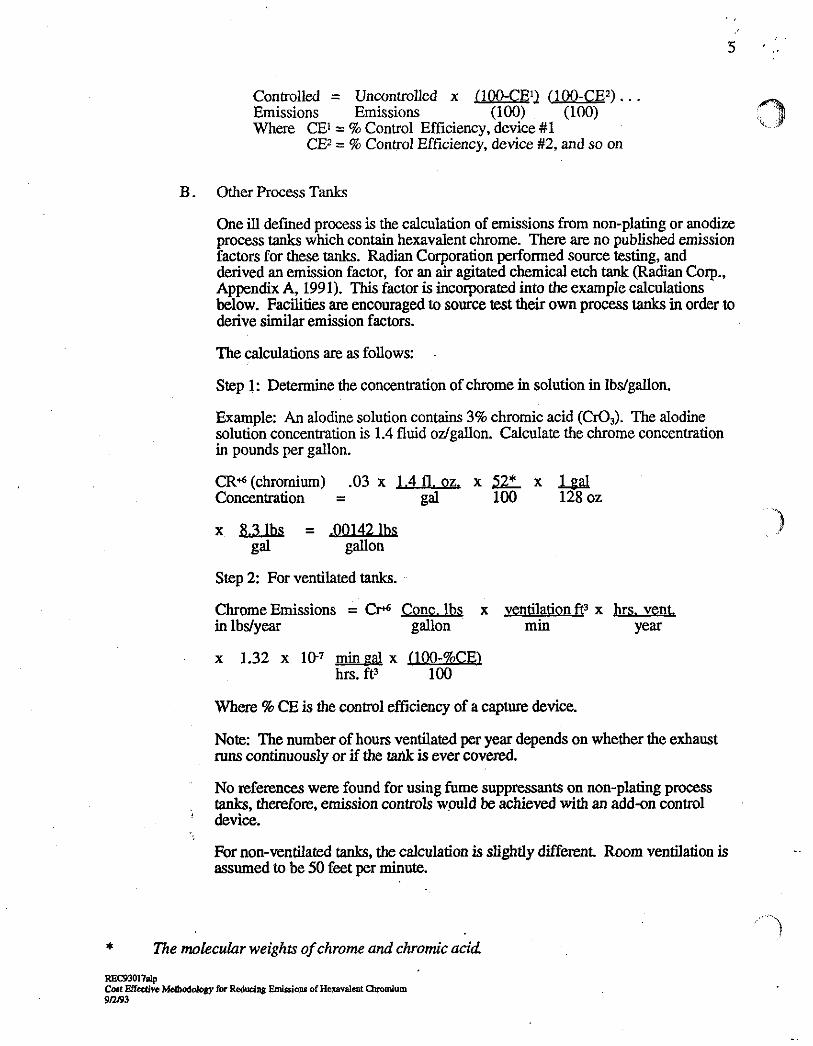
One ill defined process is the calculation of emissions from non-plating or anodize process tanks which contain hexavalent chrome. There are no published emission factors for these tanks. Radian Corporation performed source testing, and derived an emission factor, for an air agitated chemical etch tank (Radian Corp., Appendix A, 1991). This factor is incorporated into the example calculations below. Facilities are encouraged to source test their own process tanks in order to derive similar emission factors.
The calculations are as follows:
Step 1: Determine the concentration of chrome in solution in lbdgallon.
Example: An alodine solution contains 3% chromic acid (CrOJ. The alodine solution concentration is 1.4 fluid odgallon. Calculate the chrome concentration in pounds per gallon.
CR4 (chromium) .03 x 1.4 fl. oz. x 2 x Lgd Concentration = gal 100 128 oz
x i i L l ! l s = & Q Q l a l b
Step 2 For ventilated tanks.
Chrome Emissions = Cr6 Conc. Ibs x yentilation fi 3 x brs. vent.
.
gal gallon
in lbdyear gallon min Yea
x 1.32 x lo7 m x / lOO-%C~ hrs. ft3 100
Where % CE is the control efficiency of a capture device.
Note: The number of hours ventilated per year depends on whether the exhaust NILS continuously or if the tat& is ever covered.
No references were found for using fume suppressants on non-plating process tanks, therefore, emission controls wpuld be achieved with an add-on control
' device.
For non-ventilated tanks, the calculation is slightly different Room ventilation is assumed to be 50 feet per minute.
* The molecular weights of chrome and chromic acid
s
..

6
2.
3.
The square footage of the tank must be obtained. Hours of operation would be the number of hours that the tank is uncovered and agitated. Since there is no control device, emissions from these tanks will go directly into the air.
ChromeEmissions = C1” x x TankArea(ft2) in Ibdyear gallon min
x HoursofOperation x 1.32 x lo” mhgd hrs. ft3
Stainless Steel Welding
Emissions should be considered for the process of welding staides steel. Emissions can be estimated on the basis of the hexavalent chromium content of the welding rod, the weight of the rod used, and an emission factor (.01 lbs. of hexavalent chromium emitted per pound of hexavalent chromium used) (De Long, 1978:84-85).
Paint operations
A. SprayBooths
Paint booth operations provide a great opportunity for controlling chrome emissions because so many variables are part of the equation. The EPA published this equation in its 1988 booklet on estimating releases from the spray application of organic coatings
Amount of (toxic) chemical released to air = (amount to the control device) x (1 - collection efficiency)
@PA, 1988~6-7):
This calculation can be expanded and refined for paint booth stacks as follows:
Cr*s gmitted in 1bL = (lbs Cl+s sprayedyr) x JlW%TEl Year 100
x m x J100-%FE?~ 100 100
where:
Ibs of C I ~ sprayedyr. = (% Cl+s compound in paint) x fMo1ecu l X W t 0 molecular wt of compound
x (Pounds paint sprayedyr.)
Note: Pounds of paint sprayed can be derived from the specific gravity on the MSDS and the density of water.
“E = Transfer efficiency of the gun. CE = Capture efficiency of the booth. FE = Filter efficiency of the paint filters.

, . 7 ' ..
"-3) These variables will be discussed in order:
P -L m n i i f This number is usually taken directly from the Material Safety Data Sheet (MSDS). The normal range on an MSDS is from 3% Cr" (as an element) to 30% for a chromium containing compound. If the information on the front Dage of the MSDS is not explicit, contact the vender for more detailed
!
information:
McDonnell Douglas has had laboratory analysis done to determine the hexavalent and total chrome concentration of certain paints. It has been our experience that it is difficult to develop a procedure to test only for the concentration of hexavalent chrome. This is due to the fact that C+ is difficult to extract from the paint.
There are no EPA test methods designed exclusively to test for chromium in paint. Most tests are a variation on testing for chromium in wastewater, making digestion of the sample an issue (EPA Test Methods, 19861).
Most chromium containing-paints come in kits, with only one component containing heavy metals. The calculator must account for this "dilution" of chromium in the as- used final mixture.
XI3 - Transfer Effc iencv of t he Sprav Gun The SCAQMD allows a 40% transfer efficiency for air assisted airless spray equipment and 65% transfer efficiency for HVLP (High Volume, Low Pressure) or electrostatic guns (AQMD Staff Report, 19907). HVLP equipment is a good investment. The cost is less than $500 per gun, and is now equivalent to a conventional gun. Special installation is no longer required. The use of HVLP equipment provides an immediate 42% reduction in chromium emissions and results in decreased paint usage as a bonus. There will be a leaming cutve, however, as painters leam how to use the guns and what paints work best in them.
MDC contracted with Ron Joseph & Associates to perform transfer efficiency testing on the MDA - Huntington Beach HVLP equipmentto demonstrate compliance with an AQMD rule. The average transfer efficiency demonstrated for small, medium, and large parts was 82% (Joseph, Table 3.1990:3). This provided an additional 48% reduction in chrome emissions. The cost of the test was approximately $5000.
%
of the Booth
A well designed booth should capture'l0M of the paint being applied If there are doubts about the booth, a simple smoke tube test will prove very useful. If the booth is . not 100% efficient, fugitive emissions will escape, and these emissions will not be controlled by the filters.
Exhaust fans should provide 100 feet per minute capture velocity at the booth face.
FE - n y i
Filter efficiency should be obtained from vendor literature. There are also some ranges listed in the EPA document (PA, 1988,6). f"")
9 m 3

8
In the last five years, several vendors have come out with two and thre stage polyester filter systems. These systems have a polyester "cube" which fits into the paper filter frames, which are then covered by an "overblanket" which is regularly changed. The average control efficiency from vendor literature is given at 99.8%. This is consistent with the EPA's assigned value for "expanded kraft, non-woven cloth, and baffle- strainer combinations" of 98 - 99.8%. The vendor literature is at the high end, but one can only assume that technology has improved since the EPA released its guidance document in 1988.
The MDA - Huntington Beach facility spent $1 1,OOO purchasing the initial set-up of polyester filters in three medium sized and two large paint booths. Filter efficiency improved from 95% to 99.8%. resulting in a 96% reduction in chromium emissions.
There are wrtain additional variables that have been explored within the industry for which data is not readily available. The first of these is known as the drop-off (DO) rate. This refers to the fact that much of the over-spray from paint operations never makes it to the paint filters because it sticks to the walls or floor. As test data becomes available, it would be used as another factor in the string of variables.
The amount disposed of as waste is difficult to derive from waste manifests since paints are often lumped together for disposal. Here, there are two options. Either have the painters can log the amount of paint thrown away of, which i s difficult to accurately record and tabulate; or they can be asked to estimate the percentage of paint they throw away. Painters will usually estimate between 10% and 40% as waste disposal, depending on the type of paint. A conservative overall estimate would be 596.
Another possible variable is the reduction of hexavalent chromium to trivalent chromium. Hexavalent chromium is known to be unstable (EPA Test Methods, 1986:6.2) and is easily reduced to trivalent chromium in the presence of any environmental reducing agent. Trivalent chromium is not a carcinogen. It is possible that during the length of time that paint particles reside in the booth system, some hexavalent chromium may be reduced to trivalent chromium. It would be necessary to measure the percentage of hex chrome converted to trivalent chrome and how long that process takes. This kind of data would be difficult to obtain.
Paint booths present an excellent opportunity for source testing. As with the plating shop, it is better to test the efficiency of the system rather than to try to determine an emission factor for the paint operation. This overall capture efficiency can be used for future calculations and will replace some of the variables in the equation. The total cap- efficiency of a booth with a high transfer efficiency gun and high capture efficiency fiters should exceed 99%.
B . Fugitive Paint Emissions
Fugitive emissions come from spray equipment not operated inside of a booth or from paint booths with less than 100% capture efficiency. For fugitive paint booth operations, the calculation is as follows:
C+ w d i n l b s . = ( IbsCe sprayedyr) x /loo- %m x 000 Year 100 100

x (100-%DO) 100
There is some question as to how far emissions from these operations would really travel in the absence of a high horsepower fan blowing them into the atmosphere. If fugitives are included in the emissions calculations, it is possible to mitigate their effect within the health risk assessment. If the source of emissions is not close to the boundary of the facility, they can be treated as area or volume sources and the chrome may be shown to never leave the facility. If, on the other hand, the source of emissions is close to the boundary, chrome emissions from aerosols will contribute to the isopleth. (An isopleth is the area that will be affected by emissions from the facility and is usually represented as concentric shapes denoting different risk levels.)
It is important to realize that chrome emissions are mated equally in a health risk assessment, regardless of whether the chrome is present in a particle of paint pigment or it came from the aerated mist of a plating bath.
Conclusim
In summary, careful consideration of all aspects of chrome emission calculations can be as effective as chrome elimination projects or additional control equipment A source test may pay for itself several times over compared to the cost of a bank of HEPA filters. Often it is possible to mitigate most chromium emissions with simple, cost-effective control measures. Accurate emission calculations will help you to determine the best place to allocate your financial resources.
This effort will greatly enhance long term regulatory and community relationships. The best time to do planning and research is before risk-based rules go into effect in your air district.

10
REFERENCES
Banker, Lalit (1992). Background and Status of Chromium Electroplating MACT Standard. Aerospace Hazardous Materials Management Conference.
De Long, W. T. (1978). Chromium 6 - How Much is Too Much?. National Safety News.
EPA (1988). Title III Section 313 Release Reporting Guidance. Estimating Chemical Releases
EPA. EPA Test Methods 7196,7197, and 7198.
High, Dean (1991). PES
Joseph, Ron (1990). Transfer Efficiency Tests on Metal Pam Using an HVLP Spray Gun.
Radian Corporation (1991). Addendum to the McDonnell Douglas Space Systems Company Huntington Beach Facility Air Toxics "Hot Spots" - AT32588 Health Risk Assessment
State of Califomia Air Resources Board (1989). Technical Guidance Document to the Criteria and Guidelines Regulation for AB-2588. Emission Inventory Branch, Technical Support Division.
South Coast Air Quality Management District Rule 1169 (19%). Hexavalent Chromium - Chrome
from Spray Application of Organic Coatings.
Plating and Chromic Acid Anodizing.
South Coast Air Quality Management District (1990). Staff Report, Proposed Amended Rule
Special Plastics Systems (1992). Catalog.
State of Califomia Air Resources Board (1988). Control of Emissions from Chrome Electroplating and Anodizing Operations. Stationary Source Division.
1124.


. _ ..
- MDA -
COST EFFECTIVE METHODOLOGY FOR REDUCING AND CALCULATING
CHROME EMISSIONS Presented to:
AEROSPACE HAZARDOUS MATERIALS MANAGEMENT CONFERENCE
By:
Rhonda Cardinal McDonnell Douglas Aerospace - Huntington Beach
26 October 1993 RECg3018alp 9191pJ I

- MDA
-
Detailed chrome emission estimation
calculations are required to comply with the
State of California's AB2588 Air Toxic "Hot
Spots" Information & Assessment Act of 1987.
REC:(MOlBalp glDlsJ
. i " ?! ... -&-

- MDA
-
Local California air districts perform a
screening calculation of all facility toxic
emissions based on the quantity released
and relative toxicity or carcinogenicity of
the chemicals.
3

7 - MDA
"High Priority Facilities" must
perform a Health Risk Assessment
based on the screening calculations.
REC93018alp 919193
i -2'

- MDA -
Hexavalent chromium is the most
carcinogenic chemical used by
aerospace companies on the AB2588
list.
5

An isopleth showing the limits of
acceptable risk levels around the
facility is a product of the Health Risk
Assessment.

Residences falling within non-acceptabl e
risk levels must be notified of their
situation by the emitting company.
This is an undesirable situation.
flEC93018alp ol9" ' 7

For a major aerospace company, using
readily available emission factors and
calculation methods, it is not unusual to
exceed 50 pounds of hexavalent chrome
emitted per year.
- - MDA
To avoid undue risk and subsequent
neighbor notification, it is necessary
' to reduce emissions of hexavalent
chromium to less than one half of a
pound per year.

- - MDA
The MDA - Huntington Beach
facility has done this through a
combination of control measures,
calculation techniques, and
improved emission factors.
J

Emissions of hexavalent chromium at aerospace facilities typically come from the following sources: b Metal Finishing Lines % Painting Operations
RECWJlSalp' 919F13 11

% Plating and Anodizing Tanks
Calculation for uncontrolled emissions:
Emissions = EF (mg/amp. hrs.) x Amp. hrs.
EF as provided by California Air Resources Board = 5.2 mg/amp. hr.

- - MDA
Control Measures - Process Tanks
Polypropylene Balls or Beads /
For Anodizing - HARSI-IAW MSP-ST
REC93018.lp ,919193 13

% Control Measures - Add-on I .
0
0
0
Chevron Blade Mist Eliminator
Packed Bed Scrubber
Composite Mesh Pad System

% Final Emission Calculation
1 x ( 100 )( 100 Controlled Uncontrolled 100-CE' 1 00-CE2
I
Emissions Emissions
Where: CE1 = % Control Efficiency, Device #I CE2= % Control Efficiency, Device #2
Etc.
RECg301Blp 919193 15

- - MDA
Recommendations: 1. Source test existing scrubbers and upgrade
them to achieve maximum control efficiency. Install mist suppressant and surface tension
p D enhancers on plating and anodizing tanks.
REC93018slp 918r83
-
. . . .
3% . .2 . . -4

MDA 1 METAL FINISHING LINES 1
% Other Metal Finishing Tanks
Emission factors or calculation techniques are not readily available.
Chemical process tank control measures are not generally used.
' Use add-on controls if necessary.

- MDA
.. - .
Calculation for Metal Finishing Tanks:
-7 * Chrome Emissions = 1.32 x 10 min. aal. x Ventilation (ft3) x (I bdyr) hrs. ft min.
CP6 conc(lbs/gal) x hrs. ventilated x year
If there is not a control device, CE factor will not apply.
See paper for more detailed calculations.
* Emission Factor determined by source testing.

% Stainless Steel Welding
Chromium Emissions = 1% x (I bs/yr)
Chromium Conc of the Rod
Ibs Stainless Steel Welding x Rod Used/yr
REC:WOl&lp am93 I 9
- - MDA
Spray Booths
Ibs Cr+6 ) (IOOi~oTE)x - - ( sprayedlyear
Chrome Emissions (I bs/yr)
) (100) ( 100 %CE 100 - %FE
These variables will be discussed in order.
-3 4 . .

I x Pounds of Chromium Sprayed/yr = (in Paint
% CP6 Compound
3 Mol. Wt. Cr Pounds Pain (Mol. Wt. Compound) (Sprayedyr
Percent of C@ Compound in Paint
0 Use MSDS data or:
Have chrome content tested in laboratory
21

- MDA
% TE - Transfer Efficiency of Gun
Per South Coast AQMD and EPA
Conventional = 40% Electrostatic = 65% r;q
HVLP=65% -

- MDA
.. - .
Recommendations: 1.
2.
Switch to HVLP or electrostatic guns as soon as possible. Test the transfer efficiency of the gun, using approved test methods and qualified testers.
RECSWlBalp 91pIp3 23

MDA -
CE - Capture Efficiency of Booth-
@ Capture efficiency should be 100%. If not,there will be uncontrolled fugitive emissions.
Use smoke tubes to test
Recommendation: Ilf booth is found lacking, upgrade fans. Booth face velocity minimum is 100 FPM.

- MDA
% FE - Filter Efficiency
Contact vendor for most recent efficiency test data. Reference: A 1988 €PA guidance document listed a range of 90% for cardboard filters to 99.8% for "nonwoven cloth" or "baffle strainer combination filters".
REb9301ealp m 3 25

- MDA
.. - .
Recommendation: Upgrade filters to the highest cost effective removal efficiency level.
---\ '4'

MDA
Overall Paint Booth Recommendation: Source test the paint booth to determine the control efficiency of the entire booth system as configured.
REC03018alp wws3 27

- MDA
b Fugitive Pai,nt Emissions
Sources: 1. Spray Equipment used Outside of a Booth 2. Paint Booths Not Operating at 100% Capture
Efficiency
Fugitives from Paint Booths: CP6 Ibdyr = (Ibs. Cr+6 used/year) x ( 1. 100-%TE
100 100-%CE) x(1 - % D O )
100
Where DO = Drop-off Rate

4-
- MDA
Recommendations: 1. Increase the airflow on booths that have less
2. Minimize the use of spray equipment on the shop than 100% capture efficiency.
floor. 3. Keep the use of non-ventilated spray equipment
well within the plant boundaries to minimize the impact to the community. Consider these as "Area" or "Volume" sources within the Health Risk Assessment.
REC93018alp 010193 29

- MDA
.. .
% Other Variables for which Data is not Readily Available
Drop-off Rate: The percentage of oversprayed paint that falls on the floor and never makes it to the filters or out of the building.
Conversion of Cr+6 to Cr+3 : The Percentage of hexavalent chromium that is converted to trivalent chromium before it is emitted from the stack.
The amount of paint sent out as waste.
RECS3OlBalp m _ -
. - ,I
MDA
1.
2.
3.
Study your operations and analyze your calculations and emission factors to present an accurate estimate of your emissions. Use cost effective control measures to minimize hexavalent chromium emissions wherever possible. Time and money spent on the above mentioned efforts will be beneficial to long term regulatory and community relationships.
31