3.- tercera semana a- aplicaciones-herramientas reactivas
TRANSCRIPT
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 1/17
Son las siguientes:1. Diagrama de causa – efecto.2. Listas de chequeo.3. Gráficos de control.4. Diagramas de flujo.5. Histogramas.6. Gráfico de Pareto.7. Diagrama de dispersión.
Herramientas de Calidad Reactivas
Los datos que se obt i enen almedi r una caract er í st i ca decal i dad pueden r ecol ect arseut i l i zando l i st as de chequeo.Las Li st as de Chequeo si r venpar a anot ar l os r esul t ados amedi da que se obt i enen y almi smo t i empo obser var cual es l at endenci a cent r al y l adi sper si ón de l os mi smos. Es
Listas de Chequeo
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 2/17
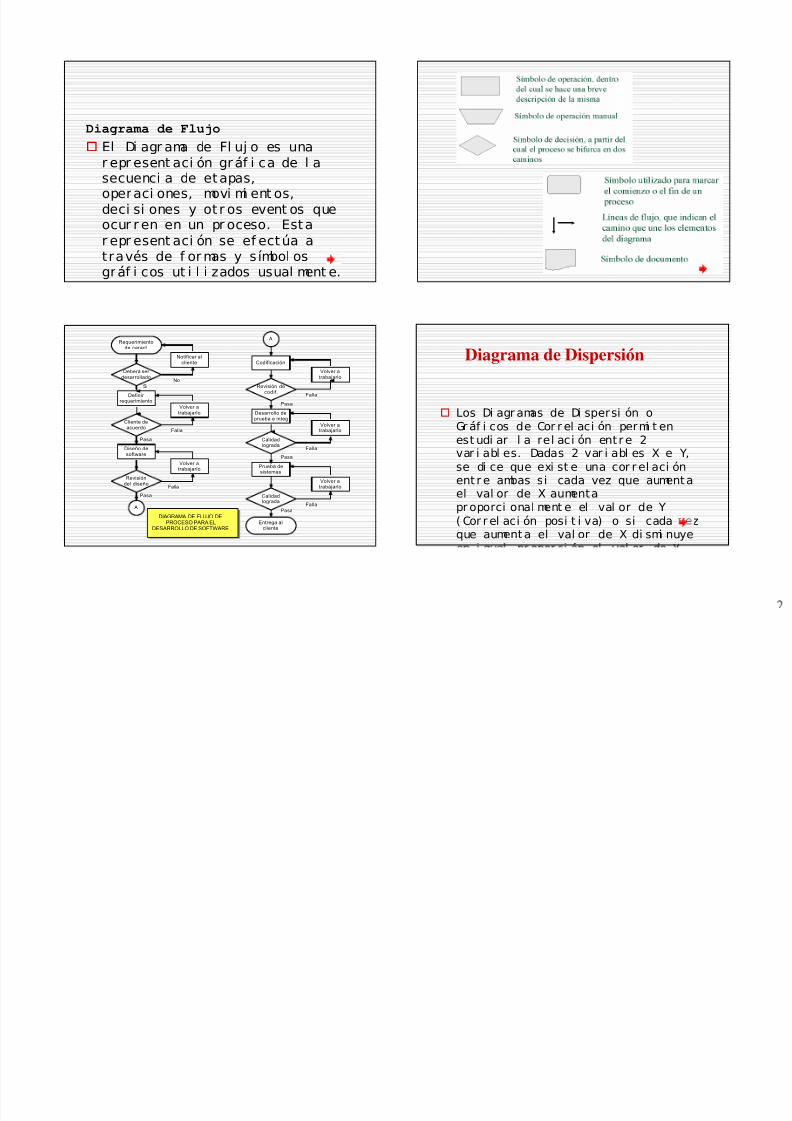
Diagrama de Flujo
El Di agr ama de Fl uj o es unar epr esent aci ón gráf i ca de l asecuenci a de etapas,operaci ones, movi mi ent os,deci si ones y ot r os event os queocur r en en un pr oceso. Esta
r epr esent aci ón se ef ectúa através de f or mas y s í mbol os
gráf i cos ut i l i zados usual ment e.
Requerimientode caract.
Deberá serdesarrollado
Cliente deacuerdo
Notificar alcliente
Revisióndel diseño
Revisión decodif.
Calidadlograda
Calidadlograda
Entrega alcliente
A
A
Definirrequerimiento
Diseño desoftware
Volver a
trabajarlo
Codificación
Desarrollo deprueba e integ
Prueba desistemas
Volver atrabajarlo
Volver atrabajarlo
Volver atrabajarlo
Volver atrabajarlo
DIAGRAMA DE FLUJO DEPROCESO PARA EL
DESARROLLO DE SOFTWARE
Si
No
Pasa
Falla
Pasa
Pasa
Pasa
Pasa
Falla
Falla
Falla
Falla
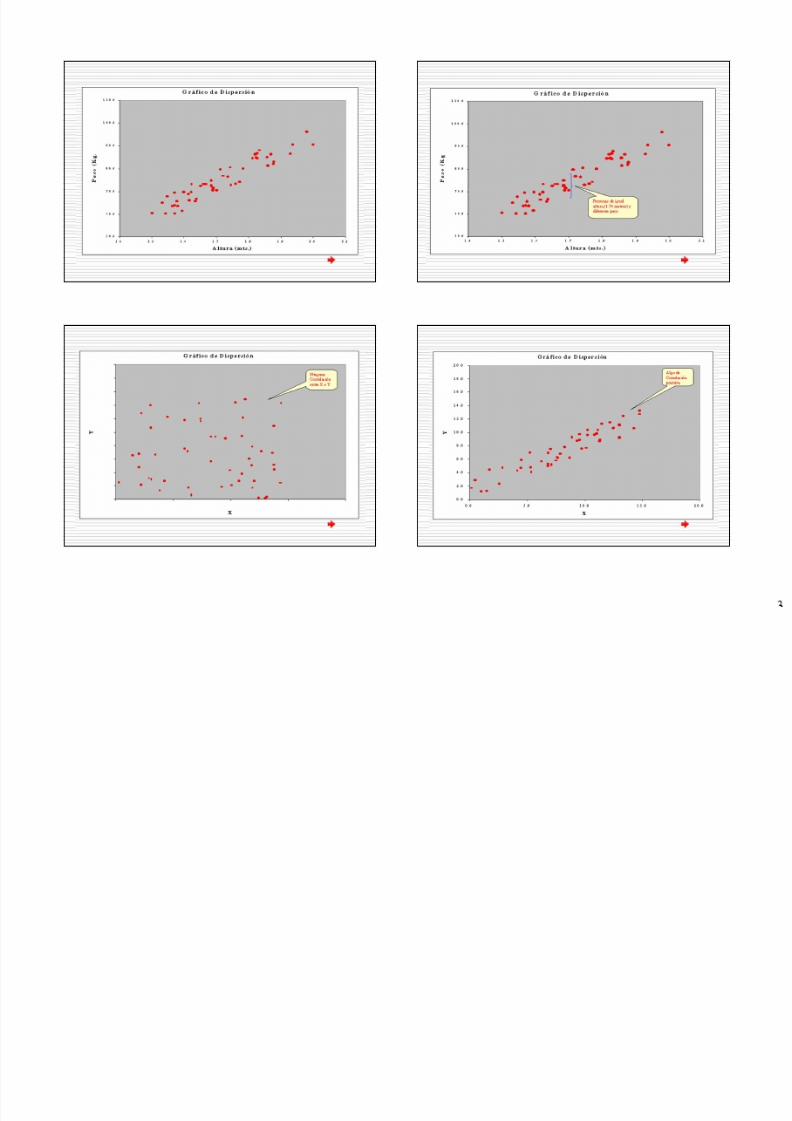
Los Di agr amas de Di spersi ón oGr áf i cos de Cor r el aci ón permi t enest udi ar l a rel aci ón entr e 2var i abl es. Dadas 2 var i abl es X e Y,
se di ce que exi st e una cor r el aci ónent r e ambas si cada vez que aumentael val or de X aumentapr oporci onal ment e el val or de Y
( Cor r el aci ón posi t i va) o si cada vezque aumenta el val or de X di smi nuye
Diagrama de Dispersión
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 3/17
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 4/17
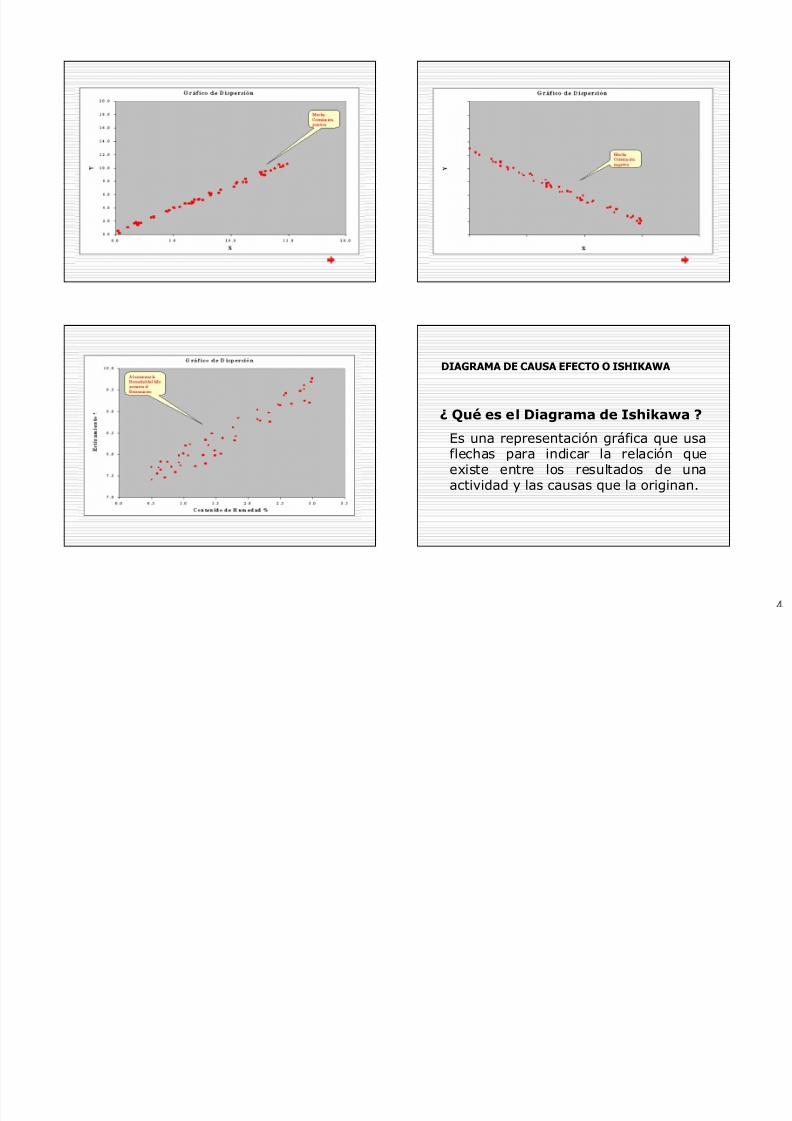
¿ Qué es el Diagrama de Ishikawa ?
Es una representación gráfica que usaflechas para indicar la relación queexiste entre los resultados de unaactividad y las causas que la originan.
DIAGRAMA DE CAUSA EFECTO O ISHIKAWA
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 5/17
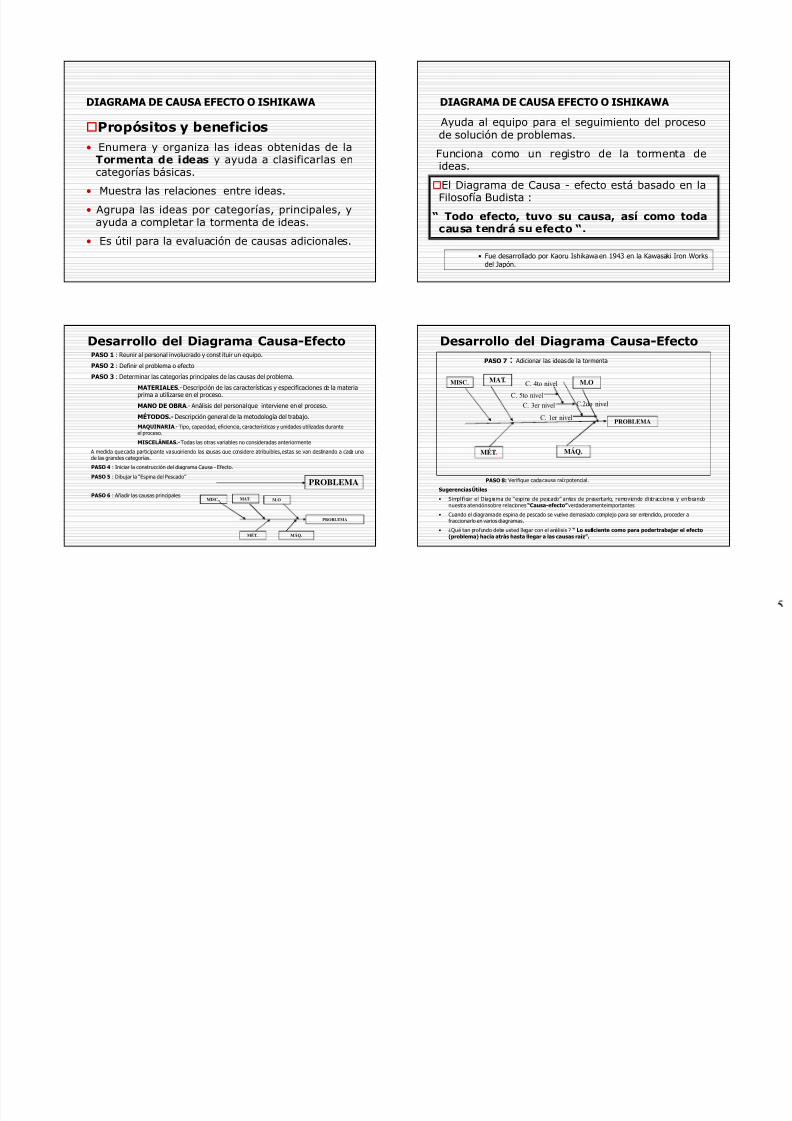
DIAGRAMA DE CAUSA EFECTO O ISHIKAWA
Propósitos y beneficios
• Enumera y organiza las ideas obtenidas de laTormenta de ideas y ayuda a clasificarlas encategorías básicas.
• Muestra las relaciones entre ideas.
• Agrupa las ideas por categorías, principales, yayuda a completar la tormenta de ideas.
• Es útil para la evaluación de causas adicionales.
DIAGRAMA DE CAUSA EFECTO O ISHIKAWA
Ayuda al equipo para el seguimiento del proceso
de solución de problemas.Funciona como un registro de la tormenta deideas.
El Diagrama de Causa - efecto está basado en laFilosofía Budista :
“ Todo efecto, tuvo su causa, así como todacausa tendrá su efecto “.
• Fue desarrollado por Kaoru Ishikawa en 1943 en la Kawasaki Iron Worksdel Japón.
Desarrollo del Diagrama Causa-EfectoPASO 1 : Reunir al personal involucrado y const ituir un equipo.
PASO 2 : Definir el problema o efecto
PASO 3 : Determinar las categorías principales de las causas del problema.
MATERIALES.- Descripción de las características y especificaciones de la materiaprima a utilizarse en el proceso.
MANO DE OBRA.- Análisis del personal que interviene en el proceso.
MÉTODOS.- Descripción general de la metodología del trabajo.MAQUINARIA.- Tipo, capacidad, eficiencia, características y unidades utilizadas duranteel proceso.
MISCELÁNEAS.-Todas las otras variables no consideradas anteriormente
A medida que cada participante va sugiriendo las causas que considere atribuibles, estas se van destinando a cada unade las grandes categorías.
PASO 4 : Iniciar la construcción del diagrama Causa - Efecto.
PASO 5 : Dibujar la “Espina del Pescado”
PASO 6 : Añadir las causas principales
PROBLEMA
PROBLEMA
MÉT. MÁQ.
MAT. M.OMISC..
Desarrollo del Diagrama Causa-Efecto
PASO 7 : Adicionar las ideas de la tormenta
PROBLEMA
MÉT. MÁQ.
MAT. M.O
C. 1er nivel
C. 3er nivel
C. 4to nivel
C. 5to nivel
C.2do nivel
MISC..
PASO 8: Verifique cada causa raíz potencial.
Sugerencias Útiles
• Simplificar el Diagrama de “espina de pescado” antes de presentarlo, removiendo distracciones y enfocandonuestra atenciónsobre relaciones “Causa-efecto” verdaderamenteimportantes.
• Cuando el diagrama de espina de pescado se vuelve demasiado complejo para ser entendido, proceder afraccionarlo en varios diagramas.
• ¿Qué tan profundo debe usted llegar con el análisis ? “ Lo suficiente como para poder trabajar el efecto(problema) hacia atrás hasta llegar a las causas raíz”.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 6/17
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 7/17
MAQUINARI A
MATERIALES
MANO DEOBRA
MÉTODO
CONVERTIDOR
CALIDAD DECATALITICO
HIDROGENO
FALTA DECONOCIMIENTOS
DEMORAHIDROGENACIONDE ACEITES
ENTRENAMIENTO DEFICIENTE
Grado deInstrucción
Capacitación
CONDICIONFISICA
Fatiga
Ergonomía
Impurezas
Baja presión
Muy rústico
Falta deImplementos
Mucho calor
INSPECCION
Inexactos
Demora
TIEMPO
Demora enrecepción de
producto
Variación deprocedimiento
CALIDAD ACEITE CRUDO
VALVULA
DEFECTUOS A
Falta demantenimiento
Pase
AMBIENTEINADECUADO
EXCESO DECONSUMO DE
HEXANO
MAQUINARIA MATERIALES
MANO DE OBRAMÉTODO
FUGA POR VALVULASCON PASE
FALTA DECONTROL YREGISTRO
PUREZA DELHEXANO
BAJO VACIO ENBOMBAS 1,2
Descuidode
operador
PUERTAS DEEXTRACTORES
MAL CERRADASDescuido del
operador
Falta de controlen recepción
PROCEDIMIENTODE CAMBIO DE
AGUA
Carencia demanual deoperación
CAKE CONMUCHAHARINA
Semilla reseca
Semilladescompuesta
LONAS SUCIAS
ExtractorFrecuencia de
cambios
Filtro
Frecuencia decambios
BAJATEMPERATURA DE
VAPOR
Maquinarias / Equipos / Instalaciones Mano de Obra / Personal
ISO 9000
PROSAIN ISO 9000
PROSAIN
HACCP
Seguridad yCalidad
Alimentaria
ISO 14000PROSAIN
HACCP
ISO 9000(SAM)
PROSAIN
PROSAIN
HACCP
ISO 9000
Medio Ambiente Métodos / Cond ic iones deOperación / Características
de Calidad
Materias Primas /Insumos / Materiales
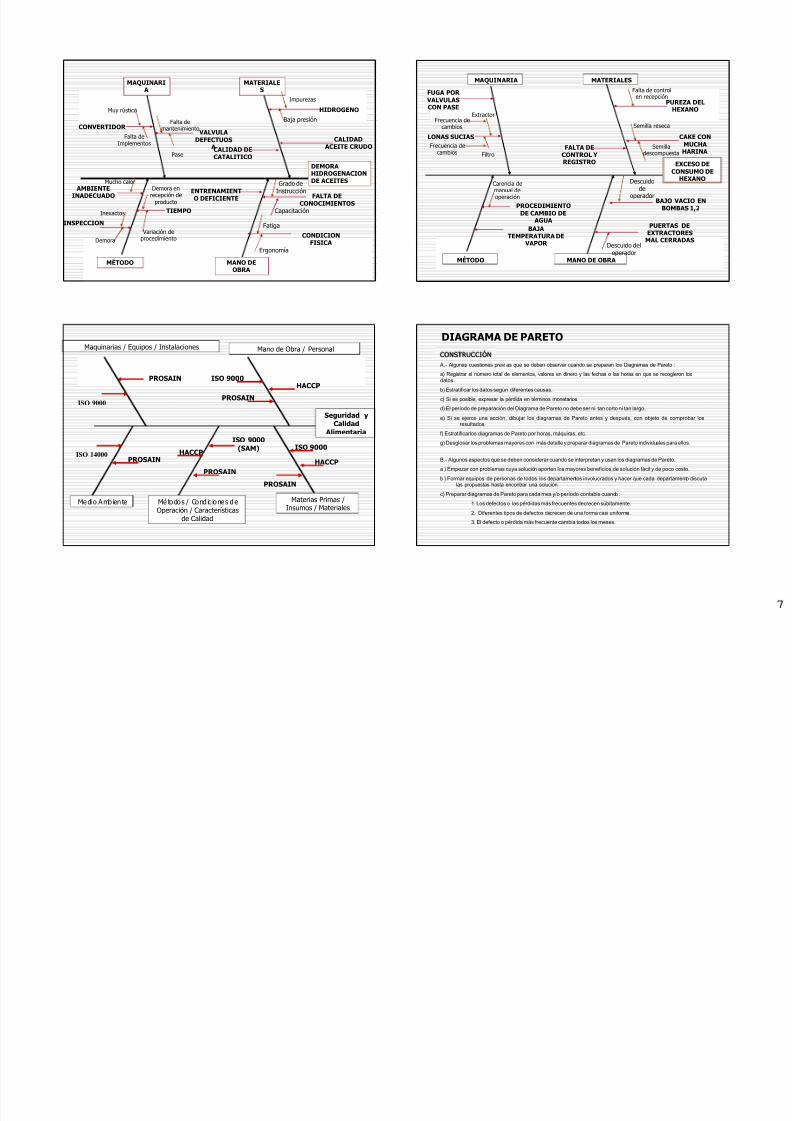
DIAGRAMA DE PARETO
CONSTRUCCIÓN
A.- Algunas cuestiones previ as que se deben observar cuando se preparan los Diagramas de Pareto :
a) Registrar el número total de elementos, valores en dinero y las fechas o las horas en que se recogieron losdatos.
b) Estratificar los datos según diferentes causas.
c) Si es posible, expresar la pérdida en términos monetarios.
d) El período de preparación del Diagrama de Pareto no debe ser ni tan corto ni tan largo.
e) Si se ejerce una acción, dibujar los diagramas de Pareto antes y después, con objeto de comprobar losresultados.
f) Estratificarlos diagramas de Pareto por horas, máquinas, etc.
g) Desglosar los problemas mayores con más detalle y preparar diagramas de Pareto individuales para ellos.
B.- Algunos aspectos que se deben considerar cuando se interpretan y usan los diagramas de Pareto.
a ) Empezar con problemas cuya solución aporten los mayores beneficios,de solución fácil y de poco costo.
b ) Formar equipos de personas de todos los departamentos involucrados y hacer que cada departamento discutalas propuestas hasta encontrar una solución.
c) Preparar diagramas de Pareto para cada mes y/o período contable cuando :
1. Los defectos o las pérdidas más frecuentes decrecen súbitamente.
2. Diferentes tipos de defectos decrecen de una forma casi uniforme.
3. El defecto o pérdida más frecuente cambia todos los meses.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 8/17
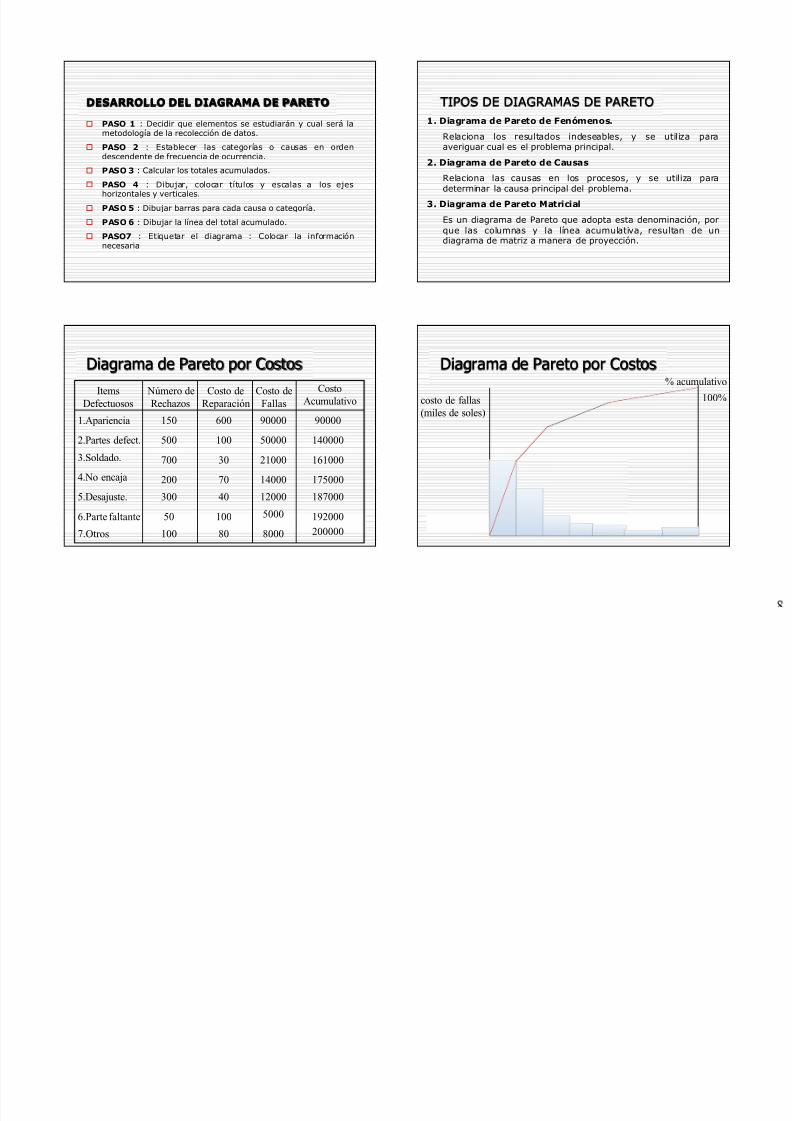
DESARROLLO DEL DIAGRAMA DE PARETO
PASO 1 : Decidir que elementos se estudiarán y cual será lametodología de la recolección de datos.
PASO 2 : Establecer las categorías o causas en ordendescendente de frecuencia de ocurrencia.
PASO 3 : Calcular los totales acumulados.
PASO 4 : Dibujar, colocar títulos y escalas a los ejeshorizontales y verticales.
PASO 5 : Dibujar barras para cada causa o categoría.
PASO 6 : Dibujar la línea del total acumulado.
PASO7 : Etiquetar el diagrama : Colocar la informaciónnecesaria
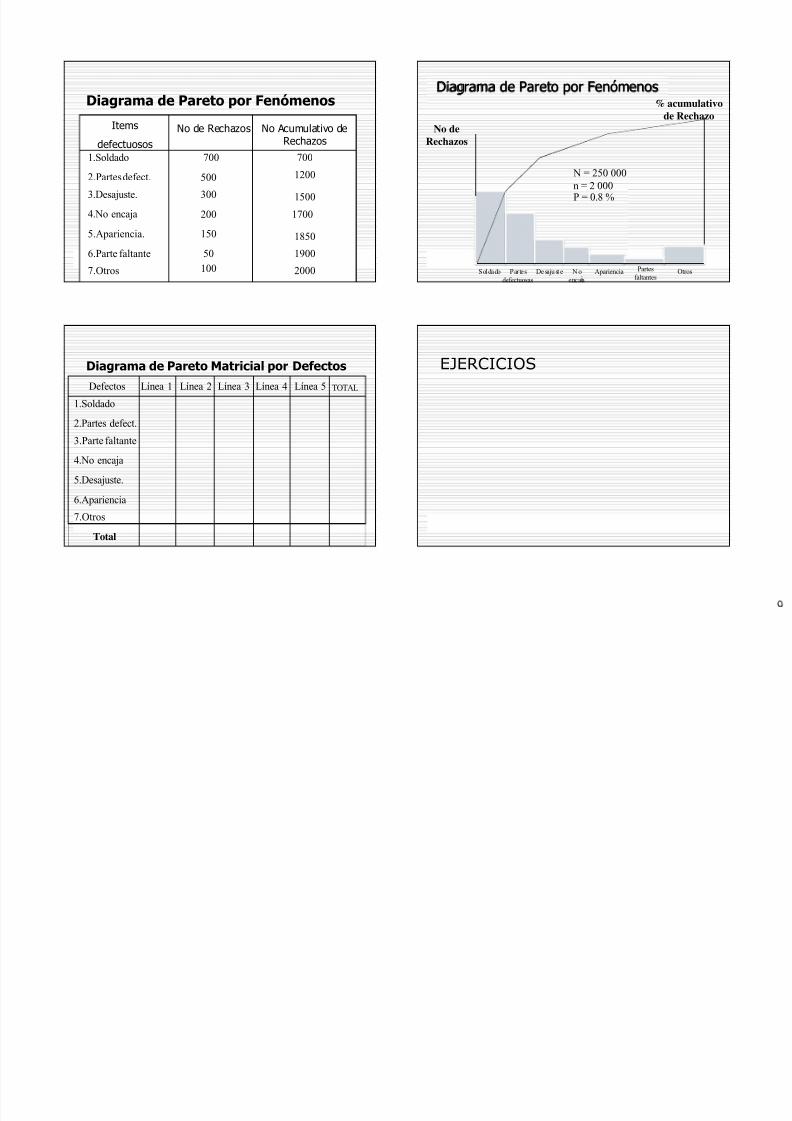
TIPOS DE DIAGRAMAS DE PARETO1. Diagrama de Pareto de Fenómenos.
Relaciona los resultados indeseables, y se utiliza paraaveriguar cual es el problema principal.
2. Diagrama de Pareto de Causas
Relaciona las causas en los procesos, y se utiliza paradeterminar la causa principal del problema.
3. Diagrama de Pareto Matricial
Es un diagrama de Pareto que adopta esta denominación, porque las columnas y la línea acumulativa, resultan de undiagrama de matriz a manera de proyección.
Diagrama de Pareto por Costos
Items
Defectuosos
Número de
Rechazos
Costo de
Reparación
Costo de
Fallas
Costo
Acumulativo
1.Apariencia
2.Partes defect.
3.Soldado.
4.No encaja
5.Desajuste.
6.Parte faltante
7.Otros
150
500
700
200
300
50
100
600
100
30
70
40
100
80
90000
50000
21000
14000
12000
5000
8000
90000
140000
161000
175000
187000
192000
200000
Diagrama de Pareto por Costos
100%
% acumulativo
costo de fallas
(miles de soles)
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 9/17
Diagrama de Pareto por Fenómenos
Items
defectuosos
No de Rechazos No Acumulativo de
Rechazos1.Soldado
2.Partes defect.
3.Desajuste.
4.No encaja
5.Apariencia.
6.Parte faltante
7.Otros
700
500
300
200
150
50
100
700
1200
1500
1700
1850
1900
2000
Diagrama de Pareto por Fenómenos% acumulativo
de RechazoNo de
Rechazos
N = 250 000
n = 2 000P = 0.8 %
Soldado Partes
defectuosas
De saju st e N o
encaa
Apariencia Partes
faltantes
Otros
Diagrama de Pareto Matricial por Defectos
Defectos Línea 1 Línea 2 Línea 3 Línea 4
1.Soldado
2.Partes defect.
3.Parte faltante
4.No encaja
5.Desajuste.
6.Apariencia
7.Otros
Línea 5 TOTAL
Total
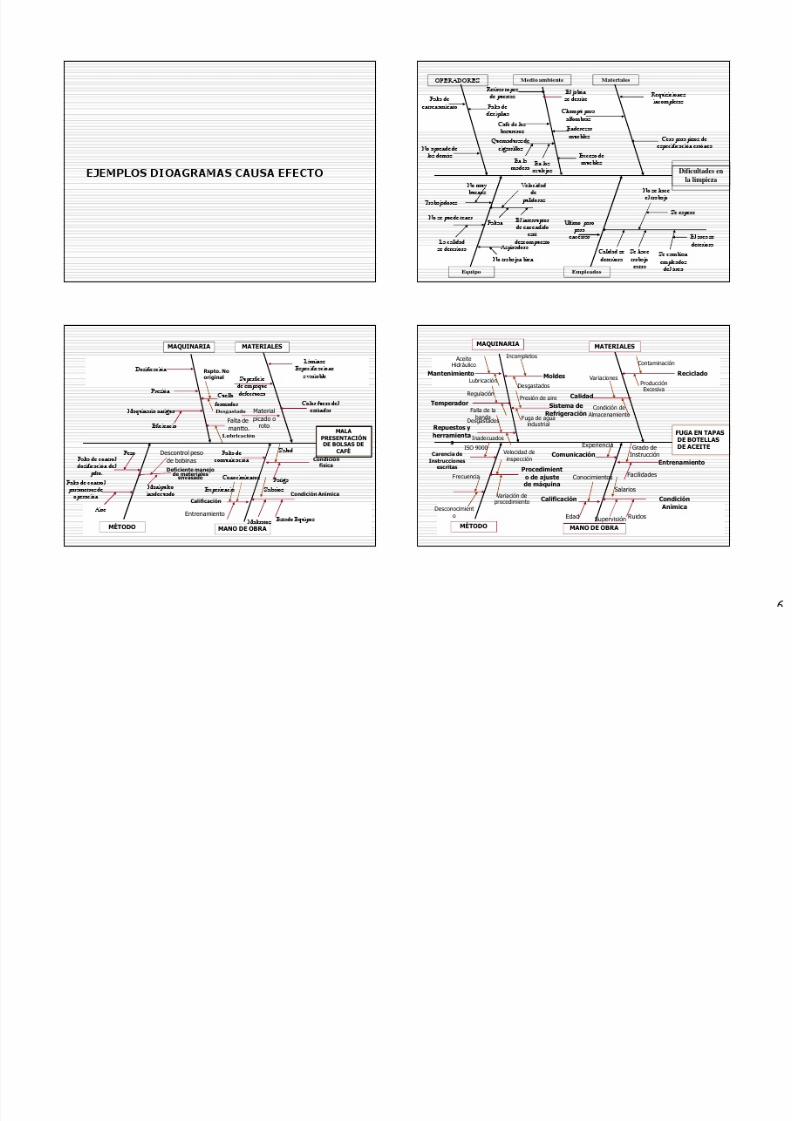
EJERCICIOS
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 10/17
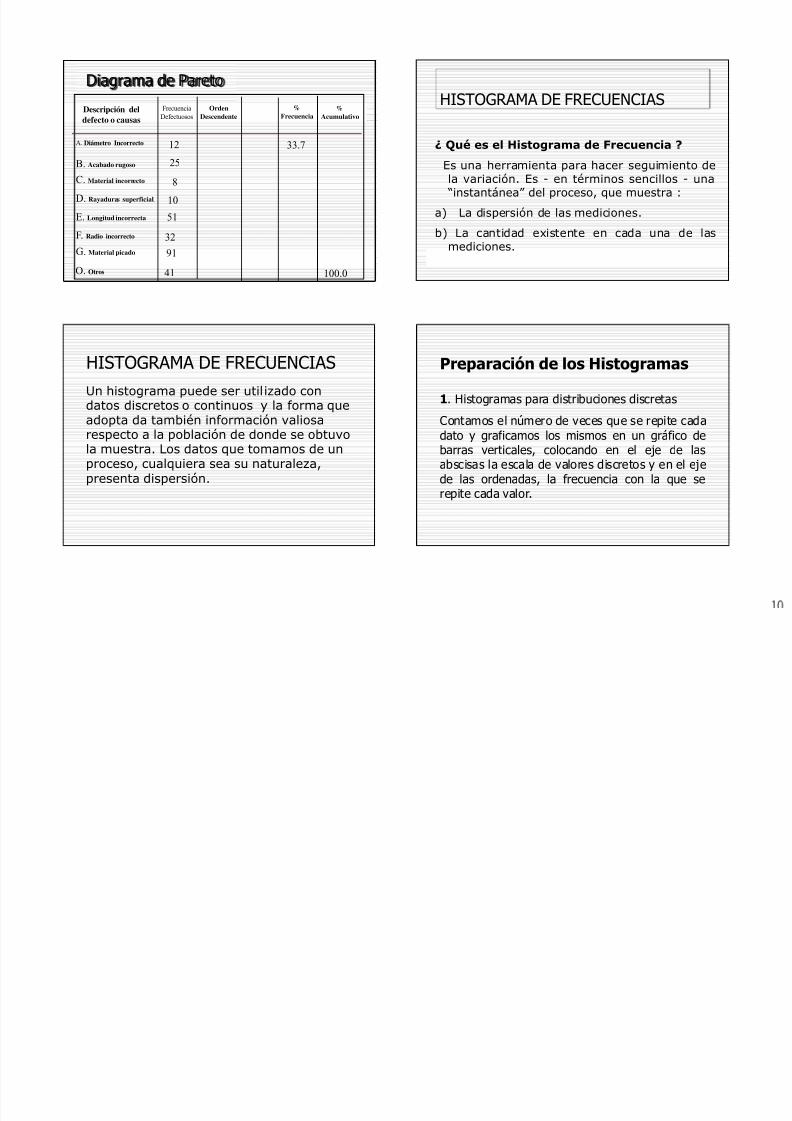
Diagrama de Pareto
Descripción deldefecto o causas
Frecuencia
Defectuosos
OrdenDescendente
%Frecuencia
%Acumulativo
A. Diámetro Incorrecto
B. Acabado rugoso
C. Material incorrecto
D. Rayaduras superficial.
E. Longitud incorrecta
F. Radio incorrecto
G. Material picado
12
25
8
10
51
32
91
33.7
100.041O. Otros
HISTOGRAMA DE FRECUENCIAS
¿ Qué es el Histograma de Frecuencia ?
Es una herramienta para hacer seguimiento dela variación. Es - en términos sencillos - una
“instantánea” del proceso, que muestra :
a) La dispersión de las mediciones.
b) La cantidad existente en cada una de lasmediciones.
HISTOGRAMA DE FRECUENCIAS
Un histograma puede ser utilizado condatos discretos o continuos y la forma queadopta da también información valiosarespecto a la población de donde se obtuvola muestra. Los datos que tomamos de unproceso, cualquiera sea su naturaleza,presenta dispersión.
Preparación de los Histogramas
1. Histogramas para distribuciones discretas
Contamos el número de veces que se repite cadadato y graficamos los mismos en un gráfico debarras verticales, colocando en el eje de lasabscisas la escala de valores discretos y en el ejede las ordenadas, la frecuencia con la que serepite cada valor.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 11/17
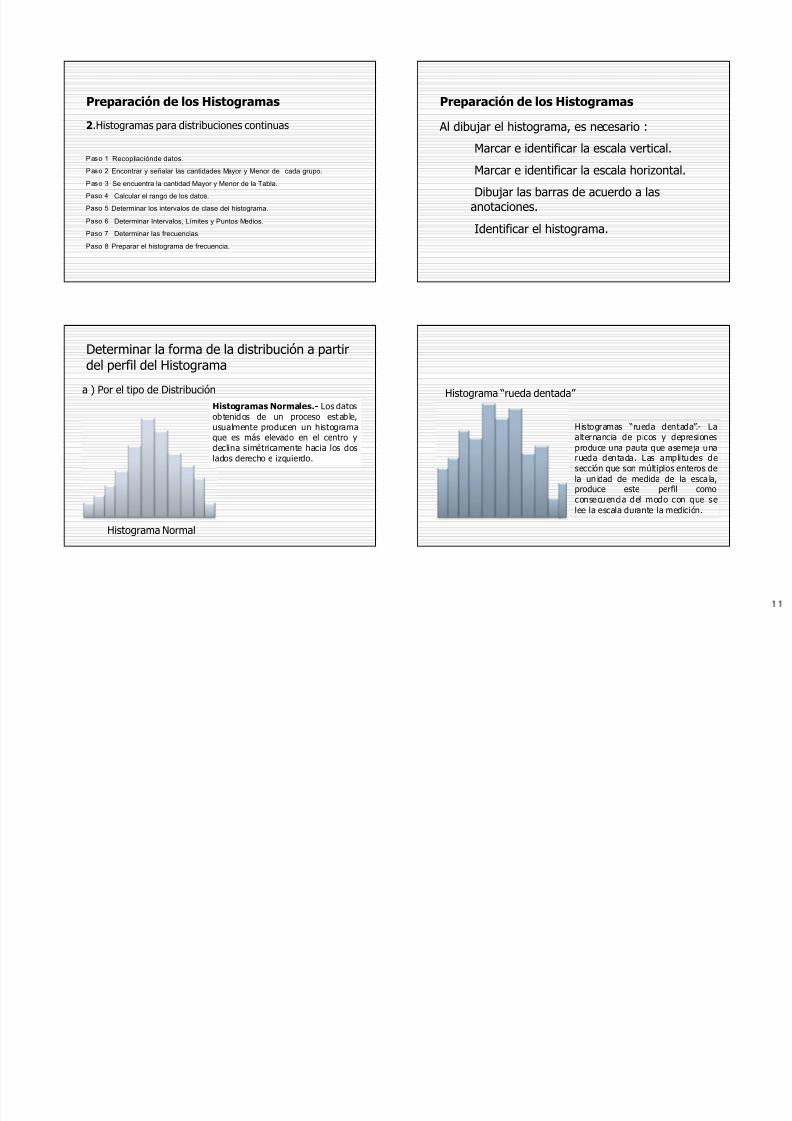
Preparación de los Histogramas
2.Histogramas para distribuciones continuas
Paso 1 Recopilaciónde datos.
Paso 2 Encontrar y señalar las cantidades Mayor y Menor de cada grupo.
Paso 3 Se encuentra la cantidad Mayor y Menor de la Tabla.
Paso 4 Calcular el rango de los datos.
Paso 5 Determinar los intervalos de clase del histograma.
Paso 6 Determinar Intervalos, Límites y Puntos Medios.
Paso 7 Determinar las frecuencias.
Paso 8 Preparar el histograma de frecuencia.
Preparación de los Histogramas
Al dibujar el histograma, es necesario :
Marcar e identificar la escala vertical.
Marcar e identificar la escala horizontal.
Dibujar las barras de acuerdo a lasanotaciones.
Identificar el histograma.
Determinar la forma de la distribución a partirdel perfil del Histograma
a ) Por el tipo de Distribución
Histograma Normal
Histogramas Normales.- Los datos
obtenidos de un proceso estab le,usualmente producen un histogramaque es más elevado en el centro ydeclina simétricamente hacia los doslados derecho e izquierdo.
Histograma “rueda dentada”
Histogramas “rueda dentada”.- Laalternancia de picos y depresionesproduce una pauta que asemeja unarueda dentada. Las amplitudes desección que son múltiplos enteros dela un idad de medida de la esca la,produce este perfil comoconsecuencia del modo con que selee la escala durante la medición.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 12/17
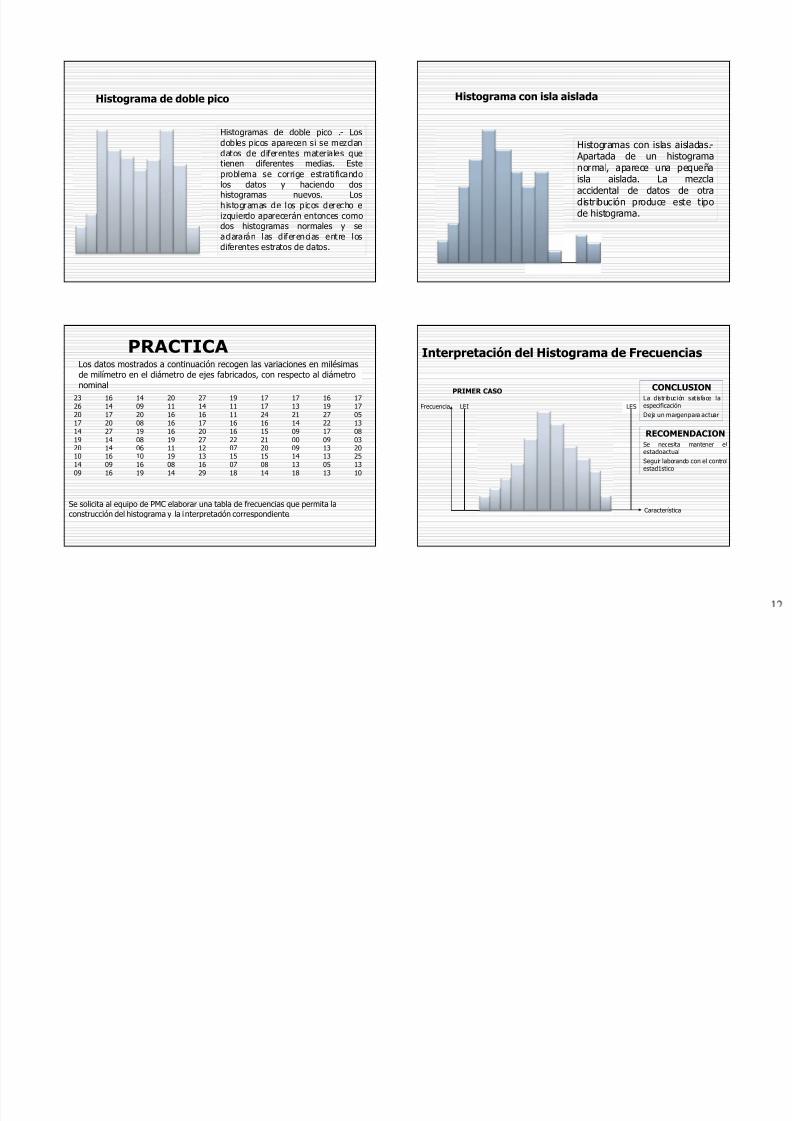
Histograma de doble pico
Histogramas de doble pico .- Losdobles picos aparecen si se mezclandatos de diferentes materiales quetienen diferentes medias. Esteproblema se corrige estratificandolos datos y haciendo doshistogramas nuevos. Loshistogramas de los picos derecho eizquierdo aparecerán entonces comodos histogramas normales y seaclararán las diferencias entre losdiferentes estratos de datos.
Histograma con isla aislada
Histogramas con islas aisladas.- Apartada de un histogramanormal, aparece una pequeñaisla aislada. La mezclaaccidental de datos de otradistribución produce este tipode histograma.
PRACTICALos datos mostrados a continuación recogen las variaciones en milésimasde milímetro en el diámetro de ejes fabricados, con respecto al diámetronominal
23 16 14 20 27 19 17 17 16 1726 14 09 11 14 11 17 13 19 17
20 17 20 16 16 11 24 21 27 0517 20 08 16 17 16 16 14 22 1314 27 19 16 20 16 15 09 17 0819 14 08 19 27 22 21 00 09 0320 14 06 11 12 07 20 09 13 2010 16 10 19 13 15 15 14 13 2514 09 16 08 16 07 08 13 05 1309 16 19 14 29 18 14 18 13 10
Se solicita al equipo de PMC elaborar una tabla de frecuencias que permita laconstrucción del histograma y la interpretación correspondiente.
Interpretación del Histograma de Frecuencias
CONCLUSIONLa distribución satisface laespecificación
Deja un margenpara actuar
Frecuencia
Característica
LEI LES
RECOMENDACIONSe necesita mantener elestadoactual
Seguir laborando con el controlestad1stico
PRIMER CASO
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 13/17
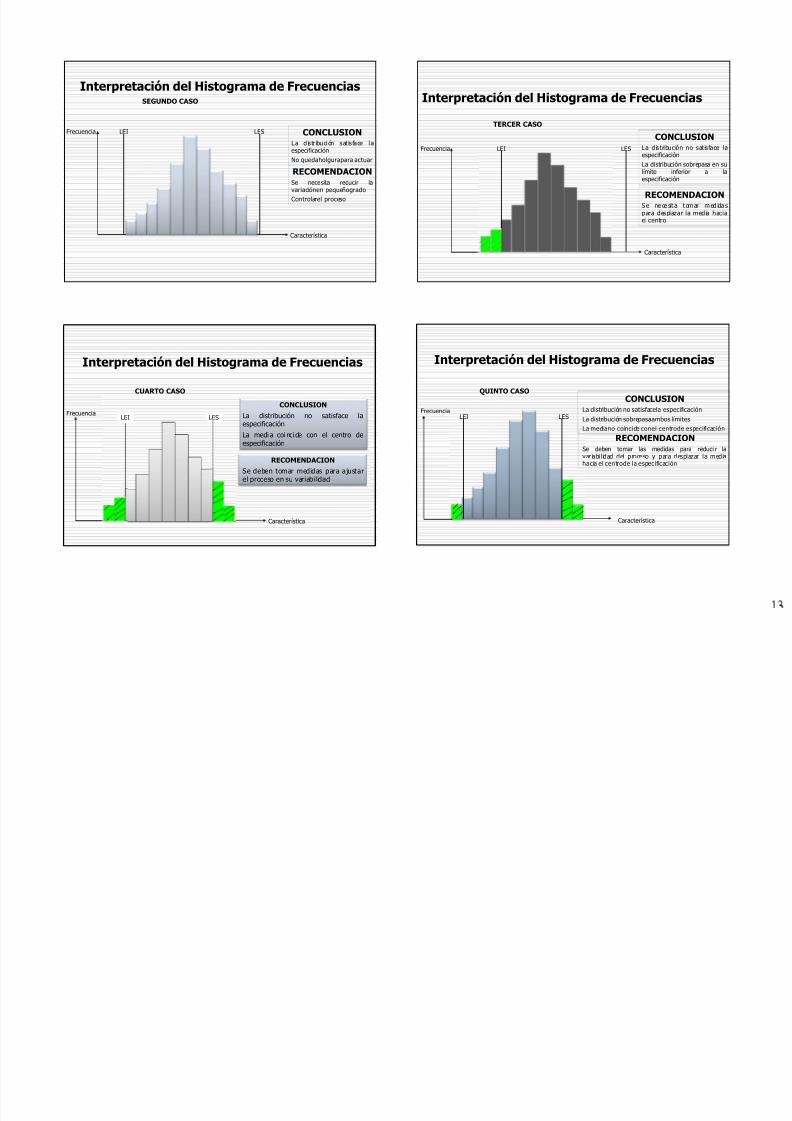
Interpretación del Histograma de Frecuencias
CONCLUSIONLa d is tr ibución sat is face laespecificación
No quedaholgurapara actuar
Frecuencia
Característica
LEI LES
RECOMENDACIONSe necesita reducir lavariaciónen pequeñogrado
Controlarel proceso
SEGUNDO CASO Interpretación del Histograma de Frecuencias
CONCLUSIONLa distribución no satisface laespecificación
La distribución sobrepasa en sulímite inferior a laespecificación
Frecuencia
Característica
LEI LES
RECOMENDACIONSe nece sit a t omar med ida spara desplazar la media haciael centro
TERCER CASO
Interpretación del Histograma de Frecuencias
CONCLUSION
La distribución no satisface laespecificación
La medi a coi nci de con el centro deespecificación
Frecuencia
Característica
LEI LES
RECOMENDACION
Se deben tomar medidas para ajustarel proceso en su variabilidad
CUARTO CASO
Interpretación del Histograma de Frecuencias
CONCLUSIONLa distribución no satisfacela especificación
La distribución sobrepasaambos límitesLa mediano coincide conel centrode especificación
Frecuencia
Característica
LEI LES
RECOMENDACIONSe deben tomar las medidas para reduci r lavariabil idad del proceso y para desplazar la mediahacia el centrode la especificación
QUINTO CASO
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 14/17
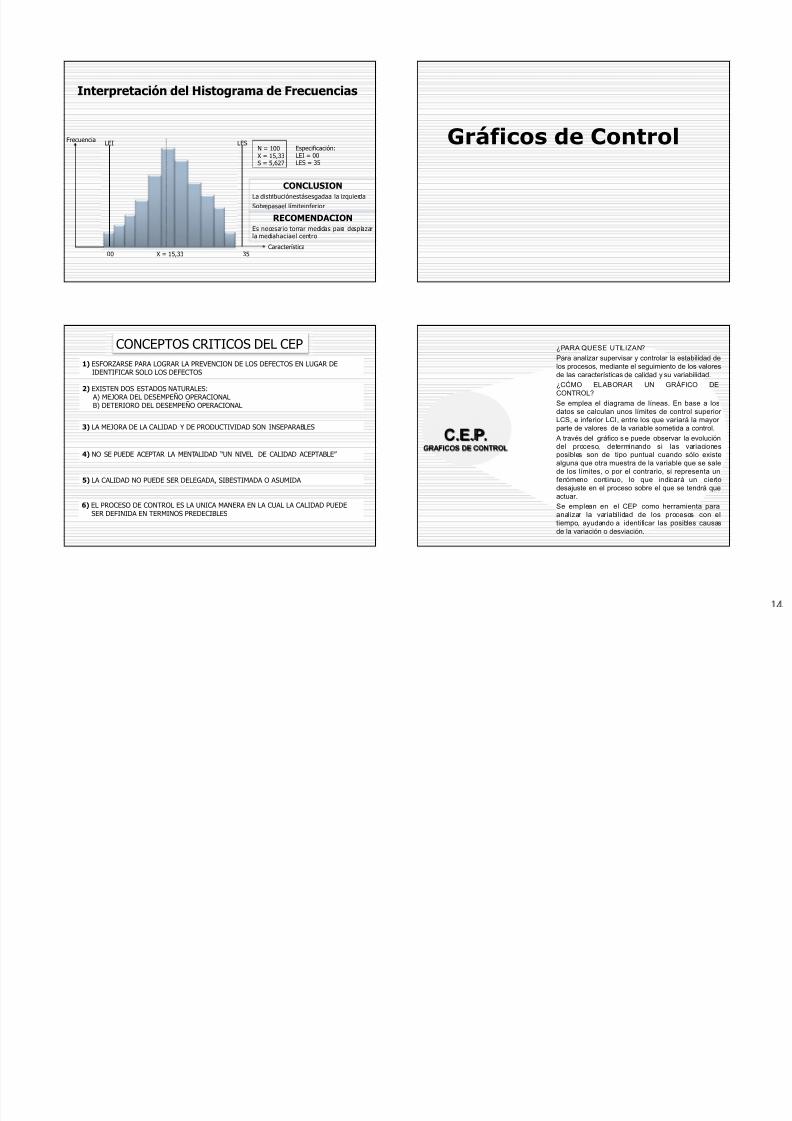
Interpretación del Histograma de Frecuencias
CONCLUSIONLa distribuciónestásesgadaa la izquierda
Sobrepasael límiteinferior
Frecuencia
Característica
N = 100X = 15,33S = 5,627
Especificación:LEI = 00LES = 35
LEI LES
00 35X = 15,33
RECOMENDACIONEs necesario tomar medidas para desplazarla mediahaciael centro
Gráficos de Control
CONCEPTOS CRITICOS DEL CEP1) ESFORZARSE PARA LOGRAR LA PREVENCION DE LOS DEFECTOS EN LUGAR DE
IDENTIFICAR SOLO LOS DEFECTOS
2) EXISTEN DOS ESTADOS NATURALES: A) MEJORA DEL DESEMPEÑO OPERACIONALB) DETERIORO DEL DESEMPEÑO OPERACIONAL
3) LA MEJORA DE LA CALIDAD Y DE PRODUCTIVIDAD SON INSEPARABLES
4) NO SE PUEDE ACEPTAR LA MENTALIDAD “UN NIVEL DE CALIDAD ACEPTABLE”
5) LA CALIDAD NO PUEDE SER DELEGADA, SIBESTIMADA O ASUMIDA
6) EL PROCESO DE CONTROL ES LA UNICA MANERA EN LA CUAL LA CALIDAD PUEDESER DEFINIDA EN TERMINOS PREDECIBLES
C.E.P.GRAFICOS DE CONTROL
¿PARA QUESE UTILIZAN?
Para analizar supervisar y controlar la estabilidad de
los procesos, mediante el seguimiento de los valores
de las características de calidad y su variabilidad.
¿CÓMO ELABORAR UN GRÁFICO DECONTROL?
Se emplea el diagrama de líneas. En base a los
datos se calculan unos límites de control superior
LCS, e inferior LCI, entre los que variará la mayor
parte de valores de la variable sometida a control.
A través del gráfico s e puede observar la evolucióndel proceso, determinando si las variacionesposibles son de tipo puntual cuando sólo existe
alguna que otra muestra de la variable que se sale
de los límites, o por el contrario, si representa unfenómeno continuo, lo que indicará un cierto
desajuste en el proceso sobre el que se tendrá que
actuar.
Se emplean en el CEP como herramienta para
analizar la variabilidad de los procesos con el
tiempo, ayudando a identificar las posibles causas
de la variación o desviación.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 15/17
C.E.P.GRAFICOS DE CONTROL
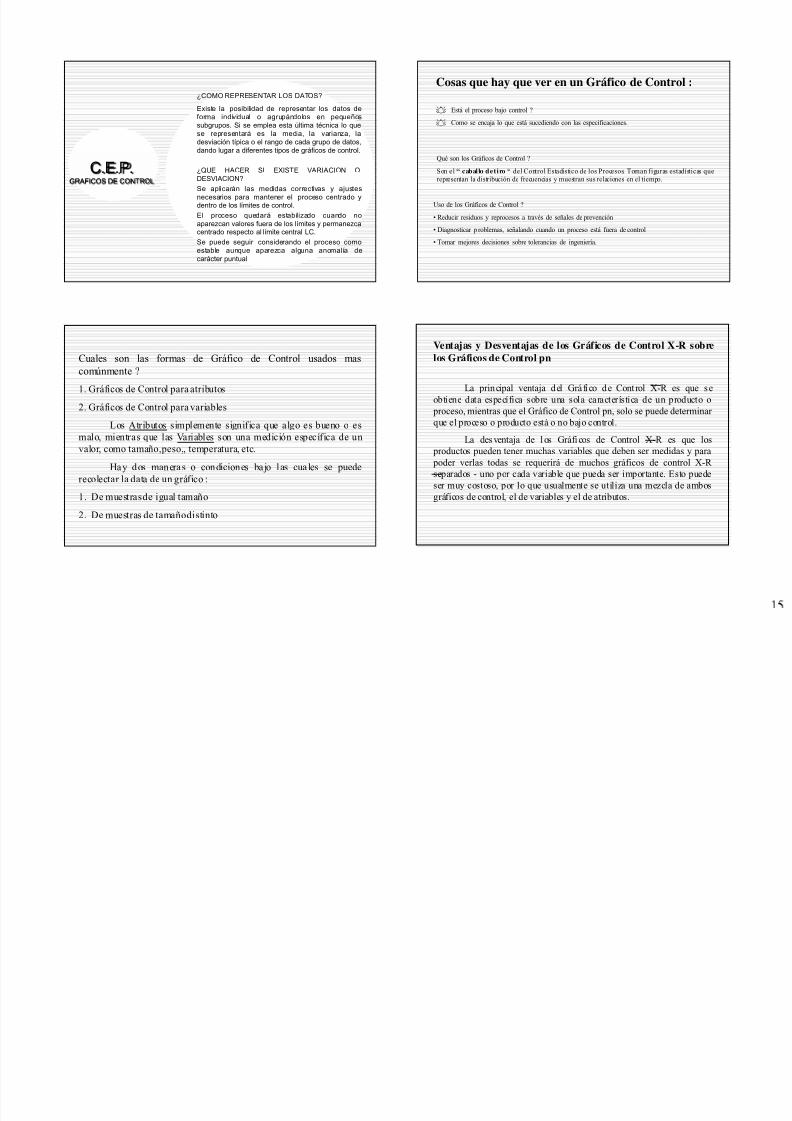
¿COMO REPRESENTAR LOS DATOS?
Existe la posibilidad de representar los datos deforma individual o agrupándolos en pequeños
subgrupos. Si se emplea esta última técnica lo que
se representará es la media, la varianza, la
desviación típica o el rango de cada grupo de datos,dando lugar a diferentes tipos de gráficos de control.
¿QUE HACER SI EXISTE VARIACION ODESVIACION?
Se aplicarán las medidas correctivas y ajustes
necesarios para mantener el proceso centrado ydentro de los límites de control.
El proceso quedará estabilizado cuando no
aparezcan valores fuera de los límites y permanezcacentrado respecto al límite central LC.
Se puede seguir considerando el proceso como
estable aunque aparezca alguna anomalía de
carácter puntual
Cosas que hay que ver en un Gráfico de Control :
Está el proceso bajo control ?
Como se encaja lo que está sucediendo con las especificaciones.
Qué son los Gráficos de Control ?
Son el “ caballo detiro “ del Control Estadístico de los Procesos. Toman figuras estadísticas querepresentan la distribución de frecuencias y muestran sus relaciones en el tiempo.
Uso de los Gráficos de Control ?
• Reducir residuos y reprocesos a través de señales de prevención
• Diagnosticar p roblemas, señalando cuando un proceso está fuera de control
• Tomar mejores decisiones sobre tolerancias de ingeniería.
Cuales son las formas de Gráfico de Control usados mas
comúnmente ?
1. Gráficos de Control para atributos
2. Gráficos de Control para variables
Los Atributos simplemente significa que algo es bueno o es
malo, mientras que las Variables son una medición específica de un
valor, como tamaño,peso,, temperatura, etc.
Hay dos maneras o condiciones bajo las cuales se puede
recolectar la data de un gráfico :
1. De muestrasde igual tamaño
2. De muestras de tamañodistinto
Ventajas y Desventajas de los Gráficos de Control X-R sobrelos Gráficos de Control pn
La principal ventaja del Grá fico de Control X-R es que se
obtiene data específica sobre una sola característica de un producto o
proceso, mientras que el Gráfico de Control pn, solo se puede determinar
que el proceso o producto está o no bajo control.
La desventaja de los Gráfi cos de Control X-R es que los
productos pueden tener muchas variables que deben ser medidas y para
poder verlas todas se requerirá de muchos gráficos de control X-R
separados - uno por cada variable que pueda ser importante. Esto puede
ser muy costoso, por lo que usualmente se utiliza una mezcla de ambos
gráficos de control, el de variables y el de atributos.
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 16/17
7/21/2019 3.- Tercera Semana a- Aplicaciones-herramientas Reactivas
http://slidepdf.com/reader/full/3-tercera-semana-a-aplicaciones-herramientas-reactivas 17/17
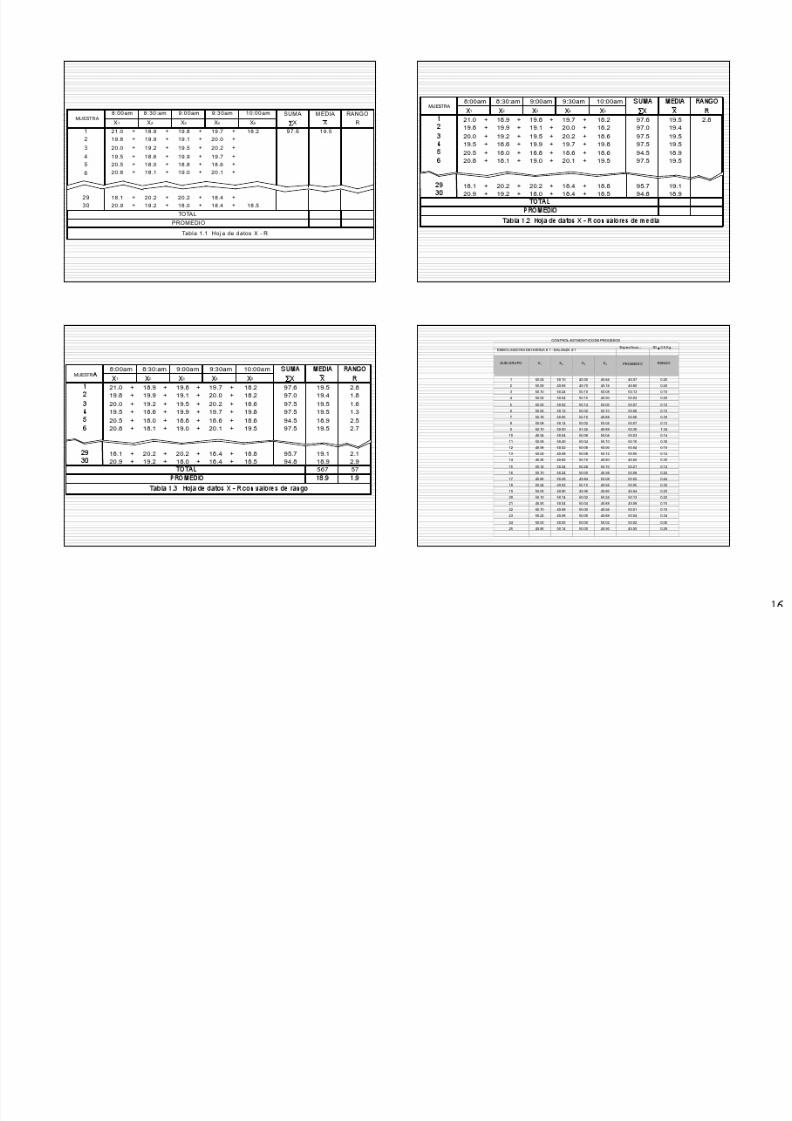
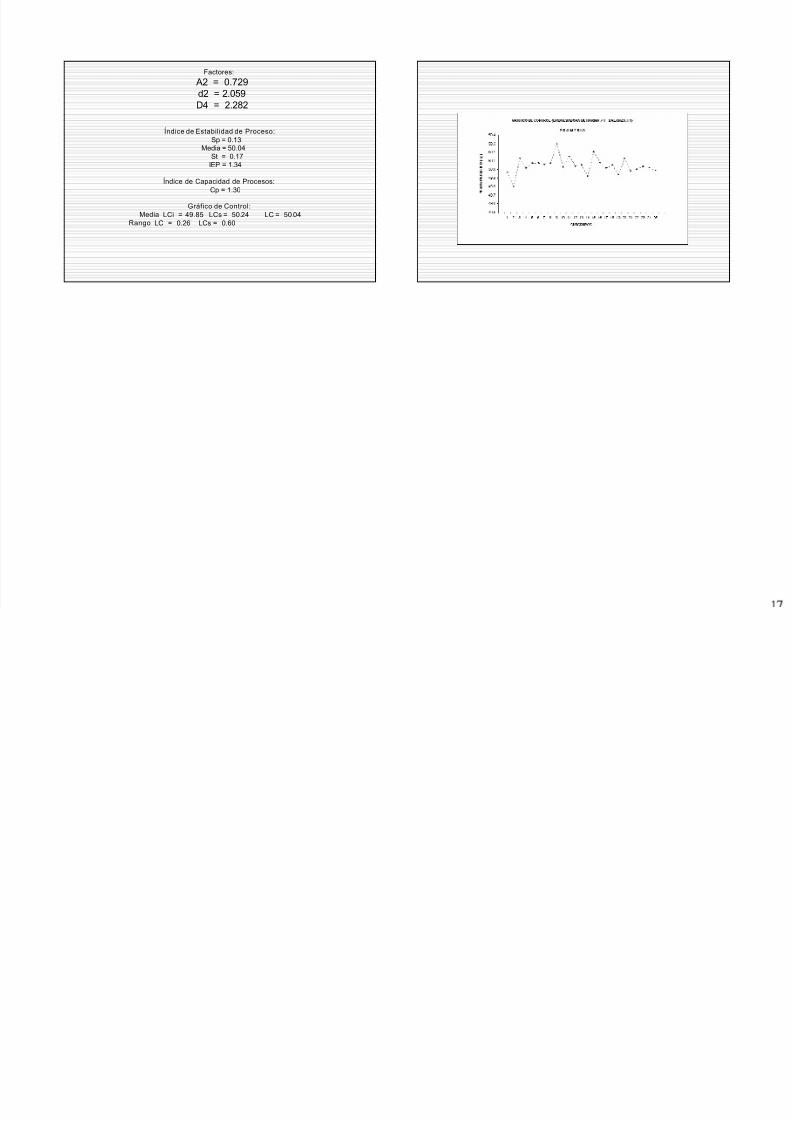
Factores:
A2 = 0.729
d2 = 2.059
D4 = 2.282
Índice de Estabilidad de Proceso:
Sp = 0.13Media = 50.04
St = 0.17
IEP = 1.34
Índice de Capacidad de Procesos:Cp = 1.30
Gráfico de Control:Media LCi = 49.85 LCs = 50.24 LC = 50.04
Rango LC = 0.26 LCs = 0.60