workpiece material: d2 - tyson tool company limited · workpiece material: d2 workpiece hardness:...
TRANSCRIPT


Workpiece Material: D2
Workpiece Hardness: 62 + 2 HRc
Workpiece Tolerance: + .0008"
Surface Finish Tolerance: Ra 16 µin

2
Technical Info. - Index
Using our Ultrahard Cutting Materials - Selection Criteria ..................................................................................................................................... page 3
Check List for Determining the Cutting Materials Grades (i.e. Hard- Cutting) ............................................................................................... page 3
Workpiece Material Groups (DIN ISO 513) ................................................................................................................................................................. page 4
Groups of Cutting Materials ............................................................................................................................................................................................. page 5
Range of Application (DIN ISO 513) For Material Groups, P, M,K, N, S, H .......................................................................................................... page 6
Designation of Tipped Inserts, ISO, BECKER Comparison ....................................................................................................................................... page 7
Variations of Tipped Corners for all Ultrahard Cutting Materials ................................................................................................................... page 8 & 9
Wear Resistance and Toughness , Comparison of all our Ultrahard Cutting Materials ............................................................................... page 10
Positive Top Rake Geometries ...................................................................................................................................................................................... page 11
ISO Insert Nomenclature ...................................................................................................................................................................................... page 12 & 13
Flank Wear Characteristics of our Ultrahard Cutting Materials ........................................................................................................................... page 14
Cutting Edge Geometry & Surface Finish Surface Roughness Rt & Feed Rates ........................................................................................... page 15
Ultrahard Cutting Materials Grades - Materials - Performance ................................................................................................................. page 16 & 17
Cutting Data for Turning - P: Sintered Steel, Powdered Alloys .......................................................................................................................... page 18
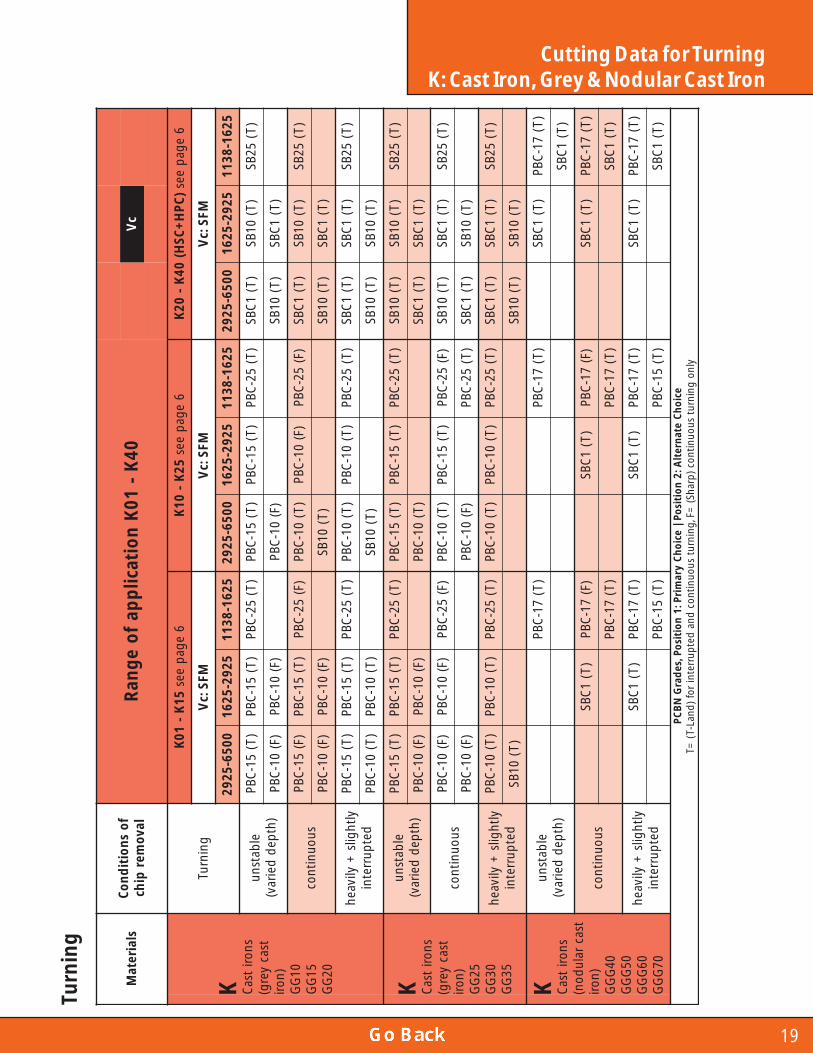
Cutting Data for Turning - K: Cast Iron, Grey & Nodular Cast Iron ...................................................................................................................... page 19
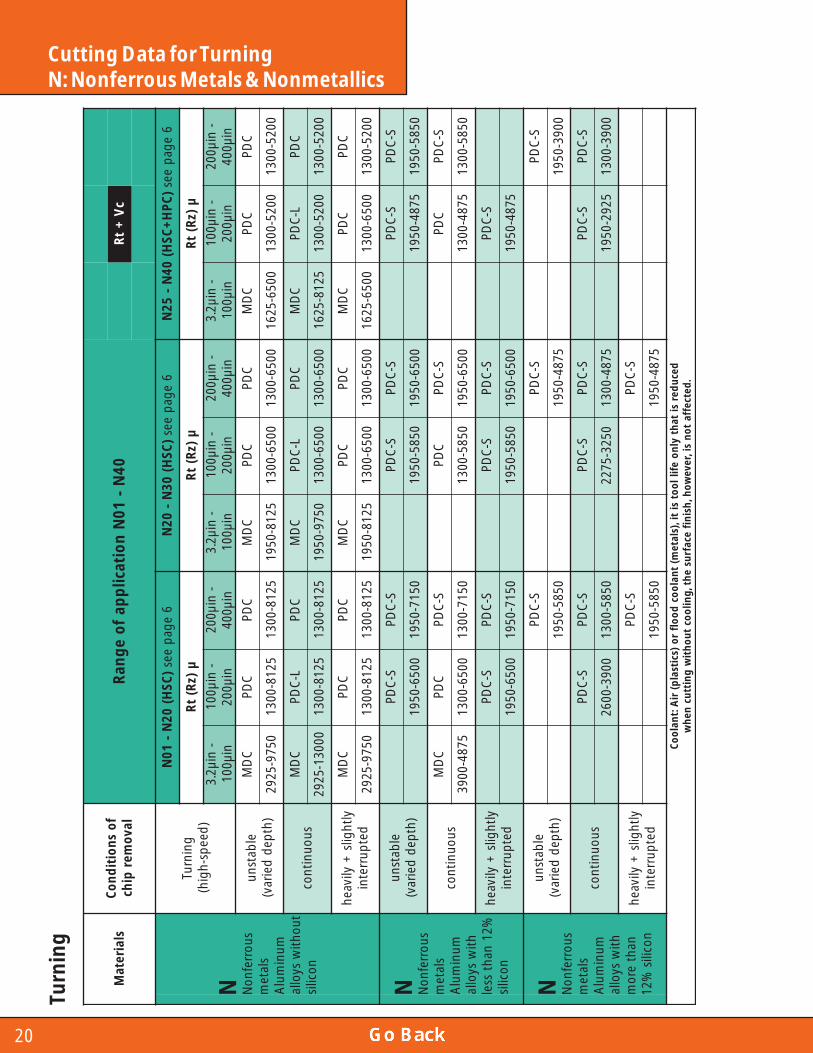
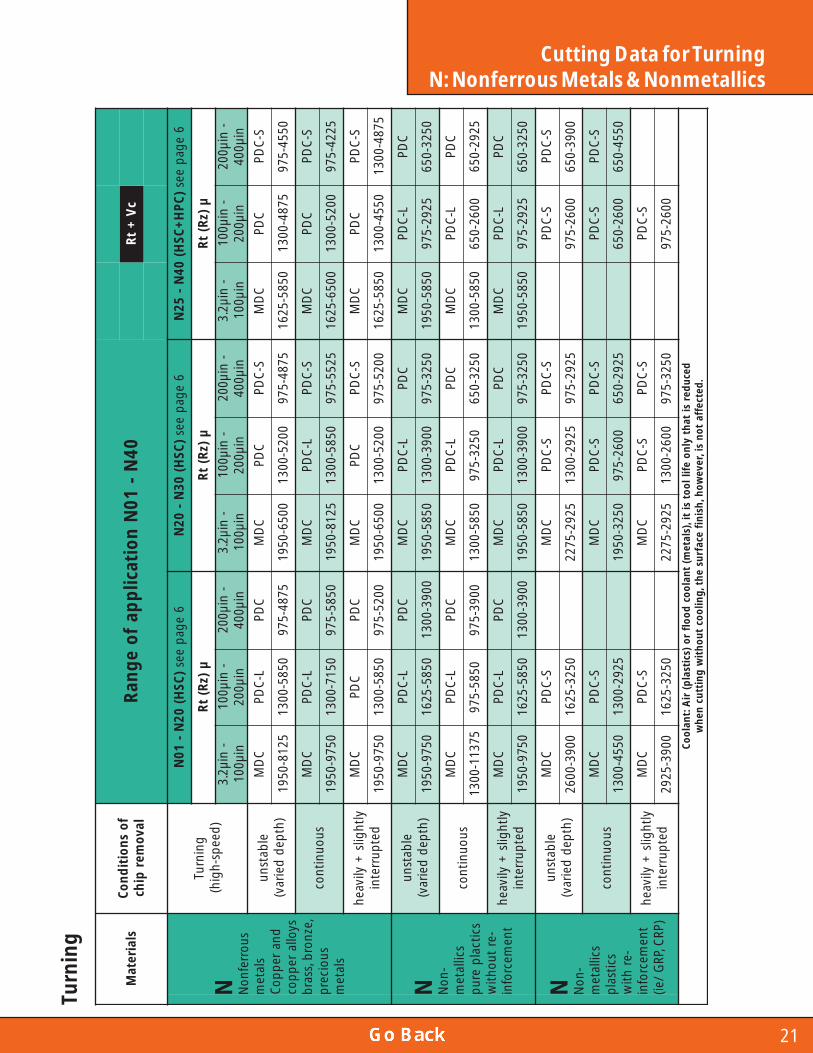
Cutting Data for Turning - N: Nonferrous Metals & Nonmetallics ........................................................................................................... page 20 & 21
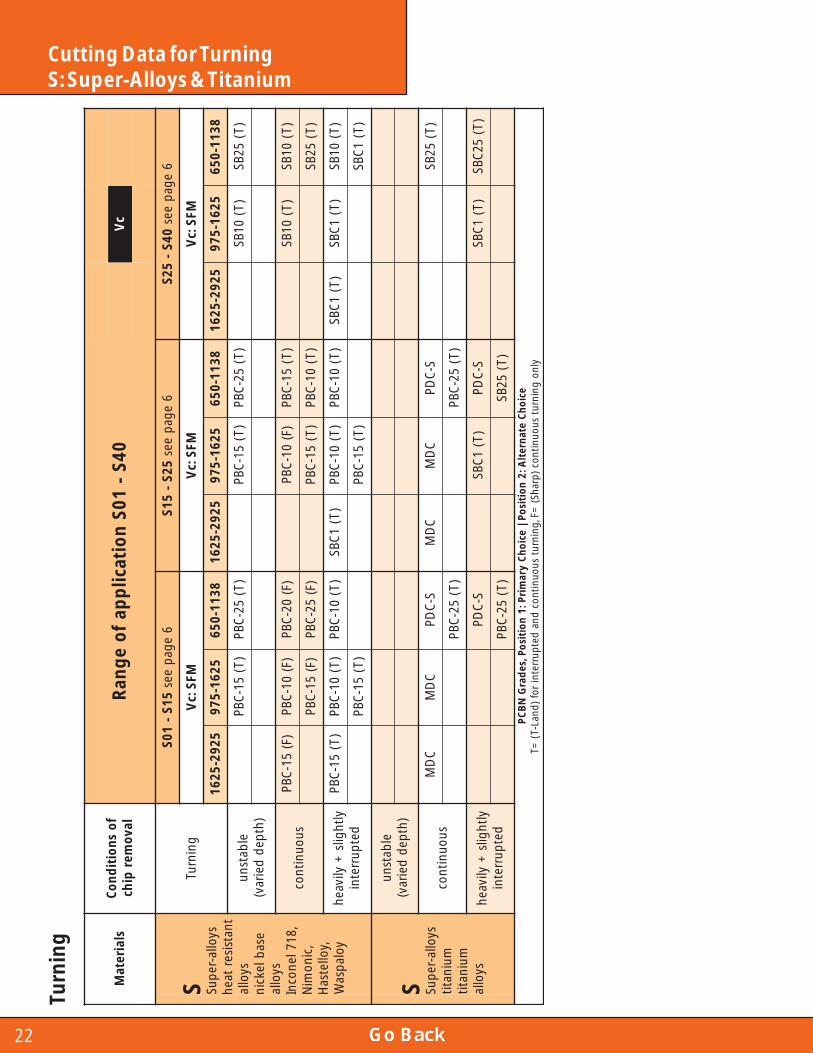
Cutting Data for Turning - S: Super-Alloys & Titanium ........................................................................................................................................... page 22
Cutting Data for Turning - H: Hard Materials ................................................................................................................................................... page 23 & 24
Cutting Data for Milling - K: Cast Iron, Grey & Nodular Cast Iron ...................................................................................................................... page 25
Cutting Data for Milling - N: Nonferrous Metals & Nonmetallics ............................................................................................................ page 26 & 27
Cutting Data for Milling - H: Hard Materials .............................................................................................................................................................. page 28
Trouble Shooting for PCD Applications ..................................................................................................................................................................... page 29
Trouble Shooting for CBN Applications ..................................................................................................................................................................... page 30
Welcome to the vast product offering from Becker Diamond of Germany. To achieve optimum applicationsuccess, closely follow the enclosed selection checklists. Maximum machining performance with Beckerproducts is achieved through a calculated selection of required cutting materials, and proper macro-cuttingedge geometries. Please be advised that machining with Becker tools will be significantly different from whatyou have become accustomed to with normal carbide tooling. Due to the physical properties of the Beckercutting materials, and the range of micro-cutting edge geometries, it is important that you completely rethinkyour machining approach when determining selection criteria.
When selecting the Becker grades from our comprehensive range, a complex performance profile of themachining result is required. Due to the different variations of tipped corner styles, macro and micro cuttingedge geometries, careful pre-planning is required to ensure that the best tool is selected for the givenapplication.
The overall machining system should also be reconsidered in order to achieve full performance from theBecker product. Use the most rigid and accurate tooling systems available. Machinery and equipment shouldbe compatible with the machining tasks. Particular attention must be paid to the general rigidity, theslideways, spindles and work-holding systems. When all working parameters are optimized, you can achievesurface finishes in a nanometer range as a standard using Monocrystalline Diamond for non ferrous metals andwith PCBN for hard cutting of hardened steel.
3
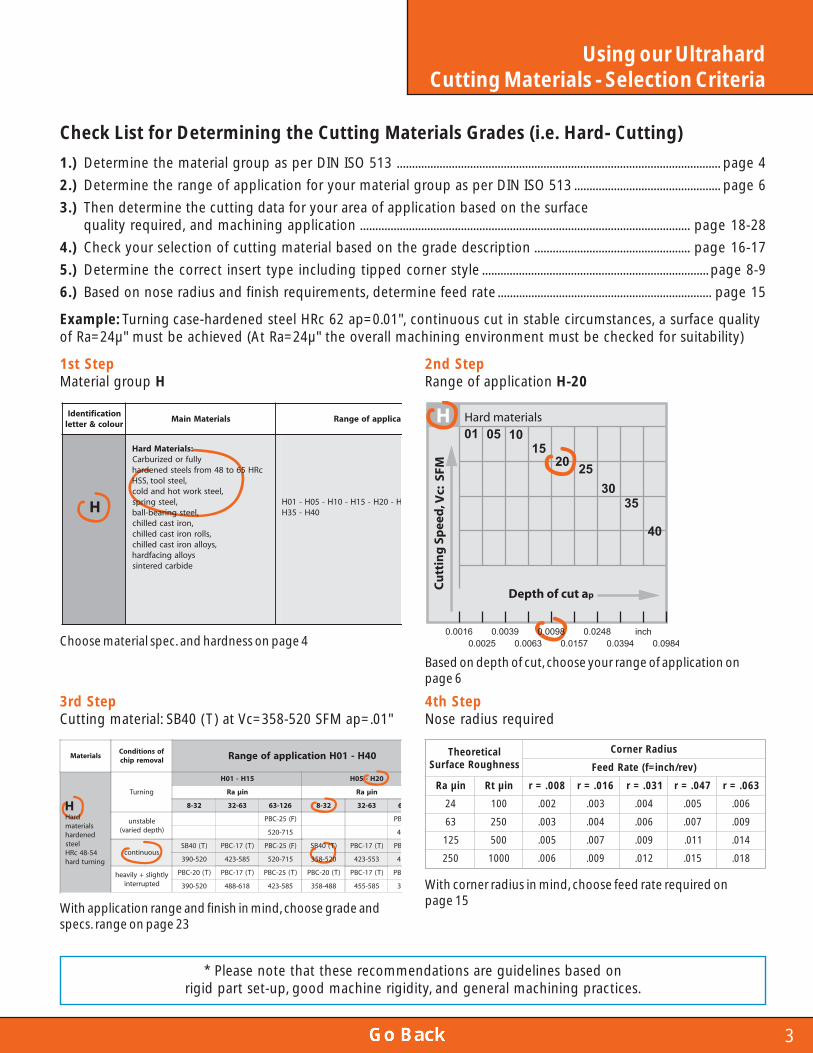
Using our UltrahardCutting Materials - Selection Criteria
Example: Turning case-hardened steel HRc 62 ap=0.01", continuous cut in stable circumstances, a surface qualityof Ra=24µ" must be achieved (At Ra=24µ" the overall machining environment must be checked for suitability)
2nd StepRange of application H-20
1st StepMaterial group H
3rd StepCutting material: SB40 (T) at Vc=358-520 SFM ap=.01"
1.) Determine the material group as per DIN ISO 513 .......................................................................................................... page 4
2.) Determine the range of application for your material group as per DIN ISO 513 ................................................ page 6
3.) Then determine the cutting data for your area of application based on the surfacequality required, and machining application ............................................................................................................ page 18-28
4.) Check your selection of cutting material based on the grade description ................................................... page 16-17
5.) Determine the correct insert type including tipped corner style .......................................................................... page 8-9
6.) Based on nose radius and finish requirements, determine feed rate ...................................................................... page 15
Check List for Determining the Cutting Materials Grades (i.e. Hard- Cutting)
4th StepNose radius required
* Please note that these recommendations are guidelines based onrigid part set-up, good machine rigidity, and general machining practices.
Choose material spec. and hardness on page 4
With application range and finish in mind, choose grade andspecs. range on page 23
With corner radius in mind, choose feed rate required onpage 15
Based on depth of cut, choose your range of application onpage 6
laciteroehTssenhguoRecafruS
suidaRrenroC
)ver/hcni=f(etaRdeeF
niµaR niµtR 800.=r 610.=r 130.=r 740.=r 360.=r
42 001 200. 300. 400. 500. 600.
36 052 300. 400. 600. 700. 900.
521 005 500. 700. 900. 110. 410.
052 0001 600. 900. 210. 510. 810.
4
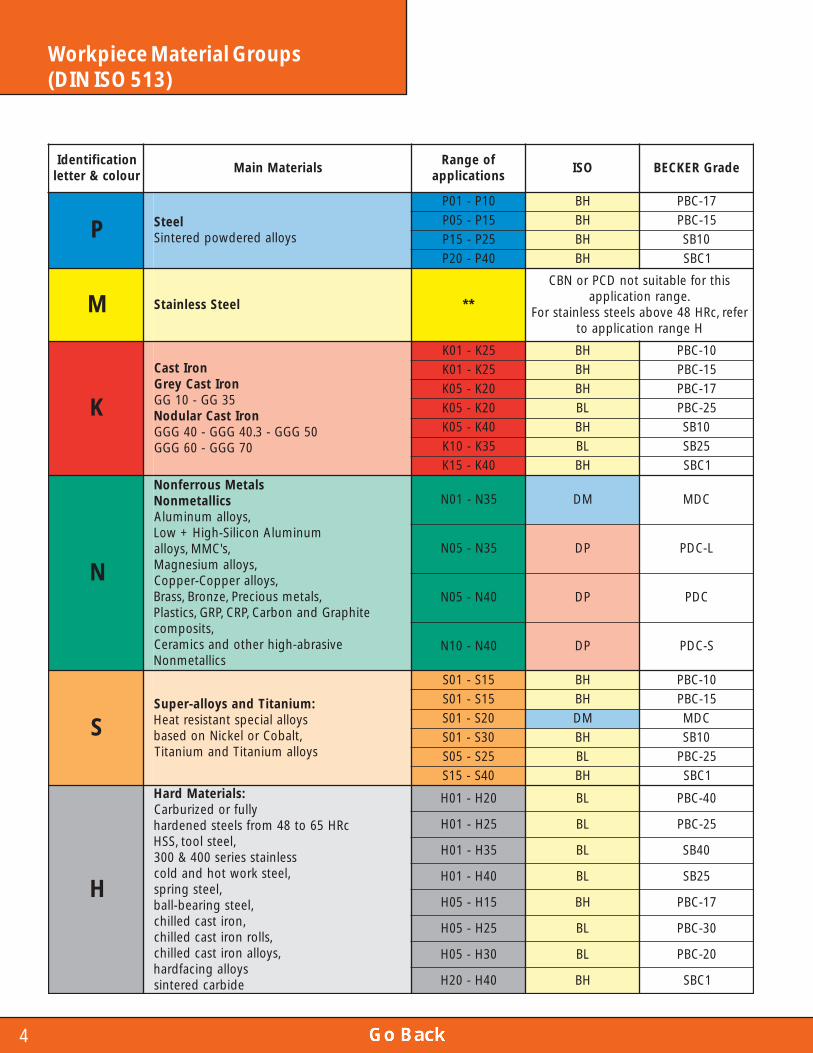
Workpiece Material Groups(DIN ISO 513)
noitacifitnedIruoloc&rettel
slairetaMniaMfoegnaR
snoitacilppaOSI edarGREKCEB
P leetSsyolladeredwopderetniS
01P-10P HB 71-CBP
51P-50P HB 51-CBP
52P-51P HB 01BS
04P-02P HB 1CBS
M leetSsselniatS **
sihtrofelbatiustonDCProNBC.egnarnoitacilppa
refer,cRH84evobasleetssselniatsroFHegnarnoitacilppaot
K
norItsaCnorItsaCyerG
53GG-01GGnorItsaCraludoN
05GGG-3.04GGG-04GGG07GGG-06GGG
52K-10K HB 01-CBP
52K-10K HB 51-CBP
02K-50K HB 71-CBP
02K-50K LB 52-CBP
04K-50K HB 01BS
53K-01K LB 52BS
04K-51K HB 1CBS
N
slateMsuorrefnoNscillatemnoN
,syollamunimulAmunimulAnociliS-hgiH+woL
,s'CMM,syolla,syollamuisengaM
,syollareppoC-reppoC,slatemsuoicerP,eznorB,ssarB
etihparGdnanobraC,PRC,PRG,scitsalP,stisopmoc
evisarba-hgihrehtodnascimareCscillatemnoN
53N-10N MD CDM
53N-50N PD L-CDP
04N-50N PD CDP
04N-01N PD S-CDP
S:muinatiTdnasyolla-repuS
syollalaicepstnatsisertaeH,tlaboCrolekciNnodesab
syollamuinatiTdnamuinatiT
51S-10S HB 01-CBP
51S-10S HB 51-CBP
02S-10S MD CDM
03S-10S HB 01BS
52S-50S LB 52-CBP
04S-51S HB 1CBS
H
:slairetaMdraHyllufrodezirubraC
cRH56ot84morfsleetsdenedrah,leetsloot,SSH
sselniatsseires004&003,leetskrowtohdnadloc
,leetsgnirps,leetsgniraeb-llab
,noritsacdellihc,sllornoritsacdellihc
,syollanoritsacdellihcsyollagnicafdrah
edibracderetnis
02H-10H LB 04-CBP
52H-10H LB 52-CBP
53H-10H LB 04BS
04H-10H LB 52BS
51H-50H HB 71-CBP
52H-50H LB 03-CBP
03H-50H LB 02-CBP
04H-02H HB 1CBS
5
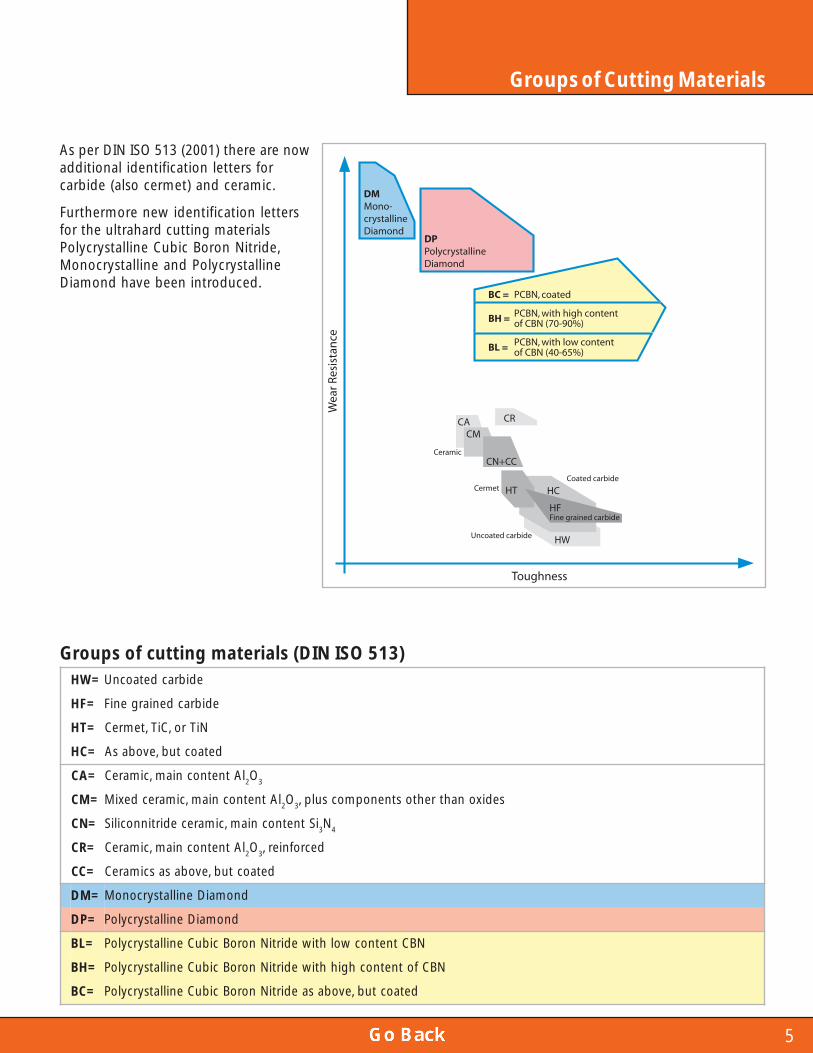
Groups of Cutting Materials
As per DIN ISO 513 (2001) there are nowadditional identification letters forcarbide (also cermet) and ceramic.
Furthermore new identification lettersfor the ultrahard cutting materialsPolycrystalline Cubic Boron Nitride,Monocrystalline and PolycrystallineDiamond have been introduced.
Groups of cutting materials (DIN ISO 513)=WH edibracdetaocnU
=FH edibracdeniargeniF
=TH NiTro,CiT,temreC
=CH detaoctub,evobasA
=AC lAtnetnocniam,cimareC2O
3
=MC lAtnetnocniam,cimarecdexiM2O
3sedixonahtrehtostnenopmocsulp,
=NC iStnetnocniam,cimarecedirtinnociliS3N
4
=RC lAtnetnocniam,cimareC2O
3decrofnier,
=CC detaoctub,evobasascimareC
=MD dnomaiDenillatsyrconoM
=PD dnomaiDenillatsyrcyloP
=LB NBCtnetnocwolhtiwedirtiNnoroBcibuCenillatsyrcyloP
=HB NBCfotnetnochgihhtiwedirtiNnoroBcibuCenillatsyrcyloP
=CB detaoctub,evobasaedirtiNnoroBcibuCenillatsyrcyloP
6
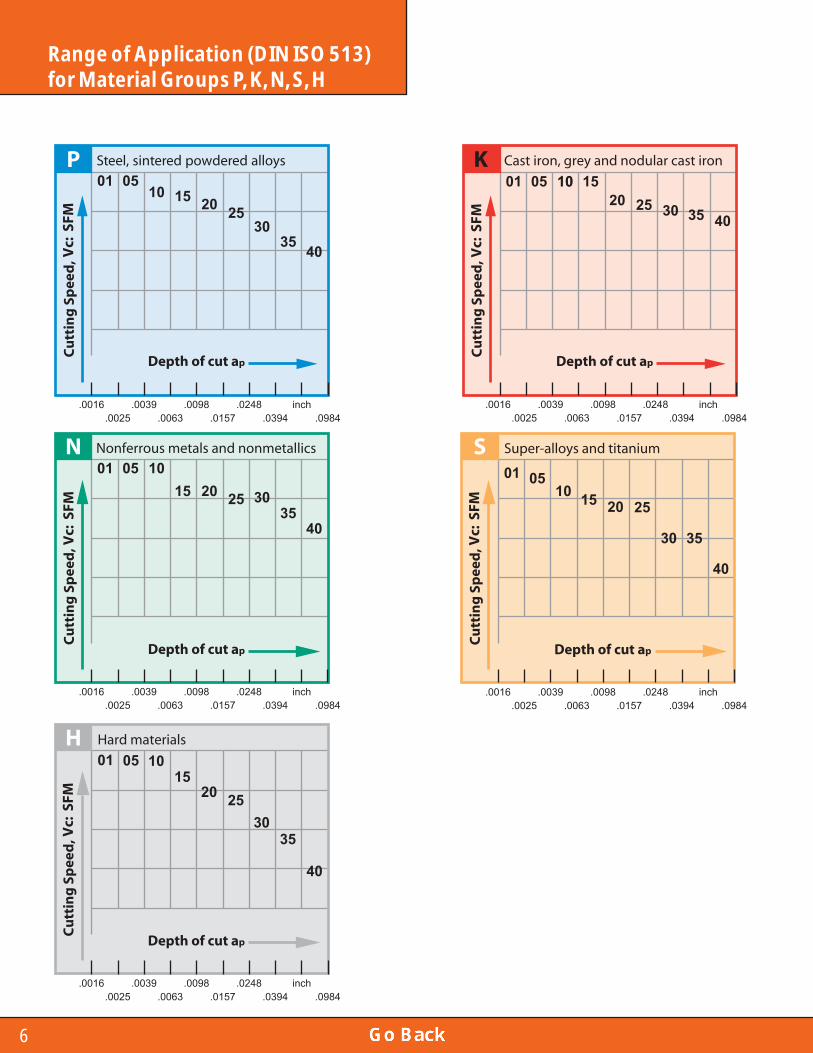
Range of Application (DIN ISO 513)for Material Groups P, K, N, S, H
7
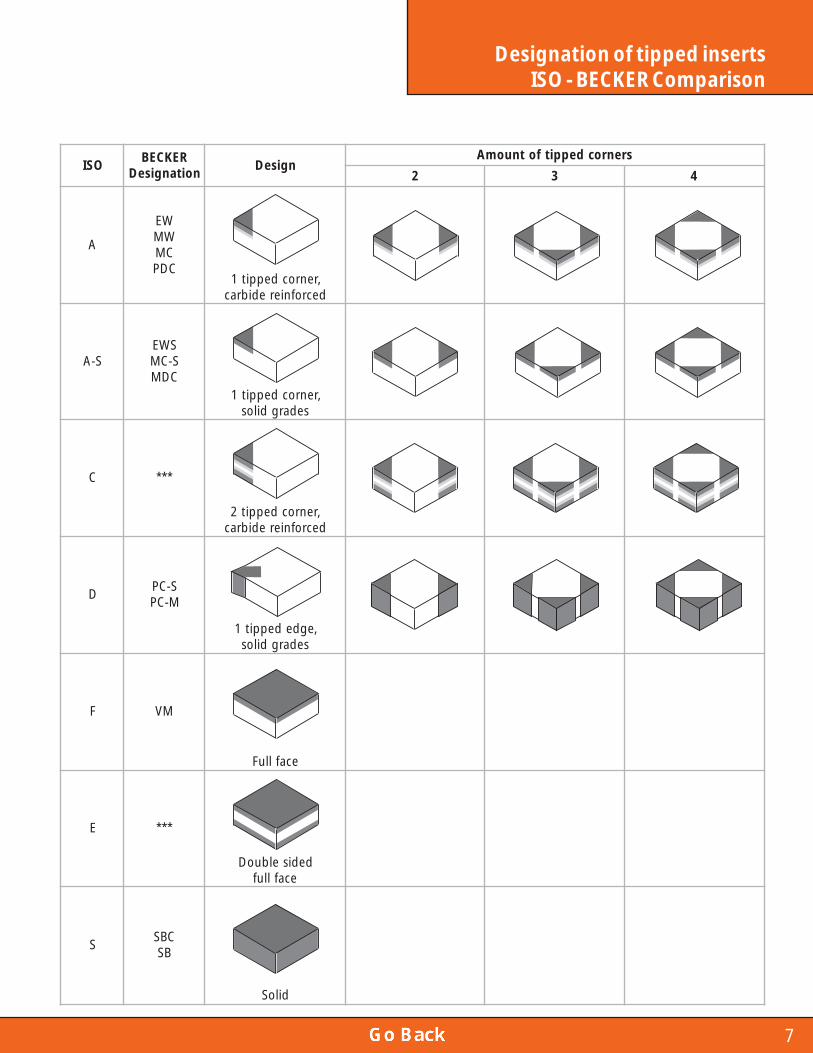
Designation of tipped insertsISO - BECKER Comparison
OSIREKCEB
noitangiseDngiseD
srenrocdeppitfotnuomA
2 3 4
A
WEWMCMCDP
,renrocdeppit1decrofnieredibrac
S-ASWES-CMCDM
,renrocdeppit1sedargdilos
C ***
,renrocdeppit2decrofnieredibrac
DS-CPM-CP
,egdedeppit1sedargdilos
F MV
ecaflluF
E ***
dediselbuoDecaflluf
SCBS
BS
diloS
8
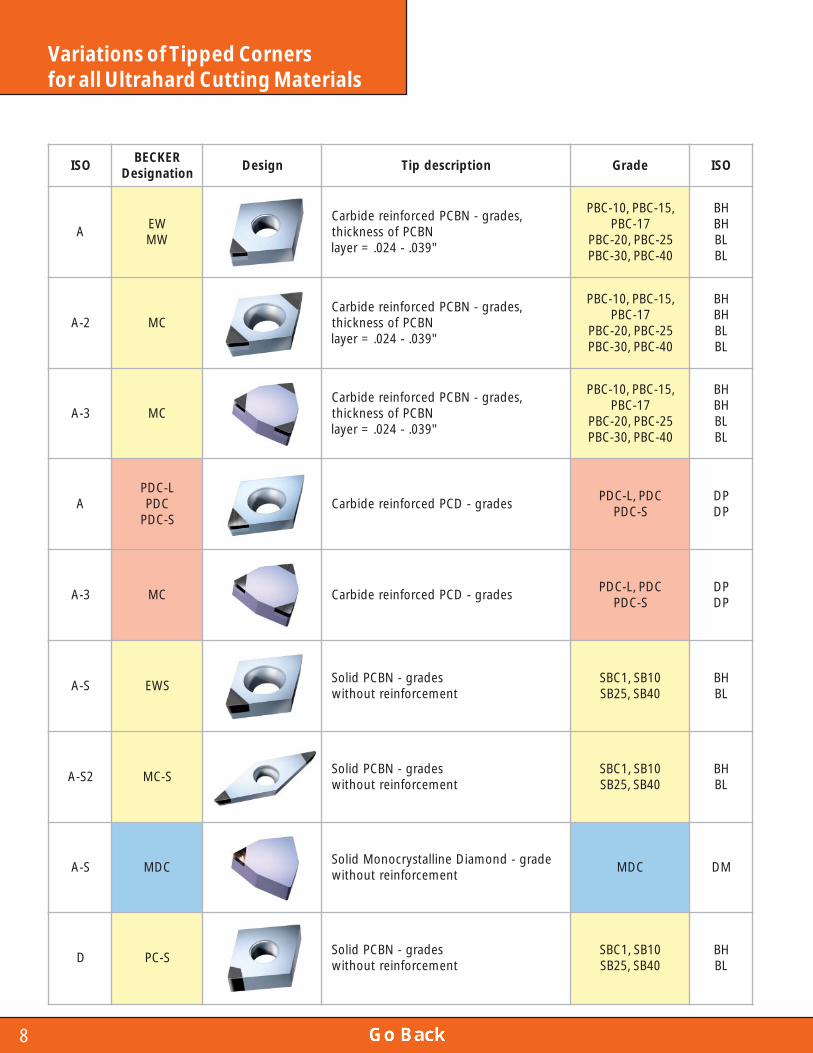
Variations of Tipped Cornersfor all Ultrahard Cutting Materials
OSIREKCEB
noitangiseDngiseD noitpircsedpiT edarG OSI
AWEWM
,sedarg-NBCPdecrofnieredibraCNBCPfossenkciht
"930.-420.=reyal
,51-CBP,01-CBP71-CBP
52-CBP,02-CBP04-CBP,03-CBP
HBHBLBLB
2-A CM,sedarg-NBCPdecrofnieredibraC
NBCPfossenkciht"930.-420.=reyal
,51-CBP,01-CBP71-CBP
52-CBP,02-CBP04-CBP,03-CBP
HBHBLBLB
3-A CM,sedarg-NBCPdecrofnieredibraC
NBCPfossenkciht"930.-420.=reyal
,51-CBP,01-CBP71-CBP
52-CBP,02-CBP04-CBP,03-CBP
HBHBLBLB
AL-CDP
CDPS-CDP
sedarg-DCPdecrofnieredibraCCDP,L-CDP
S-CDPPDPD
3-A CM sedarg-DCPdecrofnieredibraCCDP,L-CDP
S-CDPPDPD
S-A SWEsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
2S-A S-CMsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
S-A CDMedarg-dnomaiDenillatsyrconoMdiloS
tnemecrofniertuohtiwCDM MD
D S-CPsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB

9
Variations of Tipped Cornersfor all Ultrahard Cutting Materials
OSIREKCEB
noitangiseDngiseD noitpircsedpiT edarG OSI
2-D M-CPsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
3-D M-CPsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
4-D M-CPsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
F MV,sedarg-NBCPdecrofnieredibraC
ecaflluF
,51-CBP,01-CBP71-CBP
52-CBP,02-CBP04-CBP,03-CBP
HBHBLBLB
F MVsedarg-CDPdecrofnieredibraC
ecaflluFS-CDP,CDP PD
SCBS
BSsedarg-NBCPdiloS
tnemecrofniertuohtiw01BS,1CBS04BS,52BS
HBLB
**SG-CBS
SG-BS
sedarg-NBCPdiloSegdegnittucelohw
tnemecrofniertuohtiw
01BS,1CBS04BS,52BS
HBLB
** SG-CBPsedarg-NBCPdecrofnieredibraC
egdegnittucelohw
,51-CBP,01-CBP71-CBP
52-CBP,02-CBP04-CBP,03-CBP
HBHBLBLB
**SG-CDPSG-S-CDP
sedarg-CDPdecrofnieredibraCegdegnittucelohw
S-CDP,CDP PD
10
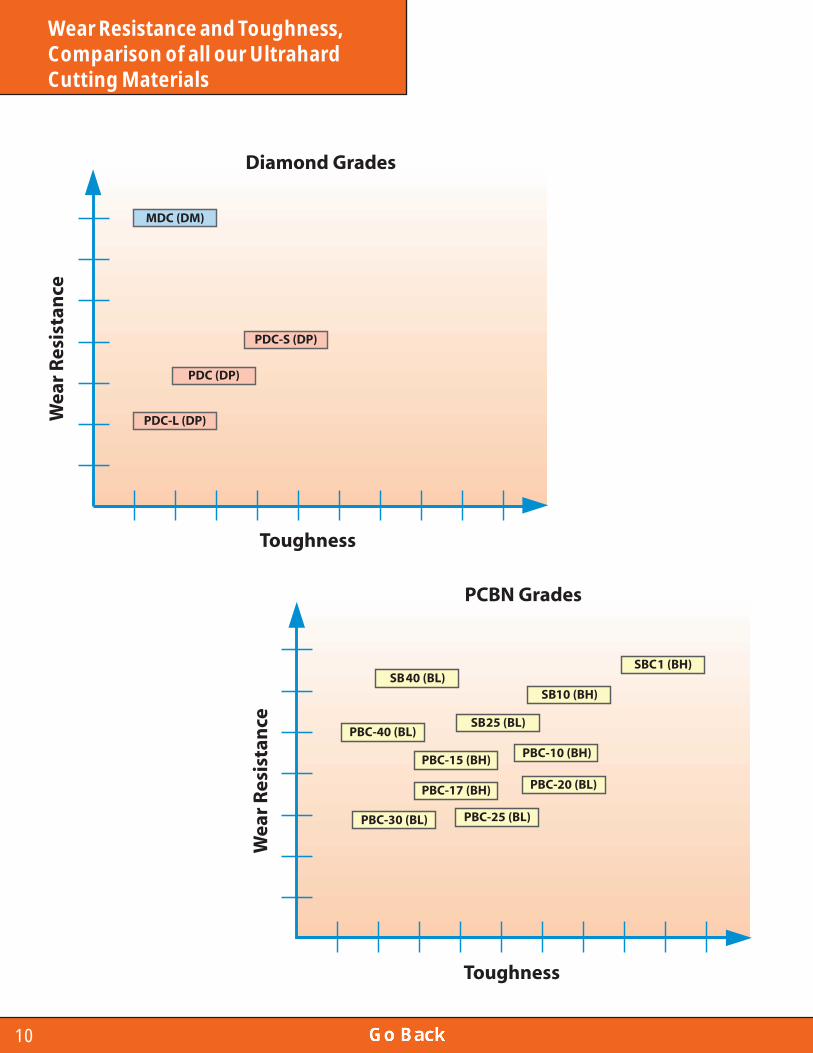
Wear Resistance and Toughness,Comparison of all our UltrahardCutting Materials

11
Positive Top Rake Geometries
ekaRpoT segatnavdA egatnavdasiD
tresnievitagen)1)L/R(elgnaekarevitisop)2
egdegnittucprahs)3
:slairetaMgnittuCCDM
deepsgnittuchgihyrev)1tucfohtpedegral)2erusserpgnittucon)3eerf-rrubyletulosba)4
stimilecnarelotllamsyrev)5efilloothgihyrev)6
ecafrusfonoitcuderelttil)1evitisopybdesuachsinif
elgnaekar
tresnievitisop)1)L/R(elgnaekarevitisop)2
egdegnittucprahs)3
:slairetaMgnittuCS-CDPdnaCDP
htpedegralylemertxe)1tucfo
erusserpgnittucwol)2eerf-rrub)3
stimilecnarelotllams)4
ecafrusfonoitcuderelttil)1evitisopybdesuachsinif
elgnaekar
tresnievitisop)1)N(elgnaekarevitisop)2
egdegnittucprahs)3
:slairetaMgnittuCgnirobrofCDPdnaCBP
erusserpgnittucwol)1eerf-rrub)2
stimilecnarelotllams)3gnahrevohgih)4
deepsgnittuchgih)5
ecafrusfonoitcuderelttil)1evitisopybdesuachsinif
elgnaekar
tresnievitisop)1)N(elgnaekarevitisop)2
egdegnittucprahs)3
:slairetaMgnittuCCBPdna,S-CDP,CDP
erusserpgnittucwol)1eerf-rrub)2
stimilecnarelotllams)3deepsgnittuchgih)4
ecafrusfonoitcuderelttil)1evitisopybdesuachsinif
elgnaekar
tresnievitagen)1)N(elgnaekarevitisop)2
egdegnittucprahs)3
:slairetaMgnittuCBS,CBS
tucfohtpedtaerg)1erusserpgnittucwol)2stimilecnarelotllams)3
deepsgnittuchgih)4
ecafrusfonoitcuderelttil)1evitisopybdesuachsinif
elgnaekar

12
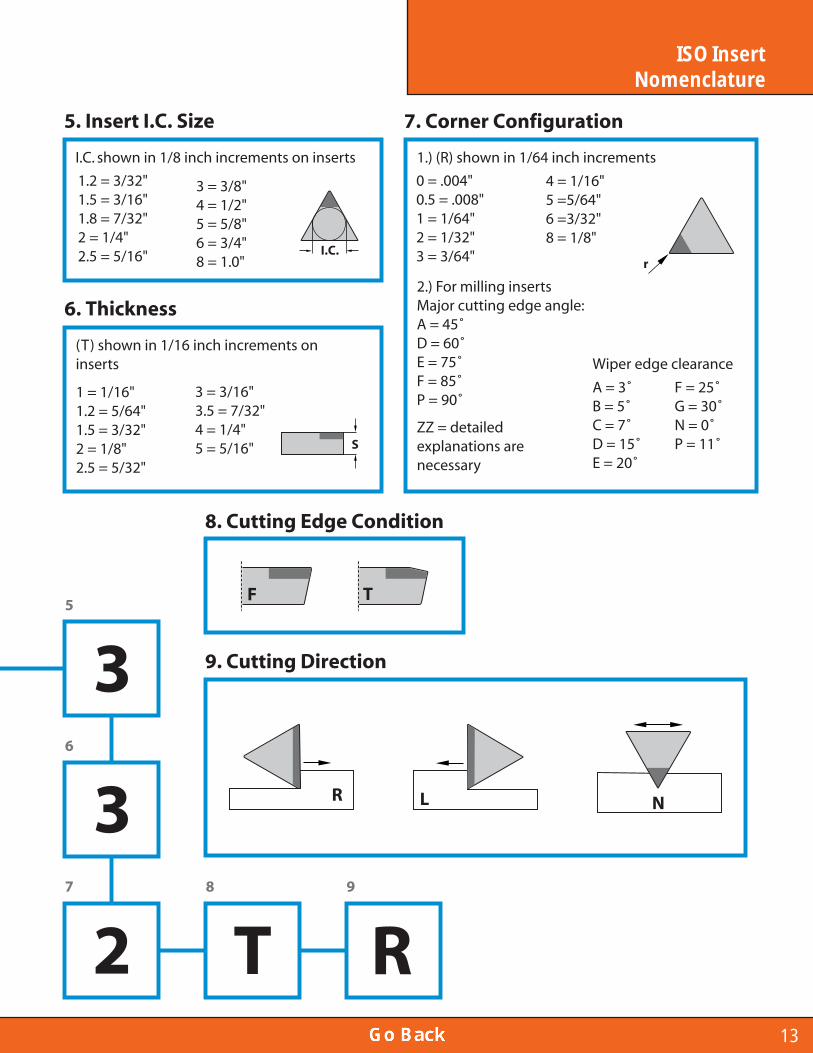
ISO InsertNomenclature
13
ISO InsertNomenclature
14
Flank Wear Characteristicsof our Ultrahard Cutting Materials
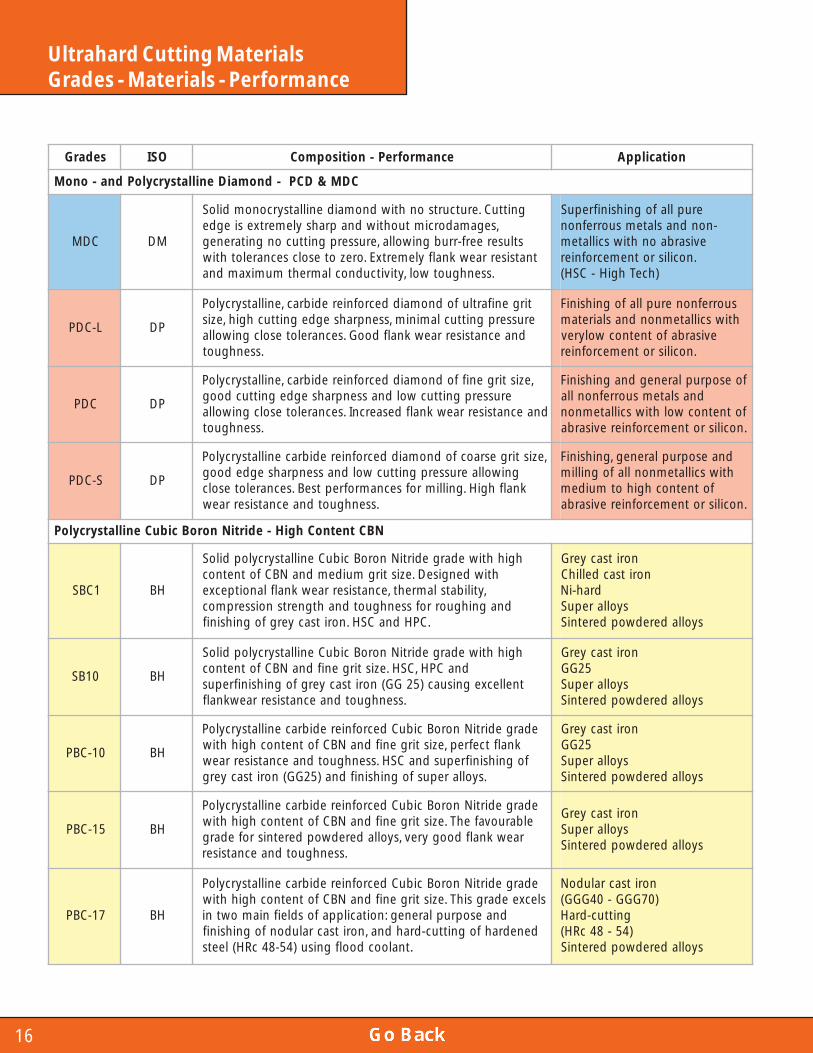
1) MDC - Monocrystalline Diamond (DM)Monocrystalline diamond is the hardest known mineral. It’s outstanding abrasive hardness and highest
homogeneity enable the manufacture of ultra sharp and notch free micro-cutting edge qualities, (as it is groundfrom a single crystal) - not achievable using other cutting materials. The sharpness of the cutting edge produces aslight cutting pressure without any heat generated during machining. The unsurpassable wear resistance retainsthe perfect micro-cutting edge quality over an extremely long tool life. MDC cannot be used on aluminium withfillers.
2) PCD - Polycrystalline Diamond (DP)The core structure (ultra-fine to coarse grain) of the Polycrystalline Diamond provides a higher toughness, yet
lower wear resistance and reduced micro-cutting edge quality than with Monocrystalline Diamond. The reactionbehaviour is identical, yet the higher toughness extends the application range considerably. Materials with a lowto very high content (from 2% to 70%) of abrasives fillers can be machined with excellent tool life.
3) CBN - Polycrystalline Cubic Boron Nitride (BH and BL)Polycrystalline Cubic Boron Nitride is the second hardest cutting material next to Diamond, however, it has far
less in common with Diamond. Reaction resistance reaches 1,250°C which makes this cutting material have avery high wear resistance, toughness, compression strength and thermal hardness ideal for self-induced hotcutting mode of hardened steels.
Flank Wear of Ultrahard Cutting Materials
Flank wear has a significant influence on the life of all cutting tools. Due to the excellent flank wear resistanceof all Becker cutting materials, they are clearly superior to conventional cutting materials in many fields. Typically,the Becker product will exhibit negligible flank wear - if any at all, thereby resulting in extremely long tool life.
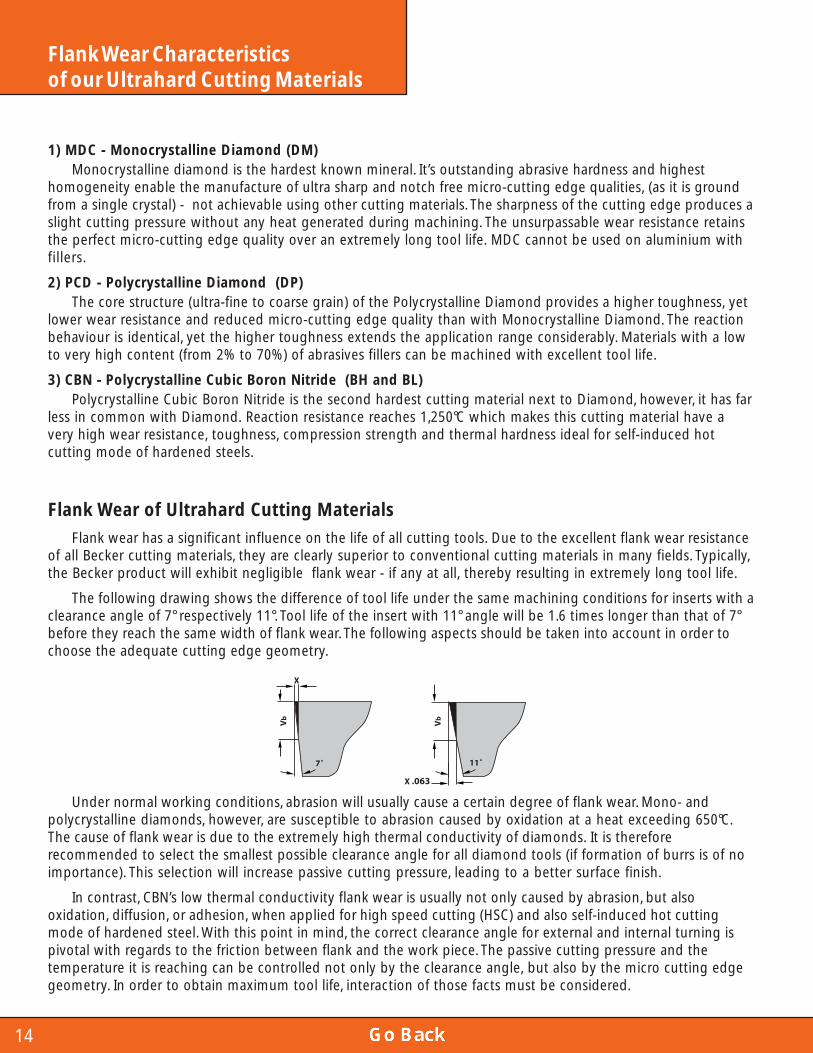
The following drawing shows the difference of tool life under the same machining conditions for inserts with aclearance angle of 7° respectively 11°. Tool life of the insert with 11° angle will be 1.6 times longer than that of 7°before they reach the same width of flank wear. The following aspects should be taken into account in order tochoose the adequate cutting edge geometry.
Under normal working conditions, abrasion will usually cause a certain degree of flank wear. Mono- andpolycrystalline diamonds, however, are susceptible to abrasion caused by oxidation at a heat exceeding 650°C.The cause of flank wear is due to the extremely high thermal conductivity of diamonds. It is thereforerecommended to select the smallest possible clearance angle for all diamond tools (if formation of burrs is of noimportance). This selection will increase passive cutting pressure, leading to a better surface finish.
In contrast, CBN’s low thermal conductivity flank wear is usually not only caused by abrasion, but alsooxidation, diffusion, or adhesion, when applied for high speed cutting (HSC) and also self-induced hot cuttingmode of hardened steel. With this point in mind, the correct clearance angle for external and internal turning ispivotal with regards to the friction between flank and the work piece. The passive cutting pressure and thetemperature it is reaching can be controlled not only by the clearance angle, but also by the micro cutting edgegeometry. In order to obtain maximum tool life, interaction of those facts must be considered.
15
Cutting EdgeGeometry & Surface Finish
Surface Roughness Rt & Feed Rates
The practical application proves that the theoretically calculated value can hardly be achieved, since theenvironmental conditions tend to be imperfect. Unstable machining conditions, incorrect workholding, chucking,faulty or wrong tool system, wrong cutting speed and depth of cut etc. will impair the results. Conversely, workingtowards near perfect working conditions can result in an improved surface finish due to improved and optimizedcutting edge geometries. In particular, the general reduction of the minor cutting edge angle, as well as themicro-geometries, with PCBN (for more cutting pressure) should be mentioned. In order to obtain the variousstages of excellent surface finishes while hard-cutting, the T-land styles are of great influence. For a mirror-finishsurface of nonferrous metals and nonmetallics, Becker is able to supply even MDC-inserts with a T-Land, ifnecessary.
With regards to high-performance cutting of all types, Becker has developed a variety of inserts with WIPERgeometry for internal, external and milling processes. The WIPER edge replaces the above-mentioned minorcutting edge, reducing its angle to a minimum, thereby reducing the theoretically computed surface roughnessby 2 to 4 times.
In practice this is the alternative for high-performance and high-tech cutting:
1) 2-4x higher feed rate = same surface finish 2) same feed rate = 2-4x improved surface finish
Wiper inserts are available for:• FormCut• MonoCut• MiniCut• ISO-HardCut
In addition to the improvements gained in productivity bydecreased flank wear, Becker products will result in significant gainsin product quality.
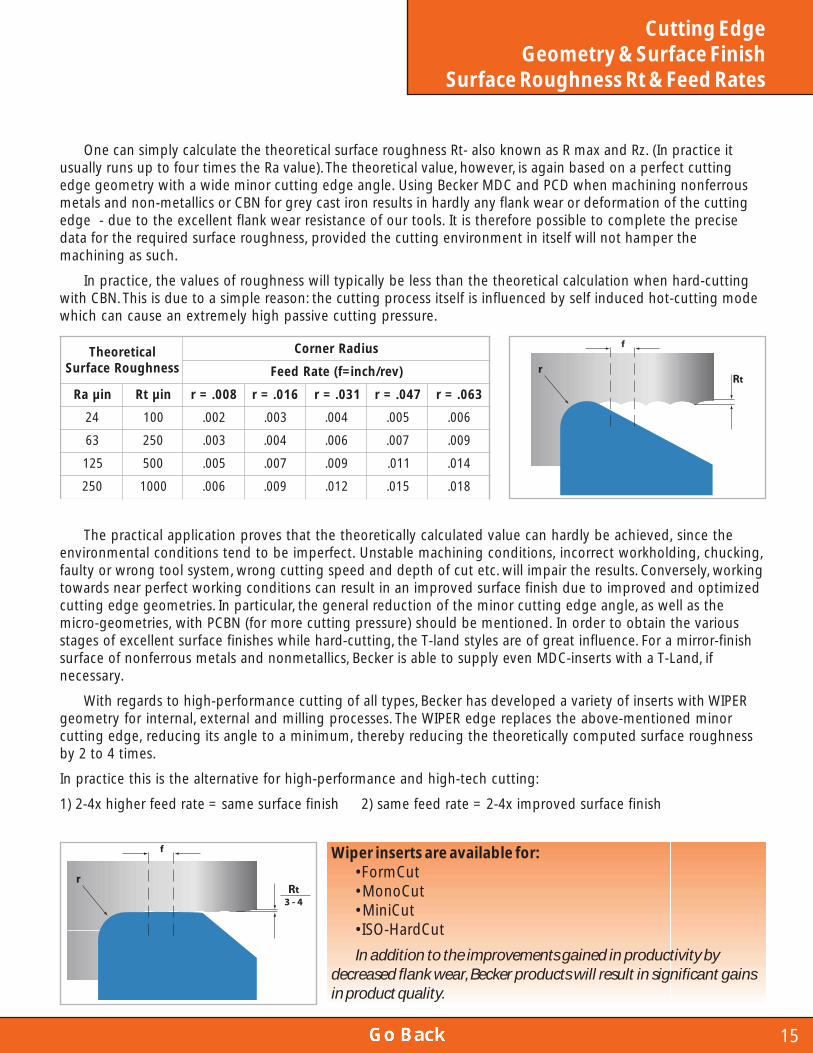
One can simply calculate the theoretical surface roughness Rt- also known as R max and Rz. (In practice itusually runs up to four times the Ra value). The theoretical value, however, is again based on a perfect cuttingedge geometry with a wide minor cutting edge angle. Using Becker MDC and PCD when machining nonferrousmetals and non-metallics or CBN for grey cast iron results in hardly any flank wear or deformation of the cuttingedge - due to the excellent flank wear resistance of our tools. It is therefore possible to complete the precisedata for the required surface roughness, provided the cutting environment in itself will not hamper themachining as such.
In practice, the values of roughness will typically be less than the theoretical calculation when hard-cuttingwith CBN. This is due to a simple reason: the cutting process itself is influenced by self induced hot-cutting modewhich can cause an extremely high passive cutting pressure.
laciteroehTssenhguoRecafruS
suidaRrenroC
)ver/hcni=f(etaRdeeF
niµaR niµtR 800.=r 610.=r 130.=r 740.=r 360.=r
42 001 200. 300. 400. 500. 600.
36 052 300. 400. 600. 700. 900.
521 005 500. 700. 900. 110. 410.
052 0001 600. 900. 210. 510. 810.
16
Ultrahard Cutting MaterialsGrades - Materials - Performance
sedarG OSI ecnamrofreP-noitisopmoC noitacilppA
CDM&DCP-dnomaiDenillatsyrcyloPdna-onoM
CDM MD
gnittuC.erutcurtsonhtiwdnomaidenillatsyrconomdiloS,segamadorcimtuohtiwdnaprahsylemertxesiegde
stlusereerf-rrubgniwolla,erusserpgnittucongnitarenegtnatsiserraewknalfylemertxE.orezotesolcsecnarelothtiw
.ssenhguotwol,ytivitcudnoclamrehtmumixamdna
erupllafognihsinifrepuS-nondnaslatemsuorrefnon
evisarbaonhtiwscillatem.nocilisrotnemecrofnier
)hceThgiH-CSH(
L-CDP PD
tirgenifartlufodnomaiddecrofnieredibrac,enillatsyrcyloPerusserpgnittuclaminim,ssenprahsegdegnittuchgih,ezis
dnaecnatsiserraewknalfdooG.secnarelotesolcgniwolla.ssenhguot
suorrefnonerupllafognihsiniFhtiwscillatemnondnaslairetam
evisarbafotnetnocwolyrev.nocilisrotnemecrofnier
CDP PD
,ezistirgeniffodnomaiddecrofnieredibrac,enillatsyrcyloPerusserpgnittucwoldnassenprahsegdegnittucdoog
dnaecnatsiserraewknalfdesaercnI.secnarelotesolcgniwolla.ssenhguot
foesopruplarenegdnagnihsiniFdnaslatemsuorrefnonlla
fotnetnocwolhtiwscillatemnon.nocilisrotnemecrofnierevisarba
S-CDP PD
,ezistirgesraocfodnomaiddecrofnieredibracenillatsyrcyloPgniwollaerusserpgnittucwoldnassenprahsegdedoog
knalfhgiH.gnillimrofsecnamrofreptseB.secnarelotesolc.ssenhguotdnaecnatsiserraew
dnaesopruplareneg,gnihsiniFhtiwscillatemnonllafognillim
fotnetnochgihotmuidem.nocilisrotnemecrofnierevisarba
NBCtnetnoChgiH-edirtiNnoroBcibuCenillatsyrcyloP
1CBS HB
hgihhtiwedargedirtiNnoroBcibuCenillatsyrcylopdiloShtiwdengiseD.ezistirgmuidemdnaNBCfotnetnoc
,ytilibatslamreht,ecnatsiserraewknalflanoitpecxednagnihguorrofssenhguotdnahtgnertsnoisserpmoc
.CPHdnaCSH.noritsacyergfognihsinif
noritsacyerGnoritsacdellihC
drah-iNsyollarepuS
syolladeredwopderetniS
01BS HB
hgihhtiwedargedirtiNnoroBcibuCenillatsyrcylopdiloSdnaCPH,CSH.ezistirgenifdnaNBCfotnetnoc
tnellecxegnisuac)52GG(noritsacyergfognihsinifrepus.ssenhguotdnaecnatsiserraewknalf
noritsacyerG52GG
syollarepuSsyolladeredwopderetniS
01-CBP HB
edargedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloPknalftcefrep,ezistirgenifdnaNBCfotnetnochgihhtiw
fognihsinifrepusdnaCSH.ssenhguotdnaecnatsiserraew.syollarepusfognihsinifdna)52GG(noritsacyerg
noritsacyerG52GG
syollarepuSsyolladeredwopderetniS
51-CBP HB
edargedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloPelbaruovafehT.ezistirgenifdnaNBCfotnetnochgihhtiw
raewknalfdoogyrev,syolladeredwopderetnisrofedarg.ssenhguotdnaecnatsiser
noritsacyerGsyollarepuS
syolladeredwopderetniS
71-CBP HB
edargedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloPslecxeedargsihT.ezistirgenifdnaNBCfotnetnochgihhtiw
dnaesopruplareneg:noitacilppafosdleifniamowtnidenedrahfognittuc-drahdna,noritsacraludonfognihsinif
.tnaloocdoolfgnisu)45-84cRH(leets
noritsacraludoN)07GGG-04GGG(
gnittuc-draH)45-84cRH(
syolladeredwopderetniS
17
Ultrahard Cutting MaterialsGrades - Materials - Performance
sedarG OSI ecnamrofreP-noitisopmoC noitacilppA
NBCtnetnoCwoL-edirtiNnoroBcibuCenillatsyrcyloP
02-CBP LB
edargedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloProfdereenignE.ezistirgenifdnaNBCfotnetnocwolhtiwtsehgihnehw)56-65cRH(leetsdenedrahfognittuc-drah
niecnamrofrepdooG.niµ23-niµ8aR(laicurcsihsinifecafrus.gnittucsuounitnocsallewsasnoitpurretniyvaeh
sleetsdenedraH)56-65cRH(
gnittucyrdniµ23-niµ8aRrof
"020.-"600.=pa
52BS LB
fotnetnocwolhtiwedirtiNnoroBcibuCenillatsyrcyloPdiloS,htgnertsnoisserpmoctsehgiH.ezistirgenifdnaNBC
cRH(gnittuc-drahnehwecnatsiserraewknalfdnassenhguotlamrehT.)"970.-"210.=pa(.tucfohtpedhgihhtiw)56-65rofelbatiuS.deniattatuctfosadnadecudersiytivitcudnoc
oslA.gnittucdetpurretniyvaehsallewsasuounitnoc.deepsgnittucwolyrevatanoritsacyergfognihsinif
sleetsdenedraH)56-65cRH(
gnittucyrdniµ521-niµ23aRrof
"970.-"210.=panoritsacyerG
)mfs0411-008cV(
52-CBP LB
htiwedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloPraewtnellecxE.ezistirgenifdnaNBCfotnetnocwol
-drahrofssenhguotdnahtgnertsnoisserpmoc,ecnatsiserdnasuounitnocrofesopruplareneG)26-45cRH(.gnittuc
-niµ23aRhsinifecafrustagnittucdetpurretniylthgilsgnittucwolyrevatanoritsacyergfognihsinif,oslA.niµ521
.deeps
sleetsdenedraH)56-65cRH(
gnittucyrdniµ521-niµ23aRrof
"610.-"300.=panoritsacyerG
)mfs0031-579cV(
03-CBP LB
htiwedirtiNnoroBcibuCdecrofnieredibracenillatsyrcyloPraewtnellecxE.ezistirgenifdnaNBCfotnetnocwol
-drahrofssenhguotdnahtgnertsnoisserpmoc,ecnatsiserrofelbatiuS)tnaloocdoolfgniylppa56-65cRH(.gnittuc
hsinifecafrustagnittucdetpurretniylivaehdnasuounitnoc.niµ36-niµ23aR
sleetsdenedraH)56-65cRH(
roftnaloocdoolfhtiwniµ36-niµ23aR"610.-"300.=pa
04BS LB
fotnetnocwolhtiwedirtiNnoroBcibuCenillatsyrcyloPdiloS,ecnatsiserraewemertxE.ezistirgenifartludnaNBC
gnittuc-drahyrdrofssenhguotdnahtgnertsnoisserpmoc.tucfohtpedrewolhtiwsetardeefrehgihta)56-65cRH(
.gnittucdetpurretniylthgilsdnasuounitnoctatuctfosyreV
sleetsdenedraH)56-65cRH(
gnittucyrdniµ23-niµ8aRrof
"060.-"210.=pa
04-CBP LB
fotnetnocwolhtiwedirtiNnoroBcibuCenillatsyrcyloPdiloSyrdrofecnatsiserraewtcefreP.ezistirgenifartludnaNBC
.tucfohtpedwolhtiwsetardeefrehgihtagnittuc-drah.gnittucdetpurretniylthgilsdnasuounitnoC
sleetsdenedraH)26-65cRH(
gnittucyrdniµ36-niµ23aRrof
"210.-"200.=pa

18
Cutting Data for TurningP: Sintered Steel, Powdered alloys
slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
P-
10
Pn
oitacilp
paf
oe
gna
Rc
V
PleetS
deretnis
dered
wo
psyolla
gni
nruT
51
P-
10
P6
ega
pees
52
P-
01
P6
ega
pees
)C
PH(
04
P-
02
P6
ega
pees
MFS:cV
MFS:cV
MFS:cV
57
22-
00
31
00
31-
31
85
79-
88
45
72
2-0
03
10
03
1-3
18
57
9-8
84
57
22-
00
31
00
31-
31
85
79-
88
4
elbats
nu
)ht
ped
deirav(
)T(
51-C
BP)
T(51-
CBP
)T(
51-C
BP)
T(51-
CBP
)T(
01-C
BS)
T(1
CBS
)T(
01BS
)T(
1C
BS
su
ou
nitn
oc)F(
51-C
BP)F(
51-C
BP)
T(51-
CBP
)T(
1C
BS)
T(51-
CBP
)T(
71-C
BP)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)F(71-
CBP
)T(
71-C
BP)F(
01-C
BP)
T(51-
CBP
)T(
71-C
BP)
T(01
BS
ylth
gils+
ylivaeh
detp
urretni
)T(
51-C
BP)
T(51-
CBP
)T(
51-C
BP)
T(1-
CBS
)T(
1C
BS)
T(71-
CBP
)T(
1C
BS)
T(1
CBS
)T(
1C
BS
)T(
01-C
BP)
T(01-
CBP
)T(
71-C
BP)
T(01
BS)
T(01
BS
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
gni
nrut
su
ou
nitn
oc)
prahS(
=F,gni
nrut
su
ou
nitn
ocd
nadet
purret
nir
of)
dnaL-T(
=T
Turn
ing
19
Cutting Data for TurningK: Cast Iron, Grey & Nodular Cast Iron
Turn
ing slaireta
Mf
os
noiti
dn
oC
lavo
merpi
hc0
4K
-1
0K
noitacil
ppa
fo
eg
naR
cV
Ks
nori
tsaC
tsacyer
g()
nori
01G
G51
GG
02G
G
gni
nruT
51
K-
10
K6
ega
pees
52
K-
01
K6
ega
pees
)C
PH
+CS
H(0
4K
-0
2K
6e
gap
ees
MFS:cV
MFS:cV
MFS:cV
00
56-
52
92
52
92-
52
61
52
61-
83
11
00
56-
52
92
52
92-
52
61
52
61-
83
11
00
56-
52
92
52
92-
52
61
52
61-
83
11
elbats
nu
)ht
ped
deirav(
)T(
51-C
BP)
T(51-
CBP
)T(
52-C
BP)
T(51-
CBP
)T(
51-C
BP)
T(52-
CBP
)T(
1C
BS)
T(01
BS)
T(52
BS
)F(01-
CBP
)F(01-
CBP
)F(01-
CBP
)T(
01BS
)T(
1C
BS
su
ou
nitn
oc)F(
51-C
BP)
T(51-
CBP
)F(52-
CBP
)T(
01-C
BP)F(
01-C
BP)F(
52-C
BP)
T(1
CBS
)T(
01BS
)T(
52BS
)F(01-
CBP
)F(01-
CBP
)T(
01BS
)T(
01BS
)T(
1C
BS
ylth
gils+
ylivaeh
detp
urretni
)T(
51-C
BP)
T(51-
CBP
)T(
52-C
BP)
T(01-
CBP
)T(
01-C
BP)
T(52-
CBP
)T(
1C
BS)
T(1
CBS
)T(
52BS
)T(
01-C
BP)
T(01-
CBP
)T(
01BS
)T(
01BS
)T(
01BS
Ks
nori
tsaC
tsacyer
g()
nori
52G
G03
GG
53G
G
elbats
nu
)ht
ped
deirav(
)T(
51-C
BP)
T(51-
CBP
)T(
52-C
BP)
T(51-
CBP
)T(
51-C
BP)
T(52-
CBP
)T(
01BS
)T(
01BS
)T(
52BS
)F(01-
CBP
)F(01-
CBP
)T(
01-C
BP)
T(1
CBS
)T(
1C
BS
su
ou
nitn
oc)F(
01-C
BP)F(
01-C
BP)F(
52-C
BP)
T(01-
CBP
)T(
51-C
BP)F(
52-C
BP)
T(01
BS)
T(1
CBS
)T(
52BS
)F(01-
CBP
)F(01-
CBP
)T(
52-C
BP)
T(1
CBS
)T(
01BS
ylth
gils+
ylivaeh
detp
urretni
)T(
01-C
BP)
T(01-
CBP
)T(
52-C
BP)
T(01-
CBP
)T(
01-C
BP)
T(52-
CBP
)T(
1C
BS)
T(1
CBS
)T(
52BS
)T(
01BS
)T(
01BS
)T(
01BS
Ks
nori
tsaC
tsacral
ud
on(
)n
ori04
GG
G05
GG
G06
GG
G07
GG
G
elbats
nu
)ht
ped
deirav(
)T(
71-C
BP)
T(71-
CBP
)T(
1C
BS)
T(71-
CBP
)T(
1C
BS
su
ou
nitn
oc)
T(1
CBS
)F(71-
CBP
)T(
1C
BS)F(
71-C
BP)
T(1
CBS
)T(
71-C
BP
)T(
71-C
BP)
T(71-
CBP
)T(
1C
BS
ylth
gils+
ylivaeh
detp
urretni
)T(
1C
BS)
T(71-
CBP
)T(
1C
BS)
T(71-
CBP
)T(
1C
BS)
T(71-
CBP
)T(
51-C
BP)
T(51-
CBP
)T(
1C
BS
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
gni
nrut
su
ou
nitn
oc)
prahS(
=F,gni
nrut
su
ou
nitn
ocd
nadet
purret
nir
of)
dnaL-T(
=T
20
Cutting Data for TurningN: Nonferrous Metals & NonmetallicsTu
rnin
g slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
N-
10
Nn
oitacilp
paf
oe
gna
Rc
V+
tR
Ns
uorref
no
Nslate
mm
uni
mul
At
uo
htiw
syollan
ocilis
gni
nruT
)dee
ps-h
gih(
)CS
H(0
2N
-1
0N
6e
gap
ees)
CSH(
03
N-
02
N6
ega
pees
)C
PH
+CS
H(0
4N
-5
2N
6e
gap
ees
µ)z
R(t
Rµ
)zR(
tR
µ)z
R(t
R
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004-
niµ2.3
niµ001
-ni
µ001ni
µ002-
niµ002
niµ004
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004
elbats
nu
)ht
ped
deirav(
CD
MC
DPC
DPC
DM
CDP
CDP
CD
MC
DPC
DP
0579-52925218-0031
5218-00315218-0591
0056-00310056-0031
0056-52610025-0031
0025-0031
su
ou
nitn
ocC
DM
L-C
DPC
DPC
DM
L-C
DPC
DPC
DM
L-C
DPC
DP
00031-52925218-0031
5218-00310579-0591
0056-00310056-0031
5218-52610025-0031
0025-0031
ylth
gils+
ylivaeh
detp
urretni
CD
MC
DPC
DPC
DM
CDP
CDP
CD
MC
DPC
DP
0579-52925218-0031
5218-00315218-0591
0056-00310056-0031
0056-52610056-0031
0025-0031
Ns
uorref
no
Nslate
mm
uni
mul
Ahti
wsyolla
%21na
htssel
nocilis
elbats
nu
)ht
ped
deirav(
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DPS-
CDP
0056-05910517-0591
0585-05910056-0591
5784-05910585-0591
su
ou
nitn
ocC
DM
CDP
S-C
DPC
DPS-
CDP
CDP
S-C
DP
5784-00930056-0031
0517-00310585-0031
0056-05915784-0031
0585-0031
ylth
gils+
ylivaeh
detp
urretni
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DP
0056-05910517-0591
0585-05910056-0591
5784-0591
Ns
uorref
no
Nslate
mm
uni
mul
Ahti
wsyolla
naht
ero
mn
ocilis%21
elbats
nu
)ht
ped
deirav(
S-C
DPS-
CDP
S-C
DP
0585-05915784-0591
0093-0591
su
ou
nitn
ocS-
CDP
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DP
0093-00620585-0031
0523-57225784-0031
5292-05910093-0031
ylth
gils+
ylivaeh
detp
urretni
S-C
DPS-
CDP
0585-05915784-0591
decu
dersi
taht
yln
oefil
lo
otsi
ti,)slatem(
tnal
ooc
do
olfr
o)scitsal
p(ri
A:tnal
oo
C.
detceffat
on
si,revew
oh,
hsinif
ecafrus
eht,
gnil
ooc
tu
ohti
wg
nittuc
neh
w
21
Cutting Data for TurningN: Nonferrous Metals & Nonmetallics
Turn
ing slaireta
Mf
os
noiti
dn
oC
lavo
merpi
hc0
4N
-1
0N
noitacil
ppa
fo
eg
naR
cV
+t
R
Ns
uorref
no
Nslate
md
nare
pp
oC
syollare
pp
oc,ez
nor
b,ssarb
su
oicerp
slatem
gni
nruT
)dee
ps-h
gih(
)CS
H(0
2N
-1
0N
6e
gap
ees)
CSH(
03
N-
02
N6
ega
pees
)C
PH
+CS
H(0
4N
-5
2N
6e
gap
ees
µ)z
R(t
Rµ
)zR(
tR
µ)z
R(t
R
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004-
niµ2.3
niµ001
-ni
µ001ni
µ002-
niµ002
niµ004
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004
elbats
nu
)ht
ped
deirav(
CD
ML-
CDP
CDP
CD
MC
DPS-
CDP
CD
MC
DPS-
CDP
5218-05910585-0031
5784-5790056-0591
0025-00315784-579
0585-52615784-0031
0554-579
su
ou
nitn
ocC
DM
L-C
DPC
DPC
DM
L-C
DPS-
CDP
CD
MC
DPS-
CDP
0579-05910517-0031
0585-5795218-0591
0585-00315255-579
0056-52610025-0031
5224-579
ylth
gils+
ylivaeh
detp
urretni
CD
MC
DPC
DPC
DM
CDP
S-C
DPC
DM
CDP
S-C
DP
0579-05910585-0031
0025-5790056-0591
0025-00310025-579
0585-52610554-0031
5784-0031
N-
no
Nscillate
mscitcal
per
up
-ert
uo
htiw
tne
mecrof
ni
elbats
nu
)ht
ped
deirav(
CD
ML-
CDP
CDP
CD
ML-
CDP
CDP
CD
ML-
CDP
CDP
0579-05910585-5261
0093-00310585-0591
0093-00310523-579
0585-05915292-579
0523-056
su
ou
nitn
ocC
DM
L-C
DPC
DPC
DM
L-C
DPC
DPC
DM
L-C
DPC
DP
57311-00310585-579
0093-5790585-0031
0523-5790523-056
0585-00310062-056
5292-056
ylth
gils+
ylivaeh
detp
urretni
CD
ML-
CDP
CDP
CD
ML-
CDP
CDP
CD
ML-
CDP
CDP
0579-05910585-5261
0093-00310585-0591
0093-00310523-579
0585-05915292-579
0523-056
N-
no
Nscillate
mscitsal
p-er
htiw
tne
mecrof
ni)PR
C,PRG
/ei(
elbats
nu
)ht
ped
deirav(
CD
MS-
CDP
CD
MS-
CDP
S-C
DPS-
CDP
S-C
DP
0093-00620523-5261
5292-57225292-0031
5292-5790062-579
0093-056
su
ou
nitn
ocC
DM
S-C
DPC
DM
S-C
DPS-
CDP
S-C
DPS-
CDP
0554-00315292-0031
0523-05910062-579
5292-0560062-056
0554-056
ylth
gils+
ylivaeh
detp
urretni
CD
MS-
CDP
CD
MS-
CDP
S-C
DPS-
CDP
0093-52920523-5261
5292-57220062-0031
0523-5790062-579
decu
dersi
taht
yln
oefil
lo
otsi
ti,)slatem(
tnal
ooc
do
olfr
o)scitsal
p(ri
A:tnal
oo
C.
detceffat
on
si,revew
oh,
hsinif
ecafrus
eht,
gnil
ooc
tu
ohti
wg
nittuc
neh
w
22
Cutting Data for TurningS: Super-Alloys & TitaniumTu
rnin
g slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04S
-1
0Sn
oitacilp
paf
oe
gna
Rc
V
Ssy
olla-rep
uSt
natsisertae
hsy
ollaesa
blekcin
syolla
,817len
ocnI
,cin
omi
N,y
olletsaH
yola
psaW
gni
nruT
51S
-1
0S6
ega
pees
52S
-5
1S6
ega
pees
04S
-5
2S6
ega
pees
MFS:cV
MFS:cV
MFS:cV
52
92-
52
61
52
61-
57
98
31
1-0
56
52
92-
52
61
52
61-
57
98
31
1-0
56
52
92-
52
61
52
61-
57
98
31
1-0
56
elbats
nu
)ht
ped
deirav(
)T(
51-C
BP)
T(52-
CBP
)T(
51-C
BP)
T(52-
CBP
)T(
01BS
)T(
52BS
su
ou
nitn
oc)F(
51-C
BP)F(
01-C
BP)F(
02-C
BP)F(
01-C
BP)
T(51-
CBP
)T(
01BS
)T(
01BS
)F(51-
CBP
)F(52-
CBP
)T(
51-C
BP)
T(01-
CBP
)T(
52BS
ylth
gils+
ylivaeh
detp
urretni
)T(
51-C
BP)
T(01-
CBP
)T(
01-C
BP)
T(1
CBS
)T(
01-C
BP)
T(01-
CBP
)T(
1C
BS)
T(1
CBS
)T(
01BS
)T(
51-C
BP)
T(51-
CBP
)T(
1C
BS
Ssy
olla-rep
uSm
uinatit
mui
natitsy
olla
elbats
nu
)ht
ped
deirav(
su
ou
nitn
ocC
DM
CD
MS-
CDP
CD
MC
DM
S-C
DP)
T(52
BS
)T(
52-C
BP)
T(52-
CBP
ylth
gils+
ylivaeh
detp
urretni
S-C
DP)
T(1
CBS
S-C
DP)
T(1
CBS
)T(
52C
BS
)T(
52-C
BP)
T(52
BS
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
gni
nrut
su
ou
nitn
oc)
prahS(
=F,gni
nrut
su
ou
nitn
ocd
nadet
purret
nir
of)
dnaL-T(
=T
23
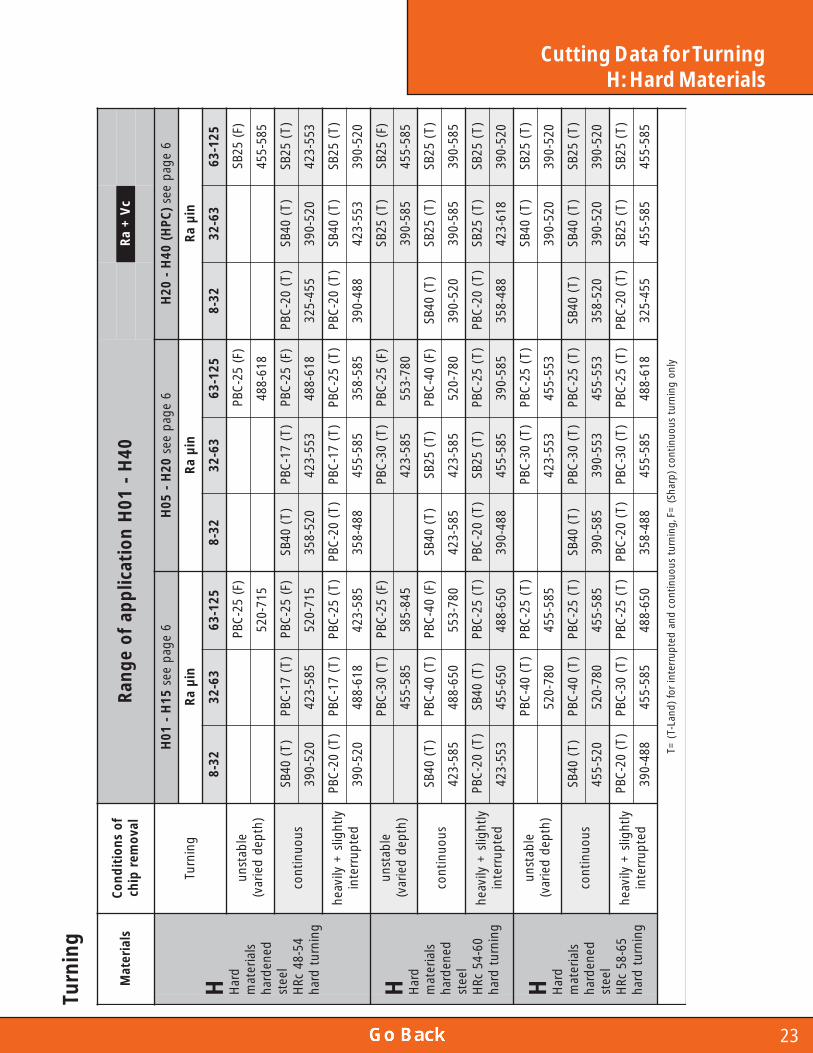
Cutting Data for TurningH: Hard Materials
Turn
ing slaireta
Mf
os
noiti
dn
oC
lavo
merpi
hc0
4H
-1
0H
noitacil
ppa
fo
eg
naR
cV
+a
R
Hdra
Hslaireta
mde
nedra
hleets
45-84cR
Hg
ninr
utdra
h
gni
nruT
51
H-
10
H6
ega
pees
02
H-
50
H6
ega
pees
)C
PH(
04
H-
02
H6
ega
pees
niµ
aR
niµ
aR
niµ
aR
23-
83
6-2
35
21-
36
23-
83
6-2
35
21-
36
23-
83
6-2
35
21-
36
elbats
nu
)ht
ped
deirav(
)F(52-
CBP
)F(52-
CBP
)F(52
BS
517-025816-884
585-554
su
ou
nitn
oc)
T(04
BS)
T(71-
CBP
)F(52-
CBP
)T(
04BS
)T(
71-C
BP)F(
52-C
BP)
T(02-
CBP
)T(
04BS
)T(
52BS
025-093585-324
517-025025-853
355-324816-884
554-523025-093
355-324
ylth
gils+
ylivaeh
detp
urretni
)T(
02-C
BP)
T(71-
CBP
)T(
52-C
BP)
T(02-
CBP
)T(
71-C
BP)
T(52-
CBP
)T(
02-C
BP)
T(04
BS)
T(52
BS
025-093816-884
585-324884-853
585-554585-853
884-093355-324
025-093
Hdra
Hslaireta
mde
nedra
hleets
06-45cR
Hg
ninr
utdra
h
elbats
nu
)ht
ped
deirav(
)T(
03-C
BP)F(
52-C
BP)
T(03-
CBP
)F(52-
CBP
)T(
52BS
)F(52
BS
585-554548-585
585-324087-355
585-093585-554
su
ou
nitn
oc)
T(04
BS)
T(04-
CBP
)F(04-
CBP
)T(
04BS
)T(
52BS
)F(04-
CBP
)T(
04BS
)T(
52BS
)T(
52BS
585-324056-884
087-355585-324
585-324087-025
025-093585-093
585-093
ylth
gils+
ylivaeh
detp
urretni
)T(
02-C
BP)
T(04
BS)
T(52-
CBP
)T(
02-C
BP)
T(52
BS)
T(52-
CBP
)T(
02-C
BP)
T(52
BS)
T(52
BS
355-324056-554
056-884884-093
585-554585-093
884-853816-324
025-093
Hdra
Hslaireta
mde
nedra
hleets
56-85cR
Hg
ninr
utdra
h
elbats
nu
)ht
ped
deirav(
)T(
04-C
BP)
T(52-
CBP
)T(
03-C
BP)
T(52-
CBP
)T(
04BS
)T(
52BS
087-025585-554
355-324355-554
025-093025-093
su
ou
nitn
oc)
T(04
BS)
T(04-
CBP
)T(
52-C
BP)
T(04
BS)
T(03-
CBP
)T(
52-C
BP)
T(04
BS)
T(04
BS)
T(52
BS
025-554087-025
585-554585-093
355-093355-554
025-853025-093
025-093
ylth
gils+
ylivaeh
detp
urretni
)T(
02-C
BP)
T(03-
CBP
)T(
52-C
BP)
T(02-
CBP
)T(
03-C
BP)
T(52-
CBP
)T(
02-C
BP)
T(52
BS)
T(52
BS
884-093585-554
056-884884-853
585-554816-884
554-523585-554
585-554
yln
og
ninr
uts
uo
unit
noc
)pra
hS(=F,g
ninr
uts
uo
unit
noc
dna
detp
urretni
rof
)d
naL-T(=T

24
Cutting Data for TurningH: Hard MaterialsTu
rnin
g slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
H-
10
Hn
oitacilp
paf
oe
gna
Rc
V
Hdra
Hslaireta
mtsac
dellih
Cs
nori
tsacdelli
hcsll
orn
oritsac
dellihc
syollan
oridra
H-iN
gni
nruT
51
H-
10
H6
ega
pees
02
H-
50
H6
ega
pees
)C
PH(
04
H-
52
H6
ega
pees
MFS:cV
MFS:cV
MFS:cV
57
9-8
84
05
6-5
23
88
4-3
61
57
9-8
84
05
6-5
23
88
4-3
61
57
9-8
84
05
6-5
23
88
4-3
61
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc)
T(01
BS)
T(01
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
01BS
)T(
01BS
ylth
gils+
ylivaeh
detp
urretni
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
01BS
)T(
01BS
Hdra
Hslaireta
mg
nicafdra
hsyolla
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc
ylth
gils+
ylivaeh
detp
urretni
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
1C
BS)
T(1
CBS
)T(
01-C
BP)
T(01
BS)
T(01-
CBP
)T(
01BS
)T(
01BS
)T(
01BS
Hdra
Hslaireta
mderet
nisdi
brace
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc)
T(52
BSS-
CDP
)T(
1C
BS
)T(
1C
BS)
T(1
CBS
ylth
gils+
ylivaeh
detp
urretni
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
gni
nrut
su
ou
nitn
oc)
prahS(
=F,gni
nrut
su
ou
nitn
ocd
nadet
purret
nir
of)
dnaL-T(
=T

25
Cutting Data for MillingK: Cast Iron, Grey & Nodular Cast Iron
Hig
h-S
pee
d M
illin
g
slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
K-
10
Kn
oitacilp
paf
oe
gna
Rc
V
Ks
nori
tsaC
tsacyer
g()
nori
01G
G51
GG
02G
G
deeps-
hgi
Hg
nillim
)CS
H(5
1K
-1
0K
6e
gap
ees)
CSH(
52
K-
01
K6
ega
pees
)C
PH
+CS
H(0
4K
-0
2K
6e
gap
ees
MFS:cV
MFS:cV
MFS:cV
52
18-
00
93
52
92-
52
61
52
61-
83
11
52
18-
00
93
52
92-
52
61
52
61-
83
11
52
18-
00
93
52
92-
52
61
52
61-
83
11
elbats
nu
)ht
ped
deirav(
)T(
1C
BS)
T(1
CBS
)T(
1C
BS
su
ou
nitn
oc)
T(01-
CBP
)T(
71-C
BP)
T(52-
CBP
)T(
01-C
BP)
T(71-
CBP
)T(
52-C
BP)
T(1
CBS
)T(
52-C
BP
)T(
51-C
BP)
T(1
CBS
)T(
01-C
BP
ylth
gils+
ylivaeh
detp
urretni
)T(
01-C
BP)
T(71-
CBP
)T(
52-C
BP)
T(1
CBS
)T(
71-C
BP)
T(52-
CBP
)T(
1C
BS)
T(52-
CBP
)T(
51-C
BP)
T(01-
CBP
)T(
01-C
BP
Ks
nori
tsaC
tsacyer
g()
nori
52G
G03
GG
53G
G
elbats
nu
)ht
ped
deirav(
)T(
51-C
BP)
T(51-
CBP
)T(
1C
BS
su
ou
nitn
oc)
T(01-
CBP
)T(
71-C
BP)
T(52-
CBP
)T(
01-C
BP)
T(52-
CBP
)T(
1C
BS)
T(52-
CBP
)T(
51-C
BP)
T(1
CBS
)T(
01-C
BP
ylth
gils+
ylivaeh
detp
urretni
)T(
01-C
BP)
T(71-
CBP
)T(
52-C
BP)
T(1
CBS
)T(
52-C
BP)
T(1
CBS
)T(
52-C
BP
)T(
51-C
BP)
T(01-
CBP
)T(
01-C
BP
Ks
nori
tsaC
tsacral
ud
on(
)n
ori04
GG
G05
GG
G06
GG
G07
GG
G
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc)
T(71-
CBP
)T(
52-C
BP)
T(1
CBS
)T(
71-C
BP)
T(1
CBS
)T(
71-C
BP
ylth
gils+
ylivaeh
detp
urretni
)T(
71-C
BP)
T(1
CBS
)T(
71-C
BP)
T(1
CBS
)T(
71-C
BP
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
noisrev
dnal-T,t
nalo
oct
uo
htiw:
gnilli
M
26
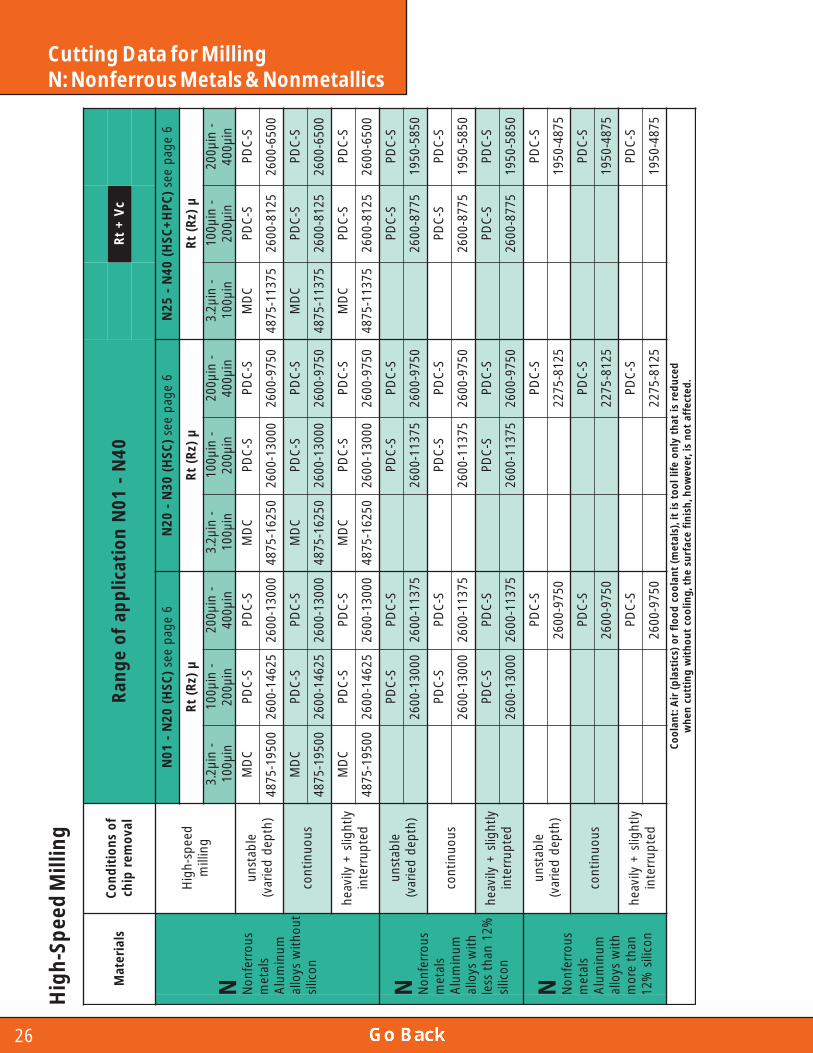
Cutting Data for MillingN: Nonferrous Metals & NonmetallicsH
igh
-Sp
eed
Mill
ing
slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
N-
10
Nn
oitacilp
paf
oe
gna
Rc
V+
tR
Ns
uorref
no
Nslate
mm
uni
mul
At
uo
htiw
syollan
ocilis
deeps-
hgi
Hg
nillim
)CS
H(0
2N
-1
0N
6e
gap
ees)
CSH(
03
N-
02
N6
ega
pees
)C
PH
+CS
H(0
4N
-5
2N
6e
gap
ees
µ)z
R(t
Rµ
)zR(
tR
µ)z
R(t
R
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004-
niµ2.3
niµ001
-ni
µ001ni
µ002-
niµ002
niµ004
-ni
µ2.3ni
µ001-
niµ001
niµ002
-ni
µ002ni
µ004
elbats
nu
)ht
ped
deirav(
CD
MS-
CDP
S-C
DPC
DM
S-C
DPS-
CDP
CD
MS-
CDP
S-C
DP
00591-578452641-0062
00031-006205261-5784
00031-00620579-0062
57311-57845218-0062
0056-0062
su
ou
nitn
ocC
DM
S-C
DPS-
CDP
CD
MS-
CDP
S-C
DPC
DM
S-C
DPS-
CDP
00591-578452641-0062
00031-006205261-5784
00031-00620579-0062
57311-57845218-0062
0056-0062
ylth
gils+
ylivaeh
detp
urretni
CD
MS-
CDP
S-C
DPC
DM
S-C
DPS-
CDP
CD
MS-
CDP
S-C
DP
00591-578452641-0062
00031-006205261-5784
00031-00620579-0062
57311-57845218-0062
0056-0062
Ns
uorref
no
Nslate
mm
uni
mul
Ahti
wsyolla
%21na
htssel
nocilis
elbats
nu
)ht
ped
deirav(
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DPS-
CDP
00031-006257311-0062
57311-00620579-0062
5778-00620585-0591
su
ou
nitn
ocS-
CDP
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DP
00031-006257311-0062
57311-00620579-0062
5778-00620585-0591
ylth
gils+
ylivaeh
detp
urretni
S-C
DPS-
CDP
S-C
DPS-
CDP
S-C
DPS-
CDP
00031-006257311-0062
57311-00620579-0062
5778-00620585-0591
Ns
uorref
no
Nslate
mm
uni
mul
Ahti
wsyolla
naht
ero
mn
ocilis%21
elbats
nu
)ht
ped
deirav(
S-C
DPS-
CDP
S-C
DP
0579-00625218-5722
5784-0591
su
ou
nitn
ocS-
CDP
S-C
DPS-
CDP
0579-00625218-5722
5784-0591
ylth
gils+
ylivaeh
detp
urretni
S-C
DPS-
CDP
S-C
DP
0579-00625218-5722
5784-0591
decu
dersi
taht
yln
oefil
lo
otsi
ti,)slatem(
tnal
ooc
do
olfr
o)scitsal
p(ri
A:tnal
oo
C.
detceffat
on
si,revew
oh,
hsinif
ecafrus
eht,
gnil
ooc
tu
ohti
wg
nittuc
neh
w
27
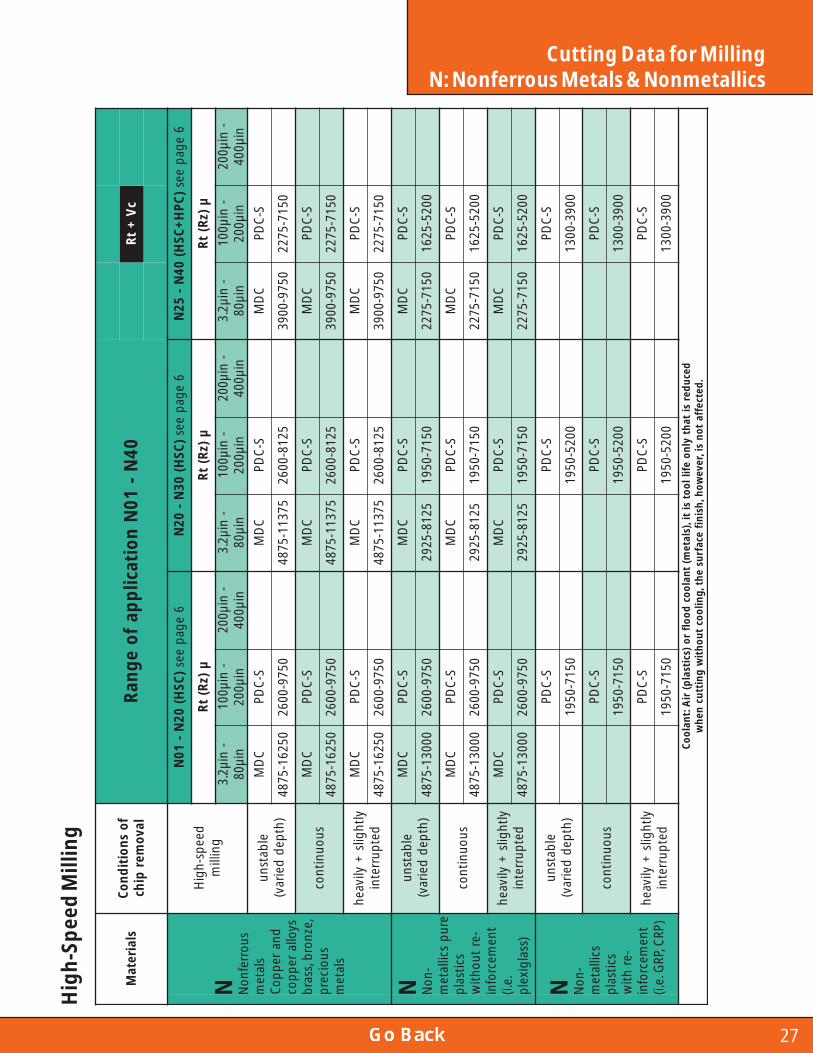
Cutting Data for MillingN: Nonferrous Metals & Nonmetallics
Hig
h-S
pee
d M
illin
g
slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
N-
10
Nn
oitacilp
paf
oe
gna
Rc
V+
tR
Ns
uorref
no
Nslate
md
nare
pp
oC
syollare
pp
oc,ez
nor
b,ssarb
su
oicerp
slatem
deeps-
hgi
Hg
nillim
)CS
H(0
2N
-1
0N
6e
gap
ees)
CSH(
03
N-
02
N6
ega
pees
)C
PH
+CS
H(0
4N
-5
2N
6e
gap
ees
µ)z
R(t
Rµ
)zR(
tR
µ)z
R(t
R
-ni
µ2.3ni
µ08-
niµ001
niµ002
-ni
µ002ni
µ004-
niµ2.3
niµ08
-ni
µ001ni
µ002-
niµ002
niµ004
-ni
µ2.3ni
µ08-
niµ001
niµ002
-ni
µ002ni
µ004
elbats
nu
)ht
ped
deirav(
CD
MS-
CDP
CD
MS-
CDP
CD
MS-
CDP
05261-57840579-0062
57311-57845218-0062
0579-00930517-5722
su
ou
nitn
ocC
DM
S-C
DPC
DM
S-C
DPC
DM
S-C
DP
05261-57840579-0062
57311-57845218-0062
0579-00930517-5722
ylth
gils+
ylivaeh
detp
urretni
CD
MS-
CDP
CD
MS-
CDP
CD
MS-
CDP
05261-57840579-0062
57311-57845218-0062
0579-00930517-5722
N-
no
Ner
up
scillatem
scitsalp
-ert
uo
htiw
tne
mecrof
ni.e.i(
)ssalgixel
p
elbats
nu
)ht
ped
deirav(
CD
MS-
CDP
CD
MS-
CDP
CD
MS-
CDP
00031-57840579-0062
5218-52920517-0591
0517-57220025-5261
su
ou
nitn
ocC
DM
S-C
DPC
DM
S-C
DPC
DM
S-C
DP
00031-57840579-0062
5218-52920517-0591
0517-57220025-5261
ylth
gils+
ylivaeh
detp
urretni
CD
MS-
CDP
CD
MS-
CDP
CD
MS-
CDP
00031-57840579-0062
5218-52920517-0591
0517-57220025-5261
N-
no
Nscillate
mscitsal
p-er
htiw
tne
mecrof
ni)PR
C,PRG.e.i(
elbats
nu
)ht
ped
deirav(
S-C
DPS-
CDP
S-C
DP
0517-05910025-0591
0093-0031
su
ou
nitn
ocS-
CDP
S-C
DPS-
CDP
0517-05910025-0591
0093-0031
ylth
gils+
ylivaeh
detp
urretni
S-C
DPS-
CDP
S-C
DP
0517-05910025-0591
0093-0031
decu
dersi
taht
yln
oefil
lo
otsi
ti,)slatem(
tnal
ooc
do
olfr
o)scitsal
p(ri
A:tnal
oo
C.
detceffat
on
si,revew
oh,
hsinif
ecafrus
eht,
gnil
ooc
tu
ohti
wg
nittuc
neh
w
28
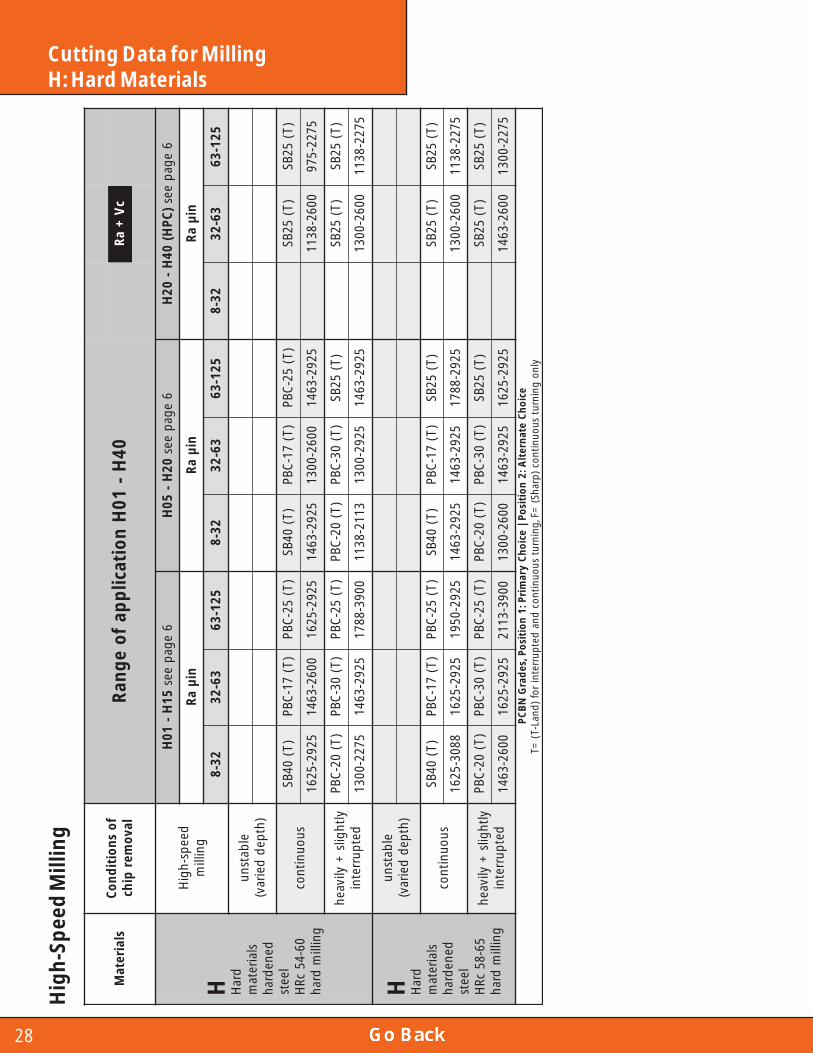
Cutting Data for MillingH: Hard MaterialsH
igh
-Sp
eed
Mill
ing
slairetaM
fo
sn
oitid
no
Clav
omer
pihc
04
H-
10
Hn
oitacilp
paf
oe
gna
Rc
V+
aR
Hdra
Hslaireta
mde
nedra
hleets
06-45cR
Hg
nillim
drah
deeps-
hgi
Hg
nillim
51
H-
10
H6
ega
pees
02
H-
50
H6
ega
pees
)C
PH(
04
H-
02
H6
ega
pees
niµ
aR
niµ
aR
niµ
aR
23-
83
6-2
35
21-
36
23-
83
6-2
35
21-
36
23-
83
6-2
35
21-
36
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc)
T(04
BS)
T(71-
CBP
)T(
52-C
BP)
T(04
BS)
T(71-
CBP
)T(
52-C
BP)
T(52
BS)
T(52
BS
5292-52610062-3641
5292-52615292-3641
0062-00315292-3641
0062-83115722-579
ylth
gils+
ylivaeh
detp
urretni
)T(
02-C
BP)
T(03-
CBP
)T(
52-C
BP)
T(02-
CBP
)T(
03-C
BP)
T(52
BS)
T(52
BS)
T(52
BS
5722-00315292-3641
0093-88713112-8311
5292-00315292-3641
0062-00315722-8311
Hdra
Hslaireta
mde
nedra
hleets
56-85cR
Hg
nillim
drah
elbats
nu
)ht
ped
deirav(
su
ou
nitn
oc)
T(04
BS)
T(71-
CBP
)T(
52-C
BP)
T(04
BS)
T(71-
CBP
)T(
52BS
)T(
52BS
)T(
52BS
8803-52615292-5261
5292-05915292-3641
5292-36415292-8871
0062-00315722-8311
ylth
gils+
ylivaeh
detp
urretni
)T(
02-C
BP)
T(03-
CBP
)T(
52-C
BP)
T(02-
CBP
)T(
03-C
BP)
T(52
BS)
T(52
BS)
T(52
BS
0062-36415292-5261
0093-31120062-0031
5292-36415292-5261
0062-36415722-0031
ecio
hC
etanretl
A:2
noitis
oP
|eci
oh
Cyra
mirP:
1n
oitiso
P,sedar
GN
BC
Pyl
no
gni
nrut
su
ou
nitn
oc)
prahS(
=F,gni
nrut
su
ou
nitn
ocd
nadet
purret
nir
of)
dnaL-T(
=T

29
Trouble Shooting forPCD Applications
snoitacilppADCP-gnitoohSelbuorT
melborP esuaC noitcAdetsegguS
ytilauqecafrusrooP
noitarbiV .1 pu-tes&lootfoytidigirkcehC
etardeefhgihooT .2 repiwotegnahcrosuidaresonesaercni,etardeefrewoL
edarggnorW .3 ezisniargrenifesoohC
raewerutamerPdeepsgnorW .1 )selbatatadgnittuckcehC(deepsesaerceD
edarggnorW .2 ezisniargresraocesoohC
gnippihcegdE
noitarbiV .1 pu-tes&lootfoytidigirkcehC
atadgnittucgnorW .2 noitacilppauoyrofatadgnittucnisdeef&sdeepskcehC
edarggnorW .3 ezisniargresraocesoohC
gnigdolsidpiT
gnittucevissecxEerutarepmet
.1 pitottnaloocesaercnI
.2 deepsesaerceD
.3 tucfohtpedecudeR
.4 ezispitesaercnI
:snoitacilppaDCPotylppaselurlareneggniwollofeht,eugolatacsihtnisnoitadnemmocerehtotnoitiddanI
spu-tesdnasenihcamdigiR-sgnahrevolootmuminiM-
elbissopelgnaegdegnittucevitisoptsomesoohC-scilatemroftnaloocesU-scilatem-nonrofriaesU-
30
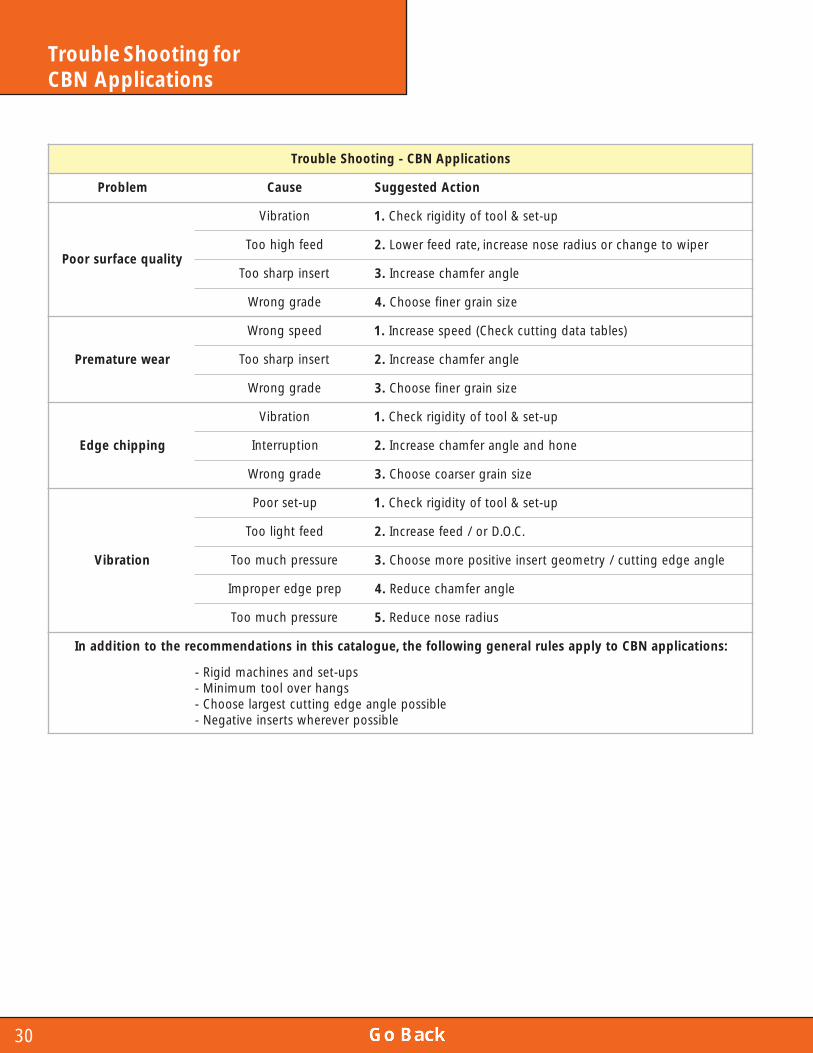
Trouble Shooting forCBN Applications
snoitacilppANBC-gnitoohSelbuorT
melborP esuaC noitcAdetsegguS
ytilauqecafrusrooP
noitarbiV .1 pu-tes&lootfoytidigirkcehC
deefhgihooT .2 repiwotegnahcrosuidaresonesaercni,etardeefrewoL
tresniprahsooT .3 elgnarefmahcesaercnI
edarggnorW .4 ezisniargrenifesoohC
raewerutamerP
deepsgnorW .1 )selbatatadgnittuckcehC(deepsesaercnI
tresniprahsooT .2 elgnarefmahcesaercnI
edarggnorW .3 ezisniargrenifesoohC
gnippihcegdE
noitarbiV .1 pu-tes&lootfoytidigirkcehC
noitpurretnI .2 enohdnaelgnarefmahcesaercnI
edarggnorW .3 ezisniargresraocesoohC
noitarbiV
pu-tesrooP .1 pu-tes&lootfoytidigirkcehC
deefthgilooT .2 .C.O.Dro/deefesaercnI
erusserphcumooT .3 elgnaegdegnittuc/yrtemoegtresnievitisoperomesoohC
perpegdereporpmI .4 elgnarefmahcecudeR
erusserphcumooT .5 suidaresonecudeR
:snoitacilppaNBCotylppaselurlareneggniwollofeht,eugolatacsihtnisnoitadnemmocerehtotnoitiddanI
spu-tesdnasenihcamdigiR-sgnahrevolootmuminiM-
elbissopelgnaegdegnittuctsegralesoohC-elbissopreverehwstresnievitageN-