universidad de costa ricarepositorio.sibdi.ucr.ac.cr:8080/jspui/bitstream/... · 2019. 6. 3. ·...
TRANSCRIPT

Universidad de Costa Rica
Sede Interuniversitaria de Alajuela
Escuela de Ingeniería Industrial
Proyecto de graduación:
Diseño de un Sistema de Control Estadístico de Procesos para
las variables críticas del área de producción de Salsas en UL
Sofía Luna Sánchez
Byron Rojas Zamora
Para optar por el grado de Licenciatura en Ingeniería Industrial
Agosto, 2018

Universidad de Costa Rica
Sede Interuniversitaria de Alajuela
Escuela de Ingeniería Industrial
Proyecto de graduación:
Diseño de un Sistema de Control Estadístico de Procesos para
las variables críticas del área de producción de Salsas en UL
Sofía Luna Sánchez
Byron Rojas Zamora
Para optar por el grado de Licenciatura en Ingeniería Industrial
Agosto, 2018

Aprobación del proyecto
lng. Osear Sibaja Quesada
Inga. Alejandra Pabón Páramo
Directora del Comité Asesor
Asesor Técnico
lng. Luis González Go~§!_.__~ -- ,,...
~-=--------?7
/"contraparte
Fecha 01-11-t'S
Fecha '-fo /to /~o lB
Fecha 2 &'/cj/15
Fecha

Agradecimientos
Primero que todo darle gracias a Dios y a mi familia por brindarme la oportunidad de poder
estudiar en esta institución y por el apoyo manifestado en este proceso, porque siempre
estuvieron ahí dándome fuerzas para seguir adelante.
Gracias a todas aquellas personas que estuvieron y me apoyaron en todo este proceso, y
me ayudaron a concluirlo con éxito. Gracias a los profesores que participaron en mi
formación.
Sofía Luna Sánchez
Quiero agradecer a Dios por darme salud y permitirme concluir este proyecto. A mis padres
Jorge y Patricia que me dieron todos los recursos necesarios, a mi novia Karen que fue de
gran apoyo, a mi compañera Sofía por el buen trabajo en equipo, a la directora del proyecto
Alejandra por todas las revisiones y con su experiencia guiarnos para que el proyecto saliera
de la mejor manera, al tutor Edwin que con sus consejos y sabiduría nos ayudó a buscar
soluciones sencillas y prácticas.
En fin, estoy muy contento de cumplir esta etapa, orgulloso de salir de la mejor Universidad
del país y una de las mejoras de Latinoamérica, esta etapa me dejó grandes amigos y muy
lindos recuerdos.
Byron Rojas Zamora

iv
Resumen
UL se encuentra alrededor de 88 países en el mundo, es líder en la marca de productos
masivos; UL Costa Rica se encuentra dentro de la industria de alimentos, cuenta con
tecnologías de punta en sus procesos productivos y utiliza metodologías de WCM, sin
embargo, actualmente presenta una debilidad en el control de sus procesos productivos,
solamente en el área de Salsas más de la mitad de las variables de proceso no se miden,
no se registran y no se controlan, el otro 50% de las variables se registran pero no se realiza
ningún tipo de análisis estadístico con esta información, así mismo no se conoce la
capacidad de los procesos, no se cuenta con sistema de detección de parámetros fuera de
control, a excepción de los PCC (puntos críticos de control en los planes HACCP), y
presenta serios problemas de desperdicio y producto no conforme. El presente proyecto
tiene como fin el desarrollo de un Sistema de Control Estadístico de Procesos, con
herramientas básicas de estadísticas y pasos sencillos a seguir, con ejemplos claros de su
aplicación en las variables críticas, de manera que se adapte a las necesidades actuales
de la organización, siendo el primer paso para el CEP en un ciclo de mejora continua que
se espera en la organización.
Para efectos del estudio se selecciona el proceso de Salsas, ya que es el producto con
mayor volumen de producción, con un 54,6% del total de la planta, por encima de
mayonesa, frijoles y salsas oscuras. Así mismo, es el área con mayor porcentaje de
desperdicio dentro de la organización.
Las plantas de UL son evaluadas a nivel de LATAM (El Salvador, Panamá, Colombia,
Guatemala, Honduras y Brasil,) y la de Costa Rica es la que presenta mayor problema de
desperdicio, según se refleja en las metas del año 2016.
En primera instancia se evalúa la norma INTE/ISO 11462-1:2099 (Guía para la
implementación de controles estadísticos de procesos) con el fin de determinar el estado
actual de la organización en temas de CEP, dando como resultado de la evaluación, un
cumplimiento del 40 % de cumplimiento de los puntos de la norma; un cumplimiento parcial
de un 27 %, y un incumplimiento del 33% de la norma.
Posteriormente se analizan las principales causas de generación de desperdicios en el área
de Salsas, con el fin de aplicar el Sistema de Control Estadístico de Procesos a las variables
críticas, dentro de las principales causas de desperdicios en el área de Salsas se tiene dos,
la primera causa corresponde al desperdicio de producto en proceso, llamado por la
organización desperdicio de HALB, este se da principalmente en la kétchup dulce sin
homogenizar al no cumplir con los parámetros de consistencia, la segunda causa de
desperdicio corresponde a los Incidentes D, estos son desviaciones en los productos
terminados y son detectados dentro de la fábrica, se da principalmente por la pérdida de
hermeticidad, es decir que el empaque del producto no se encuentra cerrado
correctamente, por lo tanto no es hermético.
Así mismo se identificaron las variables críticas relacionadas con el problema de
hermeticidad, como lo son la presión de sellado la cual no se controla y la temperatura de

v
las mordazas que cuentan con una especificación muy amplia generando valores de Cp y
Cpk mayores a 10, lo cual no representa la realidad de la organización. Para la consistencia
se identificaron dos variables críticas: los grados brix de la pasta de tomate, en este caso
la pasta de tomate es uno de los ingredientes principales en la formulación de la kétchup,
actualmente esta materia prima no cumple con la especificación de grados brix de 31 ± 1,
así mismo se determina que al momento de realizar las pruebas de consistencia, que son
fundamentales para determinar si un producto después de su cocción puede ser enviado a
la línea de empaque, no se está realizando de acuerdo al método correspondiente, el cual
indica que el producto debe tener una temperatura de 92 °C para realizar la prueba en
caliente y 26 °C en frio, sin embargo ninguna de las pruebas se realiza actualmente con
estas temperatura, produciéndose así resultados erróneos.
Como parte del diseño se propone un Sistema de Control Estadístico, como solución
integral a la problemática que se presenta en el área de Salsas, capaz de adecuarse a las
variaciones del tiempo y, además, aplicable en diferentes áreas de producción.
El sistema involucró los departamentos de Producción, Mantenimiento, Calidad y Recursos
Humanos, donde todos tienen sus roles y responsabilidad en el funcionamiento de ese
sistema, de manera que se logre un equipo multidisciplinario en la resolución de problemas.
Como soporte al Sistema de CEP se diseña una herramienta automatizada para los
cálculos de los métodos de control estadístico, la cual facilitaba la toma de datos y llevaba
los registros necesarios. La herramienta tiene cinco módulos: el primero permite el cálculo
de tamaño de muestra, el segundo es útil para el cálculo de la normalidad de los datos, el
tercero permite el cálculo de capacidad de proceso, el cuarto presenta gráficamente el
comportamiento de los indicadores a lo largo del tiempo (dicho gráfico es llamado “gráfico
de exhibición llamativa”) y el quinto permite realizar estudios de repetibilidad y
reproducibilidad.
Así mismo, se diseñaron límites para las variables críticas; para el problema de
hermeticidad se realizaron dos diseños de experimentos, uno para redefinir los límites de
especificación de la temperatura de las mordazas y otro para definir las especificaciones de
la presión de sellado. Para la variable de consistencia se definió un nuevo procedimiento
para la prueba de consistencia y un método de muestreo, para asegurar que los bines de
tomate de los proveedores cumplían con los grados brix de tomate especificados por
calidad.
Se valida el diseño del Sistema de CEP planteado en el área de producción de Salsas, para
lo cual se realiza una capacitación del personal involucrado en cuanto a roles y
responsabilidades, así como en el uso de la herramienta de control estadístico.
Mediante corridas pilotos en la línea de empaque se validan las nuevas especificaciones
planteadas para la temperatura de mordaza y presión de sellado, obteniendo como
resultado del muestreo a corto plazo un total de cero doy packs con fugas en la prueba de
prensa neumática.

vi
Se valida el procedimiento de consistencia para la kétchup dulce, obteniendo como
resultado una razón de calidad de 0,96, lo cual representa un desperdicio para dos batches
de los 54 muestreados, lo que resulta satisfactorio para la organización.
Por lo tanto, se logra demostrar que, existe un impacto económico, con el problema de
hermeticidad la empresa logra reducir el desperdicio de 5.182.257 doy packs (envase
plástico de salsas) que equivalen a 85.970 euros en un año. Con la variable de consistencia
con el nuevo procedimiento la organización se logra ahorrar cerca de 27.708 euros anuales.
Finalmente, cómo principal recomendación del proyecto es el trabajo en equipo entre los
distintos departamentos, el involucramiento del personal y una buena comunicación, son
factores de éxito para la implementación del sistema. Se recomienda seguir trabajando en
la reducción de la amplitud de la especificación para las temperaturas de mordazas como
proceso de mejora continua.
vii
Índice
Introducción ................................................................................................................ 15
1 Capítulo I. Propuesta de proyecto ........................................................................ 16
1.1 Justificación del proyecto ................................................................................... 16
1.1.1 Generalidades ............................................................................................ 16
1.1.2 Alcance ....................................................................................................... 16
1.1.3 Justificación ................................................................................................ 16
1.1.4 Enunciado del problema ............................................................................. 19
1.1.5 Beneficios para la empresa ........................................................................ 19
1.1.6 Beneficios para la sociedad ........................................................................ 20
1.2 Objetivo general ................................................................................................ 20
1.3 Indicadores de éxito ........................................................................................... 20
1.3.1 % Desperdicio ............................................................................................ 20
1.3.2 Índice de capacidad .................................................................................... 20
1.3.3 Razón de Calidad ....................................................................................... 21
1.4 Limitaciones....................................................................................................... 21
1.5 Marco de referencia teórico ............................................................................... 21
1.5.1 INTE/ISO 11462-1:2009: Guía para la implementación de controles
estadísticos de procesos .......................................................................................... 22
1.5.2 Metodología DMAIC ................................................................................... 25
1.6 Metodología general .......................................................................................... 29
1.7 Cronograma de trabajo ...................................................................................... 31
2 Capítulo II. Diagnóstico ........................................................................................ 32
2.1 Objetivos del Diagnóstico .................................................................................. 32
2.1.1 Objetivo General ......................................................................................... 32
2.1.2 Objetivos Específicos ................................................................................. 32
2.2 Metodología del diagnóstico .............................................................................. 32
2.3 Estructura del diagnóstico .................................................................................. 34
2.3.1 Evaluación del Control Estadístico de Procesos actual ............................... 34
2.3.2 Evaluación de efectos indeseables ............................................................. 44
2.3.3 Evaluación de variables críticas .................................................................. 67

viii
2.4 Hallazgos del diagnóstico ................................................................................. 90
2.5 Conclusiones del diagnóstico ........................................................................... 91
3 Capítulo III. Diseño .............................................................................................. 92
3.1 Objetivos del diseño .......................................................................................... 92
3.1.1 Objetivo general ......................................................................................... 92
3.1.2 Objetivos específicos .................................................................................. 92
3.2 Estructura del Diseño ........................................................................................ 92
3.3 Sistema de Control Estadístico de Procesos ..................................................... 93
3.3.1 Calidad ....................................................................................................... 94
3.3.2 Producción ............................................................................................... 103
3.3.1 Recursos Humanos .................................................................................. 104
3.3.2 Mantenimiento .......................................................................................... 105
3.4 Interacción del sistema .................................................................................... 106
3.5 Análisis de causas de variación actuales en el proceso de producción de Salsas
112
3.5.1 Temperatura y presión de sellado ............................................................. 112
3.5.2 Consistencia de la kétchup ....................................................................... 119
3.6 Herramienta para el Sistema de Control Estadístico de Procesos ................... 123
3.6.1 Cálculo de tamaño de muestra ................................................................. 123
3.6.1 Análisis de normalidad .............................................................................. 124
3.6.2 RyR .......................................................................................................... 125
3.6.3 Análisis de capacidad ............................................................................... 126
3.6.4 Análisis de causas de variación ................................................................ 127
3.6.1 Exhibición llamativa .................................................................................. 127
3.7 Conclusiones del diseño .................................................................................. 128
4 Capitulo IV. Validación ....................................................................................... 130
4.1 Objetivo general .............................................................................................. 130
4.2 Objetivos específicos ....................................................................................... 130
4.3 Metodología de validación ............................................................................... 130
4.4 Validación del diseño planteado ...................................................................... 131
4.4.1 Capacitación del personal involucrado en el Sistema de CEP .................. 131
4.4.2 Retroalimentación de las capacitaciones .................................................. 133

ix
4.5 Validación del procedimiento para análisis de consistencia ............................. 134
4.6 Especificaciones propuestas para las variables de temperatura y presión de
sellado. ....................................................................................................................... 141
4.7 Validación de indicadores de éxito ................................................................... 150
4.7.1 Índice de capacidad .................................................................................. 152
4.7.2 Razón de Calidad ..................................................................................... 153
4.8 Análisis costo-beneficio ................................................................................... 154
4.8.1 Costo de la herramienta ........................................................................... 154
4.8.2 Costo de cronómetro y termómetro .......................................................... 154
4.8.1 Costo de la capacitación del personal ...................................................... 155
4.8.2 Costo del análisis de consistencia ............................................................ 155
4.8.3 Disminución de desperdicio ...................................................................... 155
4.8.4 Desecho de producto ................................................................................ 156
4.8.5 Análisis B/C .............................................................................................. 156
4.9 Conclusiones de la validación .......................................................................... 158
5 Conclusiones del proyecto ................................................................................. 159
6 Recomendaciones ............................................................................................. 161
7 Abreviaturas y Acrónimos .................................................................................. 162
8 Glosario ............................................................................................................. 163
9 Bibliografía ......................................................................................................... 164
9 Apéndice ................................................................................................................ 166
10 Anexos ........................................................................................................... 247

x
Índice de Tablas
Tabla 1. Desperdicio por área (enero - diciembre, 2016) ................................................. 18
Tabla 2. Metas para desperdicio en área de Salsas ........................................................ 19
Tabla 3. Cumplimiento de metas de desperdicio en área de Salsas ................................ 19
Tabla 4. Metodología general del proyecto ...................................................................... 29
Tabla 5. Cronograma de trabajo ...................................................................................... 31
Tabla 6. Metodología de diagnóstico ............................................................................... 33
Tabla 7. Resultados de evaluación INTE/ISO 11462 ....................................................... 43
Tabla 8. Productos del área de Salsas ............................................................................ 45
Tabla 9. Resumen de curso grama analítico .................................................................... 49
Tabla 10. Criterios de evaluación ..................................................................................... 59
Tabla 11. Matriz de priorización de Klee, calidad ............................................................. 59
Tabla 12. Matriz de priorización de Klee, laboratorios ...................................................... 60
Tabla 13. Matriz de priorización de Klee, producción ....................................................... 60
Tabla 14. Resultados de la matriz de priorización de Klee ............................................... 60
Tabla 15. Especificaciones de prensa neumática ............................................................ 62
Tabla 16. Relación entre variables de proceso y variables de producto ........................... 62
Tabla 17. Especificaciones de temperaturas de las mordazas ......................................... 63
Tabla 18. AMEF, variables de proceso asociadas a la hermeticidad del producto ........... 65
Tabla 19. AMEF, variables de proceso asociadas a la consistencia ................................ 66
Tabla 20. Estadística descriptiva de consistencia Enero-junio 2017 ................................ 67
Tabla 21. Distribución de frecuencia ................................................................................ 68
Tabla 22. Lista de ingredientes de la salsa kétchup ......................................................... 69
Tabla 23. Estadística descriptiva de flujo de pasta ........................................................... 76
Tabla 24. Temperatura de prueba de consistencia .......................................................... 78
Tabla 25. Análisis de capacidad de temperatura de mordazas (especificación actual vs
especificación del proveedor) .......................................................................................... 89
Tabla 26. Metodología de Diseño .................................................................................... 93
Tabla 27. Criterio de aceptación de prueba Anderson Darling ......................................... 99
Tabla 28. Índices de capacidad de proceso ................................................................... 100
Tabla 29. Consistencia de batches variando temperatura .............................................. 122
Tabla 30. Nivel de confianza ......................................................................................... 123

xi
Tabla 31. Porcentaje de error ........................................................................................ 124
Tabla 32. Metodología de validación .............................................................................. 131
Tabla 33. Resultados de la encuesta de Satisfacción del Sistema de CEP. ................... 132
Tabla 34. Pre-muestreo para análisis de consistencia ................................................... 138
Tabla 35. Resultados de validación del procedimiento de consistencia ......................... 139
Tabla 36. Cambio de parámetros para nuevas especificaciones ................................... 142
Tabla 37. Resumen de análisis de normalidad............................................................... 143
Tabla 38. Resultados de análisis de capacidad ............................................................. 145
Tabla 39. Cambio de parámetros para nuevas especificaciones ................................... 146
Tabla 40. Resumen de análisis de normalidad laminado trilámina ................................. 147
Tabla 41. Resultado análisis de capacidad para laminado trilamina .............................. 148
Tabla 42. Desperdicio Kétchup 2016 y 2017 .................................................................. 150
Tabla 43. Desperdicio de kétchup utilizando procedimiento. .......................................... 151
Tabla 44. Índices de capacidad ..................................................................................... 152
Tabla 45. Costo de inversión de termómetro y cronometro ............................................ 155
xii
Índice de Figuras
Figura 1. Control estadístico de proceso .......................................................................... 35
Figura 2. Porcentaje de quejas por área .......................................................................... 37
Figura 3. Matriz QA .......................................................................................................... 38
Figura 4. Objetivos del CEP ............................................................................................. 44
Figura 5. Diagrama SIPOC .............................................................................................. 45
Figura 6. Proceso de recepción de materias primas ........................................................ 46
Figura 7. Proceso de despacho de materiales primas a producción ................................ 47
Figura 8. Proceso de premezclado y cocción ................................................................... 48
Figura 9. Proceso de llenado de doy packs ..................................................................... 48
Figura 10. Proceso de empaque del producto.................................................................. 48
Figura 11. Pareto de desperdicio en Kg de HALB 2016 ................................................... 50
Figura 12. Pareto de desperdicio, costo de HALB 2016 ................................................... 51
Figura 13. Desperdicio por parámetros fuera de especificación 2016 .............................. 51
Figura 14. Productos con consistencia fuera de especificación 2016 ............................... 52
Figura 15. Pareto de desperdicio ROH ............................................................................ 53
Figura 16. Pareto Costos de ROH ................................................................................... 53
Figura 17. Materias primas con vencimiento de vida útil .................................................. 54
Figura 18. Pareto desperdicio de materia prima por sobrante de producción ................... 55
Figura 19. Causas de desperdicio por mala manipulación ............................................... 55
Figura 20. Pareto de áreas con mayor desperdicio .......................................................... 56
Figura 21. Pareto de causas de desperdicio de material de empaque ............................. 56
Figura 22. Pareto costo de desperdicio de material de empaque ..................................... 57
. Figura 23. Pareto de desperdicio por Incidentes D ........................................................ 57
Figura 24. Pareto de Costo de Incidentes D .................................................................... 58
Figura 25. Causas de desperdicio por pérdida de hermeticidad ....................................... 58
Figura 26. Histograma de consistencia ............................................................................ 68
Figura 27. Diagrama de Ishikawa, consistencia ............................................................... 70
Figura 28. Especificaciones de pasta de tomate .............................................................. 71
Figura 29. Composición de pasta de tomate .................................................................... 71
Figura 30. Estadística descriptiva grados brix pasta de tomate ........................................ 71

xiii
Figura 31. Histograma grados brix de la pasta de tomate ................................................ 72
Figura 32. Análisis de regresión: cantidad de agua vs. Grados brix de ingreso ............... 73
Figura 33.Normalidad de datos de densidad .................................................................... 74
Figura 34.Calculo de tamaño de muestra para la densidad de la pasa ............................ 74
Figura 35. Normalidad de datos de flujo (pre- muestreo) ................................................. 75
Figura 36. Tamaño de muestra para flujo de pasta .......................................................... 75
Figura 37. Normalidad de datos del flujo (muestra) .......................................................... 76
Figura 38. Especificación de parámetros fisicoquímicos .................................................. 77
Figura 39. Análisis de Anova para consistencia de la Kétchup ........................................ 79
Figura 40. Análisis Intervalos de confianza para la consistencia ...................................... 79
Figura 41. Diferencia de medias para consistencia .......................................................... 80
Figura 42. Análisis de Capacidad, prueba de hermeticidad.............................................. 80
Figura 43. Prueba de normalidad de temperatura de mordaza de fondo, laminado trilámina
........................................................................................................................................ 82
Figura 44. Resultado de Anova temperatura de mordaza fondo laminado trilamina ......... 82
Figura 45. Box plot de medias e intervalos de confianza para mordaza de fondo, laminado
trilamina ........................................................................................................................... 83
Figura 46. Prueba de normalidad de temperatura de mordaza latera, laminado trilaminal 83
Figura 47. Resultados de prueba de Anova, mordaza latera laminado trilamina .............. 84
Figura 48. . Box plot de medias e intervalos de confianza para mordaza de lateral, laminado
trilamina ........................................................................................................................... 85
Figura 49. Gráfica de probabilidad de mordaza inferior .................................................... 85
Figura 50. Resultados ANOVA mordaza inferior, laminado tetralámina ........................... 86
Figura 51 Box plot de medias e intervalos de confianza para mordaza de fondo, laminado
tetralamina ....................................................................................................................... 86
Figura 52. Gráfica de probabilidad de mordaza lateral, lamindo tetralamina .................... 87
Figura 53. Resultados ANOVA mordaza inferior, laminado tetralámina ........................... 88
Figura 54 Box plot de medias e intervalos de confianza para mordaza de fondo, laminado
tetralamina ....................................................................................................................... 88
Figura 55. Función de departamentos ............................................................................. 94
Figura 56. Ingreso de defectos de calidad en la matriz QA .............................................. 95
Figura 57. Niveles del defecto en la matriz QA ................................................................ 95
Figura 58. Clasificacion de deteccion ............................................................................... 96
xiv
Figura 59. Proyectos ....................................................................................................... 96
Figura 60. Selección de proyectos con mayor DPI ........................................................... 96
Figura 61. Priorizacion de proyectos con mayor DPI ....................................................... 97
Figura 62. Análisis de los 5 porqués ................................................................................ 97
Figura 63. Proceso de definicion de variables críticas .................................................... 107
Figura 64. Proceso de certificacion de mano de obra, materia prima y equipos ............. 108
Figura 65. Proceso de análisis de capacidad ................................................................. 109
Figura 66. Proceso de análisis de variación ................................................................... 110
Figura 67. Sistema de control estadístico de proceso .................................................... 111
Figura 68. Diseño factorial para temperatura de mordazas ............................................ 113
Figura 69. Resultados DOE para temperatura de mordazas .......................................... 114
Figura 70. Efectos principales laminado y temperaturas ................................................ 115
Figura 71. Interacción de las variables laminado por temperatura ................................. 115
Figura 72. Resultados del DOE de presion de sellado ................................................... 117
Figura 73. Efectos principales de presion de sellado ..................................................... 118
Figura 74. Interacción de presion de sellado .................................................................. 118
Figura 75. Grados Brix de pasta de tomate .................................................................... 120
Figura 76. Análisis p(z) .................................................................................................. 121
Figura 77. Ejemplo de tamaño de muestra .................................................................... 124
Figura 78. Ejemplo de análisis de normalidad ................................................................ 125
Figura 79. Ejemplo de resultados de RyR ...................................................................... 125
Figura 80. Ejemplo de gráficos de estudio RyR ............................................................. 126
Figura 81. Ejemplo de capacidad y gráficos de control .................................................. 126
Figura 82. Ejemplo de exhibición llamativa .................................................................... 128
Figura 83. Capacitación en el uso de la herramienta para el Sistema de CEP ............... 132
Figura 84. Equipo de protección personal ...................................................................... 134
Figura 85. Medición de temperatura a 92◦C ................................................................... 135
Figura 86. Nivelación del consistómetro......................................................................... 135
Figura 87. Llenado del consistómetro ............................................................................ 136
Figura 88. Medición 30s de recorrido. ............................................................................ 136
Figura 89. Medición de temperatura a 26 ◦C .................................................................. 137

xv
Figura 90. Medición 15s de recorrido ............................................................................. 137
Figura 91. Calculo de tamaño de muestra ..................................................................... 138
Figura 92. Capacitación en el uso de manómetro .......................................................... 141
Figura 93. Análisis de normalidad de mordaza lateral 1 laminado tetralámina ............... 143
Figura 94. Análisis de capacidad mordaza lateral 1 ....................................................... 144
Figura 95. Imágenes de la prueba presión de sellado .................................................... 145
Figura 96. Análisis de normalidad mordaza lateral 1 trilámina ....................................... 147
Figura 97. Análisis de capacidad de mordaza inferior trasera ........................................ 148
Figura 98. Doy pack después de prueba neumática realizada ....................................... 149
Figura 99. Desperdicio de HALB en Salsas ................................................................... 150
Figura 100. Análisis de capacidad binomial ................................................................... 153
Figura 101. Escenario optimista ..................................................................................... 156
Figura 102. Escenario conservador ............................................................................... 157
Figura 103. Escenario pesimista .................................................................................... 157

15
Introducción
La generación de desperdicio es un problema que perjudica a las empresas de producción
masiva, y representa un costo significativo para las mismas. Reducir los desperdicios
siempre es un indicador importante para cualquier organización. En UL los costos de
desperdicios en el 2016 llegaron a €2.115.816 entre materia prima, producto en proceso y
material de empaque.
Este proyecto se llevó a cabo UL, ubicada en La Rivera de Belén, en Heredia, donde los
productos que se fabrican se dividen en dos áreas: Masofri y Salsas; en el área de Masofri
se manufacturan frijoles procesados, salsa inglesa, mayonesas y aderezos. En el área de
Salsas se manufacturan todas las hechas a base de tomate.
El cumplimiento de metas de desperdicio es muy importante para la UL, ya que son
evaluadas a nivel de Latinoamérica (El Salvador, Panamá, Colombia, Honduras y Brasil), y
actualmente la planta de Costa Rica es la que presenta el mayor problema de desperdicio.
El proyecto buscó la disminución de los desperdicios, tanto de la materia prima como del
producto en proceso y el material de empaque del área de Salsas. Se propuso el diseño de
un Sistema de Control Estadístico de Procesos, capaz de ser replicado en todas las áreas
de la organización, que prevaleciera en el tiempo, permitiera identificar las variables críticas
de los procesos por medio de herramientas estadísticas, así como el involucramiento de los
departamentos de Producción, Calidad, Mantenimiento y Recursos Humanos.
El documento se divide en cuatro capítulos; el primero explica las generalidades del
proyecto, planteamiento del problema y justificación de este. En el segundo capítulo se
realiza un diagnóstico de la organización, donde se determinan las principales causas de
desperdicio, efectos indeseables y las variables críticas de proceso de Salsas. En el tercero
se expone el diseño del Sistema de Control Estadístico, se definen los elementos del
sistema y cómo aplicarlo a las variables críticas para solucionar los problemas en el proceso
productivo. En el capítulo final se valida el diseño planteado, donde se evidencian los
resultados del proyecto y el costo-beneficio que obtiene la empresa si se llegara a
implementar el diseño propuesto.
16
1 Capítulo I. Propuesta de proyecto
1.1 Justificación del proyecto
1.1.1 Generalidades
UL es una compañía multinacional de origen europeo líder en productos de consumo
masivo. La empresa se encuentra en 88 países del mundo, y fue fundada en 1930 con la
fusión de Margarine Unie, un fabricante de margarina en Holanda y de Lever Brothers, un
fabricante inglés de jabón. Ambos se unificaron por el uso compartido de aceite de palma,
tanto para el jabón como para la margarina.
La empresa se dedica a la producción y distribución de productos con más de 400 marcas,
desde alimentos balanceados, helados, sopas y productos para el cuido diario del hogar.
La empresa llegó a Costa Rica en el 2000, adquiriendo la línea de productos de Salsa
Lizano. Se encuentra ubicada en La Rivera de Belén de Heredia. UL planta Belén (UL) se
divide en dos áreas de producción, las cuales son: Masofri y Salsas; en el área de Masofri
se manufacturan los frijoles procesados, las mayonesas y los aderezos, así como la salsa
inglesa. En el área de Salsas se manufacturan todas las salsas a base de tomate.
UL cuenta con alrededor de 400 empleados directos, de los cuales 60 pertenecen al área
administrativa y 340 al área de producción, operarios en su mayoría, distribuidos en tres
turnos de trabajo.
Los productos de UL son distribuidos en el mercado local y en el centroamericano, en
países como El Salvador, Panamá, Honduras, Guatemala y Nicaragua.
1.1.2 Alcance
El proyecto se llevó a cabo en UL, planta de producción en La Rivera de Belén, en el área
de Producción de Salsas. Abarca desde el ingreso de materia prima a la bodega, pasando
por la cámara de refrigeración, elaboración del producto y empaque del producto.
El área de empaque cuenta con nueve líneas, las cuales trabajan de manera independiente.
Por interés de la organización se realiza el proyecto en la línea S9, ya que, según el Gerente
de Calidad de la planta, es una de las líneas más importantes; esto se da debido a que en
esta línea se realiza una propuesta de un nuevo producto que será enviado a Colombia, así
como nuevas presentaciones para la variedad de salsas. Así mismo, en esta línea se
producen tres tipos de salsas -Salsa Ranchera, Kétchup Homogenizada y Kétchup Sin
Homogenizar-, siendo esta última la que representa mayor porcentaje de desperdicio de
producto en proceso (HALB), con un 53 %; por lo tanto, dentro del alcance del proyecto se
trabaja con la kétchup dulce sin homogenizar.
1.1.3 Justificación
El área de Producción de Salsas de divide en cuatro grandes actividades involucradas en
el proceso de elaboración de los 20 tipos de salsas. Dichas actividades corresponden a la
recepción de las materias primas en la bodega de materiales, almacenamiento de vegetales
17
en la cámara de refrigeración, formulación en marmitas y, finalmente, el empaque, para el
cual se cuenta con nueve líneas empacadoras.
De acuerdo con el Ingeniero de Producción (Rodríguez, A., 2016), en el 2002 los productos
de salsas se expandieron por todo Centroamérica, y actualmente UL es líder en la categoría
de tomate procesado (Salsas); en el 2016 se manufacturaron un total de 57.727,06
toneladas de producto, de las cuales 31.507,2 toneladas (54,6 % de la producción)
corresponden a Salsas, siendo esta categoría de productos la más importante para UL,
debido a su alto volumen de producción (véase el anexo 1. Volumen de producción por
áreas).
Se realizó un análisis de las operaciones en el área de Salsas, y se identificaron efectos
indeseables que afectan a UL. En primera instancia, en esta área de Salsas, incluyendo las
actividades de recepción de materiales, pesado de ingredientes a granel, almacenamiento
en cámara de refrigeración de vegetales, formulación de las salsas y líneas de empaque
del producto, existen en total 72 variables de proceso (véase el anexo 2. Variables del área
de Salsas), de las cuales un 57 % no se mide, no se registra y no se controla; el 43 % de
las variables restantes se mide y se anota en registros físicos, pero no se controlan ni se
realiza ningún tipo de análisis con ellas; por lo tanto, no se conoce la variabilidad ni
capacidad de los procesos.
De igual manera, existen otras variables de producto que se miden después de la cocción
de las salsas, y son necesarias antes de enviar el producto a las líneas de empaque, porque
miden atributos físicos y químicos del producto; dichas variables son el pH, la acidez, los
cloruros y la consistencia; de igual forma, algunas de las variables de proceso únicamente
se miden y se anotan en registros, pero no se controlan.
El control estadístico de procesos es necesario para disminuir la variación, porque, al no
conocer dicha variación, se generan problemas de calidad, no se logran prevenir defectos
ni reducir los costos. “Si no se tiene un adecuado Sistema de Control de Calidad se tienen
inconvenientes, el primero, tener que reprocesar gran cantidad de artículos; segundo, tener
que desechar piezas ya producidas; tercero, a pesar de la inspección, por más rigurosa que
sea llega a permitir que productos con defectos lleguen a manos de los consumidores“
(Morales, 2007).
Dentro de los principales problemas de calidad presentes en UL se encuentra la
desconfianza en el proceso productivo; debido a ello, se debe retener tarimas de producto
terminado. Esta retención de tarimas se da cada vez que se inicia un lote de producción;
para el caso de las salsas se retiene la primera tarima de cada lote y se revisa al 100 %, lo
que es poco práctico e implica costos, ya que la organización requiere personal para la
revisión, espacio dentro de la planta, debido a que el producto no puede salir de la misma,
hasta que sean revisadas todas las unidades (doy packs).
Las unidades que se encuentran defectuosas son consideradas como desperdicio pues,
debido a normas internas de calidad, no se permite que sean reprocesadas. En el 2016 el
monto de desperdicio obtenido, después de las revisiones de tarima retenidas, correspondió
a €89.105,65, de los cuales €59.602,32 (66,9%) correspondían al área de Salsas.

18
Otro de los problemas de calidad es el de los defectos o desviaciones en las características
de las salsas. Después de pasar la operación de empaque y detectados dentro de la fábrica,
denominados “Incidentes D”, al no cumplir con las características de calidad deseadas, se
convierten en desperdicio, ya que si estos productos salen al mercado pueden convertirse
en quejas de los consumidores, afectando la imagen de la organización. En el 2016, el
monto de desperdicio debido a Incidentes D correspondió a €15.903,10. Según la
Especialista en Calidad (Arce, 2017), cada vez que suceden Incidentes D se levanta una
investigación, pero, al no contar con el control estadístico adecuado del proceso, las
medidas de corrección ante el Incidente D ocurrido tardan más tiempo, y el control de los
procesos se vuelve reactivo.
Según el Gerente de Calidad y el Encargado de Manufactura de Clase Mundial (WCM)
(González & González, 2016), uno de los principales problemas que posee UL es el
desperdicio; en el 2016 fue de €2.115.816 y se clasifica de la siguiente manera: (véase el
apéndice 1. Clasificación del desperdicio):
• Materia prima (ROH).
• Producto procesado (salsita) (HALB).
• Material de empaque (PACK).
En la tabla 1 se puede observar que el área que presenta mayor cantidad de desperdicio
es Salsas, con un 59 % del total.
Tabla 1. Desperdicio por área (enero - diciembre, 2016)
Área Monto de desperdicio % de desperdicio
Salsas € 1.243.499,69 59%
Mayonesa € 459.255,97 22%
Frijoles € 241.786,30 11%
Salsas oscuras € 171.274,08 8%
Total € 2.115.816,03 100%
Fuente: Información suministrada por el departamento de Calidad de UL, año 2016
Para UL, el cumplimiento de las metas de desperdicio es muy importante, debido a que son
evaluadas a nivel de Latinoamérica (UL El Salvador, Panamá, Colombia, Nicaragua y
Brasil) poniendo en evidencia un problema de UL Costa Rica. De acuerdo con el Encargado
de WCM (González, 2017), Costa Rica es la planta dentro del área de Latinoamérica con
el mayor problema de desperdicio, lo que se ve reflejado en las metas de desperdicio en el
2016.
Las metas de desperdicio para el área de Salsas se clasifican de la siguiente manera, como
se muestra en la tabla 2.

19
Tabla 2. Metas para desperdicio en área de Salsas
Indicadores
ROH: ≤ 0,52%
PACK: ≤ 2,10%
HALB: ≤ 2,80%
Fuente: UL, 2016
Como se aprecia en la tabla 3, para los desperdicios PACK y HALB no se logra cumplir con
la meta en todo el año 2016; en el caso de ROH no se logra cumplir en los meses de julio
y agosto.
Tabla 3. Cumplimiento de metas de desperdicio en área de Salsas
Categoría Clasificación Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
Salsas
Desperdicio
ROH (%) 0,15% 0,22% 0,03% 0,12% 0,05% 0,00% 1,44% 0,77% 0,19% 0,22% 0,06% 0,22%
Desperdicio
PACK (%) 2,79% 2,94% 2,79% 3,65% 2,50% 4,08% 3,53% 2,89% 2,46% 3,78% 2,52% 4,72%
Desperdicio
HALB (%) 3,90% 4,18% 3,97% 4,13% 3,30% 2,95% 3,50% 3,17% 3,33% 4,63% 4,00% 4,34%
Fuente: Información suministrada por el departamento de Calidad de UL, 2016.
Nota: En rojo meses que no cumplen la meta
La disposición final de los desperdicios es otro de los temas que preocupa a la organización,
de acuerdo con la Encargada de Ambiente (Valverde, 2016). Los desperdicios de PACK
(doy packs con producto y sin producto) son el principal problema para este departamento,
ya que se debe pagar a una empresa tercera para que sean tratados. En promedio, al mes
se tratan cinco toneladas de PACK, lo cual implica un costo por tratamiento de €1.658,3
mensuales.
1.1.4 Enunciado del problema
El control deficiente de las variables de proceso en el área de producción de Salsas impacta
las características de calidad deseadas provocando desperdicios, que genera el
incumplimiento de las metas de la organización y costos significativos.
1.1.5 Beneficios para la empresa
Con el desarrollo de este proyecto la empresa obtiene los siguientes beneficios:
• Reducción del desperdicio.
• Cumplimiento de métricas corporativas.
• Control de las variables críticas del proceso.
• Reducción de costos por mala calidad.

20
1.1.6 Beneficios para la sociedad
El impacto ambiental es el principal beneficio para la sociedad, ya que con la reducción de
desperdicio disminuye la cantidad que debe ser tratado.
Otro beneficio consiste en asegurar a los clientes y consumidores que los productos
adquiridos cumplen con las especificaciones de fabricación.
1.2 Objetivo general
Diseñar un Sistema de Control Estadístico de Procesos para las variables críticas en el área
de producción de Salsas, que permita garantizar las características de calidad del producto
y la mejora continua, disminuyendo los desperdicios y costos de mala calidad.
1.3 Indicadores de éxito
1.3.1 % Desperdicio
Este indicador permite identificar la desviación entre el desperdicio permitido y el
desperdicio real.
𝐷𝑒𝑠𝑝𝑒𝑟𝑑𝑖𝑐𝑖𝑜 = ( 𝐶𝑜𝑠𝑡𝑜 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑟𝑒𝑎𝑙 ( 𝐻𝐴𝐿𝐵) −𝐶𝑜𝑠𝑡𝑜 𝑐𝑜𝑛𝑠𝑢𝑚𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜(𝐻𝐴𝐿𝐵) )
𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜 ( 𝐻𝐴𝐿𝐵)∗ 100 (1)
1.3.2 Índice de capacidad
Índice Cp:
Este indicador permite tener un índice centrado del proceso para las variables críticas que
refleje la variación antes y después del diseño de mejora.
El índice de capacidad potencial del proceso, Cp representa la desviación estándar del
proceso, respecto a los límites de especificación permitidos:
𝐶𝑝 =𝑉𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛 𝑡𝑜𝑙𝑒𝑟𝑎𝑑𝑎
𝑉𝑎𝑟𝑖𝑎𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙 (2)
“Se establece que el Cp debe ser mayor que 1.50 si se quiere tener un proceso bueno; pero
debe ser mayor o igual que dos si se quiere tener un proceso de clase mundial” (Gutiérrez
& De la Vara, 2009).
Índice Cpk:
Indicador de la capacidad real de un proceso que se puede ver como un ajuste del índice
Cp para tomar en cuenta el centrado del proceso.
Cpk se define de la siguiente manera:

21
Donde σ representa la desviación estándar del proceso, mientras que ES y EI son las
especificaciones superior e inferior y µ la media del proceso. (Gutiérrez & De la Vara, 2009)
Cuando el valor del índice Cpk es mayor a 1.25 en un proceso ya existente, se considerará
que se tiene un proceso con capacidad satisfactoria.
1.3.3 Razón de Calidad
Este indicador busca determinar la relación entre la producción y el producto conforme. La
fórmula correspondiente es:
𝑅𝑎𝑧𝑜𝑛 𝑑𝑒 𝐶𝑎𝑙𝑖𝑑𝑎𝑑 = 𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 (4)
1.4 Limitaciones
Como principal restricción para la realizar el proyecto, por decisión de la organización no se
puede considerar la compra de equipos, cambios en la distribución de la planta, ni ampliar
espacios.
1.5 Marco de referencia teórico
De acuerdo con Montgomery (2009), Seis Sigma fue formalmente introducido, a mediados
de los años ochenta, por Motorola, como un medio para reducir la variabilidad observada
en el desarrollo de sus productos manufacturados. “Seis Sigma es una estrategia de mejora
de negocios utilizada para mejorar la rentabilidad, eliminar los residuos, reducir los costes
de calidad y mejorar la eficacia y eficiencia de todos los procesos operativos” (Singh &
Singh, 2014).
Para eliminar pérdidas económicas que se generan por los desperdicios, causadas por la
desconfianza en los procesos y buscando la mejor calidad de los productos y servicios, han
surgido una serie de nuevas ideas y metodologías, según lo indica Morales (2017).
Durante la Segunda Guerra Mundial, Walter Shewhart y Dodge Romig desarrollaron el
Control Estadístico de Procesos para la disminución de la variación. En la década de
los cincuenta surgió el Aseguramiento de la Calidad, tomando en cuenta todos los
departamentos de la organización en el diseño, planeación y ejecución de políticas de
calidad. Posteriormente, surgió la metodología de Seis Sigma, basándose en la aplicación
de técnicas estadísticas para reducir la variación de los procesos al máximo posible.
Para la resolución de los problemas presentes en UL se pretende utilizar las herramientas
de Seis Sigma, para mantener las variables del proceso bajo control estadístico.

22
La calidad de los productos o servicios es de suma importancia para las organizaciones.
Según la Sociedad Americana para la Calidad (ASQ), la “calidad” es la totalidad de detalles
y características de un producto o servicio que influye en su capacidad para satisfacer
necesidades dadas. Según Gutiérrez & De la Vara (2009), cuando se tiene mala calidad se
tienen fallas y deficiencias, lo que genera problemas de reproceso, desperdicios, paros y
otros; esto genera más gastos y menos competitividad. Al disminuir las deficiencias se
reducen los costos y se liberan recursos materiales y humanos que se pueden destinar a
elaborar más productos, resolver otros problemas de calidad, reducir los tiempos de
entrega; en ello radica la importancia del Control de Calidad, “que es el conjunto de
actividades planeadas para que los requisitos de la calidad del producto se cumplan”
(Gutiérrez & De la Vara, 2009).
Las causas que generan las variaciones de los procesos se han logrado clasificar en dos
tipos, según Montgomery (2009):
• Causas fortuitas: se presentan debido a la variabilidad inherente al proceso. Se
generan por presencia de muchas causas. Las causas fortuitas se consideran como
inevitables en el proceso; por lo tanto, son inherentes al proceso. Cuando algún
proceso opera con este tipo de causas se considera al mismo bajo control
estadístico.
• Causas asignables: se pueden considerar que presentan alguno de los siguientes
tres orígenes: máquinas, operadores y materia prima.
Actualmente, en el área de producción de Salsas se cuenta con variables de proceso que
no son medidas; entretanto, otras se miden, pero no se analizan ni se controlan. Esta
situación genera variabilidad en los procesos, y, por lo tanto, es necesaria la
implementación del Control Estadístico de Procesos.
1.5.1 INTE/ISO 11462-1:2009: Guía para la implementación de controles
estadísticos de procesos
Para alcanzar el control estadístico de procesos en las organizaciones existe la
INTE/ISO11462-1:2009: Guía para la implementación de controles estadísticos de
procesos (CEP). Esta guía pretende que las organizaciones incrementen el conocimiento
de sus procesos, dirijan los procesos hacia el comportamiento deseado y reduzcan la
variación de los parámetros del producto final para mejorar el desempeño de este.
Dentro de los principales objetivos de la INTE/ISO 11462-1:2009 se encuentran:
• Reducir la variación respecto a los valores esperados de los parámetros, ya sea de
un producto final o de salida del proceso.
• Evaluar y cuantificar qué niveles hay de calidad y capacidad de producir.
• Señalar las causas-raíz potenciales de las variaciones o modo de fallo y de sus
fuentes, identificando las fuentes de pobres rendimientos o variabilidad, y detección
de causas asignables de la variación, que dan lugar al aumento de velocidad en la
detección y la reducción de costos en la solución del problema.

23
• Aumentar el conocimiento de cómo las causas de la variación en el sistema afectan
el proceso, para mejorarlo.
Todos estos objetivos tienen el fin de recopilar los costos de producción tales como: costo
de desperdicio, inspección, reproceso, reparación de equipo, tiempo muerto e
interrupciones, estimando la cantidad de negocios y trabajos perdidos por clientes
insatisfechos que acuden a los competidores o se rehúsan a pagar un adicional por una
mejor calidad percibida.
Para lograr alcanzar estos objetivos, todo CEP necesita una gestión de soporte, la cual
debería documentar, implementar y mantener su apoyo continuo al CEP. Esto incluye:
• Mejorar el proceso, con base en la revisión periódica de los resultados del CEP y
de los informes de las auditorías. Se debe asegurar que la política del CEP esté
entendida, implementada y mantenida por todos los niveles en la organización; es
decir, que todos los departamentos dentro de la organización se encuentren
involucrados.
• Es importante que la gestión de soporte pueda usar y mejorar el manejo de los
datos para la toma de decisiones sobre el proceso.
• El manteniendo de registros de las reacciones y desviaciones de los puntos fuera
de control, sin corrección.
• La gestión de soporte debe designar y apoyar al responsable de la coordinación del
CEP.
Para que el CEP sea exitoso dentro de la organización se deben diseñar, implementar y
revisar programas que provean toma de conciencia de todos los empleados involucrados
en el CEP (incluyendo la gerencia) sobre herramientas y métodos, formar a los empleados
para crear habilidades en el CEP que sean apropiadas a las funciones de trabajo y su
interacción con el proceso.
La guía INTE/ISO 11462-1:2009 establece una serie de elementos para crear un Sistema
de Control Estadístico de Procesos. Dichos elementos se describen a continuación:
1.5.1.1 Plan de control
En este punto debe existir la documentación de los procesos, el sistema de medición y
cómo se van a controlar. Dentro de la documentación necesaria que debe existir está lo
siguiente:
- Entradas y salidas del proceso.
- Flujos del proceso.
- Puntos de medición del proceso.
- Ciclos de retorno del proceso, si hay reproceso, retrabajos, rechazos y salidas del
proceso.
- Límites del proceso.
1.5.1.2 Definición de metas y límites de control
Se deben documentar los valores meta y los límites de los parámetros del proceso; más
allá de los cuales el proceso producirá salidas inaceptables o poco rentables en el producto

24
final, por lo que se debe evaluar la adecuación con respecto a las necesidades del cliente
y a la comprensión del proceso.
1.5.1.3 Evaluación y el control del sistema de medición
Uno de los aspectos más importantes para el Sistema del Control Estadístico de Procesos
es el seguimiento periódico y la evaluación del sistema de medición, según corresponda
controlar o compensar su variabilidad; esto ayuda a minimizar los riesgos de que un sistema
de medición inadecuado pueda llevar a la organización a señales fuera de control falsas, o
que el cliente reciba producto no conforme.
1.5.1.4 Instrucciones de trabajo documentadas
La organización debe documentar las instrucciones de trabajo; para ello debe crear
procedimientos documentados para los procesos de producción, medición, inspección,
ensayo y mantenimiento, operación, seguimiento y control del proceso, detección de
deficiencias en las entradas, variables del control y salidas de proceso, entre otros.
1.5.1.5 Formación y participación del personal en datos de proceso
La organización debería asegurarse de que el personal apropiado esté formado en la toma
y uso de los datos del proceso. El personal debe participar en la decisión de cuáles
parámetros medir y cómo medirlos, obtenerlos, interpretarlos, y qué acciones tomar con
estos.
1.5.1.6 Obtención y registro de los datos del proceso
Todo Sistema de Control Estadístico de Procesos debe contar con un sistema apropiado
de recolección de datos, de manera que el sistema permita la utilización de datos históricos
para identificar las causas de variación potencialmente asignables al proceso.
1.5.1.7 Trazabilidad e identificación de la secuencia de la producción
La organización debe definir, establecer y mantener los mecanismos apropiados para la
trazabilidad del producto y la identificación de la secuencia de la producción, con el fin de
identificar, cuando corresponda, la secuencia del producto y/o salidas del proceso, las
fuentes de entrada de proceso, tales como los materiales, la mano de obra y las
instalaciones usadas para producir una cantidad de salidas del proceso. Esto puede
mantener la capacidad de trazar las fuentes de las desviaciones del proceso y establecer
los registros asociados.
1.5.1.8 Evaluación del desempeño del proveedor
Otro aspecto muy importante, dentro del CEP, es la evaluación de los proveedores; para
ello se deben trazar las medidas de desempeño de las entregas específicas de productos,
de servicios o de transacciones, determinar la capacidad del proceso del proveedor.
1.5.1.9 Sistema de control de proceso
Para el Control Estadístico de Proceso, la organización debe establecer y mantener
herramientas estadísticas, algorítmicos para el control de proceso, para los parámetros de
proceso que deben ser controlados. Se debe contar con un sistema de soporte para la

25
colección y grabación de datos, y definir quién tiene responsabilidad de reaccionar a las
condiciones fuera de control.
1.5.1.10 Resultados de variabilidad
La organización debe determinar la variabilidad de los parámetros de proceso y la relación
de estos parámetros con las características de calidad de los productos, evaluando, así, la
distribución de los datos, para ayudar a elegir una estrategia del control de proceso e
identificar causas asignables de la variación en el proceso.
1.5.1.11 Comunicación de resultados de análisis de proceso
Se deben diseñar y establecer métodos para comunicar los resultados del Control
Estadístico de Proceso, a quiénes se dirige el proceso, a los proveedores internos o a los
proveedores externos y a la gerencia.
1.5.2 Metodología DMAIC
Actualmente, en el área de Producción de Salsas, se cuenta con variables de proceso que
no son medidas; existen otras variables que se miden, pero no se analizan ni se controlan.
Esta situación genera variabilidad en los procesos y, por lo tanto, es necesaria la
implementación del Control Estadístico de Procesos. Dentro de la filosofía de Seis Sigma
se tiene la metodología DMAIC, la cual se utiliza para el desarrollo del proyecto en UL.
Según McCarty et al. (2004), DMAIC consta de 5 fases conectadas de manera lógica entre
sí, las cuales son: Definir, Medir, Analizar, Mejorar y Controlar. Para poder realizar mejoras
significativas de manera consistente dentro de una organización, es importante tener un
modelo estandarizado de las mejoras a seguir. DMAIC es el proceso de mejora que utiliza
la metodología Seis Sigma; es un modelo que sigue un formato estructurado y disciplinado.
1.5.2.1 Definir
Es la fase inicial de la metodología, donde se identifican posibles proyectos de mejora
dentro de una compañía. Dentro de las principales herramientas de esta fase se
encuentran:
• Mapa de Proceso SIPOC
Gutiérrez & De la Vara (2009) indican que este diagrama de proceso tiene el objetivo de
analizar el proceso y su entorno. Para ello se identifican los proveedores, las entradas, el
proceso mismo, las salidas y los usuarios.
1.5.2.2 Medir
De acuerdo con Ocampo & Pavón (2012), una vez definido el problema a atacar, se debe
establecer qué características determinan el comportamiento del proceso. Para esto es
necesario identificar cuáles son los requisitos o características en el proceso o producto que
el cliente percibe como clave (variables de desempeño), y qué parámetros (variables de
entrada) son los que afectan este desempeño. Entre las herramientas más comúnmente
usadas, que permiten determinar el comportamiento del proceso bajo estudio, se
encuentran:

26
• Matriz de Priorización
Según lo explican Gutiérrez & De la Vara (2009), la Matriz de Priorización es una técnica
muy útil que se puede utilizar con los miembros del equipo de trabajo, para obtener un
consenso sobre un tema específico. La matriz permite clasificar problemas o asuntos
(usualmente aportados por una tormenta de ideas) con base en un criterio en particular,
que es importante para la organización. De esta manera se puede ver con mayor claridad
cuáles son los problemas más importantes sobre los que se debe trabajar primero.
• Gráficos de Control
El objetivo fundamental de las cartas o gráficos de control es observar y analizar el
comportamiento de los procesos a través del tiempo, para así poder distinguir las
variaciones por causas comunes o asignables, lo que ayudará a caracterizar el
funcionamiento del proceso y decidir las mejores acciones de control y de mejora. El análisis
de proceso se da principalmente en las variables de salida.
• Análisis de capacidad
Conocer la capacidad actual de los procesos y de las variables críticas es de suma
importancia ya que “El estudio de la capacidad de un proceso, junto con el control
estadístico de procesos y el diseño de experimentos son métodos estadísticos que se
utilizan desde hace décadas con el propósito de controlar y reducir la variabilidad de
procesos y productos, mejorando así calidad y productividad”. (Ferreri & Quaglino, 2011)
De acuerdo con Ferreri & Quaglino, 2011, para determinar si un proceso es o no capaz se
utilizan los índices de capacidad, en principio, para que un proceso sea considerado capaz,
su variación actual no debería representar más del 75% de la variación permitida, se suele
considerar que 1,33 es el valor mínimo aceptable para un índice de capacidad.
Para realizar análisis de capacidad se debe determinar la normalidad de los datos, si los
datos son normales se procede con el cálculo de capacidad de proceso, utilizan los índices
Cp, Cpk, CPU, y CPL para variación a corto plazo. Según lo explica Gutiérrez & De la Vara
(2009) La capacidad de corto plazo se calcula a partir de muchos datos tomados durante
un periodo corto de tiempo, para que no haya influencias externas sobre el proceso. Por lo
tanto, esta capacidad representa el potencial del proceso, es decir, lo mejor que se puede
esperar del mismo.
Los índices Pp, Ppk, PPU, y PPL se utilizan para determinar la capacidad a largo plazo, se
calcula con muchos datos tomados de un periodo de tiempo suficientemente largo como
para que los factores externos influyan en el desempeño del proceso.
Según lo explica Gutiérrez & De la Vara (2009) cuando los procesos no son capaces para
cumplir especificaciones, entonces se debe mejorar el proceso (centrar y reducir variación),
su control y el sistema de medición, modificar tolerancias o inspeccionar al 100% los
productos.
Muchas veces, la suposición de normalidad no puede realizarse; por ello, se tienen dos
enfoques a realizar:

27
1. Transformar la información: se pueden utilizar los métodos Box-Cox o Johnson para
encontrar una transformación de datos que sigan la distribución normal. A partir de
esto, se calculan los índices de capacidad.
2. Análisis no paramétrico de capacidad: ha habido muchos intentos de modificar los
índices para que funcionen en ambas familias de distribuciones (paramétrica y no
paramétrica). La idea principal es utilizar el método del percentil, con el fin de definir
un índice de capacidad basado en percentiles específicos (Montgomery, 2009). Para
esto se utiliza el método de Clements (Clements, 1989). Este método incluye la
utilización de los percentiles 99.865 y 0.135, los cuales son los percentiles
característicos en una distribución normal cuando se utiliza 6σ (Korkusuz, 2011). El
reporte técnico de ISO 12783 define al Cp de la siguiente manera:
𝐶𝑝 =𝑈𝑆𝐿 − 𝐿𝑆𝐿
𝑋0.99865 − 𝑋0.00135 (5)
Según lo explica Gutiérrez & De la Vara (2009), cualquiera que sea la distribución entre
estos percentiles, se ubicará el 99.73% de los valores de la característica de calidad.
Además, los Cpl y Cpu se calculan de la siguiente manera:
𝐶𝑝𝑢 =𝑈𝑆𝐿 − 𝑋0.5
𝑋0.99865 − 𝑋0.5 (6)
𝐶𝑝𝑙 =𝑋0.5 − 𝐿𝑆𝐿
𝑋0.5 − 𝑋0.99865 (7)
1.5.2.3 Analizar
En esta etapa del DMAIC se pretenden analizar los datos obtenidos en el proceso y analizar
las causas y las oportunidades de mejora. Dentro de las herramientas más comúnmente
usadas se encuentran:
• Diagramas de causa-efecto
El diagrama de causa y efecto o Ishikawa es un método gráfico, que relaciona un problema
o efecto con causas y factores que generan este problema. Para realizar este diagrama se
utiliza el método de las 6M, las cuales corresponden a Métodos de trabajo, Mano de obra,
Materiales, Maquinaria, Medición, Medio ambiente.
• AMEF (Análisis Modo Efecto y Falla)
Según Gutiérrez & De la Vara (2009) la metodología AMEF permite identificar las fallas
potenciales de un producto o un proceso y, a partir de un análisis de su frecuencia, las
formas de detección y el efecto que provocan; estas fallas se jerarquizan, y para las fallas
que vulneran más la confiabilidad del producto o el proceso será necesario generar
acciones para atenderlas. Se debe formar un equipo y delimitar el área de aplicación, luego
identificar modos posibles de fallas; para cada falla, identificar su efecto y su grado de

28
severidad; a la vez, encontrar causas potenciales de falla y la frecuencia de ocurrencia,
identificar controles para detectar esta ocurrencia y estimar la posibilidad que se detecten;
una vez encontrados estos parámetros, calcular el índice de prioridad de riesgo (NPR) que
se calcula como: severidad x ocurrencia x detección y, para los NPR mayores, priorizar e
identificar acciones para reducir el efecto o la posibilidad de ocurrencia.
1.5.2.4 Mejorar
Cuando se logra determinar que existe un problema real, se debe identificar cuáles serán
las posibles soluciones. En esta etapa se desarrollan, implementan y validan alternativas
de mejora para el proceso. Según Ocampo & Pavón (2012) para hacer esto se requiere de
una lluvia de ideas que genere propuestas, las cuales deben ser probadas usando corridas
piloto dentro del proceso.
1.5.2.5 Controlar
Cuando se tiene la manera de mejorar el desempeño del sistema o proceso, es necesario
encontrar la manera de asegurar que la solución pueda sostenerse en un periodo largo de
tiempo; para esto debe diseñarse e implementarse una estrategia de control que asegure
que los procesos sigan corriendo de forma eficiente; para ello es importante el control
estadístico, mediante gráficos comparativos y diagramas de control y técnicas no
estadísticas, tales como la estandarización de procesos, controles visuales, planes de
contingencia y mantenimiento preventivo, herramientas de planificación y otros.

29
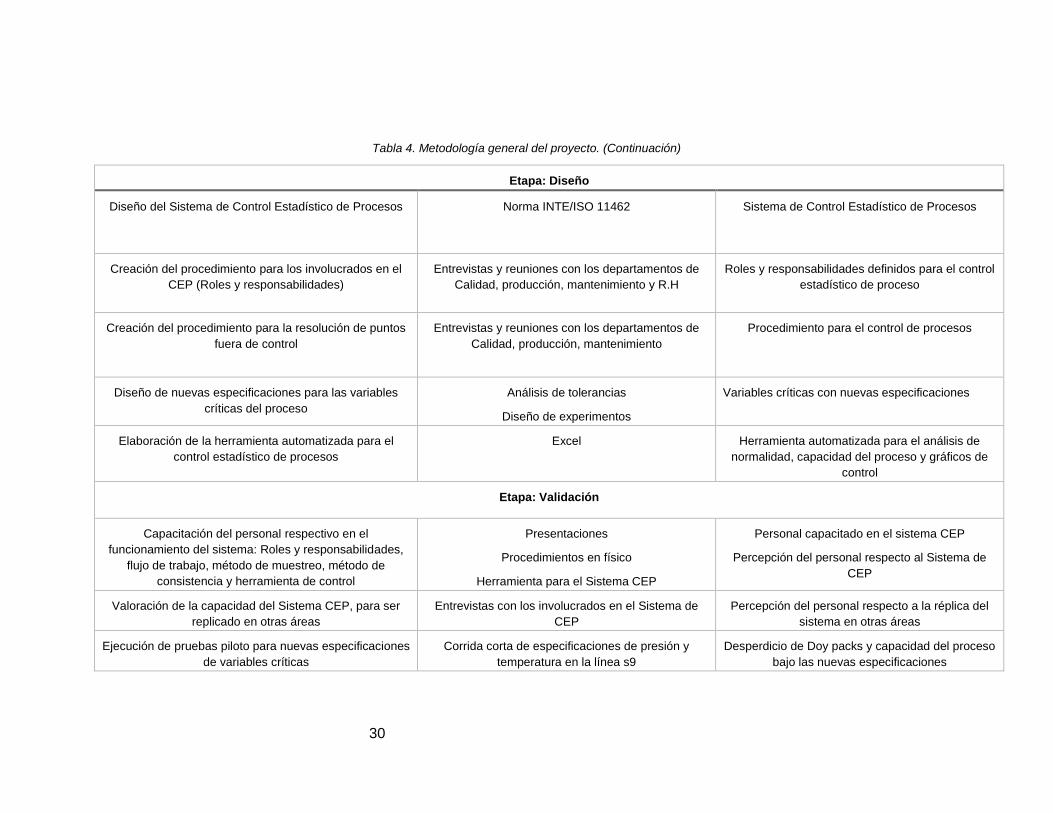
1.6 Metodología general
Para el desarrollo del proyecto se presenta la metodología general para cada una de las etapas.
Tabla 4. Metodología general del proyecto
Actividades Herramientas Resultados
Etapa: Diagnóstico
Identificación y evaluación de los elementos del
sistema de control estadístico del proceso actual
Lista de chequeo de control estadístico de
proceso (CEP)
Porcentaje de cumplimiento de la
organización en cuanto al CEP
Entrevistas con la alta gerencia Comprensión de la estrategia actual de la
organización para el CEP
Mapeo de procesos Diagrama SIPOC
Diagrama de proceso
Comprensión del proceso e identificación de
puntos de control actuales y áreas con
mayor desperdicio
Determinación de las principales causas de
desperdicio y productos con mayor desperdicio
Diagrama de Pareto Principales causas de desperdicio y
productos con mayor desperdicio
identificados
Identificación de las principales variables del
proceso y tolerancias
Revisión documental de registros
Entrevistas con el personal de QA
Variables de proceso y tolerancias
identificadas
Identificación de las variables críticas AMEF Variables críticas identificadas
Evaluación de la capacidad actual del proceso Muestreo estadístico Capacidad del proceso identificada
Estudio de capacidad
Evaluación de las especificaciones actuales
contra los límites de control del proceso
Cartas de control estadístico Límites de control actual del proceso
30
Tabla 4. Metodología general del proyecto. (Continuación)
Etapa: Diseño
Diseño del Sistema de Control Estadístico de Procesos Norma INTE/ISO 11462 Sistema de Control Estadístico de Procesos
Creación del procedimiento para los involucrados en el
CEP (Roles y responsabilidades)
Entrevistas y reuniones con los departamentos de
Calidad, producción, mantenimiento y R.H
Roles y responsabilidades definidos para el control
estadístico de proceso
Creación del procedimiento para la resolución de puntos
fuera de control
Entrevistas y reuniones con los departamentos de
Calidad, producción, mantenimiento
Procedimiento para el control de procesos
Diseño de nuevas especificaciones para las variables
críticas del proceso
Análisis de tolerancias
Diseño de experimentos
Variables críticas con nuevas especificaciones
Elaboración de la herramienta automatizada para el
control estadístico de procesos
Excel Herramienta automatizada para el análisis de
normalidad, capacidad del proceso y gráficos de
control
Etapa: Validación
Capacitación del personal respectivo en el
funcionamiento del sistema: Roles y responsabilidades,
flujo de trabajo, método de muestreo, método de
consistencia y herramienta de control
Presentaciones
Procedimientos en físico
Herramienta para el Sistema CEP
Personal capacitado en el sistema CEP
Percepción del personal respecto al Sistema de
CEP
Valoración de la capacidad del Sistema CEP, para ser
replicado en otras áreas
Entrevistas con los involucrados en el Sistema de
CEP
Percepción del personal respecto a la réplica del
sistema en otras áreas
Ejecución de pruebas piloto para nuevas especificaciones
de variables críticas
Corrida corta de especificaciones de presión y
temperatura en la línea s9
Desperdicio de Doy packs y capacidad del proceso
bajo las nuevas especificaciones

31
1.7 Cronograma de trabajo
A continuación, se presenta el cronograma de trabajo para el presente proyecto
Tabla 5. Cronograma de trabajo
# Actividades Fase del Proyecto Semana Duración
1 Identificación y evaluación de los elementos del Sistema de Control Estadístico del
Proceso actual
Diagnóstico Semana 1-2 2
2 Mapeo de procesos Diagnóstico Semana 3-6 4
3 Determinación de las principales causas de desperdicio y productos con mayor
desperdicio
Diagnóstico Semana 7-8 2
5 Identificación de las variables críticas Diagnóstico Semana 9-13 5
6 Evaluación del sistema de medición Diagnóstico Semana 14 4
7 Evaluación de la capacidad actual del proceso Diagnóstico Semana 15-19 2
9 Diseño de un Sistema de Control Estadístico de Procesos Diseño Semana 19 1
10 Creación de procedimientos para los involucrados en el CEP (roles y
responsabilidades)
Diseño Semana 19-20 2
12 Diseño de nuevas especificaciones para las variables críticas del proceso Diseño Semana 21 1
13 Creación de la herramienta automatizada de CEP Diseño Semana 22 1
14 Capacitación al personal sobre funcionamiento del sistema Validación Semana 23 1
15 Valoración de la capacidad del Sistema de CEP, para ser replicado en otras áreas Validación Semana 24 1
16 Ejecución de pruebas piloto para nuevas especificaciones de las variables críticas Validación Semana 25 1
17 Determinación del impacto del diseño propuesto sobre los indicadores de éxito
planteados
Validación Semana 25 1

32
2 Capítulo II. Diagnóstico
2.1 Objetivos del Diagnóstico
Como objetivos del diagnóstico del proyecto se presentan los siguientes:
2.1.1 Objetivo General
Evaluar el Sistema de Control Estadístico de Procesos en el área de producción de Salsas
para determinar su impacto en el desperdicio y pérdidas económicas.
2.1.2 Objetivos Específicos
• Evaluar los elementos de gestión del Sistema de Control Estadístico para determinar
las condiciones del proceso actual.
• Establecer las causas de defectos críticos del proceso de producción de Salsas y
puntos de generación de desperdicio para determinar cuáles son las principales
variables críticas en las que se enfoca proyecto.
• Evaluar el estado de control estadístico actual del proceso de producción con el fin
de determinar la capacidad del proceso para producir bajo especificaciones.
2.2 Metodología del diagnóstico
Para cumplir con los objetivos planteados en la etapa de diagnóstico se crea la metodología
de diagnóstico en la cual se presentan las actividades que se realizan, las herramientas
necesarias y los resultados esperados en esta etapa como se muestra en la tabla 6.

33
Tabla 6. Metodología de diagnóstico
Actividades Herramientas Resultados
Etapa: Diagnóstico
Identificación y evaluación de los
elementos del sistema de control
estadístico del proceso actual
Lista de chequeo de control estadístico de
proceso (CEP)
Porcentaje de cumplimiento de la organización en
cuanto al CEP
Entrevistas con la alta gerencia Comprensión de la estrategia actual de la organización
para el CEP
Mapeo de procesos Diagrama SIPOC
Diagrama de proceso
Comprensión del proceso e identificación de puntos de
control actuales y áreas con mayor desperdicio
Determinación de las principales causas
de desperdicio y productos con mayor
desperdicio
Diagrama de Pareto Principales causas de desperdicio y productos con
mayor desperdicio identificados
Identificación de las principales variables
del proceso y tolerancias
Revisión documental de registros
Entrevistas con el personal de QA
Variables de proceso y tolerancias identificadas
Identificación de las variables críticas AMEF Variables críticas identificadas
Evaluación de la capacidad actual del
proceso
Muestreo estadístico Capacidad del proceso identificada
Estudio de capacidad
Evaluación de las especificaciones
actuales contra los límites de control del
proceso
Cartas de control estadístico Límites de control actual del proceso

34
2.3 Estructura del diagnóstico
Para poder determinar el estado en el que se encuentra la organización respecto al Control
Estadístico de Proceso, el diagnóstico se diseña en dos etapas, la primera de ella
corresponde a la evaluación de la de guía INTE/ISO 11462-1:2009, la cual permite evaluar
aquellos aspectos en los que cumple la organización y aquellos en los que no cumplen y
presentan mayor debilidad.
En la segunda etapa del diagnóstico se evalúan los efectos indeseables que generan
desperdicios y problemas de calidad para la organización, obteniendo de estos las variables
críticas en las que se validara el Sistema de Control Estadístico de Proceso que se diseña.
Una vez que se definen las variables críticas están son evaluadas mediante análisis
estadístico, para ello se realiza un análisis de potencial de proceso a corto plazo, en el cual
primero se evalúan las materias primas, la mano de obra y los equipos, posteriormente se
realiza el análisis de capacidad de proceso, como se explica más adelante en el apartado
2.3.3 Evaluación de variables críticas.
2.3.1 Evaluación del Control Estadístico de Procesos actual
Dentro de los principales aspectos que se evalúan en la organización, específicamente en
el área de Salsas, es la condición actual del CEP, para lo cual se utiliza la guía INTE/ISO
11462-1:2009, con el fin de implementar controles estadísticos de procesos.
Tal y como se indica en el apartado 1.5.1, de la guía INTE/ISO 11462-1:2009, el CEP tiene
como objetivo entender a fondo los procesos, de manera que se conozcan las fuentes de
variación de los procesos y los modos de fallas, con el fin de poder cuantificar las pérdidas
económicas debidas a desperdicios, reproceso, paros en las líneas, y lograr estimar la
cantidad de trabajos y negocios perdidos por clientes insatisfechos.
Para lograr todo ello se tiene una serie de elementos que conforman el Sistema de Control
Estadístico de Procesos, incluyendo la gestión de soporte, la cual se encarga de la revisión
de los resultados, el manejo de datos, el seguimiento de las desviaciones del proceso y
asignar al responsable de CEP. En la figura 1 se puede observar cómo se desglosa el
Control Estadístico de Proceso, según la INTE/ISO 11462-1:2009.

35
Figura 1. Control estadístico de proceso
36
Actualmente, la organización no realiza el Control Estadístico de Proceso; sin embargo,
tiene interés y algunas herramientas ya implementadas. Para determinar la situación
actual de la empresa se realiza una evaluación con base en la guía INTE/ISO 11462-
1:2009: Guía para la implementación de controles estadísticos de procesos.
Para determinar la situación actual de la empresa en el área de Producción de Salsas se
realiza una lista de chequeo con la guía INTE/ISO 11462-1:2009 (véase el apéndice 3).
Como fuente de información para completar el instrumento, se cuenta con la participación
del Gerente de Calidad, el Encargado de Laboratorios y la Especialista de Calidad. A
continuación, se detalla el nivel de cumplimiento por parte de la organización para cada uno
de los puntos:
2.3.1.1 Organización CEP
• Objetivos
¿La organización cuenta con objetivos claros?
Como se mencionó en el capítulo I, uno de los objetivos que busca el CEP es la mejora en
la calidad de los productos, disminución del retrabajo y el desperdicio. UL cuenta con
objetivos relacionados con la disminución del desperdicio. Para el 2017 se esperaba la
reducción de 400 mil euros de desperdicio dentro de toda la organización.
Dentro de los objetivos específicos para el 2017, en el área de Salsas se esperaba cumplir
con las metas de desperdicio correspondientes a cada una de las categorías:
ROH <= 0,52%.
PACK <= 2,10%.
HALB <= 2,80%.
• Justificación financiera
¿Se tienen identificados los costos de desecho, inspección, reproceso, reparación
de equipo, tiempo muerto e interrupciones?
La organización cuenta con un equipo de trabajo para el control de desperdicios, el cual
está compuesto por personas del área de Inventarios, Producción, Calidad y WCM. Todos
los miércoles se realiza una reunión, en la cual se analiza lo sucedido durante la semana y
las causas de desperdicios y paros en los equipos. Así mismo, se envía un reporte semanal
de los indicadores (ROH, PACK, HALB) de cada una de las áreas (véase el anexo 3) y un
informe semanal de los principales desperdicios por área, su causa, cantidades y
responsable (véase el anexo 4).
¿Cantidad de trabajos perdidos por clientes insatisfechos?
La persona encargada de las quejas de los clientes tiene, como responsabilidad, la
determinación de las causas-raíz que provocan desviaciones en las características de
calidad del producto y el costo asociado de dicha queja. En el 2016, del total de las quejas,
un 51 % corresponde al área de Salsas, y en la figura 2 se observan las quejas por área.

37
Figura 2. Porcentaje de quejas por área
Fuente: UL, 2016
• Equipo CEP
¿Se cuenta con un equipo de trabajo para CEP?
Para lograr un adecuado Sistema de Control Estadístico de Proceso es necesario un equipo
de trabajo, para evaluar los resultados del CEP y dar apoyo al encargado del CEP.
El área de Salsas no cuenta con un equipo de trabajo; cada departamento realiza sus
funciones por separado y sus miembros solicitan ayuda de otros departamentos en caso de
ser necesario. El departamento de Calidad es el encargado de llevar indicadores y el
manejo de datos del proceso; sin embargo, no cuenta con un equipo de trabajo de CEP,
por lo que los resultados del análisis de datos que se realizan, cuando se requieren, quedan
en el departamento de Calidad.
2.3.1.2 Condiciones CEP
• Gestión de soporte
¿Se realizan actividades de la mejora continua al proceso?
UL cuenta con la metodología de Manufactura de Clase Mundial (WCM), en la cual se
realizan auditorías cada seis meses; en dicha auditoría se evalúan las principales pérdidas
de cada uno de los departamentos (Calidad, Producción, Costos, Recursos humanos, entre
otros) y cómo serán mitigadas mediante proyectos de mejora, utilizando una matriz de
priorización (véase la figura 3) y el área a intervenir. En el segundo periodo, de julio a
diciembre del 2016, del total de proyectos de mejora para el departamento de Calidad, un
58 % de los proyectos correspondía al área de Salsa.

38
Figura 3. Matriz QA
Fuente: UL Departamento de calidad, 2017
¿Se llevan registros de las desviaciones y puntos fuera de control?
La organización cuenta con una base de datos, la cual se alimenta cada vez que existe una
desviación en el proceso.
Actualmente, cada vez que se da una no conformidad en el área de Salsas (llámese “no
conformidad” a algún incidente de calidad, problemas de hermeticidad, contaminación de
producto, codificación, bajo peso, entre otros) se realiza una investigación posterior para
determinar las causas-raíz y corregir el defecto.
¿El manejo de datos es el adecuado para la toma de decisiones del proceso?
Los registros que existen en el área de Salsas para monitorear el proceso son:
• Temperatura de mordazas: se anotan las temperaturas cada hora.
• Pesos: se toman los pesos de 5 doy packs cada 10 minutos.
• Prensa neumática: se realiza la prueba en dos doy packs cada 20 minutos.
Estos tres registros se llenan en físico, los cuales, al final del día, se guardan en el Centro
de Documentación, pero nadie analiza la información que ellos contienen.
Así mismo, en algunas ocasiones las informaciones de estos registros son alteradas por los
colaboradores, ya que por descuido o falta de tiempo no realizan las pruebas
oportunamente, y al final del turno llenan los datos de las temperaturas de las mordazas,
los pesos y de la prensa neumática.
• Comprensión de herramienta y métodos CEP
¿El personal está comprometido con las herramientas y métodos del CEP?
No se cuenta con un perfil de puestos a la hora de la contratación, para asegurarse de que
los colaboradores cuenten con conocimiento en CEP.
Desde mayo del 2017, el área de Salsas cuenta con una persona encargada de capacitar,
en habilidades técnicas, a los operadores de las líneas, con el fin de conocer las variables
39
de los equipos y cómo controlarlas. El personal actual tiene poco conocimiento sobre el
control estadístico de procesos.
2.3.1.3 Elementos del sistema
• Plan de control
¿Se cuenta con un diagrama de flujo, se tienen establecidas las entradas y salidas
del proceso?
El área de Salsas cuenta con diagramas de flujo para la comprensión de los procesos, sus
entradas y salidas. Así mismo, se tienen mapeados cuáles son los puntos de control y los
prerrequisitos operacionales necesarios en los planes HACCP. Sin embargo, no se tiene
claro, por parte de la organización, si esas son todas las variables del proceso que se deben
controlar.
¿Se tienen los límites del proceso establecidos?
Los límites de especificación de cada variable son definidos por el departamento de
Innovación y Desarrollo. No obstante, no se conoce si los parámetros están bien definidos
o si existen todos los parámetros necesarios.
En el caso de que ocurran situaciones fuera de control, solamente se tienen acciones
correctivas si son variables definidas en los planes HACCP como puntos críticos de control.
(Véase el anexo 5).
• Metas y límites de proceso
¿Los valores metas o limites operacionales son cuantificados y evaluados respecto
a las necesidades del cliente?
UL cuenta con metas y limites operacionales; estos son cuantificados, pero no se analizan.
Estos valores de los límites operacionales no son evaluados con respecto a las necesidades
del cliente, ya que son definidos por Innovación y Desarrollo, departamento ubicado en
México, y no tienen claro qué provoca la variabilidad del proceso y los defectos de calidad.
• Control del sistema de medición
¿Se verifica periódicamente la calibración del sistema de medición?
Los equipos empleados para la medición de las variables se calibran una vez al año, por
un ente externo certificado. Al calibrar los equipos se evalúa la exactitud, repetitividad,
precisión, reproducibilidad, linealidad y estabilidad. Se archivan los certificados de
calibración de todos los equipos en el Centro de Documentación.
¿Se tienen claros los criterios de aceptación de la incertidumbre del sistema de
medición?
En el área de Salsas no se tiene claro sobre cuál debería ser la incertidumbre del sistema
de medición, y se utilizan los equipos que se tienen. En el anexo 6 se puede ver la lista de
equipos de medición del área de Salsas y su frecuencia de calibración.

40
• Instrucciones de trabajo documentadas
¿Se cuenta con procedimientos documentados para los procesos de producción,
medición, inspección, ensayo y mantenimiento?
Para cada proceso y actividad, que se realizan en el área de salsas, existe un instructivo
de trabajo de las tareas paso a paso; a estos instructivos de trabajo se les llama “SOP”.
Así mismo, se cuenta con los procedimientos para las pruebas de calidad y quejas de los
consumidores, como lo son:
• PO-QA-006: Procedimiento para el control de peso de los productos1.
• PO-QA-038: Procedimiento para prensa neumática.
• PO-QA-050: Procedimiento de acciones correctivas en caso de desviaciones de
proceso, de PCC y PPRO.
• PO-QA-052: Procedimiento para el manejo de incidentes de calidad.
• PO-QA-077: Procedimiento de manejo de quejas.
Sin embargo, el único procedimiento que indica cómo se deben corregir distorsiones en el
proceso es el procedimiento PO-QA-050, únicamente para los puntos críticos de control
(PCC) y programa de pre-requisitos operacionales (PPRO) de los planes HACCP que
tienen que ver con la inocuidad de los alimentos, mas no con todas las variables del
proceso.
• Formación y participación del personal en datos de proceso
¿Se cuenta con un procedimiento para el muestreo, recolección, interpretación y
acciones a tomar con los datos?
Como se mencionó anteriormente, se cuenta con procedimientos e instructivos de trabajo
de cómo realizar pruebas y obtención de datos, como lo son los pesos de los doy packs,
prensa neumática, temperatura de mordazas. Sin embargo, no se conoce la metodología o
tipo de muestreo que fue utilizado para la creación de dichos instructivos y procedimientos,
en los que se indican la frecuencia y la cantidad de muestras que se deben tomar. Además,
los datos de estas pruebas se anotan en registros, pero se desconoce qué se debe hacer
con ellos, así como el análisis y la interpretación que se les debe dar.
¿Se cuenta con diferentes controles, equipos y software para la obtención de datos
del proceso?
Actualmente el área de Salsas tiene servidores a quienes les llega la información de todas
las variables, tanto del área de cocción como de las líneas de empaque; no obstante, esa
información solamente queda almacenada en los servidores y no se utiliza para el análisis
de los procesos. El personal no posee conocimiento de cómo obtener la información del
servidor.
1 Los procedimientos no se pueden adjuntar como anexos, pues, por políticas de la organización, son privados.

41
• Obtención y registro de datos del proceso
¿El sistema permite la utilización de datos históricos para identificar las causas de
variación asignables al proceso?
En las líneas de empaque del área de Salsas llenan dos registros; uno de ellos es el registro
RG-QA-134: Registro de prensa neumática y el otro es el RG-QA-292: Pesos, temperatura
de tolva y temperatura de mordazas.
A pesar de que cuentan con estos registros, no son utilizados para la verificación de las
causas de variación, ya que se conoce que muchas veces son alterados por los encargados
de llenar los formularios.
¿Se tiene documentación de las decisiones de muestreo? (tamaño de muestra,
frecuencia, responsabilidad del muestreo)
Cuando se requiere un muestreo para tomar decisiones no se documentan ni el tamaño de
la muestra, ni la frecuencia, ni la metodología empleada para el muestreo.
¿Se audita periódicamente el mantenimiento del sistema?
Como tal, no existe un Sistema de Control Estadístico de proceso, sino que se utilizan
algunas herramientas estadísticas como gráficos de control y análisis de capacidad, cuando
se requiere en determinado momento. Por lo tanto, no se audita el Sistema de CEP.
• Trazabilidad e identificación de la secuencia de la producción
¿Se cuenta con una clara identificación de la secuencia del producto o salida de
proceso?
Sí, se cuenta con una clara identificación de la secuencia del producto y salida del proceso.
Se cuenta con un cuarto de contra-muestras, en el cual se guardan, de cada lote de
producción, dos muestras, para tener respaldo y trazabilidad de la producción, en caso de
que exista alguna desviación en el proceso.
¿Se cuenta con un sistema documental de desviaciones para identificar causas
asignables a la variación?
Si existe alguna desviación del proceso se anota en registros y se documenta. En algunos
casos se realiza la investigación inmediatamente, pero en otros no se realiza investigación
de lo sucedido.
• Evaluación del desempeño del proveedor
¿Se cuenta con un sistema que permita evaluar el desempeño de los proveedores?
Se evalúa periódicamente el desempeño de los proveedores mediante auditorías internas,
las cuales son realizadas cada seis meses.
Así mismo, se cuenta con un historial de reclamos a los proveedores, de tal manera que se
posee una comunicación directa con ellos de manera semanal, donde se envía el rechazo
correspondiente y se solicitan planes de acción para que la no conformidad no ocurra

42
nuevamente. Si el proveedor no contesta el rechazo en un plazo de diez días, UL da como
asumido el rechazo -por parte del proveedor- y se procede con el proceso de cobro.
¿Se evalúa la capacidad de los procesos del proveedor?
Dentro de los proveedores más críticos, en el área de Salsas, se encuentran los
proveedores de material de empaque; es por ello por lo que, a partir de junio del 2017, se
les solicita a los proveedores, de manera mensual, un análisis de capacidad de las variables
críticas para sus respectivos procesos, mientras que a los otros proveedores solamente se
les solicita el certificado de calidad.
• Sistema de Control de Proceso
¿Se cuenta con un plan del control y sus sistemas de soporte para la colección y
grabación de datos?
El área de Salsas no cuenta con un modelo, sistema o algoritmo que le permita evaluar
cuando algún parámetro se encuentra fuera de control en el momento que se da. La alerta
sucede cuando el personal se da cuenta de que el producto está incumpliendo en sus
parámetros o características de calidad, por lo que en ocasiones se debe detener el
proceso, ya que las variables no están siendo monitoreadas.
• Resultados de variabilidad
¿Se evalúa la distribución de los datos?
Cuando se realizan investigaciones por desviaciones en el proceso, generalmente no se
realizan análisis estadísticos; por lo tanto, no se conoce la distribución de los datos ni la
capacidad de los procesos.
¿Se identifican las relaciones entre los parámetros de proceso, los parámetros del
producto en proceso?
Actualmente, en el área de Salsas se está trabajando en una matriz llamada “QX”, la cual
evalúa la relación de los parámetros de proceso con los parámetros de producto, para lograr
entender de mejor manera las fallas.
¿Se certifican las personas, las máquinas y los materiales?
Para disminuir la variabilidad en los procesos, las materias primas son recibidas con
certificados de calidad. Cuando no se cumple con los parámetros establecidos en los
certificados, el material se rechaza al proveedor; así mismo, el personal es seleccionado de
acuerdo con los perfiles de puesto, y al ingresar debe llevar una capacitación general,
mientras que los equipos son calibrados y se mantienen en mantenimiento preventivo.
• Comunicación de los resultados
¿Se comunican los resultados a todos los involucrados en el CEP?
Entre los medios de comunicación que se utilizan en la empresa hay correo electrónico, y
también se cuenta con pizarras informativas dentro de la planta de producción y en la parte
de afuera, cerca del comedor. Sin embargo, como no existe un grupo CEP como tal, cuando
se realizan mejoras o investigaciones en los procesos estas no son comunicadas.

43
2.3.1.4 Resumen de evaluación del CEP actual
Se evalúa cada uno de los puntos de la guía para la implementación de un Sistema del
Control Estadístico de Procesos; se logra determinar que la organización posee un
cumplimiento de un 40 %, mientras que el otro 27 % corresponde a un cumplimiento parcial
y un 33 % a un incumplimiento. Los principales aspectos de incumplimiento son:
- Gestión de soporte.
- Definición de metas y límites de procesos.
- Formación y participación del personal en la toma de datos.
- Obtención y registros de los datos del proceso.
- Sistema de control.
- Resultados de variabilidad.
Los resultados se observan en la tabla 7, y los números corresponden a la cantidad de
ítems del formulario.
Tabla 7. Resultados de evaluación INTE/ISO 11462
Elementos Cumple Cumple
Parcialmente
No cumple Total
Organización CEP 2 2
Justificación financiera 2 2
Organización CEP 1 1
Gestión de soporte 1 1 2 4
Comprensión de las herramientas y métodos del CEP 1 1 2
Plan de control 3 4 1 8
Definición de metas y límites de proceso 1 2 3
Evaluación y el control del sistema de medición 3 1 1 5
Instrucciones de trabajo documentadas 5 1 2 8
Formación y participación del personal en la toma de
datos
2 1 2 5
Obtención y registro de los datos del proceso 1 2 3
Trazabilidad e identificación de la secuencia de
producción
2 1 3
Evaluación del desempeño del proveedor 1 1 2
Sistema de control de proceso 1 1 2
Resultados de variabilidad 1 1 2 4
Comunicación de los resultados 1 1
Puntos 22 15 18 55
% cumplimiento 40% 27% 33% 100%

44
2.3.2 Evaluación de efectos indeseables
De acuerdo con los resultados obtenidos en el apartado 2.3, y según la guía INTE/ISO
11462-1:2009, dentro de los principales objetivos que posee el CEP se encuentran: reducir
la variación en los procesos, evaluar los niveles de calidad y capacidad para producir,
señalar las causas potenciales de variación y aumentar el conocimiento de las causas de
variación.
Todos estos objetivos tienen el fin de conocer los costos de desperdicio, inspección,
reproceso y reparación; así mismo, para estimar la cantidad de negocio y trabajo perdido
por clientes insatisfechos. En la figura 4 se muestra el diagrama de los objetivos del CEP.
Figura 4. Objetivos del CEP
Por lo tanto, para entender de una mejor manera las fuentes de desperdicio y las causas
de variación del proceso de Salsas se analizan los puntos:
• Mapeo de proceso.
• Causas de desperdicio.
• Priorización de causas de variación.
• Variables de proceso.
• Priorización de variables.
• Sistema de medición actual.
• Evaluación de variables críticas.
Cada uno de ellos se describe a continuación:
2.3.2.1 Mapeo de procesos
De acuerdo con la guía INTE/ISO 11462-1:2009, en el apartado 7.1, uno de los aspectos
más importantes es el conocimiento del proceso y todos los puntos importantes de control.

45
Para el estudio del proceso de Producción de Salsas se realiza, en primera instancia, un
mapeo de alto nivel, para entender el proceso y su entorno, empleando para ello el
diagrama SIPOC. Como se observa en la figura 5, dentro los principales proveedores se
encuentra Morning Star, quien provee del tomate en cubos y la pasta de tomate para la
elaboración de las salsas. Para la producción de dichas salsas, la organización cuenta con
los subprocesos de recepción de materia prima, despacho de materiales, pesado de
ingredientes, dosificación de ingredientes, cocción, llenado y empaque.
Figura 5. Diagrama SIPOC
Recepción
de materia
prima
Almacenamien
to en cuarto de
pesado
Almacenamien
to en bodega
Almacenamien
to en cuarto
refrigerado
Premezclado CocciónLlenado de
doypacks
Empaque
del
producto
CAROZZI
Stockton
Morning Star
LAICA
Caminos del Sol
CLP
SIGMA
ROTOFLEX
INOLASA
Belca
Agua
Tomate en
cubos
Pasta de tomate
Sal
Vinagre
Oleína de palma
Especies
Material de
empaque
¨Doypacks¨ con
salsitas
Walmart
Pricesmart
Unilever de
Centro América
Distribuidores
Proveedores Entradas Salidas ClientesProceso
La salida del proceso corresponde a las Salsas, de las cuales existen ocho recetas en
presentaciones de 106 g, 113 g y 227 g.
En la tabla 8, se observan los tipos de Salsas y sus respectivas presentaciones.
Tabla 8. Productos del área de Salsas
Tipo de Salsa Presentación Tipo de Salsa Presentación
Salsa tomate Ranchera 106gr Salsa de tomate con hongos 106gr
227gr 227gr
113gr Salsa sofrito criollo 106gr
kétchup sin homogenizar 106g 24x227gr
227gr Salsa tomate con carne 96x106gr
Salsa tomate queso 106gr Salsa de tomate mexicana 96x106gr
227gr Salsa de tomate kétchup 96x113gr

46
2.3.2.2 Diagrama de proceso
Para describir el sistema de producción de salsas se realiza el diagrama del proceso de su
elaboración, donde se detallan las etapas del proceso, las cuales son:
1. Recepción de materias primas.
2. Despacho de materias primas a producción.
3. Premezclado.
4. Cocción.
5. Llenado de doy packs.
6. Empaque del producto.
El proceso inicia con la recepción de materias primas (véase la figura 6); una vez que llega
el camión se descarga el material; posteriormente se revisa que el certificado de calidad
esté vigente y que la factura coincida con la orden de compra. En caso de que no cumpla
con alguno de estos aspectos, se debe notificar al departamento de Calidad, y ahí el
personal se encarga de realizar las respectivas pruebas para determinar si se rechaza el
material o se da el visto bueno a la bodega.
Sí la materia prima cumple con estos requisitos, en el caso de los vegetales, estos deben
ser enviados al cuarto de refrigeración; las otras materias primas se colocan en los pasillos.
Aquí se realiza otra prueba de calidad, en la que se verifica el peso, la calidad del material
y las cantidades; en caso de no cumplir con alguna de estas características se notifican las
discrepancias con el proveedor; si se cumple, se ingresa al sistema y se le coloca una
etiqueta a la materia prima. Para finalizar este proceso, el material es enviado al cuarto de
pesado en el caso de las especias, sal, oleína de palma; los vegetales al cuarto de
refrigeración y, por último, el laminado se guarda en la bodega.
Entre los principales hallazgos de la recepción de materias primas se encuentra que, a la
hora de almacenarlas, el acomodo no se realiza considerando el criterio de fecha de
caducidad, lo cual impacta en el despacho de materias primas a producción, y conlleva
desperdicio por vencimiento de los materiales.
Figura 6. Proceso de recepción de materias primas
Recibir
materia
prima
Colocar
material en
pasillos
Enviar
vegetales a
cámara de
refrigeración
Ingresar la
materia
prima al
sistema
Colocar
etiqueta a la
materia
prima
Almacenar en
cuarto
refrigerado
Almacenar en
bodegaNotificar a
calidad
Realizar
pruebas
respectivas
Revisar el
certificado de
calidad y
factura
Revisar pesos,
calidad y
cantidad
recibida
Notificar a
bodega la libre
utilización del
material
Notificar
rechazo a
bodega
Notificar al
proveedor las
discrepancias
Almacenar en
cuarto de
pesado
sí
no
sí
no
sí
no
Proceder con
cobro al
proveedor

47
Una vez que se ingresan los materiales en sus respectivas áreas, inicia el proceso de
despacho de las materias al área de Salsas (véase la figura 7). Cada uno de los almacenes
cuenta con un proceso de despacho, como se indica a continuación:
• Cuarto de pesado: el proceso inicia con la solicitud de los materiales, que se entrega
en el plan de producción. Con ese plan se pesan los ingredientes según la receta;
se etiquetan los productos; luego se colocan en una góndola, y por último se envía
el material al área de cocción.
• Área de refrigeración: se revisa el plan de producción, se pesan los vegetales y se
envían al área de cocción.
• Bodega: se hace la solicitud del material; luego este se coloca en los pasillos, se
revisa que este sea el correcto y, por último, se envía al área de empaque. En caso
de que se necesite más material o exista un cambio, se debe hacer la solicitud
nuevamente en bodega.
Figura 7. Proceso de despacho de materiales primas a producción
Cuando todos los materiales, necesarios para la producción, se encuentran en el área de
cocción, se inicia con el proceso de premezclado y cocción (véase la figura 8). El proceso
inicia cuando el tomate en cubos se coloca en un tanque aparte, la pasta de tomate en otro
y los vegetales y especies en un carrito. En el caso de los vegetales, se verifica la
temperatura de 20 °C; si esta temperatura no cumple, se desechan los vegetales. Cuando
todos los ingredientes están listos se pasan a un tanque pulmón, donde se mezclan y se da
la cocción del producto; ya cocinada la salsa se saca una muestra y se le realizan distintas
pruebas de calidad (grado brix, pH y consistencia); si el producto no cumple con las
pruebas, se le adicionan ingredientes para arreglar la mezcla y se vuelven a hacer las
pruebas para ver si cumple o no; en caso de incumplimiento se desecha todo el lote; de lo
contrario, se envía a los tanques de almacenamiento del producto (Fryma) de las líneas de
empaque. En esta parte del proceso es donde se da el desperdicio de producto en proceso
(HALB), principalmente por no cumplir con las pruebas de calidad.
Revisar
plan de
producción
Pesar los
ingredientes
requeridos
Etiquetar los
productos
pesados
Colocar
productos
en góndola
Hacer la
solicitud del
material
Colocar
material en
pasillo
Revisión del
material
Enviar el
material a
empaque
Enviar el
material a
producción
Revisar
plan de
producción
Pesar los
ingredientes
Enviar el
material a
producción
Devolver
material a
bodega
sí
no
Cuarto de
pesado
Cuarto de
refrigerado
Bodega
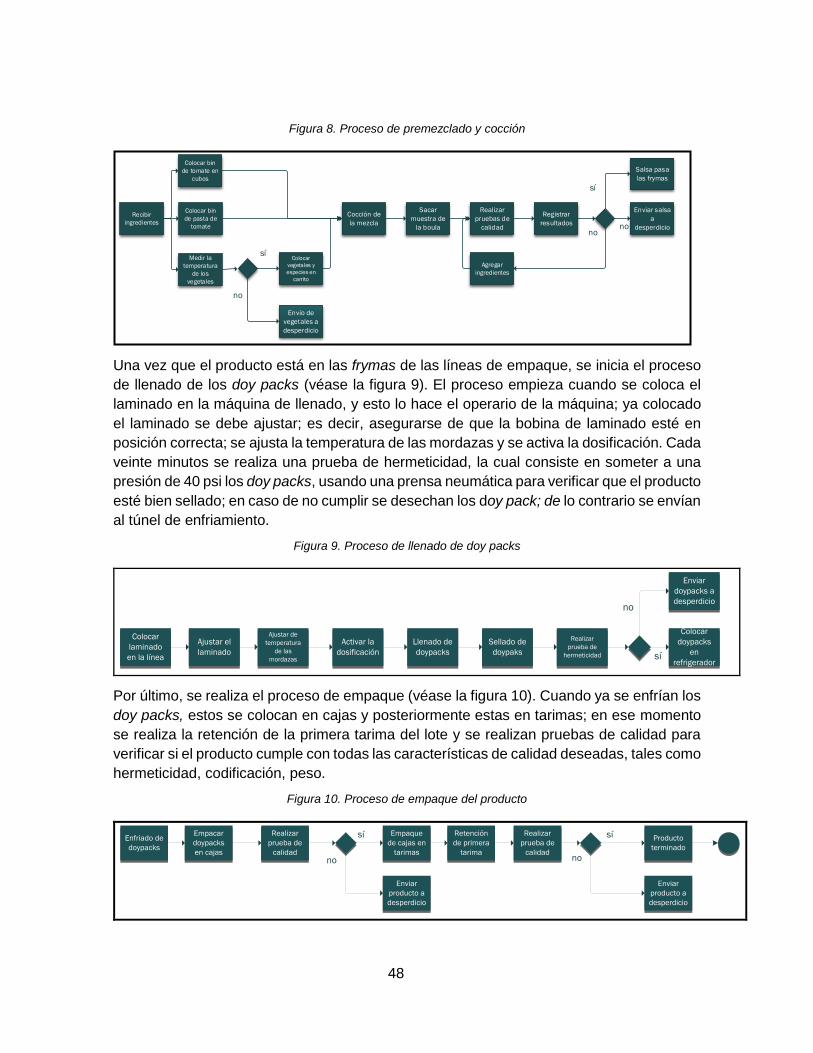
48
Figura 8. Proceso de premezclado y cocción
Una vez que el producto está en las frymas de las líneas de empaque, se inicia el proceso
de llenado de los doy packs (véase la figura 9). El proceso empieza cuando se coloca el
laminado en la máquina de llenado, y esto lo hace el operario de la máquina; ya colocado
el laminado se debe ajustar; es decir, asegurarse de que la bobina de laminado esté en
posición correcta; se ajusta la temperatura de las mordazas y se activa la dosificación. Cada
veinte minutos se realiza una prueba de hermeticidad, la cual consiste en someter a una
presión de 40 psi los doy packs, usando una prensa neumática para verificar que el producto
esté bien sellado; en caso de no cumplir se desechan los doy pack; de lo contrario se envían
al túnel de enfriamiento.
Figura 9. Proceso de llenado de doy packs
Colocar
laminado
en la línea
Ajustar el
laminado
Ajustar de
temperatura
de las
mordazas
Activar la
dosificación
Llenado de
doypacks
Sellado de
doypaks
Realizar
prueba de
hermeticidad
Colocar
doypacks
en
refrigerador
Enviar
doypacks a
desperdiciono
sí
Por último, se realiza el proceso de empaque (véase la figura 10). Cuando ya se enfrían los
doy packs, estos se colocan en cajas y posteriormente estas en tarimas; en ese momento
se realiza la retención de la primera tarima del lote y se realizan pruebas de calidad para
verificar si el producto cumple con todas las características de calidad deseadas, tales como
hermeticidad, codificación, peso.
Figura 10. Proceso de empaque del producto
Enfriado de
doypacks
Empacar
doypacks
en cajas
Empaque
de cajas en
tarimas
Retención
de primera
tarima
Producto
terminado
Enviar
producto a
desperdicio
Realizar
prueba de
calidad
Enviar
producto a
desperdicio
Realizar
prueba de
calidadno
sí
no
sí
Colocar bin
de tomate en
cubos
Colocar bin
de pasta de
tomate
Medir la
temperatura
de los
vegetales
Colocar
vegetales y
especies en
carrito
Recibir
ingredientes
Cocción de
la mezcla
Sacar
muestra de
la boula
Realizar
pruebas de
calidad
Enviar salsa
a
desperdicio
Registrar
resultados
Agregar
ingredientes
Salsa pasa
las frymas
sí
no
Envío de
vegetales a
desperdicio
no
sí
no

49
En total, existen 52 actividades desde el proceso de recepción de materia prima hasta el
proceso de empaque; del total de las actividades existen 9 inspecciones, de las cuales
solamente 3 son de variables de producto y 2 de variables de proceso (véase el apéndice
4). Dichas inspecciones son:
• Inspeccionar el certificado de materiales y facturas al ingreso de la bodega.
• Revisar lotes y cantidad de materiales.
• Inspeccionar el peso y la integridad del producto.
• Realizar análisis físico-químicos del producto.
• Inspeccionar temperaturas de mordazas.
• Pesar el producto.
• Realizar prueba de prensa neumática.
• Realizar muestreos de calidad.
El resumen de la cantidad de actividades del proceso se muestra en la tabla 9.
Tabla 9. Resumen de curso grama analítico
Resumen de actividades
Actividad Símbolo Cantidad Porcentaje
Operación
37 71%
Transporte
3 6%
Almacenamiento
3 6%
Demora
0 0%
Inspección
9 17%
2.3.2.3 Causas de desperdicios
Una vez comprendido el proceso de producción de salsas, las entradas de procesos, las
principales actividades, las inspecciones y los principales focos de desperdicio, se realiza
un análisis de las causas de cada uno de los desperdicios y problema de calidad presentes
en el área de Salsas, porque, de acuerdo con el apartado 1.5.1 INTE/ISO 11462-1:2009, se
tiene como finalidad recopilar los costos de producción tales como: costo de desperdicio,
inspección, reproceso, reparación de equipo, tiempo muerto e interrupciones y quejas de
los consumidores; además, estimando la cantidad de negocios y trabajos perdidos por
clientes insatisfechos, quienes acuden a los competidores o se rehúsan a pagar un
adicional por una mejor calidad percibida.
El área de Salsas cuenta actualmente con cuatro fuentes de desperdicios, como se
presenta en la propuesta del proyecto (HALB; ROH, PACK e incidentes D), las cuales se
detallan a continuación:

50
• HALB
El desperdicio HALB corresponde al desperdicio del producto en el proceso de cocción;
este representa 53,6 % y corresponde a un total de 16150 kg de producto, lo cual
corresponde a 666.428,60 euros en el periodo de enero a diciembre del 2016.
Para el caso de desperdicio por HALB, se analizan los kilogramos de desperdicio del 2016,
como se observa en la figura 11, donde la principal causa de este tipo de desperdicio con
un 67,8 % corresponde al incumplimiento en los parámetros físico químico; es decir, se
encuentran fuera de especificación, o al menos uno de ellos está fuera de especificación
(pH, acidez, consistencia, cloruros y grados brix), seguido de pruebas destructivas con un
14,6 %; estas pruebas son realizadas con el fin de mejorar el proceso y, por lo tanto, son
necesarias para la organización, y cuentan con el permiso de la alta gerencia para ser
realizadas.
Figura 11. Pareto de desperdicio en Kg de HALB 2016
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Posteriormente, se realiza un análisis de Pareto, para determinar si las principales causas
de desperdicio son las que representan mayor costo, como se muestra en la figura 12. En
efecto, el incumplimiento en los parámetros fisicoquímicos representa mayor costo, con un
60,3 %, seguido de pruebas destructivas, con un 22,1 %.

51
Figura 12. Pareto de desperdicio, costo de HALB 2016
Al ser en el desperdicio por parámetros fuera de especificación donde se presenta mayor
cantidad de kilogramos desechados y mayor costo, se realiza un nuevo análisis, y se logra
determinar que la principal causa de desperdicio se da en el parámetro de consistencia con
un 60 %; esto se evidencia en la figura 13.
Figura 13. Desperdicio por parámetros fuera de especificación 2016
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Por otro lado, respecto a los productos que presentan no conformidad en la consistencia,
se encuentra que la salsa Kétchup sin Homogenizar es la que mayormente está
ocasionando el desperdicio por fuera de especificación, con un 53,8 % del total producido
(véase la figura 14).
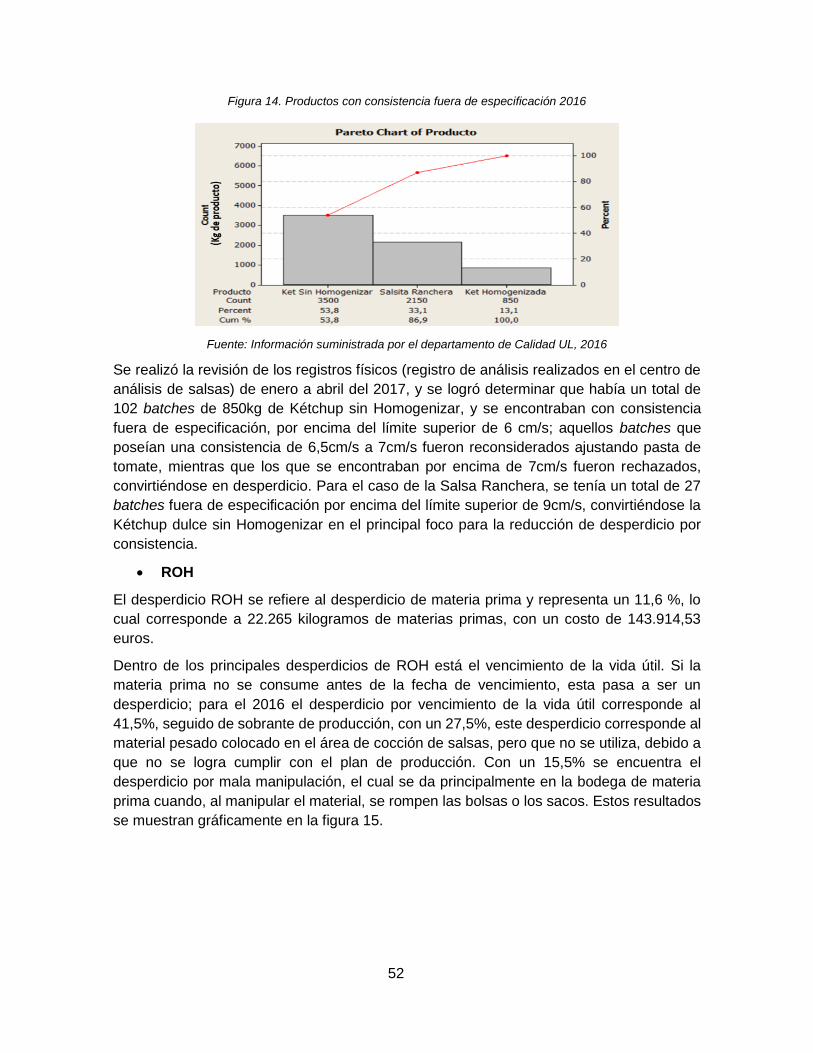
52
Figura 14. Productos con consistencia fuera de especificación 2016
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Se realizó la revisión de los registros físicos (registro de análisis realizados en el centro de
análisis de salsas) de enero a abril del 2017, y se logró determinar que había un total de
102 batches de 850kg de Kétchup sin Homogenizar, y se encontraban con consistencia
fuera de especificación, por encima del límite superior de 6 cm/s; aquellos batches que
poseían una consistencia de 6,5cm/s a 7cm/s fueron reconsiderados ajustando pasta de
tomate, mientras que los que se encontraban por encima de 7cm/s fueron rechazados,
convirtiéndose en desperdicio. Para el caso de la Salsa Ranchera, se tenía un total de 27
batches fuera de especificación por encima del límite superior de 9cm/s, convirtiéndose la
Kétchup dulce sin Homogenizar en el principal foco para la reducción de desperdicio por
consistencia.
• ROH
El desperdicio ROH se refiere al desperdicio de materia prima y representa un 11,6 %, lo
cual corresponde a 22.265 kilogramos de materias primas, con un costo de 143.914,53
euros.
Dentro de los principales desperdicios de ROH está el vencimiento de la vida útil. Si la
materia prima no se consume antes de la fecha de vencimiento, esta pasa a ser un
desperdicio; para el 2016 el desperdicio por vencimiento de la vida útil corresponde al
41,5%, seguido de sobrante de producción, con un 27,5%, este desperdicio corresponde al
material pesado colocado en el área de cocción de salsas, pero que no se utiliza, debido a
que no se logra cumplir con el plan de producción. Con un 15,5% se encuentra el
desperdicio por mala manipulación, el cual se da principalmente en la bodega de materia
prima cuando, al manipular el material, se rompen las bolsas o los sacos. Estos resultados
se muestran gráficamente en la figura 15.

53
Figura 15. Pareto de desperdicio ROH
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Posteriormente, se realiza un análisis de Pareto para determinar si las principales causas
de desperdicio son las que representan mayor costo, como se muestra en la figura 16. En
efecto, el vencimiento de la vida representa mayor costo, con un 41,5 %, seguido de
sobrante de producción, con un 27,5 %.
Figura 16. Pareto Costos de ROH
La principal causa por la cual se da el vencimiento de la vida útil de las materias primas es
el retraso de la producción, y que no se cumple con el volumen de producción planeado;
otra causa de este desperdicio es que el producto está mal acomodado en la cámara de
refrigeración, y el personal toma los productos más nuevos y no los próximos a vencer. Este
vencimiento de la vida útil se da en primera instancia con tres materias primas que se
muestran a continuación:
• Cebolla blanca en cubos 20x20mm, con un 48 %.
• Chile dulce verde en cubos 20x20mm, con un 26 %.
• Carne de cerdo refrigerada, con un 9%.

54
En la figura 17 se puede observar el Pareto de las materias primas con vencimiento de vida
útil.
Figura 17. Materias primas con vencimiento de vida útil
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Es importante rescatar que los vegetales, como la cebolla y el chile dulce, poseen
solamente 3 días de vida útil, por lo que, si ocurren retrasos en la producción, estas materias
se convierten en desperdicio.
En el caso de sobrante de producción, se da cuando no se logra cumplir con la producción
planeada; por lo tanto, sobran materias primas; al ser materias primas previamente pesadas
y manipuladas no se pueden volver a almacenar por requerimientos de calidad. Las
materias primas que más se desperdician al no poder cumplir con los planes de producción
son las siguientes:
• Cebolla blanca en cubos 20x20mm, con un 39 %.
• Chile dulce verde en cubos 20x20mm, con un 23,4 %.
• Carne de res molida, con un 14,2 %.
• Carne de cerdo refrigerada, con un 9 %.
En la figura 18 se pueden observar los resultados del Pareto de desperdicio de materia
prima por sobrante de producción.

55
Figura 18. Pareto desperdicio de materia prima por sobrante de producción
Fuente: Información suministrada por el departamento de Calidad UL, 2016
En el tercer caso de desperdicio por mala manipulación, este se genera por dos razones
principalmente: sacos rotos de materia prima a granel con un 49 % de los casos y bolsas
perforadas con un 31 %; ambas causas se dan por no poseer un adecuado cuidado a la
hora de la descarga de las materias primas a granel y su respectivo acomodo. En la figura
19 se muestran los resultados.
Figura 19. Causas de desperdicio por mala manipulación
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Como se muestra en la figura 20, las principales áreas con desperdicio por mala
manipulación son la bodega de materia prima y el cuarto de pesado.

56
Figura 20. Pareto de áreas con mayor desperdicio
Fuente: Información suministrada por el departamento de Calidad UL, 2016
• PACK
El desperdicio PACK se refiere al material de empaque; representa un 34,8 % del total de
desperdicio del Proceso de Salsas y corresponde a 3011 kg de laminado, lo cual representa
un costo de desperdicio de 433.156,56 euros.
El desperdicio de material de empaque se da principalmente por la limpieza de boquillas,
con un 44,7 % del total de desperdicio de empaque; dicha limpieza de boquillas se da por
requisitos de calidad, para evitar fallas en el sellado y problemas de hermeticidad; el lavado
se realiza cada 2 horas. El cambio de laminado posee un desperdicio de un 18,5 %; este
cambio se realiza cada vez que se acaba la bobina de laminado o existe un cambio de
producto en la línea. El ajuste por fallas en el sello ultrasónico, cada vez que este no sella
bien, tiene un 12 % de desperdicio, como se logra apreciar en la figura 21.
Figura 21. Pareto de causas de desperdicio de material de empaque
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Posteriormente se realiza un análisis de Pareto para determinar si las principales causas
de desperdicio son las que representan mayor costo, como se muestra en la figura 22, en
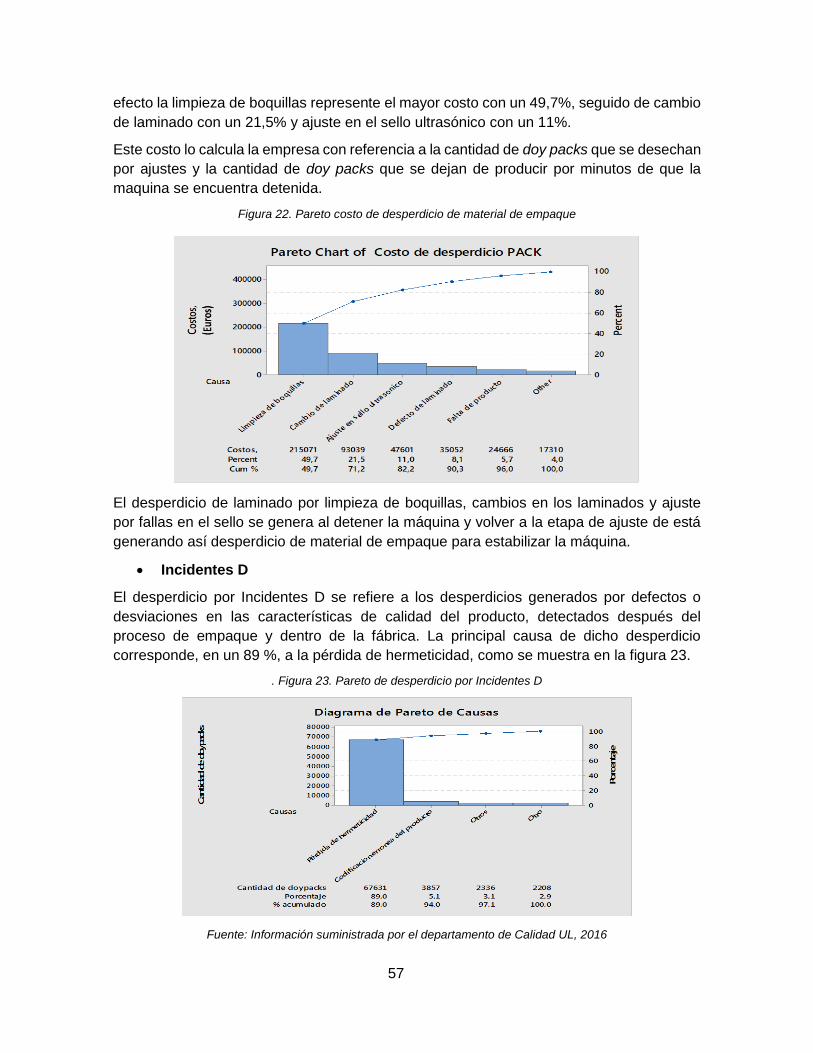
57
efecto la limpieza de boquillas represente el mayor costo con un 49,7%, seguido de cambio
de laminado con un 21,5% y ajuste en el sello ultrasónico con un 11%.
Este costo lo calcula la empresa con referencia a la cantidad de doy packs que se desechan
por ajustes y la cantidad de doy packs que se dejan de producir por minutos de que la
maquina se encuentra detenida.
Figura 22. Pareto costo de desperdicio de material de empaque
El desperdicio de laminado por limpieza de boquillas, cambios en los laminados y ajuste
por fallas en el sello se genera al detener la máquina y volver a la etapa de ajuste de está
generando así desperdicio de material de empaque para estabilizar la máquina.
• Incidentes D
El desperdicio por Incidentes D se refiere a los desperdicios generados por defectos o
desviaciones en las características de calidad del producto, detectados después del
proceso de empaque y dentro de la fábrica. La principal causa de dicho desperdicio
corresponde, en un 89 %, a la pérdida de hermeticidad, como se muestra en la figura 23.
. Figura 23. Pareto de desperdicio por Incidentes D
Fuente: Información suministrada por el departamento de Calidad UL, 2016

58
Posteriormente se realiza un análisis de Pareto para determinar si las principales causas
de desperdicio son las que representan mayor costo, como se muestra en la figura 24, en
efecto, perdida de hermeticidad representa el 84,9% de los costos. Este costo lo calcula la
empresa respecto a la cantidad de doy packs desechados y que se dejaron de vender por
las distintas causas mencionadas anteriormente.
Figura 24. Pareto de Costo de Incidentes D
Los problemas por pérdida de hermeticidad se refieren a los defectos en el sellado y
formación de la bolsa en la cual se dosifican las salsas “doy pack”. Las principales causas
de pérdida de hermeticidad son la fuga en el troquel de fondo con un 52 % y fuga en el sello
lateral con un 27% (figura 25).
Figura 25. Causas de desperdicio por pérdida de hermeticidad
Fuente: Información suministrada por el departamento de Calidad UL, 2016
2.3.2.4 Priorización de causas de desperdicio
Como se muestra en el apartado 2.3.2.3 Causas de desperdicios, existen cuatro fuentes de
desperdicio en proceso (Desperdicio de PACK, HALB, ROH e Incidentes D); por lo tanto,
para determinar cuáles son las principales causas de desperdicio que impacten a la

59
organización, tanto en el aspecto económico como en la imagen de la organización, se
utiliza el algoritmo de Klee.
El algoritmo de Klee es una herramienta de priorización, la cual funciona mediante criterios
de evaluación y consenso. Al ser una herramienta de consenso, permite el involucramiento
de la organización.
Para seleccionar los tipos de desperdicio, que son más importantes para la organización,
se utiliza el criterio del departamento de Calidad, del Laboratorio de materia prima y material
de empaque y del departamento de Producción. Al realizar la matriz de priorización, el
conjunto de estas áreas permite un mayor involucramiento de la organización para
determinar los desperdicios que generan mayor impacto, ya que la decisión será por
consenso.
Se desarrolla la matriz de Klee; se define el objetivo “Seleccionar las causas de desperdicio que generan mayor impacto en la organización”. Posteriormente, se establecen los criterios de evaluación, como se muestra en la tabla 10.
Tabla 10. Criterios de evaluación
Importante 1
Significativamente importante 5
Excesivamente más importante 10
Significativamente menos importante 1/5
Excesivamente menos importante 1/10
Una vez definidos los criterios se crea una matriz para cada departamento, dónde se
ponderan los criterios de la tabla 10, partiendo del eje vertical se comparan con los del eje
horizontal y se asigna el valor más apropiado según el criterio del experto. Los resultados
de los expertos de cada departamento están en la tabla 11, 12 y 13.
Tabla 11. Matriz de priorización de Klee, calidad
Calidad
Criterios/Opciones Consistencia Material Vencido Desperdicio de laminado Hermeticidad
Consistencia 0,2 1 5
Material Vencido 5 0,2 0,2
Desperdicio de laminado 5 0,2 5
Hermeticidad 1 0,1 1
Suma 11 0,5 2,2 10,2
Ponderación 46,03% 2,09% 9,21% 42,68%

60
Tabla 12. Matriz de priorización de Klee, laboratorios
Tabla 13. Matriz de priorización de Klee, producción
Por último, se crea una matriz resumen, que compara los resultados de cada departamento
para determinar cuáles son las fuentes de desperdicio que generan mayor impacto. En la
tabla 14 se muestran los resultados.
Tabla 14. Resultados de la matriz de priorización de Klee
Departamento Consistencia Material
Vencido
Desperdicio de
laminado
Hermeticidad
Calidad 46,03% 2,09% 9,21% 42,68%
Laboratorios 31,25% 9,82% 27,68% 31,25%
Producción 36,06% 0,96% 14,90% 48,08%
Promedio 37,78% 4,29% 17,26% 40,67%
Por lo tanto, de acuerdo con los departamentos de Calidad, Producción y el Laboratorio de
materia prima y material de empaque, el problema de hermeticidad es el que más impacto
posee en el área de Salsas, con un 40,67 % (esto se da no solamente por el desperdicio
que se genera debido a este problema y su impacto económico, sino por las quejas que se
pueden tener de los clientes y el impacto a la imagen de la organización); seguido de la
consistencia con un 37,78 %; en tercer lugar, el desperdicio de laminado con un 17,26 % y,
por último, el material vencido con un 4,29 %.
Laboratorios
Criterios/Opciones Consistencia Material Vencido Desperdicio de laminado Hermeticidad
Consistencia 0,2 0,2 1
Material Vencido 5 5 5
Desperdicio de laminado 1 1 1
Hermeticidad 1 1 1
Suma 7 2,2 6,2 7
Ponderación 31,25% 9,82% 27,68% 31,25%
Producción
Criterios/Opciones Consistencia Material Vencido Desperdicio de laminado Hermeticidad
Consistencia 0,1 1 5
Material Vencido 5 0,2 10
Desperdicio de laminado 5 0,2 5
Hermeticidad 5 0,1 5
Suma 15 0,4 6,2 20
Ponderación 36,06% 0,96% 14,90% 48,08%

61
De esta manera, las principales causas a atacar son: el desperdicio por consistencia fuera
de especificación en el kétchup sin homogenizar y la pérdida de hermeticidad en los doy
packs de Salsas.
Una vez que se definen los temas de consistencia y hermeticidad como las principales
causas de desperdicio que afectan al área de Salsas, de acuerdo con la guía INTE/ISO
11462, para evaluar la variabilidad que genera pérdidas económicas, debido al desperdicio,
se debe:
• Conocer las variables de proceso relacionadas con las variables del producto.
• Conocer las especificaciones de las variables.
• Verificar que el sistema de medición es el adecuado.
• Análisis de variables críticas.
2.3.2.5 Variables de proceso
Antes de poder atacar un problema y las fuentes de variación de un proceso, se debe tener
claro cuáles son las variables de proceso relacionadas con las variables de producto, tal
como lo indica el punto 7.10 de la guía INTE/ISO 11462-1:2009:
“Se deben identificar las relaciones entre los parámetros de proceso y los parámetros de
producto para ayudar a elegir una estrategia de control de proceso y a identificar causas
asignables de la variación en el proceso”.
En el área de Salsas las principales variables de producto seleccionadas son:
• Consistencia: se utiliza el consistómetro de Broswick; se mide la distancia recorrida
por el producto en 30 segundos para producto caliente y 15 segundos para producto
frío o a temperatura ambiente (Unilever, 2009).
• Hermeticidad: se verifica que los sellos del empaque sean herméticos; se realizan
las pruebas durante la producción normal, por medio de la utilización de una prensa
neumática. El producto debe ser tomado de la salida de la línea y la temperatura
máxima debe ser de 40 °C; esto se realiza en dos muestras cada 20 minutos; la
presión y el tiempo de la prueba dependen de la presentación de la salsita y del
tipo de laminado. En el caso del laminado trilámina se utilizan 40 psi de presión
durante 20 segundos; para el caso del laminado tetralámina se utilizan 40 psi
durante 20 segundos, excepto la presentación de salsas de 227g; en este caso se
utilizan 45psi durante 20 segundos (UL, 2016). En la tabla 15 se pueden ver, en
resumen, las especificaciones de la prueba.

62
Tabla 15. Especificaciones de prensa neumática
Fuente: Información suministrada por el departamento de Calidad UL, 2016
Cada una de estas variables de producto se encuentra relacionada con variables de
proceso, las cuales deben estar controladas para poder cumplir con las especificaciones de
los productos y sus características de calidad.
De acuerdo con el encargado del departamento de Calidad de UL, para el caso de
consistencia las variables de proceso son: presión de flujo de agua, presión de flujo de
pasta de tomate, flujo de agua, flujo de pasta, flujo de tomate en cubos, temperatura de
cocción, tiempo de cocción, tiempo de adición de ingredientes.
Las principales variables de proceso relacionadas con la hermeticidad son las temperaturas
de mordaza, tiempo de sellado y presión de sellado.
En la tabla 16 se muestra la relación entre cada una de las variables de producto con las
variables de proceso.
Tabla 16. Relación entre variables de proceso y variables de producto
Variable de producto Variable de proceso
Consistencia
Presión de agua
Presión pasta de tomate
Flujo de agua
Flujo de pasta
Temperatura de cocción
Tiempo de cocción
Tiempo de adición de ingredientes
Presión de agua
Presión pasta de tomate
Tiempo de cocción
Flujo de agua
Especificación presión y tiempo para prueba en prensa
Tamaño Presión Tiempo Tipo laminado
106g, 227 40 psi 20 s Trilamina
113g - 106g 40 psi 20 s Tetralámina
227g 45 psi 20 s Tetralámina

63
Tabla 16. Relación entre variables de proceso y variables de producto (continuación)
Variable de producto Variable de proceso
Consistencia
Tiempo de adición de ingredientes
Flujo de pasta
Cantidad de agua tanque dilutor
Hermeticidad Temperatura de mordazas
Tiempo de sellado
Presión de sellado
Potencia/amplitud sonotrodo
Presión de sellado ultrasónico
Tiempo de sellado ultrasónico
Presión de salida
Dentro de los aspectos más importantes, en el apartado 7.1 de la guía INTE/ISO se indica
que, para un adecuado plan de control, es necesario tener claros los límites del proceso,
dónde, cuándo y cómo obtener los datos.
De las variables de proceso descritas en la tabla 16, relacionadas con el desperdicio
generado por problemas de hermeticidad y consistencia, las únicas variables que poseen
especificación son las temperaturas de mordaza. Dicha especificación va desde los 130 °C
a los 260 °C, como se muestra en la tabla 17.
El tiempo de sellado se encuentra dado por una leva, mientras que la especificación de
presión de sellado se encuentra seteada a 0,4 Mpa; la temperatura de cocción es de 95 °C
y el tiempo de cocción es de 40 minutos. Sin embargo, no se conocen los valores máximos
y mínimos para estos parámetros.
Tabla 17. Especificaciones de temperaturas de las mordazas
Variable LSL USL
Temperatura mordaza fondo-delantera(°C) 130,00 260,00
Temperatura mordaza fondo-trasera (°C) 130,00 260,00
Temperatura mordaza lateral 1 delantera(°C) 130,00 260,00
Temperatura mordaza lateral 1 trasera(°C) 130,00 260,00
Temperatura mordaza lateral 2 delantera(°C) 130,00 260,00
Temperatura mordaza lateral 2 trasera(°C) 130,00 260,00
Temperatura mordaza superior delantera(°C) 130,00 260,00
Temperatura mordaza superior trasera(°C) 130,00 260,00
64
2.3.2.6 Priorización de variables
Como se menciona en el apartado 2.3.2.4, de acuerdo con el algoritmo de Klee, los
principales problemas presentes en el área de Salsas son la consistencia fuera de
parámetro y la hermeticidad.
Para lograr determinar cuáles son las principales variables, que impactan en estos dos
problemas, se realiza un grupo de enfoque, en el cual participan el Coordinador de
Producción del área de Salsas, la Encargada de Aseguramiento de Calidad, el Encargado
de los laboratorios de Calidad y un Mecánico, y se evalúan de manera conjunta las variables
de proceso mediante el AMEF. Esta metodología permite identificar las fallas potenciales
de un proceso y, a partir del análisis de su frecuencia, las formas de detección y el efecto
que provocan.
Al realizar el AMEF en conjunto con todas las partes mencionadas anteriormente, nos
permite un mayor involucramiento y un trabajo en conjunto entre distintos departamentos,
que es un punto importante para el sistema de control estadístico de procesos.
Las variables de proceso se evalúan mediante el AMEF, lo cual permite determinar cuán
severa sería una falla en la variable de proceso, la frecuencia con la que puede fallar y la
facilidad con la que se puede detectar la falla. Con estas variables se calcula el RPN:
Número de Prioridad de Riesgo, que se calcula al multiplicar la severidad del efecto de la
falla por la frecuencia y por la posibilidad de que los controles detecten la falla. Las variables
que tengan más alto el RPN van a ser las más críticas.
Para la variable de hermeticidad, las principales variables a estudiar, según los resultados
del AMEF, son las temperaturas de mordazas, presión de sellado y tiempo, las cuales se
pueden ver en la tabla 18.
En el caso de la consistencia fuera de parámetro, las variables de proceso a analizar son
la dosificación del agua del tanque dilutor y el flujo de pasta de tomate, como se muestra
en la tabla de resumen 19.
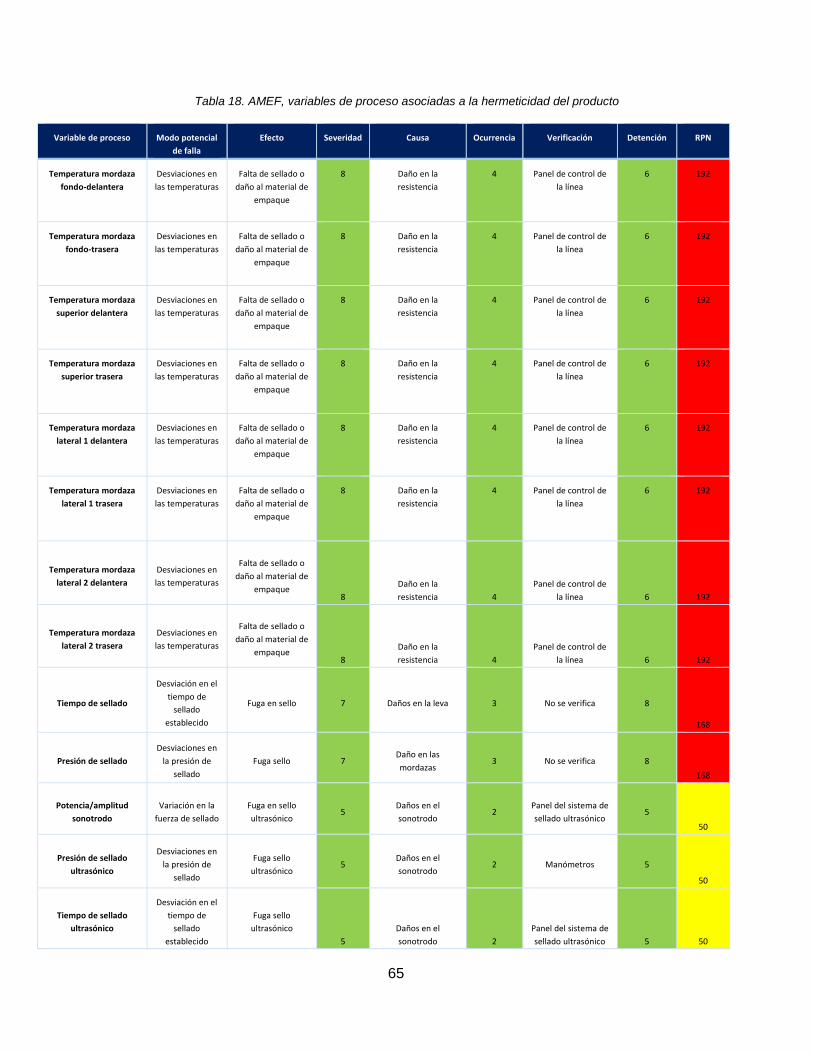
65
Tabla 18. AMEF, variables de proceso asociadas a la hermeticidad del producto
Variable de proceso Modo potencial
de falla
Efecto Severidad Causa Ocurrencia Verificación Detención RPN
Temperatura mordaza
fondo-delantera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
fondo-trasera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
superior delantera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
superior trasera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
lateral 1 delantera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
lateral 1 trasera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque
8 Daño en la
resistencia
4 Panel de control de
la línea
6 192
Temperatura mordaza
lateral 2 delantera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque 8
Daño en la
resistencia 4
Panel de control de
la línea 6 192
Temperatura mordaza
lateral 2 trasera
Desviaciones en
las temperaturas
Falta de sellado o
daño al material de
empaque 8
Daño en la
resistencia 4
Panel de control de
la línea 6 192
Tiempo de sellado
Desviación en el
tiempo de
sellado
establecido
Fuga en sello 7 Daños en la leva 3 No se verifica 8
168
Presión de sellado
Desviaciones en
la presión de
sellado
Fuga sello 7 Daño en las
mordazas 3 No se verifica 8
168
Potencia/amplitud
sonotrodo
Variación en la
fuerza de sellado
Fuga en sello
ultrasónico 5
Daños en el
sonotrodo 2
Panel del sistema de
sellado ultrasónico 5
50
Presión de sellado
ultrasónico
Desviaciones en
la presión de
sellado
Fuga sello
ultrasónico 5
Daños en el
sonotrodo 2 Manómetros 5
50
Tiempo de sellado
ultrasónico
Desviación en el
tiempo de
sellado
establecido
Fuga sello
ultrasónico
5
Daños en el
sonotrodo 2
Panel del sistema de
sellado ultrasónico 5 50

66
Tabla 19. AMEF, variables de proceso asociadas a la consistencia
Variable de
proceso
Modo potencial
de falla Efecto
Severidad Causa Ocurrencia Verificación Detención RPN
Dosificación de
agua tanque
dilutor
Desviaciones en
la consistencia de
la pasta
Alteración en la formula
8
Diferencias en el
brix de acuerdo
con la
especificación 6 Registros 3 144
Flujo de pasta
Desviaciones en
las cantidades a
dosificar
Menos material,
alteración en la
formulación 8
Desviaciones en
densidad del
producto 4 Flujómetro 3 96
Tiempo de
cocción
Desviaciones en
el tiempo de
cocción
Alteración en la formula
9
Fallas en el panel
de control 3 Panel de cocción 2 54
Tiempo de
adición de
ingredientes
Retrasos en la
producción Alteración en la formula
3 Operador 5 No se verifica 3 45
Flujo de agua
Desviaciones en
las cantidades a
dosificar
Alteración en la formula
8 Fallas en la bomba 2 Flujómetro 2 32
Tiempo de
extracción pasta
Retrasos en la
producción
Menos material,
alteración en la
formulación
4 Fallas en el
extractor 2 No se verifica 3
24
Presión de agua Mala dosificación
Menos material,
alteración en la
formulación 5 Fallas en la bomba 2 Flujómetro 2 20
Presión pasta de
tomate Mala dosificación
Menos material,
alteración en la
formulación 5 Fallas en la bomba 2 Flujómetro 2 20
2.3.2.7 Sistema de medición actual
Uno de los aspectos más relevantes para el CEP es el sistema de medición y la calibración
de los equipos. Actualmente la organización cuenta con un programa de calibración,
mediante el cual estos se calibran por un ente externo una vez al año y son verificados
internamente cada seis meses. (Véase el anexo 6).
La medición de las temperaturas de mordazas se realiza mediante un panel de control de
la línea; cada mordaza posee una termocupla, la cual envía la información al panel. Sin
embargo, estas termocuplas nunca se han calibrado ni se ha realizado una verificación de
su estado.
Para la medición de las consistencias se utiliza un consistómetro de Broswick, el cual no se
calibra, sino que se ajusta en cero cada vez que se va a utilizar. En cuanto al flujo, se utiliza
un flujómetro de Coriolis, calibrado una vez al año.

67
2.3.3 Evaluación de variables críticas
Una vez seleccionadas las principales causas de desperdicios y problemas de calidad que
impactan en mayor medida a la organización y sus variables de proceso, se debe evaluar
el comportamiento del proceso; para ello se realiza un estudio de potencial a corto plazo.
Antes de todo análisis de potencial a corto plazo, se debe garantizar que la materia prima,
la mano de obra y los equipos cumplen con las especificaciones necesarias para el proceso;
para ello:
• La materia prima debe cumplir con las especificaciones propuestas por la
organización y acordadas con los proveedores, garantizando el cumplimiento de las
especificaciones en los muestreos que realice la organización y en los certificados
de calidad de la materia prima.
• Los equipos deben estar puestos en punto, tal como lo establecen Producción y
Mantenimiento, cumpliendo con los estándares técnicos necesarios, parámetros y
tolerancias de funcionamiento previamente establecidos para el proceso productivo.
• El personal debe estar capacitado, de manera que conozca el proceso y las
funciones que debe realizar.
Si se cumplen los aspectos antes mencionados, se logra certificar que la mano de obra, la
materia prima y el personal son acordes para el proceso y se pueden realizar los estudios
de capacidad del proceso, logrando garantizar que el producto es conforme; si el producto
no es conforme se deben analizar las especificaciones de los parámetros del proceso.
2.3.3.1 Consistencia fuera de parámetros
Como se muestra en el apartado 2.3.2.3 Causas de desperdicios, una de las mayores
causas de desperdicio es la salsa kétchup dulce sin homogenizar fuera de parámetro de
consistencia.
Para determinar cuál ha sido el comportamiento de la consistencia, se toman los datos de
lotes producidos de enero a junio de 2017 de la base de datos de SAP QM en la cual se
ingresan los resultados de los análisis físicos químicos, se realiza el análisis de estadística
descriptiva para dichos datos, obteniendo una media de 5,99 cm/s y una desviación
estándar de 0,1880 cm/s. Así mismo se tiene una moda de 6, dicho valor se presenta 3475
veces lo cual representa un 92,6% de los datos analizados como se muestra en la tabla 20.
Tabla 20. Estadística descriptiva de consistencia Enero-junio 2017
Variable Conteo
total
Media Desv.Est. Varianza Mínimo Mediana Máximo Rango Moda N
para
moda
Consistencia
(cm/s)
3751 5,9911 0,1880 0,0353 5,0000 6,0000 9,0000 4,0000 6 3475

68
La especificación para la consistencia de la kétchup dulce sin homogenizar es de 5 a 6
cm/s, por lo tanto, el 92,6% de los datos se encuentran en el límite superior de la
especificación como se muestra en la figura 26 y tabla 21, mientras que un 2% de los datos
están por encima de la especificación, lo cual representan 92 batches fuera de
especificación que han sido ajustados o desechados.
Figura 26. Histograma de consistencia
Tabla 21. Distribución de frecuencia
Frecuencia Porcentaje Porcentaje
válido Porcentaje acumulado
Válidos 5,00 15 ,4 ,4 ,4
5,50 169 4,5 4,5 4,9
6,00 3475 92,6 92,6 97,5
6,03 2 ,1 ,1 97,6
6,20 1 ,0 ,0 97,6
6,50 66 1,8 1,8 99,4
6,54 1 ,0 ,0 99,4
7,00 14 ,4 ,4 99,8
7,50 2 ,1 ,1 99,8
8,50 5 ,1 ,1 100,0
9,00 1 ,0 ,0 100,0
Total 3751 100,0 100,0
Perdidos Sistema 1 ,0
Total 3752 100,0
Actualmente la organización registra los datos de consistencia sin embargo no se utilizan
en ningún tipo de análisis con ellos, y no se conoce la confiabilidad de estos datos.
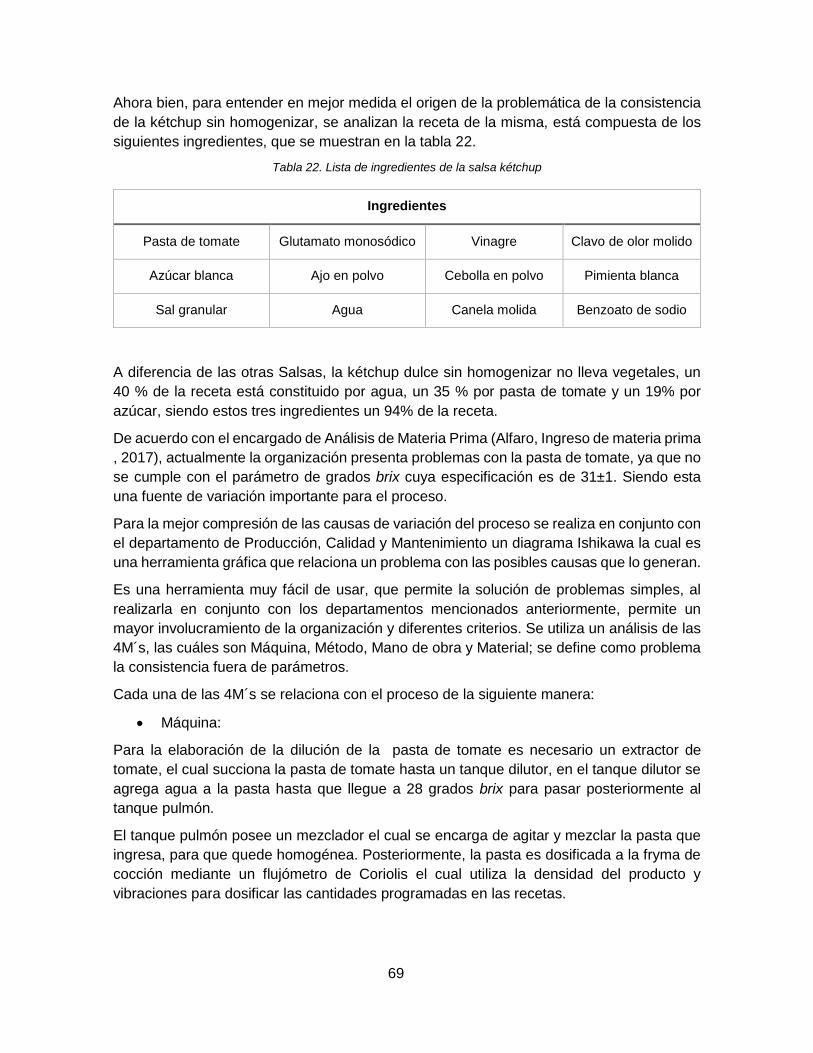
69
Ahora bien, para entender en mejor medida el origen de la problemática de la consistencia
de la kétchup sin homogenizar, se analizan la receta de la misma, está compuesta de los
siguientes ingredientes, que se muestran en la tabla 22.
Tabla 22. Lista de ingredientes de la salsa kétchup
A diferencia de las otras Salsas, la kétchup dulce sin homogenizar no lleva vegetales, un
40 % de la receta está constituido por agua, un 35 % por pasta de tomate y un 19% por
azúcar, siendo estos tres ingredientes un 94% de la receta.
De acuerdo con el encargado de Análisis de Materia Prima (Alfaro, Ingreso de materia prima
, 2017), actualmente la organización presenta problemas con la pasta de tomate, ya que no
se cumple con el parámetro de grados brix cuya especificación es de 31±1. Siendo esta
una fuente de variación importante para el proceso.
Para la mejor compresión de las causas de variación del proceso se realiza en conjunto con
el departamento de Producción, Calidad y Mantenimiento un diagrama Ishikawa la cual es
una herramienta gráfica que relaciona un problema con las posibles causas que lo generan.
Es una herramienta muy fácil de usar, que permite la solución de problemas simples, al
realizarla en conjunto con los departamentos mencionados anteriormente, permite un
mayor involucramiento de la organización y diferentes criterios. Se utiliza un análisis de las
4M´s, las cuáles son Máquina, Método, Mano de obra y Material; se define como problema
la consistencia fuera de parámetros.
Cada una de las 4M´s se relaciona con el proceso de la siguiente manera:
• Máquina:
Para la elaboración de la dilución de la pasta de tomate es necesario un extractor de
tomate, el cual succiona la pasta de tomate hasta un tanque dilutor, en el tanque dilutor se
agrega agua a la pasta hasta que llegue a 28 grados brix para pasar posteriormente al
tanque pulmón.
El tanque pulmón posee un mezclador el cual se encarga de agitar y mezclar la pasta que
ingresa, para que quede homogénea. Posteriormente, la pasta es dosificada a la fryma de
cocción mediante un flujómetro de Coriolis el cual utiliza la densidad del producto y
vibraciones para dosificar las cantidades programadas en las recetas.
Ingredientes
Pasta de tomate Glutamato monosódico Vinagre Clavo de olor molido
Azúcar blanca Ajo en polvo Cebolla en polvo Pimienta blanca
Sal granular Agua Canela molida Benzoato de sodio

70
• Método:
Para medir las consistencias del producto se utiliza un consistómetro Broswick, en el cual
se agrega el producto y se deja recorrer a través del instrumento durante un tiempo de 30
segundos hasta obtener el resultado en cm/s. De acuerdo con la especificación el producto
debe recorrer una distancia de 5cm a 6cm en 30 segundos a una temperatura de 92 ◦C.
• Mano de obra
Los colaboradores deben estar capacitados para realizar de manera correcta el uso de las
herramientas de medición y conocer los procedimientos de cómo se deben realizar las
pruebas.
En conjunto con los departamentos Calidad, Mantenimiento y Producción mediante una
lluvia de ideas se realizó el Ishikawa, figura 27.
Figura 27. Diagrama de Ishikawa, consistencia
Al realizar el análisis de las 4M´s en conjunto con los departamentos de Calidad, Producción
y Mantenimiento, se determina que dentro de las principales causas que pueden afectar la
consistencia de la kétchup, están:
• Grados brix de la pasta de tomate.
• Cantidad de agua agregada a la pasta.
• Densidad de la pasta.
• Flujo de la pasta de tomate.
• Temperatura de prueba.
Se analiza cada una de las variables por separado con el fin de determinar si afectan de
manera significativa el problema de consistencia.

71
• Grados brix de la pasta de tomate:
Como se mencionó al inicio del apartado, se conoce que actualmente la organización no
cumple con la especificación de grados brix en la pasta de tomate. Actualmente el proceso
requiere que la pasta de tomate ingrese al proceso con 31 ±1 grados brix, como se muestra
en la especificación adjunta (véase figura 28) y debe estar compuesta de 100% tomate sin
ningún otro ingrediente (véase figura 29), para posteriormente enviar la pasta de tomate al
proceso de dilución, el cual consiste en enviar la pasta de tomate a un tanque pulmón y
agregar agua a la pasta de tomate y mezclar hasta que esta llegue a 28 grados brix.
Figura 28. Especificaciones de pasta de tomate
Fuente: UL, 2017
Figura 29. Composición de pasta de tomate
Fuente: UL, 2017
Se realiza un muestreo aleatorio del ingreso de bines (Apéndice 6) para comprobar el
comportamiento de los datos respecto a la especificación se realiza un análisis de
estadística descriptiva (véase figura 30), la media es de 32,7 de grados brix, esta se
encuentra por encima del límite superior de la especificación, así mismo el valor mínimo
obtenido es de 32,7 y el máximo es de 33,9 grados brix (véase figura 31) los datos se
encuentran por encima de la especificación, es decir el proveedor no está cumpliendo con
la especificación requerida para el proceso.
Figura 30. Estadística descriptiva grados brix pasta de tomate
N para
Variable N N* Media Desv.Est. Mínimo Mediana Máximo Rango Moda moda
Grados Brix 43 0 33,314 0,336 32,700 33,400 33,900 1,200 33,4 11

72
Figura 31. Histograma grados brix de la pasta de tomate
Ahora bien, para llegar a los 28 grados brix necesarios para la producción, se debe diluir la
pasta agregando agua, para ello se plantea una prueba de hipótesis y se realiza una
regresión lineal con los datos del muestreo (Apéndice 6), con el fin de determinar si la
cantidad de agua agregada a todos los bines de pasta de tomate es igual para todos los
grados brix con los que ingresan la pasta.
Prueba de hipótesis:
- Ho: Cantidad de agua es igual para todos los grados brix de ingreso.
- H1: Cantidad de agua es distinta para todos los grados brix de ingreso.
- Con un nivel de confianza de 95% y un 𝛼 = 0,05.
Se realiza la regresión y se obtiene que el modelo es significativo, con un p-value menor a
0,05 por lo tanto existe evidencia para rechazar la hipótesis nula, en consecuencia, la
cantidad de agua depende de los grados brix iniciales.
Así mismo en el Lack of fit se tiene un valor de p-value de 0,999 mayor a 0,05 por esa razón
no se tienen problemas de ajuste respecto al error. Y los valores tanto para el R cuadrado
y el predictivos son mayores a 99% es decir que el modelo si explica la variación.
Se obtiene, como resultado, la siguiente regresión:
Cantidad de agua = -899,58 + 33,339 Brix inicial
En la figura 32 se puede ver la estadística en de la regresión.
33,933,633,333,032,7
12
10
8
6
4
2
0
Media 33,31
Desv.Est. 0,3364
N 43
BRIX INICIAL
Frec
uenc
ia
Normal
Histograma grados brix de la pasta de tomate

73
Figura 32. Análisis de regresión: cantidad de agua vs. Grados brix de ingreso
De tal forma que, al usar la regresión para calcular la cantidad de agua necesaria para diluir
la pasta de tomate, si se cumpliese con el valor máximo de la especificación de 32 grados
brix sería necesario una cantidad de 167,328 litros de agua, pero si se tiene el valor de la
mediana de 33,4 grados brix se necesitaría un total 220, 61 litros de agua, es decir 53,28
litros más de agua que ingresan al proceso sin ser controlados.
Así mismo para observaciones poco comunes se tiene que la observación 26 es un valor
atípico, esto porque su residuo está a más de 2 desviaciones estándar de la media de 0,
sin embargo, no se conoce la causa potencial de esta variación. Al eliminar las
observaciones pocos comunes no se tienen cambios significativos en el modelo.
• Densidad
Como se menciona anteriormente uno de los ingredientes críticos es la pasta de tomate y
su dosificación depende de la densidad, para determinar cuál es la densidad actual se
realiza un pre-muestreo de 30 datos, para ello se toma el valor de la densidad de la pasta
que pasa por el flujómetro de Coriolis, el cual se encarga de realizar esta medición, los

74
datos fueron tomados de manera aleatoria durante un día de trabajo, tal como se muestra
en el Apéndice 5.
Se comprueba la normalidad de los datos con un nivel de confianza de 95%, se obtienen
un p-value de 0,132 mayor a 0,05 por lo tanto se puede decir que los datos son normales
como se logra apreciar en la figura 33.
Figura 33.Normalidad de datos de densidad
Fuente: Datos del muestreo
Se obtiene la estadística descriptiva de la muestra, la cual permite determinar que los datos
poseen una desviación de 0,00224 kg/m³
Para calcular el tamaño de la muestra por estimación utilizando el Software estadístico
Minitab, para ello se utiliza un porcentaje de error de 5% y un nivel de confianza de 95%
Se obtiene un tamaño de muestra de 2, como se muestra en la figura 34.
Figura 34.Calculo de tamaño de muestra para la densidad de la pasa
Se realizó un muestreo para la densidad de la pasta de tomate el 20 de abril del 2017, de
manera aleatoria, y los datos se tomaron del flujómetro de Coriolis, obteniendo como
resultado una media de 1,1178 y una desviación estándar de 0,000707. Por lo tanto, se

75
puede concluir que la densidad de la pasta no presenta mayor variación, y que la densidad
de la pasta se mantiene constante a lo largo de todo el proceso.
Flujo de la pasta
Otro de las variables importantes a medir es el flujo, principalmente de la pasta ya que de
él depende que se dosifique la cantidad adecuada.
De igual manera se realiza un pre-muestreo de 30 datos, al igual que el muestreo de
densidad, se toma el valor flujo de pasta que pasa por el flujómetro de Coriolis, el cual se
encarga de realizar esta medición, los datos fueron tomados de manera aleatoria durante
un día de trabajo, tal como se muestra en el apéndice 5.
Se comprueba la normalidad de estos con un nivel de confianza de 95% y se obtiene un p-
value de 0,401 mayor a 0,05, por lo que se concluye que los datos son normales como se
muestra en la figura 35.
Figura 35. Normalidad de datos de flujo (pre- muestreo)
Fuente: Datos del muestreo
Se obtiene la estadística descriptiva de la muestra, la cual permite determinar que los datos
poseen una desviación de 0,0581 kg/min.
Para calcular el tamaño de la muestra por estimación utilizando el Software estadístico
Minitab, para ello se utiliza un porcentaje de error de 5% y un nivel de confianza de 95%.
Se obtiene un tamaño de muestra de 15, como se muestra en la figura 36.
Figura 36. Tamaño de muestra para flujo de pasta

76
Se realizó un muestreo para el flujo de pasta de tomate el día 20 de abril del 2017, de
manera aleatoria, a lo largo del día de trabajo, y los datos se tomaron del flujómetro de
Coriolis. Se comprueba la normalidad de los datos los cuales poseen un p-value de 0,754
mayor a alfa de 0,05; por lo tanto, los datos si son normales, como se muestra en la figura
37. Así mismo, se tiene una media de 171,71kg/min y una desviación estándar de 0. 222
kg/min, como se muestra en la tabla 23.
Figura 37. Normalidad de datos del flujo (muestra)
Nota: Datos del muestreo
Tabla 23. Estadística descriptiva de flujo de pasta
Ahora bien, para realizar un batche de kétchup dulce sin homogenizar se necesitan 334 ±5
kg de pasta de tomate (Vasquez, 2017), lo cual quiere decir que con los datos obtenidos
del muestreo se tendrá desviación de 0,44kg. Siendo esta desviación permitida en la
especificación. Por lo tanto, el flujo de pasta no es significativo en la variación de
consistencia.
• Temperatura de prueba
Uno de los aspectos más importantes a tomar en cuenta para realizar la prueba de
consistencia de los productos es la temperatura, para el caso de la Kétchup sin
Homogenizar, el parámetro de consistencia es de 5 a 6 cm/s a una temperatura de 92 ◦C
como se muestra en la figura 38.
Variable N Mean SE Mean StDev Minimum Median Maximum
Flujo 15 171,71 0,0573 0,222 171,30 171,70 172,10

77
Figura 38. Especificación de parámetros fisicoquímicos
Fuente: UL, 2017
Sin embargo, actualmente la temperatura de prueba de 92 ◦C no se cumple, las pruebas
son realizadas a diferentes temperaturas ya que los encargados de realizar los análisis
fisicoquímicos toman la muestra de la boula en un recipiente y se lleva al centro de análisis,
en el centro de análisis se coloca en el espacio asignado para cada muestra de acuerdo
con la línea que corresponde y se dejan enfriar por unos minutos, esto porque en el mismo
momento se recolectan diferentes muestras (distintos tipos de salsas), dejando así que la
temperatura de 92◦C disminuya.
Para determinar si existen diferencias significativas en los resultados de las consistencias
al realizar la prueba a 92◦C, como lo indica la especificación, y los resultados sin cumplir
con la especificación de temperatura como se realiza actualmente, se toman 30 muestras
de manera aleatoria a lo largo del día (Fecha de muestreo: 20 de abril del 2018).
En la tabla 24 se puede observar los resultados cuando se realiza la prueba con una
temperatura de 92 °C, y cuando la prueba se realiza a temperaturas menores de 92°C,
como se realiza actualmente.

78
Tabla 24. Temperatura de prueba de consistencia
Muestra Temperatura
método actual
Consistencia
(cm/s)
Temperatura
según
especificación
Consistencia
(cm/s)
1 85,6 6 92,1 6,5
2 32,6 4 91,5 6
3 84,2 6 92,3 6,5
4 91,5 6 92,3 6,5
5 70,4 5 92 6,5
6 80,6 6 92,1 6
7 75,3 5,5 91,5 6
8 80,2 6 92,2 6,5
9 70,7 5 92,1 6,5
10 85 6 93,1 7
11 75 5,5 92 6,5
12 70,5 5 91,8 6,5
13 81,2 6 91,5 6
14 83,4 6 93 7
15 85,2 6 91,5 6,5
Se agrupan los datos en dos, aquellos en los cuales se realiza el análisis sin método es
decir sin cumplir con la temperatura de prueba y con método los que cumplen con las
especificaciones de prueba 92°C±1, con ello se realiza análisis de ANOVA de un solo factor,
con el fin de determinar si las medias de consistencias son iguales o al menos una de ellas
difiere.
Dicha prueba se realiza, ya que, de acuerdo con (García, 2018), se puede aplicar ANOVAS
ya que las desviaciones de la normalidad no afectan seriamente la validez del análisis, al
ser una prueba robusta.
Como se muestra en la Figura 39, con un nivel de confianza de 95%, se obtiene un p-value
de 0,00 para el método, indicando que hay suficiente evidencia de que no todas las medias
son iguales cuando el nivel de significancia que se establece en 0.05.
Como se muestra en la Figura 39 y 40, la consisten al realizar la prueba sin método posee
una media más baja de 5,6 cm/s, con intervalos de confianza de (5,34-5,85) cm/s mientras
que el resultado de consistencia utilizando el método posee una media de 6,433 cm/s con
intervalos de confianza de (6,17- 6,68) cm/s, así mismo en la Figura 41 se muestra que los
intervalos no contienen el cero por lo tanto, la medias son estadísticamente significativas.
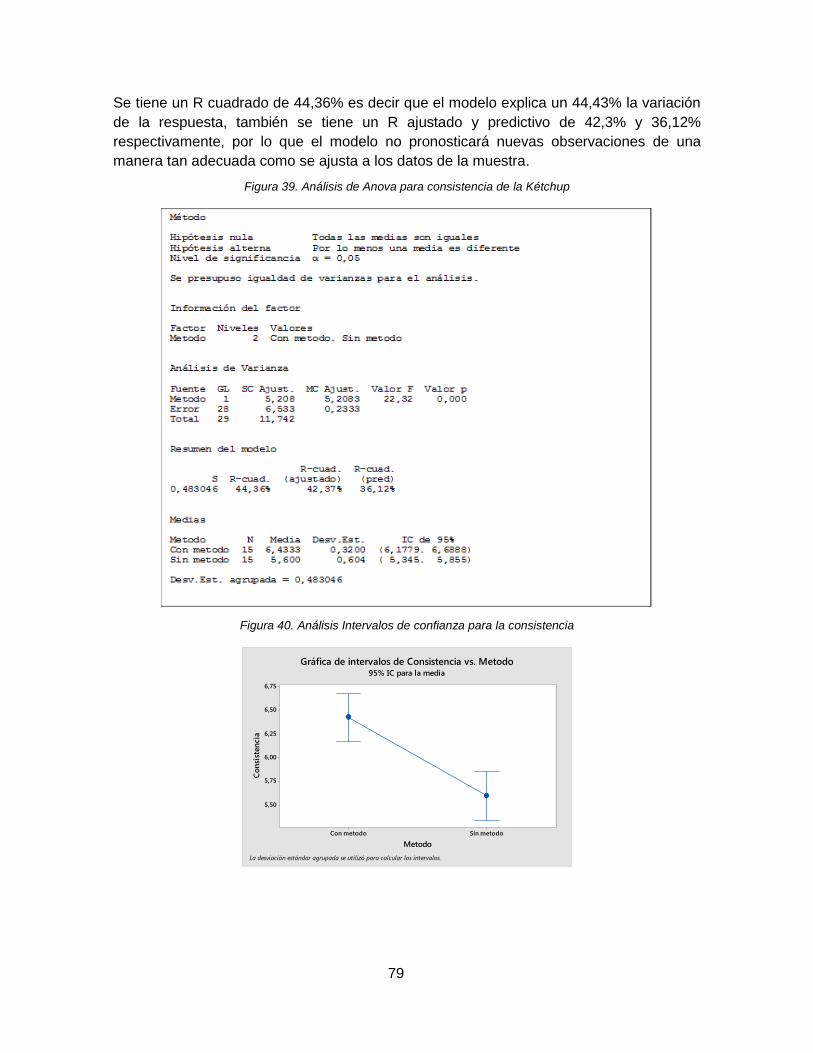
79
Se tiene un R cuadrado de 44,36% es decir que el modelo explica un 44,43% la variación
de la respuesta, también se tiene un R ajustado y predictivo de 42,3% y 36,12%
respectivamente, por lo que el modelo no pronosticará nuevas observaciones de una
manera tan adecuada como se ajusta a los datos de la muestra.
Figura 39. Análisis de Anova para consistencia de la Kétchup
Figura 40. Análisis Intervalos de confianza para la consistencia
Sin metodoCon metodo
6,75
6,50
6,25
6,00
5,75
5,50
Metodo
Co
nsi
sten
cia
Gráfica de intervalos de Consistencia vs. Metodo95% IC para la media
La desviación estándar agrupada se utilizó para calcular los intervalos.

80
Figura 41. Diferencia de medias para consistencia
Al realizar todos los análisis se logra determinar, que la pasta de tomate en efecto no cumple
con la especificación requerida y esto impacta la cantidad de agua que se agrega a la receta
para diluir la pasta de tomate, así mismo si la temperatura a la que se realiza la prueba de
consistencia no es la requerida se obtiene variación en los resultados. Es importante
recordar que los análisis no se están realizando con la especificación de temperatura de
92°C y esto altera los resultados, dando resultados de consistencia más bajos.
2.3.3.2 Pérdida de hermeticidad
El problema de pérdida de hermeticidad se da principalmente cuando los doy packs no
están herméticos completamente y se presentan micro-fugas o problemas de sellado. Para
determinar si el doy pack se encuentra sellado herméticamente, se realiza la prueba de
prensa neumática, la cual consiste en aplicar una presión de 40 psi al doy pack para
determinar si se abren los sellos. Esta prueba se realiza a dos doy packs cada 20 minutos.
De acuerdo con los datos obtenidos de mayo a junio del 2017, el análisis de capacidad de
la prensa neumática posee un valor Z de 0,91; al ser un análisis de capacidad binomial
(pasa o no pasa), cuando se tiene análisis de capacidad binomial se necesita que el valor
del proceso Z sea mayor que 2 para que el proceso sea capaz, y en este caso el proceso
no está siendo capaz de cumplir con las especificaciones. En la figura 42 se pueden ver los
resultados de la prueba.
Figura 42. Análisis de Capacidad, prueba de hermeticidad
Sample
Pro
po
rti
on
9181716151413121111
1,0
0,5
0,0
_P=0,18
UC L=1
LC L=0
Sample
%D
efe
cti
ve
100806040200
100
75
50
25
0
Summary Stats
0,00
PPM Def: 180000
Lower C I: 110311
Upper C I: 269477
Process Z: 0,9154
Lower C I:
(using 95,0% confidence)
0,6144
Upper C I: 1,2249
%Defectiv e: 18,00
Lower C I: 11,03
Upper C I: 26,95
Target:
Observed Defectives
Ex
pe
cte
d D
efe
cti
ve
s
1,00,50,0
1,0
0,5
0,0
1000
80
60
40
20
0
Tar
Binomial Process Capability Analysis of Hermeticidad
P Chart
Cumulative %Defective
Binomial Plot
Dist of %Defective

81
Dentro de las principales variables relacionadas con el tema de hermeticidad se encuentran:
• Presión
La presión es una las variables críticas a controlar en el tema de hermeticidad; sin embargo,
actualmente esta variable se coloca únicamente a 0,40 Mpa; no obstante, no posee una
especificación y no se sabe si la presión que se está utilizando es la adecuada.
• Tiempo
El tiempo de sellado es otra de las variables críticas a controlar; sin embargo, esta variable
está dada por el tiempo de ciclo de una leva; actualmente es constante de 1 segundo.
• Temperaturas de mordazas
En UL se utilizan dos tipos de laminados: el laminado trilámina y tetralámina. Ambos utilizan
las mismas especificaciones de temperatura de sellado; la especificación va desde los 130
°C a los 260 °C, y ambos laminados son tratados de igual manera.
La máquina consta de ocho mordazas: dos de ellas de fondo, cuatro laterales y dos
superiores. La temperatura de las mordazas se ajusta por el operador en un panel en la
máquina, y esta temperatura se anota en registros cada hora.
Cada mordaza posee una termocupla, la cual está conectada al panel de la máquina, e
indica la temperatura en cada mordaza; sin embargo, las termocuplas no se calibran ni se
realiza una verificación de las temperaturas.
Para verificar si existe diferencia en las temperaturas de las mordazas respecto al panel se
toman dos mordazas al azar y se realiza un muestreo de 30 datos de manera aleatoria en
dos días en tres turnos (véase el apéndice 7). Para ver las diferencias de temperaturas se
corre la máquina, se deja que produzca doy packs, posteriormente se detiene y se mide la
temperatura de la mordaza con un termómetro de contacto, en ese mismo momento se
mide la temperatura dada por el panel de la máquina.
Se mide la temperatura de la mordaza de fondo, como para la mordaza lateral izquierda, se
toman los datos para los dos tipos de laminado. A continuación, se muestran los resultados
obtenidos.
• Laminado trilámina, Mordaza de fondo
En la figura 43 se puede apreciar la normalidad de la mordaza de fondo, con un valor de p-
value de 0,868.

82
Figura 43. Prueba de normalidad de temperatura de mordaza de fondo, laminado trilámina
Seguidamente, se realiza el análisis de ANOVA para determinar si existen diferencias en
las medias de la temperatura, para ello se plantea la siguiente prueba de hipótesis:
- Ho: Las medias de la temperatura del panel y la media de la temperatura con
termómetro son iguales.
- Hi: Las medias de las temperaturas son distintas.
Como se observa en la figura 44 los resultados de la prueba se tiene un p-value de 0,00
menor a 0,05 por lo tanto se rechaza la hipótesis nula, es decir las medias de las
temperaturas poseen una diferencia estadísticamente significativa.
Se tiene un R cuadrado de 92,58% es decir que el modelo explica un 92,58% la variación
de la respuesta, también se tiene un R ajustado y predictivo de 92,45% y 92.06%
respectivamente, por lo que el modelo sirve para pronosticar nuevas observaciones a
futuro.
Figura 44. Resultado de Anova temperatura de mordaza fondo laminado trilamina
Información del factor
Factor Niveles Valores
Lugar 2 Mordaza. Panel
Análisis de Varianza
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Lugar 1 741,31 741,313 723,40 0,000
Error 58 59,44 1,025
Total 59 800,75
Resumen del modelo
R-cuad. R-cuad.
S R-cuad. (ajustado) (pred)
1,01231 92,58% 92,45% 92,06%
Medias
Lugar N Media Desv.Est. IC de 95%
Mordaza 30 187,837 1,389 (187,467. 188,207)
Panel 30 194,867 0,346 (194,497. 195,237)
Desv.Est. agrupada = 1,01231
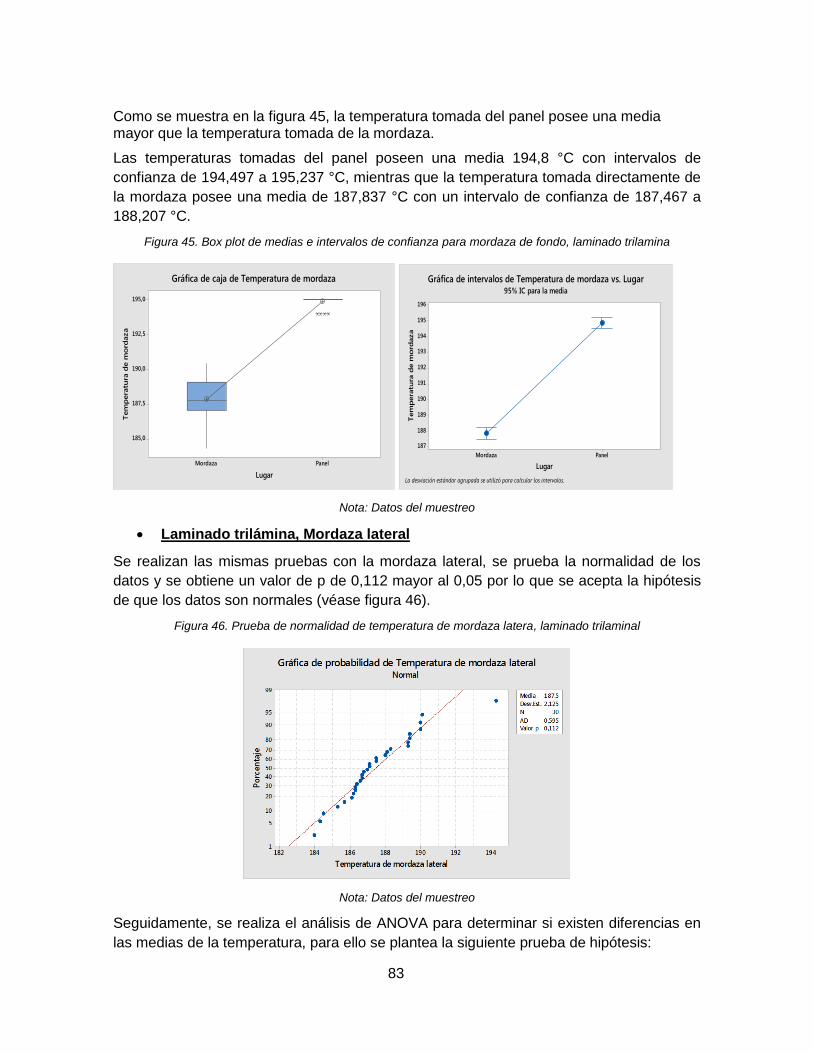
83
Como se muestra en la figura 45, la temperatura tomada del panel posee una media mayor que la temperatura tomada de la mordaza.
Las temperaturas tomadas del panel poseen una media 194,8 °C con intervalos de
confianza de 194,497 a 195,237 °C, mientras que la temperatura tomada directamente de
la mordaza posee una media de 187,837 °C con un intervalo de confianza de 187,467 a
188,207 °C.
Figura 45. Box plot de medias e intervalos de confianza para mordaza de fondo, laminado trilamina
Nota: Datos del muestreo
• Laminado trilámina, Mordaza lateral
Se realizan las mismas pruebas con la mordaza lateral, se prueba la normalidad de los
datos y se obtiene un valor de p de 0,112 mayor al 0,05 por lo que se acepta la hipótesis
de que los datos son normales (véase figura 46).
Figura 46. Prueba de normalidad de temperatura de mordaza latera, laminado trilaminal
Nota: Datos del muestreo
Seguidamente, se realiza el análisis de ANOVA para determinar si existen diferencias en
las medias de la temperatura, para ello se plantea la siguiente prueba de hipótesis:
PanelMordaza
195,0
192,5
190,0
187,5
185,0
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de caja de Temperatura de mordaza
PanelMordaza
196
195
194
193
192
191
190
189
188
187
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de intervalos de Temperatura de mordaza vs. Lugar95% IC para la media
La desviación estándar agrupada se utilizó para calcular los intervalos.

84
- Ho: Las medias de la temperatura del panel respecto a la temperatura con
termómetro son iguales.
- Hi: Las medias de las temperaturas son distintas.
Como se observa en la figura 47 los resultados de la prueba se tiene un p-value de 0,00
menor a 0,05 por lo tanto se rechaza la hipótesis nula, es decir las medias de las
temperaturas poseen una diferencia estadísticamente significativa.
Se tiene un R cuadrado de 94,59% es decir que el modelo explica de manera correcta la
variación de la respuesta, también se tiene un R ajustado y predictivo de 94,5% y 94,21%
respectivamente, por lo que el modelo sirve para pronosticar a futuro.
Figura 47. Resultados de prueba de Anova, mordaza latera laminado trilamina
Como se muestra en la Figura 48, la temperatura tomada del panel posee una media mayor
que la temperatura tomada de la mordaza.
Las temperaturas tomadas del panel poseen una media 199,9 °C con intervalos de
confianza de 199,3 a 200,5 °C, mientras que la temperatura tomada directamente de la
mordaza posee una media de 187,4 °C con un intervalo de confianza de 186,9 a 188,02 °C.
Información del factor
Factor Niveles Valores
Lugar 2 Mordaza. Panel
Análisis de Varianza
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Lugar 1 2333,1 2333,14 1013,86 0,000
Error 58 133,5 2,30
Total 59 2466,6
Resumen del modelo
R-cuad. R-cuad.
S R-cuad. (ajustado) (pred)
1,51698 94,59% 94,50% 94,21%
Medias
Lugar N Media Desv.Est. IC de 95%
Mordaza 30 187,472 2,138 (186,917. 188,026)
Panel 30 199,943 0,183 (199,389. 200,498)
Desv.Est. agrupada = 1,51698

85
Figura 48. . Box plot de medias e intervalos de confianza para mordaza de lateral, laminado trilamina
Nota: Datos del muestreo
• Laminado Tetralámina, mordaza de fondo
Se toman 30 muestras de manera aleatoria en dos días para los tres turnos de producción
(Apéndice 8). En la figura 49 se demuestra la normalidad de los datos para las mediadas
de la mordaza inferior.
Figura 49. Gráfica de probabilidad de mordaza inferior
Nota: Datos del muestreo
Se realiza el análisis de ANOVA con el fin de terminar si existen diferencias significativas
en las medias, utilizando las siguientes hipótesis
- Ho: Las medias de la temperatura del panel es igual a la media de la temperatura
del termómetro.
- Hi: Las medias de las temperaturas son distintas.
Como se muestra en la figura 50, se tiene un p-value de 0,00, por lo tanto, no existe
evidencia para aceptar la hipótesis nula. Así mismo se tiene un R cuadrado de 94,12 lo cual
PanelMordaza
200,0
197,5
195,0
192,5
190,0
187,5
185,0
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de caja de Temperatura de mordaza
PanelMordaza
200,0
197,5
195,0
192,5
190,0
187,5
185,0
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de intervalos de Temperatura de mordaza vs. Lugar95% IC para la media
La desviación estándar agrupada se utilizó para calcular los intervalos.

86
explica de manera correcta la variación del modelo y un R predictivo de 93,71%, por lo
tanto, se puede usar los resultados para conclusiones futuras, más allá de la muestra.
Figura 50. Resultados ANOVA mordaza inferior, laminado tetralámina
Como se muestra en la figura 51, la temperatura tomada del panel posee una media mayor
que la temperatura tomada de la mordaza.
Las temperaturas tomadas del panel poseen una media 200°C con intervalos de confianza
de 199,5 a 200,5 °C, mientras que la temperatura tomada directamente de la mordaza
posee una media de 189,6°C con un intervalo de confianza de 186,1 a 190,1 °C.
Figura 51 Box plot de medias e intervalos de confianza para mordaza de fondo, laminado tetralamina
Fuente: Datos del muestreo
Información del factor
Factor Niveles Valores
Lugar 2 Mordaza. Panel
Análisis de Varianza
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Lugar 1 1615,1 1615,13 929,03 0,000
Error 58 100,8 1,74
Total 59 1716,0
Resumen del modelo
R-cuad. R-cuad.
S R-cuad. (ajustado) (pred)
1,31853 94,12% 94,02% 93,71%
Medias
Lugar N Media Desv.Est. IC de 95%
Mordaza 30 189,623 1,865 (189,141. 190,105)
Panel 30 200,0 0,0 ( 199,5. 200,5)
Desv.Est. agrupada = 1,31853
PanelMordaza
200,0
197,5
195,0
192,5
190,0
187,5
185,0
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de caja de Temperatura de mordaza
PanelMordaza
202
200
198
196
194
192
190
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de intervalos de Temperatura de mordaza vs. Lugar95% IC para la media
La desviación estándar agrupada se utilizó para calcular los intervalos.

87
• Laminado Tetralámina, mordaza lateral
Se toman 30 muestras de manera aleatoria en dos días para los tres turnos de producción
(Apéndice 8). En la figura 52 se demuestra la normalidad de los datos para las mediadas
de la mordaza inferior.
Figura 52. Gráfica de probabilidad de mordaza lateral, lamindo tetralamina
Nota: Datos del muestreo
Se realiza el análisis de ANOVA con el fin de terminar si existen diferencias significativas
en las medias, utilizando las siguientes hipótesis
- Ho: Las medias de la temperatura del panel es igual a la media de la temperatura
del termómetro.
- Hi: Las medias de las temperaturas son distintas.
Como se muestra en la figura 53, se tiene un p-value de 0,00, por lo tanto, existen
diferencias estadísticamente significativas en las medias. Así mismo se tiene un R cuadrado
de 93,74% lo cual explica de manera correcta la variación del modelo y un R predictivo de
93,63%, por lo tanto, se puede usar los resultados para conclusiones futuras, más allá de
la muestra.

88
Figura 53. Resultados ANOVA mordaza inferior, laminado tetralámina
Como se muestra en la figura 54, la temperatura tomada del panel posee una media mayor
que la temperatura tomada de la mordaza.
Las temperaturas tomadas del panel poseen una media 209,6°C, con intervalos de
confianza de 208,9 a 210,33 °C; mientras que la temperatura tomada directamente de la
mordaza posee una media de 195,2°C con un intervalo de confianza de 194,5 a 195,9 °C.
Figura 54 Box plot de medias e intervalos de confianza para mordaza de fondo, laminado tetralamina
Fuente: Datos del muestreo
Por lo tanto, como se conoce que existen diferencias significativas entre las temperaturas
dadas por el panel y el termómetro calibrado, se realiza un muestro de la temperatura real
Información del factor
Factor Niveles Valores
Lugar 2 Mordaza. Panel
Análisis de Varianza
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Lugar 1 3122,7 3122,65 868,50 0,000
Error 58 208,5 3,60
Total 59 3331,2
Resumen del modelo
R-cuad. R-cuad.
S R-cuad. (ajustado) (pred)
1,89616 93,74% 93,63% 93,30%
Medias
Lugar N Media Desv.Est. IC de 95%
Mordaza 30 195,212 1,756 (194,519. 195,905)
Panel 30 209,640 2,027 (208,947. 210,333)
Desv.Est. agrupada = 1,89616
PanelMordaza
210
205
200
195
190
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de caja de Temperatura de mordaza
PanelMordaza
212,5
210,0
207,5
205,0
202,5
200,0
197,5
195,0
Lugar
Tem
pera
tura
de m
ord
aza
Gráfica de intervalos de Temperatura de mordaza vs. Lugar95% IC para la media
La desviación estándar agrupada se utilizó para calcular los intervalos.

89
de las mordazas empleando el termómetro calibrado, con el propósito de conocer la
capacidad del proceso.
Para conocer la capacidad de las temperaturas respecto a las especificaciones actuales y
las propuestas por el proveedor se toman 20 subgrupos de 5 muestras cada uno en dos
días de trabajo en los tres turnos (Apéndice 9)
Como se menciona anteriormente las especificaciones utilizadas por UL son de 130 °C a
los 260 °C, pero de acuerdo con el proveedor CLP, el laminado posee un punto de fusión
en el cual sus capas se vuelven una sola y permiten el sellado correcto hasta llegar al punto
máximo de fusión antes que el material se queme. Para el caso del laminado trilámina la
temperatura de fusión va desde los 180°C a 225°C, para el laminado tetralámina se da el
punto de fusión desde los 190°C a 225 °C.
En el caso de las capacidades respectos a las especificaciones actuales en la tabla 25 se
logra apreciar para todas las mordazas están siento capaz de cumplir con las
especificaciones, tanto para el laminado trilámina como para el laminado tetralámina. Sin
embargo, al comparar la capacidad del proceso utilizando las especificaciones dadas por
el proveedor, ninguna de las mordazas es capaz de cumplir con las especificaciones, todas
las temperaturas se encuentran por debajo del límite inferior de las especificaciones dadas
por el proveedor (véase apéndices 10 al 25).
A continuación, se muestran los resultados del análisis de capacidad las temperaturas de
mordazas.
Tabla 25. Análisis de capacidad de temperatura de mordazas (especificación actual vs especificación del
proveedor)
Mordaza
Trilámina Tetralámina
Especificación Actual Especificación del
proveedor
Especificación
Actual
Especificación del
proveedor
Cpk Cpk Cpk Cpk
Inferior trasera 56,18 -24,62 12,23 -4,19
Inferior delantera 9,15 -2,79 11,84 -4,32
Vertical 1 30,76 -8,24 30,12 -8,08
Vertical 2 9,81 -2,47 31,59 -6,83
Vertical 3 11,47 -0,02 39,69 -0,40
Vertical 4 11,91 0,05 27,35 0,41
Superior delantera 36,12 -42,46 45,67 -18,76
Superior trasera 30,75 -37,11 21,35 -18,73

90
Asi mismo la capacidad actual del proceso es excesiva, y esto se da debido a la amplitud
de la especificacion, ya que como se menciono anteriormente esta va desde los 130 °C a
los 260 °C, es decir 195 °C ± 65°C.
2.4 Hallazgos del diagnóstico
Al evaluar la guía INTE/ISO 11462-1:2009 Guía para la implementación de controles
estadísticos de procesos, se logra determinar que se cumple únicamente en un 40%, donde
sus principales fallas se dan en:
• Actualmente no existe un equipo de trabajo para el control estadístico de procesos,
cada departamento trabaja por separado.
• Actualmente algunas variables de proceso son anotadas en registros físicos, sin
embargo, no son analizadas.
• Algunos de los datos anotados en los registros no son confiables ya que en
ocasiones esta información ha sido alterada.
• Actualmente se tienen identificadas variables críticas que se encuentran en los
planes HACCP relacionadas con la inocuidad de los productos y sus respectivos
planes de acción, sin embargo, hay muchas variables que no están identificadas.
• Se tiene claro la incertidumbre del sistema de medición, pero en algunos casos por
falta de recursos se utilizan los equipos que se tienen a pesar de que no cumplen
con las necesidades.
Al analizar los análisis de la consistencia de kétchup, se observa como los grados brix con
los que ingresa la pasta de tomate no cumple las especificaciones de 31 a 32 grados brix,
el 100% de los datos obtenidos en el muestreo superan la especificación.
Al realizar regresión lineal se logra verificar que al utilizar grados brix por encima de la
especificación se utiliza en promedio 53,28 litros de agua en el proceso de dilución de la
pasta lo cual afecta la consistencia del producto, pues esta agua no forma parte de la receta.
Existen diferencias significativas en las medias de consistencias, al realizar la prueba
siguiendo el método de temperatura respecto a cuando no se sigue el método (el método
de prueba indica que debe realizarse la medición de consistencia a 92ºC)
La termocupla que está relacionada con el panel no se calibra, por lo cual existen
diferencias significativas entre la temperatura del panel y la temperatura real de la mordaza,
la información del panel es utilizada para llenar los registros de control de temperaturas
cada hora en las líneas de producción de Salsas, siendo esta información no acta para
análisis.
En el análisis de capacidad de las temperaturas de las mordazas se evidencia que los
límites de especificación son muy amplios por lo que el proceso siempre se encuentra
centrado. Al utilizar las especificaciones del proveedor el proceso no es capaz de cumplir
con la especificación, por lo tanto, no se conoce cuál es la especificación ideal.
No se conoce ni se mide la presión y el tiempo de sellado, siendo estas variables críticas
para controlar la hermeticidad en los doy packs.

91
2.5 Conclusiones del diagnóstico
Para lograr cumplir con los elementos de un Sistema de Control Estadístico de Procesos
se debe crear la Gestión de soporte, el cual tiene como fin el apoyo al CEP, para lograr
monitorear y revisar periódicamente los resultados de CEP.
Se debe crear un plan de control de las variables críticas del área de Salsas de manera que
el tamaño de muestra, frecuencia, equipo de medición y los registros sean adecuados para
el análisis de las desviaciones en el proceso.
Actualmente la organización posee poco control estadístico sobre sus procesos, las
reacciones son tardías ante problemas tales como perdidas por consistencia y
hermeticidad, es por ello que se debe crear un Sistema de Control Estadístico de Proceso,
acorde con la organización y su cultura, de manera que sea fácil de seguir y replicable.
La correcta calibración de los equipos es necesaria para garantizar el sistema de medición,
por lo tanto, la calibración de las termocuplas en las mordazas es necesaria ya que esto
impacta en la veracidad de la información recolectada por la organización, y no es confiable
para realizar análisis.
Se deben diseñar las especificaciones para las variables de temperatura comparando las
especificaciones actuales respecto a las del proveedor de manera que se logre la
especificación adecuada dependiendo del tipo de laminado, así como la presión de sellado
para lograr la correcta hermeticidad en los doy packs.
Para disminuir la variabilidad en la prueba de consistencia es necesario la estandarización
de esta prueba de manera que se logre a una temperatura de 92 °C durante 30 segundos,
ya que actualmente al no seguir el método correcto los resultados de consistencia poseen
una media menor a cuando se realiza con el método a 92°C, por lo tanto, los resultados de
análisis ingresados en SAP QM no son los correctos, y no representan la realizad del
proceso.
Al tener el proveedor de pasta incumpliendo las especificaciones de grados brix de la pasta,
impacta el proceso, ya que es necesario agregar más agua a la receta para diluir los grados
brix de 31±1 a 28, por lo tanto, se debe trabajar con el proveedor de manera que cumpla
con la especificación global de UL y previamente firmada, así mismo se deben crear
procedimientos robustos para el muestreo de materias primas, al momento de la recepción
ya que actualmente no existen.

92
3 Capítulo III. Diseño
3.1 Objetivos del diseño
Los objetivos planeados para el diseño son los siguientes:
3.1.1 Objetivo general
• Diseñar un Sistema de Control Estadístico de Procesos en el área de Salsas que
asegure el control de las variables críticas, garantizando que el proceso de
producción cumpla con las especificaciones de calidad establecidas y reduzca el
desperdicio.
3.1.2 Objetivos específicos
• Diseñar la estructura del Sistema para el Control Estadístico de Procesos en el área
de Salsas.
• Desarrollar los roles y responsabilidades para el Sistema de Control Estadístico de
Procesos.
• Establecer nuevas especificaciones para las variables críticas del proceso.
• Desarrollar una herramienta para el análisis de los parámetros críticos de proceso.
3.2 Estructura del Diseño
A partir del diagnóstico realizado se determina que la organización enfrenta una falta de
claridad en los elementos que conforman un Sistema de Control Estadístico de Procesos y
la relación entre cada uno de estos elementos, y la falta de herramientas e integración de
aquellas que sí tiene. En estas circunstancias es necesario que el sistema contemple
soluciones para estos problemas de una manera integral, enfocándose en la idea de
generar productos que satisfagan los requerimientos de los clientes.
Para ello se plantea la metodología de diseño que se muestra en la tabla 26.

93
Tabla 26. Metodología de Diseño
Actividades Herramientas Resultados
Diseño los elementos del Sistema
de CEP
Norma INTE/ISO 11462
Entrevista y reuniones con los departamentos de
Calidad, Producción, Mantenimiento y Recursos
Humanos
Elementos del sistema definidos
Departamentos involucrados en el
sistema definidos
Roles y responsabilidades de los
involucrados en el sistema determinados
Definición de la interacción entre los
elementos del sistema
Norma INTE/ISO 11462
Elementos del Sistema de CEP
Flujo de proceso
Flujo de proceso del Sistema de CEP
Análisis de fuentes de variación de
las variables críticas
Análisis de capacidad
Muestreo de aceptación
Nuevas especificaciones para
temperatura de sellado, presión de
sellado.
Procedimiento para prueba de
consistencia.
Procedimiento para muestreo de materia
prima
Diseño de experimentos
Analizar fuentes de variación de las variables
críticas.
Desarrollo de la aplicación que de
soporte al Sistema de CEP
Excel Herramienta para el Sistema de Control
Estadístico de procesos
Tamaño de muestra, Análisis de normalidad,
análisis de capacidad, gráficos de control
El diseño propuesto está conformado en dos partes, en la primera parte se diseña el
Sistema de Control Estadístico de Proceso, este sistema se tiene como base el estudio de
potencial a corto plazo, esto debido a las características de la organización ya que
actualmente no se realizan análisis, y se iniciará con un sistema básico pero eficiente. En
la primera parte del Sistema se definen los involucrados y los roles, seguidamente se define
la interacción de las actividades y los involucrados para la correcta gestión.
En la segunda parte se diseñan las nuevas especificaciones para las temperaturas de
mordazas y se crean procedimientos para atacar el problema de consistencia.
Todo esto con la finalidad de diseñar un Sistema de Control Estadístico de Proceso para
las variables críticas que afectan la consistencia de la kétchup dulce y las variables que
afectan la hermeticidad de los productos, así mismo que sea capaz de ser replicado con
otras variables y otras área de la organización, de manera que se diseñan los pasos para
poder aplicar el Sistema desde cero en la organización.
3.3 Sistema de Control Estadístico de Procesos
De acuerdo con la norma INTE/ISO 11462, existe una serie de elementos necesarios para
el Sistema de Control Estadístico de Procesos; para ello es precisa la interacción entre los
diferentes departamentos de la organización, tales como: Producción, Calidad,
Mantenimiento y Recursos Humanos.
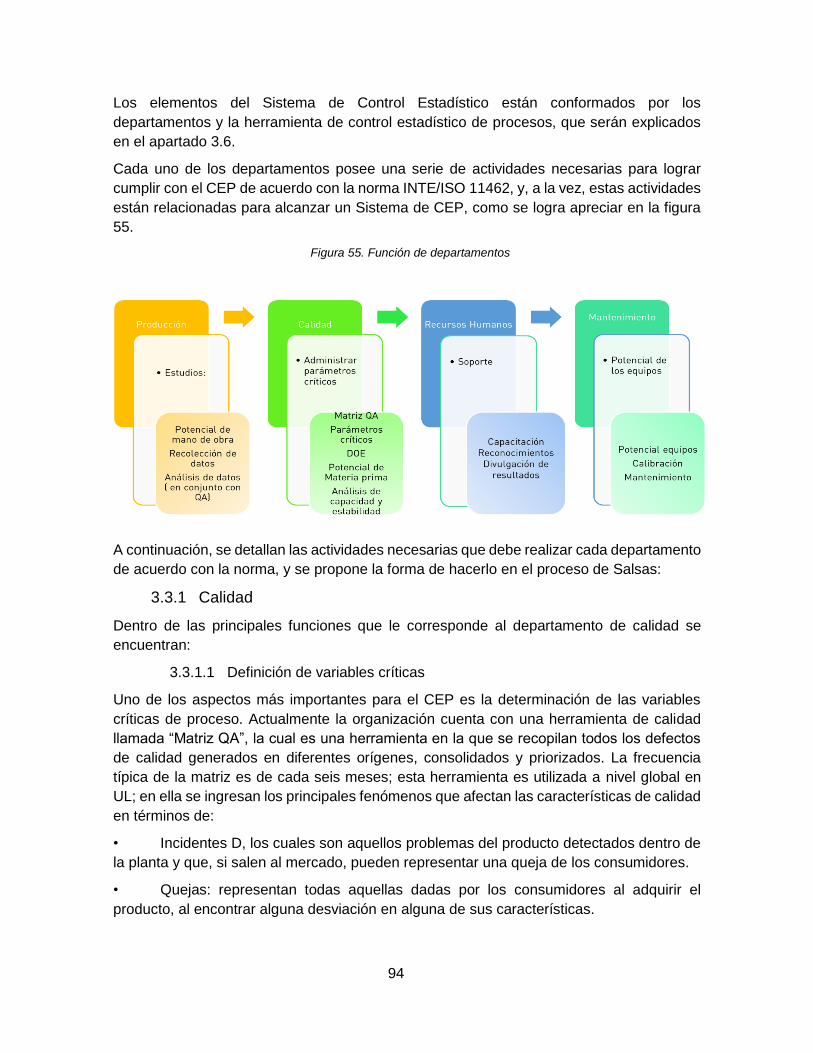
94
Los elementos del Sistema de Control Estadístico están conformados por los
departamentos y la herramienta de control estadístico de procesos, que serán explicados
en el apartado 3.6.
Cada uno de los departamentos posee una serie de actividades necesarias para lograr
cumplir con el CEP de acuerdo con la norma INTE/ISO 11462, y, a la vez, estas actividades
están relacionadas para alcanzar un Sistema de CEP, como se logra apreciar en la figura
55.
Figura 55. Función de departamentos
A continuación, se detallan las actividades necesarias que debe realizar cada departamento
de acuerdo con la norma, y se propone la forma de hacerlo en el proceso de Salsas:
3.3.1 Calidad
Dentro de las principales funciones que le corresponde al departamento de calidad se
encuentran:
3.3.1.1 Definición de variables críticas
Uno de los aspectos más importantes para el CEP es la determinación de las variables
críticas de proceso. Actualmente la organización cuenta con una herramienta de calidad
llamada “Matriz QA”, la cual es una herramienta en la que se recopilan todos los defectos
de calidad generados en diferentes orígenes, consolidados y priorizados. La frecuencia
típica de la matriz es de cada seis meses; esta herramienta es utilizada a nivel global en
UL; en ella se ingresan los principales fenómenos que afectan las características de calidad
en términos de:
• Incidentes D, los cuales son aquellos problemas del producto detectados dentro de
la planta y que, si salen al mercado, pueden representar una queja de los consumidores.
• Quejas: representan todas aquellas dadas por los consumidores al adquirir el
producto, al encontrar alguna desviación en alguna de sus características.

95
• CRQS: representan todas aquellas desviaciones encontradas en las revisiones
aleatorias, realizadas por el personal de CRQS, en el producto empacado antes de salir al
mercado.
• Waste: representa todo el desperdicio que se da en la planta, ya sea de ROH, PACK
o HALB, al no cumplir con alguna característica de calidad.
La matriz QA permite priorizar los defectos de calidad, vinculando los defectos a líneas,
máquinas y procesos, a través del índice de priorización DPI, el cual toma en cuenta la
Detección, Frecuencia y el Costo.
De manera que, a partir de esta herramienta el departamento de Calidad debe:
1) Ingresar los defectos de calidad a la herramienta, de acuerdo con la categoría del
defecto en la opción Input Defects, como se muestra en la figura 56.
Figura 56. Ingreso de defectos de calidad en la matriz QA
Al abrir la opción Input Defects se procede a clasificar el defecto de calidad de acuerdo con
los niveles del cero al cuatro, como se muestra en la figura 57.
Figura 57. Niveles del defecto en la matriz QA
Posteriormente se debe ingresar la frecuencia con el que se presenta el defecto, el costo
que representa el defecto y la detección del defecto dependiendo del lugar en que se
detecta el defecto, como se muestra en la figura 58.

96
Figura 58. Clasificacion de deteccion
2) Una vez que se ingresa toda la información de los defectos de calidad en la matriz
se selecciona la opción Dashboard como se muestra en la figura 59.
Figura 59. Proyectos
Se debe identificar cuál es la principal pérdida para la organización de acuerdo con el DPI
(Detectability x Frequency x Cost) mayor como se muestra en la figura 60.
Figura 60. Selección de proyectos con mayor DPI
3) Una vez identificada la principal pérdida se debe identificar el área en la cual se está
dando la pérdida, la identificación del área se puede realizar mediante la matriz QA,
en el apartado DASBOARD, como se muestra en la figura 61.

97
Figura 61. Priorizacion de proyectos con mayor DPI
4) Identificar las variables de proceso relacionadas a la característica de calidad que
se está viendo afectada. Para ello se propone utilizar la herramienta de los 5
“porqués”.
La herramienta de los 5 “porqués” se utiliza para encontrar las causas o razones
que ocasionan un fenómeno, es una herramienta muy sencilla que permite a partir
de preguntas identificar por qué sucedió determinado fenómeno.
Para ello se debe:
• Tener claro cuál es el fenómeno que se desea analizar
• Preguntar por qué se dio ese fenómeno y verificar.
• A partir de la primera respuesta se pregunta nuevamente por qué sucedió el fenómeno
y verificar, esto de manera sucesiva hasta llegar a la causa raíz del fenómeno, como se
muestra en la figura 62.
Figura 62. Análisis de los 5 porqués
5) Realizar análisis AMFE, para determinar cuáles son las principales variables de
proceso que se deben controlar, tal como se realizó en el apartado 2.3.2.6
Priorización de variables, Capitulo II del presente documento, en el cual se
identifican la temperatura de mordazas, la presión de sellado, los grados brix y la
1 por qué •Verificación
2 por qué
•Verificación
3 por qué
•Verificación
4 por qué
5 por qué
Verificación
Causa raíz
Fenómeno

98
temperatura de prueba de consistencia como las variables críticas en el proceso de
salsas.
3.3.1.2 Certificado de la materia prima
En cuanto a la materia prima del proceso, la organización debe garantizar que los productos
adquiridos cumplan con requisitos de compra especificados, el grado en el que se aplique
el control a los proveedores. Por lo tanto, deben establecerse los criterios para la selección
y evaluación del proveedor.
Para garantizar que las materias primas cumplan con los requerimientos necesarios para
el proceso, se deben realizar evaluaciones periódicas al proveedor; se debe solicitarles a
los proveedores el certificado de calidad, el cual es un documento escrito, donde se
establecen los parámetros a evaluar en las materias primas. La certificación en sí es el aval
que se le da al proveedor para que este pueda suplir sus productos, con la confianza de
que funcionarán con base en especificaciones previamente establecidas.
Por lo tanto, para garantizar la certificación de la materia prima, la organización debe:
1) Solicitar el certificado de materia prima por cada lote que ingresa.
2) Evaluar que los valores críticos, definidos en el certificado de calidad, cumplen con
la especificación. Los valores críticos que se solicitan al proveedor son definidos
como CoA en las especificaciones globales de las materias primas; dichas
especificaciones globales actualizadas deben ser descargadas de SAP PLM, y se
debe comprobar que el proveedor posee la última versión de especificación
firmada. Para verificar que los valores críticos, indicados en el certificado de calidad,
cumplen realmente con los valores declarados y se encuentran dentro de la
especificación, se procede a:
• Realizar un muestreo aleatorio del material que ingresa utilizando tablas militares;
para ello se crea el Procedimiento para muestreo de aceptación. (Véase el apéndice 28).
• El nivel AQL a utilizar es igual a la probabilidad que el valor se encuentre fuera de
especificación p (z); para ello se pueden utilizar datos históricos que posea la organización,
o realizar un muestreo previo y calcular el valor de p (z); este valor podrá ser calculado
mediante la Herramienta para el Sistema de CEP.
3) Se realizan los análisis correspondientes declarados en el certificado de calidad, de
manera que se pueda garantizar que los valores declarados en este
verdaderamente se están cumpliendo.
4) Si los parámetros críticos declarados en el certificado de calidad no cumplen al
realizar el muestreo, se debe rechazar el material y solicitarle al proveedor planes
de acción, de manera que se garantice la calidad de la materia prima.
3.3.1.3 Análisis de normalidad de datos
Cuando se realiza el análisis de las variables críticas, se debe evaluar la normalidad de los
datos, supuesto fundamental sobre el que se basa la mayor parte del control estadístico,
garantizando que los datos se agrupan cerca de la media. Por lo tanto, para que los datos

99
sean normales es necesario garantizar el potencial de la mano de obra, equipos y materia
prima.
El estudio de normalidad se lleva a cabo en la Herramienta para el Sistema de CEP, la cual
se detalla más adelante, se emplea la prueba de Anderson Darling la cual es una prueba
para evaluar el ajuste a una distribución específica (García Dunna, 2013), en este caso se
utiliza para ver si los datos se ajustan a una distribución normal.
Esta prueba se realiza mediante una prueba de hipótesis:
H0: Los datos siguen una distribución normal.
H1: Los datos no siguen una distribución normal.
Por medio del estadístico Anderson Darling se aprueba o rechaza la hipótesis, el criterio de
decisión depende del nivel de confianza, en la herramienta para el Sistema de Control
Estadístico se utiliza un nivel de confianza de 95%, por lo que con un estadístico de 0,752
se acepta la normalidad de los datos, en la tabla 27 se pueden ver los criterios de
aceptación.
Tabla 27. Criterio de aceptación de prueba Anderson Darling
Nivel de confianza 90% 95% 97% 99%
Estadístico 0,1 0,05 0,025 0,01
Normalidad 0,631 0,752 0,873 1,035
Fuente: (García Dunna, 2013)
Para aceptar H0, es decir que los datos siguen una distribución normal el valor práctico
debe ser menor al valor teórico de la tabla, para afirmar que los datos tienen un
comportamiento normal (García Dunna, 2013).
3.3.1.4 Análisis de capacidad y estabilidad de las variables críticas
Uno de los aspectos más importantes a la hora de mejorar un proceso es evaluar su estado
en cuanto a capacidad y estabilidad. Para lograr determinar si un proceso es estable en el
tiempo se debe considerar la amplitud de su variabilidad (Gutiérrez & De la Vara, 2009).
Para evaluar el comportamiento del proceso se evalúa el potencial a corto plazo, es decir
la capacidad que tiene el proceso de cumplir con las especificaciones, los índices que se
deben calcular para analizar la capacidad de un proceso son los siguientes:
a) Índice Cp
Indicador de la capacidad potencial del proceso que resulta de dividir el ancho de las
especificaciones (variación tolerada) entre la amplitud de la variación natural del proceso.
Cp, se define de la siguiente manera:
𝐶𝑝 = 𝐸𝑆 − 𝐸𝐼
6𝜎 (8)

100
Donde σ representa la desviación estándar del proceso, mientras que ES y EI son las
especificaciones superior e inferior para la característica de calidad (Gutiérrez & De la Vara,
2009).
Para que el proceso sea considerado potencialmente capaz de cumplir con
especificaciones, el índice Cp debe ser mayor o igual a 1,33.
Cuando se tienen valores de Cp menores a 0,85, significa que la variación potencial del
proceso es mayor que la variación tolerada o permitida en el proceso, por lo tanto, no es un
proceso adecuado, y requiere análisis (Gutiérrez & De la Vara, 2009). Los análisis R&R no
se pueden realizar en estas condiciones ya que no genera información relevante debido a
la variabilidad en el proceso, y no se puede identificar si la variación es debido al
instrumento o al operador.
En la tabla 28 se muestran las decisiones a tomar según los valores del Cp.
Tabla 28. Índices de capacidad de proceso
Fuente: (Gutiérrez & De la Vara, 2009).
b) Índice Cpk
Indicador de la capacidad real de un proceso que se puede ver como un ajuste del índice
Cp para tomar en cuenta el centrado del proceso.
Cpk se define de la siguiente manera:
𝐶𝑝𝑘 𝑚í𝑛𝑖𝑚𝑜 = [𝜇 − 𝐸𝐼
3𝜎,𝐸𝑆 − 𝜇
3𝜎] (9)
Donde σ representa la desviación estándar del proceso, mientras que ES y EI son las
especificaciones superior e inferior y µ la media del proceso. (Gutiérrez & De la Vara, 2009)
Cuando el valor del índice Cpk es mayor a 1.25 en un proceso ya existente, se considerará
que se tiene un proceso con capacidad satisfactoria.

101
c) Índice Cpm
Este indicador es muy similar al Cpk, sólo que toma en cuenta el centrado y la variabilidad
del proceso.
𝐶𝑝𝑚 = 𝐸𝑆 − 𝐸𝐼
6𝜏 (10)
Dónde el símbolo (tau) τ está dado por:
𝜏 = √𝜎2 + (𝜇 − 𝑁)2 (11)
Dónde N es la característica nominal de la característica de calidad. ES y EI son las
especificaciones de calidad. El valor de N es el punto medio de las dos especificaciones
por lo que está dado por N= 0,5 (ES+EI).
Cuando el índice Cpm es menor que uno significa que el proceso no cumple con
especificaciones, ya sea por problemas de centrado o por exceso de variabilidad; cuando
el índice Cpm es mayor que uno, eso quiere decir que el proceso cumple con
especificaciones, y en particular que la media del proceso está dentro de la tercera parte
central de la banda de las especificaciones, y si Cpm es mayor que 1.33, entonces el
proceso cumple con especificaciones, pero además la media del proceso está dentro de la
quinta parte central del rango de especificaciones (Gutiérrez & De la Vara, 2009).
Si los datos no son normales se puede utilizar el método de Clements (Clements, 1989), tal
y como se indica en el apartado 1.5.2.1 análisis de capacidad.
Este método incluye la utilización de los percentiles 99.865 y 0.135, los cuales son los
percentiles característicos en una distribución normal cuando se utiliza 6σ (Korkusuz, 2011).
El reporte técnico de ISO 12783 define al Cp de la siguiente manera:
𝐶𝑝 =𝑈𝑆𝐿 − 𝐿𝑆𝐿
𝑋0.99865 − 𝑋0.00135 (12)
Además, los Cpl y Cpu se calculan de la siguiente manera:
𝐶𝑝𝑢 =𝑈𝑆𝐿 − 𝑋0.5
𝑋0.99865 − 𝑋0.5 (13)
𝐶𝑝𝑙 =𝑋0.5 − 𝐿𝑆𝐿
𝑋0.5 − 𝑋0.99865 (14)
d) Probabilidad P(z)
Cuando los datos se distribuyen de acuerdo con una distribución normal con una media y
varianza σ2, se puede determinar la probabilidad que determinada variable tome valores
dentro de la especificación.
P (z) se define de la siguiente manera:

102
𝑃(𝑧) = 𝑃 (𝑥 − 𝜇
𝜎) (15)
Donde x representa el límite de la especificación, 𝜇 la media del proceso y 𝜎 la desviación
del proceso.
Tanto el análisis de capacidad, como el análisis de probabilidad se llevarán a cabo en la
Herramienta para el Sistema de CEP.
3.3.1.5 Causas de variación
Cuando el departamento de Calidad realice el análisis de capacidad y los procesos no son
capaces de cumplir con las especificaciones, y las fuentes de variación no se deben a la
materia prima, los equipos o la mano de obra, se deben revisar las especificaciones de las
variables críticas; para ello se propone utilizar técnicas como:
a) Análisis de componentes y de variables
Este método permite reducir la variabilidad del producto y proceso. La principal función de
este método es separar las variables o componentes importantes de los que no son
importantes; así mismo, es un método fácil de usar, ya que no es necesario ampliar el
conocimiento estadístico.
b) Análisis B vs. C
El análisis B vs. C permite reducir las variaciones en los procesos; busca explorar y reducir
tolerancias, con el fin de reducir costos.
Los instructivos para el uso de estos dos métodos se encuentran en la Herramienta para el
Sistema de CEP.
c) Diseños experimentales
Los modelos de diseño de experimentos son modelos estadísticos clásicos; permiten
identificar si determinado número de factores afectan una variable de interés; así mismo,
permiten determinar cuáles valores en los factores permiten minimizar o maximizar la
variable de interés.
3.3.1.6 Gráficos de control
El departamento de Calidad, en conjunto con el departamento de Producción, serán los
encargados del análisis y de la tendencia de los gráficos de control. Las observaciones son
graficadas sobre el tiempo para indicar si el proceso está en control o no; o sea, son gráficos
de series de tiempo.
En la herramienta para el Sistema de CEP se incluyen los gráficos �̅� y R, los cuales
permiten analizar la variación entre subgrupos, y dentro del subgrupo, respectivamente.
Se analiza que los indicadores cumplan con los niveles de aceptación, y también se deben
anotar los puntos fuera de control, en el caso de que haya.

103
3.3.1.7 Proceso documental
La documentación tiene gran utilidad para las organizaciones; es una tarea que busca la
mejora continua, permite conocer mejor la organización y establecer objetivos, así como
orientar al personal.
Por lo tanto, cuando existan mejoras en los procesos, estas deben ser documentadas, de
manera que exista evidencia de los cambios realizados y el proceso de mejora continua
sea evidenciado.
3.3.2 Producción
Dentro de las principales funciones que le corresponde al departamento de Producción se
encuentran:
3.3.2.1 Dotar de grupos de trabajo para el CEP
Los grupos de trabajo estarán conformados de acuerdo con el área de Producción, ya
sea para el área de Frijoles, Salsas oscuras, Mayonesas y, para fines del presente
proyecto, para el área de Salsas.
El grupo de trabajo de Salsas estará conformado por los operadores de las líneas,
coordinador de producción y el encargado de producción del área de Salsas.
El grupo de trabajo para el CEP debe velar por el control de sus variables críticas, y
para ello debe:
a) Recolectar los datos para el análisis de normalidad, capacidad y estabilidad de las
variables críticas.
b) Determinar el tamaño de la muestra de acuerdo con el Procedimiento cálculo de
tamaño de muestra para variables (véase el apéndice 20), y los datos deberán ser
tomados de manera aleatoria, de acuerdo con la frecuencia indicada en el
procedimiento.
c) Revisar los resultados de los análisis de estabilidad y capacidad, en conjunto con el
departamento de Calidad.
d) Divulgar los resultados una vez al mes; estos resultados serían anotados en el
módulo de la herramienta de exhibición llamativa, y con base en estos resultados se
hace la toma de decisiones sobre el control del proceso.
3.3.2.2 Certificación de la mano de obra
Para todo análisis de potencial de proceso es necesarios garantizar que el personal está
calificado para cumplir con sus funciones, si esto se logra se dice que la mano de obra está
certificada. Para ello producción certifica que su personal cuenta con las habilidades
necesarias, por lo tanto, debe:
a) Evaluar el desempeño de los empleados una vez al año mediante auditorías
internas, en las cuales se debe evaluar: el conocimiento de los procedimientos de
trabajo y la ejecución de tareas de acuerdo con los instructivos de trabajo.

104
b) Guardar la evidencia de que las personas cumplen con las habilidades necesarias
(capacitaciones, evaluación del desempeño).
c) Cuando el personal necesite adquirir nuevos conocimientos, Producción deberá
solicitar a Recursos Humanos las capacitaciones pertinentes.
Al ser el CEP nuevo para la organización, es importante que el personal cuente con
conocimientos en temas como:
a) Muestreo y toma de datos: debe ser impartido por el área de Calidad, y es muy
importante que se incluyan los siguientes temas: plan de muestreo, forma adecuada
de registrar los datos, importancia de la información, principios básicos de control
estadístico de procesos.
b) Herramientas de control estadístico de procesos: en esta capacitación el objetivo es
explicar el funcionamiento de las herramientas que se utilizan en el sistema,
diagrama de Pareto, AMEF, Ishikawa, gráficos de control, prueba de normalidad,
análisis de capacidad; de manera que los integrantes del grupo de producción para
el CEP logren interpretar los resultados de manera correcta.
3.3.1 Recursos Humanos
El departamento de Recursos Humanos es de suma importancia para el CEP, ya que dentro
de sus funciones se encuentran:
3.3.1.1 Respaldo de competencias
El departamento de Recursos Humanos es el responsable de dar respaldo al departamento
de Producción en temas de capacitación y adquisición de habilidades; por la tanto, debe
existir una comunicación directa con Producción, de manera que se garanticen las
habilidades necesarias.
Para ello el departamento de Recursos Humanos debe programar los entrenamientos
necesarios, ya sea de manera interna o con la contratación de alguna entidad que capacite
a los colaboradores. Una vez que el personal haya sido entrenado, se debe evaluar el
aprendizaje mediante test teóricos o prácticos en caso de ser necesarios, y debe contar con
hojas de firma, de manera tal que sirvan de respaldo para constatar que el personal ha sido
entrenado.
3.3.1.2 Divulgación de resultados
Al departamento de Recursos Humanos le corresponde la divulgación de resultados; para
ello debe agendar reuniones de manera mensual, donde deben estar los departamentos
involucrados en el Sistema de CEP; en esta reunión se evaluarán los resultados del CEP,
que corresponden a los del módulo de exhibición llamativa que llena Producción.
Así mismo, es importante que en estas reuniones se invite al personal involucrado en el
grupo de trabajo para el CEP y sean ellos quienes expongan los resultados, ya que ellos
deben garantizar el control de las variables críticas.

105
3.3.1.3 Reconocimiento
Para la organización es importante reconocer y felicitar a los empleados que han realizado
su labor de la mejor manera, ya que esto influye de manera significativa en su estado de
ánimo, generándoles confianza y el deseo de realizar las actividades de la mejor manera.
El reconocimiento puede darse, simplemente, con unas palabras de agradecimiento, una
felicitación por correo electrónico, una carta, un informe favorable para el jefe inmediato
superior o una propuesta de ascenso. También el reconocimiento puede dárseles a los
colaboradores mediante bonos.
3.3.2 Mantenimiento
El departamento de Mantenimiento es el encargado de conservar, en las mejores
condiciones de operación y producción, cualquier máquina y equipo de la empresa. Es
importante contar con un programa de mantenimiento, ya que de la administración de este
programa depende el éxito de las operaciones.
Este departamento debe contar con programas de mantenimiento preventivo y correctivo,
con el fin de eliminar averías en las máquinas, ya que los daños serios pueden incrementar
costos de operación en reparaciones, atrasar los planes de producción y afectar la calidad
de los productos.
Este departamento debe velar por que los equipos de medición se encuentren calibrados y
en buen estado.
Para ello debe contar con:
• Instrumentos y equipos calibrados
Para el funcionamiento del sistema se deben identificar todos los instrumentos de medición
que están involucrados en el proceso, y asegurarse de que se encuentran en óptimas
condiciones, de tal manera que no sean una fuente de variación. Cada equipo debe contar
con su respectivo certificado de calibración.
Existe una lista donde se lleva el control de esta actividad; esto se hace evidente en el anexo 5.
• Mantenimiento de los equipos
Se debe garantizar que los equipos utilizados en los procesos productivos son los
adecuados, y que se validó su funcionamiento antes de ser utilizados; para ello se validan
las especificaciones y que cada uno de los parámetros se encuentre dentro de la
especificación.
Así mismo, se cuenta con planes de mantenimiento, tanto de mantenimiento preventivo
como de correctivo, donde se lleva el control de los equipos y las fechas correspondiente
de los próximos mantenimientos.
De igual manera que se lleva el listado de equipos calibrados, se lleva un control sobre los
mantenimientos
106
3.4 Interacción del sistema
Una vez definidos los elementos del Sistema y las funciones de cada uno de los
departamentos se proceden a describir la interacción entre las actividades que debe realizar
cada uno de los departamentos para alcanzar el Sistema de CEP.
El Sistema de CEP está diseñado con base en el estudio de potencial a corto plazo, para
ello se debe definir previamente los problemas que afectan a la organización y las variables
críticas, posteriormente se debe verificar que las materia prima, los equipos y la mano de
obra son capaces de cumplir con los requisitos necesarios para el proceso, es decir están
certificados, si estos aspecto no se cumplen se deben trabajar en ellos ya que son fuente
de variación en el proceso, si cumple se procede a realizar análisis de capacidad para
determinar si el proceso es capaz de cumplir con las especificaciones, si el proceso no es
capaz se debe analizar las fuentes de variación, y trabajar en las especificaciones; cuando
esto se logra, se recolecta datos nuevamente y se determina la capacidad del proceso y se
monitorea mediante gráficos de control de manera mensual.
Estas actividades están enmarcadas en cuatro grandes procesos que conforman el
Sistema, estos cuatro procesos se muestran a continuación:
Proceso 1. Definición de variables críticas
Como se menciona al inicio del capítulo II, uno de los principales objetivos que busca el
Sistema de CEP es la reducción en la variabilidad de los procesos, por lo tanto, lo primero
que se debe realizar es la determinación de las variables críticas de proceso, para ello se
debe:
1) Correr la matriz de calidad.2
2) Identificar la perdida principal (DPI).
3) Identificar el efecto en la característica de calidad que está siendo afectada.
4) Identificar el área y producto que está siendo afectado.
5) Identificar variables de proceso asociadas a la característica de calidad que está
siendo afectada.
6) Definir las variables críticas.
En la figura 63 se puede ver el diagrama de proceso de Definición de variables críticas:
2 La descripción y pasos para determinar las variables críticas del proceso se mostraron en el apartado 3.3.1.1
identificación de las variables críticas.

107
Figura 63. Proceso de definicion de variables críticas
Proceso 2. Certificación de mano de obra, materia prima y equipos
El Sistema de Control Estadístico de Proceso posee como base fundamental el estudio de
potencial a corto plazo, esto debido a las características de la organización, por lo que se
desea cual es la capacidad que posee el proceso a un plazo corto de tiempo, de manera
que no se tengan variaciones en el proceso debido a materias primas, mano de obra y
equipos. Por lo tanto, antes de todo estudio de potencial a corto plazo la organización debe
garantizar:
a) La materia prima debe cumplir con las especificaciones propuestas por la organización
y acordadas con los proveedores, garantizando el cumplimiento de las especificaciones
en los muestreos que realice la organización y en los certificados de calidad de la
materia prima.
b) Los equipos deben estar puestos en punto, tal como lo establece producción y
mantenimiento, cumpliendo con los estándares técnicos necesarios, parámetros y
tolerancias de funcionamiento previamente establecidos para el proceso productivo.
c) El personal debe estar capacitado, de manera que conozca el proceso y las funciones
que debe realizar.
Si estos elementos no cumplen con las especificaciones requeridas primero se debe
trabajar en estos factores.
Si se cumplen los aspectos antes mencionados se logra certificar que la mano de obra, la
materia prima y el personal son acordes para el proceso y se puede realizar los estudios de
capacidad del proceso, para ello:
1) El grupo de trabajo para el CEP liderado por el departamento de producción debe
realizar un pre-muestreo de 30 datos de manera aleatoria a lo largo de los tres turnos
de trabajo, a partir de este pre-muestreo se calculará el tamaño de muestra y la
frecuencia de recolección de datos utilizando el Procedimiento cálculo de tamaño de
muestra para variables (Apéndice 20) y la herramienta para el Sistema de CEP. Dicho
muestreo debe ser realizado de manera aleatoria considerando todos los turnos,
durante una semana.
Corre la matriz QAIdentificar la perdida
principalIdentificar el efecto
indeseable
Identificar área y producto
Identificar las variables de proceso
Definir las variables críticas
A
QA QA QA
QA QAQA
QA
P
M
R.H
Calidad
Producción
Mantenimiento
Recursos Humanos

108
2) Una vez con los datos recolectados se debe realizar el análisis de normalidad, este se
hace con la herramienta de control estadístico de procesos. Dónde además de la
normalidad también se muestra un histograma que nos da una aproximación de la
distribución de los datos.
3) Si los datos son normales se debe proceder con el análisis de capacidad. En caso de
que los datos no sean normales, o no se conozca su distribución se pueden utilizar
transformaciones o el método empírico de Clements para análisis de capacidad.
En la figura 64 se muestra el diagrama de interacciones de este segundo procedimiento.
Figura 64. Proceso de certificacion de mano de obra, materia prima y equipos
Recolectar datosAnálisis de normalidad
Garantizar potencial de los equipos
Garantizar potencial de materia prima
Garantizar potencial de mano de obra
QAQA
M
A
P
P
M R.H
Calidad Producción
Mantenimiento Recursos Humanos
B
QA
Se encuentran certificados para el
proceso
No
Si
P
Proceso 3. Análisis de capacidad y estabilidad
Una vez definida la normalidad de los datos se debe proceder a analizar la capacidad y
estabilidad del proceso a corto plazo.
La capacidad a corto plazo se calcula a partir de muchos datos tomados en periodo corto
de tiempo, pero controlando el proceso, es decir que las causas externas como cambios en
la temperatura, operadores, materia prima, turnos, etc afecten lo menos posible. Por lo
tanto, esta capacidad representa el potencial del proceso, para ello se debe:
1) Calidad en conjunto con producción deben analizar el potencial del proceso a corto
plazo mediante los índices Cp, Cpk, Cpm y p (Z), dichos cálculos serán realizados
a través de la Herramienta para el Sistema de CEP.
2) Si el proceso no es capaza de cumplir especificaciones se deben realizar análisis a
las especificaciones, para ello se pueden utilizar herramientas estadísticas como
diseños experimentales, análisis de componentes, análisis de variables, análisis B
vs C. El análisis a realizar dependerá del corrimiento del proceso respecto a las
especificaciones y la complejidad de ello.

109
3) Si el proceso es capaz de cumplir con las especificaciones se procede con los
análisis de variación del proceso. En la figura 65 podemos ver y diagrama de
proceso de análisis de capacidad y estabilidad.
Figura 65. Proceso de análisis de capacidad
Proceso 4. Análisis de variación a mediano plazo
Una vez comprobada la capacidad del proceso se procede a realizar análisis de variación:
1) El grupo de trabajo para el CEP liderado por el departamento de producción deberá
recolectar 125 datos, en subgrupos de 5 en el transcurso de una semana, en los
tres turnos de trabajo, para evaluar la variación.
2) Se analiza la variación del proceso utilizando gráficos de control y gráficos de
exhibición llamativa, para dichos gráficos se utiliza la herramienta para el Sistema
de CEP.
3) Si el proceso se mantiene estable y bajo control de acuerdo con el punto 2) se
procede a realizar los analices de variación de mediano plazo con una frecuencia
menor. El grupo de trabajo para el CEP deberá recolectar 125 datos en subgrupos
de 5 a lo largo del mes.
4) Si el proceso presenta variación y se encuentra fuera de control se implementarán
planes de acción necesarios para disminuir la variación del proceso, para dichos
planes de acción se deberá involucrar a todos los departamentos que conforman el
Sistema de CEP.
5) El departamento de Recursos Humanos se encargará de realizar una reunión
mensual con los departamentos involucrados en el Sistema de CEP, en dicha
reunión se presentará los resultados que producción registra en la herramienta y el
avance obtenido en el proceso con el Sistema de CEP; así mismo se reconocerá al
personal involucrado por el buen desempeño realizado. En la figura 66 se encuentra
el diagrama de proceso.
Determinar las causas de variación
B Proceso capazAnalizar la capacidad
del proceso
Analizar la variación C
PQA PQA
PQA
Sí
NoRecolectar datos
P
QA
P
M
R.H
Calidad
Producción
Mantenimiento
Recursos Humanos
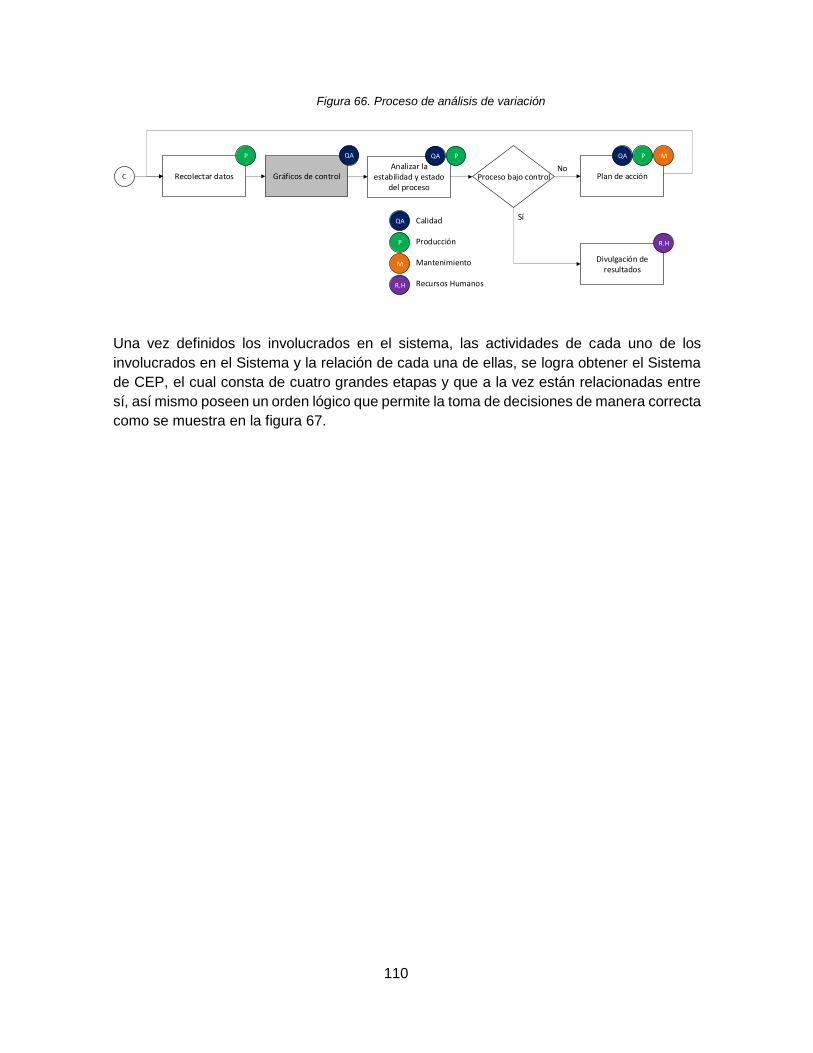
110
Figura 66. Proceso de análisis de variación
Una vez definidos los involucrados en el sistema, las actividades de cada uno de los
involucrados en el Sistema y la relación de cada una de ellas, se logra obtener el Sistema
de CEP, el cual consta de cuatro grandes etapas y que a la vez están relacionadas entre
sí, así mismo poseen un orden lógico que permite la toma de decisiones de manera correcta
como se muestra en la figura 67.
QA
P
M
R.H
Calidad
Producción
Mantenimiento
Recursos Humanos
C Recolectar datos
P
Plan de acciónProceso bajo controlGráficos de controlAnalizar la
estabilidad y estado del proceso
Divulgación de resultados
MPQAQA
Sí
No
R.H
PQA

111
Figura 67. Sistema de control estadístico de proceso
Corre la matriz QAIdentificar la perdida
principalIdentificar el efecto
indeseable
Identificar área y producto
Identificar las variables de proceso
Definir las variables críticas
QA
P
M
R.H
Calidad
Producción
Mantenimiento
Recursos Humanos
QA QA QA
QA QAQA
Determinar las causas de variación
Proceso capazAnalizar la capacidad
del proceso
Analizar la variación
PQA PQA
PQA
Sí
NoRecolectar datos
P
Recolectar datos
P
Plan de acciónProceso bajo controlGráficos de controlAnalizar la
estabilidad y estado del proceso
Divulgación de resultados
MPQAQA
Sí
No
R.H
PQA
Recolectar datosAnálisis de normalidad
Garantizar potencial de los equipos
Garantizar potencial de materia prima
Garantizar potencial de mano de obra
QAQA
P
M
P
Se encuentran certificados para el
procesoSi
Garantizar ña certificación
No

112
3.5 Análisis de causas de variación actuales en el proceso de producción de
Salsas
De acuerdo con lo citado en el apartado 3.4 Interacción del Sistema, Análisis de capacidad
y estabilidad, una vez determinadas las variables críticas relacionadas con determinado
fenómeno y comprobada la normalidad de los datos, se debe realizar el análisis de
capacidad; si los procesos no son capaces de cumplir con las especificaciones, se procede
a determinar las causas de variación, y estas se pueden determinar mediante el uso de
distintas herramientas de estadística, como diseños experimentales y pruebas de hipótesis.
En el capítulo 2 se logró determinar que, para el proceso de producción de Salsas, las
principales variables críticas, tanto para el fenómeno de hermeticidad como para el de
consistencia, no fueron capaces de cumplir especificaciones, por lo que se procede a
analizar las causas de variación, como se muestra a continuación.
3.5.1 Temperatura y presión de sellado
En el apartado 2.4.8.1 Perdida de hermeticidad, Capitulo 2 para la variable de temperatura
de sellado, se determina que la especificación actual de la organización es de 130°C a 260
°C, siendo esta una especificación muy amplia obteniendo valores de Cpk>10. Sin
embargo, esta capacidad no representa la realidad del proceso debido al problema de
hermeticidad que se presenta. Dado lo anterior, se consulta al proveedor de laminado cuál
debe ser la especificación para que ambos materiales sellen de manera correcta,
proporcionando una especificación de 180°C a 225°C para el laminado tetralámina y de
190°C a 225 °C para el laminado tetralámina, en las cuales el laminado entre en su proceso
de fusión y las capas de aluminio, nylon y polietileno se unan en una sola, formando así el
sello hermético necesario para el producto.
Por lo tanto, se realiza un diseño de experimentos en el cual se evalúa la especificación del
proveedor, para ello se utilizan valores de temperatura que van desde los 170 a 225 °C
para los dos tipos de laminado, utilizando como variable de respuesta la fuerza de sellado,
para que un empaque se encuentre sellado de manera hermética, la fuerza de sellado debe
estar por encima de los 110 N/cm (Hidalgo, 2017)
Para ello se realiza un diseño factorial completo, se utilizan dos factores, la temperatura de
mordaza y laminado. En el caso de temperatura de mordaza se utilizan 7 niveles (170, 180,
190, 200,210, 220 y 230°C), para el laminado se utilizan dos niveles (laminado trilámina y
laminado tetralámina), como se muestran en la figura 68.
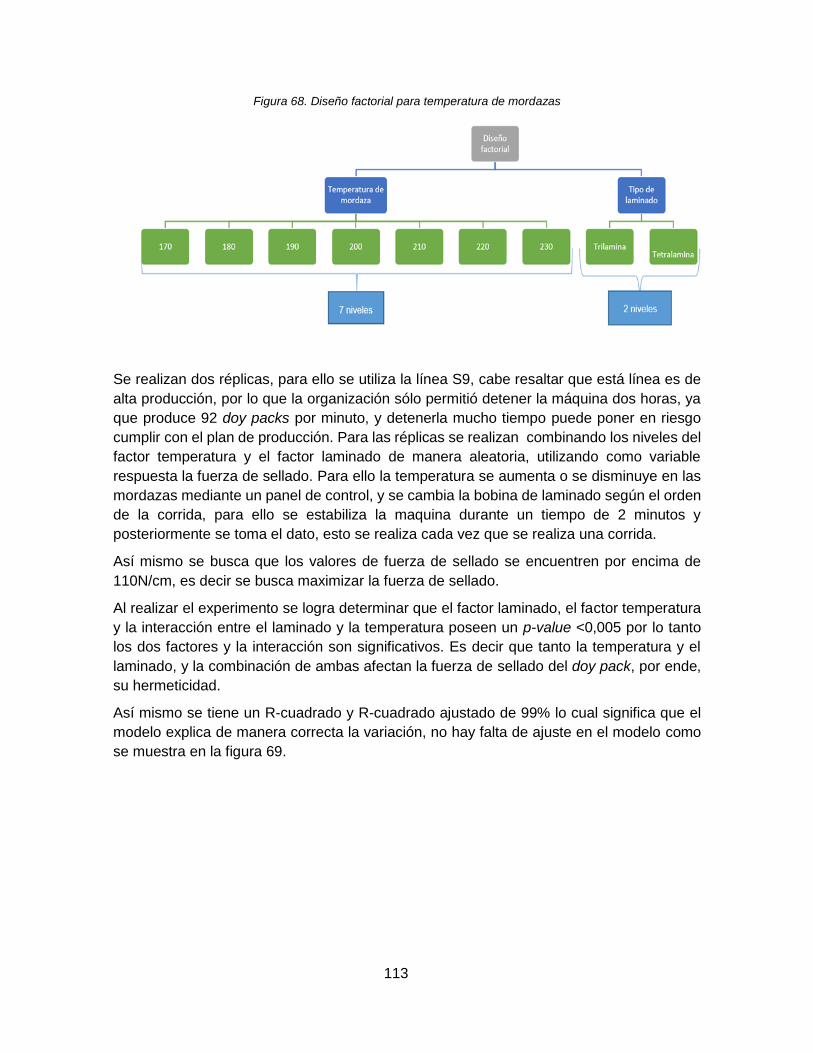
113
Figura 68. Diseño factorial para temperatura de mordazas
Se realizan dos réplicas, para ello se utiliza la línea S9, cabe resaltar que está línea es de
alta producción, por lo que la organización sólo permitió detener la máquina dos horas, ya
que produce 92 doy packs por minuto, y detenerla mucho tiempo puede poner en riesgo
cumplir con el plan de producción. Para las réplicas se realizan combinando los niveles del
factor temperatura y el factor laminado de manera aleatoria, utilizando como variable
respuesta la fuerza de sellado. Para ello la temperatura se aumenta o se disminuye en las
mordazas mediante un panel de control, y se cambia la bobina de laminado según el orden
de la corrida, para ello se estabiliza la maquina durante un tiempo de 2 minutos y
posteriormente se toma el dato, esto se realiza cada vez que se realiza una corrida.
Así mismo se busca que los valores de fuerza de sellado se encuentren por encima de
110N/cm, es decir se busca maximizar la fuerza de sellado.
Al realizar el experimento se logra determinar que el factor laminado, el factor temperatura
y la interacción entre el laminado y la temperatura poseen un p-value <0,005 por lo tanto
los dos factores y la interacción son significativos. Es decir que tanto la temperatura y el
laminado, y la combinación de ambas afectan la fuerza de sellado del doy pack, por ende,
su hermeticidad.
Así mismo se tiene un R-cuadrado y R-cuadrado ajustado de 99% lo cual significa que el
modelo explica de manera correcta la variación, no hay falta de ajuste en el modelo como
se muestra en la figura 69.

114
Figura 69. Resultados DOE para temperatura de mordazas

115
Al observar la figura 70 de efectos principales se logra apreciar como el laminado trilámina
posee una fuerza de sellado máxima de 180N/cm mientras que el laminado tetralámina
posee una fuerza de sellado máxima de 280 N/cm. así mismo en la temperatura en la cual
se obtiene una mayor fuerza de sellado es en 180 °C.
En la figura 71 de interacción se logra apreciar como para el laminado trilámina al utilizar
temperaturas de 170°C hasta los 230°C, se obtienen fuerzas de sellado desde los (160
a180) N/cm y para el laminado tetralámina la fuerza de sellado se encuentra entre los 225
a los 300 N/cm. Sin embargo, para ambos casos se logra apreciar cómo a temperaturas de
210°C en adelante la fuerza de sellado disminuye en ambos laminados. Por lo tanto, se
propone una nueva especificación de temperatura de sellado para ambos laminados la cual
será de 170°C a 210°C, sin embargo, la organización solicita utilizar una especificación de
170 a 230 °C, ya que a pesar de que la fuerza de sellado disminuye a partir de los 210 °C,
esta sigue estando por encima de la especificación de 110 N/cm.
Figura 70. Efectos principales laminado y temperaturas
Figura 71. Interacción de las variables laminado por temperatura
116
Otros de las variables críticas para el fenómeno de hermeticidad es la presión de sellado,
esta variable actualmente no posee una especiación y se encuentra programa a 0,4 Mpa
de presión en la máquina.
Por lo tanto, para determinar si realmente la presión de sellado es un factor significativo que
afecta la fuerza de sellado del doy pack se procede a realizar un diseño factorial completo,
utilizando dos factores, es este caso tipo de laminado y presión, con los niveles tetralámina
y trilámina para el factor laminado, y cinco niveles de presión los cuales corresponden a
0.20, 0.25, 0.30, 0.35 y 0.40 Mpa.
Se realizan siete replicas, para ello se utiliza la línea S9, combinando los niveles del factor
presión y el factor laminado de manera aleatoria, utilizando como variable respuesta la
fuerza de sellado. Para ello la presión de sellado se aumenta o se disminuye en el
manómetro de la máquina, y se cambia la bobina de laminado según el orden de la corrida,
para ello se estabiliza la maquina durante un tiempo de un minuto y posteriormente se toma
el dato, esto se realiza cada vez que se realiza una corrida.
Al igual que el experimento anterior se busca que los valores de fuerza de sellado se
encuentren por encima de 110 N/cm, es decir se busca maximizar la fuerza de sellado.
Al correr el experimento mediante la herramienta Minitab se logra determinar que ni el factor
laminado, ni el factor presión y la interacción entre ambos factores son significativos, es
decir no afectan la fuerza de sellado del doy pack, ya que poseen valores de p-value
mayores a 0,05 por lo tanto no son significativos. Así mismo se tiene una R-cuadrado y un
R-cuadrado ajustado de 85% lo cual significa que el modelo explica de manera correcta la
variación, no hay falta de ajuste en el modelo como se muestra en la figura 72.

117
Figura 72. Resultados del DOE de presion de sellado

118
Al observar la figura 73 de efectos principales, se logra apreciar como el laminado
tetralámina posee una mejor fuerza de sellado al utilizar distintas presiones de sellado, así
mismo se logra apreciar cómo al utilizar presiones de sellado desde los 0,20 a 0,30 Mpa la
fuerza de sellado aumenta, mientras que a partir de los 0,35 y 0,40 Mpa la fuerza de sellado
decrece.
Figura 73. Efectos principales de presion de sellado
Es decir que la organización puede utilizar presiones de sellado desde los 0,20 Mpa hasta
los 0,40 Mpa, ya que no se obtienen diferencias significativas en la fuerza de sellado al usar
distintas presiones en ambos tipos de laminado.
En la figura 74 de interacción se aprecia como el laminado tetralámina la mayor fuerza de
sellado se obtiene utilizando 0,30 Mpa y 0,35 Mpa. Mientras que para el laminado trilámina
la mayor fuerza de sellado se obtiene al utilizar la presiones desde los 0,25 Mpa a los 0,35
Mpa. Estos intervalos se proponen como especificación de presión de sellado, para los dos
tipos de laminado, ya que a pesar de no tener diferencias significativamente, si se logra
tener mayor fuerza de sellado en estos intervalos.
Figura 74. Interacción de presion de sellado

119
Mediantes los diseños experimentales se obtienen las nuevas especificaciones tanto para
las temperaturas de mordazas como para la presión de sellado, ahora bien, ambas
variables son necesarias para el correcto sellado de los doypacks, sin embargo en este
caso no se analiza la interacción entre ellas, esto debido a la amplitud de las
especificaciones actuales, con el diseño experimental planteado se busca definir nuevas
especificaciones de una manera sencilla y analizando las variables de manera
independiente como un primer paso para la organización. Como un segundo paso en el
proceso de mejora continua se espera que la organización analice la interacción entre
ambas variables, usando herramientas como superficies de respuesta de manera que se
determine la configuración óptima para cada factor.
3.5.2 Consistencia de la kétchup
En el apartado 2.4.8.1 Consistencia fuera de parámetros, se logra determinar que existen
dos factores determinantes que afectan la consistencia de la kétchup; uno de ellos son los
grados brix con que ingresa la pasta de tomate, y el segundo de ellos la temperatura en la
que se realiza la prueba de consistencia. Así mismo, la consistencia de la kétchup posee
dos especificaciones, una de ellas con el producto a 95 °C y la otra a temperatura ambiente
de 26 °C, la cual es cómo se consume el producto. Por lo tanto, para el fenómeno de
consistencia se propone el procedimiento para prueba de consistencia.
3.5.2.1 Procedimiento para prueba de consistencia
Como se logró comprobar en el apartado 2.4.8.1 Consistencia fuera de parámetros, la
temperatura y método de cómo se realice la prueba de consistencia afecta el resultado, y
es por ello por lo que se crea el Procedimiento para prueba de consistencia de la
Kétchup sin Homogenizar (véase el apéndice 27), el cual tiene como objetivo establecer
lineamientos generales para realizar la prueba de consistencia en el centro de análisis de
salsas, tomando en consideración la temperatura de la prueba y el tiempo de la prueba.
3.5.2.2 Certificación de la pasta de tomate
Uno de los aspectos más importantes es garantizar la certificación de la materia prima para
garantizar la normalidad de los datos del proceso y, por ende, disminuir las fuentes de
variación. Como se observa en el apartado 2.4.8.1 Consistencia fuera de parámetros, en la
sección de grados brix de la pasta de tomate, la especificación indica que esta, que
constituye el ingrediente necesario para realizar la kétchup y demás salsas, posee una
especificación de 30 a 32 grados brix; sin embargo, tal como lo indica el muestreo realizado
(véase el anexo 7), los valores de grados brix se encuentran por encima de la
especificación.
Tal como se propone en el apartado 3.3.1 Certificado de calidad, se debe:
a) Solicitar al proveedor el certificado de la materia prima, en el cual se indique el brix
que posee la pasta, y esta debe estar dentro de la especificación.
b) Para garantizar que los bines de pasta de tomate están de acuerdo con lo declarado
en el certificado, primero se analiza la normalidad de los datos para determinar si se
debe realizar inspección al 100% o aplicar planes de muestreo empleando tablas
militares. Para esto se realizan las siguientes actividades:
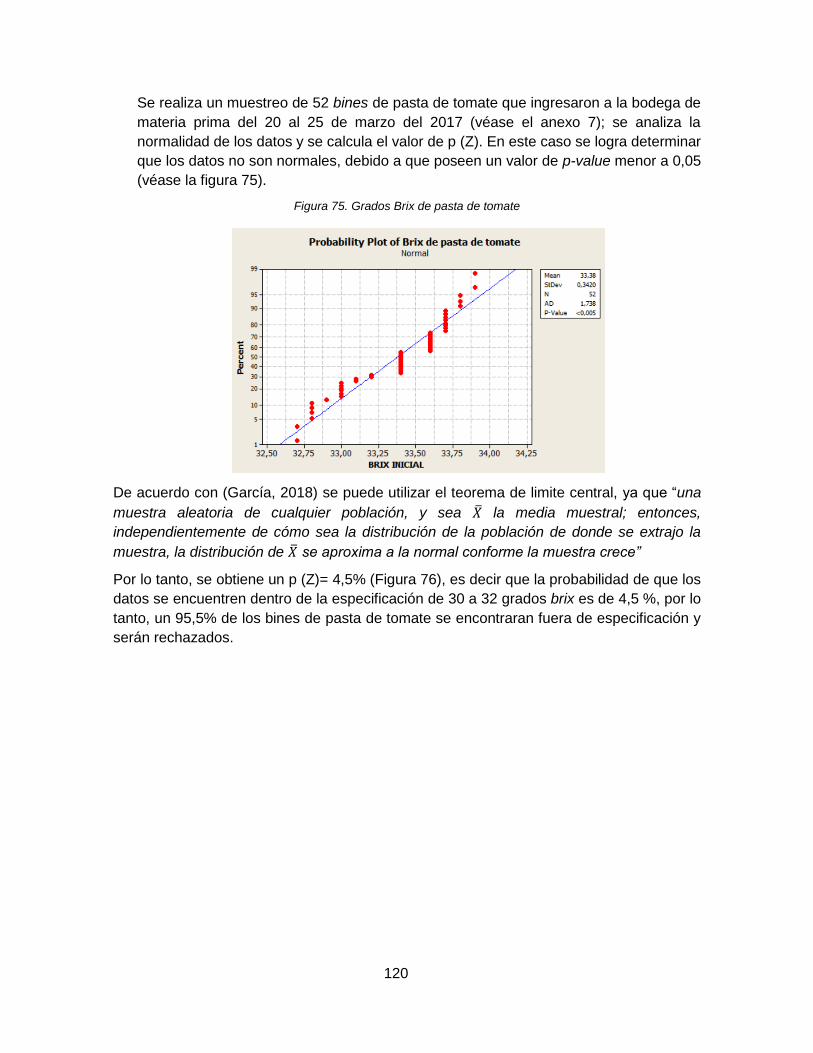
120
Se realiza un muestreo de 52 bines de pasta de tomate que ingresaron a la bodega de
materia prima del 20 al 25 de marzo del 2017 (véase el anexo 7); se analiza la
normalidad de los datos y se calcula el valor de p (Z). En este caso se logra determinar
que los datos no son normales, debido a que poseen un valor de p-value menor a 0,05
(véase la figura 75).
Figura 75. Grados Brix de pasta de tomate
De acuerdo con (García, 2018) se puede utilizar el teorema de limite central, ya que “una
muestra aleatoria de cualquier población, y sea �̅� la media muestral; entonces,
independientemente de cómo sea la distribución de la población de donde se extrajo la
muestra, la distribución de �̅� se aproxima a la normal conforme la muestra crece”
Por lo tanto, se obtiene un p (Z)= 4,5% (Figura 76), es decir que la probabilidad de que los
datos se encuentren dentro de la especificación de 30 a 32 grados brix es de 4,5 %, por lo
tanto, un 95,5% de los bines de pasta de tomate se encontraran fuera de especificación y
serán rechazados.
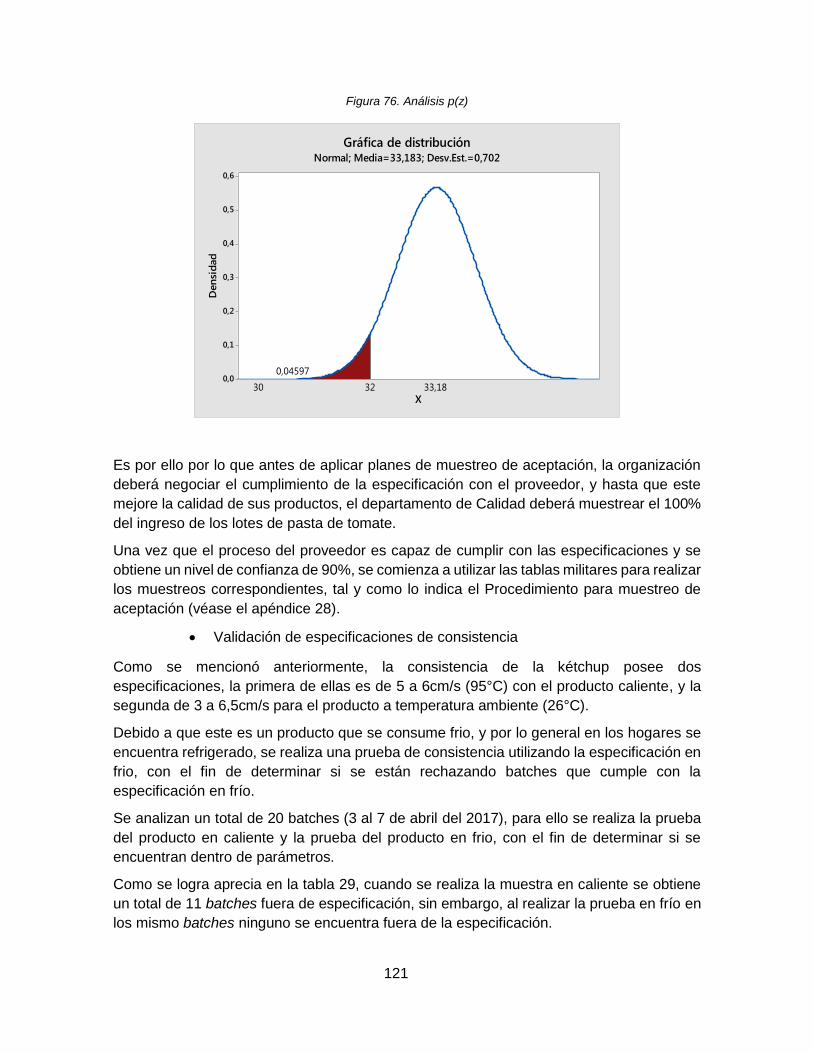
121
Figura 76. Análisis p(z)
Es por ello por lo que antes de aplicar planes de muestreo de aceptación, la organización
deberá negociar el cumplimiento de la especificación con el proveedor, y hasta que este
mejore la calidad de sus productos, el departamento de Calidad deberá muestrear el 100%
del ingreso de los lotes de pasta de tomate.
Una vez que el proceso del proveedor es capaz de cumplir con las especificaciones y se
obtiene un nivel de confianza de 90%, se comienza a utilizar las tablas militares para realizar
los muestreos correspondientes, tal y como lo indica el Procedimiento para muestreo de
aceptación (véase el apéndice 28).
• Validación de especificaciones de consistencia
Como se mencionó anteriormente, la consistencia de la kétchup posee dos
especificaciones, la primera de ellas es de 5 a 6cm/s (95°C) con el producto caliente, y la
segunda de 3 a 6,5cm/s para el producto a temperatura ambiente (26°C).
Debido a que este es un producto que se consume frio, y por lo general en los hogares se
encuentra refrigerado, se realiza una prueba de consistencia utilizando la especificación en
frio, con el fin de determinar si se están rechazando batches que cumple con la
especificación en frío.
Se analizan un total de 20 batches (3 al 7 de abril del 2017), para ello se realiza la prueba
del producto en caliente y la prueba del producto en frio, con el fin de determinar si se
encuentran dentro de parámetros.
Como se logra aprecia en la tabla 29, cuando se realiza la muestra en caliente se obtiene
un total de 11 batches fuera de especificación, sin embargo, al realizar la prueba en frío en
los mismo batches ninguno se encuentra fuera de la especificación.
0,6
0,5
0,4
0,3
0,2
0,1
0,0
X
Den
sid
ad
30
0,04597
32 33,18
Gráfica de distribuciónNormal; Media=33,183; Desv.Est.=0,702

122
Esto quiere decir que se están rechazando de manera incorrecta batches que realmente
cumplen con la especificación en frío, siendo esta la especificación del producto terminado.
Tabla 29. Consistencia de batches variando temperatura
Fecha Hora Batche Consistencia a
96°C
Consistencia a
26°C
19/10/2017 8:50 3 5 4,5
19/10/2017 9.15 4 7 5,5
19/10/2017 10:35 6 6,5 5
19/10/2017 12:05 12 6,5 5
19/10/2017 12:50 14 5 4,5
19/10/2017 13:10 15 5 4,7
19/10/2017 13:47 17 6 5
19/10/2017 14:16 20 7 5,7
19/10/2017 14:50 22 5 4,5
19/10/2017 15:25 24 6 5
19/10/2017 15:35 25 7 5,5
19/10/2017 16:40 30 6,5 5
19/10/2017 17:10 33 6,5 5
19/10/2017 18:45 36 7 5,5
19/10/2017 18:55 37 5 4,3
19/10/2017 19:15 38 5 4,5
19/10/2017 20:20 40 5 4,5
19/10/2017 21:00 43 6,5 5
19/10/2017 21:30 44 6,5 5
19/10/2017 22:10 47 6,5 5
Por lo tanto, se propone a la organización seguir realizando las pruebas en caliente
siguiendo el Procedimiento para prueba de consistencia, sin embargo, se recomienda
para aquellos batches que se encuentren fuera de especificación antes de ser ajustados o
rechazados, realizar la prueba en frio, para ello debe:

123
• Colocar 50g de producto en un recipiente.
• Ingresar muestra en recipiente con agua y hielo hasta que la muestra se
encuentre a 26°C.
• Realizar la prueba de consistencia, de acuerdo con lo establecido en el
Procedimiento para prueba de consistencia, en este caso variando la
temperatura a 26°C.
• Evaluar si la muestra se encuentra dentro de los límites de especificación
en frio de 3 a 6,5 cm/s.
3.6 Herramienta para el Sistema de Control Estadístico de Procesos
La herramienta diseñada brinda a la empresa instrumentos y metodologías que dan soporte
al estudio robusto desde el punto de vista estadístico, aspecto fundamental para el CEP.
Esta herramienta está construida de manera tal que se pueda utilizar en otras áreas y con
otras variables de proceso, siendo esta una aplicación informática que viene a cubrir las
necesidades actuales de la empresa, de una manera económica.
La herramienta para el Sistema de CEP integra los siguientes instrumentos:
• Cálculo de tamaño de muestra.
• Análisis de normalidad.
• RyR.
• Gráficos de control.
• Análisis de causas de variación.
• Exhibición llamativa.
A continuación, se exponen el alcance y funciones de cada módulo, las cuales, además,
están explicadas en el manual de uso de la herramienta, en el apéndice 23.
3.6.1 Cálculo de tamaño de muestra
La herramienta permite calcular el tamaño de muestra de la variable que se desea analizar
para el estudio de normalidad y capacidad; para ello se utiliza la fórmula de tamaño de
muestra para poblaciones finitas:
𝑛 =𝑁𝑍2𝑆2
𝑑2(𝑁 − 1) + 𝑍2𝑆2 (16)
Donde:
n: tamaño de la muestra.
N: tamaño de la población.
Z: nivel de confianza.
Tabla 30. Nivel de confianza

124
Cuanto mayor nivel de confianza se desee mayor será el tamaño de muestra
d: error.
Tabla 31. Porcentaje de error
Cuánta más precisión se desea, más pequeño será el error, y mayor el tamaño de la
muestra.
S: Desviación estándar de los datos de pre-muestreo, los cuales deben ser mayor o igual a
30.
En la figura 77 se puede ver un ejemplo de un cálculo de tamaño de muestra.
Figura 77. Ejemplo de tamaño de muestra
3.6.1 Análisis de normalidad
La herramienta utiliza la prueba estadística de Anderson Darling, que permite determinar si
una muestra de datos se extrae de una distribución de probabilidad normal. Se aplica para
probar si una distribución normal describe adecuadamente un conjunto de datos; es una de
las herramientas estadísticas más potentes para la detección de la mayoría de las
desviaciones de la normalidad.

125
Se utiliza la prueba de hipótesis para determinar si los datos son normales
Ho: los datos son normales.
Hi : los datos no son normales.
Si el estadístico AD es menor que 0,75, se acepta la hipotesis nula y, por lo tanto, se
determina que los datos son normales, como se muestra en la figura 78.
Figura 78. Ejemplo de análisis de normalidad
3.6.2 RyR
Con el RyR se pueden evaluar los sistemas de medición, por medio de un estudio de
reproducibilidad y reproducibilidad. Este módulo es un complemento para determinar si un
instrumento de medición está afectando el proceso, y va de la mano con el análisis de las
fuentes de variación. En el caso de este proyecto, para las variables críticas no fue
necesario utilizar este módulo, pero, al ser una herramienta versátil y adaptable a otros
procesos de producción, será de gran utilidad para el uso de la herramienta.
En las figuras 79 y 80 se puede ver un ejemplo de este módulo.
Figura 79. Ejemplo de resultados de RyR

126
Figura 80. Ejemplo de gráficos de estudio RyR
3.6.3 Análisis de capacidad
Con el análisis de capacidad se logra determinar si el proceso es capaz de cumplir las
especificaciones que poseen la variable que se está analizando, lo que indica a la empresa
dónde se encuentra el centrado y dispersión del proceso. Para ello se utiliza el índice Cp y
Cpk.
Otro indicador con el que cuenta la herramienta es el indicador P (z), el cual determina la
probabilidad en porcentaje que los datos se encuentren dentro de la especificación
(Walpole, 2007), por lo tanto, permite abrir o cerrar una especificación para determinada
variable. A continuación, en la figura 81 un ejemplo de capacidad y gráficos de control.
Figura 81. Ejemplo de capacidad y gráficos de control

127
Se incluyen en la herramienta los gráficos �̅� y R; el gráfico �̅� detecta cambios significativos
en la media del proceso observa variación entre subgrupos.
El gráfico R detecta cambios significativos en la amplitud de la dispersión, observa variación
dentro de los subgrupos.
Estos gráficos permiten al usuario controlar de una manera gráfica el proceso de medición,
con el fin que el proceso sea estable y se encuentre dentro del rango de especificación
establecido.
3.6.4 Análisis de causas de variación
Con el análisis de las causas de variación, el objetivo es brindarle a UL una guía de dos
herramientas que son fáciles de usar, para reducir la variabilidad del proceso y del producto.
En este módulo vienen los procedimientos para realizar el Análisis B vrs. C y el Análisis de
componentes. En el manual de usuario está explicado con más detalle (véase el apéndice
29).
Para ello se incluye la metodología de dos herramientas que son fáciles de usar, para que
quede el procedimiento. Cabe rescatar que parte de las funciones de Recursos Humanos
es el respaldo de competencias; por lo tanto, se le debe dar respaldo a Producción en los
temas de capacitación y adquisición de habilidades.
3.6.1 Exhibición llamativa
La principal función de este módulo es llevar el registro de los datos del control estadístico
mes a mes, y los datos que serán compartidos en las reuniones de divulgación de los
resultados.
En este módulo se lleva el control de los indicadores de desperdicio del mes, tanto de
empaque (PACK), materia prima (ROH) como producto en proceso (HALB), los cuales se
comparan con las metas de calidad de estos desperdicios, y van en color rojo cuando no
se cumple y en verde cuando se cumple con la meta.
También se lleva el registro de la media del proceso, los rangos, el Cp y los puntos fuera
de control. El módulo contiene un gráfico que muestra cuán centrados están el proceso y la
variación.
En la figura 82 se puede ver un ejemplo de los resultados de este módulo.

128
Figura 82. Ejemplo de exhibición llamativa
3.7 Conclusiones del diseño
Con base en la evaluación realizada en la etapa de diagnóstico, se diseña un Sistema de
CEP, el cual ayudará a la organización a completar los elementos de control de procesos
que no poseen, y se enfoca en solucionar los principales problemas de calidad, según los
resultados la matriz QA. El Sistema se crea de manera que su implementación sea fácil, y
con base en lo que posee la organización actualmente.
Se definen los roles y responsabilidades del sistema; para ello se define que el sistema
debe contar con la participación de calidad, producción, mantenimiento y recursos
humanos. Se realiza el diagrama, donde están descritas las actividades y funciones de cada
uno. Gracias a esto se logra la interrelación de los elementos del sistema, los distintos
departamentos y la herramienta de control estadístico de procesos. Si no existe
participación de todos se puede caer el sistema o no lograr los resultados que se esperan,
ya que el trabajo en conjunto y el involucramiento del personal es clave para el CEP.
Debido a la amplia especificación de temperatura de sellado en las mordazas, se obtienen
valores de Cp por encima de 9; por lo tanto, se realiza un diseño de experimentos. el cual
permite redefinir las especificaciones de 170 a 210 °C, lo cual permite reducir la variabilidad
en el proceso.
Se realiza un experimento para definir la presión de sellado, que es otra de las variables
que afecta la pérdida de hermeticidad y actualmente no se mide ni se controla, obteniendo
así una presión de 0,25 a 0,35 Mpa para el papel trilámina y una presión de 0,30 a 0,35
Mpa para el laminado tetralámina. Al ser una variable crítica que no se tenía establecida, el
control de esta ayudará a disminuir los desperdicios, pues el experimento ha evidenciado
que, si se disminuye o aumenta la presión de sellado, aumenta la probabilidad de fugas en
los doy packs.
Se realiza un procedimiento para la prueba de consistencia de la kétchup sin homogenizar,
para que la prueba se realice de la misma manera y evitar que se rechacen batches que
realmente cumplen con la especificación en frío. Esta mejora en el procedimiento ayuda a
129
disminuir los desperdicios, ya que muchas veces se manda el batche a desperdicio sin
hacer la prueba en frío; es decir, se desperdicia producto que está bueno.
Se propone que se realice un muestreo del 100 % de lotes de bines de pasta de tomate, ya
que se determina, por medio del muestreo, que el proveedor no está cumpliendo con las
especificaciones del producto, lo cual va a permitir llevar un mejor control de las materias
primas y evitar reprocesos y desperdicios.
La herramienta de control estadístico de procesos es de gran ayuda para realizar los
cálculos tanto de tamaños de muestra, análisis de normalidad, RyR, como de gráficos de
control. Además, el módulo de exhibición llamativa permite llevar un control mes a mes y
almacenar los resultados, que serán expuestos en la reunión de divulgación de los
resultados.

130
4 Capitulo IV. Validación
4.1 Objetivo general
Evaluar el Sistema de Control Estadístico de Procesos propuesto para UL, con el fin de
demostrar su viabilidad y efectividad.
4.2 Objetivos específicos
• Capacitar al personal involucrado en el Sistema de Control Estadístico de Procesos
en los temas de:
- Roles y responsabilidades.
- Flujo de trabajo necesario para el CEP.
- Método de muestreo para materias primas.
- Método para análisis de consistencia.
- Herramienta para el Sistema de CEP.
• Realizar una corrida piloto para validar las nuevas especificaciones de las variables
críticas de presión y tiempo, de manera que se logre corroborar el aporte al problema
de hermeticidad, desde el punto de vista económico y de calidad.
• Aplicar el procedimiento de consistencia en el centro de análisis del área de Salsas,
de manera que se logre confirmar el aporte desde el punto de vista económico y de
calidad.
• Determinar el impacto del diseño sobre los indicadores de éxito del proyecto, y hacer
un análisis de costo-beneficio del diseño propuesto, con el fin de determinar si la
solución corresponde al problema planteado.
4.3 Metodología de validación
Para lograr cumplir con los objetivos planteados se propone la metodología de validación
que se muestra en la tabla 32.

131
Tabla 32. Metodología de validación
Actividades Herramientas Resultados
Capacitación del personal respectivo en el
funcionamiento del Sistema de CEP: Roles y
responsabilidades, flujo de trabajo, métodos de
muestreo, método de consistencia, herramienta
de control
Presentaciones
Procedimientos en físico
Herramienta para el Sistema de CEP
Personal capacitado en el Sistema de CEP
Percepción del personal respecto al
Sistema de CEP
Valoración de la capacidad del Sistema de CEP
para ser replicado en otras áreas
Entrevistas con los involucrados en el Sistema de
CEP
Percepción del personal respecto a la
réplica del Sistema en otras áreas
Ejecución de pruebas piloto para nuevas
especificaciones de variables críticas
Corrida corta de especificaciones de presión y
temperatura en la línea S9
Doy packs sin problemas de hermeticidad.
Proceso capaz
Proceso bajo control
Aplicación del procedimiento para el análisis de
consistencia
Análisis de consistencia en laboratorio de salsas. Consistencia dentro de parámetros
Determinación del impacto del diseño propuesto
sobre los indicadores de éxito planteados
Indicadores de éxito Mejora en los indicadores de éxito
propuestos
Determinación del beneficio económico para la
organización
Análisis costo beneficio Beneficios económicos para la
organización
4.4 Validación del diseño planteado
La etapa de validación consiste en la puesta en práctica de la propuesta planteada,
buscando comprobar la fiabilidad de su aplicación, mediante la resolución de la
problemática encontrada en la etapa de diagnóstico.
En la etapa de diseño se contemplan cinco elementos:
• Flujo de trabajo del Sistema de Control Estadístico de Procesos.
• Especificaciones propuestas para las variables de temperatura y presión de sellado.
• Procedimiento de muestreo de materias primas.
• Procedimiento para prueba de consistencia.
• Herramienta para el Sistema de Control Estadístico de Procesos.
Por lo tanto, para cumplir con los indicadores de éxito planteados, se valida cada uno de
los elementos de diseño mencionados anteriormente.
4.4.1 Capacitación del personal involucrado en el Sistema de CEP
Para lograr validar el Sistema de Control Estadístico de Procesos, se realizó una
Capacitación el 18 de enero del 2018, y en la misma se contó con las jefaturas de Recursos
Humanos, Producción, Mantenimiento y Calidad (véase el anexo 8).
Los temas tratados en la Capacitación fueron:
• Roles y responsabilidades de cada uno de los involucrados en el Sistema de CEP.
• Flujo de trabajo a seguir en el Sistema de CEP.
• Uso de la herramienta para el Sistema de CEP.

132
En la figura 83 se muestran fotos de la actividad realizada, la cual se llevó a cabo en las
instalaciones de UL.
Figura 83. Capacitación en el uso de la herramienta para el Sistema de CEP
Una vez capacitado el personal involucrado en el Sistema de Control Estadístico de
procesos, se realizó una encuesta de 6 preguntas (véase el anexo 9) para determinar la
opinión al respecto acerca del Sistema y la herramienta.
Como se muestra a continuación, en la tabla 33, del total de las seis preguntas, en tres de
ellas todos estuvieron totalmente de acuerdo; en las otras tres, siete personas estuvieron
totalmente de acuerdo y tres de acuerdo. En ninguna de las preguntas hubo personas en
desacuerdo; por lo tanto, el personal involucrado en el Sistema de CEP está satisfecho con
los roles, responsabilidades de cada uno de los departamentos, el flujo de trabajo en el
Sistema de CEP y la herramienta que da soporte al sistema.
Tabla 33. Resultados de la encuesta de Satisfacción del Sistema de CEP.
Preguntas Totalmente
de acuerdo
De acuerdo En
desacuerdo
¿Considera que los involucrados en el Sistema de Control
Estadístico de Procesos son los adecuados?
7 1 0
¿Considera que los roles y responsabilidades están claros para
cada uno de los departamentos?
7 1 0
¿La Herramienta para el Sistema de CEP es fácil de usar? 8 0 0
¿La Herramienta para el Sistema de CEP es accesible para
todos los involucrados en el Sistema?
7 1 0
¿La Herramienta permite obtener información valiosa para la
operación?
8 0 0
El Sistema de CEP se puede replicar a las otras áreas de la
organización (Frijoles, Mayonesa, Salsas Oscuras)
8 0 0
Una vez capacitadas las jefaturas involucradas en el Sistema de CEP, se realizó una
evaluación, para determinar el conocimiento adquirido con la capacitación; dicha evaluación
está conformada de dos partes: la primera consiste en 11 preguntas de selección única, y

133
la segunda en un asocie de 26 preguntas. Por lo tanto, como seguimiento para determinar
si el personal se encuentra capacitado, se establece una nota mínima de 85, porque se
requiere que las jefaturas involucradas tengan todos los aspectos del Sistema de CEP lo
más claro posible, permitiendo fallar un máximo de 6 preguntas.
Al realizar la prueba se obtiene, como resultado, que de las 7 personas evaluadas tres de
ellas obtuvieron una nota de 100, una de ellas 96, otra 92 y dos de ellas 85 (véase el
apéndice 30). Con base en esto se puede concluir que el personal se encuentra capacitado
y la estructura del Sistema de CEP se validó de manera correcta.
Posteriormente, se capacitó, a los involucrados directos, en el uso del procedimiento para
el método de muestreo de materias primas y el procedimiento para análisis de consistencia.
Para la capacitación del procedimiento de método de muestreo de materias primas, se
capacitó tanto al encargado de análisis de materia prima como al encargado de material de
empaque (véase el anexo 10), debido a que, en caso de ausencia de alguno de los
trabajadores, la otra persona debe cubrir su puesto, por lo que se considera importante que
ambos se encuentren capacitados.
Al inicio de la capacitación se pudo percibir resistencia de ambas personas, debido a que
consideraron se iba a generar más trabajo del que debían realizar; sin embargo, en el
transcurso de la capacitación entendieron la importancia de realizar los muestreos, ya que
se debe garantizar que los materiales que ingresan realmente cumplen con lo declarado en
los certificados de calidad de los proveedores, y no va a impactar el proceso productivo.
En cuanto a la capacitación del procedimiento para el análisis de consistencia de la kétchup
dulce sin homogenizar, se capacitó al personal del centro de análisis de Salsas (véase el
anexo 11), quienes se mostraron satisfechos con dicho procedimiento. En el apartado 4.5
del presente documento se valida la aplicación de este procedimiento, con el personal que
fue debidamente capacitado.
4.4.2 Retroalimentación de las capacitaciones
Dentro de la retroalimentación obtenida, al capacitar al personal involucrado en el Sistema
de CEP, se obtiene:
• “El Sistema de CEP es de gran ayuda para la organización, ya que permite de una
manera estructurada trabajar en equipo y llevar control de las variables críticas de
proceso” (Araya, 2018).
• Se determinó en la capacitación el Sistema de CEP que la herramienta “es de gran
ayuda para el personal involucrado, ya que es amigable con el usuario y fácil de
interpretar”. (Araya & Arias, 2018).
• Al consultar al personal capacitado sobre la posibilidad de la réplica del Sistema de
CEP a otras áreas, el ciento por ciento está de acuerdo en que sí se puede hacer,
ya que las pérdidas a atacar salen de la Matriz QA, la cual toma en consideración
todas las áreas de la organización, y no es necesaria la implementación de alguna
tecnología ni recursos adicionales.
• Durante la capacitación para el procedimiento de muestreo de materias primas se
mostró resistencia por parte del personal involucrado; sin embargo, conforme

134
avanzó la capacitación, el personal se comenzó a sentir más seguro con el
procedimiento y los pasos a seguir. Sin embargo, es un tema que preocupa y al que
la empresa debe hacer frente, ya que, si se tiene resistencia al cambio con un
procedimiento a implementar, el Sistema de CEP podrá tener aún más resistencia,
a pesar de los buenos comentarios y calificaciones recibidas al capacitar al personal.
Por lo tanto, es necesario que la organización se fije metas y objetivos claros con
respecto a la implementación del Sistema de CEP y los beneficios que esto conlleva:
por ende, es importante que el personal se sienta involucrado en el proceso y los
cambios se realicen de manera paulatina, de modo que el personal se adapte.
• Se recomienda la creación de un nuevo registro, donde se establezcan los nuevos
parámetros para las temperaturas de sellado, la presión de sellado, y la frecuencia
del muestreo.
• Se recomienda la creación de un nuevo registro para el análisis de consistencia,
donde se anote la temperatura de la prueba, así como la opción para el reanálisis.
4.5 Validación del procedimiento para análisis de consistencia
La validación de la prueba de consistencia se realizó en el centro de análisis de Salsas,
posterior a la capacitación del personal involucrado, como se mostró en el apartado 4.4.1.
Para dicha validación se realizó un pre-muestreo de 10 batches, en tres turnos de trabajo,
de acuerdo con la planificación de la producción. Para ello se hicieron tres pruebas en el
turno 2, tres en el turno 3 y cuatro en el turno 1.
La prueba se realizó siguiendo el procedimiento para el análisis de consistencia (véase el
apéndice 28). Lo primero que hizo el personal fue colocarse el equipo de protección
personal, como se muestra en la figura 84.
Figura 84. Equipo de protección personal
.
El operador tomó 250ml de producto de la boula; consecutivamente, procedió a medir la
temperatura utilizando el termómetro (véase la figura 85); para la medición de la

135
temperatura se colocó la espiga del termómetro dentro del beaker plástico con producto,
hasta la mitad del recipiente, sin tocar el fondo y las paredes de este; luego se tomaron dos
mediciones, las cuales son válidas hasta que la temperatura marcada en el termómetro se
mantenga estable.
Figura 85. Medición de temperatura a 92◦C
Posteriormente, el operador procede nivelar el consistómetro como se muestra en la figura
86.
Figura 86. Nivelación del consistómetro
Posteriormente se agregó la muestra de la kétchup dulce al consistómetro. El exceso de
producto se elimina actualmente con una cuchara, como se muestra en la figura 87; sin
embargo, la manera correcta de eliminar el exceso de producto es con una paleta metálica.
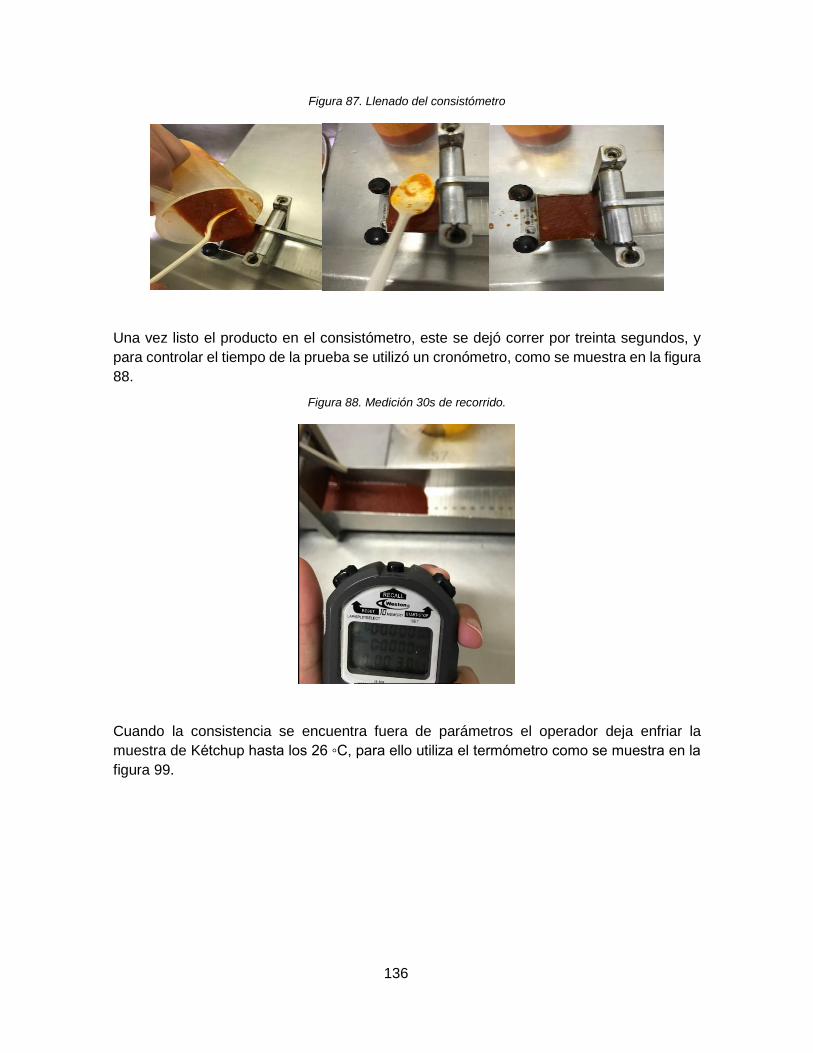
136
Figura 87. Llenado del consistómetro
Una vez listo el producto en el consistómetro, este se dejó correr por treinta segundos, y
para controlar el tiempo de la prueba se utilizó un cronómetro, como se muestra en la figura
88.
Figura 88. Medición 30s de recorrido.
Cuando la consistencia se encuentra fuera de parámetros el operador deja enfriar la
muestra de Kétchup hasta los 26 ◦C, para ello utiliza el termómetro como se muestra en la
figura 99.

137
Figura 89. Medición de temperatura a 26 ◦C
Cuando se obtiene la temperatura de 26 ◦C, el operador procede a agregar la muestra de
la kétchup dulce al consistómetro, y lo deja correr por quince segundos, para controlar el
tiempo de la prueba se utiliza el cronometro como se muestra en la figura 90.
Figura 90. Medición 15s de recorrido
Por lo tanto al seguir los pasos tal y como lo indica el procedimiento para análisis de
consistencia, del total de diez batches que se analizan, cuatro de ellos se encuentra dentro
de especificación al realizar la prueba con la temperatura de 92◦C, mientras que seis de
ellas se encuentran fuera de especificación, por lo que se dejan enfriar las muestras a
temperatura de 26◦C; al aplicar la prueba de consistencia, estas se encuentran dentro de
especificación, tal y como se logra apreciar los resultados de la validación del procedimiento
de consistencia, en la tabla 34.

138
Tabla 34. Pre-muestreo para análisis de consistencia
Fecha Hora Batche Temperatura Consistencia Temperatura Consistencia
4/1/2018 14:15 11 92 6 N/A N/A
4/1/2018 15:05 14 92 6 N/A N/A
4/1/2018 17:40 17 92 7 26 5,5
4/1/2018 22:05 19 92 6,5 26 5
5/1/2018 01:50 27 92 7 26 5,5
5/1/2018 04:01 37 92 7,5 26 5,5
5/1/2018 10:20 39 92 7 26 6
5/1/2018 11:05 44 92 6 N/A N/A
5/1/2018 11:23 49 92 6 N/A N/A
5/1/2018 12:30 53 92 7 26 6
Con la información de los 10 batches analizados, se calculó el tamaño de muestra necesario
para validar el procedimiento.
Semanalmente se realizan 60 batches de kétchup dulce sin homogenizar, por lo que se
tiene una población finita; se utiliza un nivel de confianza del 95 % y un error del 5 %,
obteniendo, como resultado, que es necesario muestrear un total de 54 batches para validar
el procedimiento de consistencia, como se muestra en la figura 91.
Figura 91. Calculo de tamaño de muestra

139
El muestreo de los 54 batches se realiza del 27 de febrero al 3 de marzo, en los tres turnos
de trabajo. Para la validación de los 54 batches se siguieron los pasos tal y como lo indica
el procedimiento para el análisis de consistencia de la Kétchup dulce sin homogenizar.
Del total de los 54 batches, 28 de ellos se encuentran dentro de la especificación de 5 a
6cm/s a 92 ◦C, mientras que 26 de ellos se encuentran fuera de especificación, por lo cual
se dejan enfriar y se aplica el procedimiento para la temperatura de 26 ◦C, al aplicar el
procedimiento 24 de ellos se encuentran dentro de especificación (3 a 6,5 cm/s) y dos se
encuentran fuera de especificación ya que sus consistencias iniciales son de 8 y 9 cm/s
(véase tabla 35).
De acuerdo Vásquez (2018), del departamento de TIM, cada vez que se deba ajustar un
batche de Kétchup dulce sin homogenizar, por cada centímetro que se quiera disminuir de
consistencia se deben agregar 40kg de pasta, de acuerdo con la receta de este producto
en específico. Por lo tanto, para los dos batches de consistencia 8 y 9 cm/s el operador
realizó ajustes con pasta de tomate, para el batche 11 fue necesario ajustar con 80kg de
esta, mientras que para el batche 47 fue necesario ajustar con 120 kg de pasta de tomate.
Aquí radica la importancia de la certificación de la materia prima, ya que como se ha venido
mencionando anteriormente esto no se realiza de manera correcta, y la misma se acepta
con parámetros fuera especificación.
Tabla 35. Resultados de validación del procedimiento de consistencia
Fecha inicio Inicio inspección # Batche Temperatura Consistencia Temperatura Consistencia
27/2/2018 1:13:55 a. m. 2 92 7 26 6
27/2/2018 3:00:40 a. m. 3 92 6 N/A N/A
27/2/2018 5:15:58 a. m. 4 92 6 N/A N/A
27/2/2018 5:42:34 a. m. 5 92 7 26 5,5
27/2/2018 8:36:37 a. m. 5 92 6,5 26 6
27/2/2018 9:43:18 a. m. 7 92 5 N/A N/A
27/2/2018 12:18:57 p. m. 8 92 6,5 26 5
27/2/2018 14:19:19 p. m. 9 92 5,5 N/A N/A
27/2/2018 21:56:50 p. m. 10 92 5 N/A N/A
27/2/2018 22:13:45 p. m. 11 92 8 26 7
27/2/2018 23:30:10 p. m. 12 92 7 26 5,5
28/2/2018 1:20:12 a. m. 13 92 6 N/A N/A
28/2/2018 4:33:56 a. m. 14 92 6 N/A N/A

140
Tabla 35. Resultados de validación del procedimiento de consistencia (continuación)
Fecha inicio Inicio inspección # Batche Temperatura Consistencia Temperatura Consistencia
28/2/2018 5:26:14 a. m. 15 92 5,5 N/A N/A
28/2/2018 11:35:15 a. m. 16 92 7 26 6
28/2/2018 13:47:11 p. m. 17 92 7 26 5,5
28/2/2018 14:33:14 p. m. 20 92 7,5 26 6
28/2/2018 18:28:29 p. m. 21 92 5,5 N/A N/A
28/2/2018 19:26:51 p. m. 22 92 6 N/A N/A
28/2/2018 22:34:26 p. m. 23 92 5,5 N/A N/A
28/2/2018 23:45:46 a. m. 24 92 6 N/A N/A
1/3/2018 1:10:32 a. m. 25 92 7 26 5,5
1/3/2018 3:22:24 a. m. 26 92 7 26 5,5
1/3/2018 6:56:10 a. m. 27 92 7,5 26 5
1/3/2018 8:07:21 a. m. 28 92 5,5 N/A N/A
1/3/2018 9:07:39 a. m. 29 92 5 N/A N/A
1/3/2018 11:42:34 a.m. 30 92 7,5 26 6
1/3/2018 12:13:02 a. m. 31 92 5,5 N/A N/A
1/3/2018 13:08:22 p.m. 32 92 6 N/A N/A
1/3/2018 14:27:36 p. m. 33 92 6 N/A N/A
1/3/2018 15:40:02 p. m. 34 92 6,5 26 5
1/3/2018 16:05:11 p. m. 35 92 7 26 5
1/3/2018 19:05:31 p. m. 36 92 7 26 5,5
1/3/2018 20:05:50 p. m. 37 92 7,5 26 6
1/3/2018 21:06:07 p. m. 39 92 6,5 26 5
2/3/2018 1:39:49 a. m. 40 92 5 N/A N/A
2/3/2018 3:01:32 a. m. 41 92 5 N/A N/A
2/3/2018 5:00:29 a. m. 42 92 5 N/A N/A
2/3/2018 6:04:51 a. m. 43 92 5,5 N/A N/A
2/3/2018 11:05:46 a. m. 44 92 7 26 6
2/3/2018 12:45:43 p. m. 45 92 5 N/A N/A
2/3/2018 13:45:59 p. m. 46 92 5 N/A N/A
2/3/2018 17:54:20 p. m. 47 92 9 26 7,5
2/3/2018 19:01:29 p. m. 48 92 7,5 26 6
2/3/2018 22:59:19 p. m. 49 92 7,5 26 6
2/3/2018 23:59:53 p. m. 50 92 7 26 5,5
3/3/2018 2:01:02 a. m. 51 92 7 26 6
3/3/2018 3:58:19 a. m. 52 92 6 N/A N/A
3/3/2018 4:11:42 a. m. 53 92 6 N/A N/A
3/3/2018 5:46:03 a. m. 54 92 7 26 6
3/3/2018 8:20:29 a. m. 55 92 5,5 N/A N/A
3/3/2018 9:45:29 a. m. 56 92 6 N/A N/A
3/3/2018 10:46:39 a. m. 57 92 6,5 26 5,5
3/3/2018 12:21:04 p. m. 58 92 6 N/A N/A

141
4.6 Especificaciones propuestas para las variables de temperatura y presión de
sellado.
Para validar las especificaciones planteadas para la temperatura y presión de sellado, se
diseñó una corrida piloto en la línea S9, utilizando las especificaciones propuestas en la
etapa de diseño, en el apartado 3.5.1 Temperatura y presión de sellado, en la cual se
estableció una especificación de 170 ◦C a 230 ◦C., a cambio de la especificación actual, de
130 ◦C a 260 ◦C. Para el caso de la presión de sellado se planteó, para el laminado
tetralámina, una especificación para presión de sellado de 0,30 a 0,35 Mpa, y para el
laminado trilámina se propuso utilizar una presión de sellado de 0,25 a 0,35 Mpa.
Una vez con las nuevas especificaciones, y tal como se indica en el flujo de procesos del
Sistema de Control Estadístico de Procesos, cada vez que el proceso no fuera capaz, se
debieron determinar las causas de variación, tal como se realizó en la etapa de diseño; se
analizaron las causas de variación mediante diseños experimentales, estableciendo nuevas
especificaciones. Una vez que se conocieron las causas de variación, se debieron
recolectar los datos nuevamente y analizar la capacidad del proceso, para determinar si el
proceso era capaz de cumplir con las especificaciones.
Antes de iniciar con las pruebas de las variables críticas de temperatura y presión de
sellado, se capacitó al personal de la línea y al coordinador de producción en turno, en el
uso de las nuevas especificaciones planteadas, así como el impacto de estas en el
problema de hermeticidad (véase el anexo 12).
Así mismo, se capacitó al personal de la línea en el uso del manómetro, ya que se evidenció
que el operador tenía dificultad al realizar las lecturas. Para ello el encargado de metrología
se encargó de explicarle el uso del instrumento tal, y como se evidencia en la figura 92.
Figura 92. Capacitación en el uso de manómetro

142
Una vez capacitado el personal, se realiza las corridas pilotos como se describe a
continuación:
4.6.1.1 Laminado tetralámina
La primera corrida se realiza para el laminado tetralámina, en la presentación de Salsa
Ranchera 210g. Esta corrida se realiza en un lapso de dos horas únicamente ya que es la
disponibilidad que tiene la organización, esto por el impacto que puede tener para la
organización, detener la línea o realizar pruebas por dos horas representa dejar de producir
cerca de 8640 doy packs.
El operador de la línea procede a cambiar las especificaciones, como se pueden ver en la
Tabla 36.
Tabla 36. Cambio de parámetros para nuevas especificaciones
Variable Especificación Actual Nueva
especificación
Mordaza inferior trasera 230◦C 205◦C
Mordaza inferior delantera 230◦C 205◦C
Mordaza lateral 1 240◦C 200◦C
Mordaza lateral 2 240◦C 200◦C
Mordaza lateral 3 240◦C 200◦C
Mordaza lateral 4 240◦C 200◦C
Mordaza superior trasera 220◦C 200◦C
Mordaza superior delantera 220◦C 200◦C
Presión de sellado 0,4 Mpa 0,3Mpa
Una vez establecidas las nuevas especificaciones, se recolectaron 100 datos para cada
una de las variables. Los datos se recolectaron en subgrupos de 5 datos, los subgrupos
fueron tomados de manera aleatoria durante dos horas, mientras que los 5 datos dentro del
subgrupo fueron tomados de manera consecutiva (véase el apéndice 31).
Una vez que las muestras fueron recolectadas, se utilizó la Herramienta para el Sistema de
Control Estadístico de Procesos, con el fin de realizar el análisis de normalidad en cada una
de las variables. En la figura 93 se muestra, como ejemplo, el análisis de normalidad para
la mordaza inferior delantera; en este caso se posee un valor de AD de 0,253, el cual es
menor a 0,75; por lo tanto, se acepta la hipótesis nula y se asume la normalidad de los
datos.

143
Figura 93. Análisis de normalidad de mordaza lateral 1 laminado tetralámina
Al realizar el análisis de normalidad de todas las variables, se logró determinar que son
normales (véase el apéndice 33), y en la tabla 37 se logran apreciar los resultados de la
prueba de normalidad.
Tabla 37. Resumen de análisis de normalidad
Variable Normalidad
Mordaza inferior trasera 0,253
Mordaza inferior delantera 0,408
Mordaza lateral 1 0,622
Mordaza lateral 2 0,439
Mordaza lateral 3 0,374
Mordaza lateral 4 0,709
Mordaza superior trasera 0,718
Mordaza superior delantera 0,511
Presión de sellado 0,730
Una vez comprobada la normalidad de los datos se procede a analizar la capacidad de los
datos utilizando la Herramienta para el CEP, como se muestra en la figura 94.

144
Figura 94. Análisis de capacidad mordaza lateral 1
Se realizó el análisis de capacidad para cada una de las variables, de manera que se
determinó que el proceso era capaz de cumplir con las especificaciones; así mismo, quedó
demostrado, con el índice Cpm, que el proceso cumplía con la especificación, pero además
se encontraba centrado, y se tenía una probabilidad, del 100 %, de que los datos se
encontraban dentro de la especificación de 170 a 230 ◦C para las temperaturas de
mordazas, y una probabilidad del 99 % de que la presión de sellado estaba dentro del límite
de especificación de 3 a 3,5 bar.
En la Tabla 38 se muestran los resultados obtenidos para cada una de las variables, cabe
resaltar que para la empresa estos son los primeros pasos en control estadístico de
procesos, por lo tanto, desde el principio no se puede llevar al óptimo, sí bien los resultados
de los Cp y Cpk son elevados esto se debe a que la especificación sigue siendo amplia,
pero se tiene un proceso centrado.
Al ser un proceso se mejora continua se espera que con el tiempo se vayan cerrando las
especificaciones hasta que lleguen al óptimo.

145
Tabla 38. Resultados de análisis de capacidad
Variables Cp Cpk Cpm P(Z)
Mordaza inferior trasera 5,56 4,69 1,88 1
Mordaza inferior delantera 4,52 3,76 1,74 1
Mordaza lateral 1 5,70 5,68 4,30 1
Mordaza lateral 2 3,18 3,14 2,47 1
Mordaza lateral 3 3,62 3,28 2,30 1
Mordaza lateral 4 3,18 2,85 2,11 1
Mordaza superior trasera 3,09 3,02 2,46 1
Mordaza superior delantera 4,03 3,80 2,82 1
Presión de sellado 1,38 1,33 1,33 0,99
Así mismo, para corroborar que el cambio de especificación posee efecto en el problema
de hermeticidad, se recolectaron muestras para la realización de la prueba de prensa
neumática.
La prueba se realizó en un lapso de dos horas; la máquina posee un tiempo de ciclo de 72
doy packs por minuto, para un total de 9120 doy packs en dos horas. Para determinar la
cantidad de muestras a recolectar se utilizaron las tablas Military Standard; para un nivel
general de inspección III y un muestreo reducido se estableció que era necesario recolectar
125 doy packs para la prueba de prensa neumática.
Para realizar la prueba de prensa neumática se aplicó una presión de 40psi, en un tiempo
de 20s. En la figura 95 se pueden ver unas imágenes de la prueba.
Figura 95. Imágenes de la prueba presión de sellado
Del total de las 125 muestras ninguna presenta fuga, por ende, no se presenta problemas
de hermeticidad (véase el apéndice 34).
146
4.6.1.2 Laminado trilámina
Al igual que el laminado tetralámina se valida las especificaciones de temperatura de
sellado y presión sellado para el laminado trilámina durante un lapso de dos horas.
El operador de la línea realizó los cambios tanto en las temperaturas de sellado como en la
presión de sellado, utilizando las nuevas especificaciones planteadas, y los datos se
muestran en la tabla 39.
Tabla 39. Cambio de parámetros para nuevas especificaciones
Variable Tetralámina
Especificación Actual Nueva especificación
Mordaza inferior trasera 240◦C 200◦C
Mordaza inferior delantera 240◦C 200◦C
Mordaza lateral 1 240◦C 200◦C
Mordaza lateral 2 240◦C 200◦C
Mordaza lateral 3 240◦C 200◦C
Mordaza lateral 4 240◦C 200◦C
Mordaza superior trasera 210◦C 200◦C
Mordaza superior delantera 210◦C 200 ◦C
Presión de sellado 0,4Mpa 0,3 Mpa
Se recolectaron 100 datos para cada una de las variables en subgrupos de 5, de manera
aleatoria (véase el apéndice 34).
Una vez con las muestras recolectadas, se utilizó la Herramienta para el Sistema de Control
Estadístico de Procesos, con el fin de realizar el análisis de normalidad para cada una de
las variables (véase el apéndice 35). En la figura 96 se muestra, como ejemplo, el análisis
de normalidad para la mordaza inferior delantera, la cual posee un valor de AD de 0,680
menor a 0,75; por lo tanto, se acepta la hipótesis nula y se asume la normalidad de los
datos.

147
Figura 96. Análisis de normalidad mordaza lateral 1 trilámina
Al realizar el análisis de normalidad de todas las variables se logra determinar que son
normales, como se muestra en la Tabla 40.
Tabla 40. Resumen de análisis de normalidad laminado trilámina
Variables Normalidad
Mordaza inferior trasera 0,680
Mordaza inferior delantera 0,443
Mordaza lateral 1 0,687
Mordaza lateral 2 0,700
Mordaza lateral 3 0,296
Mordaza lateral 4 0,386
Mordaza superior trasera 0,409
Mordaza superior delantera 0,346
Presión de sellado 0,710
Una vez comprobada la normalidad de los datos se procede a analizar la capacidad de los
datos utilizando la Herramienta para el CEP, como se muestra en la figura 97.

148
Figura 97. Análisis de capacidad de mordaza inferior trasera
Se realizó el análisis de capacidad para cada una de las variables, de manera que se
determinó que el proceso era capaz de cumplir con las especificaciones; así mismo, quedó
demostrado, con el índice Cpm, que el proceso cumplía con la especificación, pero además
se encontraba centrado, y se tenía una probabilidad, del 100%, de que los datos estaban
dentro de la especificación de 170 a 230 ◦C para las temperaturas de mordazas, y una
probabilidad, del 100 %, de que la presión de sellado se encontraba dentro del límite de
especificación de 2,5 a 3,5 bar, como se muestra en la tabla 41. De la misma manera que
el apartado anterior, se mejora considerablemente los Cp, Cpk y Cpm, sin embargo, como
parte del proceso de mejora continua se debe trabajar en reducir la amplitud de las
especificaciones.
Tabla 41. Resultado análisis de capacidad para laminado trilamina
Variables Cp Cpk Cpm P(z)
Mordaza inferior trasera 5,24 4,31 1,72 1
Mordaza inferior delantera 4,44 3,73 1,78 1
Mordaza lateral 1 3,45 3,33 3,22 1
Mordaza lateral 2 3,16 3,12 1,49 1
Mordaza lateral 3 3,46 3,15 2,29 1
Mordaza lateral 4 3,60 3,30 2,34 1
Mordaza superior trasera 4,46 4,39 3,25 1
Mordaza superior delantera 3,70 3,55 2,89 1
Presión de sellado 2,21 2,02 1,85 1
Al igual que se realizó para la prueba en el laminado tetralámina, se recolectaron 125
muestras (doy packs), a distintos intervalos, para realizar la prueba de prensa neumática,

149
la cual determinó si los doy packs poseen problemas de hermeticidad (véase el apéndice
36).
Al aplicar la prueba en la prensa neumática se verificó que el doy pack no poseía fuga por
ninguno de sus costados, ni en la parte inferior, como se muestra en la figura 98.
Figura 98. Doy pack después de prueba neumática realizada
Las pruebas realizadas tanto para el laminado trilámina como tetralámina, son pruebas a
corto plazo debido a la disponibilidad de la organización, al ser pruebas a corto plazo se
debe verificar que la materia prima, los equipos y la mano de obra son los acordes para el
proceso, de manera que se disminuya la variabilidad debido a estos en un lapso corto de
tiempo y el proceso sea potencialmente capaz de cumplir con las especificaciones, tal como
sucede con los análisis de capacidad realizado.
Cuando se realizan análisis de capacidad a largo plazo se deben realizar corridas más
largas, lo cual permita determinar si existe variación debido a condiciones suficientemente
diversas para que sea probable que incluya todos los cambios de proceso y otras causas
especiales.
Por lo tanto, si la organización desea implementar las nuevas especificaciones se
recomienda realizar pruebas a más largo plazo, de manera que se garantice la capacidad
del proceso y la disminución de producto defectuoso a pesar de la variabilidad debido a los
cambios en el proceso.
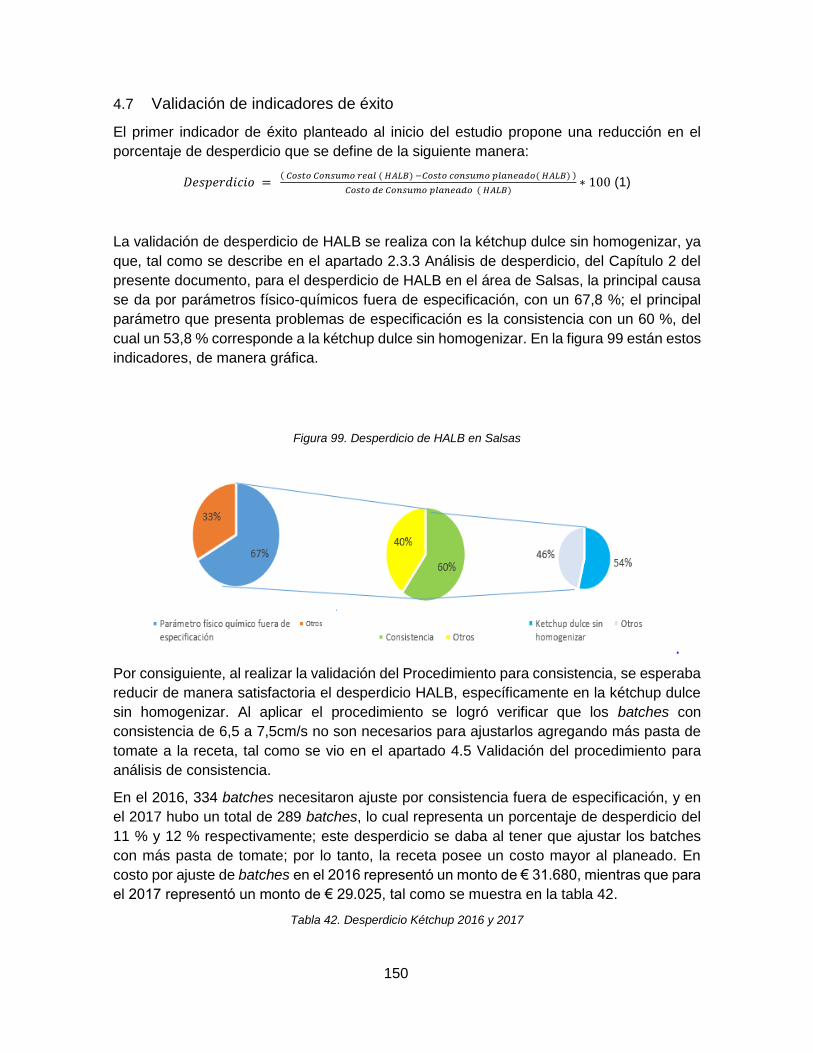
150
4.7 Validación de indicadores de éxito
El primer indicador de éxito planteado al inicio del estudio propone una reducción en el
porcentaje de desperdicio que se define de la siguiente manera:
𝐷𝑒𝑠𝑝𝑒𝑟𝑑𝑖𝑐𝑖𝑜 = ( 𝐶𝑜𝑠𝑡𝑜 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑟𝑒𝑎𝑙 ( 𝐻𝐴𝐿𝐵) −𝐶𝑜𝑠𝑡𝑜 𝑐𝑜𝑛𝑠𝑢𝑚𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜( 𝐻𝐴𝐿𝐵) )
𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝐶𝑜𝑛𝑠𝑢𝑚𝑜 𝑝𝑙𝑎𝑛𝑒𝑎𝑑𝑜 ( 𝐻𝐴𝐿𝐵)∗ 100 (1)
La validación de desperdicio de HALB se realiza con la kétchup dulce sin homogenizar, ya
que, tal como se describe en el apartado 2.3.3 Análisis de desperdicio, del Capítulo 2 del
presente documento, para el desperdicio de HALB en el área de Salsas, la principal causa
se da por parámetros físico-químicos fuera de especificación, con un 67,8 %; el principal
parámetro que presenta problemas de especificación es la consistencia con un 60 %, del
cual un 53,8 % corresponde a la kétchup dulce sin homogenizar. En la figura 99 están estos
indicadores, de manera gráfica.
Figura 99. Desperdicio de HALB en Salsas
Por consiguiente, al realizar la validación del Procedimiento para consistencia, se esperaba
reducir de manera satisfactoria el desperdicio HALB, específicamente en la kétchup dulce
sin homogenizar. Al aplicar el procedimiento se logró verificar que los batches con
consistencia de 6,5 a 7,5cm/s no son necesarios para ajustarlos agregando más pasta de
tomate a la receta, tal como se vio en el apartado 4.5 Validación del procedimiento para
análisis de consistencia.
En el 2016, 334 batches necesitaron ajuste por consistencia fuera de especificación, y en
el 2017 hubo un total de 289 batches, lo cual representa un porcentaje de desperdicio del
11 % y 12 % respectivamente; este desperdicio se daba al tener que ajustar los batches
con más pasta de tomate; por lo tanto, la receta posee un costo mayor al planeado. En
costo por ajuste de batches en el 2016 representó un monto de € 31.680, mientras que para
el 2017 representó un monto de € 29.025, tal como se muestra en la tabla 42.
Tabla 42. Desperdicio Kétchup 2016 y 2017

151
Fuente: Información suministrada por el departamento de producción, 2018
Como se observa en la tabla 42, en el 2016 un total de 321 batches poseían como resultado
7cm/s de consistencia, y en el 2017 un total de 269 batches tenían resultados de 7 a
7,5cm/s de consistencia; por lo tanto, al aplicar el procedimiento, estos batches no
necesitaban ajuste, dando como resultado de desperdicio solamente un total de 13 y 20
batches para el 2016 y 2017 respectivamente, como se aprecia en la tabla 43, lo que
equivale a un total de €2790 para el 2016 y €4500 para el 2017, disminuyendo el desperdicio
en un 91 % para el 2016 y un 84 % para el 2017.
Tabla 43. Desperdicio de kétchup utilizando procedimiento.
Fuente: Información suministrada por el departamento de producción, 2018
Si en el 2018 la tendencia de la kétchup fuera de especificación igual que para el 2016 y
2017, la organización se podría ahorrar en promedio € 26.708 anuales, al aplicar
únicamente el procedimiento para la kétchup dulce sin homogenizar.
En cuanto a problemas de hermeticidad en la línea S9, se produjo un total de 7.200.000
doy packs (Ledezma, 2017), de los cuales se tuvo un desperdicio de € 85.970 por perdida
de hermeticidad.
De acuerdo a la corrida pilota realizada para ambos tipos de laminado al aplicar la prueba
de prensa neumática se tuvieron 0 unidades con fugas, por lo tanto, se puede decir que de
acuerdo al estudio a corto plazo se redujo el desperdicio al 100%.
Consistenci
a cm/s
Cantidad de
batches
Diferencia
cm/s
Ajuste de
pasta kg Costo ajuste
Costo de
batche
Costo de
batche mas
ajuste
Consistencia
cm/s
Cantidad de
batches
Diferencia
cm/s
Ajuste de
pasta kg Costo ajuste
Costo de
batche
Costo de
batche mas
ajuste
9 0 0 0 0 € 0 € 0 € 9 5 3 450 1.350 € 4.146 € 5.496 €
8,5 10 2,5 750 2.250 € 8.292 € 10.542 € 8,5 10 2,5 750 2.250 € 8.292 € 10.542 €
8 3 2 180 540 € 2.488 € 3.028 € 8 5 2 300 900 € 4.146 € 5.046 €
7 0 0 0 0 € 0 € 0 € 7,5 7 1,5 315 945 € 5.804 € 6.749 €
7 321 1 9630 28.890 € 266.169 € 295.059 € 7 262 1 7860 23.580 € 217.247 € 240.827 €
Total 334 10560 31.680 € 276.949 € 308.629 € Total 289 9675 29.025 € 239.635 € 268.660 €
Desperdicio Ketchup 2016 Desperdicio Ketchup 2017
Consistenci
a cm/s
Cantidad de
batches
Diferencia
cm/s
Ajuste de
pasta kg Costo ajuste
Costo de
batche
Costo de
batche mas
ajuste
Consistencia
cm/s
Cantidad de
batches
Diferencia
cm/s
Ajuste de
pasta kg Costo ajuste
Costo de
batche
Costo de
batche mas
ajuste
9 0 0 0 0 € 0 € 0 € 9 5 3 450 1.350 € 4.146 € 5.496 €
8,5 10 2,5 750 2.250 € 8.292 € 10.542 € 8,5 10 2,5 750 2.250 € 8.292 € 10.542 €
8 3 2 180 540 € 2.488 € 3.028 € 8 5 2 300 900 € 4.146 € 5.046 €
7 0 0 0 0 € 0 € 0 € 7,5 0 1,5 0 0 € 0 € 0 €
7 0 0 0 0 € 0 € 0 € 7 0 1 0 0 € 0 € 0 €
Total 13 930 2.790 € 10.779 € 13.569 € Total 20 1500 4.500 € 16.584 € 21.084 €
Desperdicio Ketchup 2016 Desperdicio Ketchup 2017 usando procedimiento

152
4.7.1 Índice de capacidad
El segundo indicador de éxito planteado en el presente proyecto es el índice de capacidad
de proceso Cp, en el cual se espera ver una mejoría en el desempeño de las variables
críticas para el tema de hermeticidad.
En el diseño se determinaron, como variables críticas para el problema de hermeticidad,
las temperaturas de sellado de las ocho mordazas y la presión de sellado, la cual no poseía
análisis de capacidad previo, ya que no contaba con una especiación establecida.
En la validación se probaron las nuevas especificaciones planteadas, tanto para la presión
de sellado como para la temperatura de mordazas, de manera que se logró analizar la
capacidad del proceso.
En la Tabla 44, se puede ver que existe una mejora en los índices de capacidad de proceso
utilizando las especificaciones planteadas en el diseño. Como se muestra con las
especificaciones actuales se tienen valores de Cp y Cpk mayores a 10 esto se debe a la
amplitud de la especificación, con las especificaciones planteadas en el diseño y por
consenso con la organización se tienen valores de Cp y Cpk entre 3 y 4, esto se debe a
que a pesar que las tolerancias se redujeron siguen siendo amplias, principalmente por
solicitud de la organización, siendo un tema de cultura organizacional, sin embargo como
todo proceso de mejora continua se espera que la organización trabaje en reducir la
amplitud de estas especificaciones.
Tabla 44. Índices de capacidad
Variable Tetralámina Trilámina
Especificación actual Especificación
propuesta
Especificación actual Especificación propuesta
Cp Cpk Cp Cpk Cp Cpk Cp Cpk
Mordaza inferior
trasera
101,15 56 5,56 4,69 17,79 12,33 5,24 4,31
Mordaza inferior
delantera
15 9,5 4,52 3,76 17,50 11,84 4,44 3,73
Mordaza lateral 1 50,70 30,76 5,70 5,68 41,38 30,12 3,45 3,33
Mordaza lateral 2 15,96 9,81 3,18 3,14 41,62 31,59 3,16 3,12
Mordaza lateral 3 5,17 -0,2 3,62 3,28 40,43 39,69 3,46 3,15
Mordaza lateral 4 15,42 11,91 3,18 2,85 29,19 27,35 3,60 3,30
Mordaza superior
trasera
102,16 32,12 3,09 3,02 92,61 45,67 4,46 4,39
Mordaza superior
delantera
88,21 30,75 4,03 3,80 43,42 21,35 3,70 3,55
Presión de sellado N/A N/A 1,38 1,33 N/A N/A 2,21 2,02
Ahora bien, a pesar de que se tienen valores altos de Cp y Cpk, se logra centrar el proceso,
ya que tal y como se vio en el apartado 2.3.3.2 Perdida de hermeticidad, en la etapa de
diagnóstico, cuando se analiza la capacidad del proceso, con las especificaciones dadas

153
por el proveedor, el proceso no se encuentra centrado, y los valores se encuentran fuera
de la especificación, obtienen valores negativos de Cp y Cpk, como se muestra en los
apéndices del 10 al 25.
Por lo tanto, con estas mejoras obtenidas se cumple con el segundo indicador de éxito
establecido para el presente proyecto y se valida la efectividad de las especificaciones
planteadas.
4.7.2 Razón de Calidad
El tercer indicador de éxito planteado para el presente proyecto es la razón de calidad, este
indicador busca determinar la relación entre la producción y el producto conforme. La
fórmula correspondiente es:
𝑅𝑎𝑧𝑜𝑛 𝑑𝑒 𝐶𝑎𝑙𝑖𝑑𝑎𝑑 = 𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝐶𝑜𝑛𝑓𝑜𝑟𝑚𝑒𝑠
𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 (4)
Tal y como se plantea en la etapa de diagnóstico, al realizar la prueba de prensa neumática
se tiene un porcentaje de defectivos del 18 % por problemas de hermeticidad; por lo tanto,
de acuerdo con el volumen de producción, en el 2017, en la línea S9, se produjo un total de
7.200.000 doy packs (Ledezma, 2017), de los cuales 1.296.000 presentaban problemas de
hermeticidad, lo cual representa un costo de desperdicio de € 85.970, considerando el 18
% de defectivos, de acuerdo con el análisis de capacidad binomial, como se muestra en la
figura 100. Actualmente la organización presenta una razón de calidad de 0,82.
Figura 100. Análisis de capacidad binomial
Sample
Pro
po
rti
on
9181716151413121111
1,0
0,5
0,0
_P=0,18
UC L=1
LC L=0
Sample
%D
efe
cti
ve
100806040200
100
75
50
25
0
Summary Stats
0,00
PPM Def: 180000
Lower C I: 110311
Upper C I: 269477
Process Z: 0,9154
Lower C I:
(using 95,0% confidence)
0,6144
Upper C I: 1,2249
%Defectiv e: 18,00
Lower C I: 11,03
Upper C I: 26,95
Target:
Observed Defectives
Ex
pe
cte
d D
efe
cti
ve
s
1,00,50,0
1,0
0,5
0,0
1000
80
60
40
20
0
Tar
Binomial Process Capability Analysis of Hermeticidad
P Chart
Cumulative %Defective
Binomial Plot
Dist of %Defective
Al realizar la validación con las nuevas especificaciones para temperatura de sellado y
presión de sellado, al hacer el análisis de prensa neumática tanto para los doy packs de
laminado trilámina como de laminado tetralámina, ninguno de los 100 doy packs presenta
problemas de hermeticidad (fugas), por lo que se tiene un porcentaje de defectivos del 0 %,
en la prueba piloto realizada en el apartado 4.6. Sin embargo, se recomienda una corrida
larga para corroborar los resultados en la prueba piloto realizada.

154
Con las especificaciones propuestas para las variables de temperatura y presión de sellado,
en la prueba piloto se obtiene una razón de calidad de 1.
Esto se evidencia al correr las especificaciones del proceso, ya que anteriormente los
valores de temperatura se encontraban por debajo de los valores de temperatura
especificados por el proveedor, en los cuales se da la fusión de capaz del laminado (material
de empaque).
Para el caso de consistencia en el año 2016 se produjeron 5575 batches de kechup de los
cuales 334 necesitaron ajuste para una razón de calidad de 0,94. En el año 2017 se
realizaron 5643 batches de kétchup y 289 necesitaron ajuste, para una razón de calidad de
0,95.
De acuerdo con la validación del procedimiento para análisis de consistencia se realizaron
un total de 54 batches de los cuales solamente 2 necesitaron ajuste, para una razón de
calidad de 0,96. Es decir se logra reducir la cantidad de batches defectuosos por lo tanto
se cumple con el tercer indicador de éxito planteado.
4.8 Análisis costo-beneficio
Para el correcto desempeño de las propuestas planteadas en la etapa de diseño, y la
utilización de la herramienta para el Sistema de CEP, es necesaria la inversión en la compra
de algunos equipos y capacitación del personal en temas de estadística básica.
A continuación, se describen los costos y los beneficios de las propuestas planteadas, de
manera que se obtenga en indicador B/C3 del proyecto.
4.8.1 Costo de la herramienta
Para la implementación de la Herramienta para el Sistema de CEP no se incurre en ningún
costo por parte de la empresa, ya que no es necesaria la compra de software, ni compras
de licencias para poder aplicar lo desarrollado, ya que dicha herramienta está desarrollada
en Excel, programa con el que ya la empresa dispone de licencias en todas sus
computadoras. Por lo tanto, con una correcta capacitación y asignación del personal, se
obtienen los análisis correctos y de una manera rápida. La aplicación creada en Excel le
ahorra a la empresa la compra de licencias de software estadístico como Minitab, las que
le cuestan a la organización € 962 anuales por persona.
Así mismo el personal involucrado en el Sistema de CEP fue capacitado en el uso de la
herramienta, y se cuenta con un manual de usuario en caso de tener dudas.
4.8.2 Costo de cronómetro y termómetro
Para lograr aplicar el procedimiento de consistencia de manera correcta, es necesaria la
utilización de cronómetro y termómetro, de manera que se mida la temperatura de la
3 B/C análisis costo beneficio, que mide el rendimiento del beneficio dividido entre el costo de las propuestas, y se espera obtener valores de B/C mayores a 1 (Unilever, 2018).

155
kétchup y el desplazamiento de esta a la hora de aplicar la prueba. Actualmente, en el
centro de análisis de Salsas, no se dispone de ellos.
Se propone la compra de un termómetro Waterproof, ya que su lectura es de manera digital
e instantánea; es perfecto para medir la temperatura de líquidos, alimentos; el rango de
lecturas va de -58 ◦C a 200 ◦C. Así mismo, se propone la compra de un cronómetro digital
marca Accusplit; ambos equipos tienen un costo de €72, como se muestra en la tabla 45.
Tabla 45. Costo de inversión de termómetro y cronometro
Equipo Costo
Termómetro €34
Cronometro €38
Total €72
4.8.1 Costo de la capacitación del personal
Para lograr implementar, de manera correcta, el Sistema de Control Estadístico de
Procesos, es necesaria la capacitación del personal, en temas de estadística básica para
lograr aplicar herramientas como Pareto, Ishikawa, análisis de normalidad, capacidad de
procesos y gráficos de control.
Para ello, el departamento de Recursos Humanos deberá contratar un servicio externo para
capacitar al personal involucrado en el Sistema de CEP.
Se realizarán dos cotizaciones; una de ellas con MR Consultoría, a cargo del Ingeniero
Mauricio Rodríguez. Los temas se verán en cuatros sesiones de dos horas cada una, para
un costo de € 577 (véase el anexo 12).
La segunda cotización se realizará con la Cámara de Industrias de Costa Rica; los temas
se verán en tres sesiones de cuatro horas cada una, para un costo total de €1.144 (véase
el anexo 13).
4.8.2 Costo del análisis de consistencia
En promedio, 295 batches de kétchup sin homogenizar, de manera anual, han requerido
ajustes o son desechados al no cumplir el parámetro de consistencia. Sin embargo, tal
como se logra demostrar en la etapa de validación, al realizar un análisis siguiendo el
procedimiento para consistencia fuera de parámetro, se reduce la cantidad de batches
rechazados. No obstante, este análisis requiere de dos minutos por parte del operador del
centro de análisis de Salsas, lo cual representa un costo anual de €26 por mano de obra.
4.8.3 Disminución de desperdicio
Con una correcta implementación del procedimiento para análisis de consistencia de
kétchup, la empresa podría llegar a ahorrarse cerca de € 26.708 anuales, como se detalla
en el apartado 4.5.
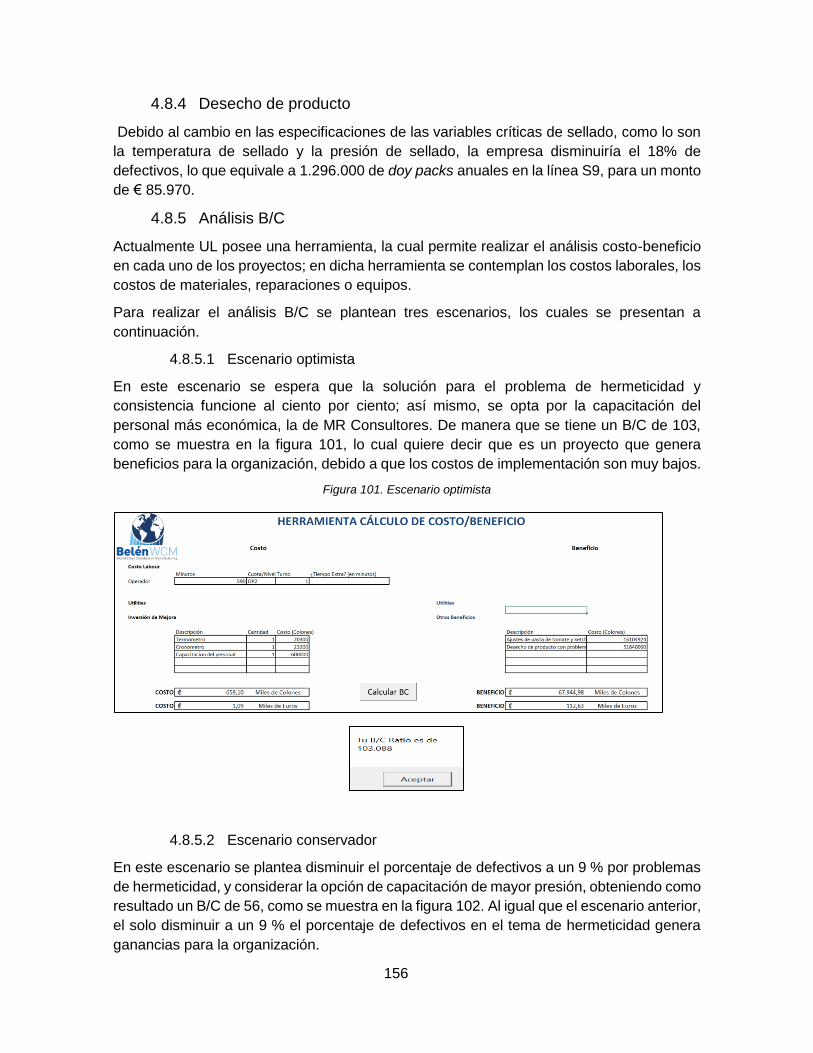
156
4.8.4 Desecho de producto
Debido al cambio en las especificaciones de las variables críticas de sellado, como lo son
la temperatura de sellado y la presión de sellado, la empresa disminuiría el 18% de
defectivos, lo que equivale a 1.296.000 de doy packs anuales en la línea S9, para un monto
de € 85.970.
4.8.5 Análisis B/C
Actualmente UL posee una herramienta, la cual permite realizar el análisis costo-beneficio
en cada uno de los proyectos; en dicha herramienta se contemplan los costos laborales, los
costos de materiales, reparaciones o equipos.
Para realizar el análisis B/C se plantean tres escenarios, los cuales se presentan a
continuación.
4.8.5.1 Escenario optimista
En este escenario se espera que la solución para el problema de hermeticidad y
consistencia funcione al ciento por ciento; así mismo, se opta por la capacitación del
personal más económica, la de MR Consultores. De manera que se tiene un B/C de 103,
como se muestra en la figura 101, lo cual quiere decir que es un proyecto que genera
beneficios para la organización, debido a que los costos de implementación son muy bajos.
Figura 101. Escenario optimista
4.8.5.2 Escenario conservador
En este escenario se plantea disminuir el porcentaje de defectivos a un 9 % por problemas
de hermeticidad, y considerar la opción de capacitación de mayor presión, obteniendo como
resultado un B/C de 56, como se muestra en la figura 102. Al igual que el escenario anterior,
el solo disminuir a un 9 % el porcentaje de defectivos en el tema de hermeticidad genera
ganancias para la organización.

157
Figura 102. Escenario conservador
4.8.5.3 Escenario pesimista
En este escenario se plantea un menor ahorro, considerando que el procedimiento de
consistencia sea efectivo únicamente en el 50 % de los casos, y el porcentaje de defectivos
en un 13 %, obteniendo, como resultado, un B/C de 30, como se muestra en la figura 103.
Al igual que en los otros dos escenarios, se obtienen beneficios económicos con las
propuestas planteadas.
Figura 103. Escenario pesimista

158
4.9 Conclusiones de la validación
Como resultado de la evaluación de la capacitación de las jefaturas en el Sistema de Control
Estadístico de Proceso, se obtiene en promedio una nota de 94; por lo tanto, se puede
concluir que las jefaturas entienden correctamente el funcionamiento del Sistema de CEP.
Existen resultados positivos con el uso de la herramienta. Entre la retroalimentación de la
capacitación se tiene que la herramienta es de gran ayuda y es amigable con el usuario y,
además, los resultados son fáciles de interpretar. Así mismo, se realizan las modificaciones
sugeridas por el personal capacitado, en los dos registros de temperatura de mordazas y
análisis físico-químico (véase el apéndice 38).
Se percibe resistencia al cambio, principalmente en el uso del procedimiento para análisis
de materia prima, siendo este un tema que preocupa, ya que solamente es un
procedimiento; por lo tanto, si la organización desea implementar, de manera exitosa, el
Sistema de CEP, deberá definir objetivos claros e involucrar al personal, de manera que se
entienda la importancia del Sistema para la organización.
Cuando se aplica el procedimiento para análisis de consistencia para la kétchup dulce sin
homogenizar, se obtiene una mejoría de la prueba de consistencia, logrando asi disminuir
el desperdicio HALB (producto en proceso) por no cumplir las especificaciones
fisicoquímicas, especificamente la consistencia. Al seguir el procedimiento para análisis de
consistencia, UL puede ahorrarse € 26.708 anuales.
Como resultado del análisis estadístico presentado para las nuevas especificaciones
propuestas, tanto para las temperaturas de mordazas como para la presión de sellado, se
logra evidenciar que el proceso es capaz de cumplir con las especificaciones y ayuda, de
manera significativa, al problema de hermeticidad, reduciendo el desperdicio por perdida
de hermeticidad de € 85.970.
Con el análisis costo-beneficio se evidencia que la inversión para implementar el sistema
es relativamente bajo, en comparación con los beneficios, ya que solo se debe invertir para
la compra de un cronómetro, un termómetro y la capacitacion del personal, pues la
herramienta, al ser en Excel, no le cuesta dinero a la organización.

159
5 Conclusiones del proyecto
• UL es una empresa que se encuentra alrededor de 88 países en el mundo, líder en
marcas de consumo masivo, con grandes aplicaciones y tecnologías en sus
procesos productivos, sin embargo UL Costa Rica, presenta una serie debilidad en
el control de sus procesos productivos, así como en el uso de herramientas
estadísticas; como se menciona en el presente documentos, más de un 57% de las
variables de proceso no se registran y no se controlan, las variables que se registran
no se analizan, así mismo no se conoce la capacidad de los procesos. Es por ello
que el Sistema de Control Estadístico de Proceso diseñado, le brinda a UL las
herramientas necesarias para dar su primer paso en el control de sus procesos,
capitalizando el conocimiento, de manera que la organización considere sus
conocimientos actuales y determine como adquirir nuevos conocimientos
necesarios, enfocados en la mejora continua, de tal forma que el Sistema diseñado
se vuelva más robusto conforme la adquisición de nuevos conocimientos, mejoras
en los procesos y experiencias adquiridas.
• La correcta calibración de los equipos es necesaria para garantizar el sistema de
medición, por lo tanto, la calibración de las termocuplas en las mordazas es
necesaria ya que esto impacta en la veracidad de la información recolectada por la
organización.
• La creación de procedimiento para análisis de consistencia le permite a la
organización reducir la variabilidad en los resultados, disminuir desperdicios y por
ende perdidas económicas.
• La creación del procedimiento para el muestreo de materia primas le permite a la
organización tener más control sobre estas, ya que son una de las bases del
Sistema de CEP, porque antes de todo análisis estadístico se debe garantizar que
la mano de obra, la materia prima y los equipos cumplen con los requisitos
necesarios para el proceso productivo, reduciendo así la variabilidad en los
procesos.
• Mediante diseños experimentales se logra determinar que en efecto temperaturas
desde los 170 a 230 °C, garantiza fuerzas de sellado por encima del valor mínimo
de 110 N/cm, por lo tanto, se logra la correcta fusión entre las capas de lámina
(material de empaque) previniendo así la presencia de fugas por falta de sellado.
• Se obtienen valores de Cp y Cpk entre 3 y 4 como resultado de la validación de las
temperaturas de mordazas, esto se debe que se plantea una nueva especificación
para temperatura de mordazas que va de los 170 a 230 °C, a pesar de que se logran
reducir los márgenes sigue siendo una especificación amplia, sin embargo, esto se
da por solicitud de la organización, siendo este un buen inicio para un proceso de
mejora continua.
• Con el proyecto no solo se logra un mejor control sobre los procesos productivos,
sino que se logra el trabajo en equipo y el involucramiento del personal como pilar
clave para el Sistema de CEP.

160
• El Sistema de CEP diseñado se crea de tal manera que pueda ser replicado en otras
líneas, variables, productos y áreas de la organización. En el año 2016 el
desperdicio en el área de Salsas corresponde a € 1.243.499,69, con la validación
del Sistema de Control Estadístico de Procesos en la kétchup dulce sin homogenizar
en la línea S9, se estima un ahorro de € 112.688, lo cual corresponde a una
disminución 9% del desperdicio. El área de Salsas cuenta con 9 líneas de
producción como la línea S9, si el Sistema de CEP diseñado se aplicara en las ocho
líneas restantes el potencial de ahorro para la organización seria de €1.014.192,
disminuyendo así el desperdicio en un 81.5%. Continuar aplicando en Sistema de
CEP en otras variables críticas y áreas de procesos le permitirá a UL, no solo control
sobre sus procesos, sino mejora continua y reducción de pérdidas económicas.

161
6 Recomendaciones
• Los resultados de este proyecto dependen del trabajo en equipo de todos los
integrantes del Sistema. Por lo tanto, se recomiendan reuniones en las que los
integrantes del Sistema de CEP puedan analizar los resultados y proponer mejoras,
pues el involucramento del personal es clave para el éxito del proyecto. En el diseño
se propone una reunión al mes, donde estén presentes los integrantes de
Producción, Mantenimiento, Calidad y Recursos Humanos. La idea de la reunión es
principalmente mostrar los resultados del mes, el reporte de la herramienta de
exhibición llamativa, y a partir de eso saber si el proceso está bajo control y, en caso
de que no, tomar las medidas necesarias.
• Se recomienda darles capacitaciones a los operarios sobre la utilización de
herramientas estadísticas como diseño de experimentos, paretos, gráficos de
control, temas de calidad y mejora continua. Uno de los puntos del sistema es la
capacitación del personal; esto permitirá que el sistema funcione de una mejor
manera.
• Se le recomienda, a la organización, implementar lo más pronto posible el
procedimiento para muestreo de aceptacion para materias primas, especialmente
para los ingresos de la pasta de tomate, ya que actualmente no se está cumpliendo
con las especificaciones, siendo así una fuente de variablilidad para los proceso.

162
7 Abreviaturas y Acrónimos
AMEF: Análisis de modo y efecto de fallas
ASQ: American Society for Quality (Sociedad Americana para la Calidad)
CEP: Controles Estadísticos de Procesos
Cp: Índice de capacidad potencial
CRQS: Costumer Relevant Quality Standards (Estándares de Calidad Relevantes para los
Consumidores)
EI: Especificación inferior
ES: Especificación superior
HALB: Producto en proceso
Incidente D: Desviación en las características de calidad de los productos detectados dentro
de la planta
LATAN: Empresas de Unilever en países de Centroamérica y el Caribe
LC: Límite central
LCI: Límite de control inferior
LCS: Límite de control superior
MASOFRI: Plantas de Mayonesa, Salsas Oscuras y Frijoles
PACK: Material de empaque
pH: medida de acidez o alcalinidad
ROH: Materia prima
SCEP: Sistema de control estadístico de procesos.
SIPOC: Suppliers, Inputs, Procees, Outputs, Customers (Proveedores, Entradas, Proceso,
Salidas, Consumidores)
SKU: Storage Keeping Unit (Unidades de mantenimiento de stock)
TIM: Technology innovation management (Gestión de la innovación tecnológica)
UL: Unilever planta Belén
WCM: Word Class Manufacturing (Manufactura de Clase Mundial)

163
8 Glosario
• Doy pack: “Bolsas elaboradas con tres selles tipo estrella y fuelle de fondo que le
permite una correcta exhibición vertical, manteniéndose en pie. Ofrece una barrera
contras gases, humedad y grasas. Ideales para la conservación cereales, granolas,
cafés y diferentes alimentos” (Enlaces Quimicos S.A.S, 2018)
• Eficacia: Grado en que ese realizan las actividades planificadas y se alcanzan los
resultados planificados. (INTECO, 2005).
• Eficiencia: Relación entre el resultado alcanzado y los recursos utilizados (INTECO,
2005).
• Muestreo: “Es un conjunto de métodos y procedimientos estadísticos destinados a
la selección de una o más muestras es la técnica seguida para elegir muestras. El
objetivo principal de un diseño de muestreo es proporcionar procedimientos para la
selección de muestras que sean representativas de la población en estudio” (INEI,
2006).

164
9 Bibliografía
Aberdeen Group Inc. (2006). Lean Benchmark Report. Boston, Massachusetts.
Alfaro, A. (26 de mayo de 2017). Desperdicio de materia prima. (S. Luna, & B. Rojas,
Entrevistadores)
Alfaro, A. (5 de Julio de 2017). Ingreso de materia prima. (S. Luna, & B. Rojas,
Entrevistadores)
Arce, T. (28 de febrero de 2017). Incidentes D. (S. Luna, & B. Rojas, Entrevistadores)
Bravo, J., & Orejuela, P. (2012). Aproximación a la medición del impacto del Backorder en
sistemas de manufactura flexible.
Chapman, S. (2006). Sistemas de planificación y control de la producción. Mexico: Pearson
Education.
Clements, J. A. (1989). Process Capability Calculations for Non-Normal Distributions.
Quality Progress, 95-100.
Enlaces Químicos S.A.S. (7 de julio de 2018). Bolsas para empaques al vacío. Obtenido de
http://www.bolsasparavacio.com/about
Ferreri, N., & Quaglino, M. (2011). PROPIEDADES DISTRIBUCIONALES DE INDICES DE
CAPACIDAD DE PROCESOS BAJO DISTRIBUCIONES NO NORMALES.
Investigaciones en la Facultad" de Ciencias Económicas y Estadística.
Frazelle, E. H. (2002). Supply Chain Strategy. McGraw Hill.
García Vázquez, J. (2002). Sistemas de Planificación y Control de la Producción. Colombia.
García, C. (6 de agosto de 2018). Análisis de pruebas estadísticas. (S. Luna, & B. Rojas,
Entrevistadores)
Gonzalez, L., & Gonzalez, J. (24 de noviembre de 2016). Problemática de desperdicio. (S.
Luna, & B. Rojas, Entrevistadores)
Gutiérrez, H., & De la Vara, R. (2009). Control Estadístico de Calidad y Seis Sigma. México:
McGRAW-HILL.
Hidalgo, H. (2017). Fuerza de sellado. (S. Luna, & B. Rojas, Entrevistadores)
Hopp, W., & Spearman, M. (2011). Factory Physics: Foundations of Manufacturing
Management. Ilinois: Waveland Press .
INTECO, I. d. (2005). Sistemas de gestión de la calidad - Fundamentos y vocabulario INTE
ISO 9000:2005. INTECO.
Jagdeep, S., & Harwinder, S. (2014). Performance Enhancement of Manufacturing Unit
Using Six Sigma DMAIC Approach. Springer India.
Korkusuz, D. (2011). Process Capability Analysis for Non-normal Processes with Lower
Specification Limits. Gothenburg, Suecia: Chalmers University of Technology.

165
Martínez, M. (2014). Implementación de herramientas de WCM en una empresa de
logística. Universidad Nacional de Córdoba.
Martínez, M., & Garza, J. (2013). Reducción de costos asociados a los desperdicios de un
producto perteneciente a una empresa manufacturera. México: UANL.
Montgomery, D. C. (2009). Introduction to Statistical Quality Control. United States of
America: John Wiley & Sons, Inc.
Morales, J. (2007). Aplicación de Seis Sigma en la mejora del desempeño en el consumo
de combustible. México.
Morales, J. (2017). Aplicación de la metodología Seis Sigma. México.
Ocampo, J., & Pavón, A. (2012). Integrando la Metodología DMAIC de Seis Sigma con la
Simulación de Eventos Discretos en Flexsim. Building Infrastructure by Fostering
Engineering Collaboration, Efficient and Effective Integration and Innovative (pág.
3). Panama: Latin American and Caribbean Conference for Engineering and
Technology.
Pulido, H. G. (2009). Control Estadístico de Calidad y Seis Sigma. México DF: Mc Graw Hill.
Rodríguez, A. (20 de noviembre de 2016). Crecimiento de negocio. (S. Luna, & B. Rojas,
Entrevistadores)
Salmerón, E. (7 de marzo de 2016). Variables de control, (S. Luna, & B. Rojas,
Entrevistadores)
UL. (2016). Procedimiento para verificar el sellado utilizando prensa neumática. Belén:
Unilever.
Valverde, M. F. (17 de noviembre de 2016). Disposición final de desperdicio. (S. Luna, & B.
Rojas, Entrevistadores)
Vásquez, M. (2017). Especificación de pasta de tomate. (S. Luna, & B. Rojas,
Entrevistadores)
Vollman, Berry, & Whybark. (2005). Planeación y Control de la producción. México:
McGraw-Hill.
Walpole, R. E., Myers, R. H., Myers, S. L., & Ye, K. (2007). Probabilidad y estadística para
ingeniería y ciencias. México: Pearson Educación.
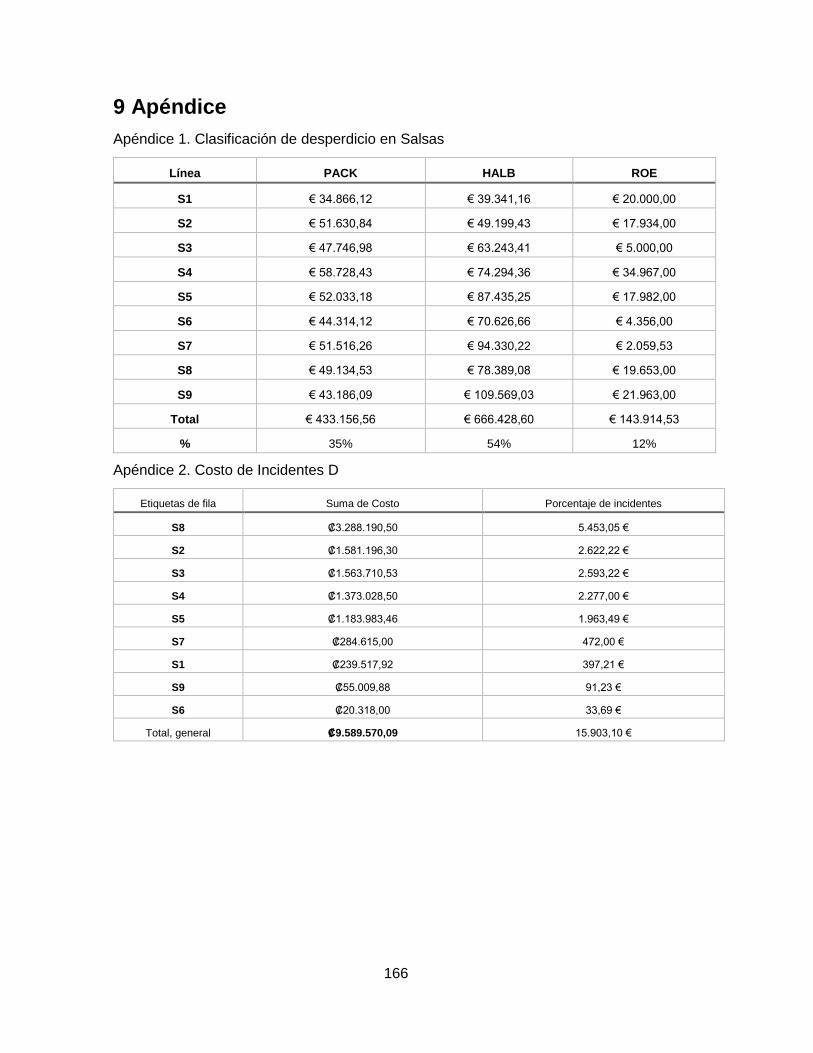
166
9 Apéndice
Apéndice 1. Clasificación de desperdicio en Salsas
Línea PACK HALB ROE
S1 € 34.866,12 € 39.341,16 € 20.000,00
S2 € 51.630,84 € 49.199,43 € 17.934,00
S3 € 47.746,98 € 63.243,41 € 5.000,00
S4 € 58.728,43 € 74.294,36 € 34.967,00
S5 € 52.033,18 € 87.435,25 € 17.982,00
S6 € 44.314,12 € 70.626,66 € 4.356,00
S7 € 51.516,26 € 94.330,22 € 2.059,53
S8 € 49.134,53 € 78.389,08 € 19.653,00
S9 € 43.186,09 € 109.569,03 € 21.963,00
Total € 433.156,56 € 666.428,60 € 143.914,53
% 35% 54% 12%
Apéndice 2. Costo de Incidentes D
Etiquetas de fila Suma de Costo Porcentaje de incidentes
S8 ₡3.288.190,50 5.453,05 €
S2 ₡1.581.196,30 2.622,22 €
S3 ₡1.563.710,53 2.593,22 €
S4 ₡1.373.028,50 2.277,00 €
S5 ₡1.183.983,46 1.963,49 €
S7 ₡284.615,00 472,00 €
S1 ₡239.517,92 397,21 €
S9 ₡55.009,88 91,23 €
S6 ₡20.318,00 33,69 €
Total, general ₡9.589.570,09 15.903,10 €

167
Apéndice 3. Resultados de evaluación de la guía INTE/ISO 11462
OBJETIVOS DEL CEP Y LA
ORGANIZACIÓN
Cumple Observaciones
5.1 Objetivos del CEP Si No Parcialmente
Se tiene un objetivo general por parte de la
organización
X El objetivo de la organización es disminuir el desperdicio
y las pérdidas económicas
Se tiene objetivos específicos X Se tienen objetivos específicos para la mejora de la
organización
5.2 Justificación Financiera Si No Parcialmente
Se tienen identificados los costos de desecho,
inspección, reproceso, reparo de equipo,
tiempo muerto e interrupciones
X Si se tienen identificados todos los costos, existe un
equipo que busca reducir el desperdicio
Cantidad de trabajos perdidos por clientes
insatisfechos
X Se lleva un control de reclamos de manera mensual y el
costo asociado
5.3 Organización CEP Si No Parcialmente
Se cuenta con un equipo de trabajo para CEP X Actualmente no se cuenta con un equipo de trabajo,
cada departamento trabaja por separado
6 CONDICIONES PARA EL CEP
6.1 Gestión de soporte Si No Parcialmente
Se realizan actividades de la mejora continua
al proceso
X Si se realizan proyectos de mejora, se corre una matriz
de manera semestral con las pérdidas que se deben
atacar
Se llevan registros de las desviaciones y
puntos fuera de control
X Si se registra, pero no se controla
El manejo de datos es el adecuado para la
toma de decisiones del proceso
X A pesar de que se anotan los datos los registros no son
confiables ya que muchas veces no se anotan las
desviaciones en el proceso
Existe un responsable de la coordinación del
CEP
X No porque actualmente no existe un control estadístico
de proceso
6.2 Comprensión de las herramientas y métodos
del CEP
El personal está comprometido con las
herramientas y métodos del CEP
X El personal no conoce del control estadístico de
proceso, pero se está comenzando a capacitar
La formación y habilidades de los empleados
son apropiadas a las funciones de trabajo y la
interacción con el proceso
X No, no se tiene perfil de puestos.

168
7 ELEMENTOS DE UN SISTEMA DE CONTROL ESTADÍSTICO DE PROCESOS
7.1 Plan de control Si No Parcialmente
Se cuenta con un diagrama de flujo X En los planes HACCP se encuentran los diagramas de
flujo del proceso
Se tienen establecidas las entradas y salidas
del proceso
X En los planes HACCP se encuentran los diagramas de
flujo del proceso
Están claros los puntos de medición del
proceso
X Se tienen claros los puntos críticos de control en los
planes HACCP, pero no se sabe si eso es todo lo que
se debe medir
Se tienen los límites del proceso establecidos X Los define innovación y desarrollo
Se tienen establecidos los parámetros del
proceso
X Algunos parámetros de procesos están claros, pero no
se sabe si los que están definidos son todos los
parámetros
Se tiene claro los parámetros que son eficaces
para medir, donde, cuando y como obtenerlos
X No todos los parámetros son claros, algunos de ellos no
se pueden medir
Se tiene claro que parámetros se pueden
medir solamente como atributos, o no son
medibles.
X No se tiene claro
Se tiene claro los planes de acción para
situaciones fuera de control, correcciones,
acciones correctivas y las responsabilidades
de la acción
X Solamente para los puntos críticos de control definidos
en los HACCP
7.2 Definición de metas y límites de proceso Si No Parcialmente
Los valores metas o limites operacionales son
cuantificados
X Si son cuantificados, pero no se analizan
Los valores metas y/o limites operacionales
son evaluados respecto a las necesidades del
cliente
X No porque RyR crea las especificaciones, pero no con
las características de calidad
Se tienen identificados los problemas que
afectan las metas y los límites de control
X No se tiene claro que es lo que provoca la variabilidad
en el proceso y los defectos de calidad
7.3 Evaluación y el control del sistema de
medición
Si No Parcialmente
Se evalúa si la incertidumbre del sistema de
medición es adecuada (discriminación,
exactitud, repetibilidad, precisión,
reproducibilidad, linealidad, estabilidad)
X En algunos casos si se tiene claro, pero muchas veces
por falta de recursos se utilizan los equipos que se
tienen
Se tienen claros los criterios de aceptación de
la incertidumbre del sistema de medición
X No se tiene claro
Se verifica periódicamente la calibración del
sistema de medición
X Si son calibrados todos los éxitos de manera externa
una vez al año, y se hace una verificación una vez al
año
Se documentan las condiciones que requieren
verificación periódica.
X Si todas las calibraciones se documentan

169
Se conservan los datos históricos de los
resultados de las mediciones tomadas antes
de la calibración y se analizan para ajustar los
intervalos de calibración
X Si se guardan los certificados de calibración de todos
los equipos
7.4 Instrucciones de trabajo documentadas Si No Parcialmente
Se cuenta con procedimientos documentados
para los procesos de producción, medición,
inspección, ensayo y mantenimiento
X x Si existen procedimientos e instructivos para cada
proceso
Se cuenta con procedimientos para:
a) definir el proceso X SOP
b) operación, seguimiento y control del
proceso
X Procedimientos para los puntos críticos de control
definidos en HACCP
c) detección de deficiencia en las entradas,
variables de control y salidas del proceso
X Procedimientos para los puntos críticos de control
definidos en HACCP
d) reaccionar a las condiciones fuera de
control
X Procedimientos para los puntos críticos de control
definidos en HACCP
e) solucionar distorsión en el proceso X No se cuenta con procedimientos
Se revisa periódicamente las instrucciones de
trabajo para la adecuación y la comprensión
del personal
X No se revisan periódicamente
7.5 Formación y participación del personal en la
toma de datos
Si No Parcialmente
Se cuenta con un plan e instrucciones para la
obtención de datos
X Solamente se cuenta con instructivos de cada cuanto
tiempo se debe tomar los datos, pero no se cumple al
cien por ciento
Se cuenta con un procedimiento para el
muestreo, recolección, interpretación y
acciones a tomar con los datos
X No se tiene
Se cuenta con diferentes controles, equipos y
software para la obtención de datos del
proceso
X Si se tiene el equipo adecuado para poder llevar el
control estadístico del proceso
Se evalúa la capacidad del sistema de
medición y su capacidad con respecto al
sistema para el control del proceso
X No se realiza
Se identifican, preparan y conservan los
registros de datos del proceso
X Se conservan los registros, pero no se utilizan los datos
en ellos
7.6 Obtención y registro de los datos del proceso Si No Parcialmente
El sistema permite la utilización de datos
históricos para identificar las causas de
variación asignables al proceso
X Se tiene datos históricos, pero no son confiables
Se tiene documentación de las decisiones de
muestreo (tamaño de muestra, f frecuencia,
responsabilidad del muestreo,
X No se cuenta
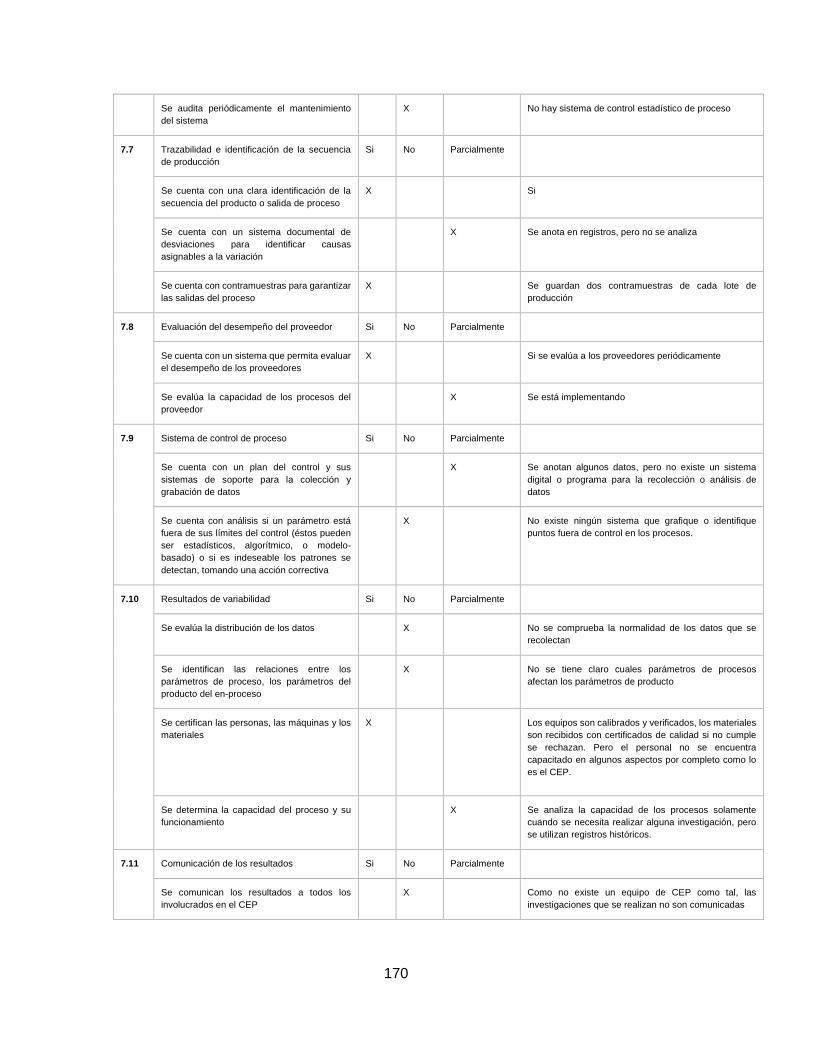
170
Se audita periódicamente el mantenimiento
del sistema
X No hay sistema de control estadístico de proceso
7.7 Trazabilidad e identificación de la secuencia
de producción
Si No Parcialmente
Se cuenta con una clara identificación de la
secuencia del producto o salida de proceso
X Si
Se cuenta con un sistema documental de
desviaciones para identificar causas
asignables a la variación
X Se anota en registros, pero no se analiza
Se cuenta con contramuestras para garantizar
las salidas del proceso
X Se guardan dos contramuestras de cada lote de
producción
7.8 Evaluación del desempeño del proveedor Si No Parcialmente
Se cuenta con un sistema que permita evaluar
el desempeño de los proveedores
X Si se evalúa a los proveedores periódicamente
Se evalúa la capacidad de los procesos del
proveedor
X Se está implementando
7.9 Sistema de control de proceso Si No Parcialmente
Se cuenta con un plan del control y sus
sistemas de soporte para la colección y
grabación de datos
X Se anotan algunos datos, pero no existe un sistema
digital o programa para la recolección o análisis de
datos
Se cuenta con análisis si un parámetro está
fuera de sus límites del control (éstos pueden
ser estadísticos, algorítmico, o modelo-
basado) o si es indeseable los patrones se
detectan, tomando una acción correctiva
X No existe ningún sistema que grafique o identifique
puntos fuera de control en los procesos.
7.10 Resultados de variabilidad Si No Parcialmente
Se evalúa la distribución de los datos X No se comprueba la normalidad de los datos que se
recolectan
Se identifican las relaciones entre los
parámetros de proceso, los parámetros del
producto del en-proceso
X No se tiene claro cuales parámetros de procesos
afectan los parámetros de producto
Se certifican las personas, las máquinas y los
materiales
X Los equipos son calibrados y verificados, los materiales
son recibidos con certificados de calidad si no cumple
se rechazan. Pero el personal no se encuentra
capacitado en algunos aspectos por completo como lo
es el CEP.
Se determina la capacidad del proceso y su
funcionamiento
X Se analiza la capacidad de los procesos solamente
cuando se necesita realizar alguna investigación, pero
se utilizan registros históricos.
7.11 Comunicación de los resultados Si No Parcialmente
Se comunican los resultados a todos los
involucrados en el CEP
X Como no existe un equipo de CEP como tal, las
investigaciones que se realizan no son comunicadas

171
Apéndice 4. Curso grama analítico de operación
Diagrama #1 Hoja#1 de 1
Actual Propuesto
6
1
0
1
3
11
1 Descargar materia prima *
2 Revisar certificados y factura *
Al descargar los materiales se
debe revisar que el certificado
este bien
3 Colocar materiales en el pasillo *
4 Llevar vegetales a cámara de refrigeración *
5 Revisar lotes y cantidades recibidas *
Se debe revisar que los lotes
estén de acuerdo con el
certificado
6 Verificar pesos e integridad *
Se debe revisar que los pesos y la
integridad de los materiales
estén bien
7 Realizar pruebas a los materiales *
8 Notificar conformidad *
9 Ingresar materiales al sistema *
10 Colocar materiales en Racks *
11 Liberar materiales para la utilización *
Cursograma Analítico Operación
Operación: Recepción de materia prima
Almacenamiento Método: Actual
Resumen
Operación
Transporte
Fecha: 19/05/2017
Actividad
Demora
Inspección
Total
Símbolo
Código Descripción Observación
Diagrama #1 Hoja#1 de 1
Actual Propuesto
3
1
0
1
1
6
1 Llenar solicitud *
2 Solicitar material *
3
Colocar material en el pasillo para
la revisión *
4 Revisar material *
5 Firmar hoja de despacho *
6
Mover material a líneas de
empaque *
Código Descripción
Símbolo
Observación
Fecha: 19/05/2017 Total
InspecciónMétodo: Actual
Almacenamiento
Demora
Transporte
Operación Operación: Despacho de materia prima
Actividad
Resumen
Cursograma Analítico Operación
Ingresar material a bodega MP
Revisar certificado de calidad y
factura Descargar material
Colocar material en pasillos
Revisar lotes y cantidades recibidas
Enviar vegetales a cámara de
refrigeración
Verificar pesos e integridad
Conformidad Notificar las cantidades recibidas
Verificar la conformidad por
parte del controlador
Ingresar material al sistema (MIGO)
Colocar material en Racks
Notificar al proveedor las discrepancias
Si
No
Notificar a calidad ( caso de vegetales
y queso)
Realizar pruebas (cocción/o
microbiología)
Liberar material ( SAP)
Conformidad
Notificar rechazo a la bodega
Notificar al almacén la libre utilización del
material
Despachar material de empaque
Llenar plantillas de solicitud de materiales
Solicitar materiales a pantografista
Colocar en pasillos materiales para la
revisión Revisar materiales
Firmar hoja de pedido de material
Retirar material a producción
Despachar material a granel
Revisar plan de producción
Pesar ingredientesEtiquetar
productos pesados Colocar producto
pesado en góndola Llenar hoja de
registroRetirar el material
Despachar vegetales
Revisar plan de producción
Pesar vegetales
Llevar vegetales a área de
ingredientes mayores
Ingredientes mayores
Asignar receta a cada línea
Dar aviso al cuarto de análisis para
cocción
Cocción
Asignar receta a cada línea
Secuenciar la dosificación
Dosificar agua y aceite
Abrir vacíos Cerrar válvulas Cocinar Sacar muestras de
Boula Realizar análisis Registrar análisis
Enviar producto a la línea de empaque
Colocar bin de tomate y pasta de
tomate en extractor
Agregar vegetales en carritos ( un
carrito por línea)
Empaque
Colocar laminado en la línea
Ajustar laminado y fotoceldas
Ajustar temperaturas de
mordazas
Ajustar presión de dosificación
Dosificar producto Sellar “Doypacks”Empacar
“Doypacks”
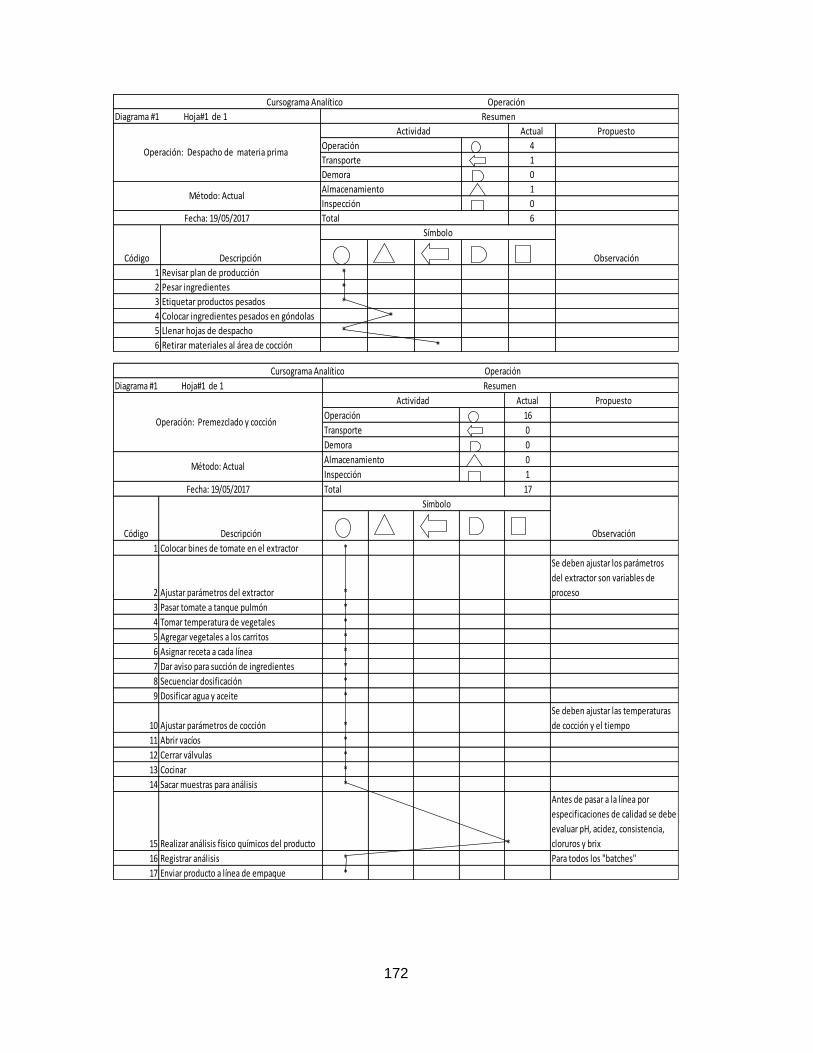
172
Diagrama #1 Hoja#1 de 1
Actual Propuesto
4
1
0
1
0
6
1 Revisar plan de producción *
2 Pesar ingredientes *
3 Etiquetar productos pesados *
4 Colocar ingredientes pesados en góndolas *
5 Llenar hojas de despacho *
6 Retirar materiales al área de cocción *
Código Descripción
Símbolo
Observación
Fecha: 19/05/2017 Total
InspecciónMétodo: Actual
Almacenamiento
Demora
Transporte
Operación Operación: Despacho de materia prima
Actividad
Resumen
Cursograma Analítico Operación
Diagrama #1 Hoja#1 de 1
Actual Propuesto
16
0
0
0
1
17
1 Colocar bines de tomate en el extractor *
2 Ajustar parámetros del extractor *
Se deben ajustar los parámetros
del extractor son variables de
proceso
3 Pasar tomate a tanque pulmón *
4 Tomar temperatura de vegetales *
5 Agregar vegetales a los carritos *
6 Asignar receta a cada línea *
7 Dar aviso para succión de ingredientes *
8 Secuenciar dosificación *
9 Dosificar agua y aceite *
10 Ajustar parámetros de cocción *
Se deben ajustar las temperaturas
de cocción y el tiempo
11 Abrir vacíos *
12 Cerrar válvulas *
13 Cocinar *
14 Sacar muestras para análisis *
15 Realizar análisis físico químicos del producto *
Antes de pasar a la línea por
especificaciones de calidad se debe
evaluar pH, acidez, consistencia,
cloruros y brix
16 Registrar análisis * Para todos los "batches"
17 Enviar producto a línea de empaque *
Código Descripción
Símbolo
Observación
Fecha: 19/05/2017 Total
InspecciónMétodo: Actual
Almacenamiento
Demora
Transporte
Operación Operación: Premezclado y cocción
Actividad
Resumen
Cursograma Analítico Operación

173
Diagrama #1 Hoja#1 de 1
Actual Propuesto
8
0
0
0
4
12
1 Colocar laminado en la linea *
2 Ajustar laminado *
3 Ajustar parametros de la maquina *
Se deben de ajustar todas las
variables de la maquina antes
de iniciar
4 Tomar temperaturas de mordazas *
Cada arranque se debe tomar
las temperaturas
5 Dosificar producto *
6 Pesar producto * Cada 10 minutos
7 Realizar prueba de prensa neumatica * Cada 20 minutos
8 Llenar registros *
9 Pasar producto por tunel de enfriamiento *
10 Empacar *
11 Realizar muestreo de calidad *
Una vez empacado el producto
se evaluan mediante muestreo
todas las caracteristicas fisicas
de calidad relevantes del
producto
12 Entarimar *
Código Descripción
Símbolo
Observación
Fecha: 19/05/2017 Total
InspecciónMétodo: Actual
Almacenamiento
Demora
Transporte
Operación Operación: Premezclado y cocción
Actividad
Resumen
Cursograma Analítico Operación

174
Apéndice 5. Muestreo de densidad
Fecha Hora Densidad (kg/m³) Flujo (kg/min)
12/4/2017 7:50 1,119 171,41
12/4/2017 8:10 1,1183 171,85
12/4/2017 8:30 1,1169 171,43
12/4/2017 9:20 1,1172 170,95
12/4/2017 9:45 1,1182 171,65
12/4/2017 10:50 1,1175 171,45
12/4/2017 11:15 1,116 171,94
12/4/2017 11:50 1,1176 171,83
12/4/2017 12:30 1,1184 171,81
12/4/2017 12:40 1,1167 171,23
12/4/2017 13:45 1,1184 170,89
12/4/2017 14:05 1,1167 170,43
12/4/2017 14:35 1,1191 171,57
12/4/2017 15:00 1,1156 171,74
12/4/2017 15:20 1,1184 171,46
12/4/2017 15:55 1,1179 171,95
12/4/2017 16:20 1,1173 172,11
12/4/2017 16:40 1,1174 172,55
12/4/2017 17:10 1,1186 171,34
12/4/2017 17:25 1,1183 171,78
12/4/2017 17:55 1,1164 171,34
12/4/2017 18:30 1,1158 171,32
12/4/2017 18:40 1,1167 171,78
12/4/2017 19:33 1,1163 171,54
12/4/2017 19:45 1,1178 171,32
12/4/2017 20:00 1,1161 171,67
12/4/2017 20:20 1,1172 171,45
12/4/2017 20:45 1,1175 171,96
12/4/2017 21:00 1,1179 171,31
12/4/2017 21:10 1,1164 171,86

175
Apéndice 6. Muestreo de grados brix de pasta de tomate
Fecha Número de BIN BRIX INICIAL BRIX FINAL CANTIDAD DE AGUA
14/04/2017 3 33 28 199,93
14/04/2017 5 33,2 28,1 207,06
14/04/2017 8 33,6 27,8 220,45
14/04/2017 11 33,4 27,7 214,36
14/04/2017 23 33,7 28,2 223,57
14/04/2017 24 33,6 27,6 220,98
14/04/2017 30 33,9 28,3 230,63
14/04/2017 32 33,4 27,6 214,14
14/04/2017 36 33,6 28,3 221,133
14/04/2017 38 33,7 27,8 223,41
14/04/2017 40 33,4 28,3 213,63
14/04/2017 44 33,6 27,7 220,22
14/04/2017 45 33,4 27,9 214,36
15/04/2017 1 33,6 28,3 221,39
15/04/2017 3 33,7 27,9 223,87
15/04/2017 4 33,6 28,1 219,69
15/04/2017 5 32,8 28,1 194,23
15/04/2017 10 33,4 28,1 214,36
15/04/2017 13 33,6 28 220,22
15/04/2017 17 33,1 28 203,87
15/04/2017 18 33,4 28,1 213,78
15/04/2017 20 33 28 200,34
15/04/2017 30 32,7 28 190,89
15/04/2017 31 33 28,1 200,27
15/04/2017 36 33 28 200,75
15/04/2017 42 33,4 28 212,02
15/04/2017 47 32,8 28,1 193,83
15/04/2017 53 33 28,1 201,3
15/04/2017 57 32,7 28 190,7
16/04/2017 6 33,1 28,2 204,01
16/04/2017 7 32,8 28 194,36
16/04/2017 8 33,4 28 214
16/04/2017 12 32,9 28,1 197,13
16/04/2017 19 33,2 28 207,81
16/04/2017 20 33,4 28,1 214,07
16/04/2017 23 32,8 28 193,03
16/04/2017 31 33 28,1 200,96
16/04/2017 33 33,4 28 214,44
16/04/2017 34 33,7 27,8 224,1
16/04/2017 35 33,8 28,2 227,66
16/04/2017 45 33,7 27,8 224,64
16/04/2017 46 33,4 27,9 214,73
16/04/2017 50 33,6 27,7 220,22
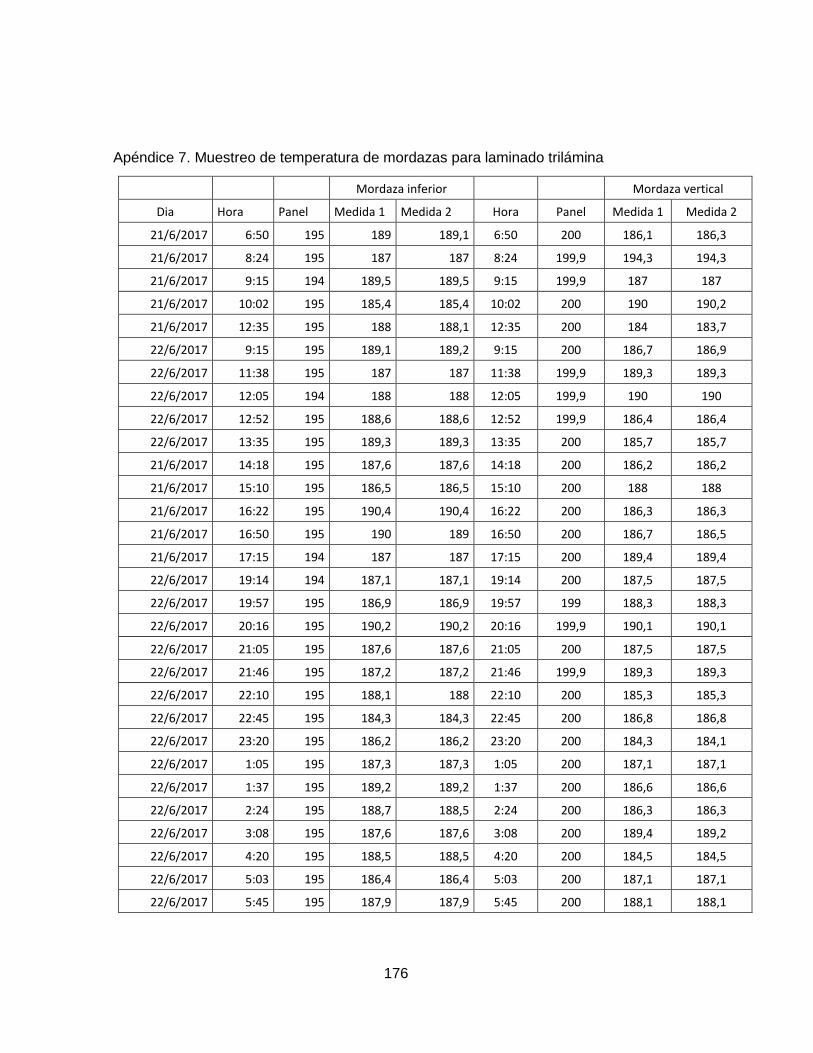
176
Apéndice 7. Muestreo de temperatura de mordazas para laminado trilámina
Mordaza inferior Mordaza vertical
Dia Hora Panel Medida 1 Medida 2 Hora Panel Medida 1 Medida 2
21/6/2017 6:50 195 189 189,1 6:50 200 186,1 186,3
21/6/2017 8:24 195 187 187 8:24 199,9 194,3 194,3
21/6/2017 9:15 194 189,5 189,5 9:15 199,9 187 187
21/6/2017 10:02 195 185,4 185,4 10:02 200 190 190,2
21/6/2017 12:35 195 188 188,1 12:35 200 184 183,7
22/6/2017 9:15 195 189,1 189,2 9:15 200 186,7 186,9
22/6/2017 11:38 195 187 187 11:38 199,9 189,3 189,3
22/6/2017 12:05 194 188 188 12:05 199,9 190 190
22/6/2017 12:52 195 188,6 188,6 12:52 199,9 186,4 186,4
22/6/2017 13:35 195 189,3 189,3 13:35 200 185,7 185,7
21/6/2017 14:18 195 187,6 187,6 14:18 200 186,2 186,2
21/6/2017 15:10 195 186,5 186,5 15:10 200 188 188
21/6/2017 16:22 195 190,4 190,4 16:22 200 186,3 186,3
21/6/2017 16:50 195 190 189 16:50 200 186,7 186,5
21/6/2017 17:15 194 187 187 17:15 200 189,4 189,4
22/6/2017 19:14 194 187,1 187,1 19:14 200 187,5 187,5
22/6/2017 19:57 195 186,9 186,9 19:57 199 188,3 188,3
22/6/2017 20:16 195 190,2 190,2 20:16 199,9 190,1 190,1
22/6/2017 21:05 195 187,6 187,6 21:05 200 187,5 187,5
22/6/2017 21:46 195 187,2 187,2 21:46 199,9 189,3 189,3
22/6/2017 22:10 195 188,1 188 22:10 200 185,3 185,3
22/6/2017 22:45 195 184,3 184,3 22:45 200 186,8 186,8
22/6/2017 23:20 195 186,2 186,2 23:20 200 184,3 184,1
22/6/2017 1:05 195 187,3 187,3 1:05 200 187,1 187,1
22/6/2017 1:37 195 189,2 189,2 1:37 200 186,6 186,6
22/6/2017 2:24 195 188,7 188,5 2:24 200 186,3 186,3
22/6/2017 3:08 195 187,6 187,6 3:08 200 189,4 189,2
22/6/2017 4:20 195 188,5 188,5 4:20 200 184,5 184,5
22/6/2017 5:03 195 186,4 186,4 5:03 200 187,1 187,1
22/6/2017 5:45 195 187,9 187,9 5:45 200 188,1 188,1

177
Apéndice 8. Muestreo de temperatura de mordazas para laminado tetralámina
Mordaza inferior Mordaza vertical
Dia Hora Panel
Medida
1 Medida 2 Dia Panel Medida 1 Medida 2
21/6/2017 6:40 200 190,2 190,2 21/6/2017 210 194,2 194,1
21/6/2017 8:14 200 191,4 191,4 21/6/2017 209 195 194,8
21/6/2017 9:05 200 189,3 189,3 21/6/2017 210 192,3 192,3
21/6/2017 9:50 200 191,2 191,2 21/6/2017 210,2 195,6 195,6
21/6/2017 12:25 200 190,0 190,0 21/6/2017 210 196,5 196,5
22/6/2017 9:25 200 192,0 192,0 22/6/2017 210 195,3 195,3
22/6/2017 11:28 200 191,0 191,0 22/6/2017 210 194,3 194,3
22/6/2017 11:50 200 189,3 189,3 22/6/2017 210 194,2 194,2
22/6/2017 12:42 200 188,8 188,8 22/6/2017 210 194,3 194,2
22/6/2017 13:25 200 191,3 191,3 22/6/2017 210 195,6 195,6
21/6/2017 14:08 200 192,5 192,3 21/6/2017 210 196,1 196,1
21/6/2017 15:00 200 191,5 191,5 21/6/2017 210 190,3 190,3
21/6/2017 16:12 200 191,8 191,8 21/6/2017 199 191,5 191,5
21/6/2017 16:40 200 189,3 189,3 21/6/2017 210 195,7 195,7
21/6/2017 17:05 200 187,4 187,4 21/6/2017 210 194,6 194,6
22/6/2017 19:04 200 190,1 190,1 22/6/2017 210 196,9 197
22/6/2017 19:47 200 191,2 191,2 22/6/2017 210 196,3 196,3
22/6/2017 20:16 200 190,2 190,2 22/6/2017 210 197,1 197,1
22/6/2017 20:50 200 187,6 187,6 22/6/2017 210 196,4 196,4
22/6/2017 21:36 200 188,6 188,6 22/6/2017 210 194,6 194,6
22/6/2017 22:00 200 189,3 189,3 22/6/2017 210 196,7 196,7
22/6/2017 22:35 200 187,5 187,5 22/6/2017 210 198,1 198,1
22/6/2017 23:10 200 186,2 186,2 22/6/2017 210 196,3 196,3
22/6/2017 1:00 200 188,5 188,5 22/6/2017 211 196,3 196,3
22/6/2017 1:27 200 191,3 191,3 22/6/2017 210 196 196
22/6/2017 2:14 200 192,0 192,2 22/6/2017 210 194 194
22/6/2017 3:00 200 186,5 186,5 22/6/2017 210 194,5 194,5
22/6/2017 4:10 200 185,8 185,8 22/6/2017 210 194 194
22/6/2017 4:45 200 187,9 187,9 22/6/2017 210 195,6 195,6
22/6/2017 5:35 200 189,0 189,0 22/6/2017 210 198,2 198,2

178
Apéndice 9. Muestreo de temperaturas de todas las mordazas
Fecha Hora
Inferior
trasera
Inferior
delantera Vertical 1 Vertical 2 Vertical 3 Vertical 4
Superior
trasera
28/6/2017 8:10
184,5 183,1 188,2 190,1 204,5 205,8 170
183,4 182,7 188,2 190,3 203,2 204,5 170,3
183,3 182,9 188,1 190,5 203,5 204,8 170,3
183,2 182,5 188,1 190,6 203,7 205 169,6
183,1 182,4 188,2 190,2 203,5 204,8 169,6
28/6/2017 9:15
183,6 182,9 190,8 192,8 199,7 201 173,2
185,7 185,4 190,7 192,5 199,9 201,2 173,5
185,1 184,2 190,7 192,7 199,3 200,6 173,1
185,8 185,1 190,7 192,3 199,8 201,1 172,7
185,2 184,5 187,2 189,2 200 201,3 173,7
28/6/2017 10:20
183,5 182,6 188,3 190,3 197,7 199 176,6
183,4 182,5 185,2 187,2 197,6 198,9 176,8
183,2 182,5 185,4 187,4 197,5 198,8 176,9
183,5 182,1 185,2 187,2 197,7 199 176,8
183,6 182,9 185,5 187,5 197,4 202,1 176,5
28/6/2017 11:15
178,4 177,4 185,3 187,2 196,6 202,4 169,7
186,1 185,4 185,3 187,3 196,4 202,3 169,4
186,3 185,6 185,3 187,5 196,7 202,5 169,7
186,2 185,4 185,3 187,3 196,5 202,3 169,6
186,3 185,6 185,3 187,1 196,6 197,9 169,3
28/6/2017 12:00
182,4 181,7 187,5 189,5 198,6 199,9 168,5
182,2 181,5 187,2 189,2 198,5 199,8 168,6
182,5 181,8 187,1 189,1 198,5 199,8 168,4
182,3 181,6 187,4 189,5 198,1 199,4 168,6
182,6 181,9 187,4 189,4 198,9 200,2 168,8
28/6/2017 12:15
185,2 184,5 186,4 188,8 201,6 202,9 173,7
181,8 181,1 186,2 188,2 201,8 203,1 174,3
181,2 180,5 186,3 188,3 201,7 203 174,8
181,5 180,8 186,3 188,1 201,9 203,2 174,5
181,1 180,4 186,2 188,2 201,5 202,8 174,5
28/6/2017 13:30
178,3 177,6 185,2 187,7 198,7 200 175,9
178,2 177,5 185,4 187,4 198,5 199,8 175,8
178,1 177,4 185,2 187,2 198,1 199,4 176
178,3 177,6 185,5 187,5 198,3 199,6 175,4
178,2 177,5 185,3 187,3 198,6 199,9 175,6
28/6/2017 14:05
186,4 185,7 187,4 189,6 201,5 202,8 169,9
186,3 185,6 187,4 189,4 201,2 202,5 170,1
186,7 186 187,3 189,3 201,1 202,4 170
186,2 185,5 187,4 189,4 201,4 202,7 172,1
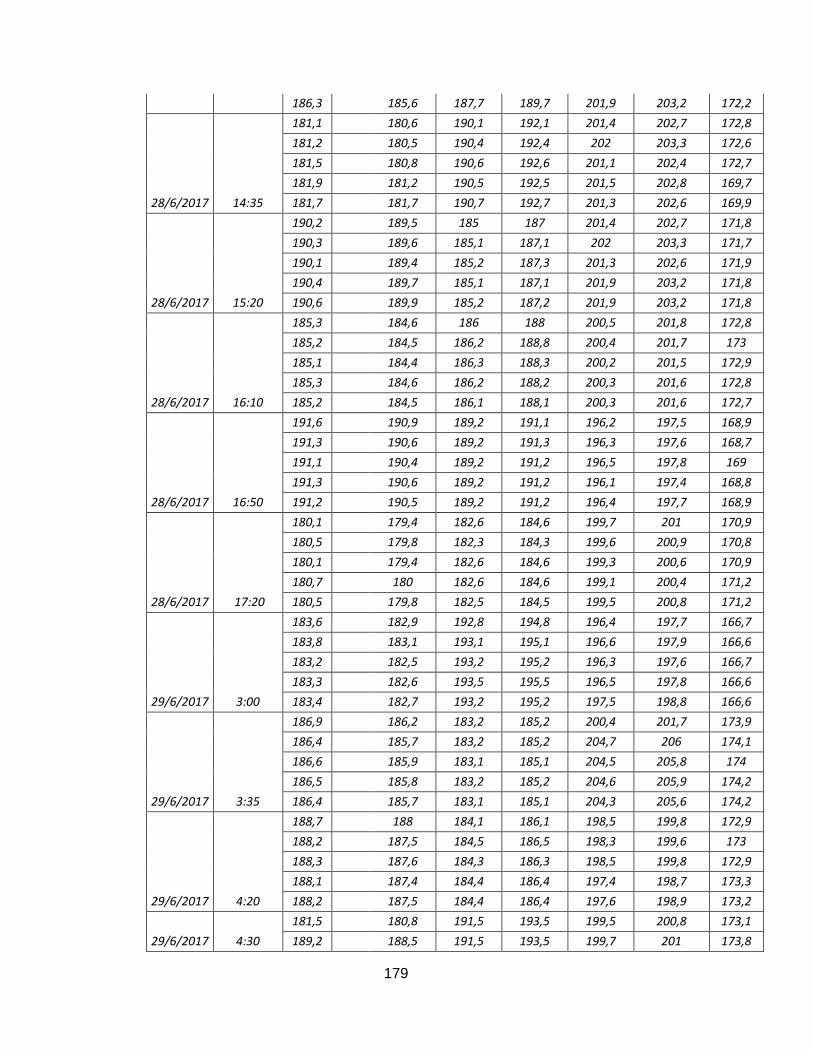
179
186,3 185,6 187,7 189,7 201,9 203,2 172,2
28/6/2017 14:35
181,1 180,6 190,1 192,1 201,4 202,7 172,8
181,2 180,5 190,4 192,4 202 203,3 172,6
181,5 180,8 190,6 192,6 201,1 202,4 172,7
181,9 181,2 190,5 192,5 201,5 202,8 169,7
181,7 181,7 190,7 192,7 201,3 202,6 169,9
28/6/2017 15:20
190,2 189,5 185 187 201,4 202,7 171,8
190,3 189,6 185,1 187,1 202 203,3 171,7
190,1 189,4 185,2 187,3 201,3 202,6 171,9
190,4 189,7 185,1 187,1 201,9 203,2 171,8
190,6 189,9 185,2 187,2 201,9 203,2 171,8
28/6/2017 16:10
185,3 184,6 186 188 200,5 201,8 172,8
185,2 184,5 186,2 188,8 200,4 201,7 173
185,1 184,4 186,3 188,3 200,2 201,5 172,9
185,3 184,6 186,2 188,2 200,3 201,6 172,8
185,2 184,5 186,1 188,1 200,3 201,6 172,7
28/6/2017 16:50
191,6 190,9 189,2 191,1 196,2 197,5 168,9
191,3 190,6 189,2 191,3 196,3 197,6 168,7
191,1 190,4 189,2 191,2 196,5 197,8 169
191,3 190,6 189,2 191,2 196,1 197,4 168,8
191,2 190,5 189,2 191,2 196,4 197,7 168,9
28/6/2017 17:20
180,1 179,4 182,6 184,6 199,7 201 170,9
180,5 179,8 182,3 184,3 199,6 200,9 170,8
180,1 179,4 182,6 184,6 199,3 200,6 170,9
180,7 180 182,6 184,6 199,1 200,4 171,2
180,5 179,8 182,5 184,5 199,5 200,8 171,2
29/6/2017 3:00
183,6 182,9 192,8 194,8 196,4 197,7 166,7
183,8 183,1 193,1 195,1 196,6 197,9 166,6
183,2 182,5 193,2 195,2 196,3 197,6 166,7
183,3 182,6 193,5 195,5 196,5 197,8 166,6
183,4 182,7 193,2 195,2 197,5 198,8 166,6
29/6/2017 3:35
186,9 186,2 183,2 185,2 200,4 201,7 173,9
186,4 185,7 183,2 185,2 204,7 206 174,1
186,6 185,9 183,1 185,1 204,5 205,8 174
186,5 185,8 183,2 185,2 204,6 205,9 174,2
186,4 185,7 183,1 185,1 204,3 205,6 174,2
29/6/2017 4:20
188,7 188 184,1 186,1 198,5 199,8 172,9
188,2 187,5 184,5 186,5 198,3 199,6 173
188,3 187,6 184,3 186,3 198,5 199,8 172,9
188,1 187,4 184,4 186,4 197,4 198,7 173,3
188,2 187,5 184,4 186,4 197,6 198,9 173,2
29/6/2017 4:30
181,5 180,8 191,5 193,5 199,5 200,8 173,1
189,2 188,5 191,5 193,5 199,7 201 173,8

180
189,3 188,6 191,4 193,4 199,6 200,9 174,2
189,1 188,4 191,2 193,1 199,2 200,5 174,3
189,9 189,2 191,2 193,2 199,5 200,8 174,2
29/6/2017 4:50
184,7 184 188,3 190,3 195,4 196,7 172,1
184,5 183,8 188,4 190,5 195,3 196,6 171,9
184,4 183,7 188,4 190,4 195,5 196,8 171,8
184,3 183,6 188,3 190,3 195,7 197 172
184,1 183,4 190,2 192,2 195,3 196,6 171,8
29/6/2017 5:30
185,2 184,5 187,1 189,1 200,3 201,6 172,7
185,3 184,6 187,3 189,3 200,7 202 172,7
185,8 185,1 187,1 189,1 200,6 201,9 173,1
185,2 184,5 187,2 189,2 200,5 201,8 172,6
185,3 184,6 186,2 188,7 200,4 201,7 172,7
29/6/2017 5:50
183,1 182,4 189,2 191,2 197,3 198,6 172,2
183,2 182,5 189,3 191,3 197,2 198,5 171,9
183 182,3 189,5 191,5 197,4 198,7 171,8
183,4 182,7 189,4 191,4 197,3 198,6 171,9
183,1 182,4 189,3 191,3 197,2 198,5 171,9
Fecha Hora
Inferior
trasera
Inferior
delantera Vertical 1 Vertical 2 Vertical 3 Vertical 4
Superior
trasera
28/6/2017 8:20
168,4 170,2 175,2 167 181,2 185,4 151,2
168,3 170,3 175,1 167,1 185,3 185,9 151,1
168,4 170,1 175,2 167,2 185,3 185,6 151,5
168,2 170,3 175,5 167,1 185,4 186 150,8
168,1 170,1 175,2 167,2 185,3 185,5 150,3
28/6/2017 9:30
166,4 174,2 170,2 171,2 180,5 180,7 154,3
166,5 174,2 170,2 171,2 180,7 180,9 154,7
166,4 174,3 170,1 171,1 180,1 180,3 154,9
166,3 174,5 170,1 171,1 180,6 180,8 154,5
166,4 174,3 170,2 171,2 180,3 180,5 154,2
28/6/2017 10:50
165,4 165,1 170,3 175,3 179,3 179,5 158,1
165,3 165,3 170,4 175,3 179,1 179,3 158
165,2 165,2 170,4 175,4 179,5 179,7 158,1
165,1 165,1 170,3 175,3 178,2 178,4 158
164,2 164,2 172,2 175,3 178,4 178,6 158
28/6/2017 11:15
163,1 163,1 172,8 174,3 178,5 178,7 149,9
163,2 167,4 172,7 174,3 178,4 178,6 150,1
163,1 167,6 172,7 174,5 178,3 178,5 149,9
163,9 167,4 172,7 174,3 178,5 178,7 150
163,7 167,4 169,2 174,3 178,2 178,4 151
28/6/2017 12:20
168,9 165,6 169,1 170,4 180,3 180,5 149,7
168,4 165,4 169,3 170,4 180,2 181 149,8
168,7 165,2 169,1 170,3 180,4 181,1 149,9

181
168,5 165,2 169,2 170,4 180,3 180,5 149,8
168,4 165,6 168,2 167,2 180,3 180,5 149,9
28/6/2017 12:35
167,2 171,3 168,4 167,4 177,4 177,6 154,9
167,3 171,4 168,2 167,2 177,2 177,4 155,5
167,8 171,3 168,3 167,3 177,5 177,7 155,4
167,2 171,5 168,3 168,3 177,3 177,5 155,5
167,3 171,2 168,2 172,2 177,4 177,6 155,4
28/6/2017 13:50
165,1 166,2 170,2 172,8 181,3 181,5 157
165,2 166,3 170,3 172,7 181,5 181,7 157,3
165 167 170,2 172,7 181,4 181,6 157,2
165,4 166,4 170,4 172,7 181,3 181,5 157
165,3 166,5 170,3 170,4 181,2 181,4 157
28/6/2017 14:25
167,7 165,6 167,2 170,4 179,4 179,6 146,3
167,3 165,2 167,4 170,3 179,3 179,5 146,9
167,8 166,1 167,2 170,3 179,4 179,6 146,8
167,2 165,2 167,5 170,3 179,7 179,9 146,9
167,2 166,1 167,3 172,2 179,7 179,9 147,2
28/6/2017 14:35
163,2 168,2 171,2 172,8 178 178,3 152
163,2 168,1 171,3 172,7 178 178,2 151,8
163,2 168,3 171,5 172,7 178 179,1 151,9
163,1 168,1 171,4 172,7 178 178,7 150,9
163,2 168,2 171,3 169,3 178 178,2 151,1
28/6/2017 15:40
171,2 169,5 169,4 169,1 182,4 182,6 153
171,3 169,3 169,4 169,2 182,6 182,8 152,9
171,1 169,4 169,3 168,2 182,5 182,7 153,1
171,2 169,5 169,4 168,4 182,7 182,5 153
171,3 160,3 169,7 168,2 182,7 182,9 153
28/6/2017 16:30
170,7 170,2 164,6 168,3 175,2 175,4 154
170,2 170,2 164,3 168,3 175,1 175,3 154,2
170,3 170,3 164,6 168,2 175,2 175,4 154,1
170,1 170,1 164,6 168,2 175,1 175,5 154
170,2 170,2 164,5 170,3 175,1 175,3 153,9
28/6/2017 16:50
165,6 167,1 172,1 170,2 179,5 179,7 150,1
165,3 167,2 172,4 170,4 174,2 174,4 149,9
165,2 167,6 172,6 170,3 174,2 174,4 150,2
165,3 167,2 172,5 170,3 174,1 174,3 150
165,2 167,3 172,7 167,4 174,2 174,4 150,1
28/6/2017 17:00
162,1 164,1 165,2 167,2 174,5 174,7 152,1
162,5 164,6 165,2 167,5 182,2 182,7 152
162,1 164,1 165,1 167,3 182,2 182,4 152,1
162,7 164,1 165,2 167,4 182,2 182,3 152,4
162,5 173,5 165,1 171,3 182,2 182,4 152,4
29/6/2017 3:15 167,3 173,6 167 171,5 182,2 182,4 147,9

182
167,1 173,3 167,1 171,4 177,2 177,4 147,8
167,1 173,2 167,2 171,3 177,4 177,6 147,9
167,3 173,3 167,1 171,2 177,2 177,4 147,8
167,2 173,2 167,2 169,4 177,3 177,3 147,8
29/6/2017 3:50
172,2 170,5 166,1 169,3 178,3 178,5 155,1
172,3 170,7 166,5 169,4 182,2 182,4 155,3
172,1 170,1 166,3 169,7 182,8 183,1 155,2
172,4 170,8 166,4 169,7 182,7 183 155,4
172,6 170,6 166,4 168 182,7 182,8 155,4
29/6/2017 4:45
160,4 163,4 168 168 182,7 182,9 150,9
160,2 162,2 168,2 168 180,4 180,7 151
160,3 163,3 168,3 168 180,4 180,6 151
160,2 163,2 168,2 168 180,3 180,3 150,9
160,4 163,4 168,1 172,4 180,3 180,7 150,9
29/6/2017 5:00
168,4 168,4 173,5 172,6 180,3 180,5 154,9
168,3 168,3 173,5 172,5 182,2 182,4 155
168,2 168,2 173,4 172,7 182,8 183 155,4
168,4 168,4 173,2 172,7 182,7 182,9 155,5
168,1 168,1 173,2 165,2 182,7 182,5 155,4
29/6/2017 5:30
160,2 171,2 169,5 165,1 182,7 182,9 153,3
160,2 171,3 169,2 165,2 177 177,2 153,1
160,1 171,1 169,1 165,1 177,1 177,3 153
160,3 171,2 169,4 165,1 177,2 177,4 153,2
160,2 171,3 169,4 169,5 177,1 177,3 153
29/6/2017 5:30
164,4 160,4 171,2 164,2 177,2 177,4 153,9
164,2 160,2 171,2 164,2 181,2 181,5 153,9
164,5 160,5 171,2 164,1 181,2 181,4 154,3
164,3 160,3 171,2 164,2 181,1 181,7 153,8
164,2 160,2 171,2 164,5 181,1 181,3 153,9
29/6/2017 6:00
165,6 175,1 167,3 172,2 185,3 185,5 153,4
165,4 175,2 167,3 172,2 184,3 184,8 153,1
165,2 175 167,3 172,2 184,3 184,5 153
165,2 175,4 167,3 172,2 184,5 184,7 153,1
165,6 175,3 167,3 172,2 184,3 184,5 153,1

183
Análisis de capacidad laminado Trilamina.
Apéndice 10. Análisis de capacidad Mordaza inferior trasera

184
Apéndice 11. Mordaza Inferior delantera
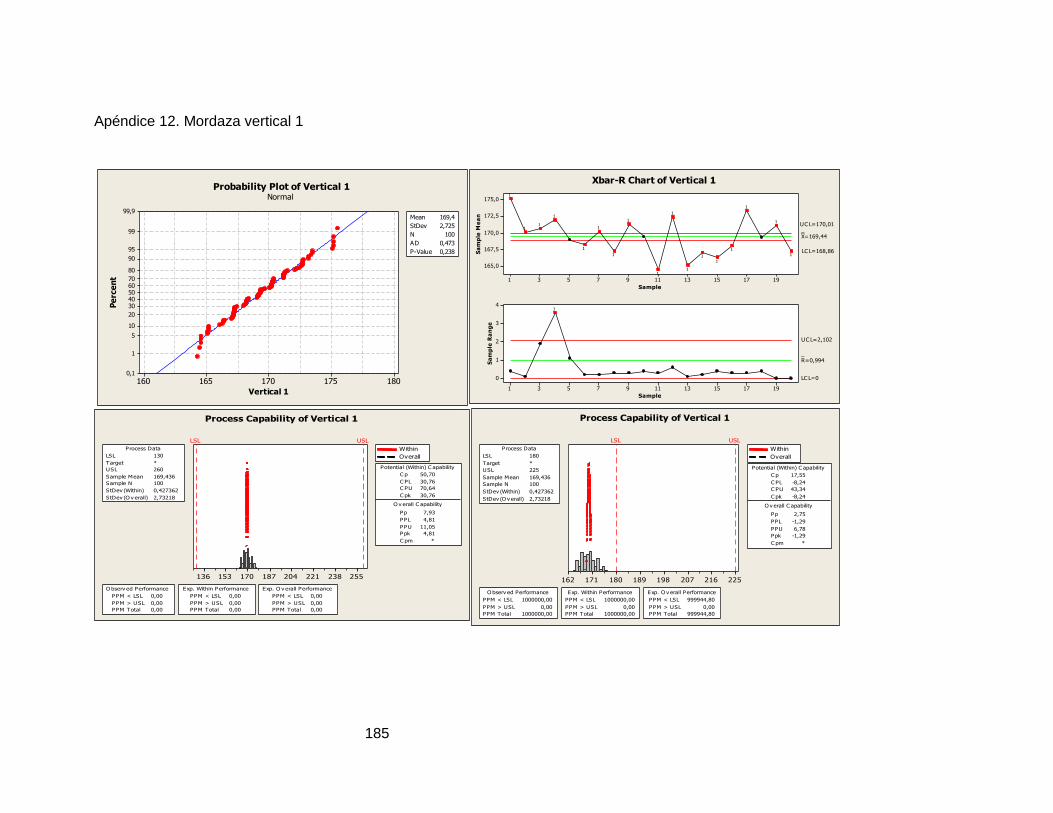
185
Apéndice 12. Mordaza vertical 1
Vertical 1
Pe
rce
nt
180175170165160
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,238
169,4
StDev 2,725
N 100
AD 0,473
P-Value
Probability Plot of Vertical 1Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,427362
StDev (O v erall) 2,73218
LSL 130
Target *
USL 260
Sample Mean 169,436
Potential (Within) C apability
O v erall C apability
Pp 7,93
PPL 4,81
PPU 11,05
Ppk 4,81
C pm
C p
*
50,70
C PL 30,76
C PU 70,64
C pk 30,76
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 1
225216207198189180171162
LSL USL
Process Data
Sample N 100
StDev (Within) 0,427362
StDev (O v erall) 2,73218
LSL 180
Target *
USL 225
Sample Mean 169,436
Potential (Within) C apability
O v erall C apability
Pp 2,75
PPL -1,29
PPU 6,78
Ppk -1,29
C pm
C p
*
17,55
C PL -8,24
C PU 43,34
C pk -8,24
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999944,80
PPM > USL 0,00
PPM Total 999944,80
Within
Overall
Process Capability of Vertical 1
Sample
Sa
mp
le M
ea
n
191715131197531
175,0
172,5
170,0
167,5
165,0
__X=169,44
LC L=168,86
UC L=170,01
Sample
Sa
mp
le R
an
ge
191715131197531
4
3
2
1
0
_R=0,994
UC L=2,102
LC L=0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
11
1
1
Xbar-R Chart of Vertical 1

186
Apéndice 13. Mordaza Vertical 2
Vertical 2
Pe
rce
nt
180175170165160
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,051
169,9
StDev 2,874
N 100
AD 0,744
P-Value
Probability Plot of Vertical 2Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 1,35745
StDev (O v erall) 2,88085
LSL 130
Target *
USL 260
Sample Mean 169,947
Potential (Within) C apability
O v erall C apability
Pp 7,52
PPL 4,62
PPU 10,42
Ppk 4,62
C pm
C p
*
15,96
C PL 9,81
C PU 22,11
C pk 9,81
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 2
224216208200192184176168
LSL USL
Process Data
Sample N 100
StDev (Within) 1,35745
StDev (O v erall) 2,88085
LSL 180
Target *
USL 225
Sample Mean 169,947
Potential (Within) C apability
O v erall C apability
Pp 2,60
PPL -1,16
PPU 6,37
Ppk -1,16
C pm
C p
*
5,53
C PL -2,47
C PU 13,52
C pk -2,47
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999758,13
PPM > USL 0,00
PPM Total 999758,13
Within
Overall
Process Capability of Vertical 2
Sample
Sa
mp
le M
ea
n
191715131197531
175,0
172,5
170,0
167,5
165,0
__X=169,95
UC L=171,77
LC L=168,13
Sample
Sa
mp
le R
an
ge
191715131197531
8
6
4
2
0
_R=3,157
UC L=6,676
LC L=0
1
1
1
11
1
1
1
1
Xbar-R Chart of Vertical 2

187
Apéndice 14. Mordaza Vertical 3
Vertical 3
Pe
rce
nt
190185180175170
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,072
179,9
StDev 2,837
N 100
AD 0,683
P-Value
Probability Plot of Vertical 3Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 1,45092
StDev (O v erall) 2,84378
LSL 130
Target *
USL 260
Sample Mean 179,921
Potential (Within) C apability
O v erall C apability
Pp 7,62
PPL 5,85
PPU 9,39
Ppk 5,85
C pm
C p
*
14,93
C PL 11,47
C PU 18,40
C pk 11,47
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 3
224217210203196189182175
LSL USL
Process Data
Sample N 100
StDev (Within) 1,45092
StDev (O v erall) 2,84378
LSL 180
Target *
USL 225
Sample Mean 179,921
Potential (Within) C apability
O v erall C apability
Pp 2,64
PPL -0,01
PPU 5,28
Ppk -0,01
C pm
C p
*
5,17
C PL -0,02
C PU 10,36
C pk -0,02
O bserv ed Performance
PPM < LSL 460000,00
PPM > USL 0,00
PPM Total 460000,00
Exp. Within Performance
PPM < LSL 521710,98
PPM > USL 0,00
PPM Total 521710,98
Exp. O v erall Performance
PPM < LSL 511081,18
PPM > USL 0,00
PPM Total 511081,18
Within
Overall
Process Capability of Vertical 3
Sample
Sa
mp
le M
ea
n
191715131197531
185,0
182,5
180,0
177,5
175,0
__X=179,92
UC L=181,87
LC L=177,97
Sample
Sa
mp
le R
an
ge
191715131197531
8
6
4
2
0
_R=3,375
UC L=7,136
LC L=0
1
1
11
1
1
1
1
Xbar-R Chart of Vertical 3

188
Apéndice 15. Mordaza Vertical 4
Vertical 4
Pe
rce
nt
190185180175170
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,158
180,2
StDev 2,895
N 100
AD 0,544
P-Value
Probability Plot of Vertical 4Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 1,40476
StDev (O v erall) 2,90277
LSL 130
Target *
USL 260
Sample Mean 180,2
Potential (Within) C apability
O v erall C apability
Pp 7,46
PPL 5,76
PPU 9,16
Ppk 5,76
C pm
C p
*
15,42
C PL 11,91
C PU 18,94
C pk 11,91
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 4
224217210203196189182175
LSL USL
Process Data
Sample N 100
StDev (Within) 1,40476
StDev (O v erall) 2,90277
LSL 180
Target *
USL 225
Sample Mean 180,2
Potential (Within) C apability
O v erall C apability
Pp 2,58
PPL 0,02
PPU 5,14
Ppk 0,02
C pm
C p
*
5,34
C PL 0,05
C PU 10,63
C pk 0,05
O bserv ed Performance
PPM < LSL 460000,00
PPM > USL 0,00
PPM Total 460000,00
Exp. Within Performance
PPM < LSL 443392,58
PPM > USL 0,00
PPM Total 443392,58
Exp. O v erall Performance
PPM < LSL 472534,74
PPM > USL 0,00
PPM Total 472534,74
Within
Overall
Process Capability of Vertical 4
Sample
Sa
mp
le M
ea
n
191715131197531
185,0
182,5
180,0
177,5
175,0
__X=180,2
UC L=182,08
LC L=178,32
Sample
Sa
mp
le R
an
ge
191715131197531
8
6
4
2
0
_R=3,267
UC L=6,909
LC L=0
1
1
11
1
1
1
1
Xbar-R Chart of Vertical 4

189
Apéndice 16. Mordaza Superior delantera
Superior delantera
Pe
rce
nt
162,5160,0157,5155,0152,5150,0147,5145,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,066
153,0
StDev 2,862
N 100
AD 0,698
P-Value
Probability Plot of Superior delanteraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,212085
StDev (O v erall) 2,86967
LSL 130
Target *
USL 260
Sample Mean 152,983
Potential (Within) C apability
O v erall C apability
Pp 7,55
PPL 2,67
PPU 12,43
Ppk 2,67
C pm
C p
*
102,16
C PL 36,12
C PU 168,20
C pk 36,12
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Superior delantera
220209198187176165154
LSL USL
Process Data
Sample N 100
StDev (Within) 0,212085
StDev (O v erall) 2,86967
LSL 180
Target *
USL 225
Sample Mean 152,983
Potential (Within) C apability
O v erall C apability
Pp 2,61
PPL -3,14
PPU 8,37
Ppk -3,14
C pm
C p
*
35,36
C PL -42,46
C PU 113,19
C pk -42,46
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Within
Overall
Process Capability of Superior delantera
Sample
Sa
mp
le M
ea
n
191715131197531
159
156
153
150
147
__X=152,98
UC L=153,27
LC L=152,70
Sample
Sa
mp
le R
an
ge
191715131197531
1,00
0,75
0,50
0,25
0,00
_R=0,493
UC L=1,043
LC L=0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
11
1
1
1
11
Xbar-R Chart of Superior delantera

190
Apéndice 17. Mordaza Superior trasera
Superior trasera
Pe
rce
nt
162,5160,0157,5155,0152,5150,0147,5145,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,110
152,7
StDev 2,874
N 100
AD 0,609
P-Value
Probability Plot of Superior traseraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,245613
StDev (O v erall) 2,8808
LSL 130
Target *
USL 260
Sample Mean 152,658
Potential (Within) C apability
O v erall C apability
Pp 7,52
PPL 2,62
PPU 12,42
Ppk 2,62
C pm
C p
*
88,21
C PL 30,75
C PU 145,68
C pk 30,75
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Superior trasera
220209198187176165154
LSL USL
Process Data
Sample N 100
StDev (Within) 0,245613
StDev (O v erall) 2,8808
LSL 180
Target *
USL 225
Sample Mean 152,658
Potential (Within) C apability
O v erall C apability
Pp 2,60
PPL -3,16
PPU 8,37
Ppk -3,16
C pm
C p
*
30,54
C PL -37,11
C PU 98,18
C pk -37,11
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Within
Overall
Process Capability of Superior trasera
Sample
Sa
mp
le M
ea
n
191715131197531
159
156
153
150
147
__X=152,66
UC L=152,99
LC L=152,33
Sample
Sa
mp
le R
an
ge
191715131197531
1,2
0,9
0,6
0,3
0,0
_R=0,571
UC L=1,208
LC L=0
11
1
1
1
1
1
1
1
1
1
1
1
1
1
11
1
1
1
Xbar-R Chart of Superior trasera

191
Análisis de capacidad laminado Tetralámina
Apéndice 18 Mordaza Inferior trasera
Inferior trasera
Perc
ent
185180175170165
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,066
174,7
StDev 3,320
N 100
AD 0,698
P-Value
Probability Plot of Inferior traseraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 1,21757
StDev (O v erall) 3,32807
LSL 130
Target *
USL 260
Sample Mean 174,679
Potential (Within) C apability
O v erall C apability
Pp 6,51
PPL 4,47
PPU 8,55
Ppk 4,47
C pm
C p
*
17,79
C PL 12,23
C PU 23,36
C pk 12,23
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Inferior trasera
224216208200192184176168
LSL USL
Process Data
Sample N 100
StDev (Within) 1,21757
StDev (O v erall) 3,32807
LSL 190
Target *
USL 225
Sample Mean 174,679
Potential (Within) C apability
O v erall C apability
Pp 1,75
PPL -1,53
PPU 5,04
Ppk -1,53
C pm
C p
*
4,79
C PL -4,19
C PU 13,78
C pk -4,19
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999997,92
PPM > USL 0,00
PPM Total 999997,92
Within
Overall
Process Capability of Inferior trasera
Sample
Sa
mp
le M
ea
n
191715131197531
180
175
170
__X=174,68
UC L=176,31
LC L=173,05
Sample
Sa
mp
le R
an
ge
191715131197531
8
6
4
2
0
_R=2,832
UC L=5,988
LC L=0
11
1
1
11
1
1
1
11
11
Xbar-R Chart of Inferior trasera
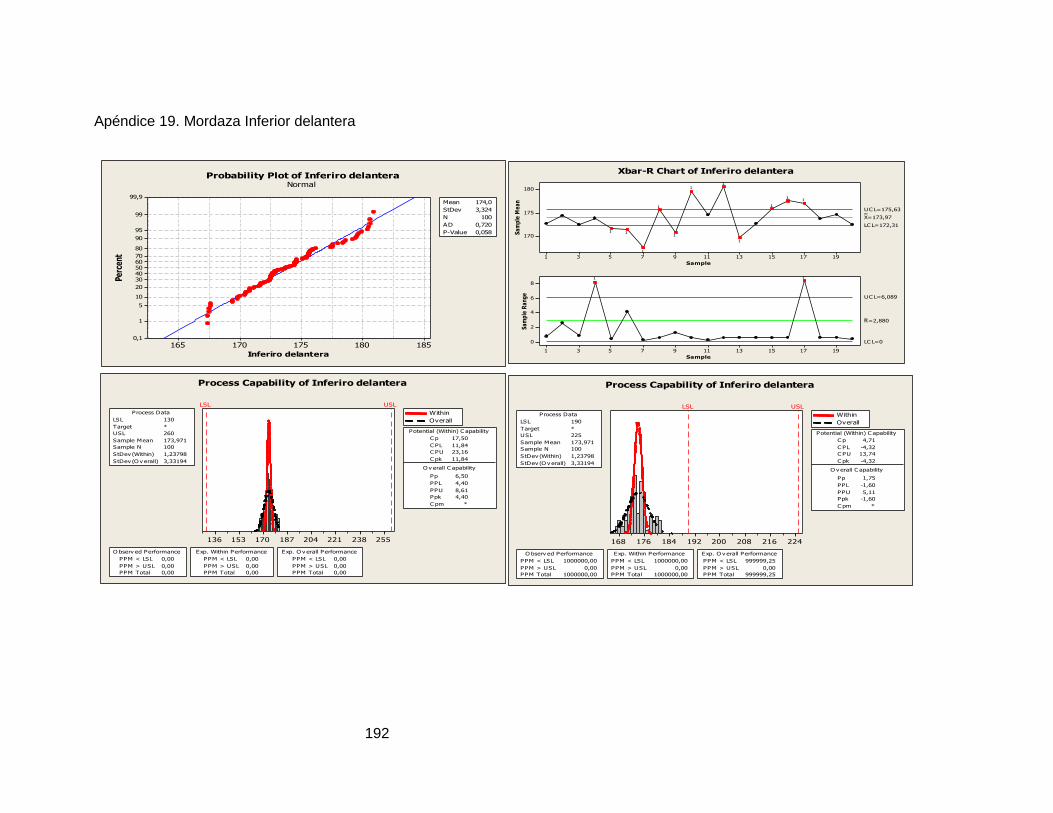
192
Apéndice 19. Mordaza Inferior delantera
Inferiro delantera
Perc
ent
185180175170165
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,058
174,0
StDev 3,324
N 100
AD 0,720
P-Value
Probability Plot of Inferiro delanteraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 1,23798
StDev (O v erall) 3,33194
LSL 130
Target *
USL 260
Sample Mean 173,971
Potential (Within) C apability
O v erall C apability
Pp 6,50
PPL 4,40
PPU 8,61
Ppk 4,40
C pm
C p
*
17,50
C PL 11,84
C PU 23,16
C pk 11,84
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Inferiro delantera
224216208200192184176168
LSL USL
Process Data
Sample N 100
StDev (Within) 1,23798
StDev (O v erall) 3,33194
LSL 190
Target *
USL 225
Sample Mean 173,971
Potential (Within) C apability
O v erall C apability
Pp 1,75
PPL -1,60
PPU 5,11
Ppk -1,60
C pm
C p
*
4,71
C PL -4,32
C PU 13,74
C pk -4,32
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999999,25
PPM > USL 0,00
PPM Total 999999,25
Within
Overall
Process Capability of Inferiro delantera
Sample
Sa
mp
le M
ea
n
191715131197531
180
175
170
__X=173,97
UC L=175,63
LC L=172,31
Sample
Sa
mp
le R
an
ge
191715131197531
8
6
4
2
0
_R=2,880
UC L=6,089
LC L=0
11
1
1
11
1
1
1
11
11
Xbar-R Chart of Inferiro delantera
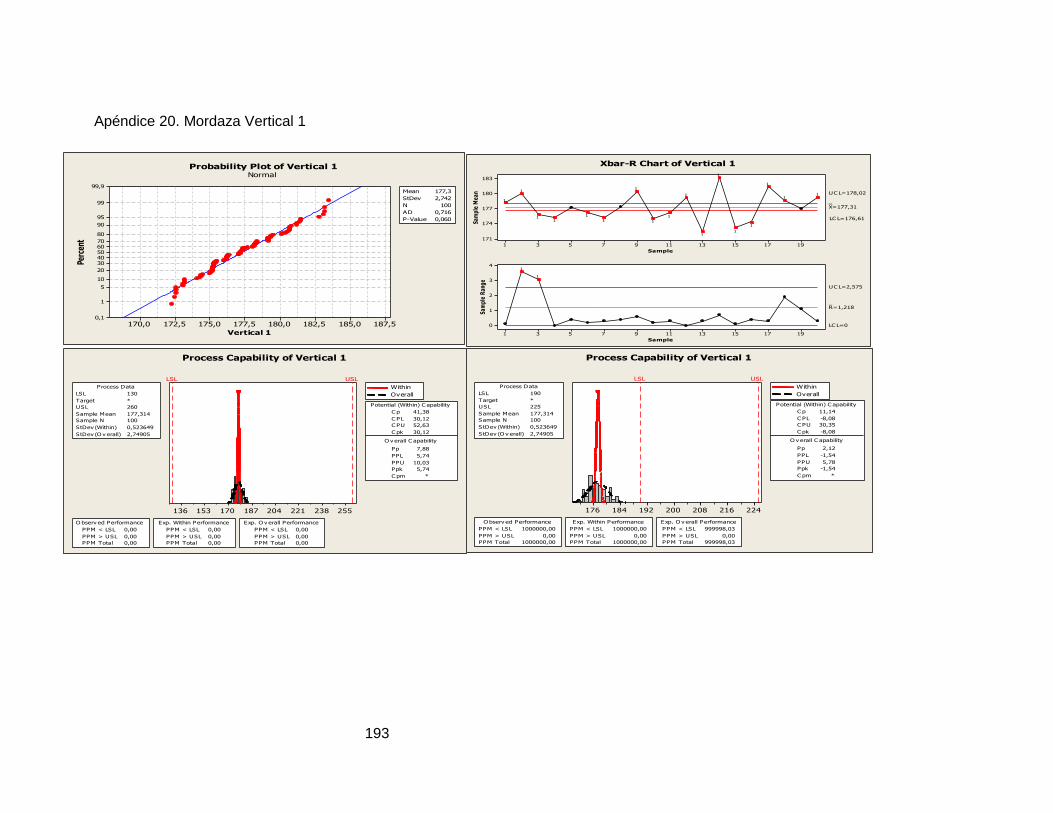
193
Apéndice 20. Mordaza Vertical 1
Vertical 1
Perc
ent
187,5185,0182,5180,0177,5175,0172,5170,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,060
177,3
StDev 2,742
N 100
AD 0,716
P-Value
Probability Plot of Vertical 1Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,523649
StDev (O v erall) 2,74905
LSL 130
Target *
USL 260
Sample Mean 177,314
Potential (Within) C apability
O v erall C apability
Pp 7,88
PPL 5,74
PPU 10,03
Ppk 5,74
C pm
C p
*
41,38
C PL 30,12
C PU 52,63
C pk 30,12
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 1
224216208200192184176
LSL USL
Process Data
Sample N 100
StDev (Within) 0,523649
StDev (O v erall) 2,74905
LSL 190
Target *
USL 225
Sample Mean 177,314
Potential (Within) C apability
O v erall C apability
Pp 2,12
PPL -1,54
PPU 5,78
Ppk -1,54
C pm
C p
*
11,14
C PL -8,08
C PU 30,35
C pk -8,08
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999998,03
PPM > USL 0,00
PPM Total 999998,03
Within
Overall
Process Capability of Vertical 1
Sample
Sam
ple
Mea
n
191715131197531
183
180
177
174
171
__X=177,31
UC L=178,02
LC L=176,61
Sample
Sam
ple
Ran
ge
191715131197531
4
3
2
1
0
_R=1,218
UC L=2,575
LC L=0
11
1
1
1
1
1
1
1
1
1
1
1
11
1
1
1
1
Xbar-R Chart of Vertical 1

194
Apéndice 21. Mordaza Vertical 2
Vertical 2
Perc
ent
190185180175170
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,152
179,3
StDev 2,731
N 100
AD 0,551
P-Value
Probability Plot of Vertical 2Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,520565
StDev (O v erall) 2,73749
LSL 130
Target *
USL 260
Sample Mean 179,338
Potential (Within) C apability
O v erall C apability
Pp 7,91
PPL 6,01
PPU 9,82
Ppk 6,01
C pm
C p
*
41,62
C PL 31,59
C PU 51,65
C pk 31,59
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 2
224217210203196189182175
LSL USL
Process Data
Sample N 100
StDev (Within) 0,520565
StDev (O v erall) 2,73749
LSL 190
Target *
USL 225
Sample Mean 179,338
Potential (Within) C apability
O v erall C apability
Pp 2,13
PPL -1,30
PPU 5,56
Ppk -1,30
C pm
C p
*
11,21
C PL -6,83
C PU 29,24
C pk -6,83
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 999950,86
PPM > USL 0,00
PPM Total 999950,86
Within
Overall
Process Capability of Vertical 2
Sample
Sa
mp
le M
ea
n
191715131197531
185,0
182,5
180,0
177,5
175,0
__X=179,34
UC L=180,04
LC L=178,64
Sample
Sa
mp
le R
an
ge
191715131197531
4
3
2
1
0
_R=1,211
UC L=2,560
LC L=0
11
1
1
1
1
1
1
1
1
1
1
1
11
1
1
1
1
Xbar-R Chart of Vertical 2

195
Apéndice22. Mordaza Vertical 3
Vertical 3
Pe
rce
nt
198196194192190188186184182180
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,060
189,4
StDev 2,400
N 100
AD 0,715
P-Value
Probability Plot of Vertical 3Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,4989
StDev (O v erall) 2,40613
LSL 130
Target *
USL 260
Sample Mean 189,401
Potential (Within) C apability
O v erall C apability
Pp 9,00
PPL 8,23
PPU 9,78
Ppk 8,23
C pm
C p
*
43,43
C PL 39,69
C PU 47,17
C pk 39,69
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 3
222216210204198192186
LSL USL
Process Data
Sample N 100
StDev (Within) 0,4989
StDev (O v erall) 2,40613
LSL 190
Target *
USL 225
Sample Mean 189,401
Potential (Within) C apability
O v erall C apability
Pp 2,42
PPL -0,08
PPU 4,93
Ppk -0,08
C pm
C p
*
11,69
C PL -0,40
C PU 23,79
C pk -0,40
O bserv ed Performance
PPM < LSL 590000,00
PPM > USL 0,00
PPM Total 590000,00
Exp. Within Performance
PPM < LSL 885055,06
PPM > USL 0,00
PPM Total 885055,06
Exp. O v erall Performance
PPM < LSL 598299,25
PPM > USL 0,00
PPM Total 598299,25
Within
Overall
Process Capability of Vertical 3
Sample
Sa
mp
le M
ea
n
191715131197531
194
192
190
188
186
__X=189,401UC L=190,070
LC L=188,732
Sample
Sa
mp
le R
an
ge
191715131197531
4
3
2
1
0
_R=1,160
UC L=2,454
LC L=0
1
1
1
1
1
11
1
111
1
1
1
1
1
1
1
Xbar-R Chart of Vertical 3

196
Apéndice 23. Mordaza Vertical 4
Vertical 4
Pe
rce
nt
200,0197,5195,0192,5190,0187,5185,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,152
190,9
StDev 2,340
N 100
AD 0,552
P-Value
Probability Plot of Vertical 4Normal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,742316
StDev (O v erall) 2,34633
LSL 130
Target *
USL 260
Sample Mean 190,916
Potential (Within) C apability
O v erall C apability
Pp 9,23
PPL 8,65
PPU 9,81
Ppk 8,65
C pm
C p
*
29,19
C PL 27,35
C PU 31,02
C pk 27,35
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Vertical 4
222216210204198192186
LSL USL
Process Data
Sample N 100
StDev (Within) 0,742316
StDev (O v erall) 2,34633
LSL 190
Target *
USL 225
Sample Mean 190,916
Potential (Within) C apability
O v erall C apability
Pp 2,49
PPL 0,13
PPU 4,84
Ppk 0,13
C pm
C p
*
7,86
C PL 0,41
C PU 15,31
C pk 0,41
O bserv ed Performance
PPM < LSL 380000,00
PPM > USL 0,00
PPM Total 380000,00
Exp. Within Performance
PPM < LSL 108605,97
PPM > USL 0,00
PPM Total 108605,97
Exp. O v erall Performance
PPM < LSL 348121,38
PPM > USL 0,00
PPM Total 348121,38
Within
Overall
Process Capability of Vertical 4
Sample
Sa
mp
le M
ea
n
191715131197531
194
192
190
188
186
__X=190,916
UC L=191,912
LC L=189,920
Sample
Sa
mp
le R
an
ge
191715131197531
4
3
2
1
0
_R=1,727
UC L=3,651
LC L=0
1
1
1
1
11
111
1
1
11
1
11
Xbar-R Chart of Vertical 4

197
Apéndice 24. Mordaza Superior delantera
Superior delantera
Pe
rce
nt
170,0167,5165,0162,5160,0157,5155,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,079
162,1
StDev 2,537
N 100
AD 0,668
P-Value
Probability Plot of Superior delanteraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,233968
StDev (O v erall) 2,54354
LSL 130
Target *
USL 260
Sample Mean 162,059
Potential (Within) C apability
O v erall C apability
Pp 8,52
PPL 4,20
PPU 12,84
Ppk 4,20
C pm
C p
*
92,61
C PL 45,67
C PU 139,54
C pk 45,67
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Superior delantera
225216207198189180171162
LSL USL
Process Data
Sample N 100
StDev (Within) 0,499
StDev (O v erall) 2,47618
LSL 190
Target *
USL 225
Sample Mean 161,968
Potential (Within) C apability
O v erall C apability
Pp 2,36
PPL -3,77
PPU 8,49
Ppk -3,77
C pm
C p
*
11,69
C PL -18,73
C PU 42,11
C pk -18,73
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Within
Overall
Process Capability of Superior trasera
Sample
Sa
mp
le M
ea
n
191715131197531
166
164
162
160
158
__X=162,06
UC L=162,37
LC L=161,75
Sample
Sa
mp
le R
an
ge
191715131197531
1,2
0,9
0,6
0,3
0,0
_R=0,544
UC L=1,151
LC L=0
1
1
1
1
1
1
1
1
11
1
1
11
1
1
1
1
Xbar-R Chart of Superior delantera
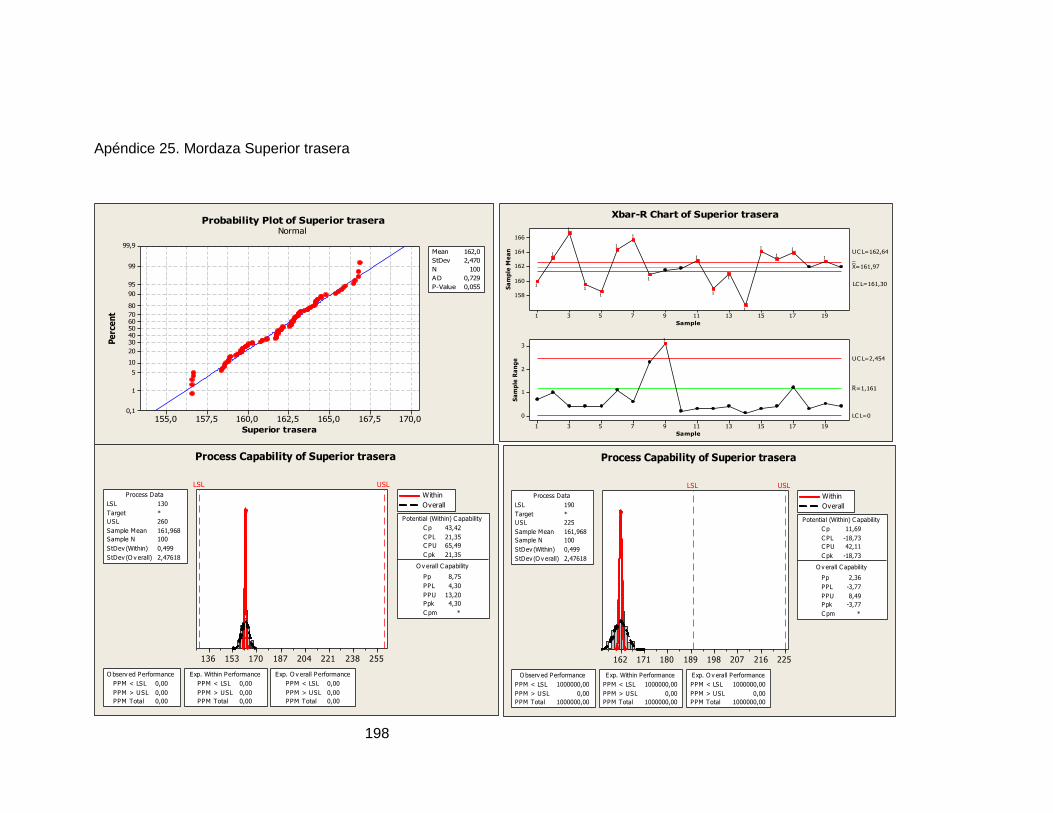
198
Apéndice 25. Mordaza Superior trasera
Apéndice 12. Mordaza vertical 1
Superior trasera
Pe
rce
nt
170,0167,5165,0162,5160,0157,5155,0
99,9
99
95
90
80
7060504030
20
10
5
1
0,1
Mean
0,055
162,0
StDev 2,470
N 100
AD 0,729
P-Value
Probability Plot of Superior traseraNormal
255238221204187170153136
LSL USL
Process Data
Sample N 100
StDev (Within) 0,499
StDev (O v erall) 2,47618
LSL 130
Target *
USL 260
Sample Mean 161,968
Potential (Within) C apability
O v erall C apability
Pp 8,75
PPL 4,30
PPU 13,20
Ppk 4,30
C pm
C p
*
43,42
C PL 21,35
C PU 65,49
C pk 21,35
O bserv ed Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. Within Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Exp. O v erall Performance
PPM < LSL 0,00
PPM > USL 0,00
PPM Total 0,00
Within
Overall
Process Capability of Superior trasera
Sample
Sa
mp
le M
ea
n
191715131197531
166
164
162
160
158
__X=161,97
UC L=162,64
LC L=161,30
Sample
Sa
mp
le R
an
ge
191715131197531
3
2
1
0
_R=1,161
UC L=2,454
LC L=0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Xbar-R Chart of Superior trasera
225216207198189180171162
LSL USL
Process Data
Sample N 100
StDev (Within) 0,499
StDev (O v erall) 2,47618
LSL 190
Target *
USL 225
Sample Mean 161,968
Potential (Within) C apability
O v erall C apability
Pp 2,36
PPL -3,77
PPU 8,49
Ppk -3,77
C pm
C p
*
11,69
C PL -18,73
C PU 42,11
C pk -18,73
O bserv ed Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. Within Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Exp. O v erall Performance
PPM < LSL 1000000,00
PPM > USL 0,00
PPM Total 1000000,00
Within
Overall
Process Capability of Superior trasera

199
Apéndice 26. Procedimiento cálculo de tamaño de muestra para variables
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 1 de 262
Revisión N° 1
Procedimiento cálculo de tamaño de muestra para variables Fecha última
revisión:
Fecha próxima
revisión:
Objetivo
Establecer lineamientos generales para el cálculo de tamaño de muestra de
variables continuas y distintas según la unidad de muestreo.
Se pretende utilizar un muestreo sistemático, ya que, al ser procesos continuos,
este tipo de muestreo facilita la identificación de las muestras por medio de periodos
de tiempo entre ellas.
Alcance
Este procedimiento involucra al personal del departamento de Calidad encargado
de la toma de datos para el pre- muestreo de las variables bajo estudio, al personal
del área de producción en donde se tomarán las muestras.
Abreviaturas
n: tamaño de la muestra
N: tamaño de la población
Z: nivel de confianza
d: error
S: Desviación estándar (datos de pre-muestreo)
Definiciones
Población: colección de elementos a analizar.
Muestreo sistemático: muestreo donde se obtienen las muestras procedentes de
una población objeto con intervalos regulares de tiempo.
Muestreo aleatorio: muestreo en donde se obtienen las muestras de manera
aleatoria al azar de una población objeto.

200
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 2 de 262
Revisión N° 1
Procedimiento cálculo de tamaño de muestra para variables Fecha última
revisión:
Fecha próxima
revisión:
Responsabilidades
Son responsables de este procedimiento las personas encargadas de la toma de
muestras ya sean los operadores de la línea o personal del departamento de
calidad.
Descripcion del procedimiento
Para determinar el tamaño de muestra se debe:
1) Realizar un pre muestreo previo de la variable bajo estudio, el total de datos
debe ser mayor a 30 datos, dichos datos deben ser tomados de manera
independientes y aleatorios.
2) Para el calculo de tamaño de muestra se debe utilizar las siguientes
formulas
a) Para poblaciones infinitas ( cuando se desconoce el total de unidades de
observacion que integran o la poblacion es mayor a 10000)
𝑛 =𝑧2 ∗ 𝑠2
𝑑2
b) Para poblaciones finitas ( cuando se conoce el total de unidades de
observacion que la integran)
𝑛 =𝑁𝑍2𝑆2
𝑑2(𝑁 − 1) + 𝑍2𝑆2
Dónde:
n: tamaño de la muestra
N: tamaño de la población
Z: nivel de confianza

201
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 3 de 262
Revisión N° 1
Procedimiento cálculo de tamaño de muestra para variables Fecha última
revisión:
Fecha próxima
revisión:
Los niveles de confianza deseada para los muestreos son:
*Cuanto mayor nivel de confianza se desee mayor será el tamaño de muestra
d: error
*entre más precisión se desea más pequeño será el error y mayor el tamaño de muestra.
S: Desviación estándar (datos de pre-muestreo)
3) Sustituir los valores en la formula con los datos recolectados para obtener
el tamaño de muestra.
4) Al encontrar n para la variable bajo estudio el siguiente paso es estimar la
frecuencia de muestreo con la fórmula:
K= T/n
Donde las variables tienen unidades de tiempo
K: frecuencia
T: tiempo en minutos por turno
n: tamaño de muestra
De manera que se divide el número de minutos del turno de trabajo entre las
unidades a muestrear y se obtiene la frecuencia para la toma de datos.
Apéndice 27. Procedimiento para prueba de consistencia de Kétchup sin Homogenizar

202
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 1 de 262
Revisión N° 1
Procedimiento para prueba de consistencia de Kétchup sin
Homogenizar
Fecha última
revisión:
Fecha próxima
revisión:
Objetivo
Establecer lineamientos generales para realizar la prueba de consistencia en el
centro de análisis de salsas.
Alcance
Este procedimiento involucra al personal del departamento de Calidad encargado
de la revisión periódica de los datos y al departamento de producción involucrado
en la toma y análisis de la muestra.
Definiciones
Boula: Tanque en donde se da la cocción de las salsas.
Viscosímetro: Instrumento utilizado para medir la consistencia de los productos.
Responsabilidades
Son responsables de este procedimiento el personal del centro de análisis de
salsas, los cuales son los encargados de la toma de la muestra y análisis de
consistencia.
Instrumentos necesarios
• Viscosímetro
• Termómetro
• Cronometro

203
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 2 de 262
Revisión N° 1
Procedimiento para prueba de consistencia de Kétchup sin
Homogenizar
Fecha última
revisión:
Fecha próxima
revisión:
Descripcion del procedimiento
Para determinar la consistencia de la muestra se debe:
a) Se debe sacar la muestra del batche a analizar de la boula utilizando el
equipo de proteccion personal
b) Una vez tomada la muestra se debe medir la temperatura, para medir la
temperatura se debe :
• Introducir la espiga del termometro hasta la mitad del beaker con
producto, sin tocar las paredes y el fondo del beaker
• Dejar que la temperatura del termometro se estabilice y verificar que
el producto se encuentra a 92◦C, y repetir la medicion ( se deben
tomar dos veces la temperatura del producto).
Nota: si la muestra posee una temperatura mayor a los 92◦C se debe dejar enfriar
hasta llegar a 92C, si la muestra posee una temperatura menor a los 92◦C se debe
tomar una nueva muestra que cumpla la especificacion de 92◦C
c) Se debe ajusrar el viscosimetro de manera que este quede estable y con la
burbuja de agua en el centro
d) La muestra tomada debe ser colocada en el viscosimetro con una paleta,
de manera que el cajon quede completamente lleno de la muestra.
e) Se debe dejar correr por 30 segundos, para poder medir el tiempo es
necesario el uso de cronometro de manera que se pueda medir de manera
correcta el tiempo de la prueba.
f) El resultado de consistencia debe ser anotado en la tarjeta de análisis e
ingresados en SAP .
Si los resultados de consistencia no se encuentran dentro de especificacion se
debe:
1) Se debe sacar la muestra del batche a analizar de la boula utilizando el
equipo de proteccion personal

204
2) Una vez tomada la muestra se debe dejar enfriar la muestra hasta una
temperatura de 26 ◦C, para medir la temperatura se debe:
• Introducir la espiga del termometro hasta la mitad del beaker con
producto, sin tocar las paredes y el fondo del beaker.
• Dejar que la temperatura del termometro se estabilice y verificar que
el producto se encuentra a 26◦C, y repetir la medicion ( se deben
tomar dos veces la temperatura del producto).
3) Se debe ajusrar el viscosimetro de manera que este quede estable y con la
burbuja de agua en el centro
4) La muestra tomada debe ser colocada en el viscosimetro con una paleta,
de manera que el cajon quede completamente lleno de la muestra
5) La muestra tomada debe ser colocada en el viscosimetro y dejarla correr
por 15 segundos, para poder medir el tiempo es necesario el uso de
cronometro de manera que se pueda medir de manera correcta el tiempo
de la prueba.
6) El resultado de consistencia debe ser anotado en la tarjeta de análisis e
ingresados en SAP.
Si los resultados no se encuentran dentro de especificacion se debe llamar al
departamento de calidad para que verifique las variables críticas correspondientes.
Se debe ajustar 40 kg de pasta por cada cm que se desea disminuir de
consistencia

205
Apendice 28. Procedimiento para muestreo de aceptación
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 1 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:
Objetivo
Establecer lineamientos generales para realizar muestreos de aceptación mediante el uso
de tablas militares, para la revisión de lotes de materia prima que ingresan a la bodega de
materia prima.
Alcance
Este procedimiento es aplicable a todas las materias primas y material de empaque que
ingresa a la organización
Definiciones
Tabla Military Standard: Consiste en un plan de muestreo que utiliza características como
tipo de muestreo, nivel de inspección, plan de inspección, tamaño del lote para definir el
número de unidades estadísticamente representativas que se deben muestrear y analizar
para asegurar la calidad del producto terminado con un AQL determinado.
AQL: Significa el nivel de calidad aceptable a partir del cual se establece la calidad final de
la producción.
Ac: indica la cantidad de muestras defectuosas aceptables en un lote.
Re: Indica la cantidad de muestras defectuosas a partir de las cuales se debe realizar un
muestreo del 100% del lote.
P (z): probabilidad de encontrar valores fuera de la especificación
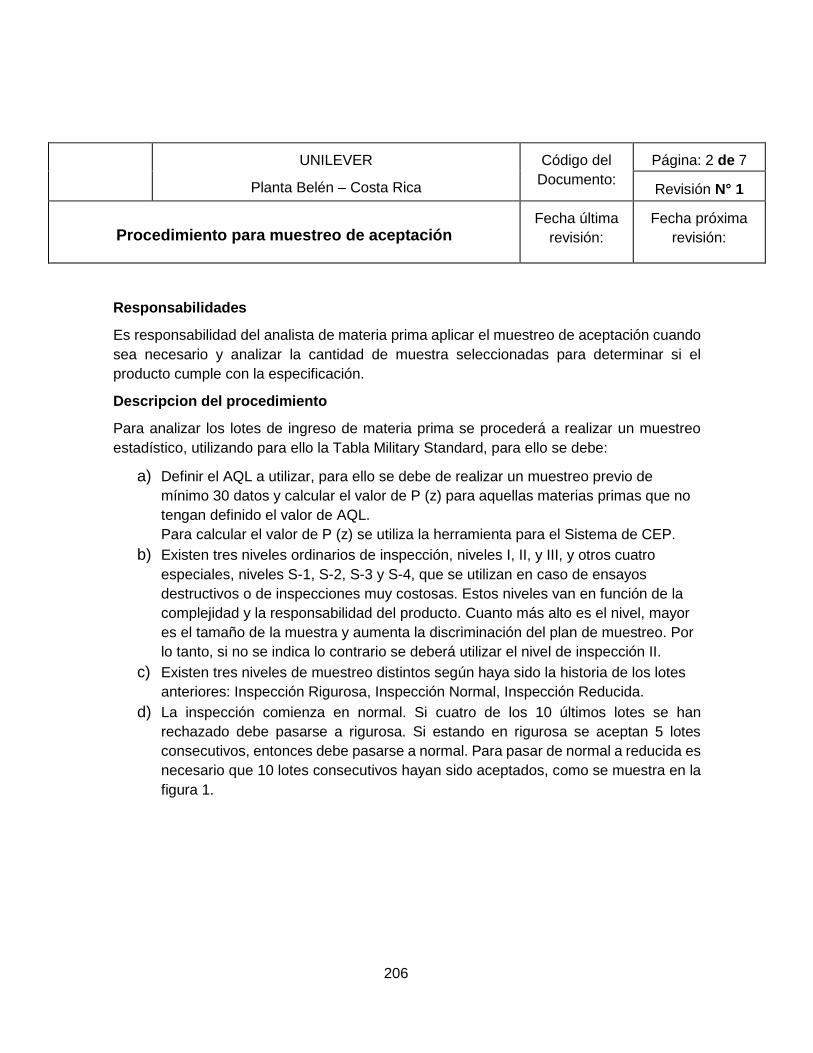
206
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 2 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:
Responsabilidades
Es responsabilidad del analista de materia prima aplicar el muestreo de aceptación cuando
sea necesario y analizar la cantidad de muestra seleccionadas para determinar si el
producto cumple con la especificación.
Descripcion del procedimiento
Para analizar los lotes de ingreso de materia prima se procederá a realizar un muestreo
estadístico, utilizando para ello la Tabla Military Standard, para ello se debe:
a) Definir el AQL a utilizar, para ello se debe de realizar un muestreo previo de
mínimo 30 datos y calcular el valor de P (z) para aquellas materias primas que no
tengan definido el valor de AQL.
Para calcular el valor de P (z) se utiliza la herramienta para el Sistema de CEP.
b) Existen tres niveles ordinarios de inspección, niveles I, II, y III, y otros cuatro
especiales, niveles S-1, S-2, S-3 y S-4, que se utilizan en caso de ensayos
destructivos o de inspecciones muy costosas. Estos niveles van en función de la
complejidad y la responsabilidad del producto. Cuanto más alto es el nivel, mayor
es el tamaño de la muestra y aumenta la discriminación del plan de muestreo. Por
lo tanto, si no se indica lo contrario se deberá utilizar el nivel de inspección II.
c) Existen tres niveles de muestreo distintos según haya sido la historia de los lotes
anteriores: Inspección Rigurosa, Inspección Normal, Inspección Reducida.
d) La inspección comienza en normal. Si cuatro de los 10 últimos lotes se han
rechazado debe pasarse a rigurosa. Si estando en rigurosa se aceptan 5 lotes
consecutivos, entonces debe pasarse a normal. Para pasar de normal a reducida es
necesario que 10 lotes consecutivos hayan sido aceptados, como se muestra en la
figura 1.

207
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 3 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:
Figura 1. Diagrama de muestreo de aceptación
Muestreo normal
10 lotes
consecutivos sin
rechazo
Muestreo reducido
Muestreo riguroso
Lote rechazado
Cinco lotes
consecutivos sin
rechazo
No
Si
Si
No
Si
No
e) Una vez definido el AQL, el nivel de inspección y el tipo de inspección se debe
contabilizar la cantidad de materia que ingresa por lote.
f) Se debe utilizar la Tabla código de la letra (Tabla 1), en el nivel general de
inspección II la letra según el tamaño del lote.
g) Una vez seleccionada la letra se busca en la Tabla de Inspección normal (Ver
anexo # 2), donde se indicará según la letra la cantidad de muestras que se deben
seleccionar de manera aleatoria.
h) En la Tabla Inspección normal (Ver anexo # 1) según el AQL seleccionado se debe
determinar el nivel aceptable de productos defectuosos (Ac) y la cantidad productos
defectuosas por lo cual se rechaza el lote o se revisa al cien por ciento según lo
decida la organización (Re)
i) Una vez establecido el Ac y Re se procede a realizar la revisión del producto, si la
cantidad de producto defectuoso es igual o menor a cantidad especificada en Ac se
acepta el lote. Si la cantidad de producto defectuoso es mayor que Ac, pero menor
o igual a Re rechaza el lote.

208
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 4 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:
Nota: El tipo de inspección cambiara según lo establecido en el apartado c)
del presente documento.

209
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 5 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:
Plan de inspección normal

210
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 6 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:

211
UNILEVER
Planta Belén – Costa Rica
Código del
Documento:
Página: 7 de 7
Revisión N° 1
Procedimiento para muestreo de aceptación Fecha última
revisión:
Fecha próxima
revisión:

212
Apendice 29. Manual de Usuario
Manual de usuario
Lo primero que debemos hacer es abrir el archivo del programa, con el nombre:
Herramienta para el control estadístico de procesos. Una vez abierto nos muestra la panta
de inicio, la cuál es la siguiente:
En la pantalla de inicio se pueden ver los módulos de la herramienta los cuales son los
siguientes:
1. Cálculo de tamaño de muestra
2. Análisis de normalidad
3. RyR
4. Gráficos de control
5. Exhibición llamativa
6. Análisis de causas de variación
También cuenta con un botón de color rojo para cerrar la aplicación.
Para ingresar a cada uno de los módulos basta con dar click en cada botón con el nombre
de las funciones, vamos a empezar explicando Cálculo de tamaño de muestra.
Tamaño de muestra
La función de este módulo es calcular el tamaño de muestra, este módulo permite que se
realicen los cálculos para facilitar el procedimiento “cálculo de tamaño de muestra para
variables”. Al ingresar al módulo de tamaño de muestra, se despliega la siguiente pantalla:

213
El objetivo de este módulo es calcular el tamaño de una muestra. La herramienta nos tira 2
resultados:
- Tamaño de muestra
- Frecuencia para la toma de datos
Los resultados vienen con los nombres, se pueden ver en la figura en la parte de que dice
resultados, en este caso bien 2 opciones de resultado para cada una, uno para población
finita y otro para población infinita.
El de poblaciones infinitas se utiliza cuando se desconoce el total de unidades de
observación que integran una población mayor a 10.000; mientras que poblaciones finitas
se usa cuándo sabemos el total de unidades que la integran.
Los datos se completan en la siguiente tabla:
En la parte de completar datos se deben llenar el cuadro que está en la imagen anterior,
para la “Z” y la “d” se llena con la siguiente tabla, según el nivel de confianza.

214
El “N”, se utiliza en caso de poblaciones finitas. Luego de esta información se ingresan los
datos de la muestra. Una vez que se ingresan todos los datos en la parte izquierda
automáticamente despliega los resultados.
Para este ejemplo se agregó el tamaño de muestra: 500, se utilizó 90% de confianza, por
lo tanto, se pone el Z de 1,645 y un d = 0,1 según los cuadros informativos; también se
ingresaron los datos de la muestra. En resultados el tamaño de muestra, en este caso se
utiliza el de población finita ya que se ingresó el N.
Podemos observar que la frecuencia está en 0, esto es porque no se ha ingresado el tiempo
que se tiene para tomar los datos, para saber la frecuencia se debe ingresar el tiempo en
horas para conocer la respuesta, que estará dada en horas.
En la parte izquierda se pueden ver dos botones, los cuales cumplen las siguientes
funciones:
- Menú: Nos regresa al menú inicial, dónde están todos los módulos.
- Limpiar datos: Borra todas las celdas que se ingresan valores.

215
- Imprimir área seleccionada: imprime en PDF el área que se seleccione.
Análisis de normalidad
La función principal de este módulo es el cálculo del estadístico Anderson Darling (AD) que
nos dice si los datos son normales. Cuando entramos al módulo de normalidad podemos
ver la siguiente pantalla.
Para realizar el estudio de normalidad sólo debemos ingresar los datos, el sistema aguanta
150 datos para hacer la prueba. Los datos se ingresan en esta tabla:
Podemos ver en celestre unos cuadros de información, los cuales son necesarios de llenar
para crear un registro de la prueba. Se debe completar la siguiente información:
- Producto: Consiste en el producto que se está produciendo.
- Proceso: Corresponde a la parte del proceso dónde está la variable crítica.
- Variable crítica: Variable que afecta el proceso.

216
- Variable de proceso: La variable que se va a probar si los datos son normales, la
variable que se está midiendo.
Además de esta información se debe ingresar en la parte superior del encabezado la fecha
en que se realiza la prueba, y el encargado, que sería la persona que realiza la prueba en
la herramienta.
Con esta información ya procedemos a el ingreso de los datos, cuando se ingresa los 150
datos la herramienta nos dará los resultados.
En esta imagen se puede ver en ejemplo de los resultados. La herramienta nos da los
siguientes resultados:
- Media, Moda, Mediana: Para que los datos sean normales estos resultados deben ser
iguales.
- AD: Este valor corresponde al estadístico Anderson Darling, el cuál va a ser el que se
le va a dar prioridad para decir que los datos son normales, para ello se hace una
prueba de hipótesis, que se puede ver en el cuadro azul de “información de la prueba”.
- Gráficos de probabilidad: El primero, para que los datos sean normales se busca que
los puntos sigan una línea diagonal, y en el segundo se busca que los datos formen
una campana. Para este ejemplo se ve que se cumple en los dos casos.
Está prueba cuenta con 2 botones:
- Limpiar datos: Borra todas las celdas dónde se ingresan valores.
- Imprimir área seleccionada. Este botón funciona para crear un respaldo de la prueba,
exportando un archivo PDF de los resultados. Para que funcione primero se debe
seleccionar el área que se va a imprimir. Para seleccionar el área se da click dónde se

217
quiere empezar a seleccionar, y sin soldar el click se arrastra por toda el área. En la
siguiente imagen se observa el área seleccionada.
En este caso se seleccionó el área que contiene los resultados de la prueba y la
información de la prueba: fecha, encargado, producto, proceso etc.
Una vez que tenemos el área seleccionada le damos click en el botón imprimir área
seleccionada.
Cuando damos click el sistema nos lanza la siguiente pantalla, dónde debemos ingresar
el nombre del archivo PDF, para este ejemplo le vamos a poner: prueba de normalidad,
seleccionamos la carpeta Prueba Herramienta, hacemos click en Abrir, y luego en
Guardar.

218
Si vamos a la carpeta, “Prueba Herramienta”, podemos ver que se encuentra el archivo
PDF con el nombre que le pusimos. Si abrimos el archivo podemos ver los resultados
de la prueba de normalidad en el documento PDF.
RyR
La función de este módulo es evaluar los instrumentos de medición mediante un estudio de
reproducibilidad y repetibilidad que son componentes de la precisión del instrumento. La
repetibilidad se refiere a la precisión o variabilidad de sus mediciones cuando se realizan
varias de ellas con el mismo instrumento en condiciones similares (mismo operador); la
reproducibilidad es la variabilidad de la medición con el mismo objeto, pero distintos
operadores.
Para realizar un RyR debemos ingresar al módulo del menú principal donde dice RyR y
entramos a la siguiente pantalla.
Primeramente, se debe definir cuantos operadores van a participar y cuantos ensayos se
van a realizar, la herramienta está hecha para poder hacer la prueba con tres operarios y
tres ensayos. Sin embargo, sí sólo se quiere hacer con dos operarios y dos ensayos que
se lo mínimo de la prueba se puede realizar, de igual manera harán los cálculos.

219
En la parte de arriba de toma de datos, se debe poner el responsable, el límite inferior de
los que se quiere medir y el límite superior, sin estos datos no se podrán hacer los cálculos
respectivos. De igual manera indicar el área, instrumento de medición y a fecha en que se
realiza la prueba.
Después se eso se puede proceder a llenar las mediciones que realizaron según los
operarios que hagan los experimentos, esto se llena en el siguiente cuadro.
Ya con los datos respectivamente ingresados, se ingresan los valores de las constantes en
el siguiente cuadro.
Para llenar estos datos se utilizan los cuadros de constantes que vienen a la par. La k1 se
llena de acuerdo con el número de ensayos que se realicen, si se utilizan dos ensayos, se
utiliza el de 4,56 y si son tres ensayos el de 3,05. Se realiza lo mismo con los operarios, y
con la constante D4.
El cuadro de mediciones corresponde a la cantidad de mediciones que se realizan por
ensayo, y los ensayos a la cantidad de ensayos.
A continuación, un ejemplo con los datos ya ingresados para ver los resultados.
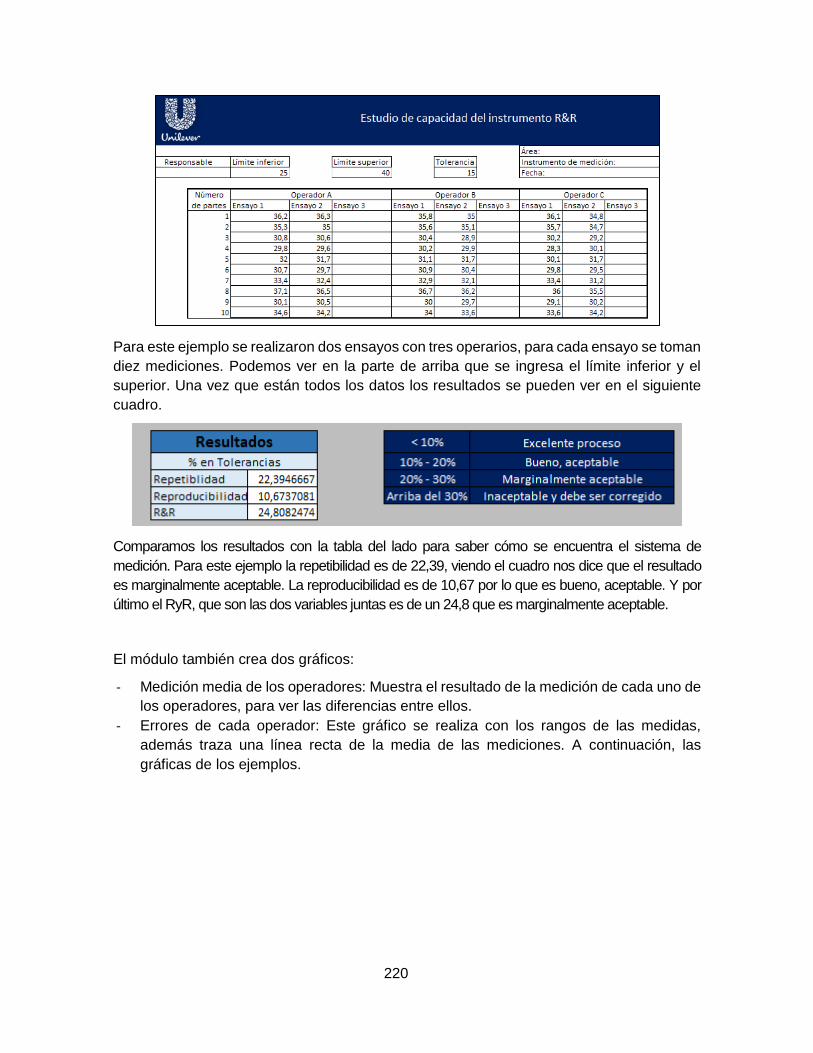
220
Para este ejemplo se realizaron dos ensayos con tres operarios, para cada ensayo se toman
diez mediciones. Podemos ver en la parte de arriba que se ingresa el límite inferior y el
superior. Una vez que están todos los datos los resultados se pueden ver en el siguiente
cuadro.
Comparamos los resultados con la tabla del lado para saber cómo se encuentra el sistema de
medición. Para este ejemplo la repetibilidad es de 22,39, viendo el cuadro nos dice que el resultado
es marginalmente aceptable. La reproducibilidad es de 10,67 por lo que es bueno, aceptable. Y por
último el RyR, que son las dos variables juntas es de un 24,8 que es marginalmente aceptable.
El módulo también crea dos gráficos:
- Medición media de los operadores: Muestra el resultado de la medición de cada uno de
los operadores, para ver las diferencias entre ellos.
- Errores de cada operador: Este gráfico se realiza con los rangos de las medidas,
además traza una línea recta de la media de las mediciones. A continuación, las
gráficas de los ejemplos.
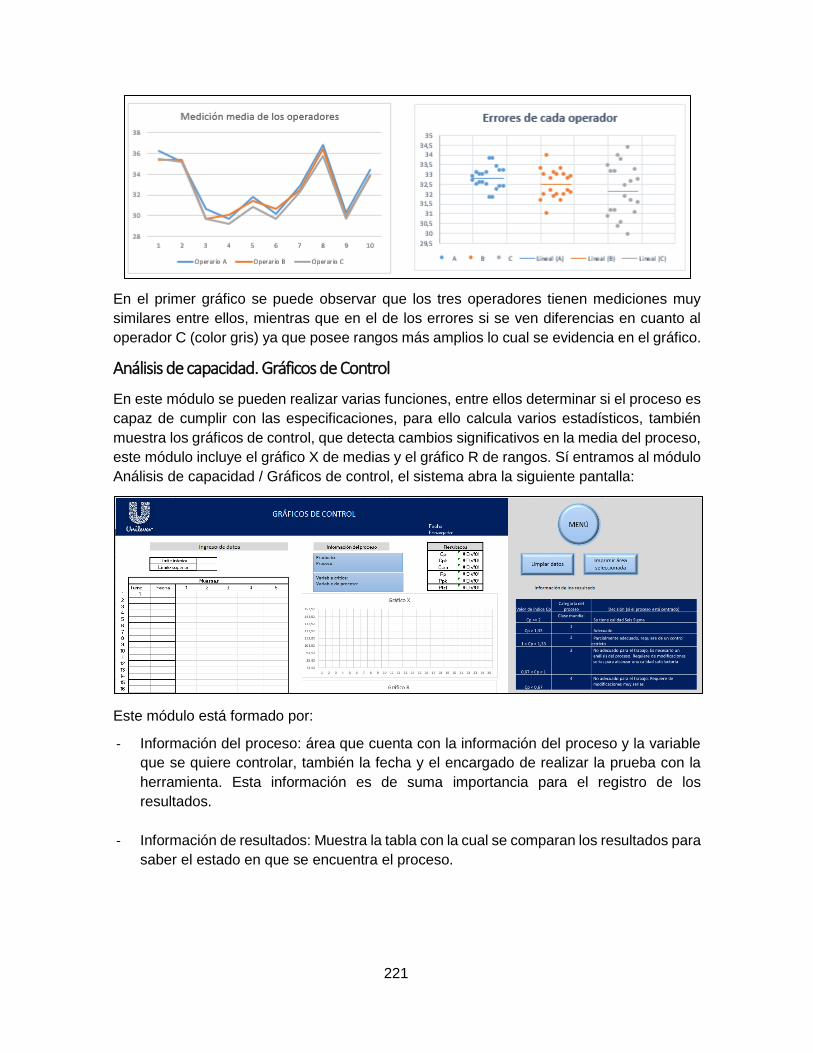
221
En el primer gráfico se puede observar que los tres operadores tienen mediciones muy
similares entre ellos, mientras que en el de los errores si se ven diferencias en cuanto al
operador C (color gris) ya que posee rangos más amplios lo cual se evidencia en el gráfico.
Análisis de capacidad. Gráficos de Control
En este módulo se pueden realizar varias funciones, entre ellos determinar si el proceso es
capaz de cumplir con las especificaciones, para ello calcula varios estadísticos, también
muestra los gráficos de control, que detecta cambios significativos en la media del proceso,
este módulo incluye el gráfico X de medias y el gráfico R de rangos. Sí entramos al módulo
Análisis de capacidad / Gráficos de control, el sistema abra la siguiente pantalla:
Este módulo está formado por:
- Información del proceso: área que cuenta con la información del proceso y la variable
que se quiere controlar, también la fecha y el encargado de realizar la prueba con la
herramienta. Esta información es de suma importancia para el registro de los
resultados.
- Información de resultados: Muestra la tabla con la cual se comparan los resultados para
saber el estado en que se encuentra el proceso.
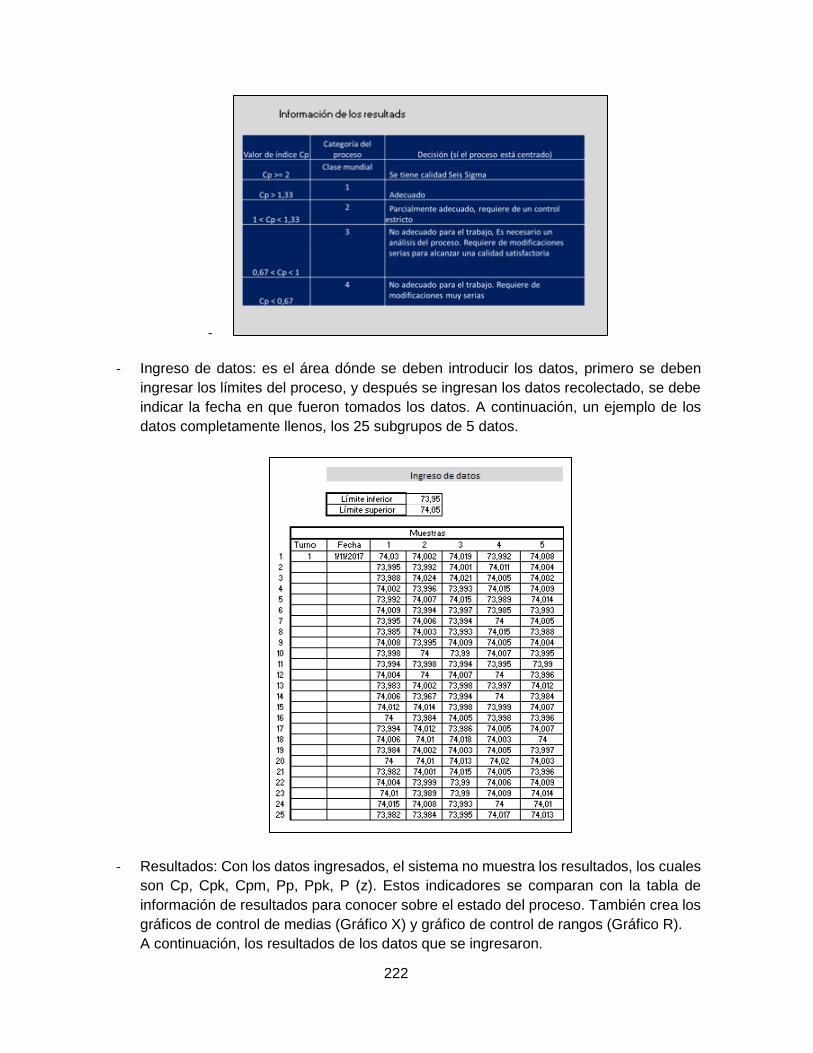
222
-
- Ingreso de datos: es el área dónde se deben introducir los datos, primero se deben
ingresar los límites del proceso, y después se ingresan los datos recolectado, se debe
indicar la fecha en que fueron tomados los datos. A continuación, un ejemplo de los
datos completamente llenos, los 25 subgrupos de 5 datos.
- Resultados: Con los datos ingresados, el sistema no muestra los resultados, los cuales
son Cp, Cpk, Cpm, Pp, Ppk, P (z). Estos indicadores se comparan con la tabla de
información de resultados para conocer sobre el estado del proceso. También crea los
gráficos de control de medias (Gráfico X) y gráfico de control de rangos (Gráfico R).
A continuación, los resultados de los datos que se ingresaron.
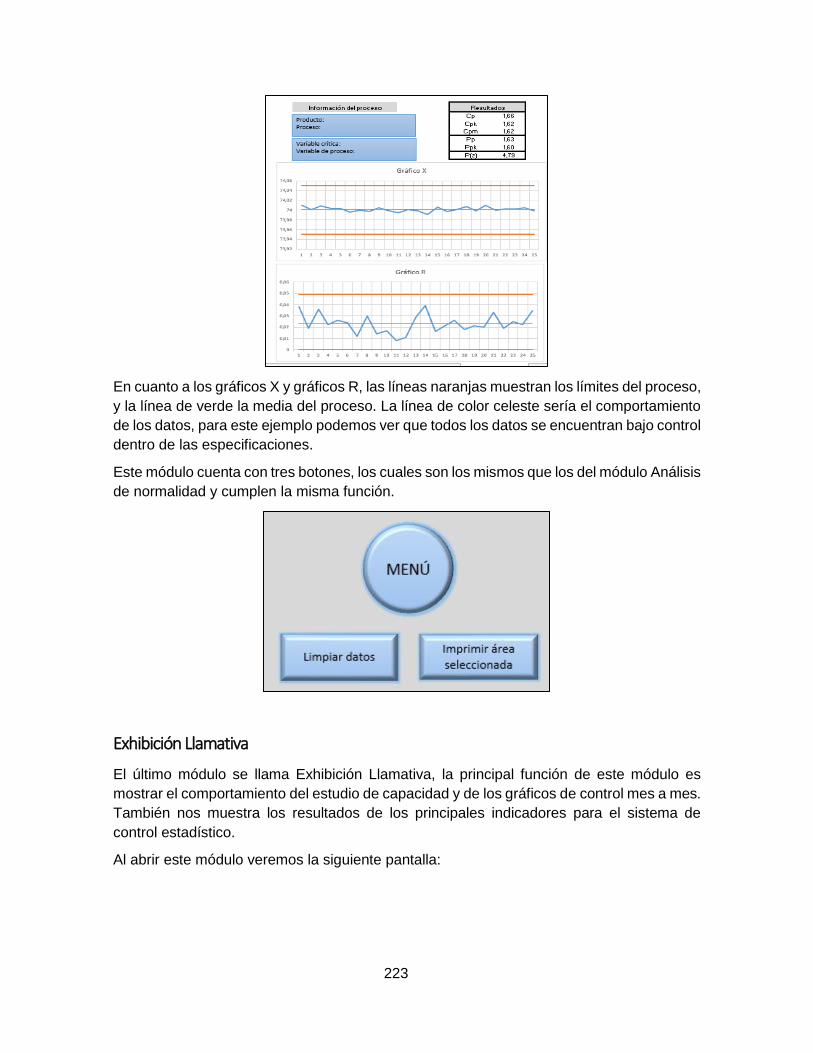
223
En cuanto a los gráficos X y gráficos R, las líneas naranjas muestran los límites del proceso,
y la línea de verde la media del proceso. La línea de color celeste sería el comportamiento
de los datos, para este ejemplo podemos ver que todos los datos se encuentran bajo control
dentro de las especificaciones.
Este módulo cuenta con tres botones, los cuales son los mismos que los del módulo Análisis
de normalidad y cumplen la misma función.
Exhibición Llamativa
El último módulo se llama Exhibición Llamativa, la principal función de este módulo es
mostrar el comportamiento del estudio de capacidad y de los gráficos de control mes a mes.
También nos muestra los resultados de los principales indicadores para el sistema de
control estadístico.
Al abrir este módulo veremos la siguiente pantalla:

224
La pantalla contiene lo siguiente:
Información del sistema: Variable crítica, variable de proceso, producto, proceso y fecha.
Indicador razón de calidad: El cuál el encargado de utilizar la herramienta debe consultarlo
al área de calidad.
Indicadores de desperdicios: PACK, ROH y HALB, estos indicadores también se deben
consultar del área de calidad e ingresarlos en el cuadro, se debe pintar de verde el cuadro
si cumple con las metas de desperdicio y de rojo si no cumple.
Gráfica control de proceso: Este gráfico tiene como objetivo mostrar gráficamente el
resultado de los gráficos de control de manera mensual, para crear este gráfico se debe
llenar el cuadro resumen:
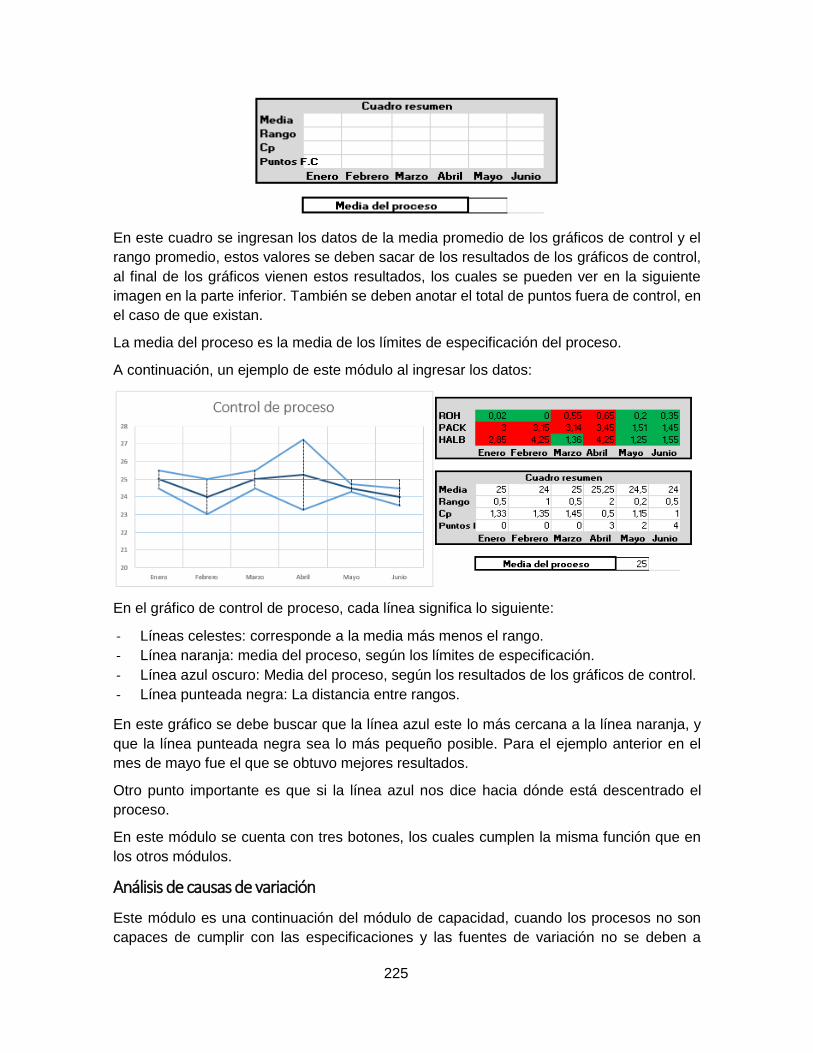
225
En este cuadro se ingresan los datos de la media promedio de los gráficos de control y el
rango promedio, estos valores se deben sacar de los resultados de los gráficos de control,
al final de los gráficos vienen estos resultados, los cuales se pueden ver en la siguiente
imagen en la parte inferior. También se deben anotar el total de puntos fuera de control, en
el caso de que existan.
La media del proceso es la media de los límites de especificación del proceso.
A continuación, un ejemplo de este módulo al ingresar los datos:
En el gráfico de control de proceso, cada línea significa lo siguiente:
- Líneas celestes: corresponde a la media más menos el rango.
- Línea naranja: media del proceso, según los límites de especificación.
- Línea azul oscuro: Media del proceso, según los resultados de los gráficos de control.
- Línea punteada negra: La distancia entre rangos.
En este gráfico se debe buscar que la línea azul este lo más cercana a la línea naranja, y
que la línea punteada negra sea lo más pequeño posible. Para el ejemplo anterior en el
mes de mayo fue el que se obtuvo mejores resultados.
Otro punto importante es que si la línea azul nos dice hacia dónde está descentrado el
proceso.
En este módulo se cuenta con tres botones, los cuales cumplen la misma función que en
los otros módulos.
Análisis de causas de variación
Este módulo es una continuación del módulo de capacidad, cuando los procesos no son
capaces de cumplir con las especificaciones y las fuentes de variación no se deben a

226
materia prima, equipos o mano de obra se deben revisar las variables críticas y los límites
de especificación.
Para ello se incluye la metodología de dos herramientas que son fáciles de usar, para que
quede el procedimiento. Cabe rescatar que parte de las funciones de Recursos Humanos
es el respaldo de competencias, por lo tanto, se debe dar respaldo a producción en los
temas de capacitación y adquisición de habilidades. Cómo recomendación sería buena
capacitar personal en diseño de experimentos.
Una vez que ingresamos al módulo de causa de variación nos va a salir la siguiente pantalla.
Aquí debemos seleccionar cuál método queremos usar, si entramos a Análisis de
componentes el sistema desplegará la siguiente pantalla:
Esta pantalla muestra el procedimiento necesario para realizar el método de Análisis de
Componentes, es una guía paso a paso.

227
Con el botón de atrás podemos devolvernos al menú de herramientas de causas de
variación, una vez en este menú podemos entrar a B vrs C, y el sistema nos desplegará la
siguiente pantalla:
Igual que el punto anterior, viene el procedimiento paso a paso de cómo realizar esta
herramienta.
Apéndice 30. Examen de evaluación del Sistema de CEP

228

229
Apéndice 31. Validación de especificaciones Tetralámina
Fecha HoraTemp Mordaza
inferior delantera
Temp Mordaza
Inferior trasera
Temp Mordaza
Vertical 1 trasera
Temp Mordaza
Vertical 1 delante
Temp Mordaza
Vertical 2 trasera
Temp Mordaza
Vertical 2 delante
Temp Mordaza
Superior delantera
Temp Mordaza
Superior trasera
Presion de
sellado
206,2 207,4 199,3 200,4 202,1 199,1 202,1 199,3 3,2
206,7 206,4 198,9 203,5 198,4 197,9 202,6 199,2 3,3
204,7 205,4 198,3 205,3 194,3 194,7 203,6 199,3 3,25
203,9 203,2 198,5 197,1 194,3 190,8 202,1 199,6
201,4 201,8 195,3 199,4 194,3 189,9 202,1 199,6
202,3 200,1 195,2 199,2 194,3 189,8 194,3 199,3 3,25
202,5 203,4 195,3 203,4 194,3 190,7 199,4 199,8 3,2
202,7 201,6 195,4 199,3 199,9 190,4 199,8 199,4 3,35
207,5 202,3 204,6 206,7 204,7 200,4 204,7 205,2
208 209,2 204,7 201,5 204,5 197,5 204,5 205,2
205,4 205,2 201,6 204,6 198,6 196,5 204,6 205,3 3,15
204,7 204,8 201,8 204,1 201,1 195,1 204,1 204,7 3,25
205,7 205,3 202,2 205,7 199,3 199,5 205,7 204,7 3,25
206,2 205,6 201,1 203,1 201,1 195,8 203,1 193,3
206,1 206,8 201,1 203,2 200,8 200,3 200,8 197,3
208 207,4 202,9 203,5 197,2 198,5 199 198,5 3,2
206,2 206,7 201,4 201,3 198,7 203,6 198 203,6 3,25
205,7 206,4 201,9 200,5 194,2 197,2 198,3 198,7 3,3
204,7 204,1 199,9 197,5 192,5 193,5 192,5 198,5
204 203,9 199,8 196,3 189,5 190,9 189,5 197,1
205,1 205,2 200,6 200,3 195,1 194,4 195,1 200,7 3,35
203,7 203,1 198,5 195,3 194,2 189,5 195,3 202,9 3,2
202,1 202,5 197,3 193,6 193,6 194,4 195,2 205,3 3,3
202,2 202,7 195,8 195,5 192,6 195,5 195,3 203,3
198,5 198,3 200,4 201,2 200,6 198,7 201,5 193,5
199,2 203,5 193,9 198,4 197,2 200,6 202 190,9 3,2
202,5 202,6 193,9 197,4 198,2 200,3 201,6 194,4 3,1
201,3 205,3 204,8 207,7 196,7 198,3 202,5 189,5 3,25
203,4 205,3 199,2 195,3 196,1 198,9 203,5 194,4
205,3 202,5 198,7 194,1 198,6 202,1 199,4 195,5
202,5 203,6 198,8 198,8 198,2 201,2 200,7 198,7 3,25
203,6 204,7 196,3 194,9 198,3 198,7 206,3 200,6 3,25
204,7 204,2 199,3 194,7 194,3 198,5 194,3 200,3 3,3
204,2 205,9 195,6 193,9 196,3 197,1 196,3 198,3
205,9 206,7 198,4 201,6 193,9 200,7 193,9 198,9
206,7 206,2 202,7 199,3 199,7 202,9 206,4 202,1 3,3
206,2 205,8 203,5 197,6 203,5 205,3 206,3 201,2 3,15
205,8 206,1 202,8 200,5 204,4 203,3 204,4 198,7 3,3
206,1 207,3 203,2 207,9 201,6 199,2 201,6 198,5
207,3 200,9 201,3 207,2 199,2 196,7 206,3 197,1
200,9 201,3 199,5 191,5 195,4 189,1 199,3 200,7 3,25
199,3 203,6 199,1 190,3 195,3 188,8 204,2 202,9 3,35
199,7 203,2 198,5 190,6 197,3 189,5 199,4 205,3 3,25
199,9 204,3 197,1 190,3 194,7 187,1 194,6 203,3
199,1 200,3 199,6 190,3 195,2 189,6 195,3 199,2
200,3 200,9 195,9 199,3 191,2 190,4 192,5 196,7 3,25
200,9 201,5 199,7 197,6 198,1 200,6 199 196,7 3,3
201,5 203,1 201,8 200,5 201,7 202,9 202,6 196,5 3,3
203,1 202,4 202,9 207,9 201,7 197,4 204,3 196,7
202,4 210,3 202,6 207,2 201,7 198,3 202,6 196,9
210,3 207,4 202,2 208,2 201,8 197,6 200,4 196,7 3,25
211,3 207,3 203,7 208,5 200,8 198,1 200,7 196,7 3,35
210,8 208,4 203,3 208,1 202,8 202,2 202,8 196,7 3,25
210,4 210,8 203,6 202,9 200,5 200,8 201,6 202,9
210,8 206 197,6 197,7 200,1 197,8 205,3 197,4
204,3 205,6 199,5 196,8 197,2 195,6 205,3 198,3 3,25
204,3 205,4 199,1 196,9 196,5 195,5 197,4 197,6 3,25
205,3 205 199,6 195,9 195,2 195,4 197,4 198,1 3,3
203,2 208,4 199,2 195,6 195,1 194,2 195,3 202,2
204,3 209,5 199,5 195,5 194,1 193,2 200,6 200,8
209,5 209,7 198,7 199,5 191,4 192,1 205,3 197,8 3,1
209,7 208,8 195,5 199,2 195,3 190,2 204,3 195,6 3,2
208,8 209,2 195,5 196,3 195,3 191,4 206,4 195,5 3,3
209,2 204,5 199,3 195,1 191,4 193,5 194,3 195,4
204,5 206,4 198,1 194,5 192,9 193,8 192,9 194,2
207,3 207,7 196,6 197,8 197,4 195,8 194,8 193,2 3,3
205,3 208,7 197,8 199,3 195,3 196,1 195,4 192,1 3,3
208,8 206,5 198,3 200,6 195,3 197,2 196,1 190,2 3,25
209,2 204,4 200,5 198,9 191,4 198,3 199,6 191,4
204,5 205,8 200,1 201,8 192,9 193,1 196,9 193,5
205,8 205,6 200,3 201,1 194,4 198,5 194,4 193,8 3,25
205,6 204,4 200,6 201,5 194,1 198,6 194,1 195,8 3,2
204,4 200 200,7 200,5 196,2 199,3 196,2 196,1 3,1
200 198,6 196,2 190,3 196,3 192,8 196,3 197,2
198,6 208,6 195,1 188,2 196,3 194,8 196,3 198,3
208,6 204,2 203,8 208,8 199,4 199,4 199,4 193,1 3,3
204,2 201,6 202,6 204,8 199,4 191,8 199,4 198,5 3,2
201,6 201,9 199,5 201,6 193,8 197,7 193,8 198,6 3,2
201,9 208,8 200,5 201,8 193,2 197,2 193,2 199,3
208,8 205,4 202,8 204,2 200,5 197,5 200,5 192,8
205,4 207 201,2 199,8 189,1 190,7 189,1 194,8 3,25
207 207,5 200,5 200,2 199,5 198,9 199,5 199,4 3,1
207,5 207,4 201,5 200,3 195,9 196,1 195,9 191,8 3,25
207,4 207,6 202,2 203,1 201,6 202,3 201,6 197,7
207,6 206,5 201,3 203,7 200,4 199,8 200,4 197,2
205,4 206,3 199,9 203,9 197,9 196,8 197,9 197,5 3,2
207 206,7 200,1 201,4 198,7 197,2 198,7 190,7 3,15
207,5 206,1 200,9 201,4 197,1 196,3 197,1 198,9 3,2
207,4 203,2 200,4 201,2 196,5 195,8 196,5 196,1
207,6 200,1 200,1 200,9 196,5 194,8 197,4 202,3
203,1 201,5 193,2 202,5 192,3 189,7 198,4 199,8 3,2
201,5 202,1 203,6 204,1 194,5 199,5 199,5 196,8 3,3
202,1 203,1 191,7 205,3 197,1 193,8 198,2 197,2 3,25
203,1 200,8 207,1 207,2 199,7 203,7 196,3 196,3
200,8 204,1 190,5 190,9 198,9 193,3 194,3 195,8
204,1 206,7 193,6 199,4 192,3 195,5 204,3 194,8 3,2
206,7 208,5 195,2 195,3 194,5 197,5 200,5 189,7 3,2
208,5 208,6 208,5 205,3 190,1 201,9 204,2 199,5 3,25
208,6 208,6 208,9 202,9 189,7 201,7 200,7 193,8
208,6 207,4 208,7 203,4 188,9 200,1 203,2 203,7
8/3/2018
10:13:11 a. m.
10:00:19 a. m.
10:39:00 a. m.
10:31:30 a. m.
10:29:09 a. m.
10:22:34 a. m.
10:18:12 a. m.
10:15:46 a. m.
10:44:54 a. m.
11:47:38 a. m.
11:40:22 a. m.
11:33:36 a. m.
11:24:09 a. m.
11:22:25 a. m.
11:16:33 a. m.
11:13:23 a. m.
11:05:53 a. m.
11:02:37 a. m.
10:55:46 a. m.
10:46:18 a. m.
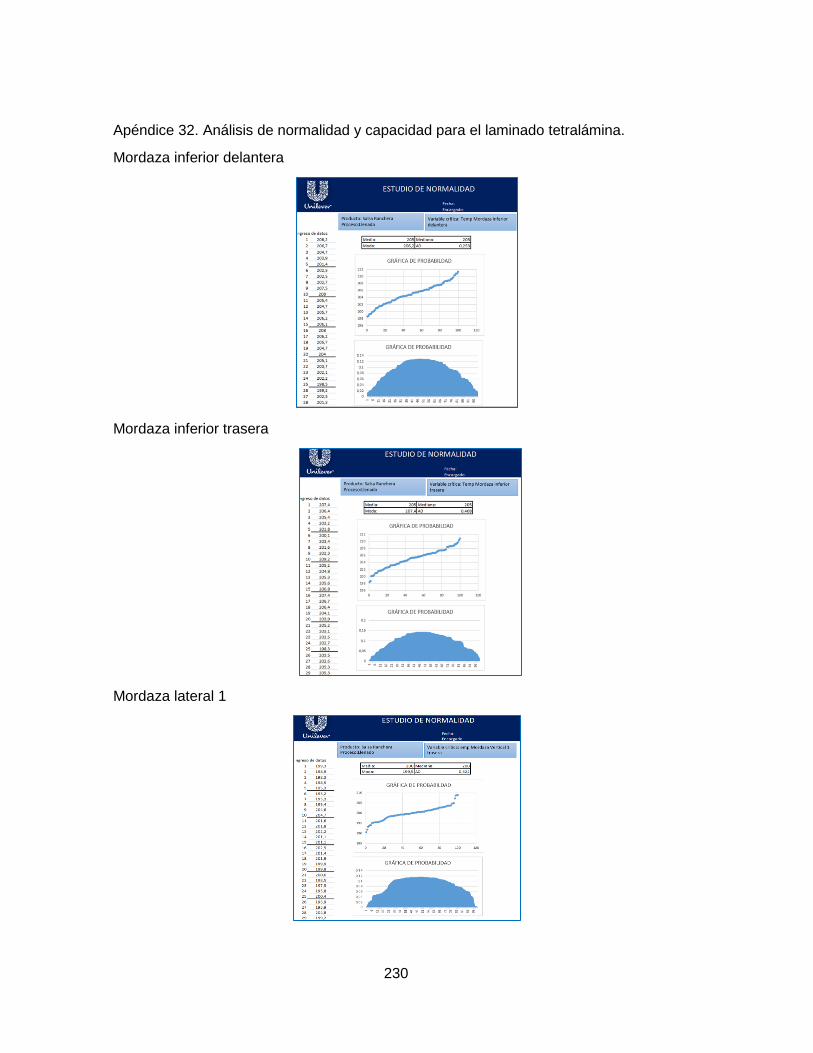
230
Apéndice 32. Análisis de normalidad y capacidad para el laminado tetralámina.
Mordaza inferior delantera
Mordaza inferior trasera
Mordaza lateral 1

231
Mordaza lateral 2
Mordaza lateral 3
Mordaza lateral 4

232
Mordaza superior trasera
Mordaza superior delantera
Presión de sellado

233
Mordaza inferior trasera
Mordaza inferior delantera
Mordaza vertical 1

234
Mordaza vertical 2
Mordaza vertical 3
Mordaza vertical 4

235
Mordaza superior delantera
Mordaza superior trasera
Presión de sellado

236
Apéndice 33. Prueba de prensa neumática laminado tetralámina
# Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga # Muestra Hora de la muestra Fuga # Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga
1 10:02:00 a. m. No 26 10:18:00 a. m. No 51 10:48:00 a. m. No 76 10:43:00 a. m. No 101 11:42:00 a. m. No
2 10:02:00 a. m. No 27 10:18:00 a. m. No 52 10:48:00 a. m. No 77 10:43:00 a. m. No 102 11:42:00 a. m. No
3 10:02:00 a. m. No 28 10:18:00 a. m. No 53 10:48:00 a. m. No 78 10:43:00 a. m. No 103 11:42:00 a. m. No
4 10:04:00 a. m. No 29 10:18:00 a. m. No 54 10:48:00 a. m. No 79 10:43:00 a. m. No 104 11:42:00 a. m. No
5 10:04:00 a. m. No 30 10:23:00 a. m. No 55 10:52:00 a. m. No 80 11:12:00 a. m. No 105 11:42:00 a. m. No
6 10:05:00 a. m. No 31 10:23:00 a. m. No 56 10:52:00 a. m. No 81 11:12:00 a. m. No 106 11:46:00 a. m. No
7 10:05:00 a. m. No 32 10:23:00 a. m. No 57 10:52:00 a. m. No 82 11:15:00 a. m. No 107 11:46:00 a. m. No
8 10:08:00 a. m. No 33 10:23:00 a. m. No 58 10:52:00 a. m. No 83 11:15:00 a. m. No 108 11:46:00 a. m. No
9 10:08:00 a. m. No 34 10:26:00 a. m. No 59 10:52:00 a. m. No 84 11:21:00 a. m. No 109 11:46:00 a. m. No
10 10:08:00 a. m. No 35 10:26:00 a. m. No 60 10:52:00 a. m. No 85 11:21:00 a. m. No 110 11:46:00 a. m. No
11 10:08:00 a. m. No 36 10:31:00 a. m. No 61 10:59:00 a. m. No 86 11:21:00 a. m. No 111 11:46:00 a. m. No
12 10:10:00 a. m. No 37 10:31:00 a. m. No 62 10:59:00 a. m. No 87 11:21:00 a. m. No 112 11:53:00 a. m. No
13 10:10:00 a. m. No 38 10:31:00 a. m. No 63 10:59:00 a. m. No 88 11:21:00 a. m. No 113 11:53:00 a. m. No
14 10:10:00 a. m. No 39 10:33:00 a. m. No 64 11:05:00 a. m. No 89 11:21:00 a. m. No 114 11:53:00 a. m. No
15 10:11:00 a. m. No 40 10:33:00 a. m. No 65 11:05:00 a. m. No 90 11:24:00 a. m. No 115 11:53:00 a. m. No
16 10:11:00 a. m. No 41 10:33:00 a. m. No 66 11:07:00 a. m. No 91 11:24:00 a. m. No 116 11:53:00 a. m. No
17 10:11:00 a. m. No 42 10:34:00 a. m. No 67 11:07:00 a. m. No 92 11:24:00 a. m. No 117 11:53:00 a. m. No
18 10:11:00 a. m. No 43 10:34:00 a. m. No 68 11:07:00 a. m. No 93 11:24:00 a. m. No 118 11:53:00 a. m. No
19 10:15:00 a. m. No 44 10:34:00 a. m. No 69 11:07:00 a. m. No 94 11:32:00 a. m. No 119 11:57:00 a. m. No
20 10:15:00 a. m. No 45 10:34:00 a. m. No 70 11:07:00 a. m. No 95 11:32:00 a. m. No 120 11:57:00 a. m. No
21 10:15:00 a. m. No 46 10:40:00 a. m. No 71 11:12:00 a. m. No 96 11:32:00 a. m. No 121 11:57:00 a. m. No
22 10:16:00 a. m. No 47 10:40:00 a. m. No 72 11:12:00 a. m. No 97 11:35:00 a. m. No 122 11:57:00 a. m. No
23 10:16:00 a. m. No 48 10:40:00 a. m. No 73 11:12:00 a. m. No 98 11:35:00 a. m. No 123 11:57:00 a. m. No
24 10:16:00 a. m. No 49 10:40:00 a. m. No 74 11:12:00 a. m. No 99 11:35:00 a. m. No 124 11:57:00 a. m. No
25 10:18:00 a. m. No 50 10:40:00 a. m. No 75 11:12:00 a. m. No 100 11:40:00 a. m. No 125 11:57:00 a. m. No

237
Apéndice 34. Validación de especificaciones para laminado Tetralámina.
Fecha HoraTemp Mordaza
inferior delantera
Temp Mordaza
Inferior trasera
Temp Mordaza
Vertical 1 trasera
Temp Mordaza
Vertical 1 delante
Temp Mordaza
Vertical 2 trasera
Temp Mordaza
Vertical 2 delante
Temp Mordaza
Superior delantera
Temp Mordaza
Superior trasera
Presion de
sellado
206,3 207,6 203,1 205,3 202,2 199,6 203 202,1 2,95
207,5 206,7 200,7 197,3 201,4 199,6 202,8 202,1 2,9
205,5 206,3 205,3 197,2 199,2 199,6 202,7 196,3 3,05
204,4 203,9 200,1 203,2 199,3 199,6 202,7 201,2
201,8 202,5 203,2 207,3 198,3 199,6 202,6 201,2
203 200,6 197,3 197,3 195,1 195,9 202,9 201,2 2,85
202,7 203,8 199,4 198,2 194,6 192,3 202,2 200,1 3,05
203,2 201,7 199,9 197,2 199,3 194,1 202,5 204,3 2,85
208 202,7 205,5 203,2 195,6 193,2 202,7 201,4
208,6 210,1 205,4 195,3 198,3 193,2 202,7 202,8
206 206,1 204,9 205,3 195,3 193,2 202,1 205,9 3
205,1 205,1 202,7 204,3 205 195,8 204,7 205,1 2,85
206,1 206,2 204,3 201 200,3 199,6 202,4 205,5 2,9
206,7 205,9 202,9 206,4 203,3 196 203,8 200,2
206,3 207,7 199,3 204,1 200,9 200,5 201 197,5
208,9 207,7 203,8 203,9 197,7 198,6 199,4 199,1 2,9
206,7 207,6 197,7 202,2 199,5 203,9 199,9 204,2 3
206,6 206,6 202,6 201,2 195,1 198,1 199,7 199,3 2,9
205 204,4 205,1 198 192,6 194,2 199,7 198,6
204,9 204,2 198,4 197,2 190,2 191,1 199,2 197,5
205,3 205,5 201,3 200,9 195,2 194,7 199,8 201,1 3,1
204,2 203,4 199,3 196,1 194,3 190,1 195,6 203,3 2,85
202,2 203,2 197,9 194,1 194,4 194,7 195,9 205,9 2,95
202,3 202,8 196,1 196,3 193 196 196,2 203,7
198,6 198,7 203,6 201,9 201,4 199,6 202,2 194,3
201,3 203,4 198,4 198,9 205,5 201,4 202,8 198,3 3,1
202,1 202,7 194,8 196,1 198,3 200,7 202,4 197,9 2,9
203,1 201,5 199,5 207,8 200,9 203,2 203,4 194,2 3,05
205,4 200,1 199,7 195,4 195,3 201,2 203,8 195,2
203,3 202,7 199 194,7 199,3 203 200 195,7
203,3 204,2 205,1 199,1 198,5 201,3 200,9 199,6 2,95
204 205,1 197,2 195,6 199 203,2 207,1 201,5 3,1
205 204,5 199,7 195,4 194,7 202,4 198,9 200,5 3
205 206,1 203,1 194,3 196,9 197,7 197 198,9
206,7 206,9 198,8 202,2 194,4 201 199,1 199,3
207 209 196,3 205,6 200,6 203,4 204,3 202,5 2,95
206,6 208,4 202,3 204,3 204,4 203,1 202,4 201,7 3,1
206,1 206,2 203,1 202,2 205,2 201,2 201,2 199,5 3
206,8 207,9 206,9 202,8 202,2 199,6 202,3 198,8
208,1 206,4 204,1 206,2 200,1 197 204,5 197,9
201,8 203,4 197,6 199,7 195,6 196,8 199,5 198,3 2,9
208,9 201,8 203,3 195,1 196 197,1 204,9 203,1 2,9
207,1 200,8 198,8 194,3 197,5 196,7 200,3 191,3 2,85
202,4 202,5 199,3 196,9 195 198,8 194,9 203,7
205,2 200,5 196,3 196,1 195,7 190,5 196,2 199,7
200,9 206,6 196,4 192,2 191,8 190,9 193 197 2,95
201,5 208,9 200,4 197,9 198,2 201,4 199,1 197,6 2,85
202,1 209,9 196,3 200,9 202,6 203,4 203,4 197,1 3
203,9 204,9 203,2 203,6 202,1 197,6 204,6 196,9
202,8 206,6 205,3 201,7 202,3 198,9 203,2 197,5
207,5 212 206,3 202,6 202,6 197,8 200,9 197,2 3
204,6 211 202,1 205,4 198,4 198,2 200,9 196,8 3,1
208,1 211,2 206,3 208,2 203,4 202,3 203,5 197 2,9
206,8 211 203,9 203,6 195,3 201,1 201,7 203,5
208,1 206,4 198 198,1 200,4 198,5 205,7 198,2
206,3 206,4 198,3 197,7 197,7 195,9 206 198,8 2,9
206,4 205,8 199,6 197 196,8 195,7 198,3 197,7 2,9
206 205,3 196,3 196,5 196 195,8 198,2 198,3 2,95
205,5 208,7 205,1 196,2 195,4 194,9 195,9 203,1
208,9 210,2 197 196 194,4 193,7 200,7 201,5
207,8 210,6 197,5 194,4 191,9 192,4 205,8 198,4 2,95
206,1 208,9 203,5 198,9 196 197,5 204,4 196,1 3
208,1 209,9 199,2 197,4 195,7 191,9 206,8 196 3
205,3 204,9 203,9 198,7 191,8 194,3 199,7 195,9
205,1 206,6 201,9 195,1 193,5 194,2 198,4 195,1
207,3 208 200,8 197,9 195,7 195,9 199,7 193,6 3,05
208,2 209,2 198,5 199,7 196,2 196,8 196,2 196,7 3,05
209,3 207,3 201,6 200,8 196,9 197,5 196,3 195,4 3
207,3 205,2 196,7 199,8 200,3 198,7 200 191,5
205 202,4 195,9 202,6 197,7 193,7 197,5 198,7
206,6 199,4 203,9 201,3 195,3 199 198,3 194,1 2,95
205,7 198,4 203,2 201,9 194,7 199,1 197,9 196,3 2,95
205 200,3 199,7 200,7 196,5 199,4 199,6 196,5 2,8
200,7 201,3 201,3 190,5 196,8 192,9 196,4 197,5
198,7 209,4 203,6 188,8 197,1 195,7 196,9 199,2
209,5 204,8 201,6 206,2 200,1 199,7 200,1 193,5 3
204,3 201,7 201 205,6 199,6 192,5 199,6 199,2 2,9
201,8 202,5 202,1 202,4 194,2 198,1 194,5 198,9 2,75
202,4 209 202,8 202,5 193,4 197,7 193,9 199,5
209,2 205,8 202 204,3 201 197,9 200,6 193,7
206,3 207,2 196,3 199,9 189,9 190,8 199,3 195,7 3
207,7 208,4 202,5 200,7 199,9 199,1 199,7 200 2,9
205,1 207,6 201,8 201 196,8 196,2 196,5 192 2,9
205,1 208,4 204,9 203,6 201,9 202,9 202,4 198,6
208,4 207,2 200,8 204,3 200,9 200,7 200,5 197,4
207 206,4 204 204,4 198,2 197,2 198 198 2,95
207,1 207,6 204,5 202,3 199,4 198,1 198,9 203,2 2,95
206,8 207 199,3 202,1 197,3 196,9 197,4 199,5 3
206,7 203,6 201,5 201,8 196,8 196,3 196,7 196,8
203,5 200,9 203,8 201,4 197,4 195,5 198,1 202,4
200,8 202,2 199,4 202,8 194,9 189,9 199,3 199,9 3
201,7 202,7 198,9 204,4 199,9 200 199,8 197,1 3
202,7 203,8 203,8 205,8 198,3 194,1 198,4 197,5 3,1
203,6 201,5 202,2 208,1 189,6 203,9 197,2 196,5
201,6 205 197,4 194,3 189,7 193,5 194,9 196,1
204,2 198,3 194,4 195,3 192,8 195,9 204,4 195,1 3,05
206,8 201,3 195,9 195,6 195,1 198 200,6 189,9 3,05
207,9 199,2 208,8 202 196,3 202,1 204,8 200,1 2,9
209,3 201,5 209,2 201,3 198,3 201,8 201,6 194,2
205,3 201,5 209 200,4 189,1 201 203,4 203,8
13/3/2018
15:06:24 p. m.
14:02:17 p.m.
14:17:43 p. m.
14:23:31 p. m.
14:25:22 p. m.
14:29:42 p. m.
14:37:14 p. m.
14:41:17 p. m.
14:48:23 p. m.
14:53:04 p. m.
14:55:21 p. m.
15:02:37 p. m.
15:41:37 p. m.
15:51:36 p. m.
15:13:26 p. m.
15:14:47 p. m.
15:22:51 p. m.
15:25:09 p. m.
15:27:35 p. m.
15:38:42 p. m.

238
Apéndice 35. Análisis de normalidad y capacidad para laminado trilámina.
Mordaza inferior delantera
Mordaza inferior trasera
Mordaza vertical trasera

239
Mordaza vertical delantera
Mordaza vertical 2 trasera
Mordaza vertical 2 delantera

240
Mordaza superior delantera
Mordaza superior trasera
Presión de sellado

241
Mordaza superior trasera
Mordaza superior delantera
Mordaza lateral 1 trasera

242
Mordaza lateral 1 delantera
Mordaza lateral 2 trasera
Mordaza vertical 2 delantera

243
Mordaza superior delantera
Mordaza superior trasera
Presión de sellado

244
Apéndice 36. Muestreo de prensa neumática para laminado trilámina
# Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga # Muestra
Hora de la
muestra Fuga
1 14:06:00 p. m. No 26 14:19:00 p. m. No 51 14:44:00 p. m. No 76 15:11:00 p. m. No 101 15:27:00 p. m. No
2 14:06:00 p. m. No 27 14:19:00 p. m. No 52 14:44:00 p. m. No 77 15:11:00 p. m. No 102 15:27:00 p. m. No
3 14:06:00 p. m. No 28 14:21:00 p. m. No 53 14:44:00 p. m. No 78 15:11:00 p. m. No 103 15:30:00 p. m. No
4 14:06:00 p. m. No 29 14:21:00 p. m. No 54 14:47:00 p. m. No 79 15:11:00 p. m. No 104 15:30:00 p. m. No
5 14:08:00 p. m. No 30 14:21:00 p. m. No 55 14:47:00 p. m. No 80 15:11:00 p. m. No 105 15:30:00 p. m. No
6 14:08:00 p. m. No 31 14:27:00 p. m. No 56 14:47:00 p. m. No 81 15:11:00 p. m. No 106 15:34:00 p. m. No
7 14:08:00 p. m. No 32 14:27:00 p. m. No 57 14:47:00 p. m. No 82 15:13:00 p. m. No 107 15:34:00 p. m. No
8 14:08:00 p. m. No 33 14:27:00 p. m. No 58 14:47:00 p. m. No 83 15:13:00 p. m. No 108 15:34:00 p. m. No
9 14:06:00 p. m. No 34 14:29:00 p. m. No 59 14:47:00 p. m. No 84 15:13:00 p. m. No 109 15:34:00 p. m. No
10 14:11:00 p. m. No 35 14:29:00 p. m. No 60 14:55:00 p. m. No 85 15:13:00 p. m. No 110 15:48:00 p. m. No
11 14:11:00 p. m. No 36 14:29:00 p. m. No 61 14:55:00 p. m. No 86 15:13:00 p. m. No 111 15:48:00 p. m. No
12 14:11:00 p. m. No 37 14:29:00 p. m. No 62 14:55:00 p. m. No 87 15:15:00 p. m. No 112 15:48:00 p. m. No
13 14:11:00 p. m. No 38 14:33:00 p. m. No 63 14:55:00 p. m. No 88 15:15:00 p. m. No 113 15:48:00 p. m. No
14 14:08:00 p. m. No 39 14:33:00 p. m. No 64 14:55:00 p. m. No 89 15:15:00 p. m. No 114 15:50:00 p. m. No
15 14:08:00 p. m. No 40 14:33:00 p. m. No 65 14:55:00 p. m. No 90 15:15:00 p. m. No 115 15:50:00 p. m. No
16 14:08:00 p. m. No 41 14:33:00 p. m. No 66 14:55:00 p. m. No 91 15:19:00 p. m. No 116 15:50:00 p. m. No
17 14:08:00 p. m. No 42 14:33:00 p. m. No 67 15:01:00 p. m. No 92 15:19:00 p. m. No 117 15:57:00 p. m. No
18 14:08:00 p. m. No 43 14:33:00 p. m. No 68 15:01:00 p. m. No 93 15:19:00 p. m. No 118 15:57:00 p. m. No
19 14:08:00 p. m. No 44 14:38:00 p. m. No 69 15:01:00 p. m. No 94 15:19:00 p. m. No 119 15:57:00 p. m. No
20 14:16:00 p. m. No 45 14:38:00 p. m. No 70 15:07:00 p. m. No 95 15:19:00 p. m. No 120 15:57:00 p. m. No
21 14:16:00 p. m. No 46 14:38:00 p. m. No 71 15:07:00 p. m. No 96 15:22:00 p. m. No 121 15:58:00 p. m. No
22 14:16:00 p. m. No 47 14:38:00 p. m. No 72 15:07:00 p. m. No 97 15:22:00 p. m. No 122 15:58:00 p. m. No
23 14:16:00 p. m. No 48 14:38:00 p. m. No 73 15:07:00 p. m. No 98 15:27:00 p. m. No 123 15:58:00 p. m. No
24 14:16:00 p. m. No 49 14:38:00 p. m. No 74 15:07:00 p. m. No 99 15:27:00 p. m. No 124 15:58:00 p. m. No
25 14:16:00 p. m. No 50 14:38:00 p. m. No 75 15:07:00 p. m. No 100 15:27:00 p. m. No 125 15:58:00 p. m. No

245
Apéndice 37. Correcciones en los registros de temperatura de mordazas y análisis físico químico
Producto Turno ( X ).
1 2 3
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
1
2
3
4
5
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
HORA
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
HORA
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
HORA
HORA
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
Mordaza lateral 1
trasera
Morda superior
delantera
Mordaza superior
trasera
Presion de
sellado Observaciones
Morda inferior
delantera
Mordaza inferior
trasera
Mordaza lateral
1 delantera
Mordaza lateral
1 trasera
Mordaza lateral
2 trasera
HORA
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
An
ote
la
s
tem
pe
ra
tura
s a
qu
í
Instrucciones: el operario debe tomar cada 5 muestas cada hora.
HORA
Lín
ea:
Coordinador: Operador: Fecha:
_____/_____/______
Pesos de Unidades
UNILEVER
Planta Belén - Costa Rica
CÓDIGO DEL DOCUMENTO:
RG-QA-159
PÁGINA : 1 DE 2
REVISIÓN: # 8
REGISTRO
Control Estadístico de Procesos-CEP Area Salsitas
FECHA DE ÚLTIMA REVISIÓN:
26/09/2017
FECHA DE PRÓXIMA REVISIÓN:
26/09/2019
S 5
S 8
S 3
S 6
S 9
S 2S 1
S 4
S 7113 g 200 g 227 g106 g Otra:

246
Apéndice 37. Correcciones en los registros de temperatura de mordazas y análisis físico químico
(continuación)

247
10 Anexos
Anexo 1. Volumen de producción por área (enero 2016-diciembre 2016)
Línea Área Volumen de
producción
(toneladas)
Volumen total por área
(toneladas)
FR-1 (PR1) Frijoles 2023,898218 4258,1
FR2 (PR2) Frijoles 2234,227539
FS1 (PR8) Mayonesa 2811,77707 16154,2
FS2 (PR9) Mayonesa 259,1996
M1 (PR5) Mayonesa 3597,441103
M1 (PR5) Mayonesa 38,9712
M2 (PR6) Mayonesa 2410,8966
M3 (PR7) Mayonesa 7035,96192
S01 (PR3) Salsas oscuras 436,0457424 5807,5
SO2 (PR4) Salsas oscuras 5371,451688
HORIX (PR10) Salsas 1169,00064 31507,2
S1 (PR11) Salsas 3206,750592
S2 (PR12) Salsas 3483,560013
S3 (PR13) Salsas 3223,709568
S4 (PR14) Salsas 3092,10636
S5 (PR15) Salsas 2987,327856
S6 (PR16) Salsas 3244,794264
S7 (PR17) Salsas 3116,120072
S8 (PR18) Salsas 3203,794328
S9 (PR19) Salsas 261,442384
S9 (PR19) Salsas 4518,59135
Fuente: Unilever, 2016
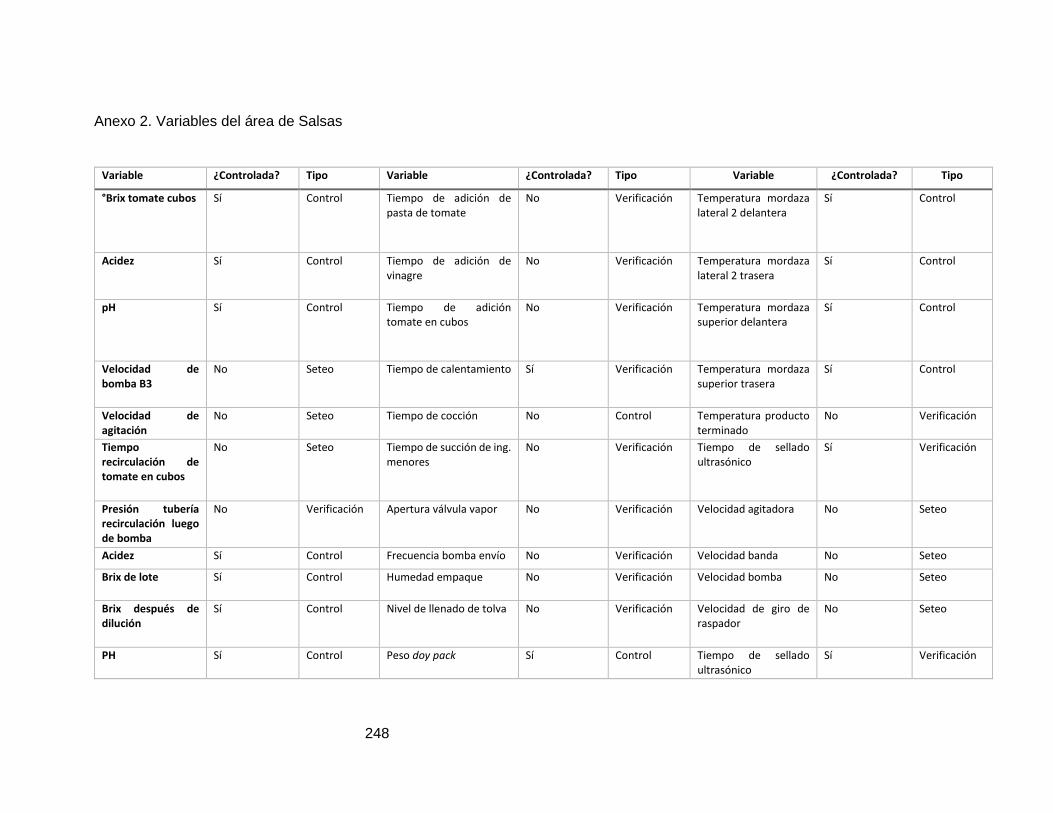
248
Anexo 2. Variables del área de Salsas
Variable ¿Controlada? Tipo Variable ¿Controlada? Tipo Variable ¿Controlada? Tipo
°Brix tomate cubos Sí Control Tiempo de adición de pasta de tomate
No Verificación Temperatura mordaza lateral 2 delantera
Sí Control
Acidez Sí Control Tiempo de adición de vinagre
No Verificación Temperatura mordaza lateral 2 trasera
Sí Control
pH Sí Control Tiempo de adición tomate en cubos
No Verificación Temperatura mordaza superior delantera
Sí Control
Velocidad de bomba B3
No Seteo Tiempo de calentamiento Sí Verificación Temperatura mordaza superior trasera
Sí Control
Velocidad de agitación
No Seteo Tiempo de cocción No Control Temperatura producto terminado
No Verificación
Tiempo recirculación de tomate en cubos
No Seteo Tiempo de succión de ing. menores
No Verificación Tiempo de sellado ultrasónico
Sí Verificación
Presión tubería recirculación luego de bomba
No Verificación Apertura válvula vapor No Verificación Velocidad agitadora No Seteo
Acidez Sí Control Frecuencia bomba envío No Verificación Velocidad banda No Seteo
Brix de lote Sí Control Humedad empaque No Verificación Velocidad bomba No Seteo
Brix después de dilución
Sí Control Nivel de llenado de tolva No Verificación Velocidad de giro de raspador
No Seteo
PH Sí Control Peso doy pack Sí Control Tiempo de sellado ultrasónico
Sí Verificación
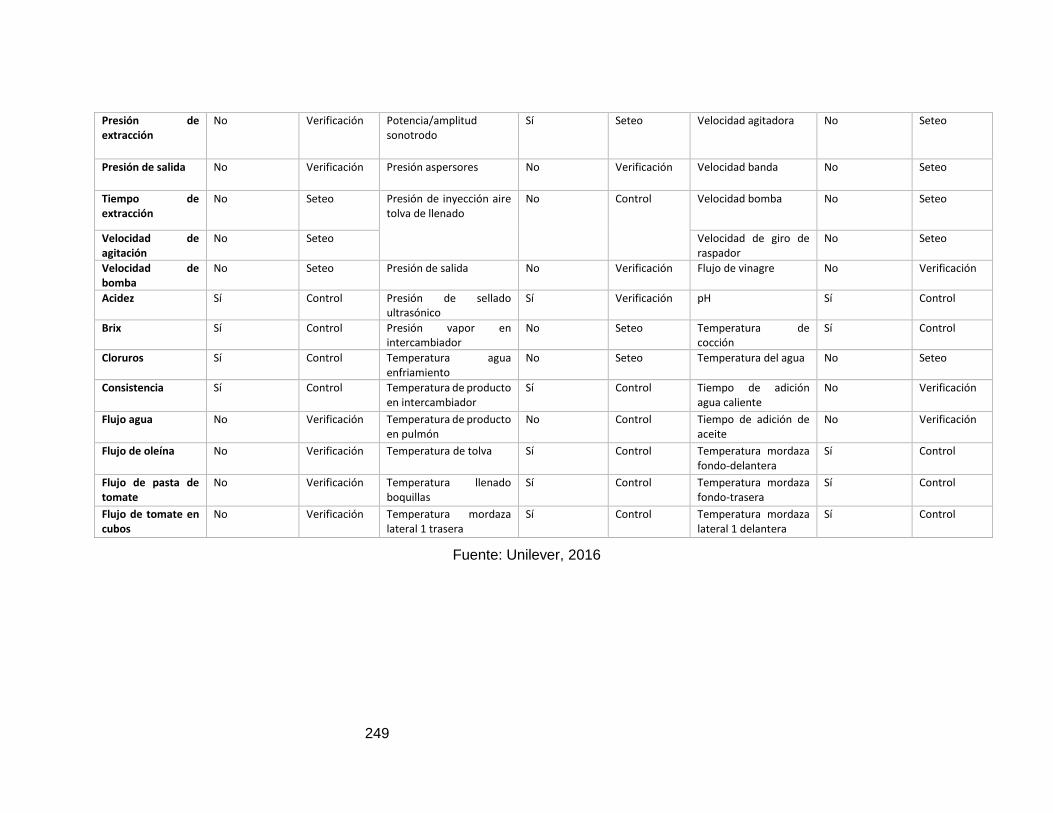
249
Presión de extracción
No Verificación Potencia/amplitud sonotrodo
Sí Seteo Velocidad agitadora No Seteo
Presión de salida No Verificación Presión aspersores No Verificación Velocidad banda No Seteo
Tiempo de extracción
No Seteo Presión de inyección aire tolva de llenado
No Control Velocidad bomba No Seteo
Velocidad de agitación
No Seteo Velocidad de giro de raspador
No Seteo
Velocidad de bomba
No Seteo Presión de salida No Verificación Flujo de vinagre No Verificación
Acidez Sí Control Presión de sellado ultrasónico
Sí Verificación pH Sí Control
Brix Sí Control Presión vapor en intercambiador
No Seteo Temperatura de cocción
Sí Control
Cloruros Sí Control Temperatura agua enfriamiento
No Seteo Temperatura del agua No Seteo
Consistencia Sí Control Temperatura de producto en intercambiador
Sí Control Tiempo de adición agua caliente
No Verificación
Flujo agua No Verificación Temperatura de producto en pulmón
No Control Tiempo de adición de aceite
No Verificación
Flujo de oleína No Verificación Temperatura de tolva Sí Control Temperatura mordaza fondo-delantera
Sí Control
Flujo de pasta de tomate
No Verificación Temperatura llenado boquillas
Sí Control Temperatura mordaza fondo-trasera
Sí Control
Flujo de tomate en cubos
No Verificación Temperatura mordaza lateral 1 trasera
Sí Control Temperatura mordaza lateral 1 delantera
Sí Control
Fuente: Unilever, 2016

250
Anexo 3. Reporte semanal de desperdicio
Fuente: Unilever, 2016
Anexo 4. Base de datos de desperdicio
Consec
Rechazo
Fecha de
RechazoMaterial Mes Cantidad UM
Costo total
(¢)Semana Auditor Área
174 10/7/2017 MODIFIED CORN STARCH 25KG Julio 200 kg ₡169.519,53 28
Fred
Cortes Salsitas
175 13/7/2017 BATCHE KET NATURAS HOMOGENIZADO Julio 850 kg ₡255.857,96 28
Fred
Cortes Mayonesa
176 14/7/2017 LECHE ENTERA EN POLVO Julio 8,74 kg ₡27.352,83 28
Fred
Cortes Cuarto de pesado
177 14/7/2017 MUSTARD SEASONING 387037 Julio 6,7 kg ₡58.327,53 28
Fred
Cortes Cuarto de pesado
178 17/7/2017 JUGO LIMON PASTEURIZADO Julio 16,5 kg ₡14.410,28 28
Alvaro
Alfaro Cámara de refrigeración
179 17/7/2017 CUC RET/FS MAY NATUR BEL HLMS/LIZ DASH Julio 495 kg ₡220.388,91 28
Jesus
Delgado Mayonesa

251
Anexo 5. Puntos críticos de control
Fuente: Planes HACCP, Unilever

252
Anexo 6. Ejemplo del programa de calibración
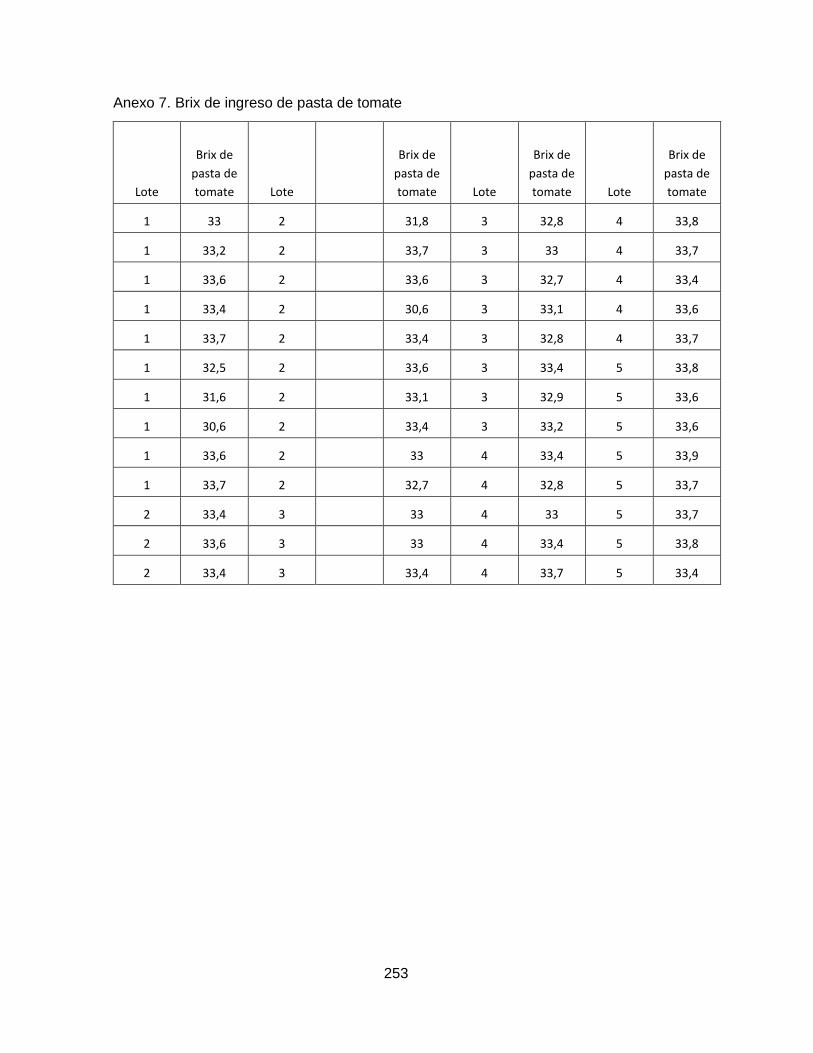
253
Anexo 7. Brix de ingreso de pasta de tomate
Lote
Brix de
pasta de
tomate Lote
Brix de
pasta de
tomate Lote
Brix de
pasta de
tomate Lote
Brix de
pasta de
tomate
1 33 2 31,8 3 32,8 4 33,8
1 33,2 2 33,7 3 33 4 33,7
1 33,6 2 33,6 3 32,7 4 33,4
1 33,4 2 30,6 3 33,1 4 33,6
1 33,7 2 33,4 3 32,8 4 33,7
1 32,5 2 33,6 3 33,4 5 33,8
1 31,6 2 33,1 3 32,9 5 33,6
1 30,6 2 33,4 3 33,2 5 33,6
1 33,6 2 33 4 33,4 5 33,9
1 33,7 2 32,7 4 32,8 5 33,7
2 33,4 3 33 4 33 5 33,7
2 33,6 3 33 4 33,4 5 33,8
2 33,4 3 33,4 4 33,7 5 33,4

254
Anexo 8. Capacitación en el Sistema de CEP
Anexo 9. Encuesta de uso de la herramienta.
Preguntas
Totalmente de
acuerdo De acuerdo En desacuerdo
¿Considera que el Sistema de Control Estadístico de Procesos
Considera todos los involucrados?
¿Considera que los roles y responsabilidades están claros para cada
uno de los departamentos?
¿La Herramienta para el Sistema de CEP es fácil de usar?
¿La Herramienta para el Sistema de CEP es accesible para todos los
involucrados en el Sistema?
¿La Herramienta permite obtener información valiosa para la
operación?
El Sistema de CEP se puede replicar a las otras áreas de la organización
(Frijoles, Mayonesa, Salsas Oscuras)

255
Anexo 10. Capacitación en método de muestro de materias primas
Anexo 11. Capacitación en procedimiento análisis de consistencia

256
Anexo 12. Capacitación del Sistema de CEP
Anexo 13. Cotización de MR consultores
Propuesta para consultoría, Unilever.
Mauricio Rodríguez consultoría, tiene el agrado de presentar el detalle de la propuesta para los
servicios de consultoría solicitados.
1. Detalles generales
Nombre del Cliente/Empresa: Unilever.
Contacto (s): Sofía Luna, Byron Rojas.
Dirección: Belén.
Nombre del Proyecto: Sistema de control estadístico de procesos.
2. La propuesta
La consultoría consiste en una asesoría y capacitación a la compañía, bajo la modalidad de trabajo
en equipo con un grupo de personas de diferentes profesiones y áreas (Calidad, Producción,
Mantenimiento y Recursos Humanos), con la cual se pretende explicar más a fondo el tema de
Control Estadístico de procesos. Para ello el equipo de trabajo debe reunirse una vez por semana
durante un mes para abarcar todos los temas de la capacitación. Mientras que el resto de los días

257
se trabajaría por objetivos, los cuales se fijarían dentro de las reuniones semanales que realizarían
los días que el equipo se reúna de forma presencial dentro de la compañía.
Como parte de la consultoría brindada, hay un compromiso de realizar todo tipo de
representaciones y herramientas:
- Importancia de control estadístico de procesos y beneficios.
- Diagrama SIPOC, Mapeo de procesos, Diagrama de Flujo.
- AMEF, diagrama Ishikawa, paretos.
- Causas de variación.
- Diseño de experimentos, B vrs C, Análisis de componentes, Análisis de Normalidad.
- Capacidad de procesos y gráficos de control.
La duración del proyecto se plantea de 4 semanas, con una sesión diaria de dos horas.
Por último, si se acepta esta propuesta la compañía debe comprometerse a cancelar mensualmente
el monto indicado por el consultor, esto como pago por dicha consultoría.
3. Propuesta Económica
La propuesta de consultoría expuesta tiene un costo de $600, los cuales deben ser cancelados
mediante transferencia electrónica o cualquier otro método de pago. El pago debe ser
estrictamente en la moneda solicitada. El precio de la propuesta puede variar de acuerdo con que,
si las condiciones laborales iniciales variaran, pero para la variación de precio y condiciones debe
haber una negociación previa entre el consultor y la empresa.
Nota: De acuerdo con la percepción económica de la empresa, el precio se podría negociar, pero para ello se deben
justificar bien las causas del por qué la propuesta no se ajusta al presupuesto.

258
Anexo 14. Cotización de Cámara de industrias
INTRODUCCIÓN A LA CALIDAD
OBJETIVOS:
Los participantes estarán en capacidad de comprender los principios fundamentales de la calidad,
así como de una estructura organizacional por procesos.
TEMARIO:
• ¿Qué es la calidad?
• Principios de la calidad
• ¿Qué es un sistema de gestión de calidad?
• Ciclo de Deming
• ¿Qué es la Gestión por Procesos?
• ¿Cuál es la importancia de la Gestión por Procesos?
• ¿Qué es un proceso?
• Metodología de aplicación de la Gestión por Procesos
INSTRUCTOR
Alina Solórzano: Licenciada en Ingeniería Industrial, UCR. Auditor Líder de sistemas de calidad
ISO 9001:2008. Socia consultora de la empresa CONSENSO. Ha impartido seminarios sobre
interpretación de la Norma INTE/ISO 9001:2015. Ha participado como Consultora Técnica en
exitosos proyectos de certificación y mejora de procesos en empresas tanto de manufactura y
servicios en Costa Rica, Centroamérica y el Caribe. Ha realizado múltiples auditorías externas
e internas de calidad ISO 9001 a empresas de diferentes ámbitos de productos y de servicios.
Fecha: 5, 12, 19 de febrero de 2018
Hora: 8:30 a.m. a 12:30 m.d.
Lugar: Sala de Capacitación, Cámara de Industrias de Costa Rica
Inversión: ¢100.000,00 asociados; ¢115.000,00 no asociados
Incluye: Refrigerio, material didáctico y certificado de participación
Inscripciones: Por el teléfono 2202-5600 extensiones 609, 611, 617, 662 ó 676, fax 2234-6089
O al correo electrónico: [email protected]
Dirección: 350 mts sur de la Fuente de la Hispanidad · San Pedro Montes de Oca, San José.