novel process of ferronickel nugget production from nickel
TRANSCRIPT

1749 © 2014 ISIJ
ISIJ International, Vol. 54 (2014), No. 8, pp. 1749–1754
Novel Process of Ferronickel Nugget Production from Nickel Laterite by Semi-molten State Reduction
Mei LIU, Xuewei LV,* Enguang GUO, Pan CHEN and Qiugang YUAN
College of Materials Science and Engineering, Chongqing University, Chongqing, 400044 China.
(Received on December 4, 2013; accepted on May 7, 2014)
Rotary kiln-electric furnace (RKEF) process is the main technology to deal with nickel laterite for the fer-ronickel alloy production in the world. However, this process needs huge amount of electric power due tothe large ratio of slag to metal. Therefore, a novel process was proposed to directly produce ferronickelalloy nugget at a related low temperature from nickel laterite by the semi-molten reduction in the reactorlike the rotary hearth furnace (RHF). The effects of temperature and basicity of the slag on the separationbetween the slag and metal were investigated, the results revealed that it is reasonable to achieve the fer-ronickel alloy nugget directly at 1 400°C when the quaternary basicity ((mCaO+mMgO)/(mSiO2+mAl2O3)) wasfixed at 0.60. Bad wettability of the refractory by the slag is good for the discharge of product from RHFand avoiding the corrosion of the slag. The high-temp wettability of refractory materials by the molten slagwas also carried out with the sessile drop method, the results shows that the wettability order of therefractory by the slag from good to bad is Al2O3, MgO and graphite. It seems that the graphite is the suit-able refractor material for bottom of RHF. However, the anti-oxidation of the graphite in the charging anddischarging area is another potential problem which needs further study.
KEY WORDS: ferronickel; nickel laterite; semi-molten reduction; RHF.
1. Introduction
As a commercially valuable metal, the nickel is largelyused in production of stainless steel or high temperaturealloys. In the last decade, the rapid increase of demand forstainless steel has led to a significant rise in ferronickel pro-duction. And with the continuous depletion of sulfide ores,much more attention has been drawn to nickel laterite pro-cessing.1)
In 2011, China imported approximate 50 million tone(green weight) nickel laterite ores and produced 12.59 mil-lion tones stainless steel, accounted for 39.2 percent of thetotal stainless steel production of the world. The rotary kiln-electric furnace (RKEF)2,3) process is chosen by mostChinese ferronickel works due to its good adaptability forvarious nickel laterite. However, the high amount of waterand gangue in laterite always need huge transport cost andenergy consumption especially for the lower grade lateriteores.4,5) In addition, more and more investments fromChinese enterprises have been attracted to the SoutheastAsia to exploit the laterite mine, where is normally lack ofelectricity and have high price of the electricity. Hence,developing a novel process with low energy consumptionbecomes a hot topic in the production of ferronickel withlaterite.
A few researchers6–8) tried to get higher grade ferronickelconcentrate firstly by magnetic separation after pre-reduction
in rotary kiln. Nevertheless, to avoid forming a ring againstthe wall of kiln, it becomes too difficult to enrich and recov-ery more nickel coincidently, cause the aggregation and sep-aration of metal cannot accomplish effectively without highenough temperature. In addition, the success of “OheyamaProcess”9) also indicates that only with the semi-fused stateat around 1 400°C can directly produce granular ferronickelby rotary kiln. However, this process is mostly suitable forthe laterite ores with >2 mass% of Ni-grade, and the averageparticle size of the metal granular is only about φ1 mm.10,11)
The rotary hearth furnace (RHF) has been tried to pro-duce iron nugget directly from iron ore with coal which isregarded as the new iron-making technology (ITMK3).12)
Therefore, a similar process was proposed to prepare ferron-ickel alloy directly with the rotary hearth furnace in thisstudy.
2. Experimental
The chemical composition of the nickel laterite and coalwere shown in Tables 1 and 2, it was assumed that all thenickel and iron were existed as NiO and Fe2O3 individually,and the gaseous product of the reduction reaction was CO
* Corresponding author: E-mail: [email protected]: http://dx.doi.org/10.2355/isijinternational.54.1749
Table 1. Chemical composition of nickel laterite (mass%).
Ni TFe FeO SiO2 MgO CaO Al2O3 Cr2O3 P S Water
1.81 17.87 0.44 34.97 13.50 1.54 4.75 0.51 0.005 0.064 17.35
Water=free water+crystal water+hydroxy group
© 2014 ISIJ 1750
ISIJ International, Vol. 54 (2014), No. 8
only. Thermodynamically, the nickel has higher reducibilitythan iron, which has been confirmed by the previous stud-ies,11) so the partial reduction is suggested to upgrade thenickel content in the alloy. The possible reactions occurredare shown in Eqs. (1)–(4). The partial reduction means thatEq. (4) was incompletely. In this study, the carbon dosage(C/O mole ratio) was kept at 0.67, which can reduce100 mass% Ni and 60 mass% Fe, according to the thermo-dynamic calculation with FactSage.
.......................... (1)
................... (2)
...................... (3)
.......................... (4)
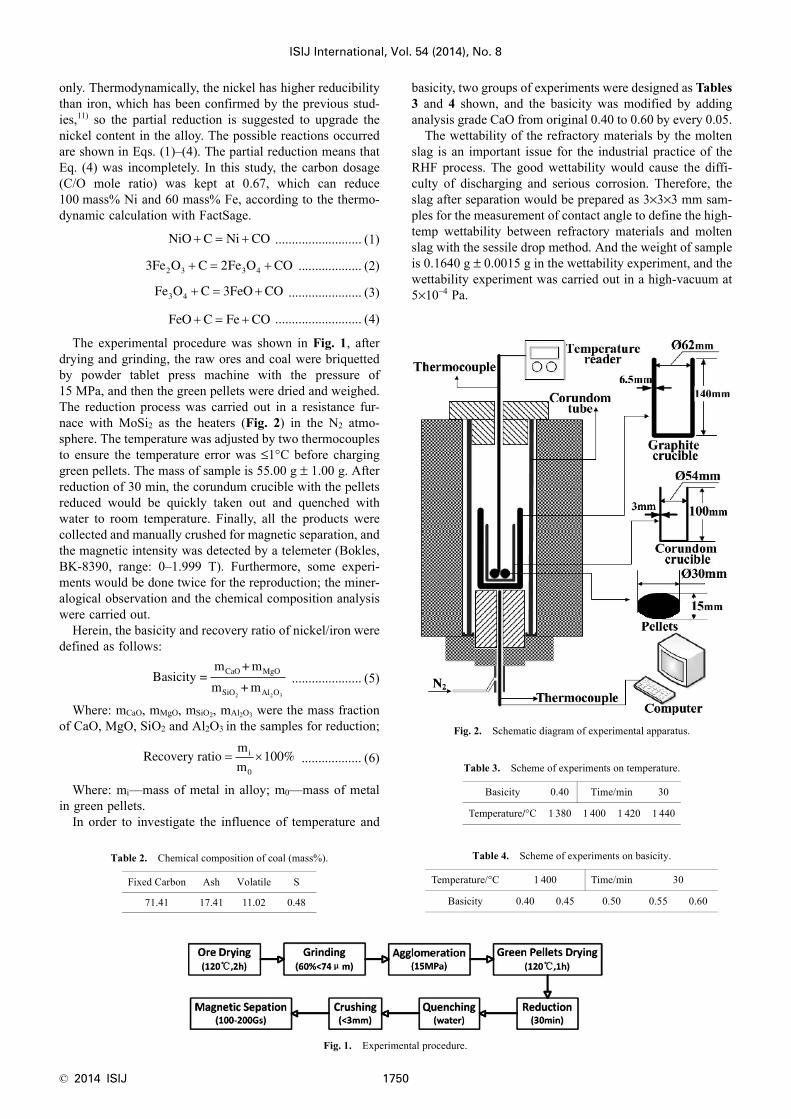
The experimental procedure was shown in Fig. 1, afterdrying and grinding, the raw ores and coal were briquettedby powder tablet press machine with the pressure of15 MPa, and then the green pellets were dried and weighed.The reduction process was carried out in a resistance fur-nace with MoSi2 as the heaters (Fig. 2) in the N2 atmo-sphere. The temperature was adjusted by two thermocouplesto ensure the temperature error was ≤1°C before charginggreen pellets. The mass of sample is 55.00 g ± 1.00 g. Afterreduction of 30 min, the corundum crucible with the pelletsreduced would be quickly taken out and quenched withwater to room temperature. Finally, all the products werecollected and manually crushed for magnetic separation, andthe magnetic intensity was detected by a telemeter (Bokles,BK-8390, range: 0–1.999 T). Furthermore, some experi-ments would be done twice for the reproduction; the miner-alogical observation and the chemical composition analysiswere carried out.
Herein, the basicity and recovery ratio of nickel/iron weredefined as follows:
..................... (5)
Where: mCaO, mMgO, mSiO2, mAl2O3 were the mass fractionof CaO, MgO, SiO2 and Al2O3 in the samples for reduction;
.................. (6)
Where: mi—mass of metal in alloy; m0—mass of metalin green pellets.
In order to investigate the influence of temperature and
basicity, two groups of experiments were designed as Tables3 and 4 shown, and the basicity was modified by addinganalysis grade CaO from original 0.40 to 0.60 by every 0.05.
The wettability of the refractory materials by the moltenslag is an important issue for the industrial practice of theRHF process. The good wettability would cause the diffi-culty of discharging and serious corrosion. Therefore, theslag after separation would be prepared as 3×3×3 mm sam-ples for the measurement of contact angle to define the high-temp wettability between refractory materials and moltenslag with the sessile drop method. And the weight of sampleis 0.1640 g ± 0.0015 g in the wettability experiment, and thewettability experiment was carried out in a high-vacuum at5×10–4 Pa.
Table 2. Chemical composition of coal (mass%).
Fixed Carbon Ash Volatile S
71.41 17.41 11.02 0.48
NiO C Ni CO+ = +
3 22 3 3 4Fe O C Fe O CO+ = +
Fe O C FeO CO3 4 3+ = +
FeO C Fe CO+ = +
Basicity =m + m
m + mCaO MgO
SiO Al O2 2 3
Recovery ratiom
mi= ×0
100%
Fig. 1. Experimental procedure.
Fig. 2. Schematic diagram of experimental apparatus.
Table 3. Scheme of experiments on temperature.
Basicity 0.40 Time/min 30
Temperature/°C 1 380 1 400 1 420 1 440
Table 4. Scheme of experiments on basicity.
Temperature/°C 1 400 Time/min 30
Basicity 0.40 0.45 0.50 0.55 0.60

ISIJ International, Vol. 54 (2014), No. 8
1751 © 2014 ISIJ
3. Results and Discussion
3.1. Effect of Temperature and Basicity on the Separa-tion
3.1.1. Mineralogical ObservationThe experiments on temperature in Table 3 were carried
out firstly, and the mineral phases of cross section view ofreduction samples were shown in Fig. 3, where the whiteareas were metal, and the gray and black regions were slagand pores respectively. It was obvious that raising the tem-perature could enhance the aggregation of metal. When thetemperature was 1 380°C, some few of the fine metals weremuch less than 0.1 mm and still comparatively dispersive,however, after 1 400°C there would be a notable growth viadiffusion coalesces among the metals, and the size of metalcould reach about 0.3 mm in Fig. 3(d).
According to the Fe–Ni–C phase diagram calculated byFactSage in Fig. 4, which indicates that the ferronickel alloyis not possible to be melted as liquid without sufficient car-
burization in previous work, since the carbon dosage is eveninadequate for reduction; that is to say, herein, the growthof metal was largely dependent on the solid state diffusionin molten slag. Hence, it becomes indispensable to reducethe melting point of slag.
Additionally, in view of the temperature operability ofrotary hearth furnace, it is also very important to add fluxto enhance the metal-slag separation. Therefore, the experi-ments in Table 4 were done. Meanwhile, on the basis of thecalculation of the basicity, the chemical composition ofSiO2, CaO, MgO and Al2O3 were shown in Fig. 5, It can beestimated that the melting point can be brought down tonearly 1 350°C by increasing the basicity. The mineral phaseor morphology of reduction samples were shown in Fig. 6,of which a significant growth of the metal could be observedwith the basicity raise, and when the basicity was 0.60, cen-timeter-level metal shell was formed on the surface and themetal could be very easily separated from the slag. The pos-sible reasons are as below: first, the slag can be formed at
Fig. 3. Mineral phase of cross section view of reduction samples at 1 380°C, 1 400°C, 1 420°C, 1 440°C (M-metal, S-slag,P-pore).
Fig. 4. Phase diagram of Fe–Ni–C.Fig. 5. Phase diagram of SiO2–MgO–CaO–Al2O3.

© 2014 ISIJ 1752
ISIJ International, Vol. 54 (2014), No. 8
relative lower temperature, which means much easier for themetal aggregation in the same period; second, the fluidity ofslag could be improved by CaO addition, which is favorablefor the growth of metal.
3.1.2. Metal Grade and Recovery Ratio of the SamplesAfter mineral observation, the experiments on basicity
were repeated for chemical composition analysis, which wasshown in Fig. 7, and then on the basis of formula (6), therecovery ratio of nickel and iron were also obtained.
It can be seen that the nickel grade was only 2.91% whenthe basicty was 0.40, even though the recovery ratio was91.45%; while the grade and recovery ratio of iron were28.21% and 91.34% separately. That is to say, most metalwas still hidden in the slag and the separation was not suf-ficient. After that, both the nickel and iron would be upgrad-ed with the raise of basicity, and the recovery ratio of nickelkept growing gently. When the basicity was 0.60, the nickelgrade could reach 12.63% and the recovery ratio was96.21%, meanwhile, the iron grade was 81.10% and itsrecovery ratio was 62.96%. Herein, it is worth to note thatthe recovery ratio of iron decreased approximately 30%,which is largely due to the incompletely reduction. Anyhow,
it is no doubt that, although the metal may still keep solidstate at 1 400°C, it is workable to produce ferronickel direct-ly by raising the basicity to enhance the separation of metal-slag.
Fig. 6. Mineral phase or morphology of reduction samples with different amount of CaO at 1 400°C (M-metal, S-slag, P-pore).
Fig. 7. Effect of basicity on metal grade and recovery ratio at1 400°C with corundom crucible.

ISIJ International, Vol. 54 (2014), No. 8
1753 © 2014 ISIJ
3.2. Wettability of Refractory/Molten SlagIt is evident that the ferronickel alloy nuggets can be
achieved directly with incompletely reduction and slag withhigher basicity. However, the sticking between molten slagand refractory came to be the crucial problem. Therefore,the high temperature wettability between different refractorymaterials and slag were carried out by using sessile dropmethod from room temperature to 1 450°C, the slag wasfrom former experiments of which the slag basicity was0.60. As shown in Figs. 8(a) and 8(b), obvious wettingwould take place when Al2O3 and MgO were chosen as thesubstrate; while, the contact angle between the graphite sub-strate and molten slag in Fig. 8(c) was 140°, i.e., graphitewas nearly nonwetting with the slag. Consequently, anotherfive experiments were carried out again by using graphitecrucible based on Table 4 so as to explore the problem ofslag sticking. The Fig. 9 showed the similar tendency withFig. 7, the nickel grade could reach 11.33% and the recoveryratio was 98.59% when the basicity was 0.60; whereas theiron grade was 85.06% and its recovery ratio was only63.72%. Furthermore, contrast with corundum crucible,centimeter-level spherical metal would appear when thebasicity was 0.50, and the sphere became bigger with theraise of basicity, which was possible due to the decline ofmelting points by carburization.
3.3. C, S, P in the MetalApart from the grade of iron and nickel, the content of
carbon, sulfur and phosphorous were also analyzed, and theresults were showed as Figs. 10 and 11. Theoretically,increasing the basicity is favorable for the desulfurizationand dephosphorization of the metal. However, herein, it wasvery interesting that the sulfur and phosphorus in the metalshowed apparent raise, which were mostly contributed to theamount of slag in the metal. As for the carbon, the fluidityof slag was improved by raising the basicity and led to bettercarburization. Particularly, when the basicity was 0.50, thecarbon in metal reached 3.27% which meant that the metal
would certainly melt since its melting point can be less than1 300°C as Fig. 4 showed.
Moreover, compared to the corundum crucible, it can be
Fig. 8. Wettability of refractory materials and molten slag (basicity=0.60, T=1 450°C), (a) Al2O3, (b) MgO, (c) graphite.
Fig. 9. Effect of basicity on metal grade and recovery ratio at1 400°C with graphite crucible.
Fig. 10. Content of C, S, P in metal with Al2O3 crucible.

© 2014 ISIJ 1754
ISIJ International, Vol. 54 (2014), No. 8
seen from Fig. 11 that there was about 0.02 percent descentof sulfur and a little ascent of phosphorous by using graphitecrucible; to a large extent, this was caused by the excessreduction of wustite in slag and lowered the oxygen poten-tial. Anyhow, it is still need further study on the element dis-tribution between slag and metal.
4. Conclusions
A novel process of ferronickel nugget production withlaterite at a lower temperature than RKEF process wasinvestigated in the present study, and the conclusions can besummarized as follows:
(1) In order to produce ferronickel nugget from laterite,it is necessary to supply high enough temperature to ensurethe aggregation of metal, which should not lower than1 400°C.
(2) The separation between metal and slag can beenhanced by increasing the quaternary basicity to 0.60.
Meanwhile, the partical reduction of iron can successfullyimprove the grade of nickel in ferronickel alloy.
(3) The experiments of high temperature wettability ofrefractory/slag indicate that the wettability order of therefractory by the semi-molten slag from good to poor isGraphite, Al2O3, MgO and graphite; the carbonaceous mate-rial is likely to be the best refractory material.
(4) The experimental results shows that when the tem-perature is 1 400°C and the basicity is 0.60, the nickel con-tent could reach 11.53% in the alloy nugget with the nickellaterite of 1.81 mass% nickel and the recovery ratio of nick-el was 98.59%, while the grade and recovery ratio of Fe was84.16% and 68.72%, respectively.
AcknowledgementThe authors are especially grateful to Key Programme of
National Natural Science Foundation of China (Grant No.51234010).
REFERENCES
1) A. D. Dalvi, W. G. Bacon and R. Osborne: PDAC 2004 Int. Conven-tion, Trade Show & Investors Exchange, The Prospectors and Devel-opers Association of Canada, Toronto, (2004), 1.
2) T. Norgate and S. Jahanshahi: Miner. Eng., 23 (2010), 65.3) R. Bergman: CIM Bull., 96 (2003), 127.4) E. Zevgolis, C. Zografidis, T. Perraki and E. Devlin: J. Therm. Anal.
Calorim., 100 (2010), 133.5) X. Lv, C. Bai, S. He and Q. Huang: ISIJ Int., 50 (2010), 380.6) D. Zhu, Y. Cui, K. Vining, S. Hapugoda, J. Douglas, J. Pan and G.
Zheng: Int. J. Miner. Process., 106 (2012), 1.7) D. Huang, J. Zhang, R. Mao and M. Cao: Rare Metals, 30 (2011),
681.8) J. Kim, G. Dodbiba, H. Tanno, K. Okaya, S. Matsuo and T. Fujita:
Miner. Eng., 23 (2010), 282.9) T. Watanabe, S. Ono, H. Arai and T. Matsumori: Int. J. Miner. Process.,
19 (1987), 173.10) H. Tsuji: ISIJ Int., 52 (2012), 1724.11) H. Tsuji: ISIJ Int., 52 (2012), 1000.12) I. Kobayashi, Y. Tanigaki and A. Uragami: Iron Steelmaker, 28
(2001), 19.
Fig. 11. Content of C, S, P in metal with graphite crucible.