modern plastics & polymers - may 2011
DESCRIPTION
‘MODERN PLASTICS & POLYMERS’, the numero uno monthly B2B magazine for the plastics & polymers industry, offers the latest trends, in-depth views & analysis, and technical information on the world of plastics materials, machinery and products. Suffi ce to say, the key decision makers among plastics processors, mould makers and user industries regularly refer to it for their business information needs.TRANSCRIPT

Als
o av
aila
ble
in S
ri La
nka,
Mal
aysi
a, S
inga
pore
, Tha
iland
, Tai
wan
, Chi
na &
Hon
g K
ong











ED ITOR IAL
17May 2011 | Modern Plastics & Polymers
As India fast emerges as one of the leading polymer consumers in the world amid growing novel applications of plastics in several
sunrise sectors, it is only natural to expect more demanding products and processes. Given this context, plastics processing has to raise the competitiveness bar and evolve to accommodate complex design requirements while controlling production costs. In this journey, the role of Information Technology (IT) and automation can be a crucial differentiator for both plastics processors as well as processing machinery manufacturers.
In terms of benefits, automation can offer better product quality, improved equipment uptime, faster cycle times and more reliable production flow, among others. More significantly, flexible automation holds enormous potential in adding a globally competitive edge to the plastics processing capability of today and tomorrow.
Online performance monitoring can be another advantage accruing from automated control systems for the plastics industry. This will ensure that both the product quality and process parameters are not only continuously monitored, but also, if necessary, controlled. Besides, fault diagnosis of sensors and other instrumentation can be facilitated by such systems to help reduce production downtime.
That said there remain many challenges that risk the process of automation. While for automation providers, these range from upfront investment levels to resistance from operators, the processors may have to face the issues of economic viability, troubleshooting, availability of appropriate spares and manpower, etc. ‘Sector Watch’ offers some of the latest perspectives on IT & automation from the industry.
On another note, rotomoulding seems to be standing at the crossroads as far as exploring its potential to the fullest is concerned. A highly versatile process with remarkable design flexibility and low production costs, an unlimited array of products ranging from micromoulding of PVC earpieces to large polyethylene tanks can be manufactured by rotomoulding. Turn to ‘Market Trends’ for an in-depth account as it forays into unexplored markets and new product lines.
As the countdown begins for Chinaplas 2011 – one of the largest plastics industry related trade events on earth – we bring you a snapshot of what is in the offing. Take a look at the ‘Chinaplas Special’ section.
Advantage automation
Manas R [email protected]
Printed by Mohan Gajria and published by Lakshmi Narasimhan on behalf of Infomedia 18 Limited and printed at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Infomedia 18 Ltd, ‘A’ Wing, Ruby House, J.K.Sawant Marg, Dadar (W), Mumbai - 400 028. Modern Plastics & Polymers is registered with the Registrar of Newspapers of India under No.
14798/2005. Views and opinions expressed in this publication are not necessarily those of Infomedia 18 Ltd. Infomedia 18 Ltd reserves the right to use the information published herein in any manner whatsoever. While every effort has been made to ensure accuracy of the information published in this edition, neither Infomedia 18 Ltd nor any of its employees accept any responsibility for any errors or
omission. Further, Infomedia 18 Ltd does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition. No part of this publication may be reproduced in any form without the written permission of the publisher. All rights reserved.Editor: Manas R Bastia
EditorManas R BastiaSenior Features WriterBeverley LewisFeatures WriterAnnabel DsouzaCorrespondentAnwesh Koley (Delhi)Copy EditorSwati SharmaEdit Associate - ProductsAbha MishraChief PhotographerMexy XavierPhotographerNeha Mithbawkar, Joshua NavalkarDesignSharad BharekarProductionPravin Koyande, Dnyaneshwar Goythale, Vikas Bobhate, Ravikumar Potdar, Ravi Salian, Sanjay Shelar, Lovey Fernandes, Pukha Dhawan, Varsha Nawathe, Abhay Borkar, Akshata Rane
Marketing & BrandingJagruti Shah, Ganesh Mahale
CEO-PublishingSandeep KhoslaAssociate Vice PresidentSudhanva Jategaonkar
Circulation/SubscriptionSunil Nair, Distribution HeadTel: 91-22-3003 4631 / 4633Email: [email protected], [email protected] & Business OfficeInfomedia 18 Ltd, Special Interest Publications Division, ‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W), Mumbai 400 028Tel: 91-22-3003 4669 / 4673, Fax: 91-22-3003 4499Email: [email protected]
Other Business Offices Ahmedabad (Shashin): Tel: 079-3982 6432 Fax: 079-3982 6464 Email: [email protected] Bangalore (Mahadev B): Tel: 080-3001 0900 Fax: 080-3001 0999 Email: [email protected] Chennai (Hari): Tel: 044-3986 4200 Fax: 044-3986 4250 Email: [email protected] (Robin): Tel: 0484-4054 380/90 Fax: 0484-405 4370 Email: [email protected] (Prakash): Tel: 0422-309 2600 628 Fax: 0422-309 2666 Email: [email protected] Hyderabad (Kalyan): Tel: 040-3064 7600 Fax: 040-3064 7676 Email: [email protected] (Ameya): Tel: 0731-307 4876 Fax: 0731-307 4882 Email: [email protected] (Durgesh): Tel: 0141-300 7414; 300 7411 Fax: 0141-221 3728 Email: [email protected] (Deb Ranjan): Tel: 033-2265 8637/38 Fax: 033-2265 2964 Email: [email protected] (Jasmeet): Tel: 0161-302 6198/99, 302 6200 Fax: 0161-302 6198 Email: [email protected]
Mumbai (Rahul): Tel: 022-3003 4640 Fax: 022-3003 4499 Email: [email protected] New Delhi (Mukesh/Surendra): Tel: 011-6630 3278 Fax: 011-2332 7884 Email: [email protected] (Rohit): Tel: 020-3322 3309 Fax: 020-3322 3322 Email: [email protected] (Sunil): Tel: 0261-263 0181 Fax: 0261-263 0974Email: [email protected] (Samarth): Tel: 0265-392 6500/1 Fax: 0265-235 6013 Email: [email protected]
Overseas Contacts �����������������������
China (Craig Shibinsky): Tel: +86 21 6289 5533 Ext. 368; Fax: +86 21 6247 4855 Email: [email protected] Kong (Octavia Au-Yeung): Tel: +852-2369 8788 Ext. 21; Fax: +852 2869 5919 Email: [email protected] (Sydney Lai): Tel: +886 4 2329 7318 Ext. 16; Fax: +886 4 2310 7167 Email: [email protected] (Annie Chin): Tel: +65 9625 7863 Fax: +65 6841 5273Email: [email protected]
USA: Tel: (513) 527-8800, Fax: (513) 527-8801 Email: [email protected]
Germany, Austria, SwitzerlandTel: +41-44 734 0472, Fax: +41 44 734 0680 Email: [email protected]
• Issue Price: ` 100 • Annual Subscription: ` 799
Editorial Advisory Board A E Ladhabhoy Plastics Technologist
Dr Sushil K VermaFormer Director General, CIPET
Dr Swapan K DharaRegional Technical Head, Basell Polyolefins India Pvt Ltd
Mohan K JainMD, Indoplast & past president, AIPMA
P P KharasChairman, Ecoplast
Raman M Patel Chairman, Industrial Products Mfg Co
Vijay Merchant President, Polycraft

CONTENTS
18 Modern Plastics & Polymers | May 2011
Note: ` stands for Indian rupee, $ stands for US dollar and £ stands for UK pound, unless mentioned otherwise
Sector Watch : Blow Moulding Market Trends : Plastics in Building & Construction And much more...
Leaders Speak 42 Ramesh Dumbre, Vice President - Marketing, Plastiblends India Ltd
Facility Visit 44 Star Technocrates Pvt Ltd: Enterprise through innovation
Sector Watch 46 IT and automation: The virtual success agent
Market Trends 52 Rotomoulding: Tapping growth prospects
Material Corner 58 PVDF and its copolymers: Offering a host of performance properties David Seiler and Mandar Amrute, Arkema Inc
Injection Zone 62 Mould sweating: Greater control for increased production Y R Anand, Partner, Unimark
Technofocus 66 PVC compounding: Ingredients to enhance versatility of polymers Siddhartha Roy, Consultant, RoyPlasTech
Management Mantras 68 Triple bottom line: The road ahead Sanjay Gawde, Senior Consultant, Savoir Faire Management Consultancy Pvt Ltd
73 Chinaplas 2011: Revving up the growth engine
74 Curtain Raiser
76 In the News
78 Product Showcase
42
REGUL AR SECTIONS
Editorial......................... 17
National News............... 20
Asia News ..................... 26
World News................... 30
Tech Updates ................. 38
68
58
Highlights of Next Edition
Details on page no.88, 102
46
Events Calendar............. 88
Technology Transfer .........90
Book Shelf ......................92
Product Update...............94
Product Index............... 103
Advertisers’ List ............ 106
44 52
Highlights of Next Edition
6th
Anniversary
SpecialCover photo courtesy : ABB India


N AT I O N A L N E W S
20 Modern Plastics & Polymers | May 2011
ACQUISITION
Rhodia takes over PI Polymers
Specialty chemical producer Rhodia has completed the acquisition of the engineering plastics business of Indian company PI Industries Ltd (PIL), after receiving approval of country’s authorities. Rhodia Polymers & Specialties India Pvt Ltd is the name of the legal entity created to host Rhodia’s newly integrated assets, including
one industrial facility based in Panoli (Gujarat), R&D capabilities as well as logistics network in India. This acquisition is a major step in Rhodia Engineering Plastics growth ambition in India, aiming at doubling its local production capacities to represent 15 per cent of Indian polyamide compound market by 2015.
François Hincker, President, Rhodia Engineering Plastics, said, “We received enthusiastic feedbacks from both PIL and Rhodia’s customers and suppliers regarding this strategic move. All our international partners in the region as well as domestic Indian players are fully confident in our ability to accelerate their growth through a rapid expansion of our activity”.
EXPANSION
Huntsman to build new polyurethane system house in India
The polyurethanes division of Huntsman Corporation announced plans to expand its polyurethane production capabilities in India. Over the next year, Huntsman will invest $10 million in the construction of a world-class system house in Pune, India. The new facility is scheduled to be operational by the end of the first quarter of 2012. It will replace Huntsman’s existing system house in Thane,
which has served the company well but has limited scope for expansion and occupies land that is due to transfer. This new facility will enable Huntsman to capitalise on its leading position in the Indian polyurethanes market, enhance its range of services, and continue to supply local customers quickly and efficiently.
Nick Webster, Vice President, Huntsman Polyurethanes, said, “India is the world’s second fastest growing economy. The new system house will be optimised to meet our specific production and blending requirements. It will give us room for future growth, reflecting our long-term commitment to the provision of high-quality polyurethane products and first-class customer service across the entire Indian sub-continent.”
OUTREACH
Plastindia initiative helps marginal farmers with effeciency Plasticulture is a scheme launched by Plastindia Foundation whereby farmers are provided with drip irrigation facility and are also shown its benefits. Plastindia’s Plasticulture activity is being done in association with the Organisation of Plastic Processors of India. Plastindia Foundation, in association with NABARD and Dilasa, an NGO, has identified 16 villages covering 1400 farmers at Aurangabad. Farmers will be provided loans by NABARD through the NGO, with a subsidy from Plastindia, to undertake drip irrigation for an area of 1 hectare each. Work on distributing the funds and providing the drip irrigation has begun in full earnest.
With a view to show the benefits of using drip irrigation, 8 villages have been identified in Jalna, where a demo plant of 1 acre in each village will be put up with drip irrigation facilities. Simultaneously, exhibitions will be held to showcase the use of plastics in agriculture. Both these models of Plasticulture are efforts to help marginal farmers save water through drip irrigation and not only increase yield per crop but also put them in a position to grow more than one crop per year.
CONSULTING Mott MacDonald appointed consultant for manufacturing plant in IndiaMott MacDonald has been appointed by ASB International Pvt Ltd to provide engineering, procurement and construction management (EPCM) services for an ` 550 million ($12 million) PET bottles machinery and mould manufacturing plant expansion to be located at Ambernath in the Thane. This will pertain to the 10,800 sq m extension to ASB international’s existing operational facility, which is one of the most modern single stage PET processing machine manufacturers in the world. This will include a major machinery and quality assurance laboratory as well as utilities and office space. Mott MacDonald will provide its world class industrial design expertise - ranging from utilities, architecture, civil and structural, mechanical and electrical to instrumentation and fire protection systems - to the project.
M C Jagtiani, Project Director, Mott MacDonald, said, “We look forward to delivering what will be a challenging project designing a vibration free structure building to ensure that the mold manufactured with CNC machines is within five microns of accuracy, which is a benchmark set by the client for the mould production.” Mott MacDonald is a global management, enineering and development consultancy with more than 14,000 staff, £1 billion revenue and established in 140 countries for the public and private sectors.
(L-R): Frank Laganier, Director, Asia Pacific, Rhodia Engineering Plastics; François
Hincker, President, Rhodia Engineering Plastics; Thomas Leutner, Country
Manager – India
Nick Webster


N AT I O N A L N E W S
22 Modern Plastics & Polymers | May 2011
IMPORTS
Growth in India’s PVC imports At the Vinyls-India 2011 conference in Mumbai, it was observed that the outlook for Polyvinyl Chloride (PVC) in India is surging ahead. India’s per-capita consumption of PVC is only 1.7kg as against 13.4 kg in the US, 9.2kg in China, 6.5kg in Malaysia and 4.5kg in Brazil, pointed out S Gopal, Managing Director, Chemplast Sanmar. The key drivers will be agriculture, healthcare, housing and water management.
The infrastructure sector is estimated to draw in nearly $100 billion in investment in 2011. Additionally, the government plans to spend $16 billion in the agricultural sector in 2011 while $15 billion has been allocated for rural and urban housing development. Pipes and fittings account for 71 per cent of India’s PVC consumption of 1.87 million tonne. This will continue to be a major end-user as the Indian pipe market is estimated at 4.7 million tonne of which plastics accounts for 1.7 million tonne with the rest being steel, cement and iron. Among the different plastic pipes, PVC has a dominant share of 86 per cent, followed by polyethylene (12 per cent). So it looks like India will continue to import large volumes of PVC for the next few years. Nearly 650,000 tonne of suspension grade was imported during 2010-11; about 35 per cent of total demand.
SUSTAINABILITY
India working on recycling infrastructure
India needs to work on improving waste m a n a g e m e n t and recycling policies for plastics, say the
country’s industry leaders. Speaking at the PlastAvenues Summit in Mumbai,
leaders said plastics have suffered from being identified with pollution and litter rather than on being useful products. Vijay Merchant, Vice President, Indian Plastics Institute, said, “Solid waste management rules were passed in 2000, therefore, there is a proper policy framework in place. But implementation and enforcement is not as good as it is in the West or in countries like Germany, Dubai or Singapore.”
India’s plastics recycling sector accounts for about $2 billion in annual
revenue, employs more than 3 million people and handles between 2.5 million and 3 million metric tons of material annually. Small recyclers also tend to discharge effluent into drains and small rivers, pointing to a need for larger plants, or clusters of plants, with improved technology. The PlastIndia Foundation is working on a project that may help with those problems. It plans to set up model plastics recycling plants that can demonstrate the economic and technological viability of recycling.
COLLABORATION
DSM working with Indian agency on auto development Among the world’s leading engineering plastics group, DSM and the Automotive Research Association of India (ARAI) are working on a long-term alliance for automotive developments in India. ARAI is a co-operative industrial research association established by the automotive industry and Ministry of Industries, Government of India.The alliance will provide sustainable solutions for the automotive industry through the shared knowledge of both companies in understanding industry requirements and their interaction with applications and materials. Ojas Mehta, Marketing Manager, DSM
Engineering Plastics India Pvt Ltd, said, “The alliance would develop plastic components for the engine and power transmission for the passenger car vehicles. Some of the key areas for automotive sector the alliance is working on are decreasing the weight of the vehicle, friction reduction and improving fuel economy.”
ARAI will contribute expertise in automotive testing equipments, systems knowledge, and standards for four, three and two wheelers. For ARAI, vehicle weight reduction is a key area to address fuel consumption and emission concerns. DSM is also working with Tier 1 suppliers in the Indian automotive industry on interior, exterior and powertrain applications.
APPOINTMENT
Ferromatik Milacron promotes leadership positions in India Ferromatik Milacron India Ltd (FMIL) is among India’s leading injection moulding machine manufacturer. It has promoted two individuals to key leadership roles as the company continues its rapid growth. Shirish Divgi is now Chief Operating Officer (COO) and Vinod Bhalavat is Chief Financial Officer (CFO) of FMIL, a division of Milacron Plastics Machinery. The promotions correspond with the recent retirement of former FMIL President N K Balgi.
Dave Lawrence, President, Milacron Plastics Machinery, said, “Divgi and Bhalavat have been instrumental in helping us meet the challenges of plastics manufacturing customers throughout the growing Indian
marketplace. Their promotions put both of them in a position to accelerate that success.”
As COO, Divgi will be responsible for operations, engineering, sales & marketing. He will report directly to Jay Woerner, Vice President, India Operations, Milacron Plastics Machinery. As CFO, Bhalavat will assume responsibility for finance, human resources and information technology. He will report directly to John Francy, Milacron LLC Chief Financial Officer.
(L-R): Shirish Divgi, Vinod Bhalavat

N AT I O N A L N E W S
24 Modern Plastics & Polymers | May 2011
REGULATION
Plastic makers oppose ‘discriminatory’ BMC green tax
The All India Plastics Manufacturers’ Association (AIPMA) has opposed the ‘green tax’ that the Brihanmumbai Municipal Corporation (BMC) has decided to impose on plastic manufacturers. The association has written a letter to Mumbai Mayor Shraddha Jadhav, in which it has termed the proposed
tax as ‘discriminatory’. The AIPMA also pointed out the the civic body’s
solid waste management department and citizens’ littering habits, stemming from a lack of civic sense. The proposed plan by BMC states that the plastics manufacturer will have to recollect the plastic product and dispose it at its own expense. If the manufacturer presents a disposal plan, it may get a concession. The tax would be collected by the sales tax department and then deposited to the BMC.
According to the AIPMA, plastic is a versatile material that is used extensively in almost each and every industry. It further argued that its members are small-scale entrepreneurs and are already burdened with a lot of other taxes.
CONFERENCE
Polymerupdate Conference highlights emerging trends The Polymerupdate Global Petrochemical Conference (PGPC) on engineering & high performance plastics was the perfect meeting place for decision makers of leading companies to showcase innovative technologies and market trends. The one day session had presentations on the latest industrial developments and the supply-demand scenario in key sectors like automotives and electricals. The conference was attended by over a hundred delegates from all across Asia. Industry speakers from Borouge, Arkema, Bayer Material Science, SABIC and others presented their papers at the event.
A combination of strategic, technical, market and commercial presentations were provided
to the delegates with the latest developments on the global engineering plastics industry. The delegates had an opportunity to learn from key market players about recent product innovation & applications, ways to improve efficiency and productivity and future drivers. PGPC 2011 had a very broad representation of senior professionals and participants from all segments of the plastics industry, including upstream energy and petrochemical producers, resin distributors, downstream processors, OEMs and traders. This conference raised crucial debates on issues of sustainability versus commercial viability of various technologies in the pipeline.
EXPANSION
Finolex to start PVC plant at Vadodara by March Pune-based PVC pipe maker, Finolex Industries will start production at its new facility near Vadodara, Gujarat. Finolex has an outlay of ` 100 crore for the plant, which will be able to produce 50,000 tonne per annum (tpa) of PVC pipes and fittings. In December 2010, the company had said it would start the unit in two years after construction begins. Finolex has two PVC pipe making units in Ratnagiri and Pune, with a combined production capacity of 140,000 tpa. It also has a PVC resin manufacturing facility at Ratnagiri with a capacity of 260,000 tpa. The company is now planning to start making chlorinated PVC (CPVC) pipes, which are used in hot water transportation. About 80 per cent of Finolex’s pipes goes to agriculture.
P Subramaniam, Additional MD and Chief Financial Officer, Finolex Industries, said, “We should do over ` 2,000 crore (of revenue) in this year and should grow at about 20 per cent this fiscal. During the previous four years, sales of pipes and fittings increased 147 per cent, while all other segments (PVC resin and chemicals) at Finolex Industries grew only 62 per cent.”
INDUSTRY BOOST
Centre tells Assam to promote plastic sector The Ministry of Chemicals and Fertilizers has asked Government of Assam to initiate steps to promote plastic processing industry in the North Eastern region to boost the prospect of downstream industries. This comes in the light of implementation delay of the Gas Cracker Project in the State. The Department of Chemicals and Petrochemicals (DCPC) has asked the Assam Government to initiate necessary action for organising an exhibition for promotion of downstream plastic processing industries in the North East. The Monitoring Committee meeting held at the Prime Minister’s Office (PMO) has decided that the next exhibition for promotion of plastic processing industries should be held in Dibrugarh.
The North East International Plasto Fair held last year was organised at Guwahati by the Government of Assam in coordination with the DCPC and industry associations. The outcome of this was found to be encouraging with local entrepreneurs showing interest in setting up plastic process industries as a result of the exhibition. The feedback also formed part of the deliberations held in the monitoring committee meeting on the implementation of the Gas cracker Project held in the State. According to the latest revision, the Assam Gas Cracker Project is now likely to be completed by the end of 2013 and cost has escalated to over ` 9,000 crore from ` 5,460 crore.


A S I A N E W S
26 Modern Plastics & Polymers | May 2011
NEW FACILITY
Arkema brings its new Kynar PVDF production plant in Changshu
Arkema now boasts of significant Vinylidene Fluoride (VF2) and Polyvinylidene Fluoride (PVDF) production resources in three continents – Europe, North America and Asia – and can thus provide superior service to its customers in each region. In accordance with the group’s growth strategy in emerging countries, the new plant dedicated to production of Kynar and VF2 monomer,
based in Changshu and fitted with the latest equipment, is boosting Arkema’s position in Asia. This plant helps in the growth of Asian customers, and responds better to global demand for PVDF in applications ranging from high-performance industrial coatings, offshore
and chemical engineering markets to emerging sectors like lithium-ion batteries & photovoltaic panels.
Arkema has announced speeding up the extension of this new plant by additional 50 per cent capacity. This increase should come into effect by mid-2012. “The startup of a world-scale plant in the fast-growing sector of fluorinated polymers positions us in all regions of the world so we can assist our customers in their growth by providing local service and high-quality offerings,” said Erwoan Pezron, Global Director of Arkema’s fluorinated polymer business.
PARTNERSHIP
Solvay names Link Upon as Far East Ultra polymers Distributor
Solvay Advanced Polymers, LLC, has named Link Upon Advanced Material Corp, Taipei, Taiwan, as an authorised distributor for KetaSpire® Polyetheretherketone (PEEK) and AvaSpire® Polyaryletherketone (PAEK) resins in the Far East. Effective April 1, Link Upon will handle distribution
of these ultra-performance polymers in Hong Kong, Taiwan and China.
A leading supplier of high-performance engineering thermoplastics, Link Upon has a broad range of processing expertise in injection moulding, extrusion, machining, assembly and product & mould design. The distribution agreement further expands Solvay’s existing business relationship as a direct supplier of KetaSpire® PEEK and AvaSpire® PAEK resins to Link Upon for demanding applications.
“We are excited to announce this extension of our partnership with Link Upon, a company with strong technical depth and great market awareness in industries with extreme performance requirements,” said Chris Wilson, Vice President - Ultra Polymers Business, Solvay Advanced Polymers.
DEMAND SURGE PBT market on revival Demand for engineered plastics such as Polybutylene Terephthalate (PBT) is largely dependent on the growth trends in key end-use industries such as automotive, electrical & electronics and consumer appliances. One of the main factors affecting the engineered plastics market is the level and rate of replacement of traditional materials. In developed countries, significant conversion has been noted from metal to engineered plastics in almost all key industries. In developing countries, however, there is gross underutilisation of the material, with per capita consumption level of less than half kilogram in some Asia-Pacific countries, as per Global Industry Analysts Inc.
PBT is a semi-crystalline thermoplastic performance-engineering polymer popularly known as Polytetramethylene Terephthalate (PTMT). The compound features exceptional dimensional precision, thermal stability, moulding stability and superior electrical characteristics and entails high heat-resistant & superior electrical insulation properties. Automotive engineering is an expanding application area for PBT. Usage of PBT enables reducing cost and weight of the car by finding application in carrier units, water pump impellers, sparkplug connectors, throttle valve housing, ignition distributors, mounting boxes for truck intercoolers and equipment boxes.
INVESTMENT IPIC seeks to bring Nova Chemicals to Abu Dhabi International Petroleum Investment Company (IPIC) is in the quest to bring Nova Chemicals to Abu Dhabi, as it has shifted focus to the domestic petrochemical industry. Abu Dhabi will be investing $20 billion (Dh73.45 bn) in petrochemicals to build a chemical city in the Western Region, which would be named ChemaWEyaat. The aim is to add value to the oil & gas industries and diversify the structure of the economy. IPIC is a 40 per
cent shareholder in ChemaWEyaat, and also owns several other ventures including Nova Chemicals in Canada, which it bought in July 2009, and a 64 per cent stake in Borealis, a chemicals company based in Austria. IPIC plans to consolidate Nova and Borealis. “In the near term, we are looking to consolidate the two companies together and bring Nova to Abu Dhabi to work on some projects with Adnoc [the Abu Dhabi National Oil Company] and ChemaWEyaat,” said Al Qubaisi, Managing Director, IPIC.

A S I A N E W S
28 Modern Plastics & Polymers | May 2011
CAPACITY REDUCTION
SBR, SBS turnaround, run cuts to pressurise Asian butadiene in H2 Asian butadiene prices face downward pressure over the second quarter, as several producers of downstream
products will shut their plants for planned maintenance or reduce run rates. The main feedstocks for SBR are butadiene (60 per cent) and styrene (30 per cent). In China, Lanzhou Petrochemical plans to shut its 100,000 tpa styrene butadiene rubber at Lanzhou, Gansu province, from April 15 to May 3, for scheduled maintenance. Shanghai Gaoqiao Petrochemical plans to shut its 100,000 tpa SBR plant at the Shanghai Chemical Industry Park in Caojing in May for about a month.
In South Korea, Kumho Petrochemical plans to cut production rates at its styrene-butadiene-styrene/thermoplastic elastomer plant at Yeosu, from 85-90 per cent in April to about 50 per cent in May, and its design capacity of 70,000 tpa on poor margins. As a result, about 3,000 million tonne/month of butadiene feedstock will free up. In Taiwan, Lee Chang Yung Chemical Corp. is operating its TPE plant at Kaohsiung at about 90 per cent of its design capacity of 140,000 tpa.
ANNOUNCEMENT
Players brace for another month of major hikes in PVC, VCM in Asia Players in Asia’s PVC markets are p r e p a r i n g for another m o n t h of steep increases in PVC and VCM prices, with a South Korean producer quotes higher May import offers to China, as per Chemorbis. Persistently limited VCM availability with higher costs was cited as the major reasons for the ongoing increases in PVC prices. Spot VCM deals for April were concluded towards the end of March with increases of $60/tonne from March done deal levels.
As availability of VCM from Japan – Asia’s largest VCM producer – remains limited and upstream energy costs have been gaining over the past two weeks, most players expect to see higher initial May offers for VCM, although no clear sell ideas have been reported yet. Upstream, crude oil futures on the NYMEX have gained nearly $5/barrel from the start of the month to surpass the $112/barrel threshold while spot naphtha prices on the basis of CFR Japan are up more than $50/tonne since the start of the month. Both crude oil and naphtha prices are currently trading at their highest levels since the summer of 2008.
COLLABORATION
SIIG, Petrochem plan to merge, and build a Petrochem complex by 2012
Saudi Industrial Investment Group (SIIG) currently owns 50 per cent of National Petrochemical Co (Petrochem) and produces about 1.3 million tonne (MT) of petrochemical products. A potential merger, expected to complete in nine months, will create the third-largest petrochemical firm in Saudi Arabia after Saudi Basic
Industries (Sabic) and Saudi Kayan Petrochemical Co. SIIG has a market value of around $3 billion and Petrochem is valued at $2.9 billion, according to Reuters’ data.
“It does not make sense for us to have too many companies, so we want to merge the two. We are in the process of soliciting offers from banks and then discuss and nominate consultants,” said Suleiman al-Mandeel, Managing Director, Saudi Industrial Investment Group. ‘This will require six to nine months, if everyone agrees – ie, the shareholders and capital market authority,” he said. SIIG expects production to rise to 6 MT after Petrochem’s $5.4 billion joint venture with Chevron Phillips – Saudi Polymers – starts production in the fourth quarter.
NEW MARKET
Asia Polymer Corp to invest in EVA plant in Kaohsiung County
Asia Polymer Corp. (member of USI Far East Group) plans to increase the output of the high-margin Ethylene Vinyl Acetate (EVA). The company plans to invest NT$4-5 billion to build a new plant in Kaohsiung County, with annual capacity of 120,000 tonne, as per CENS report.
Taiwan’s sixth naphtha cracker is scheduled for completion in
the beginning of 2013 by the state-run CPC Corp. Asia Polymer can generate another NT$10 billion in annual sales based on the current average selling price of EVA. Institutional investors say foam-grade EVA sells at $2,900 with gross profit reaching $1,400 per metric tonne. Strong demand from China’s downstream industry has propped average selling price of EVA since H2-10 by 70 per cent to between $2850-2950 from the earlier $1700/tonne.

A S I A N E W S
29May 2011 | Modern Plastics & Polymers
EXPORT REVERSAL
Trade reversal as Middle East ships 150,000 tonne naphtha to West
In a rare reversal of usual arbitrage flows, the Middle East will export three naphtha cargoes of approximately 150,000 tonne to the West (Europe and the US), instead of sending to East (Asia). This is because European naphtha prices have flipped to a premium at Asian levels. Two vessels carrying about 60,000 tonne each were booked from the Arabian Gulf to travel to the West, while a third cargo was expected in Europe through the Suez Canal. BP Plc was reported to have booked one of the 55,000-60,000 tonne cargoes for US traders; while the destination of the second vessel was unclear, it was bound for the US market.
This flow of cargo from the Middle East to the West instead of Asia could go on, if refinery maintenance and strong demand from the US and Brazil continue to support European markets. Demand in Asia is weakening, although JX Nippon Oil and Maruzen have restarted their crackers. Mitsubishi Chemical Holdings Corp’s Kashima units are two still offline crackers – with a total nameplate capacity of 851,000 tpa –using around 52,000 tonne of naphtha demand per week.
PRICE HIKE
Styrene prices surge in AsiaSpot styrene prices in Asia and Europe mostly tracked a downward trend in March. But, this trend reversed with firmer prices seen at the beginning of April, in line with bullish developments in
the upstream markets, pulling oil and, subsequently, benzene prices higher. In Asia, spot styrene prices lost ground by $105/tonne during March before they started to recover in April. Within a week’s time in April, spot styrene prices gained $60/tonne on FOB Korea basis causing players to adopt a more positive outlook on the styrene market’s direction. Bullish upstream developments and optimistic outlook regarding China’s EPS market contributed to this recovery. Oil prices reached two and a half year high in April, as they surpassed the $110/bbl threshold. The major driver of the strong oil prices are worries about crude oil supplies, as players are concerned that the ongoing political turmoil in Libya might spread to other oil-exporting countries amid declining output from Libya. Meanwhile, spot benzene prices, supported by higher oil prices and strong buying interest, recorded $35/tonne increases since the beginning of April and propped up the styrene market in Asia.

W O R L D N E W S
30 Modern Plastics & Polymers | May 2011
INNOVATION
SABIC Innovative Plastics flies high with breakthrough materials solutionsSABIC Innovative Plastics is highlighting high-performance thermoplastic resin, sheet, foam and composite solutions that help aviation customers meet critical challenges of weight-out, regulatory compliance and sustainability, while enhancing the flying experience. These products, together with the company’s extended portfolio of advanced material technologies, are helping global aircraft Original Equipment Manufacturers (OEMs) reduce weight by up to 50 per cent, which can conserve
fuel and lower emissions, meet tough Flame-Smoke-Toxicity (FST) regulations, reduce overall system costs and enhance safety and comfort of cabin environment. SABIC’s growing array of products reinforces the company’s leadership as a global supplier to the aviation sector and demonstrates the transformative power of high-performance plastics.
“Global aerospace OEMs and tiers need compliant, safe and fuel-efficient solutions to cost-effectively design and manufacture next-generation aircraft. Our expertise and commitment to work side-by-side with our aerospace customers enables us to help meet these challenges. Our continuous investment to expand capacity and develop newer, better advanced materials solutions will help drive long-term customer success,” said Jack Govers, General Manager, Specialty Film & Sheet, SABIC Innovative Plastics.
SALES AGREEMENT
Polyshot to sell Plasel’s unique injection moulded mould cavities in North AmericaPolyshot Corp, a leading manufacturer of hot-runner systems, entered into a distribution agreement with Plasel Mold of Lavon, Israel, to sell Plasel’s novel injection moulded mould cavities in North America. Plasel has developed
a unique injection moulding process using Powered Metal Technology (PMT) to produce precision mould cavities for high-cavitation injection moulded applications.
“This is a game-changing technology for the mould making industry and we are excited about our partnership with Plasel,” said Doug Hepler, President, Polyshot Corp. High-cavitation moulds (typically 32
cavities and larger) are being targeted for injection moulded medical and consumer products. It allows PMT duplication from a master mould, guaranteeing that all cavities are precisely the same, regardless of volume or date of manufacture. Due to the extremely precise cavity replication, tolerances of up to 15 microns are achievable, depending on cavity size and configuration.
ACTIVITY INTEGRATION
Solvay Specialty Polymers is now a global business unit Solvay Advanced Polymers, Solvay Padanaplast, Solvay Solexis and SolVin PVDC are integrating their activities under a single, global business enterprise – Solvay Specialty Polymers.
The Global Business Unit, a specialty unit of Solvay Group, which represents about 15 per cent of the Group’s total sales (about EUR 1.1 billion) in 2010, will leverage the strengths from each business to secure its position as benchmark for discovering, developing and delivering high-performance specialty polymers that meet the challenges facing the society, today and in future. Headquartered in Bollate, Italy, it employs over 2,500 people across 26 locations in North & South America, Asia and Europe.
“Looking at the future, we expect the global high-performance specialty polymers market to continue presenting complex challenges and opportunities,” said Augusto Di Donfrancesco, General Manager, Solvay Specialty Polymers. Solvay Specialty Polymers has a strong global manufacturing & supply chain capability, and leverages global Research, Development and Technology (RD&T) expertise to innovate and meet customer needs.
EXPANSION
SPI expands NPE2012 to include all three halls at the Orlando venue With a year to go before the start of the NPE2012 international plastics exposition, exhibit sales are equivalent to 98 per cent of the total occupied space at the last NPE in 2009. The organisers are confident of exceeding this total further. This was announced by SPI – The Plastics Industry Trade Association, which produces the triennial event. NPE2012
is scheduled for April 1-5, 2012, at the Orange County Convention Center (OCCC), Orlando, Florida.Thus far, 862 exhibiting companies have purchased 761,225 sq ft (70,720 sq m) of space. As a result of the surge in sales, SPI has expanded the show into the North Hall of the OCCC, in addition to West and South Halls. The three halls constitute
the entire available exhibit space at the OCCC.
“Many exhibitors are taking bigger booths than they did at our 2009 show in Chicago and plan to operate more equipment on the show floor,” said Gene Sanders, Senior Vice President – SPI, and in charge of trade shows. “They feel that the lower cost of exhibiting in Orlando has enabled them to invest in more space, along with simpler logistics and work rules that encouraged them to bring more machinery, he added.”


W O R L D N E W S
34 Modern Plastics & Polymers | May 2011
INVESTMENT
Klöckner Pentaplast Group launches new manufacturing equipment for Europe The Klöckner Pentaplast Group has announced the launch of the company’s new state-of-the-art manufacturing equipment and technology at its two facilities – Montabaur, Germany, and Santo Tirso, Portugal. The €40 million investment will further enhance the company’s production capabilities and
product quality in the European market. This business decision allows Klöckner Pentaplast to optimise capacity and streamline production processes for the
shrink-label films, food, thermoforming, boxmaking, adhesive tape and decorative surfaces business segments. “Klöckner Pentaplast is committed to servicing the needs of the European market with high-quality film, service and support,” commented Hans-Joachim Kogelnik, President and COO, Klöckner Pentaplast, Europe. He added, “This strategy will help us remain competitive in today’s challenging business environment and position us well for the future.”
CAPACITY EXPANSION
AkzoNobel invests €30 million to meet demand for Expancel AkzoNobel is boosting capacity in Sweden for its Expancel expandable microspheres to meet growing global demand. Used as a blowing agent or lightweight filler, the Expancel product line continues to evolve and find new applications in markets such as thermoplastics, printing inks, coatings as well as paper and board.
The extra capacity – scheduled to come on stream in early 2012 – will be added at the company’s site in Stockvik. Part of the investment will be used to further improve eco-efficiency at the facility and implement additional upgrades.
“This is a significant investment in organic growth, which underlines our commitment to seize opportunities in established markets and contribute to the company’s accelerated growth agenda,” explained Rob Frohn, Member, AkzoNobel Executive
Committee, who is responsible for Specialty Chemicals.
Ruud Joosten, Managing Director - Pulp & Paper Chemicals business, AkzoNobel, added, “As we continue to find new applications for Expancel, we are becoming more competitive in the market, and hence the need to increase capacity. Strong worldwide demand is also forecast to intensify in the years ahead, so we will be well positioned to establish ourselves in new markets when opportunities arise.”
PARTNERSHIP
Songwon appoints Bodo Möller Chimica Italia Srl as new distribution partner for Italy Songwon, a global leader in manufacture and delivery of additives for the plastics industry, and Bodo Möller Chimica Italia Srl have entered into a distribution agreement for market development and sales of the Songwon portfolio of products in Italy. The new partnership, effective from April 15, 2011, aims to strengthen the position of Songwon in the Italian market.
Bodo Möller Chimica Italia Srl is part of Bodo Möller Chemie, one of the leading distributors of specialty chemical products and bonding solutions in Europe. It has over 35 years of experience in the chemicals and technical materials markets.
Frank Haug, Managing Director, Bodo Möller Chemie, commented, “Songwon’s range of materials perfectly fits our offering and will enable us to bring sound solutions to the Italian market. Our extensive customer network and knowledge of the Italian market will simplify business and help Songwon to reach a larger customer base.”
NEW COLOURANTS
SABIC Innovative Plastics launches Expression 2012 Palette
SABIC Innovative Plastics has unveiled its new Expression 2012 palette, the company’s fifth annual portfolio of eye-catching resin colours and special effects to inspire designers and give customers new ways to differentiate their products from the competition. The colour palette is created based on the ColorXpress Europe’s research in the latest industry colour trends. It features brilliant new colours such as retro hues of fuchsia, teal & orange and versatile neutrals. The colourful new palette can be used in a range of SABIC Innovative Plastics resin technologies,
including Lexan* and Cycoloy* resins, answering customers’ calls for better, longer lasting and efficient materials.
The new Expression 2012 colour palette features in-surface decoration – a sustainable, direct-decoration colourising process that works by enabling water-soluble colourants to soak into a resin to eliminate the need for paint. The in-surface decoration in combination with SABIC Innovative Plastics’ materials makes the colour palette fully recyclable.


W O R L D N E W S
36 Modern Plastics & Polymers | May 2011
PRICE STABILITY
Italy’s spot PVC market stabilises After three consecutive months of rising prices, local PVC prices in Italy have stabilised in April due to growing resistance from buyers. Complaining about continuously rising local prices, many converters had shown an interest in alternative supply sources for the
past several months while keeping local purchases restricted. As the high season for PVC applications has just begun, buyers are reporting that demand for their end-products is only at a normal level for now. European PVC offers in Turkey’s import market for the past several weeks at prices close to the lower end of the Italian market, which confirm weak market conditions in Italy. A small
increase of €10/tonne posted in April, in ethylene contracts and comfortable regional supplies encouraged buyers to push for stable prices in the next month.Supply in Italy has also witnessed the return of Ineos, which is back in the Italian market after the end of an agreement not to sell in Italy for a certain period following the sale of local PVC plants to Vinyls Italia.
GOLDEN JUBILEE
Arburg celebrates 50 years of being an allrounderThe Allrounder principle was invented by Karl Hehl 50 years ago. The solution devised by the Swabian entrepreneur and innovator was as clever as it was simple: A rotation point with a screw gear drive and equal-axis distances enabled both horizontal and vertical arrangement of clamping and injection units. By breaking off from the principle of a rigid construction, more flexible working suddenly became possible. In addition to injection moulding, the
hydraulic allrounder’s capabilities also extend to blow moulding and extrusion and was able to process thermoplastics, elastomers and thermosets. Due to the possibility of combining a horizontal and vertical injection unit, the innovative Arburg solution paved the way for multi-component injection moulding as well.Over the years, the ‘do-it-all’ machines were transformed into customised products. Today, customers receive a solution tailored to their specific requirements for all injection moulding processes and sectors.
The advantages of this Allrounder philosophy to customers were
demonstrated in the Technology Days. Over 40 hydraulic, hybrid & electric machines and a comprehensive range of applications provided impressive evidence that the modular Allrounder range always provides optimal customer-specific solutions.
ACQUISITION
Britton Flexibles bought by private investment firm
Private investment firm Sun European Partners has purchased Britton Flexibles,has adding to its packaging holdings. UK-based Britton is one
of Europe’s largest polyethylene film producers. The company has been owned by HSBC Private Equity since a 2008 management buyout.
Britton specialises in flexible packaging, with extrusion, printing, lamination and conversion capabilities. It has three plants in northern England producing cereal liner film, printed shrink wrap, banking coin bags and other products. Mike Clark, Chief Executive, Britton, informed that ownership by Sun European Partners will offer significant synergies to the firm. Philippe Neuschaefer, Vice President, Sun European Partners, said that in the past year alone, the affiliates of his firm have completed over half a dozen acquisitions in the packaging industry in Europe and the US.
PRODUCTION ORDER
Wittmann Battenfeld supplies four injection moulding machines to Veggoplast Veggoplast, a Wittmann Battenfeld customer of long-standing, based in Volpiano, Turin, currently operates 28 Battenfeld injection moulding machines with clamping forces in the range of 35-350 t. In February, Wittmann Battenfeld received an order from Veggoplast for another four machines.
The machines on order from Veggoplast are toggle machines of TM series with 110 t clamping force. The machines are equipped with W702 robots and MAS2 granulators from Wittmann. Another feature of the machines is the UNILOG B6 control system, which offers uniform control
and operation concept for easy handling of injection moulding machines, including all integrated peripheral equipment. The control system, running under Windows XP®, facilitates integration of machines in PDA systems, in Internet-based service support systems. Veggoplast – a popular partner of automotive suppliers
Veggoplast specialises in just-in-time production of critical components for the automotive industry, especially fastening elements. “Its streamlined planning of machine capacity, efficient workflow and excellent customer orientation have made Veggoplast a fast-growing, reliable partner to the automotive industry,” said, Oscar Veggo, General Manager, Veggoplast.
T E C H U P DAT E S
38 Modern Plastics & Polymers | May 2011
Conair develops insulated, high-heat blenders for PET processors
Producers of PET sheet, strapping and
other products that incorporate high levels
of recycled polyester plastics can realise
significant energy savings and productivity
benefits by using a new fully insulated
gravimetric blender from Conair.
The new high-heat TrueBlend™ blender
allows processors to keep recycled and
virgin materials separate until just before
they are fed to an extruder or moulding
machine. This approach yields several
distinct advantages:
A problem in
one material stream
(eg, contamination
in recycled PET)
need not shut down
the entire production
line. Blended virgin
pellets and regrind
fluff, which have
significantly different
bulk densities and
flow characteristics,
reach the machine
feed throat faster
and have less
opportunity to re-separate during
conveying.
By not allowing the heat input during
desiccant drying to dissipate while
blending, less energy needs to be added
during final processing. Responding to
environmental concerns, companies
are using ever greater volumes of post-
industrial and post-consumer recycled PET,
particularly in sheet that are commonly
thermoformed into yoghurt cups and
other disposable food containers. Makers
of polyester strapping, used in packaging
and material handling, are also heavy
users of recycled PET.
Micropen applies conductive features to Solvay’s Radel® PPSU
Micropen Technologies Corp has successfully used its
unique Micropenning® direct printing process to apply
patterned conductive and dielectric thick film coatings
onto a disposable medical device component made
from Radel® polyphenylsulfone (PPSU) resin from Solvay
Advanced Polymers, LLC. It was critical that the disposable
component, part of a unique spinal therapy system, form
a conductive electrode that was highly reliable electrically as well as mechanically.
The mix of Radel® PPSU and Micropenning® technology gives medical device
Original Equipment Manufacturers (OEMs) innovative option over traditional metal
and plastic solutions to build electrically conductive features onto complex parts.
“We subjected the Radel® PPSU component to considerable chemical abuse
and high heat, and the material maintained its mechanical properties that were
critical to the application,” said Dr William Grande, Vice President - Research and
Business Development, Micropen Technologies. He noted that the project team
had tested and rejected various materials before examining PPSU. “We had never
worked with sulfone polymers before, but Radel® provided excellent film adhesion
and biocompatibility,” added Dr Grande.
New improved hot runner temperature controller for rapid returns
A new modular
controller for hot
runner systems yields
an early return on
investment by helping
moulders to increase
productivity and
reduce maintenance,
scrap generation and
peak energy demand.
Designed to control
up to 24 zones, the ion series system
makes it possible to save a large fraction
of its initial cost by virtue of its accuracy
and operator-friendliness, according to
Sean Rainsford, Director of Sales. Key
features of this system include a user
interface that is easy to navigate and PID
software that takes temperature readings
30 times per second, using that data
to maintain temperatures within narrow
tolerances.
“The Fast Heat software in the
Ion Series controller removes many of
the variables inherent with standard
modular controllers. Also, the operator
interface is designed such that one is
never more than one click away from
the main screen,” said Rainsford. He
added, “This new system works largely
behind the scenes, enabling users to set
it and forget it.”
Welex Inc commercialises new extrusion system for multi-coloured sheets
Welex Inc’s new custom nine-extruder, five-layer sheet extrusion system for the
production of multi-coloured striped sheets for thermoformed yoghurt cups is one
of the most innovative and sophisticated packaging sheet lines on the market. The
novel system, built for a leading European custom sheet manufacturer, is expected
to commence production the next month.
Multi-coloured striped yoghurt containers are a big market in Europe, and Welex’s
innovative system broadens the capabilities for thermoformers of these form, fill and
seal containers. “This system is one of our most ambitious projects and sets a new
mark for the number of extruders on one die,” said Wayne Lewis, President, Welex.
He added, “It significantly elevates the capabilities of sheet makers and packaging
companies.” These can be configured to provide virtually unlimited multiple
stripe-and-layer combinations.


T E C H U P DAT E S
40 Modern Plastics & Polymers | May 2011
Bioengineers produce plastics without using fossil fuels
A team of pioneering South
Korean scientists has succeeded
in producing the polymers used
for everyday plastics through
bioengineering, rather than using
fossil fuel-based chemicals. This
groundbreaking research, which
may now allow for the production of environment conscious
plastics, is published in the journal Biotechnology and Bioengineering.
Polymers are molecules found in everyday life in the form
of plastics and rubbers. The team from KAIST University and
Korean chemical company LG Chem, led by Professor Sang
Yup Lee, focussed their research on Polylactic Acid (PLA), a
bio-based polymer, which holds the key to producing plastics
through natural and renewable resources.
“Polyesters and other polymers that we use everyday are
mostly derived from fossil fuels produced by the refinery
or chemical process,” said Professor Sang Yup Lee,
KAIST University. He added, “The idea of producing
polymers from renewable biomass has attracted much
attention due to the increasing concerns of environmental
problems and the limited nature of fossil resources.
PLA is considered a good alternative to petroleum-based plastics,
as it is biodegradable and has a low toxicity to humans.”
ABB robot-based technology for plastics industry
ABB, the global power and
automation technologies group
has offered robots and support
products dedicated to increasing
manufacturing efficiency in the
plastics industry.
Heading the line-up is ABB’s
latest six-axis robot, the IRB
1600, which was launched in
the UK at Interplas 2005. Specially designed for fast
and accurate handling operations across a diverse
range of industrial tasks, the IRB 1600 is a backward-
bending, steam-washable robot, with optional IP
67 classification. It is available in four versions, with a reach
of 1.2 m or 1.45 m, and payload of 5 or 7 kg. Its high
payload makes IRB 1600 the strongest robot on the
market in its class.
Perfect for tending small- to medium-sized injection
moulding machines, the IRB 1600’s combination of ABB
motion control and powerful servo motors results in the
shortest cycle times of any robot in its class. This gives
a distinct advantage to producers wanting to improve
cycle times in loading & unloading injection moulding
machines with sizes 100-250 tonne.
Stormwater and drainage pipes made from recycled plastic
The Green Pipe is widely recognised as a cost-effective and
environment-friendly alternative for stormwater and drainage
systems. Approved and used by councils throughout
Australia for stormwater and sewage re-use systems, the
Green Pipe provides a real opportunity for Government
and non-government organisations to promote their
green credentials. Their willingness to use quality, recycled
products as an alternative to conventional virgin products
is widely recognised. Ease of handling solves many difficult
access issues and, at the same time, reduces machinery
requirements. Also, ease of installation will substantially
reduce costs for all drainage projects.
The fully installed and lifecycle cost is lower than that
of comparable products for most applications. These are
manufactured in 6-m lengths, creating fewer joints during
installation, improving laying rates and minimising potential
leakage points. The Green Pipe is tough and is not affected
even by soil with very high acidity; hence, once installed,
it will last indefinitely. This pipe can easily be cut using a
chainsaw, circular saw or angle grinder.
Android smartphone with a solar panel by Umeox
Here is good news
for smartphone users
who do not have
access to continuous
power supply.
Umeox, a Chinese
handset maker, has showcased its solar powered Android
smartphone called Apollo at the recently concluded
Mobile World Congress 2011. It has announced that
it will ship the phone to India and other European,
African and Asian countries by May 2011. The phone
will cost less than $100 (`4,500). It requires 2 hours and
30 minutes of sun exposure to charge the phone’s battery
if it is not entirely drained. A full recharge, however,
will take 17 hours of sun exposure. The phone has a
3.2-inch touchscreen with 320 x 480 pixel resolution and
1 GB internal storage, which is expandable using a micro
SD card. It has an FM Radio, a 3-mega pixel rear camera,
3.5-mm audio jack and Bluetooth 2.1 with A2DP. Phones
made by Umeox have been available in India for quite
some time, but have not been very successful. However,
it is expected that Apollo will change the company’s
fortunes in this electricity-starved country.
MPP
May
201
1 A
d N
ame:
Alo
k P
g N
o. 3
1
MPP M
ay 2011 Ad
Nam
e: Aro
mac Pg
No. 32

….says Ramesh Dumbre, Vice President - Marketing,
Plastiblends India Ltd. In this exclusive interview with
Annabel Dsouza, he shares his experience and insights
gained over 22 years in the pigment processing and
formulations industry. Here, he highlights the growth
potential in the masterbatch segment, while also
revealing future strategies for the industry.
“Indian processors are
demanding better quality to
match global standards”
Current market dynamics
Commodity plastics mainly account for growth of the plastics industry in
India. The demand is driven by the use of polymers for manufacturing
white goods and furniture, packaging materials, water irrigation pipes,
materials for road building, communication cables, power cables, railways
and automotives.
The per capita consumption of plastics in India is 5 kg as compared to the
much higher use in advanced markets such as the US, where it is more than
100 kg. Even in developing markets such as China, the use of plastics is
six times higher than that in India. These figures indicate the beginning of
our ascent towards new heights.
Polymer use in automotive and engineering machinery manufacturing
segments is expected to grow substantially as a result of extreme volatility
in metal prices and versatility in the use of polymer processing. Natural
resources are becoming scarcer, thus triggering a need for replacement
products. The use of engineering polymers as the only viable alternative
is bound to rise substantially in the near future. Metal part replacement
applications are some of the key areas for use of performance polymers.
We are working on various aspects of these polymers in areas such as
improvement in their properties, eg, Acrylonitrile Butadiene Styrene (ABS),
Polypropylene (PP), Polybutylene Terephthalate (PBT) and Polyethylene
Terephthalate (PET), by offering additive masterbatches.
Growth potential of India’s masterbatches industry
The global market for engineering plastics is projected to grow at a
Compounded Annual Growth Rate (CAGR) of 9.5 per cent over the next
10 years. Additive masterbatches are critical to the growth of performance
polymers. For the past few years, volume growth of masterbatches has
been above 25 per cent, with better topline growth numbers, as we are
focussing mainly on innovative products. This growth will further accelerate
with improved per capita income and increased spending by India’s rapidly
growing middle class.
L E A D E R S S P E A K
42 Modern Plastics & Polymers | May 2011

L E A D E R S S P E A K
43May 2011 | Modern Plastics & Polymers
The key growth drivers are as follows:
Packaging industry growth mainly
triggered by development of
organised retail marketing
Drip irrigation, agricultural mulch
films and greenhouse films
Booming automotive industry in
India
Construction materials required
for huge infrastructure building
activities, sports stadiums, etc
Increased demand for furniture and
white goods
Communication equipment and
power cables
Recent innovations and their impact
on the industry
In terms of product development, we
are trying to bridge the gap between
developed and developing markets by
working closely with upstream suppliers
who are market leaders in product
development. Following are the recently
introduced products:
Antimicrobial masterbatches for
healthcare products
Oxo-biodegradable masterbatches
for packaging segment
Nucleating and clarifying agents to
improve PP performance properties
and reduce process cycle times
Fire retardant masterbatches to
make plastics safer for use
Non-toxic material such as heavy
metal & chemical-free, non-
carcinogenic masterbatches to
make plastics safe for food contact
and pharma use
Considering the current growth
of the automotive industry and its
long-term prospects of even higher
growth, we are now focussing our efforts
towards offering competent alternatives
against established competitors.
Most of the additive/masterbatch
products for pharmaceutical or medical
markets are currently imported from
suppliers in developed countries.
However, with technology development
on home turf, this market is expected
to rapidly grow in India in 3-4 years.
Plastiblends supplies about 300
masterbatches of various types for
food packaging purposes, which meet
the stringent plastics-in-food-contact
regulations. And we are comfortably
placed in this segment.
Indian processors’ response to high-
end polymer solutions vis-à-vis the
cost factor
Indian processors are now demanding
better quality to match global
standards. Masterbatch suppliers are
now offering most products that are
tailored to customer needs; thus,
customers are now more open to trying
out new products and solutions. This
encourages us to continue our research
and innovation activities. Plastiblends
now has 700+ colour masterbatches
and more than 100 grades under
various additive masterbatch types as
well as a range of white and black
masterbatches.
Our range of PET fibre and
masterbatches for PET extrusion
products has proved highly successful
for one of the most demanding polymer
segments in India as well as our
overseas clients. The industry is currently
witnessing several global innovations
available from domestic suppliers at
cost-effective prices.
Initiatives towards sustainability
and waste reduction
Polymers are non-volatile substances
and most polymers can be processed
more than once. This avoids generation
of solid as well as gaseous wastes.
We make special efforts to control
dust and air pollution. However,
growing environmental concerns at the
processing level are forcing us to build
on more sustainable solutions available
from peers in developed countries.
Challenges faced and the counter-
measures adopted
Currently, this industry is fragmented
& unorganised and most of the units
have localised presence; hence, we are
not well equipped to face manipulation
from market forces. As a downstream
user, it depends on polymer and other
raw material suppliers who have the
ability to control prices, as they are
the organised players. Masterbatch
producers are thus sandwiched between
powerful suppliers and demanding
customers.
Future plans of Plastiblends to tap
the potential of India’s evolving
engineering polymers market
Today, Plastiblends commands a
leadership position in the additive,
colour and black & white masterbatch
segments. It is also among the top
few in the anti-fibrillation masterbatch
segment. As a downstream user, we are
working closely with key global players
who develop basic molecule chemistries
for industry use. We have selected
some important molecule compounds,
which help modify various polymer
properties and offer masterbatches
based on these. On an average, annual
consumption of engineering plastics is
likely to reach 3 million tonne by 2013,
which is about 18 per cent of the total
demand. Plastiblends is now focussing
on various growth segments to maintain
the leadership position in the next
2-3 years.
Export opportunities for
Indian processors
Looking at the current growth trend,
we expect the export market to grow
rapidly and double in the next three
years. Plastiblends exports 35 per cent
of the production volume to about 25
countries. For promoting this further,
we need to emphasise on infrastructure
growth like roads, ports, etc. This will
ensure timely deliveries and establish
the reliability and credibility of Indian
suppliers. As China is very aggressive
with exports and has superior
infrastructure, we are facing hurdles
to grow overseas. Our growth will
accelerate if the government amends the
market fundamentals. For manufacturers
in India, meeting the manufacturing and
export volumes of China is still an
unfulfilled dream.

44 Modern Plastics & Polymers | May 2011
FA C I L I T Y V I S I T
In a commercially dynamic state like
Gujarat, enterprise and innovation
often collaborate to drive the wheel
of a prosperous industry. And
the plastics extrusion and packaging
machinery segment is no exception to
this rule. As Gujarat’s plastics industry
surges at a Compounded Annual
Growth Rate (CAGR) of over 15 per
cent, there is tremendous demand and
subsequent growth potential in the
machinery sector. Since processors in
the State are seeking to widen their base
in the export market, the quality of their
machinery is making all the difference
in terms of increased productivity and
better delivery.
In such a scenario, extrusion
machinery suppliers are entrusted with
the daunting task of providing world-
class solutions for the rapidly expanding
domestic market. As the industry takes
greater strides and machinery demand
surges to new heights, Star Technocrates
Pvt Ltd is creating a niche through
a differentiated business model that
combines export quality products for the
continuously evolving plastics industry
in Gujarat. As flexible packaging is an
important application of commodity
plastics, Star Technocrates has built on
its key strength of manufacturing and
servicing bag making machines. This
function allows the company an edge
in the growing packaging segment as
well. Star Technocrates is a relatively
new player in the plastics machinery
segment, having begun operations in
April 2010. The company is a part of
the Kody/Vishwa group of industries,
which is dedicated to manufacturing and
marketing of rubber roller technology.
Although new in the equipment
manufacturing domain, the founders
of Star Technocrates have a combined
experience spanning three decades in
the State’s engineering industry. Uday
Shah, Director, Star Technocrates Pvt Ltd,
says, “With considerable exposure to
the machinery export segment, we have
tried to understand the strengths and
challenges of delivering quality solutions
to our customers in the State. We are
currently focussing on the local market,
Enterprise through innovation
FA C I L I T Y V I S I T
With the country’s commodity plastics industry on an accelerated growth drive, emerging
players are gaining a foothold through adoption of distinct technology. Star Technocrates,
based in Gujarat, is a shining example of this. Annabel Dsouza routes through the strategies
of the company that is leveraging on rising demand in Gujarat’s plastics machinery sector.
Star Technocrates Pvt Ltd
Photo: Joshua Navalkar

45May 2011 | Modern Plastics & Polymers
FA C I L I T Y V I S I T
which is quite buoyant and promising.
Being a new entrant in the business, Star
Technocrates is aiming at building brand
through manufacturing of cost-effective
and reliable machinery.”
Cutting-edge infrastructureStar Technocrates operates from its
20,000 sq ft manufacturing and
administrative facility base in Vatva
industrial estate, Ahmedabad. The
infrastructure has been designed and
developed taking into consideration the
requirements of customers. Although
many functions are currently outsourced,
the company ensures precision in
manufacturing and timely delivery
through state-of-the-art assembly
and quality assurance processes. The
company realises the importance of
operator-friendly machines, and thus
strives to develop such products. The
facility is equipped with the industry’s
leading energy-efficient drives and
motors, thereby enhancing productivity
and reducing power consumption.
The company is on an extensive
growth tangent, with infrastructure
being is a critical part of this. By July
2011, the company expects to add
another manufacturing base around
its current co-ordinates in order to
optimise its vendor and supplier base
in the region. In terms of technical
competence, Shah opines, “Gujarat has
a strong manufacturing culture and our
customers are constantly upgrading their
existing machinery. Many of the current
manufacturing practices in the company
have been derived from Germany and
modified to suit local demand. Although
plastic processing in this region has
evolved from the State’s textile industry,
today we are witnessing greater strides
in quality in terms of increased speed
and higher accuracy.”
Offering a distinct product portfolioOn an average, Star Technocrates
manufactures two made-to-order
machines a month. Its product profile
encompasses the following:
Side sealing and cutting machine
Centre seal pouch making machine
Bottom sealing machine
Three side seal pouch making
machine
Plastic blown film plant
With an in-house design and production
team, Star Technocrates ensures that all
its equipment meet the given customer
specifications, while outperforming
existing industry standards. Cost
competitiveness is an integral aspect to the
success of any enterprise. This especially
holds true for an industry novice like Star
Technocrates. Without compromising on
quality delivery, the company tries to
add maximum value at the lowest price
points possible. Shah highlights, “Price
and service must compete with market
norms. Since there are established
players in the industry, why would a
processor approach a new brand like
Star? Hence, to stay competitive we try
to differentiate our products and services
through cost-effectiveness as well as
superior performance.”
In January 2011, Star Technocrates
had displayed its products and services
at Plastivision India, where it received
tremendous response. Leveraging on
opportunities such as this, the company
is expecting to increase its capacity to
produce about six machines a month.
Star Technocrates and its indigenous
solutions will also be present at
Plastindia 2012.
Emphasising on customer collaboration and serviceCustomer feedback is a critical aspect
of any business, and Star Technocrates
invests conscious efforts to ensure that not
only all specifications are met adequately,
but also support services are offered
on time. The company has delegated
a team of five on-field engineers to
troubleshoot machinery problems at the
customers’ end. Even in terms of product
development, the design team works
in tandem with customers to improve
existing equipment and add value to
new machines. Reiterating the important
role of its customers, Shah states, “Since
Star Technocrates is aiming at long
innings in the industry, we emphasise on
maintaining and improving relations with
new and existing customers.” He adds,
“Although we have had many teething
problems on account of being a new
enterprise, our customers have been
generous towards us. We are doing our
best to ensure customer satisfaction so
as to attract reference customers through
business ethics and goodwill.”
Working towards long inningsWith accelerated growth plans, Star
Technocrates is in the process of
developing better machines, while
upgrading its automation systems and
interacting with professionals & veterans
of the global extrusion and packaging
machinery. On a futuristic note, Shah
concludes, “Star Technocrates hopes to
have long innings in the domestic market
while also tapping export potential
in the near future. We are not in any
hurry to supply machines in the market,
which may lead to quality compromise.
Therefore, we will continue to build on
our key strengths of cost-competitive and
operator-friendly solutions.”
Uday ShahDirector, Star Technocrates Pvt Ltd
With considerable
exposure to the
machinery segment, we
have tried to understand
the strengths and
challenges of delivering
quality solutions to our
customers in the state.
Courtesy: ABB India
S E C TO R WATC H
46 Modern Plastics & Polymers | May 2011
PC-based automation, geared specifically for the plastics industry, continues to expand as processors recognise the benefits that robots can provide – including cost and labour savings, reduced cycle times and improved part quality & safety. Also, productivity, support and efficiency offered by automation devices in the plastics industry are equivalent to large numbers of trained human hands at work. Beverley Lewis takes a closer look at the benefits of using automation in the plastics industry.

47May 2011 | Modern Plastics & Polymers
S E C TO R WATC H
PC-based automation basically includes a PC platform and a Windows operating system. It ensures a host of benefits
to the plastics industry, ranging from higher quality parts through improved equipment uptime, faster cycle times, more predictable production flow all the way to reduced employee turnover. In short, it will enable flexible automation, giving manufacturers the edge to thrive in today’s highly competitive climate. A PC-based solution offers a style of operation similar to desktop PC applications, which any individual can use today. This has a direct impact on the human operator performance considering the rules of behavioural science.
Adopting automationThe excellent performance of microprocessors used in modern PC enables machine builders to build fast controllers for increasing productivity and quality. In particular, wall thickness control in blow moulding machines and injection control in injection moulding machines require the use of fast PC-based controllers. Nearly unlimited memory resources are used to monitor important process variables over a long time. “Machines with PC-based controllers could be easily adapted to production cells via a fast industrial fieldbus system (EtherCAT). Windows operation system provides several ways to use plant network or Internet-based computing. Incorporating PC-based control in mould making machines also improves the quality of dies & moulds produced,” informs Thomas Kosthorst, Plastics Industry Market Manager, Beckhoff Automation GmbH. Typically, touch screen panels instead of mouse operation enable easy navigation on the screen. Colourful Graphical User Interface (GUI) software can be installed on PCs. This not only makes machine operations interesting & motivating to operators, but also shortens the learning curve for them.
Machine operation becomes more enjoyable to the operator.
The controls in use at present have very high response time due to microprocessor-controlled high-speed Programmable Logic Controller (PLC) systems and monitor various process parameters with close tolerance to output quality parts. Other benefits of PC-based controls include easy access to online manuals as well as data exchange with standard office programs such as Excel or database applications. In this way, moulders are able to analyse the process and also install a knowledge database. Common accessories such as cameras or Radio Frequency Identification (RFID) readers could be easily integrated. This is commercially motivating for the management of companies investing in the PC-based control technology. “Therefore, the tolerance of plastic components can be taken to the next higher level of precision & accuracy in terms of dimension and weight tolerance. The current generation of controls can be easily customised for integration of various external devices and the operator can define his own setup, all of which make it more user-friendly,” opines Jayesh Gandhi, General Manager - Application & Technical Service, Ferromatik Milacron India.
Controllers speak “In the ‘simple view’, the sequence of robot actions is displayed in the form of
a circle. Individual actions are visualised graphically in their temporal sequence, creating a clear and simple view of the robot operations. Furthermore, the operator can see where the robot is currently operating,” asserts J Devlia, Managing Director, Engel Machinery India Pvt Ltd. At the press of a button, the set-up person can select a
Courtesy: @Youngester
Thomas KosthorstPlastics Industry Market Manager, Beckhoff Automation GmbH
Injection moulding machines use a time critical axis, eg, clamp unit or injection unit. In order to reduce cycle times and avoid damage to the mould, the control algorithm must be fast and highly sophisticated.

48 Modern Plastics & Polymers | May 2011
S E C TO R WATC H
completely different standard procedure or adapt its function to the required procedure. The ‘simple view’ wide selections of tried-and-tested standard procedures are available to the operator in the controller for different automation applications. The set-up person does not require any programming know-how; he/she can simply select a procedure and then adapt the process sequences to the requirements demanded by changing variants. All settings necessary for a sequence (position, speed and time) are displayed on a clearly arranged settings page. Commands to be inserted are simply selected from an extensive functions list and placed at the desired point in the sequence. Pressing the symbols in the sequence editor immediately calls up the respective screen page on which the parameters can be set. Even very complex sequences can be quickly configured. An operator able to create movement sequences for linear robots can thus learn to program articulated-arm robots within minimum time. Machine manufacturers and plastics processors are thus well-equipped to face the demands of the future, as the trend towards a higher degree of automation is inexorable.
“It enables the processor to understand the process in depth since important parameters are monitored, recorded and controlled. Once the parameters for a product are determined, there is no need for conducting trials and removing errors (and wastage of material and energy) in repeating the process since all parameters are already stored and available at the flick of a button,” reveals Sunil Jain, President, Rajoo Engineers Ltd. It is a boon for the owner as he is no more dependent on the vagaries and whims of operators who run the machine by ‘touch and feel’. It makes the whole system more scientific and less operator-dependent.
Online performance monitoringOnline performance monitoring can benefit the plastics industry by confirming
whether the equipment is performing as promised by the manufacturer. In online performance monitoring, both the product quality and process parameters are continuously monitored and, if necessary, controlled. Properties of the products (eg, thickness variation, blend ratios of different polymers, dosage of individual components and yield in case of films & sheets) and processing parameters such as melt temperatures, pressures, screw and line speeds are not only monitored but also controlled online. Fault diagnosis of sensors and other instrumentation is also facilitated by employing such automation techniques, as these help reduce plant downtime. PC-based control needs a fast, deterministic Ethernet-based bus system to transfer process information according to the high-speed requirements in plastics processing. “Beckhoff has established EtherCAT, a deterministic Ethernet, as a quasi-standard for the plastics industry. Usually, injection moulding machines use a time critical axis, eg, clamp unit
J DevliaManaging Director, Engel Machinery India Pvt Ltd
In the ‘simple view’, the sequence of robot actions is displayed in a circle. Individual actions are visualised graphically in their temporal sequence, creating a clear and simple view.
User-friendly Human machine Interface (HMI)
Machines are equipped with HMI, which is operator-friendly and easily accessible for process parameters. It provides excellent troubleshooting guideline, along with help and alarm menu pages. It has following features:
Functionally oriented screen layouts Process parameter monitoring in real-time and
feeding value on absolute basis Simple & pictorial diagrams to enable operator
understanding ‘Auto temperature and temperature profile
selection’ for homogeneous melt from the first shot
‘Extruder overrun’ for uninterrupted auto cycle ‘Auto heating start’, ‘shut down’ and ‘standby’ to
save time and energy during operation Intrusion, insert moulding, gas-assisted interface,
core pulling, etc for multitasking utilisation ‘Auto purging’ for smooth shutdown ‘Mould cooling’, ‘mould gate option’, ‘sprue
break’, ‘nozzle shut off valve,’ ‘cold slug remove’, etc for various applications
Smart input/output for uninterrupted production
Jayesh GandhiGeneral Manager - Application & Technical Service, Ferromatik Milacron India Pvt Ltd
The current generation of controls can be easily customised for integration of various external devices and the operator can define his own setup, all of which make it more user-friendly.


50 Modern Plastics & Polymers | May 2011
S E C TO R WATC H
or injection unit. In order to reduce cycle times and avoid damage to the mould, the control algorithm must be fast and highly sophisticated,” opines Kosthorst. Part quality of injection-moulded parts is directly influenced by a quick switchover from injection to holding pressure. Also, wall thickness control of blow moulding machines needs exact position control of the die.
Surviving the challenges As companies move into the age of agile manufacturing, they are discovering what it takes to survive and compete in today’s manufacturing marketplace. Open systems architecture is viewed as the centrepoint technology for this era, forging PC-based technology applications to achieve shorter lead times to regain lost time to market, bolstering flexibility in product offerings and ultimately maximising competitiveness. But even as this ‘agility’ in industrial automation gains momentum, there are concerns with regard to the risks in this transition. The more that can be learned about transition and applications strategies the better. Inadequate knowledge & undervaluation of the PC control technology by end-users & further by machine builders discourage automation companies. Automation solutions are application focussed & not price oriented. Hence, the return on investment should be calculated based on total machine lifecycle cost and not on cash outflow. For automation companies, upfront investment levels coupled by resistance from operators are some of the obstacles. “For processors, the major hindrances are economic viability and troubleshooting and, further, the availability of appropriate spares and manpower. However, these are gradually being overcome by offering cost-effective solutions and training of operators,” reveals Jain.
Automation and roboticsThe tools and equipment used in the plastics industry today are different from those used a decade ago. Traditionally,
linear/beam robots have been used to extract parts from the injection moulding machine and to place the parts on the conveyor, ie, they have helped replace the human being with a robot. The modern six-axes robots have become more user-friendly and are also competitive in price. These features clearly show that more can be achieved with a six-axes robot around the plastics processing machine. Equipment such as controllers are also moving towards becoming automated. Retrofitting plays an important role in automation and robotics, as it leads to modernisation or expansion of existing production systems. “The basis of a retrofit is often the need to manufacture a new, more complex component, even more cost-effectively, and thus to implement an automated process solution, which will also have the flexibility to meet future requirements. In other words, it will be a solution that, in its entirety, meets more than the requirements of the part currently being manufactured,” says Tobias Scheich, Key Technology Manager, KUKA Roboter GmbH.
Future trendsFast and efficient machines with a high-tech appearance is the future trend. Continuous demand for more precision and higher productivity requires use of high-speed controllers and servo-electric axes instead of hydraulic axes. In the future, measurement of energy consumption as well as energy-optimised algorithm on a PC-based platform will help save resources. Kosthorst states, “Preventive maintenance, which reduces the downtime, needs processing power and intelligent algorithms, which can be run on PC-based architecture. This makes the machine more energy efficient.”
The future trends focus on addressing these issues by offering automation solutions that are affordable. For example, in blown film extrusion, complete solutions will be offered for online monitoring and controlling.
Tobias ScheichKey Technology Manager, KUKA Roboter GmbH
The basis of a retrofit is often the need to manufacture a new, more complex component, even more cost-effectively.
Sunil JainPresident, Rajoo Engineers Ltd
For processors, the major hindrances are economic viability and troubleshooting and, further, availability of appropriate spares and manpower.


India is currently poised to emerge as an attractive destination for the global plastics industry in terms of
per capita polymer consumption as well as novel applications in burgeoning sectors like automotives and infrastructure. In this scenario, manufacturing practices will play a crucial role in ensuring that complicated design requirements are met while controlling production costs in order to stay competitive. Rotomoulding is a highly versatile process used to manufacture an unlimited range of products in all shapes and sizes while allowing manufacturers to offer economically viable solutions to the industry. However, unlike injection and blow moulding processes, the manufacturing potential of rotomoulding has not been fully explored and, today, it stands as one of the most promising domains of plastics processing.
Rotomoulding has unique advantages such as design flexibility and low production costs. The range of products that can be moulded is matched only by innovative methods in which
moulders develop new product lines and enter unexplored markets. The product portfolio of rotomoulding ranges from micromoulding of Polyvinyl Chloride (PVC) earpieces to large polyethylene tanks.
However, in India, rotomoulded products constitute only about 1-1.5 per cent of the total plastics consumption. Even in more developed markets like North America and Europe, rotomoulding remains a niche process for specific applications only. North America is the largest market for rotomoulding, with an annual capacity of 600 Kilo Tonne (KT), followed by Europe with a capacity of 400 KT. In India, rotomoulding was introduced almost 35 years ago with simple products like toys, balls and general products. Today, the annual production of rotomoulded products across the country is in the range of 100-125 KT.
Since its inception in the early 1970s, the Indian rotomoulding industry has become the hub for prduction of large voluminous water tanks and containers. This product became extremely popular due
M A R K E T T R E N D S
52 Modern Plastics & Polymers | May 2011
Tapping growth prospectsRotomoulding
Over the years, rotomoulding has evolved from being a largely empirical and niche process to a dynamic technology offering a wide spectrum of applications. Annabel Dsouza explores the promises and potential within the Indian plastics industry’s rotomoulding segment, as it reveals its manufacturing capabilities beyond conventional markets and products.
Courtesy: Society of Asian Rotomoulders; Sintex Industries Ltd

53May 2011 | Modern Plastics & Polymers
M A R K E T T R E N D S
to its light weight, durability, hygienic & easy installation & maintenance, easy availability and low cost. Since then, the industry has grown by leaps and bounds, in terms of number of industry players as well as total plastic consumption. L K Singh, Director, Fixopan Machines Pvt Ltd, says, “I have been associated with this industry since 1987, when the rotomoulding was in its infancy in India. The industry has grown steadily in the last quarter century. From perhaps one or two rotomoulders, today, we have around 300 rotomoulders in India. The mainstay of the product has always been water storage tanks, which cover about 85 per cent of all products rotomoulded. It started with these tanks and even today the industry delivers about 855 tanks annually.” He elaborates, “Today, there are rotomoulding factories scattered throughout the country. The organised sector is huge, with around 20 companies consuming almost 80 per cent volume of raw materials. Currently, very few companies produce non-tank range of products. This should hopefully change as the market now demands wider applications.”
Current market scenarioAs the construction and infrastructure spheres in India expand, water tanks and other large-capacity applications will continue to demand the same marketshare. However, with increased awareness and access to global markets, many Indian rotomoulders have started venturing into custom-made industrial products such as fuel tanks, chemical tanks, material handling products and solid waste management products. Although in the nascent stage, these goods are expected to register high growth rates in the years to come. Moreover, awareness is growing rapidly in the Indian design community about the process and its products, and this will further fuel growth in the industry, as new and innovative products are designed & developed. The rotomoulding segment is currently witnessing a Compounded Annual Growth Rate (CAGR) of 20 per cent, which is in tandem with the overall growth in the plastics industry.
Sanjib Roy, Senior President, Plastics Division, Sintex Industries Ltd, says, “Our country is currently growing at 9 per cent Gross Domestic Product (GDP), which indicates an all round growth across the industry, agriculture and services. Infrastructure will continue to grow at a rapid pace due to increasing urbanisation and housing needs. Several opportunities will arise from each of these areas in which rotomoulding will play a huge role. Future growth is definitely based on rapid industrialisation. Sectors such as automotives will continue to grow on the manufacturing side, which will encourage production of rotomoulded fuel tanks, bumpers, crash guards, air ducts, engine covers, etc.” He adds, “Various other applications are awaiting rotomoulded materials. Moulders have started
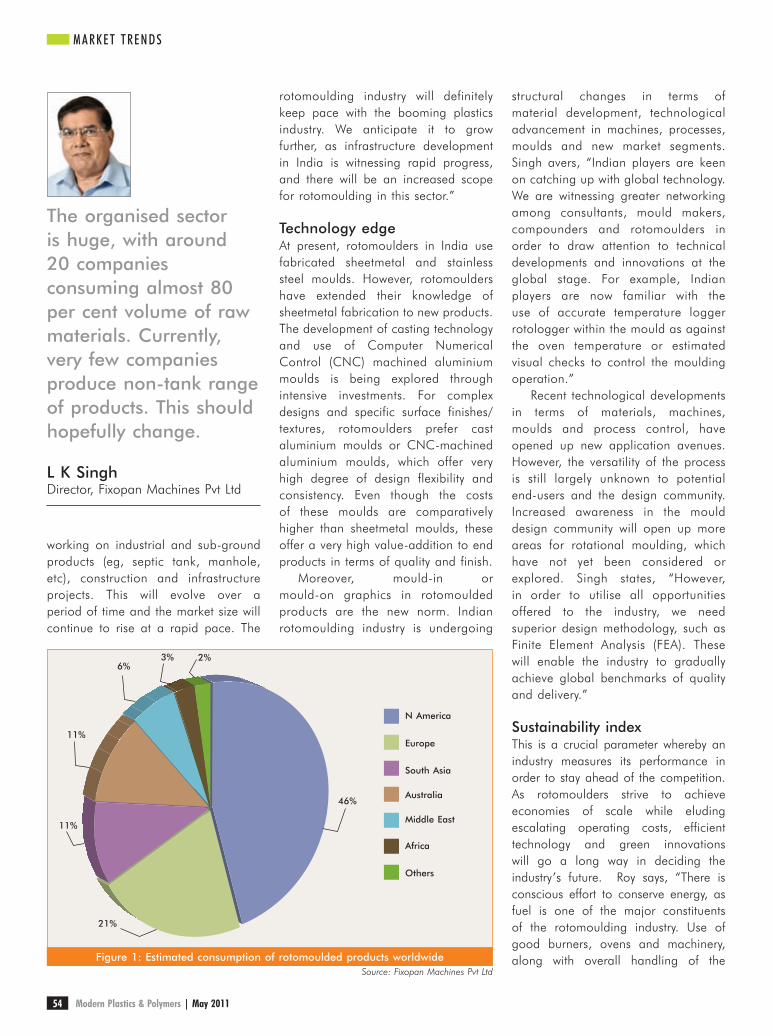
working on industrial and sub-ground products (eg, septic tank, manhole, etc), construction and infrastructure projects. This will evolve over a period of time and the market size will continue to rise at a rapid pace. The
rotomoulding industry will definitely keep pace with the booming plastics industry. We anticipate it to grow further, as infrastructure development in India is witnessing rapid progress, and there will be an increased scope for rotomoulding in this sector.”
Technology edgeAt present, rotomoulders in India use fabricated sheetmetal and stainless steel moulds. However, rotomoulders have extended their knowledge of sheetmetal fabrication to new products. The development of casting technology and use of Computer Numerical Control (CNC) machined aluminium moulds is being explored through intensive investments. For complex designs and specific surface finishes/textures, rotomoulders prefer cast aluminium moulds or CNC-machined aluminium moulds, which offer very high degree of design flexibility and consistency. Even though the costs of these moulds are comparatively higher than sheetmetal moulds, these offer a very high value-addition to end products in terms of quality and finish.
Moreover, mould-in or mould-on graphics in rotomoulded products are the new norm. Indian rotomoulding industry is undergoing
structural changes in terms of material development, technological advancement in machines, processes, moulds and new market segments. Singh avers, “Indian players are keen on catching up with global technology. We are witnessing greater networking among consultants, mould makers, compounders and rotomoulders in order to draw attention to technical developments and innovations at the global stage. For example, Indian players are now familiar with the use of accurate temperature logger rotologger within the mould as against the oven temperature or estimated visual checks to control the moulding operation.”
Recent technological developments in terms of materials, machines, moulds and process control, have opened up new application avenues. However, the versatility of the process is still largely unknown to potential end-users and the design community. Increased awareness in the mould design community will open up more areas for rotational moulding, which have not yet been considered or explored. Singh states, “However, in order to utilise all opportunities offered to the industry, we need superior design methodology, such as Finite Element Analysis (FEA). These will enable the industry to gradually achieve global benchmarks of quality and delivery.”
Sustainability indexThis is a crucial parameter whereby an industry measures its performance in order to stay ahead of the competition. As rotomoulders strive to achieve economies of scale while eluding escalating operating costs, efficient technology and green innovations will go a long way in deciding the industry’s future. Roy says, “There is conscious effort to conserve energy, as fuel is one of the major constituents of the rotomoulding industry. Use of good burners, ovens and machinery, along with overall handling of the
M A R K E T T R E N D S
54 Modern Plastics & Polymers | May 2011
Figure 1: Estimated consumption of rotomoulded products worldwide
46%
21%
11%
11%
6%3% 2%
N America
Europe
South Asia
Australia
Middle East
Africa
Others
Source: Fixopan Machines Pvt Ltd
L K SinghDirector, Fixopan Machines Pvt Ltd
The organised sector is huge, with around 20 companies consuming almost 80 per cent volume of raw materials. Currently, very few companies produce non-tank range of products. This should hopefully change.


56 Modern Plastics & Polymers | May 2011
M A R K E T T R E N D S
production process is paving the way towards achieving energy efficiency and waste reduction. Efficient rotomoulders will be more successful in controlling production costs and delivering cost-effective solutions.”
Seconding the statement, Singh says, “High rates of power, fuel and labour have forced the industry to become very conscious of energy efficiency and work towards waste reduction. Machinery suppliers are advocating the use of better technology with increased production lines over controlled consumption. Initially, the trend was to employ old or second hand machines, but now processors have realised the inefficiency costs incurred as a result of this trend.”
Countering challengesAs the rotomoulding sector gears up to welcome abounding opportunities offered by India’s surging economy, awareness about the advantages and importance of the process will be a key deciding factor. Also, part quality and consistency manufactured by rotomoulding will enable the industry to command greater application in a wide range of industries. Since the rotomoulded sector has a large concentration of unorganised and small manufacturers, investments in better moulds, equipment and quality control technology is essential. Research and innovation is integral to any successful manufacturing industry. This holds true for rotomoulding as well, especially for delivering competitive and customised products for new applications.
According to Blaise Costabir, MD, GMI Zarhak Moulders Pvt Ltd, “Among the critical challenges before the industry today is availability of better testing facilities and mould makers who can deliver cost-competitive solutions on time. As a result, rotomoulders today have to import special grades of raw materials because local suppliers are not interested in low-volume delivery. Another challenging area here is educating customers about
the benefits of this process and its versatility.” In support, Roy says, “The industry also needs better visibility in the plastics market. Rotomoulded applications can be projected to the government and an overall offer made to popularise these products vis-à-vis traditional products.”
Future scopeThe Indian rotomoulding industry is currently standing at exciting crossroads, with growth and expansion in every direction. Easy availability of raw materials, technical support from local material manufacturers and access to the global information system will give further impetus to this success saga. Along with the ever-evolving domestic demand, rotomoulders are keen to explore the export potential offered by the industry. Traditionally, rotomoulded water tanks have not been a very export-friendly product due to their voluminous size. However, this limitation will be a thing of the past, as smaller products find increased market space. Roy asserts, “As the industry is moving away from tanks to value-added products, more and more applications are emerging, and therefore much of offshoring is possible where manufacturing cost in other countries would be higher.”
As the Indian plastics industry continues to take greater strides towards capacity and consumption growth, the economy will witness increased participation from the rotomoulding sector in terms of innovations, quality and overall value-driven services.
Blaise CostabirMD, GMI Zarhak Moulders Pvt Ltd
Among the critical challenges before the industry today is availability of better testing facilities and mould makers who can deliver cost-competitive solutions on time.
Sanjib RoySenior President, Plastics Division, Sintex Industries Ltd
There is conscious effort to conserve energy, as fuel is one of the major constituents of the rotomoulding industry. Use of good burners, ovens and machinery is paving the way towards achieving energy efficiency and waste
Source: Fixopan Machines Pvt Ltd
Figure 2: Most selling rotomoulded products worldwide
Water tanks85%
Others 15%


58 Modern Plastics & Polymers | May 2011
Offering a host of performance properties
PVDF and its copolymers
Polyvinylidene Fluoride (PVDF) – a tough engineering thermoplastic – exhibits certain special properties that set it apart from other commercial plastics in use today. Considered a solutions provider, PVDF and its copolymers have a vast multitude of characteristics desired by various industrial sectors. An overview of various industries employing this thermoplastic…
David Seiler and Mandar Amrute
Since the construction of the first Kynar® Polyvinylidene Fluoride (PVDF) commercial plant in 1965, in Calvert City, KY, USA,
this product has been used in many types of chemical industries. The first applications of PVDF revolved around the excellent chemical resistance to chlorine & chlorinated solvents, bromine, hot acids and combinations of chemicals for waste handling.
Users in these chemical areas soon discovered that PVDF had other special properties not universally associated with all plastics. PVDF was found to offer high abrasion resistance similar to UltraHigh Molecular Weight (UHMW) and Nylon; high tensile strength at elevated temperatures, which set it apart from commodity plastics and other fluoropolymers; ability to withstand high doses of radiation in service, which make it superior to almost any known polymer; excellent
M AT E R I A L C O R N E R
PVDF pipes & fittingsCourtesy: Arkema Inc
Tower packingCourtesy: Arkema Inc
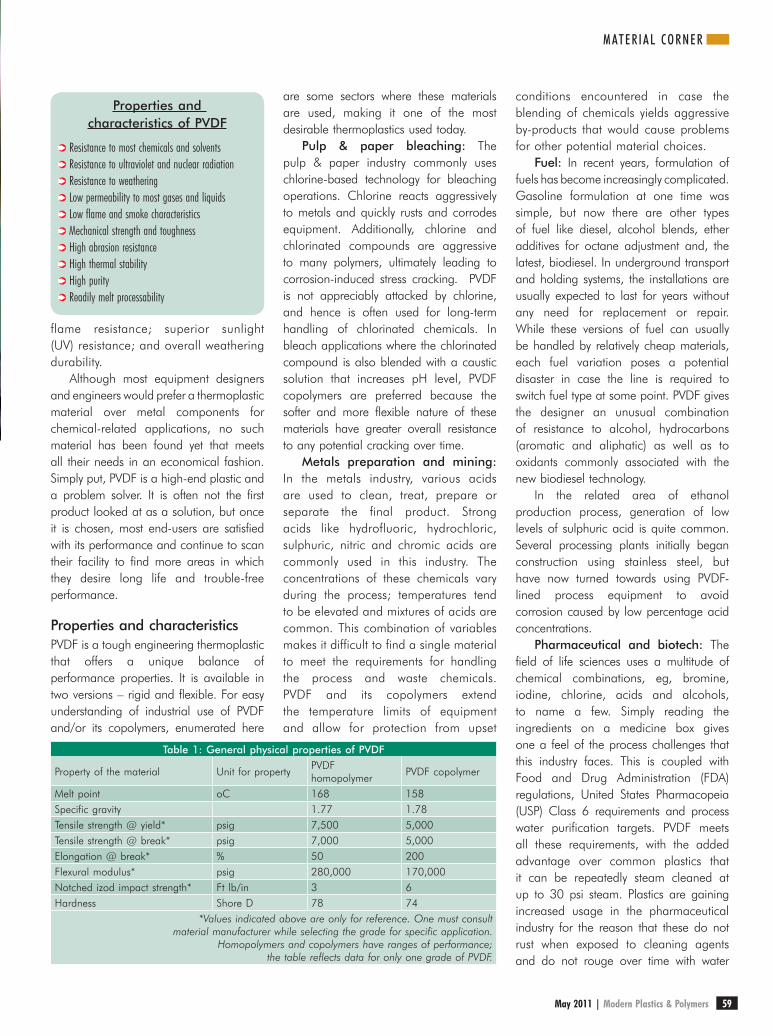
M AT E R I A L C O R N E R
59May 2011 | Modern Plastics & Polymers
flame resistance; superior sunlight (UV) resistance; and overall weathering durability.
Although most equipment designers and engineers would prefer a thermoplastic material over metal components for chemical-related applications, no such material has been found yet that meets all their needs in an economical fashion. Simply put, PVDF is a high-end plastic and a problem solver. It is often not the first product looked at as a solution, but once it is chosen, most end-users are satisfied with its performance and continue to scan their facility to find more areas in which they desire long life and trouble-free performance.
Properties and characteristicsPVDF is a tough engineering thermoplastic that offers a unique balance of performance properties. It is available in two versions – rigid and flexible. For easy understanding of industrial use of PVDF and/or its copolymers, enumerated here
are some sectors where these materials are used, making it one of the most desirable thermoplastics used today.
Pulp & paper bleaching: The pulp & paper industry commonly uses chlorine-based technology for bleaching operations. Chlorine reacts aggressively to metals and quickly rusts and corrodes equipment. Additionally, chlorine and chlorinated compounds are aggressive to many polymers, ultimately leading to corrosion-induced stress cracking. PVDF is not appreciably attacked by chlorine, and hence is often used for long-term handling of chlorinated chemicals. In bleach applications where the chlorinated compound is also blended with a caustic solution that increases pH level, PVDF copolymers are preferred because the softer and more flexible nature of these materials have greater overall resistance to any potential cracking over time.
Metals preparation and mining: In the metals industry, various acids are used to clean, treat, prepare or separate the final product. Strong acids like hydrofluoric, hydrochloric, sulphuric, nitric and chromic acids are commonly used in this industry. The concentrations of these chemicals vary during the process; temperatures tend to be elevated and mixtures of acids are common. This combination of variables makes it difficult to find a single material to meet the requirements for handling the process and waste chemicals. PVDF and its copolymers extend the temperature limits of equipment and allow for protection from upset
conditions encountered in case the blending of chemicals yields aggressive by-products that would cause problems for other potential material choices.
Fuel: In recent years, formulation of fuels has become increasingly complicated. Gasoline formulation at one time was simple, but now there are other types of fuel like diesel, alcohol blends, ether additives for octane adjustment and, the latest, biodiesel. In underground transport and holding systems, the installations are usually expected to last for years without any need for replacement or repair. While these versions of fuel can usually be handled by relatively cheap materials, each fuel variation poses a potential disaster in case the line is required to switch fuel type at some point. PVDF gives the designer an unusual combination of resistance to alcohol, hydrocarbons (aromatic and aliphatic) as well as to oxidants commonly associated with the new biodiesel technology.
In the related area of ethanol production process, generation of low levels of sulphuric acid is quite common. Several processing plants initially began construction using stainless steel, but have now turned towards using PVDF-lined process equipment to avoid corrosion caused by low percentage acid concentrations.
Pharmaceutical and biotech: The field of life sciences uses a multitude of chemical combinations, eg, bromine, iodine, chlorine, acids and alcohols, to name a few. Simply reading the ingredients on a medicine box gives one a feel of the process challenges that this industry faces. This is coupled with Food and Drug Administration (FDA) regulations, United States Pharmacopeia (USP) Class 6 requirements and process water purification targets. PVDF meets all these requirements, with the added advantage over common plastics that it can be repeatedly steam cleaned at up to 30 psi steam. Plastics are gaining increased usage in the pharmaceutical industry for the reason that these do not rust when exposed to cleaning agents and do not rouge over time with water
Properties and characteristics of PVDF
Resistance to most chemicals and solvents Resistance to ultraviolet and nuclear radiation Resistance to weathering Low permeability to most gases and liquids Low flame and smoke characteristics Mechanical strength and toughness High abrasion resistance High thermal stability High purity Readily melt processability
Table 1: General physical properties of PVDF
Property of the material Unit for propertyPVDF homopolymer
PVDF copolymer
Melt point oC 168 158Specific gravity 1.77 1.78Tensile strength @ yield* psig 7,500 5,000Tensile strength @ break* psig 7,000 5,000Elongation @ break* % 50 200Flexural modulus* psig 280,000 170,000Notched izod impact strength* Ft lb/in 3 6Hardness Shore D 78 74
*Values indicated above are only for reference. One must consult material manufacturer while selecting the grade for specific application.
Homopolymers and copolymers have ranges of performance; the table reflects data for only one grade of PVDF.

M AT E R I A L C O R N E R
60 Modern Plastics & Polymers | May 2011
exposure. PVDF and its copolymers are listed in the ASME Bioprocessing Equipment (ASME-BPE) standards as a common material selected by designers for biotech system design. Piping, flexible tubing, tanks, membranes and pumps are some of the common applications for PVDF in this industry.
Semiconductor processing: Perhaps the biggest industrial use for PVDF is in the semiconductor industry. PVDF has numerous properties that this industry desires and that are not always required in general chemical applications. Flame and smoke-resistant compliance outlined by Factory Mutual (FM) 4910 plus Underwriters Laboratories (UL 2360) and SEMI F57 high-purity standards are special requirements in the manufacture of high-purity piping systems and acid etching equipment used for preparing silicon wafers. The combination of chemical resistance, high purity and superior strength of PVDF compared to other high-quality materials has made it a standard material for construction in a semiconductor facility.
Nuclear industry: The nuclear reclamation industry faces some intriguing challenges. First, a series of harsh chemicals are used in the glove boxes manufactured to purify the radioactive ores. While many materials handle chemicals such as hydrochloric acid and nitric acid used to purify plutonium and uranium, the contact surfaces of the glove box must also be able to handle the radioactivity associated with this process. After several years of testing and field
experience, PVDF has been found to be a polymer that has the highest resistance to radiation as well as is capable of long life in nuclear glove box design and waste holding equipment.
Potable water and wastewater: Certain grades of PVDF are listed by the National Sanitation Foundation (NSF) for use in potable water (NSF 61). While water is not commonly considered highly corrosive, there is an increasing desire for water systems to last nearly indefinitely. With concerns for bacterial infections, bioterrorism, chlorine content in water and UV exposure for many years of service life, a material like PVDF offers a greater opportunity for long system life even if system parameters change over time.
In wastewater applications, a general concern is that chemical compatibility could be unpredictable. A product like PVDF offers an improved safety factor in the event of any unexpected or unplanned chemical combinations. It is unlikely that any combination of chemicals at 140?C or below over a short period of time would attack PVDF in a catastrophic manner like it could occur with metals or lower performing polymers.
Food, dairy and beverage: In general, food materials are not corrosive, but consumable food products such as sauces and fruits can have pH in the range of 2.0-3.5. This can be a very aggressive environment over time. PVDF components are often machined and used in the processing of cranberry, hot sauces, alcoholic beverages, lime juices and few other relatively common foods. The abrasion resistance of PVDF and its ability to be sterilised with various chemicals and steam also add to the attractiveness of this material for food, dairy and beverage applications.
Power industry: A multitude of chemicals find applications in power plants. PVDF and its copolymers are mainly used in areas where sodium hypochlorite and sulphuric acid are stored and used in various processes.
Institutional construction (laboratories): Government research buildings, schools and universities require
that laboratory piping and components that pass through the return plenum space must be able to meet more stringent fire testing. Certain grades of PVDF have met the ASTM E-84 (25/50) requirement that allows materials exposed in plenums to be considered equivalent to noncombustible. PVDF is quite an attractive material in these applications for waste drainage and process piping due to its capability to reach high temperature of 150?C, excellent short-term chemical resistance to almost any chemical combination, lightweight and easy welding fabrication compared to metal or glass as well as low cost compared to other reasonable material options that have all the above characteristics, and it meets the 25/50 flame and smoke criteria as well.
A versatile polymerPVDF is undoubtedly one of the most popular thermoplastics that find application in a variety of industry sectors, due to the versatile properties that it displays.
References1. High Performance Non-edible
Vegetable Oil Polyamide 11 – By Simon TING, Automotive Manufacturer Autumn 2008
2. Comparison of Rilsan PA11 & PA12 against other Polyamides, Metal and Rubber – By Simon TING, Nicolas AMOUROUX and Thibaut MONTANARI
3. Rilsan Technical Guide – By Arkema
David Seiler is Global Kynar Technical adviser for Arkema Inc. Email: [email protected]
Mandar Amrute works with Arkema India for Application & Business Development of Kynar® PVDF in chemical processing industry. He has an
experience of more than four years in the field of polymers, masterbatches and additives. Email: [email protected]
PVDF lined pipesCourtesy: Arkema Inc

I N J E C T I O N Z O N E
62 Modern Plastics & Polymers | May 2011
Y R Anand
As the industry moves to higher volumes, pressure on manufacturing companies is increasing to produce more
using same moulds and machines. The cooling time is usually the
largest contributor to the cycle time in the production process; therefore, most processors try to reduce it by lowering mould temperatures. In high-cavity moulds used for short cycle times, it is a common practice to use pure water at a temperature range of 6-10°C. Going below 6°C is not ideal, as it may require addition of anti-freeze compounds. Anti-freeze agents generally have low thermal conductivity, which lowers heat dissipation from the product in the mould. Most such agents have high viscosity, which lowers water pump performance and reduces water flow rates. Chilled water flow rates are recommended to create turbulent water flow in the mould cooling channels.
When the surrounding temperature is close to this, there is no problem. But when the ambient air in the mould shop is higher, it starts to sweat around and inside the mould. Further, a humid climate such as that in most tropical countries(eg, India) increases the problem of sweating. Such problems arise in even relatively dry and cool climates, due to rising demand for decreasing mould temperatures.
Mould sweating creates multiple problems like those mentioned below:
Sticking of parts to injection core
Hazy spots and streaks – worse in clear parts
Dimensional instability Short shots due to gate blockage Rusting of mould and surrounding
machine partsIf mould temperature is increased to overcome this, then cycle times start increasing to allow the melt to solidify properly. But this may lead to a commercial disaster.
Thus, various methods have been devised to overcome such issues. Some of these are mentioned below.
Air conditioning the plantApparently, the easiest way to prevent sweating-related issues in a hot and humid climate is by air conditioning the whole moulding plant. Air conditioning reduces the temperature imbalance and relative humidity in the area. This allows moulders to keep the mould area clean by installing filters in air inlets and making the moulding area clean as in a clean room area. Also, machine operators can work in better conditions.
However, all these measures do not cure the problem completely, as the room temperature tends to be 22-24°C, while the moulds will be substantially colder in most cases. Also, the energy cost of air conditioning large mould shops is considerable.
Air conditioning of entire plant does not result in absolute control of humidity. Ambient air mixes with air in the plant whenever a gate or a door is opened. Exchanging of moulds in processing machines is also accompanied by water leakages. Cleaning and washing of floors also add moisture to the plant air.
Greater control for increased production Mould sweating
Most manufacturing companies face a common problem of ‘mould sweating’, which results from an imbalance between temperatures in the mould and its surroundings. Optimum cooling in moulds is crucial for enhancing productivity. This article explores some of the methods to resolve this problem and maintain adequate cooling temperature in moulds.
Courtesy: Eisbär, AustriaSchematic of system without refrigeration
System without refrigerationCourtesy: Eisbär, Austria

I N J E C T I O N Z O N E
63May 2011 | Modern Plastics & Polymers
Also, the air conditioning system must be able to handle the heat radiated in the plant and dehumidification of the air inside the manufacturing plant.
Mould area drying with refrigerationA solution in most cases is to prepare a hood in the moulding area (injection or blow moulding or film making) and a pipe in cold dry air to this area.
Mould Area Protection (MAP) system can be used to achieve this. This includes a simple air dehumidification unit with integrated chiller (condensation dryer). It filters the ambient air sucked into the unit through a washable and replaceable filter and chills the air to a temperature of 3°C in two steps, and then heats the air to 25°C. The first chilling step requires chilled water from the plant’s chiller at same temperature as that used in mould cooling.
The second chilling step is carried out by the integrated chiller of the MAP unit. Large amount of moisture in the air is removed by condensation on cold surfaces of the heat exchangers (pre-cooler & evaporator). The heat extracted from air in the second chilling step is expelled into the air after the moisture is removed in the condenser of the chiller.
MAP is a complete system wherein the clamp and mould area of all machines is enshrouded and separated from the ambient air. Trained technicians install custom-made covers on the machines and connect the dry air ductwork to all machines. This should be combined with a good ventilation system in the plant to expel excessive heat radiated from the machines in the plant.
This system has a few disadvantages as well. One of these is control of air temperature. Since this is an independent system, the refrigeration temperature has to be readjusted to follow the temperature of water entering the mould. Another disadvantage is the running cost. Since the system is based on refrigeration of air, it uses
compressors, which leads to higher energy and maintenance costs.
Mould area drying without refrigerationMould dehumidification unit without refrigerants is another way to dry the mould area. This system uses the cold water used for mould cooling to bring dry air to the same temperature. Air is first dried using a desiccant system to completely remove the moisture. Subsequently, the heat exchanger is supplied with the same water entering the mould. This follows the temperature of the mould cooling water, ensuring balanced temperature at all time.
Since this system does not use a refrigeration system, it requires fewer parts and considerably lower energy needs. It has following advantages:
Dry moulds (no condensation) Clean products without water marks Protect moulds & machines from
rust Increased productivity Payback could be within 12 months
or lessThis system can be used on individual
machines, each with a complete system or central cooling and drying station feeding multiple machines, depending on the size of operation.
Increased productivityLift cooling system is an innovative offshoot of this system, which ensures increased productivity and product stability. It helps in cooling the moulded plastic parts after ejection and provides more form stability.
When high-cavity moulds eject large numbers of caps in very short cycles into packaging containers, the caps at the bottom tend to distort. This happens because the caps do not get sufficient time to solidify completely due to short production cycles. If the distortion is beyond acceptable limits, it might create problems in assembly machines.
This system is useful for stabilising the parts after moulding to prevent further
rejection of products. This is becoming increasingly popular in high-speed caps and closures production systems. It has following advantages:
Higher dimension stability after ejection
Low residual heat within the packaging
Equal temperature profile of all parts
Shorter cycle through after-cooling effect
Low energy consumptionAn additional benefit of this system
is slightly shorter cycle times. The parts may be ejected even before full curing, as automatic post curing occurs in the lift cooling systems. This will improve the utility of moulding systems, which are expensive when using large high-speed moulds.
Ensuring continuous improvementsThere are several areas of injection moulding, blow moulding and vacuum forming where continuous and incremental improvement is possible. The benefits with such systems are not direct, nevertheless these produce dramatic improvements.
Y R Anand has a Master’s degree in Production Engineering from IIT, Kharagpur. He worked for over nine years in manufacturing
industries in Mumbai. Since 1980, he has been a partner of UNIMARK. The company deals with selling and servicing machines in plastics processing, tooling industry, micro-electronics and wire mesh welding industry. Email: [email protected]
Lift cooler
Courtesy: Eisbär, Austria
Siddhartha Roy
The increasing dominance of plastics in the 21st century and its continuously expanding usage have forced several
plastics manufacturing companies to come up with an array of innovations, attractive designs and colours to differentiate their products from others.
The second part of the two-part series highlights the roles of lubricants, fillers, pigments and other special additives in Polyvinyl Chloride (PVC) formulation to make it suitable for various applications.
LubricantsLubricants prevent hot PVC from sticking to metal surfaces during processing. These are a must with suspension resin compounds, but play a much lesser role in plastisols – a suspension of PVC particles in a plasticiser. Some commonly used lubricants are stearic acid, waxes (including high-molecular-weight waxes) and many complex esters. These are given at low dosages, ie, 0.1-0.3 Parts Per Hundred (PHR).
Correct selection of lubricants plays a vital role in PVC processing. Very less amount makes the melt sticky, which hangs up inside the processing surface and starts degrading. Excessive amounts of lubricants cause the melt to slip on the extruder screw, resulting in reduced production rate. Over-lubrication inhibits gelation and prevents development of full physical properties of the additive.Lubricants are of two types:
Internal: Lubricates movement of melt molecules and improving processability
External: Lubricates melt flow over metal processing surfaces
It is important for the lubrication system to have a balance of both types of lubricants. Metallic soaps like lead stearate & calcium stearate have both stabilising and lubricating action. Nearly all mixed metal and tin stabilisers have non-lubricating properties.
FillersFillers are inert inorganic powders, which are significant with regard to cost reduction in polymer formulation.
Ingredients to enhance versatility of polymersPVC compounding
The first of the two-part series explained the role of plasticisers and stabilisers in Polyvinyl Chloride (PVC) formulation. Taking it further, this part explores the attributes of other additives besides these two that confer special properties to PVC. These include stabilisers, lubricants, fillers, pigments and other special additives.
64 Modern Plastics & Polymers | May 2011
T E C H N O F O C U S

65May 2011 | Modern Plastics & Polymers
T E C H N O F O C U S
Addition of fillers, especially at high dosages, adversely affects most of the desirable properties of PVC. Hence, these are rightly viewed as cost-reducing agents. But some properties like electrical strength and stiffness still have much scope for improvement.
Reinforcing fillers such as glass fibre & carbon fibre are more costly than PVC resin and not widely used in PVC formulations. In contrast, non-reinforcing fillers group includes a wide variety of fillers. Calcium carbonate is the most important filler for PVC. Two types of calcium carbonate are used widely – Ground Calcium Carbonate (GCC) and Precipitated Calcium Carbonate (PCC).
Ground calcium carbonate: Good quality limestone (whiting) mined from quarries is pulverised into a powder with a particle size suitable for adding to plastics. This is by far the cheapest type of filler, with transportation costs sometimes exceeding the product price. Purity of GCC depends solely on the quality of the limestone source. This is because there is no chemical refining process to remove impurities from limestone, especially abrasive silicate and other rocky materials.
GCC is extensively used for leather cloth manufacturing, where a PVC paste is coated on to substrates like textiles, paper, etc, which is subsequently cured continuously in an oven. The abrasive contaminants can be removed by a process called knife coating. The abrasive nature of GCC prevents its widespread use with suspension resin, as abrasion on extruders and injection moulding machines would be prohibitive. Coated fabrics made with the costlier paste grade resin are able to compete with laminated products made from suspension resin because of the cheap filler used.
However, not all GCC are of low quality. Premium champagne whiting obtained from special limestone quarries can be more expensive
than PCC and is used in high-end electrical and pipe applications. Hence, these carbonates are generally imported. GCC adversely affects the surface quality, but in the leather cloth industry, a thin high-quality top coat is used to conceal such defects.
Precipitated calcium carbonate: Preparation of PCC involves dissolving limestone and filtering out impurities. After further chemical purification to remove elements such as iron and magnesium, the solution is carbonated by adding CO2. Very pure calcium carbonate is precipitated, filtered and dried. Several grades of calcium carbonate are available, based on their purity and particle size, and accordingly, their prices vary. PCC is the most widely used filler in PVC, and is the main ingredient in toothpaste, accounting for more tonnage than that of PVC fillers. Thus, a large number of manufacturers in India produce PCC.
Both GCC and PCC absorb expensive plasticisers, and in the process, expel some portions meant for adding flexibility to PVC. This necessitates addition of more Dioctyl Phthalate (DOP) to compensate this loss, thus partly offsetting the cost advantage. This can be significant, especially with an increase in dosages. This also results in increased viscosity.
For reducing oil (DOP) absorption, PCC is coated with stearic acid/calcium stearate. This reduces DOP absorption considerably and improves processing & gloss. These are premium fillers and termed as activated PCC.
Recently, several manufacturers have started offering better quality GCC, which is replacing the costlier PCC in lower-end PVC applications, eg, agri pipes, SWR, etc. Other mineral fillers include talc, dolomite, wollastonite and asbestos. Earlier, asbestos was widely used in vinyl floor tiling, but is not used any more due to its carcinogenic nature. While calcium
carbonate seems to be the most attractive cost-reducing agent, care must be taken to optimise its addition level and grade selection to achieve the best results.
PigmentsA number of colouring agents such as dyes and pigments are added to polymers to make them attractive, which enables customers to identify and differentiate products. Pigments are broadly classified as inorganic pigments, organic pigments and carbon black.
Inorganic pigments: These are oxides and salts of metals as well as complex minerals. The most important ones include titanium dioxide, which is the chief whitening pigment used in plastics. Following are some of the important inorganic pigment groups:
Ultramarine: Blue, violet Chrome: Yellow, orange, brown Cadmium: Red, orange, yellow Iron oxide: Brown, black. Iron
oxide catalyses decomposition of PVC, so it must be used with care.
Inorganic pigments are heat stable and cheaper, but do not have the colour strength and brightness as compared to organic pigments.
Organic pigments: Important organic pigment groups include the following:
Phthalocyanine: Blue, green Chromophthal: Red, orange Azo pigments: These include
a wide range of colours, but are carcinogenic
Lakes and toners: Oil-soluble dyes leach out with the plasticiser in PVC. But, when deposited and reacted with inorganic carriers, these form lakes, which are widely used in plastics.Carbon black: It is a material
produced by incomplete combustion of heavy petroleum products like coal tar, ethylene cracking tar, etc. An important industrial raw material, carbon black finds the most common application as a black

66 Modern Plastics & Polymers | May 2011
T E C H N O F O C U S
pigment and a reinforcing phase in automobile tyres.
MasterbatchesA masterbatch is a colour-matched pigment mixture encapsulated in a polymer carrier, which is compatible with the polymer being processed.
Most processors today depend on masterbatch suppliers for providing the technology of obtaining the right shade for the product. Developing colours in-house, starting with pigments, is a complex job. Maintaining shades requires accurate weighing of multiple pigments. The conveniences and low-cost factor offered by masterbatch make it the preferred colouring route.
Special additivesA variety of special additives are added to polymers to improve the performance of the moulding. The most interesting ones are as follows:
Flow promoters: These are special acrylic polymers that aid in PVC processing by reducing the melt viscosity. These are mainly used in rigid PVC applications that are difficult to process, eg, pipe fittings, calendered & extruded sheets, thick wall pipes, etc. Although flow promoters have limited efficacy in plasticised PVC, these are used in applications where the plasticiser level is low.
Impact modifiers: These are a family of acrylic and Methyl Methacrylate-Butadiene-Styrene (MBS) copolymers, which function like rubber and can improve resistance to shock loads in rigid PVC products. Chlorinated Polyethylene (CPE) is widely used as an impact modifier in PVC pipes.
Fire retardants and smoke suppressants: The classic route of imparting fire and flame retardance to plastics is well established. Most polymers can be burnt quite easily. By introducing a halogenated compound and then adding Antimony Trioxide (Sb2O3), the polymer can be protected from burning. The halogen reacts with
the Sb2O3, emitting a thick cloud of non-burning gas, which envelopes the burning part like a blanket. Oxygen supply is cut off and the flame extinguishes.
PVC contains 56 per cent chlorine, a halogen; hence, costly (and toxic) brominated compounds need not be added, as is the case with other polymers. Amount of Sb2O3 added need not be as high as in other polymers. Aluminium Trihydrate (ATH) is a chemical that contains water of crystallisation, which is also used as a filler. When a flame strikes the product, ATH releases steam that acts as a fire extinguisher and counteracts the flame. Several other proprietary flame retardants and smoke suppressing additives are also available, most of which are imported.
Foaming agents: These are chemicals that decompose at gelling temperatures, releasing inert gases such as nitrogen or CO2. The gases are trapped in the thick melt, thus generating a foamed structure. This is a useful method to increase the volume of the moulding and lower the density to a great extent. These are extensively used in the leather cloth industry. Another popular application of these agents is in microcellular shoe soles. Several novel embossed and raised effects are obtained in spread-coated vinyl rolled flooring by printing patterns with PVC plastisols containing blowing agents. Upon curing, the printed portions foam up, creating novel patterns.
Fungicides and biocides: These protect the non-plastic components, eg, plasticisers, from fungal growth. These are important in wet and humid environments like bathrooms, especially for PVC shower curtains.
Calculating volume costMost entrepreneurs do not have a clear idea of the volume cost and its implications, which is vital before embarking on cost-reduction exercises.
Plastic finished goods are rarely sold by weight. These are priced either per piece (mouldings) or per unit length (pipes, cables, tape). Thus, the costing and pricing are done for fixed volumes. As plastic raw materials are usually purchased per unit weight, the tendency is to calculate cost on per kilo basis, and the finished product is priced accordingly.
For instance, if cost calculations are done on per kilo basis, often reduction in cost by adding fillers is calculated as a percentage of original formulation cost. The savings may be translated into a price reduction, especially in competitive situations to maintain marketshare. After some time, the entrepreneur would realise that he is sustaining losses, as the reduction in volume cost was nowhere near the per kilo reduction in cost.Volume cost (Rs/litre) = Purchase cost (Rs/kg) x Density (kg/litre or g/cm3)
An example to understand this can be floor tile formulation, where filler loading is very high. Reducing filler loading can help resolve several problems. But, this may be the last resort, as it would increase costs. From a volume cost angle, the increase in actual cost is not significant. If rejections and scrap generation are drastically cut down, reducing filler amount may prove cost effective.
Strengthening the polymer In a nutshell, polymer additives include materials that have the ability to modify polymers. These enhance the performance and quality of plastic products, by increasing flexibility & strength and reducing degradation of polymers. The resulting polymers are ready for a range of applications in various industries.
Siddhartha Roy is well-versed in the processing of polyolefins, styrenics, polyamides and PC. A Chemical Engineer from IIT
Kharagpur, he is a consultant at RoyPlasTech. Email: [email protected]


Triple bottom line
Several recent incidences have prompted companies to take note of the changing times, in terms of both the economy and environment. This necessitates achieving sustainability, which means meeting the needs of the present without compromising on those of future generations. One such approach towards sustainability is Triple Bottom Line (TBL), which aims to bring together environmental responsibility, social equity and economic performance.
Sanjay Gawde
Two waves of economic depression in the last decade have made us think about new challenges of the 21st
century. Environmental concerns such as climate change, natural resource depletion and energy crisis are hitting organisations head on and demanding attention towards aspects of the business beyond just achieving quarterly financial results. It is no longer acceptable to simply maximise short-term shareholder value. Instead, firms must focus on the economic, social and environmental effects of their operations – another word for which is sustainability. Triple Bottom Line (TBL) is one such step towards attaining sustainability.
Dimensions of TBLThe importance of humanity’s need without harming future generations has climbed to the top of corporate
agendas. Sustainability is defined as ‘development that meets the needs of the present world without compromising on the ability of future generations to meet their own needs’. It addresses all stakeholders of an organisation – shareholders, lenders, employees, customers, suppliers, society and government. A framework that helps in operating within this sustainability lens is TBL, which focusses on organisations in terms of not just the monetary value they add, but also the environmental value and social value they add – and destroy.
The three-dimensional bottomline represents the society (People), the economy (Profit) and the environment (Planet). TBL works by mapping a range of issues that stakeholders are concerned with. All analysed issues of stakeholders come under environmental, social and economic dimensions. For example, for a large multinational, it is very likely that the issues of concern to stakeholders will include global warming, human rights violations and dividend payments. Thus, TBL emphasises on the accountability of these three dimensions.
Profit or economic value: This dimension of TBL cannot be treated as economic profit, which means financial returns enjoyed by a company by adjusting monetary revenues with monetary cost. Financial return is just one dimension of economic value. Therefore, the most helpful
The road ahead
M A N A G E M E N T M A N T R A S
68 Modern Plastics & Polymers | May 2011

69May 2011 | Modern Plastics & Polymers
M A N A G E M E N T M A N T R A S
interpretation of the economic dimension is one that not only acknowledges and gives due weight to dividend payments, but also sets such payments in the context of economic impacts. These impacts can be effects on the viability of local economies or the net, rather than the gross, number of jobs created by some project.
People or society: This dimension of TBL seeks to benefit everyone in the society who is impacted by its activities. It encompasses a range of policies, from accounting transparency to treatment towards female and child labour. Tata Chemicals Ltd, through its Desh Ko Arpan programme, contributes 10 paise for every kilogram of Tata salt sold during a specific period for the education of underprivileged children.
Planet or environment: It emphasises on policies to be followed to address the challenges faced by the environment, eg, global warming, plastic wastes, etc. It includes Research and Development (R&D) of new products that are non-toxic, innovative and creative, as well as where organisations seek ways of using or minimising waste. As part of a global launch of products made of 100 per cent organic cotton, Levi’s introduced its new Eco jeans for customers who want to minimise their impact on environment. Hilex Poly Company has designed HED Bag, a plastic grocery bag that degrades into harmless material in as little as 8 weeks when littered and can be recycled into new bags.
Additional accountingThe financial value-added statement captures only the financial flows that accrue to the individual organisation. It takes no account of external impacts (positive or negative) that accrue to third-party stakeholders. These external impacts, or ‘externalities’, may be economic, environmental or social in nature. For example, an economic externality may be the effect of an organisation’s operations on the employment of the local economy. A social externality may be adverse health impacts of consuming the company’s products (eg, tobacco or alcohol). An environmental externality might include impacts on the local community from water pollution or air emissions.
In reality, the three bottomlines are closely interlinked and the concept of TBL is a convenient reflection of the different types of capital that an organisation uses for providing goods and services to the society (Figure 1).
The challenge for business and societies worldwide is to operate in ways that maximise all the scarce forms of capital involved in producing goods and services, recognising that capital is of three main types, rather than just one – environmental (natural), social (human) and human-made (economic).

70 Modern Plastics & Polymers | May 2011
M A N A G E M E N T M A N T R A S
TBL in practice: A case in pointIn 1999, Novo Nordisk, a Danish Healthcare firm, began to explore more systematically the wider socio-economic aspects of its business, with case studies at the local level. In its first attempt to map out issues at the local level, the company undertook a pilot study at its largest production site at Kalundborg in Denmark. Major stakeholder representatives were asked to define issues and dilemmas that they thought were most important. In addition, an analysis of the economic impact of the operations on the local community was performed.
The presence of a big employer such as Novo Nordisk is of great importance to a small community like Kalundborg. For example, it influences the employment structure, as 60 per cent of the factory’s 1,657 employees reside here. In fact, Novo Nordisk employs 1 in 10 of the working population from the municipality of Kalundborg and is, therefore, the community’s largest private employer. Obviously, this dominant position implies a strong contribution to the local economy. The total gross salaries paid to the households by Novo Nordisk amount to 10 per cent of the total income in the community.
The municipality’s budget also benefits from the tax revenues generated by the activities at Novo Nordisk. In 1999, the company tax paid by Novo Nordisk to the municipality amounted to 26 million Danish Krone (DKK). In addition, the contribution of income tax from Novo Nordisk employees to the municipality was valued at DKK 58 million, which amounted to
6 per cent of the municipality’s total tax revenues. On the other hand, Novo Nordisk received about DKK 3.5 million in 1999 as reimbursements for wage costs to employees on maternity leave and during periods of sickness.
Adopting a 3D formulationSustainability, therefore, is not a goal in itself. Rather, there is a need to look at how the benefits are achieved, who benefits and how one can offset any harm done. Companies today are primarily rewarded for their financial performance even if what they are delivering to the society may be socially or environmentally damaging. To counter this, TBL brings together three critical dimensions – environmental responsibility, social equity and economic performance. By adopting this formulation, companies hope to be able to take a more systematic and sustainable approach to managing business risks, staying attuned to concerns of the society and spotting opportunities, as well as potential problems.
References1. Adrian Henriques and Julie
Richardson, Triple Bottom Line: Does it all add up
2. John Elinkton, Cannibals with forks
3. Laura Quinn and Jessica Baltes, Leadership and Triple Bottom Line
Sanjay Gawde pracitises consultancy at Savoir Faire Management Services, Mumbai. He is a Production Engineer with an MBA in
Finance and has executed projects in designing & developing cost information systems and process improvement. Savoir Faire develops cost information systems to support pricing, outsourcing and control decisions using the cost excellence (CE©) model. Email: [email protected]
Examples of external costs and benefits
Environmental Social Economic
CustomersEnvironmental costs or benefits in the use and disposal of products
Ethical, social and health costs or benefits associated with the product
Consumer surplus over and above the market price
Suppliers
Environmental impacts associated with production of purchased goods and services
Ethical, social and health costs or benefits associated with production of purchased goods and services
Stimulation of economic growth through supply chain
EmployeesEnvironmental benefits or risks associated with the workplace
Workplace social costs (eg, unpaid overtime) and benefits (eg, training and development)
Employment creation by economic multiplier effect
Community
Emissions, effluents and waste to land, air and water (local, regional, national and international)
Community health impacts, wider social impacts of redundancy and plant closure, nuisance and disturbance
Urban and rural regeneration, infrastructure (eg, transport links, congestion)
Public Sector/Government
Environmental benefits from public sector investment of corporate taxes in environmental protection
Social benefits from public sector investment of corporate taxes in health, education and social programmes
Public sector economic multiplier effects
InvestorsRisks to investors from poor corporate environmental reputation
Risks to investors from poor corporate social and ethical reputation
Risks to investors from poor corporate economic reputation
Figure 1: Types of capital an organisation uses to provide goods & services to society
Economic capital
Social capital
Enviromentalcapital
Finance
Goods & services
Employees
Stakeholders & society
Raw materials
Biodiversity


Dear Reader,
‘Modern Plastics & Polymers’ solicits original, well-written, application-oriented, unpublished articles that
reflect your valuable experience and expertise in the plastics & polymers industry.
You can send us Technical Articles, Case Studies and Product Write-ups. The length of the article should not
exceed 3000 words, while that of a product write-up should not exceed 200 words.
The articles should preferably reach us in soft copy (either E-mail or a CD). The text should be in
MS Word format and images in 300 DPI resolution & JPG format.
The final decision regarding the selection and publication of the articles shall rest solely with
‘Modern Plastics & Polymers’. Authors whose articles are published will receive a complimentary copy of that
particular issue and an honorarium cheque.
Published by Infomedia 18 Ltd, ‘Modern Plastics & Polymers’ is the leading monthly magazine exclusively
meant for producers and user fraternities of the plastics industry. Well supported by a national readership
of over 80,000 and our strong network of 26 branch offices across India, this magazine reaches out to
key decision makers among the Indian manufacturers of plastics products, machinery and allied sectors.
Brought out in association with Hong Kong-based Ringier Trade Media Ltd (one of the world’s largest trade
publishing houses with more than 200 special interest titles and offices in every major country), it ensures
that advertisers are able to promote their products and services across the globe at no extra cost.
So get going and rush your articles, write-ups, etc…
Thanking you,
Yours sincerely,
An invite that rewards as well...
��������������������
��������������������������������������������������������������������������������������
������������������������������������������������������������������������������������
��������������������

‘ C H I N A P L A S ‘ S P E C I A L
Curtain Raiser .......................................................... 74
In the News............................................................. 76
Product Showcase .................................................... 78
73May 2011 | Modern Plastics & Polymers
Chinaplas 2011, the 25th international exhibition on plastics and rubber industries, will be held from May 17–20, 2011, in the largest exhibition hall in Asia, the China Import and Export Fair Pazhou Complex in Guangzhou, China. The event is the largest plastics and rubber exhibition in Asia and one of the most influential exhibitions of its kind.

With the theme of ‘The Growth Engine for Your Industries’,
Chinaplas 2011 – the 25th International Exhibition on Plastics
and Rubber Industries – is expected to offer a multitude
of solutions for enterprises and display some of the most
innovative & advanced plastics and rubber machinery as well
as raw materials. About 2,200 renowned exhibitors from
over 35 countries across Asia, Europe, the US and South
Africa are expected to participate at the event and about
80,000 visitors will be welcomed. A preview…
The accelerated growth in
China’s industry and market
has been successful in
attracting a lot of overseas
businesses. Today, a number of foreign
companies are vying for expanding
their business to the Chinese market.
Thus, to serve as a platform for
business expansion and networking,
the 25th – silver edition – of Chinaplas
is being organised from May 17-20,
2011, at China Import & Export
Fair Pazhou Complex, Guangzhou,
PR China.
Spread across an area of over
160,000 sq m, the exhibition will
represent 11 countries and regions
including Austria, Canada, France,
Germany, Italy, Japan, the UK, the
US, China, Taiwan as well as India.
The event will display over 1,900 sets
of machines and chemicals & raw
materials. Special events will be held
concurrently to celebrate the silver
edition of Chinaplas.
“The first edition of Chinaplas
covered some thousand square metres
of area. As most exhibitors in this
edition were overseas companies,
products and technology made in
China were not displayed. But, thanks
to growth of plastics and rubber
industries, Chinaplas has become one
of the top three international plastics
& rubber fairs in the world and, today,
ranks first in Asia,” says Stanley Chu,
Chairman, Adsale, Organiser of
Chinaplas 2011.
Concurrent events To celebrate the silver edition, the
organiser will launch a ‘We Build and We Share – Chinaplas 25th Edition
Celebration eMagazine’. The content
will present the milestones of Chinaplas
in the past years, with photographs
capturing precious moments at each
edition of the show and congratulation
messages from major exhibitors and
associations, among other things.
Another important concept to be
launched at the show is environmental
protection and recycling with ‘Beating
Record by Recycling Bottles’. Here, a
large number of used plastic bottles
will be used to make an environmental
sculpture. More than 80,000 exhibitors,
as well as local and overseas visitors
can witness this meaningful sculpture.
Another feature – Green Forum – with
conferences on eco-friendly plastics will
also be held, where experts will discuss
topics like production technology, market
supply chain, practical application of
low-carbon plastics, successful case
studies, breakthroughs in research, etc.
The Green ForumEcological environmental protection
is a common topic that the world is
Revving up the growth engine
C U R TA I N R A I S E R
74 Modern Plastics & Polymers | May 2011
Chinaplas 2011
SHOW INFORMATION
Event title: Chinaplas 2011
The 25th international exhibition on
plastics and rubber industries
Venue: China Import & Export Fair Pazhou
Complex, Guangzhou, PR China
Date: May 17-20, 2011
Registration: www.ChinaplasOnline.com

75May 2011 | Modern Plastics & Polymers
C U R TA I N R A I S E R
currently concerned with. In recent
years, plastics & rubber industries and
many other sectors have been adopting
production methods that enable energy-
saving, low-carbon and recycling to
promote sustainable development of
the economy. All these steps are being
taken to achieve the goal of minimising
resource utilisation and establishing an
eco-friendly society.
Inheriting the vision, ‘Green Plastics. Our Goal. Our Future’ from
Chinaplas 2010, a green event will
be held at the exhibition ground. A
plastic sculpture will be made using
over 3,000 used plastic bottles, which
will be designed by Wing Lee, a
popular product designer from Hong
Kong. This sculpture will be set in the
fairground during the show, allowing
visitors to experience the power of
recycling. With an attempt to break
the Guinness World Record, this
plastic sculpture will demonstrate the
importance of recycling in promoting
sustainable development of plastics &
rubber industries.
Eco-friendly Plastics ConferenceWorldwide, more than 10 billion plastic
bottles are disposed in landfills, seas,
rivers or incinerated every year. Plastic
bottles need more than a hundred
years to decompose completely
in the natural environment. It is
important to change the current ways
of plastic bottle disposal, which if not
done, can damage the environment
irreversibly. Two concurrent events at
the exhibition, ‘Beating Record by
Recycling Bottles’ and ‘Eco-friendly
Plastics Conference’, will focus on
three major global market concerns
of green manufacturing, namely,
‘bio-plastics and degradable plastics’,
‘recycling and carbon emission
reduction’ and ‘energy saving’.
The ‘Eco-friendly Plastics
Conference’ will be held on May 18
and 19. Speakers have been invited
from associations such as Degradable
Plastics Committee of China Plastics
Processing Industry Association, British
Plastics Federation and the Society
of the Plastics Industry; universities
like Beijing University of Chemical
Technology; and key manufacturers
such as NatureWorks, Fukutomi,
Zhong Yu Energy Technology, Closed
Loop Recycling, EREMA and Sacmi.
These experts will share at the
conference their latest technologies,
research findings, experiences and the
green market development initiatives.
Some manufacturers, such as P&G,
have also been invited to share the
challenges in application from the
user’s perspective.
The two-day conference will be
held in three sessions. The topics
include the following: The Challenge
of Sustainability and the Applications
of Bio-plastics and Degradable
Plastics, Reduce Carbon Emission
with Plastics Recycling Technology and
Achieve Energy Efficiency with Energy
Saving Plastics Technology. Besides
the macro view of these topics, which
focusses on their environment, market
trends and standards in various
countries, the conference will facilitate
sharing of experience on research
and technology development by
manufacturers, as well as application
by users.
Rubber industry zoneAt the 2011 edition, Chinaplas
will set up for the first time the
‘Rubber Machinery and Equipment
Zone’. The new theme zone is
intended to attract not only rubber
machinery manufacturers, rubber
product manufacturers and other
supporting equipment suppliers
around the world, but also buyers
from different application sectors to
visit, source and network. Currently,
over 20 leading players in the rubber
industry have confirmed or reserved
exhibition booths. Also, Chinaplas will
commence its VIP buyers programme,
tailor-made for key enterprises in the
rubber industry. The statistics show
that the accumulated sales volume of
rubber products in China has reached
RMB 220.5 billion (EUR 25.3 billion)
between January and May, 2010, with
a growth of 35.38 per cent on a year-
on-year basis, whereas the growth rate
witnessed an increase of 31.57 per
cent compared with that in the same
period last year.
Stimulated by promising prospects
for conveyor belts and rubber tubes,
rubber seals, rubber snubber for
buildings and rubber products for
automotive applications, the country
has overcome the adversity that arose
from the recent global financial crisis
and is now showing rapid growth.
Making its markThe influence and importance of
the trade fair are highly reflected by
the overwhelming response from the
plastics and rubber industry across the
globe. More than 50 groups covering
sectors including plastic products,
automobiles, building & construction,
packaging, medical moulding, etc, are
expected to make their presence felt at
Chinaplas 2011.
Stanley ChuChairman, Adsale, Organiser of Chinaplas 2011
Due to growth of
plastics and rubber
industries, Chinaplas
has become one of the
top three international
plastics & rubber fairs
in the world and, today,
ranks first in Asia.

76 Modern Plastics & Polymers | May 2011
I N T H E N E W S
Borouge showcases innovative, value creating solutions Borouge, a leading provider of innovative, value-creating plastics solutions will showcase its commitment to Value Creation through Innovation at Chinaplas, 2011.
Three key pillars will form Borouge’s presence at the exhibition, namely, innovative plastics solutions, investments and water for the world. Visitors will experience how the unique Borstar® technology provides differentiated solutions for the infrastructure, automotive and advanced packaging markets.
The plastics industry in China has continuously maintained high-speed growth for the past 30 years, and the Chinese market has become the single largest market for Polyethylene (PE) and Polypropylene (PP), with 30 million tonne consumed in 2010.
Borouge has a broad portfolio of innovative products and sustainable solutions, which help deliver better performance and value to its customers. A prime example of this is the Polyolefins (PO) solution for large diameter pipes that Borouge supplies in the Middle East to develop efficient and robust pipes solutions for new industrial plants in the region in an effort to support its customers.
Holliday Pigments focusses on pigments for food contact plastics
In-line with increasing demand for its specially formulated food contact grades across the Asia Pacific region, Holliday Pigments is focussing on its Ultramarine Premier BC plastics range at Chinaplas 2011.
The company has recently introduced improvements in its manufacturing process that specifically enable production of pigments for taste & taint-free plastics packaging. The resulting Premier BC for still water and BC-R for carbonated soft drinks have since been
widely specified across the European food & beverage sector and Holliday Pigments is now seeing an upsurge in demand for specialist food contact grades from China, Japan and South East Asia.
“Synthetic Ultramarine is non-toxic and inherently safe for sensitive applications including cosmetics, children’s toys and plastics that come into contact with food stuffs, but we recognised that we could add value to the caps & closures market by developing a grade that was proven to impart no taste or odour during the production process,” said Matthew Nicholson, Asia Pacific Sales and Marketing Manager, Holliday Pigments.
BEKUM offers new clamping system BEKUM is known worldwide for innovation in the area of blow moulding technology. As the technology leader,
B E K U M ’ s expertise lies not only in the packaging sector, but also in industrial containers as
well as high-quality technical parts for the automotive industry.
At the K Show 2010 in Düsseldorf, BEKUM has presented new-generation electric series – EBLOW-X07 – the proven and long-established worldwide line of BEKUM blow moulding machines. It features a completely new clamping system design and moldular construction.
Two versions of the X07 machines are available, with the traditional hydraulic system and in a new,
fully electric EBLOW version with persuasive advantages.
Non-impact machine movements extend working life and afford positioning accuracy within 0.01 mm with quick build up of clamping force. At a maximum of 72 dB, the EBLOW System has low noise. The new clamping system is prepared for additional installation of bottom calibration and, therefore permits top and bottom calibration.
KEBA displays technology innovations for optimised control solutions KEBA AG is an internationally successful high-tech company based in Austria, with branches in Germany, Italy, the Czech Republic, Romania, Turkey, China, Taiwan, Japan and the US, in line with its credo, ‘Automation by innovation’. KEBA develops and manufactures inventive, top-quality automation solutions for industrial, banking and service branches.
At this year’s Chinaplas, KEBA AG
will present i n n o v a t i o n s from its KePlast product series, which are known for optimised control solutions for injection moulding machines. Also, KEBA’s robot control solution KeMotion IMM Handling will display its capabilities in IMM processes. The following novelties will be exhibited: KePlast ServiceNet allows quick worldwide remote control
of injection moulding machines, without changes or intervention of a company’s IT network. KePlast i1000 V-IMM is a cost-optimised control solution for vertical IMMs with a customisable control panel. KePlast EasyNet 2.0 is an enhanced software control centre for monitoring processes, machine productivity and long-term statistics. KeMotion IMM Handling, which allows faster and efficient material handling in IMM processes and offers fast start-up and easy operation.

77May 2011 | Modern Plastics & Polymers
I N T H E N E W S
Optimised control solution for plastics machinery
KEBA offers an optimised c o n t r o l p l a t f o r m – KePlast – especially
designed for all types of plastic injection moulding machines. It provides basic solutions for standard equipment as well as sophisticated versions for high-end machines.
KePlast systems yield ideal product irrespective of the machine type or application. Their scalability is not only limited to the control hardware
with regard to CPU performance, I/O capacity, modularity and extension possibilities, but also applies to the size of panel, number of keys and individual features.
The comprehensive nature of KePlast control solutions allows any system to be operated by only a single application. This means that should a system performance demands increase, only the hardware needs to be exchanged, and the existing software can remain the same. One application can be employed for all machines of one manufacturer, which greatly reduces customer expenditure.
New-generation trudex series by Maag for modern extrusion processes
Demand is increasing for gear pumps designed for high-pressure applications. This trend
is driven by the increased applications involving highly complex processes. This includes the modern foam processing used for material-efficient foam pipes as well as blow film processes. The use of modern filter equipment for ultraclean plastics also requires increasingly high-pressure levels during extrusion.
The hallmark of this trend is extrusion equipment working with operating pressures of >120 bar. The pressure at the tool itself is as high as >400 bar. The trudex series provides a consistent solution to processors working with modern extrusion processes.
Various tempering options, including the choice of electric or fluid media, cover all process-related requirements of extrusion applications. Maag also offers special configuration of the pump to match specific customer requirement profiles as an optional service. The combination of pump construction and processing experience puts Maag in a unique position worldwide, according to the company.
AQUAREX blown film line in focus
With the AQUAREX blown film line, the machine m a n u f a c t u r e r Windmöller & Hölscher (W&H) expands its blown film product range to include a line
that blows film downwards and uses water instead of air to quench the bubble. W&H takes technology, known
for its use with smaller, special lines, and tailors it to meet the needs of the flexible packaging industry. The AQUAREX opens up opportunities for blown film manufacturers to create a new spectrum of packaging products that reach beyond medical applications.
Quenching the bubble with water rather than air decreases the cooling time by a factor of 30. The sudden freezing of the melt minimises build up of crystallites in the plastic, thereby creating an amorphous structure with excellent optical properties.

78 Modern Plastics & Polymers | May 2011
S H O W C A S E
Zambello riduttori Group offers gearboxes for electric injection moulding machines. Its MNP3 is upgraded series from MHP3, which is mainly shorter than the bell connected with motor, and becomes more compact overall. In addition, the new MNP3 series gearboxes are equipped with new cooling plate system up to size MNP3-280. The innovative cooling plate solution is entirely made of aluminium and provided with internal
channels used for water circulation. The plate is fitted directly to the cast-iron housing of the gearbox, which offers excellent efficiency and long life. In order to provide a complete solution for customers, the company also supplies the high-performance motor made by Oemer, SpA.
Zambello riduttori GroupMilano - ItalyTel: +39-0331-307 616Fax: +39-0331-309 577Email: [email protected]
Gearbox Hall 4.1,
Stall C41
Zig Sheng Industrial Co manufactures and offers nylon products, including nylon chips, filaments, DTY and engineering compounds. ZISLLOY brand is offered for a full range of engineering compounds, including PA6, PA66, PP, PA6/12 and
PPS products. ZISLLOY products are widely used in automotive, electrical & electronics, sports, power tools, blowing tube, blowing film and fishing line industries. Total solutions for compound products are also provided to satisfy customers’ requirements.
Zig Sheng Industrial Co LtdTaipei - TaiwanTel: +886-2-92189 4055, Fax: +886-2-2559 1357Email: [email protected]
Nylon product Hall 11.2,
Stall P41
Wordly Industrial Co offers Rotogravure printing machine (WAP series). The company has designed the
six-colour printing station in printing structure, and combined a coating machine in the terminal. This coating machine has an outstanding capacity to lacquer over aluminium foil after printing to improve printing effect. It is also equipped with spine glue function for many different printing requirements. It adopts special reverse structure for aluminium foil between each colour printing station, and sets up doctor blade units on both sides to enable reverse printing in any colour. This meets various requirements in printing. Besides, it adopts 'Sumimoto' sectional motor system in every printing station. The machine has a four-sectional drying tunnel system, which enables more efficient drying. All machines are link-controlled by high-efficiency PLC and HMI touch interface, making the controlling effect precise and highly efficient. It is also equipped with automatic colour register function, which makes printing quality beyond perfection. As for Quality Check (QC), Worldly selects video monitoring system to achieve real-time QC inspection. It effectively assists printing work and improves quality even in high-speed printing operation.
Worldly Industrial Co Ltd Taichung - TaiwanTel: +886-4-359 9850Fax: +886-4-359 6625Email: [email protected]
Rotogravure printing machine Hall 10.1,
Stall D51
Tung Yu (Ning Bo) Hydraulic Industries offers compression moulding machine. This is designed for processes involved with temperature
& pressure. Rubber & silicon-based applications are the majority including some metal processes additionally. The company offers to various sectors such as automotive parts, 3C, aerospace, military, medical equipment, transportation, tire-retread, slid tire, rubber block, conveyor belt and dock fencing manufacturing. The production capacity ranges from 5 tonne to 10,000 tonne.
Tung Yu Hydraulic Machinery Co LtdNantou - TaiwanTel: +86-574-8659 8056/ 8058Fax: +86-574 8659 9050Email: [email protected]
Compression moulding machine Hall 10.1,
Stall A11

79May 2011 | Modern Plastics & Polymers
S H O W C A S E
Jon Wai Machinery Work offers Centre Force extra large-size toggle-type injection moulding machine. This CF-series fits a centre force and external-acting five-point double toggle clamping to give long efficiency and reliable movement. These machines with large inner tie-rod distance and thickened
platen can minimise toggle pressure, lower deformation, and increase structure rigidity and reliability. In order to optimise the production need, the CF-series is used for different types of material and different design of screws. The CF-series are used in automotives, housewares, electronics, appliances and furniture, for any specific demand on production machinery.
Jon Wai Machinery Work Co LtdKunshan - TaiwanTel: +86-512 5766 6123-7Fax: +86-512 5793 2889Email: [email protected]
Injection moulding machine Hall 10.1,
Stall L21

80 Modern Plastics & Polymers | May 2011
S H O W C A S E
Ever Polymer E V E R L O N c o m p o u n d s are high-p e r f o r m a n c e thermoplas t ic e l a s t o m e r s .
These are designed specifically for the production of moulded and extruded products on conventional thermoplastic processing equipment and do not require vulcanisation. These are used for injection moulding, blow moulding, compression moulding and extrusion. EVERLON scrap can be recycled without losing its physical properties.
Ever Polymer Co LtdTaoyuan - TaiwanTel: +886-3-312 5717, Fax: +886-3-312 5718Email: [email protected]
Thermoplastic elastomers Hall 13.2,
Stall M51
M i c r o c e l l C o m p o s i t e Company (MCC) offers TPE foaming materials. These are comfortable to touch with c o n f o r m i n g p h y s i c a l c h a r a c t e r i s t i c
and have no vilcanisation process involving, resulting in excellent flexibility and anti-spreading. These have excellent electro-insulation compounds and durability for better acid & alkali resistance. These foaming materials are non-toxic, odourless and are harmless to the environment and human body. These meet international environmental standards as well. Its waste materials are completely recyclable and reusable. These can meet individual demands for customers with their adjustable materials. These materials find usage in shoes, sports equipment, semiconductors, building construction, toys, medical treatment, stereos and products of anti-percussion in the information industry.
Microcell Composite CompanyTel: +886-6-264 1352Fax: +886-6-249 1692Email: [email protected]
TPE foaming materials Hall 12.2,
Stall P01

83May 2011 | Modern Plastics & Polymers
S H O W C A S E
Zambello riduttori Group offers Super High-Torque gearboxes for twin-screw extruders. The design and manufacturing of the gearboxes are all carried out according to standards of American Gear Manufacturers
Association (AGMA). The gears use the finest quality steel from Europe. Twin Super Torque (TST) series is suitable for screw rotating speed at 600-1200 rpm/min. It has a top-bottom dissect structure, which enables easy service and maintenance. The company manufactures gearboxes for twin-screw extruders, starting from a centre distance between screws of 21.5 mm up to a centre distance between output shafts over 200 mm. The gearboxes of this series have been developed by featuring excellent compactness. Also for this series, the axial thrust is supported by an axial roller-type swivel thrust-bearing of the 294.e series, coupled with thrust bearings assembled in tandem. All these bearings are purchased from the best of European manufacturers.
Zambello riduttori GroupMilano - ItalyTel: +39-0331-307 616, Fax: +39-0331-309 577Email: [email protected]
High-torque gearbox Hall 4.1,
Stall C41

84 Modern Plastics & Polymers | May 2011
S H O W C A S E
Chen Way Machinery Co offers the ABL series blow moulding machines. These are particularly used for producing Jerry can/drum tank/large articles. These machines can be
combined with some accessory equipment to increase the efficiency and expand functions, such as after cooling unit/auto deflashing unit. The die head can stock the melting resin and purge the material for blowing, and its design includes two heart flow channels. This can make welding line-free to increase the strength of production. The tie bar-less clamping unit consists of stiff structure frame and guiding devices that ensure deflection-free advantage. Also, the device with precision rack gear of both sides enables synchronised movement of plates. The blow pin unit is designed for production calibrating that will be suited for different demand of customers.
Chen Way Machinery Co Ltd Tainan Hsien - TaiwánTel: +886-6-243-4077Fax: +886-6-243-4071Email: [email protected]
Blow moulding machine Hall 10.1,
Stall T79
Arico Taiwan Co offers new design 'Galaxy AR series' for efficient industrial processing controller. The integrated innovative technology with reliable distributed control system contains higher performance. Software combined with state-
of-the-art window screen (Van Gogh) provides smart and instinct object-oriented editing style hybrid switching with a simple and popular PLC ladder program editor. This high-speed Ethernet communication network links up the humanity interface and remote devices to display the future one-stop control advantages. It can be broadly applied to automated machinery control such as rubber, plastic processing machinery and equipment.
Arico Technology Co LtdTaipei - TaiwanTel: +886-2 2910 1266Fax: +886-2 2915 9434Email: [email protected]
Precision programmable control system Hall 8.1,
Stall C01
Cosmo Machinery Co offers high-speed 6 tracks T-shirt bag and bottom sealing bag making
machine. It is computer controlled over the entire process and makes film roll to finished bag in one process. The machine automatically stops when a bag gets jammed or a film is broken. It has high production & manpower capacity and is time-saving. It is equipped with cold and hot pins. It has automatic film feeding, coordination free from the need for adjustment. It is servo motor driven, involves easy adjustment for bag length and has high production speed.
Cosmo Machinery Co LtdTaipei Hsien - TaiwanTel: +886-2 2680 6116Fax: +886-2 2680 6118Email: [email protected]
Bag making machine Hall 10.1,
Stall L41
Leader Extrusion Machinery Corp offers solutions for production of mono, multiple, m i c r o - l a y e r optical film/sheet a p p l i c a t i o n s knowledge of MS/PS, PMMA,
PC, PEN, PBT, PET and PCT for processing. The combination technology includes stack layers feed block, laminar flow, multi-extrusion screw, film orientation (MDO & TDO), creating the future of leader extrusion machinery. Professional plastics knowledge builds the foundation of Leader Extrusion Machinery. Every CNC utilises the knowhow of 3D adapt, rheology flow behaviour. The result is change in the metal surface and smoothness of the process. Machine process for customers is also developed.
Leader Extrusion Machinery Ind Co LtdTaichung - TaiwanTel: +886-4 2638 0888Fax: +886-4 2638 0333Email: [email protected]
Production solution Hall 10.1,
Stall F55

85May 2011 | Modern Plastics & Polymers
S H O W C A S E
Hi-More Robot Co offers robots and automation for plastic injection moulding machines.
For durability robotic arm, the company uses in its major parts high-quality products from Japan and Europe. Quick assembly on-site is cost-effective and maintains good quality. The main arm & sub arm of the robots are interchangeable, in order to minimise store and servicing.
Hi-More Robot Co LtdTaoyuan - TaiwanTel: +886-3-452 5235Fax: +886-3-452 2982Email: harmo@[email protected]
Robots for plastic injection Hall 3.2,
Stall Q31

86 Modern Plastics & Polymers | May 2011
S H O W C A S E
Chuan Lih Fa Machinery Works Co offers injection moulding machine (model) for use in the field of constant pursuit of high precision, high stability, high speed, keeping in mind the obligation and responsibilities
on energy saving & carbon reduction. The company has successfully developed integral systems for mass production, and fast cycle IML production systems to provide customers new machines that are cleaner, faster, quieter, more precise, more energy-efficient and more environment friendly.
Chuan Lih Fa Machinery Works Co LtdTainan Hsien - TaiwanTel: +886-6 2532 111Fax: +886-6 2533 311Email: [email protected]
Injection moulding machine Hall 10.1,
Stall Q41
Shini Plastics Technologies’ ST3 series are specially designed robots for small manufacturing plants. These can quickly and accurately remove finished products from the mould and place in desired
location, and can be equipped with special jig for plug-in module assignments. It is suitable for large hot runner mould users. Based on the stoke of the arms, there are three models (STM1-900-1600DT, STM1-1100-1800DT, STM1-1300-2000DT) available for use with plastic injection moulding machine 200T, 300T, 450T and under 650T. The series has European style streamline, beam, crosswise and vertical arms. It uses servo motor, and with high-precision steel wire belts, cooperates with linear guides to achieve maximum stretching and faster running. Sucker and gripper work with gear rack and gear wheel, which are cylinder driven. External oleo-strut and proximity switch are present in the limit position of the arms that remove products, which has accuracy limit & sucker with a protection device. Customers can adjust the parameters according to their needs. Electrical support uses the enable move design, and is easy to install and maintain. The machine has an intelligent controller and is man-machine interface friendly, easy to operate, has self-diagnostic function as well as triggers alarm for trouble and its cause.
Shini Plastics Technologies (Dongguan) IncTaipei - TaiwanTel: +86-769-8111 6600, Fax: +86-769-8111 6611Email: [email protected]
Servo driven robot Hall 8.1,
Stall A21
Multiplas offers high-speed vertical injection moulding machines (model V60-M70ASR-EPC). The company is devoted to development of moulding technology for the lead frame for Light-Emitting Diode (LED) by using its fully automatic
high-speed vertical injection moulding machines. It offers moulding technology and equipment to LED manufacturers. LEDs are used as indicator lamps in many devices and are increasingly used for other lighting purposes. Modern versions are available across the visible, ultraviolet and infrared wavelengths, with very high brightness. An LED is often small in area (less than 1 mm2), and integrated optical components may be used to shape its radiation pattern. LEDs present many advantages over incandescent light sources including lower energy consumption, longer lifetime, improved robustness, smaller size, faster switching and greater durability and reliability. These are used as replacements for aviation lighting, automotive lighting (particularly brake lamps, turn signals and indicators) as well as in traffic signals. Infrared LEDs are also used in the remote control units of many commercial products including televisions, panel display, monitors, DVD players and other domestic appliances.
Multiplas Enginery Co LtdGueishan - TaiwanTel: 886-3-3180090, Fax: 886-3-3974598Email: [email protected]
Vertical injection moulding machine Hall 10.1,
Stall J41
Sun Lung Gear Works offers green purified gearbox. Based on American Gear Manufacturers Association (AGMA) standard, it has best transmission efficiency, low noise & high-torque gear box
structure by using computer virtual simulation and stress analysis calculation of safety coefficient. The output direction at the vertical & horizontal side can be selected based on customers’ request. Top-quality SKF or FAG bearings are selected and input/output shafts incorporated with Japanese NOK oil seals, with seats being hard chrome-plated, which ensure excellent quality. The operation noise, temperature and vibration meet green product design.
Sun Lung Gear Works Co Ltd Tainan - TaiwanTel: +886-6-2639969, Fax: +886-6-2639626Email: [email protected]
Gearbox Hall 10.1,
Stall M4
87May 2011 | Modern Plastics & Polymers
S H O W C A S E
The information published in this section is as per the details furnished by the respective manufacturer/distributor.
In any case, it does not represent the views of Business Insights •Technologies•Opportunities
Yann Bang Electrical Machinery offers Vacuum Dehumidifying Dryer (DHV) series. With the patented drying technology, it can dry four times faster than traditional machines, with good quality. It saves 75 per cent of drying time and 60 per cent of energy, reduces 75 per cent of space, decreases 70 per
cent of carbon emission, increases 15 per cent of production and spends zero dollars on spare parts.
Yann Bang Electrical Machinery Co LtdTaichung - TaiwanTel: +886-4-2271 0000Fax: +886-4-2271 1988Email: [email protected]
Vacuum dehumidifying dryer Hall 10.1,
Stall J11
Forwell precision Machinery offers quick die change system for mechanical press. This can be adopted along with various kinds of mould clamping systems for automatic machines such as punch presses, injection moulding and die casting machines, PCB fine piercing system and various series die clamp system. Forwell is mainly engaged in automatic production, manpower saving to serve quick die change system.
Quick die change system
Hall 10.1,
Stall B01
Forwell Precision Machinery Co LtdZhenjing - ChinaTel: +86-574-8659 9196, Fax: +86-574-8659 9197Email: [email protected]
E V E N T S C A L E N DA R
88 Modern Plastics & Polymers | May 2011
Plastex CaspianThis is an international trade exhibition for raw materials, equipment, plastics & rubber production and processing technologies. This is the first edition of the show; May 25-27, 2011; at the International Exhibition Centre, Pune
For details contact:Mathias LaukGiMA International Exhibition Group GmbHLübeck Str 128, D-22087 Hamburg Tel: +49 (0)40 2 35 24-0 Fax: +49 (0)40 2 35 24-400 E-mail: [email protected] Website: www.gima.de
Eastern Plastic & Rubber ExpoThis exhibition is expected to be a platform for modern machinery, materials and accessories segments, and to understand their need and demands. The four-day international exhibition will showcase the entire spectrum of products, latest trends, technology, equipment and services in its chosen sector; June 16-19, 2011; at TBA, Kolkata
For details contact:Nayan DhayaniD-43 Clover Centre, 7- Moledina Road Camp, Pune Tel: 020 40068318/32911450Mob: 09371025233Fax: 020 26054870E-mail: [email protected]: www.vnbindia.com
PackPlus South 2011Packaging is among the leading end-user segments of the commodity plastics
industry. This is among the Indian packaging industry’s leading exhibitions that will bring together highly competitive and new-age solutions from major suppliers and buyers under one roof; July 1-4, 2011; at HITEX Exhibition Centre, Hyderabad
For details contact:Neetu AroraPrint-Packaging.com Pvt LtdF 101, Tower No 71st Floor, International Infotech Park, VashiNavi Mumbai-400 705Tel: 022 2781 2093, 2619Fax: 022 2781 2578Email: [email protected]: www.packplussouth.in
PET+Drink TECH ASIA 2011The fifth edition of this international exhibition and seminar will showcase the entire spectrum of products, latest trends, technology, equipment and services in PET, drinks and liquid processing, filling & packaging related sector; August 27-29, 2011; at Milan Mela Exhibition Centre, Kolkata
For details contact:SK BhardwajScf 172-A, First Floor Grain Market Sector-26, ChandigarhTel: 0172 2795067Mob: 09216129027E-mail: [email protected]/ [email protected]: www.kesarimedia.com
CONVEXPOThis exhibition is dedicated to the converting and printing industry, with applications of
paper and plastics in packaging. Leading exhibits at this event will be plastic films, packaging & printing machinery, tapes/plastic pallets, warehousing equipment, bag making machinery, material handling equipment; November 23-27, 2011; at University Grounds, Ahmedabad
For details contact:B SwaminathanSmart ExposT-6, Agarwal Court - K G Plaza41-44, General Patters Road, ChennaiTel: 044-28603086Fax: 044-28604261Mob: 09789095247Email: [email protected]: www.smartexpos.in
Plastindia 2012This is the premier exhibition of the Indian plastics industry. It will once again prove to be a strategic meeting point for all large and small players from the global arena. It will showcase cutting-edge technology and applications of high-end polymer solutions; February 1-6, 2012; at Pragati Maidan, New Delhi
For details contact:Plastindia Foundation 401, Landmark B, Suren RoadOff Andheri Kurla Road, Andheri (East), Mumbai -400093 Tel: 022-26832911 Fax: 022- 26845861 Email: [email protected] Website: www.plastindia.org
National
India’s premier industrial trade fair on products and technologies related to Machine Tools, Hydraulics & Pneumatics, Process Machinery & Equipment, Automation Instrumentation, Packaging & Auxiliaries, IT Products, Electrical & Electronics, Material Handling and Safety Equipment.
For details contact:
Infomedia 18 Ltd, Infomedia 18 Ltd, Ruby House, 1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028.
Tel: 022 3003 4651 • Fax: 022 3003 4499 • Email: [email protected]
RudrapurUttarakhand
Sep 23-26, 2011Gandhi Park
PuneMaharashtra
Nov 18-21, 2011Auto Cluster Exhibition Centre,
Pimpri-Chinchwad
IndoreMadhya Pradesh
Jan 6-9, 2012Poddar Plaza,
Nr Gandhi Hall
ChennaiTamil Nadu
Dec 16-19, 2011Chennai Trade Centre,
Nandambakkam
AhmedabadGujarat
Oct 14-17, 2011Gujarat University
Exhibition Hall
AurangabadMaharashtra
Feb 17-20, 2012Garware Stadium,
Chikkalthana

E V E N T S C A L E N DA R
89May 2011 | Modern Plastics & Polymers
MOLDPLAS 2011This is among Europe’s most niche trade fair dedicated entirely to the tooling requirements of the region’s highly developed plastics industry. A wide range of machinery and raw materials and sheetmetal work equipment will be on display. It will be an opportunity to network with the leading brands and policy & decision makers in Europe; May 5-8, 2011; at Batalha Exhibition Centre, Batalha, Portugal
For details contact:ExpoSalaoPO Box 39 2441-951 Batalha, PortugalTel: +351 244 769 480,Fax: +351 244 767 489 Email: [email protected]: www.exposalao.pt
CHINAPLAS 2011The largest plastics and rubber trade fair in Asia, CHINAPLAS has evolved as an ideal business partner of the region’s surging specialty polymers industry. CHINAPLAS will serve as a platform to network with all the application sectors like automotives, construction, electrical & electronics, etc; May 17-20, 2011; at the China Import & Export Fair Pazhou Complex, Guangzhou, PR China
For details contact:Lillian TseAdsale Exhibition Services Limited6th Floor, 321 Java RoadNorth Point, Hong KongTel: (852) 2516 3374, Fax: (852) 2516 5024Email: [email protected]: www.chinaplasonline.com
POLYMER MARKETS 2011Among the world’s leading polymer destinations, today, Russia is the fifth largest importer of processing machinery and specialty grade polymers. This exhibition will be a unique opportunity to network with the regions processors, OEMs, raw material & equipment suppliers; May 22-27, 2011; at More Hotel, Alushta, Crimea, Ukraine
For details contact:Nadya KaminskayaBusiness Forum LLC49094, DnepropetrovskNaberezhnaya Pobedy, 48-B, UkraineTel: +38 0562 313 919/ +38 056 794 33 94Fax: +380 (056)2 313919Email: [email protected]: www.b-forum.ru
PLASTPOL 2011Dedicated to the plastics industry in Poland, this exhibition features almost all products used in and related to the plastics processing industry – from production to disposal and recycling. Among the exhibits will be plastics processing machines, moulds and tools, components, recycling technologies and IT systems applied in plastics processing; May 24-27, 2011; at Kielce fairground, Kielce, Poland
For details contact:Kamil PerzTargi Kielce, Zakladowa 125-672 Kielce, PolandTel: +48 41 365 12 30Fax: +48 41 345 62 61E-mail: [email protected]/[email protected]: www.targikielce.pl
PLASTEC EastThis conference will witness the latest developments, technologies, products and services affecting the industry, including primary processing machinery, computer-aided design and manufacturing, production machinery, materials, moulds & mould components, automation technology, materials handling and logistics; June 6-9, 2011; at Jacob Javits Convention Centre, New York
For details contact:UBM Canon11444 W Olympic BoulevardLos Angeles, California 90064-1549Tel: 310/445-4200, Fax: 310/996-9499Email: [email protected]: www.plastecheast.com
InterPlas Thailand 2011This will be the 20th edition of Thailand’s leading plastics & rubber manufacturing machinery and technologies conference. Apart from showcasing the ASEAN region’s key plastics processing technologies, the show will feature business activities and industrial conferences focussed on latest trends and know-how. This will help all visitors to further expand their horizons and synergise with industrial networks; June 23-26, 2011; at Bangkok International Trade & Exhibition Centre (BITEC), Bangkok, Thailand
For details contact:Reed Tradex Company 32nd floor, Sathorn Nakorn Tower100/68-69 North Sathon Road, SilomBangkok-10500 ThailandTel: +66 2686-7299Fax: +66 2686-7288 E-mail: [email protected] Website: www.reedtradex.com
Interplas 2011This international event is aimed at showcasing the European polymer industry. It will feature the latest machinery & equipment for processing and converting polymers; September 27-29, 2011; at NEC, Birmingham, United Kingdom
For details contact:Jenna ReidPlastics Multimedia Communications LtdUnit 2, Chowley Oak LaneTattenhall, CheshireUnited KingdomTel: +44 (0) 1829 770037 Fax: +44 (0) 1829 770047 Email: [email protected] Website: www.britishplasticsshow.com
International
The information published in this section is as per the details furnished by the
respective organiser. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities

T E C H N O LO GY T R A N S F E R
90 Modern Plastics & Polymers | May 2011
As part of our endeavour to spread the technology culture, this section provides a means to promote and facilitate exchange of select technologies.
We strive to bring together suppliers of such technologies with suitable users for negotiations and industrial collaboration.
Technology Offered
Conversion of batch-poly plant to C P plant A company from China is interested
in providing consultancy for the
modification of batch-poly plant to
C P plant like polyester plant, polyester
chip or direct spinning.
Areas of application
Chemical fibre and plastics
Forms of transfer
Turnkey
Plastic recycling technologies using organic and inorganic compoundsAn Iranian company offers plastic
recycling technologies using organic
and inorganic compounds. This idea
is based on the principle of water
electrolysis in which sodium chloride is
kept in proximity of turpentine/pine oil
and plastics.
Areas of application
Plastic recycling
Forms of transfer
Others
Plastic recycling technologies An Iranian company is willing to provide
plastic recycling technologies using
urea and ammonium carbonate and
synthetic ammonia.
Areas of application
Plastic recycling
Forms of transfer
Technology licensing
Polyester chip plantA company from China offers
polyester production plant,
polycondensation plant, polymerisation
line, hot-melt adhesive plant
(500-5,000 tpa), polyester chip plant
(2,000-1,50,000 tpa) and film grade
polyester plant (2,000-1,50,000 tpa).
Areas of application
Polymerisation and fibre lines
Forms of transfer
Technology licensing and turnkey
Pilot plants for small-scale production An Indian company offers pilot plants
for laboratory or small-scale production
purpose. The plant consists of a spinneret,
metering pump, spinning beam, candle
filter, extruder unit, godet unit, PP
multifilament plant manufacturer, single-
screw extruder machine or melt flow
index tester machine for masterbatch
industries.
Areas of application
Plastics, textiles, etc
Forms of transfer
Sub-contracting, turnkey, etc
Rotational moulding of plastics A manufacturer of rotational moulding
machines from India offers plant and
machinery for constructing water
storage tanks and other hollow plastic
parts.
Areas of application
Chemical storage tanks, water
storage tanks, material handling
trolleys, pallets, containers, etc
Forms of transfer
Others
Recycling of PET wastes into polyester polyolsA Czech Republican company
is offering the technology for
recycling of PET wastes (plastic
PET bottles, X-ray films, etc)
to produce polyester polyols.
The process consists of the
following steps: Collection of
PET wastes, sorting out & shredding of
collected PET wastes, simple chemical
process of glycolysis & esterification
and production of polyester polyols.
Areas of application
Chemicals industry: Polyester
polyol is a base material for the
chemistry of polyurethanes, especially
production of polyurethane foams,
which are primarily transferred into
energy saving and insulating
materials
Forms of transfer
Technology licensing, others
Share Your Technology PropositionsThe mission of Modern Plastics and Polymers is to spread the technology culture. We offer you an opportunity to participate
in this endeavour by publishing the best technology ideas. Technology developers/sellers are invited to furnish the techno-commercial details (with environmental benefits, if any) for publication in the Technology Transfer column of Modern Plastics and Polymers. R&D organisations, technical consultancy organisations and individuals assisting small and medium enterprises send the
relevant literature, indicating the scope & services and the areas of specification.
Contact: Modern Plastics and PolymersInfomedia 18 Ltd, ‘A’ Wing, Ruby House, J K Sawant Marg, Dadar (W), Mumbai 400 028.
Tel: 022-3024 5000 � Fax: 022-3003 4499 � Email: [email protected]
T E C H N O LO GY T R A N S F E R
91May 2011 | Modern Plastics & Polymers
Disposal and recycling of plastics wasteA Polish firm seeks the technology for
dry processing of all kinds of plastic
waste or a magnetic processing method
in the electrostatic field. The technology
should allow sorting of all kinds of plastic
materials, hay-silage foils, PET, HDPE,
PVC, etc, by excluding dangerous waste.
Specific technical requirements
include initial cleaning without the use
of water, sorting of all kinds of plastic
materials after cleaning in a closed
system, and a maximum processing
capacity of 10,000 tonne of waste
per annum.
Areas of application
Plastics industry, waste recycling,
waste management
Forms of transfer
Others
Lab-scale non-woven and monofilament plant An Indian company is looking for a lab-
scale, non-woven and monofilament
plant in a single station.
Areas of application
Plastics
Forms of transfer
Others
Plastics recycling technologiesA Sri Lankan company is seeking the
latest plastics recycling technologies,
especially for automatic sorting,
washing, metal detection, granulation
process system, washing plants,
crushers, extruders, etc.
Areas of application
Plastics recycling
Forms of transfer
Others
Polyacetal resinsA Gulf-based organisation wants to
promote projects in the chemicals and
petrochemicals sectors in GCC countries.
It is looking for technology suppliers for
the manufacture of polyacetal resins.
Areas of application
Chemicals/petrochemicals industry
Forms of transfer
Feasibility study, know-how, equipment,
turnkey plant, joint venture
PP/PET strap processingAn Indian company is seeking the
technology for PP and PET strap
processing.
Areas of application
Packaging industry
Forms of transfer
Others
Recycled PET polyester polyols plantA Poland-based company specialising
in recycled PET polyester polyols
manufacturing, is looking for an
alternative proposal of design and
engineering of bigger (approximately
25 ktpa) production plant. It plans to start
with proper quality recycled PET flakes
being delivered in big bags. Hence, the
company needs a complete package offer
for this service.
Areas of application
Plastics and polymers industry
Forms of transfer
Others
Recycled plastic-making technologyA company based in Vietnam is seeking
the technology to recycle plastics.
The diameters of recycled plastic
granules should range from 120
to 200 mm, while the capacity of
the production should range from
150 to 300 kg/hr.
Areas of application
Raw materials for making plastic
products
Forms of transfer
Others
Road filling materials for road maintenanceAn Indian company requires the
technology to make materials by
transforming waste plastics that gels
uniformly with road materials. This is for
filling potholes in roads. It also needs
the know-how regarding products that
are made from waste plastics like jumble
strips, speed breakers, etc.
Areas of application
Road transport
Forms of transfer
Others
Utilisation of natural rubber in asphaltA Pakistan-based company needs know-
how regarding utilisation of natural
rubber in modified asphalt covering.
It needs the following information:
Standards and specifications guiding
the use of natural rubber in modified
asphalt; appropriate proportion of
natural rubber in mixture & handling
of the operation; additives needed; and
details of improvement in the asphalt
properties by using natural rubber.
Areas of application
Rubber industry
Forms of transfer
Others
Information courtesy: Information courtesy: Dr Krishnan S Raghavan, In-Charge, Technology Transfer Services Group, United Nations - Asian and Pacific Centre for Transfer of Technology (APCTT), APCTT Building , C-2, Qutab Institutional Area, New Delhi 110 016
Tel: 011 - 2696 6509, Fax: 011 - 2685 6274, Email: [email protected], Website: www.apctt.org
For more information on technology offers and requests, please log on to www.technology4sme.net and register with your contact details. This is a free of cost platform provided by APCTT for facilitating interaction between buyers and seekers of technologies across the globe. After submitting technology offer or request to this website, you are requested to wait for at least two weeks for
receiving a response from a prospective buyer / seeker through this website, before contacting APCTT for further assistance.
Technology Requested

B O O K S H E L F
92 Modern Plastics & Polymers | May 2011
Injection Molding Technology and FundamentalsEditors: Musa R Kamal, Avraam I Isayev & Shih-Jung Liu Series Editor: James L WhitePrice : `16,600
Additives for Plastics Author : John MurphyPrice : ̀ 14,000
Avaliable at: Wisdom Book Distributors, Hornby Building, 1st floor, 174, D N Road, Mumbai 400 001Tel: 022-2207 4484/6631 8958 • Telefax: 022-2203 4058 • Email: [email protected]
The plastics industry has experienced phenomenal growth since the middle of the last century. The growth of plastics production in most of the industrialised countries has experienced a wide range of markets, replacing other materials and providing growth rates that exceeded twice those of Gross Domestic Product (GDP) growth. The use of plastics has penetrated a wide range of markets, replacing other materials and providing new concepts of material use and novel applications. This book attempts to survey the state of the science and technology of the injection moulding process. It represents a comprehensive, balanced mix of practical and theoretical aspects for a wide range of injection moulding applications. The authors of the 21 chapters in the book are experts and leaders in their respective areas of specialisation in the injection moulding field. While it is not possible to cover all aspects of such a dynamic growth field, we hope that the reader will find sufficient information and background to become acquainted, at various levels, with key components of the science and technology of injection moulding.
Additives, both technically and economically, form a large and increasingly significant part of the polymer industry, including plastics as well as elastomers. In the five years since the first edition of this handbook was introduced, there have been wide-ranging developments, encompassing the chemistry and formulation of new and more efficient additive systems and safer use of additives, both by processors in the factory and, in the wider field, as they affect the general public. The Additives for Plastics Handbook is arranged in a user-friendly fashion, starting from the information requirement of the user, and hence classifying additives by the properties these offer as well as applications in which they are used. The handbook covers all substances that can be added to a polymer to improve its application, and thus includes information on reinforcing materials (eg, glass fibre), carbon black and titanium dioxide, in addition to more frequently occurring additives. A comprehensive view of all types of additives, concentrating mainly on their technical aspects, is enhanced with notes on the commercial background of each. The result is an essential handbook for manufacturers, compounders, specifiers and users of additives for plastics, which is expected to prove its worth time and again.

P R O D U C T U P DAT E
94 Modern Plastics & Polymers | May 2011
Electric injection moulding machine
Neejtech India offers electrical
horizontal injection moulding
machines from Niigata, Japan.
The machine ranges from 30-
1,000 tonne & vertical IMM
ranges from 30-150 tonne. All electric machines are generally
known as green machines because these save more than 60
per cent power consumption than hydraulic/toggle machines of
similar size. The machine is absolutely free from oil and is non-
polluting. Due to no oil use, it reduces maintenance & repair cost
of hydraulic system. It ensures enhanced accuracy and reliability,
and provides great cost savings and contributes to environmental
preservation. This machine is ideal for medical, automotive,
pharmaceutical–healthcare and packaging moulding segment of
industry. This machine runs silent & without vibrations and is very
precise due to no deviation through oil viscosity, compressibility,
through drifting hydraulic valve action time. By switching over from
hydraulic to electric injection moulding machines, greater cost on
power consumption, cooling water consumption, hydraulic oil
elimination as well as housekeeping and maintenance cost can be
saved. The electric injection moulding machine increases up time
and decreases material wastage.
Neejtech IndiaAhmedabad - GujaratTel: 079-2656 1312, Mob: 098250 40231Email: [email protected]
Plastic brightner/shiner
Plast Fine Polymers offers
plastic brightners/shiners/
whitener for natural
transparent, coloured and
milky white end-products.
This is used for adding clarity
and gloss finish to natural
transparent polymers. It gives
shining and bright finish colours to end-products. This brightner/
whitener removes yellowness and dullness from the end-products
and makes it super milky white. This product is used in virgin,
second, dull natural or milky white sutli, ropes, twine, reprocess
granules, High-density Polyethylene, Low-density Polyethylene,
Polyvinyl Chloride (HDPE-LDPE-PVC) pipes & profiles, box strap,
Polyethylene Terephthalate (PET) jars, spoons, containers, carry
bags, liners, sheet, yarns and other end-products. One of the main
advantages of this product is that it also saves excess usage of
white pigments and titanium dioxide for opaque end-products.
Plast Fine Polymers Ahmedabad - GujaratTel: 079-6524 2332, Mob: 098255 87152Email: [email protected]
High-pressure compressor
Comp-tech Equipment offers
high-pressure compressor
for PET blowing. Its features
include valve piston & rider
rings designed for annual
one time maintenance,
low Revolutions Per Minute
(RPM) & rugged cast iron
design ideal for heavy duty
continues 24x7, operating year after year, forged crank shaft &
connecting rod, precision main & crank pin bearings with force
feed lubrication have very high load-bearing capacity & hardly need
replacements. Two throw balance-opposed frames are designed to
minimise unbalanced forces. Cylinders are constructed with large
cast-in-water jackets and have specially designed intercoolers for
dimensional stability & better cooling under continuous operation.
Distance pieces feature two compartments ensuring the lubricant
isolated from the cylinders. All components are constructed in
accordance with international standards. The standard package
includes a compact skid-mounted compressor, belt guard, electric
motor, starter and control panel, after cooler, non-return valve with
optional air dryer, compressed air filter and air receiver.
Comp-Tech Equipment LtdAhmedabad - GujaratTel: 079-2220 1296, Fax: 079-2220 3009Mob: 098250 39768Email: [email protected]
Digital colour mark sensor
Lubi Electronics offers ‘Sunx’ LX-100
series digital colour mark sensor. This
can detect any marking because the
sensor is equipped with red, green
and blue LED element. Furthermore,
to expand the functionality, the sensor
comes with dual mode, ie, mark mode
(ultra high-speed response) & colour mode (high-precision mark
colour discrimination) to suit any application. This sensor comes
with Mode Navi technology for enhancing the features and is
easy to use. This is provided with a 4-digit digital display, 12-bit
A/D converter, D-code, key lock, timer, NPN or PNP outputs, IP67
protection, etc. The sensor is used in many applications/industries,
especially in packaging, food, pharmaceuticals, textile, plastics,
among others.
Lubi ElectronicsAhmedabad - GujaratTel: 079-2220 5471, Fax: 079-2220 0660Mob: 093274 97006Email: [email protected]

P R O D U C T U P DAT E
96 Modern Plastics & Polymers | May 2011
Blown film line
Kabra Extrusiontechnik offers
a blown film line. The three-
layer blown film line has
2 x 55 mm grooved feed
extruders and a 65-mm extruder
for the outer layer. The outer
extruder is connected with European PIB liquid injection pump.
The plant is equipped with a 300-mm Kabraflex die head and
cooling ring. The film is wound on a back-to-back dual station
load-cell controlled duplex winder with latest design, which ensures
uniform film tension during the entire operation. The monolayer
film plant with liquid PIB technology is being used for producing
stretch cling film. The advanced PIB technology imparts stickiness
to the cling film and helps it to effectively cling to the product to
be wrapped.
Kabra Extrusiontechnik LtdMumbai - MaharashtraTel: 022-2673 4822-25, Fax: 022-2673 5041Email: [email protected]
Lab model screw extruder
Malik Engineers offers mega series
single-screw and twin-screw extruder.
This is suitable for laboratory trials and
small-scale production of polymeric
and food cereals. This extruder is driven
through helical gear box & AC induction
motor with frequency control panel for
stepless control of screw speed. The
barrel is of modular construction, is
made up of segments and electrically
heated. It is also provided with water jackets for removing extra
heat. Hopper is provided with auger feeder for controlled feeding
over the screws. A devolatising port is provided, which can be used
to remove moisture and volatiles from the material. Both screw and
barrel are made up of separate segments, which can be assembled
as per process demand. Different segments of barrel and screw are
supplied for thermoplastics and food cereals extrusion. The machine
can be used to test properties of thermoplastic product, testing of
polymer blend and alloys, etc. It can be used for processing all
polymers including Polyethylene (PE), Polypropylene (PP), Polystyrene
(PS), Polyvinyl Chloride (PVC), nylon, Polybutylene Terephthalate
(PBT), Polycarbonate (PC), etc. The machine is provided with accurate
digital controllers and indicators for keeping a record of all important
parameters of extrusion, ie, drive torque, current, extrusion pressure,
temperature, rotational speeds, etc.
Malik EngineersThane - MaharashtraTel: 0250-239 0839, Fax: 022-2883 0751Email: [email protected]
Mr L. R. KatratManaging Director - CEOKatlax Enterprises Pvt. Ltd.
“We have been a regular advertiser of our products in
leading publications such as SEARCH, Modern Machine
Tools and Modern Plastics & Polymers of Infomedia 18
Ltd. We are associated with the publication house for
more than 12 years and are utilising these magazines to
promote our products aggressively and receiving good
response.”
P R O D U C T U P DAT E
97May 2011 | Modern Plastics & Polymers
On-line digital printing technology
M&M Technologies offers online
digital printing technology. It provides
the printers with high-resolution Piezo
ink-jet technology, thereby offering the
packaging industry the most efficient
and state-of-the-art technology in terms
of hardware, software, accessories and
consumables. In terms of application, it
is the most cost-effective modern technology, used for marking,
printing and traceability. It is a user-friendly, robust and compact
technology. The simplified operation at each level of production
process is versatility in application software to design the logos,
text, barcodes, variable and fixed data field, option for multi-colour
printing, standalone or network printing. Low maintenance and
easy operability makes the system more user-friendly. The printing
can be done on coated or uncoated corrugated boxes, aluminium
foil, glass, metal for address printing, pharmaceutical primary,
secondary package printing as well as on pallets. This system can
also be linked into multi-plant and multi-location with Wi-Fi and
Internet connection.
M&M Technologies Pvt LtdNavi Mumbai - MaharashtraTel: 022-2778 1580Email: [email protected]

P R O D U C T U P DAT E
98 Modern Plastics & Polymers | May 2011
Laser distance measurement sensor
SBS Precision Systems offers
'AR200' laser measurement
sensor. It is an acuity’s value
distance measuring sensor. Using
laser triangulation measurement
principles with high-speed CMOS
detection arrays, the 'AR200'
sensor delivers high accuracy
in a very compact model. This
model includes both serial and
analog outputs for simple integration. Measuring 54 x 20 x 70
mm, the 'AR200' sensor head fits anywhere. With integrated
digital, analog and discrete output signals, this sensor requires no
external controller or signal conditioner. It may be simply plugged
into a PC or PLC and has a sharp resolution. Its specifications
begin at 1.8 microns. This sensor is equipped with RS232,
0-10 V analog, 4-20 mA current loop and NPN & PNP discrete
outputs for alarm triggers. The 'AR200' can be used for measuring
steel strip thickness, measuring defects on sheets, positioning silicon
wafers, etc.
SBS Precision Systems (India) Pvt LtdKolkata - West BengalTel: 033-3292 0078, Fax: 033-2400 3097Email: [email protected]
Temperature controllers
Adinath Controls
offers controllers
of the new
Platinum series
that are suitable
for a wide range
of applications
including heat/
cool control
capability. Easy
con f i gu ra t i on
and simple operating methods are merged with standard
characteristics of more complex devices like auto tune,
auto/man, three standard outputs and IP65 front panel
protection option include; serial communications, analog
control or retransmission output, transmitter power supply,
start-up and timer special function, auxiliary current
transformer input, two front bezel colours and DIN
rail mounting.
Adinath Controls Pvt LtdGandhinagar - GujaratTel: 02764-286 573Fax: 02764-286 574Email: [email protected]

P R O D U C T U P DAT E
101May 2011 | Modern Plastics & Polymers
DC motorsNBE Motors offers DC motors that are used in applications where variable speed control drives are used. The speed control of DC motors by armature control or field control at constants torque helps in constant continuous operation. The V-weld imparts heavy strength to the yoke. Armature laminations are of high-quality electrical grade steel. The commutator is made from silver-copper-alloy. Electrolytic copper segments are insulated from one another with mica. Riser connections are TIG welded. The armature windings are impregnated with synthetic resin and are baked at a designated temperature to give complete protection against damage from moisture, acids and alkalis. The main poles are made from thick laminations (GI sheet). For ventilation, the motor is equipped with Screen Protected Drip Proof (SPDP) and is completely enclosed. External force cooling is provided with the blower-mounted motor.
NBE Motors Pvt LtdAhmedabad - GujaratTel: 079-2274 0467, Fax: 079-2274 1196Email: [email protected]
Biodegradable additivesAVI Additives offers Bio Add range of biodegradable additives. Heat, oxygen and sunlight are used to cause degradation benefits. Its flame-retardant masterbatches are used for engineering and commodity plastics. AVI Additives also offers colour masterbatches & special effect masterbatches; filler masterbatches for raffia, blown film & moulding; performance additives leading to biodegradation. This adheres to new legal requirements, reduces waste, has ecological and economical, biodegradable additives & flame retardants; polymer blends, colours for enineering polymers & recycled plastics. With a palette of 10,000 colours and more being added, it can provide with a complete spectrum of colours for the entire industry.
AVI Additives Pvt LtdHyderabad - Andhra PradeshTel: 40-2355 0551-2-3Email: [email protected]
The information published in this section is as per the details furnished by the respective manufacturer/distributor.
In any case, it does not represent the views of
Business Insights •Technologies•Opportunities
P R O D U C T I N D E X
103May 2011 | Modern Plastics & Polymers
1 Additive.......................................... 95
2 Additive masterbatch ................. COC,16
3 Air bubble sheet plant ........................ 57
4 Ammonia liquid chiller ....................... 23
5 Analytical instrument .......................... 51
6 Automation controller......................... 21
7 Automation system ............................. 41
8 Auxiliary equipment ............................ 79
9 Bag making machine ..................... 84
10 Banking services ................................ 83
11 Barrel ............................................... BIC
12 Bi-axial plant ................................... 107
13 Biodegradable masterbatch ....... COC,16
14 Biodegradable additive..................... 101
15 Black masterbatch.............. 16,95,COC
16 Blender ...................................... 15, FIC
17 Blow moulding machine ..................... 84
18 Blower series ..................................... 41
19 Blown film extrusion system.................BC
20 Blown film line................................... 98
21 Bulk milk cooler................................. 23
22 Butterfly valve .................................... 23
23 Cast film line ............................ 57,98
24 Chiller ............................................... 53
25 Clamp............................................... 83
26 Clean room application ..................... 35
27 Cleaning oven .................................. BIC
28 CNC vertical machining centre ........... 55
29 Colour additive.................................. 95
30 Colour masterbatch ........ 16,31,95 COC
31 Colouring extrusion plant ................. 107
32 Compact chiller ................................. 14
33 Complex multi-part assembly ................ 8
34 Compounding extrusion plant ........... 107
35 Compounding extrusion system......... 107
36 Compounding mixer ........................ 107
37 Compressed air dryer ......................... 61
38 Compression moulding machine......... 78
39 Compressor air chiller ........................ 12
40 Conductive compound ................... COC
41 Continuous screen changer ............... BIC
42 Counters & power supplies ................... 5
43 CPVC pipe ........................................ 33
44 Crystalliser ......................................... 61
45 Dairy machinery............................. 23
46 DC motor........................................ 101
47 Dehumidified dryers .......................... FIC
48 Dehumidifying air dryer ...................... 14
49 Digital colour mark sensor.................. 96
50 Digital panel meter ............................ 10
51 Digital temperature controller ............. 39
52 Dosing & mixing ................................ 41
53 Drives........................................... 21,39
54 Drying & dehumidifying system ........... 41
55 Drymax dryer .................................... FIC
56 Drymax pet-dehumidified dryer .......... FIC
57 Dual channel with modbus ................. 39
58 Dyestuff ............................................... 6
59 Dynamic controller ............................. 39
60 Electric injection moulding machine96
61 Electric injection moulding
machine gearbox ................................. 7
62 Electric solution.................................. 27
63 Email marketing................................. 85
64 Encoder............................................... 5
65 Euro gearbox................................... 102
66 Exhibition - engineering expo............ 102
67 Extruder and extrusion production line. 79
68 Extruder machine ...................13, 37, 79
69 Extrusion coating lamination plant....... 57
70 Extrusion machinery....................... 19,79
71 Extrusion pipe .................................... 79
72 Extrusion plant ................................. 107
73 Extrusion system .................................BC
74 Fabrication system.......................... 83
75 Feeding & conveying.................... 41, 61
76 Filler compound................................. 95
77 Financial services ............................... 83
78 Flame retardant ................................. 95
79 Flame retardant masterbatch .............. 16
80 Fluorescent .......................................... 6
81 Fully automatic strapping plant ........... 57
82 Gear motor .................................. 105
83 Gear pump ...................................... BIC
84 Gearbox................................ 78,86,105
85 Geared motor ................................. 105
86 Granulating & recycling...................... 41
87 Granulator ...........................14, 61, FIC
88 Gravimetric blender ........................... 14
89 Grip plier .......................................... 83
90 HDPE pipe plant............................. 33
91 Heat transfer roll............................... BIC
92 Heating & cooling.............................. 41
93 Helical inline geared motor/reducer ..... 105
94 High cavitation .................................. 35
95 High-performance screw.................... BIC
96 High-pressure compressor .................. 96
97 High-speed mixer......................... 13, 37
98 High-torque gearbox .......................... 83
99 HM/HDPE/IDPE/IIDPE plant................ 57
100 HMI .................................................. 21
101 Hopper loader ................................... 14
102 Horizontal handle clamp .................... 83
103 Hot air dryer............................... FIC, 14
104 Hot runner system .............................. 41
105 IML technique ................................ 35
106 Induction motor ................................. 21
107 Industrial chilling equipment ............... 85
108 Industrial control & sensing device ........ 5
109 Injection and blow moulding .............. 12
110 Injection mould.................................. 29
111 Injection moulding machine....................
................................ 9, 29,49,69,79,86
112 Injection moulding-multi-component
system ............................................... 29
113 Inline drip irrigation pipe plant............ 33
114 Inline shaft mounted helical geared
motor/reducer.................................. 105
115 Invertor/variable frequency drive ........... 5
116 ITA nomination .................................. 93
117 Jigs & fixture .................................. 83
118 Lab model screw extruder .............. 97
119 Largeflow water heater ....................... 41
120 Laser distance measurement sensor... 100
121 Level controller .................................... 5
122 Loader.............................................. FIC
123 Manual & hydraulic screen changer...BIC
124 Masterbatch................................. 16, 95
125 Material dryer .................................... 15
126 Material storage................................. 14
127 Measuring & monitoring relay............... 5
128 Medical mould .................................. 35
129 Micro fine pulverising system ............ 107
130 Milky polymer .................................... 97
131 Monolayer blown film line ..................BC
132 Motion control ..................................... 5
133 Mould ......................................... 13, 37
134 Mould changing system...................... 87
Sl No Product Pg No Sl No Product Pg No Sl No Product Pg No
To know more about the products in this magazine, refer to our ‘Product Index’ or write to us at [email protected] or call us at +91-22-3003 4685 or fax us at +91-22-3003 4499
and we will send your enquiries to the advertisers directly to help you source better.
COC - Cover On Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back Cover

P R O D U C T I N D E X
104 Modern Plastics & Polymers | May 2011
135 Mould sweat protector........................ 12
136 Mould temperature controller.............. 14
137 Moulding........................................... 35
138 Moulding automation........................... 8
139 Moulding automation system ............ 102
140 MTC ................................................ FIC
141 Multi component mould ..................... 35
142 Multilayer blown film line....................BC
143 Multilayer blown film plant ................. 57
144 Multilayer co-extrusion sheet line .. 25, 71
145 Multi-station ...................................... 29
146 Natural polymer............................. 97
147 Neat resin ........................................... 6
148 Nylon product.................................... 78
149 Oil cooler....................................... 53
150 Online B2B marketplace ............ 11, 103
151 On-line digital printing technology ...... 97
152 Optic sheet extrusion line ............. 25, 71
153 Optical brightner ........................... COC
154 Panel cooler ................................... 53
155 Paper chemical .................................... 6
156 Paperless recorder.............................. 10
157 Parallel & right angle axes gearbox....... 7
158 Pelletiser ........................................... BIC
159 PET box strapping plant...................... 57
160 PET masterbatch ................................ 16
161 PET sheet extrusion ...................... 25, 71
162 Photoelectric sensor.............................. 5
163 Pipe extrusion line ............................. 79
164 Pipe making ...................................... 29
165 Plastic brightner ................................. 97
166 Plastic brightner/shiner ....................... 96
167 Plastic compound............................... 95
168 Plastic conveyor belt........................... 13
169 Plastic tinopol .................................... 97
170 Plastic whitener .................................. 97
171 Plate heat exchanger.......................... 23
172 Plug valve.......................................... 23
173 Pneumatic valve ................................. 23
174 Portable chiller ................................... 99
175 PP glass filled compound.................... 16
176 PP mineral filled compound................ 16
177 PP TQ plant ...................................... 57
178 PP/HDPE semi-automatic strapping plant ..... 57
179 PP/HDPE tape line ............................. 57
180 PPR pipe plant ................................... 33
181 PPRP powder ..................................... 97
182 Precision programmable control system ... 84
183 Process chiller .................................... 99
184 Process controller ............................... 10
185 Process tank ...................................... 23
186 Production solution............................. 84
187 Profile controller................................. 39
188 Programmable logic controller ......... 5,39
189 Programmable terminal ........................ 5
190 Proximity sensor ................................... 5
191 Pull action clamp ............................... 83
192 Pulveriser ..................................... 13, 37
193 Pulverising system............................. 107
194 PVC pipe plant .................................. 33
195 Quick connector............................. 67
196 Quick die change system ................... 87
197 Quick mould change system......... 67, 87
198 Rail milk tanker barrel.................... 23
199 Recycle/reclaim machine system.......... 79
200 Refrigerant pump ............................... 23
201 Refrigeration ...................................... 23
202 Resin dehumidifier.............................. 61
203 RFID.................................................... 5
204 Right angled helical bevel geared
motor/reducer.................................. 105
205 Right angled helical worm geared
motor/reducer.................................. 105
206 Robot ............................................... FIC
207 Robotic.............................................. 97
208 Robots for plastic injection.................. 85
209 Rock n roll machine ..................... 13, 37
210 Rotary automatic hot colour marking
machine ............................................ 32
211 Rotational mould ............................. 107
212 Rotational moulding machine ........... 107
213 Rotogravure printing machine ............. 78
214 Rotomoulding machine..................... 107
215 Round cable nail clip ......................... 99
216 Round table carrousel ........................ 13
217 Safety light curtain ........................... 5
218 Screw compressor .............................. 23
219 Screw extruder ................................... 79
220 Secon & dull polymer......................... 97
221 Servo driven robot ............................. 86
222 Servo motor....................................... 21
223 Shut off nozzel .................................. BIC
224 Shuttle rotomoulding machine .......... 107
225 Shuttle series plant ........................... 107
226 Silicon compound .............................. 95
227 Single mill pulveriser .................... 13, 37
228 Single-screw extruder gearbox............... 7
229 SME finance ...................................... 83
230 Software for central monitoring ........... 61
231 Solid granulator ............................... 107
232 Stack mould ...................................... 35
233 Straight line action ............................. 83
234 Switching relay..................................... 5
235 System solution .................................. 41
236 Tanks & silos .................................. 23
237 Technical mould................................. 35
238 Temperature controller.......5, 10, 39,100
239 Thermoplastic elastomer ..................... 80
240 Thermoformer ....................................BC
241 Thermoforming & PS foam .................BC
242 Thermoplastic alloy .............................. 6
243 Thermoplastic compound ..................... 6
244 Thermoplastic elastomer ..................... 77
245 Thermoplastic rubber.......................... 77
246 Thick & wide plastic sheet
extrusion line ............................... 25, 71
247 Three-arm bi-axial rotomoulding
machine ...................................... 13, 37
248 Timer .................................................. 5
249 Toggle action clamp........................... 83
250 Toggle press ...................................... 83
251 TPE ................................................... 77
252 TPE/TPU compound ........................... 16
253 TPE foaming material ......................... 80
254 TPR ................................................... 77
255 TPU masterbatch................................ 31
256 Twin mill pulveriser ....................... 13, 37
257 Twin-screw extruder gearbox ................. 7
258 Ultrasonic flowmeter ...................... 10
259 Universal controller ............................ 39
260 Universal masterbatch ........................ 16
261 UV stabiliser .................................. COC
262 UV& PU masterbatch.......................... 16
263 Vaccum dehumidifying dryer .......... 87
264 Vacuum forming machine...................BC
265 Ventilator ........................................... 79
266 Vertical handle clamp......................... 83
267 Vertical injection moulding
machine ...................................... 29, 86
268 Vibratory screening system................ 107
269 Vibro screen ................................ 13, 37
270 Virgin polymer ................................... 97
271 Vision sensor ....................................... 5
272 Volumetric dosing unit ........................ 61
273 Water chiller................................... 61
274 WFR................................................. FIC
275 White masterbatch .............16, 95, COC
276 Wire-EDM ......................................... 55
Sl No Product Pg No Sl No Product Pg No Sl No Product Pg No
SOURCE PROCESS PLANT MACHINERY & EQUIPMENT @www.engg-expo.com
COC - Cover On Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back Cover


A DV E R T I S E R S ’ L I S T
106 Modern Plastics & Polymers | May 2011
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers
Aeromec Marketing Co Pvt Ltd 32
T : +91-250-2454915
W : www.aeromec.in
Alok Masterbatches Ltd 31
T : +91-11-41612244
W : www.alokmasterbatches.com
Ash Win Engineers 107
T : +91-79-22811879
W : www,ashwinengineersindia.com
Avi Additives Pvt Ltd 95
T : +91-40-23550551/2/3/4
W : www.aviadditives.com
Bharat Bijlee Ltd 21
T : +91-22-24306237
W : www.bharatbijlee.com
Blend Colours Pvt Ltd 16
T : +91-40-2436 1499 / 2436 0887
W : www.blendcolours.com
Chamunda Equipments 83
T : +91-79-27522437
W : www.chamundaequip.com
Dongguan Alfa Automation Machinery Ltd 97
T : +86-769-8318-0326
W : www.alfarobot.com
Dongguan Guan Yu Industrial Co., Ltd 77
T : +86-769-2225-8668
W : www.dg-guanyu.com
Electronica Plastic Machiners Ltd 69
T : +91-22-32531959
Engineering Expo 102
T : +91-09920401226
W : www.engg-expo.com
Forwell Precision Machinery Co., Ltd. 87
T : +886-4-834-5196
E : [email protected];
W : www.forwell.com
Freeze Tech Equipments Pvt Ltd 53
T : +91-44-42152387
W : www.freezetechequip.com
Hindustan Plastic And Machine Corporation 33
T : +91-11-25471114
W : www.hindustanplastics.com
IC Ice Make Refrigeration Pvt Ltd 85
T : +91-2764-291022
W : www.icemakeindia.com
IDMC Limited 23
T : +91-2692-225399
W : www.idmc.coop
IndiaMART InterMESH Ltd 11, 103
T : +1800-200-4444 / 91-120-3911000
W : www.indiamart.com
Jon Wai Machinery Works Co., Ltd. 29
T : +886-2-2595-4867
W : www.jonwai.com.tw
Kabra Extrusion Technik Ltd 19
T : +91-22-26734822
W : www.kolsite.com
Konark Plastomech Pvt Ltd 57
T : +91-79-22891670
W : www.konarkplastomech.com
Livewire18 85
T : +91-22-30245000
Loxim Industries Limited 6
T : +91-2717-308000
W : www.loxim.com
Madhu Machines & Systems Pvt Ltd 12
T : +91-265-2353886
W : www.madhu-group.com
Mifa Systems 39
T : +91-79-26870825
W : www.mifasystems.com
Mold - Masters Technologies Pvt Ltd 27
T : +91-422-4502171
W : www.moldmasters.com
N.A. Corporation 37
T : +91-79-25840374
W : www.naroto.com


A DV E R T I S E R S ’ L I S T
108 Modern Plastics & Polymers | May 2011
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers
Neejtech India (Braunform) 35
T : +91-79-26561312
W : www.neejtech.com
Neejtech India (Hekuma) 8
T : +91-79-26561312
W : www.neejtech.com
Neejtech India (Niigata) 9
T : +91-9909974224
Network 18 93
T : +1800-103-5311
W : ita.moneycontrol.com
Nu-Vu Conair Pvt. Ltd 14
T : +91-79-25841181
W : www.conairgroup.com
Omron Automation Pvt. Ltd. 5
T : +91-80-40726400
W : www.omron-ap.com
Perkinelmer India Ltd 51
T : +91-22-67601786
W : www.perkinelmer.in
Piovan India Pvt Ltd 61
T : +91-22-28560450
W : www.piovan.com
Plast Fine Polymers 97
T : +91-79-65242332
W : www.plastfine.com
Plastiblends India Ltd COC
T : +91-22-67205200
W : www.plastiblendsindia.com
Power Build Ltd 105
T : +91-2692-231070
W : www.pbl.co.in
Prasad Gwk Cooltech Pvt Ltd 13
T : +91-79-25830112
W : www.prasadgroup.com
Procon Technologies Pvt Ltd 10
T : +91-79-27492566
W : www.procon.co.in
Qingdao Friend Plastic Extrusion
Technology Co.,Ltd 79
T : +86-532-8662-2399
W : www.fet66.com
R R Plast Extrusions Pvt Ltd 25, 71
T : +91-22-42461500
W : www.rrplast.com
Rajoo Engineers Ltd BC
T : +91-2827-252701
W : www.rajoo.com
S&T Engineers 55
T : +91-422-2590810
W : www.stengineers.com
Shini Plastics Technologies I Pvt Ltd 41
T : +91-250-3021166
W : www.shini.com
Sreelakshmi Traders 79
T : +91-44-24343343
W : www.sreelakshmitraders.com
Standard Chartered Bank 83
T : +91-22-39401616
W : www.standardchartered.co.in
Toshiba Machine (India) Pvt. Ltd. 49
T : +91-11-43291111
W : www.toshiba-machine.co.jp
Unimark (Maguire) 15
T : +91-22-25506712
W : www.unimark.in
Unimark (Staubli Faverges Sca) 67
T : +91-22-25506712
W : www.unimark.in
Wittmann Battenfeld India Pvt Ltd FIC
T : +91-44-42077009
W : www.wittmann-group.com
Xaloy Asia (Thailand)Ltd. BIC
T : +91-79-27541971
W : www.xaloy.com
Zambello Riduttori Group 7
T : +39-0331-307-616
W : www.zambello.it
Reg No: MH / MR / WEST / 234 // 2009 – 2011 RNI No: MAHENG / 2008 / 25265 WPP Licence No: MR / Tech / WPP – 357 / West / 2009- 2011
Licence to Post Without Pre-Payment at Mumbai Patrika Channel Sorting Office, Mumbai GPO., Mumbai 400 001. Date Of Posting 1st & 2nd Of Every Month / English & Monthly.
Date Of Publication: 28th Of Every Month.
110
Mod
ern
Pla
stics & P
olym
ers
Ma
y 2011