ministerio da educação secretaria de educação...
TRANSCRIPT

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 1
COMANDOS NUMÉRICOS COMPUTADORIZADOS
CENTRO DE USINAGEM
FANUC SERIES Oi –MC
Chapecó, Outubro de 2012.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 2
COMANDOS NUMÉRICOS COMPUTADORIZADOS
CENTRO DE USINAGEM
FANUC SERIES Oi –MC
O objetivo dessa apostila foi reunir conceitos,
fundamentos de programação e operação de CNC –
3D. Assim, alguns materias aqui apresentados foram
coletados em livros, catálogos, revistas, apostilas e
internet. Caso algum material esteja protegido por
direitos autorais, por gentileza entrar em contato com o
autor, através do e-mail: [email protected], para sejam
tomadas as devidas providências.
HOSS, Deiwis Lellis. COMANDOS
NUMÉRICOS COMPUTADORIZADOS CENTRO
DE USINAGEM FANUC Series Oi -MC. Chapecó:
IFSC-SC, 2012.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 3
Sumário
1 INTRODUÇÃO ..................................................................................................................................................... 5
2 HISTÓRICO DO CNC ........................................................................................................................................... 6
2.1 RESUMO HISTÓRICO ............................................................................................................................. 7
3 VANTAGENS E DESVANTAGENS DO CNC ........................................................................................................... 8
3.1 VANTAGENS .......................................................................................................................................... 8
3.2 DESVANTAGENS .................................................................................................................................... 8
4 PRINCIPIO DE FUNCIONAMENTO DO CNC ........................................................................................................ 9
4.1 MOTORES ............................................................................................................................................ 10
4.1.1 Motores de Corrente Contínua ............................................................................................................... 10
4.1.2 Motores de Passo .................................................................................................................................... 10
4.1.3 Servomotores .......................................................................................................................................... 11
5 ETAPAS DA USINAGEM COM TECNOLOGIA CNC ............................................................................................. 13
5.1 RECEBIMENTO DO DESENHO .............................................................................................................. 13
5.2 DESENHO EM CAD ............................................................................................................................... 13
5.3 PLANEJAMENTO DO PROCESSO .......................................................................................................... 13
5.4 LEVANTAMENTO DAS COORDENADAS ............................................................................................... 14
5.5 PROGRAMAÇÃO .................................................................................................................................. 14
5.6 SIMULAÇÃO GRÁFICA .......................................................................................................................... 14
5.7 MONTAGENS ....................................................................................................................................... 15
5.8 SETUP DE FIXAÇÃO E FERRAMENTAS .................................................................................................. 15
5.9 EXECUÇÃO PASSO-A-PASSO ................................................................................................................ 15
5.10 EXECUÇÃO DO LOTE ........................................................................................................................ 16
6 COORDENADAS CARTESIANAS ........................................................................................................................ 17
6.1 COORDENADAS ABSOLUTAS E INCREMENTAIS .................................................................................. 18
6.2 COORDENADAS POLARES .................................................................................................................... 19
7 LINGUAGENS DE PROGRAMAÇÃO ................................................................................................................... 21
7.1 LINGUAGEM DE PROGRAMAÇÃO AUTOMÁTICA APT ......................................................................... 21
7.2 LINGUAGEM EIA/ISO ........................................................................................................................... 21
7.3 LINGUAGEM INTERATIVA .................................................................................................................... 21
7.4 PRODUÇÃO GRÁFICA VIA "CAM" (COMPUTER AIDED MANUFACTURING) ........................................ 21
8 ESTRUTURA DO PROGRAMA ........................................................................................................................... 22

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 4
8.1 CARACTERES ESPECIAIS ....................................................................................................................... 22
8.2 FUNÇÕES ESPECIAIS ............................................................................................................................ 22
9 SISTEMAS DE INTERPOLAÇÃO ......................................................................................................................... 24
9.1 INTERPOLAÇÕES LINEARES ................................................................................................................. 24
9.2 INTERPOLAÇÕES CIRCULAR ................................................................................................................. 25
10 PONTOS DE REFERÊNCIA ................................................................................................................................. 26
10.1 PONTO ZERO DA MÁQUINA: M ...................................................................................................... 26
10.2 PONTO DE REFERÊNCIA: R .............................................................................................................. 26
10.3 PONTO ZERO DA PEÇA: W ............................................................................................................... 26
11 FUNÇÕES PREPARATÓRIAS DE DESLOCAMENTO ............................................................................................ 27
11.1 FUNÇÕES PREPARATÓRIAS (G) ....................................................................................................... 27
11.2 LISTAS DAS FUNÇÕES PREPARATÓRIAS COMANDO FANUC Series Oi-MC ..................................... 27
11.3 LISTA DAS FUNÇÕES MISCELÂNEAS OU AUXILIARES ...................................................................... 29
12 EXERCÍCIOS 1 ................................................................................................................................................... 30
13 SINTAXE DAS FUNÇÕES ................................................................................................................................... 37
13.1 Interpolação Helicoidal ................................................................................................................... 40
13.2 CICLOS FIXOS ................................................................................................................................... 50
14 SUBPROGRAMAS ............................................................................................................................................. 61
15 TABELAS E FÓRMULAS USADAS NA PROGRAMAÇÃO ..................................................................................... 62
16 COMO EVITAR COLISÕES EM MÁQUINAS CNC ................................................................................................ 65
17 EXEMPLO DE PROGRAMAÇÃO ........................................................................................................................ 74
18 EXERCÍCIOS 2 ................................................................................................................................................... 76
19 REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................................................................ 82

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 5
1 INTRODUÇÃO
Desde as antigas civilizações, o homem busca racionalizar e automatizar o seu trabalho,
por meio de novas técnicas. A automação simplifica todo tipo de trabalho, seja ele físico ou
mental. O exemplo mais comum da automação do trabalho mental é o uso da calculadora
eletrônica. No cotidiano observa-se cada vez mais a automação e a racionalização dos trabalhos
físicos em geral, por exemplo: Na agricultura veem-se novos e sofisticados tratores que
substituem a enxada, e outros meios de produção. A cada nova geração de novos produtos,
observa-se em cada modelo uma evolução que faz com que os esforços físicos e mentais sejam
reduzidos.
Hoje, controle numérico computadorizado (CNC) são máquinas encontradas em pequenas
oficinas de usinagem as grandiosas companhias de manufatura. Na realidade quase não existem
produtos fabris que não estejam de alguma forma relacionadas à tecnologia destas máquinas
ferramentas inovadoras.
O Controle Numérico (CN), e sua definição mais simples, é que todas as informações
geométricas e dimensionais contidas em uma peça, conhecida por meio de desenhos e cotas
(números), seriam entendidas e processadas pela máquina CNC, possibilitando a automação da
operação. Atualmente, a utilização do Controle Numérico Computadorizado (CNC), é a saída
mais apropriada para a solução dos mais complexos problemas de usinagem. Onde
anteriormente se exigia uma máquina ou uma ferramenta especial, atualmente é feito com o CNC
de uma forma muito simples.
Em termos simples, o objetivo de uma máquina -ferramenta com CNC é fazer com que as
ferramentas de corte ou usinagem sigam, automaticamente, uma trajetória pré-programada
através de instruções codificadas, com a velocidade da trajetória e a rotação da ferramenta ou
peça também pré-programadas. Há diversas formas de executar essa programação, algumas
manuais, outras auxiliadas por computador (CAP – Computer Aided Programming). Existem
também casos em que o próprio CNC pode ser utilizado para auxiliar na programação, usando
métodos interativos com o operador.
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 6
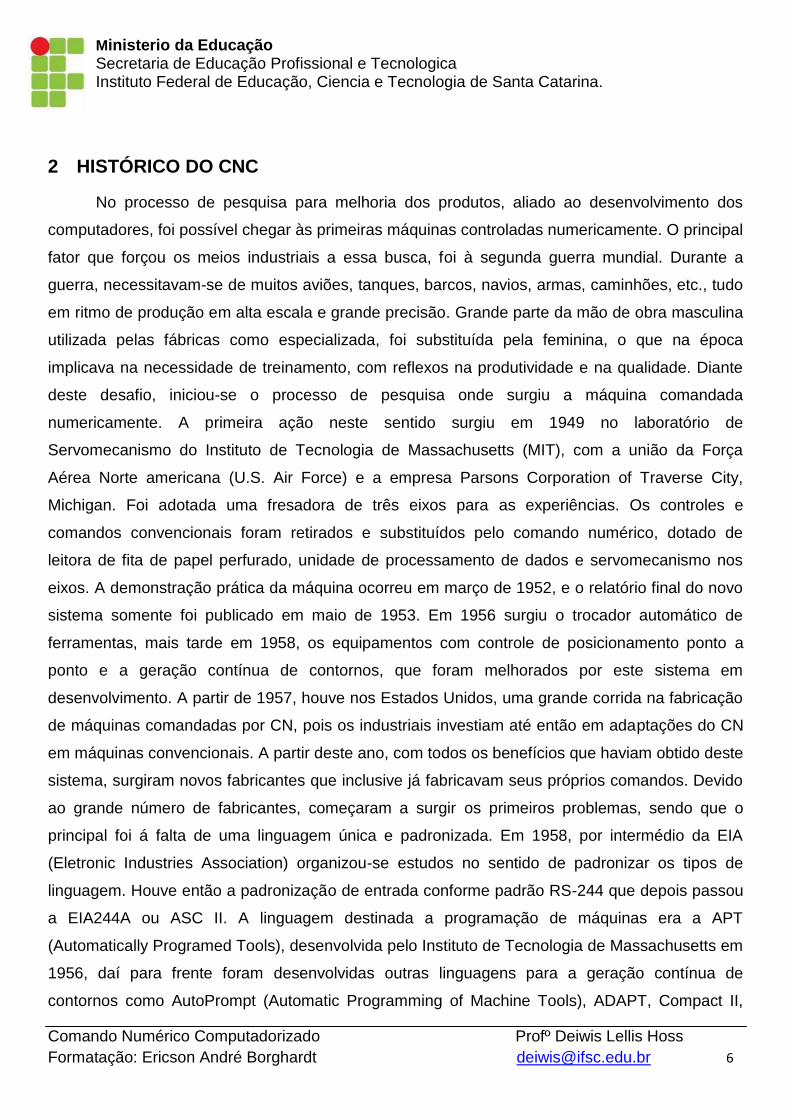
2 HISTÓRICO DO CNC
No processo de pesquisa para melhoria dos produtos, aliado ao desenvolvimento dos
computadores, foi possível chegar às primeiras máquinas controladas numericamente. O principal
fator que forçou os meios industriais a essa busca, foi à segunda guerra mundial. Durante a
guerra, necessitavam-se de muitos aviões, tanques, barcos, navios, armas, caminhões, etc., tudo
em ritmo de produção em alta escala e grande precisão. Grande parte da mão de obra masculina
utilizada pelas fábricas como especializada, foi substituída pela feminina, o que na época
implicava na necessidade de treinamento, com reflexos na produtividade e na qualidade. Diante
deste desafio, iniciou-se o processo de pesquisa onde surgiu a máquina comandada
numericamente. A primeira ação neste sentido surgiu em 1949 no laboratório de
Servomecanismo do Instituto de Tecnologia de Massachusetts (MIT), com a união da Força
Aérea Norte americana (U.S. Air Force) e a empresa Parsons Corporation of Traverse City,
Michigan. Foi adotada uma fresadora de três eixos para as experiências. Os controles e
comandos convencionais foram retirados e substituídos pelo comando numérico, dotado de
leitora de fita de papel perfurado, unidade de processamento de dados e servomecanismo nos
eixos. A demonstração prática da máquina ocorreu em março de 1952, e o relatório final do novo
sistema somente foi publicado em maio de 1953. Em 1956 surgiu o trocador automático de
ferramentas, mais tarde em 1958, os equipamentos com controle de posicionamento ponto a
ponto e a geração contínua de contornos, que foram melhorados por este sistema em
desenvolvimento. A partir de 1957, houve nos Estados Unidos, uma grande corrida na fabricação
de máquinas comandadas por CN, pois os industriais investiam até então em adaptações do CN
em máquinas convencionais. A partir deste ano, com todos os benefícios que haviam obtido deste
sistema, surgiram novos fabricantes que inclusive já fabricavam seus próprios comandos. Devido
ao grande número de fabricantes, começaram a surgir os primeiros problemas, sendo que o
principal foi á falta de uma linguagem única e padronizada. Em 1958, por intermédio da EIA
(Eletronic Industries Association) organizou-se estudos no sentido de padronizar os tipos de
linguagem. Houve então a padronização de entrada conforme padrão RS-244 que depois passou
a EIA244A ou ASC II. A linguagem destinada a programação de máquinas era a APT
(Automatically Programed Tools), desenvolvida pelo Instituto de Tecnologia de Massachusetts em
1956, daí para frente foram desenvolvidas outras linguagens para a geração contínua de
contornos como AutoPrompt (Automatic Programming of Machine Tools), ADAPT, Compact II,

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 7
Action, e outros que surgiram e continuam surgindo para novas aplicações. Com o aparecimento
do circuito integrado, houve grande redução no tamanho físico dos comandos. Em 1967 surgia no
Brasil as primeiras máquinas controladas numericamente, vinda dos Estados Unidos. A partir daí,
observa-se uma evolução contínua e notável concomitantemente com os computadores em geral,
fazendo com que os comandos (CNC) mais modernos, empreguem em seu conceito físico
(hardware) tecnologia de última geração. Com isso, a confiabilidade nos componentes eletrônicos
aumentou, aumentando a confiança em todo sistema. Obs: Comando CN é aquele que executa
um programa sem memorizá-lo, e a cada execução, o comando deve realizar a leitura no veículo
de entrada. O comando CNC é aquele que após a primeira leitura do veículo de entrada,
memoriza o programa e executa-o de acordo com a necessidade, sem a necessidade de nova
leitura.
2.1 RESUMO HISTÓRICO
1940 -MARK I: primeiro computador construído por harvard e pela IBM;
1949 -contratos da PARSON COM A USAF para fabricarem máquinas
equipadas com CN;
1952 -MIT E PARSON colocam em funcionamento o primeiro protótipo CN;
1957 -início da comercialização do CN;
1967 -primeiras máquinas do CN no BRASIL;
1970 -aplicações dos primeiros comandos a CNC;
1971 -fabricado pela ROMI o primeiro torno com comando CN (COMANDO SLO-
SYN);
1977 -comandos numéricos com CNC usando tecnologia dos microprocessadores;
1980 -sistemas flexíveis de fabricação são aplicados em larga escala;
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 8
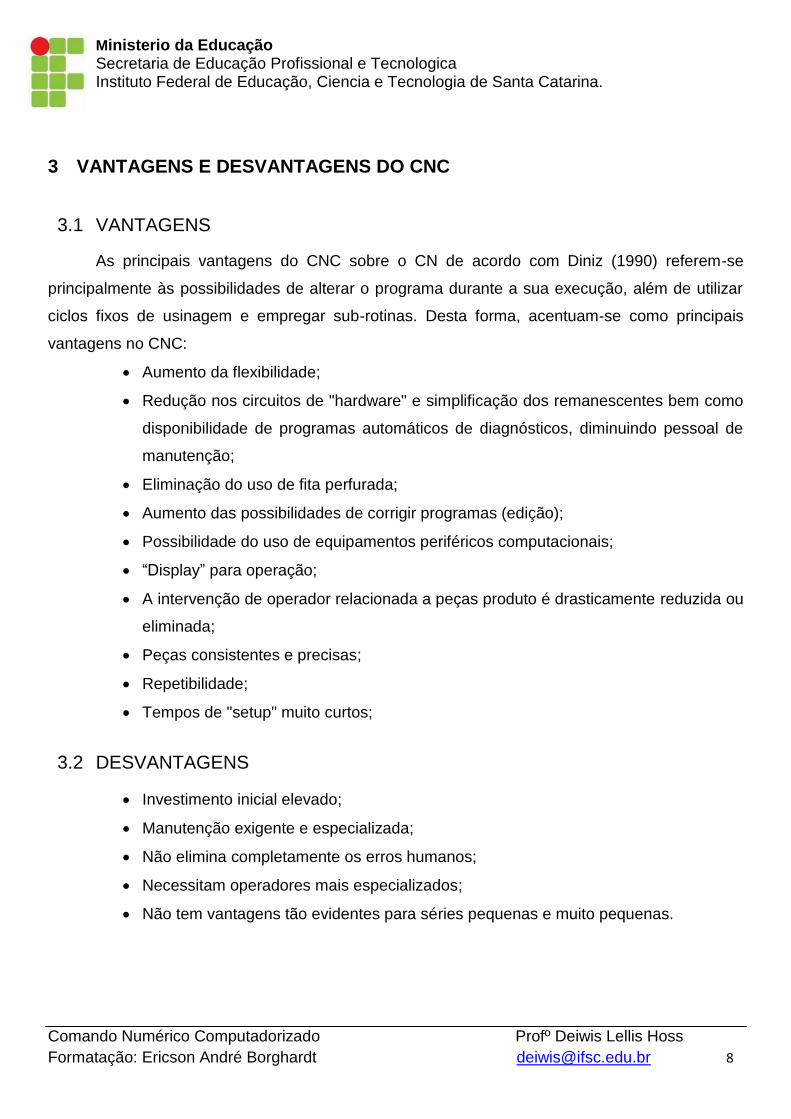
3 VANTAGENS E DESVANTAGENS DO CNC
3.1 VANTAGENS
As principais vantagens do CNC sobre o CN de acordo com Diniz (1990) referem-se
principalmente às possibilidades de alterar o programa durante a sua execução, além de utilizar
ciclos fixos de usinagem e empregar sub-rotinas. Desta forma, acentuam-se como principais
vantagens no CNC:
Aumento da flexibilidade;
Redução nos circuitos de "hardware" e simplificação dos remanescentes bem como
disponibilidade de programas automáticos de diagnósticos, diminuindo pessoal de
manutenção;
Eliminação do uso de fita perfurada;
Aumento das possibilidades de corrigir programas (edição);
Possibilidade do uso de equipamentos periféricos computacionais;
“Display” para operação;
A intervenção de operador relacionada a peças produto é drasticamente reduzida ou
eliminada;
Peças consistentes e precisas;
Repetibilidade;
Tempos de "setup" muito curtos;
3.2 DESVANTAGENS
Investimento inicial elevado;
Manutenção exigente e especializada;
Não elimina completamente os erros humanos;
Necessitam operadores mais especializados;
Não tem vantagens tão evidentes para séries pequenas e muito pequenas.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 9
4 PRINCIPIO DE FUNCIONAMENTO DO CNC
A função mais básica de qualquer máquina CNC é o controle de movimento automático,
preciso, e consistente. Todos os equipamentos CNC que tenha duas ou mais direções de
movimento, são chamados eixos. Estes eixos podem ser preciso e automaticamente
posicionados ao longo dos seus movimentos de translação. Os dois eixos mais comuns são
lineares (dirigido ao longo de um caminho reto) e rotativos (dirigido ao longo de um caminho
circular).
figura 1 -funcionamento convencional
Em vez de serem movimentadas virando manivelas manualmente como é feito em
máquinas ferramentas convencionais, as máquinas CNCs têm seus eixos movimentados sob
controle de servomotores do CNC, e guiado pelo programa de peça. Em geral, o tipo de
movimento (rápido, linear e circular), para os eixos se moverem, a quantidade de movimento e a
taxa de avanço (feed rate) é programável em quase todas as máquinas ferramentas CNC. A
figura 1 mostra o controle de movimento de uma máquina convencional. A figura 2 mostra um
movimento de eixo linear de uma máquina CNC.
figura 2 -funcionamento automático

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 10
4.1 MOTORES
Existem diversos tipos de motores que podem ser usados para movimentar uma máquina
CNC. Entre as soluções mais usadas podemos citar a movimentação através de motores de
passo, motor de corrente continua com encoder e Servomotores.
4.1.1 Motores de Corrente Contínua
São motores de custo elevado e, além disso, precisam de uma fonte de corrente contínua,
ou de um dispositivo que converta a corrente alternada comum em contínua. Podem funcionar
com velocidade ajustável entre amplos limites e se prestam a controles de grande flexibilidade e
precisão. Por isso seu uso é restrito a casos especiais em que estas exigências compensam o
custo muito mais alto da instalação, ou no caso da alimentação usada ser contínua.
4.1.2 Motores de Passo
Muitos dispositivos computadorizados (drives, CDRom etc.) usam motores especiais que
controlam os ângulos de giro de seus rotores. Em vez de girar continuamente, estes rotores giram
em etapas discretas; os motores que fazem isso são denominados 'motores de passo'. O rotor de
um motor de passo é simplesmente um ímã permanente que é atraído, sequencialmente, pelos
polos de diversos eletroímãs estacionários, como é ilustrado na figura 3.
figura 3 – funcionamento do motor de passo
Num motor de passo, o rotor é atraído por um par de pólos do estator e a seguir, por outro.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 11
O controle é bem fácil de ser implementado, além disso, é a solução mais barata para fazer
controle de posicionamento, porém como pontos negativos é o fato do motor induzir vibrações, e
ter ainda por cima uma velocidade um pouco limitada.
4.1.3 Servomotores
O servomotor é uma máquina síncrona composta por uma parte fixa (o estator) e outra
móvel (o rotor). O estator é bobinado como no motor elétrico convencional, porém, apesar de
utilizar alimentação trifásica, não pode ser ligado diretamente à rede, pois utiliza uma bobinagem
especialmente confeccionada para proporcionar alta dinâmica ao sistema. O rotor é composto por
ímãs permanentes dispostos linearmente e um gerador de sinais (resolver) instalado para
fornecer sinais de velocidade e posição. São exigidos, dinâmica, controle de rotação, torque
constante e precisão de posicionamento. As características mais desejadas nos servomotores
são o torque constante em larga faixa de rotação (até 4.500 rpm), uma larga faixa de controle da
rotação e variação e alta capacidade de sobrecarga.
O circuito de controle é formado por componentes eletrônicos discretos ou circuitos
integrados e geralmente é composto por um oscilador e um controlador PID (Controle
proporcional integrativo e derivativo) que recebe um sinal do sensor (posição do eixo) e o sinal de
controle aciona o motor no sentido necessário para posicionar o eixo na posição desejada
conforme a figura 4.
figura 4 – PWM do servomotor
Os servos possuem três fios de interface, dois para alimentação e um para o sinal de
controle. O sinal de controle utiliza o protocolo PWM (modulação por largura de pulso) que possui

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 12
três características básicas: Largura mínima, largura máxima e taxa de repetição. A largura do
pulso de controle determinará a posição do eixo.
Uma vez que o servo recebe um sinal de, por exemplo, 1,5 ms, ele verifica se o
potenciômetro está na posição correspondente, se estiver, ele não faz nada. Se o potenciômetro
não estiver na posição correspondente ao sinal recebido, o circuito de controle aciona o motor até
que a posição seja correta. Na figura 5 é mostrado o exemplo de servomotores.
figura 5 - Servomotores

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 13
5 ETAPAS DA USINAGEM COM TECNOLOGIA CNC
A tecnologia de comando numérico computadorizado, CNC, trouxe vantagens como
velocidade, precisão, repetitividade e flexibilidade. Mas, ao contrário do que se pode pensar,
estas vantagens só tem efeito após a peça piloto ter sido usinada. Isto ocorre devido ao tempo
necessário para obter uma única peça através do CNC, que é longo, chegando a ser superior à
usinagem convencional. Normalmente em CNC, os seguintes passos são seguidos:
5.1 RECEBIMENTO DO DESENHO
Da mesma forma como no processo convencional, a primeira etapa da usinagem inicia-se
através do recebimento do desenho da peça que deve ser analisado, interpretado e
compreendido.
5.2 DESENHO EM CAD
O ideal para trabalhar em CNC é receber o desenho em CAD. Caso isto não ocorra e
dependendo da complexidade da peça, deve-se desenha-la, pois muitas das coordenadas
necessárias à programação estão implícitas nos desenhos cotados de forma padrão, e em muitos
casos seu cálculo é complexo e sujeito a erros. Já, a obtenção de dados do desenho em CAD
ocorre de forma rápida e precisa.
É de grande importância definir neste momento o ponto de referência que será utilizado
para a programação, ou seja, deve-se escolher o ponto zero-peça. Caso o desenho tenha sido
recebido em CAD deve-se move-lo de modo que o ponto escolhido seja posicionado nas
coordenadas X=0 e Y=0.
5.3 PLANEJAMENTO DO PROCESSO
Também, da mesma forma como ocorreria na usinagem convencional, deve-se realizar a
etapa do planejamento do processo de usinagem. Esta é a etapa mais importante e mais
complexa de todo o procedimento, pois envolve a definição da forma de fixação da peça na
máquina, a definição da sequencia de usinagem, a escolha das ferramentas para cada etapa do
processo e a determinação dos dados tecnológicos para cada ferramenta (velocidade de corte,
velocidade de avanço, rotação da ferramenta, profundidade de corte, número de passadas,
rotação da ferramenta, etc.).
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 14
Destaca-se nesta fase a definição da fixação da peça na máquina. Dependendo da peça
em questão podem-se utilizar dispositivos padrões como uma morsa ou grampos de fixação, mas
algumas vezes deve-se projetar e construir um dispositivo específico que atenda a características
próprias de cada situação. Exemplo disto seria a necessidade de se soltar a peça no meio do
programa para virá-la e fixá-la novamente para continuar a usinagem, mas garantindo as relações
geométricas com a fixação inicial.
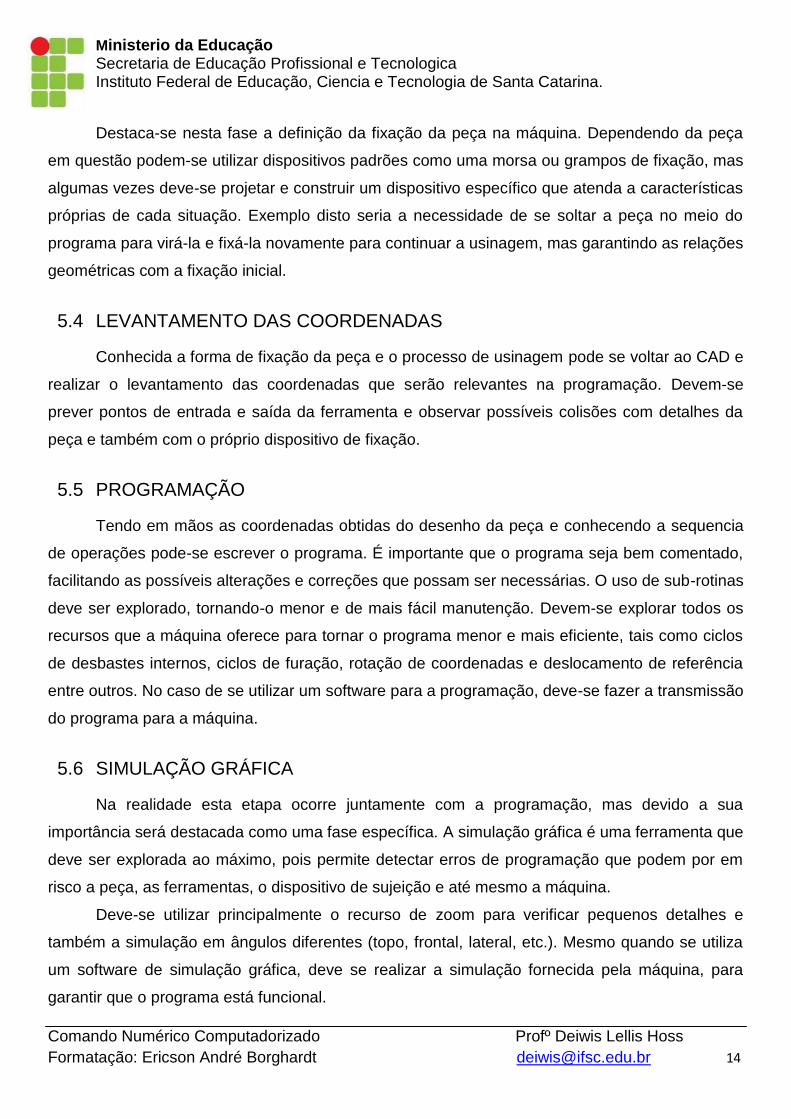
5.4 LEVANTAMENTO DAS COORDENADAS
Conhecida a forma de fixação da peça e o processo de usinagem pode se voltar ao CAD e
realizar o levantamento das coordenadas que serão relevantes na programação. Devem-se
prever pontos de entrada e saída da ferramenta e observar possíveis colisões com detalhes da
peça e também com o próprio dispositivo de fixação.
5.5 PROGRAMAÇÃO
Tendo em mãos as coordenadas obtidas do desenho da peça e conhecendo a sequencia
de operações pode-se escrever o programa. É importante que o programa seja bem comentado,
facilitando as possíveis alterações e correções que possam ser necessárias. O uso de sub-rotinas
deve ser explorado, tornando-o menor e de mais fácil manutenção. Devem-se explorar todos os
recursos que a máquina oferece para tornar o programa menor e mais eficiente, tais como ciclos
de desbastes internos, ciclos de furação, rotação de coordenadas e deslocamento de referência
entre outros. No caso de se utilizar um software para a programação, deve-se fazer a transmissão
do programa para a máquina.
5.6 SIMULAÇÃO GRÁFICA
Na realidade esta etapa ocorre juntamente com a programação, mas devido a sua
importância será destacada como uma fase específica. A simulação gráfica é uma ferramenta que
deve ser explorada ao máximo, pois permite detectar erros de programação que podem por em
risco a peça, as ferramentas, o dispositivo de sujeição e até mesmo a máquina.
Deve-se utilizar principalmente o recurso de zoom para verificar pequenos detalhes e
também a simulação em ângulos diferentes (topo, frontal, lateral, etc.). Mesmo quando se utiliza
um software de simulação gráfica, deve se realizar a simulação fornecida pela máquina, para
garantir que o programa está funcional.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 15
Uma observação importante é que algumas funções do programa só podem ser simuladas
corretamente após realização do setup de ferramentas (que será discutido mais adiante), pois
dependem dos valores do diâmetro para serem calculadas. Mesmo assim, é um bom momento
para verificar a existência de erros grosseiros (sinal invertido, coordenadas trocadas, falta de uma
linha, etc.).
5.7 MONTAGENS
É a primeira etapa de setup da máquina. Deve-se montar o dispositivo de fixação e as
ferramentas. A montagem do dispositivo de fixação da peça é cercada de cuidados, pois se deve
limpar cuidadosamente a mesa de trabalho da máquina e a superfície de apoio do dispositivo.
Além disto, sua fixação deve observar, quando necessário, o paralelismo com os eixos de
trabalho, através da utilização de um relógio apalpador (normalmente fixado no fuso da máquina).
Na montagem das ferramentas deve observar uma cuidadosa limpeza dos suportes além
de garantir um bom aperto, evitando que ela se solte durante a usinagem. Durante a fixação das
ferramentas nos suportes deve-se buscar manter o mais curta possível, de modo a evitar
flambagens e vibrações, mas não se pode esquecer-se de verificar a possibilidade de impacto do
suporte da ferramenta com obstáculos oferecidos pela peça ou pela fixação.
Por fim, quando da instalação das ferramentas na máquina, devem-se ajustar os bicos de
fluido refrigerante de modo que todas as ferramentas sejam refrigeradas.
5.8 SETUP DE FIXAÇÃO E FERRAMENTAS
Após a instalação do dispositivo de fixação e do ferramental deve-se informar ao CNC às
características que os definem. No caso do dispositivo de fixação devem-se informar as
coordenadas X e Y que foram utilizadas como referência na programação, ou seja, deve-se
definir o zero-peça.
Para cada ferramenta deve-se informar o seu diâmetro e o seu comprimento (referência do
eixo Z). Após esta etapa pode-se realizar com segurança a simulação gráfica oferecida pelo CNC
da máquina.
5.9 EXECUÇÃO PASSO-A-PASSO
Depois de realizado todo o setup da máquina e a depuração do programa através da
simulação gráfica pode-se finalmente executar a primeira peça, denominada normalmente de

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 16
peça piloto, que sempre que possível não deve fazer parte do lote, já que existe grande
possibilidade de ocorrerem falhas não previstas. Sua execução é realizada no modo passo-a-
passo, ou seja, cada linha do programa só será executada após liberação realizada pelo
operador. Além disso, a velocidade de movimentação pode ser controlada permitindo realizar
aproximações lentas e seguras. Pode-se ligar e desligar o fluido refrigerante a qualquer instante
de modo a permitir melhor visualização dos movimentos. Esta etapa permite verificar detalhes
não previstos na etapa de programação e não visualizados na simulação.
Quando se encontra alguma linha com algum erro ou necessidade de alteração pode-se
parar a usinagem, afastar a ferramenta da peça, alterar o programa e reiniciar a partir desta linha,
continuando a analisar o programa.
5.10 EXECUÇÃO DO LOTE
Após a execução passo-a-passo ter sido concluída com sucesso e todas as correções
necessárias terem sido realizadas pode-se passar a execução das peças do lote. É a etapa final
onde as vantagens da tecnologia CNC vão surgir.
Resumindo, tem-se as seguintes etapas:
1 . Recebimento do desenho;
2 . Desenho em CAD;
3 . Planejamento do processo;
4 . Levantamento das coordenadas;
5 . Programação;
6 . Simulação gráfica;
7 . Instalação das ferramentas;
8 . Setup de ferramentas;
9 . Execução passo-a-passo;
10 . Execução do lote.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 17
6 COORDENADAS CARTESIANAS
Todas as máquinas-ferramenta CNC são comandadas por um sistema de coordenadas
cartesianas (fig. 6) na elaboração de qualquer perfil geométrico.
figura 6 – coordenadas cartesianas para torno
Um sistema de coordenadas garante a localização de um ponto. Em fresadoras utiliza-se
um sistema de três coordenadas, padronizadas de X, Y e Z e que definem um ponto no espaço,
como mostrado na figura 7.
O sistema de eixos pode ser facilmente representado com auxílio da mão direita, onde o
polegar aponta para o sentido positivo do eixo X, o indicador para o sentido positivo do Y, e o
dedo médio para o sentido positivo do Z (Centro de Usinagem), conforme a figura 8.
figura 7 – representação dos eixos figura 8 – Regra da mão direita

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 18
6.1 COORDENADAS ABSOLUTAS E INCREMENTAIS
No sistema de programação CNC é possível utilizar dois tipos diferentes de coordenadas:
Coordenadas absolutas (G90);
Coordenadas incrementais (G91).
Define-se como sistema de coordenadas absolutas o sistema de coordenadas onde o
ponto a ser atingido pela ferramenta é dado tomando-se como referência o “zero-peça”.
Define-se como sistema de coordenadas incrementais o sistema de coordenadas onde o
ponto a ser atingido pela ferramenta é dado tomando-se como referência o ponto anterior. Para a
utilização deste tipo de sistema de coordenadas deve-se raciocinar no Comando Numérico
Computadorizado da seguinte forma: da posição em que parou a ferramenta, quanto falta para
chegar ao próximo ponto?
Para a programação CNC é fundamental conseguir analisar um desenho e obter dele suas
coordenadas. Nos desenhos à seguir pode-se observar as coordenadas de uma figura bastante
simples em duas situações diferentes. Nestes dois casos o sistema de coordenadas estará
desenhado para auxiliar nesta tarefa. Observando o desenho da figura 9, deve-se analisar os
dados da tabela com as coordenadas de cada vértice, indicados pelas letras A até H.
figura 9 – sistema de coordenadas absolutas (G90)
O exemplo anterior mostra o uso de coordenadas absolutas (baseadas em uma referência
fixa). Pode-se trabalhar com coordenadas incrementais, que sempre se relacionam com o ponto

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 19
anterior (em outras palavras, a posição atual é sempre a origem). A figura 10 apresenta um perfil
onde se considera o ponto A como sendo o ponto inicial. A tabela está preenchida com as
coordenadas incrementais.
figura 10 – Sistema de coordenadas incrementais (G91)
Durante o desenvolvimento de um programa CNC pode-se utilizar tanto coordenadas
absolutas como coordenadas incrementais, e alternar entre os sistemas a qualquer momento.
6.2 COORDENADAS POLARES
Até agora o método de determinação dos pontos era descrito num sistema de coordenadas
cartesianas, porém, existe uma outra maneira de declarar os pontos: em função de ângulos e
raios. Esse modo de programação é chamado de sistema de coordenadas polares.
Exemplo de programação:
PONTO RAIO ÂNGULO
A 55 0
B 55 60
C 55 120
D 55 180
E 55 240
F 55 300
POLO X0 Y0

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 20
1) Preencha a tabela a seguir com as coordenadas absolutas (G90) de acordo com o
desenho ao lado.
2) Preencha a tabela a seguir com as coordenadas Incrementais (G91) de acordo
com o desenho ao lado.
Coordenadas Absolutas
(G90)
PONTO X Y
A
B
C
D
E
F
G
H
Coordenadas Incrementais (G91)
PONTO X Y
DE PARA
A B
B C
C D
D E
E F
F G
G H
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 21
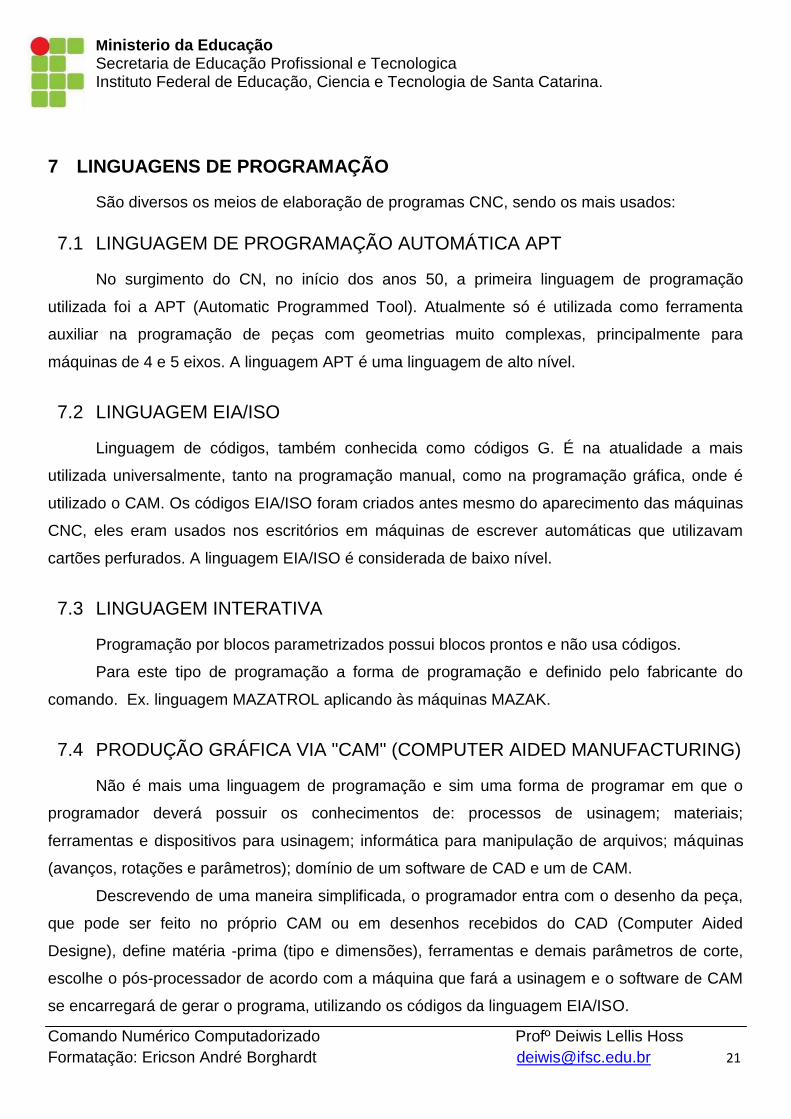
7 LINGUAGENS DE PROGRAMAÇÃO
São diversos os meios de elaboração de programas CNC, sendo os mais usados:
7.1 LINGUAGEM DE PROGRAMAÇÃO AUTOMÁTICA APT
No surgimento do CN, no início dos anos 50, a primeira linguagem de programação
utilizada foi a APT (Automatic Programmed Tool). Atualmente só é utilizada como ferramenta
auxiliar na programação de peças com geometrias muito complexas, principalmente para
máquinas de 4 e 5 eixos. A linguagem APT é uma linguagem de alto nível.
7.2 LINGUAGEM EIA/ISO
Linguagem de códigos, também conhecida como códigos G. É na atualidade a mais
utilizada universalmente, tanto na programação manual, como na programação gráfica, onde é
utilizado o CAM. Os códigos EIA/ISO foram criados antes mesmo do aparecimento das máquinas
CNC, eles eram usados nos escritórios em máquinas de escrever automáticas que utilizavam
cartões perfurados. A linguagem EIA/ISO é considerada de baixo nível.
7.3 LINGUAGEM INTERATIVA
Programação por blocos parametrizados possui blocos prontos e não usa códigos.
Para este tipo de programação a forma de programação e definido pelo fabricante do
comando. Ex. linguagem MAZATROL aplicando às máquinas MAZAK.
7.4 PRODUÇÃO GRÁFICA VIA "CAM" (COMPUTER AIDED MANUFACTURING)
Não é mais uma linguagem de programação e sim uma forma de programar em que o
programador deverá possuir os conhecimentos de: processos de usinagem; materiais;
ferramentas e dispositivos para usinagem; informática para manipulação de arquivos; máquinas
(avanços, rotações e parâmetros); domínio de um software de CAD e um de CAM.
Descrevendo de uma maneira simplificada, o programador entra com o desenho da peça,
que pode ser feito no próprio CAM ou em desenhos recebidos do CAD (Computer Aided
Designe), define matéria -prima (tipo e dimensões), ferramentas e demais parâmetros de corte,
escolhe o pós-processador de acordo com a máquina que fará a usinagem e o software de CAM
se encarregará de gerar o programa, utilizando os códigos da linguagem EIA/ISO.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 22
8 ESTRUTURA DO PROGRAMA
A estrutura de programação para máquinas CNC utilizando a Norma ISO 6983 é
estruturada com os seguintes dados: identificação, cabeçalho, dados da ferramenta,
aproximação, usinagem do perfil da peça, fim de programa.
O programa CNC é constituído de:
Caracteres: É um número, letra ou símbolo com algum significado para o
Comando.(Exemplo:2, G, X, /, A, T).
Endereços: É uma letra que define uma instrução para o comando. (Exemplo: G, X,
Z, F).
Palavras: É um endereço seguido de um valor numérico. (Exemplo: G01 X25 F0.3).
Bloco de Dados: É uma série de palavras colocadas numa linha, finalizada pelo
caractere ; (Exemplo: G01 X54 Y30 F.12;)
Programa: É uma série de blocos de dados (Finalizada por M30).
8.1 CARACTERES ESPECIAIS
(;) - Fim de bloco: (EOB -End of Block). Todo bloco deve apresentar um caractere que
indique o fim do bloco.
/ - Eliminar execução de blocos, número sequencial de blocos.
() - Comentário : Os caracteres parênteses permitem a inserção de comentários. Os
caracteres que vierem dentro de parênteses são considerados comentários e serão ignorados
pelo comando.
MSG - Mensagem ao operador, exemplo: MSG ( “mensagem desejada” ).
8.2 FUNÇÕES ESPECIAIS
Função O (usada no comando Fanuc Series Oi - MC). Todo programa ou subprograma na
memória do comando é identificado através da letra “O” composto por até 4 dígitos, podendo
variar de 0001 até 9999.
Para facilitar a identificação do programa, recomenda-se inserir um comentário,
observando-se o uso dos parênteses. Ex.: O5750 (Flange do eixo traseiro);
Função N
Define o número da sequencia. Cada sequencia de informação pode ser identificada por

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 23
um número de um a quatro dígitos, que virá após a função N. Esta função é utilizada em desvios
especificados em ciclos, e em procura de blocos.
Exemplo:
N50 G01 X10;
N60 G01 Z10;
Não é necessário programar o número de sequencia em todos os blocos de dados. A
sequencia aparecerá automaticamente após a inserção de cada bloco de dados, a não ser que
seja feita uma edição fora da sequencia do programa ou após sua edição completada.
Função F
Geralmente nos tornos CNC utiliza-se o avanço em mm/rotação, mas este também pode
ser utilizado em mm/min. O avanço é um dado importante de corte e é obtido levando-se em
conta o material, a ferramenta e a operação a ser executada. F0.3 ; ou F.3 ;

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 24
9 SISTEMAS DE INTERPOLAÇÃO
Os sistemas de interpolação usados na programação de máquinas CNC são classificados
em linear e circular.
9.1 INTERPOLAÇÕES LINEARES
A interpolação linear é uma linha que se ajusta a dois pontos. Por exemplo, você deseja
mover só um eixo linear em um comando. Você quer mover o eixo X a uma posição com um
avanço lento à direita do zero do programa. Considerando que o comando fosse X10. (assumindo
o modo absoluto e em mm). A máquina removeria uma linha perfeitamente reta neste movimento
(desde que só um eixo está movendo).
Agora digamos que desejo para incluir um Y eixo movimento a uma posição de 10
milímetros em relação ao zero do programa (e juntamente com o Y atuasse o X voltando a zero).
Nós diremos que você está tentando fazer um chanfro na peça produto com este comando. Para
caminhar numa linha perfeitamente reta e chegar ao ponto de destino programado nos dois eixos
juntos, tem que haver uma sincronização dos eixos X e Y nestes movimentos. Também, se a
usinagem ocorrer durante o movimento, uma taxa de movimento (feedrat) também deve ser
especificado. Isto requer interpolação linear.
O movimento 2 da figura 11, foi gerado com interpolação linear. Saiba que para máquina
não ocorreu um único movimento, mas sim uma serie de movimentos minúsculos cujo tamanho
do passo é igual à resolução da máquina, normalmente 0.001mm.
Durante comandos de interpolações lineares, o controle precisa, automaticamente, calcular
figura 11 – Interpolação linear

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 25
uma série de movimentos minúsculos, enquanto mantêm a ferramenta tão perto do caminho
linear programado. Com as máquinas CNC de hoje, fica a impressão que a máquina está
formando um movimento de linha perfeitamente reta.
9.2 INTERPOLAÇÕES CIRCULAR
Em modo semelhante, requerem muitas aplicações para máquinas CNC, por exemplo, que
a máquina possa formar movimentos circulares. Aplicações para movimentos circulares incluem
raio de concordância entre faces de peças, furos circulares de grandes e pequenos diâmetros,
etc. Este tipo de movimento requer interpolação circular. Como com interpolação linear, o controle
gerará minúsculos movimentos que se aproximam o máximo de caminho circular desejado. A
figura 12 mostra o que acontece durante interpolação circular.
figura 12 – interpolação circular
A trajetória da ferramenta é percorrida com uma orientação circular, com qualquer raio, nos
sentido horário e anti-horário, e com qualquer velocidade conforme os limites da maquina.
Algumas informações são necessárias para a programação de arcos, tais como:
Ponto final do arco;
Sentido do arco;
Centro do arco (polo).

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 26
10 PONTOS DE REFERÊNCIA
10.1 PONTO ZERO DA MÁQUINA: M
figura 13 – simbologia do zero máquina
O ponto zero da máquina (fig. 13) é definido pelo fabricante da mesma. Ele é o ponto zero
para o sistema de coordenadas da máquina e o ponto inicial para todos os demais sistemas de
coordenadas e pontos de referência.
10.2 PONTO DE REFERÊNCIA: R
figura 14 – simbologia do ponto de referência
O ponto de referência (fig. 14) serve para aferição e controle do sistema de medição dos
movimentos da máquina. Ao ligar a máquina, sempre se deve deslocar o carro até esse local,
antes de iniciar a usinagem. Este procedimento define ao comando a posição do carro em relação
ao zero máquina.
10.3 PONTO ZERO DA PEÇA: W
figura 15 – simbologia do zero peça
O ponto zero peça (fig. 15) é definido pelo programador e usado por ele para definir as
coordenadas durante a elaboração do programa. Recomenda-se colocar o ponto zero da peça de
tal forma que se possam transformar facilmente as medidas do desenho da peça em valores de
coordenadas positivas.
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 27
11 FUNÇÕES PREPARATÓRIAS DE DESLOCAMENTO
11.1 FUNÇÕES PREPARATÓRIAS (G)
As funções preparatórias indicam ao comando o modo de trabalho, ou seja, indicam à
máquina o que fazer, preparando-a para executar um tipo de operação, ou para receber uma
determinada informação. Essas funções são dadas pela letra G, seguida de um número formado
por dois dígitos (de 00 a 99 no caso do comando Fanuc Series 0i-MC).
As funções podem ser:
MODAIS – São as funções que uma vez programadas permanecem na memória do
comando, valendo para todos os blocos posteriores, a menos que modificados ou cancelados por
outra função da mesma família.
NÃO MODAIS – São as funções que todas as vezes que requeridas, devem ser
programadas, ou seja, são válidas somente no bloco que as contém.
11.2 LISTAS DAS FUNÇÕES PREPARATÓRIAS COMANDO FANUC Series Oi-MC
G00 - Avanço rápido
G01 - Interpolação linear
G02 - Interpolação circular horária
G03 - Interpolação circulara anti-horária
G04 - Tempo de permanência
*G15 – Cancela a programação polar
G16 – Ativa a programação polar
*G17 – Seleção plano XY
G18 – Seleção plano XZ
G19 – Seleção plano YZ
G20 – Referência de unidade de medida (polegada)
G21 – Referência de unidade de medida (métrico)
G22 – Ativa área de segurança
G23 – Desativa área de segurança
G28 – Retorna eixos para referência de máquina

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 28
*G40 – Cancela compensações ativas de raio e comprimento da ferramenta
G41 – Ativa compensação do raio da ferramenta (à esquerda do perfil)
G42 – Ativa compensação do raio da ferramenta (à direita do perfil)
G43 – Ativa a compensação do comprimento da ferramenta (direção +)
G44 -Ativa a compensação do comprimento da ferramenta (direção -)
*G49 – Cancela a compensação do comprimento da ferramenta
G50.1 -Cancela a imagem de espelho
G51.1 – Ativa imagem de espelho
G52 – Sistema de coordenada local
G53 – Sistema de coordenada de máquina
*G54 – Sistema de coordenada de trabalho 1
G55 -Sistema de coordenada de trabalho 2
G56 -Sistema de coordenada de trabalho 3
G57 -Sistema de coordenada de trabalho 4
G58 -Sistema de coordenada de trabalho 5
G59 -Sistema de coordenada de trabalho 6
G65 – Chamada de macro
G68 – Sistema de rotação de coordenadas
G69 -Cancela sistema de rotação de coordenadas
G73 – Ciclo de furação intermitente
G74 – Ciclo de roscamento (esquerda)
G76 – Ciclo de mandrilamento
G80 – Cancela ciclo fixo
G81 – Ciclo de furação contínua
G82 – Ciclo de furação contínua com dwell
G83 – Ciclo de furação intermitente com retorno ao plano R
G84 – Ciclo de roscamento (direita)
G85 – Ciclo de mandrilamento (retração em avanço programado)
G86 – Ciclo de mandrilamento (retração com eixo parado)
G87 – Ciclo de mandrilamento (rebaixo interno)
G88 – Ciclo de mandrilamento com retorno manual
G89 – Ciclo de mandrilamento (dwell+retração com avanço programado)
*G90 -Sistema de coordenadas absolutas

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 29
G91 -Sistema de coordenadas incrementais
G92 – Estabelece nova origem
G92S -Estabelece limite de rotação (RPM)
G94 -Estabelece avanço mm/minuto
G95 -Estabelece avanço mm/rotação
G96 -Estabelece programação em velocidade de corte constante
G97 -Estabelece programação em RPM C -Posicionamento angular do eixo árvore
Obs.: os códigos G marcados * são ativados automaticamente ao se ligar a máquina
11.3 LISTA DAS FUNÇÕES MISCELÂNEAS OU AUXILIARES
M00 -Parada de programa
M01 -Parada de programa opcional
M02 -Final de programa
M03 -Gira eixo árvore sentido horário
M04 -Gira eixo árvore sentido anti-horário
M05 -Parada do eixo árvore
M08 -Liga refrigeração
M09 -Desliga refrigeração
M18 -Cancela modo posicionamento eixo árvore
M19 -Eixo árvore em modo posicionamento
M30 -Final de programa e retorno ao inicio
M62 -Liga fluido da bandeja
M63 –Desliga fluido da bandeja
M74 -Liga o transportador de cavacos
M75 - Desliga o transportador de cavacos
M98 - Chamada de um sub-programa
M99 - Retorno de um sub-programa
NOTA: Para comandos de fabricantes diferentes uma mesma função pode ter significados
diferentes, mas a maioria das funções, o seu significado é comum a quase todos os comandos.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 30
12 EXERCÍCIOS 1
Exercício 1
No desenho abaixo, escolha um ponto para o zero-peça, ou seja, para a origem do sistema
de coordenadas. Em seguida defina um sentido de usinagem e identifique os pontos meta. Para
finalizar preencha a tabela de coordenadas utilizando o sistema absoluto.
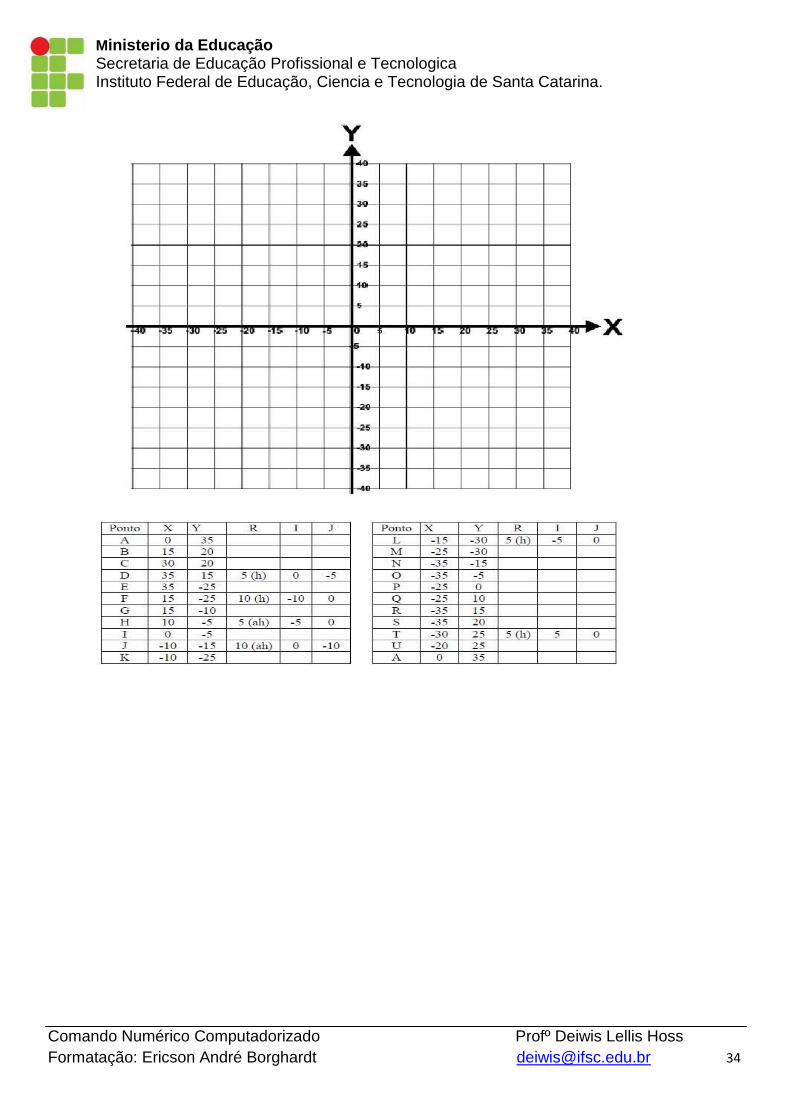
Exercício 2
No desenho a abaixo, identificar os pontos meta no sentido anti-horário, a partir do ponto A
já definido e preencher a tabela de coordenadas utilizando o sistema absoluto.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 31
O1000 (EXER.02);
N10 G90 G40 G94;
N20 M6T01 (FRESA 10MM);
N30 G97S6370 M3;
N40 G54;
N50 G00 X-4 Y41;
N60 G43 Z1 H01;
N70G42 X-10Y35D01;
N80M98P0211001;
N90G00 Z100;
N100M30
O1001(SUB 1000);
G91G01Z-1 F1000;
G90 G03 X-20 Y25 R10
G01 Y12
G02 X-32Y0 I-12 J0
G1 X-35 Y0
G3X-40 Y-5 R5
G1 X-40 Y-25
G3 X-20Y-25 R10
Ponto
s X Y R I J
A -10 35 B -20 25 0 -10 C -20 12 D -32 0 12 -12 0 E -35 0 F -40 -5 5 0 -5 G -40 -25 H -20 -25 10 10 0 I -10 -15 10 10 0 J 10 -15 K 20 -25 10 0 -10 L 40 -25 10 10 0 M 40 -5 N 35 0 5 -5 0 O 32 0 P 20 12 12 0 12 Q 20 25 R 10 35 10 -10 0

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 32
N90G2X-10Y-15I10
N100 G1X10Y-15
N110 G2 X20Y-25I0J-10
N120 G3X40Y-25 R10
N130 G1X40Y-5
N140 G3 X35Y0 R5
N150 G1X32Y0
N160 G2 X20Y12J12
N170 G1X20Y25
N180 G3X10Y35R10
N190 G1X-10Y35
N200M99
Exercício 3
Baseado nas cotas do exercício anterior, preencha a tabela usando coordenadas
incrementais na figura abaixo.
Exercício 4

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 33
Preencha a tabela com as coordenadas necessárias. Utilize o sistema absoluto ou
incremental conforme for mais indicado.
Exercício 5
Marque as coordenadas da tabela abaixo no gráfico XY e desenhe o perfil da peça
correspondente. As coordenadas estão no sistema absoluto.
Ponto
s
Sistema X Y R I J A G90 0 0
B 0 40 C 16,38 40 D 22,78 42,32 10
A
H
10 E 50 70,02 F 75 70,02 G G91 0 -5 H G90 53,44 44.99 I 50 37.44 12
A
H
8.56 -7.55 J G91 0 -5.44 K G90 62 20 12 12 0 L 92 20 M 100 0
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 34

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 35
Exercício 6
Marque as coordenadas da tabela abaixo no gráfico XY e desenhe o perfil da peça
correspondente. As coordenadas estão no sistema incremental. O ponto inicial está indicado.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 36
Exercício 7
Marque as coordenadas da tabela abaixo no gráfico XY e desenhe o perfil da peça
correspondente. As coordenadas estão nos sistema absoluto e incremental.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 37
13 SINTAXE DAS FUNÇÕES
Função G00 – Aplicação: Movimento rápido (aproximação e recuo)
Os eixos movem-se para a meta programada com a maior velocidade de avanço
disponível na máquina.
Sintaxe:
G0 X__ _Y_ __ Z__ _
onde:
X = coordenada a ser atingida
Y = coordenada a ser atingida
Z = coordenada a ser atingida
A função G0 é um comando modal. Esta função cancela e é cancelada pelas funções G01,
G02 e G03.
Função G01 – Aplicação: Interpolação linear (usinagem retilínea ou avanço de trabalho)
Com esta função obtém-se movimentos retilíneos entre dois pontos programados com
qualquer ângulo, calculado através de coordenadas com referência ao zero programado e com
um avanço (F) pré-determinado pelo programador. Esta função é um comando modal, que
cancela e é cancelada pelas funções G00, G02 e G03.
Sintaxe:
G1 X__ _Y_ __ Z__ _F_ _ _
onde:
X = coordenada a ser atingida
Y = coordenada a ser atingida
Z = coordenada a ser atingida
F = avanço de trabalho (mm/min)
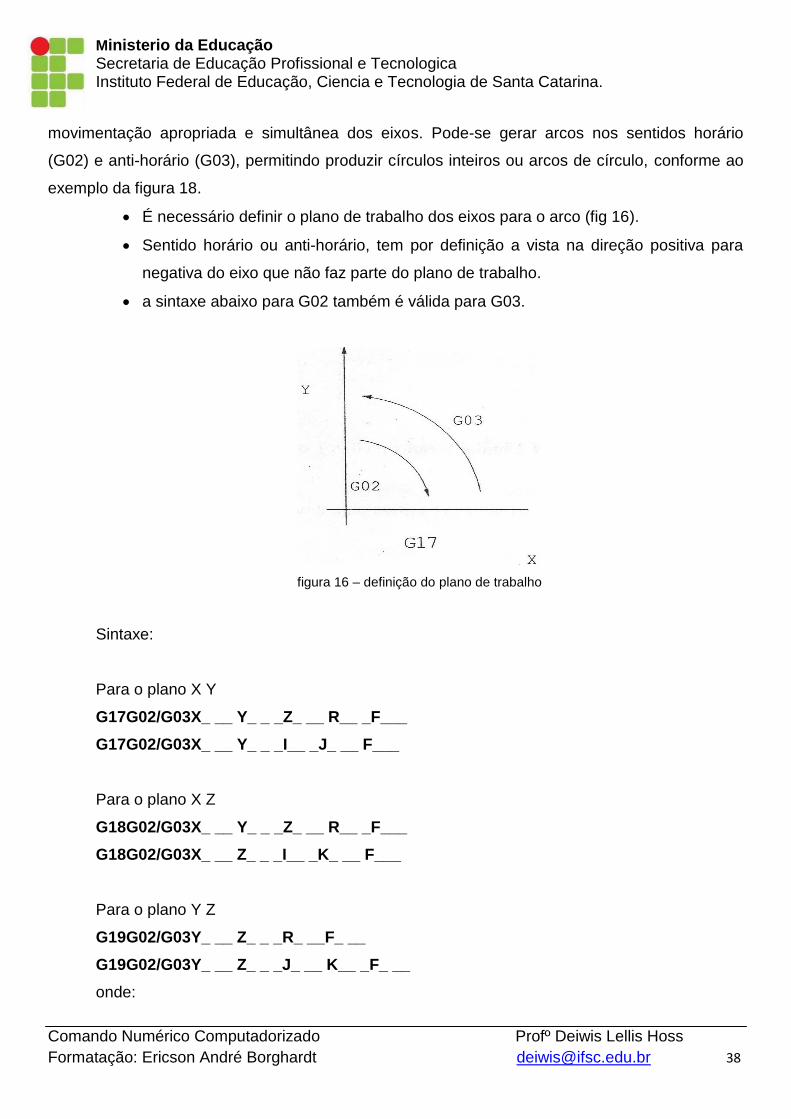
Funções G02, G03 – Aplicação: Interpolação circular
Esta função executa operação de usinagem de arcos pré-definidos através de uma
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 38
movimentação apropriada e simultânea dos eixos. Pode-se gerar arcos nos sentidos horário
(G02) e anti-horário (G03), permitindo produzir círculos inteiros ou arcos de círculo, conforme ao
exemplo da figura 18.
É necessário definir o plano de trabalho dos eixos para o arco (fig 16).
Sentido horário ou anti-horário, tem por definição a vista na direção positiva para
negativa do eixo que não faz parte do plano de trabalho.
a sintaxe abaixo para G02 também é válida para G03.
figura 16 – definição do plano de trabalho
Sintaxe:
Para o plano X Y
G17G02/G03X_ __ Y_ _ _Z_ __ R__ _F___
G17G02/G03X_ __ Y_ _ _I__ _J_ __ F___
Para o plano X Z
G18G02/G03X_ __ Y_ _ _Z_ __ R__ _F___
G18G02/G03X_ __ Z_ _ _I__ _K_ __ F___
Para o plano Y Z
G19G02/G03Y_ __ Z_ _ _R_ __F_ __
G19G02/G03Y_ __ Z_ _ _J_ __ K__ _F_ __
onde:

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 39
X ; Y; Z = posição final da interpolação
I = centro da interpolação no eixo X
J = centro da interpolação no eixo Y
K = centro da interpolação no eixo Z
Z = posição final do arco
R = valor do raio (negativo para arco maior que 180 graus)
F= avanço de trabalho (opcional, caso já esteja programado)
O valor numérico que segue I, J, K é um vetor que parte do ponto de início do arco até o
centro do arco, conforme a figura 17.
figura 17 – definição do centro do arco
Quando as coordenadas XYZ são omitidas (o ponto final é o mesmo ponto de partida) e o
centro for especificado com I, J, ou K um arco de 360 graus é gerado, porém se for usado a
função raio (R), um arco de zero grau é gerado. Exemplo G17 G02 R50 (a ferramenta não se
move)
figura 18 – exemplo de interpolação circular

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 40
Função C e R– Inserção de chanfro ou canto arredondado
Um chanfro ou arredondamento pode ser inserido entre os seguintes movimentos:
a) Entre uma interpolação linear e outra interpolação linear
b) Entre uma interpolação linear e outra interpolação circular
c) Entre uma interpolação circular e outra interpolação linear
Sintaxe:
C Usado para chanfro
R Usado para raio
figura 19 – exemplo de chanfro e arredondamento
Para utilizar essas funções, deve-se programá-las no mesmo bloco da interpolação linear
ou circular para que, em função do próximo movimento, seja criado um chanfro ou um
arredondamento de canto, como mostrado na figura 19.
13.1 Interpolação Helicoidal
A interpolação helicoidal é um recurso usado para gerar movimentos em forma de espiral,
conforme o exemplo da figura 21. Esse método é uma progressão lógica da interpolação circular
em que a fresa se movimenta em três dimensões, progredindo para a profundidade do furo
enquanto também realiza o movimento da interpolação circular. É um movimento em espiral ou
helicoidal. Tal método é indicado para ferramentas com comprimentos mais longos, pois produz
forças radiais menores e axiais mais elevadas que a interpolação circular e, portanto, menos

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 41
vibrações.
A fresa, utilizada para interpolação helicoidal, deve ter capacidade de usinagem em rampa
se a intenção for a furação, ou seja, a abertura de um furo a partir de superfície sólida, como
mostrado na figura 20.
figura 20 – furo com interpolação helicoidal
Sintaxe:
Em sincronismo com o arco XY
G17G02/G03X__ _Y__ _I_ __J_ __(R_ __)Z_ _ _F_ __
Em sincronismo com o arco XZ
G18G02/G03X__ _Y__ _I_ __K_ __(R_ __)Y_ _ _F__ _
Em sincronismo com o arco YZ
G19G02/G03Y__ _Z__ _ J__ _K__ _(R_ __) X_ __ F_ __
figura 21 – Interpolação helicoidal (espiral)

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 42
Função G4 – Aplicação: Tempo de permanência
Permite interromper a usinagem da peça entre dois blocos, durante um tempo programado.
Por exemplo, para alívio de corte.
Sintaxe:
G4 F_ _ _ _ valores programados em segundos
G4 S_ _ _ _ valores programados em nº. de rotações
Função G15/G16 – Aplicação: ativa e desativa coordenada polar
O sistema de coordenadas polares é um modo de programação onde as coordenadas são
indicadas através de ângulos e raios. O código G15 cancela a coordenada polar e o código G16
ativa a coordenada polar.
A direção positiva (+) do ângulo será um movimento no sentido anti-horário e
o sinal negativo (-) será no sentido horário.
É necessário fazer a seleção do plano de trabalho
A informação de raio será o primeiro do plano selecionado e a informação deângulo
será o segundo eixo, conforme a figura 22.
O raio e o ângulo podem ser programados tanto em coordenada absoluta como
incremental (G90 e G91). Quando o raio é especificado no modo absoluto ele tem início a partir
do sistema de coordenadas (X0 Y0) e o ângulo programado em absoluto é considerado a partir
da linha de referência positiva de X.
Sintaxe:
G17/G18/G19 G16 X/Y/Z_ _ _ X/Y/Z_ _ _
G15
figura 22 – coordenadas polares

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 43
Nas figuras 23 e 24 são mostradas as diversas formas de programação e exemplos com
coordenadas polares.
Ângulo e raio em absoluto Raio em incremental e ângulo em absoluto
Ângulo e raio em incremental Ângulo e raio em incremental
figura 23 – formas de coordenadas polares

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 44
figura 24 – exemplos de coordenadas polares
Funções G17, G18, G19 – Aplicação: Seleciona Plano de trabalho
As funções G17, G18 e G19 permitem selecionar o plano no qual se pretende executar o
perfil da peça (fig. 25). Estas funções são modais. Onde:
G17 sendo plano de trabalho XY
G18 sendo plano de trabalho XZ
G19 sendo plano de trabalho YZ
figura 25 – plano de trabalho
Observação: O plano G17 é o mais utilizado para gerar perfis e é ativada automaticamente
ao se ligar a máquina. Porém em alguns casos é necessário trabalhar nos demais planos.
Funções G40, G41 e G42 – Aplicação: Compensação de raio de ferramenta.
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 45
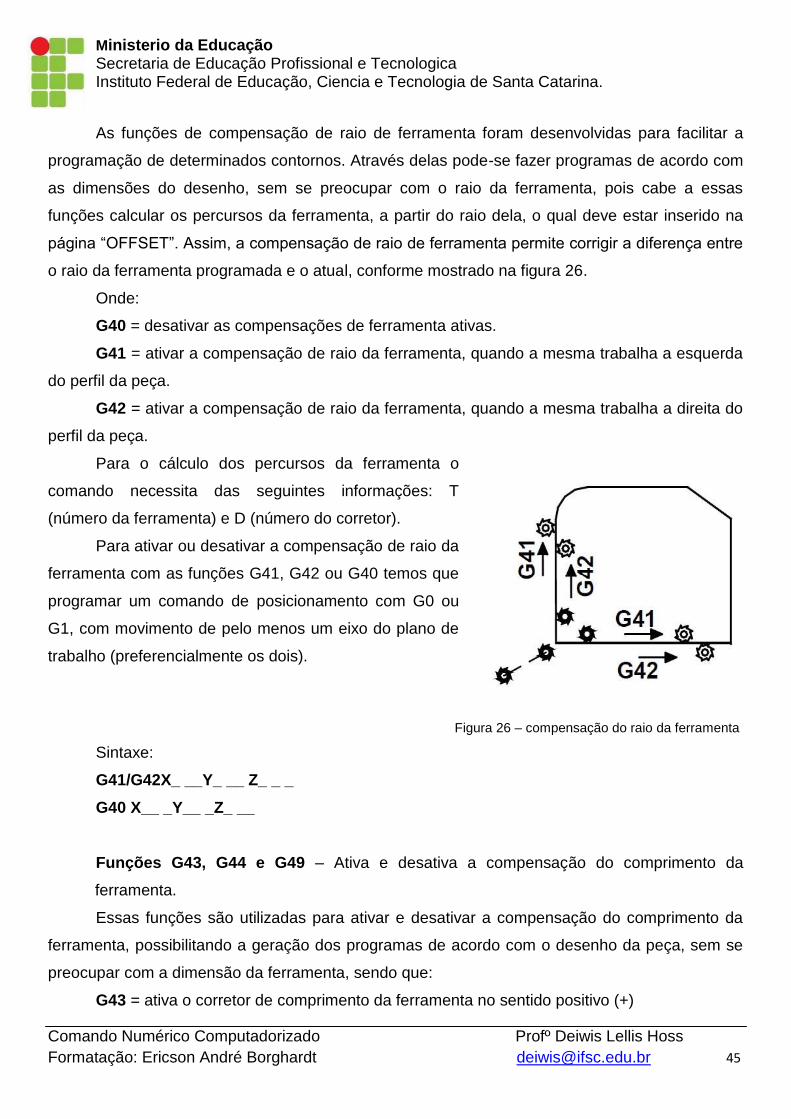
As funções de compensação de raio de ferramenta foram desenvolvidas para facilitar a
programação de determinados contornos. Através delas pode-se fazer programas de acordo com
as dimensões do desenho, sem se preocupar com o raio da ferramenta, pois cabe a essas
funções calcular os percursos da ferramenta, a partir do raio dela, o qual deve estar inserido na
página “OFFSET”. Assim, a compensação de raio de ferramenta permite corrigir a diferença entre
o raio da ferramenta programada e o atual, conforme mostrado na figura 26.
Onde:
G40 = desativar as compensações de ferramenta ativas.
G41 = ativar a compensação de raio da ferramenta, quando a mesma trabalha a esquerda
do perfil da peça.
G42 = ativar a compensação de raio da ferramenta, quando a mesma trabalha a direita do
perfil da peça.
Para o cálculo dos percursos da ferramenta o
comando necessita das seguintes informações: T
(número da ferramenta) e D (número do corretor).
Para ativar ou desativar a compensação de raio da
ferramenta com as funções G41, G42 ou G40 temos que
programar um comando de posicionamento com G0 ou
G1, com movimento de pelo menos um eixo do plano de
trabalho (preferencialmente os dois).
Figura 26 – compensação do raio da ferramenta
Sintaxe:
G41/G42X_ __Y_ __ Z_ _ _
G40 X__ _Y__ _Z_ __
Funções G43, G44 e G49 – Ativa e desativa a compensação do comprimento da
ferramenta.
Essas funções são utilizadas para ativar e desativar a compensação do comprimento da
ferramenta, possibilitando a geração dos programas de acordo com o desenho da peça, sem se
preocupar com a dimensão da ferramenta, sendo que:
G43 = ativa o corretor de comprimento da ferramenta no sentido positivo (+)

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 46
G44 = ativa o corretor de comprimento da ferramenta no sentido negativo (-)
G49 = cancela o corretor de comprimento da ferramenta
O offset de comprimento de ferramenta estabelece a distância da ponta da ferramenta na
posição “home” até a posição zero (em z) da peça a trabalhar (veja a figura 27). Esta distância é
armazenada em uma tabela que o programador pode acessar usando uma palavra-chave tipo G
ou um código da ferramenta. Uma máquina ferramenta que tenha um controle Fanuc usa o
código G43. A palavra-chave G43 é acompanhada por uma letra auxiliar H e por um número de
dois dígitos. O G43 diz ao controle para compensar o eixo-z, e o H e o número informa ao
controle qual offset deve chamar da tabela de armazenamento de comprimentos da ferramenta.
Um comando do tipo offset de comprimento da ferramenta é tipicamente acompanhado por um
movimento no eixo-z para ativá-lo
Figura 27 – compensação do comprimento da ferramenta
Sintaxe:
Para compensação
G43/44Z_ __ H__ _
Para cancelamento
G49Z___ ouH00
Funções G50. 1 e G51.1 – Imagem espelho
Pode-se obter imagem espelho de uma respectiva peça programada, a um eixo de
simetria, através da função G51. 1, conforme o exemplo da figura 28.
Sintaxe:
G51.1X_ __Y_ __;
G50.1;

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 47
Funções G52 – Sistema de coordenadas local – LCS
O sistema de coordenada local (fig. 29) é utilizado para transladar a origem das
coordenadas dentro do programa. Para isso, deve-se informar a distância entre o zero -peça ativo
(G54, G55,...G59) e a nova origem desejada, juntamente com a função G52.
Sintaxe:
G52 X__ _Y__ _Z_ __
Figura 28 – exemplo de imagem espelho

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 48
Figura 29 -Sistema de coordenadas local – LCS
Funções G53 – Sistema de coordenadas de máquina – MCS
O ponto zero da máquina está estabelecido pelo fabricante da mesma. É a origem do
sistema de coordenadas da máquina e é o ponto de início para todos os outros sistemas de
coordenadas e pontos de referência da máquina, conforme a figura 30.
Este comando cancela o sistema de coordenada de trabalho (G54, G55, G56,..., G59),
fazendo com que o comando assuma o zero -máquina, como na figura 29, como referência.
A função G53 não é modal, portanto somente é efetiva no bloco que a contém. Deve ser
usada somente no modulo absoluto (G90).
Figura 30 – Sistema de coordenadas

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 49
Funções G54 a G59 e G54. 1 P1 a G54.1 P48 – Sistema de coordenadas de trabalho
– WCS
O sistema de coordenada de trabalho define como zero um determinado ponto
referenciado na peça. Este sistema pode ser estabelecido por uma das seis funções entre G54 a
G59.
Os valores para referenciamento devem ser inseridos na página “TRAB” e representa a
distância para cada eixo do zero -máquina ao zero peça.
A sintaxe para este grupo de funções é somente programar a própria função, isto é, G54,
G55, G56, G57, G58 ou G59.
Na falta de indicação de uma dessas funções, o comando assume o ultimo programado
automaticamente. Portanto, se algum valor estiver inserido na página “TRAB”, referente ao
sistema de coordenadas de trabalho G54 a G59, o zero peça será transladado, mesmo sem
programar a referida função.
Além dos seis zero – peças convencionais (G54 a G59), o comando dispõe de mais 48
zero-peça. Estes são ativados através das funções G54.1 P1 a G54.1 P48 e seus valores
também são exibidos na página”TRAB”.
Sintaxe:
G54.....G59
G54. 1 P1....G54 P48
Funções G68 e G69 – Rotação do sistema de coordenadas
Um perfil programado pode ser rotacionado. O uso dessa função possibilita que haja uma
modificação em um programa utilizando o código de rotação, sempre que a peça tiver sido
colocada em algum ângulo rotacionado em relação ao perfil previamente programado.
Além disso, quando existir um perfil que deva ser rotacionado várias vezes, o tempo para
elaboração e o tamanho do programa podem ser reduzidos em função desse recurso. O exemplo
pode ser visto na figura 31.
Sintaxe:
G_ _ _ (G17, G18, ou G19);
G68 X__ _Y_ __ R___ (ângulo de rotação a partir da linha positiva X)
...
G69
-Quando XY (que indicam o centro de rotação) são omitidos, a posição atual onde a função

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 50
G68 foi programada é considerada como centro de
rotação.
-Quando o ângulo de rotação for omitido, o
valor referenciado pelo parâmetro
5410 é usado para o sistema de rotação.
-(+) direção anti-horária
-(-) direção horária
-O ângulo de rotação pode ser programado
num campo de -360 a 360m graus,
com incremento de 0, 001 graus.
figura 31 – exemplo de rotação de perfil programado
13.2 CICLOS FIXOS
Ciclo fixo é um bloco de comando que informa ao CNC como executar uma determinada
operação, a qual se fosse programada em comandos simples resultaria em múltiplos blocos.
Portanto, o uso de ciclos fixos simplifica a programação, reduzindo o número de blocos do
programa. Geralmente consistem em uma sequencia de até seis operações conforme a figura 32.
1 .Posicionamento dos eixos XY;
2 .Avanço rápido da ferramenta para o ponto R;
3 .Usinagem do furo;
4 .Operação no fundo do furo;
5 .Retração da ferramenta ao ponto R;
6 .Retorno ao ponto inicial.
Basicamente são três tipos de operações nos ciclos fixos.
Tipo 1 – Furação;
Tipo 2 – Roscamento;
Tipo 3 –Mandrilamento.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 51
Obs.: entende-se como mandrilamento, a
operação de remoção de cavaco de um furo
previamente existente e consiste em tornear o furo,
alargar o furo, rebaixar o furo ou chanfrar o furo.
Para melhor compreensão é adotada
a representação de movimentos
conforme figura 32:
Figura 32 – Sequencia de ciclo fixo
O ciclo fixo pode ser programado no modo G90 ou G91. O retorno do eixo Z após a
operação do ciclo fixo pode ser feita ao ponto inicial (G98) ou ponto R (G99) conforme mostra a
figura 33. O ponto inicial é a posição presente do eixo Z memorizada ao entrar no ciclo fixo.
G98 ( Retorno ao ponto Inicial ) G99 ( Retorno ao ponto “R” )
Figura 33 – posicionamento de ciclo fixo

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 52
Funções G73 – Furação com quebra cavaco (pica-pau)
Sua função é fazer um furo até a profundidade definida pelo parâmetro Z, em passos de Q
milímetros a F mm/min. Depois de cada passo a ferramenta retorna alguns milímetros (parâmetro
interno da máquina), em avanço rápido, para quebrar o cavaco. Em seguida volta a aprofundar
um novo incremento Q em avanço programado F, e assim ate encontrar a profundidade Z. A
figura 34 ilustra o seu funcionamento.
Descrição das operações do ciclo G73.
A ferramenta aproxima em avanço rápido ao nível do ponto R;
Penetra o primeiro incremento Q em avanço programado;
Retrai 2 mm em avanço rápido (valor d – ajustado no parâmetro 5114);
Penetra o segundo incremento Q;
Retrai novamente 2 mm;
Sucessivos cortes Q e retornos d até
encontrar o ponto z final;
Retrai em avanço rápido ao nível do ponto
inicial ou ponto R, conforme G99 ou G98
programado anteriormente.
Sintaxe:
G_ __(G98/G99)G73X__ _Y_ __ Z__ _R_ __ Q__
_F_ __K_ _ _
Onde:
XYZ – coordenadas do furo
Z – posição final em Z
R – nível de aproximação rápida
Q – Incremento de corte
F – Avanço programado para o corte dos
incrementos Q
K – Número de execuções
figura 34 – Furação com quebra cavaco (pica-pau)

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 53
Funções G74 – Roscamento com macho à esquerda – mandril flutuante e macho rígido
O ciclo fixo G74 é utilizado para operação de roscamento com macho à esquerda com
mandril flutuante ou macho rígido como mostrado na figura 35 no sentido de rotação anti-horário.
Descrição das operações do ciclo G74
O macho aproxima em avanço rápido ao nível do ponto R
Executa a rosca até a profundidade final Z com avanço programado F
Cessa a rotação ao final do corte
Retrai em avanço programado F com rotação invertida (sentido horário) até o ponto
R
Permanece neste ponto ou vai para o ponto inicial em avanço rápido, conforme G99
ou G98 previamente programado.
Sintaxe:
G_ __(G98/G99)G74X__ _Y_ __ Z__ _R_ __ F_ __ K__ _
Onde:
S – Rotação
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
K – Número de repetições
Figura 35 – ciclo fixo de roscamento à esquerda – Mandril flutuante e macho rígido

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 54
Funções G80 – Cancelamento do ciclo fixo
Esta função deve ser declarada no fim da utilização dos ciclos fixos da família G80 (G81,
G82,...)
A não declaração dessa função poderá acarretar em sérios problemas de programação.
Funções G81 – Furação / Mandrilamento – sem descarga
O ciclo fixo G81 é utilizado para operação sem descarga em furos ou torneamentos (figura
36).
Descrição das operações do ciclo G81
A ferramenta aproxima em avanço rápido ao nível do ponto R;
Usina até a profundidade final Z com avanço programado;
Retrai a ferramenta em avanço rápido, ao nível do ponto inicial ou ponto R
conforme G98 ou G99 programado previamente.
Sintaxe:
G_ __(G98/G99)G81X__ _Y_ __ Z__ _R_ __ F_ __ K__ _
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
K – Número de repetições
Figura 36 – furação sem descarga

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 55
Funções G82 – Furação / Mandrilamento – sem descarga e com dwell
O ciclo fixo G82 é utilizado para operação sem descarga em furos, onde se deseja um
tempo de permanência da ferramenta (dwell) no final da usinagem (figura 37).
Descrição das operações do ciclo G82
A ferramenta aproxima em avanço rápido ao nível do ponto R;
Usina até a profundidade final Z com avanço programado;
Permanece neste ponto um determinado tempo em segundos P;
Retrai a ferramenta em avanço rápido, ao nível do ponto inicial ou ponto R
conforme G98 ou G99 programado previamente.
Sintaxe:
G___(G98/G99)G82X___Y___Z___R___P___ F___K___
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
P – Tempo de permanência no final da usinagem (milésimos de segundo)
F – avanço programado para usinagem e retração K – Número de repetições
Figura 37 – furação sem descarga e com dwell
Funções G83 – Furação – com descarga
O ciclo fixo G83 é utilizado para operação de furação com descarga onde se deseja
retrações ao nível do ponto R (figura 38).
Descrição das operações do ciclo G83.
A ferramenta aproxima em avanço rápido ao nível do ponto R
Penetra o primeiro incremento Q em avanço programado
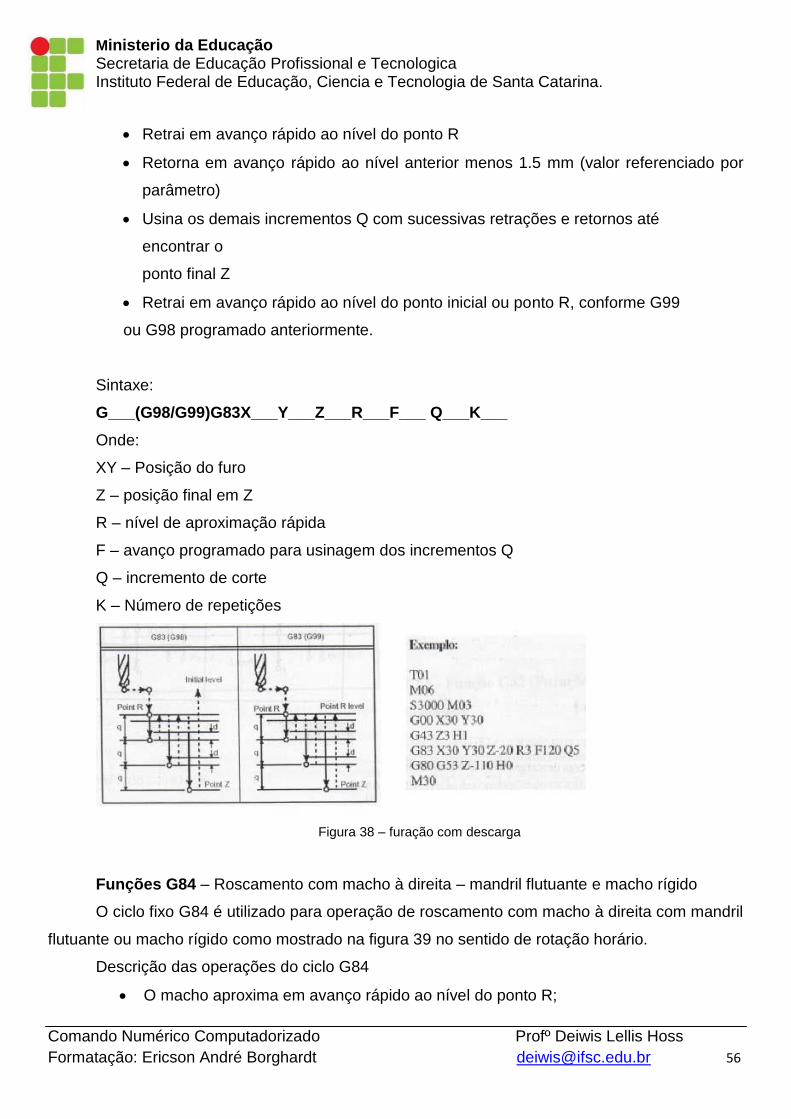
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 56
Retrai em avanço rápido ao nível do ponto R
Retorna em avanço rápido ao nível anterior menos 1.5 mm (valor referenciado por
parâmetro)
Usina os demais incrementos Q com sucessivas retrações e retornos até
encontrar o
ponto final Z
Retrai em avanço rápido ao nível do ponto inicial ou ponto R, conforme G99
ou G98 programado anteriormente.
Sintaxe:
G___(G98/G99)G83X___Y___Z___R___F___ Q___K___
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem dos incrementos Q
Q – incremento de corte
K – Número de repetições
Figura 38 – furação com descarga
Funções G84 – Roscamento com macho à direita – mandril flutuante e macho rígido
O ciclo fixo G84 é utilizado para operação de roscamento com macho à direita com mandril
flutuante ou macho rígido como mostrado na figura 39 no sentido de rotação horário.
Descrição das operações do ciclo G84
O macho aproxima em avanço rápido ao nível do ponto R;

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 57
Executa a rosca até a profundidade final Z com avanço programado F;
Cessa a rotação ao final do corte;
Retrai em avanço programado F com rotação invertida (sentido anti-horário) até o
ponto R;
Permanece neste ponto ou vai para o ponto inicial em avanço rápido, conforme G99
ou G98 previamente programado.
Sintaxe:
G_ __(G98/G99)G84X__ _Y_ __ Z__ _R_ __ F_ __ K__ _
Onde:
S – Rotação
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
K – Número de repetições
Figura 39 – Roscamento com macho à direita – mandril flutuante e macho rígido
Funções G85 – Mandrilamento / Alargador
O ciclo fixo G85 é normalmente utilizado para operação de alargamento de furo (calibração
através de alargador) como mostrado na figura 40.
Descrição da função:
-A ferramenta aproxima em avanço rápido ao nível do ponto R
-Usina até a profundidade final Z em avanço programado F

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 58
-Retrai em avanço
programado F, ao nível do
ponto inicial ou ponto R,
conforme G99 ou G98
previamente programado
Figura 40 – ciclo fixo mandrilamento / alargador
Sintaxe:
G_ __(G98/G99)G85X__ _Y_ __ Z__ _R_ __ F_ __ K__ _
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
K – Número de repetições
Funções G86 – Mandrilamento – melhor acabamento
O ciclo fixo G86 é utilizado para operação de calibração onde não se deseja nenhum risco
de ferramenta ou apenas um leve risco na vertical da superfície de acabamento, causado durante
o movimento de retração. A operação pode ser vista na figura 41.
Descrição das operações do ciclo G86
-A ferramenta aproxima em avanço rápido ao nível do ponto R
-Usina até a profundidade final Z com avanço programado F
-Cessa a rotação e orienta o eixo -arvore (única posição)
-Desloca um incremento programado Q ao longo do eixo X
-Retrai a ferramenta em avanço rápido, ao nível do ponto inicial ou ponto R
conforme G98 ou G99 programado previamente
Sintaxe:
G_ __(G98/G99)G86X__ _Y_ __ Z__ _R_ __F_ _ _K_ __
Onde:
XY – Posição do furo
Z – posição final em Z

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 59
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
K – Número de repetições
Figura 41 – ciclo fixo de mandrilamento – melhor acabamento
Funções G88 – Mandrilamento com retorno manual
O ciclo fixo G88 é utilizado em operação de calibração com retorno do eixo manualmente.
A operação pode ser vista na figura 42.
Descrição das operações do ciclo G88
-A ferramenta aproxima em avanço rápido ao nível do ponto R
-Usina até a profundidade final Z em avanço programado F
-Permanece neste ponto um determinado tempo em segundos P
-O eixo árvore pára
-A Ferramenta é retraída manualmente até o ponto R
-Neste ponto o eixo árvore é rotacionado no sentido horário
-Movimento rápido é feito até o nível inicial
Sintaxe:
G___(G98/G99)G88X___Y___Z___R___P___ F___K___
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem
P – Tempo de permanência em segundos no final do corte (1 segundo = 1000)
K – Número de repetições

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 60
Figura 42 – ciclo fixo de mandrilamento com retorno manual
Funções G89 – Mandrilamento / alargador com dwell
O ciclo fixo G89 normalmente é utilizado em operação de alargamento de furo (calibração
através de alargador), podendo se obter um tempo de permanência da ferramenta no final do
corte. A operação pode ser vista na figura 43.
Descrição das operações do ciclo G89
-A ferramenta aproxima em avanço rápido ao nível do ponto R
-Usina até a profundidade final Z com avanço programado F
-Permanece neste ponto um determinado tempo em segundo P
-Retrai a ferramenta
em avanço rápido, ao nível do
ponto inicial ou ponto R
conforme G98 ou G99
programado previamente
Figura 43 – ciclo fixo de mandrilamento / alargador com dwell
Sintaxe:
G___(G98/G99)G89X___Y___Z___R___P___ F___K___
Onde:
XY – Posição do furo
Z – posição final em Z
R – nível de aproximação rápida
F – avanço programado para usinagem e retração
P – Tempo de permanência em segundos no final do corte (2 segundo = 2000)
K – Número de repetições

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 61
14 SUBPROGRAMAS
M98 – Chamada de subprograma
O comando M98 faz com que o processamento do programa passe a ser executado no
subprograma indicado pelo parâmetro P. Além disto, pode-se definir quantas vezes o
subprograma será executado através dos quatro últimos dígitos após o parâmetro P e o numero
do programa.
Sintaxe:
M98 P___ ___
M99 – Retorno ao programa principal
No final de um subprograma deve-se utilizar este comando, que não possui parâmetros,
para que o processamento retorne ao programa que o chamou para a linha logo após M98.
Sintaxe:
....M99

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 62
15 TABELAS E FÓRMULAS USADAS NA PROGRAMAÇÃO
Definição dos parâmetros de corte
Em função do material a ser usinado, da ferramenta utilizada e da operação executada, o
programador deve estabelecer as velocidades de corte, os avanços e as potências requeridas da
máquina. Os cálculos necessários na obtenção de tais parâmetros são:
Velocidade de corte (VC)
A velocidade de corte é uma grandeza diretamente proporcional ao diâmetro e a rotação
da árvore, dada pela fórmula:
Onde:
Vc = Velocidade de corte (m/min)
D = Diâmetro da ferramenta (mm)
RPM = Rotação do eixo árvore (rpm)
Na determinação da velocidade de corte para uma determinada usinagem, a rotação é
dada pela fórmula:
Avanço (F)
O avanço de corte é obtido levando-se em conta o material, a ferramenta e a operação a
ser executada. Geralmente nos centros de usinagens utiliza-se o avanço em mm/min, mas este
pode ser também definido em mm/rot.
Onde:
fz = Avanço por dente (mm)
z = Número de dentes
RPM = Rotação do eixo árvore
Profundidade de corte (ap)

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 63
A profundidade de corte é um dado importante para usinagem e é obtido levando-se em
conta o tipo da ferramenta, geralmente estabelecida pelo fabricante da mesma em catálogos em
mm.
Potência de corte (Nc) em [cv]
Para evitarmos alguns inconvenientes durante a usinagem tais como sobrecarga do motor
e conseqüente parada do eixo-árvore durante a operação, faz-se necessário um cálculo prévio da
potência a ser consumida, que pode nos ser dada pela fórmula:
onde:
Ks = pressão específica de corte [Kg / mm²], dada pela tabela 2
Ap = profundidade de corte [mm]
fn = avanço [mm / rotação]
Vc = velocidade de corte [m / min]
η= rendimento [para GALAXY 10 = 0,9]
Tabela 1 – dureza dos materiais

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 64
Tabela 2 – Velocidade de corte e avanço para fresadora e torno
FRESADORA
Material a ser usinado
Desbaste a) Acabamento
b)
Fresa de aço rápido Fresa de metal duro Pastilhas de metal duro
Velocidade de corte em m/min
avanço por dente em
mm
Velocidade de corte em
m/min
avanço por dente em mm
Velocidade de corte em
m/min
avanço por dente em mm
aço carbono
a) 30...40 0,1...0,2 80...150 0,1...0,3 80...150 0,1...0,3
b) 30...40 0,05...0,1 100...300 0,1...0,2 100...300 0,1...0,2
aço liga até 750 N/mm²
a) 25...30 0,1...0,2 80...150 0,1...0,3 80...150 0,1...0,3
b) 25...30 0,005...0,1 100...300 0,1...0,2 100...300 0,1...0,2
aço liga até 1000 N/mm²
a) 15...20 0,1...0,15 60...120 0,1...0,3 60...120 0,1...0,3
b) 15...20 0,05...0,1 80...150 0,06...0,15 80...150 0,06...0,15
ferro fundido
a) 20...25 0,15...0,3 70...120 0,1...0,3 70...120 0,1...0,3
b) 20...25 0,1...0,2 100...160 0,1...0,2 100...160 0,1...0,2
ligas de cobre
a) 60...150 0,2...0,3 150...400 0,08...0,15 150...400 0,08...0,15
b) 60...150 0,1...0,2 150...400 0,05...0,1 150...400 0,05...0,1
metal leve
a) 150...250 0,2...0,3 350...800 0,1...0,2 350...800 0,1...0,2
b) 200...300 0,1...0,2 400...1200 0,08...0,15 400...1200 0,08...0,15
TORNO
Material a ser
usinado
Desbaste a) Acabamento
b)
Ferramenta de aço rápido Ferramenta de metal duro
Velocidade de corte em
m/min
avanço em mm
Penetração em mm
Velocidade de corte em
m/min
avanço em mm
Penetração em mm
aço macio a) 20...40 1,0 8,0 50...70 1,5 10,0
b) 50...60 0,1 0,5 150...200 0,1 1,0
aço liga a) 10...20 0,8 6,0 20...40 1 8,0
b) 20...30 0,1 0,5 50...100 0,1 1,0
ferro fundido
a) 10...20 1,5 10,0 30...50 1,5 10,0
b) 40...50 0,1 0,5 80...100 0,1 1,0
metal não ferroso
a) 50...70 0,5 6,0 150...220 0,5 6,0
b) 100...120 0,2 2,0 200...300 0,2 2,0
metal leve a) 80...100 0,5 6,0 200...300 0,5 6,0
b) 100...120 0,1 1,0 250...500 0,1 1,0
plástico a) 100...200 0,3 3,0 200...300 0,3 3,0
b) 150...300 0,1 1,0 400...600 0,1 1,0

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 65
16 COMO EVITAR COLISÕES EM MÁQUINAS CNC
Colisão, trombada, porrada, batida... é um choque provocado entre partes da máquina em
movimento descontrolado, com dispositivos de fixação de peças, ferramentas de corte e outros.
Na maioria das vezes, isto acontece na pior situação, ou seja, quando há um deslocamento na
velocidade máxima da máquina.
Com as velocidades mais rápidas (G0) a cada novo projeto, aliadas a guias de
deslocamentos mais sensíveis para evitar atritos, facilitando o deslocamento das guias, cada vez
mais uma colisão pode ser catastrófica para a geometria e funcionamento do equipamento. Este
risco tem tirado o sono daqueles que confiam grandes investimentos em mãos de colaboradores
dos quais indiretamente tornam-se reféns. Fabricantes inteligentes projetam suas máquinas com
características cujos finais de cursos dos eixos não permitem a colisão entre as partes da mesma,
ou seja, "não há colisão de máquina com máquina".
É possível operar uma máquina CNC sem colidir. Analisando as conseqüências
provocadas por uma colisão em máquinas CNC atuais, e os recursos que as mesmas
disponibilizam para evitar este acidente, pode-se afirmar com certeza que a expressão acima é
verdadeira.
Por que ocorrem colisões?
Uma colisão acontece quando o operador da máquina libera um movimento que considera
estar sob controle, ou seja, considera que a seqüência de movimentos se desenvolverá por
percursos conhecidos e sem obstrução, e que por uma razão lógica previsível, realiza um
movimento brusco inesperado, provocando a colisão.
Quando acontece uma colisão? A maioria dos casos de colisão acontece em uma das
seguintes situações:
A) Colisão com Movimentos em JOG.
Movimento em JOG é uma movimentação manual, selecionando-se um determinado eixo
para ser movimentado. Através da seleção de uma tecla específica (X/Y/Z/B/C...), e depois
através do acionamento de teclas que indicam o sentido do eixo(+/-), ocorre o movimento no
sentido indicado. A colisão ocorre quando há uma distração do operador que acaba apertando o
sentido invertido, ou não observa que o caminho do deslocamento esta obstruído, ou aperta junto
às teclas +/-a tecla de movimento rápido, fazendo que o movimento seja com um avanço maior
que o JOG normal, não dando tempo de ver que tem obstrução de percurso. Então ocorre a

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 66
colisão.
B) Teste de Programa.
Existem duas situações de processamento de programas que podem ser consideradas em
teste. A primeira é quando o programa é totalmente novo e todas as sentenças são de
processamento em nível de teste. Nesta situação, ao ser processado, o programa é considerado
situação de risco da primeira à última sentença.
Outro caso é quando um programa já aprovado e testado em trabalho, em operação de
produção, e por alguma razão, por exemplo, otimização, alteração de produto ou processo, ou
outra qualquer, recebe uma alteração numa simples palavra até em diversas sentenças. Neste
caso, mesmo que seja apenas uma simples palavra alterada, passa a ser considerada uma
sentença em teste. Todas as sentenças onde houve alguma alteração, por pequena e simples
que seja também é considerada em teste, portanto situação de risco.
A colisão pode ocorrer em qualquer um dos dois casos, quando considera-se que a
programação da sentença em processamento está corretamente escrita e que o deslocamento
esta livre de colisão, mas na realidade há algum erro que coloca um movimento num percurso
obstruído. Então ocorre a colisão.
C) Retomada de Ciclo.
Quando um programa esta sendo processado, diversas funções de atuação modal vão
sendo memorizadas. As características de atuação de uma função modal depois de memorizada
passa a valer para a sentença programada e nas sentenças posteriores, até que outra função do
mesmo grupo seja processada e se sobreponha a anterior. Existem funções modais que são
chamadas de funções modais básicas, ou seja, quando a máquina é ligada, ou a mesma está em
estado de "reset" (interrupção), voltam a valer de forma modal, sem que sejam programadas.
Quando um programa está sendo processado em operação no modo automático, com o
processamento de uma seqüência de sentenças, diversas funções modais importantes para o
desenvolvimento da usinagem são memorizadas. Por diversas razões pode haver uma
interrupção do processamento do programa, como parada de energia elétrica, supervisão de
ferramentas (quebra, desgaste, vida útil), correção do programa etc, ou com ação da tecla "reset".
Com isto voltam a valer as funções básicas.
Se a retomada do ciclo acontecer sem critério na seleção correta da linha de programa que
seja apropriada para uma retomada segura, e um "ciclo start" (partida do processamento) for
acionado, o processamento pode partir da sentença em que parou, desprezando as modais
anteriores que necessitariam estar atuando. Neste momento, deveriam estar atuando diversas

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 67
funções que não mais estão, por exemplo: ponto de origem das coordenadas, compensação da
ferramenta (comprimento/raio), plano de trabalho, e outras.
Se, por exemplo, com o sistema de origem de coordenadas errado, haverá colisão no
deslocamento, ou se a ferramenta não estiver com o comprimento compensado, o deslocamento
de penetração não é mais referência pela ponta da ferramenta e sim pelo nariz da árvore em
ferramentas rotativas, ou na face da torre em ferramentas estáticas. Então estes locais serão
movimentados para posicionamento na coordenada de penetração programada, colidindo a ponta
da ferramenta ao dispositivo ou na peça.
Existem inúmeras situações que expõem ao risco de colisão na retomada de ciclo
automático. Importante é o cuidado neste momento de risco.
D) Substituição de Ferramenta no Processo.
Durante uma produção normal em ciclo automático de processamento de um programa
que trabalha em produção, sempre ocorre desgaste ou quebra de ferramenta que deve ser
substituída por outra reserva. Quando a ferramenta reserva é colocada em operação, passa a ser
um elemento de risco, pois poderá haver erro na alimentação dos dados de correção para sua
compensação.
Pode haver erro na medição. Se a medição é correta, pode haver erro ao anotar o valor
medido, ou se medição e anotação do valor são corretos, poderá haver erro na digitação no
painel da máquina. Isto faz com que colisões possam ocorrer pela diferença de medidas
consideradas nos ajustes e as medidas reais das ferramentas. Neste caso, ao aproximar a
ferramenta da peça ou do dispositivo, haverá colisão da ponta da ferramenta que é considerada
menor, mas na realidade é maior.
E) Colisões por outros motivos diversos
Estatisticamente desconsiderados, existem alguns motivos que raramente provocam
colisão, mas que devem ser focalizados para estudo e que exigem atenção.
Entre eles estão: defeitos na máquina, peça não fixada, dispositivo não fixado, ferramenta
solta, seleção errada do programa para a usinagem, agregar algum aditivo em qualquer eixo que
não seja considerado no programa etc. Novas situações devem ser observadas e estudadas para
que não ocorram riscos de colisão.
Raramente ocorrem situações de riscos não consideradas nas observações anteriores.
Defeitos na máquina pode ser uma nova situação, e outros são considerados insignificantes.
Obs: Estima-se que em torno de 2% dos casos de colisão acontecem na primeira situação
(JOG), enquanto 97,9% se enquadram nas situações 2 (Teste de Programa), 3 (Retomada de

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 68
Ciclo) e 4 (Substituição de Ferramenta) e apenas 0,1% na quinta situação (outros).
Pode-se evitar uma colisão?
Se considerarmos que poderemos atuar de forma protegida nas situações de “A” a “E”,
que defeitos de máquinas podem ser previstos com manutenções preventivas, praticamente
eliminamos todas as possibilidades de colisão.
Como evitar colisões em máquinas CNC -Parte II
Diante do investimento que envolve a aquisição de uma máquina CNC, operála é uma
ação de muita responsabilidade. Diante disso, o operador CNC deve ser bem treinado e muito
bem pago para realizar esta tarefa. "Operar uma máquina CNC é como dirigir um automóvel. Não
se deve ter medo e sim muito cuidado e atenção. A operação é como a matemática, uma ciência
exata que não admite erros".
Assim conclui-se que a colisão é um choque provocado entre partes da máquina em
movimento descontrolado, com dispositivos de fixação de peças, ferramentas de corte e outros.
Na maioria das vezes, isto acontece na pior situação, ou seja, quando há um deslocamento na
velocidade máxima da máquina.
Na maioria dos casos de colisões, acontecem e devem ser evitadas em uma das seguintes
situações:
PERIGO A - Colisão com Movimentos em JOG
Ação preventiva -Diversos cuidados são necessários neste momento. Ao movimentar um
eixo, o operador deve visualizar com muita atenção para onde o mesmo se movimenta, e se
existe alguma obstrução que possa provocar colisão. Fazer uma movimentação em JOG sem
este cuidado é o mesmo que dirigir um automóvel olhando para os lados. É colisão na certa!
Se não for possível visualizar o movimento, no caso de o dispositivo estar na frente
obstruindo a visão, abre-se a porta e efetua-se a checagem visual de dentro da área de trabalho
da máquina. Como em uma máquina CNC não é permitido trabalhar como a porta na área de
trabalho aberta, exceto em modo especial, deve-se interromper o movimento, abrir a porta,
observar, fechá-la e continuar o movimento. Nunca confiar na sorte. A movimentação só de deve
ser realizada quando se certeza de que tudo está sob controle.
Outro cuidado que se deve ter na operação em JOG é quando for apertada uma das teclas
de seleção do sentido do eixo de deslocamento (+/-), deve-se fechar a chave override
(potenciômetro) de avanço para a posição zero, retendo qualquer movimentação do avanço do
eixo selecionado. Com a tecla + ou -apertada, abre-se lentamente a chave override e
cuidadosamente observa-se o deslocamento.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 69
Esta chave reduz ou aumenta proporcionalmente os avanços programados, rotacionando-a
em dois sentidos. No sentido anti-horário, é feita a diminuição do avanço programado até o ponto
de fechamento total de avanço em zero. No sentido horário, os avanços são aumentados até o
valor máximo (normalmente 120% do programado). Se o deslocamento observado estiver correto,
no sentido adequado e livre, abre-se o avanço para o deslocamento completo.
Nunca apertar logo no início de movimento em JOG, simultaneamente com a tecla "+" ou
"–" a tecla de avanço rápido. Fazer isto apenas quando o deslocamento lento já tenha se iniciado,
e o operador já tenha observado que o deslocamento esta fora de risco de colisão, e que pode
ser feito de forma rápida. Nunca aplicar este recurso, no movimento de aproximação "rápida" de
ferramenta com peça e dispositivo de fixação, utilizar apenas em afastamento livre de colisão.
PERIGO B - Teste de Programa
Nesse caso, quando o programa for alterado mesmo que seja apenas uma simples palavra
(exemplo: uma cota mudou de X20 para X20.1), passa a ser considerada uma sentença em teste.
Toda sentença onde houve alguma alteração, por pequena e simples que seja, também é
considerada em teste. Portanto, situação de.
Ação preventiva -A execução em "TESTE" de um programa deve ser feita com os mesmos
cuidados, tanto num programa "novo", quanto num "alterado".
Quando se tratar de um programa novo (try-out), os cuidados descritos adiante devem ser
observados da primeira à última sentença em execução. Já no programa alterado, esse cuidado
se restringe á região onde existirem sentenças alteradas. Os principais cuidados nos testes de
programas são:
-Manter o override (potenciômetro) de avanço sempre fechado na posição zero, com isto
nenhum movimento acontecerá de surpresa.
-Selecionada tecla de modo de trabalho automático, que dará inicio ao processamento do
programa selecionado para usinagem, deve-se também selecionar a tecla "single block". Com
esta tecla ativada, após o acionamento da "Partida" (Start), é liberada a execução de apenas uma
sentença do programa que, após a conclusão da mesma, automaticamente é realizado um ciclo
de parada (Stop). A próxima sentença só será executada com o acionamento de nova "Partida", e
assim sucessivamente as sentenças vão sendo processadas uma a uma.
Com o override (potenciômetro) de avanço fechado na posição zero, nenhum movimento
acontece. Com "single block" atuando, havendo uma "Partida" de execução do programa, se
houver alguma sentença que contenha uma ação de deslocamento, os movimentos ficarão
retidos e os valores a serem deslocados serão mostrados na tela de operação na indicação de

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 70
"Deslocamento Restante".
Nesse caso, são mostrados na tela os valores a ser deslocados nos respectivos eixos.
Como os movimentos ficam retidos, a sentença não é concluída, neste caso o operador poderá
observar qual eixo vai se movimentar, quanto e para onde vai ocorrer o deslocamento.
Somente após ter "certeza" de que a movimentação vai ocorrer de acordo com previsto, o
override deve ser cuidadosamente aberto até completar os deslocamentos dos eixos previstos na
sentença. Nessa movimentação de eixos, os valores de "Deslocamento Restante" mostrados na
tela vão sendo reduzidos de acordo com a redução da distância entre a posição atual e a posição
final programada, até atingir a posição final, quando são zerados todos os eixos.
Por estar em "single block", novo "Stop" é realizado. O override deve ser novamente
fechado na posição zero, e com nova "Partida" tudo se repete, sentença por sentença, com os
mesmos cuidados.
Somente após serem observadas todas as sentenças do programa, e que foram testadas
na seqüência exata do processo, sem nenhuma modificação, e processadas de forma segura, é
que o programa deve ser liberado do modo ""single block" e o override aberto a 100%. Qualquer
dúvida interromper e reavaliar a situação.
DICAS ESPECIAIS
1 Nunca acreditar que tudo está correto sem que tenha sido testado.
2 Nunca acreditar que um programa foi escrito sem nenhum erro ou coisa parecida.
3 Nunca acreditar que, pelo fato de tudo ter dado certo até determinado ponto do teste,
que daí para frente também estará correto. Por exemplo, num processo de 18
ferramentas já passaram pelo teste de programa 17, e tudo estava OK. Não acreditar
que a última também esta OK (lembre-se da Lei de Murphy).
4 Desconfie sempre. Prosseguir com o teste, sentença por sentença, da primeira até a
última.
5 Em nenhum momento, a "Partida" deve ser acionada com o "override" fora da posição
"zero".
6 Em nenhum momento o "override" deve ser aberto para movimentação de eixo, sem
que se tenha observado para onde vai ocorrer o deslocamento, e se poderá ocorrer
alguma colisão.
7 Somente abrir o "override" com a certeza que tudo está sob controle.
8 Um ciclo automático contínuo somente deverá ser liberado depois que todas as
sentenças já foram processadas na seqüência do programa, e que tudo esteja

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 71
"correto".
PERIGO C -Retomada de Ciclo
Ação preventiva -ao interromper o ciclo, deve-se de imediato afastar na distância máxima
possível as partes (peça / dispositivos / ferramentas).
A retomada deve ser feita em uma sentença especialmente escolhida, onde se possa dar
continuidade à usinagem sem nenhum prejuízo ao processo.
Em comandos que fazem a busca da sentença escolhida para retomada "Com Cálculo",
seleciona-se a sentença onde há o posicionamento da ferramenta em frente ao último local onde
houve a penetração da mesma no material usinado. Daí dá-se continuidade ao ciclo com os
cuidados descritos adiante. Retomada na sentença "Com cálculo" é quando o comando "varre" o
programa desde o início, até a sentença escolhida, memorizando e processando internamente
tudo que foi perdido com o "reset". Com isto, torna a memorizar tudo o que estava valendo como
função modal, quando da interrupção, reiniciando o processamento do programa, nas mesmas
condições anteriores à parada.
Quando o comando não tem características de tornar a memorizar as funções necessárias
com a retomada "Com Cálculo", deve-se escrever um programa que contenha sentenças que
favoreçam a memorização.
Em uma sentença escolhida para retomada, devem conter palavras que garantam que as
funções modais utilizadas para cada ferramenta, possam ser novamente memorizadas nesta
retomada de ciclo.
Depois do reposicionamento da sentença, uma "partida" é esperada e os principais
cuidados são:
1 Manter o override (potenciômetro) de avanço sempre fechado na posição zero, com
isto nenhum movimento acontece de surpresa;
2 Selecionada a sentença para retomada do ciclo em modo de trabalho automático, que
dará continuidade ao processamento do programa, deve-se também selecionar a tecla
"single block". Com esta tecla "single block" ativada, após o acionamento da "Partida"
(Start), é liberada a execução de apenas uma sentença do programa que após a
conclusão da mesma, automaticamente é realizado um ciclo de parada (Stop).
Somente executando a próxima sentença, com o acionamento de nova "Partida", e
assim sucessivamente, as sentenças vão sendo processadas uma a uma;
3 Com o override (potenciômetro) de avanço fechado na posição zero, nenhum
movimento acontece. Com "single block" atuando, havendo uma "Partida" de execução

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 72
do programa, se houver alguma sentença que contenha uma ação de deslocamento,
os movimentos ficarão retidos e os valores a serem deslocados serão mostrados na
tela de operação na indicação de "Deslocamento Restante". Neste caso, são
mostrados na tela os valores a serem deslocados nos respectivos eixos. Como os
movimentos ficam retidos, a sentença ainda não foi concluída, e neste caso o operador
poderá observar qual eixo vai se movimentar, quanto, e para onde vai ocorrer o
deslocamento.
PERIGO D - Substituição de Ferramenta no Processo
Ação preventiva -Quando um programa está sendo processado em modo automático
contínuo, considera-se que todas as ferramentas que estão trabalhando no processo têm os
respectivos corretores (geometria de presset) ajustados adequadamente para a obtenção das
medidas desejadas nas superfícies usinadas.
Se uma ferramenta do processo desgastar-se ou quebrar, deverá ser substituída por outra
gêmea para a realização do mesmo trabalho. Ao introduzir uma ferramenta nova no magazine, ou
na torre, deve-se informar em uma tela apropriada os novos valores de correção (geometria de
pre-set) para que a usinagem a ser realizada pela mesma obtenha as dimensões desejadas, ou
pelo menos próxima disso, para que após medições da peça usinada, se possa realizar um ajuste
posterior.
Quando a ferramenta nova se posicionar para entrar em operação, manter o override
(potenciômetro) de avanço sempre fechado na posição zero, com isto nenhum movimento
acontece de forma surpresa; ainda em ciclo automático, com o acionamento da "partida" se dará
o processamento da continuidade do programa, deve-se também selecionar a tecla "single block".
PERIGO E - Colisões por outros motivos diversos
Ação preventiva -Alguns motivos independem da parte operacional, referindo-se mais ao
processo e à manutenção da máquina. Colisões por falha de sensores eletrônicos, falha de
processamento de CLPs, software ou similar, dispositivo que soltou a peça na usinagem etc.,
podem ser evitadas via manutenção preventiva com pessoal qualificado.
Para evitar problemas de posicionamento de peças, pode-se usar um apalpador de
medição para localizar e fazer verificações de posicionamentos e origens.
No caso de peças carregadas automaticamente por robô ou mesmo pelo operador, pode-
se supervisionar a exata localização e assento da peça na placa do torno ou dispositivo de
fixação em centros de usinagem, utilizando o controle de assento (air check). Esta técnica
consiste em supervisionar-se a peça, devidamente encostada em uma superfície de referência do

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 73
dispositivo. Esta verificação é realizada por um circuito de ar que é soprado em diversos
pequenos orifícios desta superfície. A diferença da vazão/pressão nessa área quando a peça está
encostada ou não é diferente. Quando a peça não está encostada, a mesma vazão em área
maior de saída de ar faz com que a pressão seja menor, gerando um alarme que interrompe o
ciclo, evitando colisões e erros dimensionais de usinagem. Isto poderá supervisionar uma peça
fora de posição. A fixação da peça e ferramenta realizadas pelo operador deve ser rigorosamente
controlada, para que esteja de acordo com a necessidade do processo.
Quando for selecionar um programa para ser processado em usinagem, através da
seleção direta, ou da memória de palete, o operador deverá ter um cuidado rigoroso para que não
seja selecionado um programa errado. Neste caso é colisão certa, exceto se os cuidados com
override e single block tenham sido utilizados no início do processamento do ciclo.
Existe uma infinidade de situações adversas. Quando se considera que tudo está sob
controle, sempre pode ser executada uma nova operação que provoque uma colisão. Cada caso
deve ser rigorosamente observado, se há algum risco de que o processo possa provocar alguma
colisão, deve-se sempre buscar uma saída de proteção para cada caso.
Se toda vez que houver qualquer intervenção no painel da máquina, e a próxima execução
for realizada em single block, com os recursos do override, até que a operação esteja
"dominada", é impossível uma colisão.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 74
17 EXEMPLO DE PROGRAMAÇÃO

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 75

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 76
18 EXERCÍCIOS 2
Exercício 8
Escreva um programa para o desenho do perfil abaixo.
Exercício 9
Escreva um programa para executar os furos da peça abaixo, de alumínio, utilizando os
ciclos de furação e considerando o zero-peça no eixo Z na face superior.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 77
Exercício 10
Utilize um subprograma para a furação da peça da figura abaixo. Primeiro utilize T1 para
os furos de centro à profundidade de 5 mm, 150 mm/min e 2000 rpm. Depois utilize a broca T2
para os furos de 5 mm de diâmetro à 850 rpm e 200 mm/min. Finalmente utilize T3, que é uma
fresa de diâmetro 10 mm, à 480 rpm e 80 mm/min para usinar os rebaixos.
Exercício 11
Desenvolva um programa para o desenho abaixo (sugestão utilize G52 e M98)

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 78
Exercício 12
Desenvolva um programa para o desenho abaixo.
Exercício 13
Desenvolva um programa para o desenho abaixo.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 79
Exercício 14
Desenvolva um programa para o desenho abaixo.
Exercício 15
Desenvolva um programa para o desenho abaixo.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 80
Exercício 16
Desenvolva um programa para o desenho abaixo.
Exercício 17
Desenvolva um programa para o desenho abaixo.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 81
Exercício 18
Desenvolva um programa para o desenho abaixo.
Exercício 19
Uma placa de aço de baixo carbono deverá ter um rasgo com 8 milímetros de largura por 5
milímetros de altura e 30 milímetros de comprimento, executado por um fresamento de topo em
um único passe. A máquina utilizada para executar essa operação será uma fresadora a
comando numérico com variação contínua da rotação na faixa entre 60 e 6.000 rpm. Considere o
uso de uma fresa de topo de aço rápido com dois dentes e 8 milímetros de diâmetro, velocidade
de corte de 25 m/min e avanço por dente de 0,02 mm. Calcule a rotação, em rpm, a velocidade
de avanço, em milímetros por minuto, e o tempo que a ferramenta levará para executar o rasgo
(tempo de corte).
Exercício 20
Prova prática de usinagem CNC (o desenho será entregue posteriormente)
Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 82
19 REFERÊNCIAS BIBLIOGRÁFICAS
ADAMOWSKI, Julio Cezar. Acionamentos e Sensores para Máquinas CNC. São Paulo:
Epusp, 2005.
MATIAS, Juliano. Encoders. Mecatrônica Atual, Fortaleza, n. 3, p.3642, 06 abr. 2002.
SANTOS, André (Comp.). Tutorial de Servomotores. Porto Alegre: Sumo de robôs, 2007.
ALMEIDA, CFP -Antônio Urbano de. Comandos Numéricos Computadorizados -CNC.
Fortaleza: Senai-ce, 2008.
ROMI. Manual de Programação e Operação CNC Fanuc 21i -MB. Santa Bárbara D´oeste:
Indústrias Romi S/A, 2007.
ROMI. Caderno de Exercícios CNC Fanuc 21i – MB Linha Discovery. Santa Bárbara
D´oeste: Indústrias Romi S/A, 2007
COELHO, Clarimar José. Programa para o Cálculo da Interpolação de Lagrange. Goiás:
Universidade Católica de Goiás, 2008.
CAVICHIOLLI, Francisco. O Mundo da Usinagem. Fresamento Por Interpolação, São
Paulo, n. , p.27-31, 26 maio 2008.
BRUSAMELLO, Valner et al. (Org.). Encoder. Caxias do Sul: Universidade de Caxias do
Sul, 2004.
BRAGA, Arthur. Eletrônica Digital. Fortaleza: Universidade Federal do Ceará, 2008.

Ministerio da Educação Secretaria de Educação Profissional e Tecnologica Instituto Federal de Educação, Ciencia e Tecnologia de Santa Catarina.
Comando Numérico Computadorizado Profº Deiwis Lellis Hoss
Formatação: Ericson André Borghardt [email protected] 83
ROMARIZ, Alexandre. Códigos Especiais e Redundantes; Códigos Corretores de Erros.
Brasília: Universidade de Brasília, 2000.
AZEVEDO,Américo Luiz de et al. Introdução. Disponível em: <www.mundocnc.com.br/>.
Acesso em: 02 abr. 2013.
CASSANIGA, Fernando A. Histórico do CNC. Disponível em:
<http://www.cnctecnologia.com.br/index.htm>. Acesso em: 02 abr. 2013.
GUIMARÃES, Valeska Nahas. Tecnologia: Uma Abordagem Multidimensional. Disponível
em: <http://www.eps.ufsc.br/teses/valeska/cap_1/cap1.htm>. Acesso em: 02 abr. 2013.
PRATA, Luis; TAVARES, Luis. Tipos de máquinas e operações que podem desempenhar.
Precisão e tecnologias utilizadas. Disponível em:
<http://users.isr.ist.utl.pt/~pjcro/cadeiras/api0304/pdfs/SEM_H.pdf>. Acesso em: 02 abr. 2013.
BARDELLI JUNIOR, Rubens. Máquinas CNC. Disponível em:
<http://www.vabsco.com/bardhp/proj/cnc/main.html>. Acesso em: 02 abr. 2013.
WIKIPEDIA.Servomotores. Disponível em: <http://pt.wikipedia.org/wiki/Servomotor>.
Acesso em: 02 abr. 2013.
SERVODYNAMICS.Servomotores. Disponível em:
<http://www.servodynamics.com/images/IB_02.jpg>. Acesso em: 02 abr. 2013.
GOZZI,Giuliano. Funções de programação. Disponível em:
<http://www.faatesp.edu.br/publicacoes/aula6.PDF>. Acesso em: 02 abr. 2013.