metal taŞlama İŞlemİnde metal tozu maruzİyetİnİn ... · İsmail gerİm prof. dr. yasin...
TRANSCRIPT
T.C.
ÇALIŞMA VE SOSYAL GÜVENLİK BAKANLIĞI
İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ
METAL TAŞLAMA İŞLEMİNDE METAL TOZU
MARUZİYETİNİN DEĞERLENDİRİLMESİ VE
ALINABİLECEK ÖNLEMLER
Hülya KILINÇ GÖKÇE
(İş Sağlığı ve Güvenliği Uzmanlık Tezi)
ANKARA-2016

ÇALIŞMA VE SOSYAL GÜVENLİK BAKANLIĞI
İŞ SAĞLIĞI VE GÜVENLİĞİ GENEL MÜDÜRLÜĞÜ
METAL TAŞLAMA İŞLEMİNDE METAL TOZU
MARUZİYETİNİN DEĞERLENDİRİLMESİ VE
ALINABİLECEK ÖNLEMLER
Hülya KILINÇ GÖKÇE
(İş Sağlığı ve Güvenliği Uzmanlık Tezi)
Tez Danışmanı
Yağmur ERTEKİN
ANKARA-2016

T.C.
Çalışma ve Sosyal Güvenlik Bakanlığı
İş sağlığı ve Güvenliği Genel Müdürlüğü
O N A Y
Çalışma ve Sosyal Güvenlik Bakanlığı, İş Sağlığı ve Güvenliği Genel Müdürlüğü
İş Sağlığı ve Güvenliği Uzman Yardımcısı Hülya KILINÇ GÖKÇE,
Yağmur ERTEKİN danışmanlığında başlığı Metal Taşlama İşleminde Metal Tozu
Maruziyetinin Değerlendirilmesi Ve Alınabilecek Önlemler olarak teslim edilen bu tezin
savunma sınavı 22/09/2016 tarihinde yapılarak aşağıdaki jüri üyeleri tarafından İş Sağlığı ve
Güvenliği Uzmanlık Tezi olarak kabul edilmiştir.
Dr. Serhat AYRIM
Çalışma ve Sosyal Güvenlik Bakanlığı
Müsteşar Yardımcısı
JÜRİ BAŞKANI
Tarkan ALPAY Doç. Dr. Pınar BIÇAKÇIOĞLU
İş Sağlığı ve Güvenliği Genel Müdür V. İş Sağlığı ve Güvenliği Genel Müdür Yrd. V.
ÜYE ÜYE
İsmail GERİM Prof. Dr. Yasin Dursun SARI İş Sağlığı ve Güvenliği Genel Müdür Yrd. Öğretim Üyesi
ÜYE ÜYE
Jüri tarafından kabul edilen bu tezin İş Sağlığı ve Güvenliği Uzmanlık Tezi olması için
gerekli şartları yerine getirdiğini onaylıyorum.
Tarkan ALPAY
İSGGM Genel Müdür V.
i
TEŞEKKÜR
Mesleki açıdan yetişmem ve uzmanlık tezi çalışmamı hazırlama aşamasındaki değerli
katkılarından dolayı Genel Müdürümüz Sayın Tarkan ALPAY’a, eski Genel Müdürümüz
Sayın Kasım ÖZER’e, Genel Müdür Yardımcılarımız Sayın İsmail GERİM’e, Sayın Doç. Dr.
Pınar BIÇAKÇIOĞLU’na ve Sayın Sedat YENİDÜNYA’ ya, eski Genel Müdür Yardımcımız
Sayın Dr. Havva Nurdan Rana GÜVEN’e, değerli yorumlarıyla tez çalışmama yön veren tez
danışmanım İSG Uzmanı Sayın Yağmur ERTEKİN’e, değerli katkılarından dolayı tüm
arkadaşlarıma ve özellikle İSGÜM İş Sağlığı Bölümü’ne, her zaman desteğiyle yanımda olan
çok kıymetli eşim Emre GÖKÇE’ye ve aileme en derin duygularımla teşekkürlerimi sunarım.

ii
ÖZET
Hülya KILINÇ GÖKÇE
Metal Taşlama İşleminde Metal Tozu Maruziyetinin Değerlendirilmesi Ve Alınabilecek
Önlemler
Çalışma ve Sosyal Güvenlik Bakanlığı, İş Sağlığı ve Güvenliği Genel Müdürlüğü
İş Sağlığı ve Güvenliği Uzmanlık Tezi
Ankara, 2016
Bu tez çalışması, metal sektörünün hem kendi sektörüne hem de diğer sektörlere hizmet
vermesi yönüyle en önemli alt sektörü olan metal işleme sektöründe gerçekleştirilmiştir. Bu
çalışma ile maruziyetin azaltılmasına yönelik önlemlerin anlatılması amaçlanmaktadır. Bu
amaçla seçilen ve metal taşlama yapan yedi işletmede, çalışanlardan MDHS 14/3 “Solunabilir
tozların gravimetrik analizi ve örneklemesi metodu” kullanılarak yedi solunabilir toz
numunesi alınmış ve gravimetrik analizi yapılmıştır. Aynı işyerlerinden toplamda 22 ağır
metal numunesi alınmıştır ve her biri kendine uygun metotla analiz edilmiştir. Çalışmanın
yapıldığı işletmelerde metal taşlama sürecindeki toz ve ağır metal maruziyet değerleri tespit
edilmiştir. Solunabilir toz maruziyet sonuçları 0,44 mg/ m³ ile 4,46 mg/ m³ arasında çıkmıştır.
Tüm işyerlerinde belirlenen solunabilir toz maruziyet değerlerinin yasal mevzuatımızda geçen
sınır değerin altında kaldığı görülmüştür. Aynı işyerlerindeki ağır metal maruziyetine
bakıldığında da işletmelerin tamamında ağır metallerin varlığı tespit edilmiş ve hepsinin sınır
değerlerin altında olduğu görülmüştür. Bu sonuçlar, çalışanların metal tozu ve ağır metale
maruz kaldıklarını ve alınacak önlemlerin gerekliliğini göstermiştir.
Anahtar Kelimeler: Metal tozu, metal işleme, taşlama, toz maruziyeti, kişisel örnekleme

iii
ABSTRACT
Hülya KILINÇ GÖKÇE
Assessment of Metal Dust Exposure in Metal Grinding Process and Precautions to Be
Taken
Ministry of the Labor and Social Security, Directorate General of Occupational Health
and Safety
Thesis for Occupational Health and Safety Expertise
Ankara, 2016
This thesis is prepared within the compass of metalworking sector, which is the most
important sub-sector of the metal sector, in terms of providing services to both metal sector
itself and many others. Within the scope of this thesis, some solutions are offered to lower the
personal exposure to the dust and heavy metal dust. For this purpose, samples are taken at the
seven metalworking firms, during grinding process, by using an internationally acknowledged
“MDHS 14/3 - General Methods For Sampling and Gravimetric Analysis of Respirable and
Inhalable Dust”. Furthermore, at same firms, in total 22 heavy metal dust samples are taken,
and each of them is analysed using the appropriate method for itself. Results of respirable dust
exposure measurements are between 0,44 mg/ m³ and 4,46 mg/ m³. As a result of these
anaylises, exposure levels to the respirable dust are determined, and they are confirmed to be
below the limit values stated in the national legislation. In addition to this, heavy metal dust is
detected at all the seven firms, but exposure levels to the heavy metal dust are confirmed to be
below the limit values, too. These findings show that workers are exposed to dust and heavy
metal dust, and it is vital to take measures.
Keywords: Metal powders, metal working, grinding, exposure of dust, personal sampling
iv
İÇİNDEKİLER
ÖZET……………………………………………………………………………………….….ii
ABSTRACT…………………………………………………………………………………..iii
İÇİNDEKİLER……………………………………………………………...…………….......iv
TABLOLAR LİSTESİ……………………………………………………………………...…vi
ŞEKİLLER LİSTESİ…………………………………………………………………………vii
GRAFİKLER LİSTESİ……………………………………………………………………...viii
RESİMLER LİSTESİ…………………………………………………………………………ix
SİMGELER VE KISALTMALAR…………………………………………………………….x
1. GİRİŞ………………………………………………………………………………………..1
2. GENEL BİLGİLER…………………………………………………………………………3
2.1. METAL SEKTÖRÜ…………………………………………………………………..3
2.1.1. Sektörün Tanımı………………………………………………………………..3
2.1.2. Sektörün Tarihi………...……………………………………………………….4
2.1.3. Sektörün Stratejik Konumu…………………………………………………….5
2.1.4. Türkiye’de Metal Sektörü……………………………………………………...5
2.1.5. Dünyada Metal Sektörü………………………………………………………..6
2.2. METAL İŞLEME SEKTÖRÜ………………………………………………………...7
2.2.1. Sektörün Tanımı ve Durumu…………………………………………………...7
2.2.2. Metal İşleme Sektöründeki İşlemler…..……………………………………….9
2.2.3. Sektördeki Teknoloji: Metal İşlemede Kullanılan Akışkanlar………………..13
2.3. TOZ KAVRAMI VE TOZUN ÖZELLİKLERİ……………………………………..14
2.3.1. Metal Tozunun Sağlık Etkileri………………………………………………..16
2.4. YASAL DÜZENLEMELER………………………………………………………...19
3. GEREÇ VE YÖNTEMLER……………………………………………………………….21
3.1. ÇALIŞMA HAKKINDA BİLGİ…………………………………………………….21
3.2. ÖLÇÜM YAPILAN İŞLETMELER………………………………………………...23
3.3. ÖLÇÜM YAPILAN METAL İŞLEME İŞLETMELERİNDE TOZ VE AĞIR
METAL NUMUNELERİ ALINAN BÖLÜMLERİN SEÇİMİ…………………………...23
3.4. METAL İŞLEME İŞLETMELERİNDEKİ SOLUNABİLİR SERT METAL TOZU
VE AĞIR METAL MARUZİYETLERİNİN BELİRLENMESİ………………………….24

v
3.4.1. Kişisel Toz Maruziyetinin İncelemesinde Kullanılan Cihazlar ve Sarf
Malzemeler…………………………………………………………………………..24
3.4.2. Kişisel Solunabilir Toz Numunesi Alma Prosedürü…………………………..25
3.4.3. Solunabilir Toz Numunesi Gravimetrik Analizi……………………………...28
3.4.4. İşyeri Ortam Havasında Ağır Metal Konsantrasyonunun Belirlenmesinde
Kullanılan Cihazlar ve Sarf Malzemeler………………………………………….....29
3.4.5. İşyeri Ortam Havası Ağır Metal Numunesi Alma Yöntemi…………………..29
3.4.6. İşyeri Ortam Havası Ağır Metal Numunelerinin Analizi……………………..30
4. BULGULAR………………………………………………………………………………33
5. TARTIŞMA ……………………………………………………………………………….45
6. SONUÇ VE ÖNERİLER ………………………………………………………………….51
6.1. SONUÇLAR………………………………………………………………………….51
6.2. ÖNERİLER…………………………………………………………………………...52
KAYNAKLAR ………………………………………………………………………………55
ÖZGEÇMİŞ…………………………………………………………………………………..59
EKLER………………………………………………………………………………………..61
EK – I TÜM FİRMALARIN TOZ ÖLÇÜM SONUÇLARI……………..…………………..62
EK – II METAL TAŞLAMA İŞLEMİ YAPAN İŞYERLERİ İÇİN KONTROL LİSTESİ....63
vi
TABLOLAR LİSTESİ
Tablo 2.1. Metal sektörü NACE kodları……………………………………………………….3
Tablo 2.2. Metallerin makinede işlenmesi NACE kodu ve tehlike sınıfı……………………...4
Tablo 2.3. Metal işleme sektöründe SGK kayıtlarına göre işyeri, çalışan, iş kazası, meslek
hastalıkları ve iş kazası ve meslek hastalığından ölen çalışan sayısı bilgileri……………...….6
Tablo 2.4. Metal sektörü analizinde kullanılan alt sektörlerin dış ticaret rakamları değişimi…8
Tablo 2.5. Yasal mevzuattaki toz maruziyet sınır değerleri………………………………….19
Tablo 2.6. Uluslararası mevzuattaki toz maruziyet sınır değerleri…………………………...19
Tablo 2.7. Yasal ve uluslararası mevzuattaki ağır metal maruziyet sınır değerleri…………..20
Tablo 3.1. Ölçüm yapılan işletmeler hakkında bilgiler……………………………………….23
Tablo 4.1. İşyerlerinde tespit edilen solunabilir toz maruziyet değerleri……………………..33
Tablo 4.2. İşyerlerinde tespit edilen işyeri ortam havasında ağır metal konsantrasyon
değerleri………………………………………………………………………………………35
Tablo 4.3. Sağlık taramalarına katılan çalışan sayıları…………………………………...…. 43

vii
ŞEKİLLER LİSTESİ
Şekil 3.1. Tez çalışmasının adımları………………………………………………….…….22
viii
GRAFİKLER LİSTESİ
Grafik 2.1. Metal sektörü analizinde kullanılan alt sektörlerin üretim endeksi değişimleri
(2005=100)[2]………………………………………………………………………………….7
Grafik 2.2. Metal sektörü analizinde kullanılan alt sektörlerin 2013 yılı kapasite kullanım
oranları…………………………………………………………………………………………9
Grafik 4.1. İşyerlerinde tespit edilen solunabilir toz maruziyet değerleri………...…………..34
Grafik 4.2. İşyeri ortam havasında Kurşun konsantrasyon değerleri…………………………36
Grafik 4.3. İşyeri ortam havasında Bakır konsantrasyon değerleri……………………….…..37
Grafik 4.4. İşyeri ortam havasında Mangan konsantrasyon değerleri………………………..38
Grafik 4.5. İşyeri ortam havasında Alüminyum konsantrasyon değerleri……………………39
Grafik 4.6. İşyeri ortam havasında Demir konsantrasyon değerleri………………………….40
Grafik 4.7. İşyeri ortam havasında Krom konsantrasyon değerleri…………………………..41
Grafik 4.8. İşyeri ortam havasında Nikel konsantrasyon değerleri………………………...…42
Grafik 4.9. Taşlama işleminin yapıldığı bölümde çalışanların solunum fonksiyonları test
sonuçları………………………………………………………………………………………43
ix
RESİMLER LİSTESİ
Resim 2.1. Döküm işlemi……………………………………………………………………..10
Resim 2.2. Talaşlı imalat..…………………………………………………………………….11
Resim 2.3. Sulu talaşlı imalat..……………………………………………………………......11
Resim 2.4. Taşlama işlemi…..…………………………………………...…………………...12
Resim 2.5. Sulu taşlama işlemi..……………………………………………………………...12
Resim 2.6. Talaşlı metal işlemedeki malzeme akışı………...…………………………..……13
Resim 3.1. Kişisel hava örnekleme pompası, siklon başlık, PVC filtre ve filtre kaseti………25
Resim 3.2. Etalon set..………………………………………………………………………...25
Resim 3.3. Drycal..…………………………………………………………………….......….26
Resim 3.4. SKC toz pompası ve siklon başlık konumu………….…………………………...27
Resim 3.5. Kişisel hava örnekleme pompası, siklon başlık, MCE filtre ve filtre kaseti….…..30
Resim 3.6. Alevli atomik absorpsiyon spektrofotometresi cihazı ve numune analizi…...…...31
x
SİMGELER VE KISALTMALAR
ACGIH American Conference of Governmental Industrial Hygienists (Amerikan Ulusal
Endüstriyel Hijyenistler Konferansı)
OSHA Occupational Safety and Health Administration (Amerikan İş Sağlığı ve
Güvenliği İdaresi)
DRY CAL Dijital Debi Ölçer
HSE Health and Safety Executive (İngiltere İş Sağlığı ve Güvenliği Kuruluşu)
İSGÜM İş Sağlığı ve Güvenliği Araştırma ve Geliştirme Enstitüsü Başkanlığı
KKD Kişisel Koruyucu Donanım
MDHS Methods for the Determination of Hazardous Substances (Tehlikeli Maddelerin
Belirlenmesi Yöntemleri)
NIOSH The National Institute for Occupational Safety and Health (Amerikan Ulusal İş
Sağlığı ve Güvenliği Enstitüsü)
TÜİK Türkiye İstatistik Kurumu
TWA Zaman Ağırlıklı Ortalama Değer (Time-Weighted Average)

1
1. GİRİŞ
Metal sektörü, dünyada olduğu gibi Türkiye’de de önemli bir sektördür. Bu sektörde yer alan
işyerleri, faaliyetleri bakımından tehlikeli ve çok tehlikeli sınıfta yer almaktadır. Metal
sektörü kendi alanına hizmet etmenin yanı sıra hemen hemen tüm sektörlere de hizmet
vermektedir. Bu sebeple çalışmaların ve gelişmelerin sonlanması mümkün değildir [1].
Metal sektörü incelenirken sadece demir çelik ve demir dışı metallerin üretimi değil sektörde
bu madenlerin işlenmesi de incelenecektir [2]. Metalin işlenmesi sürecinde çalışanların maruz
kaldığı solunabilir metal tozu ve ağır metal maruziyeti en büyük sorunlar arasındadır.
Kullanılan metallerin işlenmesi sırasında ortaya çıkan tozdan kaynaklı maruziyetin
çalışanların sağlığını olumsuz etkilemesi söz konusudur. Gerekli önlemler alınmadığı takdirde
çalışanların meslek hastalığına yakalanma ihtimali yüksektir.
Bu tez çalışması kapsamında Ankara ilinde faaliyet gösteren biri iyi örnek uygulaması
olabilecek toplam yedi işletmede saha çalışmaları gerçekleştirilmiştir. Yapılan çalışmada sert
metal ile çalışmaların yapıldığı işletmelerde çalışanların metal tozu ve ağır metal
maruziyetleri ölçümler yapılıp tespit edilerek çözüm önerilerinin geliştirilmesi, alınması
gereken önlemlerin belirlenmesi amaçlanmıştır.
Yapılan bu tez çalışmasında, Genel Bilgiler bölümünde, Türkiye ve dünyada metal
sektörünün durumu hakkında bilgiler verilmiş, stratejik önemi anlatılmıştır. Gereç ve
Yöntemler bölümünde çalışmanın amacı, uygulama adımları ve çalışmanın gerçekleştirildiği
işyerleri hakkında bilgiler verilmiş, metal tozu ve ağır metal maruziyetlerinin belirlenmesinde
kullanılan ölçüm stratejisi ve metotlar detaylandırılmıştır. Fiziksel ve kimyasal ölçüm
sonuçlarına Bulgular bölümünde yer verilmiştir. Ölçümler işyerlerinin ortak üretim süreci
olan taşlama işlemi seçilerek yapılmıştır. Tartışma bölümünde literatür araştırmasında elde
edilen benzer çalışmalar ile bu tez çalışmasının sonuçları karşılaştırılarak değerlendirmeler
yapılmıştır. Sonuç ve Öneriler bölümünde ise yapılan çalışmalarda elde edilen nihai veriler
doğrultusunda öneriler geliştirilerek bu sektörde yapılacak olan çalışmalara ışık tutması
hedeflenmiştir.

2

3
2. GENEL BİLGİLER
2.1. METAL SEKTÖRÜ
2.1.1. Sektörün Tanımı
Metal sektörünün varlığı gelişmiş ve gelişmekte olan ülkeler için önem taşımaktadır. Bir
ülkenin, sanayi ve ekonomi alanlarında denge ve istikrara sahip olabilmesi, güçlü demir-çelik
ve demir dışı metaller sanayinin varlığı ile mümkün olmaktadır. Sektörün üretim ve tüketim
büyüklükleri sanayileşmenin temel göstergeleri arasında yer almakta olup, kişi başına
tüketilen çelik, alüminyum ve bakır ürünleri miktarı ülkelerin gelişmişlik düzeyini belirleyen
önemli bir gösterge olarak kabul edilmektedir [1].
Sektörün analizinde kolaylık sağlayan NACE kodları Tablo 2.1’de gösterilmektedir [1].
Tablo 2.1. Metal Sektörü NACE Kodları
NACE Kodu Faaliyet Adı
1- Ana Metal Sanayi
24 Ana Metal Sanayi
2- Metal İşleme Sanayi
25 Fabrikasyon Metal Ürünleri İmalatı (Makine Ve Teçhizat Hariç)
3- Makine ve Benzeri Nihai Ürün Üretimi
27 Elektrikli Teçhizat İmalatı
28 Başka Yerde Sınıflandırılmamış Makine ve Ekipman İmalatı
29 Motorlu Kara Taşıtı, Treyler (Römork) Ve Yarı Treyler (Yarı
Römork) İmalatı
30 Diğer Ulaşım Araçlarının İmalatı
4- Metal İçeren Ürünlerin Bakım, Onarım ve Yenilenmesi
33 Makine ve Ekipmanların Kurulumu ve Onarımı
5- Metal Geri Dönüşümü
38 Atığın Toplanması, Islahı Ve Bertaraf Faaliyetleri; Maddelerin Geri
Kazanımı
İş sağlığı ve güvenliğine ilişkin işyeri tehlike sınıfı belirlenirken çalışanın iş kazası geçirme
ihtimali, yaptığı iş nedeniyle meslek hastalığına yakalanma ihtimali ve bu konuda yapılmış

4
araştırma sonuçları değerlendirilir. İş süreçleri, girdiler, kullanılan kimyasallar ve ürün ağacı
incelenerek sektöre ait ayrıntılı bilgiler edinilir ve tehlike sınıfı atanır. Bu kapsamda bu
kodların altındaki altılı kodlara bakıldığında metal sektörü faaliyetlerinin ‘tehlikeli’ veya ‘çok
tehlikeli’ sınıfta yer aldığı, ‘az tehlikeli’ sınıfta hiçbir faaliyetin yer almadığı görülmektedir
[3].
Ürün, üretim ve işlem yelpazesi oldukça geniş olan metal sektörü hemen hemen tüm
sektörlere de hizmet vermektedir. Başta İmalat Sanayi Sektörü olmak üzere birçok sektörle iç
içedir. Metal sektöründeki Fabrikasyon Metal Ürünleri İmalatı Alt Sektörü de kendi içinde alt
kollara ayrılmıştır. Tablo 2.2’de bu tez çalışmasının gerçekleştirildiği iş kolu NACE kodu ve
tehlike sınıfı ile birlikte verilmiştir.
Tablo 2.2. Metallerin makinede işlenmesi NACE kodu ve tehlike sınıfı
NACE Kodu Faaliyet Adı Tehlike Sınıfı
25 Fabrikasyon Metal Ürünleri İmalatı
Sektörü (Makine ve Teçhizat Hariç)
25.62 Metallerin makinede işlenmesi ve şekil
verilmesi
25.62.02 Metallerin makinede işlenmesi (torna
tesfiye işleri, metal parçaları delme,
tornalama, frezeleme, rendeleme, parlatma,
oluk açma, perdahlama, birleştirme, kaynak
yapma vb. faaliyetler)
Tehlikeli
2.1.2. Sektörün Tarihi
Demir işleme, demire şekil verme, demircilik mesleği Türklerin en eski uğraşlarının başında
geliyordu. Eski Türklerin hakim olduğu alanlarda Orta Asya’da demir cevherinin bolca ve
kolay çıkartılabilir olması Türklerde demir işleme yeteneğinin gelişmesini sağladı. Hatta çoğu
tarihçi dünyada ilk demiri işleyen kavim olarak Türkleri gösterir. Türklerin demire hakim
olması ve demirden çok sayıda ve çeşitli silah üretmeleri Türklerin savaşlarda üstün duruma
gelmelerini, Viyana ile Japonya arasında geniş bir araziye yayılmalarını sağladığı bilinir.
Demir, evlerde ve atölyelerde el işçiliği üretim tarzı ile ve küçük ev aletleri ve hafif savaş
aletleri üretmek yoluyla, sanayi devrimine kadar büyük bir güçtü. Sanayi devrimi neticesinde
demir ve çelik evden ve atölyeden çıkıp büyük fabrikalarda iş metalleri otomotiv, ağır silah

5
yapımı şekline dönüşünce demir daha büyük bir güç haline gelmeye başladı. Batı dünyası
geliştirdiği teknoloji, biriktirdiği sermaye ve sömürgelerden elde ettiği ucuz işçilikle birlikte
sanayi devrimlerini ülke ülke gerçekleştirerek ekonomik anlamda kalkındılar. ABD,
Almanya, İngiltere, Fransa, Japonya ve İtalya alt ağır sanayi ile alt yapılarını sağlamlaştırarak
20. yy. II. yarısında dünyanın en gelişmiş ülkeleri konumuna yükseldiler. Yani uzunca bir
dönem ülkelerin gücü demire ve çeliğe ne kadar sahip oldukları ile belirlendi [4].
2.1.3. Sektörün Stratejik Konumu
Metal sanayisi anlatılmak istendiğinde ilk başlık metal sanayinin stratejik konumudur. Metal
sanayi tüm sektörlerin lokomotifi konumundadır. Çünkü bütün sanayilerde üretimi sağlayacak
olan da yine demir çelikten üretilmiş tezgâhlar, aletler ve metallerdir. Salt emeğe dayalı aletin
bulunmadığı bir sanayi yok denecek kadar azdır. Türkiye’de stratejik öneme sahip
kuruluşların ilk üçünün de metal sanayide olması stratejik önemini teyit eder niteliktedir.
Ayrıca ve özellikle istihdam açısından değerlendirildiğinde Metal Sanayi’nin en büyük
özelliği kentli bir özellik taşıyor olmasıdır. İstihdam üzerinde beliren sorunlar ve çözümleri
genelde metal sanayi üzerinden yapılır. Metal iş kolu her zaman diğer sektörleri de
etkilemiştir [4].
2.1.4. Türkiye’de Metal Sektörü
Metal sanayi sektörü yıllar itibariyle Türkiye’de büyük bir gelişim gösterdi. Üretimde,
satışlarda, istihdamda, karlılık oranlarında metal sektörü devamlı kazandıran gelişmesini
sürdüren bir sektör konumunda bulundu. Bütün sektörler içinde, ayrıca üretim, katma değer,
ihracat ve istihdam alanlarının tamamı olarak düşünüldüğünde ağaç, plastik ve kauçuk, tıbbi
hassas ve optik aletler ile birlikte 2003 yılından günümüze metal sanayi gelişmesini sürdüren
ve büyüme içinde olan bir sektördür [4]. Bunu gösteren bilgiler SGK kayıtlarından seçilerek
aşağıdaki Tablo 2.3’te gösterilmiştir.

6
Tablo 2.3. Metal işleme sektöründe SGK kayıtlarına göre Ankara’daki işyeri, çalışan, iş
kazası, meslek hastalıkları ve iş kazası ve meslek hastalığından ölen çalışan sayısı
bilgileri
2014 2013 2012
Sektördeki İşyeri Sayısı 35 113 32 348 31 038
Sektörde Çalışan Sayısı 395 114 376 076 357 841
Sektörde İş Kazası Geçiren Çalışan Sayısı 18 529 15 699 7 045
Sektörde İş Kazası Sonucu Ölen Çalışan Sayısı 31 35 25
Sektörde Meslek Hastalığına Yakalanan Sayısı 20 4 26
Sektörde Meslek Hastalığından Ölen Çalışan Sayısı 0 0 0
Bu bilgiler ışığında sektördeki büyüme açıkça gözlenebilmektedir. Bu büyümeyle birlikte
riskli bir sektör olmasından dolayı iş kazası geçiren ve/veya meslek hastalığına yakalanan
çalışan sayıları da oldukça fazladır.
2.1.5. Dünyada Metal Sektörü
Metaller çok değişik türde üstün özellikleri nedeniyle endüstride geniş uygulama alanına
sahiplerdir. Özellikle üstün mekanik özelliklere sahip olduklarından en önemli yapı ve makine
malzemesi sayılırlar [4].
Paslanmaz çelik kendini yenileyebilen bir malzemedir. Paslanmaz çeliğin ilk üretimi İngiltere
ve Almanya’da 1910‟lu yıllarda başlamıştır. 1950‟li yılların başında bir milyon ton civarında
olan dünya paslanmaz çelik üretimi, 20. Yüzyılın sonunda 20 milyon tona ulaşmıştır. Bugün
dünyada üretilen paslanmaz çelik miktarı yılda 26-27 milyon ton civarındadır. Kişi başına
paslanmaz çelik tüketimi, gelişmiş ülkelerde 6,5 - 7 Kg, ülkemizde ise 1,5 kg civarındadır.
Dünyada, Demir-Çelik mamulleri üretimi ve ihracatının 2004 yılında zirveye ulaşmasının
ardından, 2005 yılında, Demir Çelik sektörü, 2004‟te yakaladığı artış eğilimini yavaşlayarak
da olsa devam ettirmiş ve dünya genel demir çelik üretimi %5,9 artışla 1,129 milyon ton
olarak gerçekleşmiştir. Bu üretim artışında en büyük pay, son yıllarda çoğu sektörde olduğu
gibi Demir Çelik sektöründe de üretim kapasitesini ve verimliliğini arttıran Çin’e aittir. Çin,
sadece 2005 yılında üretimini %25 oranında arttırarak 348 milyon ton seviyelerine çıkarırken,
dünya toplam demir çelik üretiminin %31’ini karşılamıştır.
Uluslararası Paslanmaz Çelik Forumu, 19 Aralık 2007 tarihinde, Brüksel’de; 2006 yılının 3.
çeyreğinde dünya paslanmaz ham çelik üretiminin 2005 yılına göre yüzde 30 civarında
7
arttığını ve 7,1 milyon tona ulaştığını açıklamıştır. 2006 yılının ilk 9 ayında dünya paslanmaz
çelik üretimi, önceki yıla göre %13 artarak 20,9 milyon ton olmuştur. Paslanmaz çelik
üretiminde bu yüksek artış paslanmaz üreten bütün ülkelerde gerçekleşmiştir. Uluslararası
Paslanmaz Çelik Forumu, bu artışın dünya ekonomisinin başarısından kaynaklandığını ifade
etmektedir. Kuzey yarım küredeki birçok paslanmaz çelik üreticisi yüksek talebin etkisiyle
durgunluk dönemini aşmıştır.
Hayatımızın her alanında karşımıza çıkan ürünlerin imalatı metal sanayi sektöründeki başlıca
işlemler iki başlıkta toplanabilir:
1- Metal eritme ve arıtma endüstrisi
2- Metal işleme endüstrisi
Metal eritme ve arıtma işlemlerinde saf metalleri elde etmek için metal cevherleri ve
hurdalarının işlenmesi söz konusudur. Metal işleme işlemlerinde ise diğer sektörlerin ihtiyaç
duyduğu makine ve makine parçaları, alet ve araçların üretimi söz konusudur [5].
2.2. METAL İŞLEME SEKTÖRÜ
2.2.1. Sektörün Tanımı ve Durumu
Metal işleme sanayi diğer sektörlerin ihtiyaç duyduğu makine ve makine parçaları, alet ve
araçların üretimini kapsar. Bu sebeple diğer sektörlerle iç içedir. Bu da metal işleme sanayini
tüm sektörler için vazgeçilmez kılmaktadır.
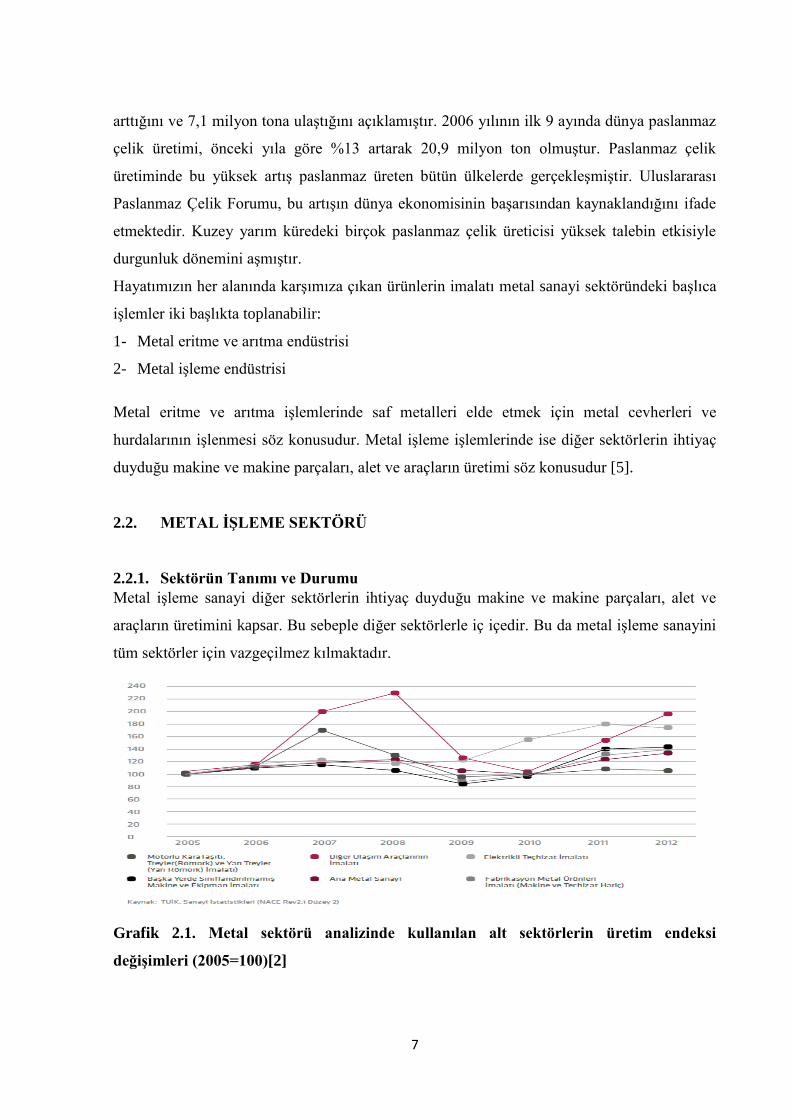
Grafik 2.1. Metal sektörü analizinde kullanılan alt sektörlerin üretim endeksi
değişimleri (2005=100)[2]

8
Grafik 2.1’deki grafik incelendiğinde metal işleme sanayi ürünlerinin (Fabrikasyon metal
ürünleri) imalat endeksinin en az değişime uğradığı açıkça görülmektedir. 2009 yılında
yaşanan ekonomik krizden tüm alt sektörler etkilenmiştir. Ancak özellikle otomotiv ve
makine sektörüyle direkt ilişki içinde bulunan metal işleme sanayi bu krizi en az etkilenerek
atlatmıştır.
Metal sektörü alt sektörlerinde 2011-2012 yılları arasındaki ticaret rakamlarında yaşanan
değişimlere Tablo 2.4’te yer verilmiştir [2].
Tablo 2.4. Metal sektörü analizinde kullanılan alt sektörlerin dış ticaret rakamları
değişimi[2]
Metal Sektörü alt sektörleri arasında Ana Metal Sanayi sektöründe ihracat rakamlarında
yaşanan değişim %70,61 gibi yüksek oranla gerçekleşmiş ve sektör metal alt sektörleri
arasında ilk sırada yer almıştır. Ana Metal Sanayini ihracat oranında %6,56’lık yaşanan
değişimle Başka Yerde Sınıflandırılmamış Makine Ve Teçhizat sektörü takip etmiştir. 2011-
2012 yıllar arasında ithalat oranlarında yaşanan değişimler incelendiğinde en yüksek
değişimin %1,73’lük bir artışla Ana Metal Sanayi sektöründe yaşandığı görülmektedir. Ana
metal sanayini %0,92’lik bir artışla Metal Eşya Sanayi (makine ve teçhizatı hariç)
izlemektedir. Tablo 2.4’te dikkat çeken diğer bir nokta ise sektörlerin dış ticaret dengesidir.
Tabloda görüldüğü üzere sektör büyük ölçüde ithalata bağımlıdır. 2012 yılı itibari ile dış
ticaret dengesi yaklaşık -10.000 milyon dolardır[2].
Sektörün diğer bir önemli göstergesi ise kapasite kullanım oranlarıdır. Metal Sektörü alt
sektörlerine ilişkin kapasite kullanım oranlarına Grafik 2.2’de yer verilmiştir.
9
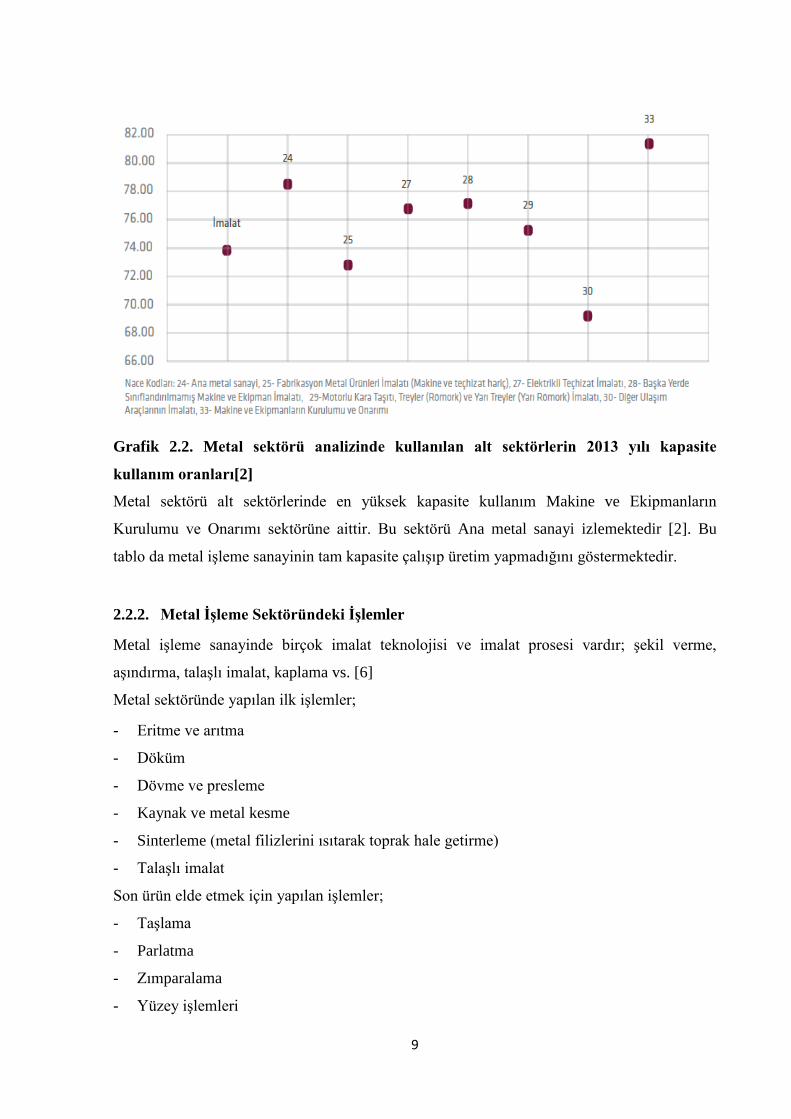
Grafik 2.2. Metal sektörü analizinde kullanılan alt sektörlerin 2013 yılı kapasite
kullanım oranları[2]
Metal sektörü alt sektörlerinde en yüksek kapasite kullanım Makine ve Ekipmanların
Kurulumu ve Onarımı sektörüne aittir. Bu sektörü Ana metal sanayi izlemektedir [2]. Bu
tablo da metal işleme sanayinin tam kapasite çalışıp üretim yapmadığını göstermektedir.
2.2.2. Metal İşleme Sektöründeki İşlemler
Metal işleme sanayinde birçok imalat teknolojisi ve imalat prosesi vardır; şekil verme,
aşındırma, talaşlı imalat, kaplama vs. [6]
Metal sektöründe yapılan ilk işlemler;
- Eritme ve arıtma
- Döküm
- Dövme ve presleme
- Kaynak ve metal kesme
- Sinterleme (metal filizlerini ısıtarak toprak hale getirme)
- Talaşlı imalat
Son ürün elde etmek için yapılan işlemler;
- Taşlama
- Parlatma
- Zımparalama
- Yüzey işlemleri
10
Bu süreçlerin her birinde kendine özgü tehlike kaynakları ve riskler bulunmaktadır [5].
Eritme ve Arıtma,
Eritme ve arıtma işlemleri pirometalurjik veya hidrometalurjik tekniklerle yapılır. Birincil
eritme ve arıtma; zenginleştirilmiş cevherlerden metal elde etmek için yapılır.
İkincil eritme ve arıtma; hurdalardan ve işlem atıklarından metalin yeniden kazanılması için
yapılır. İşlemler çeşitli tehlikeler taşırlar. Kimyasal tehlikeler: Çeşitli zararlı tozlar, gazlar,
dumanlar ve diğer kimyasallara maruziyet; silika, toksik metaller (kurşun, arsenik,
kadmiyum), kükürt dioksit, karbon monoksit, sülfürik asit, nikel karbonil(nikel
arıtma),floridler (alüminyum eritme),arsenik (bakır ve kurşun eritme ve arıtma), cıva ve
siyanid (altın arıtma)dir. Fiziksel tehlikeler; fırınlardaki sıcaklık, erimiş metalden kaynaklanan
parlama ve kızılötesi radyasyon, gürültü, elektrik tehlikeleridir. Ergonomik tehlikeler; elle
kaldırma ve taşıma, tekrarlı hareketler, sırt ve üst ekstremite hasarlarıdır [7].
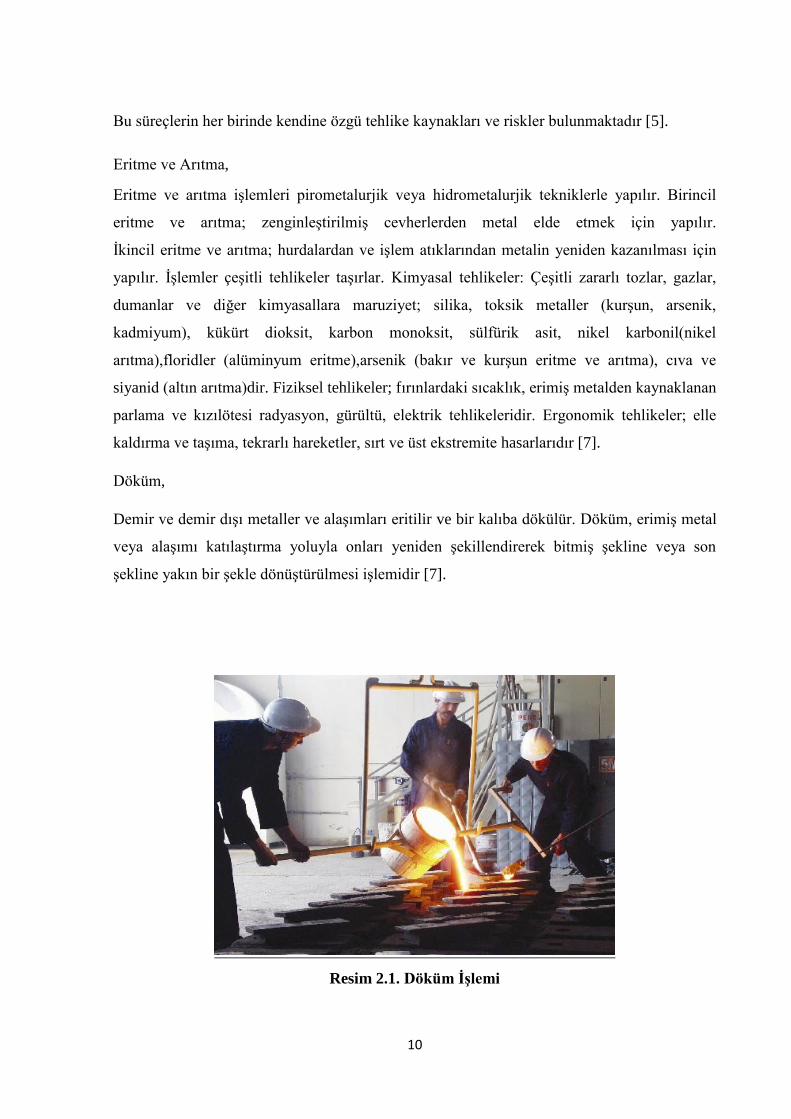
Döküm,
Demir ve demir dışı metaller ve alaşımları eritilir ve bir kalıba dökülür. Döküm, erimiş metal
veya alaşımı katılaştırma yoluyla onları yeniden şekillendirerek bitmiş şekline veya son
şekline yakın bir şekle dönüştürülmesi işlemidir [7].
Resim 2.1. Döküm İşlemi

11
Dövme ve Presleme,
Metal parçalarına yüksek basınç uygulanarak şekil verilmesi işlemleridir. Preslemede
genellikle yaprak, şerit veya rulo halindeki metal, ortam ısısında kesme, presleme, çekme gibi
işlemlere tabi tutularak belirli şekillere sokulur. Birbirini izleyen bu işlemler genellikle ayrı
ayrı yapılır. Çalışma koşulları tekrarlanan gerilme hasarları, sırt, omuz ve üst ekstremite kas
iskelet sistemi problemleri, titreşim ve gürültü, makine yağlarının buharları gibi çeşitli
tehlikeleri barındırır [7].
Kaynak ve Sıcak Kesme,
Kaynakçılık sıcak veya basınç altında metal veya plastik parçaların birleştirilmesi işlemlerinin
genel adıdır. Metal sektörünün en yüksek riskli alanlarından biridir.
Metal alevle ısıtılır ve basınçlı saf oksijenle jet kesme yapılır. Düzgün kesim yüzeyi sağlar
[7].
Kaynak ve kesme işlemi sırasında insan sağlığına zarar verebilecek zehirli gazlar, duman,
metal buharı ve partikülleri çıkmaktadır. Bu çalışmalar sebebiyle çalışanlarda; yanıklar,
infrared radyasyona maruziyet, metal dumanlarının solunması nedeniyle meydana gelen
hastalıklar(sideroz), fiziksel zorlanma, aşırı yorgunluk, kas iskelet hasarları, “kaynakçı gözü”
denilen ultraviyole radyasyona maruziyet oluşabilir [5].
Sinterleme,
Parçacıkların katı hal bağını sağlamak ve parçanın dayanımını arttırmak için erime
sıcaklığının altına ısıtma işlemidir.
Talaşlı İmalat,
İşlenmiş parça ham gövdenin üzerinden kesici uçlar ile metalin alınması yöntemidir.
Resim 2.2. Talaşlı İmalat Resim 2.3. Sulu Talaşlı İmalat

12
Gelişen teknoloji ile metal partiküllerinin uçuşmaması için sulu sistem geliştirilmiştir. Bu
sayede çalışanın solunabilir metal tozu maruziyetinin önüne geçilmiştir.
Taşlama,
Taşlama; iş parçalarında hassas ölçü elde etme, sertleştirilmiş malzemelerde sertleştirilen
yüzeylerden kurtulmak, silindirik parçalarda ısıl işlem kaynaklı yüzey hatalarını gidermek ve
kaliteli ve parlak yüzeyler elde etmek için metallerde yapılan işlemdir. Taşlama taşlarında en
çok alüminyum oksit ve silikon karbür kullanılır [7].
Resim 2.4. Taşlama işlemi Resim 2.5. Sulu Taşlama İşlemi
Talaşlı imalatta olduğu gibi taşlama işleminde de yine sulu sistem iş yerlerinde eski sistemin
yerini almaya başlamıştır.
Zımparalama ve Parlatma,
Doğal korundum(kristalize alüminyum), zımpara taşı(alüminyum oksit), elmas, kumtaşı,
çakmak taşı gibi doğal aşındırıcıların yerini bugün büyük ölçüde erimiş alüminyum oksit,
silisyum karbür (karborundum) ve sentetik elmas gibi yapay aşındırıcılar almıştır. Tebeşir,
ponza, tripoli, kalay macun ve demir oksit gibi ince taneli malzemeler de özellikle parlatma
ve polisaj için kullanılır. Zımpara ve parlatma bantlarında alüminyum oksit, silisyum karbür,
zımpara, granat ve çakmaktaşı kullanılmaktadır. İşlem; göz hasarları, titreşim, solunumla ilgili
tehlikeler barındırır [7].

13
Yüzey İşlemleri,
Metal yüzeyine çeşitli özellikler ve görünüm kazandırmak amacıyla yapılır. Isıl işlem,
elektro-kaplama, elektrolitik parlatma, galvanizasyon işlemlerinde kostik ve aşındırıcı
kimyasalların kullanımına bağlı yanıklar ve tahrişler olabilir. Kostik ve korozif maddeler,
krom, nikel, toz, karbonmonoksit maruziyetleri gibi kimyasal riskler ve beraberinde
ergonomik riskler mevcuttur [5].
2.2.3. Sektördeki Teknoloji: Metal İşlemede Kullanılan Akışkanlar
Talaşlı imalat ve taşlama işleminde sulu sistemlerde soğutucu sıvı kullanılmaktadır. Su, en iyi
soğutma maddesidir. Fakat yağlama (lubrikasyon) özelliği yoktur ve koroziftir. Dolayısıyla
korozyon engelleyici katkı maddelerine ihtiyacı vardır. Yağ ise iyi bir lubrikanttır. Fakat
soğutma özelliği yoktur ve suyun içinde çözünme özelliği olmadığından emülgatörlere ihtiyaç
gösterir. Soğutucu sıvılar kullanım alanlarına göre farklılıklar gösterseler de genel olarak
yağ+su+korozyon engelleyici+emülgatör+diğerleri şeklinde ifade edilebilirler.
Bu soğutucu sıvıların başlıca görevleri:
- İşlenecek parçanın ve kesici takımın soğutulması,
- Çapaksız çalışma ortamının oluşturulması,
- Kesici takımın ömrünü uzatmak,
- Kesilecek yüzeyin kayganlığını artırmak,
- Taşlama işleminde meydana gelen talaşların ve metal tozlarının işlem yüzeyinden
uzaklaştırılması
- Paslanmaya karşı parçanın korunması.
Talaşlı metal imalatı veya taşlama işlemi Resim 2.6’daki gibi özetlenebilir.
Resim 2.6. Talaşlı metal işlemedeki malzeme akışı[7]

14
Metal işleme makinelerinde kullanılmakta olan soğutucu yağlar zamanla yabancı yağlar ve
parçacıklarla karışıp kirlendiğinden, sahip olması gerektikleri özelliklerini kaybederler.
Bunun yanı sıra emülsiyonlarda bakteri üremesi de ortaya çıkar. Kullanım ömrünü doldurmuş
olan soğutucu yağ banyoları da çalışanların sağlığı açısından da tehlike arz edebilir (özellikle
cilt hastalıkları) [7].
Gelişen teknoloji beraberinde yeni sorunlara yol açıyor gibi görünse de bakımlar, kontroller
zamanında yapıldığı takdirde eski sisteme göre çok daha kullanışlı, sağlıklı ve üretim miktarı
açısından etkilidir.
2.3. TOZ KAVRAMI VE TOZUN ÖZELLİKLERİ
Toz, havada asılı durumda bulunan katı parçacıkların genel adıdır. Tozun partikül büyüklüğü
çok değişik olabilir. Toz, genellikle 0,1 µm’den büyük çaplı partiküllerle, öğütme, kırma ve
bir etki ile mekanik olarak oluşan, katı partiküller olarak anlaşılır. İnsan sağlığı bakımından
önemli olan boyutlar ise 0,5-100 µm arasındaki büyüklüklerdir. Daha büyük olan partiküller
solunum yoluna giremezler [8].
Tozlar fiziksel kimyasal özelliklerine veya biyolojik davranışlarına göre sınıflandırılabilirler.
İnsan sağlığı bakımından tozun büyüklüğü, kimyasal bileşimi, yüzey şekilleri, çökme hızı gibi
özelliklerinin yanı sıra en önemli özelliği biyolojik davranışıdır. İnsan vücudunda tozlar
değişik biyolojik etkiler gösterebilirler. Biyolojik etkileri bakımından toz grupları şunlardır:
[8]
İnert Tozlar
Bu tür tozlar (örneğin baryum tozu) vücutta herhangi bir reaksiyona girmeden nefes alma
işlemiyle ve solunum sisteminin kendi kendini temizlemesi yoluyla vücuttan dışarı taşınırlar.
Ancak bu tozlar fazla miktarda olduğunda lenfatiklerde tıkanıklığa yol açabilir [8].
Toksik Tozlar
Bazı metal tozları solunum yolundan vücuda girdiğinde vücutta değişik organlara yönelir,
bazı kimyasal sistemlerle etkileşime girer ve zehirlenmelere neden olur. Bu tür tozlara toksik
toz denir. Kurşun, krom, nikel kadmiyum gibi ağır metal tozları bu grubun örneklerindendir
[8].
15
Fibrojenik Tozlar
İnsan sağlığı açısından etkisi en tehlikeli olan tozlar fibrojenik (lif) kapasitesi olan tozlardır.
Bu tozlar akciğerlere ulaştığında orada depolanır, fibrotik şişler meydana getirirler. Bu
fibrotik doku zamanla akciğerin normal aktif dokularının yerini alır ve ciğerleri yavaş yavaş
tahrip ederek kişinin çalışmasını zorlaştırır, ömrünü kısaltır. Silikoz ve asbestoz gibi
pnömokonyozların oluşmasına neden olabilir [8].
Kanserojen Tozlar
Bazı tozlar insanlarda özellikle akciğerlerde ve solunum sisteminin diğer bölümlerinde
kansere neden olur. Asbest akciğer kanserinin başlıca nedenlerinden biridir. Asbest dışında
krom, nikel, kadmiyum gibi bazı metal tozları ile arsenik tozlarının da çeşitli kanserlerin
gelişmesinde etkili olduğu bilinmektedir [8].
Allerjik Tozlar
Bu tozlar solunum yollarında spazma yol açarak astım benzeri tabloya neden olur, deri ile
temas ettiğinde ise alerjik rahatsızlıklar oluşturabilir. Pamuk tozu tipik örnek olmakla birlikte,
keten, kenevir tozu, şeker kamışı tozu, kuşların tüylerinden gelen tozlar gibi organik tozlar
ve cam yünü, kireç tozu gibi inorganik tozlar da bu gruba örnektir [8].
Kimyasal yapılarına göre tozlar, inorganik ve organik olmak üzere iki temel gruba ayrılır:
Organik Tozlar
Bu tozlar akciğerde depolanmaz, doğrudan fibrojenik etki de göstermez. Bu tür tozlar alerjik
mekanizma aracılığı ile solunum yollarında spazma neden olurlar. Tekrarlayan spazmlarla da
kronik akciğer hastalığı oluştururlar.
Pamuk tozu, şeker kamışı tozu, mantar sporu, kümes hayvanı tüyü gibi organik yapıdaki
tozlar bu gruptadırlar [8].
İnorganik Tozlar
İnorganik tozlar akciğerlerde depolanma eğilimindedir. Bunlar arasında fibroz oluşturma riski
olan tozlar, akciğerlerdeki hava kesecikleri olan alveollerde dokusal bozukluk meydana
getirerek kronik akciğer hastalıklarına neden olurlar. Kömür, kum, asbest, demir, çimento gibi
tozlar bu gruba örnektir.
İnsan sağlığı bakımından tozun daha önce bahsedilen özelliklerinin dışında tozun partikül
büyüklüğü de önem taşımaktadır. Büyüklüğü 100 µm’ den daha az olan tozlar akciğerlere
girebilir. Solunum yoluna girebilen tozlara teneffüs edilebilen (inhalable) toz adı verilir.

16
Solunum yollarına giren tozların alveollere (akciğerlerde bulunan oksijen kesecikleri) kadar
ulaşan türü 10 µm’nin altındaki tozlardır. Bu gruptaki tozlara solunabilir (respirable) toz adı
verilir. Partikül büyüklüğü 5 µm ve daha ufak olan tozlar ise alveollere ulaşır. Akciğerlerde
hastalık meydana gelmesi bakımından en büyük tehlikeyi 0,5 ile 5 µm arasında olan tozlar
oluşturur [8].
2.3.1. Metal Tozunun Sağlık Etkileri
Çalışma ortamında olabilecek her türlü zararlı ajanın ilk etkileyeceği sistemlerin başında
solunum sistemi gelmektedir. Bu nedenle mesleki akciğer hastalıkları birincil korunma
önlemlerinin en önemli olduğu meslek hastalıkları grubudur. Solunumla alınan maddelerin bir
kısmı doğrudan solunum sistemini etkilerden, bazıları sistemik etkilere de neden olabilir.
Solunum sistemindeki etkileri bu maddelerin tipine, yoğunluğuna bağlı olduğu gibi akciğerin
farklı bölümlerinin özelliklerine de bağlı olarak değişiklik gösterebilir. Üst solunum
yollarında irritasyondan kronik enflamasyona ve akciğer kanserine kadar değişik etkilere
neden olabilirler.
İş ortamında organik ve inorganik maddelerin aşınma, yanma, mekanik olarak kırma,
parçalama, delme ve öğütme işlemleri sırasında ve sonucunda oluşan tozlara maruziyeti
etkileyen faktörler şunlardır:
- Havadaki kütle miktarı
- Partikül sayısı
- Partikül çapı dağılımı
- Partiküllerin kimyasal bileşimi
- Şekli, yoğunluğu, aerodinamik özellikleri.
Metal sektöründe toz denince, söz konusu olan metal tozu da olabilir; bu tür durumlarda
metaller kana karışabilir. Altta yatan akciğer hastalığı, kalp hastalığı, beslenme bozukluğu,
yüksek tansiyonu olanlar ve obezler tozların etkisine daha duyarlıdırlar. Sigara kullanımı,
tozlara bağlı akciğer hastalıklarının etkisini artıran en önemli faktördür ve bu nedenle sigara
içenlerde ortaya çıkan akciğer hastalıklarında mesleğin etkisini ayırt etmek ve yasal tanı
koymak zordur [9].
Sert metaller tungsten karbidleri ve daha az oranda titanyum, tantal, vanadyum, molibden, ve
krom karbidlerinin kobalt, demir ve nikelle çok yüksek ısıda karıştırılıp bağlanmasıyla elde
edilen metallerdir. Bunlara bağlı gelişen akciğer hastalıkları:[11]

17
- Mesleksel astım (en sık görülen)
- Kronik bronşit
- Kronik interstisial fibrozis
- Siderozis
- Sert metal akciğer hastalığı
Sert Metal Akciğer Hastalığı
Sert metal akciğer hastalığı (SMAH) ender görülen, kobalt maruziyetine bağlı gelişen,
mesleki akciğer hastalığıdır.
Görülmesi ve Maruziyet Kaynakları
Sert metaller el aletleri, matkap uçları ve yüksek dayanıklılık gerektiren metal parçaların
yapımında kullanılırlar (sert metal kesimi ve taşlaması, zırh kaplama, petrol kuyusu sondaj
elmas parlatma gibi). Sinterlenmiş karbidlerin üretiminde çalışan işçiler (karıştırma,
püskürtme, şekil verme, fırınlama, işleme, ince öğütme), el aletleri ve makine üretim işçileri,
bileme aletleri üretiminde çalışan işçiler yüksek risk altındadır. Delme ve bileme işlerinde
çalışanlar en yüksek risk altında olan gruptur [10].
Etki Mekanizması
Ağır metal tozlarının absorbsiyonu genellikle akciğerler yoluyla olur. Daha az oranda ağızdan
ve ciltten temasla alınır. Absorbe olan tozun vücuda yayılımı diğer toz partiküllerinde olduğu
gibidir; insolubl toz partikülleri akciğerlerde kalır, solubl olanlar kan yoluyla diğer dokulara
taşınırlar. Atılımı başlıca idrarla olur. Alınanın çoğu ilk 24 saatte atılır, azı da yıllarca birikir.
%43’ü kaslarda %14’ü de kemikte tutulur [10].
Tanı
Akciğer etkilenmesindeki en önemli iki test akciğer grafisi ve solunum testidir. Bunlara ilave
meslek öyküsü de incelenir. Kobalt yama testi yapılır, kan ve idrarda kobalt değerlerine
bakılır. Bronkoalveoler lavaj sitolojisi de yapılır [10].
Tedavi
Tedavinin esasını maruziyetin azaltılması ya da sonlandırılması oluşturur [9].

18
Akut inhalasyonda; kaynaktan uzaklaştırılmalı ve semptomatik tedavi uygulanmalıdır. Kronik
inhalasyonda; kobalt astımı genel astım yaklaşımı ile tedavi edilir. Solunum yetmezliği genel
kurallarıyla tedavi edilir [10].
Önleme
Toz konsantrasyonu tavsiye edilen limit değerlerinin altında tutmak için, kapalı makineler ve
lokal egzoz ventilasyon gibi yeterli teknik tedbirler alınmalıdır. Kişisel toz örnekleyici ile
solunabilir toz konsantrasyonu ölçülmelidir. Çok yüksek toz konsantrasyonu olan işlerde
respiratörler gibi kişisel koruyu malzemeler kullanılmalıdır [10].
Siderozis
Akciğerlerde demir tozunun ve demir oksitlerinin tozlarının depolanması sonucu ortaya çıkan
bir pnömokonyoz türüdür. Bazı cevherlerde demir silis ile birlikte bulunur; karışık toz
maruziyeti “sidero-silikozis” olarak adlandırılır. Siderozisli hastaların akciğerlerinde ≤ 2 mm
çaplı demir depo alanları; ve bu alanların çevresinde amfizem vardır. Hastaların fibrotik
reaksiyonları çok zayıftır. Mikroskopik muayenede damar endotelinde ve makrofajlar içinde
demir toplanması görülebilir.
Riskli işler
Demir madenciliği ve kaynakçılık (özellikle tank, sarnıç gibi kapalı ortamlarda kaynak
yapmış olan kişilerde) işleri
Klinik belirtiler
Hastalarda hafif ile orta derecede obstrüktif tipte solunum fonksiyon bozukluğu mevcuttur.
Tanı
Demir tozuna maruziyet öyküsü incelenir. Radyolojik görüntü başlangıçta normal, ilerlemiş
olgularda oldukça tipiktir. (Akciğerlerde yaygın şekilde mikronodüler görüntü vardır.)
Tedavi
Hastalığın spesifik tedavisi yoktur ve semptomatik yaklaşım gereklidir.
Korunma
Toz kontrolü yapılmalı, havalandırma sistemleri toz maskeleri kullanılmalıdır.
19
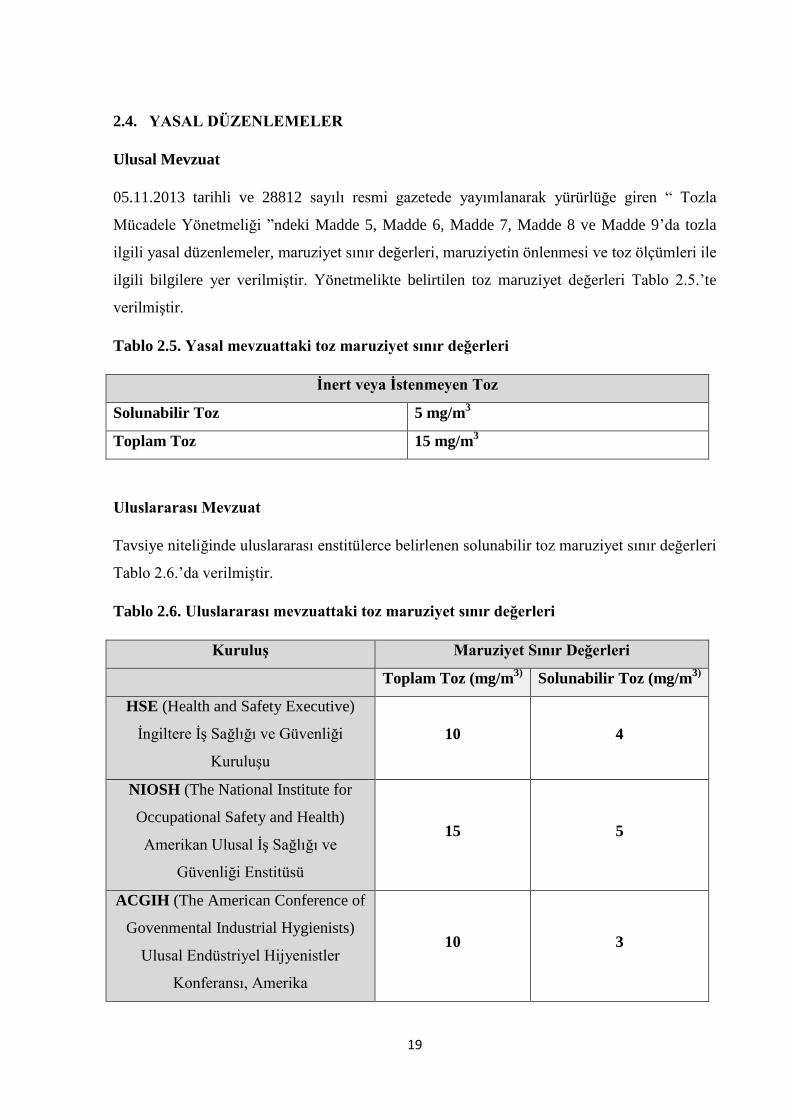
2.4. YASAL DÜZENLEMELER
Ulusal Mevzuat
05.11.2013 tarihli ve 28812 sayılı resmi gazetede yayımlanarak yürürlüğe giren “ Tozla
Mücadele Yönetmeliği ”ndeki Madde 5, Madde 6, Madde 7, Madde 8 ve Madde 9’da tozla
ilgili yasal düzenlemeler, maruziyet sınır değerleri, maruziyetin önlenmesi ve toz ölçümleri ile
ilgili bilgilere yer verilmiştir. Yönetmelikte belirtilen toz maruziyet değerleri Tablo 2.5.’te
verilmiştir.
Tablo 2.5. Yasal mevzuattaki toz maruziyet sınır değerleri
İnert veya İstenmeyen Toz
Solunabilir Toz 5 mg/m3
Toplam Toz 15 mg/m3
Uluslararası Mevzuat
Tavsiye niteliğinde uluslararası enstitülerce belirlenen solunabilir toz maruziyet sınır değerleri
Tablo 2.6.’da verilmiştir.
Tablo 2.6. Uluslararası mevzuattaki toz maruziyet sınır değerleri
Kuruluş Maruziyet Sınır Değerleri
Toplam Toz (mg/m3)
Solunabilir Toz (mg/m3)
HSE (Health and Safety Executive)
İngiltere İş Sağlığı ve Güvenliği
Kuruluşu
10 4
NIOSH (The National Institute for
Occupational Safety and Health)
Amerikan Ulusal İş Sağlığı ve
Güvenliği Enstitüsü
15 5
ACGIH (The American Conference of
Govenmental Industrial Hygienists)
Ulusal Endüstriyel Hijyenistler
Konferansı, Amerika
10 3
20
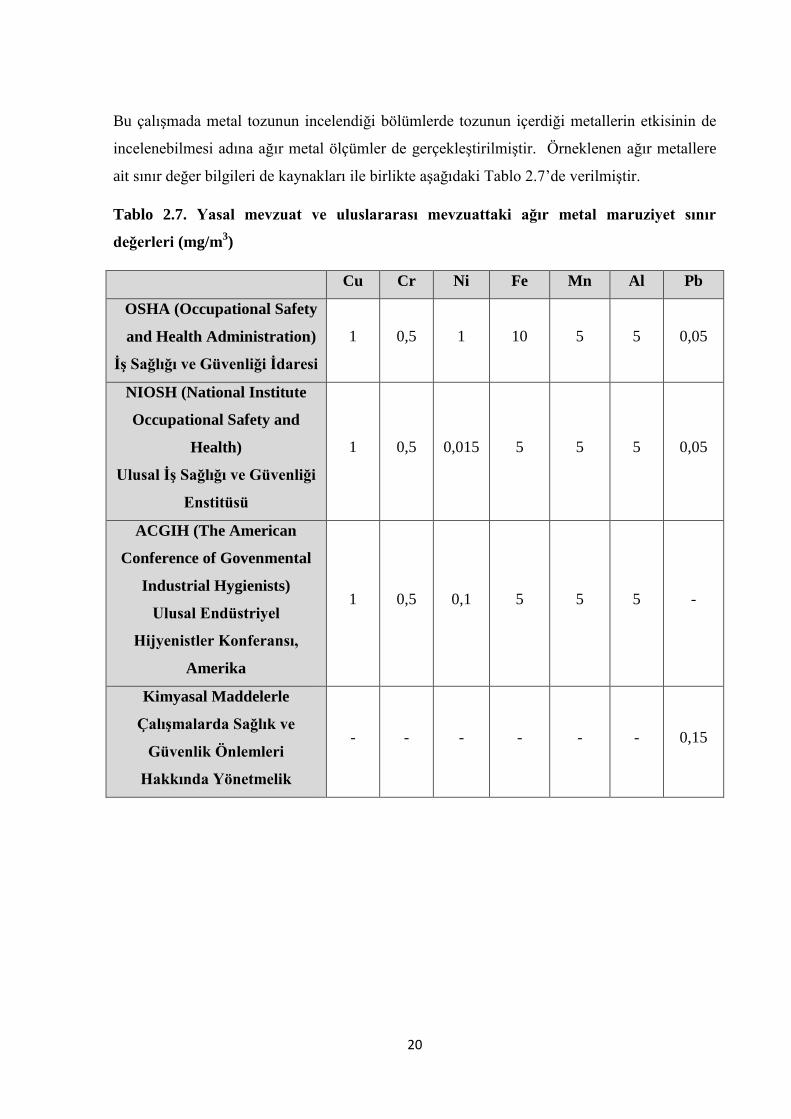
Bu çalışmada metal tozunun incelendiği bölümlerde tozunun içerdiği metallerin etkisinin de
incelenebilmesi adına ağır metal ölçümler de gerçekleştirilmiştir. Örneklenen ağır metallere
ait sınır değer bilgileri de kaynakları ile birlikte aşağıdaki Tablo 2.7’de verilmiştir.
Tablo 2.7. Yasal mevzuat ve uluslararası mevzuattaki ağır metal maruziyet sınır
değerleri (mg/m3)
Cu Cr Ni Fe Mn Al Pb
OSHA (Occupational Safety
and Health Administration)
İş Sağlığı ve Güvenliği İdaresi
1 0,5 1 10 5 5 0,05
NIOSH (National Institute
Occupational Safety and
Health)
Ulusal İş Sağlığı ve Güvenliği
Enstitüsü
1 0,5 0,015 5 5 5 0,05
ACGIH (The American
Conference of Govenmental
Industrial Hygienists)
Ulusal Endüstriyel
Hijyenistler Konferansı,
Amerika
1 0,5 0,1 5 5 5 -
Kimyasal Maddelerle
Çalışmalarda Sağlık ve
Güvenlik Önlemleri
Hakkında Yönetmelik
- - - - - - 0,15
21
3. GEREÇ VE YÖNTEMLER
3.1. ÇALIŞMA HAKKINDA BİLGİ
Yapılan araştırmalar ve görüşmeler sonucunda metal işleme sektöründe iş sağlığı ve güvenliği
açısından en büyük problemlerden birinin metal tozu maruziyeti olduğu tespit edilmiştir. Bu
konu üzerine çalışılmaya karar verilmiş olup bir çalışma planı hazırlanmıştır. Bu çalışma
planının ilk aşamasında metal işleme sektörü ve üretim süreçleri ile ilgili literatür araştırması
yapılmıştır. Araştırma sonucunda saha çalışmalarının yapılacağı işletmeleri belirlemek
amacıyla Ankara ili içerisindeki Organize Sanayi Bölgeleri (Sincan OSB, İvedik OSB ve
Ostim OSB) ile görüşülerek sektördeki işletmeler hakkında bilgi edinilmiştir. Sektörün yoğun
olarak bulunduğu İvedik OSB ve Ostim OSB’deki işletmelerde toz ve ağır metal ölçümü
yapılmasına karar verilmiştir. Belirlenen yedi adet metal işleme firmasında ölçüm öncesi
gerekli incelemeler yapılarak tüm işletmelerdeki toz maruziyetinin en yüksek olduğu ortak
süreç belirlenmiştir. Her işletmenin bu ortak sürecindeki çalışanlarından MDHS 14/3
Solunabilir Tozların Gravimetrik Analizi ve Örneklemesi İçin Genel Metotlar metoduna göre
gerekli toz numuneleri ve TS EN 689 İşyeri Havası- Solunumla Maruz Kalınan Kimyasal
Maddelerin Sınır Değerler İle Karşılaştırılması Ve Ölçme Stratejisinin Değerlendirilmesi İçin
Kılavuz’una göre de ağır metal numuneleri alınmıştır. Alınan toz ve ağır metal numunelerine
gerekli analizler yapılarak bu işletmelerdeki çalışanların toz ve ağır metale maruziyet durumu
belirlenmiştir.
Bu tez kapsamında gerçekleştirilen çalışmanın adımları Şekil 3.1.’de gösterilmiştir.

22
Şekil 3.1 Tez çalışmasının adımları
Toz ve ağır metal maruziyetinin fazla olduğunun düşünüldüğü ve yeterli çalışmaların yapılmadığının gözlemlendiği metal işleme sektörüne yönelik çalışma yapılmasına
karar verilip, çalışmanın planlanması
Tez çalışmasının gerçekleştirileceği işletmelerin seçimi için metal işleme işletmelerinin yoğun olduğu organize sanayi bölgelerinin tespit edilmesi
Literatür araştırması yapılması ve Ankara ili içindeki OSB ler ile gerekli görüşmeler yapılarak çalışma yapılacak işletmelerin seçilmesi
Belirlenen yedi adet metal işleme işletmelerinde ön inceleme yapılarak toz ve ağır metal maruziyet kaynaklarının, ölçüm yapılacak üretim süreçlerinin belirlenmesi
MDHS 14/3 metoduna göre belirlenen işletmelerde metal taşlama işlemi için solunabilir toz ve ağır metal numunelerinin alınması, gerekli analizlerin yapılarak
solunabilir toz ve ağır metal maruziyetlerinin belirlenmesi
Elde edilen verilere göre işletmelerin ortak olan üretim süreçlerinin karşılaştırılması
Tez raporunun yazılması

23
3.2. ÖLÇÜM YAPILAN İŞLETMELER
Toz ve ağır metal ölçümü yapılan işletmeler İş Sağlığı ve Güvenliğine İlişkin İşyeri Tehlike
Sınıfları tebliğine göre tehlikeli sınıfta yer almaktadır. Bu işletmeler üretimin en yoğun
olduğu organize sanayi bölgelerinden seçilmiştir ve çalışan sayısı az olup küçük atölye tarzı iş
yerleridir. İşletmelerde çalışan ve taşlama işlemi yapan çalışan sayıları ile ilgili bilgiler Tablo
3.1.’de verilmiştir.
Tablo 3.1. Ölçüm yapılan işletmeler hakkında bilgiler
İşletmeler
Toplam
Çalışan
Sayısı
Taşlama
İşleminde
Çalışan Sayısı
Fiziksel
Büyüklük
(m2)
Üretim
Kapasitesi
(ton/yıl)
Risk
Değerlendirmesi
A 7 1 180 30 Var
B 14 2 960 120 Var
C 27 5 1000 200 Var
D 5 2 172 54 Var
E 12 2 300 25 Var
F 55 2 480 80 Var
G 3 2 200 120 Var
3.3. ÖLÇÜM YAPILAN METAL İŞLEME İŞLETMELERİNDE TOZ VE AĞIR
METAL NUMUNELERİ ALINAN BÖLÜMLERİN SEÇİMİ
Metal işleme işletmelerinin Ankara ili içinde büyük çoğunluğunun bulunduğu organize sanayi
bölgelerinde kırk işletmeye gidilmiştir. Gidilen kırk işletmeden tez çalışmasına uygun olarak
seçilen yedi farklı işletmede ölçüm öncesi yapılan ön inceleme neticesinde toz ve ağır metal
numuneleri alınacak işlem belirlenmiştir. Bu ön inceleme organize sanayi bölge yetkilileri ve
bölgelerin iş güvenliği uzmanı ve iş yerleri üretim şefleri eşliğinde tüm bölümler
gözlemlenerek yapılmıştır. İş güvenliği uzmanı ve üretim şefi ile verilen ortak karar
neticesinde işletmelerde çalışanların en çok şekillendirme süreci olan taşlama işleminde toza
ve ağır metale maruz kaldıkları belirlenmiştir. Kesme, delme, bileme gibi işlemlerde, gelişen
teknoloji ile birlikte kapalı sistemlere geçildiği için ölçüm alınamayacağı ortak kanaatine
varılmıştır. Taşlama işlemini gerçekleştiren işçilerin toza ve ağır metale maruziyetleri
homojen olduğu görüldüğünden bölümdeki bir işçiye toz pompası aynı işi yapan diğer işçiye

24
de ağır metal pompası takılarak her bir işletmede birer noktada toz ve ağır metal numuneleri
alınmıştır.
3.4. METAL İŞLEME İŞLETMELERİNDEKİ SOLUNABİLİR SERT METAL TOZU
VE AĞIR METAL MARUZİYETLERİNİN BELİRLENMESİ
Bu çalışma kapsamında seçilen metal işleme işletmelerinde solunabilir toz maruziyetinin
olduğu belirlenen üretim süreçlerindeki çalışanların kişisel toz ve ağıt metal maruziyetlerinin
incelenmesi için İş Sağlığı ve Güvenliği Araştırma ve Geliştirme Başkanlığı (İSGÜM)’nda
toz ölçümleri için kullanılan “MDHS 14/3 Solunabilir Tozların Gravimetrik Analizi ve
Örneklemesi İçin Genel Metotlar” metoduna göre toz numuneleri ve TS EN 689 İşyeri
Havası- Solunumla Maruz Kalınan Kimyasal Maddelerin Sınır Değerler İle Karşılaştırılması
Ve Ölçme Stratejisinin Değerlendirilmesi İçin Kılavuz’una göre de ağır metal numuneleri
alınarak analizleri yapılmıştır.
3.4.1. Kişisel Toz Maruziyetinin İncelemesinde Kullanılan Cihazlar ve Sarf Malzemeler
İSGÜM’ de kullanılan toz örnekleme cihazı ve aparatları Resim 3.1.’de gösterilmiştir. Toz
örneklemesinde ve analizinde kullanılan cihaz ve sarf malzemeler aşağıda listelenmiştir.
- SKC Sidekick tipi ve SKC-Üniversal Deluxe tipi Hava Örnekleme Pompası
- Siklon tipi numune alma başlığı
- 25 mm çapında MCE filtre ve filtre kaseti
- Dijital debi ölçer (DryCal)
- Rotametre
- Hassas terazi
- Kalibre standart ağırlıklar

25
Resim 3.1. Kişisel hava örnekleme pompası, siklon başlık, PVC filtre ve filtre kaseti
3.4.2. Kişisel Solunabilir Toz Numunesi Alma Prosedürü
Toz numunesi alınacak işletmede ölçüme başlamadan önce gerekli ön inceleme yapılarak
maruziyetin görüldüğü süreçler ve kaç noktadan toz numunesinin alınacağı belirlenmiştir.
Ölçümde kullanılacak olan ekipman gerekli hazırlık ve ayarlamaları İSGÜM’ de yapılmıştır.
Toz numunesi almak için kullanılacak PVC filtreler kasetlerin içine yerleştirilerek ilk
tartımları 0.01 hassasiyete sahip hassas terazide yapılıp sonuçları kaydedilmiştir. Tartıma
başlamadan önce asgari olarak terazinin doğruluğu, üretici firmanın önerdiği aralıklarla
kalibre standart ağırlıklar (etalon set) kullanılarak kontrol edilmiştir (Resim 3.2). İlk tartımları
yapılan kasetlerin her biri koruyucu klipsleri takılarak ayrı kilitli poşetlere konulmuş ve
etiketlenmiştir.
Resim 3.2. Etalon Set

26
SKC marka toz örnekleme pompaları numune alma işleminden önce İSGÜM’ de bulunan
dijital debi ölçer (DryCal) ile hacimsel akış hızı 2.0 lt/dk olarak ayarlanmıştır (Resim 3.3.).
Akış hızları ayarlanmış pompalar ve ilk tartımları yapılmış filtreler numune alma işlemi için
hazır hale getirilmiştir.
Resim 3.3. DryCal
Numune alınacak işyerine gidilerek temiz, tozsuz bir ortamda önceden tartılmış PVC filtreler
kilitli poşetlerinden çıkarılarak kasetleriyle birlikte siklon başlıklara yerleştirilmiştir.
Sızdırmazlık yapmayacak şekilde esnek uzun hortumları pompaya bağlanmıştır. Numune
alma pompası çalışanın üzerine takılmadan önce bir kez de taşınabilir akış ölçer (rotametre)
ile debisi kontrol edilmiştir. Toz numune alma pompası Resim 3.4.’te gösterilen şekilde
çalışana takılmıştır. Pompa başlığı çalışanın solunum bölgesine, omzunun üstünde köprücük
kemiğine yakın bir yere yerleştirilmiştir. Solunum bölgesi, nefes alınan yerden çalışanın
yüzünün etrafındaki alandır ve genellikle ağızdan 30 cm’den fazla olmayacak alan olarak
kabul edilir.

27
Resim 3.4. Toz pompası ve siklon başlık konumu
Numune alma işlemine hazır olunduğunda pompa çalıştırılarak zaman ve hacimsel akış hızı
kaydedilmiştir. Kullanılan metot gereği en az 2 saat süren numune alma işleminin bitiminde
pompa kapatılmış ve mekanik etkilere maruz bırakmadan çalışanın üzerinden çıkarılmıştır.
Temiz, tozsuz bir alana kullanılan ekipman dikkatlice taşınmış ve filtre kaseti çıkarılana kadar
siklon başlık dik tutulmuştur. Numune alma işlemi sonunda hacimsel akış hızı rotametre ile
tekrar kontrol edilmiştir. Numune alma işlemine başlamadan önce gözlenen akış hızı değeri
ile son akış hızı değeri arasındaki farkın ± 0,1 lt/dk veya %5’ ten fazla olup olmadığı kontrol
edilmiştir. Farkın belirtilen aralıktan fazla olması durumunda kullanılan metot gereği ölçüm
geçersiz sayılır. Farklar izin verilebilir aralıkta olduğundan akış hızı ve ölçüm süresi ilgili
formlara kaydedilmiştir.
Siklon başlığı içerisindeki kaset dikkatlice çıkarılmış ve koruyucu klipsle kapatılarak kendine
ait kilitli poşete konulmuştur. Numune alma için kullanılan filtrelerle aynı şekilde hazırlanmış
ve ilk tartımları yapılmış kör filtreler de diğer filtrelerle beraber işletmeye taşınmış olup,
ölçüm yapılan ortama bırakılmışlardır. Ancak kör filtrelere pompa ile hava çekişi
yapılmamıştır. Atmosferik koşullardaki değişikliklerin neden olduğu kullanılan filtre
yüzeylerindeki ağırlık değişimleri, filtre yüzeyleriyle aynı zamanda, numune almadan önce ve
sonra kör filtre yüzeylerinin tartılmasıyla düzeltilir. Kör filtreleri taşıyan kasetler de diğer
numune örneği alınan kasetlerle beraber ayrı kilitli poşetlere konularak dikkatli bir şekilde
İSGÜM laboratuvarına taşınmıştır [8, 19, 24].

28
3.4.3. Solunabilir Toz Numunesi Gravimetrik Analizi
Gravimetrik analiz ile toplanan tozun ağırlığı, numune alma işleminden önce ve sonra
filtrelerin kasetleriyle beraber tartılmasıyla hesaplanır. İSGÜM laboratuvarına getirilen toz
yüklü filtrelerin son tartımları yapılmadan önce tartım ortamında kilitli poşetlerden çıkarılarak
şartlandırılmaları için bir gece laboratuvarda bekletilmiştir. Daha sonra şartlandırılmış
filtrelerin tartımları yapılmak üzere kalibre standart ağırlıklarla kontrolü yapılmış olan hassas
terazide son tartımları yapılmıştır [24]. Tartım işlemi bittikten sonra tartım sonuçları ve
gerekli veriler İSGÜM’ de kullanılan toz hesaplama programına girilerek toz numunesi alınan
noktalardaki solunabilir toz konsantrasyonu sonuçları elde edilmiştir. Toz hesaplama
programı, gravimetrik tozun TS EN 689 metoduna göre 8 saatlik zaman ağırlıklı ortalama
değer için (TWA) maruziyet derişiminin hesaplandığı programdır [19].
Gravimetrik Toz Hesaplama
Bu işlem sınır değer, 8 saatlik ağırlıklı ortalama süresi için belirlendiğinde uygulanır. 8 saatlik
referans süre terimi, herhangi bir vardiyada, periyodun 8 saatlik homojen bir maruz kalmaya
eşdeğer olarak muamele gördüğü mesleki bir maruz kalma işlemine ilişkindir. 8 saatlik TWA
maruz kalma süresidir [19].
8
..........2211 tctctc
ttc nn
i
ii
(3.1)
Formüldeki;
C i: Mesleki Maruz Kalma Derişimi (mg/m3)
t i: Maruz Kalma Süresi (saat)
Σ t i:Vardiya Süresi (saat)
değerlerini göstermektedir.
Alınan hava numunesinde bulunan tozun konsantrasyonu hesap programında aşağıda yer alan
formül ile hesaplanır [19].
(Wf – Wi) - (Bf – Bi)
C= x 1000, mg/m3
V . t (3.2)

29
Formülde yer alan değerler şu şekildedir:
C : Kimyasal madde konsantrasyonu (mg/m3
)
(Wf) : Numune Filtre Son Tartım ; (mg)
(Wi) : Numune Filtre İlk tartım ; (mg)
(Bf) : Şahit Numune Filtre Son Tartım; (mg)
(Bi) : Şahit Numune Filtre İlk Tartım; (mg)
V : Hacimsel Hava Akış Hızı ( litre / dakika)
T : Ölçüm Süresi (dakika)
3.4.4. İşyeri Ortam Havasında Ağır Metal Konsantrasyonunun Belirlenmesinde
Kullanılan Cihazlar ve Sarf Malzemeler
1) Kişisel toz toplama pompası
2) Selüloz Ester Membrane Filtre (37 mm çapında, 0,8 μm gözenekli)
3) Filtre Taşıma Kasetleri
4) Mikrodalga Fırın
5) Atomik Absorpsiyon Spektrofotometresi (AAS)
6) Saf Su Cihazı
7) % 65’lik Nitrik Asit Çözeltisi
8) Referans Malzemeler
9) Kurşun, Demir, Nikel, Bakır, Krom, Alüminyum, Mangan Lambası
3.4.5. İşyeri Ortam Havası Ağır Metal Numunesi Alma Yöntemi
Ağır metal maruziyetinin olduğu belirlenen metal işleme işi yapan işyerleri kişisel maruziyeti
tespit etmek amacıyla çalışanların solunum mesafesinden SKC kişisel örnekleme pompaları
kullanılarak siklon başlıklara yerleştirilen MCE filtreler üzerine hava numuneleri alınmıştır.
Numuneler işyeri ortam havasında ağır metal numunesi alma formuna ve İSGÜM’de
kullanılan DT16’ya uygun olarak alınmış, cihazlar cihaz kullanım talimatında belirlenen

30
şekilde kalibre edilmiştir. Buna göre 2,0 L/dk akış hızına ayarlanan pompalarla ağır metal
numunesi alma talimatına uygun olarak 2 saat süreyle örnekleme yapılmıştır. Aynı yerlerden
kör numune alımına dikkat edilmiştir ve filtreler pompalardan çıkarılarak özel kasetlerde ve
poşetlerde laboratuvar ortamına taşınmış ve analizleri yapılmıştır. Kişisel örnekleme
pompaları Resim 3.5’te gösterilmiştir [12].
Resim 3.5. Kişisel hava örnekleme pompası, siklon başlık, MCE membran filtre ve filtre
kaseti
3.4.6. İşyeri Ortam Havası Ağır Metal Numunelerinin Analizi
Atomik absorpsiyon spektrofotometrisinde yapılacak olan analizlerde, analiz edilecek
numunenin yapısındaki tüm organik maddeler yıkılarak inorganik hale getirilir. Bunun için
membran filtrelere toplanmış olan toz haldeki ağır metal belirli derişimdeki nitrik asit
çözeltisiyle sıvı faza geçirilir ve mikrodalga fırında yakılarak numuneler analiz için hazır hale
getirilir. Bu işleme numunelerin çözülmesi (digestion) adı verilir. Numune hazırlama için
kullanılan değişik yöntemler bulunmaktadır. Bu çalışmada mikrodalga ile hızlandırılmış
reaksiyon yöntemi kullanılmıştır.
İşyeri ortamında havada ağır metal konsantrasyonu tayininde kullanılan tüm cam ve polietilen
malzemeler kontaminasyonu önlemek üzere %20’lik HNO3 çözeltisinden geçirilmiş ve
ardından deiyonize suyla asitten arındırılıncaya kadar yıkanmıştır. Temizlenen numune
kaplarına öncelikle ortam havasının analizi için örneklemede kullanılmış olan MCE filtreler
konularak üzerine 5 ml %65’lik nitrik asit çözeltisi eklenerek kapakları kapatılmıştır.
Kabın dış yüzeyine koruyucu ceketler geçirildikten sonra kafeslere yerleştirilmiş ve anahtar
yardımıyla kafes kapakları da kapatıldıktan sonra mikrodalga fırına yerleştirilmiş ve her bir
ağır metalin cinsi için kendine özgü ayarlanan yakma programı uygulanarak
politetrafloroetilen kaplarda basınç altında nitrik asit ile yakılarak numuneler krom,
31
alüminyum, bakır için sırasıyla NIOSH 7024, NIOSH 7013, NIOSH 7029; demir, mangan ve
nikel için OSHA-ID 121 ve kurşun için TS ISO 8518 metotlarına göre analize uygun hale
getirilmiş ve Alevli Atomik Absorpsiyon Spektrofotometresi cihazında analizi
gerçekleştirilerek ağır metal konsantrasyonları tespit edilmiştir. Alevli Atomik Absorpsiyon
Spektrofotometresi cihazı ve numune analizi Resim 3.6’da gösterilmiştir[12].
Resim 3.6. Alevli Atomik Absorpsiyon Spektrofotometresi Cihazı ve Numune Analizi

32
33
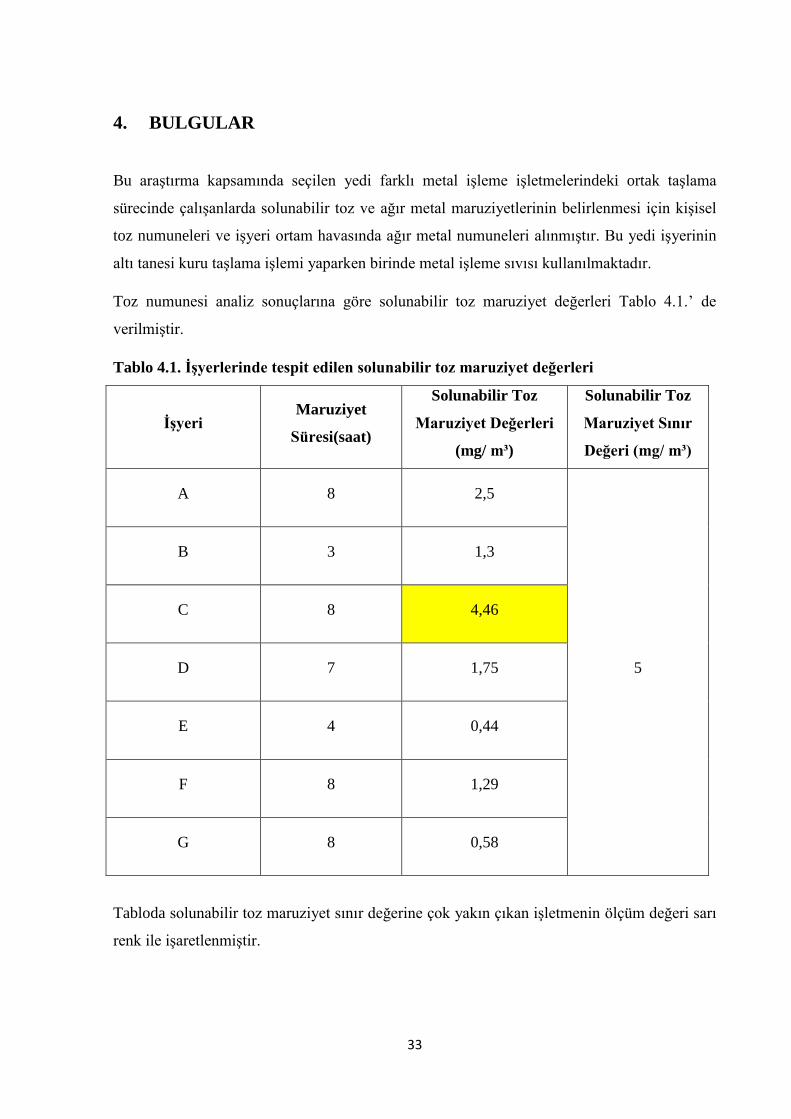
4. BULGULAR
Bu araştırma kapsamında seçilen yedi farklı metal işleme işletmelerindeki ortak taşlama
sürecinde çalışanlarda solunabilir toz ve ağır metal maruziyetlerinin belirlenmesi için kişisel
toz numuneleri ve işyeri ortam havasında ağır metal numuneleri alınmıştır. Bu yedi işyerinin
altı tanesi kuru taşlama işlemi yaparken birinde metal işleme sıvısı kullanılmaktadır.
Toz numunesi analiz sonuçlarına göre solunabilir toz maruziyet değerleri Tablo 4.1.’ de
verilmiştir.
Tablo 4.1. İşyerlerinde tespit edilen solunabilir toz maruziyet değerleri
İşyeri Maruziyet
Süresi(saat)
Solunabilir Toz
Maruziyet Değerleri
(mg/ m³)
Solunabilir Toz
Maruziyet Sınır
Değeri (mg/ m³)
A 8 2,5
5
B 3 1,3
C 8 4,46
D 7 1,75
E 4 0,44
F 8 1,29
G 8 0,58
Tabloda solunabilir toz maruziyet sınır değerine çok yakın çıkan işletmenin ölçüm değeri sarı
renk ile işaretlenmiştir.

34
Tablo 4.1.’ deki sonuçlar kullanılarak yedi farklı işletmedeki taşlama işlemi sürecinde
solunabilir toz maruziyet değerleri birbirleriyle karşılaştırılmış ve grafik halinde sunulmuştur.
Buna göre solunabilir toz konsantrasyon değerleri verilen Grafik 4.1.’de gösterilmiş ve yasal
mevzuattaki 5 mg/m³ olan solunabilir toz maruziyet sınır değeri kırmızı çizgi ile belirtilmiştir.
Aynı zamanda tavsiye niteliğindeki uluslararası enstitü sınır değerlerine bakacak olursak;
HSE Enstitüsünün 4 mg/m³ olan maruziyet sınır değeri sarı çizgi ile ACGIH Enstitüsünün
3mg/m³ olan maruziyet sınır değeri ise yeşil çizgi ile gösterilmiştir.
Grafik 4.1. İşyerlerinde tespit edilen solunabilir toz maruziyet değerlerinin dağılımı
Grafik 4.1’de görüldüğü üzere taşlama işlemi sürecinde C firmasındaki toz maruziyeti en
yüksek, E firmasındaki toz maruziyeti en düşük çıkmıştır. Ancak çalışma süreleri baz alınarak
bakıldığında G firmasının en düşük toz değerine sahip olduğu görülmektedir. Bunun nedeni
de diğer firmalardaki gibi kuru değil metal işleme sıvısı kullanılarak tozun yatıştırılmasıdır.
Tüm işyerlerindeki taşlama işlemi sürecinde solunabilir toz maruziyet değerleri yasal
mevzuata göre toz maruziyet sınır değerini gösteren kırmızı çizginin altında çıkmıştır. Ancak
C firmasındaki süreçte solunabilir toz maruziyeti HSE ve ACGIH enstitülerince belirlenen
maruziyet sınır değerlerinin üzerinde çıktığı görülmüştür.
2.5
1.3
4.46
1.75
0.44
1.29
0.58
0
1
2
3
4
5
6
A B C D E F G
Solu
nab
ilir
Toz
Kon
san
trasy
on
u
(mg/m
3)
Solunabilir Toz
Konsantrasyonu
HSE
Yasal Mevzuat
ACGIH

35
İşyeri ortam havasında ağır metal numunesi analiz sonuçlarına göre işyeri ortam havası ağır
metal maruziyet değerleri Tablo 4.2.’ de verilmiştir.
Tablo 4.2. İşyerlerinde tespit edilen işyeri ortam havasında ağır metal konsantrasyon
değerleri (mg/m3)
İşyeri Maruziyet
Süresi (saat) Cu Cr Ni Fe Mn Al Pb
A 8 0,0377 0,0026 0,0026 4,5036 0,4289 0,039 -
B 3 - - - - - 0,0394 -
C 8 0,319 0,004 - 5,0105 - - 0,017
D 7 0,004 - 0,0034 0,0267 0,001 - 0,0023
E 4 0,0023 - - - 0,0018 - -
F 8 0,005 - - - - 0,0858 -
G 8 0,0209 - - - - 0,0464 -
Sınır
Değerler
(mg/m3)
OSHA 1 0,5 1 10 5 5 -
ACGIH 1 0,5 0,1 5 5 5 -
NIOSH 1 0,5 0,015 5 5 5 -
Kim. Mad. Çal.
Sağ. Ve Güv.
Önl. Hk. Yön.
- 2 - - - - 0,15
Tablo 4.2’ de ise işyeri ortam havasında tespit edilen ağır metallerin farklı kaynaklarda
verilen maruziyet sınır değerlerine yakın çıkan değerler sarı ile üzerinde çıkan değerler ise
kırmızı ile işaretlenmiştir.
Bu çalışmanın gerçekleştirildiği yedi farklı işyerinde kullanılan metallerin içerik bilgisi işyeri
yetkililerinden temin edilip alınan ağır metal numuneleri içeriklerine göre analiz edilmiştir.
Bu analizlerin sonuçları Grafik 4.2, 4.3, 4.4, 4.5, 4.6, 4.7 ve 4.8’de karşılaştırılmıştır.

36
Grafik 4.2. İşyeri ortam havasında kurşun konsantrasyon değerlerinin dağılımı
Grafik 4.2 incelendiğinde taşlama işleminin yapıldığı bölümlerde işyeri ortam havasındaki
kurşun konsantrasyon değerlerinin C firmasında D firmasına göre daha yüksek çıkmasına
rağmen her ikisi de yönetmelikte yer alan 0.15 mg/m3’lük ile OSHA ve NIOSH tarafından
belirlenen 0,05 mg/m3’lük maruziyet sınır değerinin altındadır.
0.017
0.0023
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.09
0.1
0.11
0.12
0.13
0.14
0.15
C D
mg/m
3
İşyerleri
Kim. Mad. Çal.
Sağ ve Güv.
Önl. Hk. Yön.
OSHA
NIOSH
37
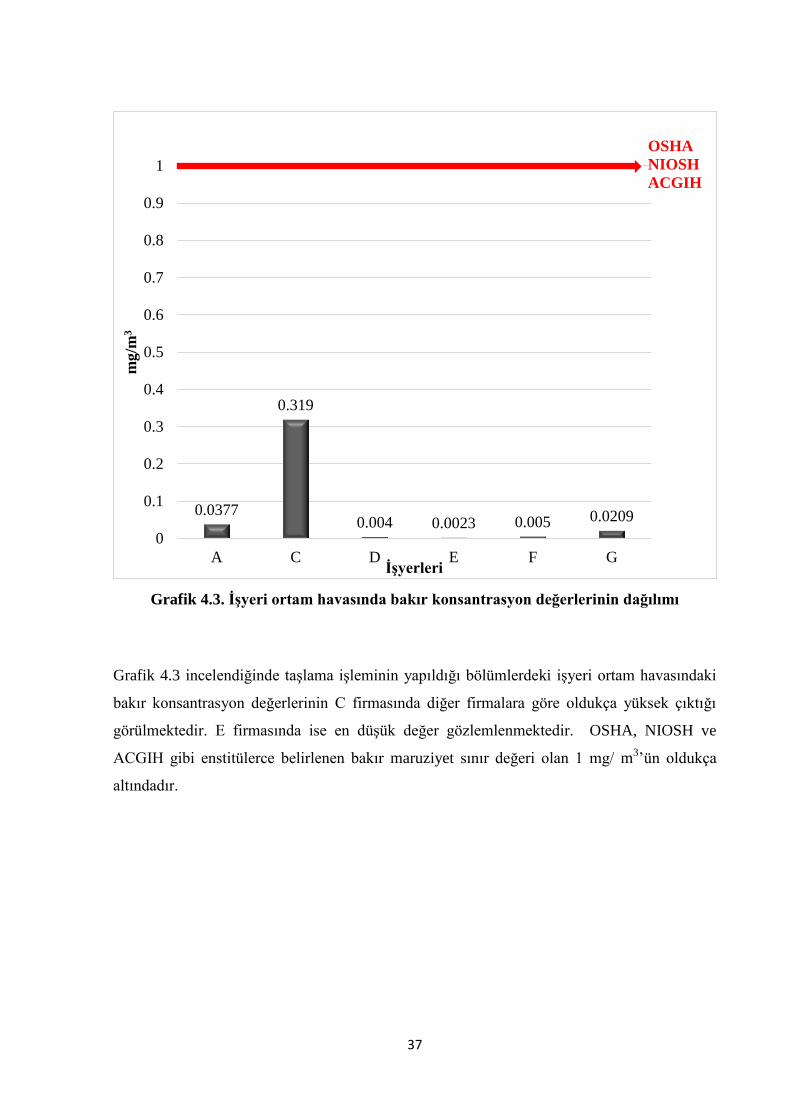
Grafik 4.3. İşyeri ortam havasında bakır konsantrasyon değerlerinin dağılımı
Grafik 4.3 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
bakır konsantrasyon değerlerinin C firmasında diğer firmalara göre oldukça yüksek çıktığı
görülmektedir. E firmasında ise en düşük değer gözlemlenmektedir. OSHA, NIOSH ve
ACGIH gibi enstitülerce belirlenen bakır maruziyet sınır değeri olan 1 mg/ m3’ün oldukça
altındadır.
0.0377
0.319
0.004 0.0023 0.005 0.0209
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
A C D E F G
mg/m
3
İşyerleri
OSHA
NIOSH
ACGIH

38
Grafik 4.4. İşyeri ortam havasında mangan konsantrasyon değerlerinin dağılımı
Grafik 4.4 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
mangan konsantrasyon değerlerinin A firmasında diğer iki firmaya göre oldukça yüksek
çıktığı görülmektedir. D firmasında ise en düşük değer gözlemlenmektedir. OSHA, NIOSH
ve ACGIH gibi enstitülerce belirlenen bakır maruziyet sınır değeri olan 5 mg/ m3’ün oldukça
altındadır.
0.4289
0.001 0.0018 0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
A D E
mg/m
3
İşyerleri
OSHA
NIOSH
ACGIH
39
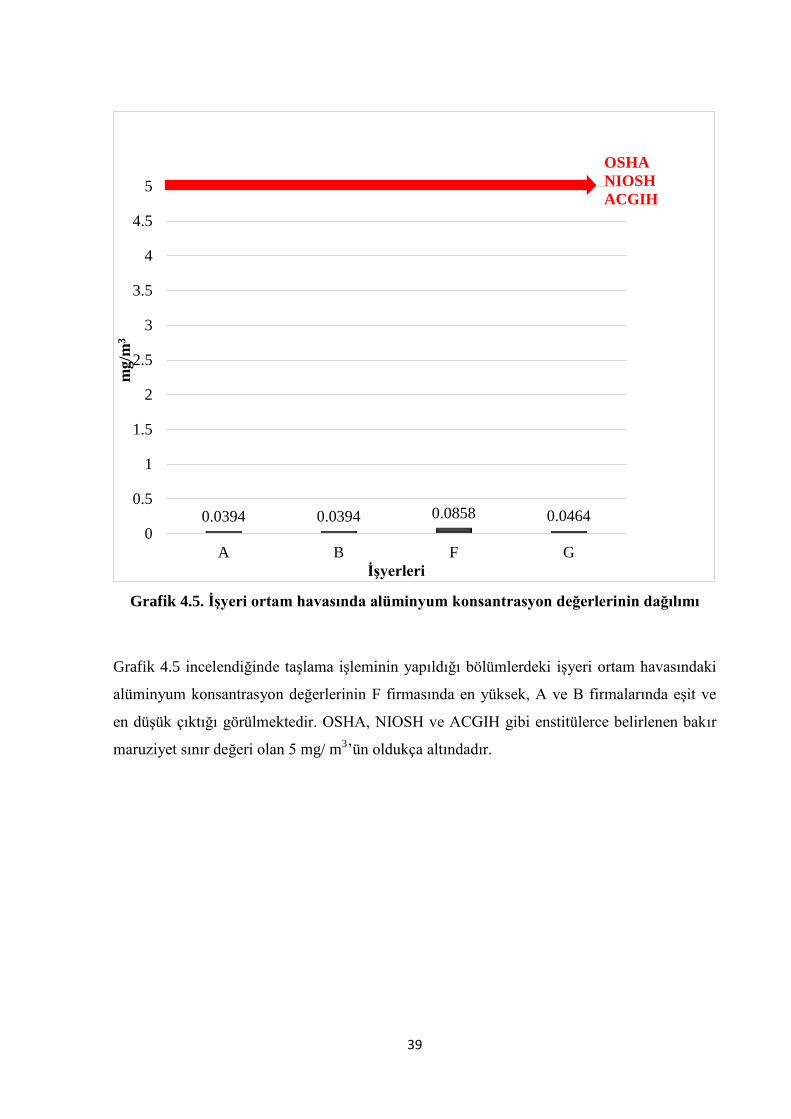
Grafik 4.5. İşyeri ortam havasında alüminyum konsantrasyon değerlerinin dağılımı
Grafik 4.5 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
alüminyum konsantrasyon değerlerinin F firmasında en yüksek, A ve B firmalarında eşit ve
en düşük çıktığı görülmektedir. OSHA, NIOSH ve ACGIH gibi enstitülerce belirlenen bakır
maruziyet sınır değeri olan 5 mg/ m3’ün oldukça altındadır.
0.0394 0.0394 0.0858 0.0464 0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
A B F G
mg/m
3
İşyerleri
OSHA
NIOSH
ACGIH
40
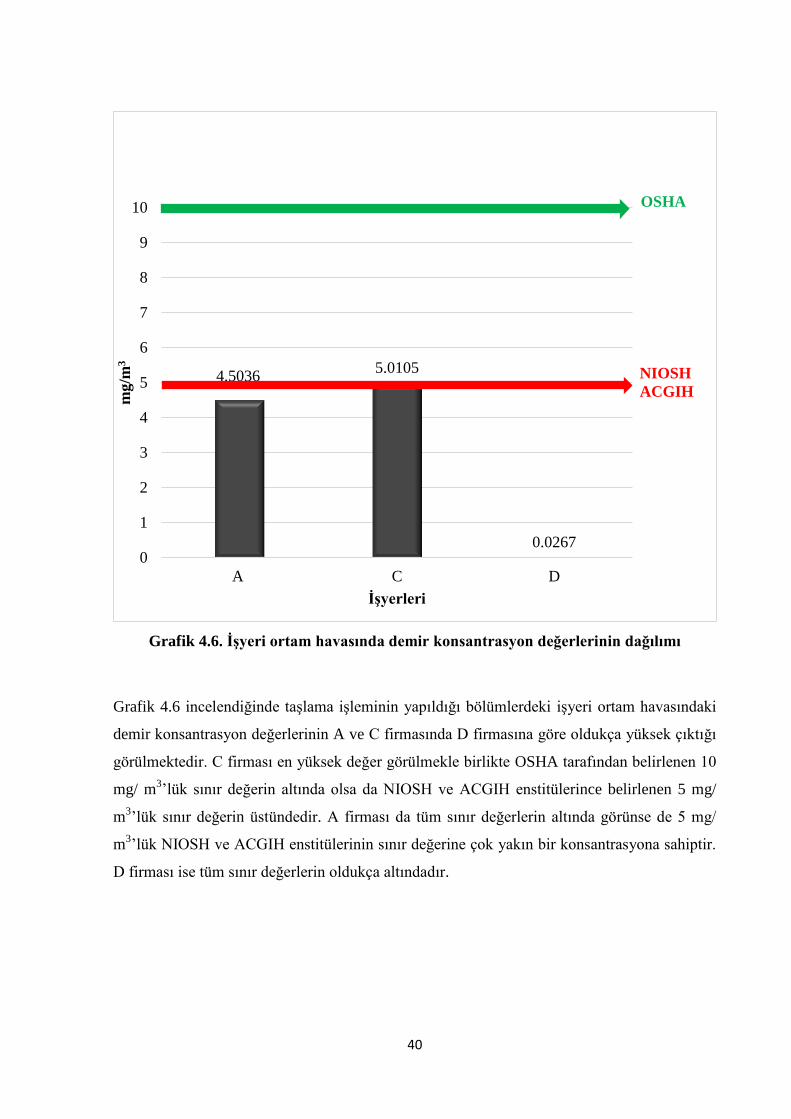
Grafik 4.6. İşyeri ortam havasında demir konsantrasyon değerlerinin dağılımı
Grafik 4.6 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
demir konsantrasyon değerlerinin A ve C firmasında D firmasına göre oldukça yüksek çıktığı
görülmektedir. C firması en yüksek değer görülmekle birlikte OSHA tarafından belirlenen 10
mg/ m3’lük sınır değerin altında olsa da NIOSH ve ACGIH enstitülerince belirlenen 5 mg/
m3’lük sınır değerin üstündedir. A firması da tüm sınır değerlerin altında görünse de 5 mg/
m3’lük NIOSH ve ACGIH enstitülerinin sınır değerine çok yakın bir konsantrasyona sahiptir.
D firması ise tüm sınır değerlerin oldukça altındadır.
4.5036 5.0105
0.0267 0
1
2
3
4
5
6
7
8
9
10
A C D
mg/m
3
İşyerleri
OSHA
NIOSH
ACGIH

41
Grafik 4.7. İşyeri ortam havasında krom konsantrasyon değerlerinin dağılımı
Grafik 4.7 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
krom konsantrasyon değerlerinin C firmasında A firmasına göre yüksek çıktığı görülse de
OSHA, NIOSH ve ACGIH gibi enstitülerce belirlenen krom maruziyet sınır değeri olan 0,5
mg/ m3’ün oldukça altındadır.
0.0026 0.004 0
0.1
0.2
0.3
0.4
0.5
A C
mg/m
3
İşyerleri
OSHA
NIOSH
ACGIH

42
Grafik 4.8. İşyeri ortam havasında nikel konsantrasyon değerlerinin dağılımı
Grafik 4.8 incelendiğinde taşlama işleminin yapıldığı bölümlerdeki işyeri ortam havasındaki
nikel konsantrasyon değerlerinin D firmasında A firmasına göre yüksek çıktığı görülse de
OSHA tarafından belirlenen 1 mg/ m3’lük, ACGIH tarafından belirlenen 0,1 mg/ m
3’lük ve
NIOSH tarafından belirlenen 0,015 mg/ m3’lük krom maruziyet sınır değerinin oldukça
altındadır.
0.0026 0.0034
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
A D
mg/m
3
İşyerleri
0,015
OSHA
ACGIH NIOSH

43
Yedi işyerinde yapılan bu çalışmada taşlama yapılan bölümde çalışan (taşlama işlemi yapan
ya da yapmayan) 22 çalışan ele alınarak sağlık verileri de değerlendirilmiştir. Bu
değerlendirmeye hangi işyerinden kaç çalışanın katıldığı aşağıdaki Tablo 4.3’te gösterilmiştir.
Tablo 4.3. Sağlık taramalarına katılan çalışan sayıları
İşyeri Adı Sağlık Taramasına Katılan Çalışan Sayısı
A 4
B 4
C 8
D 1
E 4
F -
G 1
Yapılan değerlendirmenin sonucunda ulaşılan sağlıkla ilgili sonuçlar Grafik 4.9’da
gösterilmiştir.
Grafik 4.9. Taşlama işleminin yapıldığı bölümde çalışanların solunum fonksiyonları test
sonuçlarının dağılımı
9%
91%
Patolojik Normal

44
Yine aynı 22 çalışanla gerçekleştirilen Solunum Fonksiyonları Testi sonuçları incelendiğinde
Grafik 4.9’daki grafik ortaya çıkmaktadır. SFT sonucunda yer alan FVC ve FEV1
değerlerinde 80 sınır değer olarak kabul edilmektedir. 22 çalışandan sadece ikisinde bu
değerin altında sonuç görülmüştür. Çalışanların ikisi de C firmasında çalışmaktadır. Bu sonuç
%9 patolojik, %91 normal bulgu mevcut şeklinde ifade edilebilir. Sınır değerin altında çıkan
iki çalışan incelendiğinde bu durumun tek etkeninin metal sektöründe çalışıyor olmaları
denemez. İki çalışan da günlük olarak oldukça fazla miktarda sigara tüketmektedir. Bu da
gösteriyor ki sigara da solunum fonksiyonlarını etkileyen bir faktördür. Sağlık taramalarına
katılım azlığı kısıtlılık arz ettiğinden yaş, çalışma süresi gibi diğer unsurlar da istatistik
programında incelendiğinde anlamlı sonuçlar elde edilememiştir.
45
5. TARTIŞMA
Bu tez çalışması kapsamında metal işleme sektöründe belirlenen işletmelerdeki çalışanların
solunabilir metal tozu ve ağır metal maruziyetlerinin incelenmesi ve alınabilecek önlemlerin
belirlenmesi amaçlanmıştır. Bu amaç doğrultusunda yedi farklı işletmede yapılan ön inceleme
sonucuna göre ölçüm alınacak ortak süreç (taşlama işlemi) belirlenerek MDHS 14/3
metoduna göre yedi farklı işletmeden toz ve ağır metal numuneleri alınarak maruziyet
değerleri tespit edilmiştir.
Yapılan analizler sonucunda işletmelerin tamamında metal tozu ve ağır metal maruziyeti
mevcuttur. Her bir işletmenin taşlama işlemi sürecindeki solunabilir toz maruziyet
değerlerinin Tozla Mücadele Yönetmeliği’ndeki solunabilir toz maruziyeti sınır değeri olan 5
mg/ m³’ ün altında çıktığı görülmüştür. Aynı süreçteki ağır metallerin cinsine göre maruziyet
değerleri birbiri ile karşılaştırılmıştır. Bu karşılaştırmalara göre taşlama sürecinin tüm
işyerlerinde ağır metal maruziyetlerinin yasal ve uluslararası mevzuattaki sınır değerlerin
altında çıktığı görülmüştür.
A firmasının solunabilir toz maruziyet değeri 2,5 mg/ m³ çıkmıştır. Bu değer yasal
mevzuattaki 5 mg/ m³’lük sınır değerin altında olsa da ACGIH Enstitüsünce belirlenen 3 mg/
m³’lük sınır değere yakındır. Maruziyet değerinin bu şekilde çıkmasında; çalışanın her gün
mesai süresince (8 saat) bu işi yapıyor olması ve işlemin yapıldığı yerde havalandırma
(özellikle lokal havalandırma) sisteminin olmayışının etkili olduğu gözlenmiştir. Aynı
firmadaki ağır metal maruziyeti incelendiğinde; işyeri ortam havasındaki demir
konsantrasyonu, tüm firmalar arasında en yüksek ikinci değer olmakla birlikte, 4,5036 mg/ m³
çıkmıştır. Bu değer OSHA tarafından belirlenen 10 mg/ m³’lük sınır değerin hayli altında olsa
da ACGIH ve NIOSH gibi enstitülerce belirlenen 5 mg/ m³’lük sınır değere çok yakındır. Bu
değerin bu kadar yüksek çıkmasının; işlemin yapıldığı alaşımdaki demir yüzdesinin fazla
olmasına ve çalışan taşlama işlemini gerçekleştirirken arkasında başka bir çalışanın (taşlama
işlemi öncesindeki işlem olan) kaynak işlemi yapmasına bağlı olduğu gözlemlenmiştir. İşyeri
içerisinde bölümlerin ayrılmayışı ve/veya lokal havalandırma bulunmayışı da işyeri ortam
havasındaki demir konsantrasyonunu arttırmaktadır. A firmasından taşlama işleminin
yapıldığı bölümde çalışmakta olan 4 çalışan yapılan sağlık taramalarına katılmıştır. Bu
çalışanların ikisi taşlama işlemini gerçekleştirmektedir. Sağlık taraması sonuçları
incelendiğinde; SFT sonuçlarında patolojik bulguya rastlanmamıştır.

46
B firmasında solunabilir toz maruziyet değeri 1,3 mg/ m³ çıkmıştır. Yasal ve uluslararası
mevzuatta yer alan sınır değerlerin oldukça altındadır. Ancak görünürde düşük olan bu değer,
çalışanın 8 saatlik mesai süresinde sadece 3 saat çalışmasında maruz kaldığı değerdir. Eğer
çalışan mesaisi süresince (8 saat) bu işi yapacak olsa 3,46 mg/ m³ değerinde toza maruz
kalacaktır. Bu değer de yine yasal mevzuattaki 5 mg/ m³’lük sınır değerden düşük olsa da
uluslararası mevzuattaki 3 mg/ m³’lük sınır değerin üstündedir. Bu işyerinde taşlanan metal
sadece alüminyum içermektedir. Yapılan ağır metal numune analizi sonucuna göre 0,0394
mg/ m³ olan değer de sınır değerlerin oldukça altındadır. Bu firmadan sağlık taramalarına
taşlama işleminin yapıldığı bölümden 4 çalışan katılmıştır. Sağlık taraması sonuçları
incelendiğinde; SFT sonuçlarında patolojik bulguya rastlanmamıştır.
C firmasındaki solunabilir toz maruziyeti, tüm firmalar arasında en yüksek değer olan 4,46
mg/ m³ çıkmıştır. Yasal mevzuattaki 5 mg/ m³’lük sınır değere çok yakın olmakla birlikte;
HSE’nin belirlediği 4 mg/ m³’lük sınır değeri geçtiği görülürken, ACGIH’ın belirlediği sınır
değer olan 3 mg/ m³’ün çok üstündedir. Yine C firmasında ağır metal maruziyet analizi
yapıldığında; işyeri ortam havasında bakır ve demir konsantrasyon değerlerinin sırasıyla
0,319 mg/ m³ ve 5,0105 mg/ m³ ile tüm firmalarınkinden yüksek çıktığı görülmüştür. Böyle
yüksek değerlerin görülmesinin; çalışanların gün boyu bu işi yapmasından, havalandırma
sistemi olmamasından, aynı bölüm içerisinde 10-12 çalışanın metal taşlama, torna tesfiye
işlemlerini yapıyor olmasından kaynaklı olabileceği gözlemlenmiştir. Firma çalışanlarından
bu bölümdeki 8 çalışan sağlık taramalarına katılmıştır. SFT sonuçlarına bakıldığında iki
çalışanda patolojik bulguya rastlanmıştır. Bu çalışanların ikisi de sigarayı fazla miktarda
kullanmaktadır. Ancak bu durumun sadece sigaraya bağlanması mümkün değildir.
Çalışanların biri 25 yıldır günde 30 adet içerken diğeri 7 yıldır günlük 20 adet içmektedir.
Kıyaslama yapıldığında daha az sigara tüketen çalışanın SFT değeri daha düşük okunmuştur.
Bu da asıl etkileyen faktörün sigara olmadığını göstermektedir.
D firmasındaki solunabilir toz maruziyet değeri 1,75 mg/ m³ çıkmıştır. Bu firmada çalışanlar
günde yedi saat boyunca bu işi yapmaktadır. Tüm mesai (8saat) süresince yapmış olsalardı bu
değer 2 mg/ m³ çıkacaktır. Her iki durumda da tüm sınır değerlerin altında değerlerin varlığı
görülmektedir. İşyeri ortam havasında bulunan ağır metal konsantrasyonları incelendiğinde;
alaşımın içeriğinde bakır, nikel, kurşun, mangan ve demirin olduğu görülmekte ve yapılan
ölçüm sonucunda hepsinin sınır değerlerin çok altında olduğu görülmektedir. Sağlık
taramalarına katılım sağlayan tek çalışanın sağlık sonuçlarında da patolojik bir bulguya
rastlanmamıştır.

47
E firmasındaki solunabilir toz maruziyeti 0,44 mg/ m³ değerindedir. Çalışan taşlama işini
günlük dört saat yapmaktadır. Tüm mesaisinde (8saat) bu işi yapıyor olsaydı bu değer 0,88
mg/ m³ olacaktır. Her iki durumda da tüm sınır değerlerin oldukça altındadır. İşyeri ortam
havasında ağır metal konsantrasyonları incelendiğinde; bakır ve mangan içerikli alaşımın her
iki metal için de eser miktarda konsantrasyon değerleri oluşturduğu görülmektedir. Ölçüm
sonuçlarının bu denli düşük olması sistemin yarı kapalı olmasından kaynaklanmaktadır.
Çalışanın işlenecek parçaları makineye koymasından ibarettir. A, B, C, D ve F
firmalarındakiler gibi eliyle uzun süreli yakın temas halinde bu işi gerçekleştirmemektedir. Bu
da çalışanın toz ve ağır metal konsantrasyonlarını doğrudan etkilemektedir. Sağlık tarama
sonuçları incelendiğinde; katılan dört çalışanın sadece birinde hafif işitme kaybı görülmüştür.
SFT sonuçlarında herhangi bir patolojik bulgu gözlenmemiştir.
F firmasında torna tesfiye işleminde yapılan ölçümlerde solunabilir toz maruziyeti 1,29 mg/
m³ değerinde çıkmıştır. Bakır ve alüminyum karışımından oluşan metal parçaları işlenirken
işyeri ortam havasındaki bakır ve alüminyum konsantrasyon değerleri sırası ile 0,005 mg/ m³
ve 0,0858 mg/ m³ çıkmıştır. Her iki değer de sınır değerlerinin oldukça altındadır. Mesai
süresinin tamamında çalışanlar sadece torna tesfiye yapmaktadır. Bu işlem diğer kaba taşlama
işlemlerinden daha detaylı bir işlem olduğu için çalışan metale ve toz çıkışına daha yakın
mesafede çalışmaktadır. Değerlerin düşük olması maruziyetin olmadığı anlamına
gelmemektedir. Uzun yıllar çalışıldığı taktirde çalışanların sağlığı olumsuz yönde
etkilenebilmektedir.
G firmasında sulu taşlama tekniği ile işlem yapılmaktadır. Bu süreçte bu firmada yapılan
ölçüm sonuçlarına bakıldığında; 0,58 mg/ m³ değerinde solunabilir toz maruziyeti görülmüş
ve 0,0209 mg/ m³ ve 0,0464 mg/ m³ değerlerinde sırasıyla işyeri ortam havasında bakır ve
alüminyum konsantrasyon değerleri görülmüştür. Tüm değerler 8 saatlik mesai süresince
yapılan işlem sonucuna göre en düşük değerlerdir. Bu sonuçlar da açıkça göstermektedir ki
sulu teknolojinin kullanılması toz ve ağır metal maruziyetlerini doğrudan etkilemektedir.
Üstelik çalışan direkt olarak işleme tabi tutulan parçaları sistem içerisine yerleştirdikten sonra
uzaklaşma imkanına da sahiptir. Sağlık sonuçları incelendiğinde de; taramaya katılım
sağlayan tek çalışanın SFT sonucunda patolojik bulguya rastlanmamıştır.
Ölçüm sonuçlarına göre süreçlerin büyük çoğunluğunda çalışanların maruz kaldığı solunabilir
toz miktarlarında çok ciddi değerler söz konusu değildir. Fakat solunabilir toz maruziyeti
yüksek olmamakla birlikte ağır metal maruziyetinin de olduğu gözlemlenmiştir. Ağır metal

48
maruziyetlerinin işyerlerinde değişken olmasının sebebi her işyerinde kullanılan metalin
içeriğinin farklı olması ile ilgilidir. Her işletmenin farklı oranlarda metaller ile oluşturduğu
reçete sonucunda ortaya çıkan alaşımdaki değişkenlik maruz kalınan ağır metalin maruziyet
değerlerini de değiştirmektedir.
Literatürdeki çalışmalar incelendiğinde aynı başlık altında yapılmış çalışmalar
bulunmamaktadır. Fakat benzer konu başlığında fiziksel etmenlerden metal tozunun
gravimetrik analiz edilmesini açıklayan ve fiziksel ve kimyasal etmenlerin çalışanların sağlığı
üzerindeki etkilerini inceleyen çalışmalar mevcuttur. Bu çalışmalarda genellikle sağlık
araştırmaları yapılmış, hastanın geçmişi incelenmiş olmakla beraber hastanın çalışma
hayatında metal tozu ve ağır metal maruziyet değerlerine bakılmamıştır. Aşağıda bu
çalışmalara örnek olacak çalışmalara yer verilmiştir.
Sahle [17] tarafından yayımlanan çalışmaları sert metal üretim sürecinde üç farklı içerikte
metal kullanılan iki metal işleme fabrikasında gerçekleştirilmiştir. Bu çalışmada kişisel toz
örneklemesi alınmış ve gravimetrik analiz yapılmıştır. İlave olarak elektronik mikroskopta
inceleme yapılarak liflerin büyüklükleri tespit edilmiştir. Analiz sonuçlarına göre aynı işlem
için ilk fabrikada 1-2 mg/m3 değerinde metal tozu tespit edilmiştir. Sınır değerlerin altında
çıkan bu değerin düşük olması havalandırma sisteminin oluşuna bağlanmıştır. İkinci
fabrikadaki ölçüm sonucu ise 8 mg/m3 olarak tespit edilmiş ve sınır değerlerin üzerinde
çıkması havalandırma sisteminin olmayışına bağlanmıştır. Çalışma içerisinde örneklemelerin
kişisel olması vurgulanmıştır. Sınır değerlerin üstünde çıkan işlemlerin altı çizilmiştir. Bu
süreçlerde görev alan çalışanların akciğerlerinde meydana çıkabilecek sağlık sorunlarından da
bahsedilmiştir. Bu tez çalışmasıyla, örneklemelerin kişisel olması ve gravimetrik analizlerinin
gerçekleştirilmesi, sağlık taramalarının incelenmesi yönleriyle benzerlik gösterirken;
incelenen metal tozu çeşitleri açısından farklılıklar göstermektedir. İki çalışmanın sonuçları
metal tozu maruziyeti etkenleri için aynı unsurları işaret etmektedir ve maruziyet sonucu
hastalıkların oluşabileceğini göstermektedir.
Kraus [18] tarafından yayımlanan çalışmada sert metal endüstrisi çalışanlarında yapılan
araştırma ve sonuçlarından bahsedilmektedir. Bu çalışmada bir firmada gerçekleştirilen yedi
işlemde hem maruz kalınan metal tozu maruziyeti tespit edilmiş hem de detaylı sağlık
taramaları yapılarak sağlık üzerindeki muhtemel etkilerin tespiti üzerine çalışılmıştır.
Ölçümlerin detaylarına bakıldığında ölçümün elverişliliğine göre kişisel ya da ortam ölçümü
yapıldığı görülmektedir. Ölçümler dört saatliktir. Metal işleme işlemi dışındaki diğer altı

49
işlemde kişisel toz örnekleme sonuçlarında sınır değerin aşılmadığı görülmektedir. Toz
ölçümü dışında kan ve idrardaki metal değerleri de incelenmiştir. Sert metal tozunun akciğer
kanseri ve interstitial akciğer hastalıklarına yol açabileceği sonucuna varılmıştır. 87 çalışanın
katıldığı sağlık incelemesinde tüm bu işlemlerde çalışanların yüksek risk grubunda yer
aldığının altı çizilmektedir. Bu tez çalışmasıyla kıyaslandığında; ölçüm metodu ve süreleri
benzerlik göstermektedir. Ancak ölçümlerde incelenen metal çeşitleri farklı olduğundan
maruziyetlerin birbiriyle kıyası yapılamamaktadır. Sağlık taramalarında incelenen unsurlar da
farklıdır. Bu sebeple sağlık sonuçları için de kıyas yapılamamaktadır.

50

51
6. SONUÇ VE ÖNERİLER
6.1. SONUÇLAR
Bu tez çalışması metal işleme sektöründe metal tozu ve ağır metal maruziyet durumlarını
değerlendirmek amacı ile yapılmıştır. Yedi farklı işletmede gerçekleştirilen ölçümler
neticesinde metal taşlama işleminin genel durumu hakkında bilgi vermek amaçlanmaktadır.
Saha ziyaretlerinde ölçüm işlemleri öncesi işletmelerin iş güvenliği uzmanı ve üretim
sorumlusu ile gerekli ön incelemeler gerçekleştirilmiştir. Bu ön incelemelere göre belirlenen
noktalarda toz ve ağır metal ölçümleri yapılmıştır. Bu çalışma ile işletmelerin taşlama işlemi
süreçlerindeki metal tozu ve ağır metal maruziyet durumları, alınabilecek önlemler ve
çalışanların kişisel koruyucu donanım (KKD) kullanım durumları işletmeler tarafından tekrar
gözden geçirme imkânı sağlamıştır. Bazı işletmelerin metal tozu ve ağır metal maruziyet
hakkında bilgi sahibi olduğu görülürken bazılarının bunlar hakkında bir bilgi sahibi olmadığı
gözlenmiştir. Bu işletmelere metal tozu ve ağır metal maruziyeti ile ilgili bilgi verilmiştir.
Çalışma sonunda ölçüm yapılmış tüm işletmelerle maruziyet sonuçları paylaşılmıştır.
Tez çalışması kapsamında yapılan ölçüm sonuçları göstermiştir ki, işletmelerin toz numunesi
alınan taşlama işlemi süreçlerinde solunabilir toz maruziyet değerleri yasal mevzuattaki sınır
değer olan 5 mg/ m³ üzerinde değildir. Bulunan toz maruziyet değerlerinin sınır değerin
altında olması taşlama işlemi süreçlerinde solunabilir toz maruziyetinin önemsiz olduğu
anlamına gelmemektedir. Bazı işletmelerdeki taşlama işlemi süreçlerinde solunabilir toz
maruziyet değerlerinin uluslararası enstitülerce verilmiş sınır değerler üzerinde veya sınır
değerlere çok yakın çıktığı görülmüştür. Bu durumun göz ardı edilmemesi gerektiği ve bu
değerlerde uzun süreli maruziyetlerin çalışan sağlığını olumsuz etkileyeceği bilinmektedir.
Ölçüm yapılan işletmelerin tamamında işyeri hava ortamında ağır metal varlığı tespit
edilmiştir. Bu ağır metal konsantrasyonlarının yasal mevzuata göre sınır değerlerin altında
olduğu görülmüştür.
Metal tozu ve ağır metal ölçüm sonuçlarının sınır değerleri altında olan süreçlerdeki
maruziyet göz ardı edilmemelidir. Çünkü çalışma ortamında metal tozunun ve ağır metallerin
var olması çalışan sağlığı açısından önemli bir risk oluşturmaktadır. Bu durumda maruziyetin
sıklığına, yoğunluğuna, süresine bağlı olarak uzun veya kısa vadede çalışanlarda ciddi sağlık
problemleriyle karşılaşılacağı bilinmektedir.
52
Numune alınan işletmeler yasal mevzuatta belirtilen asgari şartları yerine getirdiği ve
maruziyeti azaltmak için çeşitli önlemler aldığı görülmüştür. Fakat maruziyetin tamamen
engellenemediği ölçüm sonucunda tespit edilen solunabilir toz ve ağır metal konsantrasyon
değerlerinden anlaşılmaktadır. Yapılan incelemeler neticesinde aşağıdaki durumlar
gözlenmiştir:
İşletmelerin eski toz ölçüm raporlarına bakılmış ve tamamında gerekli toz
ölçümlerinin yaptırıldığı görülmüştür. Önceden yapılmış solunabilir toz ölçüm
sonuçları ile bu tez çalışmasındaki sonuçların benzer çıkmadığı görülmüştür. Bunun
nedeni ise toz ölçümünü yapanların uygulanacak metoda ve ölçüm sürelerine uygun
ölçüm yapmamalarıdır.
İşletmelerin genelinde üretim teknolojilerinin eski olduğu ve ortam fiziki yapılarının
ve donanımlarının iyi olmadığı görülmüştür. Fakat işin doğası gereği son teknoloji
kullanılsa bile ortamda toz maruziyetinden kaçınılamadığı görülmüştür.
Teknolojinin gelişmesiyle sulu taşlama yapılan mekanizmalarda da toz eser miktarda
çıkmaktadır. Ancak gelişen teknoloji de beraberinde farklı riskler getirmiştir. Örneğin;
sulu taşlamadaki akışkanın solunumu sonucu oluşabilecek hastalıklar gibi.
İşletmelerin hepsinde çalışanların tozun tehlikeleri konusunda bilinçsiz olduğu
görülmüştür. Kimi işyerlerinde uygun KKD’lere sahip olmalarına rağmen KKD’ leri
düzenli kullanmadıkları, kimi işyerlerinde de amaca uygun KKD’lerin yerine uygun
olmayan KKD’lerin olduğu ve bunların dahi kullanılmadığı gözlenmiştir.
Toz maruziyetinin en yoğun olduğu taşlama işlemlerinde sulu ve kuru toz tutma
sistemlerle çalışma yapıldığı gözlenmiştir. Ölçüm sonuçları kuru yapılan çalışmaların
olduğu işletmelerde toz maruziyetinin yüksek olduğunu göstermiş olup daha fazla
önlem alınması gerektiğini ortaya çıkarmıştır.
Bu çalışmalar kapsamında metal işleme sektörünün en büyük problemlerinden biri olan
metal tozu maruziyetin azaltılması ve maruziyet sonucu oluşabilecek tehlikelerin en aza
indirgenmesi için işyerlerinde önleyici mühendislik tedbirleri alınmalıdır. Bu tedbirlerin en
önemlisi tozu kaynağında yok etme ve kontrol teknikleridir. Daha sonraki basamaklarda ise
çoğunlukla solunum yoluyla vücuda alınan tozun konsantrasyonunu azaltmak ve son

53
koruyucu basamak olan çalışanlara uygun KKD temin edilmesi ve kullanımının kontrolü
olmalıdır. Mühendislik çalışmalarıyla işletmelerdeki otomasyon sistemlerinin son teknolojiye
göre revizyonu tozu kaynağında yok etmek için çok önemli bir uygulamadır.
6.2. ÖNERİLER
Bu sonuçlar çerçevesinde metal işleme işletmelerine aşağıdaki önlem ve öneriler sunulmuştur;
• İşletmelerin toz maruziyetinin bulunduğu çalışma alanlarında herhangi bir değişiklik
olduğunda veya risk değerlendirmesi sonucuna göre belirlenen periyodik aralıklarla toz
ölçümleri yaptırması gerekmektedir.
• Çalışanların sağlık gözetimi; risk değerlendirmesi, aralıklarla yapılan toz ölçüm
sonuçları ve tozun cinsi dikkate alınarak işyeri hekimince belirlenen sıklıkta (tehlikeli sınıfta
yer alan işyerleri için en geç üç yılda bir) tekrarlanmalı ve her çalışan için sağlık kaydı
tutulmalıdır.
• Taşlama işleminde çalışanların toz maruziyetini azaltmak için kullanılan iş makinaları
sulu sistem ya da kapalı sistem olması gerekmektedir.
• İşletme içi hava tahliyesi, temiz hava besleme ve üretim süreçlerinde kullanılan
sistemlerin yapılan işe ve mevcut iş ekipmanlarına uygun olması, kullanılan hava filtrelerinin
ve sistemlerinin periyodik kontrol ve bakımlarının yapılması gerekmektedir.
• Ortamdaki tozumayı engellemek için zeminlerin kuru bir şekilde süpürülmesi ve
tezgah üzerlerinin kuru bezle silinmesi kesinlikle yasak olmalıdır. Gün boyunca zeminlerin
düzenli olarak sulu sistemle temizlenmesi gerekmektedir.
• İş bitiminde toz partiküllerinin etrafa yayılması ihtimaline karşın çalışanın iş elbisesi
temizliğinde basınçlı hava kullanmasına izin verilmemelidir. Bunun yerine kapalı oda
şeklinde toz emişi yapan kabinler veya benzer sistemler geliştirilerek çalışanların iş elbisesi
temizliği sağlanmalıdır.

54
• Çalışanlara KKD kullanımı ve önemi hakkında bilgilendirme yapmak için gerekli
eğitimlerin verilmesine özen gösterilmelidir. Ayrıca işletmelerin çalışanlara uygun KKD (toz
maruziyet değeri 0-4 mg/m3
aralığı için FFP1 kodlu toz maskesi, 4-20 mg/m3
aralığı için FFP2
kodlu toz maskesi, 20-50 mg/m3 aralığı için FFP3 kodlu toz maskesi) temini yapması
gerekmektedir.
• İşyeri ortam havası ağır metal konsantrasyon ölçümleri ve sağlık taramaları belirlenen
periyotlarda yaptırılmalı ve çalışanların sağlığı kontrol altında tutulmalıdır.
• Ağır metal maruziyetinin ve çalışan üzerinde oluşturacağı sağlık etkilerinin önceden
belirlenmesi, bu amaca uygun olan mühendislik önlemlerinin alınarak prosesin iyileştirilmesi,
teknolojik olarak maruziyeti en aza indirgeyen sistemlerin kullanımının geliştirilmesi
önerilmektedir.
• Yapılan risk değerlendirmelerinde ağır metal maruziyetinin de kapsam içerisine
alınması ve bu kapsamda gerekli önlemlerin alınması gerekmektedir.
• Maruziyetin yüksek olduğu belirlenen çalışma ortamlarında çalışanlar ağır metal
maruziyetinin tehlikeleriyle ilgili bilgilendirilmeli ve farkındalığın artırılması sağlanmalıdır.
• Çalışanlara metal tozu ve ağır metal maruziyetinin zararları ve sağlık etkileri hakkında
düzenli aralıklarla gerekli eğitimler verilmelidir. Çalışanlarda iş sağlığı ve güvenliği kültürü
oluşturup bilinçli bir çalışma ortamı sağlanmasına özen gösterilmelidir.
55
KAYNAKLAR
[1] Çalışma ve Sosyal Güvenlik Bakanlığı İş Teftiş Kurulu Başkanlığı, Metal Sektöründe
Çalışan İşçilerin Çalışma Koşullarının İyileştirilmesi Programlı Teftişi Sonuç Raporu,
Ankara, 2011.
[2] Kırıkkale Ticaret ve Sanayi Odası, Kırıkkale İli Metal Sektör Raporu Ve Orta-Yüksek
Teknolojili Ürünlerin Üretilmesi Fizibilitesi Projesi, Kırıkkale, Şubat 2014.
[3] Türkiye İstatistik Kurumu, NACE Rev.2 Avrupa Ekonomik Topluluğunda Ekonomik
Faaliyetlerin İstatistiki Sınıflaması, Ankara, 2010.
[4] Türk Metal Sendikası,
http://www.turkmetal.org.tr/default.asp?page=arastirmalar&id=312. (Erişim 05/12/ 2015)
[5] Alpsoy, L., İş Sağlığı ve Güvenliği Yönüyle Metal Sektörü Sunumu, İstanbul, Mayıs,
2014.
[6] T.C. Çevre ve Orman Bakanlığı, Life ‘HAWAMAN’ Projesi, Metal Sektörü Rehber
Doküman, , Mayıs, 2009.
[7] Meslek Hastalıkları Hastanesi, Metal Sektöründe Sağlık Tehlikeleri ve Riskleri, 2013
http://www.meslekhastaliklarihastanesi.com/metal-sektorunde-is-sagligi-ve-guvenligi/
(Erişim 05/12/ 2015)
[8] Yasun, B., Tozlardan kaynaklanan problemler koruma önleme yöntemleri, İş Sağlığı
ve Güvenliği Tezi, Ankara, 2008.
[9] Çalışma ve Sosyal Güvenlik Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü,
İSGİP KOBİ’ler için İş Sağlığı ve Güvenliği Yönetim Rehberi: Risk Değerlendirmesi, İSG
Performans İzleme ve Sağlık Tehlikeleri, Metal Sektörü, Ankara, 2011.
[10] Çalışma ve Sosyal Güvenlik Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü,
İSGİP Meslek Hastalıkları ve İş ile İlgili Hastalıklar Tanı Rehberi, Ankara, 2011.
[11] Akar, E. Üresin, T.E., Cengiz, F.T., Sert Metal Maruziyeti Olmayan Dev Hücreli
İnterstisyel Pnömoni Olgusu, Mart 2014.
[12] Tatar, Ç.P., Kurşun Maruziyetinin İş Sağlığı Ve Güvenliği Açısından
Değerlendirilmesi (Akü, Maden Ve Metal İşyerlerinde), İş Sağlığı ve Güvenliği Tezi, T.C.
Çalışma ve Sosyal Güvenlik Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü, Ankara,
2014.
56
[13] Karaboğa, Ö., Metal Sektöründe İş Sağlığı Ve Güvenliği Eğitimlerinin Fayda-Maliyet
Açısından İncelenmesi, İş Sağlığı ve Güvenliği Tezi, T.C. Çalışma ve Sosyal Güvenlik
Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü, Ankara, 2014.
[14] Sosyal Güvenlik Kurumu, İş Kazası ve Meslek Hastalıkları İstatistikleri.
[15] Gebeşoğlu Erden, Dr. B., Atatürk Göğüs Hastalıkları ve Göğüs Cerrahisi Merkezi,
Meslek Hatalıkları Kliniği, Sert Metale Bağlı Akciğer Hastalıkları Sunumu, Ankara.
[16] Health Risk Assessment Guidance For Metals, HERAG, Assessment Of Occupational
Inhalation Exposure And Systemic Inhalation Absorption, Ağustos 2007.
[17] Sahle, W. Krantz, S. Christensson, B., Laszlo, I., National Institute for Working Life,
Department of Work Organisation and Technology, Occupational Exposure For Tungsten
Oxide Fibres, Fibre-Dose, During Hard Metal Production, İsveç, S-171 84, Mayıs 2015.
[18] Kraus, T., Schramel, P., Weber, A., Occup. Environ. Med., Exposure Assessment In
The Hard Metal Manufacturing Industry With Special Regard To Tungsten And Its
Compounds, , 2001.
[19] Türk Standartları Enstitüsü, TS EN 689 İşyeri Havası- Solunumla Maruz Kalınan
Kimyasal Maddelerin Sınır Değerler İle Karşılaştırılması Ve Ölçme Stratejisinin
Değerlendirilmesi İçin Kılavuz, 2002.
[20] Bilim Sanayi ve Teknoloji Bakanlığı Sanayi Genel Müdürlüğü, Demir Çelik Sektörü
Raporu, 2013/2.
[21] Bilim Sanayi ve Teknoloji Bakanlığı Sanayi Genel Müdürlüğü, Demir-Çelik ve Demir
Dışı Metaller Sektörü Strateji Belgesi, 2012-2016.
[22] Türkiye İstatistik Kurumu, TÜİK.
[23] HSE (Health and Safety Executive) – İngiltere İş Sağlığı ve Güvenliği Kuruluşu
http://www.hse.gov.uk/pUbns/priced/eh40.pdf.
[24] HSE, MDHS 14/3 General Methods For Sampling And Gravimetric Analysis Of
Respirable And İnhalable Dust (Solunabilir Tozların Gravimetrik Analizi Ve Örneklemesi
İçin Genel Metotlar), 2000.
[25] NIOSH (The National Institute for Occupational Safety and Health) - Amerikan
Ulusal İş Sağlığı ve Güvenliği Enstitüsü,
https://www.osha.gov/dts/chemicalsampling/data/CH_259635.html.
[26] ACGIH (The American Conference of Govenmental Industrial Hygienists) - Ulusal
Endüstriyel Hijyenistler Konferansı, Amerika
https://www.osha.gov/dts/chemicalsampling/data/CH_259635.html.

57
[27] Aksoy Sert Metal Özel Kalıp Ve Teknoloji Sanayi (Erişim: Aralık 2015)
http://www.axoimetal.com/index.html
[28] Köksal, Dr.N., OMÜ Tıp Fakültesi Göğüs Hastalıkları, İş ve Meslek Hastalıkları,
Diğer Pnömokonyozlar ve Metallere Bağlı Akciğer Hastalıkları Sunumu,
http://docplayer.biz.tr/3750266-Diger-pnomokonyozlar-ve-metallere-bagli-akciger-
hastaliklari.html (Erişim 01/12/2015)
[29] Çalışma ve Sosyal Güvenlik Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü,
Kimyasal Maddelerle Çalışmalarda Sağlık ve Güvenlik Önlemleri Hakkında Yönetmelik,
Sayı: 28733, Ankara, Tarih: 12.08.2013.
[30] Çalışma ve Sosyal Güvenlik Bakanlığı İş Sağlığı ve Güvenliği Genel Müdürlüğü,
İSGİP KOBİ’ler için İş Sağlığı ve Güvenliği Yönetim Rehberi: Risk Değerlendirmesi, İSG
Performans İzleme ve Sağlık Tehlikeleri, Metal Sektörü, Ankara, 2011.

58

59
ÖZGEÇMİŞ
Kişisel Bilgiler
SOYADI, Adı : KILINÇ GÖKÇE, Hülya
Doğum tarihi ve yeri : 28.01.1989, Keçiören
Telefon : 0 (505) 250 04 22
E-Posta : [email protected]
Eğitim
Derece
Okul
Mezuniyet tarihi
Lisans Ortadoğu Teknik Üniversitesi / Fizik 2011
Lise Hacı Ömer Tarman Anadolu Lisesi 2006
İş Deneyimi
Yıl
2012- (Halen)
Yer
Çalışma ve Sosyal Güvenlik Bakanlığı
Görev
İş Sağlığı ve Güvenliği Uzman
Yardımcısı
Yabancı Dil
İngilizce (YDS-2014/Sonbahar: 70.00)
Yayınlar
-
Mesleki İlgi Alanları
Toz, Ölçüm Metotları
Hobiler
Masa Tenisi Oynama, Yüzme
FOTOĞRAF

60
61
EKLER
EK – I TÜM FİRMALARIN TOZ ÖLÇÜM SONUÇLARI
EK – II METAL TAŞLAMA İŞLEMİ YAPAN İŞYERLERİ İÇİN KONTROL
LİSTESİ

62
EK - I
TÜM FİRMALARIN TOZ ÖLÇÜM SONUÇLARI

63
EK – II
KONTROL LİSTESİ
METAL TAŞLAMA İŞLEMİ YAPAN İŞYERLERİ İÇİN
KONTROL LİSTESİ

64
Hazırlayan
Hülya KILINÇ GÖKÇE
İSG Uzman Yardımcısı
Danışman
Yağmur ERTEKİN
İSG Uzmanı
Çalışma ve Sosyal Güvenlik Bakanlığı
İş Sağlığı ve Güvenliği Genel Müdürlüğü
İnönü Bulvarı No:42 İ Blok Kat 4
06520 Emek/ANKARA
Tel: 0312 296 60 00- Faks: 0312 215 50 28
65
AMAÇ
Bu kontrol listesi, 20/06/2012 tarihli ve 6331 sayılı İş Sağlığı ve Güvenliği Kanunu ile 29/12/2012 tarihli ve 28512 sayılı Resmi Gazete’de
yayımlanarak yürürlüğe giren İş Sağlığı ve Güvenliği Risk Değerlendirmesi Yönetmeliği uyarınca metal taşlama işlemi yapılan işyerlerinde risk
değerlendirmesinin gerçekleştirilmesi sürecinde yol göstermek amacıyla hazırlanmıştır.
Kontrol listesi doğru bir şekilde uygulanıp, uygun olmadığını değerlendirdiğiniz konularda gerekli önlemler alındığı takdirde, bir yandan
çalışanlar için sağlıklı ve güvenli işyeri ortamı sağlanacak diğer yandan iş verimliliği ve motivasyonları artacaktır.
YÜKÜMLÜLÜK
Bu kontrol listesinin ihtiyaca göre geliştirilip doldurularak yönetimde bulundurulması, belirli aralıklarla güncellenmesi ve bu değerlendirme
sonucunda alınması öngörülen tedbirlerin yerine getirilmesi gerekmektedir.
Risk değerlendirmesi; metal taşlama işlemi yapılan işyerlerinde var olan ya da dışarıdan gelebilecek tehlikelerin belirlenmesi, bu tehlikelerin
riske dönüşmesine yol açan faktörlerin ortadan kaldırılması için yapılması gerekli çalışmaları kapsar.
29.03.2013 tarih ve 28602 sayılı Resmi Gazete’de yayımlanan İş Sağlığı ve Güvenliğine İlişkin İşyeri Tehlike Sınıfları Tebliğinde Değişiklik
Yapılmasına Dair Tebliğe göre işyerinin faaliyet alanının yer aldığı tehlike sınıfı tespit edilmelidir. İşyerinin tehlike sınıfı ve çalışan sayısına
bağlı olarak iş güvenliği uzmanı ve işyeri hekimi görevlendirilmesi veya ortak sağlık ve güvenlik birimlerinden bu hizmetin temin edilmesi
yükümlülüğü ile ilgili tarih, 6331 sayılı Kanunun “Yürürlük” başlıklı 38 inci maddesine göre belirlenmelidir.

66
İşyerinde gerçekleştirilecek risk değerlendirmesinin İş Sağlığı ve Güvenliği Risk Değerlendirmesi Yönetmeliğinin 6 ncı maddesinde belirtilen
ekip tarafından yürütülmesi gerekmektedir. İhtiyaç duyulduğunda bu ekibe destek olmak üzere dışarıdaki kişi ve kuruluşlardan da hizmet
alınabilir. İş güvenliği uzmanı ve işyeri hekimi görevlendirilmesi yükümlülüğünün yürürlüğe girmediği işyerlerinde ise oluşturulacak ekipte bu
profesyoneller bulunmaksızın işveren(ler) ve çalışan(lar) birlikte risk değerlendirmesini gerçekleştirebileceklerdir.
Yapılmış olan risk değerlendirmesi; İş Sağlığı ve Güvenliği Risk Değerlendirmesi Yönetmeliğinin 12 inci maddesi uyarınca tehlike sınıfına göre
çok tehlikeli, tehlikeli ve az tehlikeli işyerlerinde sırasıyla en geç iki, dört ve altı yılda bir yenilenir. İşyerlerinde herhangi bir değişiklik olması
durumunda bu sürelere beklenmeksizin risk değerlendirmesi yenilenir.
İZLENECEK YOL
1. Bu kontrol listesi, risk değerlendirmesi çalışmalarınıza yön vermek üzere hazırlanmış olup ihtiyaca göre detaylandırılabilir. İşyerinizi
ilgilendirmeyen kısımları, kontrol listesinden çıkarabilir veya farklı tehlike kaynakları olması halinde ise ilaveler yapabilirsiniz.
2. Kontrol listesinde, metal taşlama yapılan işyerlerinde iş sağlığı ve güvenliği açısından olması/yapılması gerekenler konu başlığı ile
birlikte cümleler halinde verilmiştir. Cümledeki ifade; işyerinizde gözlemlediğiniz duruma uyuyorsa “evet”, uymuyorsa “hayır”
kutucuğunu işaretleyiniz. “Hayır” kutucuğunu işaretleyerek doğru olmadığını düşündüğünüz her bir durum için alınması gereken
önlemleri ilgili satırdaki karşılığına yazınız. Alınması gereken önlem ile ilgili sorumlu kişiler ve tamamlanacağı tarihi belirttikten sonra
risk değerlendirmesini gerçekleştiren ekipteki kişilere dokümanın her bir sayfasını paraflatıp son sayfasının ilgili kısımlarını imzalatınız.

67
3. Çalışanlar, temsilcileri ve başka işyerlerinden çalışmak üzere gelen çalışanlar ve bunların işverenleri; metal taşlama yapılan işyerlerinde
karşılaşılabilecek sağlık ve güvenlik riskleri ile düzeltici ve önleyici tedbirler hakkında bilgilendiriniz.
4. Alınması gereken önlemlere karar verirken; riskin tamamen bertaraf edilmesi, bu mümkün değil ise riskin kabul edilebilir seviyeye
indirilmesi için tehlike veya tehlike kaynaklarının ortadan kaldırılması, tehlikelinin, tehlikeli olmayanla veya daha az tehlikeli olanla
değiştirilmesi ve riskler ile kaynağında mücadele edilmesi gerekmektedir.
5. Önlemler uygulanırken toplu korunma önlemlerine, kişisel korunma önlemlerine göre öncelik verilmeli ve uygulanacak önlemlerin yeni
risklere neden olmaması sağlanmalıdır.
KONTROL LİSTESİNDE YER ALAN KONU BAŞLIKLARI İÇİN İLGİLİ MEVZUATIN GEREKLERİNİN YERİNE
GETİRİLMESİ ÇALIŞMALARINIZA ÖNEMLİ KATKI SAĞLAYACAKTIR.
ÖNEMLİ HATIRLATMALAR
Bu kontrol listesi doldurulduktan sonra HERHANGİ BİR KURUMA BİLDİRİM YAPILMAYACAKTIR. İşveren tarafından
denetimlerde gösterilmek üzere ilgili DOSYADA SAKLANACAKTIR.
Uygun olmadığını düşündüğünüz durumlar için belirlediğiniz her bir alınması gereken önlemin takibi yapılmalı ve sorumlu kişilerce,
öngörülen tarihe kadar gerçekleştirildiğinden emin olunmalıdır.
68
GENEL & İŞYERİ DÜZENİ
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ Zemin, kayma ve düşmeyi önleyecek şekilde uygun
malzeme ile kaplanmış mı ve düzenli olarak kontrol
ediliyor mu?
Çalışma alanlarına dökülen malzemeler veya diğer
sebeplerden ötürü kayganlaşmış zeminler ya da geçitler
derhal temizleniyor mu?
İşyerinin temizliği düzenli olarak yapılıyor ve çalışma
ortamında, hijyen açısından gerekli şartlar sağlanıyor
mu?
İşyeri içerisinde duvarlara monte edilmiş raflar, askılıklar
vb. malzemeler çalışanların üzerine düşmeyecek şekilde
sabitleniyor mu?
Çalışma alanında yerlerde, malzemelerin bırakılması
nedeniyle engeller oluşması veya malzeme artıklarının
yerlerde veya taban kenarlarında birikmesi önleniyor mu?
Çalışanlar, işlerini bitirdikten sonra bütün malzemeleri
yerlerine düzenli olarak yerleştiriyor mu?
İşyeri içerisinde tüm alanlarda yeterli havalandırma
sistemi bulunuyor ve bu alanlar düzenli olarak
havalandırılıyor mu?
Havalandırma sistemlerinin periyodik bakımları düzenli
aralıklarla yaptırılıyor mu?
İşyeri içerisinde tüm alanlarda yeterli aydınlatma
sağlanıyor ve aydınlatma sistemleri çalışır halde
bulunuyor mu?

69
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
İşyerinde termal konfor şartları (sıcaklık, nem, basınç
vb.) düzenli olarak kontrol ediliyor mu?
Kullanılan kablolu aletler takılma veya düşmeyi
önleyecek şekilde kullanılıyor mu?
İşyeri içerisindeki çalışma alanlarında sigara içilmesi
yasaklanmış ve çalışanlar bu konuda bilgilendirilmiş mi?
İçinde yeterli malzemenin bulunduğu ilk yardım dolabı
mevcut mu?
Çalışanların işe giriş muayeneleri ve periyodik kontrolleri
zamanında yaptırılıyor mu?
Çalışanlara yaptıkları işe uygun iş sağlığı ve güvenliği
eğitimi verilmiş mi?
Çalışanlar yaptıkları işle ilgili olarak gerekli eğitim ve
bilgiye sahip mi?
Eğitim ve bilgilendirme ile ilgili belgeler kayıt altına
alınıyor ve kayıtlar uygun şekilde muhafaza ediliyor mu?
İşyerinde acil çıkış kapıları bulunuyor mu ve dışarıya
doğru açılıyor mu?
Gerekli çalışmalarda işin özelliğine uygun kişisel
koruyucu donanımların kullanılması sağlanıyor mu?

70
FİZİKSEL TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
İnsanlardan, makine veya donanımlardan
kaynaklanabilecek veya dış ortam kaynaklı gürültünün
rahatsız edici düzeyde olması engelleniyor mu?
Gürültünün direkt yayılımı perdeleme ya da bariyerlerle
engelleniyor mu?
Gürültü emisyonunu azaltacak mühendislik yöntemleri
(titreşen makine ya da bileşenlerinin yalıtımı,
havalandırma sistemlerinde susturucular kullanılması vb. )
uygulanıyor mu?
Mevzuatta belirtilen gürültü seviyesinin üzerinde olan
makine ve iş ekipmanları ile çalışmalarda kulak
koruyucusu kullanılıyor mu?
Gün ışığının yetmediği işlerde suni ışıklandırma gölge ve
yansıma oluşturmayacak şekilde sağlanıyor mu?
Aydınlatma sisteminin devre dışı kalmasının çalışanlar
için risk oluşturabileceği yerlerde yeterli aydınlatmayı
sağlayacak ayrı bir enerji kaynağına bağlı acil aydınlatma
sistemi bulunuyor mu?
Makine veya donanımlardan kaynaklanabilecek titreşimin
rahatsız edici düzeyde olması engelleniyor mu?
Aydınlatma düzeyi, gürültü ve titreşim maruziyet
ölçümleri yapılıyor mu?

71
MEKANİK TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Kesici veya delici nitelikteki alet veya ekipmanların açıkta
bulundurulması engelleniyor ve koruyucu içerisinde
muhafaza edilmesi sağlanıyor mu?
Kesici veya delici alet veya ekipmanlar uygun aralıklarla,
kullanım öncesi ve sonrasında kontrol ediliyor mu?
Kesim bıçakları ile çalışılırken, kesme işlemleri stabil bir
yüzeyde yapılıyor mu?
Tüm alet veya ekipmanların tasarım amaçlarına uygun
yönde kullanılması sağlanıyor mu?
Bütün makinalarda gerekli uyarı işaretleri bulunuyor mu?
Bütün makinaların etrafında çalışma için yeterli alan
mevcut mu?
Makineler için üretici firmadan, Türkçe kullanım
kılavuzları temin edilmiş ve makineler bu kılavuza uygun
olarak kullanılıyor mu?
Özellikle hareketli parçaları olan ve dönen aksamları
bulunan makineler/aletler, üreticisinin talimatları
doğrultusunda koruma panelleri vb. önlemler ile koruma
altına alınıyor mu?
Makinelerin kazara/istemeden çalıştırılması engelleniyor
ve makinaların acil durdurma düğmeleri ulaşılabilir ve
çalışır durumda bulunuyor mu?

72
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
İmalatçının talimatları doğrultusunda tüm makinelerin
günlük bakımları ve periyodik kontrolleri yapılıyor mu?
Özel cihaz, el aletleri ya da teknik aparatların sadece özel
eğitim almış çalışanlar tarafından ve gerekli önlemler
alınarak kullanılması sağlanıyor mu?
Makinelerin çift düğme sistemleri doğru bir şekilde
kullanılıyor mu?

73
ERGONOMİK TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ Çalışma tezgahları ve makinaların kullanımı; çalışanlarda
duruş bozukluğu, kas-iskelet sistemi ile ilgili
rahatsızlıklara neden olmayacak şekilde uygun yükseklikte
kurulmuş mu?
Çalışanların uzun süre aynı pozisyonda veya fiziksel
anlamda zorlayıcı çalışmaları engelleniyor mu?
Çalışanlara, yaptıkları işe uygun masa, sandalye veya
destek ekipman sağlanmış mı?
Çalışanların, çalışma alanlarını kendilerine göre ayarlama
ve düzenleme imkânları var mı?
Sırt ve bel incinmesi riski oluşturabilecek yüklerin
itilmesini ya da çekilmesini sağlayacak uygun taşıma
araçları sağlanıyor mu?

74
YANGIN VE PATLAMA TEHLİKE ve RİSKLERİ
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Yangın uyarı sisteminin (sesli ve ışıklı uyarı) çalışır
durumda olması sağlanıyor mu?
Yeterli sayıda yangın söndürücü mevcut mu, uygun
konumlandırılıyor ve son kullanma tarihleri kontrol
ediliyor mu?
İşyerinde yangın veya patlamaya sebep olabilecek
tutuşturucu kaynakların (açık alev vb.) bulunması
engelleniyor mu?
Yangın veya patlamaya sebep olabilecek tehlikeli
kimyasal maddelerin, atık ve artıkların uygun şekilde
depolanması yapılıyor mu?
Kimyasalların bulunduğu ortamlarda alev sızdırmaz
özellikte aydınlatma ve havalandırma tertibatı bulunuyor
mu?
Elektrikli ekipman, statik elektrik gibi ateşleme kaynakları
ile patlayıcı kimyasallar aynı yerde bulundurulmaları
engelleniyor mu?
İşyerinde, gerekli detayları içeren acil durum planı
hazırlanmış mı?
Çalışanlar, acil durumlarda ne yapması gerektiği
konusunda bilgilendirilmiş mi?
Yangın ve patlama konularında mücadelede çalışanlara
eğitimler veriliyor ve tatbikatlar yaptırılıyor mu?
75
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Acil duruma neden olan olaya ilişkin iletişime geçilecek
(yangın, gaz kaçağı, deprem vb.) telefon numaraları
görünür yerlere asılmış mı?
Yangın merdiveni kapıları/apartman kapısı/acil çıkışlar
kilitli olmayıp her an açılabilir durumda bulunuyor mu?
Kapı ve kaçış yollarını gösteren acil durum levhaları
uygun yerlere yerleştirilmiş ve yangın merdiveninde
ışıklandırma sağlanıyor mu?
76
ELEKTRİK KAYNAKLI TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Elektrik/sigorta kutuları kilitlenmiş, yetkisiz kişilerin
erişimleri önlenmiş mi?
Tüm prizler topraklanmış mı? Elektrik tesisatının kontrolü
ve topraklama ölçümleri periyodik olarak yapılıyor mu?
Kaçak akım rölesi ana elektrik hattına bağlanmış mı,
kontrol ve bakımları düzenli olarak yapılıyor mu?
Kabloların ekleme yapılarak (kesilip bantlanarak vb.)
uzatılması engelleniyor mu?
Açıkta kablo bulunmamasına dikkat edilmekte ve prizlerin
sağlamlığı düzenli olarak kontrol edilmekte mi?
Elektrik kontrol panosuna ulaşımı engelleyecek
malzemeler ortadan kaldırılmış mı?
Kontrol panosunun önündeki alanın zeminine uygun
yalıtım yapılmış mı?
Elektrikli ekipmanların ıslak ortam, su ve kimyasal içerikli
ürünler ile temas ettirilmesi engelleniyor mu?
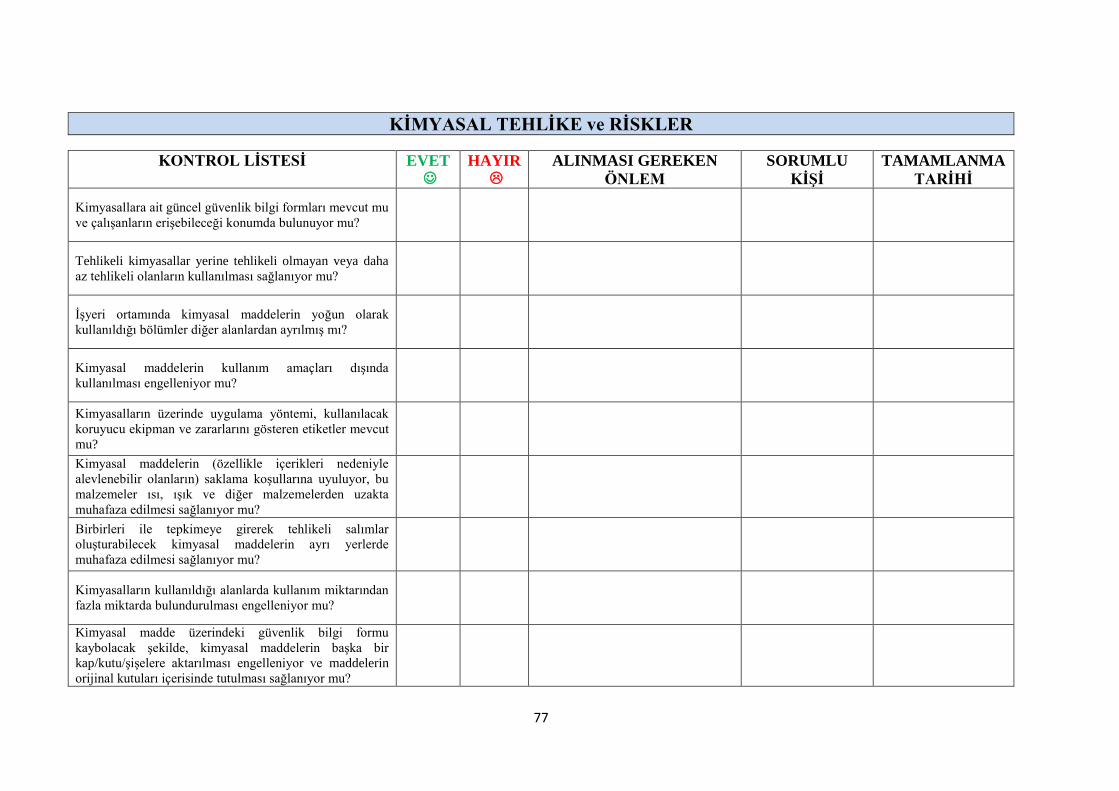
77
KİMYASAL TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Kimyasallara ait güncel güvenlik bilgi formları mevcut mu
ve çalışanların erişebileceği konumda bulunuyor mu?
Tehlikeli kimyasallar yerine tehlikeli olmayan veya daha
az tehlikeli olanların kullanılması sağlanıyor mu?
İşyeri ortamında kimyasal maddelerin yoğun olarak
kullanıldığı bölümler diğer alanlardan ayrılmış mı?
Kimyasal maddelerin kullanım amaçları dışında
kullanılması engelleniyor mu?
Kimyasalların üzerinde uygulama yöntemi, kullanılacak
koruyucu ekipman ve zararlarını gösteren etiketler mevcut
mu?
Kimyasal maddelerin (özellikle içerikleri nedeniyle
alevlenebilir olanların) saklama koşullarına uyuluyor, bu
malzemeler ısı, ışık ve diğer malzemelerden uzakta
muhafaza edilmesi sağlanıyor mu?
Birbirleri ile tepkimeye girerek tehlikeli salımlar
oluşturabilecek kimyasal maddelerin ayrı yerlerde
muhafaza edilmesi sağlanıyor mu?
Kimyasalların kullanıldığı alanlarda kullanım miktarından
fazla miktarda bulundurulması engelleniyor mu?
Kimyasal madde üzerindeki güvenlik bilgi formu
kaybolacak şekilde, kimyasal maddelerin başka bir
kap/kutu/şişelere aktarılması engelleniyor ve maddelerin
orijinal kutuları içerisinde tutulması sağlanıyor mu?

78
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Çalışanlar için kimyasalların kullanıldığı yerlerde işin
özelliğine uygun kişisel koruyucu donanım (eldiven,
gözlük, yüz siperi, gaz maskesi vb.) sağlanmıştır.
Çalışanların kimyasal maruziyet ölçümleri periyodik
olarak yapılıyor mu?
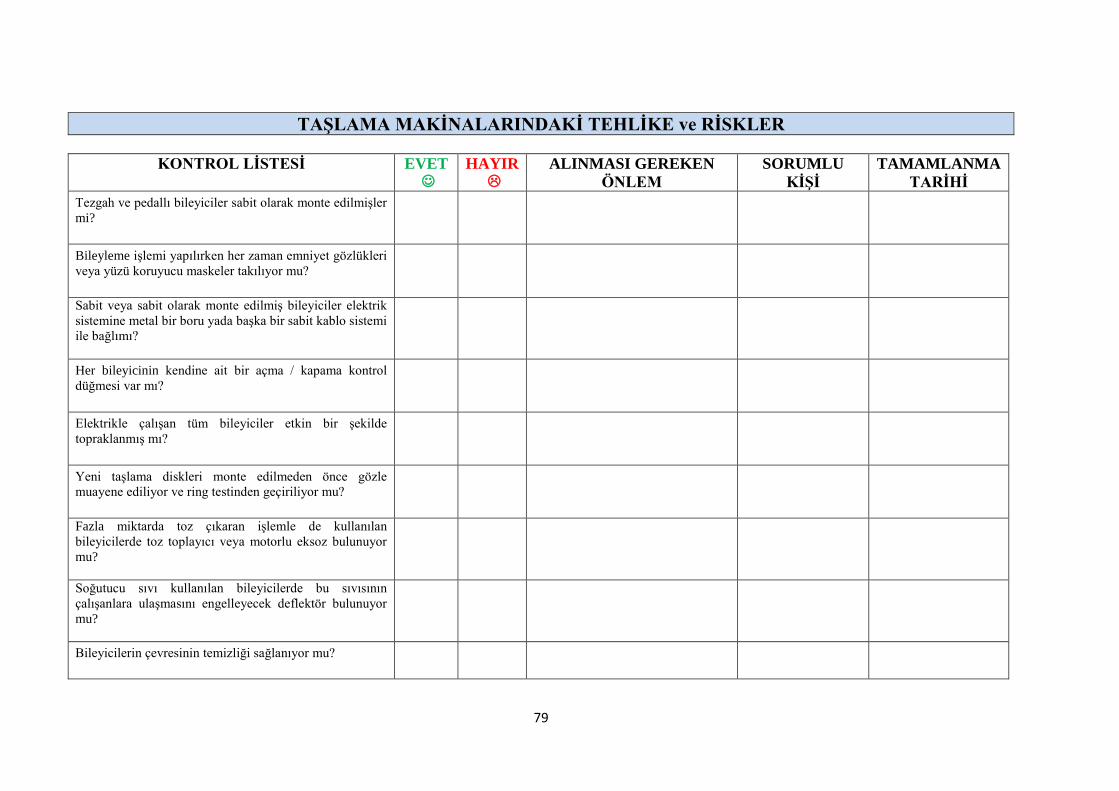
79
TAŞLAMA MAKİNALARINDAKİ TEHLİKE ve RİSKLER
KONTROL LİSTESİ EVET
HAYIR
ALINMASI GEREKEN
ÖNLEM
SORUMLU
KİŞİ
TAMAMLANMA
TARİHİ
Tezgah ve pedallı bileyiciler sabit olarak monte edilmişler
mi?
Bileyleme işlemi yapılırken her zaman emniyet gözlükleri
veya yüzü koruyucu maskeler takılıyor mu?
Sabit veya sabit olarak monte edilmiş bileyiciler elektrik
sistemine metal bir boru yada başka bir sabit kablo sistemi
ile bağlımı?
Her bileyicinin kendine ait bir açma / kapama kontrol
düğmesi var mı?
Elektrikle çalışan tüm bileyiciler etkin bir şekilde
topraklanmış mı?
Yeni taşlama diskleri monte edilmeden önce gözle
muayene ediliyor ve ring testinden geçiriliyor mu?
Fazla miktarda toz çıkaran işlemle de kullanılan
bileyicilerde toz toplayıcı veya motorlu eksoz bulunuyor
mu?
Soğutucu sıvı kullanılan bileyicilerde bu sıvısının
çalışanlara ulaşmasını engelleyecek deflektör bulunuyor
mu?
Bileyicilerin çevresinin temizliği sağlanıyor mu?