industria de la leche tratada termicamente guía para la...
TRANSCRIPT
�
S E R I E S A G R O A L I M E N T A R I A SC u a d e r n o s d e C a l i d a d
INDUSTRIA DE LA LECHETRATADA TERMICAMENTE
Guía para la Aplicacióndel Sistema de Análisis de
Riesgos y Control de PuntosCríticos (ARCPC)
© Instituto Interamericano de Cooperación para la Agricultura (IICA) Junio, 1999.
Derechos Reservados. Prohibida la reproducción total o parcial de este documento sinautorización escrita de la Federación Española de Industrias de Alimentación y Bebidas (FIAB),la Federación Nacional de Industrias Lácteas (FENIL), y del Ministerio de Sanidad y Consumo,de España.
Las ideas y los planteamientos contenidos han sido adaptados de los documentos a que se hacereferencia en cada caso y no representan necesariamente el criterio del IICA. No se aceptaresponsabilidad por daños y perjuicios ocasionados por el uso de esta Guía.
La adaptación de este documento fue realizada desde el Proyecto IICA/AECI por Enrique deLoma-Ossorio Friend y Daniel Rodríguez Sáenz.
La revisión estilística estuvo a cargo de Tomás Saraví. Pierre Eppelin realizó la versión digital,diseño e impresión.
SERIES AGROALIMENTARIAS • CUADERNOS DE CALIDADISSN 1561-9834
A1/SC-99-04Julio , 1999
Industria de la leche tratada térmicamente. Guía para la Aplicacióndel Sistema de Análisis de Riesgos y Control de Punto Críticos (ARCPC) / ed. por Instituto Interamericano de Cooperación para la Agricultura y Agencia Española de Cooperación Internacional. -- San José, C. R. : IICA, 1999. 92p. ; 23 cm. -- (Series Agroalimentarias. Cuadernos de Calidad / IICA, ISSN 1561-9834 ; no. A1/SC-99-04)
ISBN 92-9039-407 2
Proyecto: Fortalecimiento de la Capacidad Institucional de lasOrganizaciones Empresariales del Sector Agroalimentario.
1. Inocuidad alimentaria - Métodos. 2. Leche - Tratamiento térmico. 2. Seguridad alimentaria. 4. Alimentos. 5. Calidad. I. IICA.II. AECI. III. Título. IV. Serie.
AGRIS DEWEYQ03 664.07
Í N D I C E
PRESENTACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
I. PRINCIPIOS GENERALES PARA LA APLICACIÓN
DE UN SISTEMA ARCPC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
II. LECHE PASTEURIZADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
DIAGRAMA DE FLUJO PARA LA ELABORACIÓN
DE LECHE PASTEURIZADA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
CUADRO DE GESTIÓN PARA LECHE PASTEURIZADA . . . . . . . . . 17
GUÍA PRÁCTICA DE APLICACIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Fase 1. Materia prima: leche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Fase 2. Pasteurización y enfriamiento . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Fase 3. Depósito de regulación (en su caso). . . . . . . . . . . . . . . . . . . . . 27
Fase 4. Recepción y almacenamiento del material de envasado . . . . . 28
Fase 5. Envasado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Fase 6. Almacenamiento industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Fase 7. Distribución industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
III. LECHE ESTERILIZADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
DIAGRAMA DE FLUJO PARA LA ELABORACIÓN
DE LECHE ESTERILIZADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Fase 1. Materia Prima: leche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Fase 2. Preesterilización . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Fase 3. Deposito de regulación (en su caso). . . . . . . . . . . . . . . . . . . . . 44
Fase 4. Recepción y almacenamiento del material de envasado . . . . . 45
Fase 5. Envasado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Fase 6. Esterilización. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Fase 7. Almacenamiento industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Fase 8. Distribución industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 3
IV. LECHE UHT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
DIAGRAMA DE FLUJO PARA LA ELABORACIÓN
DE LECHE UTH. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Fase 1. Materia prima: leche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Fase 2. Tratamiento UHT. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Fase 3. Deposito de regulación (en su caso). . . . . . . . . . . . . . . . . . . . . 63
Fase 4. Recepción y almacenamiento del material de envasado . . . . . 64
Fase 5. Llenado y envasado aséptico . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Fase 6. Almacenamiento industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Fase 7. Distribución industrial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
V. VERIFICACIÓN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
VI. BUENAS PRÁCTICAS DE MANUFACTURA . . . . . . . . . . . . . . . . 78
Requisitos generales para los locales . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Requisitos específicos de los locales donde
se preparan, tratan o transforman los alimentos . . . . . . . . . . . . . . . . . 80
Requisitos para locales o establecimientos
de venta ambulante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82
Transporte. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
Requisitos del equipo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
Desperdicios de alimentos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
Suministro de agua . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Higiene personal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
Disposiciones aplicables a los productos alimenticios . . . . . . . . . . . . . 87
Formación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
VII. BIBLIOGRAFÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
4

5
P R E S E N T A C I Ó N
n enero de 1996, el Instituto Interamericano deCooperación para la Agricultura (IICA) y laAgencia Española de CooperaciónInternacional (AECI) rubricaron un
Memorando de Entendimiento para la ejecución delProyecto "Fortalecimiento de la Capacidad Institucional delas Organizaciones Empresariales del SectorAgroalimentario".
Esta iniciativa, complementa los medios técnicos yfinancieros necesarios para apoyar a las organizacionesprivadas agroalimentarias de Iberoamérica en sufortalecimiento y redefinición de funciones. Se pretendecon ello que estas entidades se adapten a la nuevasituación de liberalización de los mercados, ofrezcan losservicios requeridos por el sector agroempresarial y seconsoliden como entidades representativas, con mayorlegitimidad y capacidad técnica para una fructíferainterlocución con el sector público.
Las actividades realizadas hasta la fecha por el Proyecto hanpermitido identificar un conjunto de demandas específicasde las organizaciones empresariales del sectoragroalimentario para afrontar los desafíos presentes y futuros.
Los temas prioritarios identificados han sido analizados enprofundidad y se publican bajo la denominación generalde Series Agroalimentarias. Su finalidad es servir de apoyopara fortalecer la capacidad técnica de las organizacionesdel sector en su quehacer gremial.
La sección Cuadernos de Calidad contiene un conjunto deensayos enfocados a ofrecer instrumentos para mejorar lacalidad e inocuidad de los alimentos, dirigidosprincipalmente a la pequeña y mediana empresa.
E
6
En el presente documento, denominado “Industria deaguas de bebidas envasadas. Guía para la Aplicación delSistema de Análisis de Riesgos y Control de Puntos Críticos(ARCPC)”, se destacan las características de este sistema,que se plantea como un enfoque preventivo de los riesgossanitarios referentes a la fabricación de los productos deeste sector.
Con esta publicación se pretende dar a conocer, promovery apoyar la aplicación de sistemas de calidad en lasempresas del sector, con el fin último de elevar lacompetitividad, fomentar el comercio, garantizar laseguridad de los alimentos y proteger la salud humana.Asimismo, este manual es una herramienta de utilidadpara facilitar las tareas de control oficial, y permite contarcon elementos para promover la aplicación uniforme deeste sistema en el sector lácteo.
El contenido de esta Guía no pretende establecer unaforma de aplicación directa del sistema de Análisis deRiesgos y Control de Puntos Críticos en la empresa, sinoque constituye una base de trabajo para los responsablesdel desarrollo de este sistema en cada industria, de estaforma cada establecimiento agroalimentario deberáadaptar individualmente el modelo a las particularidades oelementos característicos de su proceso de fabricación.
Este documento se ha elaborado con base en la guía parala Aplicación del Sistema de Análisis de Riesgos y Controlde Puntos Críticos (ARCPC) en Leche TratadaTérmicamente, realizado conjuntamente por la FederaciónEspañola de Industrias de Alimentación y Bebidas (FIAB),el Ministerio de Sanidad y Consumo y la FederaciónNacional de Industrias Lácteas (FENIL), de España.
Esta publicación es, además, un medio de hacer extensivoslos trabajos técnicos desarrollados por el sectoragroalimentario español en toda Iberoamérica, en unmomento en el cual, el cumplimiento de los requisitos decalidad e inocuidad de los productos agroalimentarios es
7
básico para el desarrollo empresarial y la competitividadcomercial de las pequeñas y medianas empresas de estaRegión.
Para su realización se han tenido en cuenta los requisitosestablecidos en la normativa europea, y en concreto los dela Directiva 93/43 CEE del Consejo, de 14 de junio de1993, relativa a la higiene de los productos alimenticios, asícomo, los códigos internacionales de prácticasrecomendadas y principios generales de higiene del CodexAlimentarius.
Confiamos en que la presente Guía se constituirá en uninstrumento de consulta permanente de lasorganizaciones agroalimentarias y que podamos contribuir,de esta forma, desde el IICA y la AECI, a fomentar lacalidad e inocuidad en las empresas y productosagroalimentarios iberoamericanos destinados a losmercados locales e internacionales.
Rodolfo Quirós Guardia Enrique de Loma-Ossorio FriendDirector del Area de Políticas y Comercio y Codirector del Proyecto Encargado del Centro para la Integración IICA-AECI
y el Desarrollo Agroempresarial.Director del Proyecto IICA-AECI
R E C O N O C I M I E N T O
n la elaboración de esta Guía Práctica hanintervenido diversas personas y organismosespañoles que con su aporte han hecho posibleel desarrollo de este trabajo. Entre ellas
podemos destacar:
Federación Española de Industrias de Alimentación yBebidas (FIAB)
• Sr. Jorge Jordana Butticaz de Pozas, Secretario General.
• Sra. Pilar Velázquez, Directora de Derecho Alimentario.
Ministerio de Sanidad y Consumo de España• Sr. Juan José Francisco Polledo,
Director General de Salud Pública.• Sr. José Ignacio Arranz,
Subdirector General de Higiene de Alimentos.• Sr. Oscar Hernández., Coordinador de esta Guía.
Federación Nacional de Industrias Lácteas (FENIL)• Sr. Pedro Valentín Gamazo, Director Adjunto.• Sr. Teodoro Insa, Lactería Española.• Sr. Manuel Villarmea, Industrias Lácteas Asturianas.• Sr. Alfonso López, Central Lechera Asturiana.• Sr. José Gómez Sempere, CLESA.• Sr. Francisco Malgosa, FALMASA-ATO.• Sra. Carmen Soriano, Granja Braut.
Asimismo, agradecemos la colaboración de los técnicos yempresarios de la FIAB y de FENIL no mencionadosexplícitamente en este reconocimiento que han apoyadoesta iniciativa.
E
8

9
I. PRINCIPIOS GENERALES PARA LAAPLICACIÓN DE UN SISTEMA ARCPC
no de los instrumentos actualmente utilizadospor las empresas agroalimentarias para realizarel control de la calidad de los alimentos es elsistema de análisis de riesgos y control de
puntos críticos (ARCPC1). Este concepto fue desarrolladopor la Compañía Pillsbury, la Armada de los EstadosUnidos y la NASA en un proyecto destinado a garantizar laseguridad de los alimentos para el programa espacial.
Este sistema fue perfeccionado, en los años sucesivos, porla Comisión Internacional de Microbiología yEspecificaciones de Alimentos (ICMSF) y en los últimos 15años por el CODEX, hasta convertirse hoy en un enfoquedocumentado y verificable para la identificación de losriesgos o peligros, las medidas preventivas y los puntoscríticos de control; asimismo, para la puesta en práctica deun sistema de monitoreo o vigilancia de la calidad einocuidad de alimentos.
El análisis de riesgos y control de puntos críticos es unenfoque sistémico para la identificación de riesgos y peligros,su evaluación, su control y prevención. Antes de realizar unanálisis pormenorizado del ARCPC, se resumirán diversosconceptos fundamentales para su aplicación:
Riesgos. Características físicas, químicas o microbiológicasque pueden ser causa de que un alimento no sea inocuo.
Límite crítico. Es el valor que separa lo que es aceptable delo que no es aceptable. Por ejemplo, en determinadasmaterias primas puede tratarse de un pH, la temperatura ola humedad total del producto.
U
1 En inglés HACCP. "Hazard Analysis and Critical Control Point".
10
Punto crítico de control (PCC). Un punto, una fase, o unprocedimiento en el cual puede ejercerse control yprevenir, eliminar o reducir a niveles aceptables un riesgoo peligro referido a la seguridad o inocuidad del alimento.
Acción correctiva. Procedimientos que deben seguirsecuando tiene lugar una desviación de los límites críticos.
Monitoreo o vigilancia. Secuencia planificada deobservaciones o medidas con el fin de asegurarse de queun PCC está controlado.
Medida preventiva. Cualquier factor que pueda utilizarsepara controlar, prevenir o identificar un riesgo o peligro.
Plan ARCPC. Documento escrito basado en los principiosARCPC que describe los procedimientos a seguir paraasegurar el control de un procedimiento o procesoespecífico.
Verificación ARCPC. Una vigilancia más profunda que serealiza cada cierto tiempo para determinar si un sistemaARCPC cumple con el plan ARCPC y/o establecer si elplan requiere alguna modificación y revisión.
Todo plan ARCPC debe incorporar un registro, que es unsistema documental que recoge todos los procedimientosaplicados. El registro es fundamental, ya que no sólo esnecesario hacer las cosas conforme al plan ARCPC, sinopoder demostrar posteriormente que así se hizo. Losregistros pueden facilitar la inspección por parte de lasautoridades de control; permiten que la misma empresa seautoevalúe en función de las incidencias ocurridas y de losproblemas que se hubieran presentado.
La correcta aplicación de un sistema de ARCPC tiene comoprincipales ventajas: una mayor garantía en la salubridadde los alimentos consumidos, una mayor eficacia en lautilización de los medios de que dispone la industria y laposibilidad de que los responsables garanticen la higienede los alimentos.
11
Los principios por los que se rige el sistema de análisis deriesgos y control de puntos críticos son los siguientes:
1. Identificar los riesgos específicos asociados con laproducción de alimentos en todas sus fases, evaluar laposibilidad de que se produzcan e identificar lasmedidas preventivas necesarias para su control.
2. Determinar las fases/procedimientos/puntosoperacionales que pueden ser controlados paraeliminar riesgos o reducir al mínimo la probabilidad deque se produzcan PCC.
3. Establecer el límite crítico (para un parámetro dado enun punto concreto y en un alimento concreto), que nodeberá sobrepasarse para asegurar que el PCC esté bajocontrol.
4. Establecer un sistema de vigilancia y seguimiento paraasegurar el control de los PCC mediante pruebas uobservaciones programadas.
5. Establecer las medidas correctivas adecuadas quehabrán de adoptarse cuando un PCC no esté bajocontrol (sobrepase el límite crítico).
6. Establecer los procedimientos de verificaciónnecesarios para comprobar que el sistema de ARCPCfunciona correctamente.
7. Establecer un sistema de documentación y registro enel cual se anoten todos los procedimientos y datosreferidos a los principios anteriores y a su aplicación.
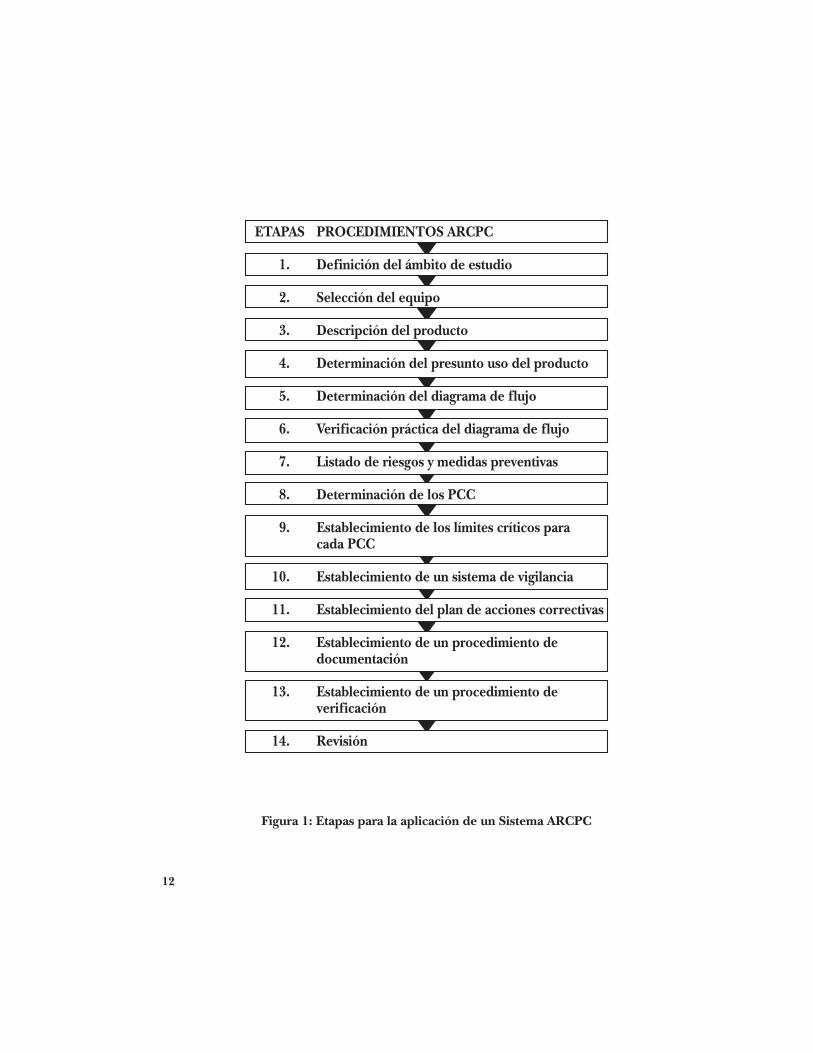
Para la correcta aplicación de los principios del sistemaARCPC, se recomienda seguir las etapas que se indican enla secuencia que se presenta en la Fig. 1.
12
Figura 1: Etapas para la aplicación de un Sistema ARCPC
13
A continuación se presenta una breve descripción de cadauna de estas etapas:
1. Definición del ámbito de estudio. El estudio se debelimitar a un producto o proceso determinado; además,se deben definir los tipos de riesgos a incluir(microbiológicos, químicos o físicos) y la parte de lacadena alimentaria a tener en cuenta
2. Selección del equipo. Se deberá formar un equipomultidisciplinario que tenga los conocimientosespecíficos y la competencia técnica adecuada, tantodel proceso como del producto. En el caso de empresasmedianas a grandes el equipo podría estar constituidopor varias personas implicadas en distintas fases delproceso. Para las pequeñas empresas basta con una solapersona responsable de los productos y su calidad, queconozca muy bien el sistema ARCPC y los procesos deproducción de la propia firma.
3. Descripción del producto. Se deberá preparar unadescripción completa del producto, que incluyainformación sobre la composición, materias primas,método de elaboración, sistema de distribución, etc.
4. Determinación del presunto uso del producto. Se estudiaráel presunto uso alimentario por parte de losconsumidores y distribuidores, y se tendrá en cuenta elgrupo de población al que va dirigido.
5. Determinación del diagrama de flujo. Todo proceso defabricación se puede esquematizar mediante undiagrama de flujo en el que se detalla cada una de lasetapas fundamentales para la elaboración delproducto.
6. Verificación práctica del diagrama de flujo. El equipoARCPC deberá comprobar la exactitud del diagramade flujo, constatará la operación de elaboración entodas sus etapas y hará las modificaciones necesariascuando proceda.
14
7. Listado de riesgos y medidas preventivas. El equipoARCPC deberá enumerar todos los riesgos biológicos,químicos o físicos; se deberá realizar una descripciónde las medidas preventivas que pueden aplicarse para elcontrol de cada riesgo.
8. Determinación de los puntos críticos de control (PCC). Lafinalidad de esta etapa es determinar el punto, la etapao procedimiento en el proceso de fabricación en el quepuede ejercerse control y prevenirse un riesgo. Sedistinguen:
• PCC1, es un PCC en el que el control es totalmenteeficaz.
• PCC2, es un PCC en el que el control esparcialmente eficaz.
9. Establecimiento de los límites críticos para cada PCC. Seespecificará el límite crítico para cada PCC. Entre lasvariables más utilizadas para el establecimiento de loslímites críticos se destacan: temperatura (T), pH,actividad del agua (aw), tiempo (t), humedad total delproducto (H), cloro activo (Cl) y parámetrosorganolépticos, tales como aspecto, textura, etc.
10. Establecimiento de un sistema de vigilancia. La vigilanciaes la medición u observación programada de un PCCen relación con sus límites críticos. El sistema devigilancia deberá ser capaz de detectar una pérdida decontrol en el PCC, y deberá proporcionar informaciónpara que se adopten oportunamente las medidascorrectivas que correspondan.
Una manera de realizar la vigilancia en formaordenada es completar un cuadro de gestión en el quese incluye información de las diferentes fases deproducción, junto con los riesgos asociados, lasmedidas preventivas, los PCC, los límites críticos, losprocedimientos de vigilancia, las medidas correctivas yel registro.
15
11. Establecimiento del plan de acciones correctivas. Con lafinalidad de subsanar las desviaciones que pudieranproducirse, se deberán formular todas las medidascorrectivas específicas para cada PCC del sistemaARCPC.
12. Establecimiento de un procedimiento de documentación. Losregistros son importantes tanto para las autoridades decontrol como para la misma empresa. Disponer de losregistros es determinante en caso de que se presentaraalgún problema, pues permitirá demostrar ante lostribunales que la empresa actúa con la diligenciadebida y utilizando todos los medios para asegurar lahigiene del producto, con repercusiones económicasfavorables para la empresa.
13. Establecimiento de un procedimiento de verificación. Seestablecerá un procedimiento para verificar que elsistema ARCPC funciona correctamente. Con ese fin,se pueden utilizar métodos y ensayos de observación ycomprobación, incluidos el muestreo aleatorio y elanálisis.
14. Revisión. El objetivo de una revisión es determinar si elplan ARCPC existente resulta apropiado.
El estudio de las características fundamentales del sistemaARCPC permite apreciar que no se trata de un análisiscomplejo y ajeno a la actividad normal de la empresa. ElARCPC consiste, simplemente, en realizar las actividadesnormales de fabricación de una forma sistematizada yenfocada en la prevención del riesgo, con el propósito deevitar errores antes de que se produzcan y lograr así unahorro económico para la empresa.
16
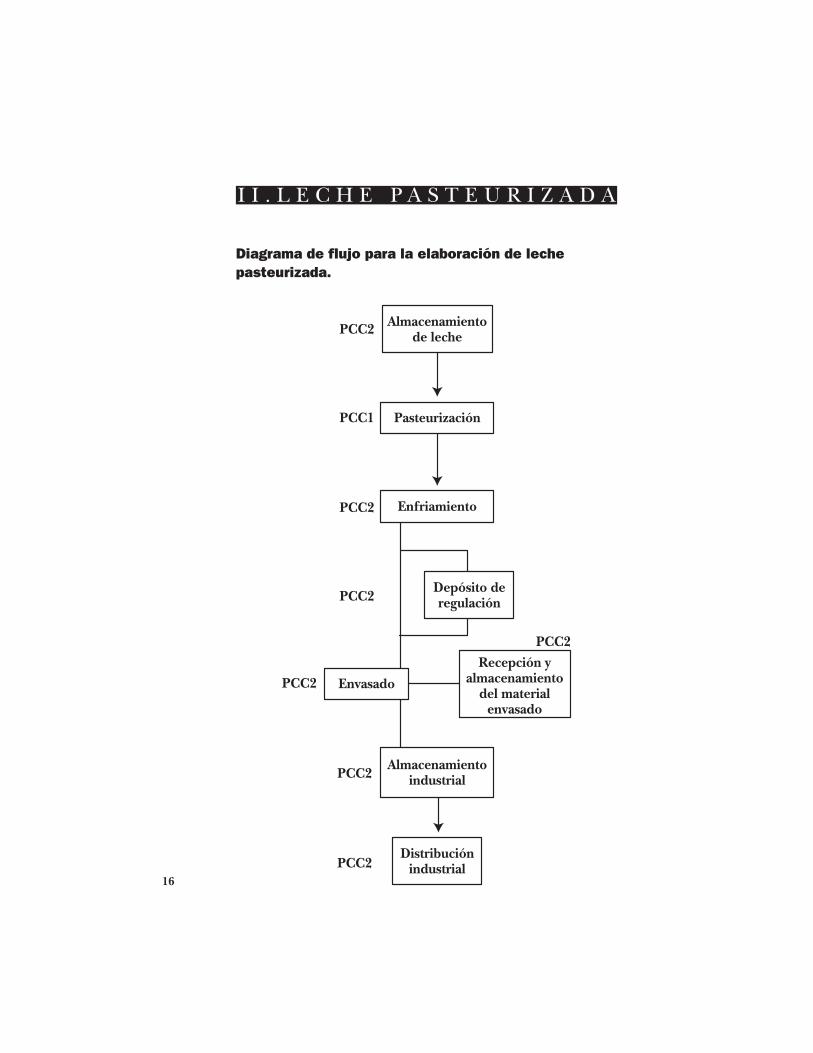
I I . L E C H E P A S T E U R I Z A D A
Diagrama de flujo para la elaboración de lechepasteurizada.
17
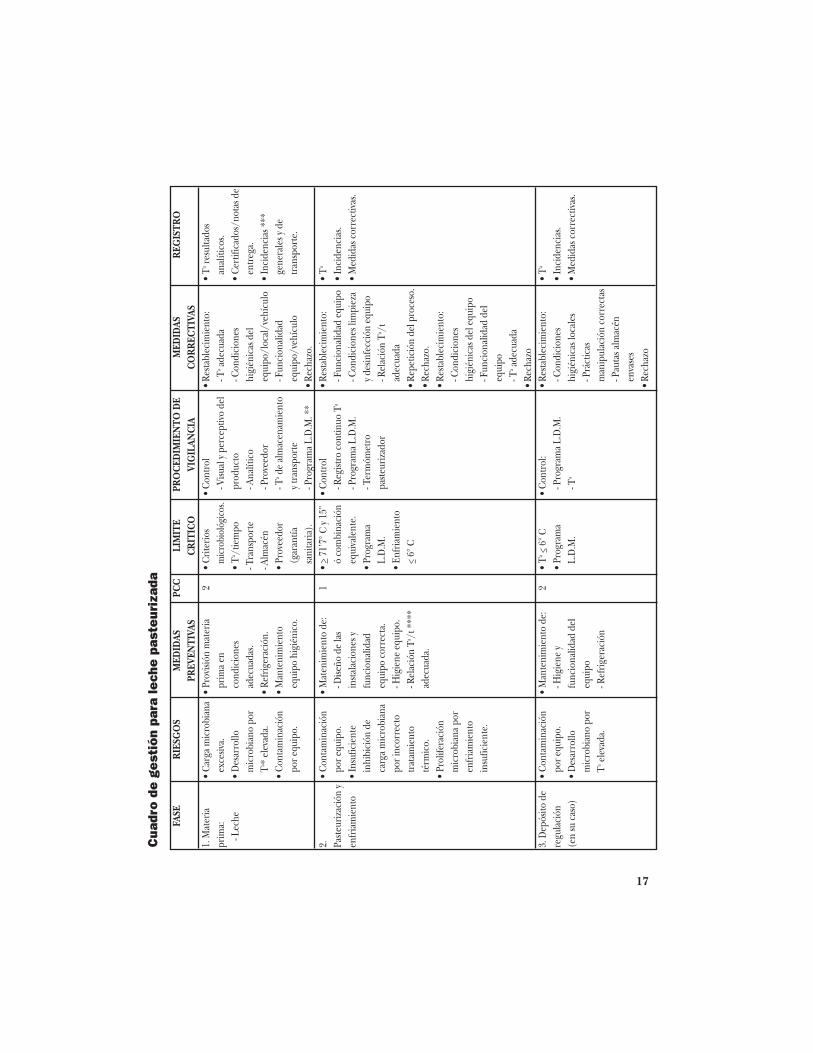
Cuad
ro d
e g
est
ión
para
lech
e p
aste
uri
zada
FASE
1. M
ater
iapr
ima:
- Lec
he
2. Paste
uriz
ació
n y
enfr
iam
ient
o
3. D
epós
ito d
ere
gula
ción
(en
su c
aso)
MED
IDAS
PREV
ENTI
VAS
• Pr
ovisi
ón m
ater
iapr
ima
enco
ndic
ione
sad
ecua
das.
• Re
frig
erac
ión.
• M
ante
nim
ient
oeq
uipo
hig
iéni
co.
• M
aten
imie
nto
de:
- Dise
ño d
e la
sin
stala
cion
es y
func
iona
lidad
equi
po c
orre
cta.
- Hig
iene
equ
ipo.
- Rel
ació
n Ta /t
***
*ad
ecua
da.
• M
ante
nim
ient
o de
:- H
igie
ne y
func
iona
lidad
del
equi
po- R
efrig
erac
ión
PCC 2 1 2
LIM
ITE
CR
ITIC
O•
Crite
rios
mic
robi
ológ
icos
.•
Ta /tie
mpo
- Tra
nspo
rte
- Alm
acén
• Pr
ovee
dor
(gar
antía
sani
taria
).•
>71
’7°C
y 15
"ó
com
bina
ción
equi
vale
nte.
• Pr
ogra
ma
L.D
.M.
• En
fria
mie
nto
<6°
C
• Ta
<6°
C•
Prog
ram
aL.
D.M
.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- V
isual
y pe
rcep
tivo
del
prod
ucto
- Ana
lític
o- P
rove
edor
- Tade
alm
acen
amie
nto
y tra
nspo
rte
- Pro
gram
a L.
D.M
. **
• Co
ntro
l- R
egist
ro c
ontin
uo T
a
- Pro
gram
a L.
D.M
.- T
erm
ómet
ropa
steur
izad
or
• Co
ntro
l:- P
rogr
ama
L.D
.M.
- Ta
MED
IDAS
CO
RR
ECTI
VAS
•Res
tabl
ecim
ient
o:- T
aad
ecua
da- C
ondi
cion
eshi
gién
icas
del
equi
po/l
ocal
/veh
ícul
o- F
unci
onal
idad
equi
po/v
ehíc
ulo
•Rec
hazo
.•R
esta
blec
imie
nto:
- Fun
cion
alid
ad e
quip
o- C
ondi
cion
es li
mpi
eza
y des
infe
cció
n eq
uipo
- Rel
ació
n Ta /t
adec
uada
•Rep
etic
ión
del p
roce
so.
•Rec
hazo
.•R
esta
blec
imie
nto:
- Con
dici
ones
higi
énic
as d
el e
quip
o- F
unci
onal
idad
del
equi
po- T
aad
ecua
da•R
echa
zo•R
esta
blec
imie
nto:
- Con
dici
ones
higi
énic
as lo
cale
s- P
ráct
icas
man
ipul
ació
n co
rrec
tas
- Pau
tas a
lmac
énen
vase
s•R
echa
zo
REG
ISTR
O
• Ta
resu
ltado
san
alíti
cos.
• Ce
rtifi
cado
s/no
tas d
een
treg
a.•
Inci
denc
ias *
**ge
nera
les y
de
tran
spor
te.
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Ca
rga
mic
robi
ana
exce
siva.
• D
esar
rollo
mic
robi
ano
por
Ta * el
evad
a.•
Cont
amin
ació
npo
r equ
ipo.
• Co
ntam
inac
ión
por e
quip
o.•
Insu
ficie
nte
inhi
bici
ón d
eca
rga
mic
robi
ana
por i
ncor
rect
otr
atam
ient
oté
rmic
o.•
Prol
ifera
ción
mic
robi
ana
por
enfr
iam
ient
oin
sufic
ient
e.
• Co
ntam
inac
ión
por e
quip
o.•
Des
arro
llom
icro
bian
o po
rTa
elev
ada.
18
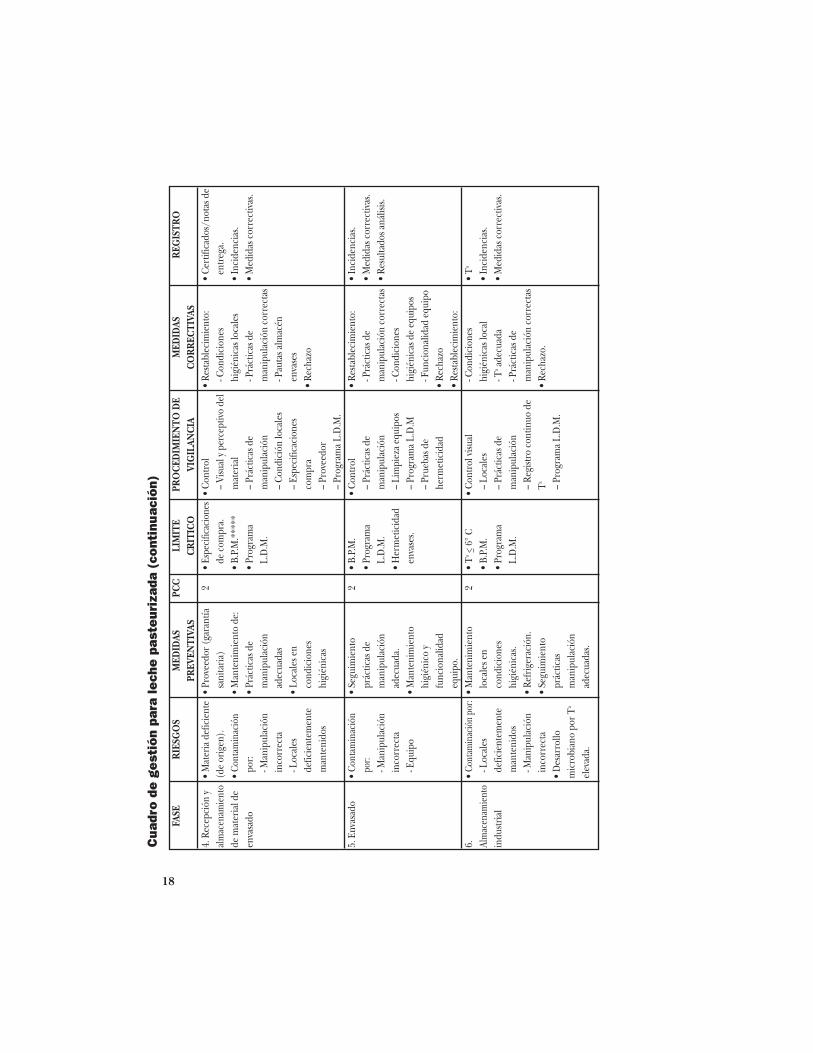
Cuad
ro d
e g
est
ión
para
lech
e p
aste
uri
zada
(co
ntin
uac
ión)
FASE
4. R
ecep
ción
yal
mac
enam
ient
ode
mat
eria
l de
enva
sado
5. E
nvas
ado
6. Alm
acen
amie
nto
indu
stria
l
MED
IDAS
PREV
ENTI
VAS
• Pr
ovee
dor (
gara
ntía
sani
taria
)•
Man
teni
mie
nto
de:
• Pr
áctic
as d
em
anip
ulac
ión
adec
uada
s•
Loca
les e
nco
ndic
ione
shi
gién
icas
• Se
guim
ient
opr
áctic
as d
em
anip
ulac
ión
adec
uada
.•
Man
teni
mie
nto
higi
énic
o y
func
iona
lidad
equi
po.
• M
ante
nim
ient
olo
cale
s en
cond
icio
nes
higi
énic
as.
• Re
frig
erac
ión.
• Se
guim
ient
opr
áctic
asm
anip
ulac
ión
adec
uada
s.
PCC 2 2 2
LIM
ITE
CR
ITIC
O•
Espe
cific
acio
nes
de c
ompr
a.•
B.P.
M.*
****
• Pr
ogra
ma
L.D
.M.
• B.
P.M
.•
Prog
ram
aL.
D.M
.•
Her
met
icid
aden
vase
s.
• Ta
<6°
C•
B.P.
M.
• Pr
ogra
ma
L.D
.M.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l–
Visu
al y
perc
eptiv
o de
lm
ater
ial
– Pr
áctic
as d
em
anip
ulac
ión
– Co
ndic
ión
loca
les
– Es
peci
ficac
ione
sco
mpr
a–
Prov
eedo
r–
Prog
ram
a L.
D.M
.•
Cont
rol
– Pr
áctic
as d
em
anip
ulac
ión
– Li
mpi
eza
equi
pos
– Pr
ogra
ma
L.D
.M–
Prue
bas d
ehe
rmet
icid
ad
• Co
ntro
l visu
al–
Loca
les
– Pr
áctic
as d
em
anip
ulac
ión
– Re
gistr
o co
ntin
uo d
eTa –
Prog
ram
a L.
D.M
.
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o:- C
ondi
cion
eshi
gién
icas
loca
les
- Prá
ctic
as d
em
anip
ulac
ión
corr
ecta
s- P
auta
s alm
acén
enva
ses
• Re
chaz
o
• Re
stabl
ecim
ient
o:- P
ráct
icas
de
man
ipul
ació
n co
rrec
tas
- Con
dici
ones
higi
énic
as d
e eq
uipo
s- F
unci
onal
idad
equ
ipo
• Re
chaz
o•
Resta
blec
imie
nto:
- Con
dici
ones
higi
énic
as lo
cal
- Taad
ecua
da- P
ráct
icas
de
man
ipul
ació
n co
rrec
tas
• Re
chaz
o.
REG
ISTR
O
• Ce
rtifi
cado
s/no
tas d
een
treg
a.•
Inci
denc
ias.
• M
edid
as c
orre
ctiv
as.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.•
Resu
ltado
s aná
lisis.
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• M
ater
ia d
efic
ient
e(d
e or
igen
).•
Cont
amin
ació
npo
r:- M
anip
ulac
ión
inco
rrec
ta- L
ocal
esde
ficie
ntem
ente
man
teni
dos
• Co
ntam
inac
ión
por:
- Man
ipul
ació
nin
corr
ecta
- Equ
ipo
• Co
ntam
inac
ión
por:
- Loc
ales
defic
ient
emen
tem
ante
nido
s- M
anip
ulac
ión
inco
rrec
ta•
Des
arro
llom
icro
bian
o po
r Ta
elev
ada.
19
Cuad
ro d
e g
est
ión
para
lech
e p
aste
uri
zada
(co
ntin
uac
ión)
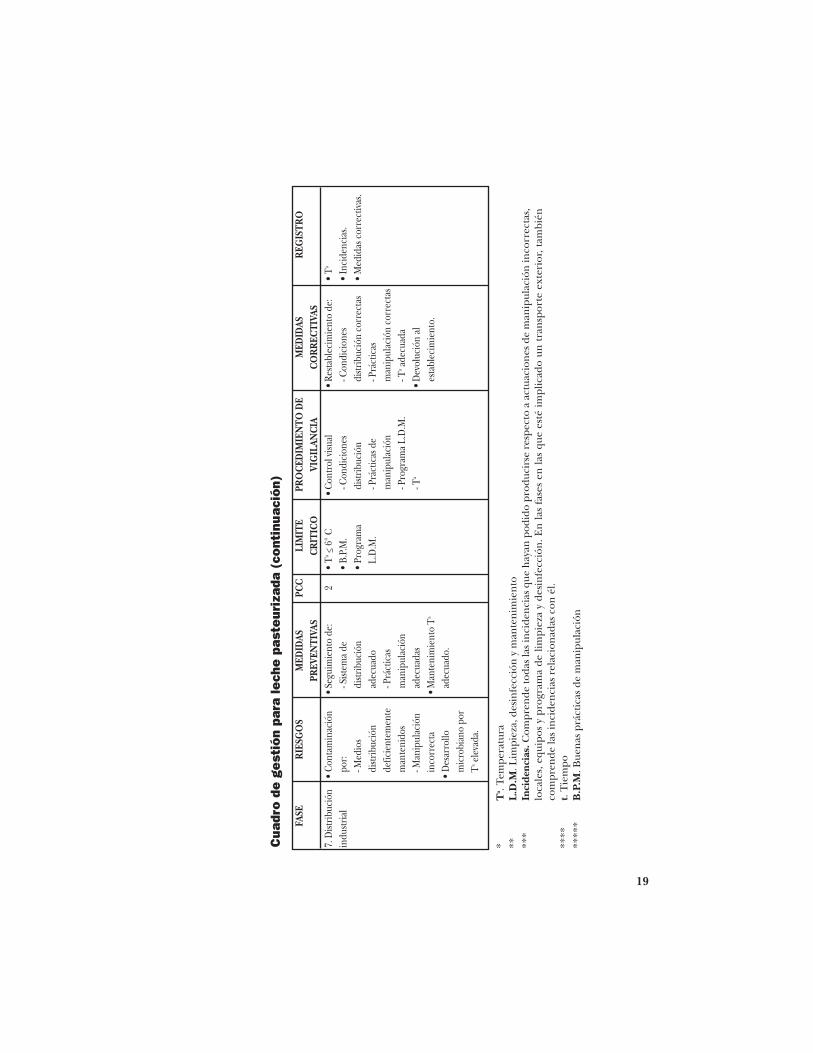
FASE
7. D
istrib
ució
nin
dustr
ial
MED
IDAS
PREV
ENTI
VAS
•Seg
uim
ient
o de
:- S
istem
a de
distr
ibuc
ión
adec
uado
- Prá
ctic
asm
anip
ulac
ión
adec
uada
s•M
ante
nim
ient
o Ta
adec
uado
.
PCC 2
LIM
ITE
CR
ITIC
O•
Ta<
6°C
• B.
P.M
.•
Prog
ram
aL.
D.M
.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
•Con
trol
visu
al- C
ondi
cion
esdi
strib
ució
n- P
ráct
icas
de
man
ipul
ació
n- P
rogr
ama
L.D
.M.
- Ta
MED
IDAS
CO
RR
ECTI
VAS
•Res
tabl
ecim
ient
o de
:- C
ondi
cion
esdi
strib
ució
n co
rrec
tas
- Prá
ctic
asm
anip
ulac
ión
corr
ecta
s- T
aad
ecua
da•D
evol
ució
n al
esta
blec
imie
nto.
REG
ISTR
O
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Co
ntam
inac
ión
por:
- Med
ios
distr
ibuc
ión
defic
ient
emen
tem
ante
nido
s- M
anip
ulac
ión
inco
rrec
ta•
Des
arro
llom
icro
bian
o po
rTa
elev
ada.
* T
a . Te
mpe
ratu
ra**
L
.D.M
. Lim
piez
a, d
esin
fecc
ión
y m
ante
nim
ien
to**
* In
cide
ncia
s.C
ompr
ende
toda
s la
s in
cide
nci
as q
ue h
ayan
pod
ido
prod
ucir
se r
espe
cto
a ac
tuac
ion
es d
e m
anip
ulac
ión
inco
rrec
tas,
loca
les,
equ
ipos
y p
rogr
ama
de li
mpi
eza
y de
sin
fecc
ión
. En
las
fase
s en
las
que
esté
impl
icad
o un
tra
nsp
orte
ext
erio
r, ta
mbi
énco
mpr
ende
las
inci
den
cias
rel
acio
nad
as c
on é
l.**
**
t. T
iem
po**
***
B.P
.M. B
uen
as p
ráct
icas
de
man
ipul
ació
n
20
FASE 1. MATERIA PRIMA: LECHE
Descripción
Esta fase comprende la recepción y almacenamiento de laleche.
La leche es un medio óptimo para el crecimiento demicroorganismos. Entre éstos pueden encontrarsegérmenes patógenos que pueden originar, por ellosmismos o por sus toxinas, enfermedades de transmisiónalimentaria. Cabe destacar los microorganismos del géneroBrucella ("Fiebres de Malta"), Mycobacterium bovis(tuberculosis), Salmonella, Staphylococcus aureus, Listeriamonocytogenes, Campylobacter, Yersinia enterocolitica, etc.
Riesgos
• Presencia de carga microbiana por encima de loslímites marcados por la legislación.
• Proliferación de microorganismos a causa de unarefrigeración incorrecta o un almacenamientoprolongado.
• Contaminación microbiana debido a condiciones de loslocales o equipos deficientemente mantenidos(cisternas, tanques, tuberías, etc.).
Medidas preventivas
• Provisión de leche en condiciones higiénico-sanitariassatisfactorias:
- La leche cruda debe proceder de explotaciones enlas que se cumple con los requisitos de sanidadanimal y de higiene en el manejo y mantenimientode los locales y equipos.
- Si la leche procede de otro establecimiento, deberácumplir con las normas sanitarias establecidas,aparte de las especificaciones que el fabricanteexige. Deberá ser adquirida solamente en
Guía práctica deaplicación
21
establecimientos que cumplan con los requisitos dela legislación vigente y en los que se aplique elsistema ARCPC.
- Comprobar condiciones del entorno:
Temperatura de transporte: la leche serátransportada a los establecimientos envehículos (isotérmico o frigorífico) quepermitan el mantenimiento del frío.
Condiciones del vehículo: el interior de losmedios de transporte responderá a todas lasnormas higiénicas.
• Almacenamiento de la leche en refrigeración.
- Es importante recordar que la refrigeración nodestruye los gérmenes, sino que contribuye a hacermás lento su crecimiento logarítmico; por tal causa,debe vincularse a un período de tiempo.
• Mantenimiento de locales y equipos limpios y en buenestado (tanques, cisternas, silos, locales dealmacenamiento, etc.), de acuerdo con elprocedimiento establecido:
- Después de cada transporte o cada serie detransportes, cuando entre la descarga y la cargasiguiente únicamente transcurra un lapso muycorto, y en cualquier caso por lo menos una vez aldía, los recipientes y las cisternas que se hubieranempleado para el transporte de la leche cruda alestablecimiento de transformación se limpiarán ydesinfectarán antes de volver a utilizarse.
- Se limpiarán y, si fuera necesario, desinfectarán loslocales y equipos donde fuera almacenada la lechecomo materia prima, según procedimiento yperiodicidad establecidos.
22
Límites críticos
• La leche deberá cumplir con todas las normassanitarias establecidas. Entre otros requisitos, no deberápresentar microorganismos patógenos ni sus toxinas enuna cantidad que afecte a la salud de los consumidores.Además, tendrá:
- Contenido de gérmenes a 30º C (por ml) < 100.000
- Contenido de células somáticas (por ml) < 400.000
• Temperaturas y tiempos:
- La temperatura de transporte de la leche cruda nodeberá superar los 10° C, excepto en el caso de quese hubiera recogido durante las dos horassiguientes al ordeño.
- Cuando la leche cruda no fuera tratada dentro delas cuatro horas siguientes a la recepción, seenfriará a una temperatura que no sobrepase los6ºC y será mantenida a dicha temperatura hasta sutratamiento térmico.
• Vehículos de proveedores en condiciones higiénicas.
• Programa de limpieza, desinfección y mantenimientode vehículos, locales y equipos.
Vigilancia
• Examen visual y perceptivo en la recepción delproducto y respecto al entorno.
• Comprobar la garantía de la materia prima adquiridamediante la documentación que se acompañe:certificados, notas de entrega, resultados analíticos,muestras, etc. Es conveniente visitar losestablecimientos proveedores y, cuando se trate deexplotaciones, tener constancia de los controlesveterinarios periódicos que deben tener de susanimales e instalaciones.
23
• En el caso de explotaciones no controladas por loslaboratorios autorizados, se realizarán controlesanalíticos rápidos o pruebas orientativas (pH,determinación del contenido microbiológico, etc.) dela leche cruda en cada explotación. Además de losanálisis del laboratorio, la industria podrá realizaranálisis complementarios para contrastar resultados.
• Control de temperaturas de refrigeración durante eltransporte y en el momento de recepción en elestablecimiento.
• Control de temperaturas de refrigeración durante elalmacenamiento y seguimiento del tiempo que cadapartida permanezca almacenada.
• Los tanques o depósitos deben contar contermómetros exteriores.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección, y de lasinstrucciones de mantenimiento de los vehículos,locales y equipos. Revisión del funcionamiento delsistema CIP.
Medidas correctivas
• Rechazo de las partidas de materia prima que nocumplieran las especificaciones fijadas en la compra. Elestablecimiento informará a la autoridad competenteen cuanto se alcancen los niveles máximos establecidospara el contenido de gérmenes y células somáticas,para que ésta adopte las medidas adecuadas.
• En el caso de una elevación de la temperatura que nohubiera alterado las características higiénico-sanitariasde la leche, ésta se reenfriará.
• Restablecimiento de la funcionalidad del equipo yvehículos, con el fin de continuar con el programa demantenimiento.
24
• Restablecimiento de las condiciones adecuadas delimpieza y desinfección, para continuar con elprograma establecido.
Registros
• Los transportistas presentarán en el establecimiento unparte de incidencias (temperatura en el momento de larecogida y temperatura del transporte, si fuera posible,entre otras), junto con los datos de las explotaciones deproducción o centros de recogida de donde procede laleche.
• Anotación de temperatura del producto en elmomento de la llegada y durante el almacenamiento.
• Conservar todos los resultados analíticos, así comotambién todos los certificados y notas de entrega.
• Anotación de las incidencias observadas en vehículos,locales y equipo o en el programa de limpieza ydesinfección.
• Anotación de cualquier medida correctiva.
FASE 2. PASTEURIZACIÓN Y ENFRIAMIENTO
Descripción
La pasteurización es el tratamiento térmico mediante elcual se destruyen los gérmenes patógenos y unaproporción adecuada de gérmenes banales.
Tras la pasteurización, la leche contiene, aunque en bajaconcentración, microorganismos termorresistentes. En elcaso de que no se envasara de inmediato, deberámantenerse a una temperatura igual o inferior a 6° C, con elpropósito de evitar cualquier multiplicación de gérmenes.
Riesgos
Contaminación por equipo debido a:
25
• Diseño e instalación inadecuada
- Velocidad de flujo, temperaturas y válvulasinadecuadas.
• Mantenimiento incorrecto
• Limpieza y/o desinfección defectuosas por:
- Utilización de productos de limpieza y desinfecciónno compatibles con los materiales en que estánfabricados los equipos.
- Soluciones de limpieza con concentracionesincorrectas.
- Restos de productos de limpieza sin eliminar.
- Programa con temperaturas y/o tiemposinadecuados.
• Insuficiente inhibición de carga microbiana porincorrecto tratamiento térmico, es decir, relacióntemperatura/tiempo insuficiente para lograr losefectos de la pasteurización.
• Proliferación microbiana por enfriamiento insuficientede la leche pasteurizada.
Medidas preventivas
• El diseño y funcionamiento del equipo debe asegurarque el tratamiento sea homogéneo en todo el producto.
• Mantenimiento del programa preventivo que asegurela funcionalidad correcta e higiene de los equipos.
• Mantenimiento de la relación temperatura/tiempoadecuada.
Límites críticos
• Tratamiento por calor equivalente a 71’7°C durante15" como mínimo y un enfriamiento posterior hasta latemperatura de 6° C.
26
• Programas de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Control continuo de las temperaturas y tiempos depasteurización y enfriamiento.
• Calibrado periódico de la precisión del termómetro delpasteurizador.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección de lasinstrucciones de mantenimiento del equipo, conespecial atención a los sistemas de seguridad, talescomo la válvula de desvío. Revisión del funcionamientodel sistema CIP.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo paracontinuar con el programa de mantenimiento.
• Restablecimiento de las condiciones adecuadas delimpieza y desinfección del equipo para continuar conel programa establecido.
• Restablecimiento de los parámetrostiempo/temperatura de pasteurización.
• Repetición del proceso de pasteurización cuando elcalentamiento hubiera sido insuficiente.
• Rechazo del producto.
Registros
• Registro continuo de temperaturas y tiempos. Gráficodel funcionamiento del pasteurizador.
• Detalle de incidencias o actuaciones sobre la operaciónde pasteurización.
• Anotación de las incidencias observadas en el equipo oen el programa de limpieza y desinfección.
27
• Anotación de cualquier medida correctiva.
FASE 3. DEPÓSITO DE REGULACIÓN (EN SU CASO)
Descripción
En algunas ocasiones, y con el propósito de adecuar losdistintos caudales de los sistemas de pasteurización a lasenvasadoras, puede colocarse un tanque a modo deregulador. Al considerar un elemento más de la línea detransporte hasta las envasadoras, podría originarse algúntipo de contaminación.
Riesgos
• Contaminación por equipo.
- Diseño e instalación inadecuados
- Deficiencias en el mantenimiento (limpieza yfuncionalidad)
• Proliferación de microorganismos por refrigeracióninadecuada.
Medidas preventivas
• Mantenimiento del equipo higiénico en buen estado,según procedimiento y periodicidad establecidos.
• Refrigeración
Límites críticos
• Temperatura < 6°C.
• Programa de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección, y de lasinstalaciones de mantenimiento del equipo. Revisióndel funcionamiento del sistema CIP.
28
• Control de temperatura.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, con elfin de continuar con el programa de mantenimiento.
• Restablecimiento de la condiciones de limpieza ydesinfección del equipo o de sus correctas condicionesde funcionalidad.
• Restablecimiento de la temperatura adecuada.
• Rechazo del producto.
Registros
• Anotación de las incidencias observadas en el equipo oen los programas de limpieza, desinfección ymantenimiento.
• Anotación de cualquier medida correctiva.
• Registro de temperatura.
FASE 4. RECEPCIÓN Y ALMACENAMIENTO DELMATERIAL DE ENVASADO
Descripción
Esta fase comprende la recepción y almacenamiento delmaterial de envasado. Su control tiene por objeto detectarcualquier deficiencia de origen que pueda presentar dichomaterial y evitar su deterioro o contaminación antes de serutilizado.
El material de envasado podrá ser vidrio, cartón,polietileno, material macromolecular y cualquier otroautorizado para este fin.
Riesgos
• Material deficiente de origen. No cumple lasespecificaciones previstas.
29
- Proceso incorrecto en su fabricación (falta dehomogeneidad, marcas de troquelados, poros,capas no soldables, etc.).
• Contaminación por:
- Manipulación incorrecta.
- Locales deficientemente mantenidos.
Medidas preventivas
• Provisión de material de envasado en condicioneshigiénico-sanitarias satisfactorias. Solamente seránutilizados materiales fabricados en establecimientosautorizados.
• Mantenimiento de correctas prácticas demanipulación. Debido a la importancia que los envasestienen para el mantenimiento de la inocuidad de losproductos, se deberá:
- Mover el material con equipos adecuados y limpios.
- Mantener en todo momento los envases en susembalajes y protecciones originales, cuidando éstas.
- Identificar y separar lotes.
- Realizar una rotación correcta del material.
- Envolver el material sobrante.
• Las industrias deberán contar con un emplazamientoexclusivo para el almacenamiento de los envases, quese mantendrá limpio y en buen estado, segúnperiodicidad y procedimientos establecidos.
Límites críticos
• Calidad concertada y normas sanitarias de los envases.
Los envases deberán cumplir las especificaciones que elfabricante exige y las normas sanitarias establecidas por lalegislación vigente. Los resultados analíticos deberán estardentro de los limites permitidos para asegurar su inocuidad.
30
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los locales.
Vigilancia
• Comprobar, mediante los certificados que presenten losproveedores o pruebas rápidas físico-químicas, que lasespecificaciones técnicas de los envases se cumplen.
• Inspeccionar condiciones del entorno: condiciones detransporte, envoltura y embalaje del material ycondiciones de almacenamiento.
• Supervisión de las prácticas de manipulación.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección de los locales.
Medidas correctivas
• Rechazo del material de envasado que no cumpla conlas especificaciones requeridas referentes a seguridad.
• Restablecimiento de las correctas prácticas demanipulación.
• Restablecimiento de las condiciones de limpieza ydesinfección de los locales, con el fin de continuar conel programa establecido.
• Restablecimiento de pautas de almacenamiento de losenvases.
Registros
• Conservar las certificados y notas de entrega de losmateriales suministrados.
• Anotación de cualquier incidencia en las condiciones delos locales o en el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación delmaterial.
31
• Anotación de cualquier medida correctiva.
FASE 5. ENVASADO
Descripción
Los envases de leche pasteurizada deberán ser higiénicos ycerrados herméticamente tras el llenado. Se utilizaránbotellas de vidrio, materiales plásticos y materialescomplejos que permiten el envasado continuo.
Del mantenimiento de las máximas condiciones de higienedurante esta actividad dependerá también la salubridaddel producto final. Por tal causa resulta imprescindiblecumplir con esas condiciones, aunque todas las anterioresfases se hubieran realizado en condiciones óptimas.
Riesgos
• Contaminación por equipo, por una o varias de lassiguientes causas:
- Funcionalidad incorrecta.
- Deficiencia en la limpieza y desinfección de la líneade llenado.
• Contaminación por deficiencias en las actuaciones delos operadores.
Medidas preventivas
• Diseño, instalación y funcionalidad del equipocorrectos.
- Mantenimiento correcto de la instalación según lasinstrucciones específicas del fabricante, conespecial atención al sistema que garantiza lahermeticidad del envase.
• Mantenimiento del programa de limpieza ydesinfección de toda la línea de envasado.
• Buenas prácticas de manipulación.
32
Límites críticos
• Condiciones óptimas del ambiente.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientodel equipo y el local.
• Hermeticidad de los envases.
Vigilancia
• Control
- Cumplimiento del programa de limpieza ydesinfección del equipo y el local. Revisión delfuncionamiento del sistema CIP.
- Hermeticidad de los envases.
• Revisión periódica de la funcionalidad del equipo,según instrucciones del fabricante, con especialatención a:
- Controles automáticos de envasadoras.
- Dispositivo de termosoldado o cierre.
• Inspección de las prácticas de manipulación.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, con elfin de continuar el programa de mantenimiento.
• Restablecimiento de las pautas del programa delimpieza y desinfección del equipo, con el fin decontinuar el programa establecido.
• Restablecimiento de las pautas del programa delimpieza y desinfección del local.
• Restablecimiento de las prácticas correctas demanipulación.
• Rechazo y eliminación de envases en mal estado.
33
Registros
• Anotación de cualquier incidencia.
• Conservar todos los resultados analíticos(hermeticidad).
• Anotación de las incidencias observadas en el equipo yen los locales o en el programa de limpieza ydesinfección.
• Anotación de cualquier medida correctiva.
FASE 6. ALMACENAMIENTO INDUSTRIAL
Descripción
Esta fase corresponde al período que transcurre desde queel producto sale ya acabado de la línea de elaboraciónhasta que es enviado desde el almacén para ser distribuido.
El tipo habitual de envases en el que se presenta la lechepasteurizada, caracterizado por su falta de rigidez, haceque necesite un cuidado extra durante su almacenamientoy distribución, con el propósito, fundamentalmente, demantener la hermeticidad.
La leche pasteurizada debe ser almacenada conrefrigeración, para detener el desarrollo de la floramicrobiana que sobrevive a la pasteurización.
Riesgos
• Desarrollo microbiano por temperaturas elevadas.
• Contaminación debida a la posible pérdida dehermeticidad de los envases, por pautas demanipulación incorrectas durante el almacenamiento,que originan:
- Roturas, rozamientos y/o pinchazos de los envases.
- Protección insuficiente de los envases.
34
- Reventones debidos a golpes y sobrecargas.
Esos problemas pueden ser agravados por almacenes yequipos en mal estado (sucios, con humedad, presencia deplagas, etc.)
Medidas preventivas
• Refrigeración.
• Seguimiento de correctas prácticas de manipulación:
- Utilización de envases adecuados con suficienteprotección.
- Evitar sobrecarga mediante la limitación de laaltura de apilamiento de los envases.
• Diseño funcional y mantenimiento de los almacenes encondiciones adecuadas (locales, máquinas, carretillas,palets).
Límites críticos
• Temperaturas de almacenamiento inferiores o iguales a6°C.
• Buenas prácticas de manipulación.
• Programa de limpieza, desinfección y mantenimientode los locales.
Vigilancia
• Control de temperatura.
• Supervisión de:
- Prácticas de manipulación.
- Condiciones de los contenedores utilizados.
- Comprobación del cumplimiento exhaustivo delprograma de limpieza, desinfección ymantenimiento de los locales y equipos.
35
Medidas correctivas
Restablecer temperaturas a los límites fijados.
• Restablecimiento de las condiciones higiénicas delocales e instalaciones, para continuar con el programade limpieza, desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
• Rechazo.
Registros
• Anotación de temperatura mediante un sistemacontinuo.
• Anotación de las incidencias observadas en los localeso en el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
FASE 7. DISTRIBUCIÓN INDUSTRIAL
Descripción
Esta fase corresponde a la expedición del producto desdesu almacenamiento hasta la llegada al cliente.
Riesgos
• Desarrollo microbiano por temperatura elevada debidoa condiciones del vehículo isotérmicas o derefrigeración inadecuada.
• Contaminación por medios de transporte nohigiénicos e inadecuados.
• El desconocimiento de los riesgos inherentes a unamanipulación inadecuada o el incumplimiento denormas de distribución establecidas puede llevar a
36
malos tratos con apilamientos excesivos, golpes,sobrecargas que, al final, originan roturas, rozamientos,pinchazos o reventones, con la correspondiente falta dehermeticidad.
Medidas preventivas
• El producto será transportado a los establecimientos deventa en vehículos (isotérmicos o frigoríficos) quepermitan el mantenimiento del frío.
• El interior de los medios de transporte responderá atodas las normas higiénicas, de acuerdo con losprogramas de limpieza y desinfección establecidos.
• Información a las personas implicadas de los riesgosque comporta una mala distribución o unas prácticasde manipulación inadecuadas.
• Adecuación de las unidades de carga.
Límites críticos
• Temperaturas de transporte inferiores o iguales a 6°C.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los vehículos.
Vigilancia
• Control de temperatura del vehículo en el momento dela salida del establecimiento y durante el transporte, siel vehículo estuviera equipado con los medios para ello.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza, desinfección y mantenimientode los vehículos.
• Supervisión de las prácticas de manipulación.
Medidas correctivas
• Devolución de la partida al establecimiento.
37
• Adecuación de la temperatura de transporte, si fueraposible.
• Restablecimiento de las condiciones adecuadas delvehículo para continuar con el programa de limpieza,desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
Registros
• Registro gráfico de temperatura durante el reparto, siel vehículo estuviera equipado.
• Anotación de las incidencias observadas en losvehículos o en el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
38
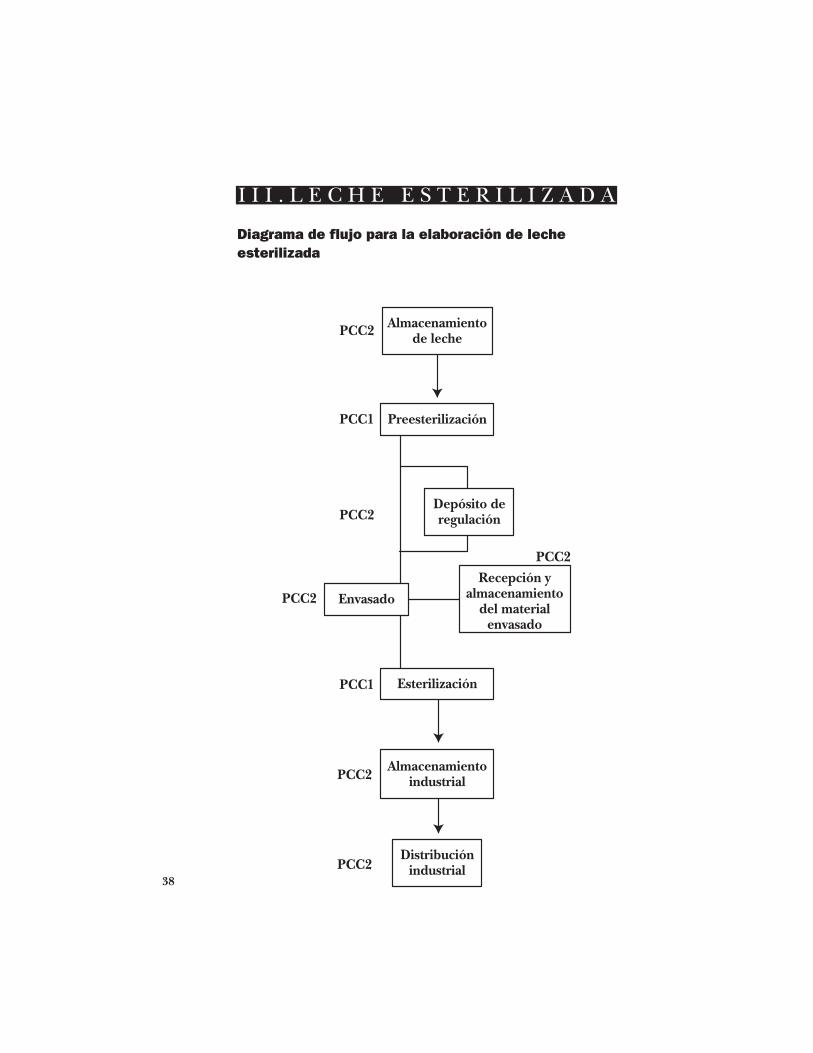
I I I . L E C H E E S T E R I L I Z A D A
Diagrama de flujo para la elaboración de lecheesterilizada
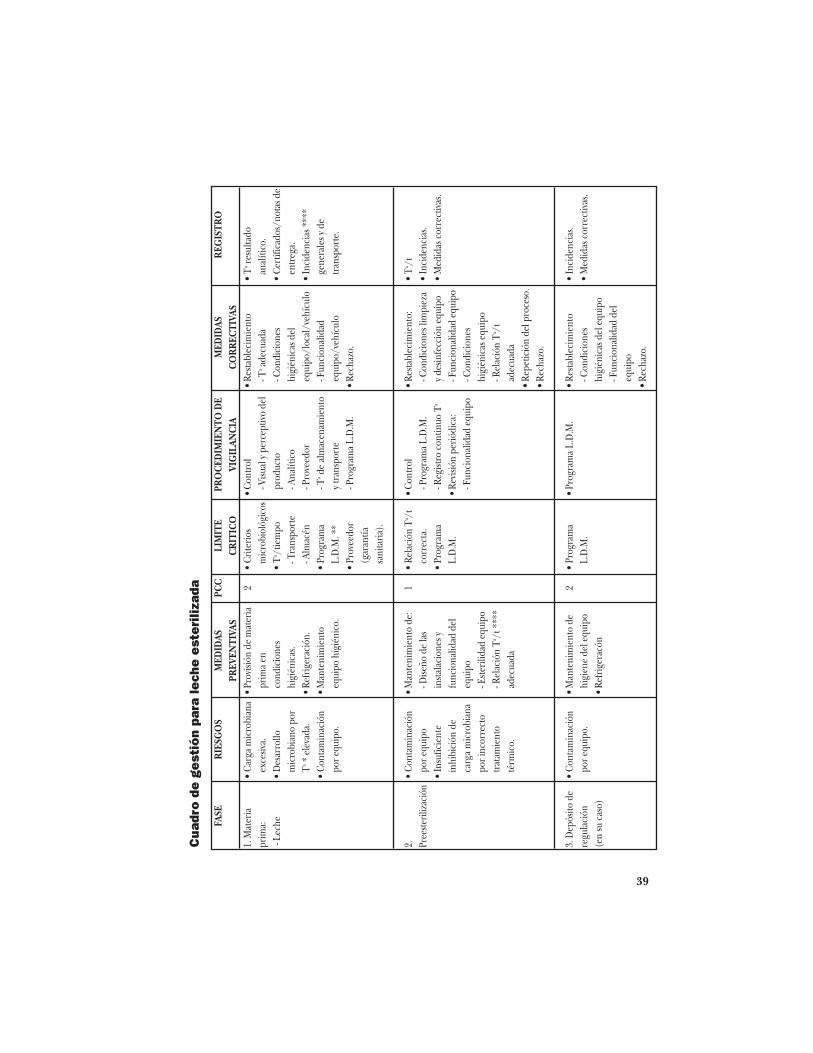
39
Cuad
ro d
e g
est
ión
para
lech
e e
steri
liza
da
FASE
1. M
ater
iapr
ima:
- Lec
he
2. Pree
steril
izaci
ón
3. D
epós
ito d
ere
gula
ción
(en
su c
aso)
MED
IDAS
PREV
ENTI
VAS
•Pro
visió
n de
mat
eria
prim
a en
cond
icio
nes
higi
énic
as.
•Ref
riger
ació
n.•M
ante
nim
ient
oeq
uipo
hig
iéni
co.
•Man
teni
mie
nto
de:
- Dise
ño d
e la
sin
stala
cion
es y
func
iona
lidad
del
equi
po- E
steril
idad
equ
ipo
- Rel
ació
n Ta /t
***
*ad
ecua
da
•Man
teni
mie
nto
dehi
gien
e de
l equ
ipo
•Ref
riger
acón
PCC 2 1 2
LIM
ITE
CR
ITIC
O•
Crite
rios
mic
robi
ológ
icos
• Ta /t
iem
po- T
rans
port
e - A
lmac
én•
Prog
ram
aL.
D.M
. **
• Pr
ovee
dor
(gar
antía
sani
taria
).
• Re
laci
ón T
a /tco
rrec
ta.
• Pr
ogra
ma
L.D
.M.
• Pr
ogra
ma
L.D
.M.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
•Con
trol
- Visu
al y
perc
eptiv
o de
lpr
oduc
to- A
nalít
ico
- Pro
veed
or- T
ade
alm
acen
amie
nto
y tra
nspo
rte
- Pro
gram
a L.
D.M
.
•Con
trol
- Pro
gram
a L.
D.M
.- R
egist
ro c
ontin
uo T
a
•Rev
isión
per
iódi
ca:
- Fun
cion
alid
ad e
quip
o
•Pro
gram
a L.
D.M
.
MED
IDAS
CO
RR
ECTI
VAS
•Res
tabl
ecim
ient
o- T
aad
ecua
da- C
ondi
cion
eshi
gién
icas
del
equi
po/l
ocal
/veh
ícul
o- F
unci
onal
idad
equi
po/v
ehíc
ulo
•Rec
hazo
.
•Res
tabl
ecim
ient
o:- C
ondi
cion
es li
mpi
eza
y des
infe
cció
n eq
uipo
- Fun
cion
alid
ad e
quip
o- C
ondi
cion
eshi
gién
icas
equ
ipo
- Rel
ació
n Ta /t
adec
uada
•Rep
etic
ión
del p
roce
so.
•Rec
hazo
.
•Res
tabl
ecim
ient
o- C
ondi
cion
eshi
gién
icas
del
equ
ipo
- Fun
cion
alid
ad d
eleq
uipo
•Rec
hazo
.
REG
ISTR
O
• Ta
resu
ltado
anal
ítico
.•
Cert
ifica
dos/
nota
s de
entr
ega.
• In
cide
ncia
s ***
*ge
nera
les y
de
tran
spor
te.
• Ta /t
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Ca
rga
mic
robi
ana
exce
siva.
• D
esar
rollo
mic
robi
ano
por
Ta*
elev
ada.
• Co
ntam
inac
ión
por e
quip
o.
• Co
ntam
inac
ión
por e
quip
o•
Insu
ficie
nte
inhi
bici
ón d
eca
rga
mic
robi
ana
por i
ncor
rect
otr
atam
ient
oté
rmic
o.
• Co
ntam
inac
ión
por e
quip
o.
40
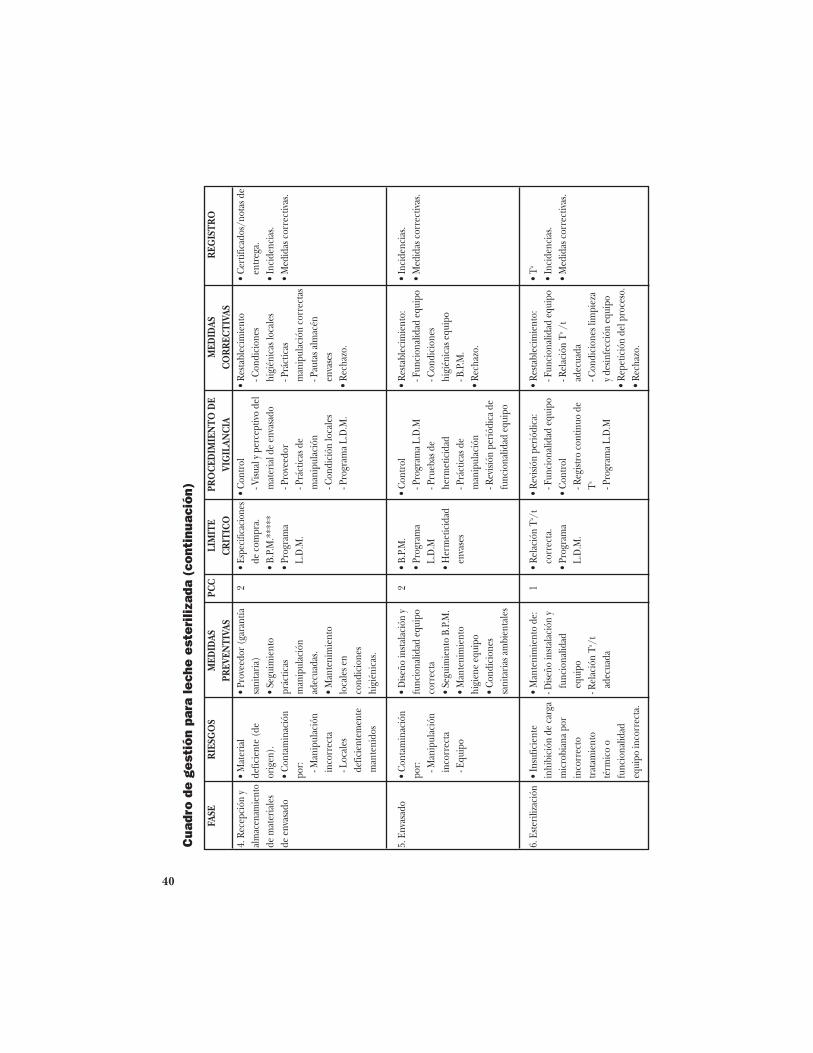
Cuad
ro d
e g
est
ión
para
lech
e e
steri
liza
da (
cont
inuac
ión)
FASE
4. R
ecep
ción
yal
mac
enam
ient
ode
mat
eria
les
de e
nvas
ado
5. E
nvas
ado
6. E
steril
izac
ión
MED
IDAS
PREV
ENTI
VAS
• Pr
ovee
dor (
gara
ntía
sani
taria
)•
Segu
imie
nto
prác
ticas
man
ipul
ació
nad
ecua
das.
• M
ante
nim
ient
olo
cale
s en
cond
icio
nes
higi
énic
as.
• D
iseño
insta
laci
ón y
func
iona
lidad
equ
ipo
corr
ecta
• Se
guim
ient
o B.
P.M
.•
Man
teni
mie
nto
higi
ene
equi
po•
Cond
icio
nes
sani
taria
s am
bien
tale
s
• M
ante
nim
ient
o de
:- D
iseño
insta
laci
ón y
func
iona
lidad
equi
po- R
elac
ión
Ta /tad
ecua
da
PCC 2 2 1
LIM
ITE
CR
ITIC
O•
Espe
cific
acio
nes
de c
ompr
a.•
B.P.
M.*
****
• Pr
ogra
ma
L.D
.M.
• B.
P.M
.•
Prog
ram
aL.
D.M
• H
erm
etic
idad
enva
ses
• Re
laci
ón T
a /tco
rrec
ta.
• Pr
ogra
ma
L.D
.M.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- V
isual
y pe
rcep
tivo
del
mat
eria
l de
enva
sado
- Pro
veed
or- P
ráct
icas
de
man
ipul
ació
n- C
ondi
ción
loca
les
- Pro
gram
a L.
D.M
.
• Co
ntro
l- P
rogr
ama
L.D
.M- P
rueb
as d
ehe
rmet
icid
ad- P
ráct
icas
de
man
ipul
ació
n- R
evisi
ón p
erió
dica
de
func
iona
lidad
equ
ipo
• Re
visió
n pe
riódi
ca:
- Fun
cion
alid
ad e
quip
o•
Cont
rol
- Reg
istro
con
tinuo
de
Ta - Pro
gram
a L.
D.M
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o- C
ondi
cion
eshi
gién
icas
loca
les
- Prá
ctic
asm
anip
ulac
ión
corr
ecta
s- P
auta
s alm
acén
enva
ses
• Re
chaz
o.
• Re
stabl
ecim
ient
o:- F
unci
onal
idad
equ
ipo
- Con
dici
ones
higi
énic
as e
quip
o- B
.P.M
.•
Rech
azo.
• Re
stabl
ecim
ient
o:- F
unci
onal
idad
equ
ipo
- Rel
ació
n Ta
/tad
ecua
da- C
ondi
cion
es li
mpi
eza
y des
infe
cció
n eq
uipo
• Re
petic
ión
del p
roce
so.
• Re
chaz
o.
REG
ISTR
O
• Ce
rtifi
cado
s/no
tas d
een
treg
a.•
Inci
denc
ias.
• M
edid
as c
orre
ctiv
as.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• M
ater
ial
defic
ient
e (d
eor
igen
).•
Cont
amin
ació
npo
r: - Man
ipul
ació
nin
corr
ecta
- Loc
ales
defic
ient
emen
tem
ante
nido
s
• Co
ntam
inac
ión
por: - M
anip
ulac
ión
inco
rrec
ta- E
quip
o
• In
sufic
ient
ein
hibi
ción
de
carg
am
icro
bian
a po
rin
corr
ecto
trat
amie
nto
térm
ico
ofu
ncio
nalid
adeq
uipo
inco
rrec
ta.
41
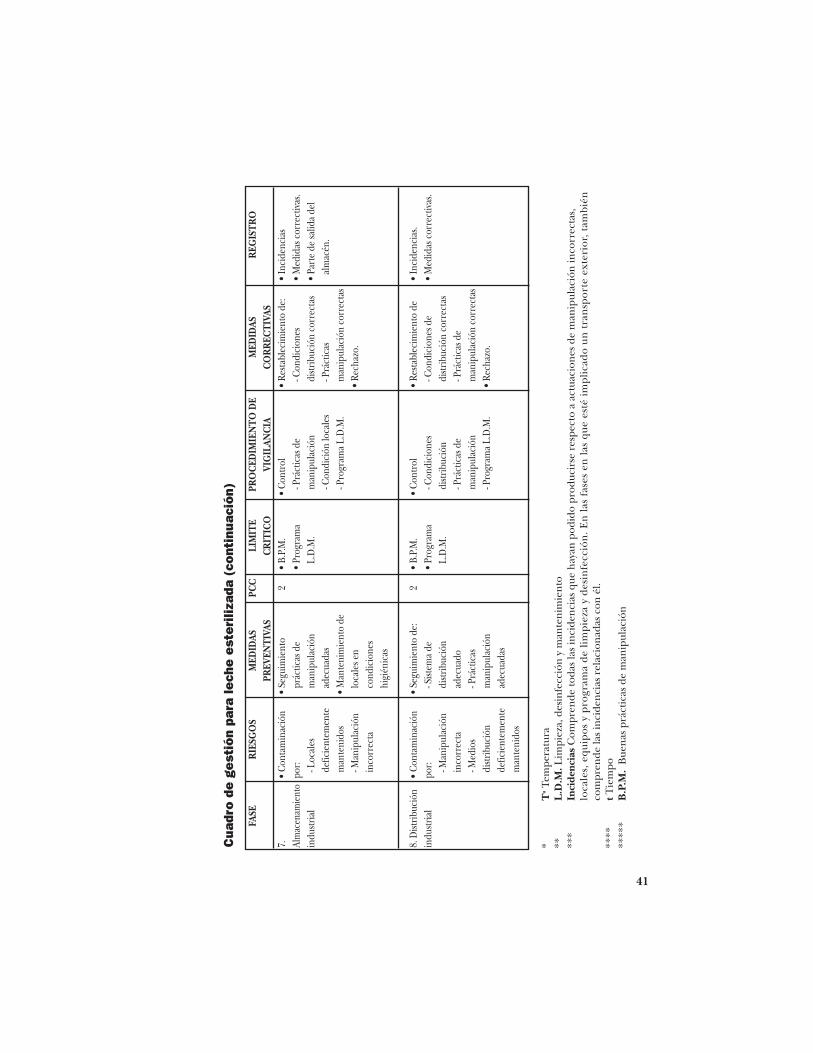
Cuad
ro d
e g
est
ión
para
lech
e e
steri
liza
da (
cont
inuac
ión)
FASE
7. Alm
acen
amie
nto
indu
stria
l
8. D
istrib
ució
nin
dustr
ial
MED
IDAS
PREV
ENTI
VAS
• Se
guim
ient
opr
áctic
as d
em
anip
ulac
ión
adec
uada
s•
Man
teni
mie
nto
delo
cale
s en
cond
icio
nes
higi
énic
as
• Se
guim
ient
o de
:- S
istem
a de
distr
ibuc
ión
adec
uado
- Prá
ctic
asm
anip
ulac
ión
adec
uada
s
PCC 2 2
LIM
ITE
CR
ITIC
O•
B.P.
M.
• Pr
ogra
ma
L.D
.M.
• B.
P.M
.•
Prog
ram
aL.
D.M
.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- P
ráct
icas
de
man
ipul
ació
n- C
ondi
ción
loca
les
- Pro
gram
a L.
D.M
.
• Co
ntro
l- C
ondi
cion
esdi
strib
ució
n- P
ráct
icas
de
man
ipul
ació
n- P
rogr
ama
L.D
.M.
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o de
:- C
ondi
cion
esdi
strib
ució
n co
rrec
tas
- Prá
ctic
asm
anip
ulac
ión
corr
ecta
s•
Rech
azo.
• Re
stabl
ecim
ient
o de
- C
ondi
cion
es d
edi
strib
ució
n co
rrec
tas
- Prá
ctic
as d
em
anip
ulac
ión
corr
ecta
s•
Rech
azo.
REG
ISTR
O
• In
cide
ncia
s•
Med
idas
cor
rect
ivas
.•
Part
e de
salid
a de
lal
mac
én.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Co
ntam
inac
ión
por: - L
ocal
esde
ficie
ntem
ente
man
teni
dos
- Man
ipul
ació
nin
corr
ecta
• Co
ntam
inac
ión
por: - M
anip
ulac
ión
inco
rrec
ta- M
edio
sdi
strib
ució
nde
ficie
ntem
ente
man
teni
dos
* T
aTe
mpe
ratu
ra**
L
.D.M
.Lim
piez
a, d
esin
fecc
ión
y m
ante
nim
ien
to**
* In
cide
ncia
sC
ompr
ende
toda
s la
s in
cide
nci
as q
ue h
ayan
pod
ido
prod
ucir
se r
espe
cto
a ac
tuac
ion
es d
e m
anip
ulac
ión
inco
rrec
tas,
lo
cale
s, e
quip
os y
pro
gram
a d
e li
mp
ieza
y d
esin
fecc
ión
. En
las
fas
es e
n l
as q
ue
esté
im
pli
cad
o u
n t
ran
spor
te e
xter
ior,
tam
bién
co
mpr
ende
las
inci
den
cias
rel
acio
nad
as c
on é
l.**
**
tTie
mpo
****
* B
.P.M
.B
uen
as p
ráct
icas
de
man
ipul
ació
n
42
FASE 1. MATERIA PRIMA: LECHE
Para esta fase se debe tener en cuenta lasmismas etapas de gestión ARCPC que las mencionadas enla Fase 1 de la leche pasteurizada. Ver páginas 20, 21, 22, 23y 24.
FASE 2. PREESTERILIZACIÓN
Descripción
Esta fase consiste en el calentamiento de la leche medianteuna combinación de tiempo/temperatura que destruye losgérmenes e inactiva las esporas contenidas en el producto.
Complementariamente a este calentamiento, habrá unenfriamiento de la leche, producido generalmente porintercambio calorífico con la leche que inicia lapreesterilización.
Riesgos
• Contaminación por el equipo, debido a:
- Diseño e instalación inadecuados como, porejemplo, velocidad de flujo, temperatura, presioneso válvulas que no correspondan.
• Mantenimiento incorrecto.
• Limpieza y/o desinfección defectuosos debido a:
- Utilización de productos de limpieza y desinfecciónincompatibles con los materiales en que estánfabricados los equipos.
- Soluciones de limpieza con concentracionesincorrectas.
- Restos de productos de limpieza sin eliminar.
- Programas con temperaturas y/o tiemposinadecuados.
Guía práctica deaplicación
43
• Insuficiente inhibición de carga microbiana porincorrecto tratamiento térmico, es decir, relacióntemperatura/tiempo insuficiente.
Medidas preventivas
• El diseño y funcionamiento del equipo deberáasegurar que el tratamiento sea homogéneo en todo elproducto.
• Mantenimiento de la relación de los parámetros,temperatura que debe alcanzarse y tiempo deexposición del producto al tratamiento de calor, con elpropósito de conseguir los efectos deseados.
• Mantenimiento del equipo higiénico en buen estado,según procedimiento y periodicidad establecidos.
Límites críticos
• Relación temperatura/tiempo correcta.
• Programas de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Control continuo de la temperatura y del tiempo de lapreesterilización.
• Calibrado periódico para mantener la precisión deltermómetro del preesterilizador.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección. Revisión delfuncionamiento del sistema CIP.
• Comprobación de las instrucciones de mantenimientodel equipo, con especial atención a los sistemas deseguridad, tales como la válvula de desvío.
Medidas correctivas
• Solamente en aquellos casos en que el tratamientohubiera resultado insuficiente podrá someterse la leche a
44
una nueva preesterilización; antes deberán subsanarse lascausas que hubieran originado esta pérdida de control.
• Restablecimiento de las condiciones de limpieza ydesinfección del equipo, con el fin de continuar elprograma establecido.
• Restablecimiento de la funcionalidad del equipo, paracontinuar el programa de mantenimiento.
• Rechazo.
Registros
• Registro continuo de temperaturas y tiempos. Gráficodel funcionamiento del preesterilizador.
• Detalle de incidencias o actuaciones sobre la operaciónde preesterilización.
• Anotación de las incidencias observadas en el equipo oen el programa de limpieza y desinfección.
• Anotación de cualquier medida correctiva.
FASE 3. DEPOSITO DE REGULACIÓN (EN SU CASO)
Descripción
En determinadas ocasiones, y con el fin de adecuar losdistintos caudales de los sistemas de preesterilización a lasenvasadoras, puede colocarse un tanque a modo deregulador. Puede considerarse como un elemento más dela línea de transporte de la leche hasta las envasadoras, conel riesgo de ser un elemento capaz de abrirse y originaralgún tipo de contaminación.
Riesgos
• Contaminación del equipo
- Diseño e instalación inadecuados.
- Deficiente mantenimiento (en cuanto a limpieza yfuncionalidad).
45
Medidas preventivas
• Mantenimiento higiénico del equipo y en buen estadosegún, procedimiento y periodicidad establecidos.
Límites críticos
• Programa de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección, y de lasinstrucciones de mantenimiento del equipo. Revisióndel funcionamiento del sistema CIP.
Medidas correctivas
• Restablecimiento de las condiciones de limpieza ydesinfección del equipo, para continuar con elprograma establecido.
• Restablecimiento de la funcionalidad del equipo, paracontinuar con el programa de mantenimiento.
• Rechazo del producto.
Registros
• Anotación de cualquier incidencia observada en elequipo o en los programas de limpieza, desinfección ymantenimiento.
• Anotación de cualquier medida correctiva.
FASE 4. RECEPCIÓN Y ALMACENAMIENTO DELMATERIAL DE ENVASADO
Descripción
Esta fase comprende la recepción y almacenamiento delmaterial de envasado. Su control tiene por objeto detectarcualquier deficiencia que pueda presentar de origen dicho
46
material y evitar su deterioro o contaminación antes de serutilizado.
El material de envasado podrá ser vidrio, materialmacromolecular y cualquier otro autorizado para este fin.
Riesgos
• Material deficiente de origen. No cumple lasespecificaciones previstas.
- Proceso incorrecto en su fabricación (falta dehomogeneidad, marcas de troquelados, poros,capas no soldables, etc.)
• Contaminación por:
- Manipulación incorrecta
- Locales deficientemente mantenidos
Medidas preventivas
• Provisión de material de envasado en condicioneshigiénico-sanitarias satisfactorias. Solamente seránutilizados materiales fabricados en establecimientosautorizados.
• Mantenimiento de correctas prácticas de manipulación.Debido a la importancia que los envases tienen para elmantenimiento de la inocuidad de los productos, se deberá:
- Mover el material con equipos adecuados y limpios.
- Mantener, en todo momento, los envases en susembalajes y protecciones originales correctamentecuidados.
- Identificar y separar lotes.
- Realizar una rotación correcta del material.
- Envolver el material sobrante.
• La industria deberá contar con un emplazamientoexclusivo para el almacenamiento de los envases; ese
47
lugar se mantendrá limpio y en buen estado, segúnperiodicidad y procedimientos establecidos.
Límites críticos
• Calidad concertada y normas sanitarias de los envases.
Los envases deberán cumplir las especificaciones que elfabricante exige y las normas sanitarias establecidas. Losresultados analíticos deberán estar dentro de los límitespermitidos para asegurar su inocuidad.
• Vehículos de proveedores en condiciones higiénicas.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los locales.
Vigilancia
• Comprobar, mediante los certificados que presentenlos proveedores o pruebas rápidas físico-químicas, quese cumplen las especificaciones técnicas de los envases.
• Inspeccionar las condiciones del entorno: en cuanto altransporte, limpieza del vehículo, envoltura y embalajedel material y condiciones de almacenamiento.
• Supervisión de las prácticas de manipulación.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección de los locales.
Medidas correctivas
• Rechazo del material de envasado que no cumpliera lasespecificaciones requeridas en cuanto a seguridad.
• Restablecimiento de las correctas prácticas demanipulación.
• Restablecimiento de las condiciones de limpieza ydesinfección de los locales necesarias para continuarcon el programa establecido.
48
• Restablecimiento de pautas de almacenamiento de losenvases.
Registros
• Conservar los certificados y notas de entrega de losmateriales suministrados.
• Anotación de cualquier incidencia en las condicionesde los locales o en el programa de limpieza ydesinfección.
• Anotación de cualquier fallo en la manipulación delmaterial.
• Anotación de cualquier medida correctiva.
FASE 5. ENVASADO
Descripción
Esta operación se realizará en envases higiénicos, que secerrarán herméticamente tras el llenado.
Deberá considerarse que del mantenimiento de lasmáximas condiciones de higiene durante esta actividaddependerá también la salubridad del producto final,aunque todas las anteriores fases se hubieran realizado encondiciones óptimas.
Riesgos
• Contaminación por el equipo debido a una o algunasde las siguientes causas:
- Funcionalidad incorrecta.
- Deficiente limpieza y desinfección de la línea dellenado.
• Contaminación por deficiencia en las actuaciones delos operadores.
49
Medidas preventivas
• Diseño, instalación y funcionalidad del equipocorrectos.
- Mantenimiento correcto de la instalación, deacuerdo con las instrucciones específicas delfabricante. Se dedicará especial atención al sistemaque garantiza la hermeticidad del envase.
• Mantenimiento del programa de limpieza ydesinfección de toda la línea de envasado.
• Correctas prácticas de manipulación.
• La zona de envasado deberá estar aislada del resto de lafábrica, con el fin de minimizar el riesgo decontaminación.
Límites críticos
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientodel equipo.
• Hermeticidad de los envases.
Vigilancia
• Inspección visual de cada lote de envases que seorganice, con el propósito de confirmar su correctoestado higiénico-sanitario.
• Se realizarán pruebas de hermeticidad.
• Supervisión de prácticas de manipulación.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección del equipo.Revisión del funcionamiento del sistema CIP.
• Revisión periódica de la funcionalidad del equipo, deacuerdo con las instrucciones del fabricante, conespecial atención en:
50
- Controles automáticos de las envasadoras.
- Dispositivo de termosoldado o cierre.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, con elfin de continuar el programa de mantenimiento.
• Restablecimiento de las condiciones de limpieza ydesinfección del equipo, para continuar con elprograma establecido.
• Restablecimiento de las correctas prácticas demanipulación.
• Rechazar y eliminar envases en mal estado.
Registros
• Anotación de cualquier fallo en la manipulación.
• Conservar todos los resultados analíticos.
• Anotación de las incidencias observadas en el equipo y enlos locales, o en el programa de limpieza y desinfección.
• Anotación de cualquier medida correctiva.
FASE 6. ESTERILIZACIÓN
Descripción
Proceso de calentamiento posterior al envasado, encondiciones tales de temperatura y tiempo que asegure ladestrucción de los microorganismos y la inactividad de susformas de resistencia, que se hubieran incorporado alproducto después de la preesterilización.
Riesgos
• Destrucción insuficiente de la flora microbiana, debido a:
- Equipos instalados y diseñados incorrectamente.
- Una relación tiempo/temperatura insuficiente.
51
Medidas preventivas
• Diseño e instalación de los equipos correctos.
• Mantenimiento del programa preventivo que asegurela funcionalidad correcta de los equipos.
• Mantenimiento de la relación temperatura/tiempoadecuada.
Límites críticos
• Relación temperatura/tiempo correcta.
• Programas de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Registro continuo de temperatura.
• Control del programa de limpieza y mantenimiento delequipo.
• Revisión periódica de la funcionalidad del equipo, deacuerdo con instrucciones de mantenimiento.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, conel propósito de continuar el programa demantenimiento.
• Restablecimiento de las condiciones de limpieza ydesinfección, para continuar con el programaestablecido.
• Restablecimiento de las condiciones de esterilización.Si fuera necesario, modificar el programatemperaturas/tiempo.
• Repetición del proceso de esterilización cuando elcalentamiento hubiera sido insuficiente.
• Rechazo del producto.
52
Registro
• Registro continuo de temperatura.
• Detalle de incidencias o actuaciones sobre la operaciónde esterilización.
• Anotación de las incidencias observadas en el equipo oen el programa de limpieza.
• Anotación de cualquier medida correctiva.
FASE 7. ALMACENAMIENTO INDUSTRIAL
Descripción
Esta fase corresponde al período que transcurre desde queel producto sale, ya acabado, de la línea de elaboraciónhasta que es expedido desde el almacén para ser distribuido.
Riesgos
• Contaminación debida a la posible pérdida dehermeticidad de los envases debido a pautas demanipulación incorrectas durante el almacenamiento,que originan:
- Roturas, rozamientos y/o pinchazos de envases.
- Protección insuficiente de las cajas o embalajes.
- Reventones debidos a golpes y sobrecargas.
Esos riesgos pueden agravarse por almacenes y equipos enmal estado (sucios, con humedad, presencia de plagas, etc.).
Medidas preventivas
• Seguimiento de prácticas de manipulación adecuadas:
- Utilización de embalajes adecuados con suficienteprotección.
- Evitar sobrecargas, limitando la altura deapilamiento de los envases.
53
• Diseño funcional y mantenimiento de los almacenes encondiciones adecuadas (locales, máquinas, carretillas,palets).
• Establecer un determinado orden entre los diversoslotes, con la finalidad de poder controlar y aislarcualquier tipo de problema.
Límites críticos
• Hermeticidad de envases.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los locales.
Vigilancia
• Supervisión de:
- Prácticas de manipulación.
- Condiciones de los embalajes utilizados.
- Comprobación del cumplimiento del programa delimpieza, desinfección y mantenimiento de loslocales y equipos.
Medidas correctivas
• Restablecimiento de las condiciones higiénicas delocales e instalaciones, para continuar con el programade limpieza, desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
• Rechazo.
Registros
• Se mantendrá un registro de la rotación de los lotes.
• Anotación de las incidencias observadas en los localeso en el programa de limpieza y desinfección.
54
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
FASE 8. DISTRIBUCIÓN INDUSTRIAL
Descripción
Esta fase corresponde a la expedición del producto, desdesu almacenamiento hasta la llegada al cliente.
Puesto que la leche esterilizada es un producto de largavida, con envasado estéril y estanco, que no requiere frío,las características de su distribución industrial nooriginarán riesgos importantes; éstos serán similares a losindicados en la fase anterior de almacenamiento.
Riesgos
• Contaminación por medios de transporte no higiénicose inadecuados.
• El desconocimiento de los riesgos inherentes a unamanipulación inadecuada o el incumplimiento denormas de distribución establecidas puede llevar amalos tratos, con apilamientos excesivos, golpes ysobrecargas que, al final, originan roturas, rozamientoso pinchazos y reventones, con la correspondiente faltade hermeticidad.
Medidas preventivas
• El interior de los medios de transporte responderá atodas las normas higiénicas, siguiendo los programas delimpieza y mantenimiento establecidos.
• Adecuación de las unidades de carga.
• Información a las personas implicadas sobre los riesgosque comporta una mala distribución o unas prácticasde manipulación inadecuadas.
55
Límites críticos
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los vehículos.
Vigilancia
• Comprobación del cumplimiento exhaustivo delprograma de limpieza, desinfección y mantenimientode los vehículos.
• Supervisión de las prácticas de manipulación.
Medidas correctivas
• Devolución de la partida al establecimiento.
• Restablecimiento de las condiciones adecuadas delvehículo, para continuar con el programa de limpieza,desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
Registros
• Anotación de las incidencias observadas en losvehículos o en el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
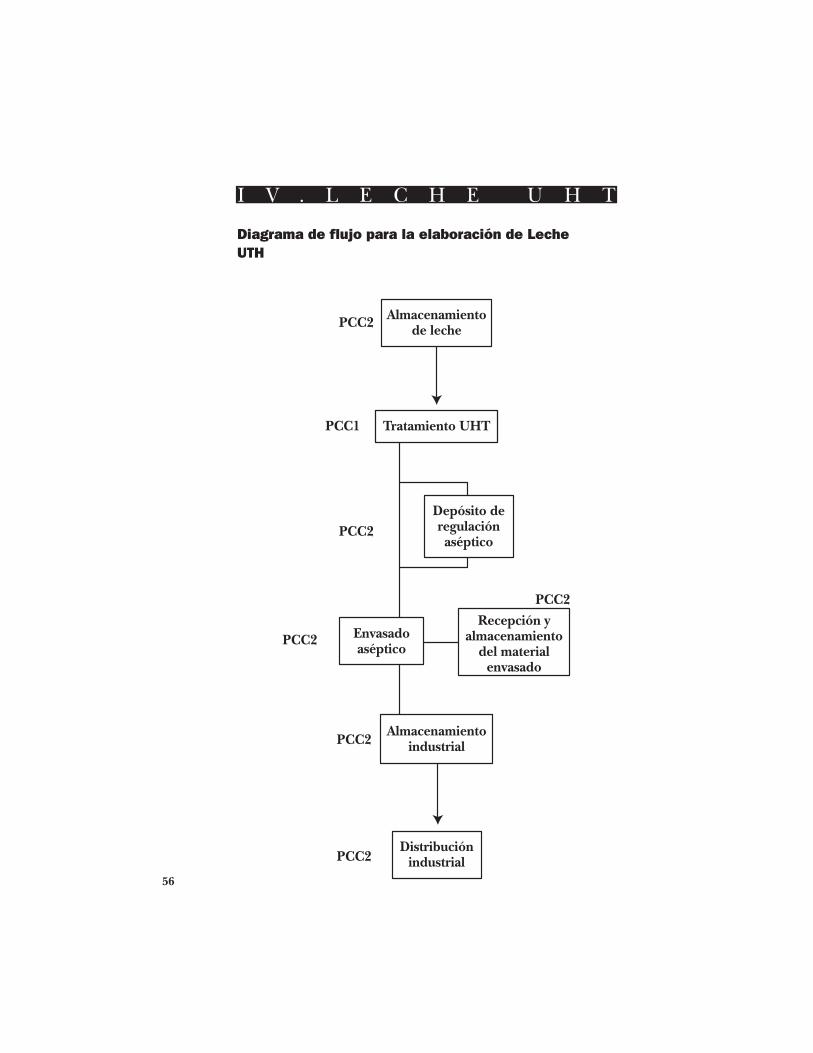
56
I V . L E C H E U H T
Diagrama de flujo para la elaboración de LecheUTH
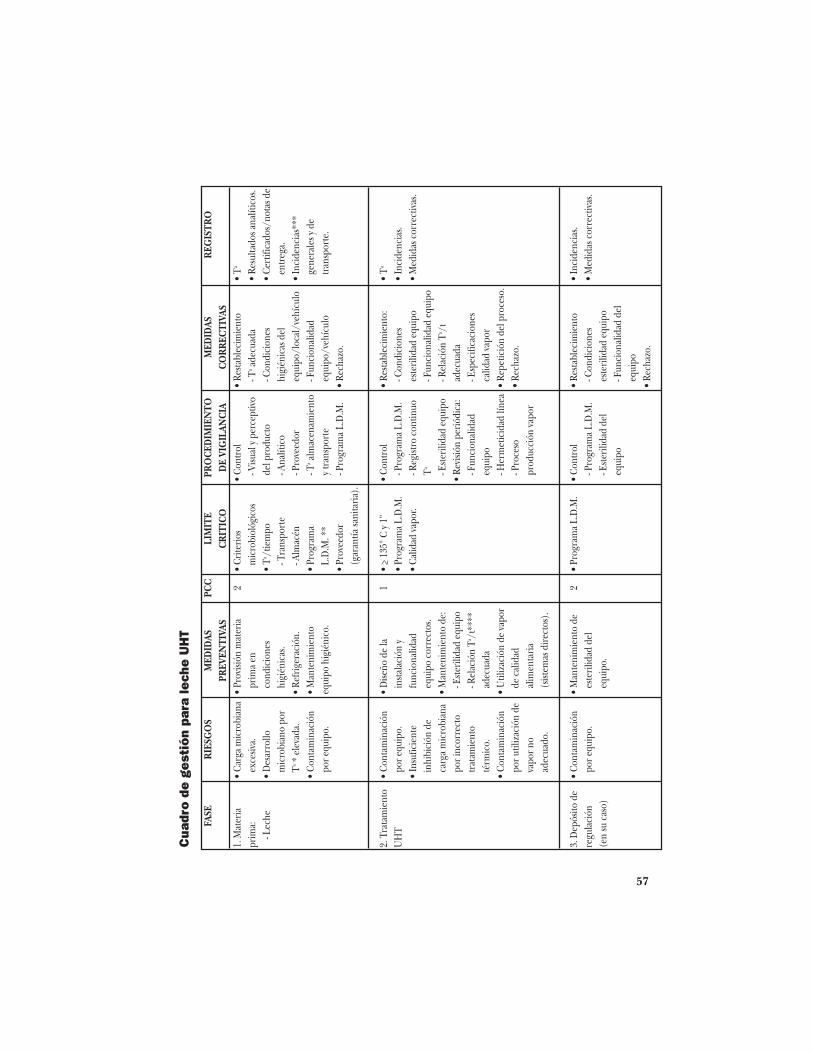
57
Cuad
ro d
e g
est
ión
para
lech
e U
HT
FASE
1. M
ater
iapr
ima:
- Lec
he
2. T
rata
mie
nto
UH
T
3. D
epós
ito d
ere
gula
ción
(en
su c
aso)
MED
IDAS
PREV
ENTI
VAS
• Pr
ovisi
ón m
ater
iapr
ima
enco
ndic
ione
shi
gién
icas
.•
Refr
iger
ació
n.•
Man
teni
mie
nto
equi
po h
igié
nico
.
• D
iseño
de
lain
stala
ción
yfu
ncio
nalid
adeq
uipo
cor
rect
os.
• M
ante
nim
ient
o de
:- E
steril
idad
equ
ipo
- Rel
ació
n Ta /t
****
adec
uada
• U
tiliz
ació
n de
vapo
rde
cal
idad
alim
enta
ria(s
istem
as d
irect
os).
• M
ante
nim
ient
o de
este
rilid
ad d
eleq
uipo
.
PCC 2 1 2
LIM
ITE
CR
ITIC
O•
Crite
rios
mic
robi
ológ
icos
• Ta /t
iem
po
- Tra
nspo
rte
- Alm
acén
• Pr
ogra
ma
L.D
.M. *
*•
Prov
eedo
r(g
aran
tía sa
nita
ria).
• >
135°
C y 1
"•
Prog
ram
a L.
D.M
.•
Calid
ad va
por.
• Pr
ogra
ma
L.D
.M.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- V
isual
y pe
rcep
tivo
del p
rodu
cto
- Ana
lític
o- P
rove
edor
- Taal
mac
enam
ient
oy t
rans
port
e- P
rogr
ama
L.D
.M.
• Co
ntro
l- P
rogr
ama
L.D
.M.
- Reg
istro
con
tinuo
Ta - Este
rilid
ad e
quip
o•
Revi
sión
perió
dica
:- F
unci
onal
idad
equi
po- H
erm
etic
idad
líne
a- P
roce
sopr
oduc
ción
vapo
r
• Co
ntro
l- P
rogr
ama
L.D
.M.
- Este
rilid
ad d
eleq
uipo
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o- T
aad
ecua
da- C
ondi
cion
eshi
gién
icas
del
equi
po/l
ocal
/veh
ícul
o- F
unci
onal
idad
equi
po/v
ehíc
ulo
• Re
chaz
o.
• Re
stabl
ecim
ient
o:- C
ondi
cion
eses
teril
idad
equ
ipo
- Fun
cion
alid
ad e
quip
o- R
elac
ión
Ta /tad
ecua
da- E
spec
ifica
cion
esca
lidad
vapo
r•
Repe
tició
n de
l pro
ceso
.•
Rech
azo.
• Re
stabl
ecim
ient
o- C
ondi
cion
eses
teril
idad
equ
ipo
- Fun
cion
alid
ad d
eleq
uipo
• Re
chaz
o.
REG
ISTR
O
• Ta
• Re
sulta
dos a
nalít
icos
.•
Cert
ifica
dos/
nota
s de
entr
ega.
• In
cide
ncia
s***
gene
rale
s y d
etr
ansp
orte
.
• Ta
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Ca
rga
mic
robi
ana
exce
siva.
• D
esar
rollo
mic
robi
ano
por
Ta*
elev
ada.
• Co
ntam
inac
ión
por e
quip
o.
• Co
ntam
inac
ión
por e
quip
o.•
Insu
ficie
nte
inhi
bici
ón d
eca
rga
mic
robi
ana
por i
ncor
rect
otr
atam
ient
oté
rmic
o.•
Cont
amin
ació
npo
r util
izac
ión
deva
por n
oad
ecua
do.
• Co
ntam
inac
ión
por e
quip
o.
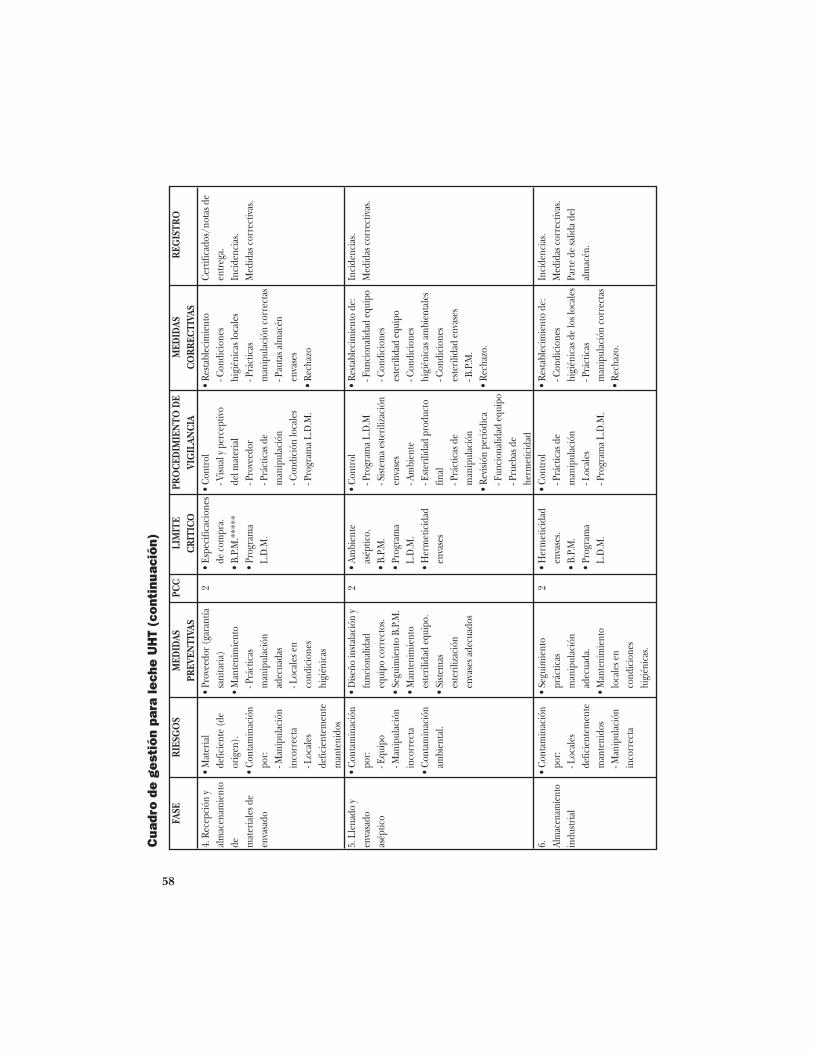
58
Cuad
ro d
e g
est
ión
para
lech
e U
HT
(cont
inuac
ión)
FASE
4. R
ecep
ción
yal
mac
enam
ient
ode m
ater
iale
s de
enva
sado
5. L
lena
do y
enva
sado
asép
tico
6. Alm
acen
amie
nto
indu
stria
l
MED
IDAS
PREV
ENTI
VAS
• Pr
ovee
dor (
gara
ntía
sani
taria
)•
Man
teni
mie
nto
- Prá
ctic
asm
anip
ulac
ión
adec
uada
s- L
ocal
es e
nco
ndic
ione
shi
gién
icas
• D
iseño
insta
laci
ón y
func
iona
lidad
equi
po c
orre
ctos
.•
Segu
imie
nto
B.P.
M.
• M
ante
nim
ient
oes
teril
idad
equ
ipo.
• Si
stem
ases
teril
izac
ión
enva
ses a
decu
ados
• Se
guim
ient
opr
áctic
asm
anip
ulac
ión
adec
uada
.•
Man
teni
mie
nto
loca
les e
nco
ndic
ione
shi
gién
icas
.
PCC 2 2 2
LIM
ITE
CR
ITIC
O•
Espe
cific
acio
nes
de c
ompr
a.•
B.P.
M.*
****
• Pr
ogra
ma
L.D
.M.
• Am
bien
teas
éptic
o.•
B.P.
M.
• Pr
ogra
ma
L.D
.M.
• H
erm
etic
idad
enva
ses
• H
erm
etic
idad
enva
ses.
• B.
P.M
.•
Prog
ram
aL.
D.M
.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- V
isual
y pe
rcep
tivo
del m
ater
ial
- Pro
veed
or- P
ráct
icas
de
man
ipul
ació
n- C
ondi
ción
loca
les
- Pro
gram
a L.
D.M
.
• Co
ntro
l- P
rogr
ama
L.D
.M- S
istem
a es
teril
izac
ión
enva
ses
- Am
bien
te- E
steril
idad
pro
duct
ofin
al- P
ráct
icas
de
man
ipul
ació
n•
Revi
sión
perió
dica
- Fun
cion
alid
ad e
quip
o- P
rueb
as d
ehe
rmet
icid
ad•
Cont
rol
- Prá
ctic
as d
em
anip
ulac
ión
- Loc
ales
- Pro
gram
a L.
D.M
.
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o- C
ondi
cion
eshi
gién
icas
loca
les
- Prá
ctic
asm
anip
ulac
ión
corr
ecta
s- P
auta
s alm
acén
enva
ses
• Re
chaz
o
• Re
stabl
ecim
ient
o de
:- F
unci
onal
idad
equ
ipo
- Con
dici
ones
este
rilid
ad e
quip
o- C
ondi
cion
eshi
gién
icas
am
bien
tale
s- C
ondi
cion
eses
teril
idad
env
ases
- B.P
.M.
• Re
chaz
o.
• Re
stabl
ecim
ient
o de
:- C
ondi
cion
eshi
gién
icas
de
los l
ocal
es- P
ráct
icas
man
ipul
ació
n co
rrec
tas
• Re
chaz
o.
REG
ISTR
O
Cert
ifica
dos/
nota
s de
entr
ega.
Inci
denc
ias.
Med
idas
cor
rect
ivas
.
Inci
denc
ias.
Med
idas
cor
rect
ivas
.
Inci
denc
ias.
Med
idas
cor
rect
ivas
.Pa
rte
de sa
lida
del
alm
acén
.
RIE
SGO
S
• M
ater
ial
defic
ient
e (d
eor
igen
).•
Cont
amin
ació
npo
r:- M
anip
ulac
ión
inco
rrec
ta- L
ocal
esde
ficie
ntem
ente
man
teni
dos
• Co
ntam
inac
ión
por:
- Equ
ipo
- Man
ipul
ació
nin
corr
ecta
• Co
ntam
inac
ión
ambi
enta
l.
• Co
ntam
inac
ión
por:
- Loc
ales
defic
ient
emen
tem
ante
nido
s- M
anip
ulac
ión
inco
rrec
ta
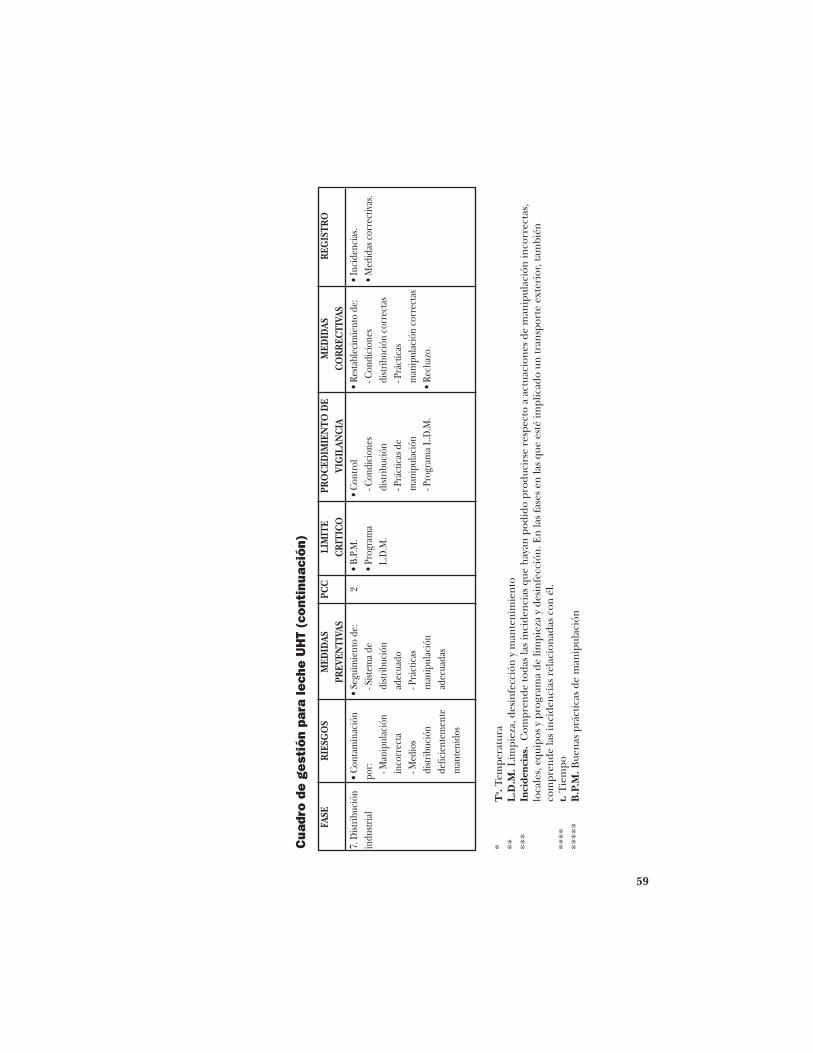
59
Cuad
ro d
e g
est
ión
para
lech
e U
HT
(cont
inuac
ión)
FASE
7. D
istrib
ució
nin
dustr
ial
MED
IDAS
PREV
ENTI
VAS
• Se
guim
ient
o de
:- S
istem
a de
distr
ibuc
ión
adec
uado
- Prá
ctic
asm
anip
ulac
ión
adec
uada
s
PCC 2
LIM
ITE
CR
ITIC
O•
B.P.
M.
• Pr
ogra
ma
L.D
.M.
PRO
CED
IMIE
NTO
DE
VIG
ILAN
CIA
• Co
ntro
l- C
ondi
cion
esdi
strib
ució
n- P
ráct
icas
de
man
ipul
ació
n- P
rogr
ama
L.D
.M.
MED
IDAS
CO
RR
ECTI
VAS
• Re
stabl
ecim
ient
o de
:- C
ondi
cion
esdi
strib
ució
n co
rrec
tas
- Prá
ctic
asm
anip
ulac
ión
corr
ecta
s•
Rech
azo.
REG
ISTR
O
• In
cide
ncia
s.•
Med
idas
cor
rect
ivas
.
RIE
SGO
S
• Co
ntam
inac
ión
por: - M
anip
ulac
ión
inco
rrec
ta- M
edio
sdi
strib
ució
nde
ficie
ntem
ente
man
teni
dos
* T
a .Te
mpe
ratu
ra**
L
.D.M
.Lim
piez
a, d
esin
fecc
ión
y m
ante
nim
ien
to**
* In
cide
ncia
s. C
ompr
ende
toda
s la
s in
cide
nci
as q
ue h
ayan
pod
ido
prod
ucir
se r
espe
cto
a ac
tuac
ion
es d
e m
anip
ulac
ión
inco
rrec
tas,
lo
cale
s, e
quip
os y
pro
gram
a de
lim
piez
a y
desi
nfe
cció
n. E
n la
s fa
ses
en la
s qu
e es
té im
plic
ado
un tr
ansp
orte
ext
erio
r, ta
mbi
én
com
pren
de la
s in
cide
nci
as r
elac
ion
adas
con
él.
****
t.
Tie
mpo
****
* B
.P.M
.Bue
nas
prá
ctic
as d
e m
anip
ulac
ión
60
FASE 1. MATERIA PRIMA: LECHE
Para esta fase se debe tener en cuenta lasmismas etapas de gestión ARCPC que las mencionadas enla Fase 1 de la leche pasteurizada. Ver páginas 20, 21, 22, 23y 24.
FASE 2. TRATAMIENTO UHT
Descripción
Esta fase consiste en un tratamiento térmico de la leche enflujo continuo. Tiene por objeto la destrucción completade gérmenes susceptibles de desarrollo en la leche, tantoen las formas vegetativas como esporuladas, consiguiendoun producto de larga vida.
El proceso térmico que sufre la leche consiste en unprecalentamiento, una esterilización a temperatura ultra-alta (UHT) y un enfriamiento posterior en un tiempo muycorto.
Existen dos métodos para el calentamiento UHT:
- Indirecto: por medio de intercambiadores de calortubulares o de placas.
- Directo: por medio de inyección directa de vapor.
Riesgos
• Contaminación por el equipo, debido a:
- Diseño e instalación inadecuados como, porejemplo, velocidad de flujo, temperaturas,presiones y válvulas que no correspondan, o falta decontrapresión al final de la línea, que eviterecontaminaciones
- Mantenimiento incorrecto que ocasiona:
Falta de hermeticidad total en el circuito.
Funcionamiento incorrecto del tanque dealimentación.
Guía práctica deaplicación
61
- Limpieza y/o desinfección defectuosos debido a:
Utilización de productos de limpieza y desinfecciónincompatibles con los materiales en que estánfabricados los equipos.
Soluciones de limpieza con concentracionesincorrectas.
Restos de productos de limpieza sin eliminar.
Programa con temperaturas y/o tiemposinadecuados.
• Insuficiente inhibición de carga microbiana porincorrecto tratamiento térmico, es decir, relacióntemperatura/tiempo insuficiente para eliminar toda laflora presente en la leche.
• Utilización de vapor no adecuado (en los sistemasdirectos) con presencia de arrastres o cualquier tipo decontaminante.
Medidas preventivas
• Diseño e instalaciones de los equipos correctos.
– Utilización de sobrepresión en el lado estéril de lalínea de leche, para evitar posiblesrecontaminaciones cruzadas en el caso deperforación en los intercambiadores.
• Mantenimiento del programa preventivo que asegurela funcionalidad correcta y esterilidad de los equipos.
• Mantenimiento de la relación temperatura/tiempoadecuada.
• Mantenimiento del proceso de producción de vapor decalidad alimentaria (en los sistemas directos).
Límites críticos
• Tratamiento por calor equivalente a 135°C por 1”segundo.
62
• Programa de limpieza, desinfección y mantenimientodel equipo.
• Vapor alimentario, con ausencia de cualquier tipo decontaminante (sistema directo).
Vigilancia
• Control del correcto funcionamiento del programa delimpieza y desinfección:
- Revisión del programa CIP: tiempos de cada fase delimpieza y drenaje.
• Control de temperaturas/tiempos:
- Registro continuo de la temperatura
• Revisión periódica según las instrucciones demantenimiento de:
- Funcionalidad del equipo, automatismos,contrapresiones, sellos de vapor, etc.
- Hermeticidad de la línea.
- Proceso de producción de vapor (en sistemadirecto).
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, con lafinalidad de continuar con el programa demantenimiento.
• Restablecimiento de las condiciones adecuadas delimpieza y desinfección, para continuar con elprograma establecido.
• Restablecimiento de los parámetrostemperatura/tiempo del tratamiento UHT.
• Restablecimiento de las especificaciones de producciónde vapor de calidad alimentaria (en sistema directo).
63
• Repetición del tratamiento UHT cuando elcalentamiento haya sido insuficiente.
• Rechazo del producto
Registros
• Registro continuo de temperaturas y tiempos. Gráficodel funcionamiento del equipo de tratamiento UHT.
• Detalle de incidencias o actuaciones sobre la operaciónde tratamiento UHT.
• Anotación de las incidencias observadas en el equipo oen el programa de limpieza y desinfección.
• Anotación de cualquier medida correctiva.
FASE 3. DEPOSITO DE REGULACIÓN (EN SU CASO)
Descripción
En determinadas ocasiones, y con el propósito de adecuarlos distintos caudales de los sistemas UHT a lasenvasadoras, puede colocarse a modo de regulador untanque aséptico. Por encontrarse a partir del tratamientoesterilizador, este depósito puede ser considerado unelemento más de la línea de transporte de la leche estérilhasta las envasadoras, con el riesgo de que es un elementocapaz de abrirse y originar algún tipo de contaminación.
Riesgos
• Contaminación por equipo:
- Diseño e instalación inadecuados
- Deficiente mantenimiento (en cuanto a limpieza yfuncionalidad)
Medidas preventivas
• Mantenimiento del equipo estéril y en buen estado, deacuerdo con procedimiento y periodicidadestablecidos.
64
Límites críticos
• Programa de limpieza, desinfección y mantenimientodel equipo.
Vigilancia
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección del equipo y de lasinstrucciones de mantenimiento. Revisión delfuncionamiento del sistema CIP.
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, con lafinalidad de continuar con el programa demantenimiento.
• Restablecimiento de las condiciones de limpieza ydesinfección del equipo, para continuar con elprograma establecido.
• Rechazo del producto.
Registros
• Anotación de cualquier incidencia observada en elequipo o en los programas de limpieza, desinfección ymantenimiento.
• Anotación de cualquier medida correctiva.
FASE 4. RECEPCIÓN Y ALMACENAMIENTO DELMATERIAL DE ENVASADO
Descripción
Esta fase comprende la recepción y almacenamiento delmaterial de envasado. Su control tiene por objeto detectarcualquier deficiencia de origen que dicho material pudierapresentar y evitar su deterioro o contaminación antes deser utilizado.
65
Los materiales en los que se va a envasar la leche, ya sea encomplejo de papel u otro tipo de materia, deben seresterilizados previamente al proceso de llenado. Paraasegurar una perfecta esterilización, conviene tener encuenta las características propias del material; debenmantenerse unas correctas pautas de trabajo durante sumanipulación y almacenamiento, a fin de evitar posiblescontaminaciones.
El material de envasado podrá ser cartón-polietileno, materialmacromolecular o cualquier otro autorizado para este fin.
Riesgos
• Material deficiente de origen. No cumple con lasespecificaciones previstas.
- Proceso incorrecto en su fabricación (falta dehomogeneidad, marcas de troquelados, poros,capas no soldables, etc.).
• Contaminación por:
- Manipulación incorrecta
- Locales deficientemente mantenidos
Medidas preventivas
• Provisión de material de envasado en condicioneshigiénico-sanitarias satisfactorias. Solamente seránutilizados materiales fabricados en establecimientosautorizados.
• Mantenimiento de correctas prácticas demanipulación. Debido a la importancia que los envasestienen para el mantenimiento de la inocuidad de losproductos, se deberá:
- Mover el material con equipos adecuados y limpios.
- Mantener, en todo momento, los envases en susembalajes y protecciones originales, correctamentecuidados.
66
- Identificar y separar lotes.
- Realizar una rotación correcta del material.
- Envolver el material sobrante.
• La industria deberá contar con un emplazamientoexclusivo para el almacenamiento de los envases; eselugar se mantendrá limpio y en buen estado, segúnperiodicidad y procedimientos establecidos.
Límites críticos
• Calidad concertada y normas sanitarias de los envases.
Los envases deberán cumplir las especificaciones que elfabricante exige y las normas sanitarias establecidas. Losresultados analíticos deberán estar dentro de los límitespermitidos para asegurar su inocuidad.
• Vehículos de proveedores en condiciones higiénicas.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los locales.
Vigilancia
• Comprobar, mediante los certificados que presenten losproveedores o pruebas rápidas físico-químicas, que secumplen las especificaciones técnicas de los envases.
• Inspeccionar las condiciones del entorno: característiasdel transporte, envoltura y embalaje del material ycondiciones de almacenamiento.
• Supervisión de las prácticas de manipulación.
• Comprobación del cumplimiento exhaustivo delprograma de limpieza y desinfección de los locales.
Medidas correctivas
• Rechazo del material de envasado que no cumpliera lasespecificaciones requeridas en cuanto a seguridad.
67
• Restablecimiento de las correctas prácticas demanipulación.
• Restablecimiento de las pautas del programa delimpieza y desinfección de los locales.
• Restablecimiento de pautas de almacenamiento de losenvases.
Registros
• Conservar los certificados y notas de entrega de losmateriales suministrados.
• Anotación de cualquier incidencia en las condicionesde los locales o en el programa de limpieza ydesinfección.
• Anotación de cualquier fallo en la manipulación delmaterial.
• Anotación de cualquier medida correctiva.
FASE 5. LLENADO Y ENVASADO ASÉPTICO
Descripción
La leche estéril se introduce en envases parcial ototalmente formados en los propios equipos de envasado,donde previamente son esterilizados (ya sea por procesosfísicos UV o químicos H2O2), llenados y cerradosherméticamente mediante calor o procedimientosultrasónicos. Todas estas fases se realizan mecánicamentecon carácter continuo y de forma aséptica.
Riesgos
• Contaminación por el equipo debido a una o varias delas siguientes causas:
- Funcionalidad incorrecta.
- Deficiente limpieza y desinfección de la línea dellenado.
68
• Contaminación por deficiencias en las actuaciones delos operadores.
• Contaminación por carga microbiana no deseable en elambiente de la sala de envasado.
Medidas preventivas
• Diseño, instalación y funcionalidad del equipocorrecto.
- Mantenimiento correcto de la instalación yseguimiento de las instrucciones específicas delfabricante, con especial atención a losautomatismos para asegurar la hermeticidad delequipo.
• Mantenimiento del programa adecuado de limpieza ydesinfección de toda la línea de envasado.
• Mantenimiento del sistema de esterilización de losenvases.
• Buenas prácticas de manipulación.
• Condiciones sanitarias ambientales del local y equipo:
- La zona de envasado deberá estar aislada del restode la fábrica, con el propósito de minimizar elriesgo de contaminación.
Límites críticos
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientodel equipo.
• Ambiente aséptico.
• Hermeticidad de los envases.
69
Vigilancia
• Control
- Cumplimiento del programa de limpieza ydesinfección del equipo. Revisión delfuncionamiento del sistema CIP.
- Sistema de esterilidad de los envases.
- Condiciones ambientales.
- Hermeticidad de los envases.
• Revisión periódica de la funcionalidad del equiposegún instrucciones del fabricante con especialatención en:
- Controles automáticos de las envasadoras.
- Dispositivo de termosoldado o cierre.
• Inspección de las prácticas de manipulación.
• Comprobación de la esterilidad del producto finalmediante:
- examen no destructivo:
descubrir abombamientos
descubrir coagulación
- examen destructivo:
análisis organoléptico
variaciones del pH
Medidas correctivas
• Restablecimiento de la funcionalidad del equipo, conel fin de continuar con el programa de mantenimiento.
• Restablecimiento de las condiciones de limpieza ydesinfección del equipo, para continuar con elprograma establecido.
70
• Restablecimiento de las condiciones higiénicasambientales.
• Restablecimiento de las prácticas correctas demanipulación.
• Restablecimiento de las condiciones de esterilizaciónde los envases.
• Rechazo y eliminación de envases en mal estado.
Registros
• Anotación de cualquier fallo en la manipulación.
• Conservar todos los resultados analíticos (calidad delambiente, hermeticidad, etc.)
• Anotación de las incidencias observadas en el equipo yen los locales, o en el programa de limpieza ydesinfección.
• Anotación de cualquier medida correctiva.
FASE 6. ALMACENAMIENTO INDUSTRIAL
Descripción
Esta fase corresponde al período que transcurre desde queel producto sale, ya acabado, de la línea de elaboraciónhasta que es expedido desde el almacén para serdistribuido.
Aunque la leche UHT, debidamente tratada y esterilizada,no presente, posteriormente a su correcto envasadoestanco, riesgos añadidos, el tipo habitual de envaseutilizado en el que se presenta ("brik" de cartón complejo,etc.), caracterizado por su falta de rigidez, hace quenecesite un cuidado extra durante su almacenamiento ydistribución, dirigido fundamentalmente a mantener lahermeticidad. En los casos en que ésta se pierda, el riesgosanitario es predecible. Al salirse del envase la leche, la
71
simple inspección visual detecta la presencia de envasesmojados, incompletos, etc.
Riesgos
• Contaminación debida a la posible pérdida dehermeticidad de los envases por mala manipulación oinstalaciones deficientemente mantenidas, queoriginan:
- Roturas, rozamientos y/o pinchazos de envases.
- Protección insuficiente de las cajas o embalajes.
- Reventones debidos a golpes y sobrecargas.
Esos riesgos pueden agravarse por almacenes y equipos en malestado (sucios, con humedad, con presencia de plagas, etc.)
Medidas preventivas
• Seguimiento de prácticas de manipulación adecuadas:
- Utilización de embalajes adecuados con suficienteprotección.
- Evitar sobrecargas, limitando el número deapilamiento de los envases.
• Diseño funcional y mantenimiento de los almacenes encondiciones adecuadas (locales, máquinas, carretillas,palets)
• Establecer un determinado orden entre los diversoslotes, con la finaldad de poder controlar y aislarcualquier tipo de problema.
Límites críticos
• Hermeticidad de envases.
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los locales.
72
Vigilancia
• Supervisión de:
- Prácticas de manipulación
- Condiciones de los embalajes utilizados, tipo depaletizado: estado de los palets, mosaico, númerode pisos/palet.
- Comprobación del cumplimiento exhaustivo delprograma de limpieza, desinfección ymantenimiento de los locales y equipos.
Medidas correctivas
• Restablecimiento de condiciones higiénicas de locales einstalaciones para continuar con el programa delimpieza, desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
• Rechazo.
Registros
• Se mantendrá un registro de la rotación de los lotes.
• Anotación de las incidencias observadas en los locales oen el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
FASE 7. DISTRIBUCIÓN INDUSTRIAL
Descripción
Esta fase corresponde a la expedición del producto, desdesu almacenamiento hasta la llegada al punto de venta.
Puesto que la leche UHT es un producto de larga vida, conenvasado estéril y hermético, que no requiere frío, las

73
características de su distribución industrial no originaránriesgos importantes; éstos son los comunes a los indicadosen la fase anterior de almacenamiento.
Riesgos
• Contaminación por medios de transporte nohigiénicos e inadecuados.
• El desconocimiento de los riesgos inherentes a unamanipulación inadecuada o el incumplimiento denormas de distribución establecidas puede llevar amalos tratos con apilamientos excesivos, golpes ysobrecargas que, al final, originan roturas, rozamientos,pinchazos o reventones, con la correspondiente faltade hermeticidad.
Medidas preventivas
• Información a las personas implicadas en el procesosobre los riesgos que conlleva una mala distribución yel seguimiento de prácticas de manipulacióninadecuadas.
• Adecuación de las unidades de carga (paletscompactos, cajas encoladas o retractiladas, alturasadecuadas a la resistencia de los embalajes, etc.).
• Utilización de medios de distribución adecuados, coninteriores que respondan a las normas higiénicas,según programa de limpieza y mantenimientoestablecido.
Límites críticos
• Buenas prácticas de manipulación.
• Programas de limpieza, desinfección y mantenimientode los vehículos.
74
Vigilancia
• Comprobación del cumplimiento exhaustivo delprograma de limpieza, desinfección y mantenimientode los vehículos de transporte.
• Supervisión de las prácticas de manipulación.
Medidas correctivas
• Devolución de la partida al establecimiento.
• Restablecimiento de las condiciones adecuadas delvehículo, para continuar con el programa de limpieza,desinfección y mantenimiento.
• Restablecimiento de las correctas prácticas demanipulación.
Registros
• Anotación de las incidencias observadas en losvehículos o en el programa de limpieza y desinfección.
• Anotación de cualquier fallo en la manipulación.
• Anotación de cualquier medida correctiva.
75
V . V E R I F I C A C I Ó N
Una vez que el sistema ARCPC ha pasado de la fase dediseño a la aplicación, necesita una verificación periódicaen todo su conjunto (de fases, de actividades preventivas,etc. ), con el fin de comprobar su efectividad.
Esta actuación debe ser realizada, en principio, por elpersonal de la industria que dirija el sistema o por unaempresa de servicios que conozca la aplicación delARCPC. En el caso de personal del establecimiento, susfunciones no deberán depender del proceso deproducción.
Por otro lado, las autoridades competentes podránverificar el alcance y la efectividad del autocontrol aplicadopor la industria.
Para ello resulta imprescindible conocer perfectamente losriesgos del producto y la aplicación del sistema ARCPC.
El resultado puede ser la ratificación del diseñoprogramado o su modificación, al comprobar que algunoscriterios tenidos en cuenta no son adecuados.
Esta verificación debe realizarse con cierta frecuencia,aunque la primera que se realice después de introducir elsistema ARCPC es la más importante, puesto que va a darel visto bueno final.
La verificación comprende:
a. La observancia de operaciones realizadas en los puntoscríticos seleccionados.
b. Muestreo y análisis de productos intermedios o finales.
c. Muestreo y análisis de niveles de contaminación ensuperficies y ambiental.
76
d. Supervisión y registro de las anotaciones realizadas entodas las fases de producción, entre ellas:
- Revisión de todos los certificados y notas de entregade los productos empleados en la producción.
- Registros de temperatura.
- Medidas correctivas aplicadas.
- Resultados de controles analíticos.
e. Comprobación del calibrado de los instrumentos demedida.
f. Entrevista a los responsables sobre el modo en que elloscontrolan los puntos críticos.
g. Revisión del sistema, en el caso de que se realizarancambios en:
- Materia prima, ingredientes o aditivos.
- Condiciones de fabricación.
- Condiciones de almacenamiento.
- Condiciones de envasado.
- Condiciones de distribución.
- Condiciones de venta.
- Condiciones de uso y consumo del producto.
- Cuando se conozca alguna información sobre unnuevo peligro asociado al producto.
- Sistema de autocontrol.
Para realizar una buena verificación es conveniente:
• Mantener reuniones periódicas entre los responsablesdel control de calidad, control de producción ydirectivos, con el propósito de evaluar la efectividad delARCPC.

77
• Contar con impresos normalizados que hagan más fácilesta actuación.
• Intercambiar información entre las autoridadescompetentes, con el propósito de que se supervise elfuncionamiento del sistema y a los técnicos que hanrealizado la verificación de la propia empresa.
V . B U E N A S P R Á C T I C A SD E M A N U F A C T U R A
n cualquier sistema de control alimentario, elseguimiento de unas correctas prácticas dehigiene supone un requisito imprescindible.Para que se considere que una empresa cumple
las buenas prácticas de manufactura, se deben tener encuenta diversos requisitos de higiene referentes a loslocales, el transporte, el equipo, los residuos, el suministrode agua, la higiene personal y las características propias delproducto alimenticio de que se trate.
El diseño higiénico de las zonas donde se manipulanalimentos, y el de los equipos y utensilios, debe estarcontemplado en cualquier código de prácticas de higiene. Unadecuado diseño debe tener en cuenta el suministro de agua,la eliminación de residuos y la selección de líneas de procesoadecuadas, que permitan facilitar la limpieza y mantenimiento,la protección de la contaminación y contar con los medios paracomprobar y controlar su funcionamiento.
Antes de verificar que en un establecimiento se llevan a cabobuenas prácticas de manipulación, debe asegurarse que serealiza una correcta limpieza y desinfección de aquelloselementos, máquinas y útiles que intervienen en el proceso.
El personal que trabaja en la industria agroalimentaria y quemanipula materias primas y alimentos debe tener concienciade la importancia y repercusión social que tiene el correctodesempeño de su labor, así como también de su influenciaen la calidad sanitaria y comercial del producto final.
Los manipuladores pueden significar un riesgo detransmisión de microorganismos patógenos a los alimentosy, por lo tanto, de producir infecciones e intoxicaciones enlos consumidores.
E
78
La empresa debe mantener la máxima higiene, tanto de laspersonas como de las operaciones y equipos. Debencumplirse las reglas de higiene que se establezcan, para locual es necesario que sean explicadas y comprendidasmediante programas de formación en estas materias.
A continuación se mencionan las directrices de higienenecesarias para que una empresa agroalimentaria puedaaplicar buenas prácticas de manufactura, y asegurar quedispone de las condiciones adecuadas para produciralimentos sanos2. Estas directrices deberían ser normas deobligado cumplimiento para la empresa agroalimentaria.
1. Los locales por donde circulen losproductos alimenticios estarán limpios yen buen estado.
2. La disposición de conjunto, el diseño, la construcción ylas dimensiones de locales por donde circulen losproductos alimenticios:
a) Permitirán una limpieza y desinfección adecuadas.
b) Evitarán la acumulación de suciedad, el contactocon materiales tóxicos, el depósito de partículas enlos alimentos y la formación de condensación omoho indeseable en las superficies.
c) Posibilitarán las prácticas correctas de higiene delos alimentos, incluidas la prevención de lacontaminación causada durante las diferentesoperaciones provocada por los alimentos, elequipo, los materiales, el agua, el suministro deaire, el personal o fuentes externas decontaminación, tales como los insectos y demásanimales indeseables, como roedores, pájaros, etc.
d) Dispondrán, cuando sea necesario, de condicionestérmicas adecuadas para el tratamiento y elalmacenamiento higiénico de los productos.
Requisitos generalespara los locales
2 Adaptado de la Directiva 93/43 CEE del Consejo y de los Principios Generalesde Higiene de los Alimentos (Rev 1997) del Codex Alimentarius.
79
3. Existirá un número suficiente de lavabos, debidamentelocalizados y señalizados para la limpieza de las manos,así como de inodoros de cisterna conectados a unsistema de desagüe eficaz. Los inodoros nocomunicarán directamente con locales en los que semanipulen alimentos.
4. Los lavabos para la limpieza de las manos estaránprovistos de agua corriente fría y caliente, así comotambién de material de limpieza y secado higiénico delas manos. Cuando fuese necesario, las instalacionespara lavar los productos alimenticios estarán separadasde las instalaciones destinadas a lavarse las manos.
5. Habrá medios apropiados y suficientes de ventilaciónmecánica o natural. Se evitará toda corriente de airemecánica desde una zona contaminada a otra limpia.Los sistemas de ventilación estarán construidos de talforma que se pueda acceder fácilmente a los filtros y aotras partes que deban limpiarse o sustituirse.
6. Todos los servicios sanitarios instalados en los locales pordonde circulen los productos alimenticios dispondránde adecuada ventilación, natural o mecánica.
7. Los locales por donde circulen los productos estaránsuficientemente iluminados por medios naturales oartificiales.
8. Los sistemas de desagüe serán los adecuados para losobjetivos previstos. En su construcción y diseño seevitará cualquier riesgo de contaminación de losproductos alimenticios.
9. Donde fuera necesario, habrá vestuarios suficientespara el personal de la empresa.
1. En los locales donde se preparen,traten o transformen los alimentos (conexclusión de los locales de servicio decomidas):
Requisitos específicos delos locales donde sepreparan, tratan o transforman los alimentos
80
a) Las superficies de los suelos se conservarán enbuen estado y serán fáciles de limpiar y, cuando seanecesario, de desinfectar. Ello requerirá el uso demateriales impermeables, no absorbentes, lavablesy no tóxicos, a menos que la autoridad competentepermita el uso de otros materiales, previa peticióndebidamente justificada de la empresa. Cuandoproceda, los suelos tendrán un adecuado desagüe.
b) Las superficies de las paredes se conservarán enbuen estado y serán fáciles de limpiar y, cuando seanecesario, de desinfectar. Ello requerirá el uso demateriales impermeables, no absorbentes, lavablesy no tóxicos y su superficie será lisa hasta una alturaadecuada para las operaciones, a menos que laautoridad competente permita el uso de otrosmateriales, previa petición debidamente justificadade la empresa.
c) Los techos, falsos techos y demás instalacionessuspendidas estarán diseñadas, construidas yacabadas de tal forma que impidan la acumulaciónde suciedad y reduzcan la condensación, laformación de moho indeseable y eldesprendimiento de partículas.
d) Las ventanas y demás huecos practicables estaránconstruidos de manera que impidan laacumulación de suciedad; aquellos quecomuniquen con el exterior estarán provistos depantallas contra insectos que puedan desmontarsecon facilidad para proceder a la limpieza. Cuandode la apertura de las ventanas pudiera resultar lacontaminación de los productos alimenticios, éstaspermanecerán cerradas durante la producción.
e) Las puertas serán fáciles de limpiar y, cuando fueranecesario, de desinfectar. Ello requerirá que sussuperficies sean lisas y no absorbentes, a menos quela autoridad competente permita el uso de otros 81
materiales, previa petición debidamente justificadade la empresa.
f) Las superficies, incluidas las del equipo, que esténen contacto con los alimentos, se mantendrán enbuen estado, serán fáciles de limpiar y, cuandofuera necesario, de desinfectar. Ello requerirá queestén construidas con materiales lisos, lavables y notóxicos, a menos que la autoridad competentepermita el uso de otros materiales, previa peticióndebidamente justificada de la empresa.
2. En caso necesario, se dispondrá de las debidasinstalaciones de limpieza y desinfección de losinstrumentos y materiales de trabajo. Dichasinstalaciones estarán construidas con un materialresistente a la corrosión, serán fáciles de limpiar ytendrán un suministro adecuado de agua fría y caliente.
3. Se tomarán las medidas adecuadas para el lavado de losalimentos que lo requieran. Todos los fregaderos oinstalaciones similares destinadas al lavado de alimentostendrán un suministro adecuado de agua potablecaliente, fría o de ambas, según proceda, y semantendrán limpios.
Dentro de esta clasificación se incluyencarpas, puestos y vehículos de ventaambulante, establecimientos detemporada, locales utilizados
principalmente como vivienda privada, locales utilizadosocasionalmente para servir comidas y máquinasexpendedoras
1. Los locales o establecimientos de venta ambulante,establecimientos de temporada y las máquinasexpendedoras estarán situados, diseñados, construidosy conservados de tal forma que se prevenga el riesgo decontaminación de los alimentos y la presencia deinsectos u otros animales indeseables.
Requisitos para locales oestablecimientos deventa ambulante
82
2. En particular, y cuando fuera necesario:
a) Se facilitarán instalaciones adecuadas paramantener una correcta higiene personal, incluidasinstalaciones para la limpieza y secado higiénico delas manos, instalaciones sanitarias higiénicas yvestuarios.
b) Las superficies que estén en contacto con losalimentos estarán en buen estado y serán fáciles delavar y, cuando fuera necesario, de desinfectar. Ellorequerirá el uso de materiales lisos, lavables y notóxicos, a menos que la autoridad competentepermita el uso de otros materiales, previa peticióndebidamente justificada de la empresa.
c) Se contará con material adecuado para la limpiezay la desinfección del equipo y los utensilios detrabajo.
d) Se dispondrá de material adecuado para la limpiezade los alimentos.
e) Existirá un suministro adecuado de agua potablecaliente, fría o ambas.
f) Se contará con medidas o instalaciones adecuadaspara el almacenamiento y la eliminación higiénicade sustancias y desechos peligrosos o nocomestibles, ya sean líquidos o sólidos.
g) Se contará con instalaciones o dispositivos precisospara el mantenimiento y la vigilancia de lascondiciones adecuadas de la temperatura de losproductos alimenticios.
h) Los productos alimenticios se colocarán de formatal que se prevenga el riesgo de contaminación.
83
1. Los receptáculos o contenedores delos vehículos utilizados para transportar los
alimentos estarán limpios y en condiciones adecuadasde mantenimiento, a fin de proteger los productosalimenticios de la contaminación. Estarán diseñados yconstruidos de manera que permitan una limpieza y,cuando sea necesario, una desinfección adecuada.
2. Los receptáculos de los vehículos y/o los contenedoresno se utilizarán para transportar otros productos queno sean alimentos, cuando ello pudiera producircontaminación de los productos alimenticios.
3. Los productos alimenticios a granel en estado líquido,en forma granulada o en polvo, se transportarán enreceptáculos o contenedores/cisternas reservados parasu transporte. En los contenedores figurará unaindicación, claramente visible e indeleble, sobre suutilización para el transporte de productosalimenticios, o bien la indicación "exclusivamente paraproductos alimenticios".
4. Cuando se utilice el mismo receptáculo de vehículo ocontenedor para el transporte de diversos alimentos ala vez, o de productos no alimenticios junto conalimentos, existirá una separación efectiva de losmismos, cuando fuera necesario, para protegerlos delriesgo de contaminación.
5. Cuando se utilice el mismo receptáculo de vehículo ocontenedor para el transporte de diversos alimentos oproductos no alimenticios, se procederá a una limpiezaeficaz, entre una carga y otra, para evitar el riesgo decontaminación.
6. Los productos alimenticios cargados en receptáculosde vehículos o en contenedores se colocarán yprotegerán de tal forma que se reduzca al mínimo elriesgo de contaminación.
Transporte
84
7. Cuando fuera necesario, los receptáculos de vehículoso contenedores utilizados para el transporte deproductos alimenticios mantendrán los productos a latemperatura adecuada y, en casos especiales, estarándiseñados de forma que se pueda vigilar dichatemperatura.
Todos los artículos, instalaciones y equiposque entren en contacto con los productos
alimenticios estarán limpios y, además:
a) Su construcción, composición y estado de conservaciónreducirán al mínimo el riesgo de contaminación de losproductos alimenticios.
b) Su construcción, composición y estado de conservaciónpermitirán que se limpien perfectamente y, cuandofuera necesario, que se desinfecten en la medidanecesaria para los fines perseguidos, a excepción derecipientes y envases no recuperables.
c) Su instalación permitirá la limpieza adecuada de lazona circundante.
1. Los desperdicios de alimentos y deotro tipo no podrán acumularse en localesen los que circulen alimentos, excepto
cuando fuera imprescindible para el correctofuncionamiento de la empresa.
2. Los desperdicios de alimentos y de otro tipo sedepositarán en contenedores provistos de cierre, amenos que la autoridad competente permita el uso deotros contenedores. Dichos contenedores presentaráncaracterísticas de construcción adecuadas, estarán enbuen estado y serán de fácil limpieza y, cuando fueranecesario, de desinfección.
3. Se tomarán las medidas adecuadas para la evacuación yel almacenamiento de los desperdicios de alimentos yotros desechos. Los depósitos de desperdicios estarán
Requisitos del equipo
Desperdicios de alimentos
85
diseñados de manera que puedan mantenerse limpiose impedir el acceso de insectos y otros animalesindeseables y la contaminación de los alimentos, delagua potable, del equipo o de los locales.
1. Se contará con un suministro deagua potable suficiente. El agua potable
utilizada para evitar la contaminación de los productosalimenticios cumplirá con las especificaciones depotabilidad definidas en la reglamentacióncorrespondiente.
2. El hielo utilizado para evitar la contaminación de losproductos alimenticios se fabricará con agua quesatisfaga las especificaciones establecidas en el apartadoanterior. Se elaborará, manipulará y almacenará encondiciones que lo protejan contra todacontaminación.
3. El vapor utilizado en contacto directo con losproductos alimenticios no contendrá ninguna sustanciaque entrañe peligro para la salud o pueda contaminarel producto.
4. El agua no potable utilizada para la producción devapor, la refrigeración, la prevención de incendios yotros usos semejantes no relacionados con losproductos alimenticios se canalizará mediante tuberíasindependientes que sean fácilmente identificables, notengan ninguna conexión con la red de distribución deagua potable y de tal forma que no exista posibilidadalguna de reflujo hacia ésta.
1. Todas las personas que trabajen enuna zona de manipulación de productos
alimenticios mantendrán un elevado grado de limpiezay llevarán una vestimenta adecuada, limpia, y enalgunos casos, protectora.
2. Las personas de quienes se sepa o se cuente conindicios de que padecen una enfermedad de
Suministro de agua
Higiene personal
86
transmisión alimentaria o que estén afectadas porheridas infectadas, infecciones cutáneas o diarrea ,entre otras patologías, no estarán autorizadas a trabajaren modo alguno en zonas de manipulación deproductos alimenticios cuando exista la posibilidad decontaminación directa o indirecta de los alimentos conmicroorganismos patógenos.
1. Las empresas del sector alimentariorealizarán una selección de materiasprimas o ingredientes, con el propósito deevitar que dichas materias primas o
ingredientes originen en los productos finales riesgospara la salud del consumidor.
2. Las materias primas e ingredientes almacenados en elestablecimiento se conservarán en las condicionesadecuadas previstas para evitar su deterioro yprotegerlos de la contaminación.
3. Todos los productos alimenticios que se manipulen,almacenen, envasen, expongan y transporten estaránprotegidos contra cualquier foco de contaminación quepudiera hacerlos no aptos para el consumo humano onocivos para la salud, o pudiera contaminarlos demanera que fuera desaconsejable su consumo en eseestado. En particular, los productos alimenticios secolocarán y protegerán de tal forma que se reduzca almínimo todo el riesgo de contaminación. Se aplicaránadecuados procedimientos de lucha contra los insectosy cualesquiera otros animales indeseables.
4. Las materias primas, ingredientes, productossemiacabados y productos acabados en los que puedaproducirse la multiplicación de microorganismospatógenos o la formación de toxinas se conservarán atemperaturas que no den lugar a riesgos para la salud.Siempre que ello sea compatible con la seguridad ysalubridad de los alimentos, se permitirán períodoslimitados no sometidos al control de temperatura
Disposiciones aplicables a los productos alimenticios
87
cuando se presenten necesidades prácticas demanipulación durante la preparación, transporte,almacenamiento, presentación y entrega de losalimentos.
5. Cuando los productos alimenticios deban conservarseo servirse a bajas temperaturas, se enfriarán cuantoantes, una vez concluida la fase final del tratamientotérmico, o la fase final de la preparación, en caso deque éste no se aplique, a una temperatura que no délugar a riesgos para la salud.
6. Las sustancias peligrosas o no comestibles, incluidos lospiensos para animales, llevarán su pertinente etiqueta yse almacenarán en recipientes separados y biencerrados.
Las empresas del sector alimentariogarantizarán que los manipuladores de
productos alimenticios dispongan de una formaciónadecuada en cuestiones de higiene de los alimentos, deacuerdo con su actividad laboral.
Formación
88

89
V I . B I B L I O G R A F Í A
• Codex Alimentarius. Principios Generales de Higiene delos Alimentos, CAC/RCP 1-1969, Rev 3 (1997).
• Codex Alimentarius. Codex Guidelines for the Applicationof the Hazard Analysis Critical Control (HACCP)System.1993. 2Oth Session of the Joint FAO-WHOCodex Alimentarius Commission.
• Decisión 94/356/CE de la Comisión, de 20 de mayo de1994, por la que se establecen las disposiciones deaplicación de la Directiva 91/493/CEE del Consejo enlo relativo a los autocontroles sanitarios de losProductos Pesqueros (D.O.C.E. No L156, 50-57).
• Directiva 93/43 CEE del Consejo. Relativa a la higiene delos productos alimenticios, de 14 de junio de 1993
• Flair. Investigación de alimentos agroindustriales. Guíadel usuario del ARCPC. Acción concertada Nº 7.
• ILSI Europe. 1993. A Simple Guide to Understanding andApplying the Hazard Analysus Critical Control PointConcept. ILSI Europe concise monograph series. ILSIPress. Washington D.C. EE.UU.
• Kirby, R. HACCP in practique. 1994. Food ControlVolume 5, Number 4. pp. 230-236.
• Lelieveld, H.L.M. 1994. HACCP and hygienic design. FoodControl Volume 5, Number No 3. pp. 140-144.
• Madrid, R.; Madrid, J.; Madrid, M. Antonio. 1993. Lalimpieza y desinfección en las industrias alimentarias.ILE-Julio-Agosto. pp. 33-38.
• Mayes, T. 1994. HACCP training. Food Control Volume 5,Number 3. pp.190-195.
• Microkit I., S.L. Control microbiológico ambientalmediante placas de contacto. Técnicas de laboratorioNº 182. pp. 354-357.
• Moy, G.; Kaferstein F.; Motarjemi, Y. 1994. Application ofHACCP to food manufacturing: some considerationson harmonization through training. Food ControlVolume 5, Number 3. pp. 131-139.
• Socias, A.; Pla R.; Mor-Mur M. 1992. Limpieza ydesinfección en la industria láctea (1). ILE-Junio. pp.41-43.
• Socias, A.; Pla R.; Mor-Mur M.. 1992. Limpieza ydesinfección en la industria láctea (y II). ILE-Julio. pp.42-45.
• Van Schothorst S., M. y Jongeneel. 1994. Line monitoring,HACCP and food safety. Food Control, Volume 5,Number 2. pp. 107-110.
• Van Schothorst, M. y Kleiss, T. 1994. HACCP in the dairyindustry. Food Control Volume 5, Number 3. pp. 162-166.
• Veisseyre, R. 1980. Lactología técnica. Composición,recogida, tratamiento y transformación de la leche. Ed.Acribia. Zaragoza, España.
• WHO. 1993. Training Considerations for the Applicationof the Hazard Analysis Critical Control Point System toFood Processing and ManufacturingWHO/FNU/FOS/93.3. WHO. Geneva.
90
91
Series Agroalimentarias
Cuadernos de Calidad
Relación de Publicaciones disponibles en los Cuadernos de Calidad
1 Guía General para la Aplicación del Sistema de Análisis de Riesgos y Control
de Puntos Críticos.
2 Industria de Conservas Vegetales. Guía para la Aplicación del Sistema de
Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
3 Industria de la Cerveza. Guía para la Aplicación del Sistema de Análisis de
Riesgos y Control de Puntos Críticos (ARCPC).
4 Industria de la Leche Tratada Térmicamente. Guía para la Aplicación del
Sistema de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
5 Industria Cárnica. Guía para la Aplicación del Sistema de Análisis de Riesgos y
Control de Puntos Críticos (ARCPC).
6 Industria de Aguas de Bebida Envasadas. Guía para la Aplicación del Sistema
de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
7 Industria de Conservas de Productos de la Pesca. Guía para la Aplicación del
Sistema de Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
8 Industria de Derivados de la Harina. Guía para la Aplicación del Sistema de
Análisis de Riesgos y Control de Puntos Críticos (ARCPC).
9 Industria del Vino. Guía para la Aplicación del Sistema de Análisis de Riesgos y
Control de Puntos Críticos (ARCPC)
10 Organización Institucional para el aseguramiento de la calidad e inocuidad de
los alimentos. El caso de la Región Andina.
11 Organización Institucional para el aseguramiento de la calidad e inocuidad de
los alimentos. El caso de la Región Centroamericana.
En caso de estar interesado en alguno de estos documentos, sírvase dirigir su solici-
tud a la siguiente dirección:
Centro para la Integración y el Desarrollo Agroempresarial, CIDAE.
Proyecto IICA/AECI
Apartado 55-2200 Coronado, Costa Rica.
Teléfono: (506) 216-0222
Fax: (506) 216-0404
e-mail: [email protected]