gİrİŞ - makinaegitimi.com · 1 gİrİŞ takım tezgahlarının amacı, hammadde halinde bulunan...
TRANSCRIPT

1
GİRİŞ
Takım tezgahlarının amacı, hammadde halinde bulunan bir malzemeye belirli bir şekil vermektir.
Teknikte önemli bir yer tutan talaş kaldırarak şekil veren takım tezgahlarında, şekil verme işlemi parça ile
takım arasındaki izafi hareketlerle gerçekleştirilir. Bu bakımdan hareketler: ana (kesme), ilerleme ve
yardımcı olmak üzere üç gruba ayrılabilir. Ana veya kesme hareketi esasen talaş kaldırma hareketidir;
ilerleme hareketi parçanın uzunluk veya genişlik yönünden belirli kısımlarının işlenmesini sağlayan
harekettir. Yardımcı hareket ise, takımın parçaya yaklaşması, talaş kaldırmak için gereken konuma
girmesi, talaş kaldırdıktan sonra başlangıç noktasına geri dönmesi gibi çeşitli ayar hareketlerinden
meydana gelmektedir.
Takım tezgahlarında genel olarak ana kesme hareketi dönme veya doğrusal olabilir; ilerleme ve
yardımcı hareketler doğrusal hareketlerdir. Bu hareketlerin parça veya takım tarafından yapılmasına bağlı
olarak tornalama, frezeleme, matkapla delme, planyalama-vargelleme ve taşlama gibi çeşitli talaş
kaldırma yöntemleri oluşmaktadır.
A) B) C)
Tezgah 1. Kesme Hareketleri 2. İlerleme Hareketleri 3. Talaş Derinliği
A) Torna
B) Vargel
C) Freze
Parça: DÖNME
Parça: ÖTELEME
Parça: ÖTELEME
Takım: ÖTELEME
Takım: ÖTELEME
Takım: DÖNME
Takım: ÖTELEME
Takım: ÖTELEME
Takım: ÖTELEME
Yukarıda talaş kaldırarak şekillendirme yapan bazı takım tezgahlarında, takım ve iş parçasının
birbirine göre izafi hareketleri gösterilmiştir.
CNC TEZGAHLARIN UYGULAMA ALANLARI
Günümüzde CNC bir çok alanda yaygın olarak kullanılmaktadır. CNC sistemler en çok talaşlı
imalatta kullanılmaktadır. Tipik uygulama alanı CNC torna ve freze tezgahlarıdır. CNC birden fazla
operasyonu hassas olarak tek ayarda yapabilmektedir. Başka bir iş için hafızadaki program silinerek
yenisi yazılabilmekte ve yeni iş parçası işlenebilmektedir.
CNC , elektro-erezyon, lazerle kesme gibi özel alanlarda da kullanılmaktadır. Boru bükme
işlemleri, CNC sistemi ile yapıldığında karmaşık bükme işlemleri, optimum malzeme kullanımı ile hızlı
ve hassas olarak yapılabilmektedir. Otomotiv sanayisinde egzos borularının bükme işlemlerinde
kullanılmaktadır.

2
Ayrıca kaynak yapma, zımba ile delik delme, kesme gibi pres işlemlerinde de kullanılmaktadır.
Birçok delik desenleri içeren metal levhalar CNC için ideal bir uygulama alanıdır. Bu işlem X ve Y
eksenlerinde konumlama gerektirir. CNC zımba tezgahları, standart zımbaları otomatik olarak değiştirir
ve istenilen konuma gelip delikleri 100 vuruş/dak’lık hızla delebilir.
CNC TEZGAHLARIN ÜSTÜNLÜKLERİ
A) Konvansiyonel tezgahlara göre;
Yardımcı ve hazırlık zamanların çok düşük olması, prodüktivitenin önemli şekilde artması ve
maliyetin azalması.
Daha yüksek ve özellikle sabit kalite elde edilmesi.
Daha az ve basit tutturma tertibatlarına gereksinme ihtiyaç olması.
Çok karmaşık parçaların, yüksek bir doğrulukla işlenebilmesi.
B) Mekanik otomat tezgahlara göre;
Çok daha esnek olması, yani işleme koşullarının çabuk değiştirilebilmesi.
Ayar zamanının çok daha kısa olması.
CNC TEZGAHLARIN MAHSURLARI
Daha hassas olması ve dolayısıyla çevre etkilerine karşı daha iyi muhafaza edilmesi.
Bozulma ihtimallerinin daha büyük olması ve ayrıca tamirat için uzmanlaşmış elemanlara ihtiyaç
duyulması.
Programlama için kalifiye elemanlar istemesidir.
Bu nedenle özellikle ilk olarak CNC tezgahları kullananlar, aşağıdaki hususlara dikkat etmelidirler:
Tüm bölümlerin ve özellikle CNC tezgahı ile yakın ilişkili olan personelin,CNC tezgahlar
hakkında bilgi edinmesi ve bu hususta personelin eğitilmesine önem verilmelidir.
Konstrüktörler ve ressamlar imalat resimlerini CNC tezgahların özelliklerine göre
hazırlamalıdırlar.
Takım ve tutturma tertibatların CNC tezgahlarda kullanılmak üzere bir organizasyon yapılmalıdır.
Tezgahların bakımı için özel önlemler alınmalıdır.
CNC TEZGAHLARIN ÖZELLİKLERİ
A) Konstrüksiyon Örnekleri
CNC tezgahların konstrüksiyonu hakkında bir fikir vermek için, aşağıda 1'de bir CNC torna
tezgahı verilmiştir. Mekanik otomat tezgahlarla karşılaştırıldığında CNC tezgahlar konstrüksiyon
bakımından çok daha basit olarak görülmektedir. Ayrıca Şekil 2'de CNC freze tezgahı gösterilmiştir.
Şekil 1
Şekil 2

3
Delikli plakalar üst ve alt yüzeyleri çok iyi işlenmiş, üzerinde delikler bulunan, boyutları 250 mm
x 500mm’ye kadar parça bağlanabilen dökme demirden yapılan elemanlardır. Plakalar çok hassas ve
güvenilir şekilde tezgah tablasına bağlanır ve plaka üzerinde parça tutturulur. Deliklerin bazıları sırf delik,
bazılarında vida vardır. Çok iyi işlenmiş (taşlanmış) olan sırf deliklere parçanın konumlandırılması için
pimler yerleştirilir.
B) Tezgah gövdeleri
Tezgah tipine göre, tezgah gövdeleri birbirinden oldukça farklıdır. Ancak bir genelleştirme
yapılırsa tezgahların gövdesi, banko ve kolon'lardan meydana gelir. Banko tezgahın bulunduğu zemine
göre yatay; kolon bu zemine göre dikey vaziyette bulunan gövde kısmıdır. Buna göre bazı tezgahlar
örneğin torna, sadece bankodan, bazıları örneğin freze sadece kolondan meydana gelirler. Tezgah
gövdeleri; yüksek rijitliğe ve kütleleri azaltmak için hafif konstrüksiyona sahip olmaları; başka bir deyişle
rijitlik / kütle oranı yüksek olması gerekir. Ayrıca malzeme seçiminde sönümleme özelliği de dikkate
alınır. Rijitlik/kütle oranı üzerinde yapılan teorik ve deneysel incelemelere göre, bu bakımdan en uygun
kesitin içi boş kesit olduğu anlaşılmıştır. Boş kesitler eğilme
ve burulma gibi zorlamalarda, kesitteki gerilmelerin dağılımını eşitlemekle beraber eylemsizlik
momentini de artırırlar. Ancak bu durumda elemanın dış boyutu da artar. Boş kesitli elemanların
rijitliklerini artırmak için kaburgalar veya özel şekillendirmeler yerleştirilir. Gövdelerin burulma rijitliği,
gövdeyi oluşturan kısımların birbirine bağlama şekline bağlıdır. Genellikle cıvatalarla ön gerilme şeklinde
yapılan bu bağlamalar, bir yandan veya iki yandan olabilir. Genelde iki yandan yapılan bağlama, burulma
rijitliğini arttırır. Tezgahların rijitliği, tasarım sırasında günümüzde geliştirilmiş bir hesap yöntemi olan
sonlu elemanlar yöntemi ile kontrol edilir.
Şekil 3. Tezgahın rijitliği ve tablanın hareketleri
Şekil 4. CNC Torna tezgahı
C) Hareket iletim elemanları
CNC tezgahlarında kullanılan iletim elemanları vida mekanizması, dişli çarklar, dişli kayış kasnak
mekanizması, kaplin veya kavrama gibi elemanlardır. Bu elemanların konstrüksiyonunda: yüksek rijitlik,
minimum boşluk, düşük sürtünme ve yüksek verim gibi faktörler dikkate alınmalıdır.İletim elemanlarının
en önemlisi vida mekanizmasıdır. Bu elemanlardan istenilen; yüksek rijitlik, düşük sürtünme, yüksek
verim, helis açışı 3...4° gibi faktörler, konvansiyonel tezgahlarda kullanılan normal trapez vida ile
karşılanamaz. Bu nedenle CNC tezgahlarda bilyalı vida mekanizması kullanılmaktadır (Şekil 3.6). Bu
elemanların rijitliği çok yüksek olmakla beraber, sürtünmesi çok düşük ve verimi çok yüksektir. Ayrıca
vida ile somun arasındaki boşluklar kolayca ayarlanabilir ve bir ara bilezikle, rijitliği büyüten ön gerilmeli
hale getirilebilir.
Şekil 5. Bilyalı Somun ve Vida Sistemi Şekil 6. Bilyalı Kayıt Kızak Sistemi

4
D) Yataklar ve kızaklar
Kızak yolları ve yataklar tezgahın hareketli elemanlarını desteklemekle beraber, bunların belirli
bir doğrultuda hareket etmelerini sağlarlar. Kızak yolları, destekledikleri kızakların bir tek doğrusal yönde
hareket etmelerini sağlarlar (Şekil 5). Yataklar destekledikleri millerin sadece kendi eksenleri etrafında
dönmelerini sağlarlar. Pek tabi ki hem dönme hem de doğrusal hareket imkanı sağlayan kızak yatak
sistemleri de vardır.Yataklar ve kızaklar çalışma ilkesi bakımından (Şekil 6), kaymalı ve yuvarlanmalı
olmak üzere iki gruba ayrılırlar. Yuvarlanmalı yataklara rulman da denilir.
Yatak ve kızaklarda meydana gelen en önemli olay sürtünmedir. Sürtünme bu elemanlarda:
aşınma, enerji kaybı ve sıcaklığının yükselmesine neden olur. Bu bakımdan sürtünmeyi ve onun neden
olduğu menfi olayları azaltmak için yatak ve kızaklar yağlanır. Yağlama bakımından yatak ve kızaklar
kuru, sınır, hidrodinamik , hidrostatik sıvı , hidrostatik hava olabilirler. Yüzeylerin arasında yağ
bulunmayan sürtünme hali olarak açıklanan kuru sürtünme, büyük konum hataları, dinamik karasızlık,
enerji kaybı aşınma meydana getirir. Bu nedenle CNC sistemlerde kuru sürtünme halinde çalışan yatak ve
kızaklar kullanılmaz. Sınır sürtünmesi, yüzeylerin arasında yağ bulunmasına rağmen sıvı sürtünmenin
meydana gelmediği sürtünme halidir; burada önemli olan yağın yapışma kabiliyetidir. Sıvı sürtünmesi
yüzeylerin tamamen bir yağ tabakası tarafından ayrıldığı ve sürtünmenin yağ molekülleri arasında
meydana geldiği sürtünme halidir. Sıvı sürtünme hidrodinamik ve hidrostatik olmak üzere iki gruba
ayrılır. Hidrodinamik sıvı sürtünmede yüzeyleri ayıran yağ tabakası, yüzeyler arasında kama şeklinde bir
boşluk olduğu durumda, belirli bir izafi hızda kendiliğinden oluşur. Mil yatağa göre eksantrik bir konum
alır (Şekil 6). Bu nedenle bu sistemler CNC tezgahlarında kullanılmaz. Hidrostatik sıvı sürtünmesinde
yağ tabakası, sistemin dışında bulunan yüksek basınçlı bir yağ pompası ile oluşturulur. Özetlenirse
tezgahlarda;
Yataklar: hidrostatik sıvı ve yuvarlanmalı;
Kızaklar: sınır, yuvarlanmalı ve ender hidrostatik sıvı şeklinde kullanılırlar.
E) Kontrol Devreleri
CNC tezgahlarını konvansiyonel tezgahlardan ayıran ilk özellik; program girişini ve
çalışmasını sağlayan bir kontrol ünitesi ve bunu temsil eden bir kontrol panosunun bulunmasıdır. Bu
panoda komutların girilmesini sağlayan düğmelerin yanı sıra; girilen veya işlenen komutları gösteren ve
talaş kaldırma işleminin simülasyonunu yapan ekran vardır. İkinci olarak talaş kaldırmak için kullanılan
güç motorunun yanı sıra; takım veya parça hareketlerini gerçekleştiren ve eksen adını taşıyan her hareket
yönünde birer ilerleme motorları vardır. Şöyle ki program sinyalleri önce amplifikatörde bulunan kontrol
ünitesine ve sonra motora gönderilir. Ayrıca kontrol sisteminden alınan program sinyallerini yükselten bir
amplifikatör daha bulunur.Bunun yanı sıra takım veya parça hareketlerini kontrol etmek için her eksen
yönünde birer sezgi elemanı (sensör) kullanılır.
Kontrol panosu veya başka bir ortamdan gelen sinyaller, kontrol ünitesinin CPU denilen lojik
bölümünde işlenmektedir. Burada bilgiler konum ve teknolojik (ilerleme, hız) bilgiler olarak ayrılmakta
ve tezgaha G- (X, Y, Z) – F, S, T, M kodları şeklinde bunları deşifre eden tezgah ara yüzünden geçirilerek
gönderilmektedir. Hareketler sezgi elemanları tarafından kontrol edilmekte ve gerçek değerler kontrol
ünitesine gönderilmektedir. Burada teorik değerlerle karşılaştırıldıktan sonra, hareket sinyalleri olarak
tezgaha gönderilmektedir.Yukarıda açıklanan sistem kontrol devresi adını taşır ve bunlara kapalı kontrol
devresi denilir. Az da olsa sezgi elemanı bulunmayan devrelerde vardır. Bunlara da açık kontrol devresi
adı verilir.
CNC Tezgahlarda Otomatik Takım Değiştirme
CNC takım tezgahlarında takımlar otomatik olarak değiştirilir. Bu amaç için çeşitli takım
değiştirme sistemleri kullanılmaktadır. CNC torna tezgahlarında takım değişimi taretler aracılığıyla
yapılır. CNC freze tezgahlarında ise takım magazinleri kullanılır. Magazinlere kapasitesine göre 12-200
arasında takım bağlanabilir. Program içinde takım numarası verildiğinde fener milindeki takım yerine

5
konur ve çağrılan takım değişme konumuna gelerek fener miline takılır. Takım magazinleri farklı
konfigürasyonlarda olabilir. En yaygın olarak kullanılan dört farklı takım magazin tipi vardır.
a) Karosel
b) Tambur
c) Kutu
d) Zincir (palet)
Şekil 7. Takım magazinleri
CNC TEZGAHLARIN ÇALIŞMA ORTAMI
Makineden yüksek performans elde etmek için oda sıcaklığı toz titreşim v.b. etkilere dikkat etmek
gerekir. Oda sıcaklığının büyük miktarda değiştiği bir ortamda yüksek hassasiyetin elde edilemeyeceğini
söylemek gerekmez. Makinenin direkt güneş ışığı, havalandırma ve ısıtıcı cihazların etkisinden
korunmasına dikkat edilmesi gerekir.Toz, soğutma sıvılarının buharı ve demir tozları ile kirlenmiş hava,
makinenin kızak ve elektronik kartlarının ömrünü büyük ölçüde azaltır. Özellikle elektronik cihazlar toz
ve nemden çok etkilenirler. Makine mümkün olduğu kadar temiz bir yerde kurulmalıdır.Ayrıca tezgah
diğer makineler tarafından meydana getirilen titreşimlerden ve yüksek frekanslı elektrik sinyalleri üreten
makine ve cihazlardan korunmalıdır. Yüksek frekanslı elektrik sinyali gürültü üreten cihazlar:
a- Ark kaynak makineleri
b- Direnç kaynak makineleri
c- Yüksek frekanslı kurutma makineleri
d- Transdüksiyonla ergitme ve sertleştirme cihazları
Periyodik Bakımlar
1. Günlük Bakımlar
A- Her gün iş bitiminde tezgah operatörü, aşağıdaki işlemleri yapmalıdır:
a) Tezgahın enerjisini kapatın,
b) Tezgahta birikmiş talaşların temizlenmesi,

6
c) Tezgahların uzak gibi çalışan kısımlarının koruyucu yağ ile yağlanması. Bu işlem özellikle suda
çözünen soğutma sıvısı kullanıldığında önemlidir.
B- Tezgah operatörü, her gün işe başlamadan önce aşağıdaki kontrolleri yapmalıdır.
a) Yağlama tankındaki yağ seviyesi,
b) Operatör paneli ve elektrik panosunun temizliği,
c) Yağ ve hava kaçakların olup olmadığı,
d) Tezgahın aynası (torna için), paleti (işlem merkezlerinde) ve takım magazininin temizliği,
e) Kızaklarda talaş olup olmadığı,
f) Hidrolik tankındaki yağ seviyesi,
g) Hidrolik basınçların kontrolü,
h) Elektrik panosundaki havalandırma fanlarının çalışıp çalışmadığı,
i) Anormal ses ve titreşim olup olmadığı,
j) Kumanda ünitesinin ekranında alarm olup olmadığı,
k) Takımların bağlantılarının sağlamlığı.
2. Haftalık Bakımlar
A- Bütün ikaz lambalarının bozuk olup olmadığı,
B- Hidrolik yağ seviyesi,
C- Basınç momentleri,
D- Kağıt bant şerit okuyucunun temizliği.
3. Aylık Bakımlar
A- Elektrik panosu ve hava filtresinin temizliği,
B- Tezgah limit sviçleri,
C- Buton ve anahtarların çalışıp çalışmadığı.
4. Üç Aylık Bakımlar
A- Tezgahın seviye kontrolü,
B- Sonsuz vida ile dişli arsında boşluk olup olmadığı,
C- Soğutma sıvısı takının temizliği,
D- Elektrik panoları ve hava filtresinin temizliği.
5. Altı Aylık Bakımlar
A- Hidrolik yağın değiştirilip, tankın temizlenmesi,
B- Hidrolik yağ filtresinin temizlenmesi,
C- Ayna dişlisi yağının değiştirilmesi.
6. Elektrik Panosunun Temizliği
Elektrik panosu soğutma ünitesi ve fan motorları periyodik olarak temizlenmelidir. Eğer soğutma
ünitesi ve fanlar toz, nem veya diğer maddelerle kirlenir ise görevlerini yapamazlar. Temizleme aralığı
ortamın kirlilik derecesine göre değişir.
7. Hava Filtresinin Temizliği:
Elektrik panosunun alt tarafındaki hava fîltresi kirlenirse filtrenin toz tutma fonksiyonu azalır ve
aynı zamanda panonun içerisindeki hava sıcaklığı yükselir. Bunun için fîltreler temiz tutulmalıdır. Filtreyi
tutan koruyucu kapaklar sökülür ve temizlenir.

7
CNC’DE İŞ YÜKLENMESİ VE İŞ BAĞLAMA
Herhangi bir iş bağlama düzeneği aşağıdaki şartları yerine getirmelidir.
İşi sıkı olarak bağlamalı,
Pozitif yerleştirme sağlamalı,
Hızlı olmalı ve kolay kullanılmalı,
Geleneksel tezgahlarda denenmiş, kullanılmış bir çok iş bağlama düzeneği vardır; mengene, ayna,
pens bunların en bilinen örnekleridir ve bunlar nümerik kontrollü tezgahlarda da kullanılmaktadır. Bu iş
bağlama düzenekleri, mekanik, hidrolik veya pnömatik olarak çalışabilir. Mekanik olarak çalışanlar, iş
paçasının yüklenmesi ve sıkılmasında el becerileri gerektirir. Bu nedenle, hidrolik ve pnömatik sıkma
özellikle de ikincisi tercih edilir. Hidrolik ve pnömatik sıkma, tezgah kontrol ünitesi tarafından elektronik
olarak kolaylıkla kontrol edilir ve hızlı bir çalışma ve düzgün sıkma basıncı sağlar. Bu çeşit geleneksel iş
bağlama düzenekleri;dikdörtgen, köşeli, hegzagonal gibi üniform şekilli stok malzemesi veya iş
parçasının işlenmesinde daha uygundur. Düzensiz şekiller, bazen pnömatik veya hidrolik sıkılma
düzenlemeleriyle birlikte özet tasarlanmış kolaylıklar ile geleneksel işlemeye uyarlanabilir. Genel bir
uygulama olarak, iş parçası işleme sırasında hareket etmeyecek şekilde pozitif olarak yerleştirilmelidir.
Her iki durumda, iş parçası sabit çenelere karşı yerleştirilmiştir. Herhangi bir işleme sürecinde iş
parçasının hareket olanağı, emniyetle ilgili nedenlerle istenmez.Nümerik kontrollü işleme sürecinde de az
olsa iş parçasının hareket etmesi problemi olabilir. Bunun anlamı, iş parçası boyutu işleme sırasında
sürekli izlenmediğinden, iş parçasının boyutsal hassasiyetinin kaybolmasıdır.
PROGRAMLAMA
İş Akışı
CNC tezgahı kullanarak parça işlemek için parçanın NC programını yapmak ve bu programdaki
komutlara göre tezgahı çalıştırmak gereklidir.
İş Akışı:
1. Parçanın teknik resmi tezgah koordinatlarına göre hazırlanır.
2. Parçanın teknik resmine göre operasyon planı yapılır.
3. Operasyon planı ve resme göre parça programı yazılır. Program delikli şerit, kaset veya diskete
kaydedilir. Bunların olmadığı durumda yazılan kağıtta kalır.
4. Program direk kablo bağlantısı yada elle tuşlayarak tezgahın kontrol ünitesinin hafızasına aktarılır.
5. İş parçası ve takımlar tezgaha bağlanır.
6. İş parçası ve takımların ölçümleri yapılır.
7. Programdaki komutlara göre tezgah çalıştırılır ve parça işlenir.
KOORDİNAT SİSTEMİ
CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel
bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında koordinat
sistemi önemli yer tutar. Koordinat sistemi tek bir düzlemi ifade eden iki eksenli veya üç düzlemi
gösteren üç eksenli olabilir. İki eksenli koordinat sisteminin eksenleri (x,y), (y,z) veya (x,z) üç eksenli
sisteminin eksenleri (x, y, z) şeklinde ifade edilir. CNC sistemlerde koordinat sisteminin orijinine sıfır

8
noktası denir. Bunun yanı sıra iki düzlemde, nokta konumunu uzunluk ve açı ile veren polar; üç boyutlu
sistemlerde silindirik ve küresel koordinat sistemleri kullanılır.
Şekil 8. CNC freze tezgahının sıfır noktaları
Şekil 9. CNC torna tezgahının sıfır noktaları
CNC tezgah ve sistemlerde; tezgah, parça ve takım olmak üzere üç ayrı koordinat sistemleri
vardır. Bu koordinat sistemlerinin orijinlerine; tezgaha ait olanına tezgah sıfır noktası; parçaya ait
olanına parça sıfır veya program referans noktası; takıma ait olanına takım sıfır noktası denilir. Bu
noktaların yanı sıra genellikle parçadan en uzak noktada bulunan takım değiştirme noktası ve genel bir
referans noktası bulunur. Bu son noktalar sadece nokta olup esasen belirli bir koordinat sisteminin
orijinini temsil etmezler. Bir çok sistemde referans noktası ile takım değiştirme noktası aynı noktadır.
CNC TEZGAH EKSENLERİ
2 Axis Turning (Lathe): 2 Eksen standart torna. Burada XZ eksenlerinde hareket vardır. Tornada X
ekseni çap, Z ekseni ise parçanın boyuna olan hareketi temsil eder.

9
Şekil 10. İki eksenli ( X, Z ) torna tezgahı
2 ½ Axis Milling(2 ½ eksen freze): CNC FrezeTezgahında aynı anda XY, XZ veya YZ eksenleri hareket
eder. Üçüncü eksen hareketi ardından gelir . Örnek Delik delme, klavuz çekme, sabit derinliklerde cep
boşaltma.
3 Axis Milling(3 eksen freze): 2 ½ eksen harekete ilave olarak aynı anda XYZ eksenleri hareket edebilir.
Örnek vida takımı ile helisel hareket ile erkek veya dişi vida açma.
Şekil 11. Üç eksen düşey freze tezgahı Şekil 12. Üç eksen yatay freze tezgahı
4 Axis Turning (Lathe): 4 Eksen torna olarak adlandıran bu tür tezgahlarda, torna aynasına bağlanan
parçayı aynı anda iki takım birden keser. Her bir takım karşılıklı duran ayrı bir tarete bağlıdır ve taretler
senkronize olarak çalışır.
4th/5th axis milling, position only: 4. ve 5. eksenlerde tezgah tablasının veya iş milinin döneme
hareketidir. X ekseni etrafında dönme A, Y ekseni Etrafında dönme B, Z ekseni etrafında dönme C olarak
adlandırılır. Bu tür tezgahlarda tezgah istenilen açı konumuna geldikten sonra XYZ eksenlerinde kesme
işlemi başlar.

10
4th/5th axis milling, position only
5 axis milling, full contouring: Tezgahın aynı anda 5 ekseninin birden hareket edebilme yeteneğidir. Bu
hareketlerin tamamı iş milinden olabileceği gibi, iş mili ve tabladan beraberce olabilir.
5 axis milling, full contouring
Beş dönme ekseni: üç temel dönme ekseni (A, B ve C) ve iki özel eksenden (D ve E) meydana gelir.

11
C&Y Axis Turning (Lathe): Standart 2 eksen torna özelliklerine ilave olarak iş milinin belirli açılara
kendini konumlayabilmesi C eksenidir. Y ekseni ise taret üzerine takılabilen canlı freze çakısı (freze
çakısı dönüyor) ile silindirik parça üzerinde frezeleme işlemidir.
C&Y Axis Turning (Lathe)
B axis Machining (Lathe): C&Y eksen özellikli tornada canlı freze çakısının bağlı bulunduğu iş milinin
aynı zamanda açısal olarak hareket edebilmesidir. Belirtilen bu harekete ilave olarak bu tür tezgahlarda
parçaları tek bağlamada işleyebilmek için "Sub-Spindle" olarak adlandırılan ve Z ekseninde ileri geri
hareket edebilen bir karşı ayna bulunur.
Parça Koordinat Sistemi
CNC tezgahlarında parçayı işlemek için programda takım yolu denilen parça üzerinde takım
konumlarının tayin edilmesi gerekir. Takım yolu parça üzerinde önemli noktaların koordinatlarını
belirterek tayin edilir.Parça üzerinde takım yolunun koordinatlarını belirtmek için, tezgah
koordinatlarından bağımsız bir parça koordinat sistemi seçilir. Bu koordinat sisteminin orijini parça
üzerinde veya dışında herhangi bir nokta seçilebilir.
Şekil 13. CNC torna tezgahında iş parçası koordinat
sistemi örneği (W)

12
Şekil 14. CNC freze tezgahında iş parçası koordinat sistemi örneği (W)
Takım Koordinat Sistemi
Şekil 15’te freze ve Şekil 16’da torna takımlarına ait koordinat sistemi verilmiştir. Sıfır noktası
için takım tutturma tertibatı üzerinde herhangi bir nokta seçilmekle beraber genellikle uygun bir nokta
seçilir. Genelde bu orijin takım tutturma tertibatının alın yüzeyinde seçilir. Takımların boyutları bu orijine
göre Z ve X şeklinde verilir. Freze takımlarında Z ekseni takımın uzunluğunu ve X ekseni takının d çapını
veya r yarıçapını ifade eder. Torna takımında X ve Z koordinatları takım ucunun yerini gösterir; ayrıca
takım ucunun r yarıçapı da verilir. Takım sıfır noktasının yeri tezgahın imalatı sırasında belirlenir; ancak
konumu hareket ettiği için değişkendir.
Şekil 15. Frezede takım sıfır noktası Şekil 16. Torna kesici takımının sıfır noktası
ISO (G-KODU) SİSTEMİNİN PROGRAMLAMA ESASLARI
Programın Yapısı
NC tezgah ve sistemlerde programlama ASCII kod esasına göre oluşturulan ISO, EIA ve DIN gibi
aynı içerikli kod sistemine dayanmaktadır. Bununla beraber NC sistemleri için kontrol ünitelerini üreten
firmalar arasında yani kontrol sistemleri arasında bazı farklılıklar vardır. Burada Sinumerik sistem
anlatılacaktır.
ISO Kod sistemine dayanan bir program;
Programın adını temsil eden program numarası,
Programı oluşturan ve satır şeklinde yazılan bloklar.
Blokları oluşturan sözcüklerden oluşur. Örneğin,
: 0001¶ Programın adı (numarası)
N01 G90 G54 G40¶ 1. Blok
N05 G00 X45 Z1 T01¶ 2. Blok
N10 G01 Z-20 F200 S600 M06¶ 3. Blok
....................
N40 G00 G40 X150 Z40¶ 8. Blok
N45 M30¶ Program sonu bloğu.
a. Programın adı bir sayıdan oluşur ve programın numarasını belirtir. Sayının önüne ISO’ya göre (;)
işareti, EIA sisteminde O harfi; sinumerik’te ¶ işareti konulur veya hiçbir işaret konulmaz. Sayılar

13
1’den 9999’a kadar dört dijitten oluşur, sayının önündeki sıfırlar sayılmaz. Eğer program numarası
yoksa birinci bloğun numarası (N...) program numarası sayılır; ancak N0 kabul edilmez.
b. Programın esasını oluşturan bloklar satır şeklinde yazılır. Bloklara göre takım doğrusal veya
eğrisel bir hareket yapar, iş mili çalışır veya durur, kesme hızı ve ilerleme hızı tayin edilir. Her
bloğun başında bir blok numarası bulunur; blok numarası N ve ondan sonra bir sayıdır.
Örneğin N1, N01 vb; sayılar 1’den 9999’a kadar 4 dijitli olabilir. Sayıların düzeni ard arda
değil de keyfi alınır; örneğin N01, N02, N03 veya N01, N06, N10. Yukarıdaki örnekteki gibi
aralıklı alınırsa, programa başka blokların eklenmesi kolaylaşır. Kontrol ünitesinde işlem
görmedikleri için blok numaralarının konulması mecburi değildir; konulursa programın
kullanılması bakımından daha iyi olur. Blok numarası olarak N0 kullanılmaz. Her blok bir blok
sonu ile işaretlenir. Bu işaret EOF, ISO, (;), (Fanuc), (*), (sinumerik) olabilir.
c. Bloklar örneğin N01, G90, X30, F200 vb. gibi kelimelerden oluşur. Kelimeler komuttur; yani bir
işlemi temsil ederler. Görüldüğü gibi her kelime adres adını taşıyan bir harf ve bir sayıdan oluşur;
sayı kod veya değer olabilir. Örneğin;
G 01 X 35 F 200 M O6
↑ ↑ ↑ ↑ ↑ ↑ ↑ ↑
Adres Kod Adres Değer Adres Değer Adres Kod
Kelime Kelime Kelime Kelime
Adresli kelimelerden oluşan bloklara adresli blok formatı denilir.
Bu açıklamalara göre bir programın yapısı aşağıdaki şekildeki gibidir:
Blokların Yapısı
CNC tezgahlar ve sistemlerde işlemler blokların içerdiği bilgilere göre yapılır. Genelde bir blok şu
bilgileri içerir:
Takım yolu ile ilgili bilgiler (geometrik bilgiler)
Kesme hızı, ilerleme hızı, kullanılan takım gibi teknolojik bilgiler
İş milinin çalışması, kesme sıvısının açılması, programın durdurulması gibi yardımcı bilgiler .
Takım yolu şu bilgileri içermektedir:
Takımın gideceği hedef konum; bu konum X, Y, Z koordinatları ile açıklanır
Hedef konuma nasıl gidecek; G00, G01, G02, G03 gibi seçenekler vardır.
Bu bakımdan bir blok şu kelimelerden (komutlardan) oluşur.
Blok numarası (N)
Hazırlık fonksiyonu (G)
Hedef noktası (X,Y,Z,A,B,C)
Varsa yay merkezini gösteren kelime (I,J,K)
İlerleme hızı (F)
Kesme hızı (S)
Takım numarası (T)
Hazırlık fonksiyonları (M)

14
G kodları modal ve modal olmayan iki gruba ayrılır. Modal G kodları bir bloğa yazıldıktan sonra,
iptal edilinceye kadar, ondan sonra gelen bloklarda da geçerli olurlar. İptal işlemi aynı gruptan bir başka
G kodun veya o işlemi iptal eden bir kodun yazılması ile gerçekleştirilir. Örneğin G00 kodu G01, G02,
G03 veya G33 kodları ile iptal edilir. G41, G42 takım telafisi kodları G40 kodu ile iptal edilir. Çok az
olan modal olmayan kodlar sadece bulunan blokta geçerlidir. Bunlara satır aktifte denir.
Hazırlık Fonksiyonları
G adresi ile ifade edilen hazırlık fonksiyonları blok içinde komutların anlamını tayin eder. ISO
sisteminde kullanılan hazırlık fonksiyonları aşağıdaki gibidir.
ISO kod sistemine göre adresler(harfler) ve anlamları, G kodları
ADRES ANLAM
G00 Pozisyona hızlı hareket
G01 Doğrusal yavaş hareket (talaş kaldırarak ilerleme), F kesme hızı ile,
G02 Saat yönünde dairesel hareket, radyus yaparak talaş kaldırma (CW)
G03 Saat yönü tersinde dairesel hareket, radyus yaparak talaş kaldırma (CCW)
G04 Bekleme
G17 X-Y çalışma yüzeyi
G18 X-Z çalışma yüzeyi
G19 Y-Z çalışma yüzeyi
G25 İş mili devir sınırlaması
G26 İş mili devir sınırlaması (S ile birlikte)
G33 Vida çekme(sabit hatveli) fonksiyonu
G34 Vida çekme(artan hatveli) fonksiyonu
G40 Takım çap telafisi iptali
G41 Takım işin solunda (izleyeceği yolun(konturun)solunda)
G42 Takım izleyeceği yolun sağında
G54 İş parçası sıfır noktası(birden fazla sıfır noktası için 55,56,57,58,59……)
G70 İnç sistem programlama
G71 Metrik sistem programlama
G90 Mutlak (absolute) ölçülendirme
G91 Artımsal (incrimental) ölçülendirme
G94 İlerleme (mm/dk)
G95 İlerleme (mm/dev)
G98 İlerleme (döner eksenler için) dev/dk
Yardımcı Fonksiyonlar
M kodu CNC tezgah ve sistemlerinin çalışmasını kontrol eder. Ve bu kodun etkisi genellikle
aç/kapa şeklindedir. ISO sisteminde kullanılan M kodları ve anlamları aşağıdaki gibidir.
ISO kod sistemine göre adresler(harfler) ve anlamları, M kodları
ADRES ANLAM
M00 Programı şartsız durdurma. Tezgah tam otomatikte olsa bile M00’ı görünce durur. Programın
başlaması için CYCLE START tuşuna basılır.
M01 İsteğe bağlı durdurma.
M02 Program sonu komutu.
M03 İş milinin saat yönünde dönmesi (CW)
M04 İş milinin saat yönü tersinde dönmesi (CCW)
15
M05 İş mili stop
M06 Takım değiştirme komutu
M08 Soğutma sıvılarını program dahilinde açma komutu
M09 Soğutma sıvılarını program dahilinde kapatma komutu
M19 İş milini (aynayı) pozisyonlama.
M24 Ayna çenelerini açma.
M25 Ayna çenelerini kapatma.
M30 Ana program sonu, talaş temizleyiciler 30sn çalışır.
M74 Makineyi referansa gönderme (C eksenlerde)
M86 Talaş konveyörü ileri.
M87 Talaş konveyörü stop.
M96 İş mili dönmeksizin eksenlere hareket verme.
M97 M96' nın iptali.
İlerleme Hızı Kodu
Çabuk (rapid) harekette ilerleme hızı verilmez. Bu hız tezgahın sahip olduğu en yüksek hızıdır ve
tezgahın imalatında belirlenir. Bazı tezgahlarda bu hız kontrol panosunda %25-50-75 gibi değerlere
düşürülebilir. F doğrusal yada dairesel hareket belirlendikten sonra verilir. İlerleme hızı mm/dak veya
mm/dev olarak verilebilir. Bunu belirlemek için ise G94 (mm/dak) ve G95 (mm/dev) kullanılır.
Kesme Hızı Kodu
Siemens kontrol sisteminde kesme hızının değişimlerini tespit eden kodlar: örneğin G25 ve G26
kullanılır. Burada G25 tespit işlemini açan, G26 kapatan koddur.
Takım Kodu
T adresi ile ifade edilen takım kodu 2 ya da 4 haneden meydana gelebilir. İki hanelide ilk değer
takımın taretteki yerini ikinci değer ise takım dosya numarasını ifade eder. Dört hanelide ise ilk iki değer
takımın yerini ikinci iki değer ise takım dosya numarasını ifade eder. T02 ya da T0209 gibi. Siemens te
ise bu tek hanelidir.
Elle hareket (JOG)
Jog işlemi takım veya tezgah tablasını, operatörün makine panelindeki JOG düğmesine basarak
adım adım ilerlemesini sağlar.
G KODLARININ ANALİZİ
Çabuk (rapid) Hareket (konumlama) G00
G00, çabuk hareket yani takımı belirli bir noktaya konumlandırmak için kullanılır, hareket genelde
takımı parçaya yaklaştırmak veya uzaklaştırmak için uygulanır. Tezgahın maksimum hızı ne ise o hızla
ilerleme yapar.
G00 X……. Z………
Doğrusal Enterpolasyon G01
G01, F kodu ile belirtilen bir ilerleme hızı ile doğrusal bir kesme hareketi gerçekleştirir. Bloğun formatı:
G01 X……. Z……… F…….. S………. T………. M………
şeklindedir. F, S, T ve M değerleri daha önceki bloklarda da verilebilir.
Mutlak Programlama G90
16
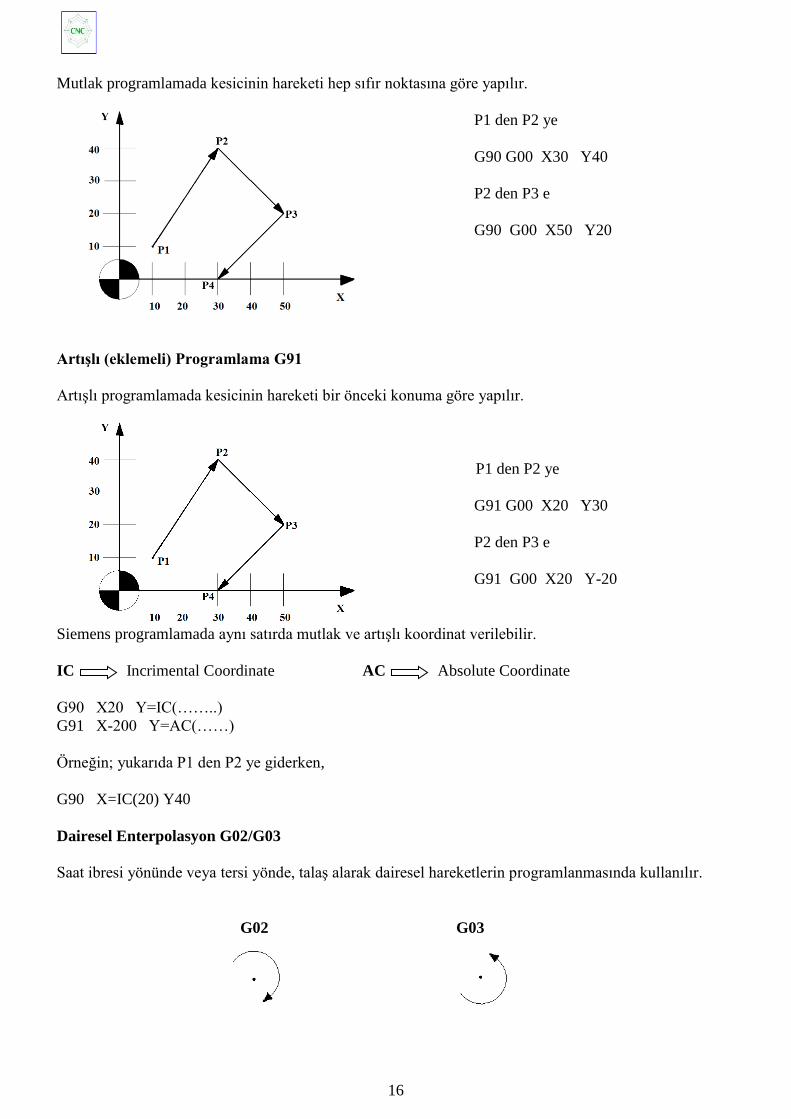
Mutlak programlamada kesicinin hareketi hep sıfır noktasına göre yapılır.
P1 den P2 ye
G90 G00 X30 Y40
P2 den P3 e
G90 G00 X50 Y20
Artışlı (eklemeli) Programlama G91
Artışlı programlamada kesicinin hareketi bir önceki konuma göre yapılır.
P1 den P2 ye
G91 G00 X20 Y30
P2 den P3 e
G91 G00 X20 Y-20
Siemens programlamada aynı satırda mutlak ve artışlı koordinat verilebilir.
IC Incrimental Coordinate AC Absolute Coordinate
G90 X20 Y=IC(……..)
G91 X-200 Y=AC(……)
Örneğin; yukarıda P1 den P2 ye giderken,
G90 X=IC(20) Y40
Dairesel Enterpolasyon G02/G03
Saat ibresi yönünde veya tersi yönde, talaş alarak dairesel hareketlerin programlanmasında kullanılır.
G02 G03

17
X: Yayın bittiği X koordinatı
Y: Yayın bittiği Y koordinatı
I: X ekseni yardımcı değişkeni (Yay merkezinin yay başlangıç noktasına olan X mesafesi)
J: Y ekseni yardımcı değişkeni (Yay merkezinin yay başlangıç noktasına olan Y mesafesi)
K: Z ekseni yardımcı değişkeni
P1 den P2 ye G03 X20 Y50 I -40 J -10
G03 X20 Y50 I=AC(30) J=AC(10)
P2 den P1 e G02 X70 Y20 I 10 J -40
G02 X70 Y20 I=AC(30) J=AC(10)
Dolayısı ile tornada (G02/G03) dönme hareketleri X ve Z eksenlerinde olduğu için G02/G03
hareketleri için I ve K değerleri olacaktır. Frezede X ve Y eksenlerinde (G02/G03) dönme hareketleri
olacağından I ve J değerleri olacaktır. Aşağıdaki örneklerde olduğu gibi.
CR Metodu (C:Circle R:Radius)
P1 den P2 ye G03 X30 Y45 CR=45
P2 den P1 e G02 X70 Y20 CR=45
CR metodu ile tek satırda tam bir daire hareketi yapılamaz.
18
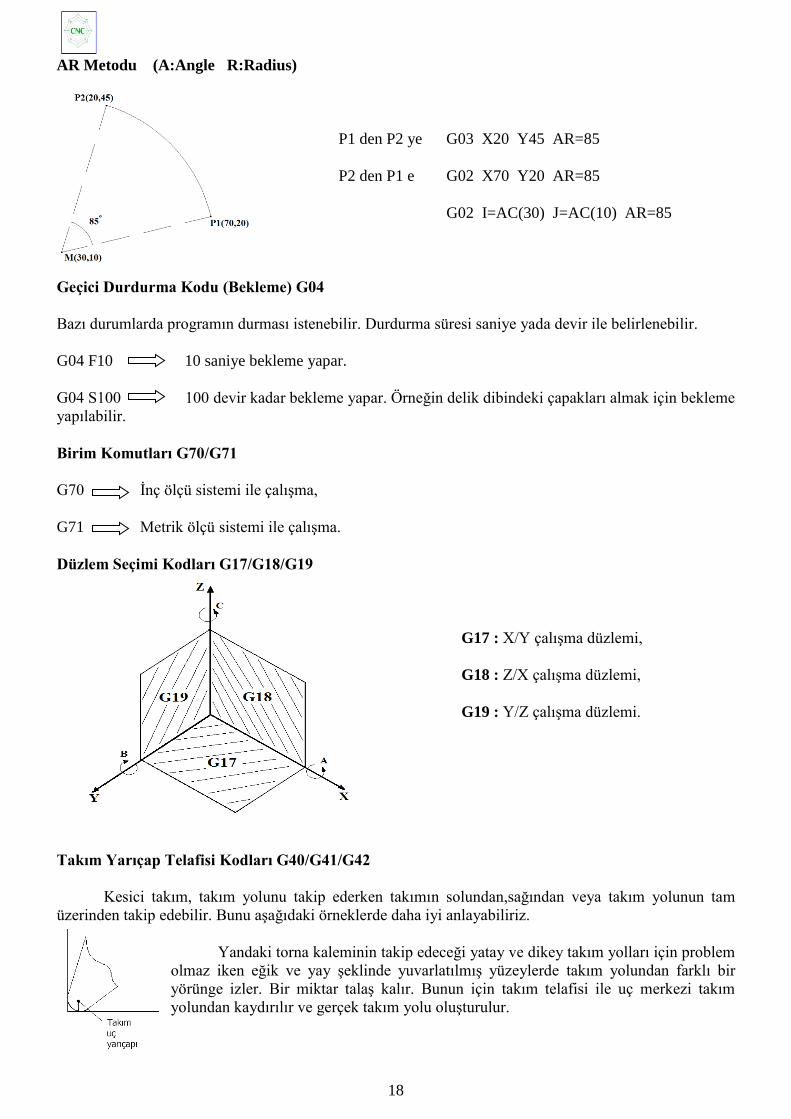
AR Metodu (A:Angle R:Radius)
P1 den P2 ye G03 X20 Y45 AR=85
P2 den P1 e G02 X70 Y20 AR=85
G02 I=AC(30) J=AC(10) AR=85
Geçici Durdurma Kodu (Bekleme) G04
Bazı durumlarda programın durması istenebilir. Durdurma süresi saniye yada devir ile belirlenebilir.
G04 F10 10 saniye bekleme yapar.
G04 S100 100 devir kadar bekleme yapar. Örneğin delik dibindeki çapakları almak için bekleme
yapılabilir.
Birim Komutları G70/G71
G70 İnç ölçü sistemi ile çalışma,
G71 Metrik ölçü sistemi ile çalışma.
Düzlem Seçimi Kodları G17/G18/G19
G17 : X/Y çalışma düzlemi,
G18 : Z/X çalışma düzlemi,
G19 : Y/Z çalışma düzlemi.
Takım Yarıçap Telafisi Kodları G40/G41/G42
Kesici takım, takım yolunu takip ederken takımın solundan,sağından veya takım yolunun tam
üzerinden takip edebilir. Bunu aşağıdaki örneklerde daha iyi anlayabiliriz.
Yandaki torna kaleminin takip edeceği yatay ve dikey takım yolları için problem
olmaz iken eğik ve yay şeklinde yuvarlatılmış yüzeylerde takım yolundan farklı bir
yörünge izler. Bir miktar talaş kalır. Bunun için takım telafisi ile uç merkezi takım
yolundan kaydırılır ve gerçek takım yolu oluşturulur.

19
Yanda ve yukarıda takım yolu ile frezede takım yarıçap telafisi
görülmektedir.
G40 : takım telafisi iptal,
G41 : sol takım telafisi,
G42 : sağ takım telafisi.
Sıfır Noktası Kaydırma Kodları G500/G54/G55/G56/G57/G505…..G599
G500 Base Zero Ofset (her zaman aktif)
G54 1. Z0
G55 2. Z0 Standart
G56 3. Z0
G57 4. Z0
G505 5. Z0
G506 6. Z0
. . Opsiyon
. .
G598 98. Z0
G599 99. Z0
Sinümerik ile programlamada:
WPD (Workpiece Directory): İş Parçası Klasörü
MPF (Main Program File): Ana Program Dosyası
SPF (Subprogram File): Alt Program Dosyası

20
TRANS/ATRANS
Bir programda istediğimiz kadar sıfır noktası tanımlayabiliriz. Aşağıdaki örnekte kare adlı bir alt
program vardır. Sırasıyla K1, K2, K3, K4, K5 için sıfır noktaları kaydırılmıştır.
TRANS: İlk sıfır noktasına göre kaydırma,
ATRANS: Son sıfır noktasına göre kaydırma.
Kare.spf
.
.
Kare
TRANS X20 (K2 için sıfır noktası ilk referans noktasına göre kaydırılmıştır)
Kare
TRANS X40 (K3 için sıfır noktası ilk referans noktasına göre kaydırılmıştır)
Kare
TARNS X60 yada ATRANS X20
Kare
TRANS X0 Y30 yada ATRANS X-60 Y30
ROT/AROT (Rotasyon=Döndürme)
.
.
ROT Z15
abc
TRANS X70 Y60
ROT Z45 yada AROT Z30
abc

21
SCALE/ASCALE (Ölçekleme)
X1 Y1 Z1
SCALE X2 Y2
abcd
SCALE X0,5 Y0,5
ASCALE X….. Y…..
MIRROR/AMIRROR (Aynalama)
.
.
I aaa
MIRROR X
II aaa
AMIRROR Y yada MIRROR XY
III aaa
MIRROR Y yada AMIRROR X
IV aaa
RND/CHF/CHR (Radyus/Pah uzunluğu/Pah)
FRC (Feed Radius Chamfer) : Radyus yada pah ilerleme hızı
.
.
N50 G00 G90 X20 Y20
N60 Z5
N70 G01 Z-5 F500
N80 X100 RND=2 FRC=20
N90 Y70 CHF=3 FRC=3
N100 X20 CHR=4 FRC=50
FRCM (Feed Radius Chamfer Model)
22
Bütün programdaki radyus ve pahları istenen değerde ilerleme ile dönmesini sağlar. Yukarıdaki
örnekte FRC yerine FRCM yazılabilir. Komutun iptali için FRCM=0 kullanılır.
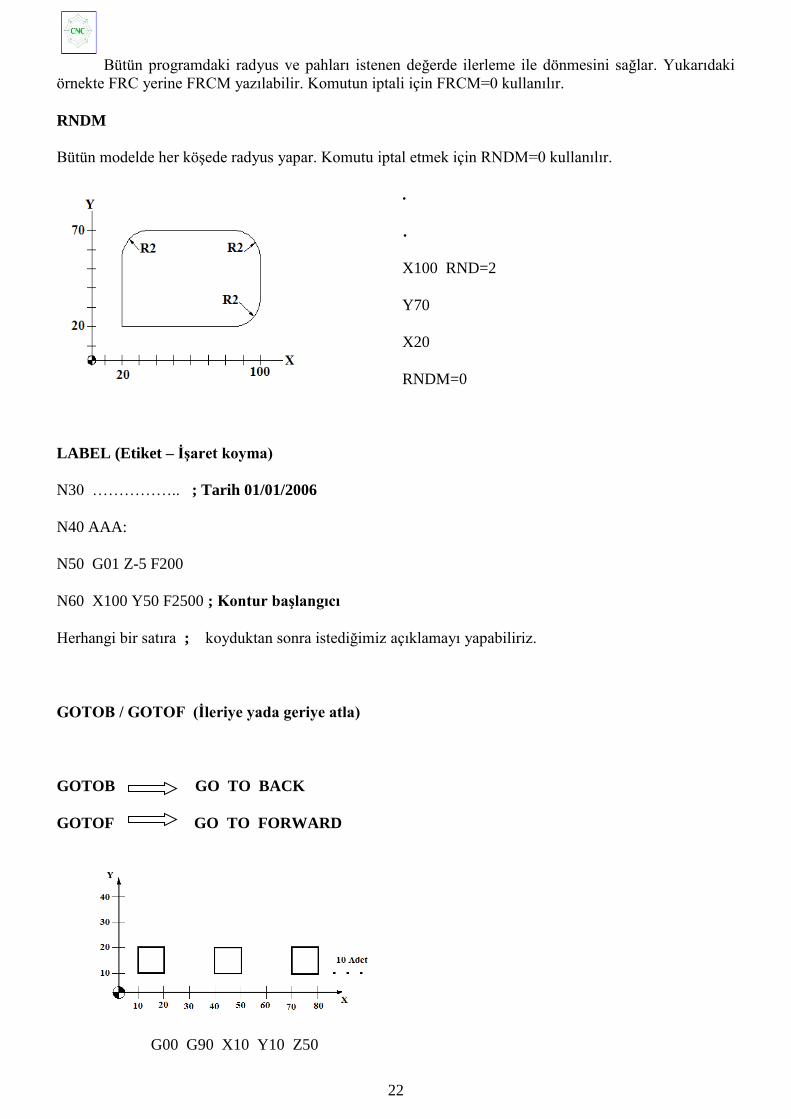
RNDM
Bütün modelde her köşede radyus yapar. Komutu iptal etmek için RNDM=0 kullanılır.
.
.
X100 RND=2
Y70
X20
RNDM=0
LABEL (Etiket – İşaret koyma)
N30 …………….. ; Tarih 01/01/2006
N40 AAA:
N50 G01 Z-5 F200
N60 X100 Y50 F2500 ; Kontur başlangıcı
Herhangi bir satıra ; koyduktan sonra istediğimiz açıklamayı yapabiliriz.
GOTOB / GOTOF (İleriye yada geriye atla)
GOTOB GO TO BACK
GOTOF GO TO FORWARD
G00 G90 X10 Y10 Z50

23
T1 D1
M6 (Tezgaha göre değişebilir)
S1500 M3
R1=0
AAA:
KARE
ATRANS X30
R1=R1+1
IF R1=10 GOTOF ABC
GOTOB AAA
ABC:
TRANS
M30
TTC-630
CNC TORNA TEZGAHI HAKKINDA GENEL BİLGİLER ve
SHOP-TURN
1. KUMANDA PANELİ

24
Tezgah kontrol elemanlarını içeren kumanda paneli üç ana bölümden oluşur.
A) LCD operatör paneli
B) Makine kontrol paneli
C) Kontrol plakası
LCD operatör paneli Kontrol plakası
Makine kontrol paneli
A) LCD Operatör paneli
1. Ekran
2. Ekran tuşları
3. Yatay soft key tuşları
4. Dikey soft key tuşları
5. Alfabetik tuş takımı
6. USB ara yüz (TTC-630 tezgahında usb aktif değildir.)
Standart makine softkey menüsüne dönmek için kullanılan butondur.
Basıldığında makinenin ilk açıldığı andaki menüler ekrana gelir.

25
Bir önceki menüye dönüş butonudur.
Bir sonraki menüye geçiş butonudur.
Önceden seçilmiş bulunan softkey'e ait menüleri gösteren butondur.
Bilgisayarda F10 tuşudur.
KEYBOARD: Yazım ile ilgili butonların olduğu bölümdür.
Kursor kaydırma butonlarıdır. Birer birer karakter atlatabilirler. Hareket
yönleri ise ok yönündedir.
Sayfa seçme butonlarıdır. Aşağı ok yönü ile gösterilen butona basıldığında
sonraki sayfaya, yukarı ok yönü ile gösterilen butona basıldığında önceki sayfaya geçiş yapılır.
Keyboard üzerinde çift karakter taşıyan butonlar bulunmaktadır. Üst
karakterlere geçiş bu butonla sağlanır.
Değiştirme butonu, yazılmış herhangi bir karakter yada bir bloğu yenisiyle
değiştirmek için kullanılır. Kursör değiştirilmek istenen komutun önüne getirilir. Değiştirilmek
istenen yeni komut yazılır ve bu tuşa basılır.
Yazılım satırında bulunan ve henüz hafızalanmamış olan komutları girmek
için kullanılır. Yani programa girilmek istenen her komut yada blok, yazılım satırına yazıldıktan sonra
bu buton kullanılmaktadır. Enter tuşu gibi düşünülebilir.
Program içerisinde yazılmış olan karakterleri silmek için kullanılır. Kursör
silinmek istenilen karakterin sağına getirilir ve butona basılır.

26
Açıklama butonudur. Ekranda beliren alarmın detaylı açıklaması, ilgili
parametre ve yapılması gereken işlemlerin bulunduğu sayfaya geçiş imkanı sağlar. Bilgisayarda F12
tuşudur.
Aktif/Deaktif butonudur. Seçilmiş olan pencereleri etkin hale getirir. Tekrar
basıldığında etkin olan pencere etkinliğini kaybeder. Bilgisayarda Shift+5 tuşudur.
B) Makine kontrol paneli
1. Acil stop butonu
2. Mod ve makine fonksiyonları
3. Inkrimental hareketler
4. Program kontrolü
5. Torna için eksen tuşları
6. İş mili kontrolü
7. İlerleme kontrolü
Bütün modlarda önceden set edilen yada program içerisinde seçilmiş olan
ilerleme hızları %0 dan itibaren %120 oranında artırıp azaltmaya yarayan seçici anahtardır.
JOG, MDI, AUTO modlardan herhangi birinde yapılacak olan iş mili
devirlerini %50 - %120 oranlarında artırıp eksiltmeye yarayan seçici anahtardır. Örneğin, program
içerisinde iş mili devri “S 1000” olarak verilmişse override anahtarının konumuna göre gerçekleşecek
iş mili devirleri şöyle olacaktır:
%120 ------------ 1200
%100 ------------ 1000
%50 ------------- 500
%10 -------------- 100
Herhangi bir acil durumda çalışma modu ne olursa olsun tezgahı durdurmak
için kullanılacak butondur. Basıldığı zaman tezgahın bütün fonksiyonları stop eder. Butona basılınca,
buton basılı olarak kalır. Buton üzerindeki ok yönünde çevirmekle buton yeniden set edilir.
Reset butonudur. Sistemde oluşan bazı alarm yada mesajlar bu buton
yardımıyla silinebilir.
Programı otomatik olarak çalıştırarak, parça işleme modudur.

27
Manuel / Otomatik çalışma modudur. Bu modda sürekli program haline
dönüşmesine gerek olmayan işlemler yaptırılabilir.
İlgili butonları kullanarak tezgaha manuel hareket verme modudur. Bu
modda program çalıştırılmaz, sadece butonlar etkindir.
Referans noktasına gönderme metodudur. Tezgah açıldığında mutlaka
referansa gönderilmelidir. Referansa göndermek için ref. point tuşuna ve sonra +T tuşuna basmak
yeterlidir. Bu işlem yapılmadan önce eksenlerin referans noktasından en az 100 mm. aşağıda olduğu
kontrol edilmelidir. Referans noktalarına gönderme için (+) yön tuşları kullanılır.
Takım kırılması veya buna benzer program dışı sebeplerden dolayı
programın kesilmesi gerektiği durumlarda, tekrar programa istenilen pozisyondan başlamak için
kullanılır.
(INC) : Eksenleri seçilen adım büyüklüğünde ilerletmeyi sağlar. Bu butona
basmakla birlikte aşağıdaki ilerleme miktarını gösteren butonlardan da birisi mutlaka seçilmelidir.
Inkrimental mod seçili iken el çarkı veya eksen hareket yönlerini gösteren
butonlara basmakla eksenin ilerleme miktarının seçimini sağlar. Burada gösterilen rakamlar µm (
mikro metre ) yi ifade eder.
AUTO veya MDI modda çalışan programı blok blok işletmeye yarar. Single
block'un iptali için aynı butona tekrar basmak yeterlidir.
AUTO ve MDI modda seçilen programı çalıştırmak için kullanılır.
AUTO ve MDI modda seçilen programı durdurmak için kullanılır.
KONVEYOR İLERİ: JOG modda talaş konveyorünün ileri yönde çalıştırılmasını sağlar. Butona bir
defa basmakla hareket başlatılır. Durdurmak için aynı butona tekrar basmak gerekir. Biriken talaşın
atılması için kullanılır.
KONVEYOR GERİ: JOG modda talaş konveyorünün geri yönde çalıştırılmasını sağlar. Butona
basıldığı müddetçe hareket devam eder. Bırakılınca hareket durur.
PUNTA İLERİ: Punta pinolünü ileri çıkartmaya yarayan JOG butonudur. Butona basıldığında
pinolün ileri çıkabilmesi için çalışma kapısının açık ve puntalı/puntasız çalışma anahtarının puntalı
konumda olması gerekir.

28
PUNTA GERİ: Punta pinolünü ileri çıkartmaya yarayan JOG butonudur. Butona basıldığında
pinolün geri çekilebilmesi için çalışma kapısının açık ve puntalı/puntasız çalışma anahtarının puntalı
konumda olması gerekir.
+T : JOG modda takım değiştirme butonudur. Takım taretini ileri yönde bir takım artıracak şekilde
döndürülmesini sağlar.
-T : JOG modda takım değiştirme butonudur. Takım taretini geri yönde bir takım azaltacak şekilde
döndürülmesini sağlar.
PUNTA GÖVDESİ İLERİ: Punta gövdesini ileri yönde, aynaya doğru hareket ettirmeyi sağlar.
Butona basılı olduğu sürece hareket devam eder.
PUNTA GÖVDESİ GERİ: Punta gövdesini geri yönde hareket ettirmeyi sağlar. Butona basıldığı
sürece hareket devam eder. Punta gövdesinin ileri yada geri hareketinden önce punta gövdesini tezgah
kızaklarına bağlayan cıvataların sıkılmış olmasına dikkat ediniz.
MANUAL YAĞLAMA: Gresle yağlama butonudur. Tezgahın ilk açışlında butona bir kez basılması
yeterli olacaktır.
AYNA ÇÖZME: Parça bağlama çözme için kullanılan manual butondur. Parça sıkma şeklini
belirleme anahtarının pozisyonuna bağlı olarak açma yapar. Çalışma kapısı açık değilse açma/kapama
yapmaz.
AYNA SIKMA: Parça bağlama çözme için kullanılan manual butondur. Parça sıkma şeklini
belirleme anahtarının pozisyonuna bağlı olarak sıkma yapar. Çalışma kapısı açık değilse
açma/kapama yapmaz.
AYDINLATMA LAMBASI: Çalışma lambası butonudur. Butona basmakla aydınlatma lambası
yanar, aynı butona tekrar basmakla lamba söner.
AUTO SOĞUTMA: Soğutma sıvısı akışının sadece M fonksiyonları ile olması istenen durumlarda
kullanılan butondur. Takım soğutma ve iş mili soğutma valflerini etkin hale getirir yada devreden
çıkarır. Otomatik modda mutlaka basılı olmalıdır. Basılı değilse otomatik modda verilen soğutma
komutları gerçekleşmez. Program içerisinde verilen soğutma komutları bu butona basılarak kesilip
tekrar basmakla aktif hale getirilebilir.
İŞ MİLİ SOĞUTMA: Taret üzerinde bulunan ve iş miline doğru soğutma sıvısı akışını sağlayan
valfi kontrol eden butondur. Butonun aktif olabilmesi için çalışma kapısının kapalı ve iş milinin
dönüyor olması gereklidir. Otomatik modda Auto soğutma butonuna basılarak soğutma sıvısı akışı
kesilip tekrar açılabilir. butonu aktif olmalıdır, yada iş mili dönmelidir.
TAKIM SOĞUTMA: İş mili üzerinde bulunan ve taret üzerine doğru soğutma sıvısı akışını sağlayan
butondur. Otomatik modda Auto soğutma butonuna basılarak soğutma sıvısı akışı kesilip tekrar
açılabilir. Feed Start butonu aktif olmalı yada iş mili dönmelidir.
PROB AŞAĞI/YUKARI: Takım ölçme prob kolunun JOG modda aşağı ve yukarı hareketini
sağlayan butondur. İlk basıldığında prob kolu aşağı hareket eder. Tekrar basıldığında prob kolu yukarı
hareket eder. Tezgah referansa gönderilmiş olmalıdır.
C) Kontrol plakası

29
DİSKET SÜRÜCÜ: Tezgaha program yüklemek, parametre girmek, yazılı olan programları ve
parametreleri diskete almak için kullanılan ünitedir.
PARÇA SIKMA ŞEKLİNİ BELİRLEYEN ANAHTAR BUTONU:
İş parçasının şekline göre iki ayrı bağlama tipi mevcuttur. Bu bağlantı şekillerinden hangisinin
kullanılacağını sisteme aktaran butondur.
İçe sıkma (anahtar sol konumda)
Dışa sıkma (anahtar sağ konumda)
PUNTALI/PUNTASIZ ÇALIŞMA MODU SEÇME ANAHTAR BUTONU:
Punta ile çalışmak için kullanılan anahtar butonudur. Emniyet açısından, puntalı çalışma yapılmadığı
zaman bu anahtar butonun “puntasız” konumda bırakılması gerekir.
KONTROL ON BUTONU:
Eksen sürücülerini ve sistemin hazır hale gelmesini sağlayan butondur. Sistemin ON edilmesi için
basılarak ışığın söndürülmesi gereklidir. Tezgah açıldığında veya sürücülerin devre dışı kalması
durumunda ışığı yanarak ikaz verir.
HANDWHEEL (EL ÇARKI):
Inkrimental modda eksenleri hareket ettirmeyi sağlar. El çarkı softkeyine basılarak hareketi istenen eksen
seçilir. INC ilerleme kademelerinden herhangi biri seçilir ve el çarkının – ve + yönde döndürülmesi ile
eksen hareket ettirilir.
TEZGAHIN ÇALIŞTIRILMASI
Elektrik dolabı üzerindeki ana şalteri açarak tezgahı enerjilendirin. Şalt dolabının yüzeyindeki
yeşil sinyal lambası yanar.
Kumanda panelinde kontrol plakası üzerindeki mavi ışıklı “Power On” butonuna basarak ışığını
söndürün. Kontrol devresine enerji verin.
Acil stop butonunu basılı ise kaldırın, bir müddet sonra ekrana standart pozisyon sayfası
gelecektir.
Herhangi bir alarm mesajı yoksa ilk yapılacak işlem tezgahı referansa göndermek olmalıdır.
Bunun için:
butonuna ve daha sonra butonuna basmak yeterlidir. Ancak WCS/MCS
tuşunun aktif olmadığına dikkat edin. Referansa göndermeden önce taretin pozisyonuna dikkat ediniz.
Herhangi bir alarm varsa reset butonunu kullanınız. Sadece X ekseninde ilerleme olacaktır.

30
Manuel yağlama butonuna basın, 2 saatten kısa sürelerde tezgah kapatılıp açılıyorsa yada 24
saatten fazla enerjisiz kalıyorsa, her açışta bu butona basmak suretiyle kızak yolları ve
ballscrew'ların yağlanmasını sağlayın.
Artık tezgah çalışmaya hazırdır.
TEZGAHIN KAPATILMASI
Tezgahta çalışmamız bittiğinde acil stop butonuna basarak, tezgahın ana şalterini kapatmamız
yeterlidir.
SHOP-TURN
Operatör Arayüzü
1. Aktif operasyon modu
2. Alarm ve mesaj satırı
3. Program ismi
4. Programın bulunduğu klasör
5. Kanal durumu ve program kontrolü
6. Kanal operasyon mesajları
7. Eksen pozisyonları
8. T,F,S
Aktif takım T
Aktif ilerleme F
Aktif devir S
9. Aktif work ofsetleri
10. Çalışma penceresi
11. Diyalog satırı
12. Yatay softkey tuşları

31
13. Dikey softkey tuşları
14. Softkeys
15. Ekran tuşları
Kanal Durumu: Reset Kanal Operasyon Mesajları: Dur
Aktif Bekle
Aktif değil
Makine sayfası dönüş tuşu Ana menü tuşu
PROGRAM ARAYÜZÜ
T,S,M
Program açıldığında karşınıza gelecek ilk sayfa budur. Buradaki ilk buton T,S,M dir. Bu sayfada
dikkat edilmesi gerekenler.
T ile takım numarasını kendiniz girebilirsiniz yada takım listesinden seçebilirsiniz.
S: Devri dev/dk yada m/dk verebilirsiniz. Bu değişimi bilgisayarda yada Shift+5 tuşu
ile yapabilirsiniz. Tezgahta ise tuşu ile yapabilirsiniz.
Dönüş yönünü saat ibresi yönünde/saat ibresi tersi yönünde/off/pozisyonlama(açısal) şeklinde
seçebilirsiniz. Eğer dönüş yönü seçilmiş ise M fonksiyonu seçilmez yada tam tersi geçerlidir.

32
Birimi mm yada inç ölçü sistemi seçilebilir. Bu seçim sadece bu sayfadaki X ve Z değerlerini mm
yada inç olarak gösterir, program birimlerini değiştirmez. Ayrıca shop-turn ve shop-mill
programlarında inç ölçüsünün kısaltması in olarak ifade edilir. inc (inkrimental yani artışlı
programlamayı ifade eder) abs ise (absolute yani mutlak programlamayı ifade eder) dikkat
edilmelidir.
Uygun değerler yazıldıktan sonra tuşuna basılırsa verilen devir değerinde döner.
SET WORK OFFSET
Bu buton ile takım sıfırlaması yapılırken iş parçasına çapta değdirilerek (yani X
ekseninde) değdirdiğimiz çaptaki değer hassas bir kontrol aleti ile ölçülerek okunan değer yazılır.
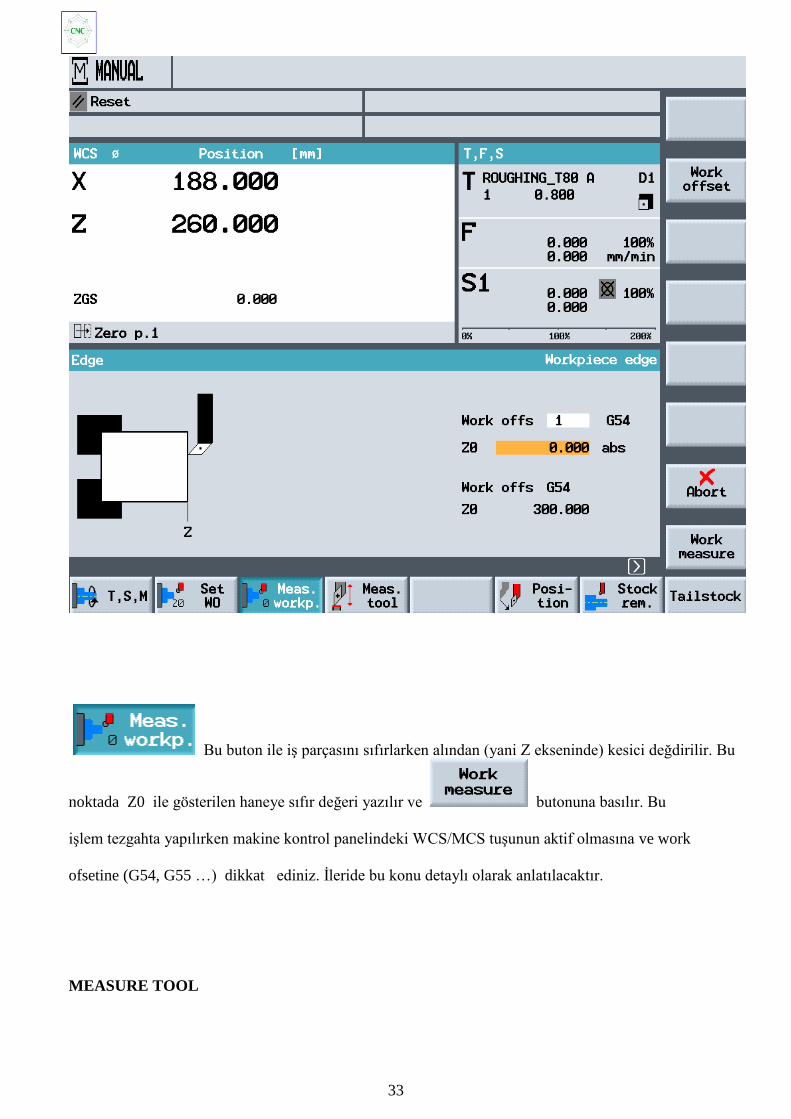
MEASURE WORKPIECE
33
Bu buton ile iş parçasını sıfırlarken alından (yani Z ekseninde) kesici değdirilir. Bu
noktada Z0 ile gösterilen haneye sıfır değeri yazılır ve butonuna basılır. Bu
işlem tezgahta yapılırken makine kontrol panelindeki WCS/MCS tuşunun aktif olmasına ve work
ofsetine (G54, G55 …) dikkat ediniz. İleride bu konu detaylı olarak anlatılacaktır.
MEASURE TOOL

34
Bu buton ile sıfırlamış olduğumuz ilk kesici takıma göre yani master takıma göre (master takım
en çok kullandığımız ve 1 numarala tarete taktığımız takımdır, genelde kaba talaş kalemi seçilir)
diğer takım boylarının ölçülmesi için kullanılır. X ve Z değerleri dikey softkey butonlarında
karşımıza gelir. X ve Z eksenlerinde aynı sıfırlama işlemini yaptıktan sonra
butonuna basılarak değerler hafızaya alınır. X ekseninde iş parçasına
değdiğimiz noktadaki çap değeri yazılır. Z ekseninde alından değdiğimiz yerde ise sıfır değeri
yazılır ve set lenght butonuna basılır. Uygulamalarda anlatılacaktır.
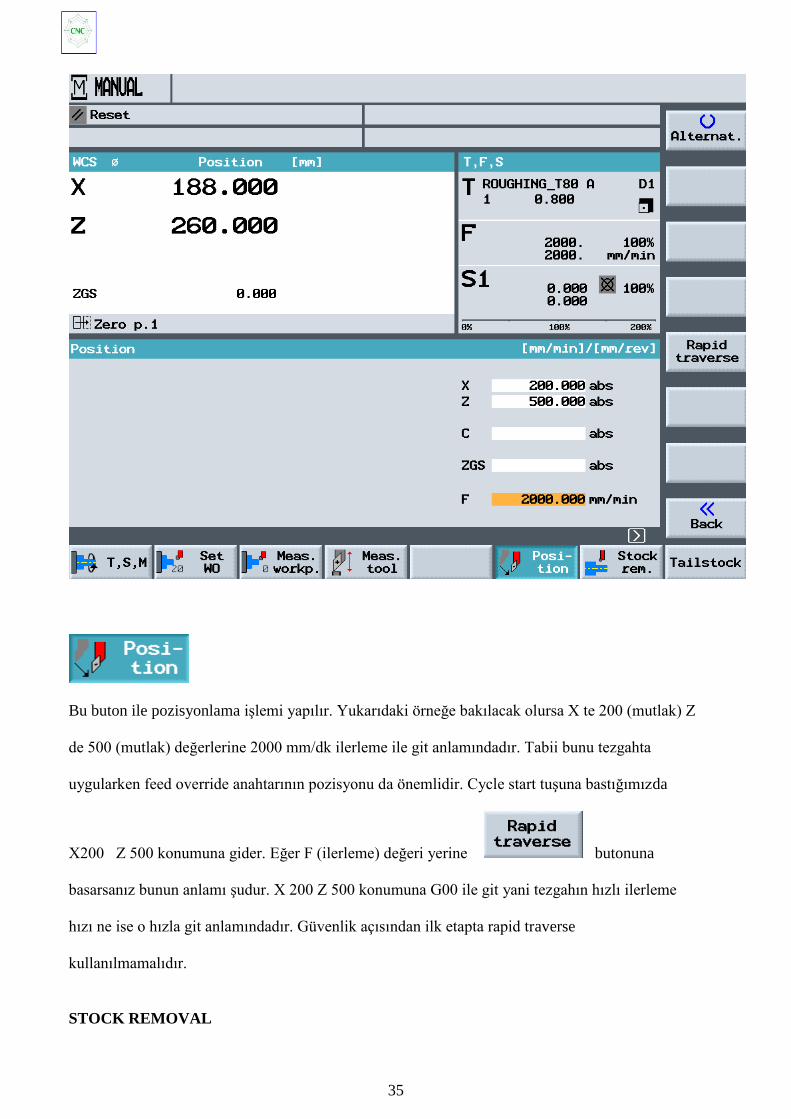
POSITIONING
35
Bu buton ile pozisyonlama işlemi yapılır. Yukarıdaki örneğe bakılacak olursa X te 200 (mutlak) Z
de 500 (mutlak) değerlerine 2000 mm/dk ilerleme ile git anlamındadır. Tabii bunu tezgahta
uygularken feed override anahtarının pozisyonu da önemlidir. Cycle start tuşuna bastığımızda
X200 Z 500 konumuna gider. Eğer F (ilerleme) değeri yerine butonuna
basarsanız bunun anlamı şudur. X 200 Z 500 konumuna G00 ile git yani tezgahın hızlı ilerleme
hızı ne ise o hızla git anlamındadır. Güvenlik açısından ilk etapta rapid traverse
kullanılmamalıdır.
STOCK REMOVAL

36
Bu buton yardımı ile iş parçamızın alnından yada boyundan temizlik talaşı
kaldırabiliriz. Yalnız yapılan bu işlemin simülasyonu yoktur. Eğer bilgisayarda F12 tuşuna basarsanız
yada tezgahta butonuna basarsanız ekran aşağıdaki gibi değişecektir.
BU SAYFADA DİKKAT EDİLMESİ GEREKENLER:
Yeşil renkli oklar talaş kaldırma yönünü ifade eder.

37
Kırmızı renkli oklar ise kesici kalemin kalkış hareketlerini ifade eder.
F : İlerleme (mm/rev)
V : Hız (m/min) Alternatif tuşu ile S: Devir (rpm)
Machining : İşlem (Tek ters üçgen kabayı, üç ters üçgen ise hassas işlemeyi simgeler)
Position : Pozisyon (Alternatif tuşu ile değiştirilebilir)
Face : Alından (Alternatif tuşu ile değiştirilebilir) Long : Yüzeyden
Sarı nokta ise kesmeye başlama noktasını ifade eder yani X0 ve Z0. abs yani mutlak ölçü değerleri
olduğu ve iş parçası sıfır noktasına göre ifade edilir.
X1 : X ekseninde gideceği konum
Z1 : Z ekseninde gideceği konum
FS : 1,2,3 numaralı pah değeri, hangisinde pah isteniyorsa
R: 1,2,3 numaralı radyus değeri, hangisinde radyus isteniyorsa
D: Her seferde alacağı talaş miktarı
UX : X ekseninde finiş için bırakılacak talaş miktarı
UZ : Z ekseninde finiş için bırakılacak talaş miktarı
butonu ile onaylama yapılır. Yada butonu ile işlem iptal edilir.
TAILSTOCK (PUNTA)
Bu buton ile punta ayarları yapılır. Alternatif tuşu ile park pozisyon değeri yada
çalışma pozisyonu değeri yazılabilir ve tuşu ile onaylanır.
G function
Programdaki G fonksiyonlarını gösterir.

38
Auxiliary function ve All G functions
Programdaki diğer M ve H fonksiyonlarını gösterir. All G functions ise bütün G fonksiyonlarını gösterir.
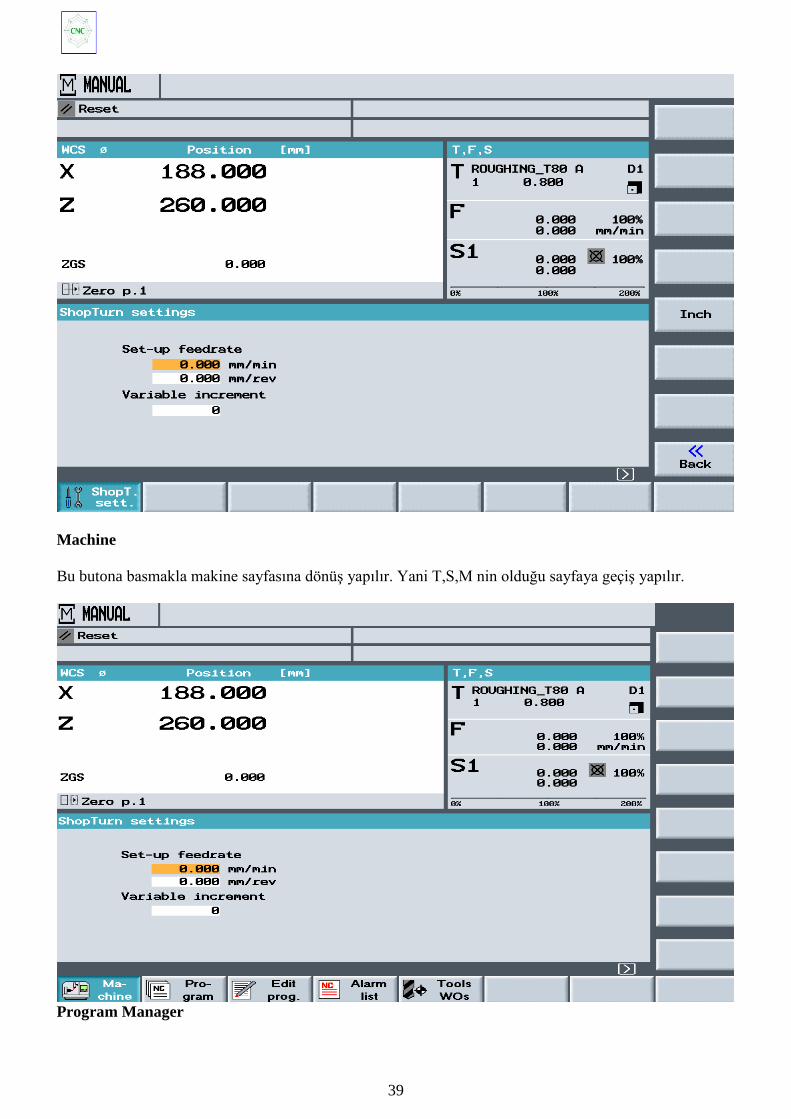
SHOP-TURN SETTINGS
İlerleme ayarlarının yapıldığı kısımdır.
39
Machine
Bu butona basmakla makine sayfasına dönüş yapılır. Yani T,S,M nin olduğu sayfaya geçiş yapılır.
Program Manager

40
WPD: Workpiece Directory (İş Parçası Klasörü)
MPF: Main program File (Ana Program Dosyası)
SPF: Sub Program File (Alt program Dosyası)
Bu kısım program yöneticisi kısmıdır. Burada yeni bir klasör ve bu klasörün içindede ana program
dosyamızı oluşturabiliriz. İstersek disket sürücüden de önceden hazırlanmış bir dosyayı da çağırabiliriz.
NEW: Yeni bir WPD klasörü oluşturmamızı sağlar.
RENAME: Oluşturulan bir klasörün yeniden adlandırılması için kullanılır.
MARK: Bu butona tıklayarak ok tuşları ile hareket ederek istediğimiz klasörleri seçebiliriz. Yani mark
işaretleme anlamındadır.
COPY: Kopyalama işlemine yapar.
PASTE: Yapıştırma işlemini yapar.
CUT: Kesme işlemi yapar. Ayrıca bir klasör seçili iken CUT yaparsanız onu silmiş olursunuz.
CONTINUE: Devam etmek anlamındadır. Diğer menüye geçer.
TOOL LIST (Takım Listesi)

41
Bu sayfada takım listesi karşımıza gelir. Measure tool u daha önce görmüştük.
Delete tool: Kursor hangi kesici takımda ise o takımın silinmesini sağlar.
Unload: Seçilen bir takımı sonra kullanmak üzere yedek alınıp daha sonra load ile yüklenebilir.
Cut. Edges: Kesme kenarını gösterir. 1. kesme kenarı yada 2. kesme kenarı gibi.
Sort: Sıralama anlamındadır. 1) Kesicileri tipine göre sıralar. 2) Kesicileri magazin numarasına göre
sıralar. 3) Kesicileri ismine göre sıralar.
Loc: Lokasyon anlamındadır. Takımın magazindeki yerini ifade eder.
Type: Takımın tipini ifade eder. Zaten şekilden de anlaşılıyor.

42
Tool name: Takım ismi demektir. Eğer istersek bu haneyi silip takıma kendimizde isim verebiliriz.
DP: (Duplo Number) Eş takım numarası yada öncelik sırası olarak ifade edilir. Örneğin iki tane aynı
takımı aynı anda magazine bağlayabiliriz. Biri körelince diğerini kullanmak isteyebiliriz. Bu durumda ilk
tanımlanan takım DP1 ikinci takım ise DP2 olur.
Lenght 1 (X)
Takım tutucu referansı ile
takım ucu arasındaki
mesafe.
Lenght 2 (Z)
Takım tutucu referansı ile
takım ucu arasındaki
mesafe.
Radius: Takım uç yarıçapı
: Takımın kesme yönü
α : Takım uç açısı (80)
β : Takım yanak açısı (95)
Insert Lenght: Maksimum kesebileceği talaş derinliğidir.
İş mili dönüş yönüdür. Alternatif tuşu ile değiştirilebilir.
Birinci ve ikinci soğutma sıvılarının açık yada kapalı olması. Birinci soğutma sıvısı iş mili
üzerindeki ikinci soğutma sıvısı magazin üzerindeki soğutma sıvısıdır.
TOOL WEAR (Takım Aşınması)

43
Takımın X mesafesindeki aşınması.
Takımın Z mesafesindeki aşınması.
Takımın uç radysundaki aşınması.
ÖRNEK1: Yukarıdaki sayfada 1 no'lu takım 90 dk. çalışır ve ön ikaz verir. 100dk. çalıştıktan sonra
ömrünü tamamlar ve çalışmaz.
T Tool life (min): Takım ömrü (dak.)
Prewarn Limit: Ön ikaz limiti
Quanty: Takımın çalışmaz duruma gelmesi
ÖRNEK2: Yukarıdaki sayfada 2 no'lu takımın 245 adet parça işleyip ön ikaz verir, 250 adeti
tamamladıktan sonra işlem yapmaz hale gelir.
C Tool Changes: Takım değişimi
Prewarn Limit: Ön ikaz limiti
Quanty: Takımın çalışmaz duruma gelmesi
MAGAZINE

44
Loc. Disable: Bu haneyi işaretlerseniz o takımı magazinde iptal etmiş olursunuz. Magazin o takımı artık
yokmuş sayar. Tool state kısmı frezede daha ayrıntılı olarak anlatılacaktır.
WORK OFFSET
Bu sayfada bütün sıfır noktalarını
görebilirsiniz.

45
İŞ PARÇASI SIFIRLAMA YÖNTEMLERİ
1. Master Takım yöntemi ile sıfırlama
2. Probe ile sıfırlama
1. Master Takım yöntemi ile sıfırlama
Master Takım: Genelde magazinde 1 numaralı takımdır ve en çok güvendiğimiz, en sağlam olan
takım seçilir. Mesela kaba talaş kalemi. Dikkat edilmesi gereken önemli bir hususta magazindeki tek
numaralı takımlar dış yüzey tornalama kalemleri, çift numaralı takımlar ise iç yüzey tornalama
kalemleri yada matkap uçları olmalıdır. Sebebi ise konumlarıdır. Tezgahta anlatılacaktır.
T,S,M sayfasından master takım çağrılır.
Tezgaha sıfırlama yapabilmek için uygun bir devir verilir.
JOG modda iken el çarkı ile iş parçasının alnından değdirilir, gerekirse bir temizlik talaşı alınır.
butonuna basılır. Z0 hanesine sıfır değeri yazılır. butonuna basılır.
Makine kontrol panelindeki WCS/MCS tuşu aktif ise ekranda Z değerinin 0 olduğu görülecektir.
X ekseninde sıfırlama yapabilmek için JOG modda el çarkı ile iş parçasına çaptan çok az bir temizlik
talaşı alarak değeri ölçün ve butonuna basınız. Ekranda X hanesinin olduğu kısma
oklar yardımıyla çıkarak ölçtüğünüz değeri yazınız ve input tuşuna basınız. Yapmış olduğunuz master
takım sıfırlamasını kontrol etmek için pozisyonlama yapabilirsiniz. Şimdi ise diğer takımların takım
boylarının master takıma göre sıfırlaması yapılmalıdır.
butonuna basılarak X'te ve Z'de aynı yukarıda anlattığımız gibi sıfırlama
işlemleri yapılır ve butonuna basılarak hafızaya alınır.
Takım sayfasından da kontrol yapılabilir.
Eğer takımlar sökülmezse başka bir iş parçası için sadece master takımı Z de sıfırlamak yeterlidir.
2. Probe ile sıfırlama
Bütün takımlar probe yardımı ile X'te ve Z'de sıfırlanır. Daha sonra bir takım ve
basamaklarında yaptığımız gibi iş parçası sıfır sıfır noktasına göre sıfırlanır. Yine
bu kesici takım master takım olarak seçilmelidir. Bu konu uygulamalarda anlatılacaktır. Matkap
uçlarında yarıçap dikkate alınmalıdır.
SHOP-TURN PROGRAMI DETAYLARI

46
Kütüphaneden takım seçilir
Doğrusal hareketler yapılır
G2 ve G3 hareketleri yapılır
X, Z, Yarıçap ve F ile yay çizilir
Kutupsal işlemler yapılır
Yaklaşma ve uzaklaşma ayarları yapılır
Merkeze delik delme
Merkeze diş çekme
Raybalama ve puntalama
Derin delik delme
Kılavuz çekme
Diş kesme
Pozisyonlama
Pozisyon tekrarlama

47
Kaba talaş kaldırma
Kanal açma
Diş dibi boşaltma
Diş çekme
Keski kalemi ile koparma
Yeni kontur oluşturma
Kaba talaş kaldırma
Artık talaş kaldırma
Konturu kanal açarak işleme
Artık talaş kaldırma
Konturu part yöntemi ile kanal kalemi ile işleme
Artık talaş kaldırma

48
Alında dikdörtgen veya dairesel paket açma
Alında dikdörtgen veya dairesel ada oluşturma
Alında kanal açma
Alında çokgen oluşturma
Alında yazı yazma
Kontur frezeleme
Yeni kontur oluşturma
Yol frezeleme
Ön delik delme
Paket frezeleme
Paketten artık talaş kaldırma
Ada frezeleme
Adadan artık talaş kaldırma

49
Etiket oluşturma
Tekrarlama
Alt-program
Ekipman (punta…)
Ayarlar
Transformasyonlar (ölçekleme, aynalama…)
ÖRNEKLE RLE SHOP-TURN PROGRAMI

50
New komutu ile yeni bir WPD klasörü açın.
Yeni klasöre bir isim verin ve ok tuşuna basın. Oluşan shuftguide klasörünün üstünde iken sağ ok tuşu
yada enter ile klasörün içine girin ve new komutu ile yeni MPF dosyanıza demo ismini verin.
Demo isimli dosyanızı isterseniz G kodlarıyla yada Shop-Turn ile programlayabilirsiniz. Ok tuşuna
basarak Shop-Turn ile programlamayı onaylayınız.

51
Yukarıdaki sayfayı onayladığınızda simülasyonu görebilmeniz için sizden ham malzemenizi
tanımlayacağınız sayfa karşınıza gelir. Resmi daha iyi anlamak için bilgisayarda F12 tuşuna basınız.
WO: İş parçası sıfır noktasını ifade eder. (G54, G55, G56, G57, G505,G506…………..G599)
mm: Birimin milimetre olacağını ifade eder.
Blank: Malzeme türü (silindir, boru, dikdörtgen, çokgen olabilir. Alternatif tuşu ile değiştirilir)
X0: İşlenecek olan hammadde çapı (abs)
Z0: Parça alnı (genelde “0” dır. Alından temizlik talaşı almak için örnekte 1 verilmiş)
ZI: Hammaddenin tam boyu (aynanın içine giren kısmı dahil)
ZM: İşleyeceğimiz tornalama boyu (aynada kalan parça hariç)
Retract: Her talaştan sonraki kaçma mesafeleri
XRO: X ekseninde kaçma mesafesi (abs veya inc)
ZRO: Z ekseninde kaçma mesafesi (abs veya inc)
Tool Change pt: Takım değiştirme noktası (WCS ye göre) X te ve Z de
Safety distance: Güvenli çalışma mesafesi (SC): 1≤SC≤3
Speed limits: Devirler S1 ve S3 (rpm)
Units of meas: Birim
WCS: İş parçası sıfır noktası / MCS: Makine sıfır noktası
Accept tuşu ile onaylayabilirsiniz. Onaylama işleminden sonra alından temizlik talaşı almak için:
52
işlemini gerçekleştiriniz.
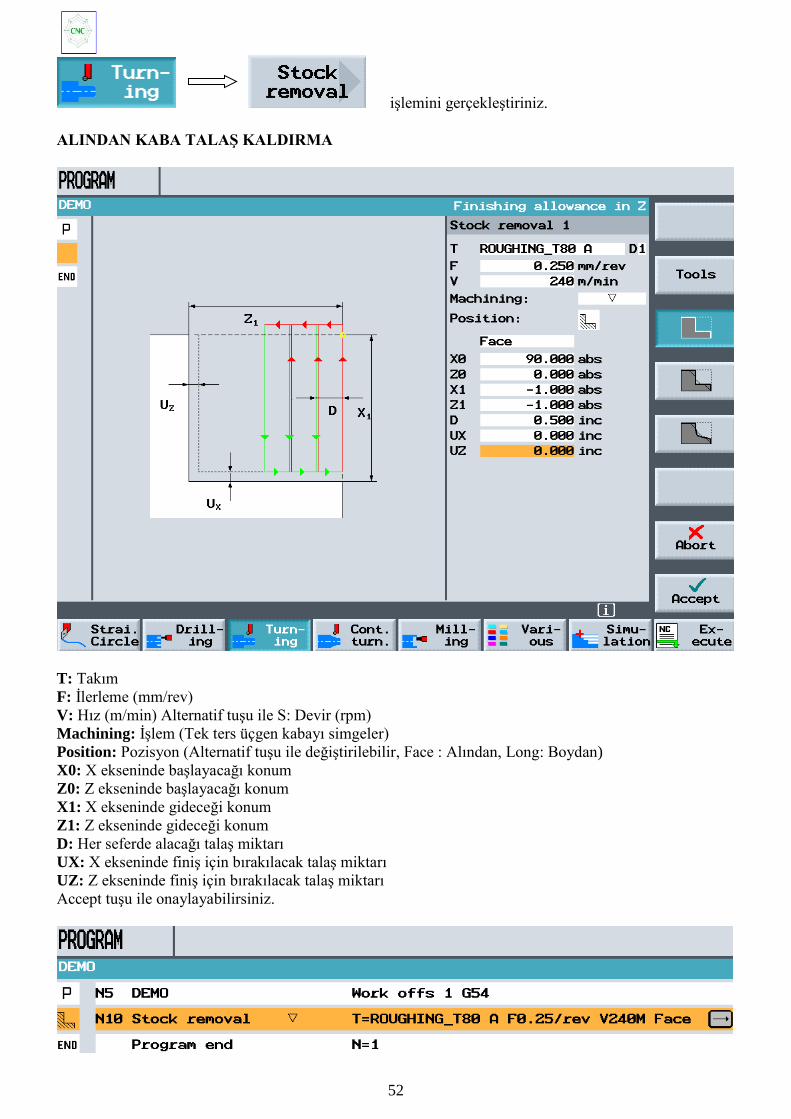
ALINDAN KABA TALAŞ KALDIRMA
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir (rpm)
Machining: İşlem (Tek ters üçgen kabayı simgeler)
Position: Pozisyon (Alternatif tuşu ile değiştirilebilir, Face : Alından, Long: Boydan)
X0: X ekseninde başlayacağı konum
Z0: Z ekseninde başlayacağı konum
X1: X ekseninde gideceği konum
Z1: Z ekseninde gideceği konum
D: Her seferde alacağı talaş miktarı
UX: X ekseninde finiş için bırakılacak talaş miktarı
UZ: Z ekseninde finiş için bırakılacak talaş miktarı
Accept tuşu ile onaylayabilirsiniz.

53
Yaptığınız işlem(Stock removal) üzerinde iken klavyeden sağ ok tuşuna yada enter tuşuna basarsanız o
sayfa içinde değişiklik yapabilirsiniz. Yani yukarıda açıklamasını yaptığımız sayfaya erişirsiniz.
Yaptığınız işlemin simülasyonunu simulation tuşuna basarak görebilirsiniz.
Cycle Start Merkezle ekrana sığdır
Büyült
Reset
Üç görünüş Küçült
Simülasyon
Ekranda Görülen Sağa doğru döndür
Alından
Görüntü Sola doğru döndür
Katı
Model Görüntü Kesiti döndür
Detaylar Kesit görünüş
Geri
Simülasyona son ver
54
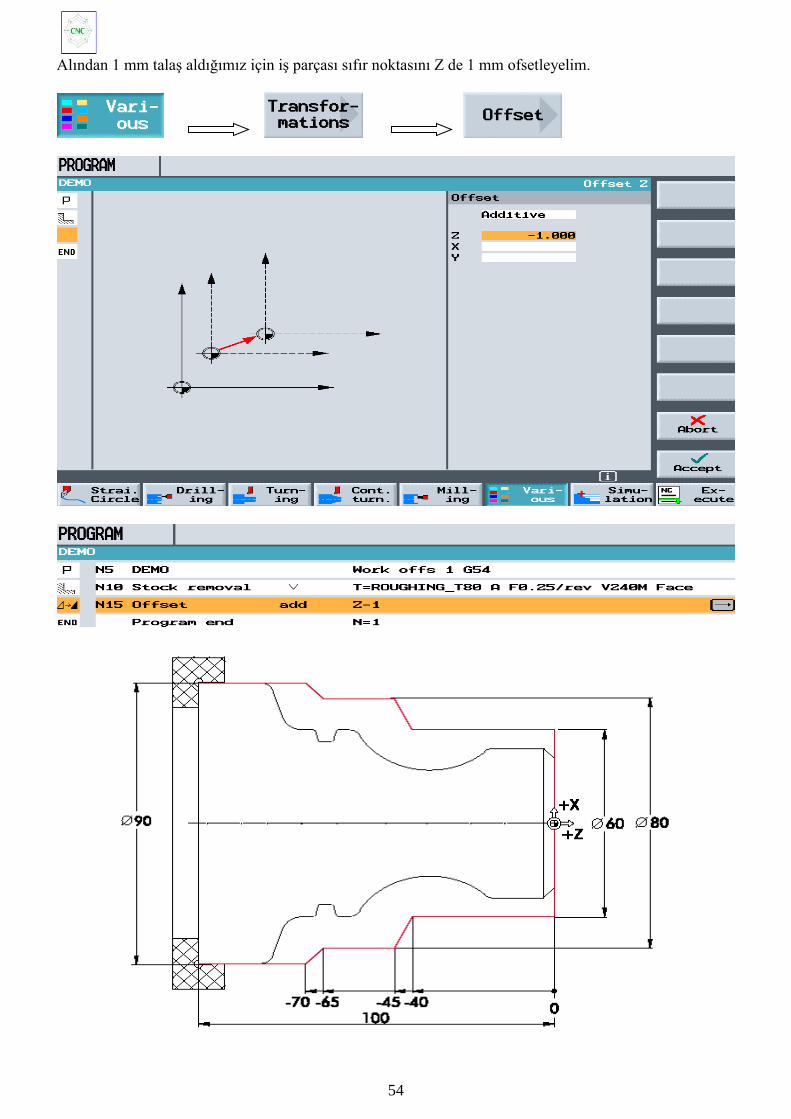
Alından 1 mm talaş aldığımız için iş parçası sıfır noktasını Z de 1 mm ofsetleyelim.

55
İlk önce resimdeki kırmızı renkli konturu oluşturup boşaltma yapalım.
Kontura Kırmızı ismini verin.
Konturun başlangıç noktası değerlerini yazarak kontur çizimine başlayın.
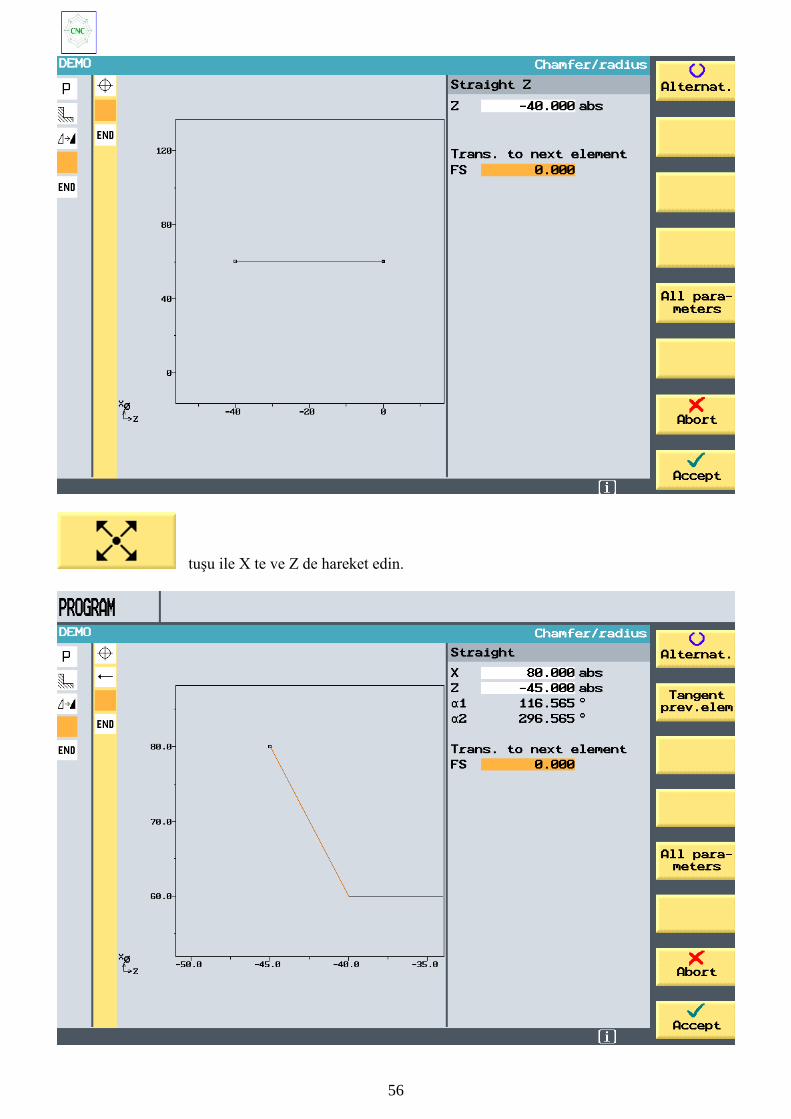
tuşu ile Z de hareket edin ve onaylayın.
56
tuşu ile X te ve Z de hareket edin.

57
tuşu ile Z de hareket edin ve onaylayın.
tuşu ile X te ve Z de hareket edin.
58
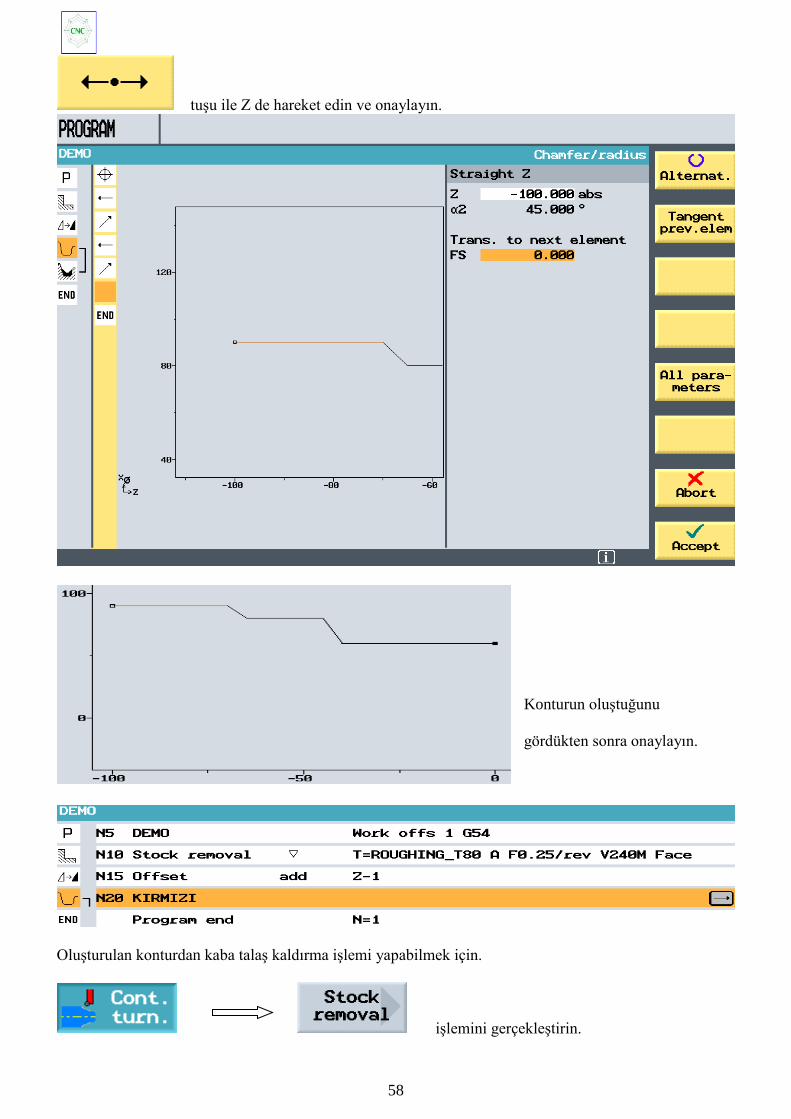
tuşu ile Z de hareket edin ve onaylayın.
Konturun oluştuğunu
gördükten sonra onaylayın.
Oluşturulan konturdan kaba talaş kaldırma işlemi yapabilmek için.
işlemini gerçekleştirin.

59
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Machining: Tek ters üçgen kaba işlem içindir (Alternatif tuşu ile değişir)
Long: Uzunlamasına (Alternatif tuşu ile değişir)
Face: Alından
Contour paralell: Çizilen konturu takip eder
Outs: Dışardan talaş alma (Alternatif tuşu ile değiştirilebilir)
: Kalemin kontura göre hangi yönde kesme yapacağını gösterir
D: Kaçar kaçar talaş alacağı
UX: X ekseninde finiş için bırakılacak talaş miktarı
UZ: Z ekseninde finiş için bırakılacak talaş miktarı
DI: Talaş kırmak için kaç mm sonra beklesin yada hiç bekleme yapmasın
BL: Cylinder: Silindiri tanımlıyor.
XD: Silindir X ekseninde ne kadar büyük olabilir
ZD: Silindir Z ekseninde ne kadar büyük olabilir
Limit: Sınırlama
Releif Cuts: Konturda küçük kanal v.b. dalma olup olmadığını belirtir
FR: İlerleme (mm/rev)
İsterseniz simülasyonda bu işlemi görebilirsiniz.

60
Yandaki resimdeki sarı alanı boşaltmak
için yeni bir boş kontur oluşturalım. Yapılacak ilk işlem
yukarıda yapmış olduğumuz konturu kapalı
kontur olarak oluşturmak. Aşağıdaki resimde
olduğu gibi.
Kontura KAPALI_KONTUR ismini verin.
Başlangıç Noktası

61
62
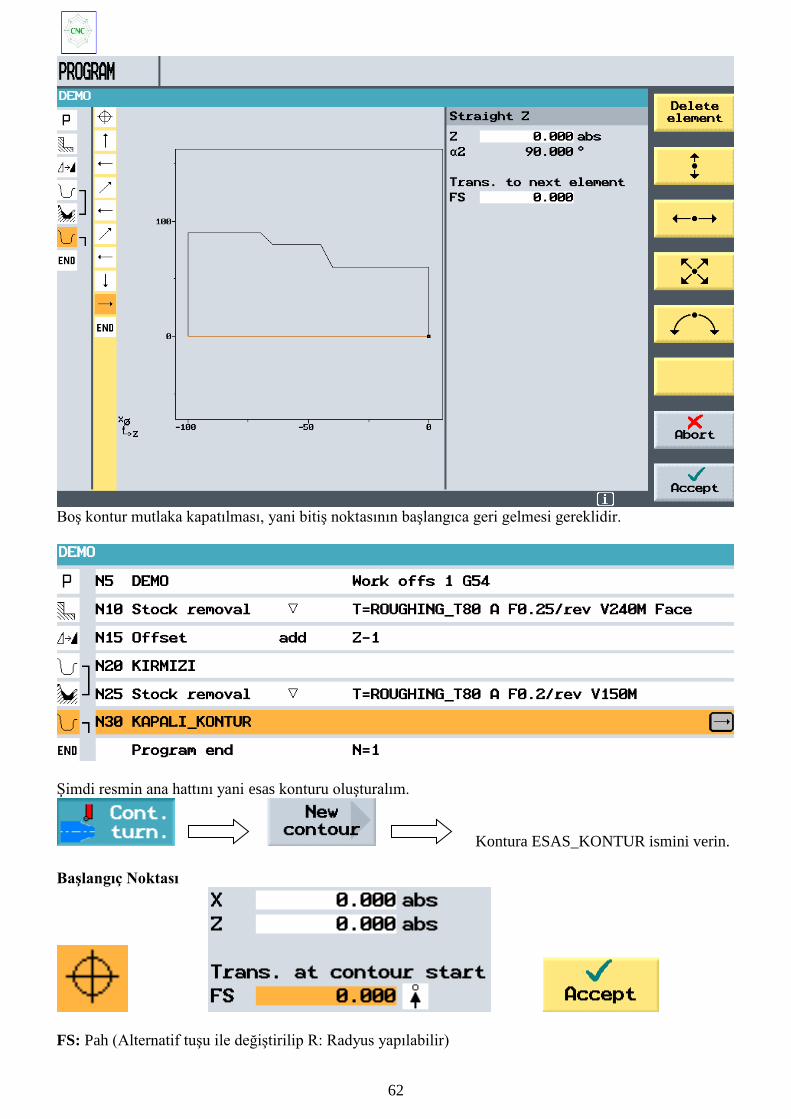
Boş kontur mutlaka kapatılması, yani bitiş noktasının başlangıca geri gelmesi gereklidir.
Şimdi resmin ana hattını yani esas konturu oluşturalım.
Kontura ESAS_KONTUR ismini verin.
Başlangıç Noktası
FS: Pah (Alternatif tuşu ile değiştirilip R: Radyus yapılabilir)

63
X eksenine paralel bir çizgi çizmemiz gerekiyor ama Z de ne kadar gideceğimizi bilmiyoruz. Sadece
sonunda 4 mm lik bir radyus olduğunu biliyoruz.
tuşu ile yayımızın oluşacağı yeri seçelim. Doğru seçim soldaki yay olmalıdır. Yani
mavi renkli yay solda olmalıdır. ile seçimi yapıp onaylayalım.

64
I ve R değerleri girilerek işlem tamamlanır.
65
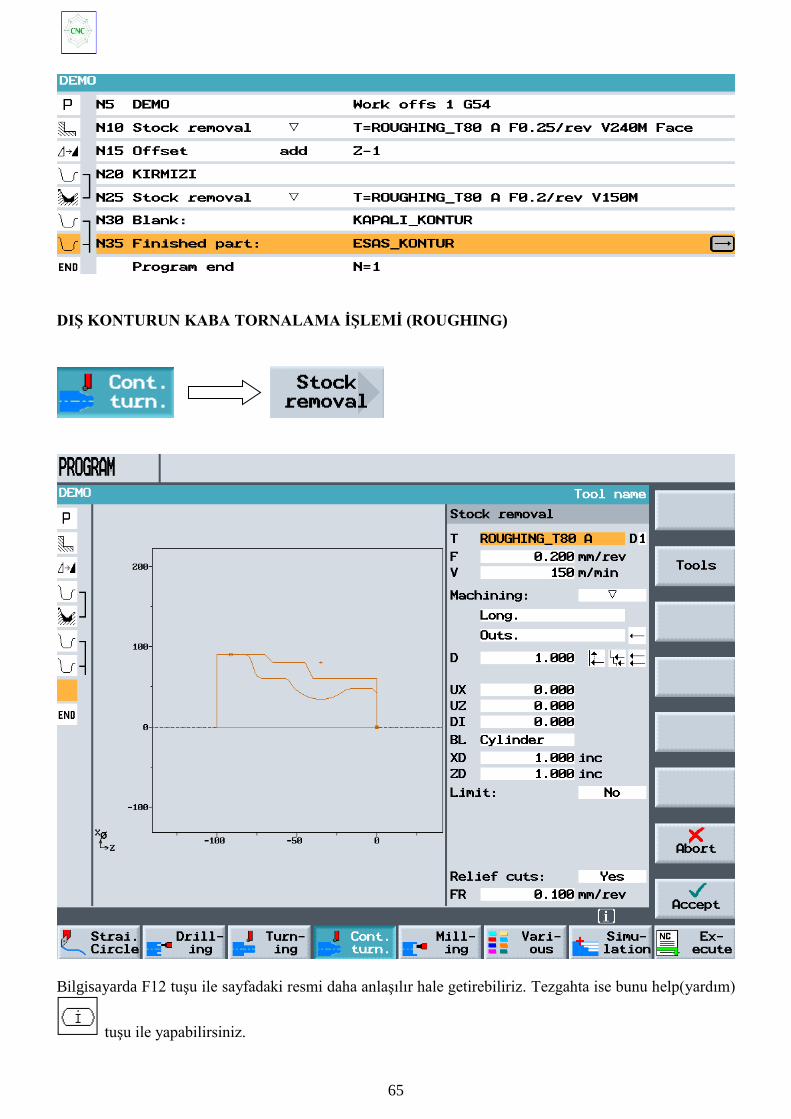
DIŞ KONTURUN KABA TORNALAMA İŞLEMİ (ROUGHING)
Bilgisayarda F12 tuşu ile sayfadaki resmi daha anlaşılır hale getirebiliriz. Tezgahta ise bunu help(yardım)
tuşu ile yapabilirsiniz.

66
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Machining: Tek ters üçgen kaba işlem içindir (Alternatif tuşu ile değişir)
Long: Uzunlamasına (Alternatif tuşu ile değişir)
Face: Alından
Contour paralell: Çizilen konturu takip eder
Outs: Dışardan talaş alma (Alternatif tuşu ile değiştirilebilir)
: Kalemin kontura göre hangi yönde kesme yapacağını gösterir
D: Kaçar kaçar talaş alacağı
UX: X ekseninde finiş için bırakılacak talaş miktarı
UZ: Z ekseninde finiş için bırakılacak talaş miktarı
DI: Her 10 mm de bir talaş kırıcı için beklesin. Eğer 0 yazılırsa talaş kırıcı için hiç beklemez
BL: CONTOUR: Konturu tanımlıyor.
Limit: Sınırlama
Releif Cuts: Konturda küçük kanal v.b. dalma olup olmadığını belirtir
Her satırda üstteki sarı yardım yazılarına dikkat ediniz.
Takım yolu ilk kaba tornalamada hesaplanır, hafızaya alınır ve sürekli kullanılır. Sadece parametreleri
veya çevrimler değiştiğinde takım yolu tekrar belirlenir. Aksi halde takım yolu diğer işlemlerde hep
aynı kalır.
Talaş kaldırırken kontura paralel optimum takım bilgilerini giriniz.
Programı ne kadar iyi yazarsanız, parça işleme operasyon zamanınız o kadar düşer.

67
SİMÜLASYONUN DİĞER DETAYLARI
Detaylar
İş parçasını alın referans olacak şekilde sağa doğru döndürür.
İş parçasını alın referans olacak şekilde sola doğru döndürür.
İş parçasının kesitini döndürür.
İş parçasının kesit görüntüsü elde edilir. Ayrıca simülasyon zamanını Total time
olarak görebilirsiniz.
ARTIK TALAŞI BOŞALTMA (STOCK REMOVAL)

68
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Machining: Tek ters üçgen kaba işlem içindir (Alternatif tuşu ile değişir)
Long: Uzunlamasına (Alternatif tuşu ile değişir)
Face: Alından
Contour paralell: Çizilen konturu takip eder
Outs: Dışardan talaş alma (Alternatif tuşu ile değiştirilebilir)
: Kalemin kontura göre hangi yönde kesme yapacağını gösterir
D: Kaçar kaçar talaş alacağı
UX: X ekseninde finiş için bırakılacak talaş miktarı
UZ: Z ekseninde finiş için bırakılacak talaş miktarı
DI: Talaş kırıcı için beklesin. Eğer 0 yazılırsa talaş kırıcı için hiç beklemez
Limit: Sınırlama
Releif Cuts: Konturda küçük kanal v.b. dalma olup olmadığını belirtir
FR: İlerleme (mm/rev)

69
FİNİŞ KESME (FINISHING)
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Machining: Üç ters üçgen ince işlem (finiş) içindir (Alternatif tuşu ile değişir)
Long: Uzunlamasına (Alternatif tuşu ile değişir)
Face: Alından
Contour paralell: Çizilen konturu takip eder
Outs: Dışardan talaş alma (Alternatif tuşu ile değiştirilebilir)
: Kalemin kontura göre hangi yönde kesme yapacağını gösterir
Allowance: Taşlama için emniyet payı
Limit: Sınırlama
Releif Cuts: Konturda küçük kanal v.b. dalma olup olmadığını belirtir
RADYAL KANAL AÇMA OPERASYONU (RADIAL GROOVING)

70
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Machining: Bir ters üçgen + üç ters üçgen, kaba işlem + ince işlem (finiş) içindir. (Alternatif tuşu ile
değişir)
Position: Başlangıç noktası (Alternatif tuşu ile değişir)
X0: X ekseninde başlayacağı konum
Z0: Z ekseninde başlayacağı konum
B1: Kanalın genişliği (Alternatif tuşu ile B2 değiştirilebilir)
T1: Kanalın derinliği (inc. veya abs oluşuna dikkat edin)
α1: Sol kanal açısı
α2: Sağ kanal açısı
R1: 1. kanal köşe radyusu
R2: 2. kanal köşe radyusu
R3: 3. kanal köşe radyusu
R4: 4. kanal köşe radyusu
D: Kaçar kaçar talaş kaldıracağı
U: Finiş için bırakılması gereken miktar
N: Aynı kanaldan aynı mesafelere kaç adet yapılacağı
BOYUNA DİŞ ÇEKME (THREAD LONG)

71
T: Takım
P: Hatve – adım
G: Özel dişlerde kullanılır. P var iken genelde sıfırdır
V: Hız (m/min), (Alternatif tuşu ile değişir)
S: Devir (rpm)
DEGRESSIVE: Yandan yandan dişi boşaltıyor. Her tarafta talaşı eşit kaldırıyor veya LINEER
merkezden giriyor ve her seferinde talaş kaldırma miktarı artıyor.
Machining: Bir ters üçgen + üç ters üçgen, kaba işlem + ince işlem (finiş) içindir.Alternatif tuşu ile
değişir
External thread: Dış diş çekme
X0: X ekseninde başlayacağı konum
Z0: Z ekseninde başlayacağı konum
Z1: Z ekseninde gideceği konum
W: Diş çekmeye ne kadar dışardan başlayacağı nokta, emniyet noktası
R: Diş çıkış radyusu
K: Diş derinliği (diş yüksekliği, tek taraflı)
α : Diş açısı
AS: Kaçar kaçar talaş alacağı veya kaç seferde talaş alacağı ( D: Talaş miktarı )
U: Finiş miktarı
NN: Temizlik pasosu
V: Yukarıya çıkış mesafesi
Q: Dişe hangi açıdan başlayacağı
ALIN FREZELEME

72
ALINDA DİKDÖRTGEN PAKET AÇMA (RECTANGULAR POCKET)
NOT: Alın frezeleme işlemleri sadece C eksen tornalar için mümkündür.
T: Takım
F: İlerleme (mm/tooth(diş))
V: Hız (m/min) Alternatif tuşu ile S: Devir
S: Devir (rpm)
Face: C alın yüzeyi
Machining: Tek ters üçgen kaba işlem için, alternatif tuşu ile değiştirilebilir.
Single Position: Tek pozisyon veya çoklu pozisyon
X0: X ekseninde başlayacağı konum
Y0: Y ekseninde başlayacağı konum
Z0: Z ekseninde başlayacağı konum
W: Kanal genişliği
L: Kanal uzunluğu
R: Radyus veya pah
α0 : Paketin açısı
Z1: Derinlik
DXY: Çakının yana kayma miktarı (mm olarak veya çakı çapının % değeri olarak verilebilir)
DZ: Z de talaş miktarı
UXY: Duvarlarda finiş için bırakılacak miktar
UZ: Z de finiş için bırakılacak miktar

73
Insertion: Helical – Helisel
Centric Helical Oscillat
EP: Kanala gireceği adım
ER: Kanala gireceği radyus
PUNTALAMA (CENTERING)
T: Takım
F: İlerleme (mm/tooth(diş))
V: Hız (m/min) veya S: Devir (rpm)
Face: C alında işlem yapılacağını bildirir.
Diameter: Çapa göre
Ø : Çapın değeri
DT: Delik dibinde bekleme süresi (sn.)
DERİN DELİK DELME (DEEP HOLE DRILLING)

74
T: Takım
F: İlerleme (mm/min) yada (mm/rev)
V: Hız (m/min) veya S: Devir (rpm)
Face: C alında işlem yapılacağını bildirir
Chipbreaking: Talaş kırıcılı delik delme (gagalayarak delik delme)
Shank: Matkap ucuna göre, alternatif tuşu ile değiştirilebilir
Z1: Z ekseninde gideceği konum
Dinamik hat derinlik değerini (örnek: Z1 – 15.000abs) koordinat olarak hesaplayamaz. Bu yüzden
değeri inc olarak girin.
D: Kaçar kaçar talaş alacak
DF: Eğer bu değer %100 ise, verdiğiniz D değerinin % si kadar artar yada azalır.
V2: Geri kaçma miktarı
DT: Delik dibinde bekleme süresi (saniye)
KILAVUZ ÇEKME / DİŞ KESME (TAPPING)

75
T: Takım
P: Diş hatvesi – adım (thread pitch)
Diş hatvesi mm/rev, inc/rev, turns/inch veya modül olarak girilebilir. Alternatif tuşu ile uygun
girişi yapın
V: Hız (m/min) veya S: Devir (rpm)
Face: Alından işlem yapılacağını belirtir
1 cut: Tek seferde kılavuzu çekip çıkacağını ifade eder
Z1: Z ekseninde gideceği konum
DELİK POZİSYONLARININ TANIMLANMASI (PATTERN)
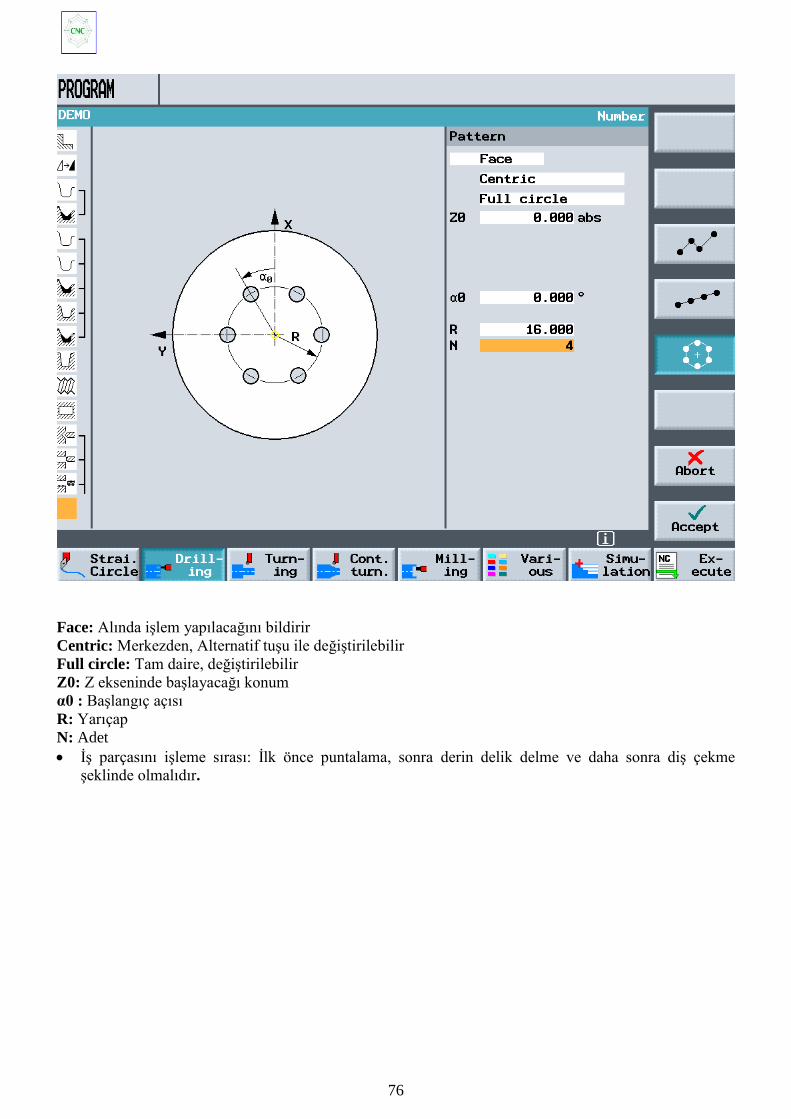
76
Face: Alında işlem yapılacağını bildirir
Centric: Merkezden, Alternatif tuşu ile değiştirilebilir
Full circle: Tam daire, değiştirilebilir
Z0: Z ekseninde başlayacağı konum
α0 : Başlangıç açısı
R: Yarıçap
N: Adet
İş parçasını işleme sırası: İlk önce puntalama, sonra derin delik delme ve daha sonra diş çekme
şeklinde olmalıdır.

77
İstenilen satırda sağ ok tuşu ile veya enter tuşu ile yapılan işleme girilerek o sayfada düzenleme
yapılabilir. Eğer takım sıfırlamaları yapıldıysa programı tezgahta çalıştırmak için:
tuşuna basıldığında aşağıdaki ekran görüntüsü karşımıza gelir.
78
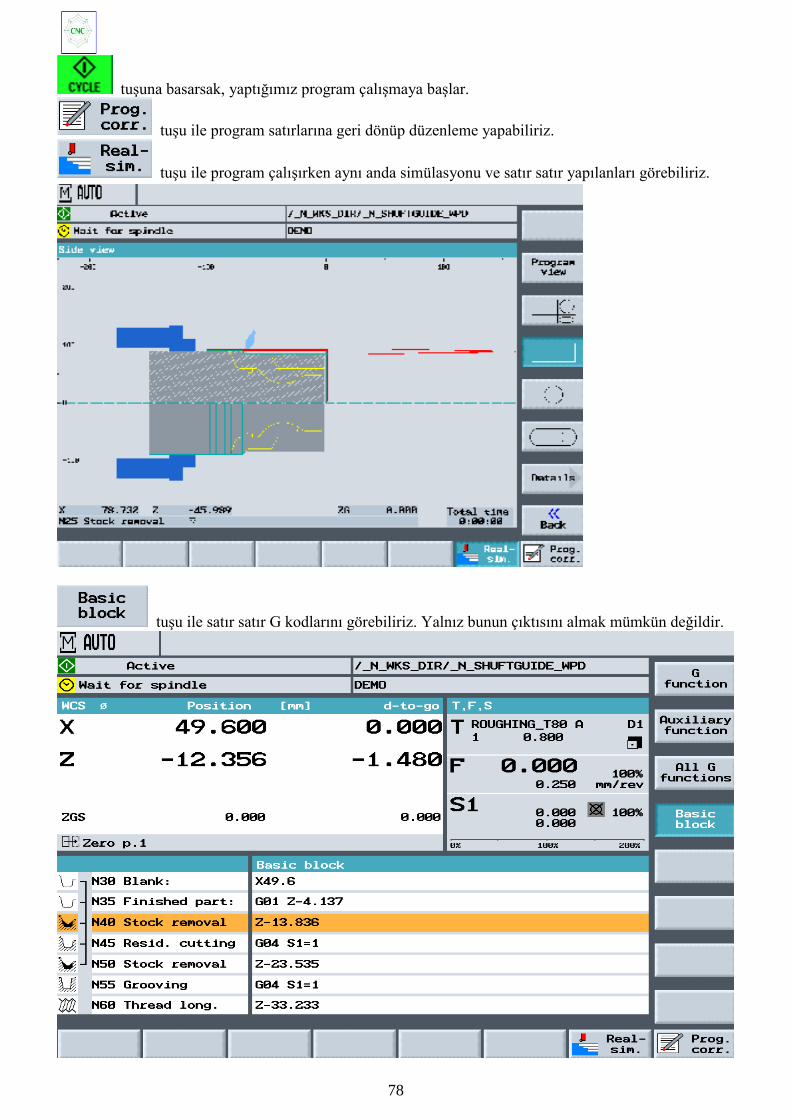
tuşuna basarsak, yaptığımız program çalışmaya başlar.
tuşu ile program satırlarına geri dönüp düzenleme yapabiliriz.
tuşu ile program çalışırken aynı anda simülasyonu ve satır satır yapılanları görebiliriz.
tuşu ile satır satır G kodlarını görebiliriz. Yalnız bunun çıktısını almak mümkün değildir.

79
CAD READER
Cad-Reader ara programı ile AutoCad'de çizilmiş DXF uzantılı çizimleri shop-turn veya shop-mill
programlarında kullanabilirsiniz. Yani AutoCad'de çizilmiş bir konturu bu programda yeni kontur
oluşturmadan kullanabiliriz. Tabii AutoCad'de çizilen resimde açık olmaması gerekir.
Daha önceden çizilmiş DXF uzantılı çizimimizi cad-reader
programında açalım. Eğer çizimimizi C:\SI_TRAIN\dh\wks.dir
klasörüne kaydedersek, Program manager içinde DXF uzantılı
dosyamızı görebiliriz. Karşımıza gelen çizim gelişigüzel çizildiği için
ilk işlem sıfır noktasını belirlemektir.
Resmin sıfır noktasını belirtmek için kullanılan ikon.
Element Center Otomatik çizgi ortasına
Element Start Otomatik çizgi başlangıcına
Element End Otomatik çizgi sonu
Free Input X ve Y değeri girerek Örnek: X100,Y100
Mouse Position Mouse ile seçerek

80
Otomatik sıfır noktasını seçmek için.
Şekilde görüldüğü gibi Mouse ile çizginin
başlangıç noktası üzerine geldiğinizde
yeşil renkte değiştiğini görün ve tıkladığınız
zaman soldaki resimde +900 un +0
olduğunu görün.
Resmin sıfır noktası belirlenmiştir.
Konturun başlangıç ve bitiş noktalarını belirten ikondur.
Element Center Otomatik çizgi ortasını yakalar.
Element Start/End point Otomatik çizginin başlangıç ve bitişini yakalar.
Mouse Position Mouse ile seçerek.

81
Konturun başlangıç ve bitiş noktalarını seçmek için.
Oluşacak yeni kontur için isim vermeniz isteniyor. Yeni bir
isim verin mesela demo gibi.
Sıfır noktası üzerine Mouse ile geldiğinizde
sarı renge dönüştüğünü görün ve tıklayın.
Yandaki resimde görüldüğü gibi kırmızı bir ok
karşınıza gelir. Mouse ile kırmızı oka tıklayın
ve konturun sonunda mavi bir okun çıktığını
görün. Aşağıdaki gibi.

82
Konturun son noktasını belirten ikondur.
Element Center Otomatik çizgi ortasını yakalar.
Element End Point Otomatik çizgi son noktasını yakalar.
Mouse Position Mouse ile seçerek.
Current Position Pozisyona göre.
Konturun son noktasını belirtmek için.
Konturun sonuna Mouse ile geldiğinizde
sarı renge dönüştüğünü görün ve
tıklayın daha sonra konturun
oluştuğunu göreceksiniz. Aşağıdaki gibi.
tuşuna basarak dosyanıza bir isim vererek MPF uzantılı bir dosya oluşturursunuz. Yine bu dosyayı
C:\SI_TRAIN\dh\wks.dir klasörüne kaydederseniz, program manager'da görebilirsiniz.

83
Mesela KONTUR ismini verin ve
Cad-reader programını kapatın.
tuşuna bastığınızda GUIDESHUFT.DXF ve KONTUR.MPF yi görebilirsiniz.
KONTUR dosyasının içine girerseniz.
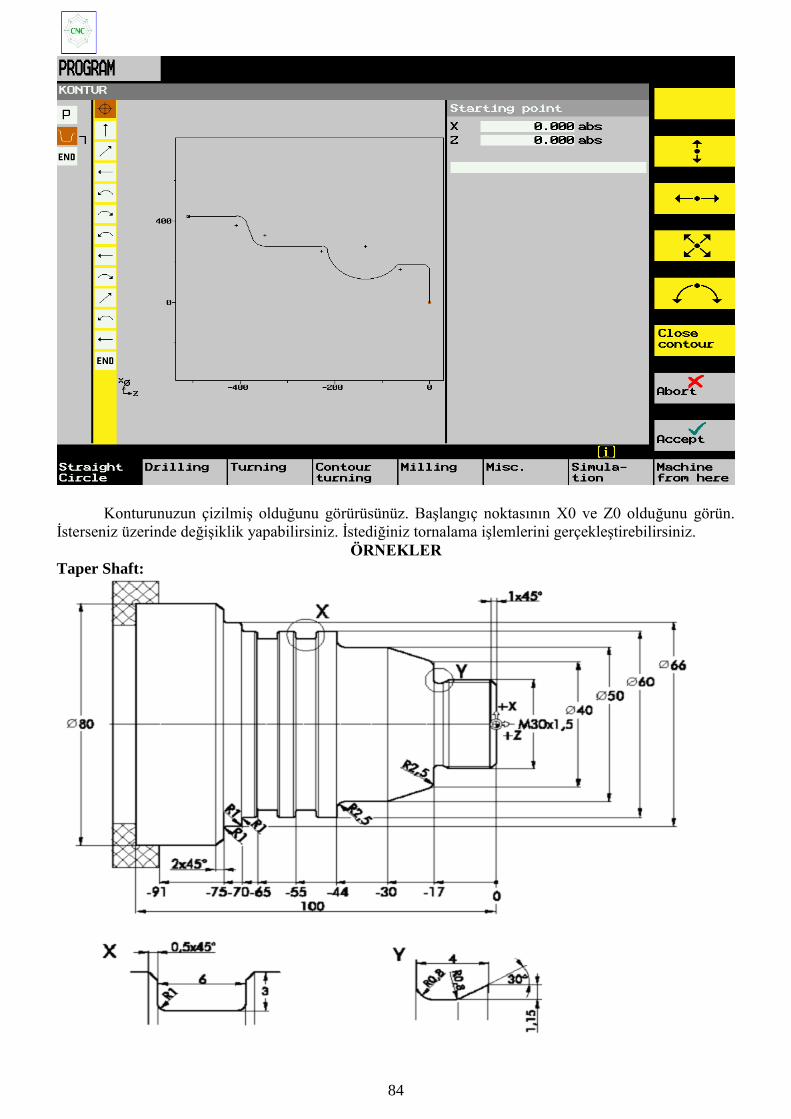
84
Konturunuzun çizilmiş olduğunu görürüsünüz. Başlangıç noktasının X0 ve Z0 olduğunu görün.
İsterseniz üzerinde değişiklik yapabilirsiniz. İstediğiniz tornalama işlemlerini gerçekleştirebilirsiniz.
ÖRNEKLER
Taper Shaft:

85
Drive Shaft:
Sphere:
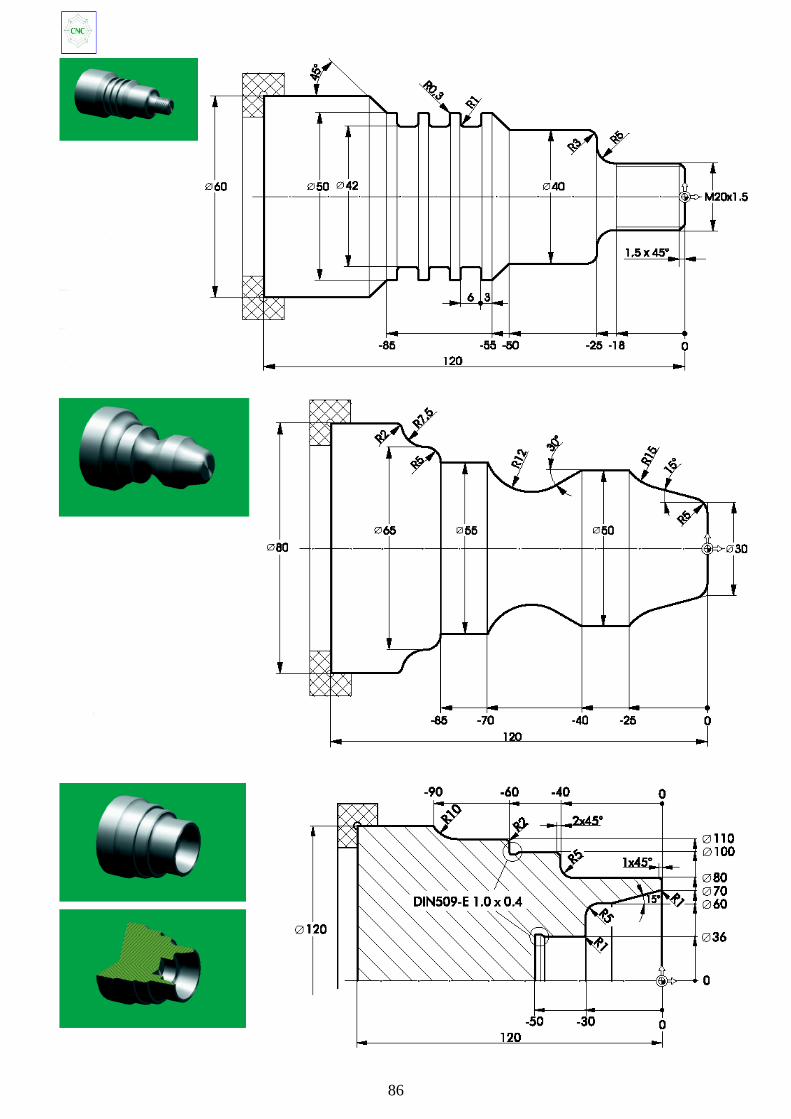
86

87

88
TMC-500/700V
CNC FREZE TEZGAHI HAKKINDA GENEL BİLGİLER ve
SHOP-MILL
2. KUMANDA PANELİ
Tezgah kontrol elemanlarını içeren kumanda paneli üç ana bölümden oluşur.
A) LCD operatör paneli
B) Makine kontrol paneli
C) Kontrol plakası
LCD operatör paneli
Makine kontrol paneli

89
D) LCD Operatör paneli
7. Ekran
8. Ekran tuşları
9. Yatay soft key tuşları
10. Dikey soft key tuşları
11. Alfabetik tuş takımı
12. USB ara yüz (TMC-500 tezgahında usb aktif değildir.)
Standart makine softkey menüsüne dönmek için kullanılan butondur.
Basıldığında makinenin ilk açıldığı andaki menüler ekrana gelir.
Bir önceki menüye dönüş butonudur.
Bir sonraki menüye geçiş butonudur.
Önceden seçilmiş bulunan softkey'e ait menüleri gösteren butondur.
KEYBOARD: Yazım ile ilgili butonların olduğu bölümdür.
Kursor kaydırma butonlarıdır. Birer birer karakter atlatabilirler. Hareket
yönleri ise ok yönündedir.
Sayfa seçme butonlarıdır. Aşağı ok yönü ile gösterilen butona basıldığında
sonraki sayfaya, yukarı ok yönü ile gösterilen butona basıldığında önceki sayfaya geçiş yapılır.
Keyboard üzerinde çift karakter taşıyan butonlar bulunmaktadır. Üst
karakterlere geçiş bu butonla sağlanır.
Değiştirme butonu, yazılmış herhangi bir karakter yada bir bloğu yenisiyle
değiştirmek için kullanılır. Kursör değiştirilmek istenen komutun önüne getirilir. Değiştirilmek
istenen yeni komut yazılır ve bu tuşa basılır.

90
Yazılım satırında bulunan ve henüz hafızalanmamış olan komutları girmek
için kullanılır. Yani programa girilmek istenen her komut yada blok, yazılım satırına yazıldıktan sonra
bu buton kullanılmaktadır. Enter tuşu gibi düşünülebilir.
Program içerisinde yazılmış olan karakterleri silmek için kullanılır. Kursör
silinmek istenilen karakterin sağına getirilir ve butona basılır.
Açıklama butonudur. Ekranda beliren alarmın detaylı açıklaması, ilgili
parametre ve yapılması gereken işlemlerin bulunduğu sayfaya geçiş imkanı sağlar.
Aktif/Deaktif butonudur. Seçilmiş olan pencereleri etkin hale getirir. Tekrar
basıldığında etkin olan pencere etkinliğini kaybeder.
E) Makine kontrol paneli
Bütün modlarda önceden set edilen yada program içerisinde seçilmiş olan
ilerleme hızları %0 dan itibaren %120 oranında artırıp azaltmaya yarayan seçici anahtardır.
JOG, MDI, AUTO modlardan herhangi birinde yapılacak olan iş mili
devirlerini %50 - %120 oranlarında artırıp eksiltmeye yarayan seçici anahtardır. Örneğin, program
içerisinde iş mili devri “S 1000” olarak verilmişse override anahtarının konumuna göre gerçekleşecek
iş mili devirleri şöyle olacaktır:
%120 ------------ 1200
%100 ------------ 1000
%50 ------------- 500
%10 -------------- 100
Herhangi bir acil durumda çalışma modu ne olursa olsun tezgahı durdurmak
için kullanılacak butondur. Basıldığı zaman tezgahın bütün fonksiyonları stop eder. Butona basılınca,
buton basılı olarak kalır. Buton üzerindeki ok yönünde çevirmekle buton yeniden set edilir.
Reset butonudur. Sistemde oluşan bazı alarm yada mesajlar bu buton
yardımıyla silinebilir.

91
Programı otomatik olarak çalıştırarak, parça işleme modudur.
Manuel / Otomatik çalışma modudur. Bu modda sürekli program haline
dönüşmesine gerek olmayan işlemler yaptırılabilir.
İlgili butonları kullanarak tezgaha manuel hareket verme modudur. Bu
modda program çalıştırılmaz, sadece butonlar etkindir.
Takım kırılması veya buna benzer program dışı sebeplerden dolayı
programın kesilmesi gerektiği durumlarda, tekrar programa istenilen pozisyondan başlamak için
kullanılır.
(INC) : Eksenleri seçilen adım büyüklüğünde ilerletmeyi sağlar. Bu butona
basmakla birlikte aşağıdaki ilerleme miktarını gösteren butonlardan da birisi mutlaka seçilmelidir.
Inkrimental mod seçili iken el çarkı veya eksen hareket yönlerini gösteren
butonlara basmakla eksenin ilerleme miktarının seçimini sağlar. Burada gösterilen rakamlar µm (
mikro metre ) yi ifade eder.
AUTO veya MDI modda çalışan programı blok blok işletmeye yarar. Single
block'un iptali için aynı butona tekrar basmak yeterlidir.
AUTO ve MDI modda seçilen programı çalıştırmak için kullanılır.
AUTO ve MDI modda seçilen programı durdurmak için kullanılır.
LONG COOL: JOG modda uzun takımların soğutulması için kullanılır. Aktif edildiği zaman
üzerindeki LED yanar. İş mili muhafaza kapağı yanında bulunan nozullardan soğutma sıvısı akmaya
başlar. Kapatmak için tekrar aynı butona basmak gerekir.
SHORT COOL: JOG modda uzun takımların soğutulması için kullanılır. Aktif edildiği zaman
üzerindeki LED yanar. İş mili muhafaza kapağı yanında bulunan nozullardan soğutma sıvısı akmaya
başlar. Kapatmak için tekrar aynı butona basmak gerekir.
CHIP CLEAN: JOG modda, tabla etrafında biriken talaşların temizlenmesi için kullanılır. Aktif
edildiği zaman üzerindeki LED yanar. Sağ ve sol kanatçıklarda bulunan nozullardan soğutma sıvısı
akmaya başlar. Kapatmak için tekrar aynı butona basmak gerekir.
92
PROGRAM: Shop-mill seçili iken Memory'de kayıtlı olan ve aktif durumdaki parça programını
gösterir.
TOOL: Shop-mill seçili iken takım değerlerini listeleyen butondur.
+T : JOG modda takım değiştirme butonudur. Takım magazininin ileri yönde bir takım artıracak
şekilde döndürülmesini sağlar.
-T : JOG modda takım değiştirme butonudur. Takım magazininin geri yönde bir takım azaltacak
şekilde döndürülmesini sağlar.
TOOL CLAMP: JOG modda takım çözmek yada bağlamak için kullanılır.
Sürücü modülleri aktif etmek için kullanılır. Tezgah ilk açıldığında bu
butona basılarak buton LED'i yakılmalıdır. Eksenlere hareket verebilmek için bu LED'in devamlı
yanık olması gerekir.
TOOL REF: Magazinde bulunan takımı CNC ye referans takım olarak tanıtmak için kullanılır.
Bunun için magazin döndürülerek 1 no'lu takım iş mili hizasına getirilir. REF moduna geçilerek
TOOL REF ve RESET butonuna birlikte basılır. Bundan sonra magazindeki takım no'su ile CNC
deki takım no'su eşitlenir. Bu işlem genellikle magazinde yapılan bakım sonrası veya yanlış takım
alınması gibi durumlarda yapılır. Normal durumlarda kullanılmasına gerek yoktur.
AYDINLATMA LAMBASI (Work Light): Çalışma lambası butonudur. Butona basmakla
aydınlatma lambası yanar, aynı butona tekrar basmakla lamba söner.
MAGAZİN SAĞA: JOG modda magazinin sağa hareket etmesi için kullanılır. Fakat magazinin sağ
tarafa gelebilmesi için Z ekseninin referans noktasında (TMC 500 için takım değiştirme noktasında)
ve iş milinin takım değiştirme pozisyonunda (açıda) olması gerekir.
MAGAZİN SOLA: JOG modda, sağ tarafa gelmiş olan magazinin sol tarafa hareket ettirilmesi için
kullanılır.
CW: Shop-mill aktif edilmiş iken manual modda iş milinin döndürülmesini kontrol eder. Bu butona
basıldığında iş mili daha önce set edilen hızda saat yönünde (M3) dönmeye başlar.
CCW: Shop-mill aktif edilmiş iken manual modda iş milinin döndürülmesini kontrol eder. Bu butona
basıldığında iş mili daha önce set edilen hızda saat yönün tersi yönde (M4) dönmeye başlar.
Shop-mill aktif edilmiş iken manual modda iş milinin döndürülmesini
kontrol eder. Butona basılınca iş mili durur.
TOOL RESET: Shop-mill seçili iken istenmiş olan takımın iptali için kullanılır.
F) Kontrol plakası

93
DİSKET SÜRÜCÜ: Tezgaha program yüklemek, parametre girmek, yazılı olan programları ve
parametreleri diskete almak için kullanılan ünitedir.
KONTROL ON BUTONU:
Eksen sürücülerini ve sistemin hazır hale gelmesini sağlayan butondur. Sistemin ON edilmesi için
basılarak ışığın söndürülmesi gereklidir. Tezgah açıldığında veya sürücülerin devre dışı kalması
durumunda ışığı yanarak ikaz verir.
HANDWHEEL (EL ÇARKI):
Inkrimental modda eksenleri hareket ettirmeyi sağlar. El çarkı softkeyine basılarak hareketi
istenen eksen seçilir. INC ilerleme kademelerinden herhangi biri seçilir ve el çarkının – ve + yönde
döndürülmesi ile eksen hareket ettirilir. 0 konumunda kapalıdır.
TEZGAHIN ÇALIŞTIRILMASI
Tezgahı çalıştırmadan önce tezgah gövdesinin sol tarafında bulunan izleme penceresinden bakarak
yağlama yağının dolu olduğunu kontrol edin. Ayrıca yine aynı noktadan bakarak takım magazini ve takım
bağlama çözme için gerekli olan hava basıncının var olduğunu (6 bar) kontrol edin. Bu kontrolleri
yaptıktan sonra:
Elektrik dolabı üzerindeki ana şalteri açarak tezgahı enerjilendirin.
Kumanda panelinde kontrol plakası üzerindeki mavi ışıklı “Power On” butonuna basarak ışığını
söndürün. Kontrol devresine enerji verin.
Acil stop butonunu basılı ise kaldırın, bir müddet sonra ekrana standart pozisyon sayfası
gelecektir.
Herhangi bir alarm mesajı yoksa ilk yapılacak işlem tezgahı referansa göndermek olmalıdır.
Bunun için:
Sürücüleri yetkilendirme butonuna basarak sürücüleri aktif hale getirin.
Artık tezgah çalışmaya hazırdır.
TEZGAHIN KAPATILMASI
Tezgahta çalışmamız bittiğinde acil stop butonuna basarak, tezgahın ana şalterini kapatmamız
yeterlidir.
SHOP-MILL
Operatör Ara yüzü

94
1. Aktif operasyon modu
2. Alarm ve mesaj satırı
3. Program ismi
4. Programın bulunduğu klasör
5. Kanal durumu ve program kontrolü
6. Kanal operasyon mesajları
7. Eksen pozisyonları
8. T,F,S
Aktif takım T
Aktif ilerleme F
Aktif devir S
9. Aktif work ofsetleri ve rotasyon
10. Çalışma penceresi
11. Diyalog satırı
12. Yatay softkey tuşları
13. Dikey softkey tuşları
14. Softkeys
15. Ekran tuşları
Kanal Durumu: Reset Kanal Operasyon Mesajları: Dur
Aktif Bekle
Aktif değil
Kırmızı: Makine sabit
Yeşil: Makine çalışıyor
Sarı: Makine operatörün işlem yapması için bekliyor
Gri: Diğerleri
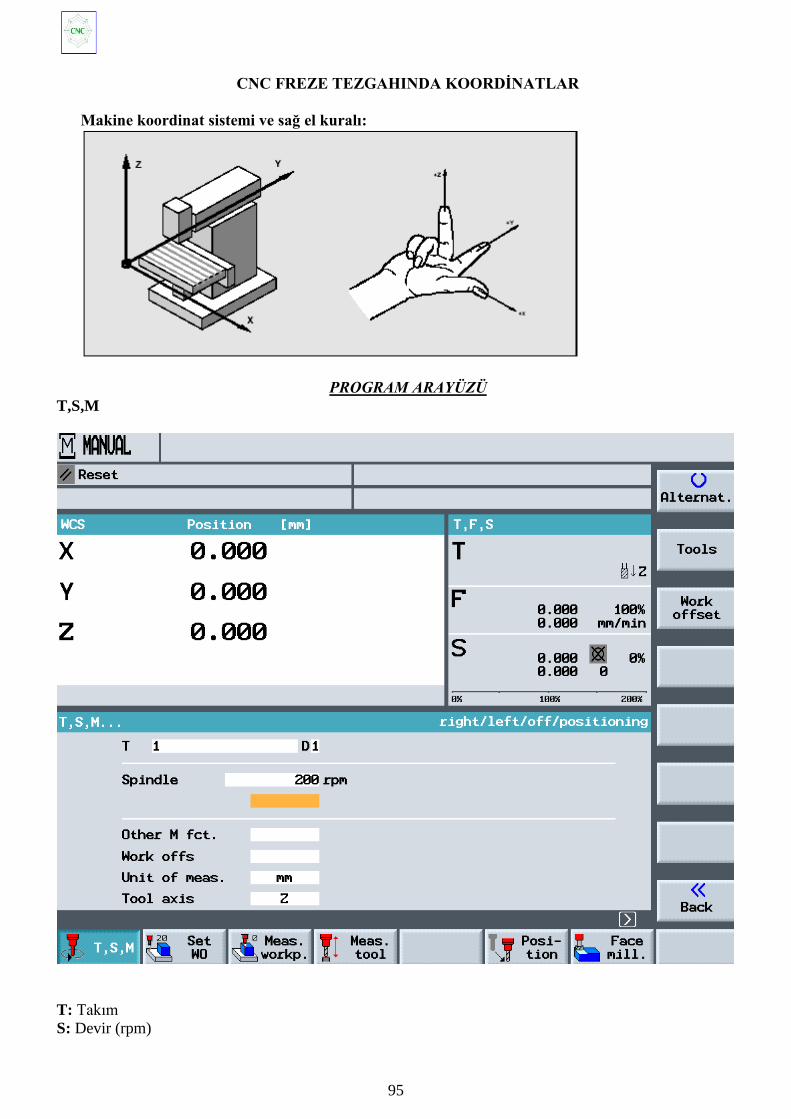
95
CNC FREZE TEZGAHINDA KOORDİNATLAR
Makine koordinat sistemi ve sağ el kuralı:
PROGRAM ARAYÜZÜ
T,S,M
T: Takım
S: Devir (rpm)

96
Dönüş yönünü saat ibresi yönünde/saat ibresi tersi yönünde/off/pozisyonlama(açısal) şeklinde
seçebilirsiniz. Eğer dönüş yönü seçilmiş ise M fonksiyonu seçilmez yada tam tersi geçerlidir.
Work offs: G500, G54, G55…
Unit of meas: Birim (mm yada inç olabilir. Alternatif tuşu ile yada Sfift+5 tuşu ile değiştirilebilir)
Tool axis: Takım ekseni (Z)
tuşu yardımı ile makine sıfır noktasını ayarlayabiliriz. Örneğin kalıpçılıkta genelde
prizmatik bir parçanın tam ortası sıfır kabul edilir. Yani makine sıfır noktası ile iş parçası sıfır
noktalarının çakışık olması gerekir.
X=0 ile X ekseninde sıfır alınır.
Y=0 ile Y ekseninde sıfır alınır.
Z=0 ile Z ekseninde sıfır alınır.
Delete tuşu ile bütün WO ler sıfırlanır.
X=Y=Z=0 ile X, Y ve Z eksenlerinde sıfırlama yapılır. Eğer iş parçanızı sıfırladıysanız ve iş parçanızın
konum olarak X, Y ve Z de tam sıfır, sıfır, sıfır noktasında iseniz sadece X=Y=Z=0 tuşuna basarak tek
tuşla üç eksende sıfırlama yapabilirsiniz. Uygulamalarda anlatılacak.
MEASURE WORKPIECE (İŞ PARÇASINA DOKUNMA, İŞ PARÇASI SIFIRLAMA)

97
BİR KENARA GÖRE İŞ PARÇASINI SIFIRLAMA: İş parçasını X,Y ve Z de sıfırlama. Her üç
eksende takım değdirilerek sıfır pozisyonu kaydedilir.
BİR KÖŞEYE GÖRE İŞ PARÇASINI SIFIRLAMA: Bir köşeye göre iş parçasını dört nokta ile
sıfırlama yapılır, sıfırlama yapılan köşe noktasına göre iki kenar arasındaki açı 90 ise üç nokta yeterlidir.
, Store P2, Store, Store P3 ve Store P4 ile dört nokta kaydedilerek sıfırlanır.

98
BİR DELİĞE GÖRE SIFIRLAMA: Sırası ile P1, P2, P3, P4 noktalarından değdirilerek
, Save P2, Save, Save P3 ve Save P4 ile dört nokta kaydedilerek sıfırlanır ve merkez bulunur. Delik tam
bir daire ise üç nokta yeterlidir.
SİLİNDİRİK BİR PARÇAYA GÖRE SIFIRLAMA: Sırası ile P1, P2, P3, P4 noktalarından
değdirilerek , Save P2, Save, Save P3 ve Save P4 ile dört nokta kaydedilerek sıfırlanır ve
merkez bulunur. Silindir tam bir daire ise üç nokta yeterlidir.

99
BİR KENARA GÖRE İŞ PARÇASINI SIFIRLAMA:
Sırası ile X ve Y de takım yada probe iş parçası kenarlarına dokundurularak, Z ekseninde ise
üst yüzeyden dokundurularak, tuşuna basılarak sıfırlama yapılır.
BİR KÖŞEYE GÖRE İŞ PARÇASINI SIFIRLAMA:

100
Sırası ile P1,P2,P3 ve P4 noktalarında takım yada probe iş parçası kenarlarına dokundurularak save edilir.
tuşuna basılır. Eğer köşe noktasına göre iki kenar arasındaki açı 90 ise üç nokta
yeterlidir.
BİR DELİĞE GÖRE SIFIRLAMA:
Sırası ile P1,P2,P3 ve P4 noktalarında takım yada probe iş parçası kenarlarına dokundurularak save edilir.
tuşuna basmak yeterlidir.
SİLİNDİRİK BİR PARÇAYA GÖRE SIFIRLAMA:

101
Sırası ile P1,P2,P3 ve P4 noktalarında takım yada probe iş parçası kenarlarına dokundurularak save edilir.
tuşuna basmak yeterlidir.
MEASURE TOOL (MASTER TAKIMA GÖRE DİĞER TAKIMLARI ÖLÇME)
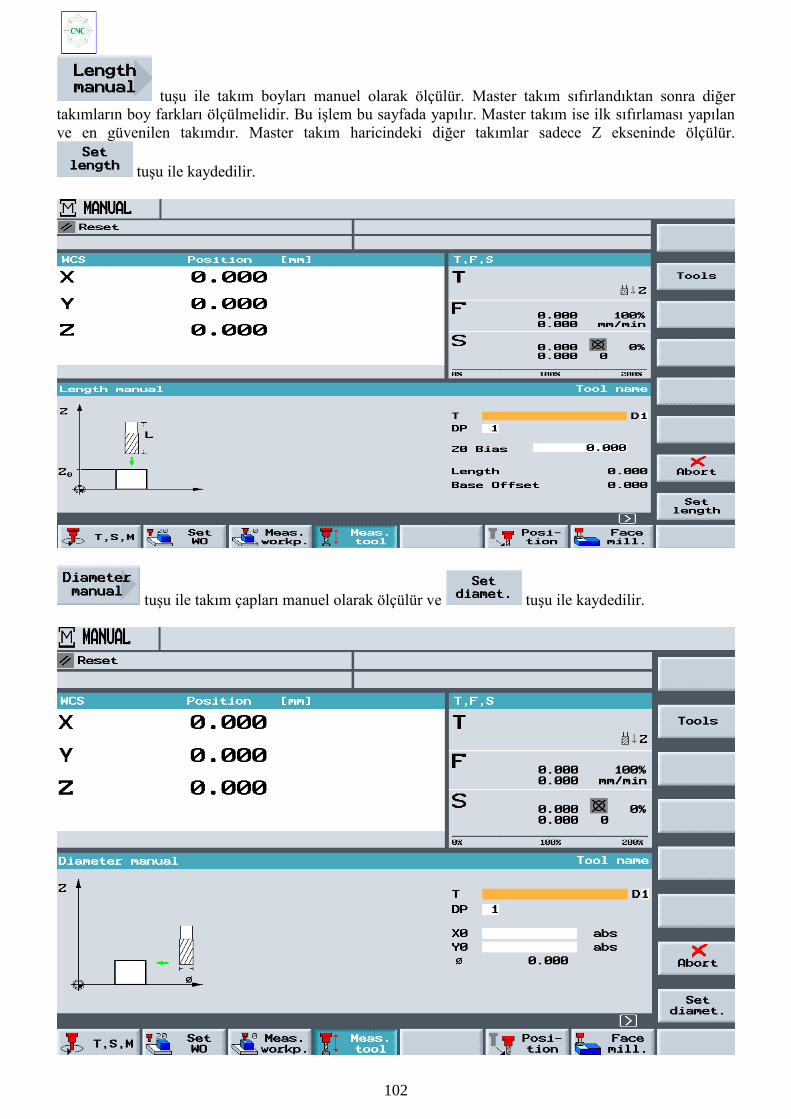
102
tuşu ile takım boyları manuel olarak ölçülür. Master takım sıfırlandıktan sonra diğer
takımların boy farkları ölçülmelidir. Bu işlem bu sayfada yapılır. Master takım ise ilk sıfırlaması yapılan
ve en güvenilen takımdır. Master takım haricindeki diğer takımlar sadece Z ekseninde ölçülür.
tuşu ile kaydedilir.
tuşu ile takım çapları manuel olarak ölçülür ve tuşu ile kaydedilir.

103
POSITION (POZİSYONLAMA)
Bu buton ile pozisyonlama işlemi yapılır. Yukarıdaki örneğe bakılacak olursa X te 200 (mutlak) Y
de 200 (mutlak) ve Z de 200 (mutlak) değerlerine 2000 mm/dk ilerleme ile git anlamındadır. Tabii
bunu tezgahta uygularken feed override anahtarının pozisyonu da önemlidir. Cycle start tuşuna
bastığımızda X200 Y 200 ve Z 200 konumuna gider. Eğer F (ilerleme) değeri yerine
butonuna basarsanız bunun anlamı şudur. X 200 Y 200 Z 200 konumuna G00 ile
git yani tezgahın hızlı ilerleme hızı ne ise o hızla git anlamındadır. Güvenlik açısından ilk etapta
rapid traverse kullanılmamalıdır.
FACE MILLING (ALIN FREZELEME)

104
tuşu ile alından temizlik talaşı alınabilir, fakat simülasyonu yoktur.
T: Takım (Takım kütüphanesinden seçilebilir)
F: İlerleme (mm/tooth yada m/min)
V: Hız (rpm yada m/min)
Machining: İşlem (Tek ters üçgen kabayı, üç ters üçgen ise hassas işlemeyi simgeler)
X0: Frezelemenin başlayacağı X eksenindeki nokta
Y0: Frezelemenin başlayacağı Y eksenindeki nokta
Z0: Frezelemenin başlayacağı Z eksenindeki nokta, yani iş parçasının üst yüzeyi
X1: Frezelemenin eni, X teki bitiş noktası
Y1: Frezelemenin boyu, Y deki bitiş noktası
Z1: Frezelemenin derinliği, Z deki bitiş noktası
DXY: Freze çakısının yana kayma miktarı (mm yada çakı çapının yüzdesi)
DZ: Her seferde alacağı talaş miktarı
UZ: Z ekseninde finiş için bırakılacak talaş miktarı
Frezeleme yönleri:
SHOP MILL SETTINGS (SHOP MILL AYARLARI)

105
Retract plane: İş parçası üzerinde alın frezeleme işlemlerinde, hızlı ilerlemede için çıktığı düzlemdir.
Safety distance: İş parçası yüzeyine ve takım tipine göre güvenli yaklaşma mesafesidir.
Set-up feedrate: Manuel modda eksenlerin hızlı ilerleme oranı.
Variable increment: Manuel modda eksenlerin hızlı ilerleme oranını artışlı ayarlayabilirsiniz.
G FUNCTION
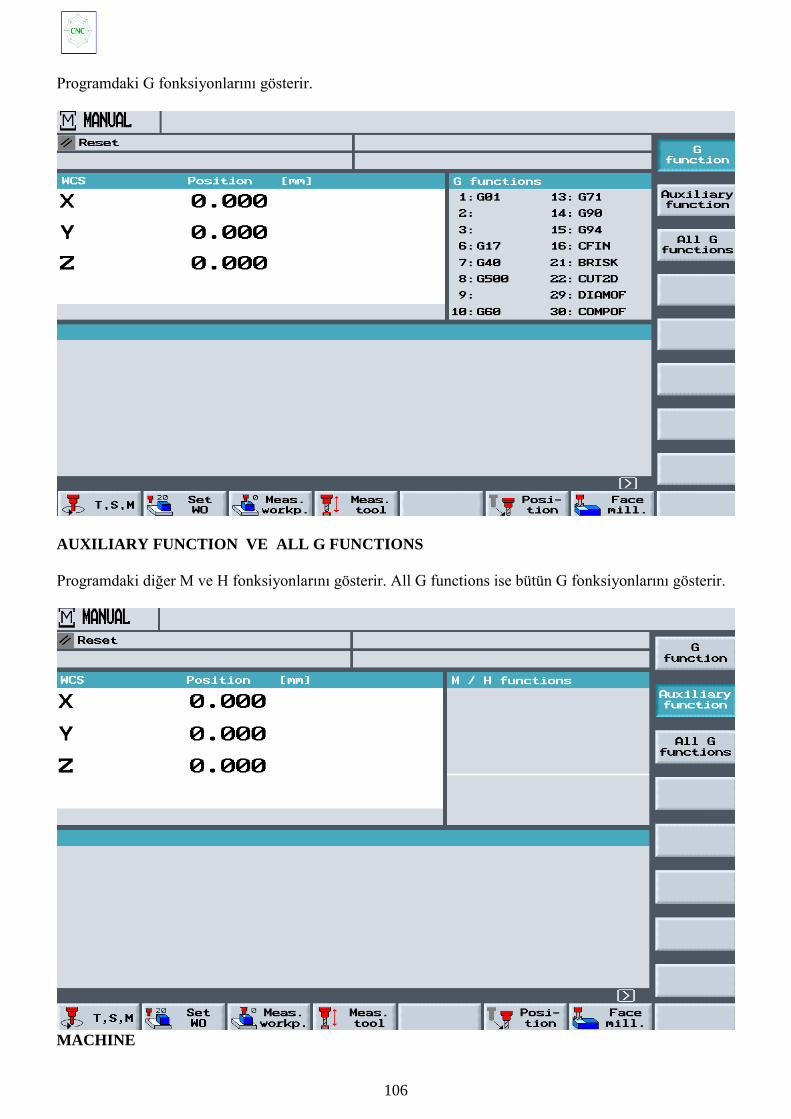
106
Programdaki G fonksiyonlarını gösterir.
AUXILIARY FUNCTION VE ALL G FUNCTIONS
Programdaki diğer M ve H fonksiyonlarını gösterir. All G functions ise bütün G fonksiyonlarını gösterir.
MACHINE

107
Bu butona basmakla makine sayfasına dönüş yapılır. Yani T,S,M nin olduğu sayfaya geçiş yapılır.
PROGRAM MANAGER
WPD: Workpiece Directory (İş Parçası Klasörü)

108
MPF: Main program File (Ana Program Dosyası)
SPF: Sub Program File (Alt program Dosyası)
Bu kısım program yöneticisi kısmıdır. Burada yeni bir klasör ve bu klasörün içindede ana program
dosyamızı oluşturabiliriz. İstersek disket sürücüden de önceden hazırlanmış bir dosyayı da çağırabiliriz.
NEW: Yeni bir WPD klasörü oluşturmamızı sağlar.
RENAME: Oluşturulan bir klasörün yeniden adlandırılması için kullanılır.
MARK: Bu butona tıklayarak ok tuşları ile hareket ederek istediğimiz klasörleri seçebiliriz. Yani mark
işaretleme anlamındadır.
COPY: Kopyalama işlemine yapar.
PASTE: Yapıştırma işlemini yapar.
CUT: Kesme işlemi yapar. Ayrıca bir klasör seçili iken CUT yaparsanız onu silmiş olursunuz.
CONTINUE: Devam etmek anlamındadır. Diğer menüye geçer.
EDIT PROGRAM
Bu tuş yardımı ile yaptığınız programda değişiklik yani düzenleme yapabilirsiniz.
ALARM LIST

109
Programda oluşan hatalarda verilen alarm mesajlarını buradan görebilirsiniz.
TOOL LIST (Takım Listesi)
Bu sayfada takım listesi karşımıza gelir. Tool measure daha önce görmüştük.
Delete tool: Kursor hangi kesici takımda ise o takımın silinmesini sağlar.

110
Unload: Seçilen bir takımı sonra kullanmak üzere yedek alınıp daha sonra load ile yüklenebilir.
Cut. Edges: Kesme kenarını gösterir. 1. kesme kenarı yada 2. kesme kenarı gibi.
Sort: Sıralama anlamındadır. 1) Kesicileri tipine göre sıralar. 2) Kesicileri magazin numarasına göre
sıralar. 3) Kesicileri ismine göre sıralar.
İş milinin çalışma eksenini gösterir.
Loc: Lokasyon anlamındadır. Takımın magazindeki yerini ifade eder.
Type: Takımın tipini ifade eder. Zaten şekilden de anlaşılıyor.
Tool name: Takım ismi demektir. Eğer istersek bu haneyi silip takıma kendimizde isim verebiliriz.
DP: (Duplo Number) Eş takım numarası yada öncelik sırası olarak ifade edilir. Örneğin iki tane aynı
takımı aynı anda magazine bağlayabiliriz. Biri körelince diğerini kullanmak isteyebiliriz. Bu durumda ilk
tanımlanan takım DP1 ikinci takım ise DP2 olur.
Lenght: Takım boyu.
: Takımın çapını ifade eder.
N: Kesicinin ağız sayısı.
İş mili dönüş yönüdür. Alternatif tuşu ile değiştirilebilir.
Birinci ve ikinci soğutma sıvılarının açık yada kapalı olması.
TOOL WEAR (Takım Aşınması)

111
: Takımın boyundaki yani Z mesafesindeki aşınması.
: Takımın çapındaki aşınma miktarı.
T: Takım ömrü (min), takım belli bir süre (dakika olarak) çalıştıktan sonra ön ikaz verir ve
çalışma süresi dolunca artık çalışmaz.
C: Takım değiştirme (adet olarak), örneğin bir takım 240 adet iş parçası işledikten sonra ikaz verir
ve 250 parça işledikten sonra artık çalışmaz.
Cut. Edges: Kesme kenarını gösterir. 1. kesme kenarı yada 2. kesme kenarı gibi.
Sort: Sıralama anlamındadır. 1) Kesicileri tipine göre sıralar. 2) Kesicileri magazin numarasına göre
sıralar. 3) Kesicileri ismine göre sıralar.
MAGAZINE

112
Disable Tool: Takımı bloke eder. Artık o takım çalışmaz.
Yada magazini bloke eder. Magazinde bir takım çalışmaz
duruma geldiğinde onu iptal ederek diğer takımlarla çalışma imkanı sağlanır.
Tool oversize: Bunun anlamı takım büyük demektir. Örneğin magazine bir
tarama taktınız ve takım magazinin dışına taştı, yanındaki takımlara zarar
vermemek için bu takımı tool oversize ile tanımlayıp, o takımın sağına ve
soluna başka bir takım gelmemesini sağlayabiliriz.
WORK OFFSET
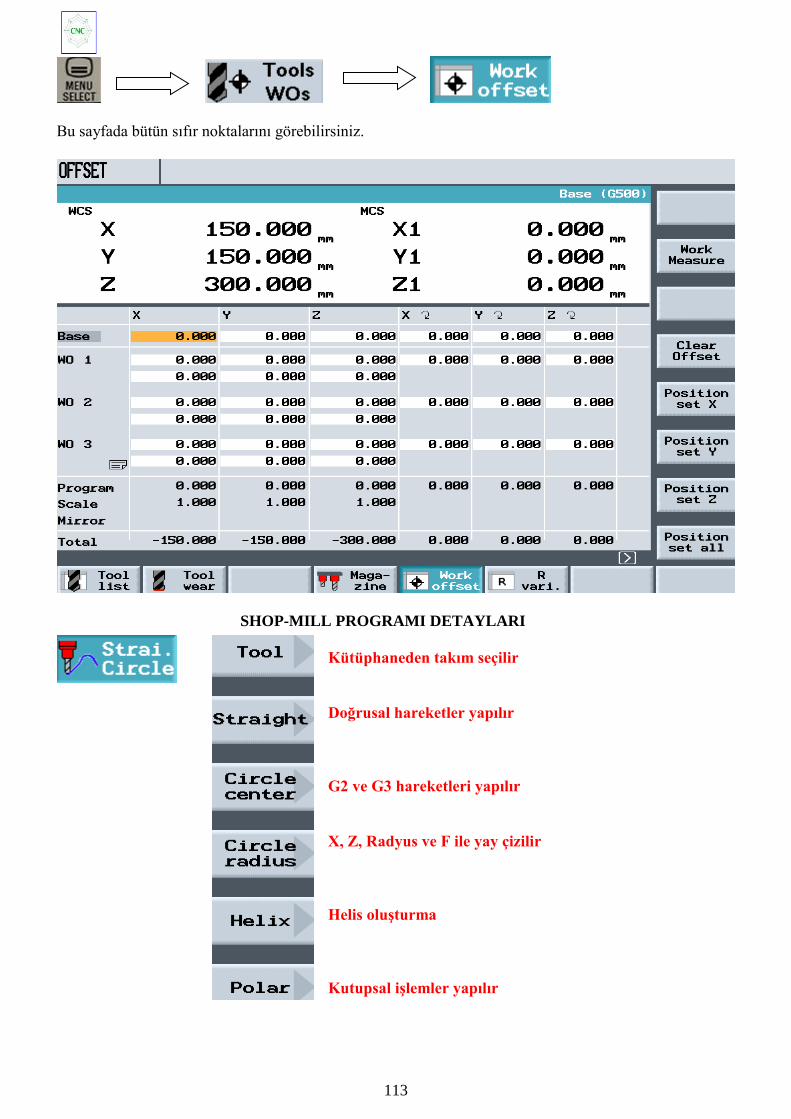
113
Bu sayfada bütün sıfır noktalarını görebilirsiniz.
SHOP-MILL PROGRAMI DETAYLARI
Kütüphaneden takım seçilir
Doğrusal hareketler yapılır
G2 ve G3 hareketleri yapılır
X, Z, Radyus ve F ile yay çizilir
Helis oluşturma
Kutupsal işlemler yapılır

114
Merkezleme, puntalama, havşalama
Delik delme, raybalama
Derin delik delme
Delik genişletme
Diş açma ve kılavuz çekme
Pozisyonlama
Pozisyon tekrarlama
Alın frezeleme
Cep oluşturma
Ada oluşturma ( Bir paketin içine maksimum 12 ada
oluşturulabilir. )
Kanal oluşturma
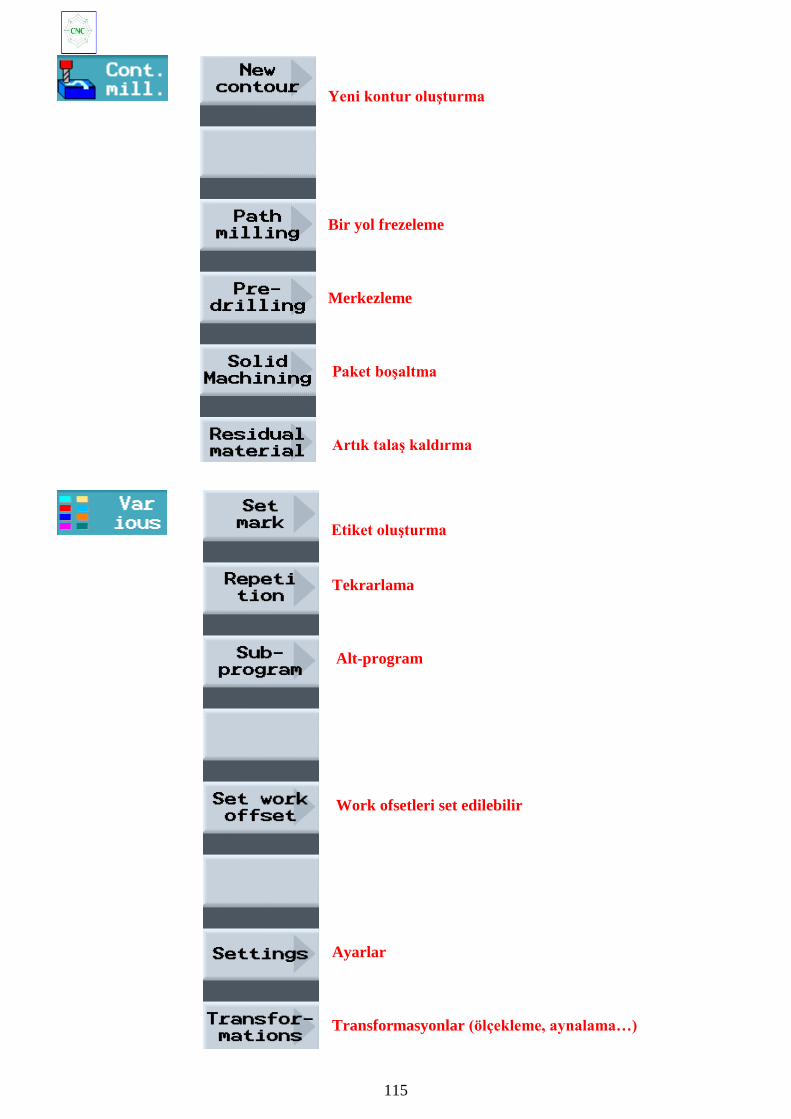
115
Yeni kontur oluşturma
Bir yol frezeleme
Merkezleme
Paket boşaltma
Artık talaş kaldırma
Etiket oluşturma
Tekrarlama
Alt-program
Work ofsetleri set edilebilir
Ayarlar
Transformasyonlar (ölçekleme, aynalama…)

116
ÖRNEKLERLE SHOP-MILL PROGRAMI
ile yeni bir WPD klasörü açın,

117
Yeni klasöre bir isim verin ve ok tuşuna basın. Oluşan DEMO klasörünün üstünde iken sağ ok
tuşu yada enter ile klasörün içine girin ve new komutu ile yeni MPF dosyanıza isim verin.
ORNEK isimli dosyanızı isterseniz G kodlarıyla yada Shop-mill ile programlayabilirsiniz. Ok
tuşuna basarak onaylayınız. Yukarıdaki sayfayı onayladığınızda simülasyonu görebilmeniz için sizden
ham malzemenizi tanımlayacağınız sayfa karşınıza gelir. Resmi daha iyi anlamak için F12 tuşuna basın.

118
Corner Point 1
1 . noktanın X0, Y0 ve Z0 değerleri.
Corner Point 2
2 . noktanın X1, Y1 ve Z1 değerleri.
Unit of meas: Birim (mm)
Tool axis: Takım ekseni (Z)
RP: Güvenlik düzlemi
SC: Güvenli yaklaşma mesafesi
Machining sense: Down-cut: Saat yönünde kesme, Up-cut: Saat yönünün tersinde kesme
Retract pos.-patt: Yaklaşma pozisyonu seçimi
Accept tuşu ile onaylanabilir.
PUNTALAMA
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min)
Diameter: Çap 5 olasıya kadar deliği del anlamındadır.
Tip:
DT: Delik dibinde bekleme süresi (sn.)
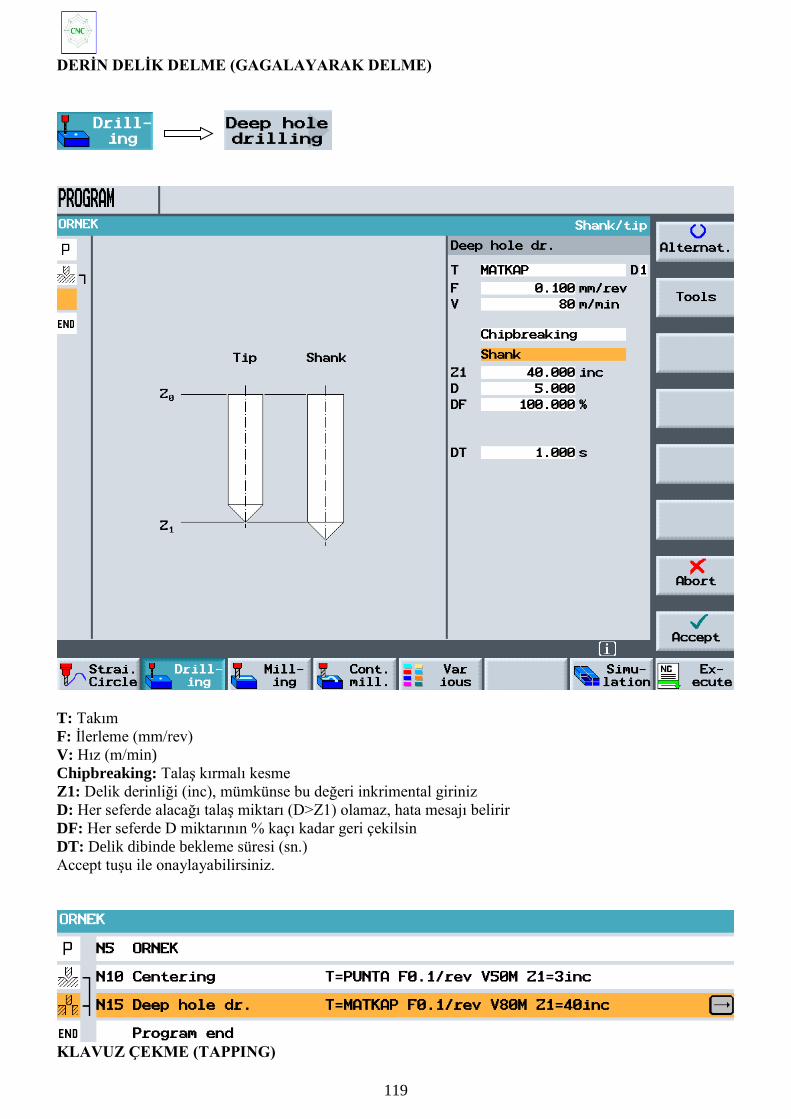
119
DERİN DELİK DELME (GAGALAYARAK DELME)
T: Takım
F: İlerleme (mm/rev)
V: Hız (m/min)
Chipbreaking: Talaş kırmalı kesme
Z1: Delik derinliği (inc), mümkünse bu değeri inkrimental giriniz
D: Her seferde alacağı talaş miktarı (D>Z1) olamaz, hata mesajı belirir
DF: Her seferde D miktarının % kaçı kadar geri çekilsin
DT: Delik dibinde bekleme süresi (sn.)
Accept tuşu ile onaylayabilirsiniz.
KLAVUZ ÇEKME (TAPPING)

120
T: Takım
P: Diş hatvesi, adım (mm/rev) (mm/dev, inç/dev, tur/inç, yada modul olarak girebilirsiniz)
V: Hız (m/min)
Z1: Kılavuz çekilecek derinlik
DELİK POZİSYONLARININ TANIMLANMASI (POSITION PATTERN)
Rectangular: Dikdörtgensel
Z0: Z düzlemi
X0: İş parçası sıfır noktasına göre X mesafesi
Y0: İş parçası sıfır noktasına göre Y mesafesi
DELİK POZİSYONLARININ TANIMLANMASI (POSITION PATTERN)

121
Full circle: Tam daire
Z0: Deliğin başlangıç düzlemi değeri
X0: Resimdeki sarı noktanın X değeri
Y0: Resimdeki sarı noktanın Y değeri
α0: Deliğin başlangıç açısı
R: Yarıçap değeri
N: Delik sayısı
Positioning: Pozisyonlama
SİMÜLASYON İZLEME

122
tuşu ile programın simülasyonu izlenebilir.
Top view: Üst görünüş anlamındadır. Yukarıdaki ekranda görüldüğü gibi simülasyonu izleyebiliriz.
Total time: Toplam işleme zamanı
Üç Görünüş:
Katı Model:
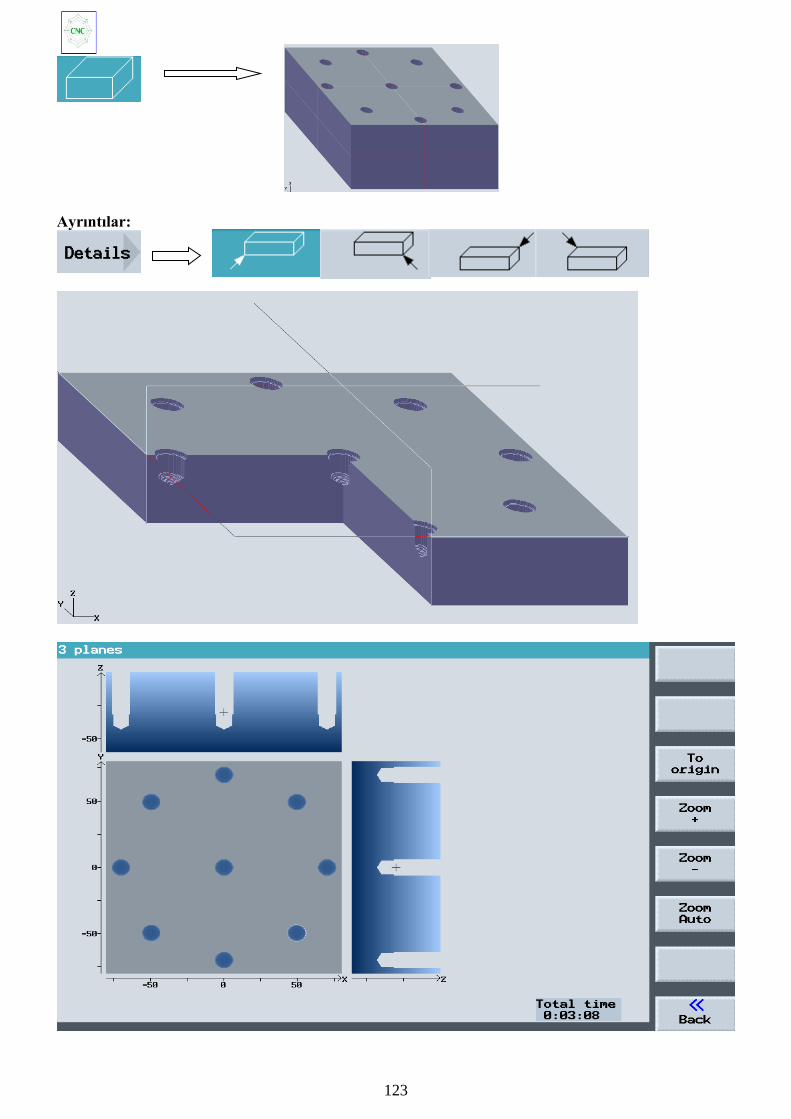
123
Ayrıntılar:

124
Merkezle, ekrana sığdır
Büyült
Küçült
Otomatik küçült Geri
PAKET KONTUR OLUŞTURMA (KONTUR1)
Yeni kontura KONTUR1 adını verin ve OK
tuşuna basın.
Karşınıza bu sayfa gelir. Başlangıç noktası değerlerini girip onaylayın.
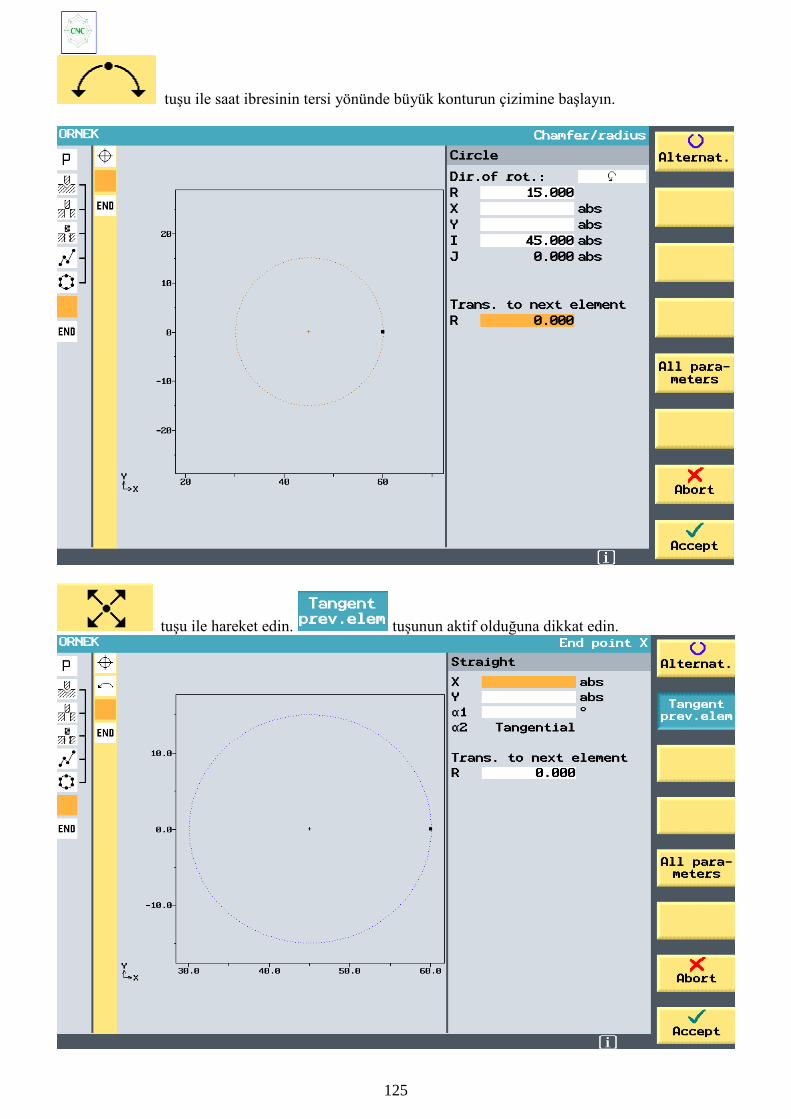
125
tuşu ile saat ibresinin tersi yönünde büyük konturun çizimine başlayın.
tuşu ile hareket edin. tuşunun aktif olduğuna dikkat edin.

126
tuşu ile saat ibresinin tersi yönünde büyük konturun çizimine devam edin.
tuşunun aktif olduğuna dikkat edin.
tuşu ile hareket edin. tuşunun aktif olduğuna dikkat edin.

127
tuşu ile saat ibresinin tersi yönünde büyük konturun çizimine devam edin.
tuşunun aktif olduğuna dikkat edin.
tuşu ile hareket edin. tuşunun aktif olduğuna dikkat edin.

128
tuşu ile saat ibresinin tersi yönünde büyük konturun çizimine devam edin.
tuşunun aktif olduğuna dikkat edin.
tuşu ile hareket edin. tuşunun aktif olduğuna dikkat edin.

129
tuşu ile saat ibresinin tersi yönünde büyük konturun çizimine devam edin.
tuşunun aktif olduğuna dikkat edin.
tuşu ile onaylayıp, konturu tamamlayın.

130
ADA KONTURU OLUŞTURMA (KONTUR2)
Yeni kontura KONTUR2 adını verin ve OK
tuşuna basın.
tuşu ile onaylayın ve küçük konturun çizimine başlayın.
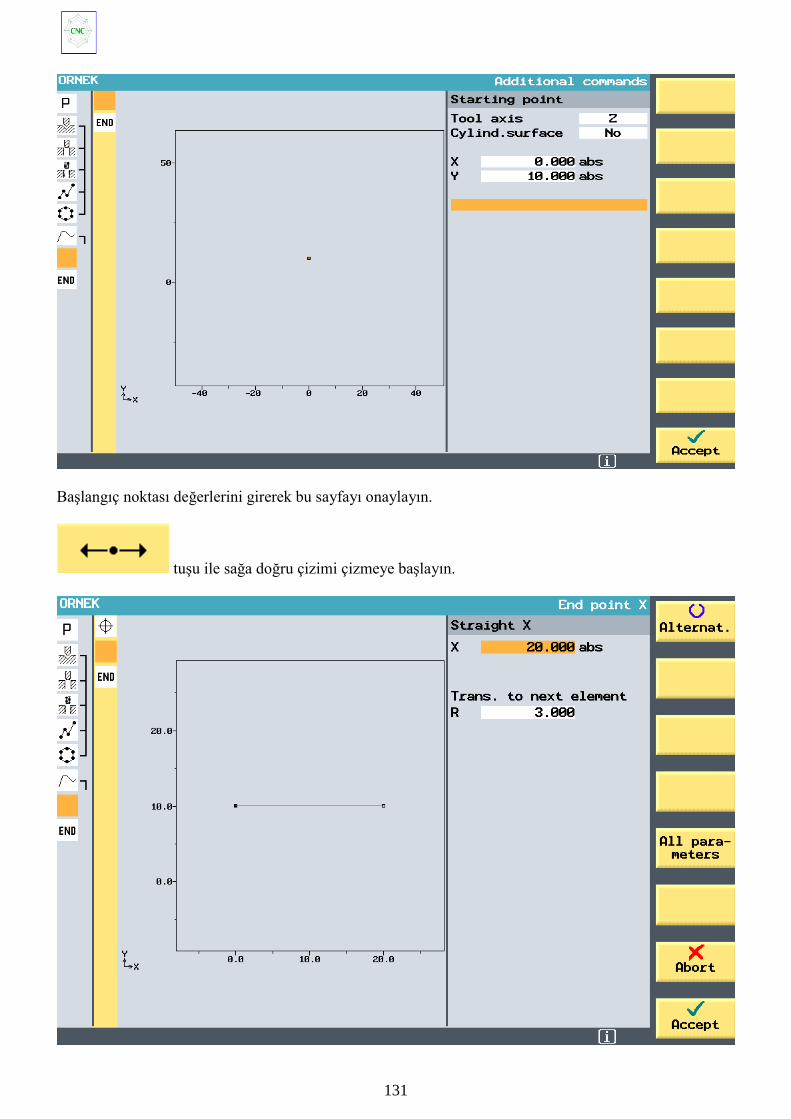
131
Başlangıç noktası değerlerini girerek bu sayfayı onaylayın.
tuşu ile sağa doğru çizimi çizmeye başlayın.

132
tuşu ile aşağıya doğru çizime devam edin.
tuşu ile sola doğru çizime devam edin.
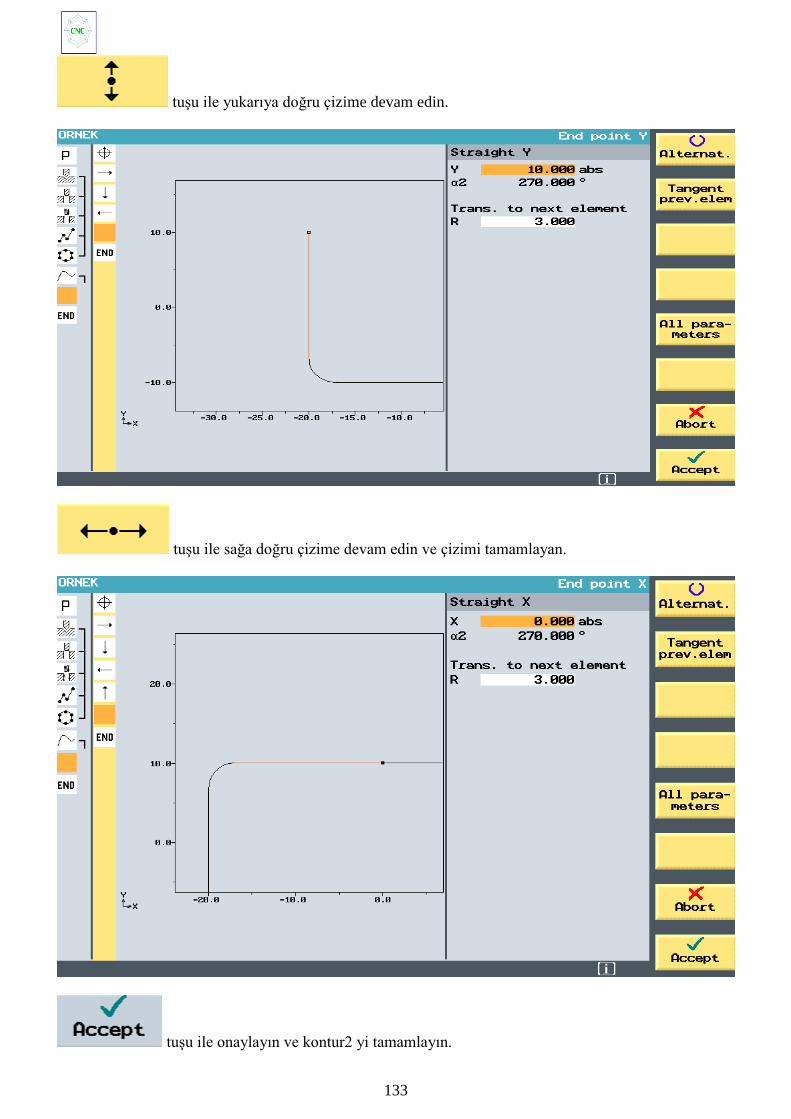
133
tuşu ile yukarıya doğru çizime devam edin.
tuşu ile sağa doğru çizime devam edin ve çizimi tamamlayan.
tuşu ile onaylayın ve kontur2 yi tamamlayın.

134
Bir paketin içine maksimum 12 ada oluşturulabilir.
PAKET BOŞALTMA (KABA İŞLEME)
T: Takım (25 mm'lik parmak freze takımı)
F: İlerleme (mm/diş)
V: Kesme hızı (m/dak)
Machining: Tek ters üçgen kaba işlemeyi ifade eder
Z0: İş parçası üst yüzeyi (abs)

135
Z1: İşlenecek derinlik (inc)
DXY: Takımın yana kayma miktarı (takım çapının %' si kadar, yada mm olarak ifade edilir)
DZ: Her seferde alacağı talaş miktarı
UXY: Dik duvarlarda bırakılacak talaş miktarı (mm)
UZ: Tabanda bırakılacak talaş miktarı (mm)
Starting pt.: Başlangıç noktası (otomatik olarak, yada manuel belirttiğimiz bir noktadan)
Insertion: Centric, helical yada oscillat
Centric Helical Oscillat
FZ: Diş başına ilerleme (mm/diş)
Lift mode: Geri çekilme modu (To return plane)
RP: Geri çekilme düzlemi
SC: Güvenli yaklaşma mesafesi
Frezeleme yolunun %50'sinden fazlası üst üste geliyorsa, paket komple boşaltılmaz. Bu
simülasyon tarafından tanınır ve bildirilir. Frezeleme yolunun üst üste gelmesi %50'den küçük olmalıdır.
İşleme 25 mm freze takımı ile çoklu dalma yapılarak başarı ile gerçekleştirilir. Ada ile paket
arasındaki küçük alana bu takım giremez. Burada, ada formu bozulmadan bu takımın girebileceği yerlere
kadar parça işlenir. Arada kalan talaş daha küçük bir takım ile sonraki adımda “Kalan Malzemeyi
Tanıma” fonksiyonu ile işlenir.
Frezeleme yolu talaş boşaltmadan önce bir defa hesaplanır ve geçici alt program içine yüklenir.
Sadece kontur formu yada boşaltma çevrim parametreleri değiştirilirse, frezeleme yolu sistem tarafından
tekrar hesaplanır.
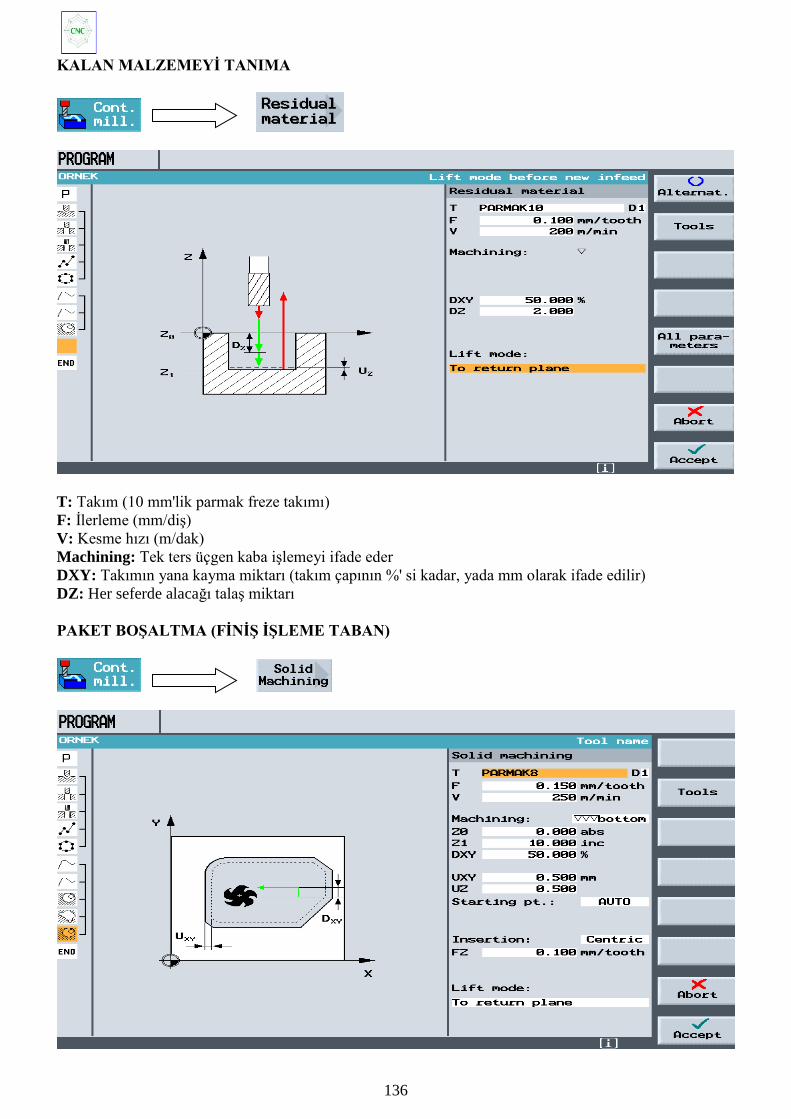
136
KALAN MALZEMEYİ TANIMA
T: Takım (10 mm'lik parmak freze takımı)
F: İlerleme (mm/diş)
V: Kesme hızı (m/dak)
Machining: Tek ters üçgen kaba işlemeyi ifade eder
DXY: Takımın yana kayma miktarı (takım çapının %' si kadar, yada mm olarak ifade edilir)
DZ: Her seferde alacağı talaş miktarı
PAKET BOŞALTMA (FİNİŞ İŞLEME TABAN)

137
Finiş paso miktarı finiş işlemede de girilmeli, çünkü takım pozisyonlamada yaklaşık olarak bu
değere göre pozisyonlar.
PAKET BOŞALTMA (FİNİŞ İŞLEME DİK DUVARLAR)
Cep yada adanın yan kenarının finiş paso işlenmesi yol frezeleme (path milling) fonksiyonu olarak
ta gerçekleştirilebilir. Yol frezelemede çok sayıda serbest hareket tanımlanabilir. Mesela takımın
konumuna göre forma giriş-çıkış stratejisi belirlenebilir.
Straight Quadrant Semicircle
Yaklaşma ve uzaklaşma mesafeleri: bir doğru boyunca, çeyrek ve yarım daire biçiminde.
L1: Yaklaşma mesafesi, L2: Uzaklaşma mesafesi, R1: Yaklaşma yarıçapı, R2: Uzaklaşma yarıçapı.
Program başında ayarlanan işleme yönü standart geometri (freze) ve boşaltma da (form frezeleme)
etkindir. Yol frezeleme işlemede takımın konumuna göre konturu işleme yönü belirlenir.
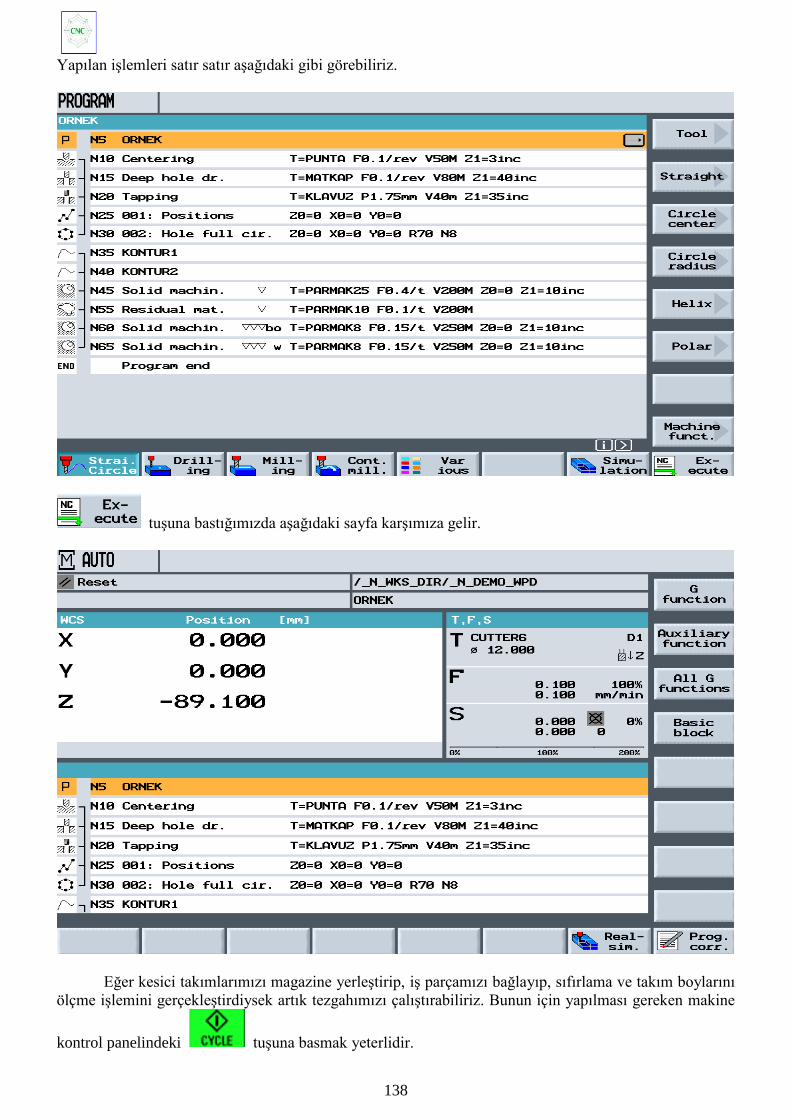
138
Yapılan işlemleri satır satır aşağıdaki gibi görebiliriz.
tuşuna bastığımızda aşağıdaki sayfa karşımıza gelir.
Eğer kesici takımlarımızı magazine yerleştirip, iş parçamızı bağlayıp, sıfırlama ve takım boylarını
ölçme işlemini gerçekleştirdiysek artık tezgahımızı çalıştırabiliriz. Bunun için yapılması gereken makine
kontrol panelindeki tuşuna basmak yeterlidir.

139
tuşu ile program çalışırken aynı anda simülasyonu ve satır satır yapılanları görebiliriz.
tuşu ile yapmış olduğumuz programda düzeltmeler yapabiliriz.
tuşu ile satır satır G kodlarını görebiliriz. Yalnız bunun çıktısını almak mümkün değildir.
SATIR ARAMA
Kursörü N30 satırı üzerine getirin, zaten gri renge dönüşecektir.
tuşlarına basınız.
Kursörü N20 satırı üzerine getirin, Tapping (Kılavuz çekme) Accept ile onaylayın.
Delmeye başlanacak delik no. 6
Accept ile onaylayın.
Satır arama çalışıyor.
Block Search finished – Intiaete NC start mesajını bekleyin.
Kontrol ünitesi makineyi parça işlemeye hazırlıyor (gerekirse takım değiştirme)

140
CAD READER
Cad-Reader ara programı ile AutoCad'de çizilmiş DXF uzantılı çizimleri shop-turn veya shop-mill
programlarında kullanabilirsiniz. Yani AutoCad'de çizilmiş bir konturu bu programda yeni kontur
oluşturmadan kullanabiliriz. Tabii AutoCad'de çizilen resimde açık olmaması gerekir.
Daha önceden çizilmiş DXF uzantılı çizimimizi cad-reader
programında açalım. Eğer çizimimizi C:\SI_TRAIN\dh\wks.dir
klasörüne kaydedersek, Program manager içinde DXF uzantılı
dosyamızı görebiliriz. Karşımıza gelen çizim gelişigüzel çizildiği için
ilk işlem sıfır noktasını belirlemektir.
Resmin sıfır noktasını belirtmek için kullanılan ikon.
Element Center Otomatik çizgi ortasına
Element Start Otomatik çizgi başlangıcına
Element End Otomatik çizgi sonu
Free Input X ve Y değeri girerek Örnek: X100,Y100
Mouse Position Mouse ile seçerek
Otomatik sıfır noktasını seçmek için.
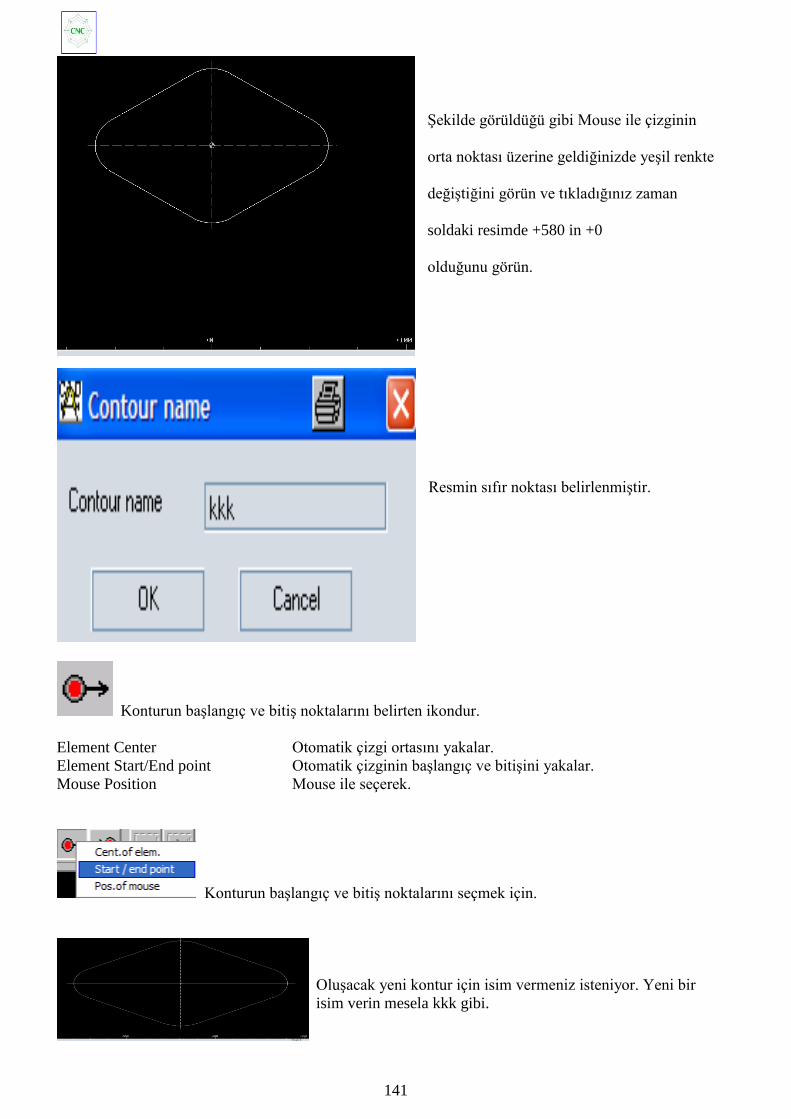
141
Şekilde görüldüğü gibi Mouse ile çizginin
orta noktası üzerine geldiğinizde yeşil renkte
değiştiğini görün ve tıkladığınız zaman
soldaki resimde +580 in +0
olduğunu görün.
Resmin sıfır noktası belirlenmiştir.
Konturun başlangıç ve bitiş noktalarını belirten ikondur.
Element Center Otomatik çizgi ortasını yakalar.
Element Start/End point Otomatik çizginin başlangıç ve bitişini yakalar.
Mouse Position Mouse ile seçerek.
Konturun başlangıç ve bitiş noktalarını seçmek için.
Oluşacak yeni kontur için isim vermeniz isteniyor. Yeni bir
isim verin mesela kkk gibi.

142
Konturu belirtmek için konturun istediğimiz bir
yerinden başlayabiliriz. Çizimin herhangi bir
elementi üzerine geldiğimizde sarı renge dönüş-
tüğünü görün ve tıklayın. Yandaki resimde
görüldüğü gibi kırmızı bir ok karşınıza gelir.
Mouse ile kırmızı oka tıklayın ve konturun bir
sonraki elemente geçtiğini görün.
Artık konturun kırmızı renge dönüştüğünü görün
ve kontura devam etmek için mavi renkli oka
tıklayın.
Bu noktadan sonra konturun nerede bittiğini belirtmek için mor renkli element üzerinde Mouse ile bir kez
daha tıklayın ve konturun kapandığını görün.

143
Konturun son noktasını belirten ikondur.
Element Center Otomatik çizgi ortasını yakalar.
Element End Point Otomatik çizgi son noktasını yakalar.
Mouse Position Mouse ile seçerek.
Current Position Pozisyona göre.
Konturun son noktasını belirtmek için.
Konturu tamamlamak için mavi renkli oka tıklayın ve konturun
aşağıdaki gibi kapandığını görün.
tuşuna basarak dosyanıza bir isim vererek MPF uzantılı bir dosya oluşturursunuz. Yine bu dosyayı
C:\SI_TRAIN\dh\wks.dir klasörüne kaydederseniz, program manager'da görebilirsiniz.
Mesela ccc ismini verin ve Cad-reader
programını kapatın.

144
tuşuna bastığınızda bbbb.dxf ve ccc.mpf 'yi görebilirsiniz.
ccc dosyasının içine girerseniz.
Konturunuzun çizilmiş olduğunu görürüsünüz. Konturun başlangıç noktası ve diğer elementleri
üzerinde istediğiniz değişiklikleri yapabilirsiniz. İstediğiniz frezeleme işlemlerini gerçekleştirebilirsiniz.
ÖRNEK KONTUR ÇİZİMLERİ

145
Kontur çizimine saat ibresi yönünde devam ediniz.
ELEMENT
GİRİŞ
Saat ibresi yönünün tersine dönüş, R=9.5, I=0 abs, diyalog seç,
takip eden elemente geçiş R=2
α1= -30
Saat ibresi yönünde dönüş, bir önceki elemente teğet, R=2, J=4.65 abs
Saat ibresi yönünün tersine dönüş, bir önceki elemente teğet, R=3.2, I=11.5 abs,
J=0 abs, diyalog seç, diyalog seç
Saat ibresi yönünde dönüş, bir önceki elemente teğet, R=2, J= -4.65 abs, diyalog seç
Bir önceki elemente teğet, Y= -14.8 abs, α1= -158
All parameters (bütün parametreler açık), X= -5 inc
Y= 5.7 abs
X=0 abs

146
Kontur çizimine saat ibresi yönünde devam ediniz.
ELEMENT
GİRİŞ
Y= -104 abs.
Saat ibresi yönünde dönüş, R=79, I=0 abs, diyalog seç, all parameters (bütün
parametreler açık), β2=30
Saat ibresi yönünde dönüş, bir önceki elemente teğet, R=7.5 , all parameters (bütün
parametreler açık), β2=180
Saat ibresi yönünün tersine dönüş, R=64, X= -6 abs, I= 0 abs, diyalog seç, diyalog seç,
takip eden elemente geçiş R=5
All parameters (bütün parametreler açık), α1=90, takip eden elemente geçiş R=5
Saat ibresi yönünde dönüş, R=25, X=0 abs, Y=0 abs, I=0 abs, diyalog seç, diyalog seç

147
Kontur çizimine saat ibresinin tersi yönünde devam ediniz.
ELEMENT
GİRİŞ
α1=180
X= -43.972 inc, all parameters (bütün parametreler açık),
X= -137.257 abs, α1= -125,
X= 43.972 inc,
α1= -55
X= 5.67 abs
Saat ibresi yönünde dönüş, R=72, X= 5.67 abs, Y= 0 abs, diyalog seç
ÖRNEKLER

148

149

150

151

152
TORNA İÇİN TAKIM KÜTÜPHANESİ
KABA TALAŞ KALEMİ
FİNİŞ KALEMİ
KANAL - KESKİ KALEMİ
VİDA KALEMİ
FREZE ÇAKISI
MATKAP
YUVARLAK UÇLU KALEM
DAYAMA
KILAVUZ
DELİK İÇİ KALEMİ
3 BOYUTLU PROBE

153
FREZE İÇİN TAKIM KÜTÜPHANESİ
FREZE ÇAKISI
MATKAP
HAVŞA MATKABI
3 BOYUTLU TAKIMLAR
KÜRESEL TAKIM
KÜRESEL DÜZ TAKIM
KÖŞE RADÜSLÜ TAKIM
KONİK TAKIM
KONİK KÖŞE RADÜSLÜ TAKIM
KÜRESEL KONİK TAKIM
KENAR BULUCU ( SARHOŞ )
3 BOYUTLU PROBE