enjeksİyon kalip tasarimi ve mukavemet.done
TRANSCRIPT

ENJEKSİYON KALIP TASARIMI VE MUKAVEMET HESAPLARI
Görkem ÖZÇELİK
Haziran, 2004 İZMİR
ENJEKSİYON KALIP TASARIMI VE MUKAVEMET HESAPLARI
Dokuz Eylül Üniversitesi Fen Bilimleri Enstitüsü
Yüksek Lisans Tezi Makina Mühendisliği Bölümü, Mekanik Anabilim Dalı
Görkem ÖZÇELİK
Haziran,2004 İZMİR

Yüksek Lisans Tezi Sınav Sonuç Formu
Görkem ÖZÇELİK, tarafından Prof. Dr. Onur SAYMAN yönetiminde hazırlanan
“Enjeksiyon Kalıp Tasarımı Ve Mukavemet Hesapları” başlıklı tez tarafımızdan
okunmuş, kapsamı ve niteliği açısından bir Yüksek Lisans tezi olarak kabul edilmiştir.
Prof. Dr. Onur SAYMAN
Yönetici
Prof . Dr. Ramazan KARAKUZU Yrd. Doç. Dr. Mustafa TOPARLI
Jüri Üyesi Jüri Üyesi
Prof.Dr. Cahit HELVACI
Müdür
Fen Bilimleri Enstitüsü

I
Projenin hazırlanması sırasında bilimsel bilgilerini paylaşan ve yardımlarını
esirgemeyen tezin yöneticisi Sayın Hocam Prof. Dr. Onur SAYMAN’a , bilimsel
veri toplama ve araştırmalarım sırasında aktif olarak çalıştığım şirketlerdeki
arkadaşlarımın bana verdiği desteğe, üzerimde büyük emekleri olan ve konum ile
ilgili ilerlememe destek veren tüm yöneticilerime, bu sektöre girmemi sağlayan
Sayın Mehmet ERBER’e , bana çok değerli zamanını ayıran ve fikirleriyle tezim de
ilerlememi sağlayan Sayın Hocam Yrd. Doç.Dr. Çınar YENİ’ye , benden desteğini
esirgemeyen sevgili eşim Yurdanur ÖZÇELİK’e teşekkür ederim.
Bugüne dek sahip olduğum her şeyi borçlu olduğum, maddi ve manevi
desteklerini benden esirgemeyen babam Zeki ÖZÇELİK, annem Aynur ÖZÇELİK,
kardeşim Gürkan ÖZÇELİK’e şükranlarımı sunarım.
Görkem ÖZÇELİK,İzmir 2004
TEŞEKKÜR

II
Bu çalışmada, yüksek basınçlı enjeksiyon tezgahlarında alüminyum alaşımı
kullanılarak döküm yapan bir kalıp tasarlanmıştır.
Öncelikle sektör hakkında genel bilgi verilmiş daha sonra bir braket parçası ele
alınarak bu parçanın kalıp tasarımı yapılmıştır. Tasarıma etki eden faktörler ayrıntılı
olarak incelenmiştir. Tasarımı hızlandıracak ve kolaylaştıracak bazı pratik bilgiler
verilmiş ve bu bilgilerin doğruluğu kontrol edilmiştir.
Yüksek basınçlı tezgahlarda döküm yapan kalıplardan sağlam ve kaliteli parça
elde etmek için en önemli etkenlerden biri olan yolluk tasarımı ayrıntılı olarak
incelenmiştir. MAGMA SOFT programı yardımıyla analizleri yapılmış ve dizayn
doğrulanmıştır. Sorunlu çıkan bazı bölgelerin düzeltilmesi içinde gerekli olan
soğutma sistemi üzerinde durulmuş ve çeşitli yöntemler tavsiye edilmiştir.
Son olarak ta kalıp tasarımını ve imalatını kolaylaştırmak için ayrıca tasarım
sırasında yapılabilecek hataları engellemek için, tüm tasarım 3 boyutlu olarak
CATIA V5R9 programı vasıtasıyla modellenmiştir.
Sonuç olarak, bir sistem içinde tüm bir tasarımın nasıl yapılacağı belirlenmiş ve
örnek bir braket parçası yardımıyla bu tasarım sistematiği takip edilerek kalıp
tasarlanmıştır.
ÖZET

III
In this study, a mould which casts with aluminium alloy in high pressure die
casting machine is designed.
Firstly, a general information about the aluminum moulding is given. Then, this
mould is designed via reference of a bracket part. Factors that affect design are
examined in details. Information to make the designing period quick and simple is
given and is validated.
Design of runner system which is the most important factor to make effective and
quality parts from the moulds that cast in high pressure die casting machines is
examined in details. MAGMA SOFT tool is used to analysis and verify the design.
Also cooling system is examined in order to correct some faults areas found after
analysis and some suggestions are advised.
Lately, all part of mould design is modeled in 3D model via CATIA V5R9
programme to easy design and manufacture of mould and to prevent design faults.
As a result, how to make the whole design for a system is determined and
following the same steps a mould to cast a bracket is designed.
ABSTRACT

IV
Sayfa Teşekkür…………………………………………………………………………....I
Özet……………………………………………………………………………......II
Abstract……………………………………………………………………………III
İçindekiler…………………………………………………………………………IV
Tablo Listesi………………………………………………………………………VII
Şekil Listesi………………………………………………………………………VIII
Simgeler…………………………………………………………………………..XIII
Bölüm 1
ALÜMİNYUMA GENEL BİR BAKIŞ 1.1 Alüminyum Tarihsel Gelişimi………………………………………… 1
1.2 Alüminyumun Üretimi………………………………………………….. 2
Bölüm 2
ALÜMİNYUM ENJEKSİYON KALIPLARI 2.1 Giriş……………………………………………………………………….. 5
2.2 Alüminyum Enjeksiyon Kalıplarının Çalışma Prensipleri………………... 6
2.2.1 Sıcak Kamaralı Yöntem İle Döküm…………………………….. 7
2.2.2 Soğuk Kamaralı Yöntem İle Döküm…………………………… 7
2.3 Genel Akış Teorisine Bakış………………………………………………. 9
2.3.1 Laminer Akış Tipi ….……………………………………………. 10
2.3.2 Türbülanslı Akış Tipi ……………………………………………. 10
2.4 Yüksek Basınçlı Enjeksiyon Kalıbı Parçaları ……………………………… 11
2.5 Enjeksiyon Kalıbı Dizaynı…………………………………………………. 14
İÇİNDEKİLER

V
2.5.1 Parça Gereklilikleri……………………………………………….. 15
2.5.2 Kalıp Taslağı………………………………………………………. 18
2.5.3 Dökülebilirlik Çalışması…………………………………………... 24
2.5.4 Tezgah Seçimi…………………………………………………….. 26
2.5.5 Doldurma Oranı Hesabı…………………………………………… 30
Bölüm 3
YOLLUK HESAPLARI
3.1 Kapı Giriş Kesiti…………………………………………………………….. 33
3.2 Ana Yolluk Kesitleri Hesabı ve Tasarımı ………………………………… 37
Bölüm 4
ISIL DAĞILIM 4.1 Giriş……………………………………………………………………………43
4.2 Kalıpta Isıl Dağılım……………………………………………………………44
Bölüm 5
DİZAYNIN GÖZDEN GEÇİRİLMESİ VE ANALİZİ 5.1 Braket Parçasının Yolluk ve Doldurma Analizi……………………………….55
Bölüm 6
KALIBIN DİZAYNI
6.1 Parça Ayırma Düzlemleri………………………………………………………63
6.2 Aplik Boyutları…………………………………………………………………64
6.3 Blok Boyutları………………………………………………………………….65
6.4 Soğutma Sistemi………………………………………………………………..71
6.5 Maçanın Boyutları……………………………………………………………...73
6.6 Maça Taşıyıcısı Boyutları……………………………………………………...74
6.7 Eksenleme Sistemi……………………………………………………………..81
6.8 İtici sistemi……………………………………………………………………..84
6.9 Hava Cepleri ve Hava Tahliye Kanalları………………………………………85
VI
Bölüm 7
SONUÇ
7.1 Sonuç……………………………………………………………………………87
KAYNAKLAR……………………………………………………………………..88

VII
Tablo 1.1 Yıllara göre alüminyum üretimi……………………………………. 2
Tablo 2.1 Yüksek basınçlı enjeksiyon kalıplarında kullanılan malzemeler…... 13
Tablo 2.2 Parça özelliklerine göre uygulanması gerekli final basınçları ……... 16
Tablo 2.3 Malzeme Standartları ………………………………………………. 16
Tablo 2.4 Örnek tezgahlar ve kilitleme kuvvetleri……………………………. 30
Tablo 2.5 Farklı çaplardaki doldurma oranı…………………………………... 31
Tablo 3.1 Et kalınlıklarına göre doldurma zamanı……………………………. 35
Tablo 3.2 Doldurma zamanı hesaplamaları…………………………………… 36
Tablo 4.1 Yüksek basınçlı dökümde kullanılan bazı alüminyum alaşımlarının 1 kg
alaşım için ısıl özellikleri………………………………………………………… 46
Tablo 4.2 Boru çaplarına göre çeper kalınlıkları……………………………… 53
Tablo 6.1 Parça yüzey alanlarına göre kolon çapları………………………….. 84
Tablo 6.2 İtici pim standart ölçüleri ( DME)………………………………….. 86
TABLO LİSTESİ

VIII
Şekil 1.1 Bayer Prosesi (Bühler) Alümina eldesi…………………………… 3
Şekil 1.2 Alüminyum elde edilmesi…………………………………………… 4
Şekil 2.1 Frommer’e göre kalıp gözünün dolumu……………………............ 6
Şekil2.2 a-Sıcak Kamaralı Döküm Tezgahı……………………………….…... 7
Şekil2.2 b-Sıcak Kamaralı Döküm Tezgahı Çalışması………………………... 7
Şekil 2.3 a Yatay tipte yüksek basınçlı soğuk kamara döküm tezgahı………... 8
Şekil 2.3 b Yatay tipte yüksek basınçlı soğuk kamara döküm tezgahı çalışması.
……………………………………………………………………………. 8
Şekil 2.4 Dikey tipte yüksek basınçlı döküm tezgahı…………………………. 8
Şekil 2.5 Enjeksiyonda 3 faz…………………………………………………... 9
Şekil 2.6 Yollukta Laminer akış……………………………………………..... 10
ŞEKİL LİSTESİ

IX
Şekil 2.7 Yollukta Türbülanslı Akış…………………………………………... 11
Şekil 2.8 Yüksek Basınçlı Enjeksiyon Kalıbı Parçaları……………………….. 11
Şekil 2.9 Braket parçası görünüşleri…………………………………………... 21
Şekil 2.10 Maça çalışması gereken bölge……………………………………... 22
Şekil 2.11 Aynı yönde çekilebilir maçalı yolluk tasarımı……………………... 23
Şekil 2.12 Farklı yönde çekilebilir maçalı yolluk tasarımı……………………. 23
Şekil 2.13 Kalıp ayırma çisgisi………………………………………………... 24
Şekil 2.14 Tezgah kilitleme ve açma kuvvetleri……………………………… 27
Şekil 2.15 Kalıp projeksiyon alanı…………………………………………….. 28
Şekil 2.16 Tezgah hidrolik sisteminin yarattığı basıncın , kalıp kovanına iletilmesi
……………………………………………………………………………………. 28
Şekil 2.17 Maça taşıyıcısına etkiyen kuvvetler………………………………... 29
Şekil 2.18 Kovan ve piston……………………………………………………. 31
Şekil 3.1 Kapı giriş kesitinden sonra parçada alüminyumun ilerlemesi………. 34
Şekil 3.2 Braket parçası kapı giriş yerleri ve kesitleri………………………… 38
Şekil 3.3 Kapı giriş kesiti ve besleyici bölgenin hesaplanması……………….. 39
X
Şekil 3.4 Ani dönüşlerde meydana gelen yapışmalar………………………… 41
Şekil 3.5 Daha büyük radüsler ile dönüşler…………………………………… 41
Şekil 3.6 Dönüşlerde kesitlerde yapılacak büyültmeler……………………….. 42
Şekil 3.7 Kapı giriş kesitleri ve ana yolluk hesaplamaları…………………….. 43
Şekil 4.1 Akış Tipleri…………………………………………………………. 50
Şekil 4.2 Soğutma sisteminin yerleşimi………………………………………. 53
Şekil 4.3 a Lamelli Soğutma Tüpleri ; yağ kullanılan sistemlerde C= 35-40, su
kullanılan sistemlerde C= 50-60 mm olmalıdır…………………………………... 54
Şekil 4.3 b Helzon Soğutma Tüpleri ; yağ kullanılan sistemlerde C= 35-40, su
kullanılan sistemlerde C= 50-60 mm olmalıdır…………………………………... 55
Şekil 5.1 Parça, yolluk modellerinin Magma Soft programında boyutlandırılması..
……………………………………………………………………………. 57
Şekil 5.2 Doldurma zamanı……………………………………………………. 58
Şekil 5.3 Sıcak birleşme yüzeyleri…………………………………………….. 59
Şekil5.4 Katılaşma zamanı…..….........……………………………………....... 60
Şekil 5.5 Prozite bölgeleri……………………………………………………... 61
Şekil 5.6 Parçada proziteli bölgeler…………………………………………... 62
Şekil 5.7 Parçada proziteli bölgeler…………………………………………... 62

XI
Şekil 5.8 Prozitelerin derinliklerinin incelenmesi……………………………... 63
Şekil 5.9 Prozitelerin derinliklerinin incelenmesi……………………………... 63
Şekil 6.1 Braket parçası kalıp ayırma çizgisi………………………………….. 65
Şekil 6.2 Aplik Boyutlarının belirlenmesi…………………………………….. 66
Şekil 6.3 Hareketli apliğin 3D modellenmesi…………………………………. 67
Şekil 6.4 ItalPress 1350 Ton tezgah plakası ölçüleri………………………….. 69
Şekil 6.5 Hareketli Blok Ölçüleri……………………………………………… 70
Şekil 6.6 İtici plaka çalışma bölgesinde, blokta oluşan çökme………………... 71
Şekil 6.7 Hareketli aplikte soğutma sistemi…………………………………… 73
Şekil 6.8 Sabit aplikte soğutma sistemi……………………………………….. 74
Şekil 6.9 Maçanın aplikte yataklanması için (2-30) açı verilmesi ve soğutma
sistemi ……………………………………………………………………………. 75
Şekil 6.10 Maça taşıyıcısı, Kilitleme kaması ve Boynuz milinin konumu……. 76
Şekil 6.11 Maçanın yataklanması için maça taşıyıcında boşaltma yapılır……. 77
Şekil 6.12 Maça taşıyıcısının boyutlandırılması……………………………… 77
Şekil 6.13 Maçanın ve maça taşıyıcısının montajlı hali……………………… 78

XII
Şekil 6.14 Maça taşıyıcısının ölçüleri………………………………………… 78
Şekil 6.15 Blokta ve maça taşıyıcısının yerleşimi…………………………….. 79
Şekil 6.16 Hareketli blokta maça taşıyıcısı ve kızak yuvaları………………... 80
Şekil 6.17 Maça taşıyıcısını, merkezleme ve yataklama görevi yapan kızaklar..
……………………………………………………………………………. 80
Şekil 6.18 Maça ve kızakların konumu……………………………………….. 81
Şekil 6.19 Maça taşıyıcısının, Hareketli blokta yerleşimi…………………….. 81
Şekil 6.20 Maça taşıyıcısı, Maça, Kilitleme Takozu ve Boynuz Mili………… 82
Şekil 6.21 Kalıp eksenleme mili………………………………………………. 83
Şekil 6.22 Kalıp eksenleme burcu…………………………………………….. 83
Şekil 6.23 İticilerin ve itici deliklerinin ölçülendirilmesi ve gösterilmesi…….. 85
Şekil 6.24 Hava cebi ve firarı tasarımı………………………………………… 88

XIII
Kısaltma Terim Birim
%F Doldurma Oranı -
µ Kinematik viskozite m2/sn
a Blokta köşelerden yüke olan mesafe mm
AIM Parça projeksiyon alanı cm2
C Özgül ısı kcal/kg/ oC
CB,Ct Yolluk kesit ölçüleri mm
Cg Gizli ergime sıcaklığı kcal/kg/ oC
d, l, b, h Maça taşıyıcısı boyutları mm
D Soğutucu devrenin çapı m
Dc Tezgah hidrolik sistem piston çapı mm2
Dp Kovan piston çapı mm2
E Elastite modülü Gpa
Fc Tezgah hidrolik sistem enjeksiyon kuvveti KN
SİMGELER

XIV
Fe Kovan pistonunun uyguladığı enjeksiyon kuvveti KN
FLI Kalıp açma kuvveti KN
FLN Tezgah kitleme kuvveti KN
Fm, Fh Maça açma kuvveti bileşenleri KN
g Yerçekimi ivmesi m/sn2
H Akışkanın hidromekanik yüksekliği m
I Atalet momenti m4/4
L Aktif kovan boyu mm
Lh Bloğun toplam uzunluğu mm
M Parça, yolluk ve hava cebi ağırlıkları toplamı kg
mA Parça ve hava cebi ağırlıkları toplamı Kg
mpart Parça ağırlığı Kg
n Göz sayısı Adet
p Yoğunluk gr/cm3
Pc Tezgah hidrolik sistem basıncı Bar
Pe Spesifik enjeksiyon basıncı Bar
Q Kalıba giren ısı miktarı kcal
Qd Devreden geçen soğutucu akışkan debisi l/saat
Re Reynold sayısı -
Sa Kapı giriş kesiti mm2
So Soğutucu devre boru alanı cm2

XV
Tf Doldurma zamanı ms
U Noktasal hız m/sn
V Soğutucu akışkanın ortalama hızı m/s
VA Parça hacmi mm3
Vma Kapı giriş kesiti hızı m/sn
W Maksimum yükleme N
f Çökme mm

1
BÖLÜM BİR
ALÜMİNYUMA GENEL BİR BAKIŞ
1.1 Alüminyumun Tarihsel Gelişimi
19. yüzyıl başlarında laboratuarlarda bulunmuş olan alüminyum, teknolojide ilk
defa 19. yüzyılın 2. yarısında kullanılmıştır. Yaklaşık 100 yıl önce, günümüzde hala
kullanılan elektrolitik arıtma işlemi ile ortaya çıkmıştır. Pek çok demir içermeyen
metal için alüminyum avantajlıdır. Eğer alüminyumun tarihi gelişimi kronolijik bir
sıra ile daha yakından incelenirse:
1807: Sir Humphery Davy alüminanın metal alüminyum içerdiğine inanmaktadır.
Elektroliz yöntemi ile metal alüminyumu izole etmeye çalışmış ancak yaptığı
denemeler başarısız olmuştur.
1821: M.P.Berthier, Güney Fransa da Les Baux’da Alüminyum içeren bir mineral
keşfetti. Bu minerale buluşun yapıldığı yerden dolayı Bauxite adı verildi.
1825: Christian Qrsted potasyum amalgam kullanarak kimyasal indirgeme ile
alüminyumu çok küçük bir miktarda ayırmayı başardı.
1827: Friedrich Wöhler çok küçük miktarda alüminyum üretimini, Berlin deki
laboratuarında başardı.
1845: Wöhler, toplu iğne başı büyüklüğünde ufak alüminyum topları üretti.
1886: Paul T. Heroult Nisan ayında Paris’te ve Charles M. Hall Temmuz ayında
Amerika Birleşik Devletleri’nde, birbirlerinden habersiz olarak, arıtılmış alüminadan
elektroliz ile alüminyum üretimi için patent başvurusunda bulunmuşlardır. Bu yöntem
ABD’de hala kullanılmaktadır.

2
1887/88: K. J. Bayer bauxiteden, Al2O3 ayrıştırma prosesini geliştirdi. Heroult,
alüminyum üretimi için ilk elektroliz fabrikasını Neuhausen’de kurdu.
1892: K.J.Bayer'in, boksitten alümina eldesini sağlayan Bayer prosesini bulması ile
alüminyumun endüstriyel çapta üretimi çok kolaylaşmış ve bu genç metal, demir
çelikten sonra dünyada en çok kullanılan ikinci metal olmuştur
1897: İlk defa uçan balonun kafes ve gondolu 4 ton alüminyum levha ile
Avusturyalı David Schwarz tarafından yapıldı.
1903: Alüminyumun, makinalar da ilk denemeleri alüminyumdan piston yapılması
ile başladı. Kısa bir süre içinde de ilk hafif uçaklar Dornier, Junkers(1917) ve
Rohrbach (1919) tarafından tasarlandı.
1921: Pacz, erime kabiliyeti olan AlSi12’nin -ancak yetersiz uzamadan dolayı
bugün hala eleştirilen- sodyumla arıtılmasını buldu.
Tablo 1.1’e göre alüminyum yıllık üretimini incelendiğinde sektördeki gelişimin
ne kadar hızlı artığını görülür.
Tablo 1.1 Yıllara göre alüminyum üretimi
1880 2 ton
1900 7750 ton
1913 75000 ton
1920 128000 ton
1985 1543000 ton
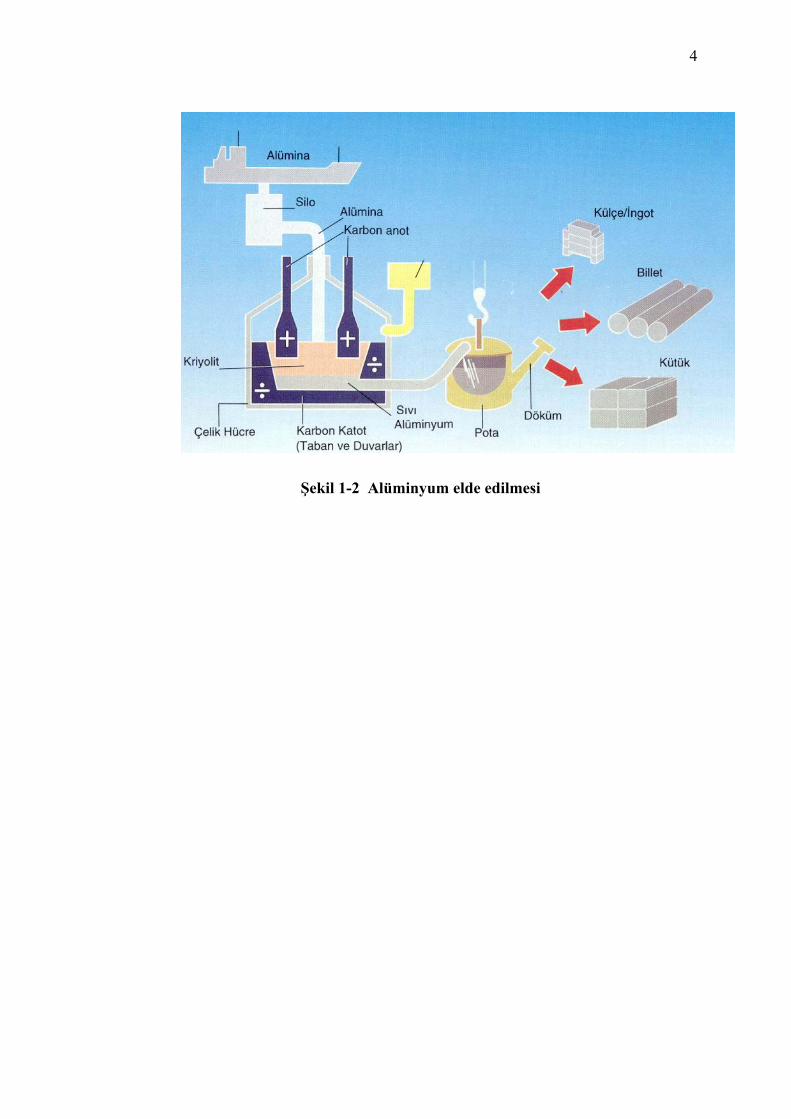
1.2 Alüminyumun Üretimi
Alüminyum, yeryüzünde oksijen ve silisyumdan sonra en çok bulunan üçüncü
elementtir. Alüminyum eldesi, iki aşamada gerçekleşir. Birinci aşamada, şekil 1.1’de
görüleceği gibi; Bayer metodu ile boksit cevherinden alümina elde edilir. İkinci

3
aşamada ise, elektroliz ile alüminadan alüminyum elde edilir(Şekil 2.2). Alümina
tesisleri, genellikle boksit cevherlerinin yanına kurulur. Madenden çıkarılan boksit
cevheri, Sudkostik eriyiği ile muamele edilerek alüminyum hidroksit eldesi
gerçekleşir. Bu işlem sonucunda oluşan erimiyen kalıntılar (kırmızı çamur) ayrılır ve
alüminyum hidroksitin kalsinasyonu ile alümina yani alüminyum oksit elde edilir.
Bundan sonraki aşama “alümina” nın “alüminyuma” dönüştürülmesidir. Beyaz bir
toz görünümündeki alümina, elektroliz yapılacağı hücrelere alınır. Burada amaç,
alüminyumu oksijenden ayırmaktır. Elektroliz işlemi için 45 volt gerilimde doğru
akım uygulanır. Dipte biriken alüminyumun alınması ile işlem tamamlanır.
Genel olarak, ağırlıkça 4 birim boksitten 2 birim alümina ve 2 birim alüminadan da
1 birim alüminyum elde edilir. İlk zamanlarda üretilen birincil alüminyumun her tonu
için 42.000 kwh olan enerji sarfiyatı, ortalama 16.500 kwh değerine düşmüştür. Bu
işlemler sonucu elde edilen alüminyum birincil (primary alüminyum) olarak
tanımlanır.
Şekil 1-1 Bayer Prosesi (Bühler) Alümina eldesi
4
Şekil 1-2 Alüminyum elde edilmesi
5
BÖLÜM İKİ
ALÜMİNYUM ENJEKSİYON KALIPLARI
2.1 Giriş
Erimiş metalin bir kalıba dökülmesi yoluyla parça üretimi çok eski dönemlerden
beri uygulanan bir yöntemdir. Günümüze kadar bir parçanın üretilmesi için pek çok
farklı yöntem kullanılmıştır.Bu yöntemler kum döküm, kokil döküm, basınçlı döküm
olarak tanımlanabilir.
Bunlardan basınçlı döküm metodu diğer yöntemlere nazaran çok yenidir. Fakat
yüksek kaliteye sahip parçaların daha hızlı ve ekonomik üretilebilmesinden dolayı çok
hızlı bir gelişme göstermiştir. Basınçlı dökümün gelişimi, toplumdaki gelişmeler,
tüketim eşyalarının gelişimi ve üretilen ürünlerde karmaşık parçaların artması, daha
hızlı ve geri dönüşüm özelliği olan demirden daha hafif malzemelerin kullanılması
gerekliliğini ortaya çıkarmıştır.
Basınçlı döküm parçaların üretimi için gerekli olan makina özel bir proses
içermelidir. Kokil dökümde ki süreyi kısaltmak için, kalıba malzeme basınç ile
gönderilir. Bu preslemenin sonucu olarak aşağıdaki olaylar gerçekleşir;
- Kalıp gözünün hızlı doldurulması
- Sızdırmazlık istenen parçalar için iyi bir besleme sağlar
- Kalıp gözünü mükemmel ve tamamen doldurur
- Parçada çok iyi bir kristal yapı oluşturur.
Basınçlı dökümlerde parçadan istenilen özelliklere göre aşağıdaki malzemeler
ile döküm yapılabilir.
6
- Alüminyum ve alaşımları ( AlSi,AlSiCu,AlMg )
- Çinko ve alaşımları ( Zn+ Al+ Mg alaşımları )
- Bakır ve alaşımları ( Bronz, pirinç )
- Magnezyum ve alaşımları
- Titanyum ve alaşımları
2.2 Alüminyum Enjeksiyon Kalıplarının Çalışma Prensipleri
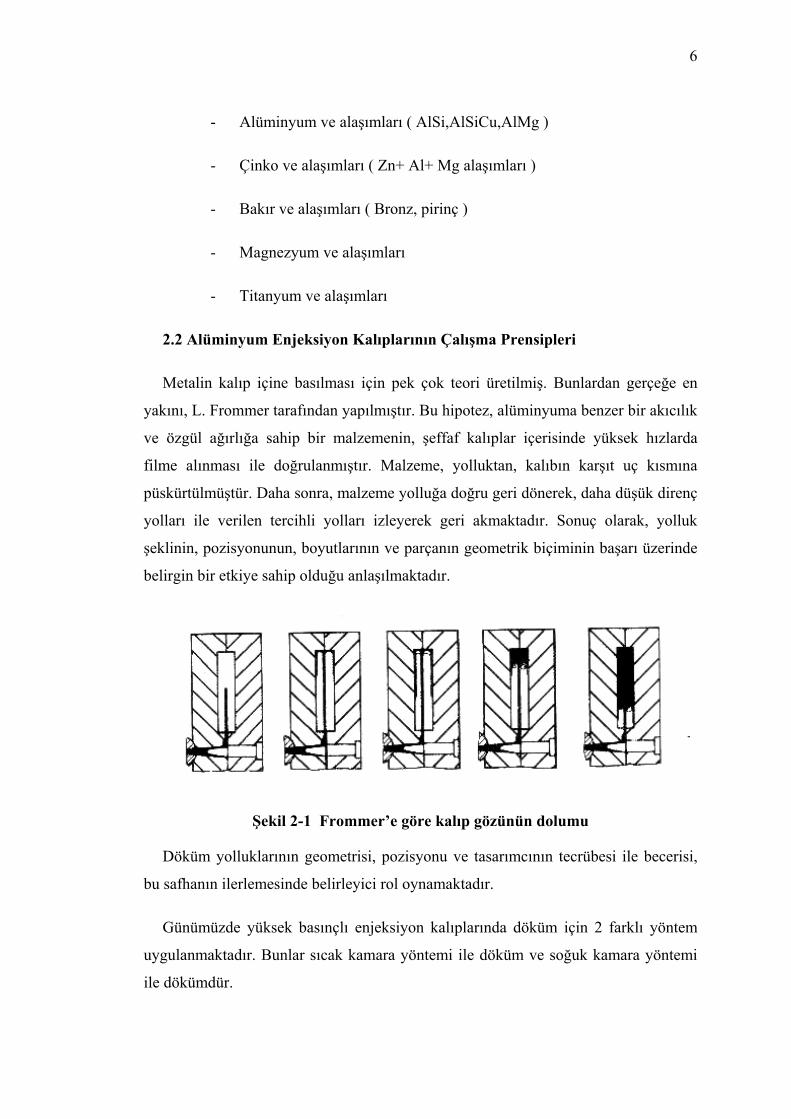
Metalin kalıp içine basılması için pek çok teori üretilmiş. Bunlardan gerçeğe en
yakını, L. Frommer tarafından yapılmıştır. Bu hipotez, alüminyuma benzer bir akıcılık
ve özgül ağırlığa sahip bir malzemenin, şeffaf kalıplar içerisinde yüksek hızlarda
filme alınması ile doğrulanmıştır. Malzeme, yolluktan, kalıbın karşıt uç kısmına
püskürtülmüştür. Daha sonra, malzeme yolluğa doğru geri dönerek, daha düşük direnç
yolları ile verilen tercihli yolları izleyerek geri akmaktadır. Sonuç olarak, yolluk
şeklinin, pozisyonunun, boyutlarının ve parçanın geometrik biçiminin başarı üzerinde
belirgin bir etkiye sahip olduğu anlaşılmaktadır.
Şekil 2-1 Frommer’e göre kalıp gözünün dolumu
Döküm yolluklarının geometrisi, pozisyonu ve tasarımcının tecrübesi ile becerisi,
bu safhanın ilerlemesinde belirleyici rol oynamaktadır.
Günümüzde yüksek basınçlı enjeksiyon kalıplarında döküm için 2 farklı yöntem
uygulanmaktadır. Bunlar sıcak kamara yöntemi ile döküm ve soğuk kamara yöntemi
ile dökümdür.
7
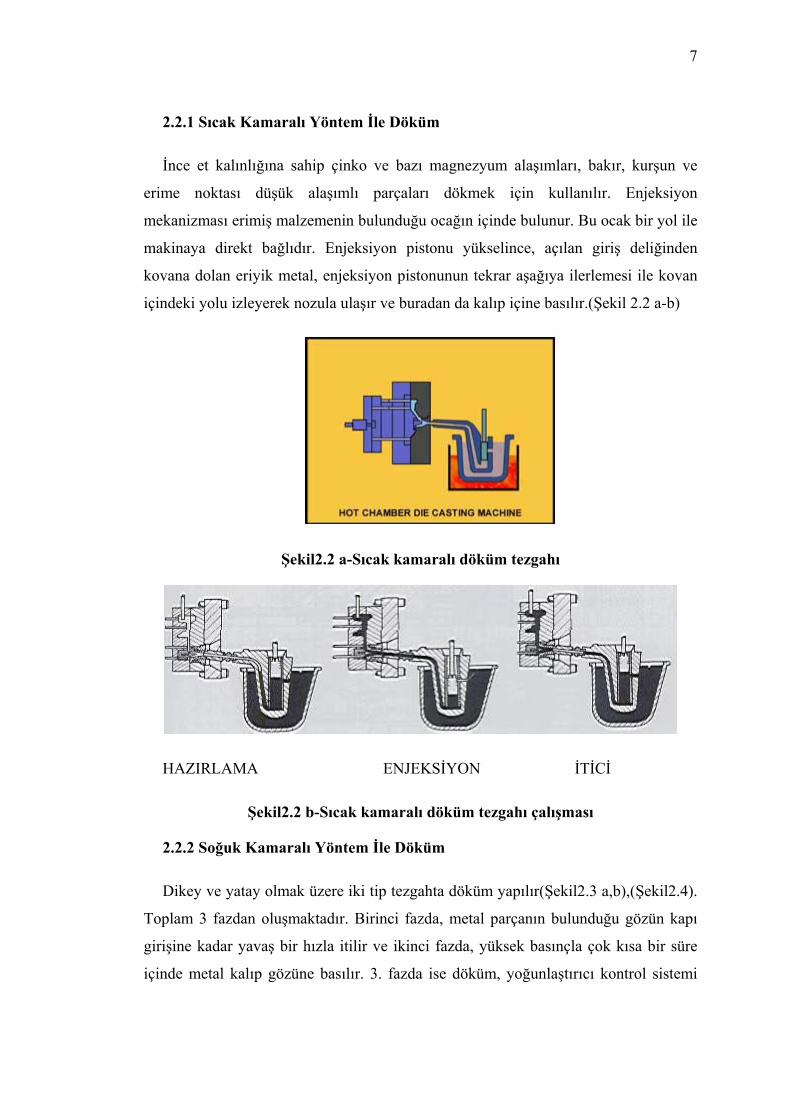
2.2.1 Sıcak Kamaralı Yöntem İle Döküm
İnce et kalınlığına sahip çinko ve bazı magnezyum alaşımları, bakır, kurşun ve
erime noktası düşük alaşımlı parçaları dökmek için kullanılır. Enjeksiyon
mekanizması erimiş malzemenin bulunduğu ocağın içinde bulunur. Bu ocak bir yol ile
makinaya direkt bağlıdır. Enjeksiyon pistonu yükselince, açılan giriş deliğinden
kovana dolan eriyik metal, enjeksiyon pistonunun tekrar aşağıya ilerlemesi ile kovan
içindeki yolu izleyerek nozula ulaşır ve buradan da kalıp içine basılır.(Şekil 2.2 a-b)
Şekil2.2 a-Sıcak kamaralı döküm tezgahı
HAZIRLAMA ENJEKSİYON İTİCİ
Şekil2.2 b-Sıcak kamaralı döküm tezgahı çalışması
2.2.2 Soğuk Kamaralı Yöntem İle Döküm
Dikey ve yatay olmak üzere iki tip tezgahta döküm yapılır(Şekil2.3 a,b),(Şekil2.4).
Toplam 3 fazdan oluşmaktadır. Birinci fazda, metal parçanın bulunduğu gözün kapı
girişine kadar yavaş bir hızla itilir ve ikinci fazda, yüksek basınçla çok kısa bir süre
içinde metal kalıp gözüne basılır. 3. fazda ise döküm, yoğunlaştırıcı kontrol sistemi

8
desteği ile yüksek basınç altında döküm parçasına çok kısa bir sürede 400- 1000 bar
arasında basınç uygular (Şekil2.5).
Şekil 2.3 a Yatay tipte yüksek basınçlı soğuk kamara döküm tezgahı
DOLUM ENJEKSİYON İTİCİ
Şekil 2.3 b Yatay tipte yüksek basınçlı soğuk kamara döküm tezgahı çalışması
DOLUM ENJEKSİYON İTİCİ
Şekil 2.4 Dikey tipte yüksek basınçlı döküm tezgahı

9
Şekil 2.5 Enjeksiyonda 3 faz
2.3 Genel Akış Teorisine Bakış
Optimum bir akış ve kaliteli istenilen şartlara uygun parça dökebilmek için,
yolluk dizaynı çok önemlidir. Bu nedenle kalıplardaki yollukların dizaynlarında
eritilmiş sıcak alüminyumun türbülans yaratmadan, içine hava almadan ilerlemesi
ve parçayı tam olarak doldurması gerekmektedir. Uygun bir akış için;
- Kapı giriş kesitinin yeri
- Kapı giriş kesitindeki hız
- 1. fazdan 2. faza geçiş noktası
- Alaşım
- Kalıp sıcaklığı
- Yüzeyde oluşturulan film tabakası
- Metal sıcaklığı önemlidir.
Akış tipleri; laminer ve türbülanslı akış olmak üzere 2 ye ayrılır.
1.Faz
Yavaş ilerleme zamanı
2.Faz
Doldurma
zamanı
3.Faz
Doldurma basıncı
VURUŞ
BASINÇ

10
2.3.1 Laminer Akış Tipi
Laminer akış da, eriyik haldeki alüminyum alaşımı yolluk eksenine paralel ve
birbirlerine karışmaksızın hareket eder(Şekil2.6). Bu yolluk dizaynlarındaki en
önemli faktörlerden biridir. Çünkü laminer olmayan bir akış sonucu; mikro ve
makro porozitelere neden olan parçaların iç kısımlarında hava ve gaz
segregasyonları oluşur. Buda parça kalitesini düşürür.
Şekil 2.6 Yollukta laminer akış
2.3.2 Türbülanslı Akış Tipi
Türbülanslı akış; yolluk dizaynındaki yanlışlıklar veya belli bir mesafeden
sonra akışkan hareket ve çizgilerinde oluşan düzensizlikler sonucu akış
çizgilerinin birbirlerini kesmesidir (Şekil2.7). Kalıp gözü içerisindeki sıvı metalin
türbülans hareketinden parçada boşluklar oluşur. Parça kalitesi düşer, kalıp
gözünde doldurma sorunları ortaya çıkar.
Şekil 2.7 Yollukta türbülanslı akış

11
2.4. Yüksek Basınçlı Enjeksiyon Kalıbı Parçaları
Yüksek basınçlı döküm yapan bir enjeksiyon kalıbını oluşturan parçalar
şekil2.8’de gösterilmiştir.
Şekil 2.8 Yüksek basınçlı enjeksiyon kalıbı parçaları
1- Kalıp destek taşıyıcı ayakları
2- Kovan
3- Sabit blok( hamil)
4- Kalıp eksenleme mili ve burcu
5- Sabit aplik (Çekirdek)
6- Kalıp eksenleme mili burcu

12
7- Hareketli blok (Hamil)
8- Destek takozları
9- İtici plaka eksenleme mili ve burcu
10- Hareketli aplik (Çekirdek)
11- İtici pim
12- İtici plakalar
13- Arka bağlama tablası
14- Topuk
15- Ana yolluk
16- Maça taşıyıcı
17- Boynuz pimi
18- Kilitleme
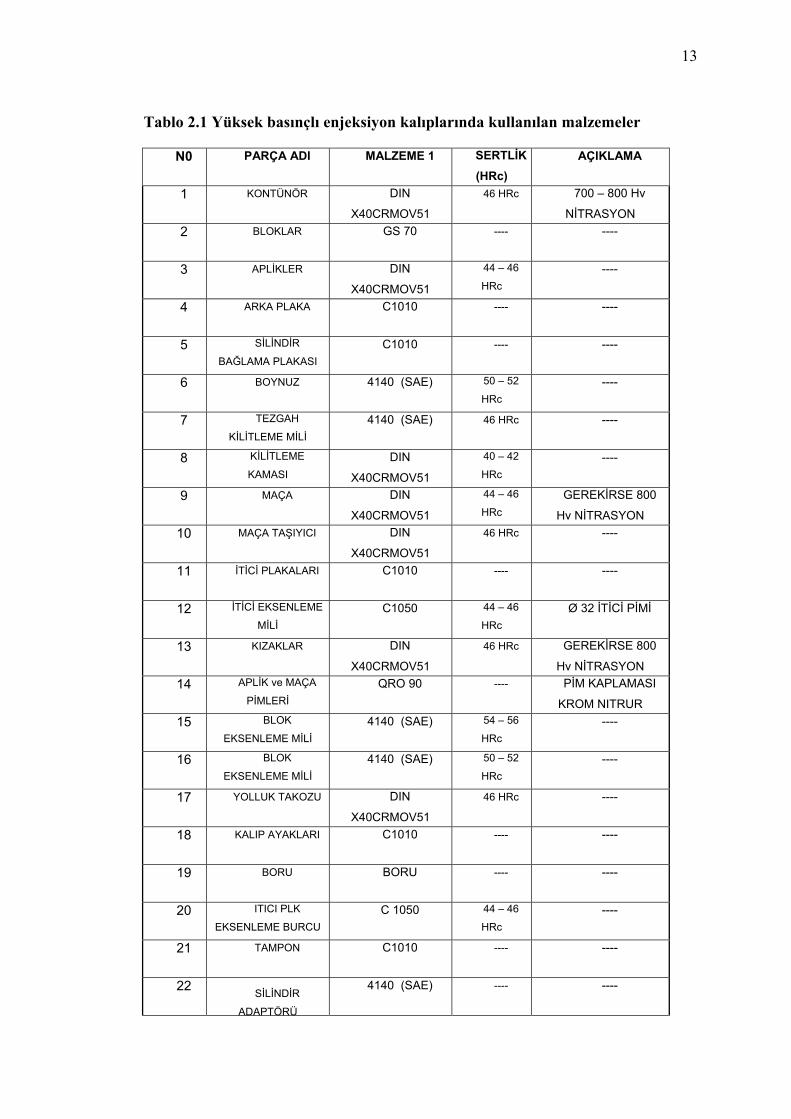
Tablo 2.1 de bu parçaların üretiminde kullanılan malzemeler ve bu malzemelere
uygulanan sertlik değerleri gösterilmiştir.
13
Tablo 2.1 Yüksek basınçlı enjeksiyon kalıplarında kullanılan malzemeler
N0 PARÇA ADI MALZEME 1 SERTLİK (HRc)
AÇIKLAMA
1 KONTÜNÖR DIN
X40CRMOV51
46 HRc 700 – 800 Hv
NİTRASYON 2 BLOKLAR GS 70 ---- ----
3 APLİKLER DIN
X40CRMOV51
44 – 46
HRc ----
4 ARKA PLAKA C1010 ---- ----
5 SİLİNDİR
BAĞLAMA PLAKASI C1010 ---- ----
6 BOYNUZ 4140 (SAE) 50 – 52
HRc ----
7 TEZGAH
KİLİTLEME MİLİ 4140 (SAE) 46 HRc ----
8 KİLİTLEME
KAMASI DIN
X40CRMOV51
40 – 42
HRc ----
9 MAÇA DIN
X40CRMOV51
44 – 46
HRc GEREKİRSE 800
Hv NİTRASYON 10 MAÇA TAŞIYICI DIN
X40CRMOV51
46 HRc ----
11 İTİCİ PLAKALARI C1010 ---- ----
12 İTİCİ EKSENLEME
MİLİ C1050 44 – 46
HRc Ø 32 İTİCİ PİMİ
13 KIZAKLAR DIN
X40CRMOV51
46 HRc GEREKİRSE 800
Hv NİTRASYON 14 APLİK ve MAÇA
PİMLERİ QRO 90 ---- PİM KAPLAMASI
KROM NITRUR 15 BLOK
EKSENLEME MİLİ 4140 (SAE) 54 – 56
HRc ----
16 BLOK
EKSENLEME MİLİ 4140 (SAE) 50 – 52
HRc ----
17 YOLLUK TAKOZU DIN
X40CRMOV51
46 HRc ----
18 KALIP AYAKLARI C1010 ---- ----
19 BORU BORU ---- ----
20 ITICI PLK
EKSENLEME BURCU C 1050 44 – 46
HRc ----
21 TAMPON C1010 ---- ----
22 SİLİNDİR
ADAPTÖRÜ
4140 (SAE) ---- ----
14
2.5 Enjeksiyon Kalıbı Dizaynı
Bir kalıbın yapımı için dizaynına başlamadan önce bazı parametrelerin dizayn
elemanı veya oluşturulan bir ekip tarafından gözden geçirilmesi gerekmektedir.
1- Parça Gereklilikleri
• Parçanın tanımlanması
• Parçanın dizayn için uygun olması
• Görünüş
• İstenilen kalite özellikleri
2- Kalıp Taslağı
• Parçanın ayrım yüzeyi
• Kalıbın göz sayısı
• Makina boyutları
• Yolluk sistemi
• Farklı tip parçaların olabilirliği
3- Dökülebilirlik Çalışması
• Çekme payı hesabı
• Kalıbın bağlanabilirliği
• Spreylenmesi
4- Hangi makinede basılacağına karar verilmesi
5- Doldurma oranı
6- Yolluk hesapları

15
7- Isıl dağılım
8- Yapılan ön dizayn çalışmasının gözden geçirilmesi
9- Kalıbın dizaynı
2.5.1 Parça Gereklilikleri
Dökülmesi istenilen parçanın kullanılacağı yere göre çeşitli şartlarda dökülmesi
gerekmektedir. Yüksek basınçta dökülmüş bir parçanın estetik sunumu ve yapısal
bütünlük olarak başarılı olması aşağıdaki faktörlere bağlıdır:
-Yolluk biçimi;
-Yolluk kalınlığı ve kesiti;
-Kalıbın dolum zamanı;
-Yolluktaki metal hızı;
-Alaşımın fiziksel ve teknolojik özellikleri;
-Metalin hızı ve basıncı;
-Metal ve kalıp sıcaklıkları arasındaki bağlantı.
Parçadan istenen özelliklere göre uygulanması gereken final basıncı Tablo 2.2 de
gösterildiği gibi farklı olacaktır.

16
Tablo 2.2 Parça özelliklerine göre uygulanması gerekli final basınçları
Yüksek basınçlı Al. Parçadan
Beklenen özellikler
Bu Özellikleri sağlamak için
önerilen basınçlar
Parça küçük ve mekenik
gerilmelerden uzak bir parça ise 300- 400 bar
Parçadan daha mukavemetli olması
bekleniyor ise 400- 800 bar
Büyük ve ince kesitlere sahip
sızdırmazlık istenen parçalarda 800- 1200 bar
Kullanılması istenilen malzeme, parçanın özelliklerine etki ettiği gibi kalıp
dizaynına da etki eden önemli faktörlerdendir. Tablo 2.3 de yüksek basınçlı
enjeksiyon parçalarında en çok kullanılan malzemelerin listesi görülmektedir.
Tablo 2.3 Malzeme Standartları
Alaşımın Adı Cu Zn Si Fe Ti Ni Mn Mg Pb Sn
Alloy226
G-
AlSi9Cu3
2-
3,5 1,2
8,0-
11,0 1,2 0,15 0,3
0,1-
0,5
0,1-
0,5 0,2 0,1
Alloy231
G-
AlSi12(Cu) 1,2 0,5,
10,5-
13,5 1,2 0,15 0,2
0,1-
0,5 0,4
Alloy230
G-
AlSi12(Cu) 0,1 0,1
10,5-
13,5 1 0,15
0,001-
0,4 0,05
Alloy239
G-
AlSi10Mg 0,1 0,1
9,0-
11,0 1 0,15
0,001-
0,4
0,2-
0,5

17
- 226 genel olarak çok iyi döküm özellikleri verir. Parçanın kalıpta
çekme eğilimi düşüktür.
- 231 iyi doldurma özeliği olan ötektik alaşımdır. Yüksek sıcaklığa
dayanıklı ve çok iyi döküm özelliklerine sahiptir.
- 230 iyi doldurma özeliği olan ötektik alaşımdır. Yüksek sıcaklığa
dayanıklı ve yüksek kimyasal dayanıma sahip çok iyi döküm özelliklerine
sahiptir.
- 239 iyi döküm özelliklerine sahiptir. Yüksek sıcaklık dayanımı ve
kimyasal direnci yüksek olmasının yanında kolay işlenebilirlik de çok önemli
bir özelliğidir.
Bu malzemelerden 226 alaşımı, 230 ve 231 alaşımlarının katılaşma zamanları
birbirlerinden çok farklıdır, yani parçanın kalıbı doldurma zamanları da farklı
olmaktadır. Genellikle, alaşım 226 daha kalın parçalarda tercih edilirken, alaşım 230
ve 231 daha ince cidarlı parçaların dökümü için tercih edilir. Bu nedenle kalıp yolluk
hesaplarında, kullanılan malzemenin de önemi vardır. Bu alaşımlarda kullanılan
elementlerin, aliminyum alaşımlarındaki etkisini incelenirse;
Demir, daima alüminyum içerisinde safsızlık yaratmakta olup, genellikle
dökümcülükte istenmeyen bir elementtir. Buna karşın, yüksek basınçlı dökümde
oldukça önem taşımaktadır. Demir, gerçekte, yapışma risklerini azaltmakta, sıcaktaki
mekanik direnci iyileştirmekte, parçanın kalıptan çıkartılmasını kolaylaştırmaktadır.
Oranı yüzde birin altında ise, bu durum, tane inceltme ve büzülme hassasiyetini
azaltmaktadır.
Silisyum, ötektik değere ulaşana kadar, akabilirliği iyileştirmekte, çekintiye karşı
hassasiyeti azaltmakta ve sıkıştırılmış parçalar elde edilmesine imkan sağlamaktadır.
Korozyona karşı direnci hissedilir bir şekilde azaltmamakta ancak işlenebilirliği
azaltmaktadır.
18
Bakır, çatlama risklerini, sertliği ve sıcağa karşı direnci arttırmakta ve
işlenebilirliği iyileştirmektedir. Buna karşın, korozyona karşı direnci belirgin bir
şekilde azaltmaktadır. Çok az miktarlarda bulunsa bile bu etkisi ortaya çıkmaktadır.
Çinko, alaşım içerisinde bulunması, mekanik direnci, işlenebilirliği
iyileştirmektedir. Buna karşın, korozyon direncini ağırlaştırmakta ve ısıya karşı
önemli bir hassasiyet oluşturmaktadır.
Magnezyum, çatlama ve sertleşme risklerini arttırmaktadır. Korozyona karşı
direnci ve kabuk kalitesini iyileştirmektedir. Bunlara karşın akabilirliği azaltmakta ve
çekinti hassasiyetini arttırmaktadır. Bunun için, magnezyum alaşımından parçalar,
giderek fazlalaşan çatlaklar içermektedirler.
2.5.2 Kalıp Taslağı
Kalıp, direkt olarak parçaya formunu veren bölümdür. Bir enjeksiyon dökümden
beklenenler;
- Parçanın boyutlarının ve formunun tam olarak kopyalanması
- Uygun bir sıcaklıkta parçanın çıkartılması ve hareketli kısımlar arasında bağlantılı
hareketlerin sağlanması
- Sıvı metal tarafından uygulanan basınç ve enjeksiyon ile ilişkili olan mekanik
kuvvetler ve ısıl etkilere karşı direnç
- Metalin katılaşmasından sonra, parçanın ve kalıbın deformasyonu ya da
çatlamalar oluşmaksızın parçanın çıkartılmasına imkan sağlanması gerekmektedir.
Yüksek basınçta dökülmüş bir parçanın kalitesi ve hassasiyeti, tezgaha monte edilen
kalıbın doğru kullanımının yanısıra, kalıbın imalatında gösterilen özene de bağlıdır.
Bunun yanında kalıp tasarım ve imalatını kolaylaştıran bazı önemli noktalar vardır.
Basit Profiller;
Basit geometrik hatlar ile belirlenen basit profiller, apliklerin imalat zamanlarını
azaltmaya yardımcı olmaktadır. Hassasiyetin önemli olmadığı aplikler, kısmi genel
çizgiler üzerinde ve basit çizgiler üzerinde direkt olarak gerçekleştirilebilmektedir.

19
Tasarım, mümkün olduğunca daha sonra çapak alma işlemi uygulanmasını
sağlamalıdır.
Çıkış açısı;
Çıkış açısı mutlaka bulunmalı ve parçanın aplikten rahatlıkla ayrılabileceği değerler
arasında olmalıdır. Kalıp üreten kuruluşların büyük çoğunluğu, yarım derecelik açı
değerini seçme imkanına sahiptir. Çıkış açısı değeri, büyük oranda et payı kalınlığına
bağımlıdır.
Ara kesit;
Daha öncede bahsedildiği gibi, bir parçanın iyi dizaynı için ara kesiti de hesaba
katılmalıdır. Öyle ki, kalıp imalatının mümkün olduğunca basit ve buna bağlı olarak
da ucuz olması için kalıp ayrıldığında ortaya çıkan ara kesit de dikkate
alınmalıdır.Tasarım, mümkün olduğunca basit bir çapak alma işlemi uygulanmasını
sağlamalıdır.
Kontur Çıkış Açılarının Mümkün Olduğunca Azaltılması,
Parçanın dış çeperinde mevcut basit ve sınırlı olabilen kontur çıkış açıları, kalıbı
daha karmaşık kılan ve imalatını güçleştiren yatay hareketlere yani maçalara
gereksinim göstermektedir. Kurslarına göre bu hareketler, mekanik ya da hidrolik
mekanizmalar ile elde edilebilmektedir. Hidrolik mekanizma, ek maliyetler
gerektirmekte ve kalıp açısından ileride sorunlar çıkmasına neden olabilmektedir.
Tek Düze Et Payı Kalınlıkları ve Sabit Boyutlar;
Sabit et payları, parçanın homojen bir şekilde soğumasını sağlarken parçanın
deformasyonuna yol açan iç gerilimleri de ortadan kaldırmaktadır. İnce et payları,
kalıbın soğumasını kolaylaştırmakta ve daha yüksek bir üretim miktarına ulaşılmasına
imkan sağlamaktadır. Çeperlere daha yüksek bir direnç kazandırılması gereken
durumlarda belirlenen bölgelerde feder oluşturulması gerekmektedir. Gerek soğuma
esnasında gerekse kesme işleminde, az miktardaki bir malzeme ile deformasyonlara
karşı parçalar korunmaktadır. Kalın et payları, derin ve düşük çapa sahip delikler
etrafında, metal yapışmasını ve deliği oluşturan pimin aşırı ısınması ile kaçınılmaz
20
bozulmayı engellemek açısından tavsiye edilmemektedir. Köşeler ve keskin açılar,
dinamik metal akışında karanlık bölgeler oluşturarak türbülanslara neden
olmaktadırlar. Bu şekilde boşluklar ile hava ceplerinin oluşumu kaçınılmaz hale
gelmektedirler. Parça et paylarına karşılık gelen radyus bağlantı hatlarının kullanımı,
daha laminer bir akış sağlamakta ve kalıp gözünün dolumunu kolaylaştırmaktadır
Eşit ya da sabit et payı kalınlıkları, kimi zaman kopyalama işlemine imkan
sağladığından çalışma ivmesi üzerinde önemli bir etkiye sahiptir. Bir kalıbın
basitleştirilmesini sağlayan farklı parça dizayn elemanları da bulunmaktadır. Ancak
bunlar, bazı imkanların ortadan kalkmasına neden olabilmektedir. Örneğin:
- Bazı işlemelerin gerçekleştirilmesinin imkansızlığı,
- Birleştirme zorlukları,
- Basınç dayanımı ( yüksek basınçlı dökülmüş parça başına maksimum 15 – 25 atm
ya da 1,5 – 2,5 MPa ). Bu verilere dayanarak, parçanın kalıptan çıkarılabilmesi için
uygun ayırma yüzeyinin belirlenmesi gerekmektedir. Parçanın motiflerinin bir kısmı
hareketli aplikte diğer kısmı ise sabit aplik üzerine işlenmektedir. Parçanın her iki
aplikten de çıkabilmesi için daha önce de belirtildiği gibi çıkma açılarının her iki
aplikte de verilmesi gerekmektedir.İşte bu çıkma açılarının parçada birleştiği nokta,
kalıp ayırma yüzeyidir. Tabi ki müşterinin resim üzerinde belirttiği çıkış açılarına
uyularak da ayırma yüzeyi belirlenebilir, ancak; mutlaka çıkış açıları kontrol
edilmelidir. Bu aşamadan sonra yapılacak işlemler Şekil 2.9’da verilen braket parçası
üzerinde tanımlanırsa:
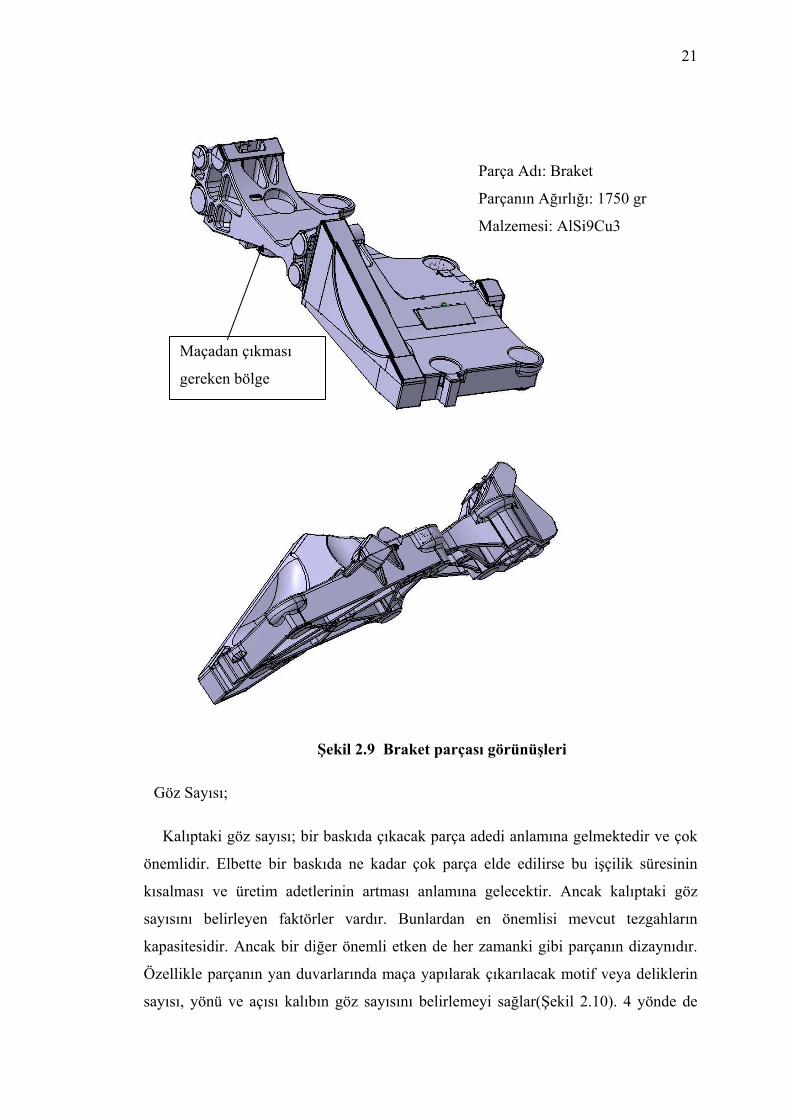
21
Şekil 2.9 Braket parçası görünüşleri
Göz Sayısı;
Kalıptaki göz sayısı; bir baskıda çıkacak parça adedi anlamına gelmektedir ve çok
önemlidir. Elbette bir baskıda ne kadar çok parça elde edilirse bu işçilik süresinin
kısalması ve üretim adetlerinin artması anlamına gelecektir. Ancak kalıptaki göz
sayısını belirleyen faktörler vardır. Bunlardan en önemlisi mevcut tezgahların
kapasitesidir. Ancak bir diğer önemli etken de her zamanki gibi parçanın dizaynıdır.
Özellikle parçanın yan duvarlarında maça yapılarak çıkarılacak motif veya deliklerin
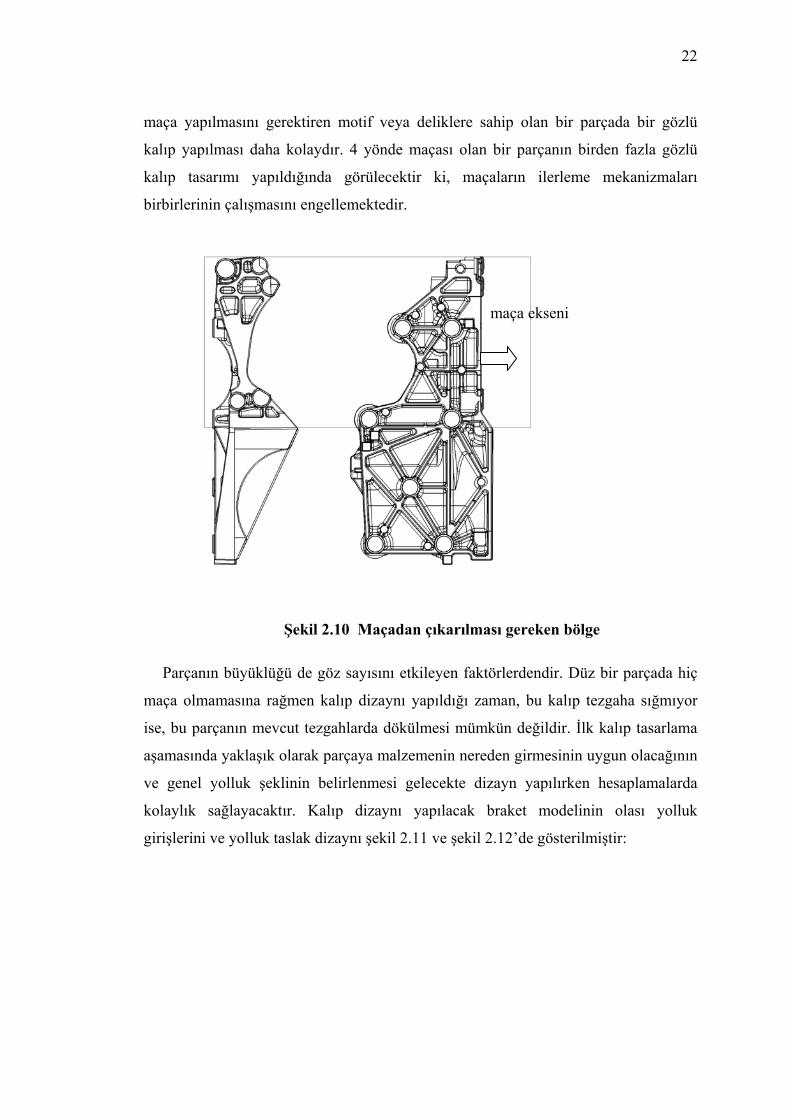
sayısı, yönü ve açısı kalıbın göz sayısını belirlemeyi sağlar(Şekil 2.10). 4 yönde de
Parça Adı: Braket
Parçanın Ağırlığı: 1750 gr
Malzemesi: AlSi9Cu3
Maçadan çıkması
gereken bölge
22
maça yapılmasını gerektiren motif veya deliklere sahip olan bir parçada bir gözlü
kalıp yapılması daha kolaydır. 4 yönde maçası olan bir parçanın birden fazla gözlü
kalıp tasarımı yapıldığında görülecektir ki, maçaların ilerleme mekanizmaları
birbirlerinin çalışmasını engellemektedir.
Şekil 2.10 Maçadan çıkarılması gereken bölge
Parçanın büyüklüğü de göz sayısını etkileyen faktörlerdendir. Düz bir parçada hiç
maça olmamasına rağmen kalıp dizaynı yapıldığı zaman, bu kalıp tezgaha sığmıyor
ise, bu parçanın mevcut tezgahlarda dökülmesi mümkün değildir. İlk kalıp tasarlama
aşamasında yaklaşık olarak parçaya malzemenin nereden girmesinin uygun olacağının
ve genel yolluk şeklinin belirlenmesi gelecekte dizayn yapılırken hesaplamalarda
kolaylık sağlayacaktır. Kalıp dizaynı yapılacak braket modelinin olası yolluk
girişlerini ve yolluk taslak dizaynı şekil 2.11 ve şekil 2.12’de gösterilmiştir:
maça ekseni

23
Şekil 2.11 Aynı yönde çekilebilir maçalı yolluk tasarımı
Maçaların aynı yönde çekilebilir olması dizaynı kolaylaştırır. Ancak yolluk sistemi
uzun ve simetrik olmadığı zaman basınç kaybı oluşur ve parçalara giren sıvı metal
sıcaklığı eşit olmadığı için parça kaliteleri de farklı olacaktır. Ayrıca yolluk girişleri
ile parça sonu arasındaki mesafe uzun olduğu için parça dolana kadar metal
soğuyacak bu da büzülme ve soğuk birleşmelerin oluşmasına neden olacaktır. Kalıp
boyutları diğer alternatiflere göre büyük olacaktır.
Şekil 2.12 Farklı yönde çekilebilir maçalı yolluk tasarımı
24
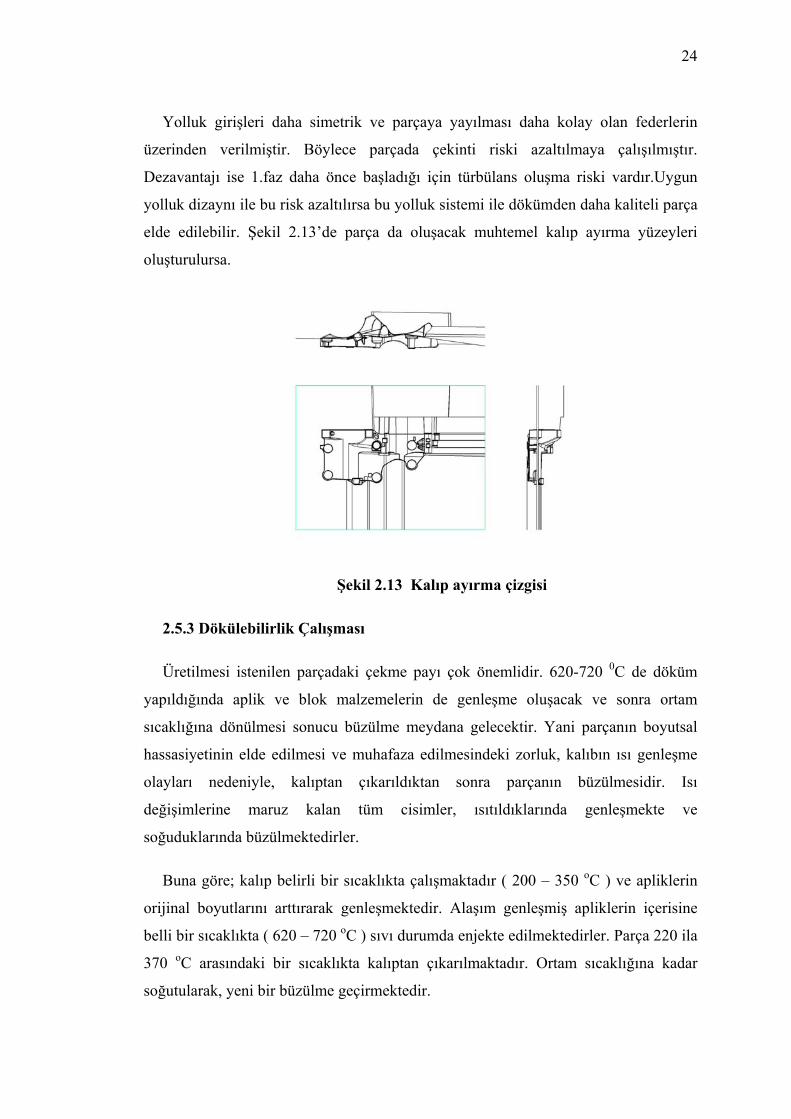
Yolluk girişleri daha simetrik ve parçaya yayılması daha kolay olan federlerin
üzerinden verilmiştir. Böylece parçada çekinti riski azaltılmaya çalışılmıştır.
Dezavantajı ise 1.faz daha önce başladığı için türbülans oluşma riski vardır.Uygun
yolluk dizaynı ile bu risk azaltılırsa bu yolluk sistemi ile dökümden daha kaliteli parça
elde edilebilir. Şekil 2.13’de parça da oluşacak muhtemel kalıp ayırma yüzeyleri
oluşturulursa.
Şekil 2.13 Kalıp ayırma çizgisi
2.5.3 Dökülebilirlik Çalışması
Üretilmesi istenilen parçadaki çekme payı çok önemlidir. 620-720 0C de döküm
yapıldığında aplik ve blok malzemelerin de genleşme oluşacak ve sonra ortam
sıcaklığına dönülmesi sonucu büzülme meydana gelecektir. Yani parçanın boyutsal
hassasiyetinin elde edilmesi ve muhafaza edilmesindeki zorluk, kalıbın ısı genleşme
olayları nedeniyle, kalıptan çıkarıldıktan sonra parçanın büzülmesidir. Isı
değişimlerine maruz kalan tüm cisimler, ısıtıldıklarında genleşmekte ve
soğuduklarında büzülmektedirler.
Buna göre; kalıp belirli bir sıcaklıkta çalışmaktadır ( 200 – 350 oC ) ve apliklerin
orijinal boyutlarını arttırarak genleşmektedir. Alaşım genleşmiş apliklerin içerisine
belli bir sıcaklıkta ( 620 – 720 oC ) sıvı durumda enjekte edilmektedirler. Parça 220 ila
370 oC arasındaki bir sıcaklıkta kalıptan çıkarılmaktadır. Ortam sıcaklığına kadar
soğutularak, yeni bir büzülme geçirmektedir.

25
Kalıbın bu kasılma ve genleşme değeri, kullanılan malzeme özelliğine ve termik
şokların şiddet ve sıklığına bağlıdır. Sıcaklık katsayıları, sabit değildir ancak
hesaplama için sabit bir değer alınmaktadır. Aplik yapımında kullanılması tavsiye
edilen 2344 sıcak iş çelikleri için ısıl genleşme katsayısı, yaklaşık olarak 0,0000123
mm/1 o C’dır. Sık kullanılan alüminyum alaşımlarının ısıl genleşme katsayısı ise
yaklaşık olarak 0,0000236 mm/1 oC’dır.
Örneğin aplik boyutlarından bir tanesi 100 mm olsun. Kalıp 300 oC’ye
getirildiğinde, bu boyut, genleşme etkisi ile
0,0000123 x 100 x 300 = 0,369 mm olacaktır.
Aplikteki toplam uzama; 100+0,369 =100,369 mm olacaktır.
Parça 300 oC’den alarak 20 oC’lik oda sıcaklığına gelene dek soğumaya bırakılırsa,
bu boyut;
( 100,369 – ( 0,0000236 x 100 x (300-20) ) = 0.66 mm olacaktır.
Kalıp tasarım kalitesi ve yüksek basınçlı döküm işlemine bağlı diğer faktörlere
göre, aplik boyutu 100 mm olarak alındı. Kalıp genleşmesi ve parça büzülmesinin
birlikte etkisi ile parça kalıptan çıkarıldıktan sonra, 99.7 mm gibi bir sonuç elde edildi.
Yani istenen 100 mm yerine en azından 0,66 mm daha düşük bir boyuta ulaşıldı. O
halde; İstenen 100 mm boyutunu elde etmek için, aplik boyutunu 0,66 mm arttırmak
gerekmektedir.
Yüksek basınçta dökülmüş parçanın istenen final boyutunu elde etmek için,
genellikle, parçaya ait tüm ölçüler ‰ 5 ila 6 oranında arttırılmaktadır. Bu çalışma,
genellikle, istenen parça da final boyutuna çok yakın değerlerin elde edilmesine imkan
sağlamaktadır.
Kalıp döküm yaptıktan sonra kapılar açılır ve parça alınır ve işte bu noktadan sonra
spreyleme işlemi başlar. Spreyleme işlemi kalıptaki ısıl dengeyi sağlamak, aplik
yüzeyini genel olarak soğutmak, özellikle çok ısınan maça pimi, ince feder gibi
bölgeleri soğutmak ve kalıbın üzerine yapışarak ince bir film tabakası oluşturmaktır.
26
Böylece sıcak alüminyumun çelik ile direkt temasını önleyerek yapışmaları engeller.
Bu nedenle aplik ve maçada spreyleme yapılacak bölgelerin de belirlenmesi gerekir.
Kalıbın tezgaha en hızlı şekilde nasıl bağlanacağı veya sökülebileceği
düşünülmelidir. Blok boyutlarının tezgah bağlama plakasına uygun olması çalışanın
veya rabot kolun parçayı kalıptan rahat bir şekilde alabilmesi ve işletmede döküm
yapılacak kalıbın bağlanacağı makinenin konumu da göz önüne alınarak kalıp tasarımı
yapılmalıdır.
2.5.4 Tezgah Seçimi
Tezgah seçimindeki en önemli faktör, kalıba enjeksiyon uygulandığı zaman oluşan
açma kuvveti ile tezgahın kilitleme kuvveti arasındaki ilişkidir. Tezgah kilitleme
kuvveti; kapatma pozisyonunda mafsal tablalarının uzaklaştırılması için uygulanan bir
kuvvettir. Şekil 2.14’de görüleceği gibi; kapatma kuvveti, iki tablayı uzaklaştırmaya
yönelik bir kuvvet ile ifade edilmektedir. Bu kuvvet kalıbın açılmasını ve kalıp gözü
içine preslenen metalin dışa akmasını engellemek için diğer kuvvetten fazla olmalıdır.
Bu nedenle, kapatma kuvveti, ilgili açma kuvvetine oranla % 15 ila % 20 civarında
daha yüksek olmaktadır. Tezgah açma kuvvetine etkileyen faktörler ise parçanın
toplam projeksiyon alanı, uygulanan enjeksiyon basıncına bağlı olarak oluşan spesifik
basınçtır.

27
Şekil 2.14 Tezgah kilitleme ve açma kuvvetleri
FLN> FLI(N) = AIM(cm2) x Pe )( 2cmN x 1.2(güvenlik faktörü) + Fm(N)
AIM= Parça projeksiyon alanı hesaplanırken; parçanın kovana dik izdüşüm alanı,
göz sayısı, maçalı parçaların etkisi, yolluk, takoz, hava ceplerinin alanları göz önüne
alınır. Tasarım aşamasında; yolluk, yolluk takozu ve hava ceplerinin yüzey alanı,
teorik olarak parça projeksiyon alanının %40 ı alınabilir (Şekil 2.15).
AIM=(Parçanın alanı x kalıptaki göz sayısı) x 1.4 olarak hesaplanır.

28
Şekil 2.15 Kalıp projeksiyon alanı
Pe= Spesifik Basınç; Tezgahın hidrolik sisteminin uyguladığı basıncın, piston kolu
ve kovan pistonu ile kalıba aktarılması sonucu oluşan basınçtır. Kovan pistonun
seçimi ise tezgahın özelliklerine ve doldurma oranın hesaplarına göre değişmektedir
(Şekil 2.16).
Şekil 2.16 Tezgah hidrolik sisteminin yarattığı basıncın, kalıp kovanına
iletilmesi
Tezgah Hidrolik Sistemi
Pc=360 bar
Piston Çapı=Dc=150
Kovan
Piston Çapı(Dp)=100mm
Pe
Projeksiyon Alanı: 390 cm² dir.
AIM= 390cm²x 2 gözlü x1.4
= 1092 cm²

29
Kuvvet Eşitliğinden; Fe=Fc=Pe*Ae=Pc*Ac
2)(DpDcPcxPe = = 2)
100150(360x =810 bar basınç kalıba uygulanmaktadır.
Braket parçası dinamik yüklere maruz kalacağı ve parça dizaynındaki ince et
kalınlıklarından dolayı 800 ile 900 bar arasında bir basınç ile dökülmelidir.
Fm= Enjeksiyon sırasında hereketli maçaya uygulanan basınç sonucu; Kalıp açma
yönünde oluşan kuvvettir. Maça taşıyıcı dizaynlarında;
Kilitleme açısı hidrolik sistemle yapılacak maçalar için 6-8o
Kilitleme açısı mekanik sistemle yapılacak maçalar için 18-21o
Şekil 2.17 Maça taşıyıcısına etkiyen kuvvetler
PexAmaçaFh = = 8100 )( 2cmN x 85 (cm2) = 6885 N olarak hesaplanır. Buradan
Fm kuvveti hesaplanırsa;
Fm= 6885 x tan 21 = 2642 (N) kuvvet maçalar tarafından kalıba açmaya yönelik
etki yapmaktadır.
Toplam 2 adet maça olduğuna göre; Fm= 2 x 2642 = 5285 (N) olarak hesaplanır.
Sonuç olarak; FLI tezgah açma kuvveti;
30
FLI(N) = AIM(cm2) x Pe )( 2cmN x 1.2(güvenlik faktörü) + Fm(N)
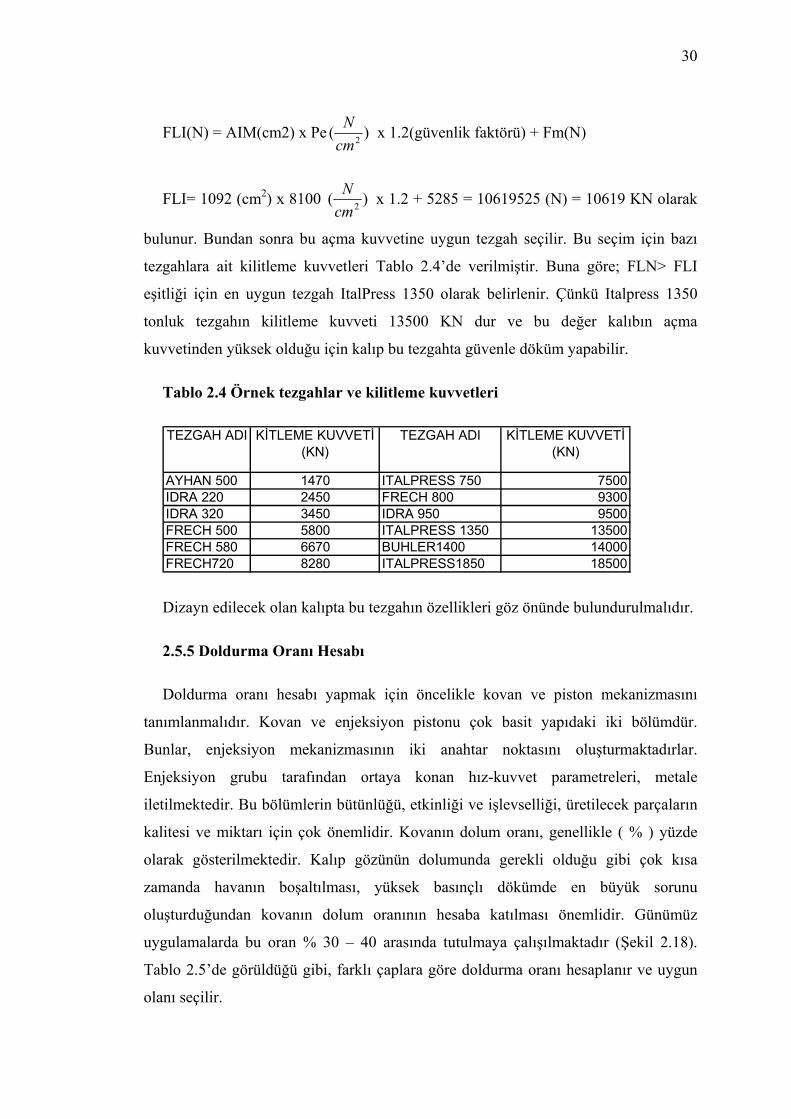
FLI= 1092 (cm2) x 8100 )( 2cmN x 1.2 + 5285 = 10619525 (N) = 10619 KN olarak
bulunur. Bundan sonra bu açma kuvvetine uygun tezgah seçilir. Bu seçim için bazı
tezgahlara ait kilitleme kuvvetleri Tablo 2.4’de verilmiştir. Buna göre; FLN> FLI
eşitliği için en uygun tezgah ItalPress 1350 olarak belirlenir. Çünkü Italpress 1350
tonluk tezgahın kilitleme kuvveti 13500 KN dur ve bu değer kalıbın açma
kuvvetinden yüksek olduğu için kalıp bu tezgahta güvenle döküm yapabilir.
Tablo 2.4 Örnek tezgahlar ve kilitleme kuvvetleri
TEZGAH ADI KİTLEME KUVVETİ (KN)
TEZGAH ADI KİTLEME KUVVETİ (KN)
AYHAN 500 1470 ITALPRESS 750 7500IDRA 220 2450 FRECH 800 9300IDRA 320 3450 IDRA 950 9500FRECH 500 5800 ITALPRESS 1350 13500FRECH 580 6670 BUHLER1400 14000FRECH720 8280 ITALPRESS1850 18500
Dizayn edilecek olan kalıpta bu tezgahın özellikleri göz önünde bulundurulmalıdır.
2.5.5 Doldurma Oranı Hesabı
Doldurma oranı hesabı yapmak için öncelikle kovan ve piston mekanizmasını
tanımlanmalıdır. Kovan ve enjeksiyon pistonu çok basit yapıdaki iki bölümdür.
Bunlar, enjeksiyon mekanizmasının iki anahtar noktasını oluşturmaktadırlar.
Enjeksiyon grubu tarafından ortaya konan hız-kuvvet parametreleri, metale
iletilmektedir. Bu bölümlerin bütünlüğü, etkinliği ve işlevselliği, üretilecek parçaların
kalitesi ve miktarı için çok önemlidir. Kovanın dolum oranı, genellikle ( % ) yüzde
olarak gösterilmektedir. Kalıp gözünün dolumunda gerekli olduğu gibi çok kısa
zamanda havanın boşaltılması, yüksek basınçlı dökümde en büyük sorunu
oluşturduğundan kovanın dolum oranının hesaba katılması önemlidir. Günümüz
uygulamalarda bu oran % 30 – 40 arasında tutulmaya çalışılmaktadır (Şekil 2.18).
Tablo 2.5’de görüldüğü gibi, farklı çaplara göre doldurma oranı hesaplanır ve uygun
olanı seçilir.

31
Doldurma oranı hesabı;.
Braket parçası için uygulanırsa;
mA= n x (mpart+mhavacebi)
n=2
mpart=1750 gr
mhavacebi= 260 gr ( parça ağırlığının %15-25 arasında olmalıdır.)
L( kovan aktif boyu) kovanda pistonun ilerleme mesafesidir.
Şekil 2.18 Kovan ve piston
.
5.2**4*% 2
2 LDmaF
π=
32
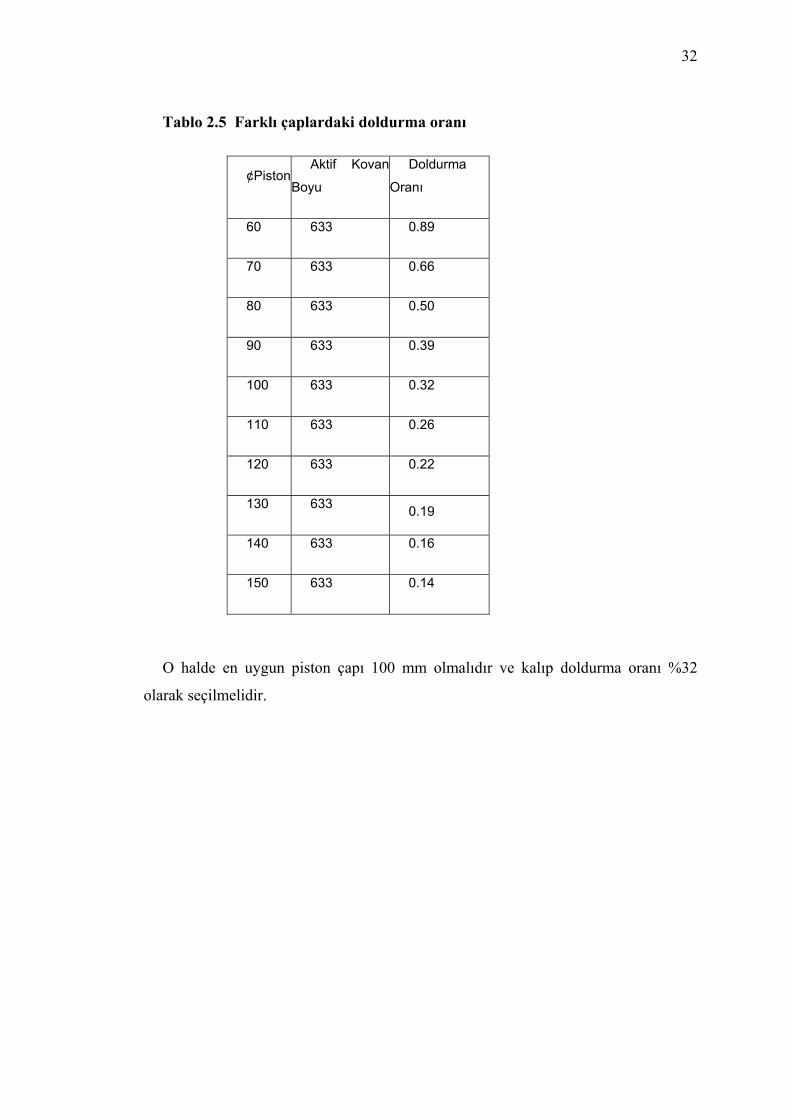
Tablo 2.5 Farklı çaplardaki doldurma oranı
¢Piston Aktif Kovan
Boyu
Doldurma
Oranı
60 633 0.89
70 633 0.66
80 633 0.50
90 633 0.39
100 633 0.32
110 633 0.26
120 633 0.22
130 633 0.19
140 633 0.16
150 633 0.14
O halde en uygun piston çapı 100 mm olmalıdır ve kalıp doldurma oranı %32
olarak seçilmelidir.

33
BÖLÜM 3
YOLLUK HESAPLARI
3.1 Kapı Giriş Kesiti (Sa)
Yolluk dizaynlarında en önemli noktalardan biri malzemenin kalıp gözüne ilk
girdiği noktadaki şekil ve kesit alanıdır. Buna kapı giriş kesitide (Sa) denilebilir.
Vma’nın teorik hesaplanması için malzemenin yolluk girişinden parçaya
girdikten sonraki geometrisi önemlidir.
Eğer kapı girişinden sonra parçada hızlı yön değişimleri var ise 20- 40 m/s hız
yeterlidir daha hızlı metal akışı aplik üzerindeki bu duvarlara metalin hızla çarpması
sonucu erezyon oluşturur. Bu da zamanla bu bölgelerde sıcak malzemenin
yapışmasına neden olur.
Şekil 3.1 Kapı giriş kesitinden sonra parçada alüminyumun ilerlemesi
Ancak; kapı giriş kesitinden sonra parçada daha az bir yön değişimi var ise hız 40-
60 m/s arasında seçilebilir. Ayrıca ince federlere sahip parçalarda hız arttırılarak daha
TfVmapm
TfVmaVASa A
***==

34
iyi bir dolum sağlanabilir. Bu nedenle braket parçasında kapı girişlerini mümkün
olduğunca az yön değişimi olan bölgelerden girme gerekliliği ortaya çıkar. Bunun
yanında vakum uygulanan kalıplarda alınacak hız değerleri 15-35 m/s arasında
değişmelidir. Braket parçası gibi federli, büyük ve girintili çıkıntılı parçalarda vakum
uygulaması parça kalitesini iyileştirici yönde etki yapar. Braket kalıbının kapı giriş
hızı teorik olarak 30 m/s alınabilir
Tf; dolum zamanı, sağlam bir parça elde etmek için, parçanın kalıp içerisinde
katılaşmasından önce, metalin kalıp gözünü tamamen doldurması için geçen süredir.
Bu katılaşma zamanı, şu faktörlere bağlıdır: katılaşma aralığı ( her alaşım için özel
katılaşma başlangıcı ve sonu arasındaki sıcalık farkı ), metal sıcaklığı, kalıp sıcaklığı,
parça et kalınlığı. Parça et kalınlığına göre, bazı katılaşma zamanları aşağıda Tablo
3.1’de gösterilmiştir. Belirlenmiş bir aralıkta yer alan çok kısa süreler; alaşım tipi,
girişteki metalin ısı koşulları ve diğer işlem parametreleri gibi farklı faktörlere
bağımlıdır.
Tablo 3.1 Et kalınlıklarına göre doldurma zamanı
S (mm) Tf (ms)
1.5 10…30
1.8 20…40
2. 20…60
2.3 30…70
2.5 40…90
3. 50…100
3.8 50…120
5 60…200

35
Braket parçasının federler dışındaki min et kalınlığı 3 mm dir. Buna göre doldurma
zamanı 50-100 ms arasındadır. Bu süreyi daha net bulabilmek için tablo 3.2’de ki
sorular yaklaşık olarak cevaplanmalıdır.
Tablo 3.2 Doldurma zamanı hesaplamaları
Doldurma Zamanı
No
Duvar Kalınlığı
s=3 mm Hızlı (50ms) Yavaş(100ms)
En ince etkalınlığı yolluk
girişine uzak X
1 En ince etkalınlığı yolluk
girişine yakın X
Malzeme 230 X 2
Malzeme 226 X
Parçada girinti-çıkıntılar fazla
ve yükseklikleri farkı büyük ise X
3 Parçada girinti çıkıntı sayısı az
ve bunların yükseklik farkları az
ise
X
Kalıp sıcaklığı hesaplanan
değerlerden düşük ise X
4 Kalıp sıcaklığı hesaplanan
değerlerden yüksek ise X
Yolluk uzun ve parçaya birden
çok yerden giriş yapılıyorsa X
5 Yolluk kısa ve tek bir yerden
giriş yapılıyorsa X

36
Cevap1: Braket parçasında en ince duvar kalınlığının olduğu bölge parçanın orta
bölgesindedir.O halde taslak yolluk dizaynına göre doldurma zamanı orta değer yani
65 ms alınabilir.
Cevap2: Braket parçası malzemesi; AlSi9Cu3 (226) dır. O halde Tf burda 90 ms
alınabilir.
Cevap3: Parçadaki girinti çıkıntılar fazla olamasına rağmen yüksekli farkları çok
değildir bu nedenle hızlı bir doldurma beklenebilir. Tf değeri 60 ms dir.
Cevap4: Kalıpta istenen sıcaklık kalıp kapalı halde iken 300-350 Co olan sıcaklığın
kalıp açıldığında 180-200 oC a düşürülmesidir. Bunu sağlamak için kalıba sprey ile
soğutma yapıldığı gibi kalıbın kendi içinde soğutma kanalları açılarak da bu
sağlanabilir. Kalıp için gerekli ısı transferini sağlayacak sistem daha sonra
hesaplanacaktır. Bu nedenle soğutmayı tam yapıp kalıp sıcaklığını istenilen ölçülerde
tutulduğu varsayılırsa; Tf=70 ms alınabilir.
Cevap5: Taslak dizaynda da görüleceği gibi parçaya birden çok noktadan girmenin
parçayı doldurmak için daha etkili olduğunu düşünülmüştür. O halde Tf değeri 50 ms
alınabilir.
Tüm bu sorular sonucunda ortaya çıkan zamanların ortalaması alınırsa, teorik
doldurma zamanı bulunur.
msTf 675
3355
5070609065==
++++=
olarak hesaplanır. Bulunan değerler yerine konulur ve kapı giriş kesiti hesaplanırsa;
değerine ulaşılır. Yani parça başına enaz 340 mm2 yolluk girişi yapılmalıdır. Braket
parçasının tam olarak doldurulabilmesi için feder yapısı incelemeli ve kapı giriş
kesitlerini bu federlerin akışa destek verebileceği noktalardan girilmelidir. Kapı giriş
kesiti yüksekliği döküm yapıldıktan sonra yolluğun parçadan kolayca kesilebilmesi ve
22 68585.61.067355.2)2601750(2
1.0****mmcmxxx
xTfVmap
mTfVma
VASa A ==+===

37
negatif koparma yapmaması için 1.5-3 mm arasında seçilmelidir. Şekil 3.2’de braket
parçası için kapı giriş kesitleri gösterilmiştir.
Şekil 3.2 Braket parçası kapı giriş yerleri ve kesitleri
3.2 Ana Yolluk Kesitleri Hesabı ve Tasarımı
Ana yolluk dizaynı tüm kapı giriş kesitlerini besleyecek ve türbülans yaratmadan
malzemenin istenilen hızda ilerlemesini sağlayacak şekilde dizayn edilmelidir. Kapı
giriş kesiti uzunluğu 3-5 mm olmalı böylece bu bölge trimlemede parçayı yolluktan
kolayca kesmek için gerekli uzunluk sağlamış olur. Daha sonrada giriş kesitini
besleyecek ve gerekli hızı sağlayacak şekilde arka bölge dizayn edilmelidir. Ana
yolluk dizaynı için uygulanacak yöntemler şekil 3.3’de gösterilmiştir.

38
Şekil 3.3 Kapı giriş kesiti ve besleyici bölgenin hesaplanması
Sa= 340 mm2 olduğuna göre besleme kesiti kapı giriş kesitinin 1.8~2.5 katı
alınabilir. Buna göre kesit boyutu hesaplanır.
S2=Sa x 2 = CB x CT – CT2 x Tan 100
CB= 1.5~2 x CT olmalıdır. O halde;
S2= 1.5~2 x CT2- CT2 x Tan 102
)3.1...8.1
2( SaxCT =
Yolluk giriş kesitlerine göre hesaplanırsa;
1. Bölge Sa = 100 mm2 olarak hesaplanmıştı. O halde S2 =200 mm² olarak
alınabilir. Yolluk kesitleri;
mmxCB
mmxCT
SaxCT
4.175.16.11
6.115.1
2100
)3.1...8.1
2(
==
==
=
olarak hesaplanır.

39
2. Bölge Sa=50 mm² olarak hesaplanmıştı. O halde 2. bölge için S2=100 mm²
alınabilir. Yolluk kesitleri;
mmxCB
mmxCT
SaxCT
3.125.12.8
2.85.1250
)3.1...8.1
2(
==
==
=
olarak hesaplanır.
3. Bölge Sa=90 mm² olarak hesaplanmıştı. O Halde 3. bölge için S2=180 mm²
alınabilir. Yolluk kesitleri;
mmxCB
mmxCT
SaxCT
35.165.19.10
9.105.1290
)3.1...8.1
2(
==
==
=
olarak hesaplanır.
4. Bölge Sa=100 mm² hesaplanmıştı. O Halde 4. bölge için S2=200 mm² alınabilir.
Yolluk kesitleri;
mmxCB
mmxCT
SaxCT
4.175.16.11
6.115.1
2100
)3.1...8.1
2(
==
==
=
.
olarak hesaplanır.
S2 kesitlerinden sonra ara yolluklar ana yolluğa bağlanır. Bunun için ise şekil
3.4’de gösterilen koşullar uygulanmaya çalışılır.

40
Şekil 3.4 Ani dönüşlerde meydana gelen yapışmalar
Sıvı alaşım yönü çok ani bir şekilde değiştirildiğinde, hava ve gaz cepleri
oluşmaktadır. Bunlar, metal tarafından yeniden emilme eğilimindedirler. Sıvı metal
basıncının etkisi ile bu küçük gaz birikimleri nedeniyle, büyük bir enerji açığa
çıkmaktadır. Bunlar, koruma tabakalarını kırmakta ve yapışma oluşturarak kalıp
çeliğine ulaşmaktadırlar. İşte bu noktada kalıp yağlamasının önemi ortaya çıkar çünkü
kalıp ayırıcı yağlar sayesinde bunlar önlenebilmektedir. Ancak yolluk dizaynı
aşamasında da; şekil 3.5’de gösterildiği gibi daha geniş dönüşlerle bu karanlık
bölgelerin oluşması engellenebilir.
Şekil 3.5 Daha büyük radüsler ile dönüşler
Metal akışı yön değiştirdiğinde besleme sistemi içindeki metal akış boşluklarını
ortadan kaldırmak için, döküm kanalındaki pürüzlülük ve dönüş açısına göre ilgili
bölge kesiti, % 10 ila % 30 arasında azaltılmaktadır(Şekil 3.6).

41
Şekil 3.6 Dönüşlerde kesitlerde yapılacak büyültmeler.

42
Şekil 3.7 Kapı giriş kesitleri ve ana yolluk hesaplamaları
S3= 340 x 1.2 x 2 = 816 mm² olarak hesaplanır.
mmxCB
mmCT
SCT
5.345.123
235.1
816
)3.1...8.1
3(
==
==
=
43
BÖLÜM 4
ISIL DAĞILIM
4.1 Giriş
Enjeksiyon sıcaklığının da, metalin katılaşması üzerinde bir etkisi bulunmaktadır.
Akışkanlığı yeterince uzun muhafaza etmek için, sıvı metal mümkün olduğunca
yüksek bir sıcaklıkta bulunmalıdır. Al-Si ve Al-Si-Cu grubundan sık kullanılan
alaşımlar için, enjeksiyon sıcaklığı minimum 620 oC ila maksimum 700 oC arasında
değişmektedir. Birçok durumda, enjeksiyon sıcaklığı 640 – 660 oC’dir. Bu sıcaklıkta
dökülen parçanın kalıp içinde katılaşana kadar geçirdiği sürede kalıp ile ısı alış verişi
olur. Bu sıcaklık alışverişi uygun sıcaklığa düşene kadar devam etmelidir. Kalıp
tarafından emilen bu ısının da soğutma kanalları ile kalıptan uzaklaştırılması
gerekmektedir. Bir kalıptaki sıcaklık dağılımı; parçanın kalitesine, çekme oranına,
parça da meydana gelebilecek büzülmelere, yolluk ve parçada sıcak metalin
akışkanlığına, doldurma zamanına ve kalıbın çevrim süresinde etkilidir.
Yüksek kalıp sıcaklıklarında;
- Zayıf enjeksiyon sonucu kalıpta deformasyon ve yapışma problemleri
- Daha uzun kalıp çevrim süresi
- Parçanın zor bir şekilde kalıptan çıkartılması
- Kalıpta oluşan iç gerilmelerin artması ve kalıp ömrünün azalması
- Porozite ve büzülme boşluklarında artış,

44
- Parçanın boyutsal değerlerinde kayıp ( kalıp sıcaklığındaki büyük bölgesel
değişikliklerden kaynaklanabilen tolerans farkları ),
Düşük Kalıp Sıcaklıklarında
- Yetersiz sıcaklık nedeniyle düzgün olmayan akış ve kalitesiz parça
- Hızlı soğuma nedeniyle parçada yapışma problemleri
- Ölçüsel doğrulukta azalma
- Gözle görülür şekilde parça üzerinde akış izleri
- Parçanın zor bir şekilde kalıptan çıkartılması
- Yağlayıcı etkinliklerinin azalması,
- Tam dolmayan göz sonucu hatalı parça elde edilmesi gibi sorunlarla
karşılaşılır.
Isı alışverişi, kalıptan geçen saatteki alaşım miktarı ile verilmektedir. Bu etkiyle ve
yayılan ısı miktarı ile orantılı olarak, kalıp sıcaklığı belli bir ısı dengesini yakalayana
kadar artmaktadır. Isı denge noktası, belirli bir ısı rejimi ve kalıp dağılım kapasitesine
göre belli bir sıcaklıkta stabil hale gelmektedir.
4.2 Kalıpta Isıl Dağılım
Kalıpta ısıl dağılım; tezgah plakası ile iletim yaparak, aplikte oluşturulan soğutma
kanalları, aplik yüzeyine püskürtülen soğutucu ve yağ ile ısı transferi yaparak, son
olarak da ortamda bulunan havaya ışıma ile olmaktadır. Yüksek basınçlı enjeksiyon
kalıplarında, alüminyum ve magnezyum alaşımlı dökümlerde her bir baskıda ortaya
çıkan enerji 607 kj/kg dır. Bu enerjinin kalıptan uzaklaştırılması için dizayn olarak
yapabilecek olan ise aplikte soğutma kanalları dolaştırarak bu enerjiyi almaktır.
Açılan bu kanallarda parçaya ve alaşıma göre su veya yağ dolaştırılır. Yoğun
soğutmada ( hissedilir seviyede yüksek ısı ), su, halen kalıp iç soğutması için en çok
kullanılan akışkandır. Su ile soğutmadan ileri gelebilecek ısı şoklarının ortadan
kaldırılması çok büyük bir önem taşımaktadır. Bölgesel olarak soğutma çok yoğun
olduğunda ve ısıl şok çok yüksek olduğunda, çatlaklara yol açabilen ve hatta kalıp

45
bloklarında kırılmalara neden olabilen çelik direncini aşacak şekilde çok kuvvetli iç
gerilmeler ortaya çıkmaktadır. Tablo 4.1’de enjeksiyon parçalarında en çok kullanılan
malzemelerin ısıl özellikleri verilmiştir.
Tablo 4.1 Yüksek basınçlı dökümde kullanılan bazı alüminyum alaşımlarının 1
kg alaşım için ısıl özellikleri
DIN ALAŞIMI 226 230/231 239
ÖZGÜL AĞIRLIK kg/dm3 2,72 2,67 2,65
ISI İLETKENLİĞİ kcal/cm2/cm/sn/oC 0,25 0,33 0,32
ÖZGÜL ISI kcal/kg/ oC 0,23 0,23 0,23
GİZLİ ERGİME SICAKLIĞI kcal/kg/ oC 93 93 93
ÜST ERGİME NOKTASI oC 588 580 577
ALT ERGİME NOKTASI oC 521 525 -
KATILAŞMA ARALIĞI oC 67 55 -
MAKSİMUM DÖKÜM SICAKLIĞI
oC 710 730 700
İLGİLİ ISI MİKTARI kcal/kg 256 261 254
PARÇANIN KALIPTAN ÇIKARTILMA SICAKLIĞI
oC 350 350 350
KALIBA AKTARILAN SICAKLIK kcal/kg 176 180 173
MİNİMUM DÖKÜM SICAKLIĞI
oC 630 650 640
İLGİLİ ISI MİKTARI kcal/kg 238 242 240
PARÇANIN KALIPTAN ÇIKARTILMA SICAKLIĞI
oC 250 250 250
KALIBA AKTARILAN SICAKLIK kcal/kg 180 185 183
46
Kalıptaki ısı alışverişi açıklanırsa:
680 oC’de enjekte edilen AlSi9Cu3 ( DIN226) 1750 gram’lık braket parçası için.
Parça 300 oC’de kalıptan çıkartılacak ve saatte 70 parça üretimi yapılabilir kabul
edilirse, kalıba giren ısı miktarı;
xMCTMxCxQ g+∆= formülü ile hesaplanır.
Toplam Parça Ağırlığı;
Parça ağırlığı1.75 kg
Göz sayısı 2
Hava cebi 0.26 kg
Yolluk ağırlığı 0.875 gr olarak belirlenmişti. Yani toplam ağırlık M= 4.02 kg dır.
- 1 kg alaşımın ısı miktarı;
(93 + ( 680 – 300 ).0,23 = 180,4 kcal
Braket parçası için ısı miktarı 180,4 kcal x 4.02 = 725.2 kcal dir
Parçanın kalıba ilettiği ısı; saateki üretim miktarı ve iletilen ısıya bağlıdır.
725.2 x 70 = 50764 kcal / saat
Tek bir çevrim süresi esnasında, giren ısının yoğunluğunun, çevrimin kendi fazları
fonksiyonunda nasıl etkilendiği incelenirse;
Enjeksiyon fazı:
- Alaşım sıcaklığı : 680 oC
- Alaşımın üst ergime noktasının sıcaklık düşüşü : 580 oC
- Aktarılan ısı : 92.4 kcal

47
Katılaşma fazı:
- Alaşımın alt ergime noktası sıcaklığının düşüşü : 525 oC
- Aktarılan ısı : 425 kcal
Soğuma fazı
- Komple parçanın kalıptan çıkarılma sıcaklığının düşüşü : 300 oC
- Aktarılan ısı : 207 kcal.
Isı akış yoğunluğundaki bu değişimin, normal bir çevrim boyunca, apliklerin yüzey
sıcaklıklarında bir değişime neden olduğu anlaşılmıştır. Bununla ilgili olarak, 1
kilogramlık alaşım için 1 oC’lik bir düşüş elde etmek için iletilen ısı, saf alüminyum
için ortalama olarak şöyledir:
Qs = 0,22 ( kcal / kg. oC ).1 kg.1 oC
Aynı element için, gizli ısı ( 1 oC civarında ) şu değere eşittir:
Ql = ( 93 / 420 ). ( kcal / kg ). 1
İki miktar arasındaki oran: Ql = 400 Qs
Buna göre soğutma sistemi hesaplanırsa, soğutucu akışkanlar, kanal kesiti (çap),
akışkanın kinematik viskozitesi ve hızı, debi ve hareket tipini belirlemektedir.
Bu ilişkiler, şekil 4.1’de Reynolds ( Re ) sayısı ( boyutsal büyüklük ) ile ifade
edilen akışkan rejimlerini belirlemektedir.
Reynolds sayısına göre farklı rejim tipleri bulunmaktadır:
• Re 0 ila 2000 arasında : Yapraksı rejim ( laminar )
• Re 2000 ila 3000 arasında : Karışık rejim ( kritik bölge )
• Re 3000 ila 10000 arasında : Türbülanslı rejim
48
Reynolds sayıları, soğutucu etütü için çok büyük bir önem taşımaktadır. Çünkü, ısı
transfer kapasitesi, direkt olarak buna bağlıdır.
Minimum ısı transfer kapasitesi, 0 ila 2000 arasında değişen Reynolds sayılarına
karşılık gelmektedir. Maksimum ısı transfer kapasitesi 3000 ve daha fazla olan
Reynolds sayılarına ( türbülanslı rejim ) karşılık gelmektedir.
Yüksek basınçlı döküm kalıpları için soğutucu devrelerdeki akışkan rejimi, kalıp
normal üretimde olduğunda genellikle türbülanslı tiptedir. Laminar rejim koşulları,
anlık kesintilere uğradığında kullanılmaktadır Türbülanslı akış rejimi söz konusu
olduğunda, akışkanın yeniden ısınması ( giriş sıcaklığı ile çıkış sıcaklığı arasındaki
fark ) genellikle düşüktür. Laminer rejim söz konusu olduğunda, akışkanın yeniden
ısınması yüksektir. Akışkanın sıcaklığı girişe göre oldukça artmıştır ve bazı
durumlarda kaynama olabilmektedir ve su kullanıldığında buharlaşma
gerçekleşebilmektedir.
Kalıpların soğutucu devreleri, giriş ve çıkışlarda, musluk ve vanalarla
donatılmışlardır. Bu musluk ve vanalar ile oynanarak akışkan debisi ayarlanabilmekte,
böylece de istenen akış rejimi ve hız elde edilebilmektedir. (Şekil 4.1)
Reynolds Sayılarının hesaplanması için formül:
Re = D.V / µ
D = Devre çapı ( m )
V = Akışkanın ortalama hızı ( m/sn )
µ = Kinematik viskozite ( m2 / sn)
49
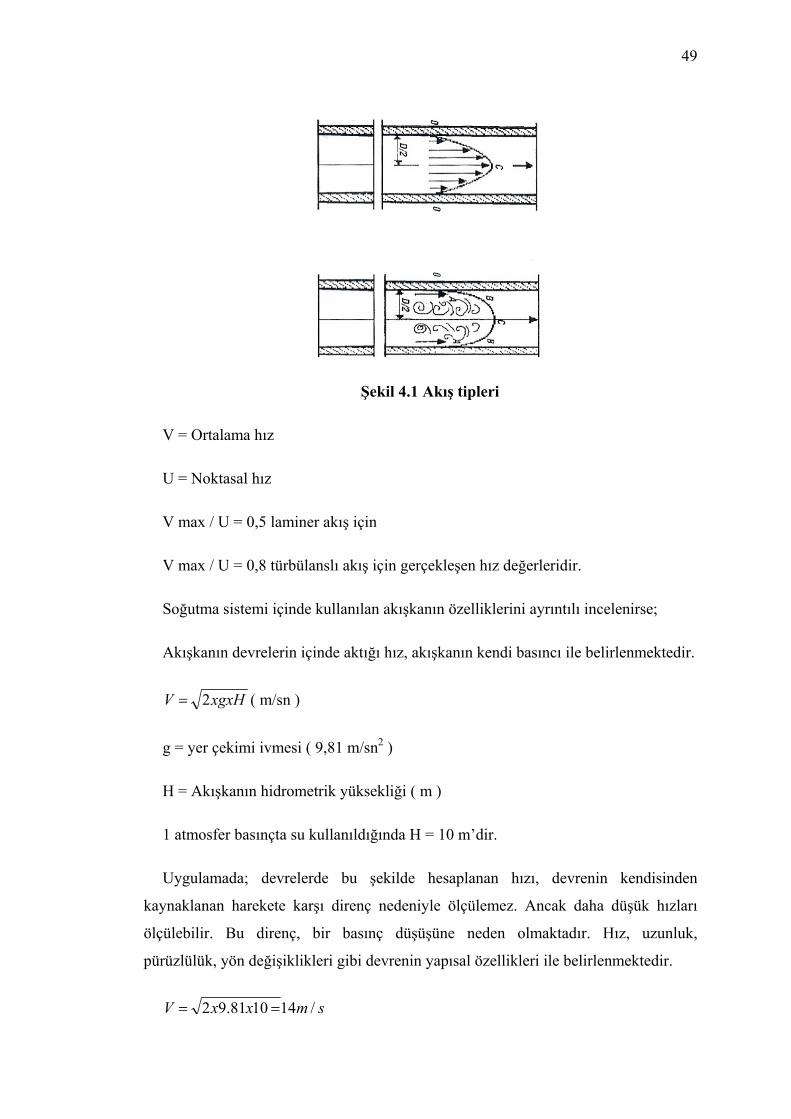
Şekil 4.1 Akış tipleri
V = Ortalama hız
U = Noktasal hız
V max / U = 0,5 laminer akış için
V max / U = 0,8 türbülanslı akış için gerçekleşen hız değerleridir.
Soğutma sistemi içinde kullanılan akışkanın özelliklerini ayrıntılı incelenirse;
Akışkanın devrelerin içinde aktığı hız, akışkanın kendi basıncı ile belirlenmektedir.
xgxHV 2= ( m/sn )
g = yer çekimi ivmesi ( 9,81 m/sn2 )
H = Akışkanın hidrometrik yüksekliği ( m )
1 atmosfer basınçta su kullanıldığında H = 10 m’dir.
Uygulamada; devrelerde bu şekilde hesaplanan hızı, devrenin kendisinden
kaynaklanan harekete karşı direnç nedeniyle ölçülemez. Ancak daha düşük hızları
ölçülebilir. Bu direnç, bir basınç düşüşüne neden olmaktadır. Hız, uzunluk,
pürüzlülük, yön değişiklikleri gibi devrenin yapısal özellikleri ile belirlenmektedir.
smxxV /141081.92 ==
50
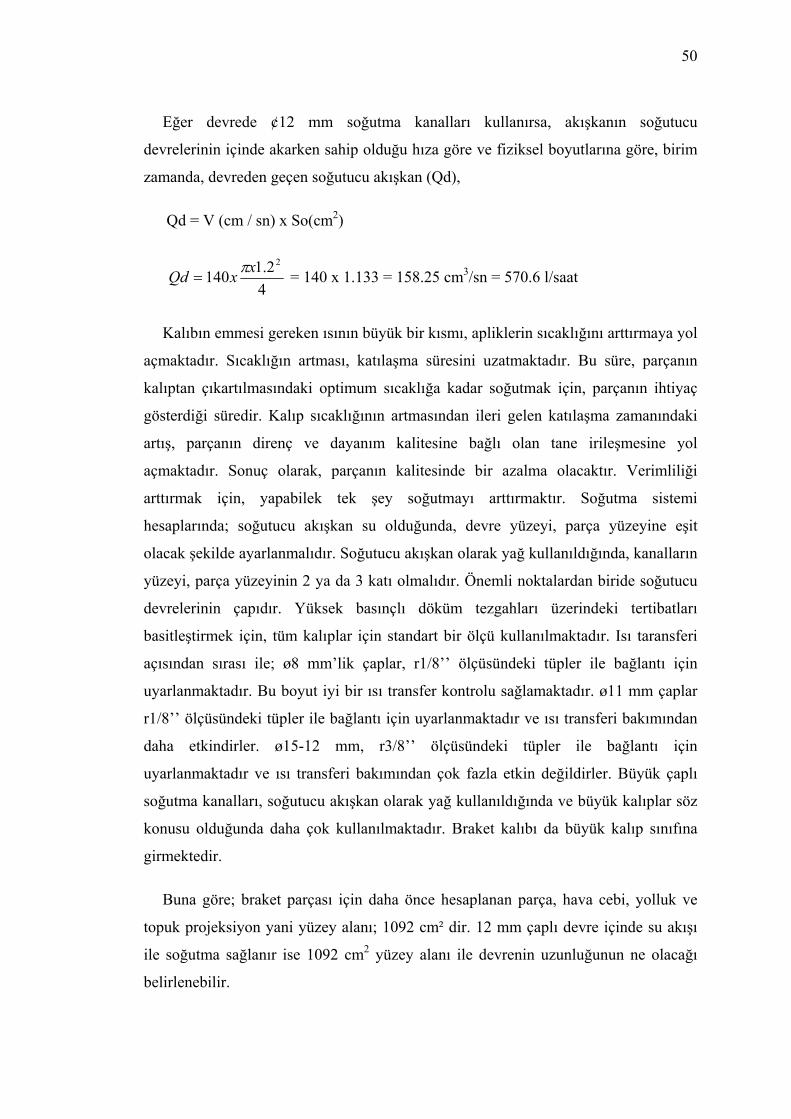
Eğer devrede ¢12 mm soğutma kanalları kullanırsa, akışkanın soğutucu
devrelerinin içinde akarken sahip olduğu hıza göre ve fiziksel boyutlarına göre, birim
zamanda, devreden geçen soğutucu akışkan (Qd),
Qd = V (cm / sn) x So(cm2)
4
2.11402xxQd π
= = 140 x 1.133 = 158.25 cm3/sn = 570.6 l/saat
Kalıbın emmesi gereken ısının büyük bir kısmı, apliklerin sıcaklığını arttırmaya yol
açmaktadır. Sıcaklığın artması, katılaşma süresini uzatmaktadır. Bu süre, parçanın
kalıptan çıkartılmasındaki optimum sıcaklığa kadar soğutmak için, parçanın ihtiyaç
gösterdiği süredir. Kalıp sıcaklığının artmasından ileri gelen katılaşma zamanındaki
artış, parçanın direnç ve dayanım kalitesine bağlı olan tane irileşmesine yol
açmaktadır. Sonuç olarak, parçanın kalitesinde bir azalma olacaktır. Verimliliği
arttırmak için, yapabilek tek şey soğutmayı arttırmaktır. Soğutma sistemi
hesaplarında; soğutucu akışkan su olduğunda, devre yüzeyi, parça yüzeyine eşit
olacak şekilde ayarlanmalıdır. Soğutucu akışkan olarak yağ kullanıldığında, kanalların
yüzeyi, parça yüzeyinin 2 ya da 3 katı olmalıdır. Önemli noktalardan biride soğutucu
devrelerinin çapıdır. Yüksek basınçlı döküm tezgahları üzerindeki tertibatları
basitleştirmek için, tüm kalıplar için standart bir ölçü kullanılmaktadır. Isı taransferi
açısından sırası ile; ø8 mm’lik çaplar, r1/8’’ ölçüsündeki tüpler ile bağlantı için
uyarlanmaktadır. Bu boyut iyi bir ısı transfer kontrolu sağlamaktadır. ø11 mm çaplar
r1/8’’ ölçüsündeki tüpler ile bağlantı için uyarlanmaktadır ve ısı transferi bakımından
daha etkindirler. ø15-12 mm, r3/8’’ ölçüsündeki tüpler ile bağlantı için
uyarlanmaktadır ve ısı transferi bakımından çok fazla etkin değildirler. Büyük çaplı
soğutma kanalları, soğutucu akışkan olarak yağ kullanıldığında ve büyük kalıplar söz
konusu olduğunda daha çok kullanılmaktadır. Braket kalıbı da büyük kalıp sınıfına
girmektedir.
Buna göre; braket parçası için daha önce hesaplanan parça, hava cebi, yolluk ve
topuk projeksiyon yani yüzey alanı; 1092 cm² dir. 12 mm çaplı devre içinde su akışı
ile soğutma sağlanır ise 1092 cm2 yüzey alanı ile devrenin uzunluğunun ne olacağı
belirlenebilir.

51
- Birim yüzey alanı; ø1.2 cm x 3.14 = 3.768 cm2
- Devrelerin uzunluğu; ( 1092 cm2 / 3.76 cm2 ) = 290.43 cm
Parça termik yağ ile soğutulursa- ki bu tasarımı yapılan braket parçası kalıbı için
daha uygundur- soğutma devrelerinin yüzeyi, parça yüzeyinin 2 ya da 3 katı olarak
hesaplanmalıdır.
- Devrelerin uzunluğu: ( 1092 cm2 / 3.76 cm2 ) x 3 = 871 cm’lik bir uzunluğa
ihtiyaç duyulmaktadır.
Kalıp soğutucu mekanizmasının boyutsal yaklaşımını gösteren bu hipotez, tam
olarak kesin değildir. Çünkü, üretilecek parçanın alın yüzeyi ve kalıbın muhafaza
etmesi gereken soğutucu mekanizması yüzeyini karşılaştırmaktadır. Daha önce de
belirtildiği gibi sistemde oluşan basınç, hız ve debi ısının kalıptan uzaklaştırılmasını
sağlar. Nekadar iyi yerleştirilmiş bir soğutma sistemi olursa olsun sistemdeki yetersiz
debi sonucu uzaklaştırılacak ısıda yetersiz olacağından soğutma sistemi tam olarak
işlevini yerine getiremez. Bununla beraber soğutma sisteminin, parça yüzey alanına
uzaklığıda önemli etkenlerdendir.
Soğutucu akışkan ile ısı alışverişinin etkinliği bağlı olan devre çeperlerinin
sıcaklığı, aplik yüzeyi tarafından giren ısı akış değeri ve aynı yüzeye oranla devrenin
bulunduğu mesafe ile belirlenmektedir. Deneysel veriler, 10 – 20 kcal/h/cm2 giriş ısı
akışı ile, sıcaklık, yüzeyin kendisi ile her milimetre mesafe için, yaklaşık 2-3 oC
azalmaktadır. İki değer arasındaki ortalama alınarak sıcaklığın 2,5 oC / mm azaldığı
kabul edilmektedir. Aplik yüzey sıcaklığının 300 oC olduğunu düşünelim, devre 40
mm mesafededir. Çeper sıcaklığı şu şekilde hesaplanmaktadır:
-Mesafe
40 mm x 2,5 oC/mm = 100 oC
-Aplik sıcaklığı
300 – 100 = 150 oC
52
Devre çeperinin sıcaklığı, 200 oC’dir. En önemli noktalardan biri de; devre çeperi,
soğutucu akışkan ile temas halindedir ve sıcaklığı, akışkanın buharlaşmasına yol
açabilecek bir değerde olmamalıdır. Sistem içinde laminer rejimde akan (Re < 2000)
su söz konusu olduğunda, devre çeperinin sıcaklığı, 90 – 95 oC’i geçmemelidir. Eğer
su, türbülanslı bir rejimde akıyor ise, (Re > 3000), çeper sıcaklığı, 150-200 oC’i
geçmemelidir. Soğutucu akışkan olarak yağ kullanıldığında, yağ daha yüksek
kaynama noktasına sahiptir, çeper sıcaklığı daha yüksek gerçekleşebilmekte ve
soğutucu devre, aplik yüzeyine daha yakın olabilmektedir. Sistemin parçaya olan
uzaklıkları ve alternatif soğutma şekilleri incelenirse;
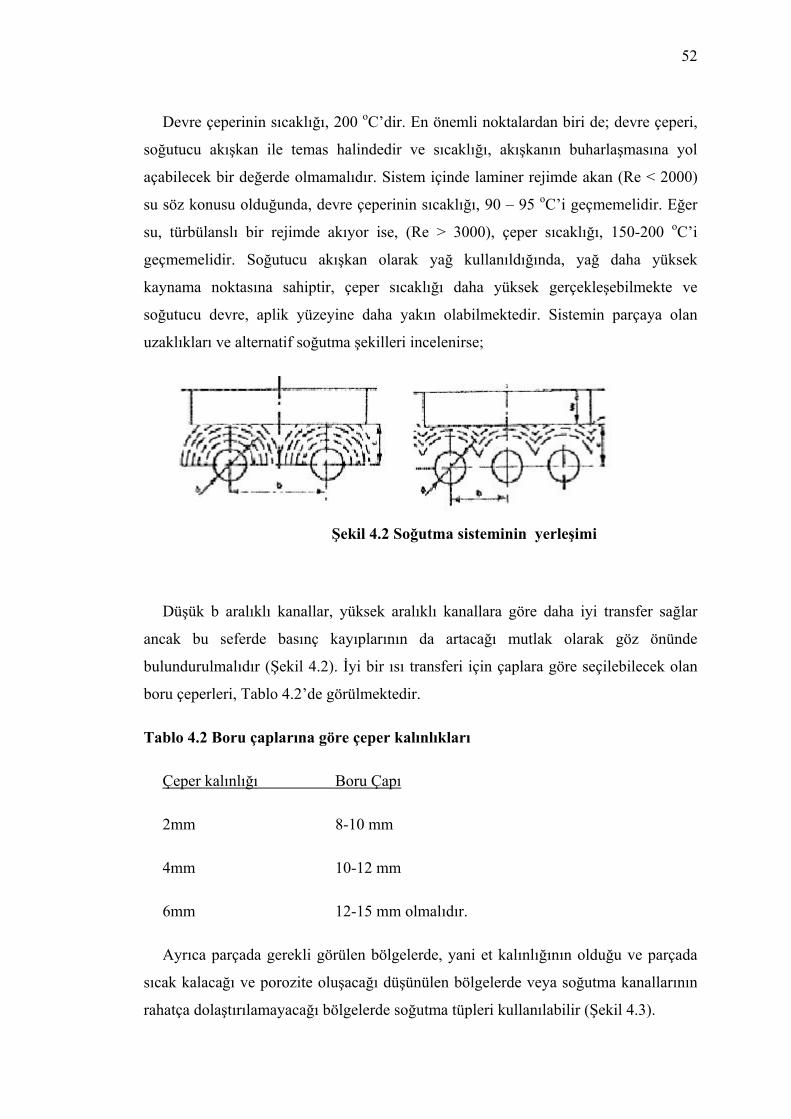
Düşük b aralıklı kanallar, yüksek aralıklı kanallara göre daha iyi transfer sağlar
ancak bu seferde basınç kayıplarının da artacağı mutlak olarak göz önünde
bulundurulmalıdır (Şekil 4.2). İyi bir ısı transferi için çaplara göre seçilebilecek olan
boru çeperleri, Tablo 4.2’de görülmektedir.
Tablo 4.2 Boru çaplarına göre çeper kalınlıkları
Çeper kalınlığı Boru Çapı
2mm 8-10 mm
4mm 10-12 mm
6mm 12-15 mm olmalıdır.
Ayrıca parçada gerekli görülen bölgelerde, yani et kalınlığının olduğu ve parçada
sıcak kalacağı ve porozite oluşacağı düşünülen bölgelerde veya soğutma kanallarının
rahatça dolaştırılamayacağı bölgelerde soğutma tüpleri kullanılabilir (Şekil 4.3).
Şekil 4.2 Soğutma sisteminin yerleşimi

53
Şekil 4.3 a Lamelli Soğutma Tüpleri; yağ kullanılan sistemlerde C= 35-40, su
kullanılan sistemlerde C= 50-60 mm olmalıdır.

54
Şekil 4.3 b Helzon Soğutma Tüpleri; yağ kullanılan sistemlerde C= 35-40, su
kullanılan sistemlerde C= 50-60 mm olmalıdır.
Özellikle yapılan analizler sonucunda ortaya çıkan poroziteli bölgelerde bu tip
noktasal soğutma yapılarak ısı transferi yoğunlaştırılır ve bu bölgelerde çekinti
önlenebilir.

55
BÖLÜM 5
DİZAYNIN GÖZDEN GEÇİRİLMESİ VE ANALİZİ
5.1 Braket Parçasının Yolluk ve Doldurma Analizi
Analiz yöntemi olarak kullanılan pek çok program bulunmaktadır. Bunlardan
yüksek basınçlı enjeksiyon kalıbı dizaynında gerçeğe en yakın sonuç verenlerinden
biride Magma Soft programıdır. Programda; parçanın, yolluğun ve eğer istenir ise
hava cebi, soğutma kanalları 3 boyutlu olarak modellenir. İstenilen tezgah
parametreleri girilerek; yolluğun doldurma analizi, parçada katılaşma, porozite oranı
gibi pek çok bilgiye ulaşılır. Braket parçası modellendikten sonra aşağıdaki verilere
uygun olarak analizi yapılmıştır.
Parça ağırlığı: 1750gr
Parça projeksiyon alanı: 390 cm²
Toplam projeksiyon alanı: 1092 cm²
Kovan boyu: 700 mm
Aktif kovan boyu: 633 mm
Piston çapı: 100 mm
Doldurma zamanı: 67 ms
Kapı giriş hızı: 35 m/s
Kapı giriş kesiti: 340 mm2

56
Şekil 5.1 Parça, yolluk modellerinin Magma Soft programında
boyutlandırılması
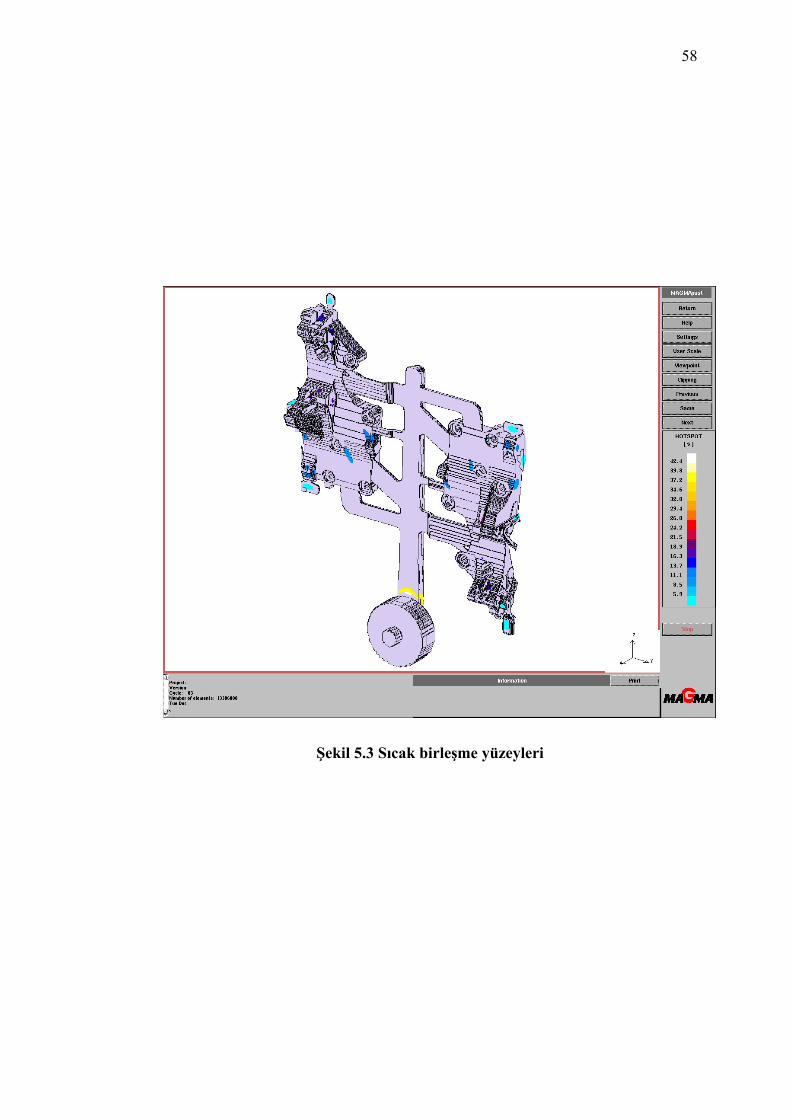
Parçanın 3 boyutlu olarak modellenmesi ve verilerin girilmesi sonucu oluşan
döküm similasyon sonuçları;

57
Şekil 5.2 Doldurma zamanı
58
Şekil 5.3 Sıcak birleşme yüzeyleri
59
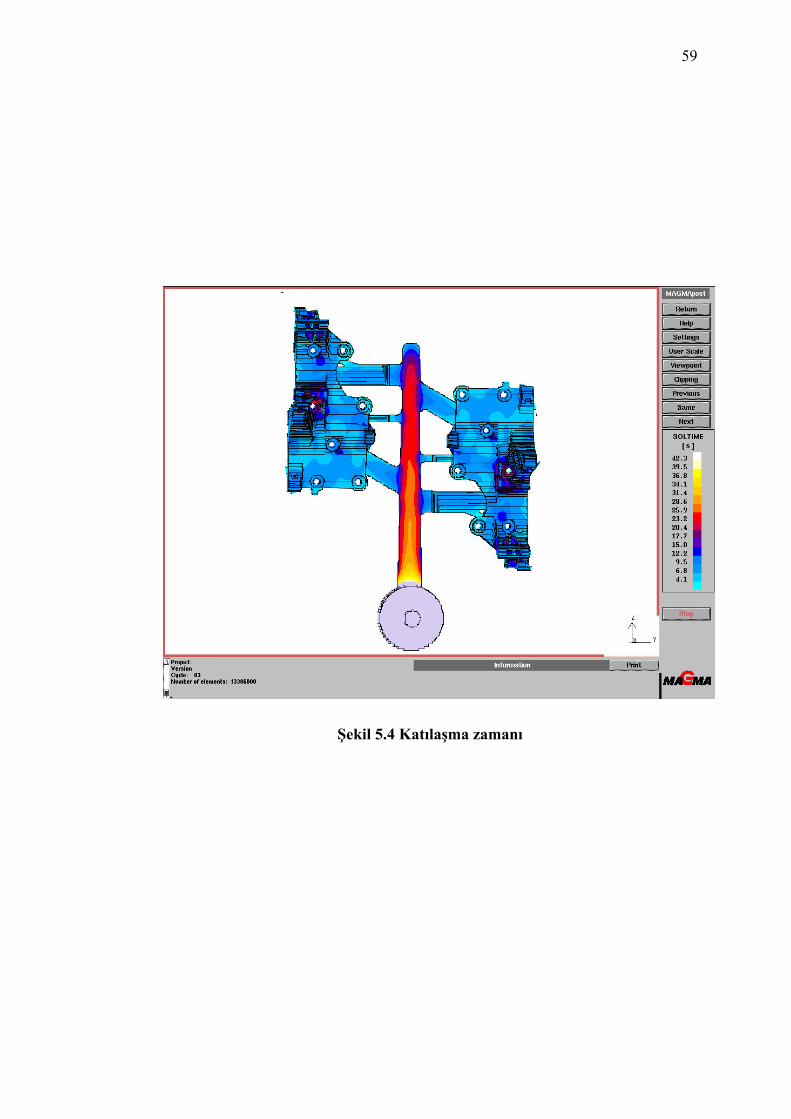
Şekil 5.4 Katılaşma zamanı
60
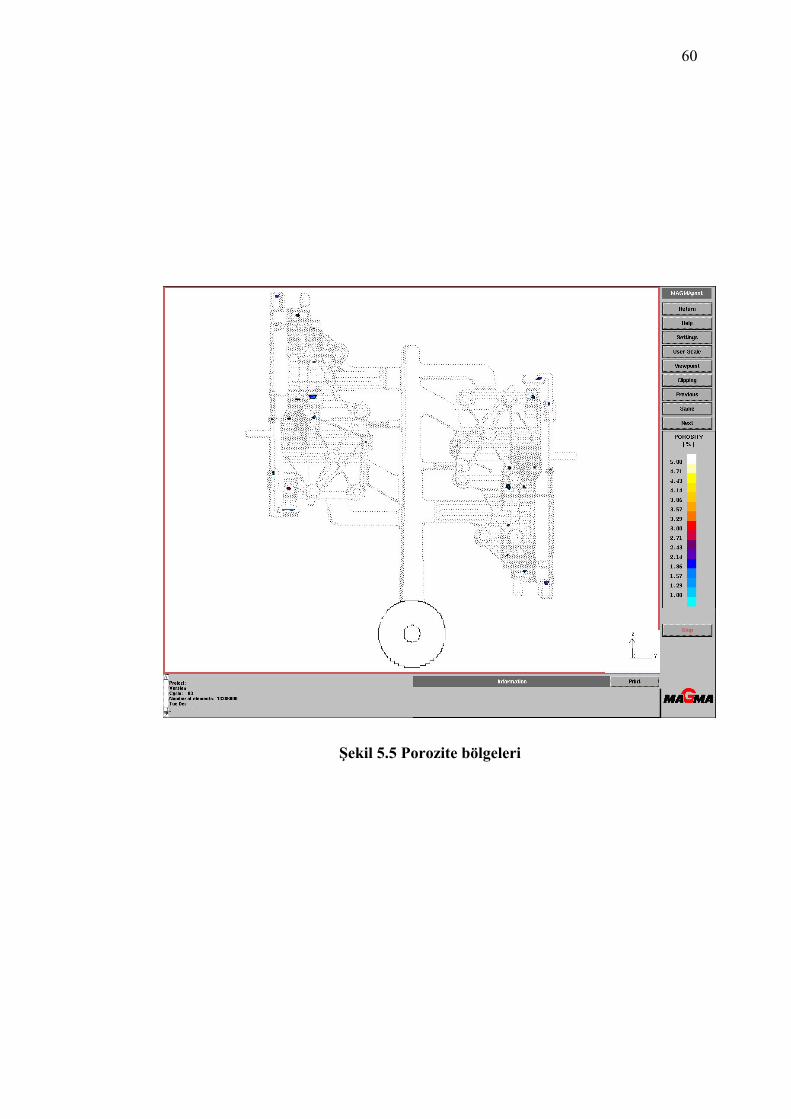
Şekil 5.5 Porozite bölgeleri

61
Şekil 5.6 Parçada poroziteli bölgeler
Şekil 5.7 Parçada poroziteli bölgeler
62
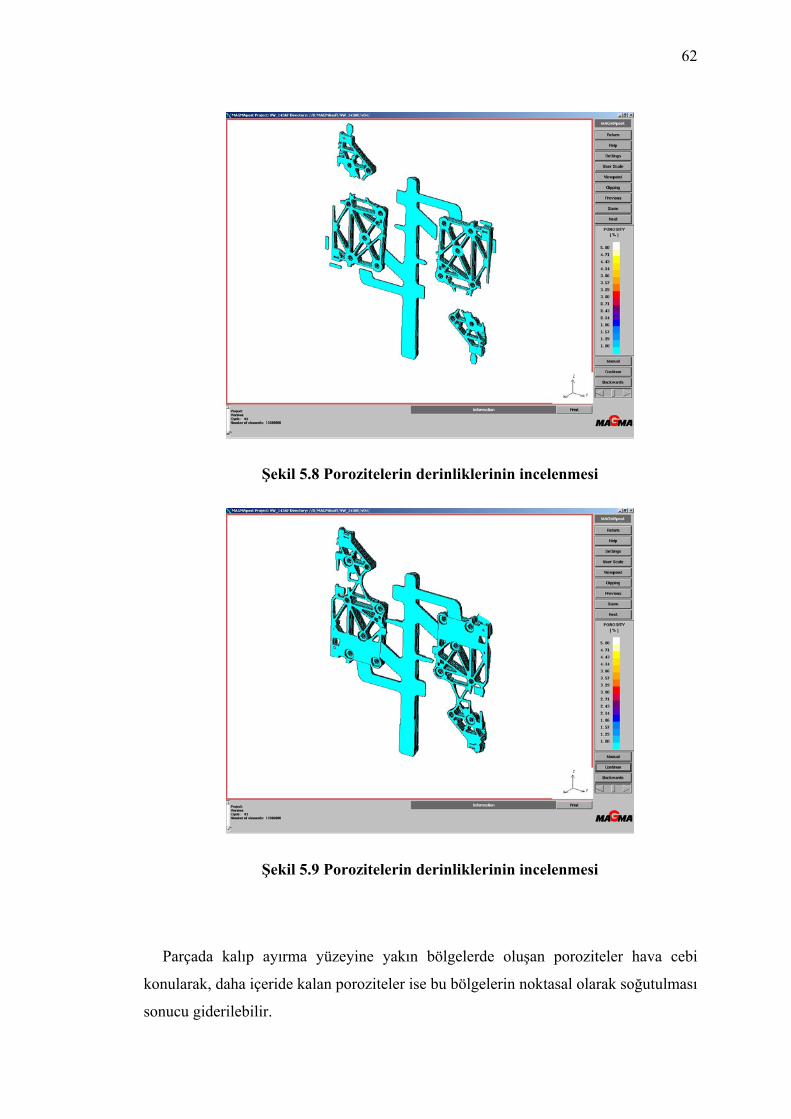
Şekil 5.8 Porozitelerin derinliklerinin incelenmesi
Şekil 5.9 Porozitelerin derinliklerinin incelenmesi
Parçada kalıp ayırma yüzeyine yakın bölgelerde oluşan poroziteler hava cebi
konularak, daha içeride kalan poroziteler ise bu bölgelerin noktasal olarak soğutulması
sonucu giderilebilir.

63
BÖLÜM 6
KALIBIN DİZAYNI
6.1 Parça Ayırma Düzlemleri
Kalıp içerisinde parçanın ve arakesitin farklı yerleştirilmesi, kalıp tasarım ve
imalatında köklü değişikliklere yol açabilmektedir. Bu seçim, estetik, mekanik,
boyutsal, yapısal özellikler üzerinde, finiş işlemlerinde ve özellikle kalıp maliyeti ve
sonuç olarak da parça maliyeti üzerinde belirleyici bir etkiye sahip olabilmektedir.
Braket parçasının kalıp ayırma yüzeyleri şekil 6.1’de gösterilmiştir.
Şekil 6.1 Braket parçası kalıp ayırma çizgisi
Maça arakesiti
64
Tasarım; direnç, işlenebilirlik ve bileşenlerin minimum aşınmasını garanti etmek
zorundadır. Kalıp bileşenlerinin maruz kaldığı kuvvetler dikkate alınarak tasarımda
titiz davranılmalıdır. Kırılma ve çatlamalara ve erken aşınmaya neden olan esnemeye
de dikkat edilmelidir. Bunlar döküm esnasında özellikle parçanın iticilerle çıkarılması
aşamasında sorunlara neden olmaktadır. Aşağıda, kalıp çeliği üreticilerinin kalıp
boyutları için sundukları bazı pratik tavsiyeler yer almaktadır:
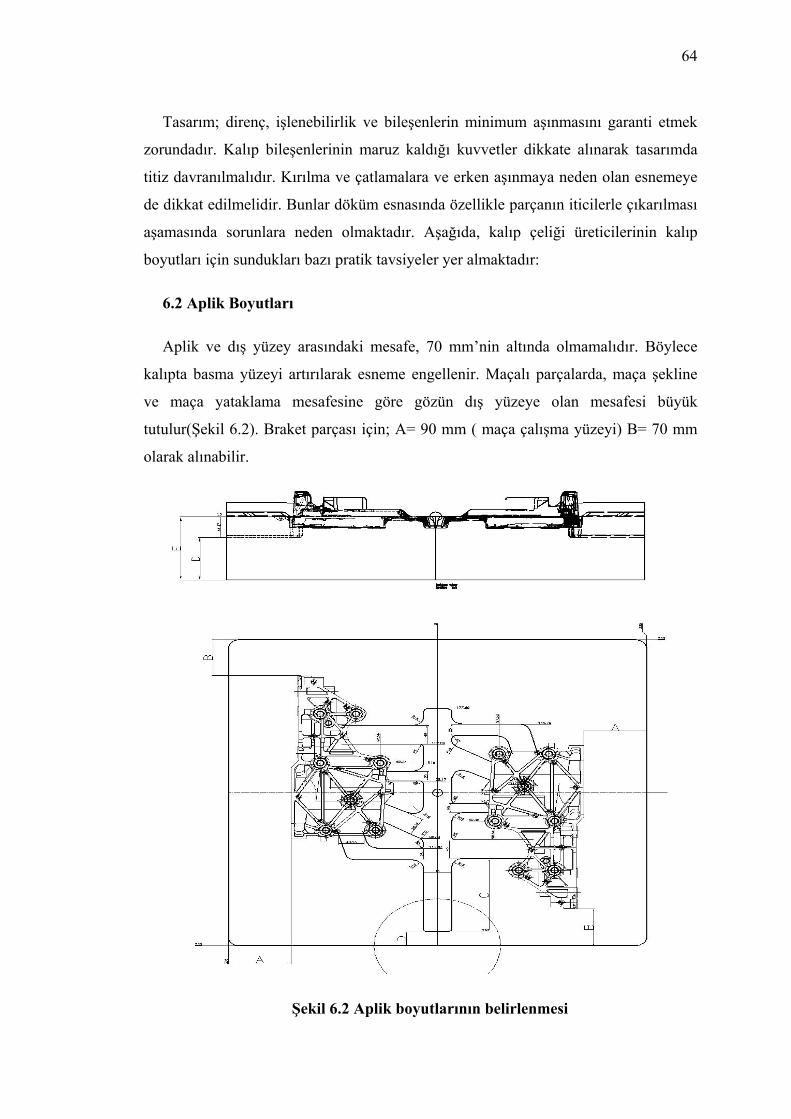
6.2 Aplik Boyutları
Aplik ve dış yüzey arasındaki mesafe, 70 mm’nin altında olmamalıdır. Böylece
kalıpta basma yüzeyi artırılarak esneme engellenir. Maçalı parçalarda, maça şekline
ve maça yataklama mesafesine göre gözün dış yüzeye olan mesafesi büyük
tutulur(Şekil 6.2). Braket parçası için; A= 90 mm ( maça çalışma yüzeyi) B= 70 mm
olarak alınabilir.
Şekil 6.2 Aplik boyutlarının belirlenmesi

65
D yüksekliği ise parçanın motifli bölgesinden sonra kalıp pimlerinin
yataklanabileceği ve soğutma sisteminin dizaynı için yeterli yer kalacak ölçüde
olmalıdır. 30 mm aralıklı çift katlı bir soğutma sistemi için; aplikteki motif sonrası
yükseklik 110 mm olmalıdır. Parçanın aplik gözündeki en derin noktası 45 mm ise
aplik yüksekliği minimum E= 155 mm olmalıdır. Kalıp ayırma çizgisine göre
apliklerin modellenmesi yapılınca tam net ölçü oluşacaktır.
Şekil 6.3 Hareketli apliğin 3D modellenmesi
6.3 Blok Boyutları
Kalıp tasarımında ana gövdeyi oluşturan blok tasarımında dikkat edilmesi gereken
bazı noktalar;
- Kalıbın, kolonlar arasından kolaylıkla geçebilecek şekilde, herhangi bir parçası
sökülmeksizin tezgaha monte edilmesidir.
- Kalıp, mümkün olduğu taktirde tezgah eksenlerine dik olarak ancak özellikle
tezgahın merkez kısmına yerleştirilmelidir.

66
- Hareketli ve sabit kalıplar arasında yer alan dört merkezleme pimlerinden bir
tanesi, kalıp montaj hatalarını ortadan kaldırmak için asimetrik olarak
yerleştirilmelidir ( İtici plakalarına ait dört pim için de bu geçerlidir ).
- Bloklar ile merkezlemenin yanı sıra aplik üzerinde merkezlemelerin bulunması
daha sağlıklıdır.
- Ana gövde ve maça taşıyıcı arasındaki birleşme, basınç etkisi ile yer değişimi
engellenecek şekilde tasarlanmalıdır.
- Kalıp ara kesitinin, kalıbın kapanmasını engelleyen ve yatay maça taşıyıcıların
kurs sonlarının kötü işlemesine neden olan kirlilik ve çapak birikimlerine yol açan
vida başlarını içermemesi gerekmektedir. Bu nedenle tüm tasarımda civata kafaları
parçaların içine gömülecek şekilde dizayn edilmelidir.
- Mümkün olduğunca, aplik bütününü ittiren merkezin tezgah plakası merkezi ile
uyumlu olması gerekmektedir.
Sıkıştırma fazı olan 3. fazda kalıplar aşırı derecede zorlanmaya tabidirler.
Malzemenin teknolojik özelliklerine göre kalıp yüzeylerinin güvenliği için özel
döküm adetlerinde gerilim giderme tavlamasının yapılmasına ihtiyaç duyulmaktadır
Genel olarak aplik derinliği ve kalıp kalınlığı arasındaki oran 1/3’ün altında
olmamalıdır.Özellikle hareketli blokta çökmeler sonucu parçada boyutsal değişiklikler
ve çapaklanmalar oluşur.Blok kırılmasına yol açabilecek olası çökme kuvvetleri için,
önerilen maksimum limitler şu şekildedir:
200 kN kapatma kuvveti olan tezgahlar için 0,02 mm ( hassas parçalar ),
4000 kN kapatma kuvveti olan tezgahlar için 0,04 mm,
4000 kN’den büyük kapatma kuvveti olan tezgahlar için 0,06 mm.
Sıkıştırma ve bükülme kuvvetlerine daha fazla maruz kalan kısımlar, aplik bloğunu
taşıyan hamilin yan çeperleri ve itici plakanın çalışması için hamilde açılan
boşaltmada olan çökmedir. Bu kısımların, tezgahın kapatma kuvvetine direnç
göstermesi gerekmektedir. Ayrıca kalıp tasarımında, kalıbın takılacağı yüksek basınçlı
döküm tezgahıda dikkate alınmalıdır. Özellikle, plakaların boyutlarında, enjeksiyon

67
eksenleri pozisyonlarına göre itici pimlerinin geçiş deliklerinin pozisyonlarına dikkat
edilmelidir. Tasarım, tezgah için verilen minimum kalıp boyutlarından büyük olmalı,
kalıp montajı sırasında kilitleme takozlarının bağlanabileceği mesafe bırakılmalı ve
tabi ki maça taşıyıcısının strok boyuna uygun uzunlukta yapılmalıdır. Parça
projeksiyon alanı kullanılarak hesaplanan tezgah açma kuvetinden daha büyük
değerde kilitleme kuvvetine sahip olan Italpress 1350 tonluk tezgah daha önce
seçilmişti. Şekil 6.4’de bu tezgaha ait tabla ölüleri verilmiştir.
Şekil 6.4 ItalPress 1350 ton tezgah plakası ölçüleri
Tezgah boyutlarına göre hareketli ve sabit blok tasarımı yapılırken dikkate edilmesi
gerekli olan noktalardan biri de kalıbın tezgah tablasına bağlanabilmesi, kolonlar
arasından rahatlıkla geçebilmesi ve uygun kovan yüksekliği bulunarak bu noktaya
göre bloğun şekillendirilmesidir. Italpress 1350 ton tezgahında sabit tarafta bulunan
Hareketli Taraf
Sabit Taraf

68
kovan bağlama delikleri için şekil 6.4’de de görüleceği gibi 3 olasılık mevcuttur.
Kalıp boyutlarına göre bu 3 eksenden en uygun olanı seçilebilir. Braket kalıbı tasarımı
parçanın büyüklüğü de göz önüne alınarak -250mm’lik eksenden bağlanacak şekilde
yapılacaktır. Sabit hamil yüksekliği; 1350 tonluk tezgahın piston stroğuna göre
belirlenir. Eğer blok kalınlığının piston stroğundan daha uzun yapılması gerekiyor ise
yolluk ile piston stroğunun bitiş noktası arasındaki mesafeye topuk yolluk yapılır.
1350 ton tezgahı için piston stoğu 290 mm olmaktadır. Daha öncede aplik boy 155mm
olarak hesaplanmıştı. Ohalde blok kalınlığı 290-155= 135 mm olmaktadır.
Şekil 6.5 Hareketli blok ölçüleri
Hareketli hamil yüksekliği = 3 x aplik yüksekliği = 3 x 155 = 465 mm

69
Şekil 6.6 İtici plaka çalışma bölgesinde, blokta oluşan deformasyon ve düzgün
yayılı yüke sahip bir kirişte deformasyon
İmalat gerekliklerinden dolayı, dirençli yüzeyler sınırlıdır. ( H ) Yüksekliği, gerekli
itici kursu ile belirlenmektedir. İtici kursu parçanın kalıptan rahatça çıkabileceği ve
robot kol veya çalışanın alabileceği şekilde parçayı yerinden oynatmalıdır.
Hamilde H yüksekliği hesaplanabilir. Blokta en uzun boşaltmanın olduğu bölge
referans alınabilir. Deformasyon hesabını kolaylaştırmak için bu bölge, yayılı yüke
maruz bir kiriş olarak kabul edilebilir. Kirişteki maksimum deformasyon 0,6 mm’dir.
Düzgün yayılı yüke maruz bir kirişteki maksimum deformasyon şekil 6.6'da
gösterilmiştir.
fd(mm)= Deformasyon, W (N/m)= Yayılı yük, Lh=Toplam Boy(m), a(m)=Yüke
olan mesafe(m), b = Lh/ a , E=Elastite Modülü=190 GPa = 190x109 N/m²

70
)16245()21(384
423
bbxbEI
WxLhf +−−
= formülü ile hesaplanır.
W = FLN olarak alınır. Yani 1350 tonluk tezgah için maksimum 13500 KN yük
uygulanacaktır.
Lh= 0.66 m
b= a/Lh = 0.26/ 1.18 = 0.22 dir.
Şekil 6.7’de görüldüğü gibi blok; 5 basit dikdörtgene bölünerek atalet momenti
hesaplanır.
Şekil 6.7 Atalet momentinin hesaplanması
3169.01105.005472.00252.0
)225.017.065.0(2)292.018.0304.0(2)07.014.0018(=
++++
=− xxxxxxxxy m2
)2469.00252.012
14.018.0(2 23
1 xxxI += = 0.003115 m4
)0249.005472.012
304.018.0(2 23
2 xxxI += = 0.00097 m4

71
)0919.01105.012
17.065.0( 23
3 xxI += = 0.00119
I= I1+I2+I3 = 0.005275 m4 olarak hesaplanır.
00039.0)22.01622.0245()22.021(005275.010190384
18.11013500 429
33
=+−−
= xxxxxxxx
xxf m
yani parçada 0.39 mm çökme oluşmaktadır.
6.4 Soğutma Sistemi
Aplik ve soğutma kanalları arasındaki mesafe, yağ ile soğutmada 35-40 mm’nin
altında olmamalıdır. Daha önceki bölümde de hesaplandığı gibi 871 cm uzunluğunda
soğutma kullanılmalıdır. Ayrıca Magma soft programı ile yapılan analiz sonucu ortaya
çıkan poroziteli bölgelerde noktasal soğutmalar yaparak poroziteyi engellenmelidir.
Şekil 6.7 ve 6.8‘de görüleceği gibi sabit aplik ve hareketli aplikte 871/ 2 = 436 cm
uzunluğunda 2 katlı soğutma sistemleri dizaynı yapılabilir.
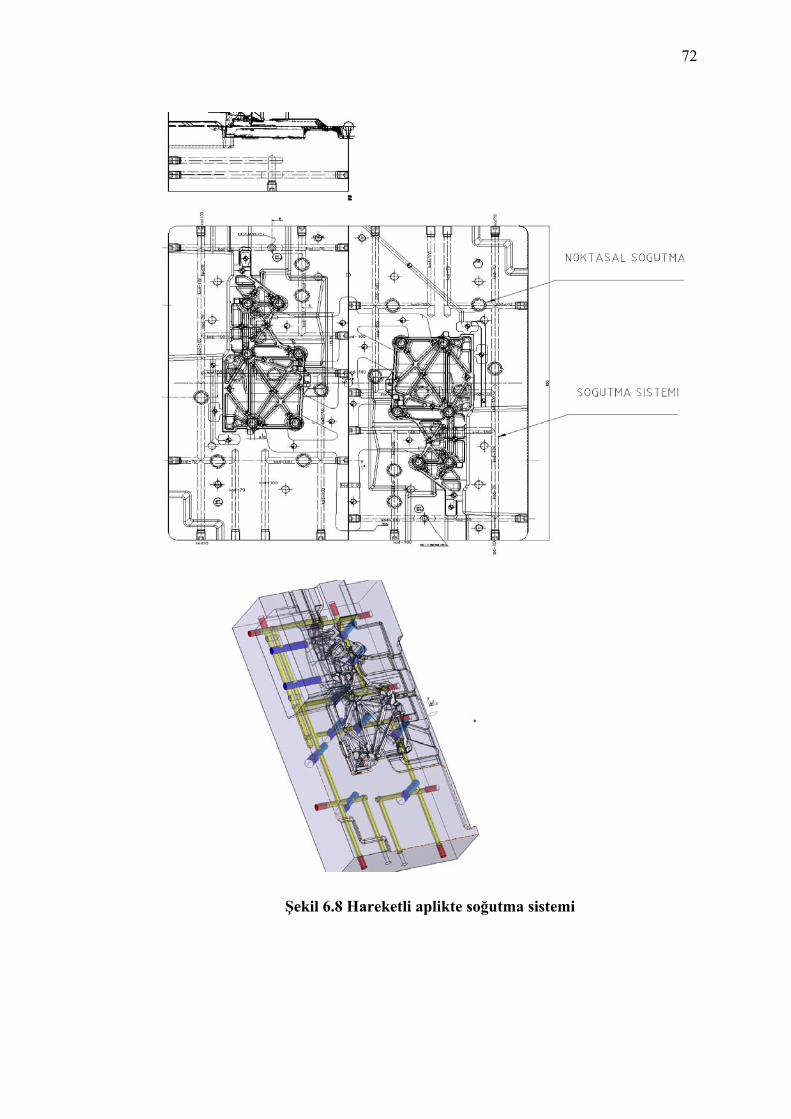
72
Şekil 6.8 Hareketli aplikte soğutma sistemi

73
Şekil 6.9 Sabit aplikte soğutma sistemi
6.5 Maçanın Boyutları
Maça dizaynında uygulanan çeşitli yöntemler vardır. Parçada çıkarılması gerekli
yüzeyin oluştulmasından sonra maçanın parçadaki konumuna göre mümkün
olduğunca maça yan yüzeylerine açı verilmelidir. Böylece maçanın aplik içerisinde
merkezlemesi daha sağlıklı olacaktır. Braket parçası maça dizaynında şekil 6.9’da

74
görüleceği gibi, maça ayırım yüzeyinden 45 mm uzaklığa kadar 3 yönde 2 derece açı
verilmiştir. Ayrıca maçada uygulanacak soğutma sistemi de görülmektedir.
Şekil 6.10 Maçanın aplikte yataklanması için (2-30) açı verilmesi ve soğutma
sistemi
6.6 Maça Taşıyıcısı Boyutları
Maça taşıcısının dizaynı için önemli faktörler; maçanın şekli, boyutları, maçanın
mekanik veya hidrolik sistemle çalışmasıdır.

75
Şekil 6.11 Maça taşıyıcısı, kilitleme kaması ve boynuz milinin konumu
Mekanik sistem; Kalıplarda hareketli bloğun hareketi ile ve açılı bir milin maça
taşıyıcısını istenilen kurs mesafesinde ileri ve geri hareketi yapmasını sağlamasıdır.
Kullanılan açılı milin açısı, maça kilitleme açısından 2-30 daha küçük olmalıdır. Şekil
6.10’da da görüleceği gibi, 210 kilitleme açısına sahip maça taşıyıcında boynuz açısı
180 olmalıdır.
Avantajlar: Tezgahın kapanma ve açılma çevrim süresi, gerçekten çok uzun
değildir. İmalatı, sınırlı bir maliyete sahiptir.
Sakıncaları: Kurslar, 30 – 50 mm ile sınırlanmıştır. Maça taşıyıcıların boyutu ve
pozisyonlarının hassasiyeti önem kazanmaktadır.
Hidrolik sistem; maça ve yanal maça taşıyıcılar için, özel elektrovalfler tezgahın
hidrolik sistemi tarafından beslenen ve kalıbın yan tarafına monte edilmiş hidrolik

76
silindirlerden faydalanmaktadır. Yanal maça taşıyıcıların ve maçaların hareketi,
tezgahın kapanma ve açılma hareketi ile kazandırılmaktadır.
Avantajlar: Hareketlerin sırası, parça geometrisi ile belirlenen gerekliliklere göre
programlanabilmektedir. Kurs boyu için bir sınırlama yoktur.
Sakıncaları: maliyeti arttırır. Hidrolik sistemde meydana gelebilecek bir arızada,
gereksiz duruşlar yaratacaktır.
Maça taşıyıcısı boyutsal dizaynı için;
Şekil 6.11’de maçanın maça taşıyıcısına merkezlenmesi için yapılan boşaltma
görülmektedir. Şekil 6.12’de ise 222 hbld ++= formülü ile bloktaki boşaltma
miktarları belirlenmektedir. B ve h ölçüleri maçanın boyutlarına göre oluşmakta ve
l(min)= 1.5 x h olmalıdır. Şekil 6.13’de maça ve maça taşıyıcısının 3 boyutlu
modellenmesi tamamlanmıştır. Şekil 6.14’de oluşturulan maça taşıyıcısı
ölçülendirilmiş olarak görülmektedir.
Şekil 6.12 Maçanın yataklanması için maça taşıyıcında boşaltma yapılır.

77
Şekil 6.13 Maça taşıyıcısının boyutlandırılması
Şekil 6.14 Maçanın ve maça taşıyıcısının montajlı hali
Şekil 6.15 Maça taşıyıcısının ölçüleri

78
Maça taşıyıcısı, Şekil 6.15’de belirtilen toleranslar dahilinde gösterilen kızaklar
üzerinde hareket etmekte ve bu toleranslara uygun olarak blokta boşaltmalar
yapılmaktadır. Şekil 6.16, Şekil 6.17, Şekil 6.18, Şekil 6.19’da maça taşıyıcısı, maça,
kızakların bloktaki yerleşimleri görülmektedir. Şekil 6.20’de ise maça taşıyıcısının
hareket mekanizması elemanları yani boynuz mili ve kitleme kaması görülmektedir.
A D8
B h6
C D8
D h6
E H7/h6
L H7/h6
F H7/h6
A-2B h7
Şekil 6.16 Blokta, maça taşıyıcısının yerleşimi
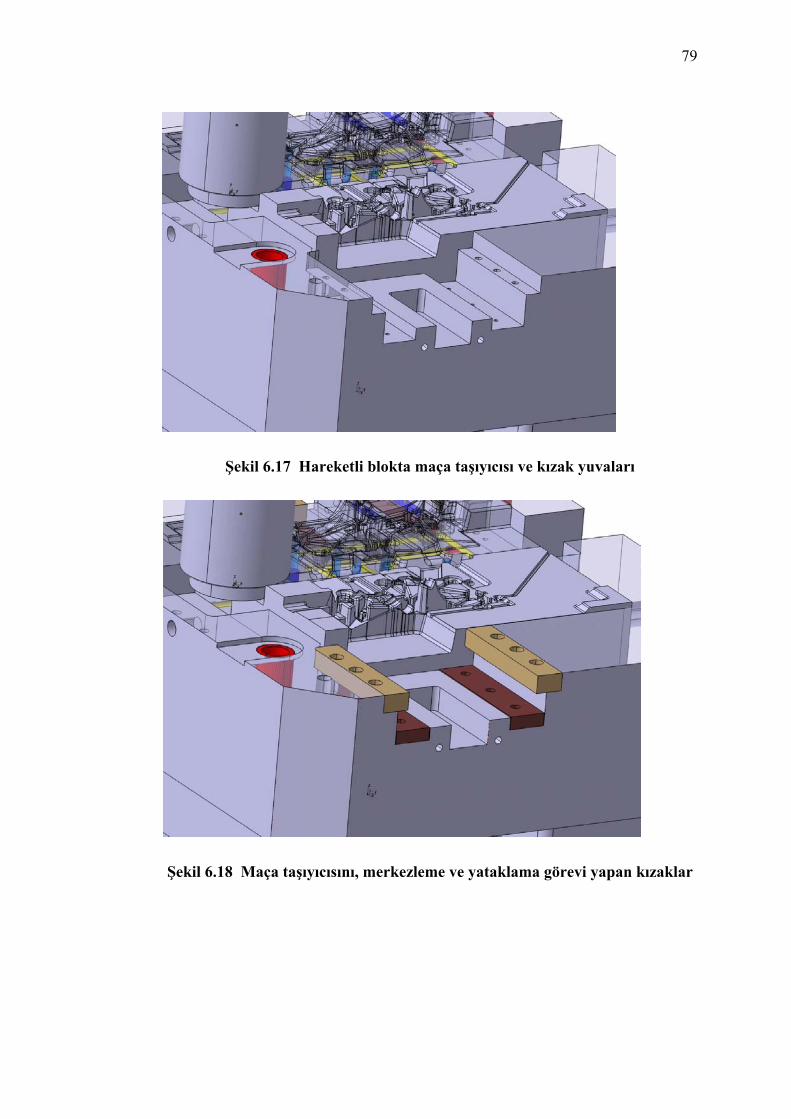
79
Şekil 6.17 Hareketli blokta maça taşıyıcısı ve kızak yuvaları
Şekil 6.18 Maça taşıyıcısını, merkezleme ve yataklama görevi yapan kızaklar
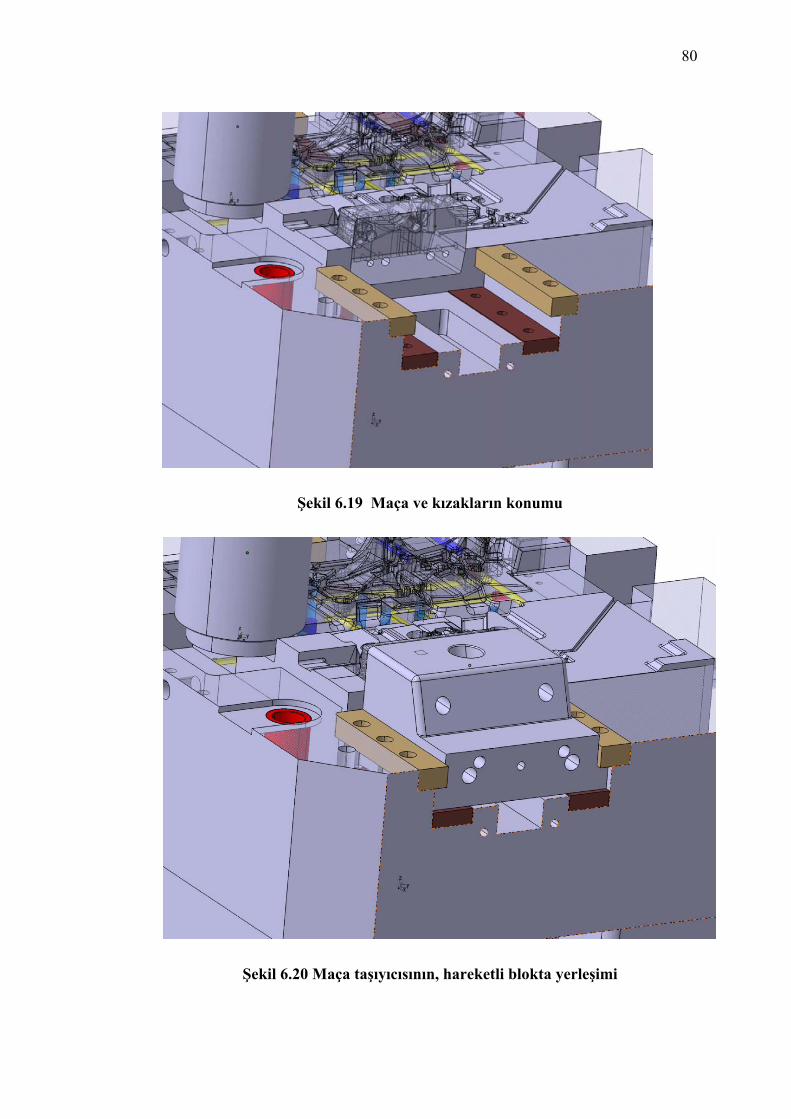
80
Şekil 6.19 Maça ve kızakların konumu
Şekil 6.20 Maça taşıyıcısının, hareketli blokta yerleşimi

81
Şekil 6.21 Maça taşıyıcısı, maça, kilitleme takozu ve boynuz mili
6.7 Eksenleme Sistemi
Hareketli ve sabit kalıp parçaları arasında istenen karşılıklı pozisyon, genellikle
aplik üzerinde eksenleme için konulan pim veya kalıp arakesitine uygun olarak
köşelerden merkezleme takozları ile sağlanmaktadır. Bloklar üzerinde ise; hareketli
kalıp üzerinde burçlar ve sabit kalıp üzerindeki kolonlar ile elde edilmektedir(Şekil
6.21 ve Şekil 6.22).
Kolonlar ve burçlar arasındaki boşluk, kalıp imalat safhasında kesin ve hassas bir
şekilde belirlenmektedir. Ancak bu boşluk, her iki kalıp parçasının döküm esnasında
birleşebilmesi için bir miktar arttırılmalıdır. Kalıp sıcaklıklarında değişiklikler söz
konusu olduğunda, kalıp parçalarının karşılıklı pozisyonu değişebilmekte ve buna
bağlı olarak ta sonuçta parçada boyutsal değişiklikler söz konusu olabilmektedir.
Bu hareketleri sınırlamak yada ortadan kaldırmak için, iki kalıp parçası arasında X
ve Y eksenlerinde yer alan merkezleme takozları yerleştirilmektedir. Bunların sayıları
ve yerleri, kalıp yapısına bağlıdır.
Şekil 6.23’de görüleceği gibi, ana amaç hareketli blok ile sabit bloğun
merkezlemesini sağlamaktır. Ayrıca mekanik maçalı sistemlerde; boynuz milinin,
Maça Kitleme
Takozu
Boynuz Mili
Maça
Taşıyıcı
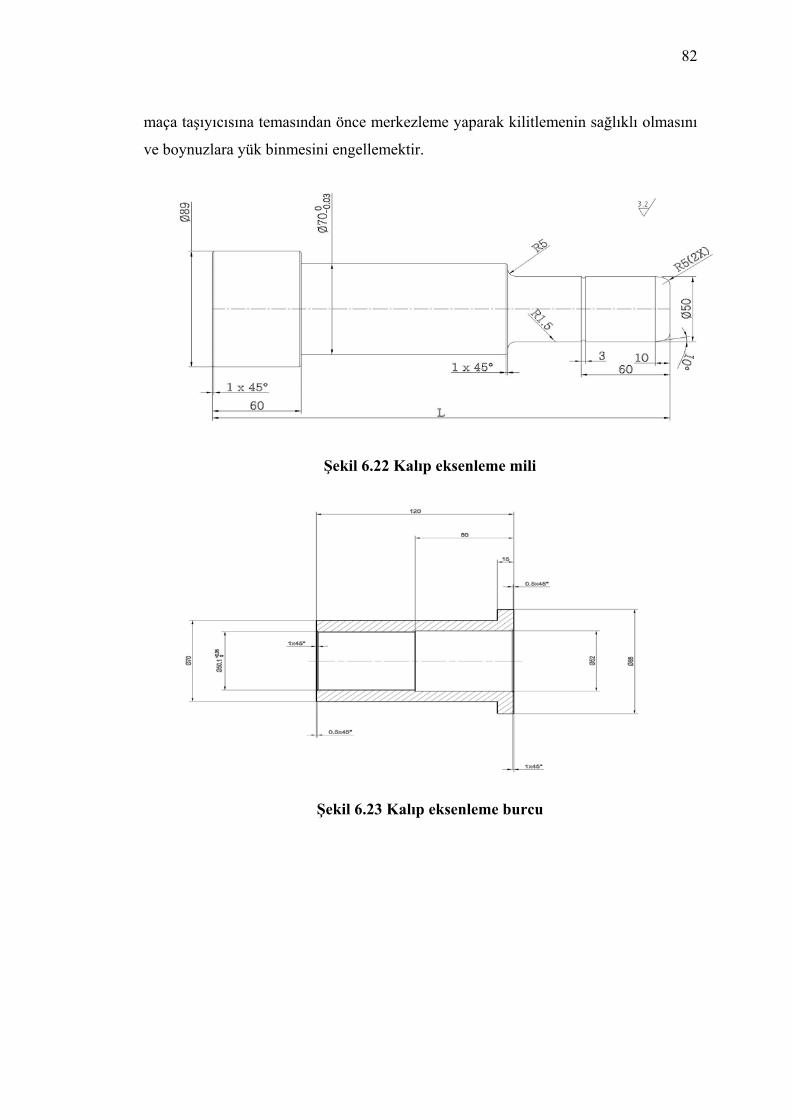
82
maça taşıyıcısına temasından önce merkezleme yaparak kilitlemenin sağlıklı olmasını
ve boynuzlara yük binmesini engellemektir.
Şekil 6.22 Kalıp eksenleme mili
Şekil 6.23 Kalıp eksenleme burcu
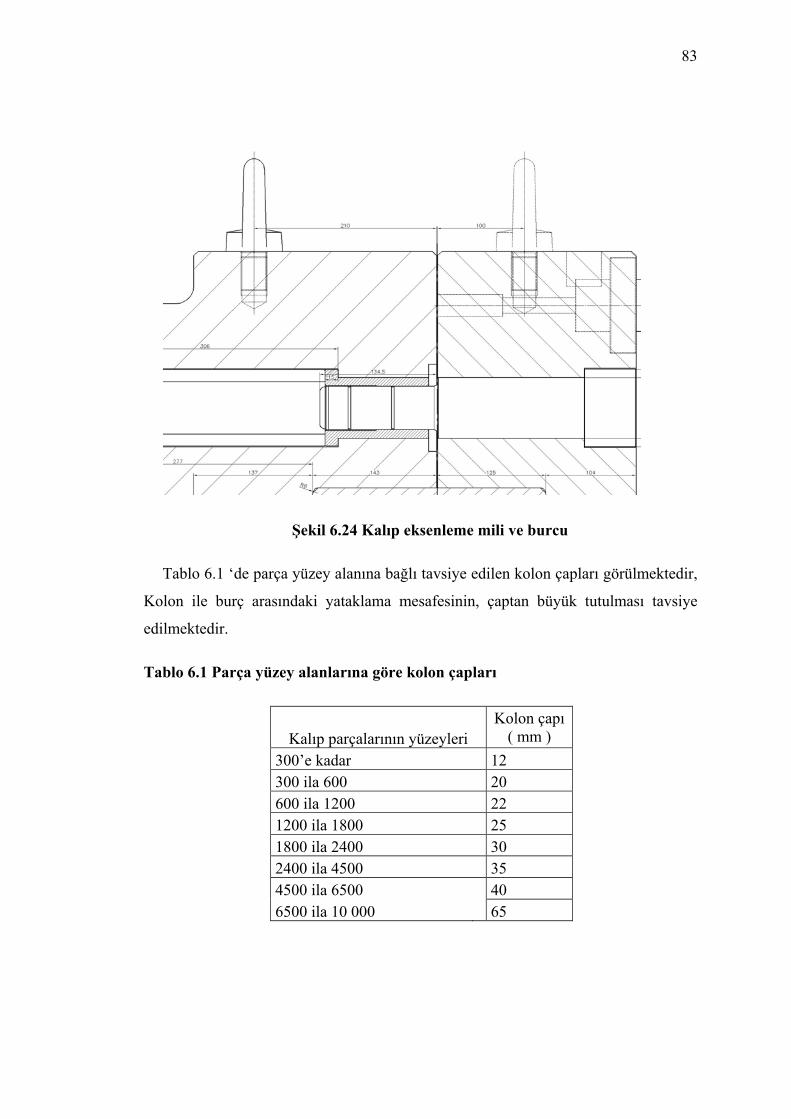
83
Şekil 6.24 Kalıp eksenleme mili ve burcu
Tablo 6.1 ‘de parça yüzey alanına bağlı tavsiye edilen kolon çapları görülmektedir,
Kolon ile burç arasındaki yataklama mesafesinin, çaptan büyük tutulması tavsiye
edilmektedir.
Tablo 6.1 Parça yüzey alanlarına göre kolon çapları
Kalıp parçalarının yüzeyleri Kolon çapı
( mm ) 300’e kadar 12 300 ila 600 20 600 ila 1200 22 1200 ila 1800 25 1800 ila 2400 30 2400 ila 4500 35 4500 ila 6500 40 6500 ila 10 000 65
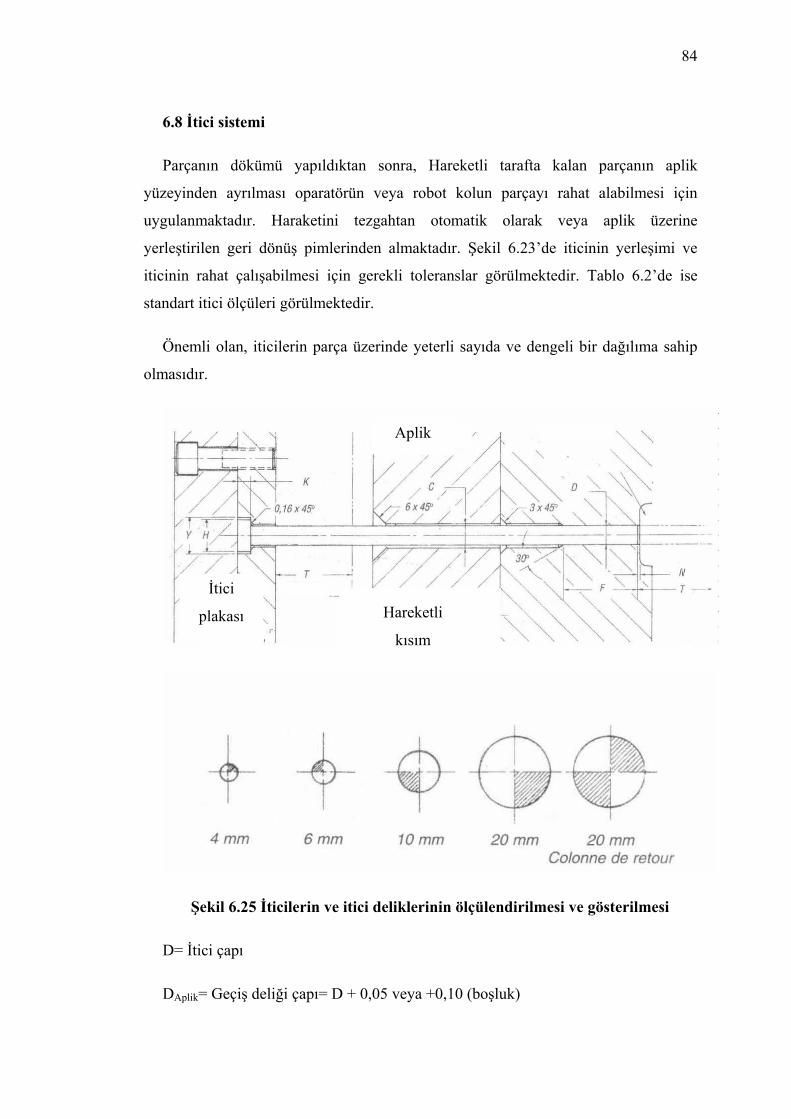
84
6.8 İtici sistemi
Parçanın dökümü yapıldıktan sonra, Hareketli tarafta kalan parçanın aplik
yüzeyinden ayrılması oparatörün veya robot kolun parçayı rahat alabilmesi için
uygulanmaktadır. Haraketini tezgahtan otomatik olarak veya aplik üzerine
yerleştirilen geri dönüş pimlerinden almaktadır. Şekil 6.23’de iticinin yerleşimi ve
iticinin rahat çalışabilmesi için gerekli toleranslar görülmektedir. Tablo 6.2’de ise
standart itici ölçüleri görülmektedir.
Önemli olan, iticilerin parça üzerinde yeterli sayıda ve dengeli bir dağılıma sahip
olmasıdır.
Şekil 6.25 İticilerin ve itici deliklerinin ölçülendirilmesi ve gösterilmesi
D= İtici çapı
DAplik= Geçiş deliği çapı= D + 0,05 veya +0,10 (boşluk)
Hareketli
kısım
Aplik
İtici
plakası

85
F= Kılavuz (yataklama) boyu
D boşluğu ile uzunluk : D = 8 mm için F = 30 mm
D boşluğu ile uzunluk : D > 8 mm için F = 40 mm
N= Parça üzerindeki itici izleri 0 ile +0,5mm olmalıdır.
C= D + 1,5 mm
H= İtici pim kafası çapı
Y= H + 1mm veya 2 mm
T= İtici kursu; Parçanın hareket edebilmesi için uygun mesafede olmalıdır.
Tablo 6.2 İtici pim standart ölçüleri ( DME)
d1 g6(mm)
k – 0,05
d2 – 0,2 r L
3 3 6 0,3 100 – 500 4 3 8 0,3 100 – 500 5 3 10 0,3 100 – 800 6 5 12,5 0,5 100 – 800 8 5 14 0,5 100 – 1250 9 5 14 0,5 100 – 630 10 5 16 0,5 100 – 1600 11 5 17 0,5 100 – 630 12 7 20 0,8 100 – 1600 14 7 22 0,8 100 – 1600 16 7 22 0,8 100 – 1000 18 7 24 0,8 100 – 2000 20 8 26 0,8 125 – 2000
6.9 Hava Cepleri ve Hava Tahliye Kanalları
Kalıpta döküm sırasında kalıp gözü içerisindeki havanın, su buharının ve kalıp
ayırıcı yağların ayrışmasından çıkan gaz ürünlerinin çıkışına imkan sağlamalıdır.
Bunun için parçada belli noktalara hava cebi ve hava firarları konulmaktadır. Böylece
göz içinde sıkışan hava bu ceplere dolmakta ve parçanın ana gövdesinde porozite

86
oluşmasını engellemektedir. Dikkat edilecek nokta sıcak metalin, aplik gözünde en
son ulaşacağı yani havanın sıkışacağı bölgelere hava cebi konulması gerekliliğidir.
Sıkışan havanın ilerlemesi ve tekrar aplik içine dönmesini engellemek için hava
ceplerinin arkasına hava firar kanalları açılmalıdır.
Şekil 6.26 Hava cebi ve firarı tasarımı
Hava cebi sayısı; parça ağırlığı 1 kg’mın üzerinde ise, parça ağılığının %20_30’u
kadar olmalıdır. Parça ağırlığı 1 kg’mın altında ise parça ağırlığının %15-20’si kadar
alınabilir. Braket parçasının ağırlığı 1.75 kg olduğuna göre; toplam hava cebi ağırlığı:
Toplam Hava Cebi Ağırlığı = 1.75 x 0.2 = 0.35 kg olmalıdır.
Hava firar kanalları ise havanın geçmesine izin vermeli ancak alimünyumun
geçmesine izin vermemelidir. Bunun için hava firar kanalları malzemenin cinsine göre
0.1 ile 0.5 mm kalınlıkta açılmalıdır. Hatırlanmalıdır ki; basınçlı alimünyumun
ulaştığı her düzlem projeksiyon alanını büyütmekte bu da kalıp açma kuvvetini
arttırmaktadır.

87
BÖLÜM 7
SONUÇLAR
7.1 Sonuç
Bu çalışmada yüksek basınçlı alüminyumun enjeksiyon kalıplarının tasarımını
etkileyen faktörler üzerinde durulmuştur. Kalıp tasarımı etkileyen; parça boyutu ve
parçadan istenen özellikler, parçaya uygun tezgah seçimi, yolluk tasarımı, kalıpta ısıl
dağılım, aplik ve blok boyutlarının hesaplanması üzerinde durulmuştur. Bu hesaplar
yapılırken kullanılan yöntemler incelenmiş ve bu hesapları etkileyen faktörler
üzerinde durulmuştur.
Tüm bu hesaplamalar sonucu ortaya çıkan yolluk ve parça dizaynı modellenmiş ve
Magma Soft programı vasıtasıyla, parça katılaşma, soğuma, porozite ve yolluk
doldurma analizleri yapılmış. Bu analizler sonucu yolluk dizaynı doğrulanmıştır.
Ancak analiz sonucu, parçada belli bölgelerde görülen porozite sonucu bunu gidermek
için gerekli olan ısıl dağılım ve hava cepleri hesaplanmıştır.
Elde edilen sonuçlara göre; Catia V5 programı ile 3 boyutlu olarak aplik, blok,
maça, maça taşıyıcısı gibi ana parçalarda dahil olmak üzere tüm kalıp modellenmiştir.
Çalışma sonucunda; bir parçanın yüksek basınçlı döküm kalıbı tasarımının
yapılması için, günümüzde uygulanan tasarım koşulları belirlenmiştir.

88
KAYNAKLAR
Andreoni, L.,Case,M., Pomesano, G. (1994). Quadernı Della Colata A Pressıone Delle
Leghe Dı Alumınıo Il Processo Della Pressofusıone. Milan: Edmit Spa
Andreoni, L.,Case,M., Pomesano, G. (1996). The Pressure Die-Casting Process.
Milan: Edmit Spa
Andreoni, L.,Case,M.,Pomesano,G.(1994). Lo Stampo Diesgno- Calcolo-
Costruzione. Milan: Edmit
Brunhuber,E. (1991). Praxis Der Druckgussfertigung.(4th ed.). Berlin: Schiele& Schön
Bühler Druckguss (1990). Die Casting Metrology And Gating Technique. Uzwil:
Bühler AG
Bühler Druckguss (1998). Die Engineering. Uzwil: Bühler AG
Bühler Druckguss (2000). Process Optimization. Uzwil: Bühler AG
Bühler Druckguss (2002). Die Casting Process. Uzwil: Bühler AG
Dennis, L. (1986). Cad/Cam: Fantasy or fact, Die Casting Engineer,30, 34-35
Faura, F., Lopez, J. (2001). On the optimum plunger acceleration law in the slow shot
phase of pressure die casting machines. Internationel Journal of Machine Tools &
Manufacture, 41, 173-191
Frech GmbH+Co. (1999). Seminar On Die Casting. İtaly: Oskar Frech Gmbh
Garber L.W. (1982). Theoretical analysis and experimental observation of air
entrapment during cold chamber filling, Die Casting Engineer,22, 14-22

89
Gordon, A., Meszaros, G., Naizer, J., Gangasani, P., and Mobley, C. (1991).
Comparison of Methods for Characterizing Porosity in Die Castings, The Ohio
State University Engineering Research Center
Groeneveld, T.P., Kaiser,W.D. (1979).Effectss of metal velocity and die temperature
on metal-flow distance and casting quality, Die Casting Eng., 23, 44-49
Henry, H., Chen, F., Xiang, C., Cheng, P. (2004). Effect of cooling water flow rates
on local temperatures and heat transfer of casting dies, Journal of Materials
Processing Technology, 148, 57-67
Kluz J. (1992). Moldmaking and Die Cast Dies for Apprentice Trainning (G. Erci &
A.Şahin) Ankara: Baylan
Liu, G.W., Morsi, Y.S., Clayton, B.R. (1999). Characterisation of the spray cooling
heat transfer involved in a high pressure die casting process. Int. Journal of Therm.
Sci.,39, 582-591
Lu, H.Y., Lee, W.B. (1999). A simplified approach for the simulation of metal flow in
a cylindirical sleeve diecasting cavity, Journal of Materials Processing
Technology, 91, 116-120
Lu, H.Y., Lee, W.B. (1999). Modeling of air back pressure in die_casting dies,
Journal of Materials Processing Technology, 91, 264-269
Michael, N., Xiao-Ming, H., Kevin, W. (2001). The use of plasma immersion ion
processing in the synthesisi of protective coating for Al die casting. Surface and
Coatings Techonology,136, 162-167
NADCA. (1998). Rapid Die Cast Cost Estimation. U.S.A: Kirkman S
NADCA. (2002). High Integrity Die Casting Processes. USA: Vinarcik,E. J
NADCA.(2000). PQ2 Machine Power and Die Compatability. NADCA Publications,
USA: Cox, M., Fish, R.R., Wronowicz, J.P
NADCA.(2002). Seven Steps to Quality Gating Design. USA: Walkington,B

90
Niu, X.P., Hu, B.H., Pinwill, I., Li, H. (2000). Vacuum assisted high pressure die
casting of aluminium alloys. Journal of Materials Processing Techonology, 105,
119-127
Paul, C., Joseph, H., Vladimir, A., Thang, N. (2002). Flow modelling in casting
processes. Applied Mathematical Modelling, 26, 171-190
Robert Bosch Produktie.(1994). Einflub Der Druckgubteilekonstruktion Auf Qualtaet,
Kosten Und Preise. Tienen: Bosch
Street, C.A. (1986). The Diecasting Book. (2nd ed). England: Portcullies Press
Sulaiman, S., Hamouda, A.M.S., Abedin, S., Osman, M.R. (2000). Simulation of
Metaln Filling Progress During The Casting Process, Journal of Materials
Processing Technology, 100, 224-229
Süperpar A.Ş. (2001). Basınçlı Döküm Seminer Notları. İzmir:Daniel Royer
Tai, C.C. (2000). The optimization accuracy of a die- casting product part, Journal of
Materials Processing Technology, 103, 173-188
Tai, C.C., Lin, J.C. (1999). The optimal position for the injection gate of a die-castin
die, Journal of Materials Processing Technology, 86, 87-100
Tekin, E. (2000). Uluslar Arası Kalıp Çelikleri Semineri Kitabı. Ankara: ODTÜ
Tian, C., Law, J., Touw, J., Murray, M., Yao, Y., Graham, D., John, D.S. (2002).
Effect of melt cleanliness on the formation of prosity defects in automotive
aluminium high pressure die castings, Journal of Materials Processing
Technology, 122, 82-93
Tszeng, T.C., Chu, Y., (1994). A study of wave formation in shot-sleeve of a die
casting machine, Journal of Engineer Industry, 116-175
WEB_1.(2004).Intoduction to Die Casting.http://www.diecasting.org/faq/introduction,
10/04/2004
WEB_2.(2004). Metal Processing. http://www.efunda.com/processes/, 15/01/2004

91
WEB_3.(2003). Aluminium alloys. http://www.diecasting.com/die-casting-alloys.htm,
05/12/2003
WEB_4.(2003).DieCastingDesign. http://www.diecasting.com/die-casting-alloys.htm,
05/12/2003
WEB_5.(2003). AMC’s web site. http://amc.aticorp.org/designedproperties.html,
22/12/2003