dovme kalip dizayni
TRANSCRIPT

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 1/16
1 . 2
3 4 4 ' d e n Y a p ý l a n
E n j e k s i y o n K a l ý p l a r ý n ý n
Ý
d e a l Y a p ý l a r ý
S i y a h
b a n t ü
z e r i n d e k i y a p ý l a r i d e a l y a p ý l a r d ý r .
0 1
0 2
0 3
0 4
0 5
0 6
1 2 3 4 5
65
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 2/16
EKSTRÜZYON
Alüminyum, çinko ve kurþun gibi hafif metallerin yanýsýra çelik ve bakýr gibi daha aðýrmetallerin de þekillendirilmesinde sýk kullanýlan bir yöntemdir. Bu yöntemde ekstrude edilecekhammadde (biyetler) önce belli bir sýcaklýkta ýsýtýlýr. Takiben zýmbanýn sýkýþtýrma basýncýnýn etkisiile kalýptan istenilen þekilde geçirilir. Bu yöntemde kalýp en çok gerilmeye maruz kalan parçadýr.Kalýbýn yüzeyi zamanla bozulur veya ölçüsü tolerans dýþýna çýkarak kullanýlamaz hale gelir.
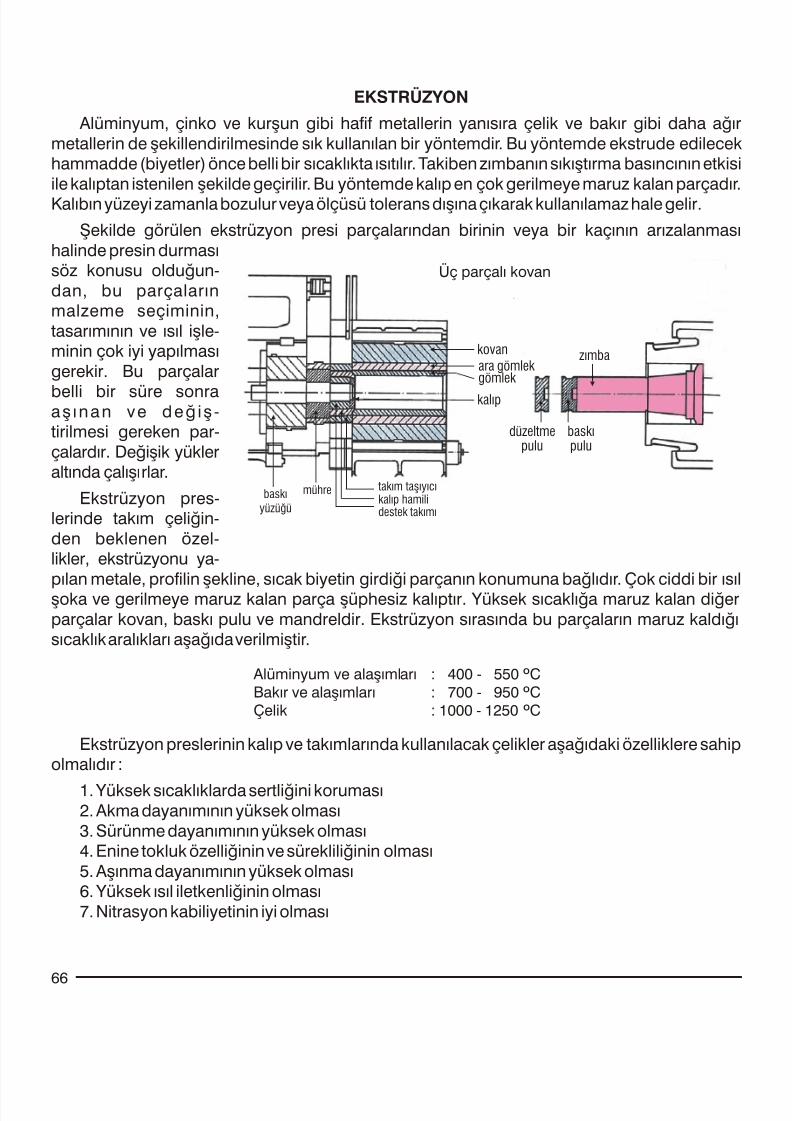
Þekilde görülen ekstrüzyon presi parçalarýndan birinin veya bir kaçýnýn arýzalanmasýhalinde presin durmasýsöz konusu olduðun-dan, bu parçalarýnmalzeme seçiminin,tasarýmýnýn ve ýsýl iþle-minin çok iyi yapýlmasýgerekir. Bu parçalar
belli bir süre sonraaþ ýnan ve deð iþ -tirilmesi gereken par-çalardýr. Deðiþik yükleraltýnda çalýþýrlar.
Ekstrüzyon pres-lerinde takým çeliðin-den beklenen özel-likler, ekstrüzyonu ya-pýlan metale, profilin þekline, sýcak biyetin girdiði parçanýn konumuna baðlýdýr. Çok ciddi bir ýsýlþoka ve gerilmeye maruz kalan parça þüphesiz kalýptýr. Yüksek sýcaklýða maruz kalan diðerparçalar kovan, baský pulu ve mandreldir. Ekstrüzyon sýrasýnda bu parçalarýn maruz kaldýðýsýcaklýk aralýklarý aþaðýda verilmiþtir.
Ekstrüzyon preslerinin kalýp ve takýmlarýnda kullanýlacak çelikler aþaðýdaki özelliklere sahipolmalýdýr :
1. Yüksek sýcaklýklarda sertliðini korumasý2. Akma dayanýmýnýn yüksek olmasý3. Sürünme dayanýmýnýn yüksek olmasý4. Enine tokluk özelliðinin ve sürekliliðinin olmasý5. Aþýnma dayanýmýnýn yüksek olmasý6. Yüksek ýsýl iletkenliðinin olmasý7. Nitrasyon kabiliyetinin iyi olmasý
Alüminyum ve alaþýmlarýBakýr ve alaþýmlarýÇelik
: 400 - 550 ºC: 700 - 950 ºC: 1000 - 1250 ºC
Üç parçalý kovan
zýmbakovanara gömlek
kalýp
takým taþýyýcýkalýp hamilidestek takýmý
mührebaskýyüzüðü
düzeltmepulu
baskýpulu
gömlek
66

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 3/16
Kalýplar : Orta derecedeki sýcaklýk ve gerilmelerin söz konusu olduðu alüminyum profilkalýplarýnda genellikle 1.2344 çeliði kullanýlmaktadýr. 1.2344 çeliðinden yapýlan alüminyumprofil kalýplarý 48 - 50 RC'ye kadar sertleþtirilirler. Sertleþtirmeyi takiben nitrasyon veya teniferyapýlarak kalýp yüzeyinde aþýnmaya dayanýklý bir tabaka elde edilir.
Nitrasyonlu kalýplarla toleranslar daha kolay elde edilebilir. Kalýp çalýþtýkça nitrasyon olmuþyüzeyin sertliði yavaþ yavaþ düþer. Çünkü alüminyumun kalýp içerisinden akýþý sýrasýnda temas
eden yüzeylerin sýcaklýðý nitrasyon sýcaklýðýna yakýndýr. Azot bu sýcaklýklarda kalýbýn merkezinedoðru yayýnýr. Yüzeydeki sertlik düþüþü, elde edilen ürünün kalitesini de bozar. Bu yüzdenkalýplar her 150-250 biyetten sonra yeniden nitrasyon yapýlmalýdýr. Bu iþlem, kalýp çatlaklarýyüzünden kullanýlamaz hale gelinceye kadar tek-rarlanabilir.
Eðer çok yüksek basýnçlarda çalýþacak uzunköprülü ve karmaþýk þekilli bir kalýp yapýlacaksa,1.2343 çeliði tercih edilmelidir. Çünkü bu çeliðin ýsýliletkenliði ve tokluðu 1.2344 ten daha fazladýr.
Kalýplarýn ýsýl iþleminde þu kurala uyulmalýdýr. Yüksek tokluðun olmasý gereken kalýplar, sertleþ-tirme sýcaklýðý aralýðýnýn altýnda, yumuþamaya kar-þý direncin yüksek olmasý gereken takýmlar ise üstsýnýrda sertleþtirilmelidir. Sýcak banyoda su vermekarýþýk þekilli kalýplarda özellikle tercih edilmelidir.Bu durumda çarpýlma tamamý ile deðil, fakat kýs-men ortadan kalkmýþ olur.
Ekstrüzyon için çelik seçimiEkstrüde edilecek malzeme
Alüminyum veya MagnezyumÇelik
Çelik Çelik Çelik RC RC RC
Bakýr veya Bakýr Alaþýmlarý
1.2885
1.2622
1.2885
1.2344
1.2885
1.2344
1.2885
1.2344
1.23441.2365
1.2344
1.2891
1.2312
1.2714
1.2885
1.2365
1.2606
1.2885
44 - 48
46 - 50
44 - 48
40 - 46
44 - 48
40 - 46
44 - 48
40 - 46
40 - 4640 - 46
40 - 46
30 - 35
31 - 38
37 - 42
45 - 50
44 - 48
44 - 48
44 - 48
1.2343
1.2344
1.2714
1.2344
1.2714
1.2891
1.2714
1.2344
1.23431.2344
1.2891
1.2344
1.2312
1.2891
1.2344
1.2885
1.2885
1.2344
46 - 50
46 - 50
40 - 46
40 - 46
40 - 46
30 - 35
40 - 46
40 - 46
40 - 4640 - 44
30 - 35
38 - 42
31 - 38
30 - 35
44 - 48
44 - 48
44 - 48
46 - 48
1.2885
1.2367
1.2885
1.2344
1.2714
1.2891
1.2714
1.2885
1.2891
1.2344
1.2312
1.2891
1.2714
1.2885
1.2367
1.2885
1.2367
44 - 48
46 - 48
40 - 46
42 - 46
40 - 46
30 - 35
40 - 46
44 - 48
30 - 35
38 - 42
31 - 38
30 - 35
37 - 42
44 - 48
48 - 50
44 - 48
46 - 48
Kalýp veZýmbalarKalýp Hamili
Destek
Mühre
Gömlek
Ara Gömlek
Kovan(Taþýyýcý)
Baský Pulu
Mandrel
67
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 4/16
DÖVME
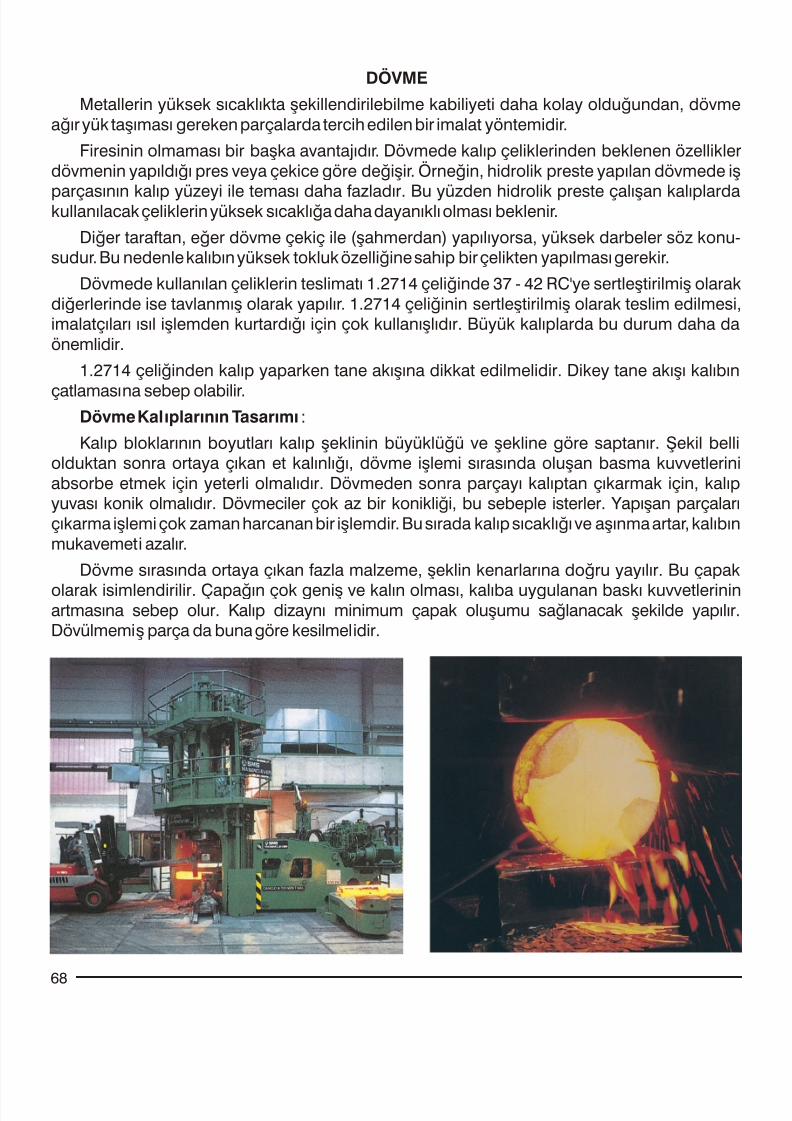
Metallerin yüksek sýcaklýkta þekillendirilebilme kabiliyeti daha kolay olduðundan, dövmeaðýr yük taþýmasý gereken parçalarda tercih edilen bir imalat yöntemidir.
Firesinin olmamasý bir baþka avantajýdýr. Dövmede kalýp çeliklerinden beklenen özelliklerdövmenin yapýldýðý pres veya çekice göre deðiþir. Örneðin, hidrolik preste yapýlan dövmede iþ
parçasýnýn kalýp yüzeyi ile temasý daha fazladýr. Bu yüzden hidrolik preste çalýþan kalýplardakullanýlacak çeliklerin yüksek sýcaklýða daha dayanýklý olmasý beklenir.
Diðer taraftan, eðer dövme çekiç ile (þahmerdan) yapýlýyorsa, yüksek darbeler söz konu-sudur. Bu nedenle kalýbýn yüksek tokluk özelliðine sahip bir çelikten yapýlmasý gerekir.
Dövmede kullanýlan çeliklerin teslimatý 1.2714 çeliðinde 37 - 42 RC'ye sertleþtirilmiþ olarakdiðerlerinde ise tavlanmýþ olarak yapýlýr. 1.2714 çeliðinin sertleþtirilmiþ olarak teslim edilmesi,imalatçýlarý ýsýl iþlemden kurtardýðý için çok kullanýþlýdýr. Büyük kalýplarda bu durum daha daönemlidir.
1.2714 çeliðinden kalýp yaparken tane akýþýna dikkat edilmelidir. Dikey tane akýþý kalýbýn
çatlamasýna sebep olabilir.Dövme Kalýplarýnýn Tasarýmý :
Kalýp bloklarýnýn boyutlarý kalýp þeklinin büyüklüðü ve þekline göre saptanýr. Þekil belliolduktan sonra ortaya çýkan et kalýnlýðý, dövme iþlemi sýrasýnda oluþan basma kuvvetleriniabsorbe etmek için yeterli olmalýdýr. Dövmeden sonra parçayý kalýptan çýkarmak için, kalýpyuvasý konik olmalýdýr. Dövmeciler çok az bir konikliði, bu sebeple isterler. Yapýþan parçalarýçýkarma iþlemi çok zaman harcanan bir iþlemdir. Bu sýrada kalýp sýcaklýðý ve aþýnma artar, kalýbýnmukavemeti azalýr.
Dövme sýrasýnda ortaya çýkan fazla malzeme, þeklin kenarlarýna doðru yayýlýr. Bu çapak
olarak isimlendirilir. Çapaðýn çok geniþ ve kalýn olmasý, kalýba uygulanan baský kuvvetlerininartmasýna sebep olur. Kalýp dizayný minimum çapak oluþumu saðlanacak þekilde yapýlýr.Dövülmemiþ parça da buna göre kesilmelidir.
68
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 5/16
69
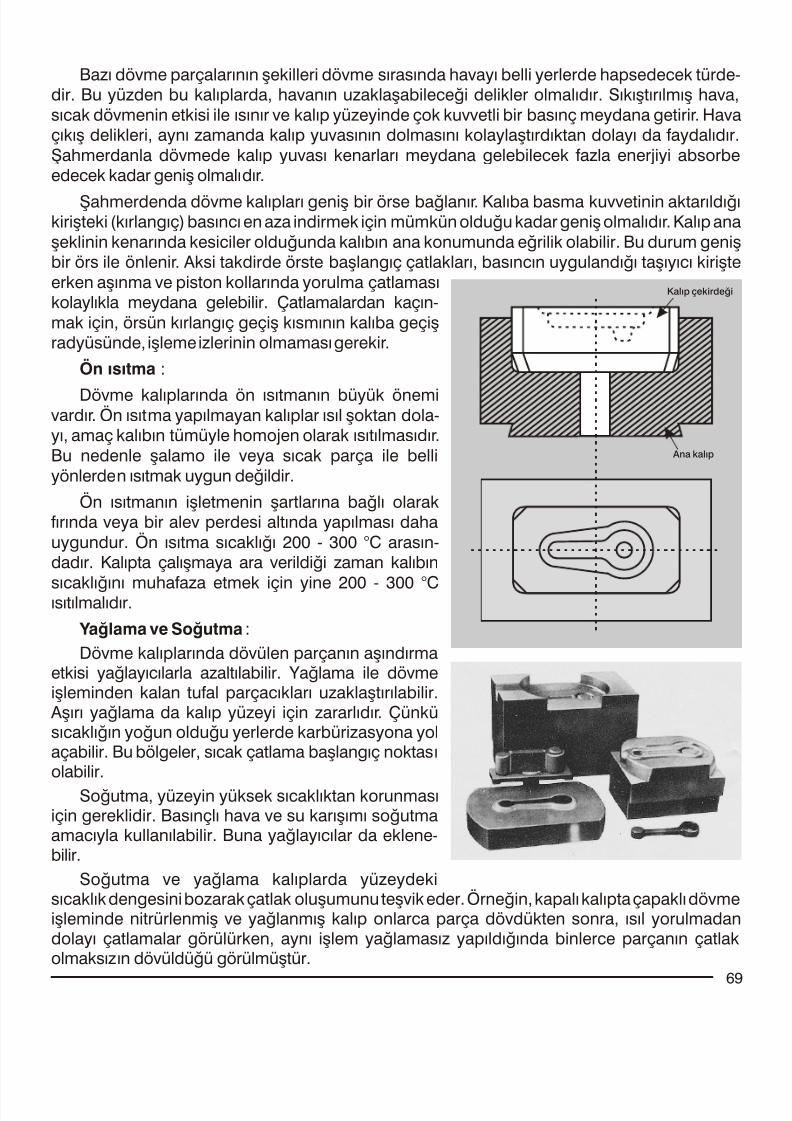
Bazý dövme parçalarýnýn þekilleri dövme sýrasýnda havayý belli yerlerde hapsedecek türde-dir. Bu yüzden bu kalýplarda, havanýn uzaklaþabileceði delikler olmalýdýr. Sýkýþtýrýlmýþ hava,sýcak dövmenin etkisi ile ýsýnýr ve kalýp yüzeyinde çok kuvvetli bir basýnç meydana getirir. Havaçýkýþ delikleri, ayný zamanda kalýp yuvasýnýn dolmasýný kolaylaþtýrdýktan dolayý da faydalýdýr.Þahmerdanla dövmede kalýp yuvasý kenarlarý meydana gelebilecek fazla enerjiyi absorbeedecek kadar geniþ olmalýdýr.
Þahmerdenda dövme kalýplarý geniþ bir örse baðlanýr. Kalýba basma kuvvetinin aktarýldýðýkiriþteki (kýrlangýç) basýncý en aza indirmek için mümkün olduðu kadar geniþ olmalýdýr. Kalýp anaþeklinin kenarýnda kesiciler olduðunda kalýbýn ana konumunda eðrilik olabilir. Bu durum geniþbir örs ile önlenir. Aksi takdirde örste baþlangýç çatlaklarý, basýncýn uygulandýðý taþýyýcý kiriþteerken aþýnma ve piston kollarýnda yorulma çatlamasýkolaylýkla meydana gelebilir. Çatlamalardan kaçýn-mak için, örsün kýrlangýç geçiþ kýsmýnýn kalýba geçiþradyüsünde, iþleme izlerinin olmamasý gerekir.
Ön ýsýtma :
Dövme kalýplarýnda ön ýsýtmanýn büyük önemivardýr. Ön ýsýtma yapýlmayan kalýplar ýsýl þoktan dola-yý, amaç kalýbýn tümüyle homojen olarak ýsýtýlmasýdýr.Bu nedenle þalamo ile veya sýcak parça ile belliyönlerden ýsýtmak uygun deðildir.
Ön ýsýtmanýn iþletmenin þartlarýna baðlý olarakfýrýnda veya bir alev perdesi altýnda yapýlmasý dahauygundur. Ön ýsýtma sýcaklýðý 200 - 300 °C arasýn-dadýr. Kalýpta çalýþmaya ara verildiði zaman kalýbýn
sýcaklýðýný muhafaza etmek için yine 200 - 300 °Cýsýtýlmalýdýr.
Yaðlama ve Soðutma :
Dövme kalýplarýnda dövülen parçanýn aþýndýrmaetkisi yaðlayýcýlarla azaltýlabilir. Yaðlama ile dövmeiþleminden kalan tufal parçacýklarý uzaklaþtýrýlabilir.
Aþýrý yaðlama da kalýp yüzeyi için zararlýdýr. Çünküsýcaklýðýn yoðun olduðu yerlerde karbürizasyona yolaçabilir. Bu bölgeler, sýcak çatlama baþlangýç noktasýolabilir.
Soðutma, yüzeyin yüksek sýcaklýktan korunmasýiçin gereklidir. Basýnçlý hava ve su karýþýmý soðutmaamacýyla kullanýlabilir. Buna yaðlayýcýlar da eklene-bilir.
Soðutma ve yaðlama kalýplarda yüzeydekisýcaklýk dengesini bozarak çatlak oluþumunu teþvik eder. Örneðin, kapalý kalýpta çapaklý dövmeiþleminde nitrürlenmiþ ve yaðlanmýþ kalýp onlarca parça dövdükten sonra, ýsýl yorulmadandolayý çatlamalar görülürken, ayný iþlem yaðlamasýz yapýldýðýnda binlerce parçanýn çatlakolmaksýzýn dövüldüðü görülmüþtür.
Kalýp çekirdeði
Ana kalýp

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 6/16
Kalýbýn ön ýsýtýlmasý veya dövme sýrasýnda oluþan tufalin oluþumunun önlenmesi, kalýpömrünü artýrýr, dövme yüzeylerinin daha düzgün kalmasýný saðlar ve ölçü kontrolünü geliþtirir.
Ayrýca tufalli dövme, sýcak kontrolün þüpheli yapýlmasýna ve temizleme masraflarýnýn artmasýnasebep olur. Tufali kalýptan uzaklaþtýrmak için þu yöntemler kullanýlmaktadýr.
a)püskürtmeb) telle fýrçalama veya diðer mekanik yöntemler
c) sýcak parçaya supüskürtme
Püskürtme : Tufal kýrýkise yapýlýr. Örneðin, düz döv-melerde tufal kýrýldýðýndanhava püskürtmesi ile tufal par-çacýklarý elle veya otomatikolarak uzaklaþtýrýlabilir.
Mekanik tufal uzaklaþ-
týrma : Bir etkili metod, dönenbir tel fýrça ile yüzeyi fýrçala-maktýr. Diðer bir metod iseparçanýn kalýba girmedenkendi þekline benzeyen birbýçak ile tufalinin temizlen-mesidir.
Basýnçlý su püskürtme :Etkili bir yöntemdir. Isýtýlmýþparçanýn tüm yüzeylerinitemizlemesi için 4 veya dahafazla nozullu olmasý gerekir.Su nozullara 8.4 - 12.5 MPabasýnçla gelir. Su akýþýnýn 35 °bir açýyla gelmesi etkili birtemizlik için idealdir. Susaniyenin belli bir aralýðýnakadar kullanýlmalýdýr. Fazlasoðutma çalýþma parçanýn
aþýrý soðumasýna sebep olur.
70
Dövmede tavsiye edilen sýcak iþ çelikleri
1.2713
1.2714
1.2744
1.2713
1.2714
1.2344
1.27141.2744
1.2713
1.2714
1.2744
1.2343
1.2344
1.2365
1.2367
1.2713
1.2343
1.2344
1.23671.2606
1.2365
1.2344
1.2365
1.2367
1.2885
1.2365
1.2367
1.2885
Çekiçte dövme
Dövme Türü Kalýp Çelik CinsiTavsiye edilen
Sertlik
Preste dövme
Yatay dövme
38 - 42 RC
38 - 52 RC
300 - 400 HB
41 - 52 RC
49 - 52 RC
38 - 42 RC
38 - 52 RC
41 - 50 RC
300 - 400 HB
41 - 52 RC
46 - 52 RC
41 - 52 RC
46 - 52 RC
Çekiç ile dövme kalýbý
Diþi kalýp
Kalýp çekirdeði
Sýð þekilde dövme kalýbý
Diþi kalýp
Kalýp çekirdeði
Kalýp
Mandrel
Þekil çekirdeði

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 7/16
ISIL ÝÞLEM
Bölüm 6

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 8/16

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 9/16
ISIL ÝÞLEMSu verme ne demektir? Takým çeliklerinden beklenen özellikleri elde edebilmek için, bu
çeliklerin iþlemeyi takiben sertleþtirme iþleminden geçirilmesi gerekir. Çelik ancak sertleþtirmesonucunda kataloglarda belirtilen sertlik, tokluk, aþýnma dayanýmý korozyon dayanýmý gibiözelliklere sahip olur.
Isýl iþlemin daha iyi anlaþýlabilmesi için sertleþmenin ne olduðunu bilmek gereklidir. Yukardaki þekilde de gösterildiði gibi, su verme iþlemi aslýnda çeliðin iç yapýsýný deðiþtirmeiþlemidir. Su vermeye ostenitik yapýyla giren çelik, su verme sonunda martensitik veya beynitikbir yapýya kavuþur.
Çelik, kullanýcýya genellikle tavlanmýþ durumda teslim edilir. Kalýp veya takým halinegelinceye kadar aþaðýdaki kademelerden geçirilir:
• Kaba talaþ iþçiliði• Gerilim giderme tavý, (aþýrý iþleme sonucu içinde iþleme gerilmeleri oluþan parçalar için• Son talaþ iþlemi (taþlama payýna kadar),
O• Ön ýsýtma, (900 C'nin altýnda sertleþen çelikler için 2, üstünde sertleþen çelikler için 3kademe,
• Sertleþtirme sýcaklýðýnda tutma (ostenitleme),• Su verme,• Stabilizasyon (dengeleme, eþleme),• Meneviþleme,• Gerilim giderme tavlamasý (gerekirse)
73
C aa
ab
b>a
ºC
KHM'denKYM yapýyageçiþ
Ostenizasyon sýcaklýðýndasadece KYM düzenhakimdir.
Ostenit
S v e
m e
u
r
Zaman
Bu sýcaklýk seviyesinekadar KHMyapý vardýr.
CMartensit
C
Fe

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 10/16
Isýl Ýþlem Toplu Olarak Aþaðýdaki Kademeleri Ýçerir
Kaba Talaþ Ýþçiliði
Gerilim Giderme Tavý(Aþýrý iþleme sonucu, içinde iþleme gerilmeleri
oluþan parçalar için)
Son Ýþleme(Taþlama payýna kadar)
Ön Isýtma* OSertleþtirme sýcaklýðý 900 C'nin
altýnda olanlar2 kademe
üstünde olanlar3 kademe
Sertleþtirme Sýcaklýðýnda Tutma(Ostenitleme)
Su Verme
(Soðutma) ortamý
Dengeleme
Meneviþleme1. Meneviþ sertlik kontrolü
2. veya 3. meneviþ sertlik kontrolü
- Tel erozyon sonrasý gerilim giderme tavý- Yüzey sertleþtirme yöntemleri
(Nitrasyon, PVD, CVD)- Taþlama sonrasý gerilim giderme tavý vs.
(*yüksek hýz çeliklerinde 4 kademe)
74

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 11/16
73. sayfadaki grafikte görülen olaylar özetlenirse :
- Çelik, su verme amacýyla ýsýtýlmaya baþlandýðýnda, yapýsý kübik hacim merkezli birimkafeslerden oluþmaktadýr. Bu kafeste karbon atomu yoktur.
- 700 °C'nin üzerindeki sýcaklýklara gelindiðinde, KHM'li hücreler sýcaklýðýn etkisiyle yavaþyavaþ kübik yüzey merkezli kafes halini almaya baþlar.
- Ostenizasyon sýcaklýðýna gelindiðinde, çeliðin yapýsý sadece KYM'li kafeslerden oluþ-muþtur. Karbon atomunun kafesin içine girmesi için boþluk doðmuþtur.
- Ani su verme ile karbon atomunun kaçmasý için yeterli süre kalmadýðýndan kafesehapsolmuþtur. Kafes içerisinde barýndýrdýðý karbon atomlarý yüzünden çok gergin durumdadýr(meneviþ öncesi durum). Yavaþ soðutulsaydý, atomlarýn kaçmak için zamaný olurdu. Sertleþmeolmazdý.
- Meneviþleme kademesinde kafes içerisindeki gerilmeler giderilmiþ olur. Birbiriyle dahauyumlu bir yapý ortaya çýkar.
Su Verme : Her çeliðin uygun bir su verme ortamý vardýr. Bu ortamlar hava, yað, sýcak banyo
olabilir. Bilgi sayfalarýnda her çeliðin uygun su verme ortamý ayrýca belirtilmiþtir. Sýcak banyodasertleþtirme yapýlýrken su verilen parçalarýn sýcaklýðý banyonun sýcaklýðý ile dengeleninceyekadar bekletilir. En ideali 80°C'ye kadar soðumasýný beklemek, sonra da sýcak suyla yýkayarakmeneviþ fýrýnýna almaktýr. Su verme kademesi ile meneviþ kademesi arasýnda parça odasýcaklýðýna düþerse çatlama veya kýrýlma yaþanabilir. Bu yüzden, meneviþe gidecek parça eldeðmeyecek bir sýcaklýða düþer düþmez meneviþlenmelidir.
Sýcak su ile yýkama tuz banyosunda su verilmiþ parçalar için çok önemlidir. Parça üzerindetuz kalýntýlarý ile meneviþe girerse kuvvetli asitlerden oluþan tuz yüksek sýcaklýðýn da etkisiylebulunduðu noktayý oymaya baþlar. Kullanýcý ýsýl iþlemden gelen parçadaki tuzlarý fark etmezse,oyuklanma korozyonu çalýþma sýrasýnda da devam eder. Erken veya geç kýrýlmalar ile kendinigösterir. Bu nedenle tuz banyosundan gelen parçalar küçük ise kaynatýlmalý, büyük ise sýcak suve tel fýrça ile fýrçalanmalýdýr. Kalýntý tuzlarý uzaklaþtýrmak açýsýndan bir iþlem gereklidir. Ayrýca,yüzeyin okside olmamasý için parça yaða daldýrýlýp sevk edilir veya bekletilir.
75
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 12/16
Dengeleme : Çeliðin 80 °C'ye soðutulmasý sonrasýnda, 100 - 150 °C sýcaklýktaki bir fýrýnakonup, bu sýcaklýkta tutulmasýdýr. Özellikle büyük kalýp ve takýmlarýn bütün kesitleri boyuncaayný sýcaklýða ulaþmasý bakýmýndan önemlidir.
Tutma Süresi : Ostenitleme için gerekli süre parça tümüyle o sýcaklýða çýktýktan sonrabaþlamalýdýr. Fýrýnýn sertleþtirme sýcaklýðýna ulaþmasýndan sonra, parçanýn da sertleþtirmesýcaklýðýna ulaþmasý beklenir. Tutma süresi bundan sonra baþlar. Aradaki zaman farký aþaðýdaki
özelliklere baðlýdýr :• Parçanýn büyüklüðüne,• Þekline (yuvarlak, lama, küp),• Fýrýnýn kapasitesine, cinsine,• Sýcaklýða,• Parçanýn paketlenip, paketlenmediðine.
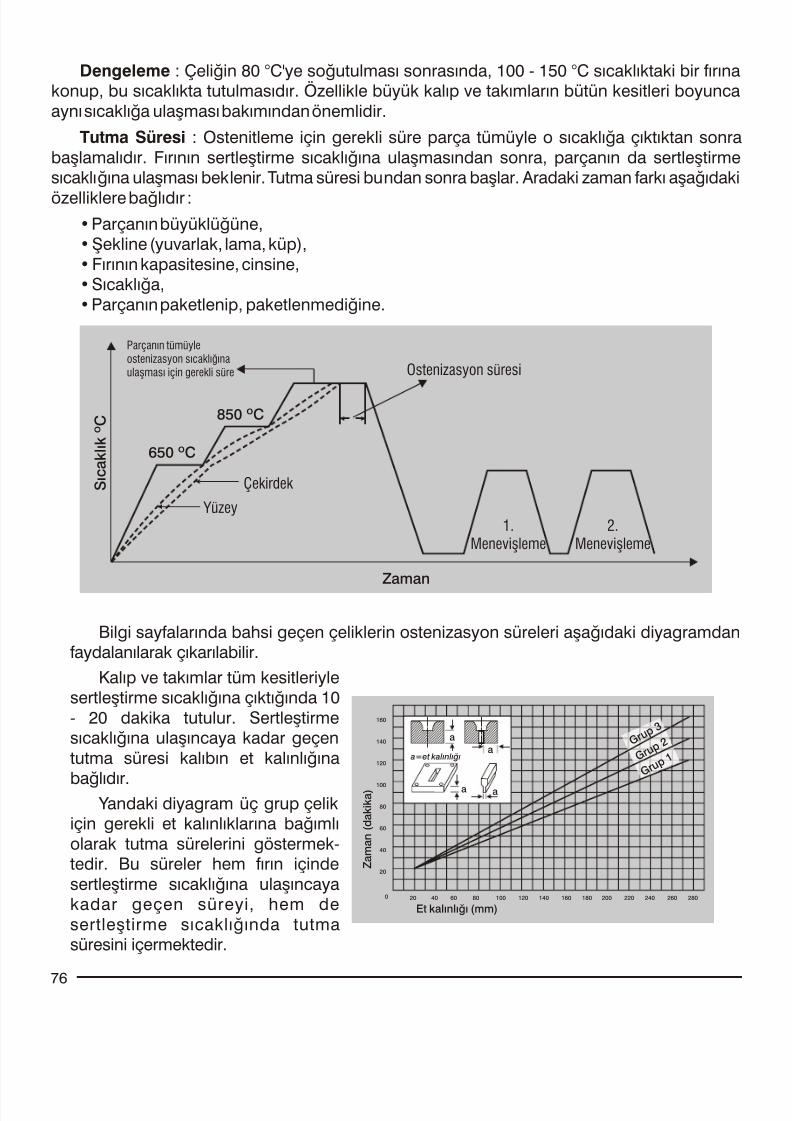
Bilgi sayfalarýnda bahsi geçen çeliklerin ostenizasyon süreleri aþaðýdaki diyagramdanfaydalanýlarak çýkarýlabilir.
Kalýp ve takýmlar tüm kesitleriylesertleþtirme sýcaklýðýna çýktýðýnda 10- 20 dakika tutulur. Sertleþtirmesýcaklýðýna ulaþýncaya kadar geçentutma süresi kalýbýn et kalýnlýðýna
baðlýdýr. Yandaki diyagram üç grup çelikiçin gerekli et kalýnlýklarýna baðýmlýolarak tutma sürelerini göstermek-tedir. Bu süreler hem fýrýn içindesertleþtirme sýcaklýðýna ulaþýncayakadar geçen süreyi, hem desertleþtirme sýcaklýðýnda tutmasüresini içermektedir.
Zaman
650 ºC
850 ºC
1.Meneviþleme
2.Meneviþleme
Ostenizasyon süresi
Çekirdek
Yüzey
Parçanýn tümüyleostenizasyon sýcaklýðýnaulaþmasý için gerekli süre
S ý c a k l ý k º C
160
140
120
100
80
60
40
20
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280
Et kalýnlýðý (mm)
G r u p
3
G r u p
2
G r u
p 1
Z a m a n ( d a k i k a ) a
a=et kalýnlýðý
a
a
a
76

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 13/16
Elektrikli (kuru) fýrýnda belli sýcaklýða ulaþmak için yaklaþýk tutma süreleri :
Yetersiz sertleþmiþ çelikte yüksek oranda yüzey gerilmeleri oluþur. Bunlar da taþlamasýrasýnda yüzey çatlaklarýna sebep olur.
Sertleþtirme sýcaklýðýnýn altýnda sertleþtirilmiþ olan çeliðin aþýnma dayanýmý çok düþüktür vekolayca þekil deðiþtirebilir. Çünkü hedeflenen ostenit-martensit dönüþümü gerçekleþmemiþtir.
Aþýrý ýsýtma tane büyümesine neden olur. Bu da mýknatýslanma gücünün azalmasýna,kenardan atmalara, zamanla ölçü deðiþimine sebep olur. Taþlama sýrasýnda yüzeyselçatlamalara; tel erozyon ile kesim sýrasýnda çatlamalara yol açar.
25x100
50x150
75x250
100x300
35
55
120
170
28
40
70
110
21
35
55
70
18
28
45
60
ØxL (mm) 250 ºC 600 ºC 850 ºC 1000 ºC
Lama ölçülerde süre % 45 daha da uzamaktadýr.
Tutma süresinin çeliðin yapýsýna etkisi :
Zaman
Yetersiz karbür oluþumu Aþýrý karbür oluþumu : Yüksek oranda kal nt osteniteý ýsebep oldu undan gevrek k r lmalar görülebilir ð ý ý
Martensitdönüþümü
S ý c a k l ý k º C
175 ºC
1050 ºC
940 ºC
850 ºC
750 ºC
O d a s ý c a k l ý ð ý
R C 1 7
R C 1 7
C R 3 3
R C 5 4
R C 6 4
C R 6 3
R C - 6 1 6 2
R C - 6 5 9 0
77
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 14/16
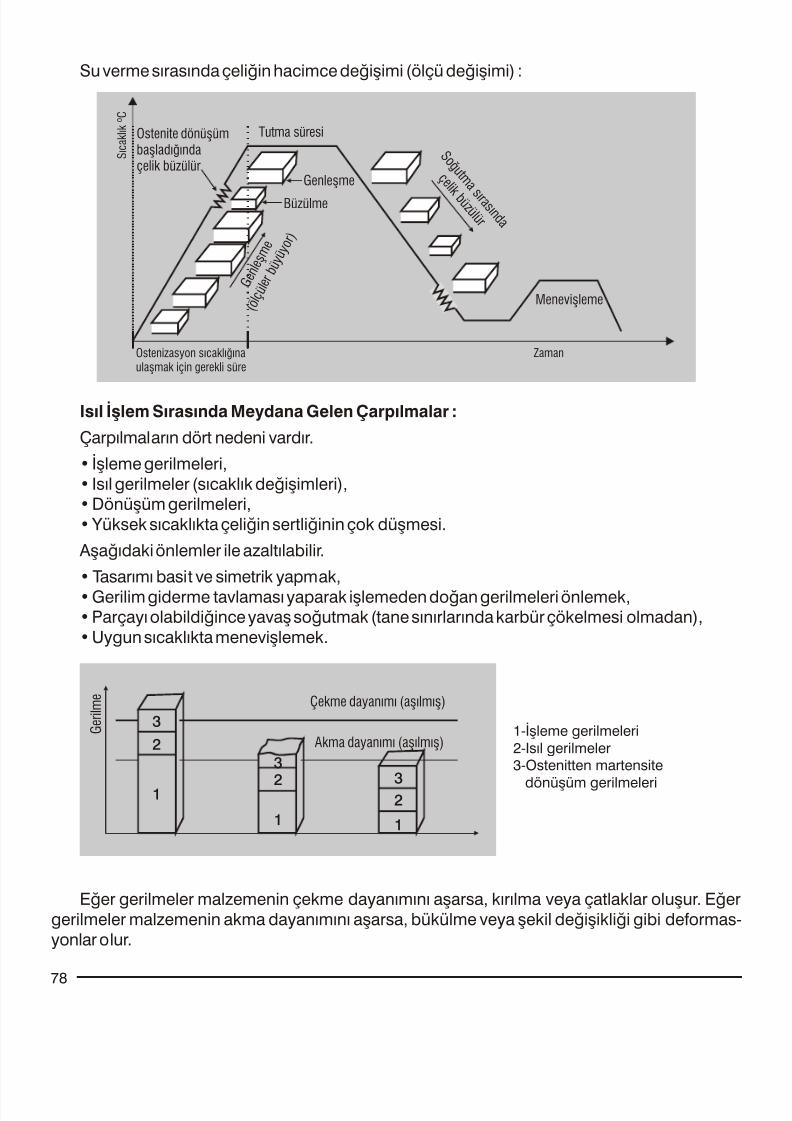
Su verme sýrasýnda çeliðin hacimce deðiþimi (ölçü deðiþimi) :
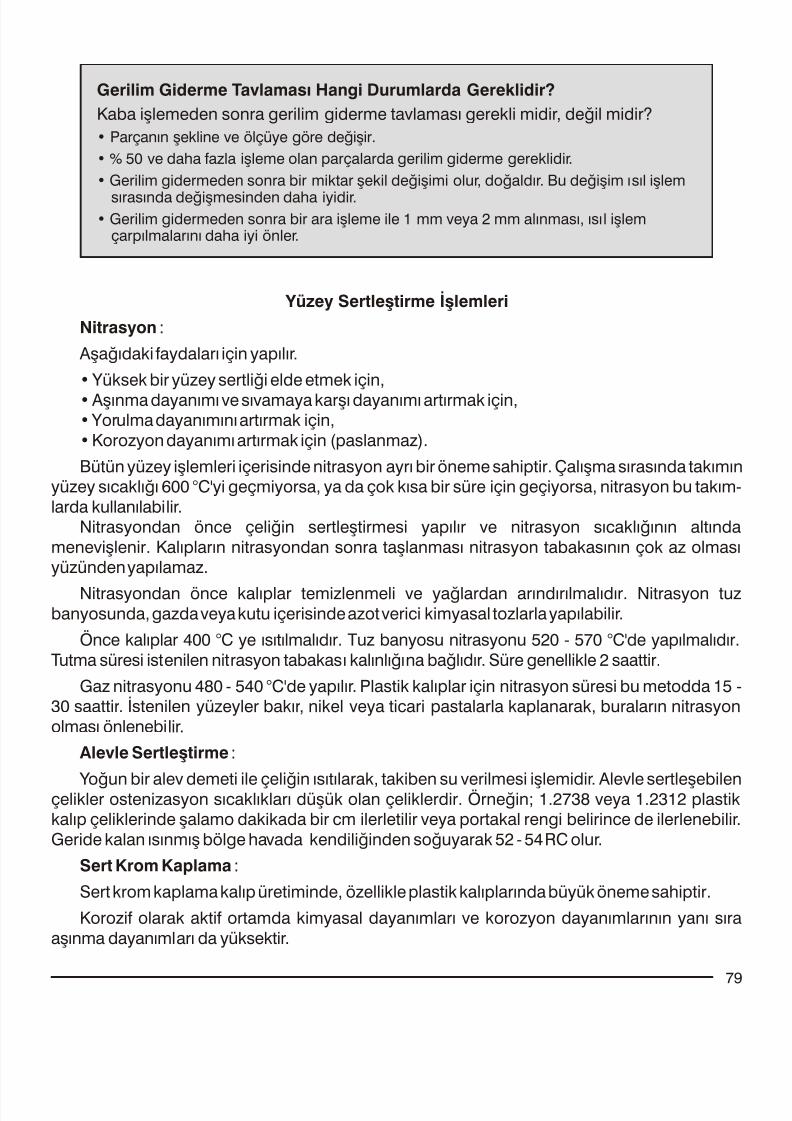
Isýl Ýþlem Sýrasýnda Meydana Gelen Çarpýlmalar :
Çarpýlmalarýn dört nedeni vardýr.
• Ýþleme gerilmeleri,• Isýl gerilmeler (sýcaklýk deðiþimleri),• Dönüþüm gerilmeleri,• Yüksek sýcaklýkta çeliðin sertliðinin çok düþmesi.
Aþaðýdaki önlemler ile azaltýlabilir.
• Tasarýmý basit ve simetrik yapmak,• Gerilim giderme tavlamasý yaparak iþlemeden doðan gerilmeleri önlemek,• Parçayý olabildiðince yavaþ soðutmak (tane sýnýrlarýnda karbür çökelmesi olmadan),• Uygun sýcaklýkta meneviþlemek.
Eðer gerilmeler malzemenin çekme dayanýmýný aþarsa, kýrýlma veya çatlaklar oluþur. Eðergerilmeler malzemenin akma dayanýmýný aþarsa, bükülme veya þekil deðiþikliði gibi deformas-yonlar olur.
Tutma süresi
Ostenizasyon sýcaklýðýnaulaþmak için gerekli süre
Zaman
S ý c a k l ý k
º C
Meneviþleme
s
S o ð u t m a ý r a s ý n d a
i ü ü
ç e l k b z
l ü r Büzülme
Genleþme
elþ m
G n
e
e
( l l
r ü
ü y o r )
öç ü
e b
y
Ostenite dönüþümbaþladýðýndaçelik büzülür
3
3
2
21
1
3
2
1
Çekme dayanýmý (aþýlmýþ)
G e r i l m e
Akma dayanýmý (aþýlmýþ)1-Ýþleme gerilmeleri2-Isýl gerilmeler3-Ostenitten martensite
dönüþüm gerilmeleri
78
7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 15/16
Yüzey Sertleþtirme Ýþlemleri
Nitrasyon :
Aþaðýdaki faydalarý için yapýlýr.
• Yüksek bir yüzey sertliði elde etmek için,• Aþýnma dayanýmý ve sývamaya karþý dayanýmý artýrmak için,• Yorulma dayanýmýný artýrmak için,• Korozyon dayanýmý artýrmak için (paslanmaz).
Bütün yüzey iþlemleri içerisinde nitrasyon ayrý bir öneme sahiptir. Çalýþma sýrasýnda takýmýnyüzey sýcaklýðý 600 °C'yi geçmiyorsa, ya da çok kýsa bir süre için geçiyorsa, nitrasyon bu takým-larda kullanýlabilir.
Nitrasyondan önce çeliðin sertleþtirmesi yapýlýr ve nitrasyon sýcaklýðýnýn altýndameneviþlenir. Kalýplarýn nitrasyondan sonra taþlanmasý nitrasyon tabakasýnýn çok az olmasýyüzünden yapýlamaz.
Nitrasyondan önce kalýplar temizlenmeli ve yaðlardan arýndýrýlmalýdýr. Nitrasyon tuzbanyosunda, gazda veya kutu içerisinde azot verici kimyasal tozlarla yapýlabilir.
Önce kalýplar 400 °C ye ýsýtýlmalýdýr. Tuz banyosu nitrasyonu 520 - 570 °C'de yapýlmalýdýr.Tutma süresi istenilen nitrasyon tabakasý kalýnlýðýna baðlýdýr. Süre genellikle 2 saattir.
Gaz nitrasyonu 480 - 540 °C'de yapýlýr. Plastik kalýplar için nitrasyon süresi bu metodda 15 -30 saattir. Ýstenilen yüzeyler bakýr, nikel veya ticari pastalarla kaplanarak, buralarýn nitrasyonolmasý önlenebilir.
Alevle Sertleþtirme :
Yoðun bir alev demeti ile çeliðin ýsýtýlarak, takiben su verilmesi iþlemidir. Alevle sertleþebilençelikler ostenizasyon sýcaklýklarý düþük olan çeliklerdir. Örneðin; 1.2738 veya 1.2312 plastikkalýp çeliklerinde þalamo dakikada bir cm ilerletilir veya portakal rengi belirince de ilerlenebilir.Geride kalan ýsýnmýþ bölge havada kendiliðinden soðuyarak 52 - 54 RC olur.
Sert Krom Kaplama :
Sert krom kaplama kalýp üretiminde, özellikle plastik kalýplarýnda büyük öneme sahiptir.
Korozif olarak aktif ortamda kimyasal dayanýmlarý ve korozyon dayanýmlarýnýn yaný sýraaþýnma dayanýmlarý da yüksektir.
Gerilim Giderme Tavlamasý Hangi Durumlarda Gereklidir?Kaba iþlemeden sonra gerilim giderme tavlamasý gerekli midir, deðil midir?• Parçanýn þekline ve ölçüye göre deðiþir.
• % 50 ve daha fazla iþleme olan parçalarda gerilim giderme gereklidir.
• Gerilim gidermeden sonra bir miktar þekil deðiþimi olur, doðaldýr. Bu deðiþim ýsýl iþlem
sýrasýnda deðiþmesinden daha iyidir.• Gerilim gidermeden sonra bir ara iþleme ile 1 mm veya 2 mm alýnmasý, ýsýl iþlem
çarpýlmalarýný daha iyi önler.
79

7/27/2019 Dovme Kalip Dizayni
http://slidepdf.com/reader/full/dovme-kalip-dizayni 16/16
Krom kaplama sýrasýnda kaplanacak metalde yapýsal deðiþim, dolayýsýyla ölçü deðiþikliðide olmaz.
Bununla birlikte, ölçüdeki istenilen deðiþimler krom kaplama ile belli kalýnlýklar dahilindeyapýlýr. Krom tabakasý kalýnlýklarý 5 - 200 mm arasýnda deðiþir. 0.5 - 1 mm kalýnlýklar damümkündür. Sert krom kaplama, parçalarýn ve krom kaplanacak yerlerin uygun bir þekildehazýrlanmasýný gerektirir. Krom tabakasýnýn yapýsý, yapýþýcý bir zeminin yüzey durumuna baðýmlý
olduðundan yüzey ince taþla taþlanmalý ve hatta parlatýlmalýdýr. Krom kaplama sýrasýnda kromtabakasý içine ve malzeme içerisine hidrojen girerek gevþekleþmeye yol açar. Bu yüzden,hidrojenin dýþarý atýlmasý için krom kaplamadan sonra her kalýp 180 - 260 °C arasýnda bir kaçsaat ýsýtýlmalýdýr.
Karbürizasyon - Sementasyon :
Karbürleme, çeliklerin dýþ yüzeylerinin karbonemdirilerek, aþýnmaya daha dayanýklý olma-sýnýsaðlamak için yapýlýr. Karbürleme katý, sývý veya gazortamda yapýlabilir. Karbürleme taba-kasýnýn
kalýnlýðý sýcaklýk ve zamana baðýmlýdýr. Malzemelerinkarbürleme sýcaklýklarý için ilgili bilgi sayfalarýnabakýlabilir.
Nitro Karbürleme :
Yüzeye hem karbon hem de azot emdirmeiþlemidir. Ýþlem sýcaklýðý 570 °C'dir. Her çeliðeuygulanabilir. Süresi 15 dakika ile 2 saat arasýndadeðiþir. Sertleþen tabaka derinliði 0.1 - 0.2 mm'dir.
Yaða daldýrýlarak su verilir.
Özel Ýþlemler :Sýfýraltý Soðutma Ýþlemleri :
Bu iþlem sadece çatlama ihtimali olmayankalýplar için uygulanabilir. Isýl iþlemden sonra takýmçeliklerinin yapýlarýnda normalde bir miktar kalýntýostenit kalýr. Bu kalýntý ostenit çalýþma sýrasýndamartensite dönüþür. Bu martensit, meneviþlen-memiþ durumda olduðundan gevrek bir yapýsývardýr. Kalýbýn kesme aðýzlarýnda atmalar ve
çatlamalar þeklinde kendini gösterir. Özellikle1.2379 çeliðinden yapýlan kalýplarda sýfýr altý iþlemitavsiye edilir. Sýfýr altý iþleminde kalýp -80 °C'yesoðutulur. Böylelikle yapýda hala mevcut olan kalýntýostenitin martensite dönüþümü saðlanýr. Kalýntýosteniti düþük seviyeye indirmek veya hemenhemen tamamý ile ortadan kaldýrmak için, sýfýr altýsoðutma iþleminin ardýndan, 120 - 150 °C'de bir gerilim giderme tavsiye edilir. Bu iþlemin birkaç kere tekrarlanmasý gerekir.