thermoplastic modification of monomeric and partially polymerized bisphenol a dicyanate ester
TRANSCRIPT
EUROPEAN
European Polymer Journal 41 (2005) 2963–2972
www.elsevier.com/locate/europolj
POLYMERJOURNAL
Thermoplastic modification of monomericand partially polymerized Bisphenol A dicyanate ester
John N. Suman, John Kathi, Shekharam Tammishetti *
Organic Coatings and Polymers Division, Indian Institute of Chemical Technology, Tarnaka, Hyderabad 500 007, Andhra Pradesh, India
Received 4 February 2005; received in revised form 7 June 2005; accepted 7 June 2005Available online 26 July 2005
Abstract
Bisphenol A dicyanate ester (BADCy) was modified with different amounts of an engineering thermoplastic, poly-sulfone (PS) to improve impact strength of the parent resin. Differential scanning calorimetry of the blends suggestedthat addition of PS widens the curing exotherm of the BADCy considerably. FTIR of cured neat resins indicated totalconversion of cyanate functional groups into triazine rings by cyclotrimerization. The cured neat resins showed phaseseparated morphology with cyanate ester as the continuous phase. The modified resins were shown to have better ther-mal, hygrothermal and impact strength properties. However, when glass fiber reinforced composites were made usingpartially polymerized BADCy and PS, very little or no phase separation in the resin was noticed. Flexural and impactstrength measurement of composites showed that PS modification has compromised the flexural properties and onlyretained the impact strength of the parent resin containing composite. This study thus suggests that improvements real-ized in thermoplastic modification of monomeric BADCy are not directly transferable to composites using a partiallyprepolymerized BADCy.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Cyanate ester; Polysulfone; Phase separation; Glass fiber composites
1. Introduction
Fiber reinforced composites made with synthetic res-ins are widely used in automobile and aeronauticalindustries for their advantageous strength to weight ra-tios. For elevated temperature service applications, highTg thermoset resins are normally used. Cyanate ester res-ins have recently attracted attention of composite fabri-cators with their high Tg, typically around 290 �C [1,2]and relatively easy, epoxy like processing. Like any other
0014-3057/$ - see front matter � 2005 Elsevier Ltd. All rights reservdoi:10.1016/j.eurpolymj.2005.06.006
* Corresponding author. Tel.: +91 40 27160123x2474; fax:+91 40 27193991.
E-mail address: [email protected] (S. Tammishetti).
highly cross-linked thermosetting resin, cyanate estersalso tend to be brittle and need to be modified suitablyto be able to serve mechanical or structural functions.As high Tg thermoplastic resins became available, blend-ing them with thermoset resins became a very attractivemethod for improving impact strength and fracturetoughness of thermoset resins. These resins, while misci-ble with the parent cyanate resin initially, become immis-cible and phase separate as the curing progresses andcyanate ester becomes more and more cross-linked.Improvements noticed in impact strength and fracturetoughness in parent resin by such modification are attrib-uted to such phase separation and formation of tiny par-ticles of thermoplastics, which inhibit crack propagation
ed.

2964 J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972
[3]. The extent and nature of this all important phase sep-aration is a function of several experimental conditionssuch as composition, cure schedule, pressure, molecularweight of the modifier, catalyst etc.
Several researchers have investigated modification ofcyanate ester resins with thermoplastics. Resins such aspolyether ketones [4], polyether imides [5–7], polyethersulfone [8,9] were investigated. Cyanate ester modifica-tion with polysulfone (PS) was investigated in detail byHwang et al. [3,10,11]. The emphasis of their work hasbeen to study mechanism of phase separation as a func-tion of composition and molecular weight of PS. In thiswork no cyanate curing catalyst was employed. Thoughcyanate esters can be cured without any catalysts, prac-tical cure schedules suitable for fabrication of compos-ites can only be achieved in presence of catalysts suchas Co+++. Apart from catalysts, nonyl phenol is alsoemployed routinely in cyanate curing as a solvent forcatalyst, which is other wise insoluble in cyanate ester.Presence of such catalysts drastically affects the curing[12] and conversion rates and hence can be expected toaffect phase separation also. Woo et al. [13] did studyPS modification of cyanate ester in presence of suchcatalysts and have reported phase-inverted structures.Reactive and functionalized polysulfones were alsoinvestigated for modification of cyanate ester [10].
Most common cyanate ester monomer, which wasused in all the above studies, is Bisphenol A dicyanate(BADCy). It is a low molecular weight, crystalline solidand melts at 79 �C. Its melt viscosity is <50 cP and is notsuitable for prepregging. To achieve higher, more suit-able viscosity for prepregging it is often partially (upto 30% conversion, usually) polymerized under catalystfree conditions. Since viscosity of this resin is signifi-cantly higher than that of monomer, phase separationbehavior may be expected to be different with this par-tially polymerized resin.
We were interested to investigate the PS modificationof cyanate resin essentially under composite curing con-ditions to see if any advantageous improvements noticedin neat resins are transferable to composites. Here wewish to discuss curing, viscoelastic, thermal, hot/wetand impact strength of neat resin as well as glass fibercomposites of cyanate ester resin modified with PS asa function of composition.
Table 1Composition of various PS/BADCy blends used in the study
S. no. Component BADCy 5%PS
10%PS
15%PS
20%PS
1 BADCy 100 95 90 85 802 PS 0 5 10 15 20
Values are % by weight.
2. Experimental
2.1. Materials
Nonyl phenol and Co(III) acetyl acetonate were pur-chased from M/S Aldrich Chemical Co., USA. BADCy,BA230 (partially polymerized BADCy) were purchasedfrom M/S Lonza, Switzerland through their localrepresentative, Chemet Ltd., Mumbai. Polysulfone used
was Gafone S-1500 of M/S Gharda Polymers, Mumbai,India. Its glass transition temperature is 187 �C.
2.2. Neat resin castings
2.2.1. Preparation
Neat resin castings for DMTA and other studies wereprepared in aluminum molds. Molds measuring 6.5 cm ·1.5 cm · 3.2 mm were prepared by cutting aluminumsheets. RTV silicone was used as a release layer. Resinswere melt-blended in a resin kettle at 180 �C. Afterobtaining a transparent, homogeneous mixture, heatingwas discontinued. A catalyst solution was prepared sep-arately by dissolving Co(III) acetyl acetonate in nonyl-phenol by heating at 80–90 �C. This was added to thecooling resin mixture to achieve a cobalt concentrationof 200 ppm. More nonyl phenol was added to a concen-tration of 2% by volume. They were properly mixed andpoured in to warm molds at their flowing temperatures.The molds were then kept in a vacuum oven and de-aer-ated at initial stages of curing. After curing, the resinswere post-cured in air circulating oven at higher temper-atures. The curing schedules used for the resins of thestudy are listed below.
Curing: 100 �C—0.5 h, 150 �C—1.0 h, 175 �C—2.0 hPost-curing: 100 �C—0.5 h, 150 �C—1.0 h, 200 �C—2.0 h, 250 �C—2 h.
Different blends investigated in this study are given inTable 1.
2.2.2. Viscoelastic studies
Dynamic Mechanical Thermal Analyzer used wasRheometric Scientific make DMTA IV model. Visco-elastic study of cured resins and composites was doneon rectangular bars of cured and post-cured specimens[45 · 10 mm] in dual cantilever bending mode at 1 Hzfrequency with a heating ramp of 5 �C min�1. Evolutionof storage modulus (E 0) and energy dissipation (tand)with temperature was measured.
2.2.3. FTIR
Infra red spectroscopy of cured resins was done asKBr pellets using Nicolet 740 infra red spectro-photometer.

SO2 O
n
OC
Polysulfone (PS)
N O C O N
Bisphenol-A dicyanate (BADCy)
CC
Fig. 1. Chemical structures of resins used in this study.
J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972 2965
2.2.4. TGA
Thermogravimetric analysis of cured products wasdone using Mettler Toledo Star System from ambientto 700 �C in nitrogen atmosphere, heating at a rate of10 �C min�1.
2.2.5. DSC
Differential scanning calorimetry (Mettler ToledoStar System) was used to measure the curing rate ofunmodified and PS-modified cyanate ester resins. Theheating rate used was 10 �C min�1 under nitrogenatmosphere.
2.2.6. Moisture absorption studies
For this characterization 25 mm diameter discs of1.5 mm thickness, were produced by curing in Teflonmolds. They were suspended in boiling water in roundbottom flask fitted with condenser and weight gain istaken after one week.
2.3. Composites
2.3.1. Preparation
Glass fiber composites with resins of the present studywere prepared by wet lay up method. In a beaker a 20%(Wt/Wt) polysulfone solution in dichloromethane wasprepared. To BA230 resin taken in another beaker, calcu-lated amount of PS solution was added to achieve re-quired composition. Catalyst was added, as in case ofneat resin castings, and viscosity was adjusted by addingadditional amounts of dichloromethane. The resin solu-tion was then applied to cut pieces of glass fabric(25 cm · 25 cm) by brushing. Amount of resin appliedwas such that it would be 40% by weight of the compos-ites. Thus prepared prepregs were dried at room temper-ature and then in air circulation oven at 80 �C untilconstant weight is attained. Required number of prepregswere stacked between two release fabric pieces and thinmild steel plates and kept in a heating press. Heating pressused was a single daylight, 60 T press with 2 0 · 2 0 platen.At contact pressure they were heated at a rate of1 �C min�1 to 150 �C. Upon physical verification of gela-tion a pressure of 150 psi was applied over 2–3 min. Cureand post-cure schedules used were as follows:
Curing: Ambient to 150 �C @ 1 �C min�1, dwell 1 h,heat to 175 �C @ 1 �C min�1, dwell 2 h. Cool toroom temperature.Post-curing: 100 �C—1 h, 150 �C—1 h, 200 �C—3 h.
2.3.2. Gel time determination
Gelation times of different formulations were deter-mined using Cycloviscograph (Brabender GmbH, Ger-many). This is a parallel plate torque rheometer which
measures gel points automatically. Gap between thetwo circular discs of cycloviscograph was set to0.3 mm and about 0.25 g of resin formulation was takenbetween these discs. Cure schedule (same as in 2.3.1) wasprogrammed and a frequency of 0.75 Hz was applied tothe discs.
2.3.3. Mechanical testing
Composites made so were cut using a diamond wheelcutter into coupons for mechanical testing according toASTM D790, ASTM 2344 and ASTM D256 for deter-mining flexural, ILSS, and impact strength propertiesrespectively. Five specimens were tested for each testand average values are reported.
2.3.4. Resin weight % in composite
Dry weight of the composite sample (20 · 10 mm,W1) was taken and suspended in a kettle. Sixty millilitersof concentrated sulfuric acid was added and heated at160 �C for 3 h. It was allowed to cool to room tempera-ture and 50 ml of hydrogen peroxide was added stirredwell. By this time the resins would have undergone com-plete digestion. Remaining fibers were filtered and driedin an air-circulating oven at 120 �C for 30 min. Weightof the dry fibers was taken (W2). From this % of resinin the composite is calculated.
% of resin ¼ ½ðW 1 � W 2Þ=W 1� � 100
2.3.5. Fiber volume fraction (Vf)
Vf of composites was calculated using the specificgravity values of composite and glass cloth (2.6 g/cc).
3. Results and discussion
Chemical structures of resins used in this study areshown in Fig. 1.
2966 J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972
3.1. PS modified BADCy neat resins
3.1.1. Curing studies
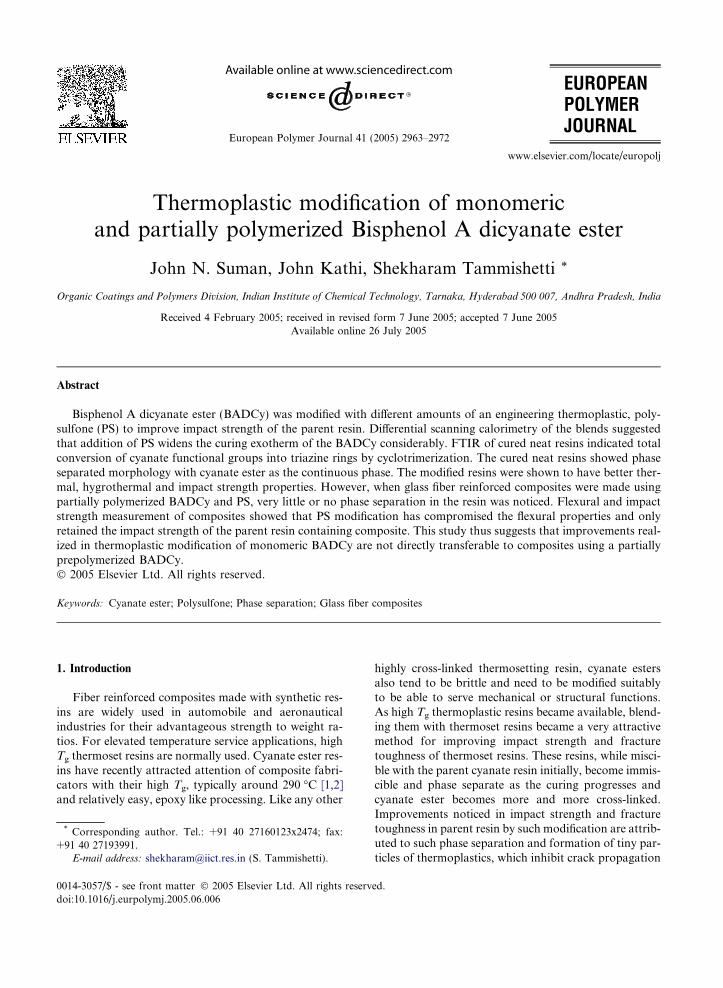
BADCy is a typical cyanate ester resin and cures bycyclotrimerization of cyanate functional groups uponheating [14]. Addition of catalysts, such as those usedin this study, is known to hasten the cross-linking [12].Differential scanning calorimetry was used to study theeffect of adding PS to the curing of BADCy in thisstudy. As can be seen from Fig. 2, all blends show asharp melting point at 82 �C belonging to BADCy.For unmodified BADCy resin, a relatively sharp exo-therm is seen with well defined cure initiation (182 �C),peak curing (220 �C) and curing end (255 �C) tempera-tures. Addition of PS to BADCy widened the curing
Fig. 2. DSC thermograms of BADCy/PS b
Fig. 3. FTIR spectra of 20% PS m
exotherm to much higher temperatures. This suggeststhat addition of PS does affect the curing rate of BADCyadversely, conversion is delayed and curing is prolongedto higher temperatures. This necessity of higher temper-atures for conversion in PS modified formulation maybe because of the far greater viscosity of PS. Since PScontaining formulations are at much greater viscosity,molecular mobility of cyanate ester necessary of liningup for cyclotrimerization is reduced and requiresgreater temperatures for overcoming the viscosity effect.Though all the resins of the study showed similar cureinitiation temperatures, PS modified formulations didnot show well-defined cure end points. Hence reli-able and reproducible enthalpy values could not becalculated.
lends containing various PS contents.
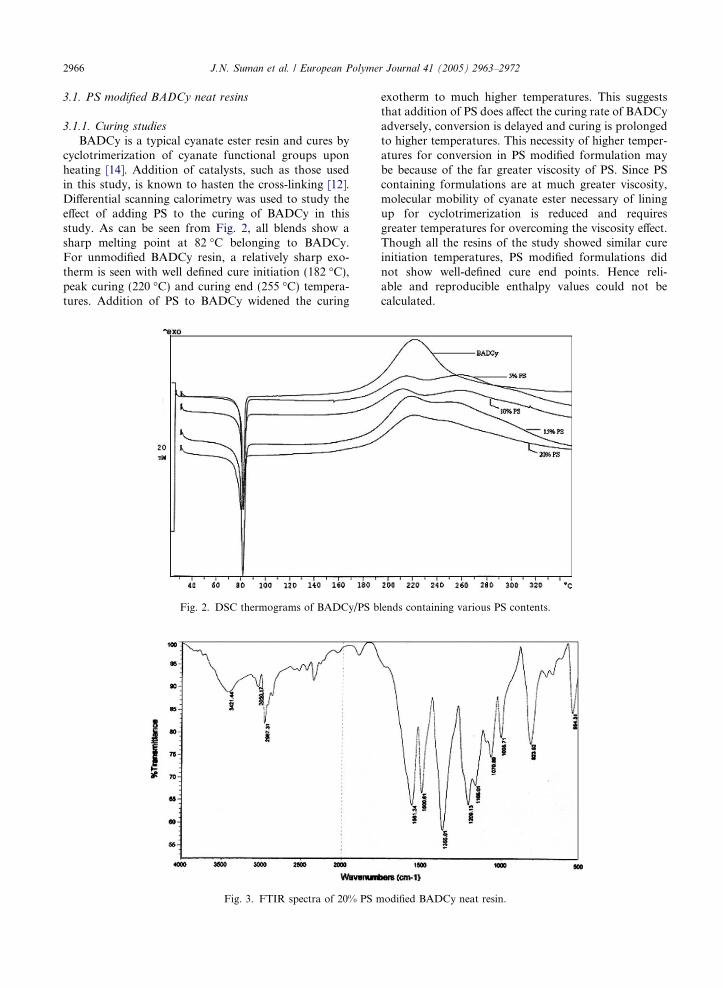
odified BADCy neat resin.
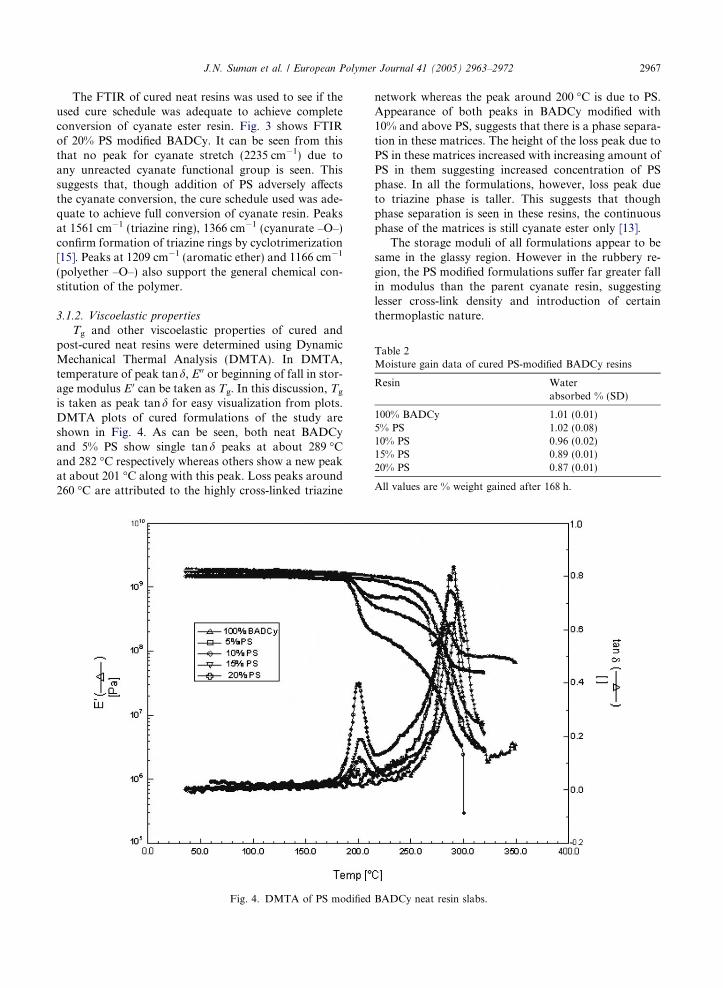
Table 2Moisture gain data of cured PS-modified BADCy resins
Resin Waterabsorbed % (SD)
100% BADCy 1.01 (0.01)5% PS 1.02 (0.08)10% PS 0.96 (0.02)15% PS 0.89 (0.01)20% PS 0.87 (0.01)
All values are % weight gained after 168 h.
J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972 2967
The FTIR of cured neat resins was used to see if theused cure schedule was adequate to achieve completeconversion of cyanate ester resin. Fig. 3 shows FTIRof 20% PS modified BADCy. It can be seen from thisthat no peak for cyanate stretch (2235 cm�1) due toany unreacted cyanate functional group is seen. Thissuggests that, though addition of PS adversely affectsthe cyanate conversion, the cure schedule used was ade-quate to achieve full conversion of cyanate resin. Peaksat 1561 cm�1 (triazine ring), 1366 cm�1 (cyanurate –O–)confirm formation of triazine rings by cyclotrimerization[15]. Peaks at 1209 cm�1 (aromatic ether) and 1166 cm�1
(polyether –O–) also support the general chemical con-stitution of the polymer.
3.1.2. Viscoelastic properties
Tg and other viscoelastic properties of cured andpost-cured neat resins were determined using DynamicMechanical Thermal Analysis (DMTA). In DMTA,temperature of peak tand, E00 or beginning of fall in stor-age modulus E 0 can be taken as Tg. In this discussion, Tg
is taken as peak tand for easy visualization from plots.DMTA plots of cured formulations of the study areshown in Fig. 4. As can be seen, both neat BADCyand 5% PS show single tand peaks at about 289 �Cand 282 �C respectively whereas others show a new peakat about 201 �C along with this peak. Loss peaks around260 �C are attributed to the highly cross-linked triazine
Fig. 4. DMTA of PS modified
network whereas the peak around 200 �C is due to PS.Appearance of both peaks in BADCy modified with10% and above PS, suggests that there is a phase separa-tion in these matrices. The height of the loss peak due toPS in these matrices increased with increasing amount ofPS in them suggesting increased concentration of PSphase. In all the formulations, however, loss peak dueto triazine phase is taller. This suggests that thoughphase separation is seen in these resins, the continuousphase of the matrices is still cyanate ester only [13].
The storage moduli of all formulations appear to besame in the glassy region. However in the rubbery re-gion, the PS modified formulations suffer far greater fallin modulus than the parent cyanate resin, suggestinglesser cross-link density and introduction of certainthermoplastic nature.
BADCy neat resin slabs.
0
20
40
60
80
100
120
0 200 400 600 800
Temperature (°C)
% w
eigh
tBADCy
5% PS
10% PS
15% PS
20% PS
100% PS
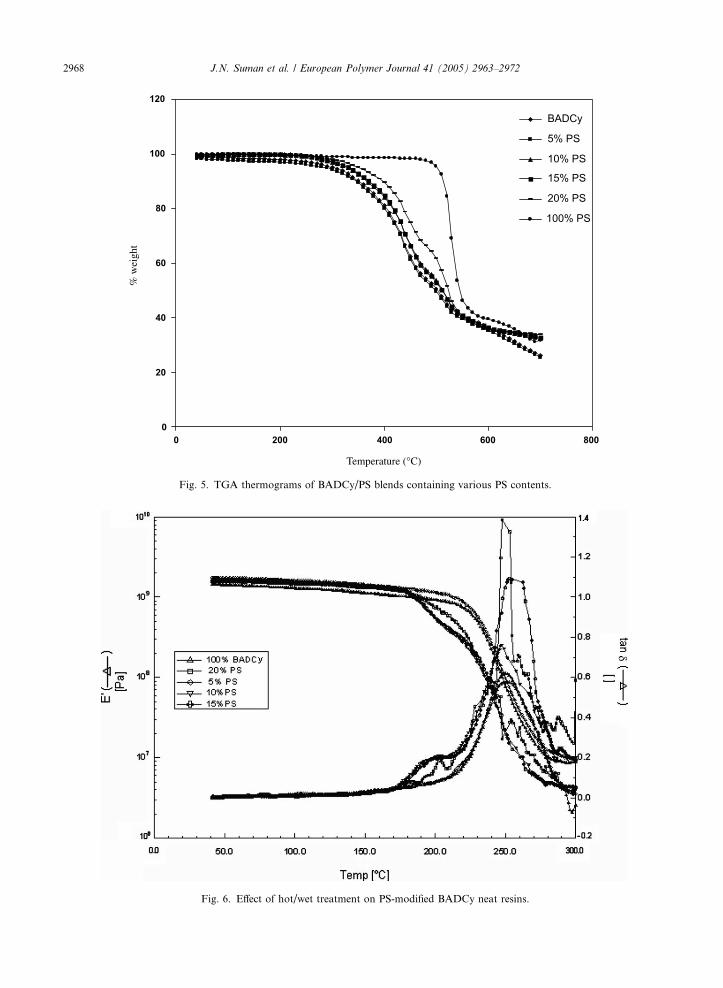
Fig. 5. TGA thermograms of BADCy/PS blends containing various PS contents.
Fig. 6. Effect of hot/wet treatment on PS-modified BADCy neat resins.
2968 J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972
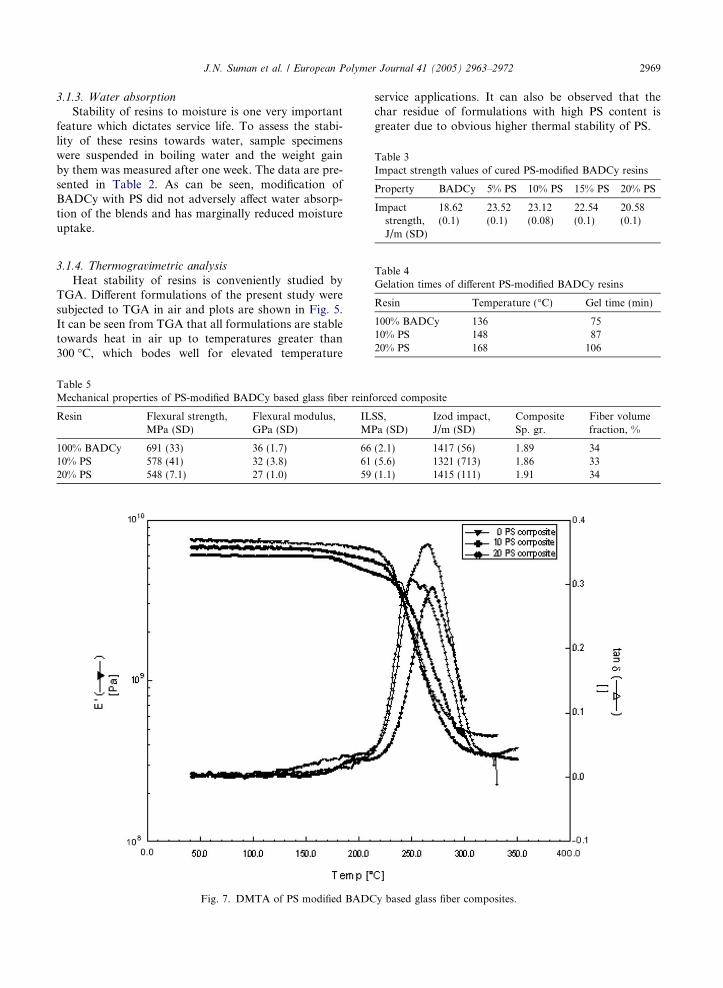
Table 3Impact strength values of cured PS-modified BADCy resins
Property BADCy 5% PS 10% PS 15% PS 20% PS
Impactstrength,J/m (SD)
18.62(0.1)
23.52(0.1)
23.12(0.08)
22.54(0.1)
20.58(0.1)
J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972 2969
3.1.3. Water absorption
Stability of resins to moisture is one very importantfeature which dictates service life. To assess the stabi-lity of these resins towards water, sample specimenswere suspended in boiling water and the weight gainby them was measured after one week. The data are pre-sented in Table 2. As can be seen, modification ofBADCy with PS did not adversely affect water absorp-tion of the blends and has marginally reduced moistureuptake.
Table 4Gelation times of different PS-modified BADCy resins
Resin Temperature (�C) Gel time (min)
100% BADCy 136 7510% PS 148 8720% PS 168 106
3.1.4. Thermogravimetric analysis
Heat stability of resins is conveniently studied byTGA. Different formulations of the present study weresubjected to TGA in air and plots are shown in Fig. 5.It can be seen from TGA that all formulations are stabletowards heat in air up to temperatures greater than300 �C, which bodes well for elevated temperature
Table 5Mechanical properties of PS-modified BADCy based glass fiber reinf
Resin Flexural strength,MPa (SD)
Flexural modulus,GPa (SD)
ILMP
100% BADCy 691 (33) 36 (1.7) 6610% PS 578 (41) 32 (3.8) 6120% PS 548 (7.1) 27 (1.0) 59
Fig. 7. DMTA of PS modified BADC
service applications. It can also be observed that thechar residue of formulations with high PS content isgreater due to obvious higher thermal stability of PS.
orced composite
SS,a (SD)
Izod impact,J/m (SD)
CompositeSp. gr.
Fiber volumefraction, %
(2.1) 1417 (56) 1.89 34(5.6) 1321 (713) 1.86 33(1.1) 1415 (111) 1.91 34
y based glass fiber composites.
2970 J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972
3.1.5. Hot/wet properties
With an idea to estimate the effect of warm andhumid conditions on these neat resins, DMTA speci-mens of neat resins were put in boiling water for 168 hand their viscoelastic properties determined (Fig. 6) byDMTA. The hot wet treatment of these resins resultedin appreciable, but expected, drop of 40–50 �C in theTg due to cyanate phase. However, the functional Tg
of the formulations, which is the lower Tg due to PSphase was hardly affected. This suggests that these for-mulations have very good hygrothermal stability.
3.1.6. Impact strength
Notched Izod impact strength was determined to seehow PS modification of BADCy has improved the im-pact strength (Table 3). Though no composition depen-dent trend in impact strength of these formulations was
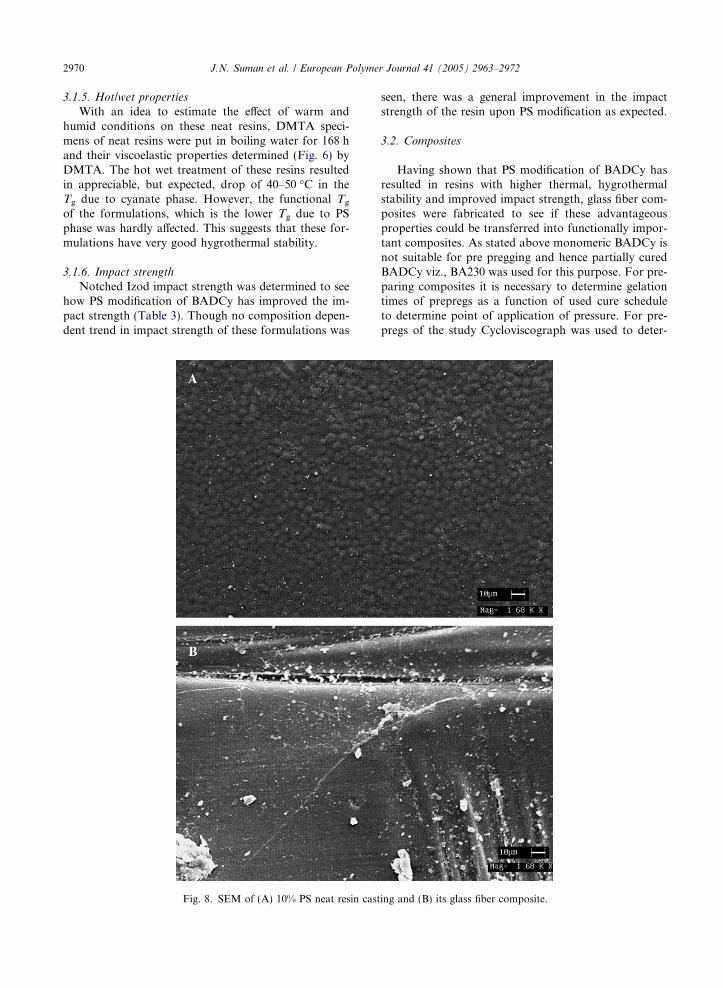
Fig. 8. SEM of (A) 10% PS neat resin cast
seen, there was a general improvement in the impactstrength of the resin upon PS modification as expected.
3.2. Composites
Having shown that PS modification of BADCy hasresulted in resins with higher thermal, hygrothermalstability and improved impact strength, glass fiber com-posites were fabricated to see if these advantageousproperties could be transferred into functionally impor-tant composites. As stated above monomeric BADCy isnot suitable for pre pregging and hence partially curedBADCy viz., BA230 was used for this purpose. For pre-paring composites it is necessary to determine gelationtimes of prepregs as a function of used cure scheduleto determine point of application of pressure. For pre-pregs of the study Cycloviscograph was used to deter-
ing and (B) its glass fiber composite.
J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972 2971
mine the gelation times of parent resin as well as PSmodified resin prepregs (Table 4). As can be seen, gela-tion times are greatly affected by introduction of PS andare shifted to higher temperatures and times. This actu-ally reflects the data seen in DSC, which has also indi-cated that addition of PS widened the cure exothermsignificantly.
Glass fiber reinforced composites were made usingparent BA230 as well as 10% and 20% PS modifiedBA230. As can be seen from Table 5, they have similarspecific gravity and fiber volume fractions.
3.2.1. Viscoelastic properties
DMTA traces of the composites are shown in Fig. 7.The Tg of composites are seen to be less than thoserealized in comparable neat resins. This is essentiallybecause of lower post-curing temperatures used in pre-paration of composites.
Apart from lower Tg, it is also seen that there is verylittle phase separation in 20% PS containing compositeand none in 10% PS composite. This reduced or even lackof phase separation in composites should be attributed tothe higher viscosity of the cyanate ester resin used. Dueto delayed conversion and gelation, the resins remainmiscible to higher temperatures and by the time sufficientconversion is realized to effect phase separation, the vis-cosity might be too high for the PS phase molecules to
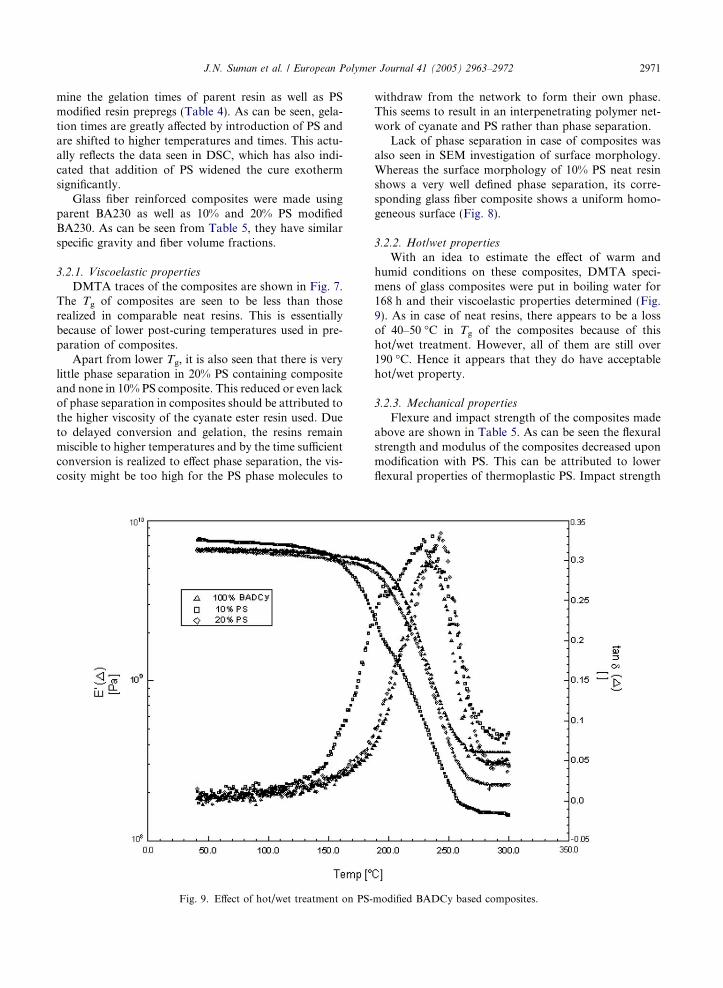
Fig. 9. Effect of hot/wet treatment on PS-
withdraw from the network to form their own phase.This seems to result in an interpenetrating polymer net-work of cyanate and PS rather than phase separation.
Lack of phase separation in case of composites wasalso seen in SEM investigation of surface morphology.Whereas the surface morphology of 10% PS neat resinshows a very well defined phase separation, its corre-sponding glass fiber composite shows a uniform homo-geneous surface (Fig. 8).
3.2.2. Hot/wet properties
With an idea to estimate the effect of warm andhumid conditions on these composites, DMTA speci-mens of glass composites were put in boiling water for168 h and their viscoelastic properties determined (Fig.9). As in case of neat resins, there appears to be a lossof 40–50 �C in Tg of the composites because of thishot/wet treatment. However, all of them are still over190 �C. Hence it appears that they do have acceptablehot/wet property.
3.2.3. Mechanical properties
Flexure and impact strength of the composites madeabove are shown in Table 5. As can be seen the flexuralstrength and modulus of the composites decreased uponmodification with PS. This can be attributed to lowerflexural properties of thermoplastic PS. Impact strength
modified BADCy based composites.

2972 J.N. Suman et al. / European Polymer Journal 41 (2005) 2963–2972
values of all composites are of similar values (taking intoconsideration the standard deviations) and no increase isnoticed with added PS. This is possibly because of lackof any phase separation.
4. Conclusions
Monomeric thermosetting cyanate ester, BADCy,was modified with engineering thermoplastic, polysulf-one. The modification resulted in resins with phase sep-arated morphologies and resulted in improved thermal,hygrothermal and impact resistance properties. Whencomposites were prepared using a partially polymerizedBADCy with similar PS modification, no such phaseseparation was visible in the composites. PS modifiedcomposites compromised the flexural properties of cya-nate composites and retained the impact strength values.This study shows that advantages realized in modifica-tion of BADCy with PS are not directly transferableto preparation of composites and more work is neces-sary if we wish to induce phase separation in partiallycured BADCy/PS blends.
References
[1] Shimp DA. In: Hamerton I, editor. Chemistry andtechnology of cyanate ester resins. Glasgow: Blackie Aca-demic & Professional; 1994. p. 282.
[2] Graver RB. In: Lee SM, editor. International encyclopediaof composites, vol. 1. Cambridge: VCH Publishers; 1990.p. 549.
[3] Hwang JW, Cho K, Park CE, Huh W. Phase separationbehavior of cyanate ester resin/polysulfone blends. J ApplPolym Sci 1999;74(1):33–45.
[4] Bennett GS, Farris RJ, Thompson SA. Amine-terminatedpoly(aryl ether ketone)-epoxy/amine resin systems astough high performance materials. Polymer 1991;32(9):1633–41.
[5] Cho JB, Hwang JW, Cho K, An JH, Park CE. Effectsof morphology on toughening of tetrafunctional epoxyresins with poly(ether imide). Polymer 1993;34(23):4832–6.
[6] Hourston DJ, Lane JM. The toughening of epoxy resinswith thermoplastics: 1. Trifunctional epoxy resin-polyethe-rimide blends. Polymer 1992;33(7):1379–83.
[7] Bucknall CB, Gilbert AH. Toughening tetrafunctionalepoxy resins using polyetherimide. Polymer 1989;30(2):213–7.
[8] Yamanaka K, Inoue T. Structure development in epoxyresin modified with poly(ether sulphone). Polymer 1989;30(4):662–7.
[9] Akay M, Cracknell JG. Epoxy resin-polyethersulphoneblends. J Appl Polym Sci 1994;52(5):663–88.
[10] Hwang JW, Park SD, Cho K, Kim JK, Park CE, Oh TS.Toughening of cyanate ester resins with cyanated polysulf-ones. Polymer 1997;38(8):1835–43.
[11] Hwang JW, Cho K, Yoon TH, Park CE. Effects ofmolecular weight of polysulfone on phase separationbehavior for cyanate ester/polysulfone blends. J ApplPolym Sci 2000;77(4):921–7.
[12] Dona M, Reghuandhan Nair CP, Krishnan K, Ninan KN.Catalysis of the cure reaction of Bisphenol A dicyanate. ADSC study. J Polym Sci Part A: Polym Chem 2000;37(8):1103–14.
[13] Woo EM, Shimp DA, Seferis JC. Phase structure andtoughening mechanism of a thermoplastic-modified aryldicyanate. Polymer 1994;35(8):1658–65.
[14] Hay JN. In: Hamerton I, editor. Chemistry and technologyof cyanate ester resins. Glasgow: Blackie Academic &Professional; 1994. p. 155.
[15] Reghuandhan Nair CP, Francis T. Blends of Bisphenol A-based cyanate ester and bismaleimide: cure and thermalcharacteristics. J Appl Polym Sci 1999;74:3365–75.