the application of di-isocyante modified agro-polymer as filler for xnbr/pa12 thermoplastic...
TRANSCRIPT

This article was downloaded by: [Ahmad Mousa]On: 17 April 2012, At: 15:13Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Journal of Macromolecular Science, Part A: Pure andApplied ChemistryPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/lmsa20
The Application of Di-isocyante Modified Agro-polymeras Filler For XNBR/PA-12 Thermoplastic ElastomerCompositesAhmad Mousa a b , Gert Heinrich b c , Udo Wagenknecht b , Bernd Kretzschmar b & Maria Aufder Landwehr ba Department of Materials Engineering, Faculty of Engineering, Al Balqa Applied University,Salt, Jordanb Leibniz-Institut für Polymerforschung Dresden e. V., Hohe Strasse 6, Dresden, Germanyc Technische Universität Dresden, Institut für Werkstoffwissenschaft, Dresden, Germany
Available online: 17 Apr 2012
To cite this article: Ahmad Mousa, Gert Heinrich, Udo Wagenknecht, Bernd Kretzschmar & Maria Auf der Landwehr (2012):The Application of Di-isocyante Modified Agro-polymer as Filler For XNBR/PA-12 Thermoplastic Elastomer Composites, Journalof Macromolecular Science, Part A: Pure and Applied Chemistry, 49:5, 385-396
To link to this article: http://dx.doi.org/10.1080/10601325.2012.671758
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.
Journal of Macromolecular Science, Part A: Pure and Applied Chemistry (2012) 49, 385–396Copyright C© Taylor & Francis Group, LLCISSN: 1060-1325 print / 1520-5738 onlineDOI: 10.1080/10601325.2012.671758
The Application of Di-isocyante Modified Agro-polymer asFiller For XNBR/PA-12 Thermoplastic ElastomerComposites
AHMAD MOUSA1,2∗, GERT HEINRICH2,3, UDO WAGENKNECHT2, BERND KRETZSCHMAR2,and MARIA AUF DER LANDWEHR2
1Department of Materials Engineering, Faculty of Engineering, Al Balqa Applied University, Salt, Jordan2Leibniz-Institut fur Polymerforschung Dresden e. V., Hohe Strasse 6, Dresden, Germany3Technische Universitat Dresden, Institut fur Werkstoffwissenschaft, Dresden, Germany
Received October 2011, Accepted December 2011
Lignocelluloses industrial waste flour of olive husk powder (LCF) was utilized as reinforcement in carboxylated nitrile butadienerubber (XNBR)/Polyamide-12 (PA-12) thermoplastic elastomer composites. To improve the bonding quality between the LCF andthe blend, the powder was chemically treated by two means, the former is the treatment with toulene-2–4-diisocyanate (TDIC), andthe latter is mercerization with sodium hydroxide followed by neutralization with acetic acid. The untreated and chemically treatedpowders were analyzed with attenuated total reflectance infrared spectroscopy (ATR-IR). The morphology of the powders beforeand after treatment was studied with scanning electron microscopy (SEM). The LCF reinforced composites were prepared usingcomputerized Haake internal mixer coupled with rheometer. The processing conditions were 178◦C and rotor speed of 80- roundper minute for 7 min. The melt mixing process was monitored by the torque-time plastograms of the Haake internal mixer. Thedevelopment of the stock temperature during the mixing process was monitored using the rheometer of Hakke internal mixer. Thestructural changes of the XNBR/PA-12 composites were inspected by SEM and attenuated ATR-IR spectroscopy. The influence ofthe modified filler on the toughness and hardness of the prepared samples are reported. The resistance of the prepared composites towater and toluene swelling are evaluated as well.
Keywords: Agro-polymer, torque, strength, rheometer, biofiller
1 Introduction
Polymers are rarely used commercially in a pure state due tothe fact that some of their properties should be modified byadding various additives, such as fillers, vulcanizing agents,plasticizers or mixing with other polymers (1–3). Blendingof two polymers is a possible way to tailor their individualproperties in a single material. One common class of poly-mer blends is thermoplastic elastomers (TPEs): a materialwould perform processing characteristic of thermoplasticsand technical properties of elastomers. Fillers are incor-porated mainly to improve service properties or to reducematerial cost depending on the source of filler, type of filler,method of preparation and treatment. in this regard thefield of agro-based waste materials is now rapidly growing
∗Address correspondence to: Ahmad Mousa, Department of Ma-terials Engineering, Faculty of Engineering, Al Balqa AppliedUniversity, Salt 19117, Jordan. Tel: 962 5 353 25 19, Ext 3973;Email: [email protected]
both in terms of industrial applications and fundamen-tal research as their usage is diversified (4). The agrowastematerials are also widely used in thermoplastics such aspolyethylene, polypropylene, and polyvinylchloride in thepreparation of green composites (5). However, in produc-ing a good lignocellulosic composite, the main obstacle tobe resolved is the compatibility between the fiber and ma-trix. Generally, there are two types of interaction at theinterfacial region, namely covalent and hydrogen bond-ing, respectively. Whilst covalent bonding at the interfacialregion exists in thermoplastic-wood composites with theincorporation of a coupling agent, it is more prevalent inthermoset lignocellulosic composites. This is because lig-nocellulosic hydroxyl (OH) groups could serve as reactionsites with various functional groups in the thermoset sys-tem (6–8). The problem of compatibility of wood fiberswith the thermoplastic polymer matrix can be overcomeby chemical modification of wood fiber surface. The otherpossibility is the treatment of the filler with adhesion pro-moting agents/coupling agents such as stearic acid andmaleated propylene wax etc., to improve the bonding at
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

386 Mousa et al.
the filler-matrix interface. Among the various methods toimprove the bonding between the filler and matrix includewood fibers impregnated with a suitable monomer and sub-sequent polymerization: polymer impregnation on the sur-face of wood fiber (5–6). The other possibility is the use ofpolar polymers as matrix such as XNBR that shows goodcompatibility with polar and non-polar resins and higherdegree of interactions with fillers (9). As a continuation forour previous reports on the potential of LCF based olivehusk agrowaste in thermoplastic and elastomers (10–14),the current report will focus on the chemical modificationof the LCF using sodium hydroxide solution and toluenediisocynate from one side, on the other side the applicationof the modified LCF as a reinforcement in thermoplasticelastomers composites based on XNBR and PA-12. Theinfluence of the untreated and chemically treated powderon the morphological and structural properties of the com-posites will be reported.
2 Experimental
2.1 Materials
Polyamide 12 (PA12) in granular form was donated by Ves-tamid, Degussa, Germany. Carboxylated nitrile butadienerubber Krynac X740 with (26.5 ±1.5%) ACN was obtainedfrom Laxness, Germany. Raw lignocelluloses olive huskflour was obtained from a local olive oil refinery-Jordan.Sodium hydroxide pellets and acetic acid (Sigma-Aldrich,Germany), ethanol and toulene-2–4-diisocyanate (Fluka-Germany).
2.2 Mercerization of the Filler
LCF powder was treated with 10% aqueous sodium hydrox-ide (NaOH) solution at room temperature, maintaining aliquor ratio of 20:1 for 1 h to remove the hemicellulosesand other greasy materials.
The soluble fraction (mostly hemicellulose sugars) is fil-tered. The insoluble fraction, the by-product called lig-nocellulosic filler (LCF) is neutralized, washed and dried.The dried LCF filler was sieved with VEB Metallweberei,Neustadt/Orla (Germany) to eliminate the biggest fillers.
2.3 TDIC Treatments
LCF was initially premixed with 5.0% by weight of the pow-der in a Janke and Kunke IKA Labortechnik Model RE162/P at 300 rpm for 10 min at 25◦C to achieve better dis-persion of TDIC on the powder surface. The impregnatedsample was heated in an air circulating oven at 105◦C for 1h to initiate the reaction between TDIC and the LCF.
Table 1. Formulation used in LCF filled XNBR/PA-12 thermo-plastic composites
Ingredients php
XNBR 70PA-12 30LCF-Raw 40LCF-Mercerized 40LCF-TDIC 40
∗php indicates part per hundred parts polymer
2.4 Compounding and Processing
The recipe used to produce XNBR/PA-12 composites isdepicted in Table 1. The Melt mixing was performed us-ing a computerized Haake internal mixer at a tempera-ture of 178◦C and 80-rpm rotor speed. The XNBR wascharged into the mixing chamber to equilibrate. After oneand half minutes; PA-12 and the LCF were added at thesame time. Homogenization was continued until the mixingtorque and the stock temperature were leveled off. Samplesof the prepared composites were compression molded inan electrically heated hydraulic press. Hot press procedureinvolved preheating at 180◦C for 3 min followed by com-pressing for 2 min at the same temperature and subsequentcooling under pressure.
2.5 Testing
Stress-strain curves were carried out according to ISO527part 2/S2/5 on a Zwick 1456 universal tensile testing ma-chine. Dumb-bell shaped specimens (2 mm thick) werecut from the molded sheet with a Wallace die cutter. Acrosshead speed of 5 mm/min was used and the tests wereperformed at 25±3◦C. Tensile toughness was calculated byintegrating the area under load-extension curves.
2.6 Swelling Studies
2 mm thick rectangular specimens were immersed intoluene for 72 h at room temperature. Samples were re-moved and wiped with tissue paper to remove excess wa-ter. The swelling index was calculated using the followingequation:
Swelling Inex = Swollen MassInitial Mass
(1)
Rectangular specimens having 2 mm thickness were usedto check out the water absorption capabilities of the pre-pared composites. The samples were immersed in milliporewater at room temperature and left until constant weightwas achieved. The specimens were removed from waterand wiped with tissue paper to remove excess water and
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012
Modified Agro-polymer Thermoplastic Elastomer Composites 387
weighed. The weight gain was then calculated as follows:
weight gain percentage = Final weight − Initial weightInitial weight
×100% (2)
2.7 Spectral Analysis
The ATR-IR spectra of the untreated, chemically treatedLCF and the various compositions of the XNBR/PA-12composites were directly obtained in the 400–4000 cm−1
region on a Bruker ATR-IR spectrometer with 32-scan ineach case at a resolution of 4 cm−1 in the transmissionmode.
2.8 Surface Morphology of the LCF and Composites
The untreated and chemically treated LCF powders wereinspected under a scanning electron microscope model Ul-tra plus (Carl Zeiss NTS). This was done to determine ifany morphological changes happened after the chemicaltreatment of the LCF. The powders were gold coated be-fore examination. The fracture surfaces of the compositesfrom the tensile test were investigated with a as well. Theobjective is to obtain some information regarding morpho-logical changes within the LCF after modification as wellas the filler dispersion and bonding quality between fillerand matrix and to detect the presence of micro-defects, ifany. The fracture ends of the specimen were sputter-coatedwith a thin layer of gold to avoid electrostatic charging.
3 Results and Discussion
3.1 Structural Analysis of the Treated LCF
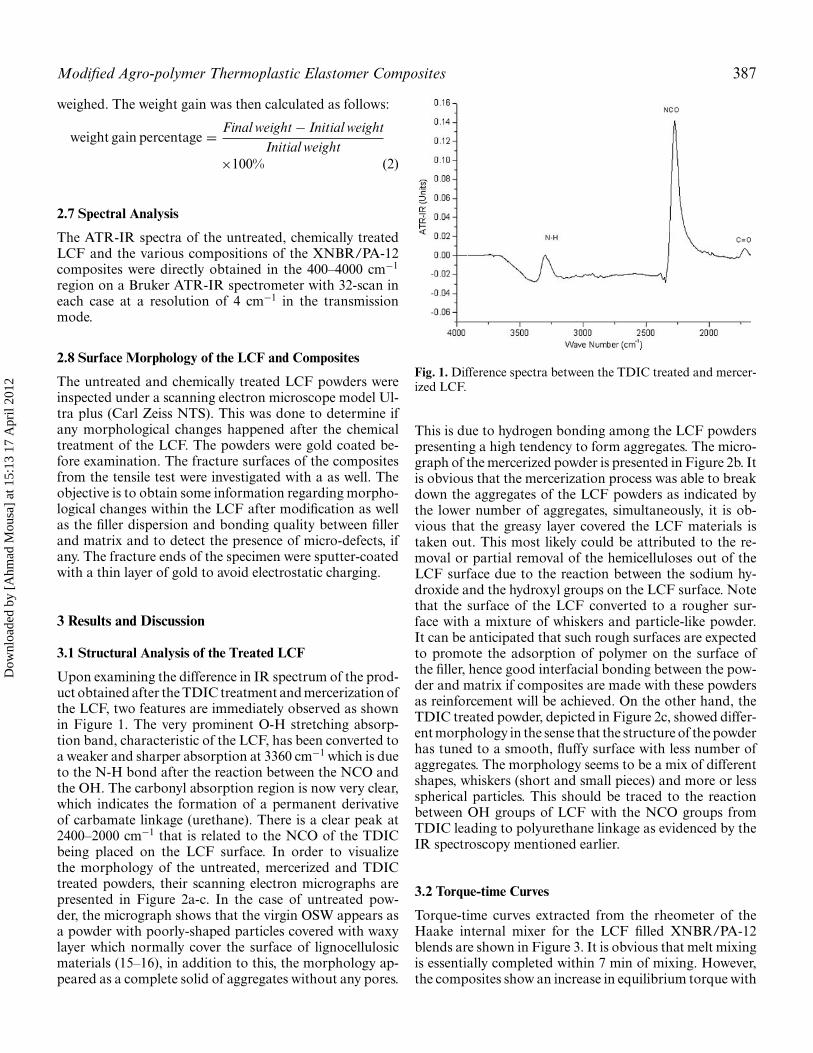
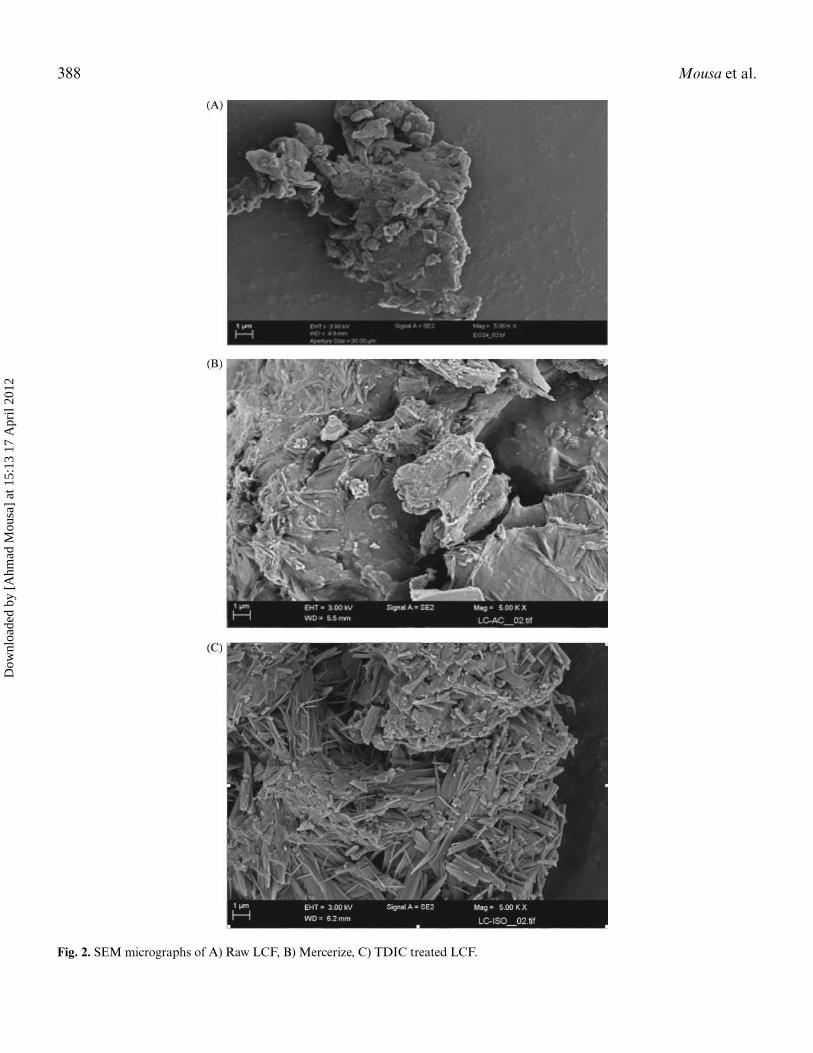
Upon examining the difference in IR spectrum of the prod-uct obtained after the TDIC treatment and mercerization ofthe LCF, two features are immediately observed as shownin Figure 1. The very prominent O-H stretching absorp-tion band, characteristic of the LCF, has been converted toa weaker and sharper absorption at 3360 cm−1 which is dueto the N-H bond after the reaction between the NCO andthe OH. The carbonyl absorption region is now very clear,which indicates the formation of a permanent derivativeof carbamate linkage (urethane). There is a clear peak at2400–2000 cm−1 that is related to the NCO of the TDICbeing placed on the LCF surface. In order to visualizethe morphology of the untreated, mercerized and TDICtreated powders, their scanning electron micrographs arepresented in Figure 2a-c. In the case of untreated pow-der, the micrograph shows that the virgin OSW appears asa powder with poorly-shaped particles covered with waxylayer which normally cover the surface of lignocellulosicmaterials (15–16), in addition to this, the morphology ap-peared as a complete solid of aggregates without any pores.
Fig. 1. Difference spectra between the TDIC treated and mercer-ized LCF.
This is due to hydrogen bonding among the LCF powderspresenting a high tendency to form aggregates. The micro-graph of the mercerized powder is presented in Figure 2b. Itis obvious that the mercerization process was able to breakdown the aggregates of the LCF powders as indicated bythe lower number of aggregates, simultaneously, it is ob-vious that the greasy layer covered the LCF materials istaken out. This most likely could be attributed to the re-moval or partial removal of the hemicelluloses out of theLCF surface due to the reaction between the sodium hy-droxide and the hydroxyl groups on the LCF surface. Notethat the surface of the LCF converted to a rougher sur-face with a mixture of whiskers and particle-like powder.It can be anticipated that such rough surfaces are expectedto promote the adsorption of polymer on the surface ofthe filler, hence good interfacial bonding between the pow-der and matrix if composites are made with these powdersas reinforcement will be achieved. On the other hand, theTDIC treated powder, depicted in Figure 2c, showed differ-ent morphology in the sense that the structure of the powderhas tuned to a smooth, fluffy surface with less number ofaggregates. The morphology seems to be a mix of differentshapes, whiskers (short and small pieces) and more or lessspherical particles. This should be traced to the reactionbetween OH groups of LCF with the NCO groups fromTDIC leading to polyurethane linkage as evidenced by theIR spectroscopy mentioned earlier.
3.2 Torque-time Curves
Torque-time curves extracted from the rheometer of theHaake internal mixer for the LCF filled XNBR/PA-12blends are shown in Figure 3. It is obvious that melt mixingis essentially completed within 7 min of mixing. However,the composites show an increase in equilibrium torque with
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012
388 Mousa et al.
Fig. 2. SEM micrographs of A) Raw LCF, B) Mercerize, C) TDIC treated LCF.
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

Modified Agro-polymer Thermoplastic Elastomer Composites 389
Fig. 3. Brabender torque-time curves for XNBR/PA-12 composites with various chemically treated LCF. (Color figure availableonline.)
filler incorporation compared to the plain composite. Theincrease in torque is due to interaction between the polymermatrix and the LCF and thereby exerting greater resistanceto the rotation of the mixing rotors. Consequently, notethat the highest equilibrium torque displayed by the com-posite containing the TDIC treated LCF, followed by the
composite with mercerized filler and the composite withraw filler,. This indicates quite well that the degree of in-teraction between the filler and the matrix had improvedafter the chemical treatment of the LCF. The progress ofthe stock temperature as a function of time is representedin Figure 4, as well for 70/30 blend. One can see that the
Fig. 4. Development of the stock temperature as a function of mixing time for various XNBR/PA-12 composites. (Color figureavailable online.)
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

390 Mousa et al.
Fig. 5. ATR-IR spectra of PA-12, XNBR and XNBR/PA-12 composites. (Color figure available online.)
stock temperature is lower than that of the mixing temper-ature (i.e., 178◦C) at early stages of the mixing. This shouldbe due to heat exchange between XNBR and the mixingchamber. However, the extensive shearing causes the stocktemperature to rise marginally above the set mixing tem-perature. As the mixing proceeds, the stock temperatureundergoes a final steady value. As further support for theoccurrence of the reaction between the LCF and the NCO,some interesting finding could be seen from the develop-
ment of the stock temperature during the mixing proce-dure derived from the Haake internal mixer (Fig. 4). It isclear that the stock temperature of the filled composites dis-played higher values compared to the control. The higheststock temperature is shown by the composite containingisocynate treated LCF. This is due to the higher enthalpyevolved by the exothermic reaction between the NCOand the LCF. The extent of exothermic reaction reflectsthe degree of interaction between the components of the
Fig. 6. ATR-IR spectra of XNBR/PA-12 composites with various chemically treated LCF. (Color figure available online.)
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

Modified Agro-polymer Thermoplastic Elastomer Composites 391
composites. Furthermore, it can be seen that all the com-posites reached a steady state of torque and stock tempera-ture after the third minute of the mixing process as shown inFigures 3 and 4, respectively. The achievement of constanttemperature and torque is an indication on the completionof the mixing process of the XNBR/PA-12 filled virgin andmodified LCF. The observed trends are in line with previ-ous investigations on PVC/ENR and PVC/NBR blends,respectively (17, 18).
3.3 ATR-IR Spectroscopy
The infrared spectra of the XNBR, the PA-12 and the plainXNBR/PA-12 are shown in Figure 5. The spectrum ofthe XNBR displayed three major peaks; the first one wasshown at 3266 cm−1 which corresponds to the hydroxylgroup (OH) of the XNBR. The second peak at 2237 cm−1
corresponds to nitrile group (C≡N) of the XNBR and athird peak at 1729 cm−1 corresponds to carbonyl of theXNBR. The spectrum of the PA displayed a peak at 1650cm−1 which is assigned to the carbonyl of PA and a signif-icant peak at 3285 cm−1 assigned to the –N-H of the PA.Hence, both polymers are capable of hydrogen bond forma-tion due to the presence of these reactive functional groups.The expected interactions between the - C≡N, -OH, -NHand –C=O are reflected in the spectra of the XNBR/PA-12composite shown in Figure 5 as well. It can be seen that thepositions and intensities of the aforementioned peaks havebeen changed after blending, particularly the band at 2237cm−1 corresponding to C≡N of XNBR becomes very smalland the intensity of the band at 1725 cm−1 corresponding toC = O has been decreased. This is an indication that thesefunctional groups were involved in the formation of hydro-gen bond between the PA and the XNBR. The most signifi-cant change is the broad peak centered at 3279 cm−1 shownin the same figure. The new band at 3279 cm−1 could be as-signed to the intermolecular hydrogen bond between C≡Nof XNBR and NH of the PA molecules (NH. . ..C≡N). Onthe other hand, it is obvious that the peak of the free -N-Hlocated at 3706 cm−1 displayed in the PA spectra has disap-peared after blending. Figure 6 compares the spectra of theXNBR/PA filled LCF modified by various agents. Also, itcan be seen that the salient feature of the spectrum is theband at 3389 cm−1 that was assigned to the intermolecularhydrogen bonds between OH of the filler and the variousactive functional groups of the composite regardless of thechemical agent used to modify the material. However, inthe case of the TDIC treated filler, the major observationis the formation of the urethane linkage which is the resultof the reaction between the LCF modified TDIC and thereactive functional groups of XNBR and PA. Such reac-tion is evidenced by the disappearance of the NCO peakat 2250 cm−1 shown in Figure 1 as elaborated earlier. Theformation of the urethane linkage is confirmed by the for-mation of the carbonyl of ester shown at 1750 cm−1 and
Fig. 7. Scanning electron microscope of fractured tensile strengthspeciment of A) XNBR/PA-12; B) XNBR/PA-12 filled RawLCF; C) XNBR/PA-12 filled mercerized LCF; D) XNBR/PA-12filled TIC treated LCF.
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

392 Mousa et al.
Fig. 8. Hardness of the SNBR/PA-12 composites containing various chemically modified LCF.
the formation of secondary amine indicated by the N-Hshoulder at 3640 cm−1 due to the urethane formation.
3.4 Structural Studies
The fractured surface of a representative 70: 30 XNBR/PAcomposition was studied by using SEM as shown in Figure7 a-d. Figure 7a shows the fractured surface of the plainblend, it can be seen that a reasonable miscibility betweenthe XNBR and the PA-12 was achieved at the predeter-mined mixing conditions mentioned earlier. The miscibil-ity was attributed to the formation of hydrogen bond asdiscussed earlier. The formation of such hydrogen bond is
supposed to reduce the interfacial tension between the twopolymers thereby enhancing the interaction in such blends.Note that the fracture mode of the control sample was duc-tile one with improved toughness. Considering the samplefilled raw LCF shown in Figure 7b, it is clear that the ad-dition of the raw LCF was able to convert the surface ofthe matrix to a rugged surface with limited matrix exten-sion indicating a brittle failure mode where some of thefiller particles were pulled out from XNBR/PA-12 matrix.This highlights de-bonding between the filler and the ma-trix which indicates moderate degree of interaction betweenthe LCF and the XNBR/PA-12 composite. Regarding thedispersion of the filler into the matrix it is obvious that a
Fig. 9. Stress-strain curves of XNBR/PA-12 thermoplastic elastomer composites filled LCF. (Color figure available online.)
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

Modified Agro-polymer Thermoplastic Elastomer Composites 393
Fig. 10. Tensile strength toughness of XNBR/PA-12 composites reinforced with LCF.
good dispersion of the filler was achieved. The filler wasimbedded into the matrix to certain extent as shown bythe micrograph. Figure 7c depicts the SEM micrograph ofthe composite loaded with mercerized LCF. Note that themercerized LCF is well wetted by the XNBR/PA-12 matrix,thus promoting good interfacial between the filler and thematrix. As mentioned earlier the mercerizing treatment hasconverted the surface of the powder to rough surface (Fig.2b). Such roughness is expected to allow more polymers tobe adsorbed on the surface of the filler. This is expected toimprove the state of dispersion between the filler and thematrix. The fractured surface of the composite reinforcedby the TDIC pre-treated LCF is elucidated in Figure 7d.
Obviously the TDIC treated LCF had altered the mor-phology of the composite. The appearance of the sample’ssurface is smooth and tough compared to composites con-taining the untreated and mercerized filler presented earlier.It is notable that treatment of the LCF with TDIC reducesthe number of aggregates into the matrix; the indication isthat this formula had better filler dispersion compared tothe composites with mercerized and raw powder. In addi-tion to this it is clear also that the LCF particles showedbetter wettabilty at less filler pull-out during the ductile fail-ure mechanism. Summing up, it can be concluded that theincorporation of the untreated and treated LCF altered themorphology of the XNBR/PA-12 composites. To visualize
Fig. 11. Swelling index of XNBR/PA-12 TPE composites after immersion in toluene for 72 h.
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

394 Mousa et al.
Fig. 12. Variation of percentage water absorption for XNBR/PA-12 TPE composites filled LCF.
this finding we attempted to correlate such observation withhardness, since it is well known that hardness is a toughnessrelated property. Furthermore, the area under the stress-strain curve was measured to comment on the ability ofLCF to change the morphology. The related results arepresented in Figures 8 and 9, respectively.
3.5 Hardness
Figure 8 shows the hardness of the composites contain-ing untreated and treated LCF. Irrespective of the type ofchemical treatment, it is observed that the hardness in-creased with filler incorporation except for the compositewith TDIC treated LCF. The hardest composite was thatreinforced with the raw LCF. This should be attributed tothe rigidity of the filler that was conferred to the matrix.The reduction of the volume fraction of the polymer ma-trix is another factor that contributed to the higher valueof the hardness of this formula compared to the unfilledcounterpart. The increased hardness of the composite re-inforced with the mercerized LCF may be attributed to thepartial extraction of the amorphous hemi cellulose of theLCF due to the mercerization; hence this will increase thecrystalline part of the LCF, which is expected to increasethe hardness as well. It is worth mentioning that the hard-ness of the composite containing mercerized filler is lowerthan that containing raw filler. This suggests that the mer-cerized filler has better dispersion in the matrix with fewerbundles. The implication is that the LCF particles were en-capsulated in the matrix. This fact is reflected in the micro-graphs of the scanning electron microscope shown in Figure7b-c. Interestingly, the incorporation of the TDIC treatedLCF does not influence the hardness of the composite; the
hardness value was more or less similar to the hardness ofthe control sample (XNBR/PA-12). This is attributable tothe urethane structure formed by the reaction between theTDIC treated filler and the reactive functional group of theblend components. This indicates that the TDIC treatedfiller had been converted to part of the matrix via the for-mation of urethane links. This observation is in line withthe findings of the SEM micrograph elaborated in Figure7d. Since hardness is toughness related property, the trendobserved in Figure 8 agrees quite well with the stress-straincurve presented in Figure 9. Based on Figure 9 it is clearthat incorporation of the raw LCF has converted the mate-rials to brittle materials with a limited extent for stretchingas indicted by the decrease of the strain. The change inelastic behavior of the XNBR/PA-12 blend is well reflectedby the tensile strength toughness (area under curve) shownin Figure 10. In the case of the composite reinforced withmercerized LCF the stress-strain displayed higher strainand toughness. The rational behind this is the improvedinteractions between the filler and the matrix due to hy-drogen bond formation elaborated earlier. Considering theformula reinforced with TDIC treated filler it is clear thatthe extent of stretching (elasticity) of the matrix was sig-nificantly improved before rupture, this is also evidencedby the tremendous increased of toughness compared toformula containing raw filler. The improved toughness isattributable to the formation of urethane linkage explainedearlier. Hence, it could be inferred that the incorporationof the organic filler (LCF in this case) had successfully im-proved the ability of the XNBR/PA-12 TPE composites toabsorb energy, in turn it could be concluded that the incor-poration of the TDIC treated organic filler has improveddamping properties of the prepared composites. This is in
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

Modified Agro-polymer Thermoplastic Elastomer Composites 395
line with an earlier study on the effects of organic fillersto produce high-performance damping materials based onXNBR (19).
3.6 Swelling Studies
The swelling behavior of the composites after immersion intoluene is presented in Figure 11 as well. It is clear that theincorporation of the pristine LCF decreased the swellingindex compared to the control. The mercerized filler hasfurther decreased the swelling index. The lowest swellingindex was shown by the composite reinforced by TDICtreated LCF. Such results provide a clear indication on theimproved degree of interactions between the LCF and theXNBR/PA-12 blend. As the degree of interaction betweenthe components of the composites increased, the blends be-came stiffer and less penetrable by the toluene molecules;hence, the conclusion is that the treated LCF had posi-tively influenced the ability of the prepared materials toresist chemical attacks. Figure 12 depicts the water uptakepercentage at equilibrium for the samples with and with-out fillers after immersion in millipore water for 168h. Itis well established that lingo-cellulosic filler absorbs waterby forming hydrogen bonding between water and hydroxylgroups of cellulose, hemi-cellulose and lignin in the cellwall. It can be seen that the water absorption increasedafter the incorporation of the raw filler. The plausible ex-planation could be related to the formation of the hydrogenbond between the hydroxyl groups of the LCF and the wa-ter molecules. The composite with mercerized LCF hadlow water uptake compared to the composite containingraw LCF. This is due to the consumption of the surfacehydroxyl groups of the LCF by the aqueous sodium hy-droxide. Thus the mercerization decreases the accessibilityof water molecules to the surface of the filler particles viaminimizing the active sites (hydroxyl groups) on the fillersurface. The incorporation of the TDIC treated LCF hasfurther decreased the water uptake at equilibrium com-pared to the control. This observation should be tracedto the formation of the urethane linkage due to the reac-tion between the TDIC and the LCF. By having the arylchain from the TDIC, this reaction imparts permanenthydrophobic qualities to the wood based LCF material.Hence, low water uptake was recorded. Hence, it can beconcluded that the resistance of the TPE composite withmercerized LCF and TDIC treated LCF to the water at-tack were reduced significantly compared to the compositewith raw LCF. This indicates that the LCF particles werewell encapsulated within the TPE matrix; hence the degreeof interaction between the filler and the matrix had beenimproved.
4 Conclusions
In this study LCF was chemically treated by both aqueoussodium hydroxide and toluene diisocynate. We found that
the morphology of the LCF has been changed after chemi-cal modification. The morphology was turned to rough sur-face with fewer aggregates after mercerization while TDICchanged the surface to a fluffy and smoother surface show-ing fiber-like structure compared to the native counterpart.This indicates that urethane linkage was formed due to thereaction between the NCO groups and the –OH groups ofthe LCF. The formation of the urethane linkage was evi-denced from the IR spectrum elaborated earlier. The meltmixing process was monitored using the torque-time curves.We found that the equilibrium torque increased after theincorporation of the LCF, higher torque was recorded inthe case of TDIC treated filler. Interestingly, the tough-ness of the materials was tremendously enhanced after theincorporation of TDIC treated filler as indicated by thestress-strain curves. This suggests that the organic filler en-hanced the damping properties of the prepared composites.The solvent resistance of the composites was improved dueto the incorporation of TDIC treated filler. On the otherhand the resistance to water attack increased due the for-mation of urethane linkage. The effect of the unmodifiedand modified LCF on the hardness revealed that the com-posite filled with TDIC treated LCF has the same hardnesswith the unfilled counterpart, but with better elongationand toughness.
Acknowledgments
Ahmad Mousa is thankful for the administration and thetechnical staff of the Leibniz-Institut fur PolymerforschungDresden e.V., Dresden (Germany) for making all the facili-ties available to carry out this project. I am also grateful tothe Alexander von Humboldt Foundation for the researchscholarship to carry out this research. I am also thankful toal-Balqa Applied University –Jordan for the leave to carryout this work.
References
1. Soltani, S., and Sourki, F.A. (2005) Iran Polym. J., 14, 745–751.2. Ito, M., and Nagai, K. (2007) Polym. Degrad. Stab., 92, 260–270.3. Shibata, M., Teramoto, N., and Inoue, Y. (2007) Polymer, 48,
2768–2777.4. Djidjelli, H., Martinez-Vega, J., Farenc, J., and Benachour, D. (2002)
Macro. Mater. Eng., 287, 611–8.5. Hatakeyama, H., Hirose, S., Nakamura, K., Hatakeyama, T.,
Kennedy, J.F., and Phillips, G.O., Phillips, P.A., Eds.: Ellis Horwood:New York, 525–536, 1993.
6. Desai, S., Thakore, M.I., Sarawode, B.D., and Devi, S. (2000) Polym.Eng. & Sci., 40, 1200.
7. Mustafa, A.B.., Abd El-hady, M., and Ghanem, N.A. (2003) Angew.Makromol. Chem., 85, 91–105.
8. Raj, R.G., Kokta, B.V. Maldas, D., and Daneault, C. (2004) Polym.Compos., 9, 404–411.
9. Bandyopadhyay, S., De, P.P., Tripathy, D.K., and De, S.K. (1996)Polymer, 37, 353–357.
10. Mousa, A., Heinrich, G., and Wagenknecht, U. (2011) Polym.-Plst.Technol. Eng., 50, 13, 1388–1392
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012

396 Mousa et al.
11. Mousa, A., Heinrich, G., and Wagenknecht U. (2012) J. Wood Chem-istry and Technology, 32(1), 82–92.
12. Mousa, A., Heinrich, G., Gohs, U., Hassler, R., and Wagenknecht,U. (2009) Polym.- Plast. Technol. Eng. J., 48, 1030–1040.
13. Mousa, A., Heinrich, G., Gohs, U., and Wagenknecht, U. (2011) J.Composite Materials, online September 21.
14. Mousa, A., Heinrich, G., and Wagenknecht, U. (2010) Intern. J. ofPolym. Mater., 59, 843–853.
15. Zafeiropoulos, N.E., Williams, D.R., Ballie, C.A., and Matthews,F.L. (2002) Compos., Part A; 33, 1083.
16. Sreekala, M.S., Kumaran, M.G., and Thomas, S. (2001) Mater. Lett,.50, 263.
17. Mousa, A., Ishiaku, U.S., and Mohd Ishak, Z.A. (1997) Plast. Rubb.Comp. Process. and Applic., 26, 331.
18. Mousa, A. (2004) Iran. Poym. J., 13, 455–461.19. Liu, Q., Zhang, H., and Yan, X. (2009) Iran. Polym. J., 18, 401–413.
Dow
nloa
ded
by [
Ahm
ad M
ousa
] at
15:
13 1
7 A
pril
2012